Оригинальные компрессоры Ceccato от официального поставщика. В наличии все модели!
1. НАЗНАЧЕНИЕ
В настоящей Инструкции изложены основные положения, определяющие общий порядок подготовки к монтажу, монтажа,
пуско-наладки и эксплуатации ресиверов воздушных емкостью 900 литров. Порядок монтажа, эксплуатации и меры
безопасности для компрессорной станции в целом изложен в соответствующей инструкции по эксплуатации.
Ресиверы, входящие в комплект компрессорной станции, предназначены для хранения воздуха
под давлением для последующего использования воздуха для технологических нужд.
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
- Объем 900 литров,
- рабочее давление – 1,1 МПа (11 бар),
- рабочая температура от минус 10 до плюс 60 °С,
- рабочая среда – воздух.
3. КОНСТРУКЦИЯ
Ресивер с оснащением является составной частью компрессорной станции.
Ресивер представляет собой сварную конструкцию. Толщина стенки обечайки и днища – согласно паспорту на
соответствующий сосуд. Материал-сталь A42 АР по стандарту Франции NFA 36-205 ближайший российский аналог -сталь 16 ГС по ГОСТ 5520.
После изготовления ресивер подвергается гидравлическому испытанию пробным давлением 1,65 МПа.
и снабжается табличкой, на которой указывается товарный знак или наименование предприятия-изготовителя,
наименование или обозначение сосуда, заводской номер, рабочее давление, расчетное давление, пробное давление,
допустимая температура стенки сосуда, масса сосуда.
В соответствии с требованиями правил и норм безопасности, ресивер снабжен всей необходимой арматурой,
предохранительными устройствами и устройствами безопасности для обеспечения безаварийной работы.
Ресивер сконструирован и изготовлен с соблюдением действующих в России требований норм и правил
безопасности и разрешен Госгортехнадзором России к применению на территории Российской Федерации.
4. МОНТАЖ
Ресивер, запорная арматура, присоединительные трубопроводы и их элементы, должны быть смонтированы
в полном соответствии с проектом, разработанным согласно действующих в Российской Федерации норм и правил.
Монтаж сосудов, работающих под давлением, их элементов и вспомогательного оборудования должен
выполняться специализированной организацией, располагающей техническими средствами, необходимыми
для качественного выполнения работ. Организация, выполняющая указанные работы, должна иметь соответствующую
лицензию органов Госгортехнадзора России.
При монтаже ресиверов и вспомогательного оборудования должна применяться система контроля
качества (входной, операционный и приемочный контроль), обеспечивающая выполнение работ
в соответствии с требованиями правил Госгортехнадзора России и НД.
4.1. ПОДГОТОВКА К МОНТАЖУ
Приемка оборудования, комплектующих изделий и материалов, поступающих на место монтажа, должна
проводиться в соответствии с действующей нормативной документацией, регламентирующей требования
к указанному оборудованию, комплектующим изделиям и материалам, а также согласно технической и товаросопроводительной документации.
При приемке оборудования, комплектующих изделий должно проверяться: Наличие комплекта технической и товаросопроводительной документации; Комплектность в соответствии с технической и товаросопроводительной документацией;
Отсутствие повреждений, забоин, вмятин, перекосов, деформаций, могущих возникнуть
при транспортировании и хранении оборудования и изделий;
Отсутствие загрязнения, повреждений краски, ржавления и т.д.
Обнаруженные дефекты устраняются.
Хранение поступивших на монтажную площадку оборудования, комплектующих изделий и материалов должно осуществляться
в условии сохранности оборудования, изделий и материалов от утраты, порчи и коррозии.
К началу работ по монтажу сосудов и вспомогательного оборудования должны быть закончены следующие строительные и подготовительные работы:
- Выполнены площадки под ресиверы, компрессоры, электрошкафы и другое вспомогательное оборудование.
- Выполнены основные работы по строительству помещения компрессорной;
- Устроены подъездные пути и проходы;
- Для проведения гидравлических испытаний обеспечен подвод водопровода и канализации. Допускается устройство временного водопровода и канализации;
- Смонтировано освещение.
