Профиль FlyingBear
Для принтера модели 4S в слайсере Cura версии выше 4.6 добавлен встроенный профиль (спасибо oducceu). Просто добавляем новый принтер и из списка выбираем FlyingBear/FlyingBear Ghost 4S

Настройки от AlexGyver
Рассмотрим самые критически важные настройки:
Открой меня
ДЛЯ СОПЛА 0.4 мм
Качество:
- Высота первого слоя: 0.3 мм (хз, наверное многовато, но прилипает отлично)
- Ширина линии: 0.36 мм (плотнее будет класть слои, без щелей)
Ограждение:
- Выравнивание шва по оси Z: острейший угол (более-менее красиво прячет шов, но зависит от модели)
Заполнение:
- Перекрытие заполнения: 0.036 мм (для слипания со стенками)
Материал:
- Поток: 100-101% (щели мы скомпенсировали в “Ширина линии”)
- Величина отката: 4.5 мм (для PLA), 6-6.5 (для PETG)
Скорость:
- Скорость печати: PLA 50 мм/с (штатный обдув), PETG 70 мм/с (штатный обдув). С нормальным обдувом можно до 130 мм/с
- Ускорение печати: 800-1000 мм/с2 (со штатной головой)
- Рывок печати: 12-15 мм/с (со штатной головой)
Охлаждение:
- Скорость вентилятора: 100% (PLA, высокотемпературным пластикам можно меньше)
- Минимальное время слоя: 15-20 с (PLA, высокотемпературным пластикам можно меньше)
- Минимальная скорость: 10 мм/с
Поддержки:
- Разрешить кайму (чтобы не отвалились)
- Угол нависания поддержек: 45-55 град
- Зазор поддержки по оси Z: 0.2 мм
Скачать мой профиль можно с Яндекс диска
Переделка механики под CoreXY
Читайте на вики по принтеру
Натяжитель ремня
Если у вас установлен пружинный натяжитель ремня – лучше заменить его на жёсткий натяжитель, например вот такой (ссылка на thingiverse). Печатать модели tensioner_big_2.7mm_standard.stl и tensioner_small_part.stl. Понадобится винтик М3.
Кожух обдува
Для 4S есть альтернативный обдув под штатную турбину, рекомендуется напечатать и поставить сразу же. Ссылка на thingiverse
Печатная каретка
Родная каретка очень тяжёлая, что не позволяет добиться качественной печати на больших скоростях и ускорениях. Можно напечатать каретку, желательно из высокотемпературного пластика (ABS, или хотя бы PETG). Модели:
- Ghost 4/4S новая версия!
- Ghost 4/4S: тип 1 (лучшая, под 4020 и 4010 турбины). Есть ещё тип 2, тип 3
- Ghost 3: тип 0 (лучший вариант). Есть ещё тип 1, тип 2, тип 3
- Ghost 1/2: каретка (плату придётся закрепить стяжками)
Direct Drive
Позволяет избавиться от трубки боудена и ретрактов, повысить качество печати. Модель и инструкции на Thingiverse.
Замена вентиляторов
Если вы собираетесь печатать каретку как выше, вам понадобятся турбины 4010 или 4020 (в зависимости от модели каретки)
- 4010 турбина 24V Ball 9500RPM https://ali.ski/hoeI3
- 4020 турбина 24V Ball https://ali.ski/8yXfP8
Также можно заменить другие вентиляторы на более качественные:
- 3010 (термобарьер) 24V Ball XH2.54 https://ali.ski/1V7rK1
- 6010 (драйверы) 24V Ball XH2.54 https://ali.ski/_BZYg
- 6015 (внутри БП) https://ali.ski/CZe0ve
Более качественные вентиляторы тише работают и дольше прослужат!
Ремень
Если менять каретку, то придётся заменить ремень. Нужен ремень GT2 6mm с неметаллическим кордом, желательно от производителя Gates или POWGE.
- POWGE 1 метр https://ali.ski/HjXcG
Носок на термоблок
На 4S уже стоит носок, можно поставить и на 4 версию принтера вот такой: https://ali.ski/Ixn5_Q выбирать V6 (синенький)
Драйверы TMC
Рекомендуется заменить драйверы моторов на тихие и более точные TMC, например TMC2208. БРАТЬ НЕ UART ВЕРСИЮ. Берите DIY. Версия UART отличается от DIY запаянной перемычкой, на фотках по второй ссылке видно, где она запаяна. Перемычку можно “спаять” паяльником, если вы случайно взяли UART версию.
Купить https://ali.ski/n6ihUE или https://ali.ski/vALAqG. С этими драйверами принтер будет работать гораздо тише, возможно улучшится качество печати.
Напряжение на драйверах осей нужно выставить 1.2V, на драйвере экструдера 1.4V. Драйверы полностью поддерживаются платой принтера, нужно только изменить направление вращения моторов. Настройки в прошивке:
Подшипники Х У
Шариковые подшипники осей X и Y можно заменить на пластиковые. Качество печати может увеличиться за счёт отсутствия люфтов. Внутренний диаметр 8мм, внешний – 15мм
- https://ali.ski/wzvH6
- https://ali.ski/EO_a1
Подшипники Z
Линейные шариковые подшипники оси Z можно заменить на точные и надёжные бронзовые с графитовыми вставками. Качество печати может увеличиться за счёт отсутствия люфтов. Муфты продаются по одной, берите две https://ali.ski/uRwu4u ПОДШИПНИКИ ОКАЗАЛИСЬ НИЗКОГО КАЧЕСТВА, НЕ БЕРИТЕ ИХ!!!11
Муфта оси Z
В принтерах моделей 4 и 4S китайцы ставят обычную жёсткую муфту на ось Z, лучше поставить компенсационную, размер 5×8, ссылка https://ali.ski/l5kO-8 как в первых моделях принтера.
Пружины стола
Есть смысл заменить пружины стола на более жёсткие в поперечном направлении, тогда стол не будет гулять в сторону, размер 8×20 https://ali.ski/OkEskc
Утеплитель стола
Можно доутеплить стол, если нужно. Для полного покрытия новым утеплителем берём 310х310
- https://ali.ski/B5aj5a
- https://ali.ski/ODG5JY
3D-печать с каждым годом становится всё доступнее и доступнее — принтеры начального уровня можно купить за 200$, но хочется лучшего… сегодня мы и поговорим о «лучшем» и во что это вылилось.
При выборе принтера нами ставились требования:
— 32-битный процессор;
— относительно высокая скорость печати;
— закрытый или полузакрытый принтер.
Были просмотрены все принтеры в ценовом диапазоне 200-400$, представленные на aliexpress.com. Выбор пал на FlyingBear Ghost 4S: 32-битный процессор, заявленная максимальная скорость 150мм/с, закрытый с трех сторон (3 боковые стенки + есть возможность установить дверцу). Но не всё так просто…
Характеристики:
- Размер печати: 255*210*210 мм
- Размер принтера: 392*342*420 мм
- Максимальная скорость печати: до 150 мм/с
- Тип материала: PLA, ABS, Wood, Flex, PETG и др.
- Диаметр пластика: 1,75 мм
- Точность позиционирования: Z — 0.002 мм, XY — 0.01 мм
- Диаметр сопла (базовый): 0.4 мм
- Рекомендуемая температура экструдера: 220 °C (макс. 260 °C).
- Температура стола: 60-110 °C
- Подключение: WiFi, MicroSD-карта, USB
Дополнительно:
- редукторный фидер Dual Drive Extruder (аналог BMG)
- 32-битный процессор STM32F103
- датчик филамента
- стол Ultrabase
- силиконовый носок на термоблоке
- драйверы A4988
- WiFi
Начнем с приобретения. Купить принтер можно здесь (официальный продавец): ссылка 1, ссылка 2, ссылка 3, ссылка 4, ссылка 5, ссылка 6, ссылка 7.
Купили принтер, необходимо собирать — в комплекте нет печатной инструкции, но есть видео-инструкция с официального канала производителя в 9 частях: часть 1, часть 2, часть 3, часть 4, часть 5, часть 6, часть 7, часть 8, часть 9.
Собрав принтер, необходимо обновить прошивку — загрузить с официального аккаунта Google.
Чтобы прошить принтер, необходимо распаковать архив и внести изменения в файле robin_nano35_cfg.txt.
cfg_language_type 2
*2 — Английский, 3 — Русский
HEATER_0_MINTEMP 5
HEATER_1_MINTEMP 5
THERMAL_PROTECTION_PERIOD 30
THERMAL_PROTECTION_HYSTERESIS 10
WATCH_TEMP_PERIOD 30
WATCH_TEMP_INCREASE 5
THERMAL_PROTECTION_BED_PERIOD 30
THERMAL_PROTECTION_BED_HYSTERESIS 3
WATCH_BED_TEMP_PERIOD 60
WATCH_BED_TEMP_INCREASE 2
CFG_WIFI_MODE 0
CFG_WIFI_AP_NAME Имя_беспроводной_сети
CFG_WIFI_KEY_CODE Пароль
Сохранить изменения и загрузить всё содержимое (папки и файлы) на MicroSD-карту, включить принтер.
Далее скачиваем слайсер, например, Cura. Скачиваем в магазине Cura плагин для WiFi — MKS WiFi Plugin. Перезагружаем Cura.
Далее добавляем принтер Custom -DeltaBot (видео-инструкция).

Далее выбираем WiFi. Если кнопки «MKS WiFi» нет, то, вероятно, проблема в версиях API — закройте Cura, откройте папку C:Program FilesUltimaker Cura 4.4pluginsMKS Plugin (либо C:UsersИмя_ПользователяAppDataRoamingcura4.4pluginsMKSWifiPluginMKSWifiPlugin), а затем через Notepad++ (или другой текстовый редактор) откройте файл plugin.json и измените версию API, например, с 7ой на 8ую («api»: 8). Запускайте Cura и проверяйте наличие кнопки «MKS WiFi».

Добавляем IP-адрес принтера (в главном меню принтера при нажатии WiFi можно получить соответствующую информацию).
Далее выбираем «Параметры принтера» и переписываем настройки.

А также заполняем GCODE.

Стартовый G-код:
G21
G90
M82
M107
G28 X0 Y0
G28 Z0
G1 Z15.0 F1200
G92 E0
G1 F200 E10
G92 E0
G1 F7200
M117 Printing
G5
Завершающий G-код:
M104 S0
M140 S0
M84
M107
G91
G1 E-1 F300
G1 Z+0.5 E-5
G28 X0
G1 Y210 F2000
M84
G90
M300 P300 S4000
Затем переходим в параметры экструдера.

