Содержание
OWNER’S MANUAL ANDELI MCT-520DPL
CT SERIES INVERTER PLASMA CUTTER
CONTENTS
1. Contents
2. Safety warning
3. Machine description
5. Panel function description
11 . Questions to be run into during Cutting 10
13 . Explosive view
2.SAFETY WARNING
On the process of welding or cutting, there will be possibility of injury, so please take protection into consideration during operation. For more details please review the
Operator Safety Guide, which complies with the preventive requirements of the manufacturer.
Electric shock——May lead to death ! !
•
Set the earth fitting according to applying standard.
•
Forbidden to touch the bare electric parts and electrode with uncovered skin, wet gloves or clothes.
•
Make sure you are insulated from the ground and the workshop.
•
Make sure you are in safe position.
Gases and fumes——May be harmful to health!
•
Keep your head out of the gases and fumes.
•
When arc welding, ventilators or air extractors should be used to avoid breathing gases.
Arc rays——Harmful to your eyes, burn your skin.
•
Wear suitable protective mask, light filter and protective garment to protect eyes and body.
•
Prepare suitable protective mask or curtain to protect looker-on.
Fire
• Welding spark may cause fire, make sure there is no tinder stuff around the welding area.
Noise——Excessive noises will be harmful to hearing.
•
Use ear protector or others means to protect ear.
• Warn looker-on that noise is harmful to hearing.
Malfunction——When trouble happens, contact with authorized professionals.
•
If trouble happens during installation and operation, please follow this manual instruction to check up.
•
If you fail to fully understand the manual, or fail to solve the problem with the instruction, you should contact the suppliers or the service center for professional help.
WARNING! Electric leakage protecting switch should be added when using the machine ! ! !
3.MACHINE DESCRIPTION
The welding machines are rectifiers adopting the most advanced inverter technology, which can apply in plasma cutting system of using pressing air.
Каталог радиолюбительских схем
1
2
3
4
4
6
8
8
9
9
11
14
Я радиолюбитель
|
Detail Specifications: 2255/2255006-mct520dpl.pdf file (16 Jan 2023) |
Accompanying Data:
ANDELI MCT-520DPL Welding System PDF Owner’s Manual (Updated: Monday 16th of January 2023 11:51:06 PM)
Rating: 4.4 (rated by 79 users)
Compatible devices: HEAVY DUTY 400C, ArcWorld 50, MIG 230/2, 1200E, DIGI-TIG200PD, ID 250 T DC, MIG-270E, MIG-270TPL.
Recommended Documentation:
Text Version of Owner’s Manual
(Ocr-Read Summary of Contents, UPD: 16 January 2023)
-
1, Содержание Каталог радиолюбительских схем Я радиолюбитель OWNER’S MANUAL ANDELI MCT-520DPL CT SERIES INVERTER PLASMA CUTTER CONTENTS 1. Contents 1 2. Safety warning 2 3. Machine description 3 4. Technical parameters table 4 5. Panel function description 4 6. Installation instruction 6 7. Operation introduction …
-
2, The development of inverter welding equipment benefits from the development of the inverter power supply theory and components. 3.1 CT series welding machine is the latest multi-purpose machine developed by our company. It is suitable for all kinds of metal cutting machines, argon arc welding and manual arc welding. Its biggest feature is that it can cut stainless steel, al…
-
3, 1 Wire Check Button 2 Welding model selection: MIG 2T/MIG 4T, Plasma CUT, HF TIG, Cold TIG, MMA 3 MIG Synergic/MIG Manual/TIG PULSE Selection: Press to select MIG Synergic mode (wire diameter) or MIG Manual mode or DC Pulse TIG 4 TIG Parameter Selection Button: Press to select different TIG parameters (move right) 5 Parameter Adjust Knob: Adjust to increase or decrease various parameters 6 TIG…
-
4, 7.1.1 Turn on the power switch and the fan inside the machine starts to rotate. 7.1.2 Press the function button and select the desired function to operate. 7.1.3 Turn on the argon switch and adjust the gas flow to the rated standard (see flow meter). 7.1.4 Adjust the ratio of positive and negative current time according to the degree of oxidation of the surface of the workpiece to…
-
5, ANDELI MCT-520DPL 10.2.1 Overvoltage, overcurrent and overheat protection circuits have been installed in our welding machine. When the grid voltage, output current and internal temperature exceed the set standard, the welder will automatically stop working; but excessive use (such as voltage over High) will still cause damage to the welder, so you still need to pay attention to the following matters…
-
6, MCT-520DPL Fault symptom Remedy The power indicator does not light, the fan does not turn, no welding output 1. The power switch is broken. 2. Confirm that the power grid connected to the input cable has power. 3. Check if the input cable has a break. The power switch indicator is on, the fan does not turn or rotates for a few times to stop, no welding output 1. It is possible…
-
7, ANDELI MCT-520DPL 5. The auxiliary power supply on the control panel has failed. The fan turns, the abnormal indicator light is not bright, there is no high-frequency discharge «sa sa sa» sound, and the «LIFT TIG welding» can not start the arc. 1. Check all kinds of patch cords in the machine for poor contact. 2. Control circuit problems, find the cause or contact the dealer.…
-
8, 2 Polar convert cable 3 Aviation socket 4 35-50 fast connector socket 5 35-50 fast connector socket 6 Front plastic panel(down) 7 Front plastic panel(up) 8 Front metal panel 9 Control board 10 Base plate 11 solenoid valve base 12 High frequency board 13 Driving board 14 Solenoid valve holder 15 Main Board 1 16 GBT 17 Column 18 Radiator 19 Main board 2 20 Rectifier board 21 Fan…
Recommended Instructions:
Leila TR177, esprit action4 NG, SWAN 1010, LP280, KX-PW505DL







