-
Operating and Service Manual
For
518 Centrifuge 380 VAC 50 Hz 460 VAC 60 Hz 575 VAC 60 Hz
Swaco, A Division of M-I L.L.C. A Smith/Schlumberger Company
5950 North Course Drive Houston, Texas 77072 Tel: 281-988-1868 Fax:
281-988-1888MANUAL PART #90-90-061 (REV. A)
-
DISCLAIMER
Recommendations made by Swaco are advisory only. Swaco shall not
be liableunder any guarantees or warranties, expressed or implied,
in any manner or form,AND ALL WARRANTIES, EXPRESSED OR IMPLIED, ARE
HEREBYSPECIFICALLY EXCLUDED, and Swaco shall not be liable for the
failure toobtain any particular results from the use of any
recommendation made by it orfrom the use of this material. In no
event shall Swaco be liable for incidental orconsequential
damages. -
iTable of Contents
PageIntroduction 1
Safety Precautions 2
Section 1 Unit Description 3
1.1 Centrifuge Components 31.2 Specifications 71.3 Rotating
Assembly Components 81.4 Safety Components 81.5 Bowl and Conveyor
Speeds 91.6 Step Sheaves 9Section 2 Installation 11
2.1 Transportation and Handling 112.2 Centrifuge Mounting 122.3
Electrical Installation 122.4 Feed Pump 122.5 Liquid Feed and
Discharge 132.6 Solids Discharge 132.7 Startup and Shutdown 13Section 3 Inspection and Maintenance 14
3.1 Shop Inspection 143.2 Lubrication 153.3 Maintenance of Fluid
Couplings 193.4 Cleaning 203.5 Belt Tensioning 203.6 G.S. Coupling
213.7 Vibration Sensing Switch 253.8 Fluid Coupling 253.9
Electrical System 25Section 4 Troubleshooting Chart 26
-
ii
PageSection 5 Repair and Overhaul 27
5.1 Rotating Assembly Removal 275.2 Rotating Assembly 27
5.2.1 Bearing Alignment 275.2.2 Gearbox Removal 305.2.3
Disassembly Gearbox 305.2.4 Conveyor Removal 325.2.5 Assembly —
Gearbox End 335.2.6 Disassembly — Large Conveyor Bearing 335.2.7
Assembly — Large Conveyor Bearing 345.2.8 Disassembly — Feed End
375.2.9 Assembly — Feed End 385.2.10 Disassembly — Small Conveyor
Bearing 385.2.11 Assembly — Small Conveyor Bearing 395.3 Bowl 405.3.1 Level Regulating Discs 405.3.2 Solids Discharge
Bushings 415.4 Conveyor 425.4.1 Shimming 425.4.2 Installation 42
Section 6 Diagrams and Parts List
1. 414 Centrifuge 442. Bowl Assembly 473. Gearbox End Assembly
494. Feed End Assembly 515. G.S. Coupling 546. Frame 567. Vessel
588. Conveyor 609. Shim Selection 6210. 350 kpm Gearbox 6411.
Electrical Assembly 6612. Electrical Wiring Diagram 6813.
Electrical Cabling 7014. Electrical Schematic Diagram 7115. Feed
Pump Electrical Diagram 7216. Special Tools 73Section 7 AppendixA. Gyrol Fluid CouplingB. Vibra SwitchC.
Conveyor Wear RecordingD. Plessey Coupling -
1Introduction
This manual contains directions and information concerning the
installation, startup,shutdown and service of the Swaco 518
Centrifuge. Appropriate sections of thismanual must be read and
understood before attempting to install, operate or servicethis
unit. Failure to do so may cause injury to personnel, damage to the
equipment orreduced performance.The Swaco 518 Centrifuge is known as a decanting type separator.
A decanter is acentrifugal separator having a horizontal axis of
rotation. A process liquid or slurry issupplied to the rotating
bowl where the solids are separated from the liquid phase.The
solids are forced to the inner wall of the bowl while the liquid
forms a ring insidethe solids. A screw type conveyor transports the
solids toward the tapered end of aconical bowl. The liquid flows in
a spiral path, established by the conveyor flights, tothe discharge
ports at the large end of the bowl.The primary application for the 518 Centrifuge is to run in
series with the 414Centrifuge for secondary separation of low
gravity solids an recovery of theexpensive liquid phase. -
2General Safety Precautions
The Swaco 518 Centrifuge is engineered and manufactured to
perform safely underconditions described in this manual. This large
high speed rotating machine requirescare and understanding for
maximum safety. Unsafe practices in maintenance andoperation will
cause conditions which are hazardous to both maintenance
andoperation and cause conditions which are hazardous to both
personnel and property.The following general precautions should be
strictly followed to avoid damage toproperty and/or death to
personnel.1. Do not allow personnel to maintain, install, or operate the
518 Centrifuge untilthey have read this manual and understood
safety requirements.2. Do not operate the centrifuge until it is properly mounted.3.
Do not operate the centrifuge if the machine is not completely and
correctlyassembled.4. Do not inactivate the centrifuge for any extended
period of time withoutinactivating the electrical circuit to the motors.5. Be sure
wiring is connected according to wiring plate on motors.6. Do not
operate the machine unless the cover is closed and clamps andclamping devices are tightened.7. Do not use inlet connections
as supports for feed hoses.8. Do not operate the centrifuge if
unusual noise or vibration exists.9. Do not attempt to repair the
centrifuge until the switch box is locked in OFFposition or has had the breakers locked OPEN.10. Do not attempt
to assemble or disassemble the centrifuge if the bowl isrotating.11. Do not operate the 518 Centrifuge until startup and
shutdown procedures areunderstood.12. Do not attempt to manually shutoff the back drive
motor. It will automaticallyshutoff approximately 10 minutes after the bowl drive motor stop
button hasbeen released. -
3Section 1 Unit Description
1.1 Centrifuge Components
1.1.1 The centrifuge bowl is the outer member of the rotating
assembly and iscomposed of one cylindrical section and a conical
section. The end piece onthe cylindrical end has ports through
which the liquid flows out. Semi-drysolids are discharge through
ports in the small end of the conical section. Thehollow shaft at
each end of the bowl is suspended in a pillow block bearing toallow
rotation of the bowl. (See Figure 1)Figure 1 (Bowl)
1.1.2 The conveyor is suspended inside the bowl on bearings and
rotates in thesame direction as the bowl, only slightly slower. The
separated solids areforced to the inside wall of the bowl by
centrifugal force and conveyed to thesolids discharge ports in the
bowl. The pitch (P) of the conveyor flights is thedistance in
millimeters between the flights measured parallel to the axis of
theconveyor.Figure 2 (Conveyor)
-
41.1.3 The planetary gear box, is fitted on the hollow shaft at
the cylindrical end ofthe bowl. It drives the conveyor by means of
a shaft going through the hollowshaft of the bowl. On the end of
the gear box opposite the bowl, is a smallshaft. This is the small
sunwheel shaft of the planetary gear box. The speedand direction of
the small sunwheel determines the differential speed, or
therelative speed of the bowl and the conveyor.1.1.4 The frame is the tubular steel member on which the bowl
pillow blockbearings, feed tube bracket and the vessel are mounted.
See Figure 4Figure 4 (Frame)
-
51.1.5 The vessel is a stainless steel case mounted on the frame
that completelyencloses the bowl. It is divided into compartments
that divert the liquid andsolids discharge to their respective
outlets. The semi-circular cover is hingedto allow easy access to
the bowl for inspection and maintenance.Figure 5 (Vessel)
1.1.6 A feed tube is shown in Figure 6. Mud is introduced into
the centrifugethrough the feed tube Item 185, Diagram 1. This is a
stainless steel tubeapproximately 2″ O.D. and 36″ Lg. It extends
into the bowl and conveyorthrough the hollow shaft on the conical
end of the bowl. Mud is pumped intothe tube by the feed pump. The
mud leaves the feed tube and enters the bowlthrough a slot in the
conveyor (See Figure 2 — Conveyor). This slot in theconveyor
extends approximately the length of the conical section.Figure 6 (Feed Tube)
-
61.1.7 The belt guards on the 518 Centrifuge are made so that
access to belts andG.S. Torque limiting coupling is through the
split door on the side. The upperhalf of the door folds down for
belt inspection and tightening and resetting theG.S. coupling. The
door may be completely removed for other repairs.Figure 7 (Belt Guards)
-
71.2 Specifications
Length 119 inches (3023 mm)Width 70 inches (1778 mm)Height 34
inches (864 mm)Weight 4660 lbs. (2118 kg.)Power Required 380 Vac 50
Hz 3 Ph460 Vac 60 Hz 3 Ph.575 Vac 60 Hz 3 Ph.Current limiting fused
Bussmann LPS 50 orequivalent (Other voltages and frequencyavailable
on special order)Motors 25 Hp Main Drive7-1/2 Hp Back Drive
Bowl:Dimensions 14″ Dia (356 mm). x 56″ Lg. (1422 mm)Material
Stainless SteelConveyor:TypePitch 4.33 inches (110 mm)Material Stainless
SteelGearbox:Type PlanetaryRation 57:1Mx. Torque 350 KPM (Kilopoundal
meters)Bowl Speed:High Speed 3200 rpmStandard 2500 rpmHigh Volume 1900
rpmRecommended Feed Rate* at:High Speed 100 gpm (23 m/hr)Standard
Speed 150 gpm (34 m/hr)High Volume 250 gpm (57 m/hr)* The maximum feed rates will depend to some extent on the
percent and type of solids -
81.3 The centrifuge rotating assembly consists of the bowl, the
conveyor and the planetarygearbox. All these items are described in
Paragraph 1.1.1, 1.1.2 and 1.1.3.1.4 The following safety components are incorporated in the
Swaco 518 Centrifuge1.4.1 Vibration Detection Switch
This switch, Item 223, Diagram 1, is mounted on the centrifuge
frame. Itsfunction is to automatically shut off power to the bowl
drive motor and feedpump when controlled by Centrifuge Control
System, should excessivevibration of the unit develop, regardless
of cause.1.4.2 Torque Limiter
The torque limiter is a combination of mechanical and electrical
controls. Thesmall sunwheel shaft has a spring loaded coupling
(G.S. Coupling — SeeFigure 12) which will limit the torque that can
be applied to the shaft. If thislimit is exceeded the coupling will
disengage and will, by axial movement ofthe coupling, trip a limit
switch, Item 224, Diagram 1. This will disconnectpower from the
bowl drive motor and the feed pump when controlled byCentrifuge
Control System.1.4.3 The mass of the rotating assembly is very high. To bring
this assembly up tooperational speed takes from 90 to 100 seconds.