Чтобы измерить параметры, например, диаметр сопла, необходимо полностью стереть текущее значение, написать новое и нажать Enter.
Теперь… выбираем пластик PLA и начинаем настройку параметров печати (настройки навскидку — далее будем оптимизировать).
Параметры печати PLA (скорость 30 мм/с):
Качество:
- высота слоя — 0.2 мм;
- высота первого слоя — 0.25 мм;
- ширина линии — 0.36 мм;
- ширина линии первого слоя — 100 %.
Ограждение:
- количество линий стенки — 3;
- расстояние очистки внешней стенки — 0.2 мм;
- толщина дна/крышки — 0.8 мм;
- толщина крышки — 0.8 мм;
- слои крышки — 4;
- слои дна — 5;
- шаблон для крышки/дна — линии;
- оптимизация порядка печати стенок — выкл;
- печать внешних стенок — выкл;
- заполнение зазоров между стенками — везде;
- фильтровать только небольшие зазоры — вкл;
- печать тонких стенок — выкл;
- выравнивание шва по оси Z — острейший угол;
- разрешить разглаживание — выкл.
Заполнение:
- плотность заполнения — 15 %;
- дистанция линий заполнения 4.8 мм;
- шаблон заполнения — сетка;
- соединять линии заполнения — выкл;
- множитель для линии заполнения — 1;
- дистанция окончания заполнения — 0.09 мм;
- толщина слоя заполнения — 0.2 мм;
- изменение шага заполнения — 0 мм;
- поддержка заполнения — выкл.
Материал:
- температура сопла — 200 °C;
- температура стола — 60 °C;
- температура стола для первого слоя — 60 °C;
- поток — 101 %;
- разрешить откат — вкл;
- откат при смене слоя — выкл;
- величина отката — 4.5 мм;
- скорость отката — 25 мм/с.
Скорость:
- скорость печати — 30 мм/с;
- скорость перемещения — 120 мм/с;
- скорость первого слоя — 15 мм/с;
- количество медленных слоев — 2.
Перемещение:
- режим комбинга — везде;
- макс. расстояние комб. без отката — 0 мм;
- откат перед внешней стенкой — выкл;
- избегать напечатанных частей при перемещении — вкл;
- дистанция обхода — 0.625 мм;
- поднятие оси Z при откате — выкл.
Охлаждение:
- включить вентиляторы — вкл;
- скорость вентилятора — 100 %;
- начальная скорость вентилятора — 0 %;
- минимальное время слоя — 20 с;
- минимальная скорость 10 мм/с;
- подъем головы — выкл.
Поддержки:
- генерация поддержек — выкл.
Тип прилипания к столу:
- тип прилипания к столу — юбка;
- количество линий юбки — 3.
Ремонт объектов:
- максимальное разрешение — 0.05 мм;
- максимальное разрешение перемещения — 0.05 мм.
Специальные режимы:
- последовательная печать — все за раз;
- поверхностный режим — нормаль;
- спирально печатать внешний контур — выкл.
Также можно установить в магазине Cura плагин Printer Settings и выбрать диаметр — 1.75 мм.
Параметры печати PLA (скорость 50 мм/с):
Качество:
- высота слоя — 0.2 мм;
- высота первого слоя — 0.25 мм;
- ширина линии — 0.36 мм;
- ширина линии первого слоя — 100 %.
Ограждение:
- количество линий стенки — 3;
- расстояние очистки внешней стенки — 0.2 мм;
- толщина дна/крышки — 0.8 мм;
- толщина крышки — 0.8 мм;
- слои крышки — 4;
- слои дна — 5;
- шаблон для крышки/дна — линии;
- оптимизация порядка печати стенок — выкл;
- печать внешних стенок — выкл;
- заполнение зазоров между стенками — везде;
- фильтровать только небольшие зазоры — вкл;
- печать тонких стенок — выкл;
- выравнивание шва по оси Z — острейший угол;
- разрешить разглаживание — выкл.
Заполнение:
- плотность заполнения — 15 %;
- дистанция линий заполнения 4.8 мм;
- шаблон заполнения — сетка;
- соединять линии заполнения — выкл;
- множитель для линии заполнения — 1;
- дистанция окончания заполнения — 0.09 мм;
- толщина слоя заполнения — 0.2 мм;
- изменение шага заполнения — 0 мм;
- поддержка заполнения — выкл.
Материал:
- температура сопла — 200 °C;
- температура стола — 60 °C;
- температура стола для первого слоя — 60 °C;
- поток — 101 %;
- разрешить откат — вкл;
- откат при смене слоя — выкл;
- величина отката — 4.5 мм;
- скорость отката — 25 мм/с.
Скорость:
- скорость печати — 50 мм/с;
- скорость перемещения — 120 мм/с;
- скорость первого слоя — 15 мм/с;
- количество медленных слоев — 2.
Перемещение:
- режим комбинга — везде;
- макс. расстояние комб. без отката — 0 мм;
- откат перед внешней стенкой — выкл;
- избегать напечатанных частей при перемещении — вкл;
- дистанция обхода — 0.625 мм;
- поднятие оси Z при откате — выкл.
Охлаждение:
- включить вентиляторы — вкл;
- скорость вентилятора — 100 %;
- начальная скорость вентилятора — 0 %;
- минимальное время слоя — 20 с;
- минимальная скорость 10 мм/с;
- подъем головы — выкл.
Поддержки:
- генерация поддержек — выкл.
Тип прилипания к столу:
- тип прилипания к столу — юбка;
- количество линий юбки — 3.
Ремонт объектов:
- максимальное разрешение — 0.05 мм;
- максимальное разрешение перемещения — 0.05 мм.
Специальные режимы:
- последовательная печать — все за раз;
- поверхностный режим — нормаль;
- спирально печатать внешний контур — выкл.
Пример печати можно посмотреть по ссылке. Но помните, что перед первой печатью необходимо выставить уровень стола!
Казалось бы раз принтер поддерживает скорость до 150 мм/с — поднимай и поднимай… но не тут то было. Максимальная скорость со штатной системой охлаждения — 50-60 мм/с — для ее дальнейшего увеличения необходимо дорабатывать систему охлаждения. Чем мы и займемся в следующий раз.
Материалы по FlyingBear Ghost 4S:
- FlyingBear Ghost 4S (читать);
- Увеличение скорости до 80-90 мм/с, замена штатного кожуха обдува (читать);
- Апгрейды, часть 1 (читать);
- Апгрейды, часть 2 (читать);
- Апгрейды, часть 3 (читать);
- Настройка экструдера (читать);

Приветствую всех читателей данного поста, хочу поделиться с вами впечатлениями от покупки и эксплуатации 3D принтера Flyingbear Ghost 4S. Принтер был приобретен в далеком 2019 году на распродажи aliexpress 11.11 за 19 000 руб. (с копейками). Выбор моего первого принтера был не долгим, беглый обзор предложений на ранке, просмотр многочисленных видео обзоров и статей. По большому счету считаю что мне очень повезло. так как не обладая достаточными знаниями в области 3d печати и механики принтеров мне попался достойный экземпляр. Через три недели после заказа принтер был у меня. Все комплектующие были качественно упакованы и не один элемент не пострадал при транспортировке. Особенно хочется отметить руководство пользователя на русском языке (без орфографических ошибок) с цветными фотографиями и подробными инструкциями. Приятная неожиданность для товаров с aliexpress.
Сборка принтера заняла не более 1,5 часов, благодаря подробной видео инструкции по сборке на официальном yotube канале производителя. В комплект также входили запасные части — тефлоновая трубка, фитинги и термоблок. На основные детали принтера производитель предоставляет гарантию от 3 месяцев до 2 лет.
Конструктивные особенности.
Рама принтера штампованная из 1,5 мм стали, соединяется болтами, имеет жесткую конструкцию.
На оси Z расположены два направляющих вала диаметром 12 мм. и ходовой винт с трапецеидальной резьбой и безлюфтовой гайкой.
На осях X и Y установлены 8 мм валы в паре с линейными подшипниками. Ось Y в движение приводит один мотор через промежуточный вал.
Все ремни на шаговых двигателя не разрезные, размера GT2. Со временем, для компенсации растяжения, можно использовать напечатанные натяжители, благо моделей в открытом доступе достаточно.
Экструдер у принтера редукторный dual drive extruder, что является несомненным преимуществом по отношению к прямым при печати гибкими пластиками. Редукторные экструдеры уменьшают вероятность проскальзывания пластика при продавливании, благодаря чему можно увеличить скорость ретрактов, тем самым повысить скорость печати. Перед экструдером установлен датчик окончания филамента. Вещь на мой взгляд нужная, особых проблем он не доставляет, но однажды пригодился. Работает всё это следующим образом — после прекращения прохождения нити пластика через датчик, голова принтера паркуется, на экран выводится сообщение о замене пластика или прекращении печати, стол и сопло продолжают греться. После замены пластика и очистки сопла от капель продолжаем печать. Так же принтер поддерживает функцию возобновления печати после не штатного отключения электроэнергии.
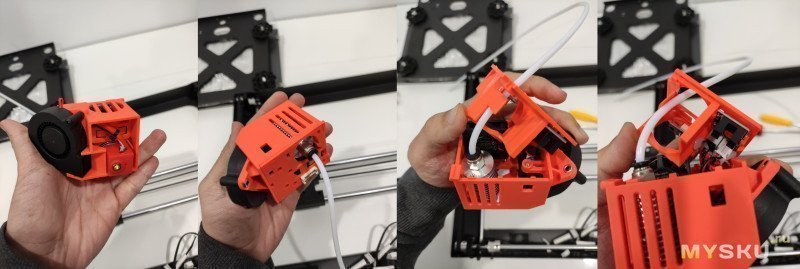
 Голова принтера получилась массивной. Тяжелый кожух из 1,5 мм стали и стальной кронштейн с линейными подшипниками замедляют принтер, приходится жертвовать скорость ради качества. Обдув у принтера весьма посредственный — один вентилятор 40х40х10 и кожух обдува не самой лучшей конструкции.
Голова принтера получилась массивной. Тяжелый кожух из 1,5 мм стали и стальной кронштейн с линейными подшипниками замедляют принтер, приходится жертвовать скорость ради качества. Обдув у принтера весьма посредственный — один вентилятор 40х40х10 и кожух обдува не самой лучшей конструкции.

Стол подогреваемый имеет покрытие Ultrabase, снизу утеплён. По началу все пластики (ABS, PLA, PETG) прилипали хорошо и после остывания стола хорошо отлипали. Со временем адгезия ухудшилась, края модели стали отлипать, деформируясь при печати. Особенно этот дефект стал проявляться на PETG пластиках. Чистка стола изопропиловым спиртом и понижение скорости печати первого слоя до 10мм/с частично решили эту проблему.
Экран управления у принтера цветной, в добавок к тому сенсорный. На мой взгляд функционал для среднего пользователя более чем достаточен. С помощью меню дисплея можно откалибровать стол (выполняется поочередно движение в углы стола и при помощи регулировочных барашков на обратной стороне стола устанавливается необходимый зазор), заменить пластик, перемещать голову во всех осях, запустить пред нагрев стола и сопла, посмотреть состояние всех концевых выключателей. При печати на экране принтера можно увидеть изображение печатающейся модели (при условии что программа создана в Cura и установлен плагин «MKS Plugin»), скорость и время печати, процент выполнения, текущую температуру стола и сопла, высоту печатающего слоя. Возможно оперативно менять процент охлаждения, скорость печати, величину потока.

ПО для принтера производитель рекомендует Cura. Специально для этой программы существует плагин «MKS Plugin», позволяющий подключаться к принтеру по WI-FI (отправлять файлы на печать, редактировать содержимое SD карты, отправлять G-Code, включать преднагрев). Программа эта бесплатная, постоянно обновляется, функционала для меня более чем достаточно — пользуюсь ей.
Характреистики
Габариты печати Х-255/Y-210/Z-210. Напечатать по Y более 207 мм у мене не получилось, не хватает ширины стола.
Диаметр сопла 0,4 мм.
Диаметр пластиковой нити 1,75 мм.
Максимальная температура сопла — 260 *С.
Максимальная температура стола — 110*С.
Максимальная скорость печати — 150 мм/с. Производитель рекомендует 60 мм/с, но после замены штатного обдува скорость можно значительно увеличить.
Экспуатация
После сборки и установки рекомендуемых параметров в Cura тестовая печать удалась. Пробная катушка пластика из комплекта быстро израсходовалась на фигурки и различные модели с бесплатных сайтов для 3D печати. С 3D моделирование я тесно связан по работе (работаю на фрезерном станке станке с ЧПУ, пользуюсь SolidWorks). До появления принтера все возникающие задачи по ремонту домашней утвари, инструмента, автомобильных частей и.т.д решались средствами металлообработки и отбирало много времени и сил. Технический прогресс не стоит на месте и нужно двигаться в ногу со временем. После знакомства с аддитивными технологиями часть необходимых мне деталей удается напечатать, затрачивая меньше времени и ресурсов. Процесс написания программы для принтера не соизмеримо проще, нежели для станка, что благотворно сказывается на развитие и популяризацию 3d печати.
Попробовал печать Flex пластиком. В целом получилось не плохо, липнет хорошо единственное скорость печати пришлось значительно снизить. Этим материалом можно печатать различные уплотнения, демпферы и подобные изделия, меняя заполнение можно добиться разной упругости детали. Печатаю в основном PLA и PETG. Пластик покупаю самые дешевы, принтер их хорошо переваривает, с этим проблем нет.
С завода поверхность стола была покрыта каким то желтым составом, при протирании стола на спиртовой салфетке оставался характерный след. По началу адгезия бала очень хорошей, PLA прилипал намертво. Со временем ситуация изменилась, особенно при печати PETG. Деталь конечно не отваливается от стола, но края детали существенно деформируются отлипая от стола.
 Тестовая печать Flex
Тестовая печать Flex
 Кольцо с резьбой материал Petg
Кольцо с резьбой материал Petg
 Пробная печать резьбового соединения материал Petg
Пробная печать резьбового соединения материал Petg
 Подсачек для рыбалки с чехлом
Подсачек для рыбалки с чехлом 

 Внутри ручки запечатана гайка.
Внутри ручки запечатана гайка.
 Подставка для сверл
Подставка для сверл
 Защитный чехол для измерительно системы станка Mazak.
Защитный чехол для измерительно системы станка Mazak.
Модификации
Первое что я приделал к принтеру был магнитный держатель для инструмента. Сам держатель был приобретен для кухни, но отлично подошел для принтера. Межцентровые отверстия на держателе и боковой стенки принтера совпали, пришлось установить лишь удлиненные винты. Магнитный держатель
Магнитный держатель
Следующим этапом былом облегчение печатающей головки. После поиска готовых решений для моего принтера был выбран вариант полностью печатной каретки с двумя вентиляторами 4020. Каретка напечаталась без проблем, отверстия под подшипники дорабатывал разверткой. Вместо линейных подшипников установил полимерные втулки, которые у меня давно лежали без дела, и отлично подошли по длине и диаметрам. Так же был заказан новый разрезной ремень, так как новая каретка имела другое крепление ремня, с возможностью регулировки силы натяжения. Старый разрезать не стал, оставив возможность вернуть все в сток. Результатом остался доволен, с новым обдувом печатать можно со скорость 90-100 мм/с.