-
PIPELINER 200SVM193-AJuly, 2009For use with machines having Code Numbers: 11114, 11316, 1147110929, 10660, 10913, 11136®SERVICE MANUAL• Sales and Service through Subsidiaries and Distributors Worldwide •Cleveland, Ohio 44117-1199 U.S.A. TEL: 888.935.3877 FAX: 216.486.1751 WEB SITE: www.lincolnelectric.com• World’s Leader in Welding and Cutting Products •Copyright © Lincoln Global I …
PIPELINER 200 145
-
OM-2232 202 221J 2005−10ProcessesProcessesMIG (GMAW) and Pulsed MIG(GMAW-P) WeldingFlux Cored (FCAW) WeldingXMT 456 CC/CV:Multiprocess WeldingDescriptionInvision 456P:Invision 456P:XMT 456 CC/CV:Invision 456P AndXMT 456 CC/CVRR(230/460 And 575 Volt Models)File: MIG (GMAW)Visit our website atwww.MillerWelds.com …
Invision 456P 40
-
S UCCESSPulsed GMAWNX-4.310 2/06Valley Industries was looking toincrease welding productivity andimprove product quality. • A pulsed GMAW (MIG) process usingLincoln Power Wave® 455M powersources embedded with Nextweld®technologies with FANUC® 120iLBsix-axis robot cells.• A Lincoln System 40 robotic workcellwith a FANUC® 100iB six-axis robot.• Li …
Pulsed GMAW 4
-
IM3015 09/2020 REV09 POWERTEC 161C, 191C, 231C, 271C OPERATOR’S MANUAL ENGLISH Lincoln Electric Bester Sp. z.o.o. ul. Jana III Sobieskiego 19A, 58-263 Bielawa, Poland www.lincolnelectric.eu …
POWERTEC 161C 15
Additional Information:
Popular Right Now:
Operating Impressions, Questions and Answers:
Banggood ANDELI Welder Руководство пользователя
Прочтите сначала
Спасибо за то, что пользуетесь сварщиком! В целях обеспечения безопасности вашего тела, пожалуйста, прочтите это руководство и изучите его содержание перед использованием. Спасибо за сотрудничество!
Использование и характеристика
Инверторный сварочный аппарат MIG, совмещающий в себе 2 функции — MMA и MIG. Аппарат подходит для сварки многих различных материалов, таких как углеродистая сталь, нержавеющая сталь, медь, титан и т. Д. Он имеет хорошие статические нагрузки и динамические характеристики, полную функцию управления, другие преимущества.tagпроисходит, как показано ниже:
- Преобразование плавного переключения высокочастотного IGBT , высокая эффективность, компактность и
портативный - Расширенная система управления, значительно улучшающая сварочные характеристики,
в значительной степени соответствовать требованиям сварочного процесса - МИГ и ММА 2 в 1
- Легкое зажигание дуги, стабильная дуга, высокая производительность
- Небольшое разбрызгивание, стабильный ток, высокая надежность, хорошее формирование сварного шва
Меры безопасности
 Общие меры предосторожности
Общие меры предосторожности
- Обязательно соблюдайте меры предосторожности, указанные в данном руководстве, иначе может произойти несчастный случай.
- Проектирование и строительство вводного источника питания, выбор места установки и использование газа высокого давления должны выполняться в соответствии с соответствующими стандартами и правилами.
- К сварочному месту не допускаются посторонние лица. Только квалифицированный персонал может устанавливать, ремонтировать, обслуживать и эксплуатировать сварочный аппарат.
- Для установки, обслуживания и использования необходим квалифицированный персонал.
- Убедитесь, что сварочный аппарат не используется для других целей, кроме сварки (например, для зарядки, нагрева, размораживания трубопроводов и т. Д.).
- Если земля неровная, избегайте падения сварочного аппарата.
Избегайте поражения электрическим током или ожогов.
- Прикасаться к электрическим частям запрещено.
- Обязательно пригласите профессионального электрика для заземления сварочного аппарата медным проводом определенного сечения.
- Обязательно пригласите профессионального электрика для подключения источника питания в сварочном аппарате медным проводом определенного сечения. Изолирующая оболочка не может быть повреждена.
- Обязательно изолируйте корпус и основной металл при работе во влажной и ограниченной зоне.
- Пожалуйста, используйте защитную сетку при работе на высоте.
- Пожалуйста, закройте входную мощность, когда она не используется.
Избегайте вредного воздействия сварочного дыма и газа на человеческое тело.
- Обязательно используйте указанное выхлопное оборудование, чтобы избежать отравления газом и удушья.
- Защитный газ будет скапливаться вокруг дна емкости, вызывая удушье. Обратите внимание на вентиляцию.
Избегайте повреждения сварочной дуги, брызг и сварочного шлака человеческого тела.
- Убедитесь, что вы надели защитные очки с достаточным затемнением. Дуга вызовет воспламенение глаз, а сварочные брызги и шлак будут вызывать ожоги глаз.
- Обязательно используйте защитные материалы для сварки, такие как кожаные защитные перчатки, кафтан, колпачок, сварочные гетры и фартук, чтобы избежать света сварочной дуги, сварочных брызг и ожогов кожи.
Избегайте пожара, взрыва, разрушения и других несчастных случаев.
- В месте сварки не должно быть горючих материалов, поскольку брызги и горячие сварные швы могут привести к возгоранию.
- Кабели и основной металл должны быть надежно соединены, иначе нагрев может привести к возгоранию.
- Запрещается сваривать горючий газ или емкость с горючими веществами, иначе это может привести к взрыву.
- На всякий случай обязательно приготовьте огнетушитель.
Для предотвращения поранения вращающихся движущихся частей
- Не приближайте пальцы, волосы и одежду к охлаждающему вентилятору, ролику подачи проволоки и другим вращающимся частям.
- При подаче проволоки не приближайте конец сварочной горелки к глазам, лицу и телу, чтобы проволока не повредила человека.
Избегайте падения газового баллона и поломки газового регулятора.
- Баллон с газом должен быть надежно закреплен, иначе он может опрокинуться, что приведет к травмам человека.
- Запрещается ставить газовый баллон в место с высокой температурой или солнечным светом.
- Открывая вентиль газового баллона, нельзя приближаться лицом к выходному отверстию для газа, иначе газ под высоким давлением может нанести вред человеку.
- Убедитесь, что вы используете регулятор газа, предоставленный компанией, и соблюдайте правила использования.
Предотвратить движение сварки
- При перемещении сварочного аппарата с помощью вилочного погрузчика или крана нельзя находиться под сварочным аппаратом и направлять его движение, иначе сварочный аппарат может упасть и причинить травму.
- Канатная стропа должна выдерживать достаточное тяговое усилие и не должна быть сломана при подвешивании. Угол между канатной стропой и крюком должен быть не более 30 °.
Меры предосторожности по электромагнитной совместимости
Обзор
Сварка вызывает электромагнитные помехи.
Сведите к минимуму излучение помех от оборудования для дуговой сварки с помощью правильного способа установки и правильного применения.
Продукты, описанные в руководстве, относятся к оборудованию класса A (во всех случаях, кроме жилых районов, питающихся от общедоступной системы электроснабжения).
Внимание! Оборудование класса A не применяется в жилых районах, питающихся от общедоступной системы электроснабжения. Гарантировать электромагнитное
совместимость из-за проводимости и излучаемых помех.
Способ снижения радиационного выброса
- Система электроснабжения общего пользования Оборудование для дуговой сварки должно быть подключено к системе электроснабжения общего пользования способом, рекомендованным производителем. В случае возникновения помех примите дополнительные меры предосторожности, например, подключите фильтр к системе электроснабжения. Убедитесь, что для стационарного сварочного оборудования предусмотрена возможность защиты от источника питания. Силовые кабели могут быть экранированы металлической трубой или другими эквивалентными методами. Убедитесь, что электрическая непрерывность экранирована.
- Техническое обслуживание оборудования для дуговой сварки Обязательно выполняйте текущее техническое обслуживание оборудования для дуговой сварки в соответствии с методом, рекомендованным производителем. Во время работы сварочного оборудования все входные отверстия, вспомогательные двери и панели оборудования должны быть закрыты и затянуты соответствующим образом. Оборудование для дуговой сварки не может быть изменено ни в каком виде, если соответствующие изменения и настройки не разрешены в руководстве. Искровой разрядник устройства зажигания дуги и устройства стабилизации дуги должен регулироваться и обслуживаться в соответствии с рекомендациями производителя.
- Сварочный кабель Сварочный кабель должен быть как можно короче и расположен близко друг к другу. Кроме того, сварочный кабель должен находиться рядом с кабелем заземления или рядом с ним.
- Эквипотенциальный притир Обратите внимание на притирку металлических предметов вокруг. Притирка металлических предметов и заготовок увеличивает опасность работы. Когда оператор дотрагивается до этих металлических предметов и электрода, он может получить удар электрическим током. Оператор должен быть изолирован от этих металлических предметов.
- Заземление заготовки Заготовка может не иметь заземления из-за электробезопасности или положения заготовки, например корпуса или стального каркаса здания. При наличии заземления для заготовки излучение может быть уменьшено, но это не всегда так. Следовательно, мы должны предотвратить повышенный риск поражения электрическим током пользователей, вызванный заземлением заготовки или повреждением другого электрического оборудования. При необходимости некоторая деталь должна быть напрямую заземлена, но прямое заземление не допускается в некоторых странах, пользователь может добиться этого эффекта, только выбрав соответствующий конденсатор в соответствии с правилами принимающей страны.
- Экранирование Экранирование окружающего оборудования и других кабелей может уменьшить электромагнитные помехи. Вся зона сварки может быть экранирована для специальных применений.
Основная техническая информация
Основные технические параметры
| Модель | МИГ-270Э | |||
| Функция | MIG | TIG | MMA | |
| Электропитание Voltagе (В) | 220V ± 15% | |||
| Частота (Гц) | 50/60 | |||
| Номинальная входная мощность (кВт) | 5 | 3.7 | 6 | |
| Номинальный входной ток (А) | 23 | 17 | 27 | |
| Эффективный ток (А) | 14.5 | 10.8 | 17 | |
| Сварочный ток Диапазон (A) |
20-160 | |||
| Объем холостого ходаtagе (В) | 55V | |||
| Продолжительность включения (% 40 ℃ 10 мин.) | 40% | 160А, 22В | 160А, 16.4В | 160А, 26.4В |
| 100% | 101А, 19В | 101А, 14В | 101А, 24В | |
| Фактор силы | 0.93 | |||
| Класс защиты | IP21S | |||
| Класс изоляции | F | |||
| Охлаждение | AIR | |||
| Вес нетто (кг) | About7.5 | |||
| Размер (ММ) | 406 * 171 * 245 |
Установка
Окружающая среда
- Устанавливайте в сухом помещении с влажностью менее 90% при 20 ℃ и 50% при 40 ℃.
- Температура должна быть в диапазоне -10 ℃ -40 ℃ при сварке и -20 ℃ -55 ℃ при хранении и транспортировке.
- Защищайте машину от прямых солнечных лучей и дождевых капель.
- Избегайте использования его в среде с сильным воздушным потоком во время сварки TIG.
- Наклон сварочного тока не более 100, высота не более
- Избегайте использования его в пыльных, кислотных или других коррозионных
- Аппарат следует размещать на расстоянии более 20 см от стены и более 10 см от других сварочных аппаратов.
Требования к входному источнику питания
- Форма волны: стандартная чистая синусоида
- Диапазон колебаний: 220 В ± 15%
- Частота: 50Hz / 60Hz
Подводимая мощность
| Модель | МИГ-270Э | |
| Подводимая мощность | AC220V ± 15%, 50/60 Гц | |
| Мин. мощность электросети | 8 | |
| Входная защита | взрыватель | 40 |
| Выключатель | 63 | |
| кабель | вход | 4mm2 |
| выходной | 25mm2 | |
| земля | 4mm2 |
Увеличьте входной, выходной и заземляющий кабель в соответствии с длиной кабеля. Примечание: технические характеристики предохранителей и автоматических выключателей в таблице выше приведены только для справки.
Установка машины
Источник питания должен быть однофазным переменным током 220 В / 50 Гц. Используйте распределительный шкаф с автоматическим воздушным выключателем. Обеспечьте безопасное заземление.
Сварка стержневыми электродами:
- Подключите сварочный кабель к аппарату.
- Выключите машину.
- Подключите входной кабель к распределительному шкафу, включите. 4.2 Сварка МИГ:
- Подключите заземляющий кабель к отрицательному полюсу, а кабель питания — к положительному полюсу.
- Подсоедините шланг к машине и баллону с газом.
- Выключите машину.
- Подключите входной кабель к распределительному шкафу, включите.
Создание модели и иллюстрация
Создание модели и описание сварочного аппарата серии MIG, как показано на рис. 1