Сдача-приемка объекта под монтаж производится комиссией в составе заказчика и монтажной организации.
На местах установки наносятся основные оси ресиверов и оборудования, которыми являются продольная ось оборудования и фронт.
Разбивку осей выполняют по чертежам. Фундамент под ресиверы должен быть достаточно прочным и воспринимать статическую и динамическую нагрузку.
4.2 МОНТАЖ ОБОРУДОВАНИЯ
Основными этапами монтажа ресиверов и вспомогательного оборудования являются:
- Установка и выверка оборудования;
- Монтаж трубопроводов;
- Установка арматуры;
- Монтаж оборудования компрессорной станции, в том числе системы электроснабжения и управления;
- Техническое освидетельствование ресиверов после монтажа;
- Пуско-наладочные работы;
- Контрольные проверки и испытания перед пуском в работу.
После разметки и подготовки площадок (фундаментов) установить ресиверы.
Измерительный инструмент для контроля отклонений положения: линейки, рамный уровень, отвес.
Для выполнения заданных положений ресивера используются стальные клиновые подкладки и отжимные устройства.
Монтаж трубопроводов:
К производству сварочных работ допускаются сварщики, аттестованные в соответствии с Правилами аттестации
сварщиков, утвержденными Госгортехнадзором России, и имеющие удостоверения установленной формы.
Сварщики могут производить сварочные работы тех видов, которые указаны в их удостоверениях.
Соединения деталей и элементов трубопроводов должно производиться сваркой встык или с помощью фланцевого соединения.
В стыковых соединениях элементов с различной толщиной стенок должен быть обеспечен плавный переход от большего
к меньшему сечению путем соответствующей односторонней или двухсторонней механической обработки конца элемента
с более толстой стенкой. Угол наклона поверхностей переходов не должен превышать 15 градусов.
Данные положения не распространяются на сварные соединения с литыми, кованными и штампованными деталями,
а также с крутоизогнутыми коленами.
Остальные требования к сварным соединениям и их расположению – согласно Правил устройства
и безопасной эксплуатации сосудов, работающих под давлением.
Данные о качестве и свойствах материалов и полуфабрикатов должны быть подтверждены сертификатами
завода-изготовителя и соответствующей маркировкой.
Полуфабрикаты должны поставляться в термически обработанном состоянии.
Допускается поставка полуфабрикатов без термической обработки в случаях предусмотренных соответствующими НТД.
Монтаж трубопроводов и их элементов должен производиться по технологии, разработанной монтажной организацией до начала выполнения работ.
Монтажная организация обязана проверять наличие выписок из сертификатов, свидетельств или паспортов,
а также клейм и заводской маркировки у всех поступающих на монтажную площадку элементов и деталей газопроводов.
Перед монтажом сосудов и трубопроводов должен производиться входной контроль основных сварочных
материалов и полуфабрикатов в соответствии с ГОСТ 24297.
Подготовка кромок и прилегающих поверхностей под сварку должна выполняться механической обработкой либо
путем термической резки с последующей обработкой резцом, фрезой, абразивным инструментом.
Кромки деталей, подлежащие сварке, и прилегающие к ним участки должны быть очищены от окалины,
краски, масла и других загрязнений в соответствии с требованиями ПТД.
Приварка и удаление вспомогательных элементов (сборочных устройств, временных креплений и др.)
должны выполняться в соответствии с указаниями чертежей и ПТД.
Приварка этих элементов должна выполняться сварщиками, допущенными к сварке данного изделия.
Прихватки собранных под сварку элементов должны выполняться с использованием тех же сварочных материалов, что и для сварки данного изделия.
Необходимость и режим предварительного и сопутствующего подогрева свариваемых деталей определяется ПТД.
Сварка элементов, работающих под давлением, должна производиться при положительной температуре
окружающего воздуха. Допускается сварка при отрицательных температурах с соблюдением требований НТД (ПТД)
и создания необходимых условий для сварщиков.
После сварки шов и прилегающие участки должны быть очищены
от шлака, брызг металла и других загрязнений.