A fluid coupling is installedbetween the drive motor and the
rotating assembly to allow the motor to attainfull operating speed
almost immediately and allow the bowl to reachoperational speed
gradually.Without the fluid coupling, the motor current on startup would
be excessivelyhigh and could result in damage such as overheating
of connectors and cableor motor overload protectors or could
overload the power plant if it wasoperating near full load.Should a high load on the rotating assembly cause excessive slip
in the fluidcoupling, the heat so generated will melt a fusible
plug in the coupling causingthe oil to be dumped. This will unload
the motor before any damage is done. -
91.4.4 Overspeed of back drive motor
The small sunwheel is driven by a back drive motor (Paragraph
1.1.3).Overspeed of the back drive motor could occur if the back
drive motor isturned off before or immediately after the main drive
motor. This wouldallow the conveyor to assume the bowl speed. The
rotation would betransferred through the gearbox to the small
sunwheel shaft and through thebelts to the back drive motor to
rotate at higher than designed motor speedsand could cause the
motor armature to fly apart resulting in property damageand/or
personal injury or death.Back drive over speed is prevented by an electrical interlock.
This interlockconsists of a relay (Item 250, Diagram 12) which
allows automatic shut off ofthe back drive motor approximately 10
minutes after the main drive motor isshut off. The time needed
before back drive shut off is necessary since lowfriction in the
pillow block bearing and the mass of the rotating assemblyallow ten
(10) to twenty (20) minutes of rotation after main drive motor
shutoff.1.5 Bowl and Conveyor Speed
The 518 Centrifuge is operated between 1900 and 3200 rpm’s
depending on theapplication. The conveyor rotates at approximately
35 to 55 rpm’s less than the bowlin the same direction. The 518
Centrifuge operate at all times with the bowl andconveyor turning
in the same direction and the conveyor turning slower than thebowl.
The main drive motor should be wired so that the bowl always turns
clockwisewhen viewed from the feed tube end.The small sunwheel in the gearbox is used to vary the
differential speed between thebowl and conveyor. If the sunwheel is
«fixed», that is, not rotated by the back drivemotor, the
differential will equal the bowl RPM divided by the gearbox ratio
(57:1).If it turns in the same direction as the bowl, the
differential will be less than when it isfixed. If it turns in the
opposite direction as the bowl, the differential will be
greaterthan when it’s fixed. (See Diagram 10)1.6 Step sheaves having two pitch diameter sizes each on the
main drive motor and bowlsheaves permit operation of the 518
Centrifuge at 1900 and 2500 and 3200 rpm’s.The bowl speed is
determined by the combination of sheave sizes selected on thebowl
and motor. The motor mount is made to allow the motor and sheave to
move afull sheave width for proper alignment to obtain the full
range of bowl speeds. -
10
Caution:
DO NOT ATTEMPT TO OPERATE 518 CENTRIFUGE AT BOWL SPEEDS
ABOVE3200 RPM’S. SPEEDS ABOVE 3200 RPM’S WILL EXCEED THE DESIGN
SAFETYLIMITS. THIS COULD CAUSE THE MACHINE TO DESTROY ITSELF
POSSIBLYCAUSING INJURY OR DEATH.The figure below provides the combination of sheave sizes to
drive the Centrifuge bowl atthe speed indicated.60 Hz., 1750 rpm motor:
Description Part Number SizeBowl Sheave 96-10-416
4-3V-5.6/4-3V-7.4Bowl Motor Sheave 96-10-414 4-3V-10.6/4-3V-8.0Back
Drive Motor Sheave 05-79-096 3-3V-10.6Main Drive Belt 05-06-119
3V900Main Drive Belt 05-06-114 3V850Back Drive Belt 05-06-126
3V100050 Hz 1450 rpm motor
Description Part Number SizeBowl Sheave 96-10-416
4-3V-5.6/4-3V-7.4Bowl Motor Sheave 96-10-417 3V-10.6/4-3V-8.0Back
Drive Motor Sheave 05-79-096 3V-10.6Main Drive Belt 05-06-119
3V900Main Drive Belt 05-06-114 3V850Back Drive Belt 05-06-126
3V1000 -
11
Section 2 Installation
2.1 Transportation and Handling
2.1.1 The pillow block bearings are subject to damage from shock
andvibration during transportation and handling. To prevent this,
thepillow block bearing should be preloaded using wedge blocks
shownin Figure 8Figure 8 (Wooden Wedge Blocks)
-
12
2.1.2 Care should be used in loading and unloading this unit to
prevent any unnecessary shock to the components.2.1.3 Caution: When lifting, always use a four point lift to
protect unit fromdamage and/or turning upside down during lift.2.2 Centrifuge Mounting
The 518 Centrifuge must be mounted above the ground to
facilitate solids removal.For recovery of weight material the
solids discharge outlet should be located over awell stirred area
of the mixing pit. A slide attached from the solids outlet may
benecessary to route solids to the mixing pit. The slide should be
set at a steep angle toprevent a solids buildup.The Centrifuge unit must be set level and on adequate supports.
It may be necessaryto attach it to the support by tack welding.2.3 Electrical Installation
2.3.1 The electrical installation should be made by a qualified
electrician. Inputpower fusing must be current limiting type. See
Wiring Schematic, Diagram12 for sizing.2.3.2 Feed Pump — Control circuit power is taken from terminals
TB1 and TB2 inthe main control box (Item 216, Diagram 11) for the
feed pump starter. Thisrequires running a 14 gauge 2 conductor
approved wire from the main controlbox to the feed pump starter.
For typical hookup see Diagram 15. Pumpstarter holding coil must be
120 volts. Power for pump may come from anysource of sufficient
amperage and proper voltage. If feed pump auto shutdown feature is
not desired, starter may be used as wired and power cablehooked to
any source of proper voltage and sufficient amperage.2.4 Feed Pump
2.4.1 Any pump capable of furnishing the feed rate desired at
sufficient pressure toovercome line loss may be used to feed the
518 Centrifuge.2.4.2 A 5 Hp variable speed progressive cavity pump which
furnishes 22 gallonsper 100 revolutions is available from Swaco and
is ideal for feed between 40and 80 gpm’s. (Swaco Type II Pumping
Unit) -
13
2.4.3 A centrifugal pump assembly capable of furnishing up to
250 gpm at 45 feetof head is adequate for high volume operation.
This type of pump is alsoavailable from Swaco. (Swaco Type III Pump
Unit)2.2.4 Suction and discharge lines on the feed pump should be
sized to minimizehead loss due to line friction.2.4.5 A water line should be connected between the pump and the
feed tube forwashing the bowl and conveyor prior to shutdown.2.5 Liquid Feed and Discharge
2.5.1 The line feeding mud to the centrifuge should terminate
with a male 2″ NPTfitting to mate with the 2″ elbow on the feed
tube. This line should besupported so it’s weight will not be on
the feed tube.2.5.2 The liquid outlet is a 8″ Victaulic nipple. See Figure 5.
The line connectingto this nipple can be steel hard piping,
flexible hose or PVC pipe. It should besized to accommodate the
liquid discharge rate. Because the liquid dischargeis gravity flow,
consideration should be given to the fall and length of this lineto
avoid plugging from solids settling.2.6 Solids Discharge
2.6.1 The outlet for solids discharge is 11-1/4″ (286 mm) x
18-1/2″ (470 mm) witha 1-1/4″ (32 mm) wide flange. See Figure 52.6.2 If the centrifuge cannot be located over the proper area a
slide may beattached to the solids outlet to route solids to the
mixing pit. Since thesesolids will be sticky, the slide must be set
at a steep angle to prevent a solidsbuildup.2.7 Startup and Shutdown
2.7.1 Startup
Start back drive motorStart main drive motor about 10 seconds
after back drive motor. Do not startmotors simultaneously. The
sudden power drain may overload the powersource.Allow at least two (2) minutes for the centrifuge to obtain
operating speed.Bring mud feed rate up slowly to desired rate. -
14
2.7.2 Before shutdown of the 518 Centrifuge, it is necessary to
flush the bowl withwater.1. Shut off the feed pump.2. Close the mud suction valve.3.
After all conveyable solids have cleared the bowl, open the water
linewhich tees into the pump discharge line.4. Flush the centrifuge
until clean water is discharged. Close the watervalve.5. Stop the main drive motor. When the main drive motor is
shut off, andelectrical interlock activates and will automatically shut the
back drivemotor off after approximately 10 minutes.6. If the machine is likely to be subjected to freezing
temperatures, thecover should be opened and bowl drained by
removing two drain plugson the liquid discharge end (Item 25,
Diagram 2). Drain any hoses andpumps that may have liquid trapped
in them.Section 3 Inspection and Maintenance
3.1 Shop Inspection
3.1.1 With the cover closed and bolted down, rotate the bowl by
hand andlisten for any unusual noise or scrapping. The bowl should
turn freelywithout drag. Any noises should be investigated. Check
the G.S.coupling to be sure it is engaged. See Section 3.63.1.2 With cover open, rotate bowl assembly by hand and listen
for anynoise coming from within the bowl or the bearings. Any
noisybearings should be inspected and/or replaced. See Section
5.23.1.3 Check gearbox oil level. Remove magnetic plugs and inspect
formetallic wear particles — See Figure 10. A large accumulation
ofmetallic wear particles should be investigated and the
causedetermined. Refer to Section 3.2.2, Lubrication of
Gearbox.3.1.4 Inside J-Boxes, Diagram 12:Check heater packs, Item 249,
237 for proper ratings.Check fuses Item 245,246,244 to see if they
are good, properly sizedand installed properly.Check limit switch, Item 224, Diagram 1, which is under back
drive -
15
guard to see if it is closed when set against G.S. coupling,
Figure 12, and openwhen coupling is disengaged, Figure 12.3.2 Lubrication
3.2.1 Lubrication of Bearings
The pillow block and conveyor bearings should be lubricated
every 100 hoursof operation. See Figure 9 for location of grease
fittings. Grease vent holeslocated behind pillow block housing and
in gearbox cover nearest the bowl,are shown in Figure 9. Proper
greasing is obtained when excess grease comesout the vent
holes.The following is a partial list of suitable lithium soap,
vibration resistantgreases which may be used for bearing
lubrication.BP Energrease XRB2Castrol Spheerol APS2Exxon Beacon 2Gulfcrown
Grease FF2EMobilux Grease 2Shell Alvania 2Texaco Regal AFB 2NOTE: Contact your nearest Swaco representative or service
center forapproval of lithium base lubricants not shown on the
above list.DO NOT USE CALCIUM BASE GREASECalcium base grease is not
compatible with recommended greases and willcause bearing failure.