( фигура 1 ) Установление и описание модели сварочного аппарата серии МИГ.
Краткое описание принципа
Принципиальная схема сварочного аппарата серии MIG показана на рисунке 2:

(Рисунок 2) Схема сварочного аппарата серии MIG
Сварочный аппарат использует технологию высокочастотного инвертора IGBT, входную мощность 220 В, прямое выпрямление, а затем отправляется на инвертор, состоящий из IGBT и других компонентов, чтобы стать высокочастотным переменным током, высокочастотным переменным током, полученным после пропускания инвертора через высокочастотный трансформатор после понижения высокочастотный выпрямитель выпрямляет и фильтрует выход, подходящий для постоянного тока сварки. Благодаря этому процессу улучшается динамический отклик сварщика, уменьшаются объем и вес трансформатора и реактора, а эффективность всей машины повышается.
Конструкция цепи управления позволяет сварщику всегда достигать хороших характеристик процесса сварки при изменении внешних условий (например, напряжения сеткиtagе колебания и разная длина выходного кабеля). Легко зажигать дугу, она стабильна, сварной шов хорошо сформирован, а сварочный ток можно непрерывно регулировать.
Выходные характеристики сварочного аппарата серии MIG показаны на Рисунок 3
(3a) Выходные характеристики сварки MIG
3b) Выходные характеристики ручной дуговой сварки
Выходные характеристики сварки MIG: Плоские характеристики.
Выходные характеристики сварки MMA: Характеристики падения.
Эксплуатация и инструкция
Введение основной функции
Передняя панель
Как показано на рисунке 4, панель управления используется для выбора функций и настройки данных сварочного аппарата и выходного интерфейса сварки.

(Рисунок 4) Панель управления MIG-270E
MIG-120 Выбор функций и установка параметров
- Ручка:

Выбор функции , Lift TIG 、 MMA 、 Порошковая проволока без газа 0.8 / 1.0 - Лифт TIG:

Коснитесь заготовки для зажигания дуги без высокой частоты, укорачивайте вольфрам и заготовку, поднимайте резак в момент зажигания дуги. - ММА:

- Порошковая проволока 0.8 / 1.0:

Выбирайте порошковую проволоку 0.8-1.0. - Индикатор питания:

Передача сигналов о включении питания。 - Индикатор OC:

Отправлять сигналы о перегреве машины или об отклонении от нормы; Перегрев , машина защищена от перегрева, оставьте машину без нагрузки , после охлаждения она может работать как обычно ; Перегрузка по току, некоторые компоненты могут сломаться. Будьте осторожны, перезапустите машину после проверки. Если ошиблись, просто перезагрузите машину. - АВТО:

Световой индикатор синергии , синергетический означает силу тока и объемtage меняются на том же шаге и совпадают автоматически:
Индикация автоматически в режиме безгазовой MIG - Voltage:

В режиме безгазовой MIG точная настройка сварочного объёма.tagе, положительное значение уменьшается , положительное значение увеличивается. - Толщина плиты:

Установите текущее значение в режимах Lift TIG, MMA и Gasless MIG.








Выходной интерфейс сварки
Слева:
- Патрон для горелки MIG;
- Гнездо натяжения катодного выхода : подключить горелку TIG в режиме Lift TIG; подключить заготовку в режиме MMA;
- Гнездо крепления анодного выхода,: подключить заготовку в режиме Lift TIG ; подключить электрододержатель в режиме MMA ; подключить заготовку в режиме безгазовой сварки MIG;

На диаграмме выше показан выходной интерфейс MIG-120.

Слева:
- Соединение преобразования полярности горелки MIG: подключите анод в режиме MIG, подключите анод в режиме безгазовой MIG ;
- Гнездо для фиксации катодного выхода : подключить горелку TIG в режиме Lift TIG ; подключить заготовку в режиме MMA ; подключить заготовку в режиме MIG ;
- Гнездо крепления анодного выхода, подключение заготовки в режиме Lift TIG ; подключение электрододержателя в режиме MMA ; подключение заготовки в режиме безгазовой сварки MIG ;

На диаграмме выше показан выходной интерфейс MIG-160.

