БАЛТ-СИСТЕМ
Наша компания основана в 1998 году, является ведущим российским поставщиком устройств ЧПУ.
-
Россия, 198206, г. Санкт-Петербург, Петергофское шоссе д. 73.
-
Телефон/факс:
+7 (812) 744-70-59, 744-14-58 -
Электронный адрес:
info@bsystem.ru
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Для операторов станков с ЧПУ
Программирование и эксплуатация станков с ЧПУ NC (токарная обработка)
Самоучитель содержит основы числового программного управления, состав управляющей программы; информацию о пульте оператора, режимах отображения экрана, работу с управляющими программами, систему координат детали, циклы системы NC Балт-Систем и визуальное программирование.
Для операторов станков с ЧПУ
Программированиеи эксплуатация станков с ЧПУ NC (фрезерная обработка)
Самоучитель содержит основы числового программного управления, состав управляющей программы; информацию о пульте оператора, режимах отображения экрана, работу с управляющими программами, систему координат детали, циклы системы NC Балт-Систем и визуальное программирование.
Для электронщиков и механиков станков с ЧПУ
Обслуживание и ремонт станков с ЧПУ Балт-Систем NC230/NC310 и приводной техникой YASKAWA
Самоучитель содержит изменение параметров ЧПУ, форматирование CF карты, копирование УП, проверку смазки станка с ЧПУ, коррекция устройств измерения инструмента. Есть сведения о выставлении нулевых точек на координатных осях, измерение и ввод компенсаций люфта ШВП, диагностика и ремонт револьверной головки. Настройка параметров УЧПУ с приводами.
Министерство
образования и науки Российской федерации
Государственное
образовательное учреждение
высшего
профессионального образования
Пермский
национальный исследовательский
политехнический университет
Реферат
на тему:
Выполнил
студент гр. ТАМП-11: Гимастеев
Проверил
преподаватель: Трофимов АО
Пермь
2015
Содержание
Введение……………………………………………………….……3
Общие
указания……………………………………….……………4
Пульт
оператора (назначение клавиш)……………………….…..6
Технические
характеристики оборудования……………………19
Программа…………………………………………………………21
Заключение
……………………………………………………….22
Список
литературы………………………………………………..23
Введение
«Балт-Систем»
— ведущая российская компания, занимающаяся
проектированием, производством и
поставкой устройств ЧПУ, приводов и
двигателей. Компания
«Балт-Систем» создана группой
специалистов в 1997 году. Компания
проектирует, производит и поставляет
как комплексные решения, так и отдельные
узлы и модули для изготовления и
модернизации станков с ЧПУ.
Новейшие
достижения в области микроэлектроники
позволили создать современные надежные
устройства ЧПУ серий NC-110, NC-301, NC-302, NC-310
и NC-210, обеспечивающие управление широким
спектром промышленного оборудования.
Устройства применяются станкозаводами России
и стран СНГ, предприятиями судостроительной,
автомобильной, авиационной,
деревообрабатывающей и других отраслей
промышленности.
Одновременно
с проектированием и внедрением в
производство устройств ЧПУ особое
внимание уделяется развитию версий
программного управления. Разработка
дополнительных программных функций по
конкретным требованиям позволяет
улучшить характеристики станков,
повысить точность при обработке
разнообразных профилей и обеспечить
целостность детали и инструмента.
Компания
осуществляет поставки устройств ЧПУ с
приводами и двигателями.
Общие указания
1
Устройство числового программного
управления NC-110 применяется в машиностроении,
станкостроении, металлообрабатывающей,
деревообрабатывающей и в других отраслях
промышленности.
2
УЧПУ используют как комплектующее
изделие при создании комплексов
«устройство – объект управления»,