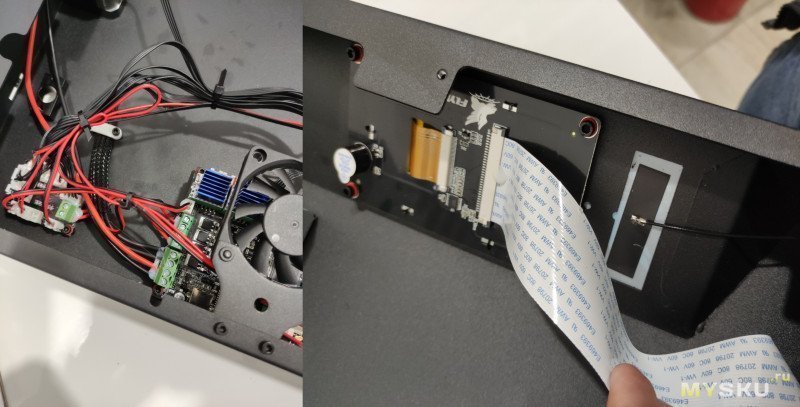
Освещения принтеру очень не хватает. Один важных этапов печати это её начало, первые слои требуют визуального контроля (как прилипает пластик, как ложатся слои), по этой причине приходилось подсвечивать области печати. Устав с этим мириться решил установить освещение. В принтере установлен блок питания на 24 В мощностью 300W, соответственно светодиодную ленту надо брать на 24 В. Само подключение оказалось гораздо проще, чем я думал. На верхней части нижний платформы принтера находятся разъём для подключения, одна из колодок этого разъёма (двух пиновая) свободна.
 Колодка для подключения освещения. В стоке эта колодка свободна
Колодка для подключения освещения. В стоке эта колодка свободна
Сняв крышку с нижней платформы и прозвонив плату разъёма, находим вторую не задействованную колодку, которая соединена с первой.

Внутренний мир Flyingbear
У меня создалось впечатление что производитель предусмотрел установку освещения зоны печати, но реализацию оставил для следующих модификаций принтера. Кнопку управления освещением расположил на левой боковой стенки нижний платформы, предварительно просверлив отверстие 15 мм.
 Монтажное отверстие для кнопки освещения.
Монтажное отверстие для кнопки освещения.
Светодиодную ленту разрезал на три полосы по 30 см. Полосы приклеил на напечатанный уголок. Уголок состоит из двух одинаковых частей, склеенных друг с другом, общей длинной 30 см.
 Осветительная панель
Осветительная панель


Во время разборки принтера предоставилась удачная возможность заделать щель между разъёмом SD карты и корпусом, в которую я с завидной регулярность вставлял SD карту, выковыривая её потом пинцетом.
 Самоклеящаяся подкладка для мебели.
Самоклеящаяся подкладка для мебели.
Выводы
В целом покупкой принтер доволен. Даже в стоковом состоянии принтер показывает не плохие показатели в скорости и качестве печати при относительно не высокой цене. Однако, благодаря энтузиастам и сообществу владельцев, принтер можно глубоко модифицировать. Уже существуют проекты по переделки кинематики на CoreXY, переход на экструдер типа direct или установку новых драйверов двигателей. Что касается меня, то принтер приобретался для знакомства с миром 3d печати и перевода виртуальной модели в физическую, с чем благополучно справляется и по сей день.
Содержание
- 3D принтер FlyingBear GHOST 5 [update 3.5.1]
- ИНФОРМАЦИЯ
- НОВОСТИ
- ССЫЛКИ
- FB GHOST 5
- FB GHOST 4S
- ЧАСТЫЕ ВОПРОСЫ
- МОИ ВИДЕО С ЭТИМ ПРИНТЕРОМ
- ДОРАБОТКИ И НАСТРОЙКИ (на примере Ghost 4S)
- Профиль FlyingBear
- Настройки от AlexGyver
- Качество:
- Ограждение:
- Заполнение:
- Материал:
- Скорость:
- Охлаждение:
- Поддержки:
- Переделка механики под CoreXY
- Натяжитель ремня
- Кожух обдува
- Печатная каретка
- Direct Drive
- Замена вентиляторов
- Ремень
- Носок на термоблок
- Драйверы TMC
- Подшипники Х У
- Подшипники Z
- Муфта оси Z
- Пружины стола
- Утеплитель стола
- 3D принтер FlyingBear Ghost 5. Обзор, тестирование, впечатления.
3D принтер FlyingBear GHOST 5 [update 3.5.1]
ИНФОРМАЦИЯ

- Все инструкции, прошивки, программы и некоторые китайские видосы можно скачать с Яндекс диска
- Официальная группа FlyingBear в FaceBook
- Официальный канал FlyingBear на YouTube
- Неофициальный русскоязычный сайт о FlyingBear GHOST: сборка, доработка, решение проблем
- Чат в Телеграмм, где оперативно решаются вопросы по косякам принтера. Если вы новичок – изучите гайд по 3D печати, прежде чем писать что то в чате
- Плейлист на YouTube от Voltnik с подробным разбором настроек Cura
- Полезный гайд по 3D печати (на примере Anet A6)
- Огромный гайд по косякам 3D печати с описанием. Ещё статья часть 1 и часть 2
- Свежая версия программы Cura
- Сайты с бесплатными моделями для 3D печати: thingiverse, GrabCAD
НОВОСТИ
- 4S и выше: портировали Marlin. Информацию по установке читай здесь. Проект в разработке, заходите почаще.
- Для 5 версии ожидаем гайд по конфигурации
- 4S и выше: плагин для MKS WiFi доступен в магазине Cura! Устанавливать вручную больше не нужно.
- 4S и выше: принтер (базовая конфигурация) добавлен в список принтеров Cura, можно добавить его оттуда.
- Для 5 версии принтера нужно изменить ширину стола с 210 на 215
ССЫЛКИ
FB GHOST 5
- PDF скан брошюры с инструкцией скачать
- Актуальная прошивка v5.8скачать
- Остальная информация подходит от Ghost 4S
FB GHOST 4S
- PDF скан брошюры с инструкцией скачать
- Актуальная прошивка (v2.2) скачать
- Актуальная прошивка v3.0скачать
- Актуальная прошивка v3.1скачать
- Актуальная прошивка v3.3скачать
- Актуальная прошивка v3.5.1скачать
- Инструкция по установке прошивки читать
- Установка Arduino IDE и драйверов для старых версий принтера читать
- Мой профиль Cura скачать
- Плагин для WiFi в Куре скачать доступен в магазине Cura! Ставить свежую оттуда.
![]()
ЧАСТЫЕ ВОПРОСЫ
Почему на дисплее не отображается картинка модели? Картинка появится только при загрузке файла по Wi-Fi через программу (Ghost 4) или плагин для Куры (Ghost 4S), потому что программа/плагин добавляет картинку к файлу.
МОИ ВИДЕО С ЭТИМ ПРИНТЕРОМ
ДОРАБОТКИ И НАСТРОЙКИ (на примере Ghost 4S)
Профиль FlyingBear
Для принтера модели 4S в слайсере Cura версии выше 4.6 добавлен встроенный профиль (спасибо oducceu). Просто добавляем новый принтер и из списка выбираем FlyingBear/FlyingBear Ghost 4S
![]()
Настройки от AlexGyver
Рассмотрим самые критически важные настройки:
ДЛЯ СОПЛА 0.4 мм
Качество:
- Высота первого слоя: 0.3 мм (хз, наверное многовато, но прилипает отлично)
- Ширина линии: 0.36 мм (плотнее будет класть слои, без щелей)
Ограждение:
- Выравнивание шва по оси Z: острейший угол (более-менее красиво прячет шов, но зависит от модели)
Заполнение:
Материал:
- Поток: 100-101% (щели мы скомпенсировали в “Ширина линии”)
- Величина отката: 4.5 мм (для PLA), 6-6.5 (для PETG)
Скорость:
- Скорость печати: PLA 50 мм/с (штатный обдув), PETG 70 мм/с (штатный обдув). С нормальным обдувом можно до 130 мм/с
- Ускорение печати: 800-1000 мм/с2 (со штатной головой)
- Рывок печати: 12-15 мм/с (со штатной головой)
Охлаждение:
- Скорость вентилятора: 100% (PLA, высокотемпературным пластикам можно меньше)
- Минимальное время слоя: 15-20 с (PLA, высокотемпературным пластикам можно меньше)
- Минимальная скорость: 10 мм/с
Поддержки:
- Разрешить кайму (чтобы не отвалились)
- Угол нависания поддержек: 45-55 град
- Зазор поддержки по оси Z: 0.2 мм
Скачать мой профиль можно с Яндекс диска
Переделка механики под CoreXY
Натяжитель ремня
Если у вас установлен пружинный натяжитель ремня – лучше заменить его на жёсткий натяжитель, например вот такой (ссылка на thingiverse). Печатать модели tensioner_big_2.7mm_standard.stl и tensioner_small_part.stl. Понадобится винтик М3.
![]()
Кожух обдува
Для 4S есть альтернативный обдув под штатную турбину, рекомендуется напечатать и поставить сразу же. Ссылка на thingiverse
Печатная каретка
Родная каретка очень тяжёлая, что не позволяет добиться качественной печати на больших скоростях и ускорениях. Можно напечатать каретку, желательно из высокотемпературного пластика (ABS, или хотя бы PETG). Модели:
- Ghost 4/4Sновая версия!
- Ghost 4/4S: тип 1 (лучшая, под 4020 и 4010 турбины). Есть ещё тип 2, тип 3
- Ghost 3: тип 0 (лучший вариант). Есть ещё тип 1, тип 2, тип 3
- Ghost 1/2: каретка (плату придётся закрепить стяжками)
Direct Drive
Позволяет избавиться от трубки боудена и ретрактов, повысить качество печати. Модель и инструкции на Thingiverse.
Замена вентиляторов
Если вы собираетесь печатать каретку как выше, вам понадобятся турбины 4010 или 4020 (в зависимости от модели каретки)
Также можно заменить другие вентиляторы на более качественные:
Более качественные вентиляторы тише работают и дольше прослужат!
Ремень
Если менять каретку, то придётся заменить ремень. Нужен ремень GT2 6mm с неметаллическим кордом, желательно от производителя Gates или POWGE.
Носок на термоблок
На 4S уже стоит носок, можно поставить и на 4 версию принтера вот такой: https://ali.ski/Ixn5_Q выбирать V6 (синенький)
Драйверы TMC
Рекомендуется заменить драйверы моторов на тихие и более точные TMC, например TMC2208. БРАТЬ НЕ UART ВЕРСИЮ. Берите DIY. Версия UART отличается от DIY запаянной перемычкой, на фотках по второй ссылке видно, где она запаяна. Перемычку можно “спаять” паяльником, если вы случайно взяли UART версию.
Купить https://ali.ski/n6ihUE или https://ali.ski/vALAqG. С этими драйверами принтер будет работать гораздо тише, возможно улучшится качество печати.
Напряжение на драйверах осей нужно выставить 1.2V, на драйвере экструдера 1.4V. Драйверы полностью поддерживаются платой принтера, нужно только изменить направление вращения моторов. Настройки в прошивке:
Подшипники Х У
Шариковые подшипники осей X и Y можно заменить на пластиковые. Качество печати может увеличиться за счёт отсутствия люфтов. Внутренний диаметр 8мм, внешний – 15мм
Подшипники Z
Линейные шариковые подшипники оси Z можно заменить на точные и надёжные бронзовые с графитовыми вставками. Качество печати может увеличиться за счёт отсутствия люфтов. Муфты продаются по одной, берите две https://ali.ski/uRwu4u ПОДШИПНИКИ ОКАЗАЛИСЬ НИЗКОГО КАЧЕСТВА, НЕ БЕРИТЕ ИХ. 11
Муфта оси Z
В принтерах моделей 4 и 4S китайцы ставят обычную жёсткую муфту на ось Z, лучше поставить компенсационную, размер 5×8, ссылка https://ali.ski/l5kO-8 как в первых моделях принтера.
Пружины стола
Есть смысл заменить пружины стола на более жёсткие в поперечном направлении, тогда стол не будет гулять в сторону, размер 8×20 https://ali.ski/OkEskc
Утеплитель стола
Можно доутеплить стол, если нужно. Для полного покрытия новым утеплителем берём 310х310
Источник
3D принтер FlyingBear Ghost 5. Обзор, тестирование, впечатления.
Итак. Вот и у меня появился свой Летающий Медведь.
У меня было масса причин, почему у меня раньше не было ни одного принтера от их компании, я в конце напишу подробно. Но этот принтер меня очень, очень сильно удивил.