Таблица сварочных материалов
| Code | Аббревиатура | Сварочный материал | Газовый |
| Fe CO2 | FeCO | Углеродистая сталь | CO2 |
| Fe Ar82 | FeA8 | Углеродистая сталь | Ar 82% + CO2 18% |
| E308Ar98 | E308 | Проволока из нержавеющей стали ER308 | Ar 98% + CO2 2% |
| E316Ar98 | E316 | Проволока из нержавеющей стали ER316 | Ar 98% + CO2 2% |
Соотношение CO2, Ar, газа приведено только для справки.
Инструкция по установке:
Примечание: пожалуйста строго следуйте приведенным ниже инструкциям по установке и отладке!
Перед выполнением электрического подключения пользователь должен выключить сетевой выключатель распределительного щита!
Уровень защиты этого оборудования — IP21, избегать использования под дождем!
- Подключите сварочный провод питания к соответствующему разъему.tagуровень e и автоматический выключатель ≥60A (подключить провод питания ≥4²);
- Провод входного питания должен хорошо контактировать с соответствующей клеммой питания или переключателем, чтобы предотвратить окисление.
- Используйте мультиметр, чтобы измерить,tagе находится в диапазоне колебаний;
- Подключите желто-зеленый провод кабеля питания и винт заземления на задней панели к проводу ≥4² и заземлению ;
- Если сварщик расположен на наклонной плоскости, его следует закрепить так, чтобы он не скользил ;
- Каждый сварщик оснащен изолированной ручкой, которую можно поднимать рукой при перемещении сварщика.
Сварка стержневыми электродами
- DC EP: катод соединяется с заготовкой («-») , сварочная горелка соединяется с анодом («+»)。
- DC EN : Анод соединяется с заготовкой («+») , катод соединяется с горелкой TIG («-»)。
Оператор может выбрать метод подключения в зависимости от основного металла и материала электрода. Как правило, для щелочного электрода рекомендуется использовать метод обратного подключения постоянного тока. Кислотный сварочный электрод не указан.
Список быстрой проверки сварочного процесса (только для справки)
| Диаметр электрода (мм) | Рекомендуемый сварочный ток (A) | Рекомендуемый объем сваркиtage (V) |
| 1.0 | 20-60 | 20.8-22.4 |
| 1.6 | 44-84 | 21.76-23.36 |
| 2.0 | 60-100 | 22.4-24.0 |
| 2.5 | 80-120 | 23.2-24.8 |
| 3.2 | 108-148 | 23.32-24.92 |
| 4.0 | 140-180 | 24.6-27.2 |
Примечание: Эта таблица подходит для сварки низкоуглеродистой стали, другие материалы могут ссылаться на соответствующие материалы и руководство по процессу.
Сварка в газовой среде:
- Подключите газовый баллон с регулятором газа CO2 к трубке механизма подачи проволоки и закрепите его пряжкой; При использовании газа CO2 регулятор должен быть подключен к источнику тепла, чтобы предотвратить замерзание регулятора во время работы и ухудшение качества сварки; Нет необходимости подключать мощность нагрева при использовании газовой смеси
- Поместите проволоку в правую канавку в соответствии с диаметром проволоки. Ослабьте гайку на ролике для прижима проволоки и протяните проволоку в канавку для проволоки через шланг. Отрегулируйте колесо прижима проволоки так, чтобы проволока не скользила. Не давите на нее слишком сильно. В противном случае провод будет искажен, и его нельзя будет питать нормально.
- Подключите штекер полярности механизма подачи проволоки к плюсовому разъему; подключите заземление.amp к отрицательному быстрому разъему и затяните его по часовой стрелке.
- Горелка MIG: вытащите проволоку путем осмотра проволоки, протяните контактный наконечник через проволоку и затяните, нажмите выключатель горелки для запуска.
- Попробуй подстроить громкостьtagе, когда ток и объемtagе не подходят
Порошковая проволока без газа
- Поместите проволоку в правую канавку в соответствии с диаметром проволоки. Ослабьте гайку на ролике для прижима проволоки и протяните проволоку в канавку для проволоки через шланг. Отрегулируйте колесо прижима проволоки так, чтобы проволока не скользила. Не давите на нее слишком сильно. В противном случае провод будет искажен, и его нельзя будет подавать нормально.
- Подключите полярный штекер механизма подачи проволоки к отрицательному разъему; Подключите заземление.amp к положительному быстродействующему разъему и затяните его по часовой стрелке.
- Горелка MIG: вытащите проволоку путем осмотра проволоки, протяните контактный наконечник через проволоку и затяните, нажмите выключатель горелки для запуска.
- Попробуй подстроить громкостьtagе, когда ток и объемtage не соответствуют параметрам сварки (см. следующий рисунок)
Сварочный ток (А) Проволока (мм) 60 ~ 80 φ0.6、0.8 80 ~ 130 φ0.8、1.0 130 ~ 200 φ0.8、1.0 Формула для справки: U = 14 + 0.05I ± 3 В
Лифт TIG
- Подсоедините газовую трубку горелки TIG к газовому баллону.
- Подключите горелку TIG раздельного типа к отрицательной розетке, заземлению.amp к положительной розетке
- Поцарапайте вольфрам на заготовке, чтобы зажглась дуга, а затем поднимите тигровую горелку.
- Контрольного переключателя расхода и тока газа нет. Чтобы избежать отходов и обеспечить безопасность, выключите газовый баллон и держите резак подальше от обрабатываемой детали.
Параметры титана и сплава TIG для справки
| Толщина (мм) | Форма паза | Сварщик | Диаметр вольфрама (мм) | Диаметр проволоки (мм) | валюта (A) | Объем газообразного аргона (л / мин) | Диаметр сопла (мм) | ||
| 0.5 1.0 1.5 2.0 2.5 |
I-форма | 1 1 1 1 1 |
1.5 2.0 2.0 2.0-3.0 2.0-3.0 |
1.0 1.0-2.0 1.0-2.0 1.0-2.0 2.0 |
30-50 40-60 60-80 80-110 110-120 |
8-10 8-10 10-12 12-14 12-14 |
6-8 6-8 8-10 10-12 10-12 |
14-16 14-16 14-16 16-20 16-20 |
10 10 10-12 12-14 12-14 |
| 3.0 4.0 5.0 6.0 7.0 8.0 |
Y-образная форма | 1-2 2 2-3 2-3 2-3 3-4 |
3.0 3.0-4.0 4.0 4.0 4.0 4.0 |
2.0-3.0 2.0-3.0 3.0 3.0-4.0 3.0-4.0 3.0-4.0 |
120-140 130-150 130-150 140-180 140-180 140-180 |
12-14 14-16 14-16 14-16 14-16 14-16 |
10-12 12-14 12-14 12-14 12-14 12-14 |
16-20 20-25 20-25 25-28 25-28 25-28 |
14-18 18-20 18-20 18-20 20-22 20-22 |
| 10 20 22 25 30 |
Двойной Y формировать |