Bearing failure could damage bearing housings andother bearing
parts. -
16
-
17
3.2.2 Lubrication of Gearbox
The 350 KPM gearbox contains two treaded plugs. The two plugs
aremagnetic and are removed for oil draining and filling. The
magnetic plugsattract metallic particles, in the lubricating
oil.The oil level in the gearbox should be checked before centrifuge
operation.Remove inspection plate on side of gearbox (See Figure
10b). Oil level ischecked with the plugs are 64 of vertical (See
Figure 10a).Angle is correct when plug is centered on a line between the two
inspectionpalte hold down screw holes. Normal oil level is
indicated by oil at bottomedge of hole. After initial centrifuge
operation the oil level should be checkedweekly or whenever
bearings are greased. The magnetic drain plugs shouldalso be
checked and metallic particles removed. -
18
3.2.3 Lubrication of gearbox on units with serial numbers
smaller than 1000Remove gearbox guard exposing entire gearbox. The gearbox
contains two threadedplugs. The two plugs are magnetic and are
removed for oil draining and filling. Themagnetic plugs attract
metallic particles, in the lubricating oil.The oil level in the gearbox should be checked before centrifuge
operation. Oil levelis checked when plugs are 54 off vertical (See
Figure A). Normal oil level is at thehighest plug. After initial
centrifuge operation the oil level should be checked weeklyor
whenever bearings are greased. The magnetic drain plugs should also
be checkedand metallic particles removed. -
19
The gearbox oil should be changed after the first 150 hours of
operation of a newgearbox and at least once a month of normal
running. A large accumulation ofmetallic particles on the magnetic
plugs indicates the gearbox oil needs changing.Changing gearbox oil
involves flushing of the gearbox with diesel oil or kerosene.The
gear box should be filled with diesel or kerosene and rotated a
number ofrevolutions by hand with all plugs screwed in. This
flushing should be repeated twoto three times or until clean. The
gearbox should be filled with on of the gear oilslisted below.
Gearbox capacity is approximately one-half (1/2) gallon or two
(2)liters. Continued accumulation of metallic wear particles in the
magnetic plugsindicates abnormal gear wear.Chevron Universal Gear Lube SAE 80 W 90Exxon Gear Lube G.X. 80 W
90Gluf Multipurpose Gear Oil 80 W 90Mobil Mobilube HD 80 W 90Shell
Spirax HD 80 W 90Texaco Multigear E.P. Lube 80 W 90Union Oil of
California M. Gear Lube LF 80 W 90NOTE: Contact your nearest Swaco representative or service
center for approval ofgearbox lubricants not shown on the above
list.3.3 Maintenance of Fluid Couplings — Item 171, Diagram 1
Gyrol Fluid Coupling Main Drive Motor Size Fill Angle11.5 25 Hp
45 from Straight upThis coupling must be filled to the recommended oil level to
deliver the properamount of torque and not overheat from
slippage.The oils approved for the use with Gyrol Fluid Couplings are
listed below.British Petroleum THB 32Chevron OC Turbine Oil 32Exxon Teresstic
32Gulf Harmoney 32Mobil DTE LightShell Tellus 32Texaco/Regal
R&O 32Union Oil of California UNAX 150 -
20
3.4 Cleaning
Cleaning and inspection should be done every 100 hours when
bearings arelubricated. Cleaning may be needed more often when
conditions are severe.3.4.1 With the cover open, hose down the inside of the vessel
and the outside of thebowl. Pay particular attention to removing
any solids buildup around thesolids discharge bushings (See Item
86, Diagram 2). Also, remove solidsbuildup inside the cover.3.4.2 Inspect the solids discharge bushings for wear. Worn
bushings should bereplaced before any wear has damaged the bowl.
See Figure 29 and 303.4.3 Inspect wear shield in cover for excessive wear and
replace if necessary.3.4.4 Inspect magnetic plugs in gearbox for metallic particles
and check oil level.See Section 3.2.23.5 Belt Tensioning
3.5.1 Belt tension should be checked routinely when lubricating
bearings.3.5.2 The following procedure for belt tensioning should be used
starting when anew 518 Centrifuge is put into service or anytime
belts are replaced.It is important that the belts are correctly tensioned. A belt
that slips on itspulley is exposed to abnormal wear. If on the
other hand the belts are tootight, this will cause wear on the
bearings.Proceed as follows to get the correct tension:
1. Collect the belt slack on the upper side. Adjust the pulley
centerdistance by moving the motor until the belts have a light
tension.Rotate the drive parts a few turns by hand.2. Adjust the center distance so that all belts are lying well.
Start themotor and run for approximately 10 minutes so that the
belts can adaptthemselves to the grooves.3. Stop the motor and adjust the center distance until all belts
are lyingevenly and are properly tightened. (A stretch of 1/2 — 1%
of the beltlength will not damage the belts)4. New belts should be retensioned every two hours during the
first dayof running. After this, further tightening may be
unnecessary, as thelength of the belts remains practically
constant. When changing belts, -
21
never force them over the side of the pulley. Always loosen the
motorto install them. Over tensioning of belts may cause premature
failure.5. When one or more of the belts is worn out, put on a COMPLETE
setof new belts.6. A good way to check belt tension is to strike the belts with
a clenchfist. A slack belt will feel dead under this test, whereas
a properlytensioned belt will vibrate and feel alive. Check the
belt tension fromtime to time. See Figure 11Warning: Never run unit with belt guard removed and never check
belt tension whileunit is running. Such unsafe practices can result
in injury or death.The working life and proper functioning of the belts depend to a
high degree on howthey are cared for. Oil and grease will soon ruin
them. Oily or greasy belts can becleaned with a good solvent.3.6 G.S. Coupling
Solids overloading can cause excessive torque between the bowl
and conveyor. Thistorque could damage the gearbox if the overload
became too severe. -
22
The 518 Centrifuge utilizes a spring loaded coupling to limit
this torque. The torqueis exerted on this coupling which is mounted
next to the gearbox sheave. Should thetorque exceed a preset limit,
(50-60 ft/lb. (74.4-89.3 km)) the coupling will disengageand trip a
limit switch (See Item 224, Diagram 1). This will shut off both the
feedpump and main drive motor. The bowl should then be flushed with
water to removeany excess solids left in the bowl. The procedure
for resetting the G.S. coupling isdiscussed in the next paragraph.
Continued coupling disengagements will requireremoval of bowl and
conveyor for cleaning.Figure 12a illustrates the G.S. coupling in the engaged
position. When excessivetorque is exerted on the gearbox, the G.S.
coupling disengages from the driver (Figure12b). The three balls of
the coupling are forced out of the depressions in the driver
anslide down the slopes of the driver. This causes the coupling and
the driver to rotate60 in relation to each other. At the same time,
the coupling moves 1/4″ toward thedriver. This movement trips the
limit switch which removes power from the feedpump (when feed pump
interlock is used) and the main drive motor. This movementalso
allows the cams on the V-belt pulley to be released from the slots
in the couplingas shown in Figure 12b. The bowl and conveyor now
rotate at the same speed. -
23
3.6.1 Resetting the G.S. Coupling (Refer to Figures 12c and
12d)1. Insert a steel bar into a hole in the coupling and a bar in a
slotin the driver.2. Rotate the bars in opposite directions until the steel balls
returnto original position. Be sure slots in the coupling line up
withthe cams on the V-belt sheave (See Figure 12c and 12d). Ifnot,
the coupling will not reset.3. Remove bars and reset limit switch. The conveyor and bowlare
now again coupled together.3.6.2 Testing G.S. Coupling for proper release force (Refer to
Figure 13)1. Place G.S. Coupling torque measuring adapter over
couplingassembly. Insert pin in adapter hole through to the hole in
thecoupling.2. Place torque wrench socket fitting into socket on adapter.3.
With G.S. Coupling engaged as in Section 3.6.1 turn clockwiseand not torque reading at disengagement. Repeat four (4)times.
Note smallest reading. This reading should be between50 and 60
ft.lbs (67.1-81.3 Nm).4. Repeat step 3 in the counterclockwise direction.
Readingsshould be the same. -
24
3.6.3 Adjusting G.S. Coupling release force
Some adjustment is possible by adding or removing spacer
washers(Item 98, Diagram 5). Adding washers increases disengagement
forceand removing decreases force. If proper functioning and
forcereadings cannot be obtained by washer adjustment, replace
springwasher group, eleven (11) pieces, (Item 97, Diagram 5). -
25
3.7 Vibration detection switch
The high speed rotating assembly of the 518 Centrifuge requires
near perfect balancefor minimum vibration. Should an imbalance
cause excessive vibration, the maindrive motor and fee pump will be
shut off by a vibration detection switch, See (Item223, Diagram 1).
Excessive vibration is usually caused by a solids buildup within
thebowl or uneven bowl and /or conveyor wear. The vibration
detection switch ismounted on the centrifuge frame. Refer to
Appendix for manufacturers informationon the vibration switch.3.8 Fluid Coupling
Bring the large rotating assembly to operating speed would
normally take the maindrive motor approximately 100 seconds. This
would cause the motor to drawexcessive current, overheat
conductors, trip thermal protectors or overload the powerplant.