например, технологических комплексов,
установок, высокоавтоматизированных
станков и обрабатывающих центров таких
групп, как фрезерно–сверлильно–расточные,
токарно–карусельно–револьверные,
газоплазменные, лазерные, деревообрабатывающие
и т. д.
3
По уровню излучаемых индустриальных
радиопомех УЧПУ по СИСПР 22-97 относится
к оборудованию класса А.
4
Обозначение УЧПУ при заказе потребителем
или запись его в документации другой
продукции, в которой оно может быть
применено, должно иметь вид: «Устройство
числового программного управления
NC-110 ТУ 4061-002-47985865-2000», где:
NC
— буквенное обозначение, принятое на
предприятии- изготовителе;
110
— серия устройства.
5
УЧПУ должно эксплуатироваться в закрытых
помещениях с соблюдением следующих
требований к условиям эксплуатации:
а)
режим работы: — температура окружающей
среды от 5 до 40°С; — относительная влажность
воздуха от 40 до 95% при 25°С;
б)
режим хранения: — температура окружающей
среды от 5 до 50°С; — относительная влажность
воздуха не более 80 % при 25°С. Температура
воздуха внутри УЧПУ не должна более чем
на 20˚С превышать температуру окружающего
воздуха, подаваемого для его охлаждения,
при этом температура внутри УЧПУ не
должна быть выше 60 ˚С. 2 Верхнее значение
температуры окружающего воздуха для
УЧПУ, встраиваемых в другое оборудование,
содержащее источники тепла, следует
устанавливать с учётом перегрева.
Значение температуры перегрева следует
выбирать из ряда: 5, 10, 15, 20. 3
Для
УЧПУ, предназначенных для эксплуатации
в не отапливаемых помещениях, значения
повышенной относительной влажности
окружающего воздуха устанавливается
98% при 25˚ С.
6
В зоне эксплуатации УЧПУ должны быть
приняты меры, исключающие попадание на
внешние поверхности и внутрь УЧПУ пыли,
влаги, масла, стружки, охлаждающей
жидкости, паров и газов в концентрациях,
повреждающих металл и изоляцию, в том
числе, во время технического обслуживания.
7
Вибрация в рабочей зоне производственного
помещения, действующая на УЧПУ вдоль
его вертикальной оси, не должна иметь
частоту выше 25 Гц и амплитуду перемещения
более 0,1 мм. 1.5 Питание УЧПУ должно
осуществляться однофазным напряжением
переменного тока 220 +22/-33 В, частотой 50+1
Гц. 1.6 Подключение УЧПУ к промышленной
сети должно производиться только через
развязывающий трансформатор мощностью
не менее 300 ВА.
8
Подводка питающей сети к УЧПУ должна
быть проведена с соблюдением требований
МЭК 550 по защите её от электромагнитных
по- мех, прерываний и провалов напряжения.
Не следует подключать к этой сети
энергетические системы, работа которых
может вызвать нарушения в работе данной
сети по допустимым уровням значений
питающего напряжения, уровню и спектру
помех, длительности прерываний и провалов
питающего напряжения.
Устройство
ЧПУ NC-110широкого
применения с легкой адаптацией к
управлению сложным станочным оборудованием.
Устройство отличается уникальным
сочетанием многофункциональности,
надежности и возможностью управления
пятью процессами одновременно. Устройство
имеет открытую архитектуру, что позволяет
удовлетворять растущие требования
потребителей путем встраивания
дополнительных аппаратных и программных
модулей. Устройство может работать с
датчиками типа энкодер, резольвер и
индуктосин. Эти качества позволяют
эффективно применять устройство для
управления различным оборудованием:
обрабатывающими центрами, высокоскоростными
станками, многосуппортными станками и
гибкими производственными системами.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Устройство
ЧПУ NC-201 фирмы Балт-Систем
(рис. 2.5) предназначено для управления
оборудованием, оснащенным следящими
электроприводами с обратной связью.