4-6 12 12 15-16 17-18 |
4.0 4.0 4.0 4.0 4.0 |
3.0-4.0 4.0 4.0-5.0 3.0-4.0 3.0-4.0 |
160-200 200-240 230-250 200-220 200-220 |
14-16 12-14 15-18 16-18 16-18 |
12-14 10-12 18-20 20-26 20-26 |
25-28 20 18-20 26-30 26-30 |
20-22 18 20 22 22 |
Тонкий лист из нержавеющей стали — параметр TIG (только для справки)
| Толщина (мм) | Совместный тип | Диаметр вольфрама (мм) | Диаметр проволоки (мм) | Текущий тип | ток (A) | Объем газообразного аргона (л / мин) | скорость (см / мин) |
| 1.0 1.2 1.5 |
приклад приклад приклад |
2 2 2 |
1.6 1.6 1.6 |
DCEN DCEN DCEN |
7-28 15 5-19 |
3-4 3-4 3-4 |
12-47 25 8-32 |
Меры предосторожности и техническое обслуживание сварочного аппарата
Пункты безопасности
Сварочный аппарат оборудован схемами защиты от перегрузки по току и перегрева.tagе, выходной ток и внутренняя температура превышают установленный стандарт, сварочный аппарат автоматически перестанет работать, но при чрезмерном использовании (например, чрезмерном объемеtagд) все равно приведет к сварке, машина повреждена, поэтому вам все равно нужно обратить внимание на следующее:
- Убедитесь, что вентиляция хорошая!
Когда аппарат работает, проходит большой рабочий ток, естественная вентиляция не может удовлетворить потребности сварщика в охлаждении, поэтому для эффективного охлаждения сварочного аппарата, чтобы он работал бесперебойно, установлен вентилятор. не перекрыт и не заблокирован, а расстояние до окружающих предметов должно быть не менее 0.3 м. Пользователи всегда должны следить за поддержанием хорошей вентиляции, что очень важно для лучшей работы сварочного аппарата и обеспечения более длительного срока его службы. - Запрещено перегружать!
Пользователь должен обращать внимание на использование сварочного аппарата в соответствии с допустимой продолжительностью нагрузки сварщика (см. Параметры паспортной таблички сварщика), чтобы сварочный ток не превышал максимально допустимый ток нагрузки. Перегрузка по току значительно сократит срок службы сварщика. и может даже обжечь сварщика. Продолжительность нагрузки: это текущее время сварки при продолжающейся нагрузке, 10 минут — это цикл, рабочее время + время отдыха = 10 минут; напримерample, 30%, 200 А / 28 В, то есть состояние выходного тока 200 А, должно работать в течение 3 минут. Оставаться в течение 7 минут; 60%, 141 А / 25.6 В, в состоянии выходного тока 141 А, должно работать. работать 5 минут, отдых 4 минуты.
Перегрузка по току значительно сократит срок службы сварщика.
- Запрещенный томtagе слишком высоко!
Источник питания vol.tage указан в таблице «основных рабочих параметров». В общем, автомат vol.tagСхема компенсации в сварочном аппарате гарантирует, что сварочный ток останется в допустимых пределах. Если блок питания vol.tagе превышает допустимое значение, это приведет к повреждению сварщика. Пользователь должен полностью понимать эту ситуацию и принимать соответствующие профилактические меры。 - Запрещается использовать сварочный аппарат для оттаивания труб。
- Задняя часть каждого сварочного аппарата прикреплена винтом заземления и отмечена меткой заземления. Перед использованием выберите кабель сечением более 2.5 мм2 и надежно заземлите корпус сварочного аппарата, чтобы снять статическое электричество или предотвратить несчастные случаи, которые могут произойти из-за электричества.
- Если сварочный аппарат превышает стандартную продолжительность нагрузки, сварочный аппарат может внезапно перейти в состояние защиты и перестать работать, что означает, что сварочный аппарат превышает стандартную продолжительность нагрузки. Если температура будет слишком высокой, сработает переключатель контроля температуры, и сварочный аппарат перестанет работать. Тем временем на передней панели будет гореть желтый индикатор. В этом случае вам не нужно отключать источник питания, чтобы охлаждающий вентилятор мог продолжать работать для охлаждения сварочного аппарата. Когда желтый индикатор не горит, температура упадет до стандартного диапазона, и сварку можно будет возобновить.
Обслуживание
 Внимание!
Внимание!
Все работы по техническому обслуживанию, ремонту и очистке должны выполняться при отключенном электропитании. Перед тем, как открывать корпус, убедитесь, что вы отключили шнур питания из розетки.
- Пыль Для очистки системы используйте сухой чистый сжатый воздух. Удаляйте пыль каждый день при работе в задымленных условиях или в сильно загрязненном воздухе.
- Сжатый воздух должен подаваться под необходимым давлением, чтобы избежать разрушения внутренних компонентов.
- Проверьте внутренние контактные поверхности, чтобы убедиться в плотном соединении (особенно в разъемах или компонентах) и усилить свободный контакт. Если возникнет ржавчина или окисление, удалите оксидную пленку наждачной бумагой и подсоедините заново.
- Избегайте попадания воды и влаги. Если такая ситуация случится, обработайте внутреннюю часть сварочного аппарата сушкой, а затем запустите тест изоляции мегомметром, который должен включать изоляцию между соединительными стыками, а также стыками. Сварку можно продолжить только в том случае, если ошибки не обнаружены.
- Если сварочный аппарат не используется в течение длительного времени, запечатайте его в оригинальной упаковке и храните в сухом состоянии.
Перед техобслуживанием
Внимание!
Слепые эксперименты и неосмотрительный ремонт могут привести к расширению
отказ, и сложность для формального обслуживания. Электронное оборудование в состоянии открытой части vol.tage может привести к опасности. любые прямые или косвенные контакты могут привести к поражению электрическим током, а серьезное поражение электрическим током приведет к смерти !!!
Внимание: во время гарантийный срок, если это не разрешено данной Компанией; в случае неправильного обслуживания по какой-либо причине источника сварочного тока поставщики не будут предоставлять бесплатный ремонт.
Документы / Ресурсы
Andeli


