Содержание
- Руководство по эксплуатации разводного устройства
- Руководство по эксплуатации
- разводного устройства
- РАЗВОДКА
- ИНСТРУКЦИЯ ПО РАЗВОДКЕ
- Как настроить разводной станок для ленточных пил
- Процедура развода и заточки пилы
- Промышленное оборудование
- Особенности настройки
- В цикле статей о ленточном пилении мы уже рассказывали о проблеме правильной наладки процесса пиления, давали подробные рекомендации по приобретению станков для распиловки бревен, ленточно-делительных станков для производства погонажа или ленточнопильных станков для мебельного предприятия. Также мы подробно рассказали о новом способе заточки ленточных пил. В данной статье мы рассмотрим вторую часть подготовки ленточной пилы к работе − процесс разводки ее зубьев.
- Коварные волны
- Дело не в заточнике
- Хороший станок − залог успеха
- Четыре варианта на выбор
- Новый станок − исправляем неточности изготовления
Руководство по эксплуатации разводного устройства

Руководство по эксплуатации
разводного устройства
РАЗВОДКА
Целью разводки зубьев полотна является создание зазора для полотна в пропиле.
Другими словами — уменьшить трение между деревом и полотном так, чтобы полотно проходило по пропилу без перегревания.
Величина развода определяется с учетом свойств распиливаемой древесины. Для мягкой и волокнистой древесины требуется больший развод, а для твердой и мерзлой древесины мягких сортов — меньше.
Развод осуществляется путем изгиба зубьев в стороны на разводном станке. Развод производится как можно ближе к вершинам зубьев — примерно, на 1/3 высоты зуба. Иначе при пилении зубья могут вернуться в первоначальное положение

Все зубья надо разводить в меру и точно одинаково в каждую сторону. От этого зависит чистота поверхности пиломатериала.
Величина развода определяется с учетом свойств распиливаемой древесины. Для мягкой и волокнистой древесины требуется больший развод — половина толщины полотна, например 0,4-0,6мм при толщине полотна 1,2мм. Для твердой и мерзлой древесины развод должен быть равен 1/4 части толщины полотна, или 0,3 мм при толщине полотна 1,2мм.
Рекомендуем оставлять каждый 3-й зуб прямым. Он очищает пропил и служит в нем направляющим для полотна.
Слишком большой развод может быть причиной перегрузки, высокого расхода энергии и низкого качества пропила, а малый развод может вызвать высокое трение и перегрев полотна.
ИНСТРУКЦИЯ ПО РАЗВОДКЕ
1 .Установить полотно на разводной станок.
2. С помощью домкратов (поз. 5) выставить полотно так, чтобы зубья выступали над основанием (рис. 1) на 1/3 зуба.
 Рис. 1
Рис. 1
Зафиксировать домкраты стопорными гайками.
3. Настроить пуансон (2) на нужную высоту, т. е. на предполагаемую точку давления (А), примерно половина выступающей части зуба (рис. 2). Для этого ослабить винт (1) и путем поворота выставить наконечник пуансона (2) на нужную высоту. Это положение закрепить винтом.

Для удобства развода наконечник пуансона( 2) должен не доходить до края втулки ( 3 ) на 1мм и ни в коем случае не выступать за него.
Внимание! При настройке и дальнейшей разводке полотно обязательно должно лежать на домкратах (5), а для этого все опоры и домкраты должны находиться в одной горизонтальной плоскости.
4. Настроить индикатор так, чтобы зуб попадал на наконечник и не соскальзывал с него при разводе.
Выставить наконечник индикатора (см. рис. 3) за основание на 0,1мм и зафиксировать винтом, при этом важно не передавить шейку индикатора.

5.Поджать полотно втулкой (но не пуансоном ) на прямом зубе и выставить ноль на индикаторе.
6. Выставить полотно так, чтобы наконечник пуансона давил в точку А и слегка прижав полотно втулкой (3) к основанию (4) .
Установить левый вспомогательный рычаг (рис. 4). Для этого нужно сначала ослабить болт крепления рычага, затем установить палец рычага в основание зуба и закрепить болт.