Монтажное предприятие обязано применять такие виды и объем контроля своей продукции, которые
бы гарантировали выявление недопустимых дефектов, высокое качество и надежность в эксплуатации.
Система контроля качества продукции должна включать:
- Проверку аттестации персонала;
- Проверку сборочно-сварочного, термического и контрольного оборудования, аппаратуры, приборов и инструментов;
- Контроль качества основных материалов;
- Контроль качества сварочных материалов и материалов для дефектоскопии;
- Операционный контроль технологии сварки;
- Неразрушающий контроль качества сварных соединений;
- Разрушающий контроль качества сварных соединений;
- Контроль исправления дефектов.
Каждое изделие и все его сварные соединения подлежат визуальному и измерительному контролю с целью выявления наружных дефектов, в том числе:
- отклонений по геометрическим размерам и взаимному расположению элементов;
- поверхностных трещин всех видов и направлений;
- дефектов поверхности основного металла и сварных соединений (вмятин, расслоений, раковин, наплывов,
подрезов, прожогов, свищей, незаваренных кратеров, непроваров, пор, включений и т.п.).
Перед визуальным контролем поверхности изделия и сварных соединений должны быть очищены от загрязнения и шлака.
При контроле сварных соединений зачистке подлежат поверхности шва и прилегающие к нему участки основного металла
шириной не менее 20 мм в обе стороны от шва.
Поверхностные дефекты, выявленные при визуальном и измерительном контроле, должны быть исправлены до проведения контроля другими неразрушающими методами.
В стыковых сварных соединениях с одинаковой номинальной толщиной стенки максимальное допустимое смещение (несовпадение)
кромок свариваемых элементов (деталей) с наружной стороны шва не должно превышать следующих значений:
|
Толщина стенки трубы S, мм |
Смещение кромок, мм |
|
До 3 |
0,2 S |
|
Свыше 3 до 6 |
0,1 S + 0,3 |
|
Свыше 6 до 10 |
0,15 S |
|
Свыше 10 до 20 |
0,05 S + 1,0 |
|
Свыше 20 |
0,1 S но не более 3 мм |
Радиографический и ультразвуковой контроль в случаях, предусмотренных требованиями действующих НТД,
должен проводиться для выявления внутренних дефектов в сварных соединения (трещин, непроваров, пор, шлаковых включений и др.).
Радиографический контроль качества сварных соединений должен проводиться в соответствии с ГОСТ 7512 и НТД.
Ультразвуковой контроль качества – в соответствии с ГОСТ 14782 и НТД.
Недопустимые дефекты, обнаруженные в процессе монтажа, должны быть устранены с последующим контролем исправленных участков.
Если при контроле исправленного участка будут выявлены дефекты, то допускается проводить повторное исправление в том же порядке, что и первое.
Не считается повторно исправленными разрезаемые по сварному шву соединения с удалением металла шва и зоны термического влияния.
В случае вырезки дефектного сварного соединения труб с последующей вваркой вставки в виде отрезка трубы два вновь
выполненных сварных соединения не считаются исправлявшимися.
Монтаж электрооборудования и системы управления:
Перед монтажом проверить комплектность электрооборудования, приборов автоматики и соответствие их технических
характеристик конструкторской документации.
Произвести монтаж электрооборудования и приборов автоматики в соответствии с Правилами устройства
электрических установок (ПУЭ глава II -I), монтажно-эксплуатационными инструкциями на приборы и сборочными чертежами.
Среда в помещении, где будет установлен пульт управления, не должен содержать агрессивных газов
и паров в концентрациях, действующих на металл и изоляцию.
Выполнить заземление электрооборудования и аппарата согласно действующим ПУЭ.
Защитить от повреждений участки выхода проводов из металлорукавов, труб диэлектрическими втулками.
Очистить электрооборудование от пыли, удалить с торцев магнитных систем электромагнитных аппаратов
(пускатели, реле и т.д.) чистой сухой плотной ветошью антикоррозионную смазку.
Проверить крепление электрических машин и аппаратов соответствующим инструментом (отверткой, гаечным ключом и т.п.).