Начнем распаковку этой увесистой коробочки.
Какие-то вещи в этом принтеры предсобраны, какие-то нам нужно будет собирать. Все уложено в несколько рядов. Все на своих местах, очень тщательно размещено.

Теперь все содержимое коробки у нас на столе, можно рассмотреть подробнее.


Начну с вещей о которых невозможно молчать. Первое это валы, даже не так. ВАЛЫ. Это валы стола, их толщина 12мм! Это определенное первое ВАУ. Не каждый день видишь на довольно бюджетном принтере такие толстые валы стола.

Второе — штатно БМГ экструдер. Это определенно огромный плюс в копилку. Очень редко можно увидеть хотя бы Титан на принтере с Али, а тут сразу БМГ. И конечно же тут есть и датчик окончания филамента, как же без него то)

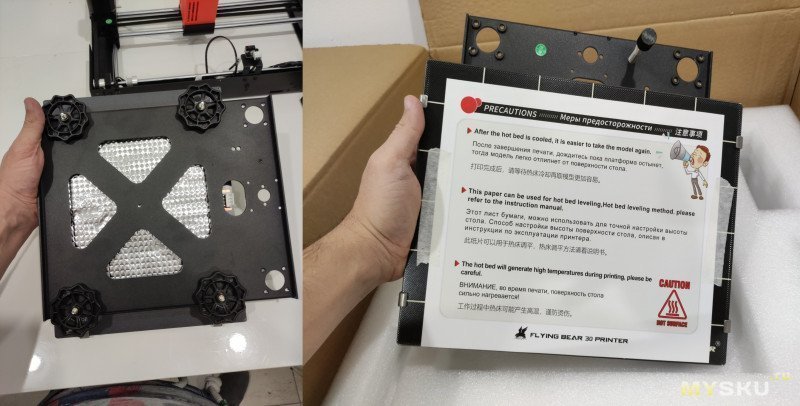
Какая инструкция идет практически со всеми принтерами? Инструкция по сборке, и один листик «устранение неисправностей», немного о том как добавить принтер в Cura, и все. Но тут у нас полноценная инструкция по пользованию принтером, по тому как он устроен и тд. Это именно отличная книжка для новичков, чтоб они могли разобраться с принтером. В ней нет ни слова о сборке принтера.
Обычно что делает с инструкцией любой пользователь нового принтера. По ней собирает (и то если хорошо описана хотя бы сборка), и выкидывает ее. Но тут же кладезь полезной информации. Это первая инструкция которую не захочется выкинуть в мусорку после сборки принтера.
Я был весьма весьма удивлен этим началом.
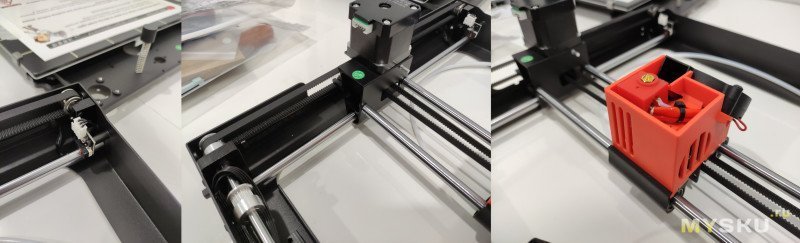
Портал предсобран. Механика так называемый Мейкербот. Мотор оси Х катается вместе с балкой. Мотор оси У кольцевым ремнем вращает вал, и от этого вала уже ремнями идет перемещение балки.
Мое отношение к этой кинематике я напишу в конце. Но в остальном — все шикарно. Все крепления металлические, валы ровные, подшипники неплохого качества.
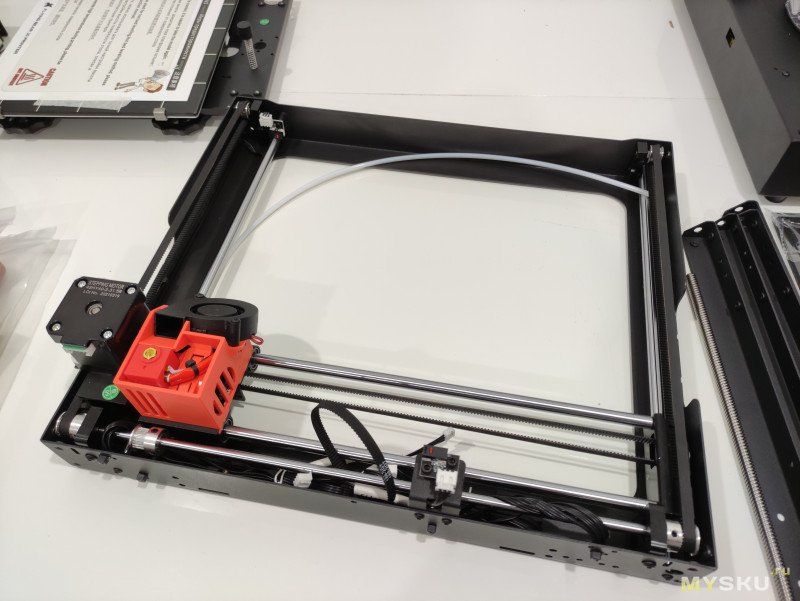
Все сделано очень компактно, аккуратно. Голова так вообще супер упакована, там свободного места и нет лишнего.
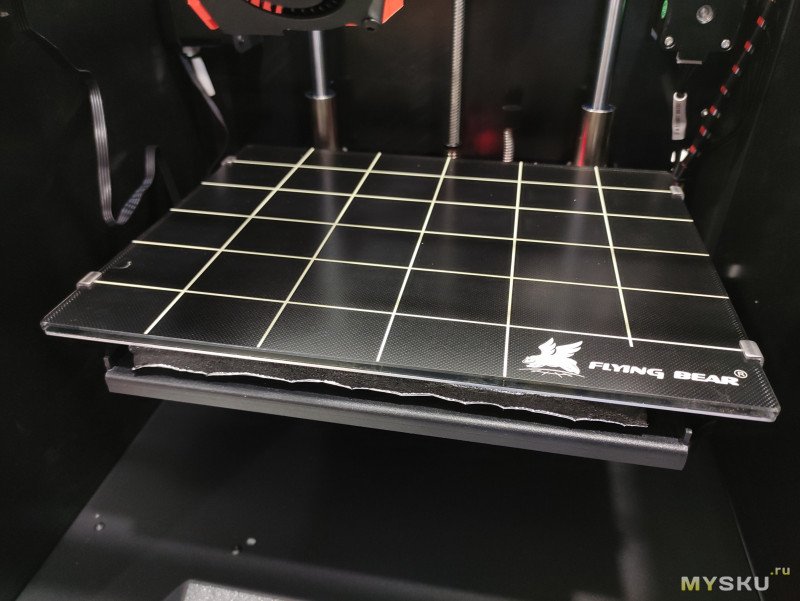
Стол. Пружины хорошие, жесткие. Вместо канцелярских скоб используют жесткую фиксацию стекла к алюминиевому столу, решение компактное и надежное.
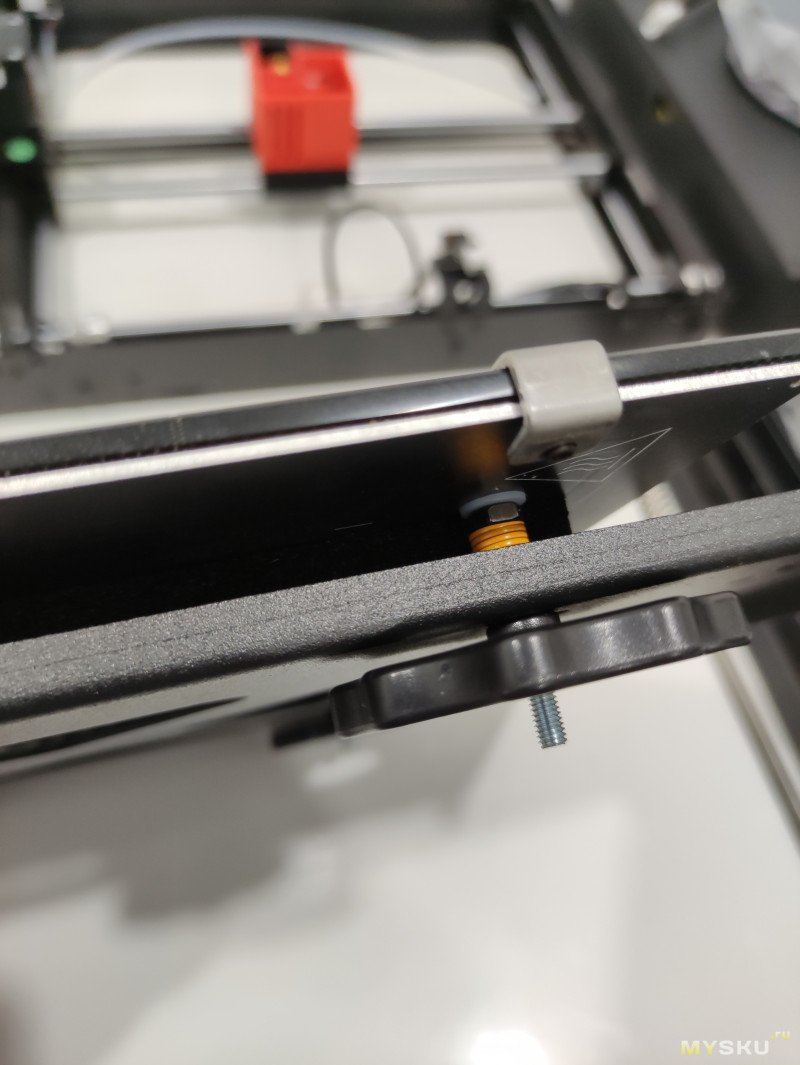
Винты регулировки стола гайкой затянуты к столу, и снизу регулировка идет как на всех принтерах. Но так как винт зафиксирован, он не будет перекашиваться в сторону, не будет проворачиваться при сильной затяжке.
Консоль стола стальная, жесткая. Стол утеплен. На столе удобный разьем. Все продумано, чтоб зафиксировать кабель и он не оторвал контакты.
Область печати тут не стандартно-квадратная, 250*210 мм. Это немного больше стандартных принтеров, и скажу очень часто мне не хватало ширины буквально 1-2см.
Касаемо комплектующих и инструментов.
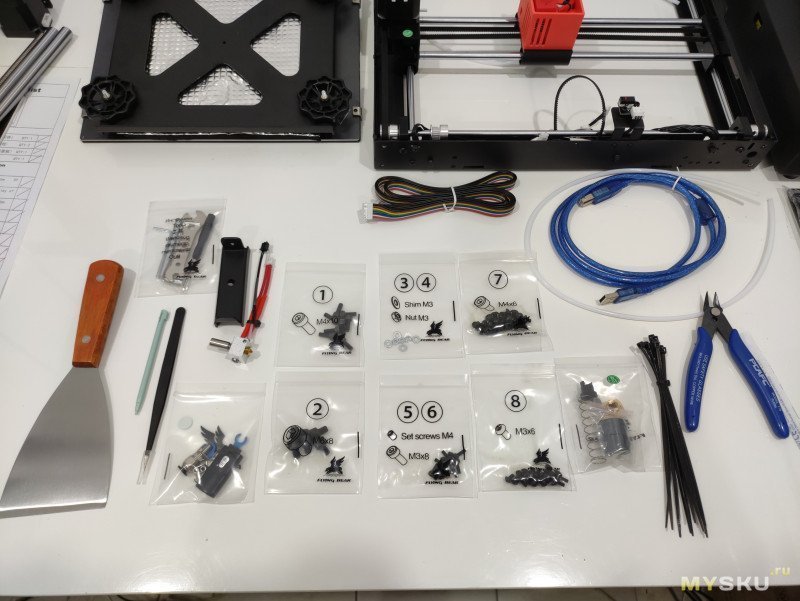
Пакетики с напечатанной маркировкой это конечно красиво. Но есть вещи гораздо интереснее. Это и очень качественные кусачки, стилус для сенсорного дисплея и пинцет. ПИНЦЕТ! В каком еще принтере лежит пинцет в комплекте. А ведь каждый печатник рано или поздно покупает себе эти вещи для удобства. А тут все в комплекте лежит. Это прям ЛЮКС комплект к принтеру.
В комплекте лежит запасной кубик с термистором и нагревателем и термобарьером. Гайка антилюфт на ось Z это тоже из нестандартных и хороших решений!