7. Рычагом ( 7 ) осуществить давление вперед, приложив значительное усилие. Значение индикатора при разводе, например 0,6мм, необходимо довести до 0,8-0,9мм, так как зуб сыграет обратно 0,3мм.
8. После развода проверить разведенный зуб, слегка поджав его втулкой (3) (но не пуансоном).
9. Переместить полотно на 3 щелчка рычага, застопорить в нужном положение и произвести развод следующего зуба и так всю сторону полотна.
10. Вывернуть полотно.
11. Произвести аналогичные операции, разводя зубья в другую сторону, при этом использовать правый рычаг.
Источник
Как настроить разводной станок для ленточных пил
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов. Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго. Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
- От правильности проведения заточки и развода зависит эффективность работы оборудования. Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.
- Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра. Столь высокая точность позволяет упростить пиление, сделать его более плавным.
- В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
- Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
- Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
- Существует и несколько типов самой пилы. При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
- Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
- Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
- Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя. От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции. Если рассмотреть несколько моделей рассматриваемого оборудования, то можно уделить внимание на то, что оно конструктивно оно существенно отличается. Некоторые компактные, другие имеют большие блоки управления.
Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В цикле статей о ленточном пилении мы уже рассказывали о проблеме правильной наладки процесса пиления, давали подробные рекомендации по приобретению станков для распиловки бревен, ленточно-делительных станков для производства погонажа или ленточнопильных станков для мебельного предприятия. Также мы подробно рассказали о новом способе заточки ленточных пил. В данной статье мы рассмотрим вторую часть подготовки ленточной пилы к работе − процесс разводки ее зубьев.
Разводка зубьев ленточной пилы, несмотря на кажущуюся простоту, оказывается самым тяжелым процессом, так как после окончания развода точность его невозможно проверить по внешнему виду пилы, а от того, насколько точно он выполнен, в основном зависит качество поверхности пиломатериала.
Побывав на очень многих пилорамах, могу уверенно сказать, что больше 90% волны при пилении возникают именно из-за некачественной разводки. Неравномерный (прыгающий) развод зубьев, развод зубьев не по ломаной, а по радиусу или ниже 4 мм от вершины зуба, развод с неодинаковым значением на обе стороны ленточной пилы или просто неправильно выбранная величина развода ведут к неустойчивости пилы в пропиле. Еще 5% приходятся на пиление затупившимися или изначально некачественно заточенными пилами, а оставшиеся 5% получаются при неправильных настройках пилорамы.
Коварные волны
Для начала необходимо опровергнуть почти всеобщее заблуждение, что ленточной пилой дерево пилить легко − это же не железо. На самом деле все как раз наоборот. При тех скоростях движения пилы на шкивах, такой большой подаче при распиле и существенных неравномерностях плотности самой древесины по всей длине бревна (сучки) пила может сохранять прямолинейное движение только при очень качественной подготовке.
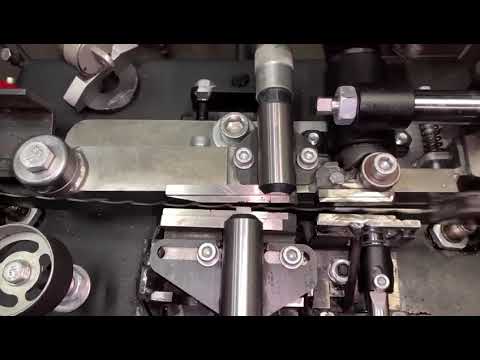
Часто наши клиенты, когда мы им показываем, как надо правильно разводить ленточную пилу, говорят, разве есть разница для пиления от того, насколько точно выполнен развод зубьев пилы − с допуском в одно деление индикатора, то есть ± 0,01 мм, или 10 делений индикатора, то есть ± 0,1 мм, ведь даже на глаз не видно разницы, значит, для пилы это тем более неважно. Только после того как мы им показывали в микроскопе величину притупления режущей кромки, при которой пила начинает терять устойчивость в пропиле, то есть волнить (рис. 1), они начинали понимать, что для глаза нет никакой разницы, а для качественного пиления разница очень даже большая. Нами это было неоднократно проверено на разных пилорамах. Независимо от времени работы или распиленного объема пиловочника, ленточная пила снималась с пилорамы при первом появлении волны. Везде получались примерно одинаковые результаты. Минимальное притупление даже части режущих кромок зубьев пилы всего лишь на 0,05-0,07 мм, что равносильно уменьшению развода на пять-семь делений индикатора, уже приводит даже на средних подачах к образованию волны. Те же, кто работал на ленточных станках, распиливающих металл, прекрасно знают, что круглый прокат, особенно сталь 3, можно распилить пилой, у которой режущие кромки просто снесены.
Дело не в заточнике
Хороший разводной станок − это чисто техническая проблема. Кажущийся простой внешний вид станка вводит в заблуждение многих производителей. Они думают, что его очень легко можно сделать. Когда смотришь на те станки, которыми пытаются разводить свои ленточные пилы заточники на местах, создается впечатление, что практически все их изготовители абсолютно не понимают, как, собственно, станок должен работать, и стремятся по максимуму упростить его конструкцию, а соответственно для лучшей продажи, и уменьшить цену. А проблему, заключающуюся в том, что правильно разводить такими разводными не получается, объясняют тем, что надо искать хорошего заточника. Но дело здесь, как и с заточными станками, не в хорошем или плохом заточнике, а в том, что такими разводными нельзя хорошо развести пилу в принципе. Весь механизм болтается, некоторые основные части станка просто отсутствуют, параллельности и перпендикулярности торцов упоров и плоскостей пластин не соблюдаются, тело пилы хорошо зажать невозможно. Таким образом, вместо развода зуба вы получаете эффект «качелей». Толкатель давит на зуб, но вместо отклонения зуба начинает выгибаться тело ленточной пилы (это выгибание будет всего лишь 0,3-0,7 мм, редко больше, совсем незаметное на глаз), причем выгибаться тело будет при каждом нажатии по-разному, а значит, все зубья будут отгибаться при вроде бы одинаковых значениях индикатора на абсолютно непредсказуемую величину.
При повторном нажатии на рычаг для проверки полученного развода разница значений на индикаторе может достигать десяти и более единиц от необходимого значения. Это при условии, что ленточная пила будет хорошо пилить только при разнице развода в две единицы на всех зубьях. При разнице развода некоторых зубьев до пяти единиц пила начнет пилить нормально, но быстро заволнит, так как часть зубьев уже почти не участвуют в процессе пиления. При разнице развода некоторых зубьев свыше пяти единиц в большую сторону вы уже увидите отчетливые риски на поверхности пиломатериала, что ухудшает товарный вид продукции и соответственно его цену. Блок таких зубьев, расположенных рядом, может уводить пилу на сучках с образованием волны, что еще больше ухудшает качество получаемой продукции. При разнице развода некоторых зубьев больше пяти единиц в меньшую сторону часть зубьев перестанет работать совсем, увеличивая нагрузку на соседние зубья. Это особенно опасно, когда недоразведены сразу несколько зубьев подряд. Тогда следующий за таким блоком зуб будет постоянно испытывать сильные динамические удары, которые приводят к образованию волны на сучках, а также к ускоренному формированию микротрещин и в конечном итоге быстрому разрыву ленточной пилы.
В результате вы получаете каждый зуб с непредсказуемым разводом и соответствующее качество пиления. То есть смотреть на индикатор таких разводных почти бессмысленно. Пилу надо чувствовать. И опять начинаются разговоры о том, что заточником надо родиться. Отвечу всем сразу. Не надо искать суперзаточников, надо разводить ленточную пилу на хороших разводных станках.
Хороший станок − залог успеха
Рассмотрим этот процесс более подробно.
Разводной станок должен выполнять следующие функции:
- точно и одинаково при любой ширине ленточной пилы для всех ее зубьев устанавливать по высоте только ту часть зуба, которую необходимо развести;
- подводить каждый зуб пилы под толкатель точно в одном и том же месте;
- при разводе каждого зуба сначала обеспечивать такое зажатие тела ленточной пилы, чтобы оно не имело возможности выгибаться во время нажатия толкателем на зуб (исключить эффект «качелей»);
- отгибать на определенную величину кончик зуба пилы по ломаной линии, а не по радиусу;
- отталкивать тело ленточной пилы от неподвижной пластины после возвращения механизма зажатия тела в исходное положение, чтобы при подаче следующего зуба для развода его режущая кромка не резала наконечник индикатора;
- иметь возможность повторного нажатия на разводимый зуб для проверки и при необходимости корректировки полученного развода.
При многократных повторных нажатиях для проверки развода даже одного зуба разница в показаниях индикатора должна быть максимум одно-два деления.
При невыполнении разводным станком хотя бы одной из этих функций зубья ленточной пилы можно будет разводить только плохо или очень плохо. Но 99% разводных станков производятся таким образом, что они не выполняют одну или несколько функций, да к тому же еще и сами очень плохого качества изготовления.
Поэтому разводить ленточную пилу на них можно только по наитию, что хорошо получается очень редко. Соответственно так пила и пилит.
Четыре варианта на выбор
Существуют четыре варианта разводки зубьев пилы.
1. Ручной классический. Тело пилы при разводе зуба зажимается двумя подпружиненными штырями. Развод производится с одной стороны ленточной пилы. Затем пила снимается со станка, выворачивается, снова устанавливается на станок и производится развод с другой стороны.
2. Ручной усовершенствованный (по типу пресса). Развод производится так же, как и в первом варианте, только тело ленточной пилы здесь надежно фиксируется упорной пластиной под разводимым зубом, что гарантированно не позволяет ему выгибаться при надавливании толкателем на зуб (полностью исключается эффект «качелей»).
3. Развод двух зубьев сразу на обе стороны.
1. В основе всех вариантов лежит классический.
Компоновка частей станка у разных производителей может немного отличаться, но принцип работы у всех остается одинаковым. Основным недостатком классического варианта даже при качественном изготовлении станка, что бывает крайне редко, является то, что тело ленточной пилы при разводе зуба зажимается подпружиненными штырями. Штыри практически всегда по разным причинам при разводе зуба не могут надежно удерживать тело пилы, и вместо развода зуба вы получаете так называемый эффект «качелей» с непредсказуемым разводом.
Разводные станки этого варианта изготавливаются почти всеми производителями пилорам. Ниже представлены основные элементы подобных станков (рис. 2).
Отсутствие какой-либо части или некачественное ее изготовление ведут к усложнению или принципиальной невозможности получения хорошего результата.
1. Массивная несущая плита, на которую крепятся все детали.
2. Неподвижная опорная пластина, на которую крепятся индикатор (7) и иногда направляющие для подвижной пластины (10).
Пластина должна быть обязательно каленой. Еще лучше, если в пластине будет легкосменяемая каленая вставка. Если пластина некаленая, то в месте отгибания зуба очень быстро образуется смятие, то есть кончик зуба будет отгибаться не по ломаной, а по радиусу. Следовательно, не образуется жесткий рычаг отогнутой части зуба со всем зубом. Теперь при относительно большой подаче или при резком изменении плотности на сучках зуб уже не сможет нормально срезать древесину. Он будет отгибаться (пружинить) на радиусе, зацепляться в другом месте и тем самым уводить пилу от ровного пропила.