Проверить номинальные токи автоматических выключателей и плавких вставок на соответствие с указанными в чертежах и схемах величинами.
Подготовить к работе приборы автоматики по соответствующим монтажно-эксплуатационным инструкциям.
5. ЭКСПЛУАТАЦИЯ РЕСИВЕРОВ
Эксплуатация ресиверов включает в себя:
-
периодические внешние осмотры сосудов и их элементов на предмет отсутствия повреждений оборудования и его элементов, деформаций, нарушения покрытий, утечек воздуха, других отклонений от нормального режима работы оборудования;
-
техническое обслуживание и проверку действия манометра, предохранительного клапана, запорной арматуры;
-
замену вышедших из строя узлов и деталей;
-
техническое освидетельствование в сроки, установленные Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
Техническое освидетельствование.
Техническое освидетельствование ресиверов проводится:
- после монтажа;
- до пуска в работу;
- периодически в процессе эксплуатации.
В необходимых случаях проводится внеочередное техническое освидетельствование.
Периодичность технических освидетельствований ресиверов:
- наружный и внутренний осмотры (проводятся ответственным по надзору) — один раз в 2 года;
- гидравлическое испытание пробным давлением -один раз в 8 лет.
Техническое освидетельствование имеет целью:
- наружный и внутренний осмотры -при первичном техническом освидетельствовании проверить, что сосуд
установлен и оборудован в соответствии с требованиями действующих правил безопасности, а также что сосуд и
его элементы не имеют повреждений; при периодических и внеочередных освидетельствованиях установить
исправность сосуда и возможность его дальнейшей эксплуатации; - гидравлическое испытание -проверку прочности элементов сосуда и плотности соединений.
Внеочередное освидетельствование ресиверов, находящихся в эксплуатации, должно быть проведено в следующих случаях:
- если сосуд не эксплуатировался более 12 месяцев;
- если сосуд был демонтирован и установлен на новом месте;
- если произведены реконструкция или ремонт сосуда с применением сварки или пайки элементов, работающих под давлением.
Внутренний осмотр ресиверов проводится с применением эндоскопа или аналогичных устройств через имеющиеся отверстия.
Техническое освидетельствование сосуда после монтажа проводится в порядке, установленном Правилами устройства
и безопасной эксплуатации сосудов, работающих под давлением.
Регламент проведения в зимнее время пуска (остановки) сосуда.
Требования настоящей статьи распространяются на случаи эксплуатации сосудов в зимнее время.
Пуск (остановка) сосуда в зимнее время, т.е. повышение (снижение) давления в сосуде
при повышении (снижении) температуры стенки, должны осуществляться в соответствии с графиком:
Где:
- Т1– наинизшая температура для средней полосы России;
- Т2-наинизшая температура, при которой допускается работа сосуда = минус 10 градусов Цельсия;
- Р1– давление пуска (не более 0,45 МПа -4,5 кгссм2);
- Р2– рабочее давление сосуда (1,1 МПа).
Примечание: при температуре Т2 ниже или равной температуре Т1 давление пуска принимается равным рабочему давлению.
Достижение давления Р1 иР2 рекомендуется осуществлять постепенно по 0,25 Р1 или 0,25 Р2 в течение часа с 15 минутными
выдержками давления на ступенях 0,25 Р1 (0,25Р2), 0,5Р1 (0,5 Р2), 0,75 Р1 (0,75 Р2).
В случаях, не предусмотренных настоящей Инструкцией, руководствоваться указаниями завода-изготовителя.
6. ОСНОВНЫЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ СОСУДОВ
При появления признаков утечки воздуха (неплотности корпуса сосуда и его элементов) необходимо немедленно прекратить
работу сосуда до устранения причин появления неисправности.
Меры безопасности при эксплуатации технологического оборудования компрессорной станции изложены в соответствующей инструкции.
7. ПЕРИОДИЧЕСКАЯ ПРОВЕРКА И ОБСЛУЖИВАНИЕ ПРИБОРОВ БЕЗОПАСНОСТИ
Целью проверок является установление того, что параметры работы сосуда остались без изменения со времени
приемки на новой установке, а также при проверке работы контрольно-измерительных приборов и приборов безопасности:
- Манометра;
- Предохранительного клапана.