These problems are eliminated by a fluid coupling installed on the
main drivemotor shaft. The fluid coupling allows the motor to
attain speed almost immediatelywhile the bowl assembly is still
accelerating. If excessive drag on the bowl causesgreater than
normal slip, the heat generated will cause a fusible plug in the
couplingto melt. This will dump the hydraulic fluid in the coupling
and unload the motorbefore any damage can be done. See Appendix for
manufacturers information on thefluid coupling.3.9 Electrical System
3.9.1 The electrical system on the 414 Centrifuge conforms to
the National ElectricCode requirements for Class 1, Division 2,
Group D.3.9.2 The electrical system is shown in Diagram 11, Component
Placement andwiring Diagram 12 and Schematic in Diagram 14, Cabling
is shown inDiagram 13. These diagrams may be used to trace down
individualcomponents or wiring circuits. The use of these diagrams
will greatlysimplify trouble shooting electrical problems. -
26
Section 4 Troubleshooting Chart
Problem Cause RemedyMotors do not start 1. No power to unit
2. Vibration switch not reset3. Limit switch on G.S. Coupling
tripped1. Restore power2. Reset vibration switch Section 1.3.13. Reset
limit switch Section 1.3.1Startup and shutdownvibration
1. Moderate vibration at critical rpm during startup and
shutdown1. None required
Machine vibrates 1. Bowl may be out of balance due to poor
cleaning, bowl parts interchanged with another bowl or uneven wear
on conveyor or bowl.2. Vibration damping mounts have lost
elasticity.1. Determine if vibration is due to the causes described.2.
Replace rubber mounts.Fluid coupling plug melts 1. Excessive amount of solids causing
overloading2. Fluid volume or type wrong.1. Reduce feed rate2. Check oil level in coupling3. Replace oil
if in doubtNoise from gearbox 1. Oil volume low or type wrong2. Worn
gears3. Worn bearings1. Check oil level and oil type, replace if in doubt2. Replace
gearbox3. Replace bearingsContinued disengagementof G.S. Coupling
1. Large accumulation of solids in bowl.2. Excessive amount of
solids in feed mud.1. Flush bowl2. Reduce feed rate
Solids discharge too wet 1. Feed rate too high2. Conveyor
differential too high1. Decrease feed rate2. Change back drive motor sheave to reduce
differential See Diagram 1NOTE
THE ABOVE DESCRIBED ITEMS ARE NOT TO BE CONSIDERED CONCLUSIVE.
IFYOU HAVE ANY QUESTIONS, CONTACT SWACO ENGINEERING, HOUSTON,TEXAS,
281-988-1868 -
27
Section 5 Repair and Overhaul
5.1 Rotating assembly removal
The following procedure is for removal of the rotating assembly.
Rememberthe bearing housings are aligned for each centrifuge frame
and should neverbe interchanged.1. Open vessel cover.2. Remove the following parts:
a. Bolts from bearing housing cap.b. Belt guards, belts and feed
tube.3. Carefully lift the bowl assembly using a hoist and nylon
sling. Set bowl on a wooden pallet to prevent rolling. Parts which
are Removed should be placed in a clean area to facilitate cleaning
and inspection.5.2 Rotating assembly
5.2.1 Correct Bearing Alignment
The rotating assembly is mounted on two pillow block bearings
which arespecially aligned. A special alignment shaft is used to
align the pillow blockhousings to the centrifuge frame. This
bearing alignment must be performedin Swaco Assembly Shop, in
Florence KY.NOTE
BOWLS CAN BE SWITCHED FROM ONE FRAME TO ANOTHERONLY WHEN THE
PILLOW BLOCK HOUSINGS REMAIN WITH EACHCENTRIFUGE FRAME. WORN
BEARINGS CARTRIDGES MAY BEREPLACED.PILLOW BLOCKS CONTAIN RANDOMLY LOCATED ALIGNMENTPINS THEREFORE A
GIVEN SET OF PILLOW BLOCK HOUSINGSWILL ONLY FIT THE ORIGINAL FRAME
AS DELIVERED. -
28
TAPERED ALIGNMENT PINS ARE USED TO ASSURE PERFECTALIGNMENT OF
BEARING HOUSINGS, IF BEARING HOUSINGSHAVE BEEN REMOVED. ALWAYS
INSERT THE ALIGNMENT PINSBEFORE TIGHTENING BEARING HOUSING
BOLTS. -
29
-
30
The following sections discuss the dismantling of the rotating
assembly. Parts illustrated inthe figures are numbered and
parenthesized in the instructions.5.2.2 Removal
The procedure for removing the gearbox is as follows:(Refer to
Figure 15 and 16 for illustrations)1. Remove the screws (6) connecting the gearbox to the bowl
flange (5).2. Screw in the two screw plugs (7) and back off gearbox
from bowl flange (5).3. The drive shaft (48) of the gearbox is
loose on both ends. Be careful not to drop shaft when removing the
gearbox.5.2.3 Disassembly gearbox end
The procedure for disassembling the gearbox end of the rotating
assembly is asfollows. (Refer to Figure 16)1. Remove the 16 screws (29) holding the end piece (27) to the
bowl. Remove the 4 screw plugs (28). The end piece is removed from
the bowl by screwing 4 screws (29) into the screw plug holes and
backing off. Care should be taken to protect the roller bearing
inner race (31) and the lip seal ring (30).2. Remove the round nut
(1) with pin spanner. Figure 17a illustrates pin spanner. -
31
3. Remove the flange (5) facing the gearbox, using the puller if
necessary. Figure 17b illustrates flange removal.4. The labyrinth ring (10), roller bearing outer race (13), and
spacing ring (15) can be removed by hand. The roller bearing inner
race can be removed with the special puller tool (P/N: 96-01-036)
as shown in Figure 18. The puller tool is needed since the roller
and needle bearing inner races are press fitted. The tool consists
of a metal clamp ring with four attaching screws. Push the clamping
ring on the inner race and clamp tool tight with screws contacting
inner edge of bearing race. Using the puller as shown, pull the
inner race from the bowl end piece. Refer to Figure 18 for
illustration. -
32
5. The fat valve disc (17) is removed after removing the bearing
inner race. If the fat valve disc has seized to the end piece (27),
remove by using the puller as shown in Figure 19. The claws of the
tool should seat against the bearing removal tool. (P/N:
96-01-035)5.2.4 Conveyor Removal
It is necessary to remove the conveyor for replacement of
bearings and seals.Conveyor removal is also necessary to inspect
for unusual conveyor wear orimbalance. The following procedures
discuss conveyor removal.1. Remove the gearbox and end piece as discussed in Section
5.2.2, 5.2.3 — Item1.2. After removing the gearbox and end piece, the conveyor can be
partly priedout. The conveyor can be completely removed using a
hoist as shown inFigure 20.3. Remove feed end piece to facilitate easier assembly of
conveyor. See Section5.2.8 for feed end piece disassembly. -
33
5.2.5 Assembly gearbox end
Assemble the parts in sequence as shown in Figure 16. Observe
the following whenassembling.The lip seal ring (30) of the large conveyor bearing must be
mounted on theend piece pivot before mounting the roller bearing
inner race (31). Apply ballbearing grease to the lip seal ring.
Lubricate the roller bearing with greaselisted in Section
3.2.1.5.2.6 Disassembly large conveyor bearing
The procedure for disassembling the large conveyor bearing is as
follows:Refer to Figure 21 for identification of parts.1. Prior to disassembly, the bearing holder flange (37) and the
conveyor edgeshould be indexed with a center punch to facilitate
alignment whenreassembling. -
34
2. Remove the screw (38), and set screw plugs (36) from the
bearing holder (37).The bearing holder is removed by screwing two
jacking screws (P/N: 84-01-460) into the screw plug threads (36)
and backing off. The o-ring (14), rollerbearing (31), and snap ring
(40) can now be removed. The snap ring (32), o-ring (33), seal
lining (34), and lip seal ring (35) may also be removed
forinspection.3. Using the special T-handle screw (P/N: 96-01-006), Figure 21,
back out thethrust ring (41), angular contact ball bearings (42),
ball bearing holder (43)and ejector disc (46). Inspect parts and
replace if necessary. Figure 18illustrates the large conveyor
bearing and part removal procedure.4. Item (44) shim is used to adjust axial clearance. None, one
or more shimsmay be found upon disassembly. You should reassemble
using same numberand thickness shims as originally installed. When
replacing a conveyor, shimsneeded should be determined as shown in
Diagram 9.5.2.7 Assembly Large Conveyor Bearings
Assemble the parts in sequence as shown in Figure 21. Observe
the following whenassembling.Fill the ball bearing holder (43) with ball bearing grease
before installing the angularcontact ball bearing (42) faces the
gearbox. If the ball bearing holder (43) cannot bepushed into its
seat by hand, use a pipe for a drift and gently tap it in. Be sure
thebearing holder bottoms out.The parts should be assembled in the bearing holder (37) in the
following order.a. Roller bearing outer race (31) with rollers.b. Snap ring (40)
facing roller bearing.c. Lip seal ring (35) in seal lining (34). Be
sure lip seal ring is turnedoutward.d. O-ring (33) in groove of seal lining (34).e. Seal
lining (34) in bearing holder (37).f. Snap ring (32) facing seal
lining.g. O-ring (14) in groove of bearing holder (37).Apply ball bearing grease to the sealing lip of the seal ring.