Пластина должна крепиться к несущей плите так, чтобы ее вертикальные плоскости были перпендикулярны основанию несущей плиты.
Крепление индикатора должно быть таким, чтобы имелась возможность его регулировки в горизонтальной и вертикальной плоскостях. Это необходимо для того, чтобы установить торец наконечника индикатора (8) строго параллельно вертикальной плоскости неподвижной пластины и соответственно плоскости пилы, иначе, в зависимости от места касания зуба, будут получаться разные значения.
Необходимо, чтобы плоскость торца наконечника индикатора была обязательно отторцована, иначе также, в зависимости от места касания зуба, будут получаться разные значения.
Наконечник индикатора должен быть обязательно закален, иначе в нем очень быстро образуется выбоина и значения развода начинают прыгать.
Отверстия под направляющие должны быть строго перпендикулярны вертикальной плоскости неподвижной пластины, находиться на одном расстоянии от уровня плиты и обеспечивать минимальный зазор с направляющими, иначе при движении подвижной пластины ее начнет уводить в разные стороны, тело ленточной пилы невозможно будет хорошо зажать и получится эффект «качелей».
3. Подвижная пластина. На ней устанавливаются регулируемый по длине толкатель зуба (11) и два подпружиненных упора (9), которые при нажатии рычага должны зажимать тело пилы.
Пластина должна быть изготовлена с точным соблюдением параллельностей и перпендикулярностей своих плоскостей. Все отверстия в пластине необходимо очень точно просверлить с соблюдением параллельности плоскостям, без боковых отклонений, иначе невозможно будет обеспечить точный прижим плоскостей неподвижной и подвижной пластин, упоров к телу ленточной пилы и торца толкателя к зубу.
Отверстия под направляющие движения пластины должны иметь минимальный зазор и находиться на одном расстоянии от нижнего края пластины. После установки в них направляющих зазор между опорной плитой и нижней гранью пластины должен составлять 1,5-2,5 мм.
Отверстие для соединения подвижной пластины с механизмом толкания должно быть соосно с осью механизма, так чтобы при их соединении уже общее движение проходило мягко, без рывков, зацепов и задиров.
Отверстия под упоры должны иметь минимальный зазор и находиться на одном расстоянии от верхней плоскости пластины.
Отверстие толкателя должно быть на таком расстоянии от верхней плоскости, чтобы после установки толкателя во время развода расстояние от его нижней части до верхней плоскости неподвижной пластины составляло 0,5-1 мм.
Необходимо, чтобы резьба отверстия толкателя была нарезана очень точно, иначе при изменении величины длины толкателя его торцевая толкающая точка (плоскость и т. д.) будет менять высоту.
Пружины упоров должны быть достаточно жесткими, чтобы тело ленточной пилы не отжималось во время развода зуба, и иметь такую длину, чтобы упоры при разводе могли практически полностью уходить в пазы подвижной пластины.
Толкатель зуба изготавливается из каленой или некаленой стали. От этого будет сильно меняться его износостойкость (точность надавливания на зуб). Торец толкателя может быть (рис. 3):
- в виде конуса. Толкание зуба производится вершиной (точкой) конуса, которая быстро расплющивается, что не позволяет точно вести развод;
- в виде усеченного конуса из закаленной стали. Удобная для работы форма, хотя встречается крайне редко. Закаленный торец имеет не точку, а круг диаметром 1,5-2,5 мм и способен, относительно долго не меняя своих геометрических размеров, проводить развод зубьев;
- в виде скошенной плоскости. Точно угол плоскости на необходимую величину развода сделать невозможно, поэтому развод зуба производится всегда касанием не всей плоскостью, а только ее части в виде прямой линии, высота которой в зависимости от необходимого отклонения зуба меняется, что не позволяет вести точный развод;
- в виде твердосплавной пластины. Проблемы такие же, как и в предыдущем пункте, только износостойкость выше;
- в виде усеченного конуса с завальцованным шариком на конце. Самый лучший вариант. Толкатель всегда упирается в зубья в одном и том же месте, и при правильной вальцовке шарик долгое время практически не стирается. Шарик обязательно должен свободно вращаться. Если он будет заклинен, то быстро сотрется с одной стороны, и все преимущества такой формы торца пропадут.
4. Регулируемые по высоте точки опоры спинки ленточной пилы.
Для устранения появления риски должны быть изготовленными из каленого материала, вращающимися и иметь возможность удобной регулировки высоты с установленной пилой для точного выставления высоты разводимой части зуба.
5. Механизм толкания подвижной пластины может быть нескольких типов:
Принципиального значения эти механизмы не имеют, поскольку никак не влияют на результат разводки, а определяют только удобство работы.
6. Механизм передвижения на три зуба сразу для развода пилы в любую сторону с упорами для точной установки каждого зуба. Механизм обеспечивает точную и быструю установку разводимого зуба.
Новый станок − исправляем неточности изготовления
Прочитав все описанное выше, вы сможете самостоятельно проверить и при возможности исправить свой разводной станок. Однако проще и дешевле купить хороший новый. Единственный способ проверки станка заключается в проверке получаемого развода. При многократных повторных нажатиях разница значений на индикаторе должна быть максимум два деления. Для примера расскажу, что нам пришлось сделать, когда один из наших клиентов попросил довести до рабочего состояния его станок.
Внешне станок выглядел очень красиво. Но когда мы попытались развести на нем ленточную пилу, выяснилось, что практически все узлы выполнены некачественно. Разброс получаемых значений при повторном нажатии был больше десяти единиц, что не позволяло делать на нем качественный развод.
1. Подвижная пластина была расположена неперпендикулярно плоскости основания (небольшое вертикальное и горизонтальное отклонение).
Тело пилы зажималось где-то в середине и сильнее с правого края и только частью плоскости торцов упорных штырей. Верхняя часть тела пилы оставалась свободной. Эффект «качелей».
2. Пружины упорных штырей длинные и слишком жесткие, не позволяющие штырям полностью уйти в пазы подвижной пластины.
Тело выгибалось. Эффект «качелей».
3. Толкатель зуба был в виде конуса из некаленого материала.
Быстро расплющивался на конце, усложняя развод.
4. Упор индикатора расположен непараллельно плоскости ленточной пилы, плоскость его торца не отторцована (показания индикатора менялись в зависимости от места касания).
Торец не закален − очень быстро появится выбоина, при попадании в которую также будет получаться неточный развод.
5. Нижние нерегулируемые опоры спинки пилы. Невозможно установить необходимую высоту разводимой части зуба. Развод получался не по ломаной, а по радиусу. Неустойчивость в пропиле.
6. Отсутствовали толкатель на три зуба с упорами для точной подачи зуба. Невозможно вести развод в одном месте на каждом зубе. Неточный развод.
И даже после того, как мы исправили все неточности изготовления, на станке хорошо можно стало разводить только ленточные пилы с некалеными зубьями или калеными зубьями, но со слабой фиксацией в теле (о типах ленточных пил было рассказано в предыдущих статьях). При разводе других типов пил сразу же появлялся эффект «качелей».
Не маловажным в подготовке ленточной пилы является ее развод зубьев. Очень много вопросов от наших клиентов поступает по этому поводу. Отвечаем на Ваши вопросы:
60 м3 вместо 20-30, а так же он снимает напряжение с пилы что очень важно, каждый зуб будет иметь одинаковый профиль, что повысит устойчивость пилы в пропиле.
© ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.
При использовании материалов с данного сайта – ссылка на него обязательна!
Источник
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов.
Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго. Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
- От правильности проведения заточки и развода зависит эффективность работы оборудования. Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.
- Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра. Столь высокая точность позволяет упростить пиление, сделать его более плавным.
- В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
- Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
- Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
- Существует и несколько типов самой пилы. При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
- Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
- Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
- Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя. От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции. Если рассмотреть несколько моделей рассматриваемого оборудования, то можно уделить внимание на то, что оно конструктивно оно существенно отличается. Некоторые компактные, другие имеют большие блоки управления.
Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования.
На чтение 18 мин. Просмотров 2 Опубликовано 28 апреля, 2023
Содержание
- Разводной станок для ленточных пил
- Процедура развода и заточки пилы
- Промышленное оборудование
- Особенности настройки
- Руководство по эксплуатации разводного устройства
- Как развести ленточную пилу
- Принцип работы разводных станков
- Процедура развода и заточки пилы
- Разводной станок своими руками
- Оборудование для обслуживания пилы
- Можно ли обойтись без станка
- Конструкция ленточной пилы
- Разводка ленточной пилы
- Руководство по эксплуатации разводного устройства
- Руководство по эксплуатации
- разводного устройства
- РАЗВОДКА
- ИНСТРУКЦИЯ ПО РАЗВОДКЕ
- Требования по эксплуатации станка
- Разводной станок РС 30/60 для ленточных пил
- Особенности конструкции нашего разводного станка:
- Видео РС 30/60
- Видео: как избежать волны при пилении
- Как проходит разводка зубьев ленточных пил на РС 30/60
Разводной станок для ленточных пил
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов. Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго. Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
- От правильности проведения заточки и развода зависит эффективность работы оборудования. Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.
- Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра. Столь высокая точность позволяет упростить пиление, сделать его более плавным.
- В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
- Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
- Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
- Существует и несколько типов самой пилы. При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
- Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
- Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
- Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя. От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции. Если рассмотреть несколько моделей рассматриваемого оборудования, то можно уделить внимание на то, что оно конструктивно оно существенно отличается. Некоторые компактные, другие имеют большие блоки управления.
Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования.
Источник
Руководство по эксплуатации разводного устройства
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Под разводкой зуба подразумевается расстояние, на которое отклоняется зуб от плоскости полотна пилы. Чем больше разводка ленточных пил, тем шире пропил и, как следствие, мощность двигателя должна быть больше.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.

Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Процедура развода и заточки пилы
Разводнойстанок для ленточных пил Astron.
Заточной и разводной станок для ленточных пил.
Разводной станок для ленточных пил PCO-4.
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
- От правильности проведения заточки и развода зависит эффективность работы оборудования. Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев.
- Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра. Столь высокая точность позволяет упростить пиление, сделать его более плавным.
- В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Разводной станок своими руками
Разводное устройство для ленточных пил можно сделать своими руками. Если загрузка вашего оборудования не слишком высокая и вы можете уделить время для ручной разводки ленточной пилы, это поможет вам сэкономить средства на покупке оборудования.
Основные элементы самодельного станка:
- надежные металлические пластины (одна подвижная), между которыми устанавливается полотно пилы;
- педаль для надавливания;
- толкатель — болт с кусочком сверла (инструментальная сталь);
- рычаг для подачи пилы через два зуба.
С помощью болта регулируется величина расстояния для отклонения зубьев.
Самодельное разводное устройство обеспечит подготовку инструментов, которые используются в домашнем хозяйстве, где не требуются высокоточные распилы заготовок. Самодельные станки применяются также при невысокой загрузке оборудования.
Оборудование для обслуживания пилы
Всегда должны иметься в наличии разводные и заточные устройства для ленточных пил. Они позволяют быстро восстановить работоспособность пилорамы и сократить время ее простоя. Станок для разводки зубьев должен использоваться только после заточки. Часто рабочие меняют последовательность, что сказывается на качестве распила.
Выпускаются разные модели станков для ленточных пил. Одни из них предназначены для использования со специальными полотнами, шаг зубьев которых строго определен. Другие – универсальные устройства, которыми можно разводить разные пилы. Поэтому перед началом работ важно узнать, что за прибор используется, и как настроить разводной станок. Это в дальнейшем позволит не допустить ошибок при отладке полотна.
Основная настройка разводного станка сводится к правильному определению места прикладывания усилия к зубу. Дело в том, что изгибается он не весь, а лишь 1/3 его вершины. И это обязательно нужно учитывать.
Можно ли обойтись без станка
Разводку ленточной пилы можно выполнить и проверенным «дедовским» методом, правда, это потребует от вас сноровки, навыков и терпения. Пила зажимается при этом в тиски между двух пластин прочного дубового дерева. В качестве инструмента для непосредственного разведения зубьев можно использовать металлическую пластину, на которой сделаны пропилы разной ширины. Эта ширина соответствует толщине полотна.
Пропил следует одеть на зуб пилы и отвести его в нужную сторону. Надо позаботиться о том, чтобы каждый разводимый зуб имел одинаковый с иными угол отклонения от полотна.
Таким образом, разводить ленточные пилы можно различными способами в зависимости от ваших потребностей и возможностей, а также от тех требований, которым должны соответствовать распиленные элементы. Современный рынок предлагает множество вариантов ручных, автоматических и полуавтоматических агрегатов, на которых разводомер контролирует зазор. Каждый желающий может выбрать именно тот вариант, который ему наиболее подойдет.
Конструкция ленточной пилы
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
При покупке пилы б/у нужно обращать внимание на наличие ремонтных сварочных швов на полотне. Они указывают на частые поломки инструмента.
Разводка ленточной пилы
Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Руководство по эксплуатации разводного устройства
Руководство по эксплуатации
разводного устройства
РАЗВОДКА
Целью разводки зубьев полотна является создание зазора для полотна в пропиле.
Другими словами — уменьшить трение между деревом и полотном так, чтобы полотно проходило по пропилу без перегревания.
Величина развода определяется с учетом свойств распиливаемой древесины. Для мягкой и волокнистой древесины требуется больший развод, а для твердой и мерзлой древесины мягких сортов — меньше.
Развод осуществляется путем изгиба зубьев в стороны на разводном станке. Развод производится как можно ближе к вершинам зубьев — примерно, на 1/3 высоты зуба. Иначе при пилении зубья могут вернуться в первоначальное положение
Все зубья надо разводить в меру и точно одинаково в каждую сторону. От этого зависит чистота поверхности пиломатериала.
Величина развода определяется с учетом свойств распиливаемой древесины. Для мягкой и волокнистой древесины требуется больший развод — половина толщины полотна, например 0,4-0,6мм при толщине полотна 1,2мм. Для твердой и мерзлой древесины развод должен быть равен 1/4 части толщины полотна, или 0,3 мм при толщине полотна 1,2мм.
Рекомендуем оставлять каждый 3-й зуб прямым. Он очищает пропил и служит в нем направляющим для полотна.
Слишком большой развод может быть причиной перегрузки, высокого расхода энергии и низкого качества пропила, а малый развод может вызвать высокое трение и перегрев полотна.
ИНСТРУКЦИЯ ПО РАЗВОДКЕ
1 .Установить полотно на разводной станок.
2. С помощью домкратов (поз. 5) выставить полотно так, чтобы зубья выступали над основанием (рис. 1) на 1/3 зуба.
Зафиксировать домкраты стопорными гайками.
3. Настроить пуансон (2) на нужную высоту, т. е. на предполагаемую точку давления (А), примерно половина выступающей части зуба (рис. 2). Для этого ослабить винт (1) и путем поворота выставить наконечник пуансона (2) на нужную высоту. Это положение закрепить винтом.
Для удобства развода наконечник пуансона( 2) должен не доходить до края втулки ( 3 ) на 1мм и ни в коем случае не выступать за него.
При настройке и дальнейшей разводке полотно обязательно должно лежать на домкратах (5), а для этого все опоры и домкраты должны находиться в одной горизонтальной плоскости.
4. Настроить индикатор так, чтобы зуб попадал на наконечник и не соскальзывал с него при разводе.
Выставить наконечник индикатора (см. рис. 3) за основание на 0,1мм и зафиксировать винтом, при этом важно не передавить шейку индикатора.
5.Поджать полотно втулкой (но не пуансоном ) на прямом зубе и выставить ноль на индикаторе.
6. Выставить полотно так, чтобы наконечник пуансона давил в точку А и слегка прижав полотно втулкой (3) к основанию (4) .
Установить левый вспомогательный рычаг (рис. 4). Для этого нужно сначала ослабить болт крепления рычага, затем установить палец рычага в основание зуба и закрепить болт.
7. Рычагом ( 7 ) осуществить давление вперед, приложив значительное усилие. Значение индикатора при разводе, например 0,6мм, необходимо довести до 0,8-0,9мм, так как зуб сыграет обратно 0,3мм.
8. После развода проверить разведенный зуб, слегка поджав его втулкой (3) (но не пуансоном).
9. Переместить полотно на 3 щелчка рычага, застопорить в нужном положение и произвести развод следующего зуба и так всю сторону полотна.