Я очень надеялся что радиатор будет е3д, но это какой то свой радиатор. Скажу так, если не лазить и печатать как есть — он будет отлично печатать. Я же смотрел на перспективу. Я сюда планирую собрать Директ, БМГ уже есть, нужно будет поменять радиатор на е3д и будет все отлично.
Основание принтера выглядит очень красиво, все металлическое кроме дна. Это пластик с вент отверстиями. Туда я и залезу сейчас.
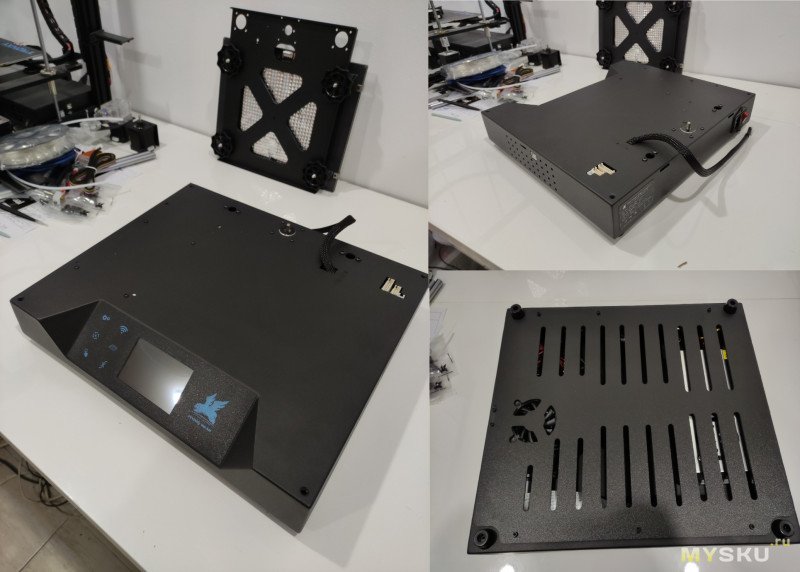
В подвале места очень много.

Плата MKS Robin Nano 1.3. Драйвера по Х и У тихие (предполагаю 2225 или их вариация), по Z и E обычные типа 4988.
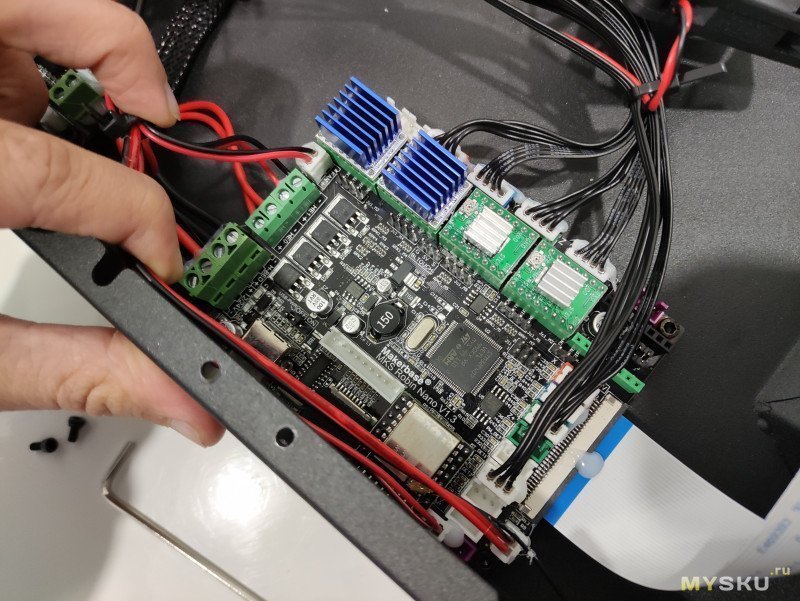
Блок питания на 300w, 24в. Разьемы аккуратно обжаты.
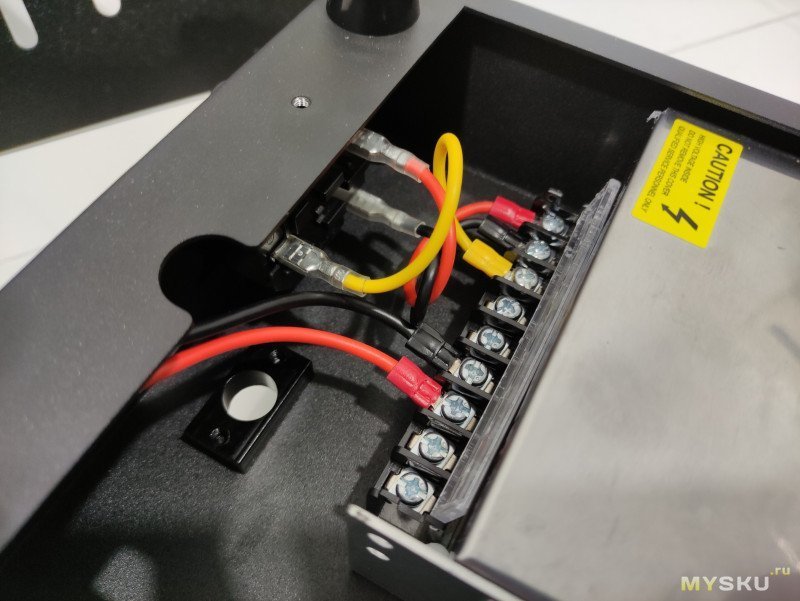
Все штекеры и разьемы залиты клеем. Чтоб от вибраций ничего не отвалилось никогда.
А теперь к сборке. Это было очень неожиданно, но меня отправили на Ютуб. Но не просто ссылкой, которую замучаешься вводить, или ссылкой на флешке. Нет. С строкой для поиска или QR кодом.
Это было очень неожиданно. Последнее время я собирал принтеры очень быстро, обычно хватает 10 шагов чтоб собрать. Но не тут. Тут я погрузился на несколько лет назад, где собрать принтер было целое событие не одного часа.
Но каждый шаг расписан максимально подробно, все становится на место, под каждый шаг все продумано до мелочей. Я прям насладился процессом, это было интересно)

Единственные дополнения от меня. Подшипники стола я выкупал в керосине, просушил и нанес обильно хорошую смазку.

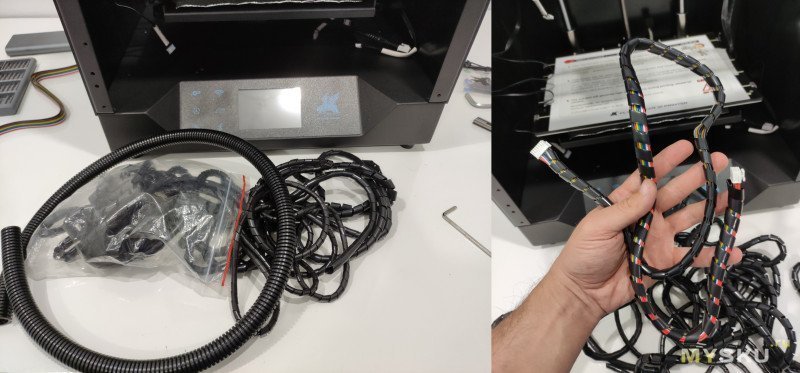
В комплекте с принтером идет кусочек разрезной гофры, куда предлагают уложить провода на хотэнд. Эстетически мне она не нравится, поэтому я завернул провода в разрезную оплетку.
Итак принтер собран. Конечно же он красивый.

Но немного хочу отойти от обзора. Я всегда был хейтером медведей. Я всегда советовал всем знакомым, кто выбирал принтер — только не медведь. Моя «нелюбовь» длится года так с 2017 как минимум.
Пока все производители уходили от акриловых дрыгостолов, и начали производить принтеры из станочного профиля — Медведи решили пойти по своему пути. Они начали делать корпуса из стали (P902 был исключением, но и там минусов было достаточно), из сплава фольги точнее. Внешне это выглядело неплохо, но они были как правило косые, косо насверленные, желейные. Это была популярная забава — купить его, а затем усиливать, пересверливать, переделывать. И когда-нибудь он начинал нормально печатать. В ремонте у меня были практически все их модели по нескольку раз. Фото самого эпичного у меня даже сохранилось. Это нужно для понимания насколько он был желейный, раз хозяин решил усиливать деревом.
Следующее за что я невзлюбил медведей, это их кинематика. Тот самый Мейкербот. Я следил за каждой моделью, каждая новая выходила и там был опять мейкербот. С одной стороны всегда привлекал «куб», но кинематика портила все. Очень давно у меня был FLsun Cube, был он у меня недолго. Это была мега уродская вещь. Максимально дешевая рама, комплектующие низкого качества, отсюда и кривейшие валы. Он печатал медленнее, чем ползал по столу от свой кривости. Он просто плясал на столе.
И Медведи решили — нужно обьединить желейный корпус из фольги, и убогую кинематику и производить свои принтеры.
Казалось бы обречены на провал? Но нет. Многих компаний тех лет уже и не существуют, а медведи существуют и выпускают принтер за принтером. Так в чем фокус? Раньше они пытались сделать максимально дешевый принтер. Невозможно построить хороший мейкербот из желудей и косточек. Но сейчас мне показалось, что кто-то новый пришел в руководство и сказал, «а давайте сделаем нормальный принтер, пусть и дорогой». И они построили очень хороший принтер. Да, он не самый дешевый на рынке, но он все еще довольно бюджетный.
Каркас очень жесткий, сталь достойная, насверлено все отлично. Комплектующие, для Китая, очень достойные. Кинематика передвигается плавно, не заедает, не бьет.
Плюс я думаю они еще очень хорошо прислушивались к своим пользователям, постоянно дорабатывали мелочи разные. Это ощущается в многих деталях.
Это уже совсем не тот «Медведь», который был раньше. Они пилили, пилили и выпилили бриллиант. Я очень приятно удивлен.
А теперь вернемся к обзору, надо его включить и что-то напечатать. Экран сенсорный. Менюшки очень удобные, самые важные функции вынесены на главный экран, второстепенные в отдельное подменю. Калибровка стола, протяжка пластика, преднагрев — все очень удобно сделано.

