В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
Содержание
- Какие трубы можно сваривать
- Необходимые оборудование и инструменты
- Инструкция: как сварить пластиковые трубы
- Подготовка труб под сварку
- Настройка сварочного аппарата
- Нагрев деталей
- Соединение деталей
- Зачистка
- Распространенные ошибки при сварке пластиковых труб
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Необходимые оборудование и инструменты
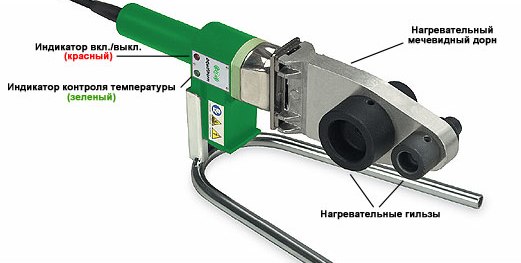
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко. Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Сварка полипропиленовых труб своими руками: правила пайки для начинающих
1 звезда
2 звезды
3 звезды
4 звезды
5 звезд
Монтаж пластиковых труб можно выполнить своими руками с помощью простого сварочного оборудования для раструбной диффузной сварки. Рассказываем, как.
Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов систем отопления в частных домах.

При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.

Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего инструмента можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Какие полипропиленовые трубы выбрать?
Для эксплуатации в простых системах водоснабжения в городских условиях можно выбирать ППР-трубы любых производителей. Для холодного водоснабжения используются неармированные трубы, а для горячего водоснабжения ― армированные стекловолокном или фольгой трубы (при нагреве на 10 °C армированные полипропиленовые трубы удлиняются всего на 0,3 мм на каждый погонный метр, а неармированные трубы удлиняются на 1,5 мм).

Также дорогие ППР-трубы имеют армирование из стекловолокна, которое не способствует расслаиванию стенок труб при дефектах сварки, как в трубах с армированием металлической фольгой. Более дорогие ППР-трубы легко отличить по меньшей толщине стенок труб и лучшей эластичности, особенно при охлаждении. Такие трубы лучше противостоят случайному замерзанию в них воды ― растягиваясь без нарушения целостности.
Как правильно паять полипропиленовые трубы своими руками
- ППР-трубы и фитинги должны приобрести температуру помещения, где они будут эксплуатироваться. Нельзя сразу сваривать трубы, принесённые с холода или нагретые солнцем.
- На сварочный аппарат устанавливаются раструбы нужного размера, на регуляторе выставляется температура 260°C. Для быстрого нагрева нужно включить две клавиши. При достижении рабочей температуры лампочки сбоку гаснут. Вторую клавишу после этого отключают.
- Трубы и фитинги подготавливаются к сварке: трубы обрезаются в размер, срезы торцуются, отмечается глубина сварки и свариваемая поверхность обеспыливается и обезжиривается.
- При достижении рабочей температуры на сварочном аппарате свариваемые части надвигаются на насадки-раструбы без вращения. Как только труба и фитинг стали надвигаться на раструбы ― начинается отсчет 7 секунд (для 25-мм трубы): 21, 22, …27. Трубу вдвигают до отметки маркером или карандашом (насадки позволяют вдвинуть труб чуть глубже требуемого значения). Затем разнимаем трубу и фитинг. Время нагрева труб разных диаметров приведено в справочной таблице ниже.
- Быстро и без вращения соединяем трубу и фитинг. Не вдвигайте элементы слишком сильно, иначе внутри образуется валик, сужающий просвет трубы.
- Сварка завершена. Готовому соединению нужно дать время «набрать прочность» — остыть в течение двух минут (для трубы ∅ 25 мм).
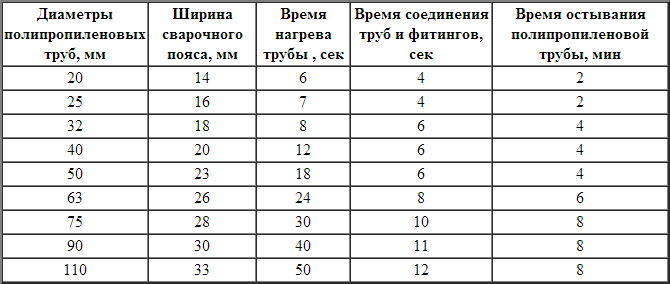
| Диаметры полипропиленовых труб, мм | Ширина сварочного пояса, мм | Время нагрева трубы, сек | Время соединения труб и фитингов, сек | Время остывания сварного соединения, мин |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
Чтобы лучше понять, как соединять полипропиленовые трубы в домашних условиях, посмотрите это видео.
Статья была опубликована в журнале «Сам себе мастер» №11-12 (2017 г.). Подписаться на печатную версию издания.
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Содержание
- Инструменты для сварки
- Самодельный сварочный аппарат для полипропилена
- Видео-урок
- Инструкция по монтажу
- Соединение металла с полипропиленом
Инструменты для сварки
Аппарат для сварки