Рис.
2.5. Общий вид стойки (устройства ЧПУ)
NC-201
Программное
обеспечение устройства ЧПУ работает
под управлением операционной системы
MS-DOS.
Основные
технические характеристики устройства
ЧПУ NC-201 представлены в
табл. 2.2.
Таблица 2.2
Основные
технические характеристики устройства
ЧПУ NC-201
|
Наименование |
Значение |
|
Число управляемых |
4 |
|
Центральный • тактовая |
133 |
|
Емкость основной • ОЗУ (DRAM) • ПЗУ |
8 8 |
|
Дисплей TFT
• разрешающая • |
640×480 256 |
Для
задания перемещений суппорта по выбранной
координате вручную используется
электронный штурвал (рис. 2.6), размещенный
на передней панели устройства ЧПУ. На
этой же панели располагаются кнопки
включения и выключения комплекса «станок
с ЧПУ» (рис. 2.7) (красная и зеленая кнопки
соответственно).

Рис.
2.6. Электронный штурвал
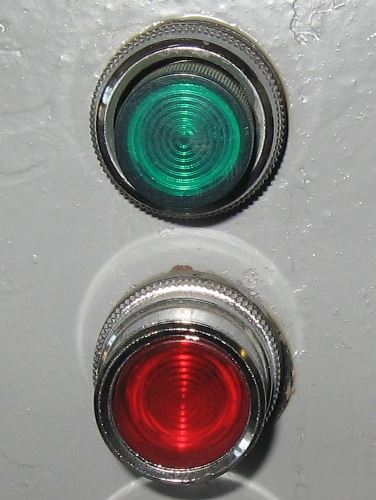
Рис.
2.7. Кнопки включения и выключения станка
с ЧПУ
2.2.3. Описание пульта оператора
Пульт
оператора рассматриваемого устройства
ЧПУ включает модуль дисплея и модуль
клавиатуры. Лицевая панель пульта
оператора представлена на рис. 2.8. Она
состоит из следующих секций:
1)
центральная секция, в которой расположен
жидкокристаллический дисплей TFT
10.4″;
2)
вертикальная секция алфавитно-цифрового
наборного поля, в которой клавиши
соответствуют по своему назначению
клавишам компьютерной клавиатуры;
3)
горизонтальная секция, в которой
размещены функциональная клавиатура
и станочная консоль с элементами
управления и индикации.

Рис.
2.8. Лицевая панель пульта оператора
Вывод
информации на дисплей осуществляется
в следующих режимах работы устройства
ЧПУ:
1) режим
команда, предназначенный для ввода
и редактирования управляющей программы
и для работы с файлами;
2) режим
управление станком, служащий для
управления работой станка и контроля
над состоянием текущего процесса.
Переход
из режима команда в режим управление
станком и обратно осуществляется с
помощью клавиши переход
![]()
,
размещенной на функциональной клавиатуре.
Диалог
оператора с системой в режиме управление
станком производится через видеостраницы
#1 – #7 (рис. 2.9). Графическая
информация выводится на видеостраницу
#6 (рис. 2.Х).

Рис.
2.9. Видеостраница #1 (управление
станком)
На
станочной консоли расположены следующие
элементы:
1) Сетевой
выключатель (замок с ключом), используемый
для включения/выключения (ON/OFF) питания
УЧПУ (рис. 2.6).

Рис.
2.10. Сетевой выключатель
2). Кнопки
пуск и стоп, имеющие соответственно
зеленый и красный цвета с индикацией.
Кнопка пуск
![]()
управляет выполнением программы и
движением осей. Кнопка стоп
![]()
останавливает движение с управляемым
замедлением.
3).
Переключатель режимов работы станка
(рис. 2.11), которым можно задать следующие
режимы:
MDI
– режим ручной ввод кадра, в котором
при нажатии кнопки пуск выполняется
отработка кадра;
AUTO
– режим автоматический, в котором
при нажатии кнопки пуск выполняется
отработка всей УП кадр за кадром;
STEP
– режим кадр, в котором при нажатии
кнопки пуск выполняется отработка
отдельного кадра;
HOME
– режим выход в ноль, в котором при
нажатии кнопки пуск выполняется
вывод рабочего органа в фиксированную
точку станка;
RESET
– режим сброс, в котором при нажатии
кнопки пуск обнуляется информация,
находящаяся в динамическом буфере;
MANU
– режим безразмерные ручные перемещения;
MANJ
– режим фиксированные ручные перемещения;

Рис.
2.11. Переключатель режимов работы станка
4). Кнопка
аварийный останов (кнопка-грибок
красного цвета) (рис. 2.12), которая отключает
управляющее напряжение со станка. Для
подготовки повторного включения станка
после аварийного отключения необходимо
повернуть кнопку до щелчка в направлении,
указанном на кнопке.
5).
Переключатель-корректор подачи F
(рис. 2.13), который в режиме управление
станком позволяет изменять величину
рабочей подачи в процентах от
запрограммированного значения. Данный
переключатель не действует при нарезании
резьбы.

Рис.
2.12. Кнопка аварийный останов
6).
Переключатель-корректор скорости
вращения шпинделя S
(рис. 2.13), который в режиме управление
станком позволяет изменять скорость
вращения шпинделя в процентах от
запрограммированного значения.
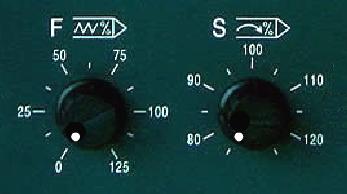
Рис.
2.13. Переключатели-корректоры подачи и
скорости вращения шпинделя
7).
Функциональные клавиши F1
– F7, «+X», «–X»,
«+Z», «–Z»,
![]()
.
Клавиши
«+X», «–X», «+Z», «–Z» (рис.
2.14) предназначены для активизации
перемещения по определенной координате
в режимах MANU, MANJ, HOME. Клавиша
при её удерживании устанавливает
максимальную скорость ручных перемещений.

Рис.
2.14. Функциональные клавиши для активизации
ручных перемещений