11. Произвести аналогичные операции, разводя зубья в другую сторону, при этом использовать правый рычаг.
12. Вывернуть полотно и перейти к заточке.
Требования по эксплуатации станка
Устанавливать, снимать и перемещать пилу необходимо с предельной осторожностью, чтобы не травмировать руки об острые зубья.
| Разводное устройство компактно, легко транспортируется и монтируется | Рабочая часть толкателя изготовлена из стального шарика, Это позволило существенно увеличить точность контакта толкателя с зубом пилы, а также сократить износ рабочей части толкателя. |
| Роликовые направляющие исключают люфт при перемещении пилы | Толкатель позволяет легко перемещать пилу на требуемый шаг |
| Ограничители позволяют настроить перемещение пилы на требуемый шаг |
Разводной станок РС 30/60 для ленточных пил
1. Время разводки пилы длиной 4 м
4. Габаритные размеры (без лучей) — 400х200х400 мм
Цена: 26000 р*
* Цены указаны в российских рублях.
Основные преимущества станка:
- Пила прижимается в момент развода к неподвижной пластине упорной пластиной (по типу пресса), что гарантированно фиксирует ее тело, не позволяя ему прогибаться, и в итоге получать точный развод каждого зуба. Вы можете несколько раз нажать на рычаг для проверки и всегда увидите на индикаторе одно и то же значение.
- Прижим разводимого зуба осуществляется точно в нужном месте, и толкатель гнет его по ломаной линии, а не по дуге.
- Удобная регулировка станка для разводки ленточных пил по высоте тела пилы позволяет точно и быстро выставить нужную высоту разводимой части зуба.
- Удобный толкатель разводного станка на три зуба с упорами позволяет одним движением, в полуавтоматическом режиме, быстро передвигать пилу и ставить каждый зуб точно в одном и том же месте, значительно ускоряя процесс развода при сохранении необходимой точности.
Всегда гарантированно точный развод каждого зуба. Легко пилить, отсутствует волна на древесине.
Особенности конструкции нашего разводного станка:
1. Вращающиеся опоры спинки пилы предотвращают образование риски.
2. Чтобы не возникало перекоса при установке высоты индикаторной платформы (высоты разводимой части зуба), движение платформы производится всего одним винтом.
3. Для обеспечения отгибания разводимой части зуба по ломаной линии, а не по радиусу, как на обычных разводных станках, рабочая зона неподвижной опорной пластины имеет сменную каленую вставку.
4. Во избежание образования выработки (ямки) и неизменности показаний индикатора в любой точке касания установлен каленый наконечник индикатора, имеющий шлифованный (с разницей толщины по всей поверхности 0.01мм), а не точеный (с разницей 0.1 мм) торец.
5. Чтобы во время движения зубья пилы не резали наконечник индикатора, в неподвижной опорной пластине установлены 2 отбойных шарика.
6. Для обеспечения постоянства точки толкания толкатель сделан в виде усеченного конуса с вращающимся подшипниковым шариком на конце.
7. Толкатель движется не прямо, а по радиусу. Это значительно уменьшает ломающие напряжения, что позволяет разводить без обламывания кончиков даже сильно каленые зубья. Но при этом всегда надо помнить, что развод необходимо проводить не одним сильным, а 2-3 слабыми движениями.
8. Чтобы во время развода при слишком большом усилии не ломались зубья (особенно каленые), в станке предусмотрен ограничитель усилия.
Разводка зубьев пилы, несмотря на кажущуюся простоту оказывается самым тяжелым процессом, т.к. после окончания развода точность его невозможно проверить по внешнему виду пилы, а от того, насколько точно он выполнен, в основном зависит качество поверхности пиломатериала.
Одним нажатием хорошо развести один и тем более два зуба сразу просто невозможно. Даже на хорошо настроенных таких станках разброс значений на индикаторе может достигать ± 10 и более единиц от необходимого значения. Это при условии, что пила будет хорошо пилить только при разнице развода в ± 2-е единицы на всех зубьях. При разнице развода некоторых зубьев до ± 5 единиц пила начнет пилить нормально, но быстро заволнит, т.к. часть зубьев уже почти не участвует в процессе пиления. При разнице развода некоторых зубьев больше 5-ти единиц в большую сторону Вы уже увидите отчетливые риски на поверхности пиломатериала, что ухудшает товарный вид продукции и, соответственно, снижает ее цену. Блок таких зубьев, расположенных рядом, может уводить пилу на сучках с образованием волны, что еще больше ухудшает качество получаемой продукции. При разнице развода некоторых зубьев больше 5-ти единиц в меньшую сторону часть зубьев перестанет работать совсем, увеличивая нагрузку на соседние зубья. Это особенно опасно, когда недоразведены сразу несколько зубьев подряд, тогда следующий за таким блоком зуб будет постоянно испытывать сильные динамические удары, которые приводят к образованию волны на сучках, а также к ускоренному формированию микротрещин и, в конечном итоге, к быстрому разрыву пилы.
В обычных разводных станках практически всегда присутствует эффект качелей, когда во время надавливания толкателем на зуб вместо отгибания зуба начинает выгибаться тело пилы и, соответственно, даже при одинаковых показаниях индикатора истинный развод зуба остается неизвестным. При повторном нажатии разница обычно достигает 10 и более единиц. Поэтому даже только что разведенная пила может сразу начать волнить.
Для наглядности можете взять новую ножовку по дереву и отпилить с краю часть ствола пиловочника диаметром 10-20 см. Затем возьмите пассатижи и хотя бы 5-10 зубьев пилы чуть разогните в разные стороны. Снова отпилите рядом часть ствола и, что называется, почувствуйте разницу!
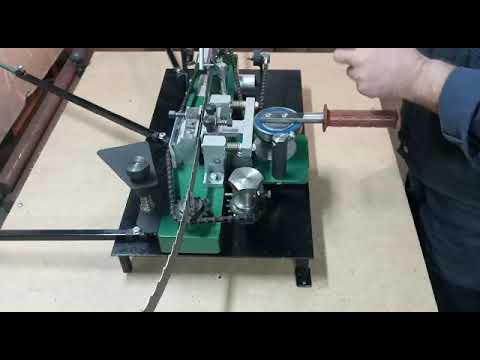
Видео РС 30/60
Видео: как избежать волны при пилении
Как проходит разводка зубьев ленточных пил на РС 30/60
Сначала производится развод зубьев с одной стороны пилы. Затем пила выворачивается, и производится развод зубьев с другой стороны пилы.
Чтобы начать разводить зубья, необходимо только выставить необходимую высоту на 1-м зубе и установить упоры на шаг пилы.
Установка следующих разводимых зубьев ленточной пилы производится в полуавтоматическом режиме при движении толкателя на трети зуба до упора, т.е. не надо ловить рукой место установки каждого зуба в отдельности.
Благодаря этому время развода одной пилы при максимально возможной точности величины и линии развода уменьшается в 2-3 раза и составляет после приобретения небольшого навыка 7-10 мин.
Точность развода и, соответственно, качество распила получается благодаря применению системы зажатия тела пилы по типу пресса. Т.е. тело пилы во время развода каждого зуба зажимается не слабыми подпружиненными прижимными штырями, а центральной пластиной настолько гарантированно, что при неограниченных повторных нажатиях на рычаг разброс в показаниях индикатора всегда будет максимум 1-2 деления.
В итоге при разводе пилы на РС30/60 Вы получаете быструю, гарантированно точную разводку каждой пилы, у которой все режущие кромки зубьев находятся строго на одной линии с максимальной разницей в ±1 деление индикатора. С таким разводом пила будет работать исключительно хорошо.
Источник