Apply enough grease around theseal lining so the annular space
between the lip seal ring of the lining and the end piece (27)will
be filled with grease in final assembly. -
35
-
36
-
37
5.2.8 Disassembly Feed End
The procedure for disassembling the feed end of the rotating
assembly is as follows.Refer to Figure 221. Remove the screws (64) holding the end piece (67) to the
bowl. The endpiece is removed from the bowl by screwing two of the
removed screws intothe screw plug (65) threads and backing off the
end piece. Care should betaken to protect the roller bearing (54)
and the lip seal rings (30/35).2. Remove the round nut (85) with pin spanner shown in Figure
23. Remove theV-belt pulley (82). The puller, shown in Figure 24,
may be needed to removepulley.3. Loosen the labyrinth ring (79) and screws (80). Remove the
inner labyrinthring (10) and labyrinth ring (79) by hand. -
38
4. Remove the fat valve disc (17), spacing ring (75), ball
bearing (77) andspacing sleeve (81) with puller as shown in Figure
25. The claws of the pullershould rest against the bearing removal
tool (P/N: 96-01-035). Difficulty inremoving these parts indicates
the spacing sleeve (81) has seized. If so, pullspacing sleeve off
by inserting the puller claws in the groove of the
spacingsleeve.5. To remove the needle bearing inner race (54) use the puller
tool as discussedin Section 5.2.3. The snap ring (59), and lock
ring (60) need removal forneedle bearing inner race removal.5.2.9 Assembly Feed End
Assemble the parts in sequence as shown in Figure 22. Observe
the following whenassembling.1. Apply ball bearing grease to the sealing lip of the lip seal
ring (30).2. Install needle bearing inner race by heating as
described in Section5.2.4.3. Heat pillow block ball bearings (77) in oil before
installing on the endpiece pivot. Lubricate the ball bearings with grease. See Figure
3.25.2.10 Disassembly Small Conveyor Bearing
The procedure for dismantling the small conveyor bearing is as
follows. Refer toFigure 22. -
39
1. Remove screws (58). Remove the tapered lock ring (57).2.
Using the jack screws (P/N: 96-01-011) ease out the ejector disc
(52).3. If necessary the protecting tube (50) can be removed. Inspect
partscarefully and replace if necessary.5.2.11 Assembly Small Conveyor Bearing
The procedure for assembling the small conveyor bearing is as
follows.Refer to Figure 22.1. If the protecting tube (50) was removed, a new o-ring (49)
should beinstalled. Apply grease on the o-ring before
installation.2. Install the ejector disc (52) observing alignment of pin on
flange ofprotected tube (50).3. Install shims (53) the number and thickness as those
removed.4. Install the bearing outer race (54).5. Apply grease on
o-ring (33). Install o-ring in the groove of the bearingcavity of the conveyor.6. Install a new lip seal ring (35) in
the seal lining (56). Check thatsealing lip is turned the correct way.7. Install the seal lining
(56) by pressing it evenly into its seat. The seallining should be pressed in straight to prevent damage to the
o-ring.Use drift tool (P/N: 96-01-027) to press seal lining into
conveyor. SeeFigure 27. -
40
8. Install the lock ring (57).9. Apply grease to the sealing lip
of the lip seal ring. Apply enoughgrease to entirely fill the annular space between the lip seal
ring andend piece when assembled.5.3 Bowl
5.3.1 Level Regulating Disc (Overflow dams)
The level regulating discs are shown in Figure 28. The discs are
mounted tothe end piece by three screws. In the 414, discs are used
to give a pool radiusof 4.52 inch (115 mm) or 4.92 inch (125 mm)
and are so marked. -
41
5.3.2 Solids Discharge Bushings
The discharge bushings should be replaced before wear is allowed
on the bowl. Toremove discharge bushings use a soft drift and a
hammer to tap out as shown inFigure 29.Replace bushings in pairs only. Replace the defective bushings
and the one oppositeit.To install discharge bushings, clean outer surface of new
bushings and inner surfaceseats of the bowl. Apply a thin layer of
loctite 270 to the surface of the dischargebushings. Insert
bushings into the seat and turn until the loctite is
uniformlydistributed. Press bushing tightly into place. Handling
strength is obtained after 20minutes and maximum strength after 3
hours. Refer to Figure 30 for installation. -
42
5.4 Conveyor
5.4.1 Shimming
When installing a new conveyor in a bowl it is necessary to
obtain the correctclearance between the edge of the conveyor
flights and the bowl, in the conical end.It is also necessary to
obtain the correct axial clearance between the bowl and
theconveyor. This is done by the use of shims or adjusting rings
inside the bearingcavity in each end of the conveyor. When bearings
and/or seals are changed in aconveyor, the existing shims should be
reused. If these shims have been damaged inany way, the same size
and number of new shims should be used. See Diagram 9
fordetermining the shims required.5.4.2 Installation
1. Bolt the small end piece, Item 67, Figure 22 to the bowl.2.
Insert the conveyor into the bowl, taking care as the protector
tubeslides through the end piece.3. Bolt the large end piece, Item
27, Figure 16, to the bowl. If thegearbox flange, Item 5, Figure 16, has been removed, proceed
asfollows. -
43
a. Clean any dirt and grease from the mating surfaces of the
largeend piece and the flange. Remove any residual Loctite fromthe
splined surfaces of the end piece and the flange.b. Apply an even coat of Loctite 225/222 on the end piece
splines.Install the flange on the end piece.c. Install lockwasher, Item 2, and the round nut, Item 1,
Figure16.NOTE: The flange face that bolts to the gearbox must run true
toprevent any gearbox runout.Section 6: Diagrams and Parts Lists
1. 518 Centrifuge2. Bowl Assembly3. Gearbox End Assembly4. Feed
End Assembly5. G.S. Coupling6. Frame7. Vessel8. Conveyor9. Shim
Selection10. 350 KPM Gearbox11. Electrical Assembly12. Electrical
Wiring Diagram13. Electrical Cabling14. Electrical Schematic
Diagram15. Feed Pump Electrical Diagram (Typical)16. Special
Tools -
44
Diagram 1 (518 Centrifuge)
-
45
IndexNo.
SwacoPart No.
Description Qty.
76 65-92-328 Terminal Wire 1/0 AWG Ring 287 80-73-868 Strap,
Braided Scotch 2124 13-05-393 Nut, Lock Cad Plt. 1/2″-13 4165
96-10-032 Skid 518 Centrifuge 1166 96-10-034 Guard, Belt, Feed Tube
End 1167 96-10-035 Guard, Belt, Backdrive End 1168 96-10-379 Guard,
Gearbox 1169 05-30-117 Bushing 1-3/8″ Bore 1170 05-79-096 Sheave
1171 31-05-265 Coupling, Drive, Gyrol Size 11.5 1172 96-10-414 Step
Sheave, Motor (4-3V-10.6/4-3V-8.0) 196-10-417 Step Sheave, Motor (4-3V-12.3/4-3V-9.6) 1173 96-10-394
Motor Mount Base 25 Hp 1174 96-10-395 Motor Mount Base 7-1/2 Hp
1175 50-30-089 Ell, Galv.,2″ NPT x 1-1/2″ NPT 1176 96-10-104
Bracket, Limit Switch 1177 12-20-061 Stud, 3/4″ x 10 NC x 5-1/2″
GR. 8 1178 13-05-015 Nut, Hex Blk. 3/4″ x 10 NC 2H 8179 58-59-347
Mount, Shock 4180 58-95-175 Washer, Head 4-1/4″ O.D. 4181 58-95-176
Washer, Tail 3″ O.D. 4182 05-06-114 Belt, 3V-850 Main Drive 4183
05-06-126 Belt, 3V-1000 Backdrive 2184 05-06-119 Belt, 3V-900 Main
Drive 4185 96-10-429 Feed Tube, Standard 1186 96-50-350 Decal
Warning, Shipping 2187 84-20-207 Decal Swaco 3188 96-50-345 Decal
(Caution), Belt Guards 2189 96-50-363 Decal Wiring Hookup 414/518
1190 96-50-361 Decal Sheave Speed Change 1191 96-50-344 Decal
(Caution), On Cover 1192 13-45-092 Washer, Flat Cad. Plt. 5/8″193
13-45-088 Washer, Flat Cad Plt. 3/8″ 56194 13-45-090 Washer, Flat
Cad Plt. 1/2″ 4195 13-45-087 Washer, Flat Cad Plt. 5/16″ 2196
13-45-086 Washer, Flat Cad Plt. 1/4″ 2197 13-45-389 Washer, Lock
Cad Plt. 1/4″ 6198 13-45-212 Washer, Lock Cad Plt. 3/8″ 10199
13-05-571 Nut, Hex Cad Plt. 1/4″-20 2200 13-05-391 Nut, Lock Cad
Plt. 3/8″-16 30Diagram 1 (414 Centrifuge Parts List)
-
46
IndexNo.
SwacoPart No.
Description Qty.
202 13-05-395 Nut, Lock Cad Plt. 5/8″-16 10203 14-54-003 Screw,
Hex Head Cap Cad Plt. 1/4″-20 x 5/8″ 10204 14-07-054 Screw, Hex
Head Cap Cad Plt. 1/4″-20 x 1″ 6205 14-07-086 Screw, Hex Head Cap
Cad Plt. 3/8″-16 x 1-3/4″» 8206 14-07-066 Screw, Hex Head Cap Cad
Plt. 5/16″-18 x 3/4″ 2207 84-01-447 Screw, Hex Head Cap Cad Plt. 10
mm x 30 mm 6208 14-07-140 Screw, Hex Head Cap Cad Plt. 5/8″-11 x
2-1/4″ 6210 13-05-039 Nut, Hex Cad Plt. 1/2″-13 4211 13-05-037 Nut,
Hex Cad Plt 3/8″-16 4212 13-45-342 Washer, Lock Cad Plt. 1/2″ 4213
13-45-345 Washer, Lock Cad Plt. 3/4″ 8214 13-45-344 Washer, Lock
Cad Plt. 5/8″ 4215 96-50-367 Plate, Rotation Indicator 1220
69-12-050 Motor, 230/460V 60C 25 Hp 1750 rpm 169-20-023 Motor, 575V 60 Hz 25 Hp 1450 rpm 169-05-126 Motor,
190/380V 50 Hz 25 Hp 1450 rpm 1223 75-79-569 Switch, Vibration, Main Reset Robertshaw 365 D 0
1224 75-69-011 Switch, Limit x Plsn Proff #LSXA3K 1231 96-09-252
Box Hr Meter w/ Mounting Posts 1232 24-80-050 Meter, Elapsed Time,
60-260V (AC-DC) 124-80-063 Meter, Elapsed Time, 120V 50 Hz 1235 96-12-018 Motor,
230/460V 60C 7.5 Hp 1750 rpm 169-20-010 Motor 575 60 Hz 7.5 Hp 1750 rpm 169-05-029 Motor
190/380V 50 Hz 7.5 Hp 1450 rpm 1Diagram 1 (518 Centrifuge Parts List)
-
47
Diagram 2 (518 Centrifuge Bowl Assembly)
-
48
IndexNo.
SwacoPart No.
Description Qty.