Теперь надо что-то напечатать. Обычно я беру стекло с этим супер-нано покрытием, переворачиваю, и наношу 3д клей. Но тут стекло прикручено, и я решил — ладно, хорошо. Покрытие так покрытие. Держит оно неплохо, что сказать.
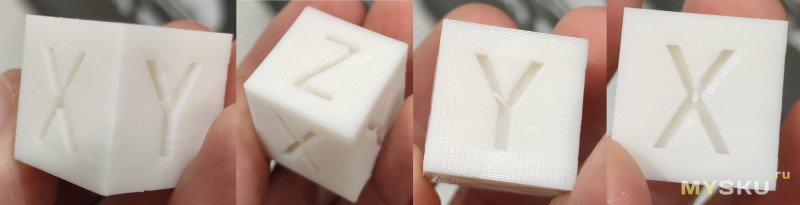
Забегая вперед, первый тестовый кубик печатался ну очень долго. Вся проблема была в ускорениях принтера. Они завалены тут очень сильно. Поэтому пришлось зайти в меню gcode и немного исправить ситуацию.
А теперь касаемо кубиков. Особых нареканий к нему нет. Печатает он очень неплохо, «поток» даже корректировать не пришлось.
И конечно какую-нибудь красивую и сложную вазу напечатать надо.
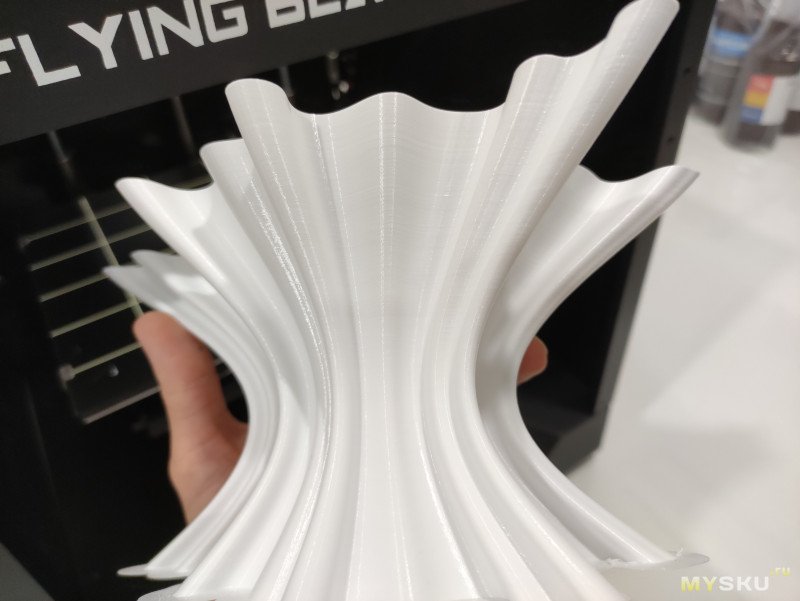
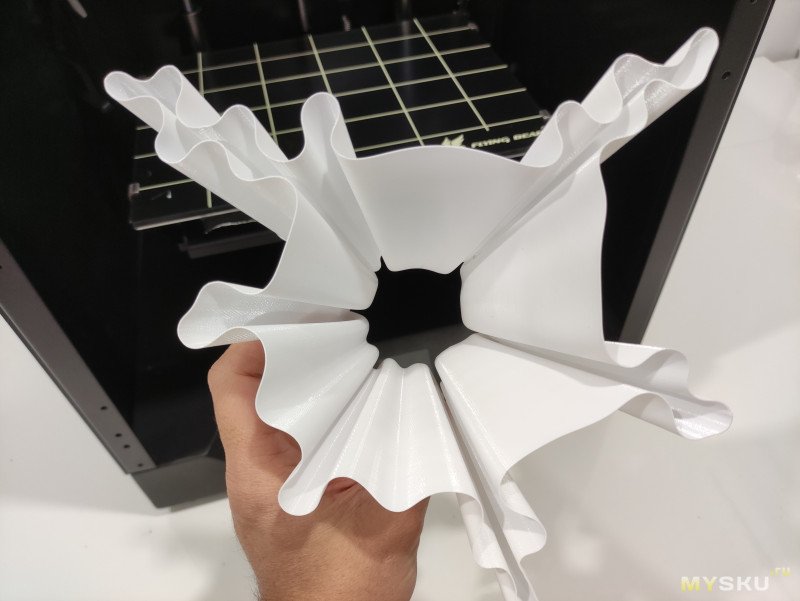


Ваза отпечаталась просто отлично. Нареканий к ней и быть не может.Выводы.
Я считаю это очень достойный принтер. Наверно на данный момент один из лучших, что может предложить Китай за небольшие деньги.
Да, мейкербор кинематика она не будет быстрой, как дельта, Ультимейкер или Corexy. Но он будет явно быстрее дрыгостола. И явно печать сложных деталей будет гораздо качественнее дрыгостола и стабильнее.
Пусть он стоит как 2шт Voxelab Aquila, но плюсов достаточно перекрывающих это. И хороший фидер, и поле печати больше. Он очень компактен на столе. Его легко зашить полностью. Достаточно добавить дверцу и колпак сверху и можно будет печатать Abs пластиком. Если поставить директ, добавить термобарьер цельнометаллический, то можно получить профессиональную машинку, которая будет жевать практически все инженерные пластики. И печатать очень качественно.
Источник
Предположим, что вы уже прошли квест по сборке принтера, и уже не терпится что-нибудь напечатать. Рассказываем, как приступить к печати на Flying Bear Ghost 5 и на какие настройки обратить внимание, чтобы использовать возможности своего 3D-принтера на полную катушку.
Перед распечаткой на 3D принтере модель надо подготовить и разбить на слои. Обычно 3D-модели распространяются в формате STL — это своеобразный JPEG в мире моделирования. Трёхмерный объект в формате STL состоит из множества полигонов — треугольников, координаты которых описаны в файле.
Однако принтеры не способны самостоятельно обрабатывать STL-файлы. Сперва выбранную модель надо преобразовать в G-код — специальные команды для принтера, которые сообщают, куда перемещать головку и с какой скоростью выдавливать пластик в процессе печати. Для преобразования произвольной 3D-модели в G-код существуют специальные программы — слайсеры.
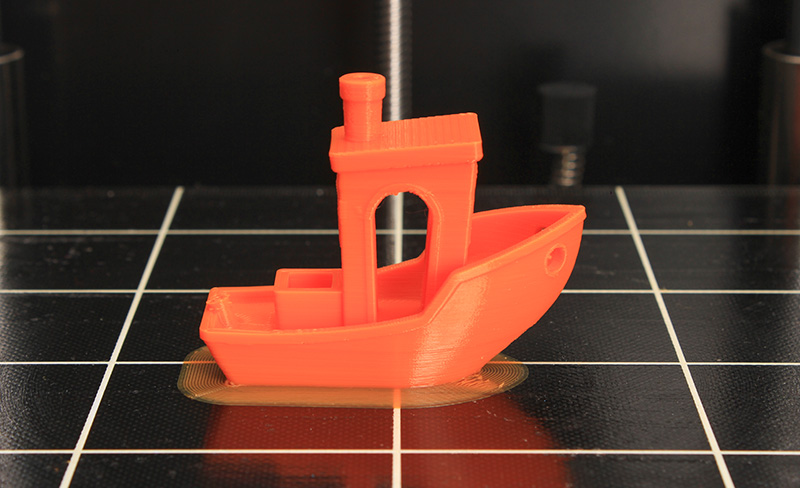
Мы покажем, как выглядит эта операция на примере 3D-принтера Flying Bear Ghost 5. Обработаем в слайсере Cura популярную модель кораблика 3DBenchy.
Эта модель сделана специально, чтобы определять недостатки печати на 3D-принтерах и калибровать настройки. Можно скачать любую 3D-модель в формате STL со специализированных сайтов.
Скачивание слайсера
Для преобразования моделей в G-код подходит любая программа-слайсер. В данном примере мы будем использовать слайсер Cura — наиболее функциональную из бесплатных программ. Скачайте слайсер с официального сайта и запустите установку.

Пропустите приветственные экраны и примите условия использования.

Настройка принтера в слайсере
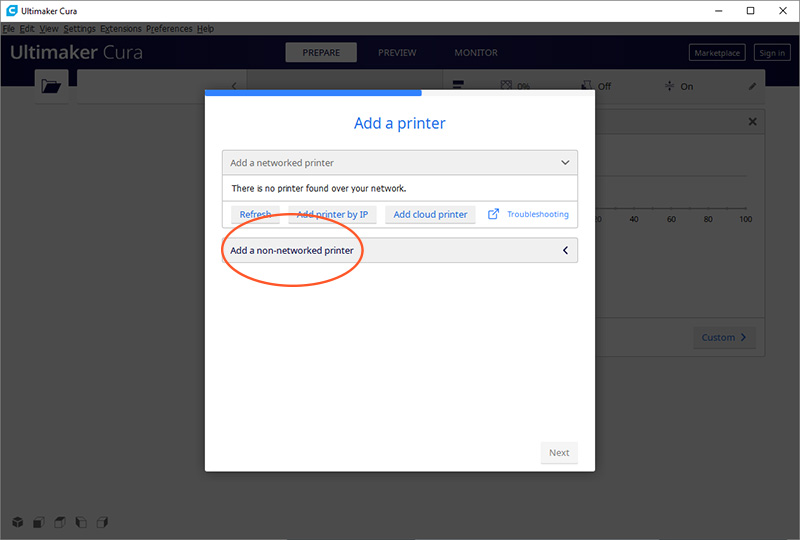
Добавьте принтер в программу с помощью кнопки «Add a non-networked printer».
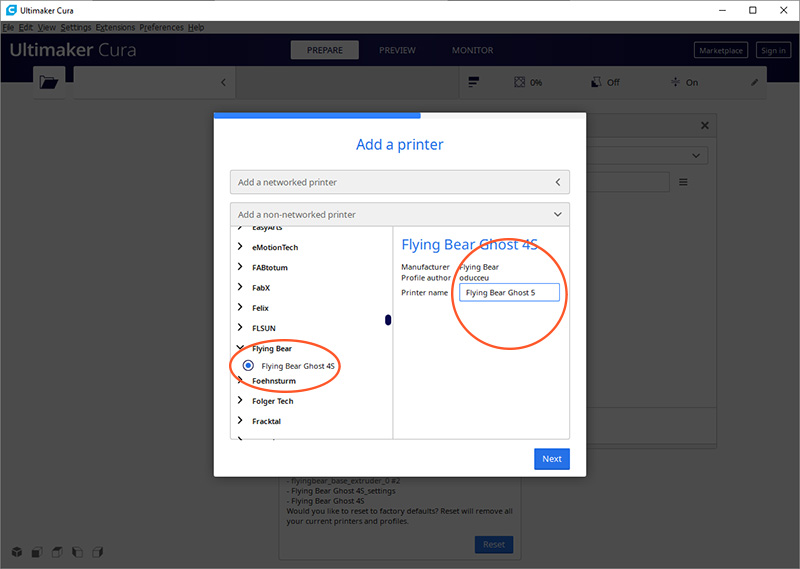
Выберете из списка «Flying Bear Ghost 4S». Это предыдущая модель, у которой похожие характеристики на Flying Bear Ghost 5.
В поле «Printer name» можно ввести любое имя принтера. Оно нужно, чтобы различать между собой несколько принтеров или несколько профилей настроек одного принтера. Назовите его «Flying Bear Ghost 5».
Поменяйте область печати по оси Z на 200mm. За это отвечает поле «Z (Height)». Поле «Gantry Height» изменится автоматически. Остальные поля оставьте без изменений. Нажмите кнопку «Next».