Проверка тарирования манометра проводится с помощью манометра-эталона со шкалой 0-16 кгсм2 с соответствующим
зажимом на фланце трехходового крана.
Для гарантии герметичности имеющего резьбу хвостовика манометра следует на данной резьбе применять тефлон.
Проверки и обслуживание предохранительного клапана производятся в соответствии с инструкцией по обслуживанию предохранительного клапана.
Описание товара
Винтовой компрессор Ceccato CSA 20/8 270 D – агрегат с масляным наполнением и передачей крутящего момента через шкивоременной механизм. Разработан для стабильного производства больших объемов сжатого воздуха. Допустима эксплуатация в режиме 24/7 при высокой температуре окружающей среды. Среди главных преимуществ линейки – оптимальный расход электроэнергии, надежность и высококачественные европейские комплектующие.
Компрессор CSA – оригинальная разработка завода Ceccato, оснащенная высокопроизводительным винтовым блоком Atlas Copco и технологичным сенсорным контроллером ES3000. Современное программное обеспечение с функцией «интеллектуального управления» оптимизирует энергопотребление и расширяет возможности для программирования основных рабочих параметров.
Комплектация на ресивере способствует стабилизации магистрального давления и равномерной подаче потока сжатого воздуха без пульсаций. Вместительная горизонтально расположенная емкость избавляет от проблем с пиковой нагрузкой при подключении нескольких потребителей, обеспечивает дополнительное охлаждение и очистку воздушной массы от конденсата.
Комплектация с рефрижераторным осушителем и двойной системой фильтрации делает компрессор универсальным оборудованием «все в одном» для получения сухого сжатого воздуха с высокой степенью очистки.
Металлический корпус выполняет функции шумоизоляции и надежно защищает электродвигатель, блок и другие детали от внешних воздействий. При плановом обслуживании панели легко снимаются и позволяют быстро заменить масло, фильтрующие элементы и приводной ремень.
Технические особенности и преимущества Ceccato CSA
- Высокоэффективный винтовой блок Atlas Copco (Бельгия) с надежной конструкцией и качественными европейскими комплектующими.
- Вместительный горизонтально расположенный ресивер. Выполняет накопительную функцию, стабилизирует давление и обеспечивает равномерный поток сжатого воздуха для промышленных потребителей. Оснащен сливом конденсата по таймеру.
- Осушитель рефрижераторного типа. Охлаждает воздушную массу и эффективно удаляет из нее влагу.
- Фильтры грубой и тонкой очистки в комплекте. Создают надежный двойной барьер для посторонних частиц и позволяют получить чистый сжатый воздух максимально высокого качества.
- Система «интеллектуального управления». Оптимизирует рабочие параметры компрессора, исходя из общего потребления воздуха, количества пусков–остановок и других особенностей эксплуатации. Точный автоматический расчет показателей снижает энергопотребление и делает работу агрегата еще эффективнее.
- Контроллер ES 3000 с сенсорным управлением. Оснащен удобным цифровым дисплеем, функцией аварийной сигнализации, содержит план технического обслуживания и журнал ошибок. Программируемый контроллер дает возможности для более тонкой настройки компрессора и подключаемых внешних устройств.
- Быстрое и эффективное обслуживание с простым доступом к основным узлам и смотровым окошком для контроля уровня масла. Для замены масла и фильтров достаточно снять 2 панели, для обслуживания ремня – всего 1.
- Низкий уровень шума и вибраций за счет жесткой рамной конструкции, эргономичного расположения внутренних деталей и использования защитного металлического кожуха.
Компания «Волгаремсервис» предлагает купить компрессор Ceccato CSA по выгодной цене от официального дилера. Заказывая оборудование у нас, вы получаете энергоэффективные компрессорные установки с прямыми поставками от завода–изготовителя, а также профессиональный сервис с оригинальными комплектующими и гарантией качества.