-
Артикул
ADL20-603 -
Гарантия
1 год -
Тип
инвертор -
Max мощность, кВт
9.5 -
Max ток, А
200 -
Min ток, А
10 -
Наличие сетевой вилки
да -
Номинальное напряжение на входе, В
220 -
Напряжение, В
220 -
Габариты без упаковки, мм
489 x 210 x 327
Все характеристики
Дополнительная скидка в корзине
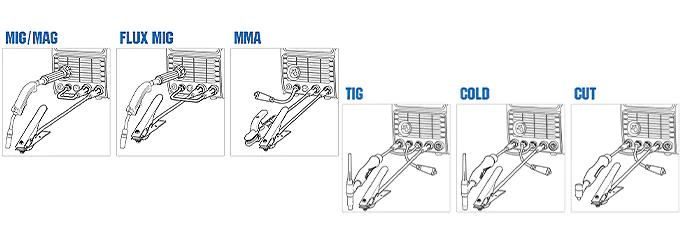
6 режимов работы для сварки и резки любого металла
- ручной дуговой сварки MMA;
- полуавтоматической сварки MIG/MAG с газом;
- полуавтоматической сварки порошковой проволокой;
- TIG сварки под защитой инертного газа;
- холодной сварки;
- плазменной резки.
Интуитивно понятная панель управления
Все настраиваемые параметры поделены в специальные блоки и выделены разным цветом: белым – для полуавтоматической сварки MIG, черным – для плазменной резки, серым – для сварки в ручном режиме MMA, красным – для TIG и холодной сварки. Поворотный регулятор позволяет выставлять необходимые параметры в зависимости от выбранного режима: силу тока, напряжение, скорость подачи проволоки, время пред- и пост подачи газа и т.д. Все значения отображаются на цифровых дисплеях.
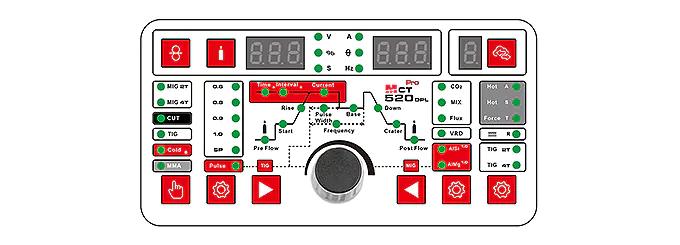
Синергетический режим
Для выполнения однотипных задач и облегчения работы в аппарате ANDELI MCT-520 DPL PRO реализован синергетический режим управления. Этот вариант рекомендуется новичкам и специалистам при выполнении потока одинаковых операций на производстве. Пользователю достаточно задать тип сварки и толщину проволоки, а остальные параметры устройство подберет автоматически.