Изменение языка программы
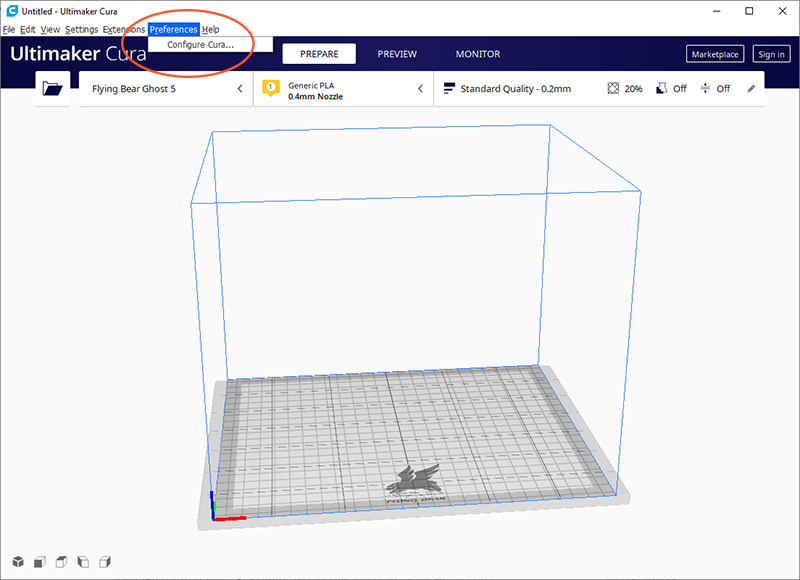
Для удобства сразу изменим язык программы. Зайдите в настройки с помощью кнопки «Preferences» → «Configure Cura…»
Выберите русский язык в выпадающем меню «Language».


Язык интерфейса поменяется только после перезагрузки программы. Закройте Cura и откройте заново — вас встретят русскоязычные менюшки.
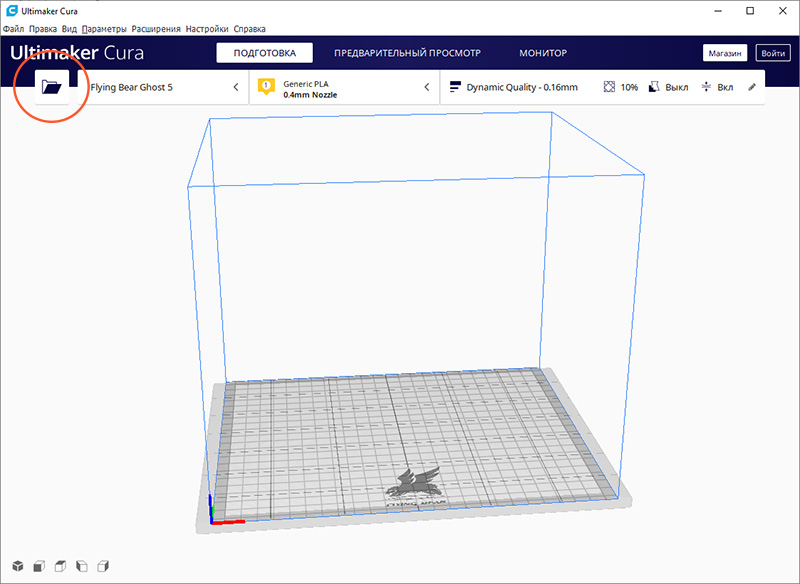
Добавление модели в слайсер
Нажмите на кнопку с иконкой папки и выберите скачанный файл 3D-модели.

Настройка параметров печати
Всё управление программой вынесено в верхнюю панель с тремя кнопками.
Выбор принтера
В левом верхнем углу отображается имя вашего принтера. Мы добавили только одну модель, поэтому в этом пункте должен быть Flying Bear Ghost 5.

Выбор пластика и сопла на принтере
Ваш принтер Flying Bear Ghost 5 позволяет печатать различными видами пластика и использовать сопло с разным диаметром. Проконтролируйте, что в программе выбрано штатное сопло 0,4 мм, которое установлено в принтере с завода.
Раскройте шторку выбора пластика и сопла. В разделе «Материал» выберете ваш пластик. Если вы печатаете тестовой катушкой пластика из комплекта принтера, то выберете «PLA» в разделе «Универсальные».

Выбор настроек слайсинга
По клику на длинную кнопку справа раскрывается список с основными настройками слайсинга. Разработчики CURA постарались сделать программу понятнее, поэтому встроили в неё подсказки. При наведении курсора на неизвестный параметр появится подсказка, которая поможет понять, за какую настройку он отвечает и на что влияет.
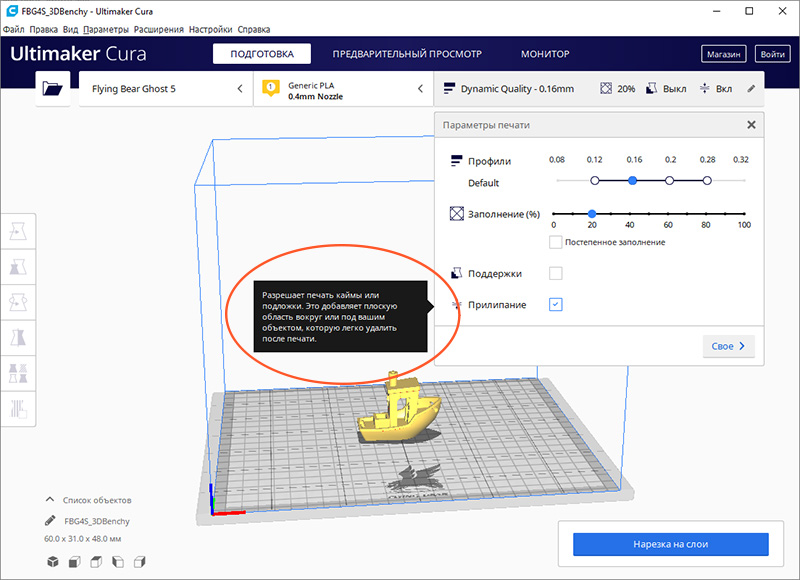
Кнопка «Своё» открывает подробные настройки со множеством параметров. Оставьте все профессиональные параметры по умолчанию. Нам вполне хватит базовых настроек.

Верхний ползунок «Профили» отвечает за высоту одного слоя. Чем толще каждый слой, тем быстрее печатается модель. В то же время, при уменьшении толщины слоя достигается более аккуратное качество печати.
Выставим высоту слоя 0,16 мм. Это золотая середина между скоростью и качеством.

Второй ползунок «Заполнение» отвечает за внутреннюю часть модели. Принтер может напечатать только стенки модели, а внутренний объём оставить пустым. Это сильно снизит расход пластика, но негативно повлияет на прочность модели. Чтобы готовая пластиковая деталь не развалилась в руках, её внутренности не остаются пустыми, а заполняются сеточкой. Полученные рёбра повышают жёсткость модели.
Чтобы соблюсти баланс между прочностью модели и расходом пластика, выставьте заполнение на 20%.

Также в меню настроек слайсинга находятся два дополнительных параметра: поддержки и прилипание.
Если деталь имеет выступающие части, которые нависают над столом, то принтер не сможет их напечатать — они попросту упадут. Чтобы этого не произошло, активируйте галочкой параметр «Поддержки». Под нависающими частями будут печататься столбики, которые поддержат деталь.
В нашей тестовой модели кораблика таких частей нет, поэтому параметр «Поддержки» активировать не надо. Но если вы печатаете собственную модель — не забывайте про опоры.

Параметр «Прилипание» улучшает адгезию. Это сила сцепления между деталью и столом. Если адгезия недостаточная, деталь может оторваться в процессе печати. Принтер будет печатать вокруг модели юбочку, которая увеличит площадь соприкосновения со столом. После печати её можно будет срезать, но она не позволит модели оторваться от стола посреди процесса.
Активируйте этот параметр, так как дно у кораблика довольно мелкое, и дополнительная поверхность для более прочной адгезии ему будет очень кстати.

Предварительный просмотр
Нажмите кнопку «Нарезка на слои». После этого слайсер просчитает траекторию головки и сгенерирует G-код.
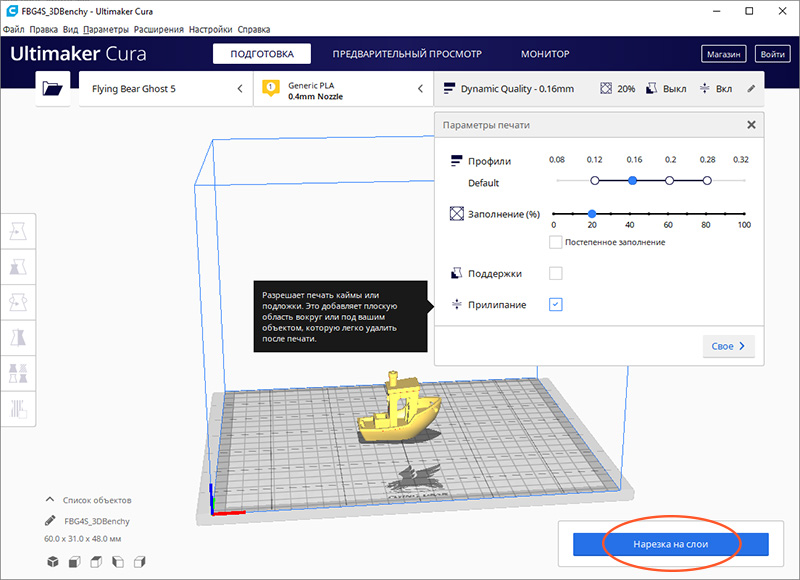
Перейдите на вкладку «Предварительный просмотр», где будет видно построенные слои модели. Предпросмотр помогает проверить ваши настройки печати и понять, как будет печататься модель.


Экспорт G-кода
Чтобы записать готовый файл, легче всего подключить к компьютеру карту памяти microSD через переходник из комплекта принтера. Слайсер сразу же обнаружит съёмное устройство и предложит сохранить файл на него. Сохраните G-код на карту памяти или с помощью раскрывающегося списка сохраните в файл, а затем вручную скопируйте на карту.

Калибровка стола
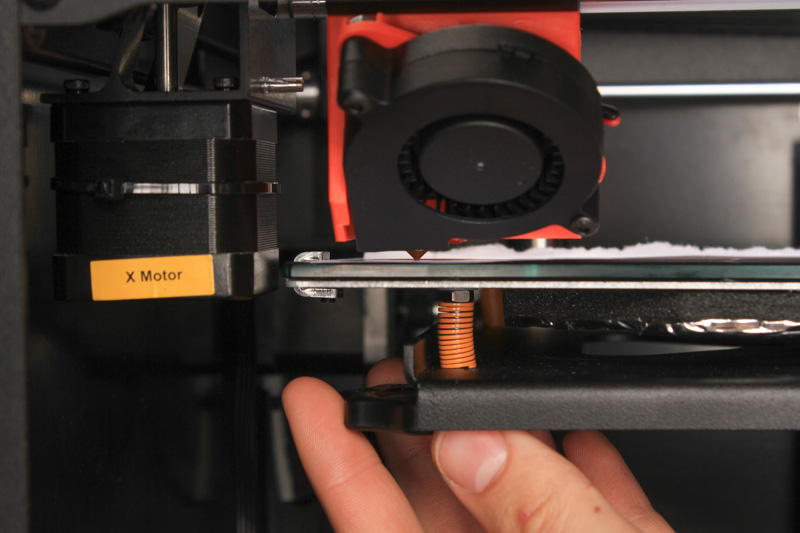
Первоначальную настройку мы уже выполнили при сборке принтера, однако со временем стол может сбиться. Если модель плохо прилипает или, наоборот, первый слой получается излишне тонким и экструдер начинает щёлкать, то стол необходимо перекалибровать с помощью четырёх угловых винтов.
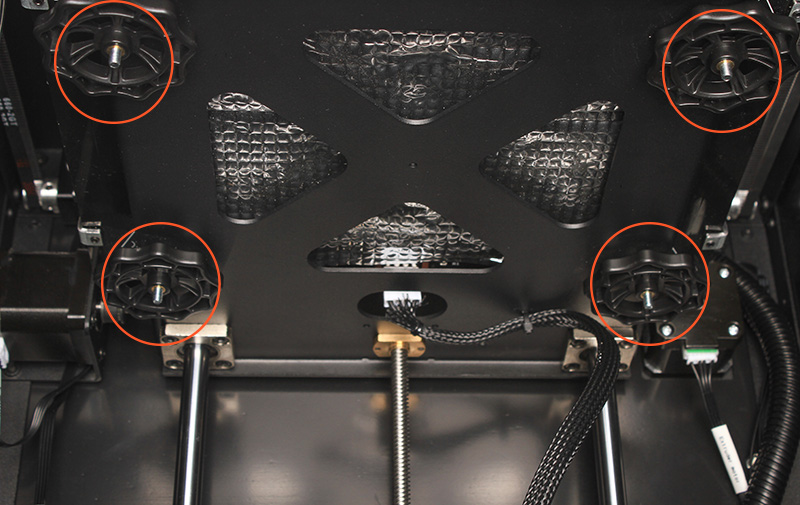
Если винты выкручены до предела или, наоборот, максимально сжимают пружины, подрегулируйте калибровочный винт оси Z.