Ремонт блока управления компрессора >
Индикаторы отображающие различные уровни неисправностей компрессора
| Индикатор | Цвет | Обозначение | Горит | Мигает |
| N | Желтый |  |
Необходимо общее техническое обслуживание. Истекло время, указанное в параметре 024. |
Приближается время общего технического обслуживания. Индикатор начинает мигать за 50 часов до истечения времени, указанного в параметре 024. |
| M | Желтый |  |
Необходимо заменить масло. Истекло время, указанное в параметре 023. |
Приближается время замены масла. Индикатор начинает мигать за 50 часов до истечения времени, указанного в параметре 023. |
| L | Желтый |  |
Необходимо заменить воздушный фильтр. Истекло время, указанное в параметре 022. | Приближается время замены воздушного фильтра. Индикатор начинает мигать за 50 часов до истечения времени, указанного в параметре 022. |
| I | Желтый |  |
Необходимо заменить воздушно-масляный сепаратор. Истекло время, указанное в параметре 021. | Приближается время замены воздушно-масляного сепаратора. Индикатор начинает мигать за 50 часов до истечения времени, указанного в параметре 021. |
| H | Желтый |  |
Необходимо заменить масляный фильтр. Истекло время, указанное в параметре 020. | Приближается время замены масляного фильтра. Индикатор начинает мигать за 50 часов до истечения времени, указанного в параметре 020. |
| A | Желтый |  |
Неисправность в сети. | Неисправность в сети. |
Индикаторы отображающие аварийное состояние компрессора
| Индикатор | Цвет | Обозначение | Горит | Мигает |
| G | Красный |  |
Общая неисправность. Сбой датчиков. | Слишком низкая температура внутри компрессора. |
| F | Красный |  |
Перегрузка главного двигателя. | Возникла перегрузка главного двигателя. |
| E | Красный |  |
Перегрузка двигателя вентилятора. | Возникла перегрузка двигателя вентилятора. |
| D | Красный |  |
Перегрев масла. | Происходит перегрев масла. |
| C | Красный |  |
Неправильное направление вращения. | Неправильное направление вращения. |
| B | Красный |  |
Избыточное давление. | Избыточное давление. |
В АВАРИЙНЫХ УСЛОВИЯХ состояние компрессора отображает экран:
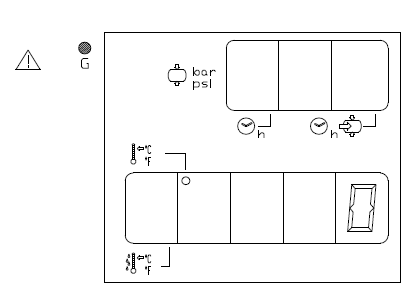
Мигает индикатор G.
Верхний экран пуст.
На нижнем экране мигает значение температуры. Это означает, что температура внутри компрессора ниже, чем указано в параметре R17.
ОТОБРАЖЕНИЕ ПОСЛЕДНИХ ЧЕТЫРЕХ СИГНАЛОВ НЕИСПРАВНОСТИ
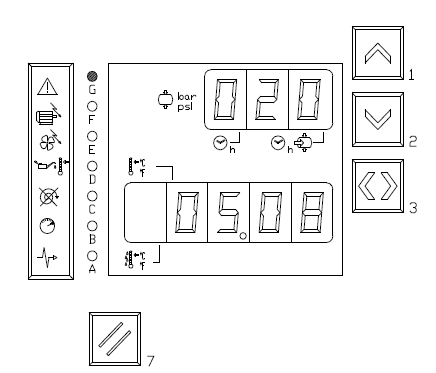
При одновременном нажатии кнопок 7 и 3 на панели отображаются последние четыре неисправности, которые привели к остановке компрессора. Верхний экран показывает три цифры. Первая и вторая цифры показывают год. когда произошла неисправность (02. 03. 04 и т.д.), или день недели (1=понедельник. 2=вторник и т.д.). Третья цифра показывает номер неисправности (0-3). Нижний экран показывает, соответственно, день и месяц или часы и минуты. На левой стороне горит индикатор, соответствующий возникшей неисправности.