Описание

Сварочный аппарат ANDELI MCT-520 DPL PRO поддерживает несколько режимов работы: MIG/MMA, TIG, PULSE, CUT, COLD, MIG Aluminium pulse. Для работы подойдут электроды диаметром от 1,6 до 5 мм, а также проволока от 0,6 до 1 мм. Сварочный ток плавно настраивается от 10 до 200 А.
Ключевые особенности:
- 3 цифровых дисплея.
- Режим работы горелки: 2Т/4Т.
- Синергетическое управление.
- Форсаж дуги (Arc Force).
- Антизалипание (Anti – Stick).
- Горячий старт (Hot Start).
- Малый вес – 14 кг.
Возможности использования ANDELI MCT-520 DPL PRO
Инверторный сварочный полуавтомат поддерживает режим TIG. Такой метод сварки позволяет создавать аккуратные швы. Вы можете работать как с цветными, так и с черными металлами. Брызги материала во время работы будут отсутствовать.
Режим сварки MMA поддерживает ряд функций, которые упрощают работу и обеспечивают качественный результат:
- Форсаж дуги (Arc Force) – используется для регулировки силы дуги, например, для предотвращения её обрыва.
- Антизалипание (Anti – Stick) – упрощает отрыв электрода от поверхности заготовки при его прилипании за счет понижения тока.
- Горячий старт (Hot Start) – необходим для простого и быстрого поджига дуги за счет повышения сварочного тока на старте.
MIG-сварка осуществляется в среде инертного защитного газа и позволяет работать с медью, алюминием, никелем. На выбор в сварочном инверторе ANDELI MCT-520 DPL PRO есть три варианта подачи газа: CO2, смесь и поток. Горелка имеет два режима работы:
- 2-тактный – позволяет создавать короткие сварочные швы.
- 4-тактный – не требует удерживания кнопки, что облегчает формирование длинных швов.
Помимо основных режимов работы, также есть дополнительные: CUT, PULSE и COLD. Резка (СUT) позволяет работать с заготовками максимальной толщиной в 12 мм. Холодная сварка (COLD) предназначена для работы с изделиями толщиной от 0,4 до 3 мм. Импульсный режим (PULSE) позволяет работать с тонкими заготовками.
Простота использования
В многофункциональном сварочном аппарате ANDELI MCT-520 DPL PRO предусмотрено синергетическое управление. Оно отлично подходит новичкам или специалистам, которые выполняют типичные задачи на производстве. После того как вы зададите на панели управления тип электродной проволоки и её размер, аппарат автоматически подберет рабочие параметры для качественной сварки.
Преимущества конструкции
В верхней части корпуса расположена широкая складная транспортировочная ручка. Она позволит перемещать аппарат по рабочей площадке. Для более устойчивого положения есть опорные ножки.
На корпусе есть вентиляционные прорези. Это нужно для охлаждения внутренних элементов, чтобы предотвратить перегрев аппарата.
Производитель
Под брендом ANDELI производится широчайший спектр низковольтного, трансформаторного и высоковольтного оборудования контрольно-измерительных приборов и автоматики, а также электромонтажной арматуры и сварочного оборудования.
Сегодня продукты под этой маркой (а это: импульсные источники питания, преобразователи частоты, регуляторы напряжения, источники бесперебойного питания и аварийные источники питания, инверторы, продукты, работающие на солнечной батарее, распределительные щиты и боксы и т. д.) представлены более чем в 90 странах африканского и евразийского континентов.
Китай — родина бренда
Китай — страна производства
Подробнее о бренде
Подробнее
Нашли ошибку в описании или в характеристиках?
Выделите текст и нажмите Ctrl+Enter
Характеристки
Смотреть все
Все
- Общие
-
Тип
инвертор -
Max ток
200 -
Min ток
10 -
Номинальное напряжение на входе, В
220 -
Min входное напряжение, В
190 -
Управляющий разъем
2pin -
Мах. диаметр электрода, мм
5 - Функции и особенности
-
Охлаждение горелки
воздушное -
Наличие синергии
нет - Сварка TIG
-
TIG поджиг
HF(бесконтактный) - Сварка MIG-MAG
-
Режим сварки
с газом/без газа -
Разъем горелки
EURO -
Еврокатушка
D200 -
Max диаметр проволоки, мм
1.0 - Плазменная резка
-
Max толщина реза, мм
10 -
Зажигание дуги
высокочастотное (HF) - Прочее
-
Наличие сетевой вилки
да - Габариты и вес
-
Габариты без упаковки
489 x 210 x 327 -
Вес нетто, кг
14 -
Вес упакованного товара, кг
19.6
Видео
Комплектация
- Сварочный аппарат ANDELI MCT-520 DPL PRO
- Клемма массы
- Горелка для сварки алюминия — 3 м
- Горелка для MIG-сварки — 3 м
- Горелка PT-31 — 4 м
- Горелка WP-9F — 4 м
- Держатель для MMA-сварки — 3 м
- Газовая трубка — 3 м
- Насадки на сопла — 4 шт.
- Вольфрамовые электроды — 10 шт.
- Наконечники — 10 шт.
- Электроды — 10 шт.
- Цанги — 10 шт.
- Сопла — 20 шт.
- Сопла — 10 шт.
- Порошковая проволока
- Проволока из нержавеющей стали
- Сопла — 10 шт.
- Регулятор давления
- Руководство по эксплуатации
- Коробка
Сертификаты