11 28-40-015 Grease Fitting 225 96-10-392 Cleaning Plug 226
84-01-324 O-ring 227 96-10-149 Large End Piece 128 84-01-360 Screw
429 84-01-462 SHCS, SS M6 x 12 mm 1651 84-01-350 Pin 358 84-01-452
SHCS, SS M6 x 12 mm 1262 84-01-372 Pin, Dowel, SS, 6 x 10 mm 164
84-01-458 SHCS, SS, M10 x 25 mm 865 84-01-357 SHSS, SS, M10 x 16 mm
267 96-10-142 Small End Piece 168 96-10-316 Bushing 183 84-01-269
Key 186 96-10-319 Discharge Bushing 1688* 96-10-249 Overflow Dam
115m 489 96-10-309 Bowl Section, Cylindrical 190 84-01-460 SHCS,
SS, M10 x 40 mm 4891 96-10-307 Bowl Section, Conical 192 14-93-335
SHCS, SS, M8 x 25 mm 1Diagram 2 (518ntrifuge Bowl Assembly Parts List)
* = 96-10-248 Overflow Dam 125 mm (SPECIAL ORDER)
-
49
Diagram 3 (518ntrifuge Gearbox End Assembly)
-
50
IndexNo.
SwacoPart No.
Description Qty.
1 84-01-298 Round Nut 80 mm 12 84-01-870 Lock Washer 80 mm 13
96-10-315 Bushing 14 84-01-370 Pin, Grooved 5/16 x 1 inch 15
96-10-148 Flange 16 84-01-972 SHCS, SS, M16 x 30 mm 6*7 84-01-964
SHSS, SS, M12 x 15 mm 38 84-01-520 SHCS, M12 x 90 mm 49 96-10-431
Washer Spacer 410 96-10-399 Ring Labyrinth 1*11 28-40-015 Grease
Fitting 212 96-10-145 Bearing Housing 113 84-01-034 Cylindrical
Roller Bearing SKF NU 1020 M/C3 114 84-01-336 O-ring 115 96-10-403
Spacer Ring 116 84-01-322 Lip Seal Ring 217 96-10-354 Fat Valve
Disc 120 96-10-398 Guard Ring 121 96-10-352 Deflector 123 84-01-310
O-ring 125 96-10-392 Cleansing Plug 226 84-01-324 O-ring 227
96-10-149 End Piece 128 84-01-360 SHSS,, SS, M10 x 25 mm 429
84-01-462 SHCS, SS, M10 x 45 mm 1630 84-01-443 Lip Seal Ring 131
84-01-031 Cylindrical Roller Bearing SKF NU 216 132 84-01-433 Snap
Ring 133 84-01-421 O-ring 134 96-10-411 Seal Lining 135 84-01-405
Lip Seal Ring 136 84-01-991 SHSS, SS, M10 x 12 mm 237 96-10-377
Bearing Holder 138 84-01-454 SHSS, SS, M8 x 20 mm 640 84-01-431
Snap Ring 141 96-10-406 Thrust Ring 142 84-01-023 Ball Bearing SK
7316B 143 96-10-378 Ball Bearing Holder 1Diagram 3 (518 Centrifuge Gearbox End Assembly Parts List)
-
51
IndexNo.
SwacoPart No.
Description Qty.
44a 96-10-418 Shim 144b 96-10-421 Shim 145 84-01-374 Pin 446
96-10-359 Ejector Disc 147 84-01-968 SHCS, SS, M6 x 40 mm 369
84-01-476 SHCS , SS, M5 x 8 mm 1 -
52
Diagram 4 (518 Centrifuge Feed End Assembly)
-
53
IndexNo.
SwacoPart No.
Description Qty.
8 84-01-520 SHCS, M12 x 90 mm 49 96-10-431 Washer Spacer 410
96-10-399 Ring Labyrinth 111 28-40-015 Grease Fitting 214 84-01-336
O-ring 116 84-01-322 Lip Seal Ring 117 96-10-354 Fat Valve Disc 120
96-10-398 Guard Ring 123 84-01-310 O-ring 130 84-01-443 Lip Seal
Ring 133 84-01-421 O-ring 235 84-01-405 Lip Seal Ring 149 84-01-332
O-ring 150 96-10-380 Protecting Tube 151 84-01-350 Pin 152
96-10-360 Ejector Disc 153a 96-10-419 Shim 153b 96-10-420 Shim 154
84-01-027 Needle Bearing INA 85/26 156 96-10-410 Seal Lining 157
96-10-345 Lock Ring 158 84-01-452 SHCS, SS, M6 x 12 mm 859
84-01-429 Snap Ring 160 96-10-401 Lock Ring 162 84-01-372 Pin 164
84-01-458 SHCS, SS, m10 x 25 mm 865 84-01-357 SHSS, SS, M10 x 16 mm
266 84-01-993 Screw, Drive 267 96-10-142 End Piece w/Bushing 168
96-10-316 Bushing 169 84-01-476 SHSS, SS, M5 x 8 mm 270 96-10-351
Deflector 175 96-10-405 Spacing Ring 177 84-01-020 Ball Bearing SKF
6218 M/C4 178 96-10-144 Bearing Housing 179 96-10-400 Ring
Labyrinth 181 96-10-425 Spacing Sleeve 182 96-10-416 Step Sheave
(4-3V-5.6/4-3V-7.4) 1Diagram 4 (518 Centrifuge Feed End Assembly Parts List)
-
54
IndexNo.
SwacoPart No.
Description Qty.
83 84-01-269 Key 184 84-01-860 Lock Washer 90 mm 185 84-01-300
Round Nut 90 mm 187 84-01-371 Dowel , SS, M5 x 18 mm 1Diagram 4 (518 Centrifuge Feed End Assembly Parts List)
-
55
Diagram 5 (518 Centrifuge G.S. Coupling 350 KPM Gearbox)
-
56
IndexNo.
SwacoPart No.
Description Qty.
93 84-01-970 SHCS, BLK, M8 x 20 mm 594 96-10-430 Washer 195
96-10-357 Driver 196 96-10-140 Coupling Assy. 197 84-01-884 Washer
1198 84-01-891 Clamp Ring 1*99 96-10-334 Spring Washer 1100
96-10-408 Screw 3101 84-01-428 Snap Ring 1102 84-01-036 Ball
Bearing 2103 96-10-369 Ring Spacer 1104 96-10-415 Sheave 1105
96-10-365 Adapter Sheave 1106 84-01-369 Pin 1107 96-10-130 Gearbox
1108 84-01-485 SHCS, SS, M8 x 30 mm 4* Refer to Section 3.6.3 for quantity used.
Diagram 5 (518 Centrifuge G.S. Coupling 350 KPM Gearbox Parts
List) -
57
Diagram 6 (518 Centrifuge Frame)
-
58
IndexNo.
SwacoPart No.
Description Qty.
8 84-01-520 SHCS, BLK., M12 x 90 mm 89 96-10-431 Washer Spacer
811 28-40-015 Grease Fitting 112 96-10-145 Bearing Housing 173
96-10-304 Frame 178 96-10-144 Bearing Housing 1110 96-10-384
Conical Pin 2111 84-01-292 Nut Hex Plt. M12 2112 84-01-466 SHCS,
PLT., M16 x 65 mm 4113 84-01-872 Clamping Washer 1114 96-10-312
Welded Bracket 1115 14-07-529 SHCS, SS, 1/2-13 NC x 2-3/4 4163
84-01-447 SHCS, SS, M10 x 30 mm 6164 96-10-383 Pin 2Diagram 6 (518 Centrifuge Frame Parts List)
-
59
Diagram 7 (518 Centrifuge Vessel)
-
60
IndexNo.
SwacoPart No.
Description Qty.
116 96-10-372 Gasket 1117 84-01-350 Pin 2118 84-01-464 SHCS,
PLT., M12 x 35 mm 4119a119b96-10-107 Vessel 1
120 14-07-467 SHCS, SS, 5/8-13 x 2-3/4 4121 84-01-464 SHCS, SS,
M12 x 35 mm 4122 96-10-396 Protecting Cover 1123 96-10-385 Hinge
Pin 2124 13-05-404 Nut Lock SS 5/8-13 NC 4Diagram 7 (518 Centrifuge Vessel Parts List)
-
61
Diagram 8 (518 Centrifuge Conveyor)
-
62
IndexNo.
SwacoPart No.
Description Qty.
125 96-10-338 518 Conveyor (110 mm) 1
Diagram 8 (518 Centrifuge Conveyor Parts List)
-
63
Diagram 9 (518 Centrifuge, Method for determing adjusting
shims) -
64
Table 1Difference
(a-b) mm In. Qty. Part No. Tmm
11.0-11.9 .43-.47 012.0-12.9 .47-.51 1 96-10-418 113.0-13.9
.51-.55 1 96-10-421 214.0-14.9 .55-.59 1 96-10-4181 96-10-421 315.0-15.9 .59-.63 2 96-10-422 4
Table 2Difference
(9.4 + d)-e mm(.370 + d)-e In.
Mm In.
Qty. Part No. Tmm
0-0.4 0-.016 1 96-10-419 10.5-0.9 .02-.035 1 96-10-420
1.51.0-1.4 .04-.06 2 96-10-419 21 96-10-4191.5-1.9 .06-.075 1 96-10-420 2.5
Table 3 Shim Thickness
Gearbox end of conveyor Part No. Tmm
96-10-418 196-10-421 2
96-10-419 1Feed End of Conveyor
96-10-420 1.5
Adjustment of space between conical part of bowl and conveyor
and axial clearance betweenbowl and conveyor.1. In addition to normal procedure when changing conveyor,
remove the small endpiece.2. Place the conveyor in the bowl shell so that it touches the
cone.3. Measure the distances a,b,d and e as shown in Diagram 9.4.
Calculate the difference a-b and find in Table 1 the adjusting shim
or shims to beplaced at position T between the conveyor big end bore and the
bearing arrangementto give the right space.5. Calculate the difference (9.4 + d) — e mm and find in Table 2
the adjusting shim orshims to be placed at position (t) between the
conveyor small end bore and thebearing arrangement to give the
right axial space between conveyor and bowl.Diagram 9 (518 Centrifuge Method for determing adjusting
shims) -
65
Diagram 10 (518 Centrifuge 350 KPM Gearbox)
-
66
IndexNo.
SwacoPart No.
Description Qty.