ОТОБРАЖЕНИЕ И СБРОС ПРЕДУПРЕЖДЕНИЙ О ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ
Для просмотра и изменения времени до замены компонентов, подлежащих техническому обслуживанию, следует нажать и удерживать кнопки 7 и 4, пока не загорится индикатор Н.
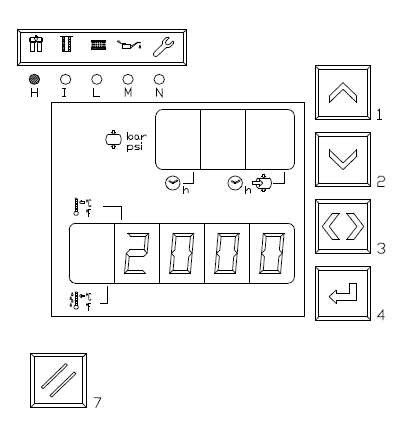
С помощью кнопок 1 и 2 выберите компонент (для перемещения вперед используется кнопка 1, назад-кнопка 2).
Нижний экран покажет время эксплуатации в выбранного компонента (в часах).
Чтобы сбросить время эксплуатации, нажмите кнопку 4 — значение начнет мигать. Затем еще раз нажмите кнопку 4 -значение сбросится в 0.
Приведенная выше процедура применима для всех компонентов. Для выхода нажать кнопку 3.
 Скачать полную инструкцию ES3000
Скачать полную инструкцию ES3000
-
Европа
-
ИТАЛИЯ -
Ceccato Aria Compressa S.r.l.
/
/
Обновлено: 2023-02-03
Поделиться
Копировать адрес страницы
Действует 3



Центр сертификации ТехПромСерт
Поможем оформить:
-
Сертификаты соответствия
- Декларации соответствия
- Протоколы испытаний
- Отказные письма
Декларации соответствия ЕАС
-
Регистрация деклараций под ключ!
-
Оформление сопутствующих документов (ПИ, ТУ)
-
Оформление ЭЦП
-
IT поддержка в подарок!
Сертификаты соответствия
-
Подберём самую выгодную схему сертификации
-
Сэкономим ваши время и деньги
Список деклараций
- 1
-
Дата
Продукция
Производитель -
21
Сен
2022
ЕАЭС N RU Д-IT.РА06.В.74849/22
Оборудование компрессорное: винтовые стационарные маслосмазываемые компрессоры торговой марки CHIGACO PNEUMATIC
Ceccato Aria Compressa S.r.l. -
10
Дек
2020
ЕАЭС N RU Д-IT.НХ37.В.14914/20
Оборудование компрессорное:
Ceccato Aria Compressa S.r.l. -
19
Ноя
2020
ЕАЭС N RU Д-IT.РА01.В.11837/20
Воздухонагреватели и воздухоохладители: осушители воздуха, марки Ceccato, Pneumatech. Изготовитель Ceccato Aria Compressa S.r.l.
Ceccato Aria Compressa S.r.l.
- 1
Связанные компании
-
ДИТЕХ
152 -
АРХИМЕД
74 -
ТТС ЛНК
55
О компании
Полное наименование
Ceccato Aria Compressa S.r.l.
Адрес
ИТАЛИЯ, 36040 Brendola (VI), Via Soastene 34
Регион
Венето
Топ групп продукции компании
Группы продукции из ТН ВЭД
Код: 8479899708
Прочие машины и механические приспособления, прочие
7.8k
Код: 8414807500
Компрессоры винтовые
1.0k
Группы продукции из ЕАЭС
Код: —
Технические средства, не включенные в Перечень продукции, подлежащей сертификации к ТР ТС 020/2011
309k
Код: —
Низковольтное оборудование, не включенное в Перечень продукции, подлежащей сертификации к ТР ТС 004/2011
245k
Код: —
Оборудование химическое, нефтегазоперерабатывающее
14k
Код: —
Компрессоры (воздушные и газовые приводные)
5.0k
Код: —
Воздухонагреватели и воздухоохладители
1.8k