Разводной станок для ленточных пил на два зуба видео инструкцияПодробнее

Разводной станок для ленточных пил на 2 зуба полуавтоматПодробнее

Пошаговая инструкция на станок для разводки зубьев пильной ленты Алтай-р22Подробнее

Станок для развода ленточных пил. Автомат.Подробнее
нюансы разводки, выставить ноль на индикаторе ,какой развод я делаю….Подробнее

Разводной станок на два зуба для ленточных пил видео pilam.ruПодробнее
Розводной станок для ленточных пил на два зуба автоматПодробнее

Разводной станок для ленточных пил Астрон.Подробнее

НЕ УМЕЕШЬ разводить ленточные пилы? Пошаговая инструкция на разводной станок Алтай-р22Подробнее
DWS 2 Lenker разводной станок на один зуб.Подробнее

Разводное устройство узких ленточных пил на два зуба АРП 35Подробнее

Рамщик-Зимняя разводка ЛЕНТОЧНЫХ пилПодробнее

Двухсторонний разводной для ленточных пилПодробнее

Станок двухсторонний для разводки зубьев ленточных пил RWM.Подробнее

Двухсторонний разводной станок для ленточных пилПодробнее

Разводное устройство TWE 2 для ленточных пил, разводной станок МГ-2 для ленточных пилорамПодробнее

Разводной станок для леночных пил АРС 13 1Подробнее

Станок для разводки ленточных пил «Вихрь» РУ-002/220Подробнее

Популярное
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Осмотр деталей механизма
Очень важно перед работой осмотреть важные детали станка
Обратите внимание на ролики, есть ли на них глубокие дефекты. Они появляются если ролики в процессе работы не вращаются
Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации.
Немаловажную роль играют шпильки и гайки. Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить .
После замены деталей и устранения поломок, оператор должен правильно отрегулировать ролики. Как узнать, что деталь отрегулирована правильно? Я об этом писал выше, но повторюсь, об этом свидетельствует положение ролика. Направление при движении должно быть строго параллельно к опорному столу. Если упустить этот важный момент, то материал на выходе будет покрыт «волнами»
Кроме того, очень важно правильно отрегулировать положение пилы. При неправильном положении задняя кромка часто растягивается, в результате можно получить неустойчивое пиление
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.

Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
https://youtube.com/watch?v=b0O7dKV9RX8
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Классификация ленточных пил
По конструктивным особенностям ленточные пилы бывают:
- Консольная (маятниковая) ленточная пила — при её изготовлении используется специальная пильная консоль, поднимающаяся и опускающаяся за счет вращательных действий шарнира. Данный вид применяют для пиления труб из нержавейки, фасованных профилей, проката.
- Одностоечные — в их основе лежит горизонтальная пила рама, опускающаяся вдоль вертикальной стойки. По конструктивным параметрам похожа на радиально-сверлильный станок. Главным преимуществом данного типа является возможность пиления металлических изделий под углом.
- Двухстоечные — также используют горизонтальную пильную раму, которая движется вдоль 2 вертикальных колонн. Соединение со станиной осуществляется с помощью жесткого замкнутого контура. Преимуществом двухстоечных пил считаются высокие показатели жесткости конкуренции, инструмент может применяться для резки любых металлов.
- Портальные станки — состоят из фиксированной рабочей зоны и подвижного портала для резки, на котором возможно обрабатывать материалы больших габаритов (плиты, отливки). Достоинством инструмента является компактность: так как портал движется вдоль линейных направляющих рабочего стола, для оборудования не требуется много свободного пространства.
- Вертикальная ленточная пила по металлу — предназначена как для прямолинейной или для криволинейной резки по наружному и внешнему контурам. Принцип работы: заготовку не зажимают в тисках, а удерживают в рабочей зоне вручную.
- Поворотные (угловые) — позволяют осуществлять пиление металла под различными углами к оси детали. В основе их конструкции лежит поворотная пильная рама, вращающаяся вокруг вертикальной оси. Это позволяет одним движением скорректировать угол отреза.
По степени автоматизации
Ручные (гравитационные) — пильная рама приводится в действие за счет применения физической силы рабочего, а также собственного веса.
| Преимущества | Недостатки |
| 1. Соотношение цена-качество (невысокая стоимость оборудования при высоких показателях производительности инструмента). 2. Возможность регулирования угла резки (до 60о). | 1. Значительная вибрация при работе, что приводит к быстрому износу оборудования. 2. Отсутствие надежных механизмов автоматической очистки.
3. Необходимость ручного контроля уровня наклона шкивов. 4. Отсутствие автоматического контроля силы давления оборудования на заготовку. |
- Полуавтоматические пилы — все операции (зажимание-раскрытие тисков, опускание-подъем пильной ленты) осуществляются автоматически с помощью гидравлического привода. Задачей рабочего является только контроль за движением металла. Обработка изделий возможна под углом от -60° до +60°. Подходят для резки тяжелых металлов, в том числе сплошных заготовок из чугуна, цветных сплавов, нержавеющей стали.
- Автоматическая ленточная пила по металлу — применяется на крупных промышленных производствах. Задачи оператора минимальны: ему необходимо только установить параметры обработки металла при помещении заготовки в тиски. Дальнейший процесс автоматизирован, процесс пиления управляется ЧПУ. Оборудование характеризуется наибольшей производительностью, а также высокими показателями точности.
По функциональным особенностям
- I класс — пилы используются на крупном промышленном производстве для обработки любых видов металла (металлургические заводы, производственные цеха, тяжелое машиностроение и т.д.). Ширина полотна — не менее 27 мм. Режущие поверхности характеризуются высокой прочностью, что обеспечивает низкие показатели износа, малую стоимость одного реза.
- II класс — популярный тип ленточных пил. Применяются на заготовительных производствах предприятий машиностроения для резки цветных металлов, легированной стали, жаропрочных сплавов, титана. Ширина ленточного полотна — от 20 мм.
- III класс — чаще всего представлены консольными пилами. Применяются на небольших производствах, занимающихся изготовлением труб, профильного проката. Инструмент с низкой производительностью и высокой степенью износа зубьев. Ширина полотна — от 17 мм.
- IV класс — малогабаритные, легкие устройства, используемые для распила деталей, диаметр которых не превышает 50 мм. Ленточные пилы IV класса не используются в промышленном производстве. Они востребованы в ремонтных мастерских и для частного применения. Ширина полотна не превышает 13-15 мм.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Несколько слов о самых популярных моделях ленточных пилорам
Если Вы заинтересовались оборудованием, то наверняка информация о самых популярных моделях не станет лишней. Очень хорошо себя зарекомендовали марки: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектр, МВ 2000, Титан.
Авангард
Пилорамы данной марки отличаются производительностью и высоким качеством работы. Кроме точности обработки, станки отличаются низкой энергоемкостью. Авангард-ЛП легкая в транспортировке и установке, так как не требует специального фундамента.
Атлант
Данная модель служит для продольной распилки бревен. На выходе получаются доски, брусья, шпалы. Конструкция Атланта очень мощная и обладает рядом преимуществ. Благодаря данной ЛП Вы сможете получить продукцию с отличным качеством.
МВ-2000
Этот мощный станок распиливает бревна на доски и брусья разной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 отличается повышенной жесткостью и прочностью.
Рекомендации по заточке
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила. Для конструкций из инструментальной стали применяются корундовые круги
Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги
Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев
Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества. При длительном контакте круга с металлом может резко повыситься температура на поверхности последней
Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов
Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Обслуживание и особенности ленточных пил — практические советы
Правильная эксплуатация и регулярное обслуживание ленточных пил, значительно продлевают их срок службы, и позволяют получать стабильное качество поверхности распила. После приобретения ленточных пил, до ввода в эксплуатацию, необходимо их развернуть и дать пилам отлежаться в течение 24 часов, т. к. во время транспортировки ленточные пилы находятся в свернутом виде при котором в металле образуются неравномерные напряжения. Хранить ленточные пилы рекомендуется в развернутом состоянии.
Основными операциями по обслуживанию ленточных пил являются: очистка ленточной пилы и визуальный осмотр; заточка ленточной пилы; разводка зубьев ленточного полотна; ремонт (сварка) полотна ленточной пилы. Ориентировочная продолжительность работы ленточной пилы на деревообрабатывающей пилораме, до проведения технического обслуживания не должна превышать 1-1,5 часов (или не более 1-1,5 м3 круглого леса). Необходимость проведения технического обслуживания может быть меньше, и определяться оператором. Некоторые специалисты рекомендуют после каждых 1-1,5 часа работы на ленточной пилораме, давать пиле отдых 12-24 часа, для того, чтобы ленточная пила «сбросила» накопившиеся в процессе работы усталостные напряжения. Если поверхность распила перестает быть гладкой, появляется волнообразный срез (волнит), ленточная пила смещается назад на пильных шкивах и направляющих роликах, давление в механизме натяжения (сила натяжения) пилы уменьшается, значит пила затупилась или уменьшилась величина разводки зубьев.
Рекомендуемая сила натяжения ленточной пилы составляет 160-190 кгс/см3. Если сила натяжения постоянно уменьшается, значит ленточная пила затупилась. Во время перерывов в работе (подача бревна, кантование, пакетирование досок и др. ) необходимо снимать натяжение пилы, так как в это время пила охлаждается и сокращается (особенно в зимнее время), а это может привести к ее разрыву. Слишком маленькое или слишком большое натяжение пилы приведет к появлению микротрещин.