Для настройки стола разработчиками предусмотрен специальный режим. Зайдите во вкладку «Tool».
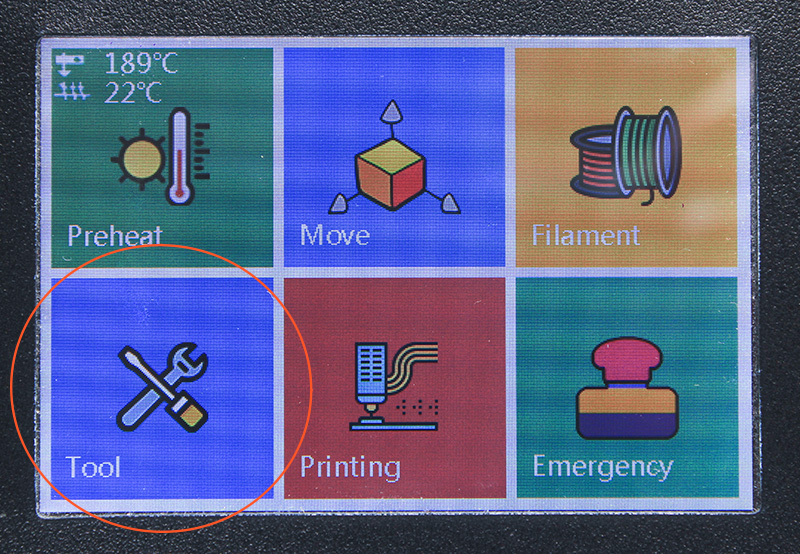
Перейдите во вкладку «Leveling».

Нажмите на кнопку «1». Принтер должен установить сопло в один из углов

Подложите лист бумаги между соплом и столом. Регулировочным винтом отрегулируйте стол так, чтобы лист бумаги застревал. Повторите калибровку в каждом углу стола.
Смена пластика
Перед тестовой печатью мы уже заправили тестовую катушку пластика, однако рано или поздно вам придётся его сменить. Например, если вы захотите печатать другим цветом или попробовать другой тип пластика. Для этого сначала понадобится удалить остатки старого пластика. Сменим пластик на другой, либо удалим остатки старого.
Принтер не даст вам управлять экструдером, пока сопло холоднее 190 градусов, и перед любой операцией автоматически поднимет температуру. Однако высокотемпературные пластики могут оставаться твёрдыми, и экструдер не сможет продавить или вытянуть нитку. Для них необходимо дополнительно разогревать сопло выше 190 градусов с помощью меню «Preheat».
Зайдите в меню «Filament».

С помощью двух больших стрелок на экране можно либо протолкнуть пруток вниз либо вытянуть его обратно.

Кнопкой с изображением спидометра можно переключать скорость подачи пластика.
«High» — высокая. Её лучше использовать, когда пластик подаётся по тефлоновой трубке, но ещё не дошёл до сопла.

«Low» — низкая. Установите эту скорость, чтоб выдавить пластик из сопла. На высокой скорости сечения сопла недостаточно.

Для того чтобы вытащить нитку пластика, нажмите на стрелочку вверх. Дождитесь, когда нитка пластика полностью вытянется экструдером из тефлоновой трубки.

Принтер предупредит, если температура сопла будет меньше 190 градусов.

После нагрева сопла до рабочей температуры необходимо нажать на кнопку «Confirm», и экструдер включится.

После того как конец старой нитки появится из экструдера, нажмите на стрелку вниз. Экструдер начнёт проталкивать нить к соплу.

Конец пластиковой нити на новой катушке обычно продет через отверстия, чтобы она не разматывалась. Обрежьте его, так как деформированный конец может застрять в датчике филамента или экструдере.
Удалите кусачками неровный конец пластика.

Пропустите пруток через датчик филамента, а затем в экструдер.

Подождите, пока пруток не дойдёт до сопла. Как только из сопла начнёт течь пластик, переключите скорость на низкую, чтобы не испортить экструдер. Подождите немного, чтобы остатки старого пластика вылились из сопла. Цвет должен смениться на новый.

Затем нажмите «Stop» на экране.

Печать с карты памяти
Перед печатью надо задуматься об адгезии. На стекле есть специальное покрытие, которое улучшает сцепление между первым слоем пластика и столом, однако у больших моделей могут загибаться края. Для улучшения адгезии можно тонко помазать стол клеем-карандашом или побрызгать лаком для волос.
Вставьте карту памяти в нижнюю панель принтера.

С помощью стрелочки в верхнем левом углу экрана выйдите в основное меню.

Зайдите в раздел «Printing».

Выберите файл для печати с карты памяти.

Подтвердите печать, нажав «Confirm».

После этого вы увидите прогресс-бар с состоянием печати и несколько кнопок.
Процесс печати стартует не сразу. Подождите несколько минут, пока принтер не нагреет стол и сопло до рабочей температуры.

Красная кнопка со знаком «Стоп» нужна, чтобы экстренно остановить печать, если что-то пошло не так, а зеленая со знаком «Пауза» — чтобы приостановить её.

На экране есть индикация температуры стола и сопла, мощности охлаждения, скорости печати и коэффициента экструзии. Если нажать на иконку, можно изменить соответствующий параметр прямо во время печати. Нам все параметры из слайсера подходят, поэтому менять на принтере ничего не надо.
После печати подождите, когда стол остынет. С горячего или тёплого стола деталь снимать гораздо труднее. Снимите деталь шпателем.
Печать по Wi-Fi
Принтер Flying Bear Ghost 5 поддерживает печать по Wi-Fi. Можно не скидывать файл на карту памяти, а сразу отдать команду на печать из слайсера. Для этого принтер надо подключить к вашей беспроводной сети и добавить поддержку печати по Wi-Fi в слайсере.
Подключение принтера к сети Wi-Fi
Нажмите на кнопку «Tool».

Зайдите в раздел «WiFi»

Выберете вашу беспроводную сеть из списка.

Введите пароль от точки доступа Wi-Fi.

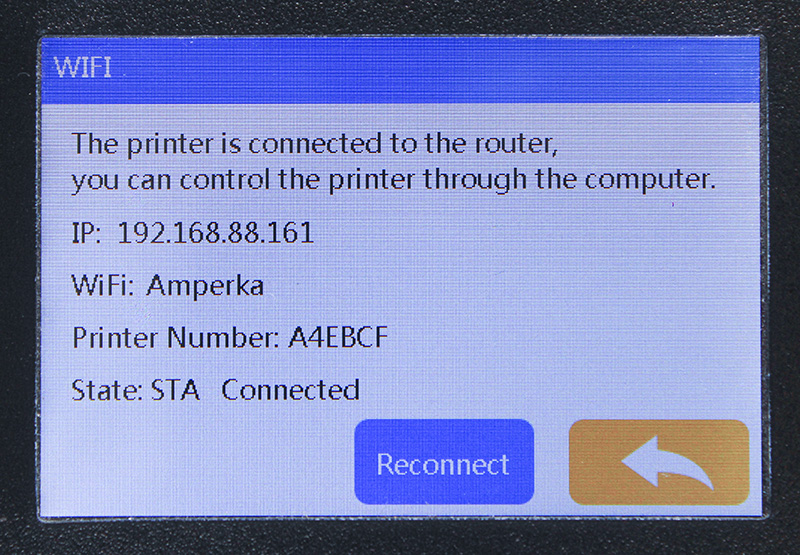
Принтер подключился к роутеру. Запишите IP-адрес принтера. Он понадобится при настройке соединения в слайсере.
Подключение по Wi-Fi в Cura
Нажмите на кнопку «Магазин». Откроется окно с плагинами к слайсеру. Дополнения нужны, чтобы расширить стандартные возможности программы.

В магазине дополнений в списке выберите «MKS WiFi Plugin».

Установите плагин.

Согласитесь с условиями использования.

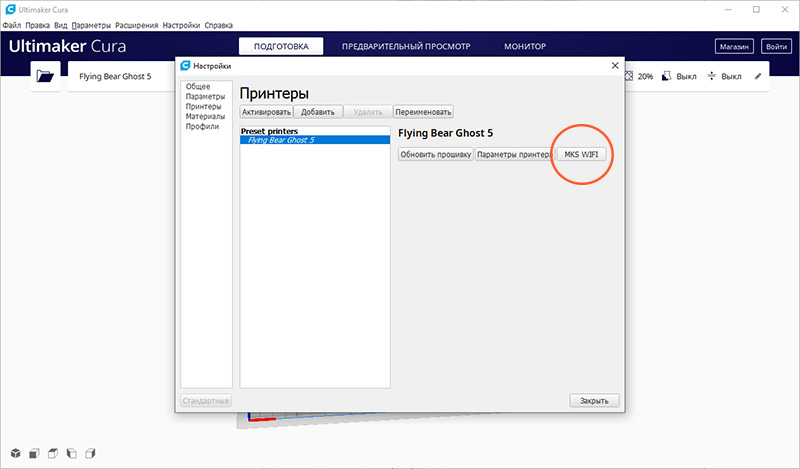
Нажмите на кнопку «Управление принтерами».
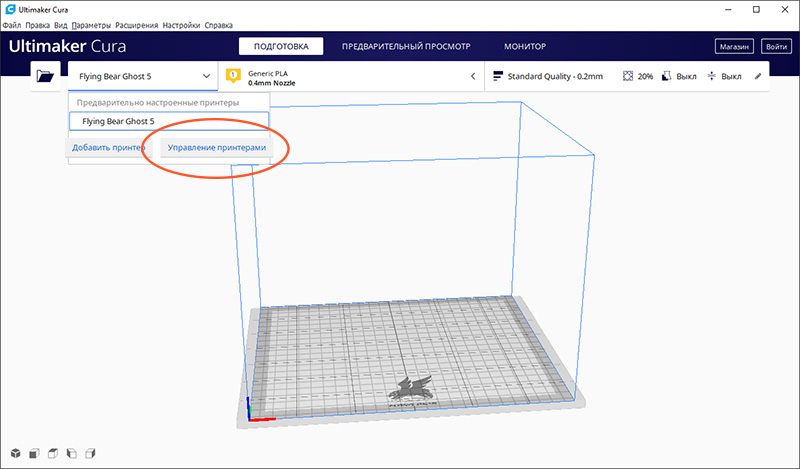
Нажмите на кнопку «MKS WiFi», чтобы подключить ваш принтер по Wi-Fi.
Нажмите на кнопку «Добавить».

Введите записанный IP-адрес принтера в окошко. Нажмите кнопку «OK».

Выберите ваш принтер в списке слева и нажмите «Подключить».

Теперь при сохранении G-кода у вас появился пункт, позволяющий печатать по Wi-Fi.

Также во вкладке «Монитор» можно управлять принтером. Из вкладки доступно управление перемещением, нагрев, отправка команд G-кода и файлов, остановка печати.

В заключение
Мы показали вам самый короткий путь до начала использования 3D-принтера Flying Bear Ghost 5 сразу после сборки. Это послужит вам шпаргалкой для печати произвольных 3D-моделей и экспериментов с разными типами пластика. Дерзайте!
Полезные ссылки
- Всё для 3D-печати в каталоге Амперки
- Где скачать бесплатные 3D-модели