Разновидности фитингов для полипропилена
Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
Инструкция по монтажу

-
- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.

-
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
-
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
-
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.

Ручной труборез
-
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.

-
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.

Шейвер для зачистки кромок от армирования
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.
Соединение металла с полипропиленом
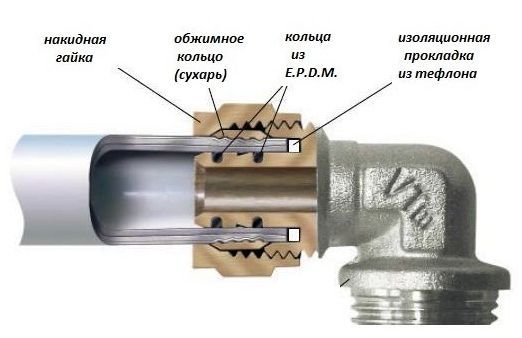
При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Через пару месяцев меня пригласили на мастер-класс по монтажу отопления загородного дома в «Технограде» — есть такой образовательный комплекс на ВДНХ в Москве. Там дают мастер-классы для всех желающих, в том числе по строительству и прокладке коммуникаций. Преподаватель доходчиво объяснил, как правильно варить пластиковые трубы. Мне показалось крайне полезным послушать специалиста, поскольку в перспективе хотелось попробовать провести водопровод на даче самому.
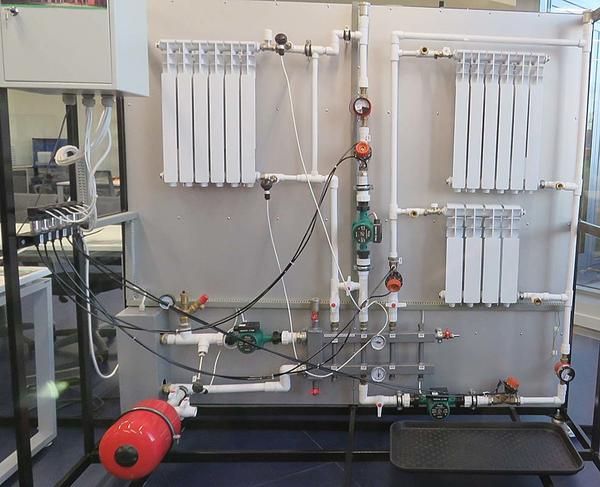
Демонстрационный стенд по монтажу системы отопления в «Технограде» на ВДНХ. Фото автора
Инструменты для сварки ПП-труб
Итак, что понадобится для монтажа водопровода или системы отопления из полипропиленовых труб? В первую очередь надо приобрести аппарат для сварки пластиковых труб. Многие называют его паяльником. Цены на такой аппарат очень разные — на pleer.ru я видел паяльник всего за 775 руб., в интернет-магазине «220 вольт» сварочный аппарат стоил 10000 руб. Разброс очень большой — я выбрал нечто среднее и купил паяльник за 2000 руб. Обычно к аппарату идет три комплекта насадок для самых распространенных труб диаметром 20, 25, 32 мм (внешний диаметр). Пластиковую трубу можно пилить лобзиком, резать болгаркой, но это не очень удобно. Трубу лучше резать, и для этого в продаже есть специальный секатор-ножницы.

Ножницы-секатор для полипропиленовых труб. Фото автора
Резать им трубу гораздо быстрее, и срез получается значительно ровнее, безо всяких заусенцев. В магазине этот секатор называют «ножницы для пластиковых труб».