108 96-10-366 Grease Nipple (Nave) 1126 84-01-485 SHCS, SS, M8 x
33 mm 4127 84-01-404 Ring Seal 1128 84-01-408 Ring Snap 2129
84-01-052 Bearing, Ball SKF 6005 2RS 1130 96-10-434 Wheel, Sun
Small 1131 96-10-343 Cover, Sun Wheel End 1132 84-01-325 O-ring
1133 84-01-335 O-ring, Cover 2134 96-10-374 Holder, Gear Pivot,
Gear #1 1135 96-10-432 Wheel, Planetary 4136 96-10-317 Bushing,
Bronze Gear, Gear #1 4137 96-10-388 Pivot, Planetary Gear #1 4138
96-10-375 Holder, Gear #1 1139 96-10-038 Bearing, Ball SKF 16003
1140 96-10-382 Housing, 350 KPM Gearbox 1141 96-10-393 Plug, w/
Magnet 2142 90-60-279 Seal, Plug 2143 84-01-454 SHCS, M8 x 20 mm
10144 84-01-461 SHCS, M6 x 16 mm 56145 84-01-024 Bearing, Ball SKF
16012 1146 84-01-966 SHSS, M8 x 10 mm 4147 84-01-048 Bearing, Ball
Gear #11 1148 96-10-376 Holder, Pivot Gear #11 1150 96-10-433
Wheel, Planetary Gear #11 3151 96-10-318 Bushing, Bronze Gear, Gear
#11 3152 96-10-389 Pivot, Gear #11 3153 84-01-046 Bearing, Ball SKF
16004 1154 96-10-373 Holder, Gear #11 1156 84-01-333 O-ring 1157
96-10-342 Cover, Drive Shaft End 1160 84-01-485 SHCS, M8 x 30 mm
10161 84-01-025 Bearing, Ball SKF 16017 1162 96-10-412 Shaft, Drive
1Diagram 10 (518 Centrifuge 350 KPM Gearbox Parts List)
-
67
Diagram 11 (518 Centrifuge Electrical Assembly)
-
68
IndexNo.
SwacoPart No.
Description Qty.
216 96-10-362 Box, Curlee 1217 80-16-100 Drain, Breather 1/2″
NPT (Reference) 2218 79-06-215 Cable, 4/C 10 AWG Itt Surprenant
«Exane» TypeTC Armoured10
219 79-06-221 Cable, 3/C 14 AWG Itt Surprenant «Exane» TypeTC
Armoured12
220 69-12-050 Motor, 230/460V 60C 25 Hp 1750 rpm 169-20-023
Motor, 575V 60 Hz 25 Hp 1750 rpm 169-05-126 Motor, 190/380V 50 Hz
25 Hp 1450 rpm 1221 75-73-324 Switch, Pushbutton Start-stop (Reference) 1222
75-73-290 Actuator, Reset (Reference) 2223 75-79-569 Switch 1224
75-69-011 Switch, Limit Explosion Proof #LAXA3K 1225 93-89-007 Arm,
Roller Adjustable #LSZ-52KC 1226 65-60-161 Terminator Cable 10/4
Arm BICC 3/4 NPT 4227 65-60-059 Terminator Cable 14/3 ARM BICC 1/2
NPT 4228 65-60-275 Terminator Cable 6/4 ARM BICC 1-1/4 NPT 1229
31493 Seal 1″ EYS 3C-H 1230 30221 Nipple, Electrical 1″ X Close
2231 96-09-252 Box HR Meter w/mounting Posts 1232 24-80-050 Meter,
Elapsed Time, 60-260V (AC-DC) 124-80-063 Meter, Elapsed Time, 120V 50 Hz 1233 96-10-361 Box,
Curlee 1234 75-73-320 Switch, Push Button Start XPRF (Reference)
1235 69-12-018 Motor, 230/460V 60C 7.5 Hp 1750 rpm 169-20-010 Motor, 575V 60 Hz 7.5 Hp 1750 rpm 169-05-029 Motor,
190/380V 50 Hz 7.5 Hp 1450 rpm 1252 96-10-391 Lid (Hour Meter) 1
Diagram 11 (518 Centrifuge Electrical Assembly Parts List)
-
69
Diagram 12 (518 Centrifuge Wiring Diagram)
-
70
-
71
IndexNo.
Swaco PartNo.
Description Qty.
221 75-73-324 Switch, Push Button Start-Stop (Reference) 1222
75-73-290 Actuator, Reset (Reference) 2236 75-84-005 Starter,
Culter Hammer, AE16JNO 1237 69-45-198 Heater, Culter Hammer,
H2014-3 (Set of 3) 1238 96-10-047-01 Transformer Control Micron
196-10-047-04 Transformer Control Nicron 177-17-083 Transformer
Control 1239 75-19-600 Holer, Fuse 3 ph Buss #2809 1240 80-06-063
Channel, Mntg A-B #1492-N22 (5-5/8″ lg.) 1241 65-90-003 Block,
Terminal A-B #1492-CD211 11242 80-04-016 Barrier, End TB A-B
#1492-N16 1243 80-06-123 Clip, Retaining TB A-B # 1492-N16 2244
75-18-540 Fuse, 500V/25A #FNQ-25 3245 75-18-456 Fuse, Bussman
KTK-R-1 2246 75-18-458 Fuse, Bussman KTK-3 1247 80-53-636 Jumper,
Plug in TB A-B #1492-N3 6248 75-84-004 Starter, Cutler Hammer,
AE16ENO 1249 69-45-194 Heater, Culter Hammer, H2011-3 (Set of 3)
169-15-193 Heater Element Ch H2010 (Set of 3) 1250 80-71-379
Relay Timer Agastat #7022 A-H 1251 80-06-207 Contact, Aux., Culter
Hammer 4253 79-06-011 Wire, 14 awg Electric, Cu. THHN, Blk 600V CSA
12254 84-01-077 Wire, 10 awg Electric, Cu. THHN, Red 600V CSA 10255
79-06-012 Wire, 14 awg Electric, Cu. THHN, Blk 600V Solid,CSA30
256 65-92-010 Terminal, #14 awg, HLLGSWTH.
Blk-Spade#B241662F14
257 65-92-005 Terminal, Ring 10 awg 1/4 Stud, HLLSWTH 6258
80-06-130 Coil, Holding 120/60/50 Hz 45 mm 1259 80-06-131 Coil,
Holding 120/60/50 Hz 65 mm 180-06-050 Compound, Sealing C-H # CHICO-A 180-06-220 Compound,
Sealing Fiber C-H # CHICO-X 180-87-250 Tie, Cable, 1/16″ x 1-1/8″»
T&B #YT-542M 2080-87-050 Tape, Elec. Vinul 3/4″ x 66′ x 0.0085″
ThickScotch 881
39-95-197 Waterproofing Tape (Rubber) 1260 75-119-598 Holder
Fuse .10-30 amp 1 pole 1Diagram 12 (414 Centrifuge Wiring Diagram Parts List)
-
72
Diagram 13 (518 Centrifuge Cabling)
-
73
Diagram 14 (518 Centrifuge Electrical Schematic)
-
74
Diagram 15 (518 Centrifuge Typical Feed Pump Starter Electrical
Schematic) -
75
Diagram 16 (518 Centrifuge Special Tools)The following special
tools are needed to perform repair and maintenance on the518
Centrifuge -
76
Special Tools Continued
-
77
Section 7 Appendix
Appendix A Gyrol Fluid CouplingAppendix B Vibra SwitchAppendix C
Conveyor Wear RecordingAppendix C Jolly Couplings
Hydromechancial -
78
APPENDIX A
Gyrol Fluid Coupling
General Information
The Fluid drive model NGS Fluid Coupling is designed to be
installed as a completeunit on a standard NEMA-B motor shaft with a
Worthington Type QD Sheave,furnished by the customer, mounted on
the fluid coupling. The input shaft of thefluid coupling is
finished bored and keywayed to fit the motor shaft and the
stockbores are listed in the table.Oil is not supplied with the coupling. The oil capacity
indicated is the nominalamount required to fill the unit. Reference
should be made to 3.3 Maintenance ofFluid Couplings in the manual
for the correct oil fill angle and oil type for theCentrifuge.Installation Instructions
Note:Ensure that all parts are clean and serviceable. Lubricated
all screws, matingsurfaces, shafts and shaft hub tapers with oil
free from Molybdenum Disulfide.1. Ensure the motor shaft dimensions are correct to NEMA-B
Standard.2. Unscrew the socket set screws and remove the collar
from the input shaft.3. Locate the selected Type QD sheave on the
tapered hub of the Fluid drivefluid coupling. Fit and evenly tighten the three hex head set
screws and springwashers.4 Refit the collar on the input shaft and fit the three socket
set screws. Ensurethat the long screw is located in the input
shaft. -
79
-
80
5. Fit the stepped key supplied into the motor shaft and mount
the fluid couplingon the motor shaft, ensuring that the key and
shaft key are correctly aligned.6. Move the coupling along the motor shaft as far as it will go.
First tighten thelone set screw opposite the key on to the motor
shaft, then tighten the twoshort set screws alternately to close
input shaft evenly on to the motor shaft.General Dismantling/Assembly Notes
1. Dismantle and assemble the Fluid Drive Coupling in a clean,
dry area. Uselint-free rags for cleaning.2. Before assembly, ensure that all parts are clean and
serviceable. Lubricate allmating surfaces, screws, shafts and shaft
hub tapers with oil free fromMolybdenum Disulfide.3. If the fluid coupling is installed, ensure that the motor is
correctlydisconnected from the power source before removing the
coupling fordismantling.4. Loosen the three set screws in collar and withdraw fluid
coupling from motorshaft.5. Use a suitable container when draining oil from the
coupling.6. For those units not using lockwashers, apply Loctite
242 or equivalentanerobic locking adhesive to the bolt threads or the tappered
hole aftercleaning with industrial solvent. Tighten all bolts to
the torque valves given inthe installation instructions or torque
table.7. Always fit new gaskets and oil seals when reassembling the
unit. -
81
Unit Dismantling Instructions
1. Remove the filter plugs. Drain the oil from the coupling.2.
Fully unscrew the three socket set screws and remove the collar
from the inputshaft.3. Unscrew the three hex head set screws and spring
washers and remove thepulley sheave from the hub.4. Unscrew and remove the set screws
and spring washers from the hub flange.Remove the hub from the coupling, taking care to avoid damage to
the needleroller bearings and seal. Discard the gasket.5.. Remove the socket head cap screws and spring washers, and
remove the endcover. Discard the gasket.6. Remove the input shaft. Place a wrench or ring spanner over
the shaft washer,»hold» the shaft and unscrew the shaft screw.