Характеристики
Общие
-
Тип
инвертор -
Max мощность, кВт
9.5 -
Max ток
200 -
Min ток
10 -
Номинальное напряжение на входе, В
220 -
Напряжение, В
220 -
Min входное напряжение, В
190 -
Управляющий разъем
2pin -
Расход воздуха, л/мин
230 -
Мах. диаметр электрода, мм
5 -
Режим работы
DC -
Диаметр электродов, мм
1.6-5.0 -
Особенности
3 в 1 -
Тип горелки
WP-9F -
Режим импульсной сварки
да -
Работа при пониженном напряжении
до 190 В -
Дисплей
да -
ПВ на максимальном токе, %
30 -
Допустимое отклонение напряжения, %
-10/+10 -
Напряжение холостого хода
62 -
Класс товара
полупрофессиональный -
Диаметр электр/провол
1.6-5.0/0.6-1.0
Функции и особенности
-
Охлаждение горелки
воздушное -
Наличие синергии
нет -
Сертификат Накс
нет -
Импульсный режим
да -
Режим работы горелки
2-х тактный/4-х тактный -
Сварка алюминия
да -
Сварка ММА
да -
TIG сварка
да -
Водное охлаждение в комплекте
нет
Сварка MMA
-
Антизалипание
да -
Горячий старт
да -
Разъем ММА
DX25 -
Форсаж дуги
да
Сварка TIG
-
TIG поджиг
HF(бесконтактный) -
Разъем TIG горелки
3/8G
Сварка MIG-MAG
-
Режим сварки
с газом/без газа -
Разъем горелки
EURO -
Еврокатушка
D200 -
Max диаметр проволоки, мм
1.0 -
Min диаметр проволоки, мм
0.6 -
Количество подающих роликов
2
Плазменная резка
-
Max толщина реза, мм
10 -
Зажигание дуги
высокочастотное (HF) -
Тип резака
PT-31 -
Встроенный компрессор
нет -
Давление, бар
4-5
Прочее
-
Наличие сетевой вилки
да -
Бренд
Andeli -
Модель
MCT-520 DPL PRO -
Гарантия
1 год -
Кейс
нет -
Длина проводов, м
3.0 -
Степень защиты
IP21S -
Серия
MCT
Габариты и вес
-
Габариты без упаковки
489 x 210 x 327 -
Вес нетто, кг
14 -
Вес упакованного товара, кг
19.6 -
Единица товара
Штука -
Габариты упакованного товара, мм
610 x 350 x 400
Отзывы
У этого товара еще нет ни одного отзыва и вопроса — ваш может стать первым!
У этого товара еще нет ни одного отзыва — ваш может стать первым!
Об этом товаре еще не задавали вопросы — ваш может стать первым!
Сопутствующие товары



Спилковые краги FoxWeld «Космос» XL
Тип: сварочные краги
Серия: Космос
Вес упакованного товара, кг: 0.4
Габариты упакованного товара, мм: 360 x 190 x 30


Спилковые краги FoxWeld «Защита»
Тип: сварочные краги
Серия: Защита
Вес упакованного товара, кг: 0.3
Габариты упакованного товара, мм: 370 x 200 x 40




Сварочная маска с обычным светофильтром FoxWeld КОРУНД МЕГА «синяя» (ф-р MEGA LED 2) в блистере
Тип: сварочная маска
Тип питания: солнечная батарея + 2 литиевые батарейки CR2032
Тип светофильтра: хамелеон
Вес нетто, кг: 0.76
Откидное стекло: да
Степень затемнения, DIN: 4-8 / 8-13
Размер экрана, мм: 100х93
Гарантия: 2 Года
Размер картриджа, мм: 100х93
Min температура эксплуатации, °С: -5

Сварочная маска с обычным светофильтром FUBAG Ready 4/9-13 DIN черная
Тип: сварочная маска
Тип питания: солнечная батарея + 2 литиевые батарейки CR2032
Тип светофильтра: хамелеон
Вес нетто, кг: 0.49
Откидное стекло: нет
Степень затемнения, DIN: 9-13
Размер экрана, мм: 100х50
Гарантия: 1 год
Размер картриджа, мм: 110х90
Min температура эксплуатации, °С: -10

Сварочная маска с обычным светофильтром FoxWeld КОРУНД-Х SYNERGY (ф-р MEGA LED 2) без коробки
Тип: сварочная маска
Тип питания: солнечная батарея + 2 литиевые батарейки CR2032
Тип светофильтра: хамелеон
Вес нетто, кг: 0.7
Откидное стекло: нет
Степень затемнения, DIN: 4-8 / 8-13
Размер экрана, мм: 100х93
Гарантия: 2 Года
Размер картриджа, мм: 133х114
Min температура эксплуатации, °С: -5
Please read first
Thank you for purchasing our welder products!
If you can correctly install and use the equipment, it will
be of great benefit to your safety and that of others. Please do
not install, use or repair the equipment without carefully
reading the instructions.
Date of purchase:
Welder No.:
Welding model number:
Place of purchase:
— 1 —