«Секатор» легко режет трубу. Фото автора
Но на самом деле эти ножницы сильно похожи на усиленный садовый секатор, и они отлично режут ветки. Стоят ножницы для резки пластиковых труб от 245 руб. Я когда-то купил их в сельском магазине за 320 руб.
Вернемся к вопросу сварки ПП-труб. Обратите внимание, что все характеристики полипропиленовой трубы написаны прямо на ней.
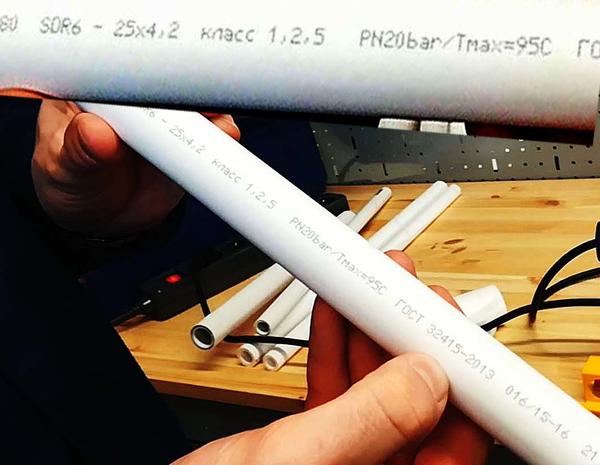
Расшифровка маркировки: диаметр трубы — 25 мм, толщина — 4,2 мм, давление, температура… Фото автора
Если максимальная температура на трубе +95°С, эта труба — для отопления, +20°С — для водопровода.
Начинаем работу
Устанавливаем на аппарат насадку для диаметра труб, которые собираетесь варить. Включаем сварочный аппарат. Ждем, пока он нагреется до +260°С (должна загореться зеленая лампочка).

Сварочный аппарат для полипропиленовых труб. Установлены все три насадки — 20 мм, 25 мм, 32 мм. Фото автора
Берем две детали, которые необходимо сварить: трубу и муфту диаметром 25 мм. По таблице в инструкции к сварочному аппарату уточняем время прогрева. Для 25-й трубы — 7 секунд или чуть больше. Трубу ни в коем случае нельзя перегреть! Аккуратно насаживаем трубу и муфту на сварочный аппарат.

Насаживаем детали ровно. Фото автора
Детали не надо крутить! Надо сразу насаживать строго перпендикулярно паяльнику. Отсчитываем 7 секунд.

Прогреваем установленное время. 7 секунд — для трубы диаметром 25 мм. Фото автора
Снимаем заготовки и соединяем их, не закручивая при совмещении! В течение первых 4-5 секунд можно изменить положение деталей, например выпрямить соединение.

Соединяем детали. Фото автора
Сначала я подумал, что преподаватель зря нам объясняет все на пальцах. С виду работа просто элементарная! Но потом он начал показывать, что может произойти, если сварить трубы неправильно.
Ошибки при сварке
Для проверки качества сварки надо разрезать трубы по сварному соединению. Если границу сварного шва видно на срезе, значит, что-то пошло не так. И такое соединение рано или поздно может дать течь. Обычно такая ошибка возникает при перегреве деталей, кривой насадке на паяльнике или если вы закручиваете заготовки при стыковке.
При перегреве деталей может возникнуть еще один очень неприятный дефект — проходное сечение сильно заужается.

Скрытый дефект, который может возникнуть при перегреве труб. Фото автора
Если сантехник так накосячил при монтаже, вы, к сожалению, его никак не сможете проконтролировать. Будете гадать, почему вода в трубе не течет, напор маленький, батарея не греет или греет очень мало.

Внешне соединение качественное, а сантехник получит 5000 руб. за установку. Фото автора
Какой из этого вывод? Если вы собрались проводить отопление на даче своими руками, не поленитесь, потренируйтесь и сделайте десяток тестовых сварных соединений. Разрежьте их, посмотрите, что у вас получается. Комплектующие, такие как пластиковая муфта или уголок, стоят копейки: от 7 до 20 руб. за штуку.
Вторым этапом тренировки по сварке пластиковых труб может стать изготовление нужного в дачном хозяйстве изделия, например табуретки. Она на даче не бывает лишней! Спаяв табуретку, вы прочувствуете все тонкости процесса сварки пластика. А ваши косяки при сборке табуретки не приведут к протечкам системы отопления или водопровода.

Самодельные табуретки из полипропиленовых труб. Себестоимость материалов для изготовления одной табуретки около 400 руб. Фото автора