В процессе распиловки в зону пиления необходимо подавать смазочно-охлаждающую жидкость (вода, эмульсия, солярка) для охлаждения ленточной пилы, уменьшения трения о древесину, а также для очистки ленточной пилы от налипшей смолы и опилок. Однако, даже идеальное качество ленточной пилы и регулярное обслуживание не гарантирует успеха. Ленточная пилорама, также, должна содержаться в отличном состоянии. Пильные шкивы пилорамы должны содержаться в чистоте.
Очистка шкивов производится с помощью скребков. Опилки и щепки не должны скапливаться между пильным полотном и шкивами. Направляющие ролики ленточной пилорамы должны быть выставлены по горизонтали и вертикали. Они также, должны содержаться в чистоте. При износе подшипников и самих роликов их необходимо заменять, так как изношенные направляющие с налипшими смолой и опилками вызывают вибрацию ленточной пилы, что приводит к ухудшению качества распила и уменьшению срока службы пилы.
Вибрацию, также, вызывают эксцентриситет пильных шкивов, люфт или износ в подшипниковых узлах ленточной пилорамы, не затянутые болты, неправильно установленные стойки, а также износ поверхности пильных шкивов и приводных ремней ленточной пилорамы. По мере износа поверхности пильных шкивов, необходимо их периодически протачивать. Пильные шкивы при изготовлении должны проходить статическую и динамическую балансировку. Шкивы должны быть выставлены в одной вертикальной плоскости и на одной горизонтали (см. инструкцию пилорамы).
Ленточная пила устанавливается на пилораме таким образом, чтобы базовая линия зубьев (линия межзубной впадины) выступала за край пильного шкива на расстояние 2-5 мм. Подвижный ролик должен быть установлен как можно ближе к распиливаемому бревну. При распиловке хвойных смолистых пород древесины, ленточное полотно пилорамы покрывается слоем смолы и опилок, при этом пила не режет, а «трет» древесину. Повышение трения приводит к перегреву пилы и быстрому затуплению. Поэтому следует постоянно следить за чистотой ленточной пилы, используя различные жидкости и щетки для очистки пил. При транспортировке и хранении ленточных пил, их следует предохранять от повреждений (царапин, сколов и т.п.), так как в процессе работы они будут служить точками зарождения микротрещин. Пол в мастерской по обслуживанию ленточных пил должен быть деревянным или с резиновым покрытием.
Мой выбор
Первое, что следует сделать после сборки воронежской «ленточки» – исключить возможный перекос ведомого шкива. После чего, Энкор Корвет 422 работает даже со штатной пилой. Уже на этом этапе начинающий мастер реально чувствует разницу между УШМ и ленточнопильным станком. А ведь впереди ещё и замена движка, и установка гидроцилиндра, и множество мелких модернизаций. По-моему, это идеальный вариант для начинающего мастера.
Я видел, как благодаря возможностям полуавтоматического JET EHB 270 DGSVIP, мелкая фирма справлялась с основным потоком работы и успевала выполнять заказы тех клиентов, которые выставлялись конкурентами в хвост длинной очереди. Станок не из дешёвых, но он определённо стоит своих денег.
Среди промышленного оборудования выделяю ЛПС 8535 отечественного производства. Простая конструкция определяет надежность агрегата, а широкий спектр комплектации позволяет заказчику получить станок, подстроенный под нужды своего производства.
Заточка и разводка пилы
Также следует выделить:
Двуручные пилы точатся и разводятся так же, как и обычные одиночные. Все различие такого инструмента в том, что с ним работает два человека сразу.
С помощью ленточных пил чаще всего распиливают древесину и разновидности этого материала. Дерево не требует слишком сильного воздействия, оно является мягким материалом, который легко пилится и сверлится. Однако в процессе работы желательно все-таки закреплять бревна и доски. Во время распиливания надо быть осторожным и не держать руку слишком близко к борозде распила. Это может привести к тяжелым травмам.
Подготовка пилы включает фугование, разведение и затачивание зубьев. На характер работы пилы влияют форма, размеры и наклон зубьев. Пилы с зубьями равнобедренной формы рекомендуется употреблять только для поперечного пиления, прямоугольной формы — для продольного и поперечного, с наклонными зубьями — только для продольного.
Фугование пилы (рис. 1) заключается в выравнивании вершин зубьев так, чтобы они находились на одной высоте. Для этого в тисках закрепляют напильник и по нему двигают вершинами зубьев. Качество фугования проверяют, приложив к вершинам линейку; при этом между вершинами зубьев и ребрами линейки не должно быть просветов.
| Рис. 1. Фугование зубьев пилы: 1 — тиски; 2 — деревянный шаблон; 3 — полотно пилы; 4 — напильник. |
Разводка зубьев пилы.
Дело не в заточнике
Хороший разводной станок − это чисто техническая проблема. Кажущийся простой внешний вид станка вводит в заблуждение многих производителей. Они думают, что его очень легко можно сделать. Когда смотришь на те станки, которыми пытаются разводить свои ленточные пилы заточники на местах, создается впечатление, что практически все их изготовители абсолютно не понимают, как, собственно, станок должен работать, и стремятся по максимуму упростить его конструкцию, а соответственно для лучшей продажи, и уменьшить цену. А проблему, заключающуюся в том, что правильно разводить такими разводными не получается, объясняют тем, что надо искать хорошего заточника. Но дело здесь, как и с заточными станками, не в хорошем или плохом заточнике, а в том, что такими разводными нельзя хорошо развести пилу в принципе. Весь механизм болтается, некоторые основные части станка просто отсутствуют, параллельности и перпендикулярности торцов упоров и плоскостей пластин не соблюдаются, тело пилы хорошо зажать невозможно. Таким образом, вместо развода зуба вы получаете эффект «качелей». Толкатель давит на зуб, но вместо отклонения зуба начинает выгибаться тело ленточной пилы (это выгибание будет всего лишь 0,3-0,7 мм, редко больше, совсем незаметное на глаз), причем выгибаться тело будет при каждом нажатии по-разному, а значит, все зубья будут отгибаться при вроде бы одинаковых значениях индикатора на абсолютно непредсказуемую величину.
При повторном нажатии на рычаг для проверки полученного развода разница значений на индикаторе может достигать десяти и более единиц от необходимого значения. Это при условии, что ленточная пила будет хорошо пилить только при разнице развода в две единицы на всех зубьях. При разнице развода некоторых зубьев до пяти единиц пила начнет пилить нормально, но быстро заволнит, так как часть зубьев уже почти не участвуют в процессе пиления. При разнице развода некоторых зубьев свыше пяти единиц в большую сторону вы уже увидите отчетливые риски на поверхности пиломатериала, что ухудшает товарный вид продукции и соответственно его цену. Блок таких зубьев, расположенных рядом, может уводить пилу на сучках с образованием волны, что еще больше ухудшает качество получаемой продукции. При разнице развода некоторых зубьев больше пяти единиц в меньшую сторону часть зубьев перестанет работать совсем, увеличивая нагрузку на соседние зубья. Это особенно опасно, когда недоразведены сразу несколько зубьев подряд. Тогда следующий за таким блоком зуб будет постоянно испытывать сильные динамические удары, которые приводят к образованию волны на сучках, а также к ускоренному формированию микротрещин и в конечном итоге быстрому разрыву ленточной пилы.
В результате вы получаете каждый зуб с непредсказуемым разводом и соответствующее качество пиления. То есть смотреть на индикатор таких разводных почти бессмысленно. Пилу надо чувствовать. И опять начинаются разговоры о том, что заточником надо родиться. Отвечу всем сразу. Не надо искать суперзаточников, надо разводить ленточную пилу на хороших разводных станках.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
а) Настройка заточного станка:
1. Шлифовальный круг должен находиться перпендикулярно пиле при взгляде сверху((I-) — правильно, (/-) — не правильно) (достигается регулировкой основания на котором закреплён вал с шлифовальным кругом)
2. Шлифовальный круг должен быть центрирован относительно пилы (достигается выдвижением на себя или задвиганием от себя направляющей, на которой находится круг; на зажимы сверху кладёте дощечку толщиной 2-3мм, с проведённой карандашом линией так, чтобы линия совпадала с линией зажима пилы, затем опускаете круг и вы увидите куда смещён круг (влево или вправо от “пилы”).Без этой настройки пилу будет уводить либо постепенно вверх, либо постепенно вниз в зависимости от того куда смещён круг, и как хороша ваша заточка.
3. Пила должна находится на зажимах горизонтально на нулевом уровне(достигается наложением уровня на кончики зубьев пилы и регулировкой поддерживающих направляющих пилы) 4. Пила должна выступать над зажимом на величину 2-3 мм, но не более того.
б) Выбор и правка камня:
1. Выбирается заточной камень следующих марок(по российскому ГОСТу) СТ1,С2,С1,СМ2,СМ1 — желательно на керамической основе, хотя “умные” книжки советуют на бакелите, но это ещё зависит от марки стали.
2. Толщина камня должна быть в пределах от 20 до 33% от шага зуба. Для шага 22мм — это камни толщиной 6мм, по нашему стандарту.
3. Камень правится в следующей очерёдности: сначала параллельно “карману” зуба правится нижняя часть камня, затем параллельно спинке зуба, правится правая часть камня.
4. Левую сторону камня править нельзя, так как это изменит угол заточки, (за левой стороной глаз да глаз. ).
5. Правка камня должна проводиться перед каждой заточкой пилы, но только не во время заточки.
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта — ссылка на него обязательна!
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Приспособление для быстрой и качественной заточки полотна ленточной пилы своими руками
Автор предлагает Вам один из простых и быстрых вариантов заточки лезвия ленточной пилы. Причём, лезвие даже не придётся снимать в этом случае! Мастер проделывает эту процедуру как бы невзначай, в перерыве между работой. Всего 10 минут времени ушло на заточку этого лезвия, которое, примерно, 120 дюймов в длину. На дюйм приходится где-то 3 зубца. Автор отмечает, что данный метод скорее всего не применим для лезвия с более мелкими зубцами, например, 10-12 на дюйм. То есть, заточить-то можно и такое лезвие, но это будет слишком утомительно.
Материалы. – Листовая фанера 12-14 мм в толщину– Доска– Деревянные бруски– Жестяная полоса– Саморезы по дереву– Дремель.
Инструменты, использованные автором.– Ленточная пила– Шуруповерт.
Процесс изготовления. Вот такое несложное приспособление поддерживает дремель как раз под нужным углом, угол можно настраивать/регулировать, ослабляя немного вот эти два шурупа и слегка проворачивая прибор, выставляя под нужный угол.
Упор выставляется вот таким образом и фиксируется на этом месте. А остальная конструкция устанавливается по упору, чётко посередине лезвия. Потом мастер подталкивает приспособление вперёд и направляет его так, чтобы оно постоянно находилось под прямым углом к лезвию.
Спасибо Джону за представленное заточное приспособление!
Всем удачи, хорошего настроения и острых инструментов!
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя
От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.
Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
https://youtube.com/watch?v=b0O7dKV9RX8
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Рекомендации по заточке
Важное значение имеет правильный выбор типа заточного круга. Он должен соответствовать марки стали, из которой изготовлена ленточная пила
Для конструкций из инструментальной стали применяются корундовые круги. Если требуется улучшить режущие свойства биметаллических моделей — следует использовать эльборовые или алмазные круги.
В зависимости от технических возможностей можно выполнить полнопрофильную обработку или каждой режущей части в отдельности. В первом случае понадобится эльборовый круг, торец которого имеет такую же форму, что и у пилы. Для второго варианта выполняется обработка каждого зуба.
Предварительно понадобится станок. Он должен иметь функции регулирования скорости вращения диска и изменение его расположения относительно инструмента. После закрепления полотна в специальной станине следует выполнить такие действия по следующей инструкции.
- Наждак направляется вниз. В это время происходит обработка передней грани с режущей кромкой.
- Формирование среза в падине. Это делается без отрыва от полотна. Данный этап позволяет удалить микротрещины и неровности. Важным моментом является снижение поверхностного натяжения, которое является основной причиной деформации полотна.
- Круг движется вверх. Протачивается задняя часть зуба и его режущая кромка.
По такой же методике происходит обновление всех остальных зубьев
Важно, чтобы значения углов входа и выхода были везде одинаковыми. В противном случае при отличиях геометрии в одной из частей ухудшаться эксплуатационные качества
При длительном контакте круга с металлом может резко повыситься температура на поверхности последней. Для устранения этого эффекта применяют специальные охлаждающие жидкости, поступающие непосредственно из станка. Подача производится постоянно, чтобы избежать формирования зоны накала. В этой части механическая прочность будет ухудшена.
Во избежание появления зазубрин перед обработкой древесины нужно проверить наличие в ней металлических компонентов
Также особое внимание уделяется фиксации и равномерной подаче заготовки для распиливания
В видеоматериале можно ознакомиться с рекомендациями по самодеятельной заточке:
Разводной станок для ленточных пил
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов. Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго. Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования. Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев
Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным. В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления. Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах. Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил. Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно. Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя. От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции
Если рассмотреть несколько моделей рассматриваемого оборудования, то можно уделить внимание на то, что оно конструктивно оно существенно отличается. Некоторые компактные, другие имеют большие блоки управления
Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Как настроить разводной станок для ленточных пил
Ленточная пила является достаточно распространенным режущим оборудованием, которое используется для обработки различных материалов.
Только при правильной подготовке и обслуживании подобного оборудования можно рассчитывать на то, что оно будет работать правильно и долго.
Для этого может понадобится автоматический разводной станок для ленточных пил, которые можно приобрести или создать своими руками.
Процедура развода и заточки пилы
При выборе ленточной пилы для организации производственной деятельности путем обработки древесины достаточно много внимания уделяется тому, какими характеристиками обладает пила: размер, материал режущей кромки, технология производства и так далее. Однако стоит помнить о том, что в независимости от типа режущего элемента, развод и заточку приходится проводить периодически.
Для начала отметим, что самодельный разводной станок для ленточных пил встречается крайне редко.
Это связано с нижеприведенными моментами:
От правильности проведения заточки и развода зависит эффективность работы оборудования
Если работа была выполнена не правильно, то пиление может проходить с быстрым износом зубьев
Важно проводить работу с максимальной точностью. Современные модели могут проводить заточку и разводку с точностью до 0,1 миллиметра
Столь высокая точность позволяет упростить пиление, сделать его более плавным. В зависимости от загруженности производственной линии, проводить процедуру приходится с большой периодичностью. Поэтому разводной станок для ленточных пил должен работать быстро, весь процесс по возможности автоматизирован, что также исключает вероятность допущения брака при выполнении работы.
В последнее время все чаще используется двухсторонний разводной станок для ленточных пил различных производителей.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления. Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах. Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил. Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно. Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя
От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Стоит ли делать самодельный разводной станок для ленточных пил – достаточно распространенный вопрос.
Отметим, что самодельный вариант исполнения не будет обладать нужным классом точности, а значить работа по заточке и разводу зубьев будет не эффективной.
Особенности настройки
Настройка разводного станка ленточных пил проводится в зависимости от особенностей его конструкции
Рассматривая то, как настроить разводной станок для ленточных пил отметим, что достаточно важно учитывать ширину пилы и шаг зуба, его высоту. Именно эти параметры учитываются при настройке рассматриваемого оборудования. , пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.