Remove the shaft washerassembly. Fill the hole in the shaft with
good quality grease. Refit the shaftassembly, ensuring that the
pins fit in the matching holes in the shaft. Applyteflon sealer on
threads of the shaft screw and screw it back into the shaft.Place
the wrench or ring spanner over the shaft washer and «hold» the
shaft,then tighten the shaft screw so that the hydraulic pressure
releases the shafttaper. Remove the shaft screw and washer. Gently
tap the end of the shaftthought the ball bearing and remove the
shaft.7. Inspect and replace the ball bearing as necessary, using an
extractor towithdraw bearing from casing. A new sealing gasket must
be fitted behind theweir ring before re-assembly. The end cover
should compress the sealinggasket by a nominal 0.015 inches on
final assembly to seal off the weir ring.8. Extract circle clip from hub and remove the needle roller
bearing outer racecomplete for inspection. Inspect the needle
roller bearing inner race on theinput shaft and renew the complete
bearing as necessary.Unit Assembly Instructions
1. Insert a new oil seal into hub. Lightly coat seal lip with
oil to ease assemblyover input shaft. Press the needle roller
bearing into the housing, ensuringthat it is square to the bore.
Refit circle clip.2. Ensure that the inner race of the needle roller bearing is
correctly seatedagainst the shoulder of the input shaft. Feed the
shaft into the coupling untilthe shaft end just enters the ball
bearing. Do not overpress.3. Fit the shaft washer, taking care to locate the roll pins in
the matching holes inthe shaft end. Apply loctite 242 to the
threads and fit the shaft screw andtighten until the shaft taper
engages in the taper of the runner hub. Place awrench or ring
spanner over the shaft washer, «hold» the shaft and tighten
theshaft screw to the torque specified in table. Lightly coat oil
seal journal ofshaft with the oil to ease oil seal assembly. -
82
4. Fit new gasket to the end cover and assemble the cover into
casing spigot. Fitand evenly tighten the socket head cap screws and
spring washers.5. Fit a new gasket to the hub and feed the hub over the input
shaft taking care toavoid damage to the oil seal and needle roller
bearings. To prevent damage tothe seal lip, cover input shaft
keyway before assembly with masking tapeextending beyond the shaft
end and fold the free end back onto itself toprovide a «grip». Keep
the tape lightly tensioned as the oil seal is fed alongthe shaft
until it is located on the seal journal and the hub is correctly
locatedin the casing spigot, then carefully pull the tape from the
hub/input shaftassembly. Fit and evenly tighten the set screws and
spring washers.6. Mount the selected type QD sheave on the hub and secure with
the three hex.Head set screws and spring washers.7. Assemble the collar on to the input shaft, ensure that the
long socket set screwis located in the hole in the shaft with the
two short screws each side of thekeyway.Filling Instructions
Fluid drive couplings are shipped without oil and must be filled
after assembly andbefore operation as follows:1. Remove one filter plug.2. Turn the coupling by hand to bring
the plug hole to the 12 o’clock position,then turn the coupling back to bring the plug hole to the
recommended fillangle from T.D.C (See Section 3.3 Maintenance of
Fluid Couplings in thismanual), and add oil to bring level up to
plug hole.3. Ensure that the Dowty seal is in good condition and refit the
plug. Tightensecurely.DO NOT MIX OILS. CHECK LEVEL WHEN COLD
Maintenance Instructions
1. Checking tightness of bolts after the fluid coupling has been
in service for afew weeks, check that the screws in the collar,
pulley sheave, hub and bearinghousing are tight. If necessary,
tighten the cap screws to the specified torquevalves.2. Checking filling at intervals of about 12 months, check the
level of oil in thefluid coupling and, if necessary add oil to make
up the level.Add only the same grade oil as that used for the initial filling
of the couplings. -
83
-
84
IndexNo.
Swaco PartNo.
Description Qty.
1 Casing Weld Assembly 12 31-70-002 Bearing Ring 23 31-70-003
Ball Bearing 14 31-70-004 Shaft Washer 15 31-70-005 Roll Pin 16
31-70-006 Unbrako Screw 17 31-70-007 Safety Spring Washer 18
31-70-008 Hex Set Screw 119 31-70-009 Spring Washer 110* 31-70-010 Filler Plug 211* 31-70-011 Dowty Seal 312*
58-67-492 Fusible Plug 213* 31-70-013 Gasket 117 31-70-017 Shaft
Screw 618* 31-70-018 Gasket 129* 31-70-029 Copper Washer 130 Input
Shaft 131* 31-70-031 Needle Roller Brg. 332* 31-70-032 Oil Seal
1233 Hub 1037 31-70-037 End Cover 3038 31-70-038 Stepped Key 1451
31-70-053 Sealing Gasket 652 31-70-052 Weir Ring 153 31-70-052
Collar 154 Socket Set Screw 155 Socket Set Screw 156 Spring Washer
2057 Set Screws Hex Head 158 Circlip 1Note: 1. Items indicated by and asterisk (*) are recommended
spares.2. In addition to the model and size, the serial no. of the
coupling should bequoted when ordering spares.
-
85
APPENDIX B
Vibraswitch Sensitivity Adjustments; The model 365 VIBRASWITCH
is adjusted by asimple three-step procedure as describe below. In
making the adjustment, cover bolts shouldbe tight:1. With the equipment not running, back off the adjusting screw
counter-clockwise(CCW) to the stop and press reset button. Then
turn screw slowly clockwise untilactuation occurs. Actuation can be
heard as an audible «click». In very noisysurroundings, it may be
necessary to use a portable ohmmeter or wire the Vibaswitchto the
control circuit to tell when actuation occurs. This is the zero
vibration point, oractuating point with the machine not running.
(The location of this point depends onthe mounting position. It
will be zero for horizontal mounting. In other positions,loosen set
screws on pointer and set pointer at zero and lock set screws at
thisactuating point with no vibration, or use arbitrary reference
point determined above.)2. With machine running, back off adjusting screw one turn CCW
and reset. If it willnot reset, back screw off two turns CCW, etc.
Again turn screw slowly clockwiseuntil actuation occurs. The
difference between the two actuating points is the normalvibration
level in divisions. One dial division is 0.1 G’s in the standard
model or 0.15G’s in the «LS» or special models.3. Back off screw CCW from the last position in (2) to the
desired warning, or shutdownlevel. The exact amount must be
determined from experience. However, if greaterthan 100% safety
factor is required to prevent Vibraswitch actuation from
roughstartup or transient vibrations a Robertshaw time delay
control unit should be used toobtain a reasonable amount of
equipment protections. Reset the Vibraswitch andconnect into the
control circuit.A typical setting is sketched below:
-
86
In the above example the normal running vibration is 4
divisions. This would be 0.4 G’s inthe «LS» (Low Sensitivity) or
special units. Here a 50% safety factor or two dial divisionshave
been added for the shutdown or alarm point. -
87
APPENDIX C
-
88
The scrapping edge of the conveyor is subjected to wear when the
conveyor transports thesolids towards the narrow drum end. The wear
rate depends on the size and type of thesolids. The wear will
reduce the transporting capacity and thus the separating results. A
faradvanced wear i.e. radially .250 mm (6.4 mm) or more will also
cause high repair costs. It isnecessary, therefore, to check the
wear regular and observe how rapidly it progresses.Normally the heaviest wear of the scraping edge occurs in the
zone where the conical andcylindrical parts of the drum meet. It is
possible to measure the wear in this zone withoutdismantling the
drum. In the flange of the conical part of the jacket there is a
hole (pluggedwith a screw) through which the measuring can be done
by means of a slide calipers. Seebelow.The measurements should be recorded in a diagram, a number which
is enclosed with thisdescription. Effect a first measuring
(distance D — see below) before running a new machineor a new
conveyor the first time. Insert the numerical value in the square
above the diagram.Then measure the wear (i.e. the actual D — value
reduced by the first measured D — value)every 100th hour of
operation. Plot the value in Diagram 1.As a rule the wear rate can be established after 3-4 times. If
the wear is heavy, i.e. .039 in (1mm) or more after 400 hours of
operation, continue the measurings every 100th hours ofoperation
and plot the values in Diagram 1. Otherwise extend the intervals to
500-1000hours of operation and use Diagram 2.Whenever a new or rebuilt conveyor is installed the above
procedure should be followed.(Extra diagrams are included and
machine serial numbers should be marked on each diagram. -
89
Measure distance D by means of a slide calipers.
1. After first measuring of a new machine or a new conveyor,
insert thenumerical value in the square above the diagrams.2. After subsequent measurings. Calculate the wear and plot it
in one of thediagrams.Note: The slide calipers must always face in the same direction
when measuring.Lubricate the threads of the screw with castor oil or ball
bearing grease. Tighten the screw.Tighten torque: 22 Nm (2.2
kpm). -
90
-
91
-
92
APPENDIX D
-
93
-
94
-
95
-
96
-
97
-
98
-
99
-
100
-
101
-
102
-
103
-
104
-
105
Контакты представительства в Санкт-Петербурге
Адрес:
г. Санкт-Петербург, ул. Громова, д.4, оф. 217
Телефон:
8 (812) 982-07-80
Email / Почта:
info@nest78.ru
График работы:
пн-пт с 09:00 до 17:00
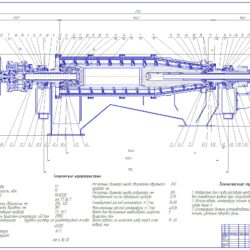
Институт нефти и газа сибирского федерального университета.
Кафедра машины и оборудование нефтяных и газовых промыслов.
Дисциплина «Машины и оборудование нефтяных и газовых промыслов»
Сборочный чертеж
Сборочный чертеж центрифуги для очистки бурового раствора MI-Swaco CD518HV формат А1, спецификация.
Состав: Центрифуга MI-Swaco CD518HV (СБ), Спецификация. ![]()
Софт: КОМПАС-3D 13
Файлы:
-
Каталог
-
Промышленность
-
Нефть и Газ
- Центрифуга MI-Swaco CD518HV
Центрифуга MI-Swaco CD518HV/СпецификацияСБ.spw
Центрифуга MI-Swaco CD518HV/Чертеж СБ.cdw
Центрифуга MI-Swaco CD518HV
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться
и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы