Информация о файле
Руководство по эксплуатации, 2000 г., Воткинский завод.
Станок специализированный фрезерный-консольный вертикальный мод. ВМ127М
Полное заводское описание: механика, электрика, характеристики, неисправности, порядок работы и т.д. Так же есть чертежи на быстроизнашиваемые детали. 88 стр., исключил о консервации.
Скачать еще файл: Электросхема на станок вертикально-фрезерный ВМ127М, Воткинск
СТАНОК СПЕЦИАЛИЗИРОВАННЫЙ ФРЕЗЕРНЫЙ-КОНСОЛЬНЫЙ
ВМ127М
Руководство по эксплуатации
ВМ127М.00.00.000РЭ
-3-
СОДЕРЖАНИЕ
Общие сведения о станке
Основные технические данные и характеристики
Сведения о содержании драгоценных металлов
Комплект поставки
Указания по мере безопасности
Состав станка
Устройства, работа станка и его основных частей
Электрооборудование
Система смазки
Порядок установки
Порядок работы
Характерные неисправности и методы их устранения
Особенности сборки и разборки при ремонте
Материалы по запасным частям
Сведения о приемке
Свидетельство о консервации
Свидетельство об упаковке
Указание по эксплуатации
Гарантийные обязательства
Приложение 1. Сведения о содержании цветных металлов в станке
ВМ127М.00.00.000РЭ
-4-
Введение
В настоящем руководстве приведены сведения по эксплуатации фрезерного консольного вертикального станка модели ВМ127М.
Руководство предназначено для фрезеровщиков, наладчиков, ремонтных слесарей и электриков и может использоваться технологами и нормировщиками. Перед установкой станка и перед работой на нем необходимо тщательно ознакомиться с настоящим руководством.
Работа на станке и обслуживание его в строгом соответствии с руководством обеспечит безотказную работу и сохранение на длительный период его первоначальной точности.
Руководство по эксплуатации не отражает незначительных конструктивных изменений в оборудовании, внесенных изготовителем после подписания к выпуску в свет данного руководства, а также изменений по комплектующим изделиям и документации, поступающей с ними.
ВМ127М 00 00 000РЭ
-5-
1. ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ.
Рис. 1. Станок фрезерный консо/.ьлый модели ВМ127М
1.1. Станок фрезерный консольный! вертикальный модели ВМ127М предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами. Масса детали с приспособлением - до 300 кг.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д.
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства.
Станок ВМ127М имеет сертификат соответствия JC РОСС RU, АЯ04.10П505, выданный органом по сертификации №РОСС RU.0001.11ЛЯ04. срок действия сертификата по 31.05.2002 г. Ста;док сертифицирован на соответствие требованиям ГОСТ 12.2.609, ГОСТ 27487.
1.2. Климатические условия УХЛ4 ГОСТ 15150-69
Дата выпуска .
Заводской номер .
Инвентарный номер . . .
Дата пуска станка в эксплуатацию . . .
ВМ127М.00.00.000РЭ
-6-
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
2.1. Класс точности Н по ГОСТ 8-82
2.2. Основные параметры и размеры согласно ГОСТ 165-81 и таблицы 1.
Таблица 1
Наименование параметров Модель станка
ВМ127М
Основные данные Стол
Размеры рабочей поверхности (длина х ширина), мм 1600x400
Число Т-образных пазов Размер Т-образных пазов (рис.2) ' Наибольшее перемещение стола, мм 3 I
продольное механическое 1000
продольное от руки 1000
i поперечное механическое 300
। поперечное от руки 320
вертикальное механическое 400
вертикальное от руки 420 I
Наименьшее и наибольшее рассстояние от торца шпинделя до ; стола при ручном перемещении, мм 30-500*
Расстояние от оси шпинделя до вертикальных направляющих J станины, мм 420
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм Перемещение стола на один оборот лимба, мм 0,05 ! i
продольное 4
поперечное 6
вертикальное Направляющие станины (рис. 3) Шпиндель Эскиз конца шпинделя (рис. 4) 2
Система ГОСТ 24644-81
Размер 50
Наибольшее осевое перемещение пиноли шпинделя, мм 80
Перемещение пиноли на один оборот лимба, мм 4 ।
Перемещение пиноли на 1 деление лимба, мм 0,05
Наибольший угол поворота шпиндельной головки, град. 45
Цена одного деления шкалы поворота головки, град. 1
Размер 30 мм обеспечивается за счет выдвижения шпинделя
ВМ127М.00 00 000РЭ
-7-
Продолжение таблицы 1.
Модель
Наименование параметров
станка
ВМ127М
Механика станка
Механика главного движения (табл. 2)
Механика подач (табл. 3)
Выключающие упоры подач (продольной, поперечной, в ертикальной) есть
Блокировка ручной и механической подачи (продольной поперечной, есть
вертикальной) I
Блокировка раздельного включения подачи есть |
Торможение шпинделя есть |
Предохранение от перегрузки (муфта) есть I i
П ривод !
I Электродвигатель привода главного движения:
! Тип АИР132М4УЗ
| Число оборотов в минуту, об/мин. 1450
। Мощность, кВт 11
1 Электродвигатель привода подач:
; Тип АИР10054УЗ ,
i Число оборотов в минуту, об/мин. 1500
| Мощность, кВ г 3
! Электронасос охлаждающей жидкости:
Тип 1I-32MC ;
Число оборотов ь минуту, об/мин. 2800 ‘
Мощность. кВт 0,12
Производительность насоса, л/мин. 22 [
Габарит станка i
длина, мм 2560
ширина, мм 2260
высота, мм 2500
Масса станка, т 4,25
ПРИМЕЧАНИЯ:
1. Полную величину указанных ходов можно использовать только при отсутствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли, например:
•• при установке в шпинделе оправки с фрезой сокращается вертикальный ход;
- при установке обрабатываемой детали или приспособления, свисающих между столом и зеркалом станины, сокращается поперечный ход салазок.
При этом необходимо установить ограничительные упоры с учетом отклонения подачи в пределах ограничения перемещения стола, салазок или консоли.
Во всех случаях использования полных ходов с механической подачей необходимо проверить возможность работы на холостом ходу и при обработке внимательно наблюдать за работой станка.
ВМ127М.00.00.000РЭ
-8-
2. В связи с наличием перебегов перемещаемых узлов по инерции фактическая величина механических ходов уменьшена на величину 10-20 мм, в соответствии с чем просверлены ограничительные кулачки.
3. Габариты станков, приведенные в таблице, характеризуют ’’Упаковочные" или наибольшие их размеры при условии установки перемещающихся узлов в среднее положение. При расчете занимаемой станком площади необходимо к размеру ширины станка прибавить значение продольного хода стола - 1000 мм ( в каждую сторону по 500 мм).
4. Вес станков приведен без учета веса смазки, эмульсии и прилагаемых за особую плату принадлежностей.
2. 3.Пределы использования станка по мощности и силовым нагрузкам
При работе на высоких числах оборотов шпинделя (свыше 63 об/мин.) пределы использования привода главного движения станка ограничиваются номинальной мощностью установленного электродвигателя.
Наибольшее усилие резания, допускаемое механизмом подачи, соответственно для продольной, поперечной и вертикальной подач составляет : 2000, 1200, 800 кг.
Наибольший допустимый диаметр фрез при черновой обработке - 200 мм.
В случае возникновения признаков вибрации при некоторых параметрах режима резания рекомендуется увеличить подачу на зуб или применить фрезы с неравномерным шагом.
При работе на низких числах оборотов шпинделя ( при п< 63 об/мин.) лимитирующим фактором является жесткость и прочность привода главного движения. В этих случаях необходимо работать с ограничением мощности для привода главного движения в соответствии с таблицей 2.
Рис.2. Эскиз Т-образных пазов
400 *О>2
Рис.З. Эскиз направляющих станины
Рис.4. Эскиз конца шпинделя
ВМ127М.00 ОО.ОООРЭ
-9-
2.4.Механика станка
Механика главного движения
Таблица 2
Число оборотов шпинделя в минуту Наибольший допустимый крутящий момент на шпинделе, кгс м Мощность на шпинделе по приводу, кВт
40,0 101,0 6,55
50,0 101,0 6,55
63,0 101,0 6,55
80,0 79,7 6,55
100,0 63,6 6,53
125,0 50,8 6,53
160,0 39,6 6.52
200,0 31,6 6.50
250,0 25,3 6.50
315,0 20,0 6,48
400,0 15,7 6,48
500,0 12,5 6,44
630,0 10,0 6,41
800,0 7,7 6,36
1000,0 6,0 6,24
1250,0 4,7 6.08
1600,0 3,6 5.93
2000,0 2,8 4.65 |
Механика подач
Таблица 3
Номер ступени Подача стола, мм/мин.
Продольная, поперечная Вертикальная
1 25,0 8,3
2 31,5 10,5
3 40,0 13,3
4 50,0 16,6
5 63,0 21,0
6 80,0 26,0
7 100,0 33,3
8 125,0 41,6
9 160,0 53,3
10 200,0 66,6
11 250,0 83,3
12 315,0 105,0
13 400,0 133,0
14 500,0 166,6
15 630,0 210,0
16 800,0 266,6
17 1000,0 333,3
18 1250,0 416,6
Быстрый ход 3000 1000
2.5. Сведения о содержании драгоценных металлов (таблица 4).
Таблица 4
Наименование Обозначение Сборочные единицы Кол-во в изделии Масса драгметалла в 1 шт., г Масса в изделии, г Номер акта Примеч.
обозначение кол-во
Серебро Реле РТТ-111 2 0,03956 0,07912
Выключатель КЕ081 4 0,3462 1,3848
\ -\ ВПК 2010 3 0,5573 1,6719
\ -\ АЕ 2046М 1 0,3254 0,3254
\ -\ ВПУ-ОН-БЕ 2 2,523 5,046
Переключатель ПК16-11И-2059 1 0,6108 0,6108
Пускатель ПМА-3102 3 12,55 37,65
\ -\ ПМЕ 211 2 3,065 6,13
\-\ ПМЛ1101аМ 2 2,1924 4,3848
\ -\ ПМ12-010100 3 1,088 3,264
Итого
59,47732
ВМ127М.00.00.000РЭ
ВМ127М.00 ОО.ОООРЭ
-11 -
3. КОМПЛЕКТ ПОСТАВКИ (таблица 5).
Обозначение Наименование Кол-во Примечание
ВМ127М Станок в сборе
Съемные части
6Р13.93.10.041 Захват 2
6Р13 6.08 Рукоятка для подъема консоли 1
6Р13.93.10.044 Гайка 2
Инструмент
Ключ 7811 -0021НС1 ГОСТ 2839-80 1 Размер 12-14
Ключ 7811-0023 НС 1 ГОСТ 2839-80 1 Размер 17-19
Ключ 7811-0025НС1 ГОСТ 2839-80 1 Размер 22-24
Ключ 7811-0041 НС 1 ГОСТ 2839-80 1 Размер 27-30
6Р13.ОП45 Ключ 1 ।
6Р13.1.109 Ключ 2 Дчя замка вводного
Отвертка 7810-0941 .ЗА ГОСТ 17199-88 1 переключая еля
Прин ад л еж мости J 1
Шприц для смазки Ш2 ТУ37.372.054-88 1
Документы
ВМ127М.00.00.000РЭ Руководство по эксплуатации 1
6Р13.00.00.000РЭ2 Руководство по эксплуатации (устройство 1 1
зажима инструмента) i
Поставляются по особому заказу
за отдельную плату
6Р13.6.21.А Гайка биметаллическая 1
6Р13.7.101 Гайк а б им стали ич с с кая 1
6Р13.7.102 Гайка биметаллическая 1
6Р13.7.103 Гайка биметаллическая 1 1
6Р13.4.72Н Диск фрикционный 8
6Р13.4.172 Диск фрикцион! ПзШ 9
6Р13.93.10.041 Захват 2
6Р13.93.10.044 Г айка 2
6Р13.ОП.40 Ключ 1
Оправка фрезерная 3.6222-0088 УХЛ4 1 Диаметр 32
ТУЗ-117М-87 с ключом 32ПИ643
Оправка фрезерная 3.6222-0092 УХЛ4 1 Диаметр 50
ТУЗ-117М-87 с ключом 46ПИ643
Втулка переходная 3.6103-0028 УХЛ4 1 Комлект с ключом
ТУЗ-116М-87 6Р13.ОП.40
ВМ127М.00.00.000РЭ
- 12-
Продолжение таблицы 5
Обозначение Наименование Кол-во Примечание
Втулка переходная 3.6103-0029 1 Комлект с ключом
УХЛ4 ТУЗ-116М-87 6Р13.ОП.40
Втулка переходная 3.6103-0030 1 Комлект с ключом
УХЛ4 ТУЗ-116М-87 6Р13.ОП.40
Тиски 7200-0220 ГОСТ 16518-96 1
Головка делительная УДГ-Н-160 1
ТУ2-024-4475-75
Стол круглый поворотный 1
7204-0023 ГОСТ 16936-71
Прилагаемые к станку принадлежности, отдельные съемные части и документы упаковываются в отдельный ящик, который устанавливается в ящик упаковки станка.
ВМ127М.00.00.000РЭ
- 13 -
4. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
4.1. Условия техники безопасности при работе и обслуживании станка должны строго соответствовать ’’Общим правилам техники безопасности и производственной санитарии для предприятий и организаций машиностроения".
4.2. К работе на станке допускаются лица, знакомые с общими положениями условий техники безопасности при фрезерных и сверлильных работах, а также изучившие особенности станка и меры предосторожности, приведенные в данном руководстве.
4.3. Станок должен быть подключен к общей системе заземления. Все работы связанные с подключением или ремонтом электрооборудования станка должны производиться только подготовленнымперсоналом . Дверцы левой и правой ниш станка с электрооборудованием должны быть всегда закрыты и открываться только лицами с соответствующей квалификацией.
4.4. Работа должна производиться только исправным инструментом на исправном приспособлении при надежном закреплении инструмента и приспособления.
4.5. Зона резания должна быть ограждена защитным экраном (описание устройств на рис.5). Снятие обработанной детали производить только после остановки вращения шпинделя.
4.6. Сопло для подачи охлаждающей жидкости должно быть надежно закреплено. Не допускается направлять и перестраивать установку сопла в процессе фрезерования.
4.7. Периодически необходимо проверять правильность работы блокировочных устройств, в т.ч. блокировки рукоятки подъема консоли и маховичков продольного и поперечного ходов, наличие и надежность закрепления ограничительных упоров. Рукоятку подъема консоли рекомендуется снимать
4.8. В случае необходимости транспортировки станка обязательно надежно закрепить все перемещающиеся узлы.
Станок транспортировать согласно указаниям, приведенным в подразделе 9.2.
4.9. Дополнительные меры безопасности приведены в разделах 7, 9, 10.
4.10. В случаях превышения установленных норм величины уровня звука на рабочем месте оператора необходимо применять средства защиты от шума согласно ГОСТ 12.1.029-80, ГОСТ 12.4.051-87.
4.11. При работе на станке с поворотом (от вертикального расположения) шпиндельной головки необходимо обратить внимание на правильность расположения переднего отражательного щитка и шторок бокового ограждения по обеспечению ограждения зоны резания.
При необходимости, исходя из конкретных технологических условий эксплуатации станка, применять дополнительные меры по ограждению зоны резания согласно
ГОСТ 12.2.003-91.
4.12. Периодически проверять надежность фиксации расположения штанги бокового ограждения.
При необходимости проводить регулировку усилия затяжки винта клеммного зажима штанги.
4.13. При обработке на станке материала (например, чугуна) на режимах в результате которых в рабочей зоне образуется пыль с концентрацией, превышающей допустимые нормы, необходимо применять местную вытяжную вентиляцию, обеспечивающую санитарные нормы.
Элементы внешней вытяжной вентиляции должны располагаться в зависимости от обрабатываемой детали, применяемого инструмента, приспособления в удобном для работы месте, не снижать технологических возможностей станка.
Для крепления элементов вентиляции рекомендуется использовать Т-образные пазы стола или резьбовые отверстия станины, применяемые для крепления штанги бокового ограждения.
ВМ127М.ОО.ОО.ОООРЭ
- 14-
5. СОСТАВ СТАНКА
5.1. Общий вид станка с обозначением составных частей станка (рис.6)
5.2. Перечень составных частей станка (табл.6)
Таблица 6
Позиция см.рис.6 Наименование Обозначение Примечание
1 Станина 6Р13.1.01-03
2 Коробка скоростей 6Р13.3.01-03
3 Поворотная головка 6Р13.31.02
4 Стол-салазки 6Р13.7.01Б
5 Консоль 6Р13.6.01Б
6 Коробка подач 6Р13.4.01А
7 Электрооборудование ВМ127М.8.00.000
8 Коробка переключений 6Р13.5.01-01
9 Устройство электромеханического зажима инструмента 6Р13К.93.000
।
Рис.5. Ограждение фрез
1 - отражательный щиток
2 - шарнирный четырехзвенник
д
Рис.б. Расположение составных частей станка
ВМ127М.00.00.000РЭ
ВМ127М.00.00.000РЭ
- 16-
6. УСТРОЙСТВО, РАБОТА СТАНКА И ЕГО СОСТАВНЫХ ЧАСТЕЙ
6.1.Общий вид с обозначением органов управления (рис.7)
6.2. Перечень органов управления (табл.7)
6.3. Перечень графических символов, указанных на табличках станка (табл.8.)
6.4. Кинематическая схема представлена на рис. 8. Перечень к кинематической схеме приведен в табл.9.
Таблица 7
Позиция см.рис.7 Органы управления и их назначение
3 Указатель скоростей шпинделя
4 Стрелка-указатель скоростей шпинделя
6 Кнопка "Импульс шпинделя"
7 Переключатель зажима-отжима инструмента
8 Поворот головки
9 Зажим гильзы шпинделя
И Рукоятка включения продольных перемещений стола
12 Зажимы стола
13 Маховик ручного продольного перемещения стола
14 Кнопка "Быстро стол"
15 Кнопка "Пуск шпинделя"
16 Кнопка "Стоп"
18 Маховик ручных поперечных перемещений стола
19 Рукоятка ручного вертикального перемещения стола
20 Кольцо-нониус
21 Лимб механизма поперечного перемещения стола
22 Кнопка фиксирования грибка переключения подач
23 Грибок переключения подач
24 Указатель подач стола
25 Стрелка-указатель подач стола
26 Рукоятка включения поперечной и вертикальной подач стола
27 Зажим салазок на направляющих консоли
31 Переключатель ввода "включено-выключено"
32 Переключатель насоса охлаждения "включено-выключено"
34 Рукоятка переключения скоростей шпинделя
36 Зажим консоли на станине
37 Маховик выдвижения гильзы шпинделя |
38 Зажим головки на станине ;
40 Кнопка "Стоп" аварийная |
41 Лампа сигнальная |
ВМ127М.00.00.000РЭ
- 17-
ВМ127М.00.00.000РЭ
- 18-
8
6.3.Перечень графических символов, указанных на табличках станка (таблица 8).
Наименование Символ Наименование
Главный выключатель Шпиндель й О (6) £5 Залив масла Смазка направляющих
Направление вращения шпинделя Отключено Включено Импульс (толчок шпинделя) Быстрый ход Подача Регулировка люфта гайки Прямолинейное движение в двух направлениях Продольное перемещение прямоугольного стола Поперечное перемещение прямоугольного стола ежа» вкэ ла** ИЬ ЛЛЛЛ| |1 1Р*к. « На ходу не перелючать Заземление Отношение подач стола к установленной на лимбе Продольная подача Поперечная подача Зажим Разжим
ВМ127М.00.00.000РЭ
- 19-
6.4. Кинематическая схема представлена на рис. 8.
Перечень к кинематической схеме приведен в таблице 9.
а- С
Рис.8.
Таблица 9
Куда входит Поз. см. рис.8 Числ.зубьев зубчатых колес или заходов червяков, ходовых винтов Модуль или шаг,мм Ширина обода зубчатого колеса, мм Коэф, смещения исходного контура Материал Показатели свойств материала
Коробка скоростей и 2 31 3,0 26 - сталь 20Х зубья h 0,8...1,2 57...63 НКСэ
поворотная головка 3 49 3,0 26 - сталь 40Х зубья 49,5...54 НКСэ
11 п 4 19 4,0 19 +0,350 сталь 2 0Х зубья h 0,8...1,2 57...63 НКСэ
11 п 5 / v 22 4,0 19 +0,350 сталь 20Х зубья h 0,8...1,2 57...63 НКСэ
н н 6 16 4,0 20 +0,400 сталь 2 0Х зубья h 0,8... 1,2 57...63 НКСэ
И 11 7 '/ 38 4,0 18 +0,118 сталь 40Х зубья 49...54 НКСэ
П Т! 8 32 4,0 18 +0,174 сталь 40Х зубья 49...54 НКСэ
11 1! 9 17 4,0 20 + 1,000 сталь 40Х зубья 49...54 НКСэ
11 11 10 27 4,0 19 +0,350 сталь 4 0Х зубья 49...54 НКСэ
11 1! 11 35 4,0 18 +0,173 сталь 40Х зубья 49...54 НКСэ
11 11 12 37 4,0 18 +0,165 сталь 40Х зубья 46...52 НКСэ
11 11 13 46 4,0 20 +0,110 сталь 4 0Х зубья 49...54 НКСэ
11 11 14 26 4,0 18 +0,395 сталь 40Х зубья 49...54 НКСэ
П 11 15 82 3,0 25 - сталь 40Х зубья 49...54 НКСэ
11 11 16 19 4,0 33 + 1,000 сталь 40Х зубья 49...54 НКСэ
11 11 17 69 4,0 30 +0,080 сталь 40Х зубья 49...54 НКСэ
Н 11 18 38 3,0 25 - сталь 40Х зубья 49...54 НКСэ
11 11 19 55 3,5 32 - сталь 40Х зубья 46...52 НКСэ
11 11 20 55 3,5 32 - сталь 45Х зубья 46...52 НКСэ
11 п 23 1 4,0 - - сталь 45
11 и 24 1 4,0 - - чугун АЧС-1
11 и 25 31 1,5 8 - сталь 45 зубья 36...42 НКСэ
11 и 26 31 1,5 8 - сталь 45 зубья 36...42 НКСэ
11 11 27 65 6,28 8 - сталь 45 НВ 228...250
11 11 11 Т1 28 25 2,5 8 - сталь 45 зубья 41...46 НКСэ
ВМ127М.ОО.ОО.ОООРЭ
Продолжение таблицы 9
Куда входит Поз. см. рис.8 Числ.зубьев зубчатых колес или заходов червяков, ходовых винтов Модуль или шаг,мм Ширина обода зубчатого колеса, мм Коэф, смещения исходного контура Материал Показатели свойств материала
Коробка подач 30 26 2,0 20 - сталь 20Х зубья h 0,5...0,7 57...61 HRCa
11 II 31 50 2,0 15 - сталь 40Х зубья 46...52 HRCa
н п 32 26 2,0 15 - сталь 40Х зубья 46...52 HRCa
I» II 33 57 2,0 13 - сталь 40Х зубья 46...52 HRCa
1! U 34 27 2,5 13 - сталь 40Х зубья 49...54 HRCa
п н 35 36 2,5 12 - сталь 40Х зубья 49...54 HRCa
II II 36 18 2,5 13 - сталь 40Х зубья 49...54 HRCa
М V 37 27 2,5 12 - сталь 40Х зубья 46...52 HRCa
II 1! 38 21 2,5 12 - сталь 40Х зубья 46...52 HRCa
1! II 39 18 2,5 12 - сталь 40Х зубья 46...52 HRCa
fl II 40 24 2,5 12 - сталь 40Х зубья 49...54 HRCa
II II 41 36 2,5 12 - сталь 40Х. зубья 49...54 HRCa
11 II 42 18 2,5 12 - сталь 40Х зубья 49...54 HRCa
И И 43 45 2,5 12 -0,236 сталь 40Х зубья 46...52 HRCa
II II 44 13 2,5 15 +0,236 сталь 40Х зубья 46...52 HRCa
II II 45 40 2,5 12 - сталь 18ХГТ зубья и кулачки h 0,5...0,8
57...63 HRCa
II II 46 - - - - сталь 20Х кулачки h 0,7...1,2 57...63 HRCa
»! 11 47 34 2,5 13 - сталь 40Х зубья 46...52HRCa
1! II 48 40 2,5 12 - сталь 40Х зубья 46...52 HRCa
И 1! 49 37 2,5 13 - сталь 40Х зубья 46...52 HRCa
II II 50 67 2,0 19 - сталь 40X зубья 46...52 HRCa
И 1! 51 33 2,0 13 - с таль 40Х зубья 46...52 HRCa
II II 52 28 2,5 14 - сталь 40Х зубья 46...52 HRCa
ВМ127М.00.00.000РЭ
Продолжение таблицы 9
Куда входит Поз. см. рис.8 Числ.зубьев зубчатых колес или заходов червяков, ходовых винтов Модуль или шаг,мм Ширина обода зубчатого колеса, мм Коэф, смещения исходного контура Материал Показатели свойств материала
Коробка подач 53 - - - сталь 65Г диски 41.. .49 HRCa
It п 54 - - - сталь 14ХГ2НР кулачки h 0,8... 1,2 57...63 HRCa
I! ft 55 - - - сталь 14ХГ2НР кулачки h 0,7...1,2 57...63 HRCa
11 It 56 40 2,5 34 сталь 40Х зубья 46...52 HRCa
Консоль и салазки
11 и 57 35 2,5 16 сталь 40Х зубья 46...52 HRCa
1! 11 58 18 3,0 20 сталь 40Х зубья 46...52 HRCa
It П 59 - - - сталь 40Х кулачки 46...52 HRCa
11 11 60 - - - сталь 18ХГТ кулачки h 0,5...0,8 57...63HRC3
сталь 18ХГТ зубья и кулачки h 0,5...0,8
п п 61 33 3,0 14 57...63HRC3
1! И 62 22 3,0 20 сталь 40Х зубья 46...52 HRCa
11 It 63 33 3,0 14 сталь 45 зубья 41...46 HRCa
If 11 64 23 2,9 18 сталь 40Х зубья 46...52 HRCa
II и 65 46 2,91 18 сталь 40Х зубья 46...52 HRCa
11 и 66 1 6,0 - сталь А40Г
и 1! 67 6,0 - бронза БрО5Ц5С5
It Н сталь А45
11 11 68 37 3,0 17 сталь 40Х зубья 41...46 HRCa
11 11 69 - - - сталь 40Х кулачки 46...52 HRCa
11 11 70 - - - сталь 18ХГГ кулачки h 0,5...0,8 57...63 HRCa
сталь 20Х зубья и кулачки h 0,5...0,8 57...63
71 33 3,0 14 HRCa
72 1 6,0 - сталь А40Г
BMl 27М. 00.00.000РЭ
Продолжение таблицы 9
Куда входит Поз. см. рис.8 Числ.зубьев зубчатых колес или заходов червяков, ходовых винтов Модуль или шаг,мм Ширина обода зубчатого колеса, мм Коэф, смещения исходного контура Материал Показатели свойств материала
Стол-салазки 73 1 6,0 - сталь 35
II И 74 18 4,0 16 бронза Бр 03Ц12С5 сталь 20Х зубья Ь0,6...0,8 46...52 НКСэ
75 16 4,0 16 - сталь 40Х зубья 46...52 НИСэ
11 ft 76 18 3,56 16 - сталь 40Х зубья 46...52 НИСэ
11 11 77 18 3,56 16 - сталь 40Х зубья 46...52 НКСэ
Г! 1» 79 1 6,0 - - сталь А40Г
И 11 80 j 6,0 - - сталь 35
11 11 81 1 6,0 - бронза Бр 03Ц12С5 сталь 35
1! И 11 11 82 30 3,0 8 - бронза Бр 03Ц12С5 сталь 20Х зубья и кулачки h 0,6... 1,0
I! 1! 83 50 2,0 12 сталь 20Х 57...63НКСэ зубья и кулачки h 0,6...0,8
II 11 85 25 2,0 8 сталь 45 57...63НКСЭ зубья 4 Г..46 НКСэ
11 11 86 18 2,0 14 - сталь 45 зубья 4Г..52 НИСэ
1! II -М—И . 87 24 2,0 14 - сталь 45 зубья 46...52 НКСэ
Примечание:
Чугун ЛЧС-1 по ГОСТ 1585-79
Бронза марок БрО5Ц5С5, БрОЗЦ12С5 по ГОСТ 613-79
Стали марок 20Х, 40Х, 18XIT, 14XT2I JP по ГОСТ 4543-71; марок 35 п 45 по ГОСТ 1950-88; марки А40Г по ГОСТ 1414-75
ВМ127М.ОО.ОО.ОООРЭ
ВМ127М.ОО.ОО.ОООРЭ
-24-
6.5. Привод главного движения осуществляется от фланцевого электродвигателя через упругую соеденительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
График чисел оборотов шпинделя станка, поясняющий структуру механизма главного движения, приведен на рис. 9.
6.6. Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые че-
рез шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам 3000 продольного, поперечного и вертикального перемещений.
Ускоренные перемещения по-лучаются при включении фрикци-она быстрого хода, вращение ко-630 торого осуществляется через про-межуточные зубчатые колеса не-315 посредственно от электродвигате-250 ля подач.
Фрикйион сблокирован с <25 муфтой рабочих подач, что устра-Ю0 няет возможность их одновременна ного включения.
50 График, поясняющий струк-Ц0 Туру механизма подач станка, при-2^ веден на рис. 10. Вертикальные подачи в 3 раза меньше продольных.
Рис. 10. График продольной и поперечной подач 3000 мм/мин - быстрый ход
ВМ127М.ОО.ОО.ОООРЭ
-25-
узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
С левой и правой стороны станины на уровне оси поворота шпиндельной головки имеются платики с двумя резьбовыми отверстиями М 10x22, предназначенными для крепления при необходимости дополнительного ограждения от стружки рис.8а.
6.8. Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки 1.
Для демонтажа полуколец 6 необходимо снять фланец 5 и отвернуть со стороны торца шпинделя 2 специальных винта, крепящих полукольца. Регулировку проводят в следующем порядке:
выдвигается гильза шпинделя;
демонтируется фланец 5;
снимаются полукольца 6;
с правой стороны корпуса головки вывертывается резьбовая пробка;
через отверстие отвертыванием винта 2 расконтривается гайка I;
стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника:
щупом замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 6 подшлифовываются на необходимую величину;
полукольца устанавливаются на место и закрепляются:
привертывается фланец 5. Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов.
Величину нагрева подшипников характеризуют измерением электротермометром температуры внутренней поверхности конического отверстия.
Рис. 8а. Ограждение фрез
1- отражательный шиток 2- шарнирный четырехзвенник
3- боковое ограждение
ВМ127М.00.00.000РЭ
-26-
Избыточная температура поверхности инструментального конуса не должна превышать 55° С.
Вращение шпинделю передается от коробки скоростей через пару конических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка механизма перемещения гильзы - шприцеванием.
Для демонтажа шпинделя с пинолью из корпуса головки необходимо:
- снять специальную шпонку фиксации гильзы с правой стороны корпуса головки, предварительно вывернув два винта крепления;
- отвернуть винты крепления, расстыковать разъем электропитания механизма крепления инструмента. Снять механизм крепления инструмента;
- отвернуть крепежные винты и снять переднюю пластмассовую панель головки;
- удалить штифт крепления направляющей втулки ходового винта перемещения гильзы;
- удалить заглушку из отверстия под направляющую втулку ходового винта пиноли;
- демонтировать винт подачи пиноли совместно с направляющей втулкой;
- снять кронштейн с гайкой ходового винта, предварительно вывернув винты его крепления;
- демонтировать шпиндель с пинолью.
Примечание: Перед демонтажом винта подачи пиноли необходимо принять меры, исключающие самопроизвольное выпадение пиноли со шпинделем из корпуса головки (вывести ось шпинделя в горизонтальное положение или применить специальные упоры под торец пиноли или шпинделя).
Сборку производить в обратном порядке.
Рис. 13. Насос смазки коробки скоростей
6.9. Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5-0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 13), приводимого в действие экцсентри-ком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
При работе плунжерный насос издает характерный циклический звук.
ВМ127М.00.00.000РЭ
-27 -
Рис. 14.
ВМ127M. 00.00.000РЭ
-28-
Рис. 15. Механизм рукоятки переключения скоростей
6.10. Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 16), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 8 (рис. 15) перемещает в осевом направлении главный валик 15 с диском переключения 7.
Диск переключения можно поворачивать указателем скоростей 9 через конические шестерни 14 и 16. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 17 и 19.
Рейки попарно зацепляются с зубчатым колесом 18. На одной из каждой
Рис. 16. Механизм рукоятки переключателя
пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивает
ся возвратно-поступательное переме
щение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 6 реек подпружинены.
ВМ127М.ОО.ОО.ОООРЭ
-29-
Фиксация лимба при выборе скорости обеспечивается шсриком 13, заскакивающим в паз звездочки 10.
Регулирование пружины 11 производится пробкой 12 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 16) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 40 об/мин и диска с вилками в положение скорости 40 об/ мин.
Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла. Отсутствие масляного дождя может вызвать недопустимый нагрев щечек вилок переключения и привести к заеданию вилок, их деформации или поломке.
Плоскость разъема уплотняется прокладкой или бензиноупорной смазкой БУ ГОСТ 7171-78.
6.11. Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. рис.8.
Получаемые в результате переключения блоков скорости вращения передаются в выходной вал 7 (рис. 17) через шариковую и предохранительную муфту, кулачковую муфту 15 и втулку 16, соединенную шпонкой с кулачковой муфтой 15 и выходным валом 7.
Рис. 17. Разрез по выходному валу коробки подач
ВМ127М.00.00.000РЭ
-30-
20 <9
Рис. 18. Коробка подач
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 17, сжимают пружины и выходят из контакта. При этом зубчатое колесо 2 проскальзывает относительно кулачковой втулки 17 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 6, которое сидит на хвостовике корпуса фрикциона 10 и имеет, таким образом, постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 8. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 9 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 4, которая в свою очередь соединена шпонкой с выходным валом 7.
При нажатии кулачковой муфты 15 на торец втулки 14 и далее на гайку 5 диски 11 и 12 сжимаются и передают быстрое вращение выходному валу 7 и зубчатому колесу 9.
При регулировании предохранительной муфты снимается крышка 19 (рис. 18) и вывертывается пробка 20.
На место пробки вставляется стальной стержень так, чтобы конец его вошел в одно из отверстий на наружной поверхности гайки 1 (см. рис. 17), которая застопоривается. Плоским стержнем через окно крышки повертывается за зубья зубчатое колесо 2. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 18.
Регулирование считается правильным, если при встречном фрезировании цилиндрической фрезой удается фрезеровать чугун марки СЧ15 при следующих пара-
метрах режима резания: Диаметр фрезы, мм........................200
Число зубьев............................ 14
Ширина фрезерования, мм................. 150
Глубина фрезерования, мм.................. 6
Число оборотов шпинделя в минуту......... 63
Продольная подача по лимбу, мм/мин....... 500
При этих режимах муфта может периодически прощелкивать.
Регулирование зазора между дисками фрикциона производится гайкой 5, которая от самопроизвольного перемещения заперта фиксатором 13.
ВМ127М.00.00.000РЭ
-31 -
Рис. 19. Механизм переключения подач.
цип ее работы аналогичен работе коробки переключения скоростей.
Для предотвращения смещения диска 21 в осевом направлении валик 29 запирается во включенном положении шариком 24 и втулкой 28. Попадая в кольцевую проточку валика 27, шарики освобождают от фиксации валик 29 при нажиме на кнопку 26.
Фиксация поворота диска переключения 21 осуществляется шариком 22 через фиксаторную втулку 25, связанную шпонкой с валиком 29.
Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 23.
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме этого, в нижней части платика консоли имеется отверстие (сверление в нагнетательную полость насоса смазки), через которое смазка поступает к маслораспределителю коробки подач.
От маслораспределителя отводятся две трубки: на глазок контроля работы насоса и для смазки подшипников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Для достижения плотности стыка коробки подач и консоли разрешается установка коробки подач, кроме прокладки, на бензиноупорную смазку БУ ГОСТ 7171-78. если прокладка не обеспечивает достаточной герметичности.
6.13. Консоль является базовым узлом, объединяющим узлы цепи подач станка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях - к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел ‘"консоль” входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 20) получает движение от колеса 9 (см. рис. 17) и пердает его на зубчатые колеса 7, 4, 2 и 1 (см. рис.20). Зубчатое колесо 4 смонтировано на подшипнике и может передать движение валу только через кулачковую муфту, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 14 (рис.21).
ВМ127М.00.00.000РЭ
-32-
/
Рис. 21. Консоль (разрез по винту подъема)
ВМ127М.00.00.000РЭ
-33-
Зацепление конической пары 10 и 15 отрегулировано компенсаторами 12 и 13 и зафиксировано винтом, входящим в засверловку пальца 11.
Втулка 16 имеет технологическое значение и никогда не домонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2 (см.рис.20), смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 2 и свободно сидящее на валу колесо 1 при включенной кулачковой муфте поперечного.хода.
Для демонтажа валов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа щлицевого вала IX.
При демонтаже салазок необходимо также демонтировать кронштейн поперечного хода или винт поперечной подачи.
Для полного демонтажа вертикального винта необходимо предварительно снять узел “стол-салазки”.
6.14. Механизм включения быстрого хода выключает кулачковую муфту подачи 15 и сжимает диски 11 и 12 фрикционной муфты (см.рис.17).
Рычаг 21 (рис.22) посажен на ось 24 и связан с ней штифтом; ось давлением пружины 26 отжимается в направлении зеркала станины. На оси 24 имеется две пары гаек. Правые гайки 22 предназначены для регулирования усилия пружины. Левые 23, упираясь в торец втулки 25, закрепленной в стенке консоли, служат для ограничения и рогу -лирования хода оси, что необходимо дтя облегчения ввода подшипника в паз кулачковой муфты во время монтажа коробки подач на консоли, а также для устранения осе вых ударных нагрузок на подшипник вала при включении кулачковой муфты.
Рычаг имеет на задней стенке уступ, в который упирается шип фланца втулки 27. При повороте втулки рычаг 21 перемещается и, сжимает пружину 26. Ось 28 на втором конце имеет мелкий зуб, обеспечивающий возможность монтажа рычага 29, соединяющего ось 28 с тягой электромагнита, под необходимым углом.
Электромагнит через тягу и шарниры скреплен с вилкой 19, от которой через гайку 17 и пружину 18 усилие передается на рычаг 29. Таким образом, независимо от усилия, развиваемого электромагнитом, усилие на рычаге определяется степенью затяжки пружины 18.
Цепь включения быстрого хода от электромагнита до фрикционной муфты должна удовлетворять следующим условиям:
- общий зазор между дисками фрикциона в выключенном состоянии должен быть не менее 1 ... 1,5 мм;
- во включеном положении фрикциона диски должны быть плотно сжаты и сердечник электромагнита полностью втянут. При этом сжатие пружины 18 допускается до положения, определяемого зазором от низа рычага 29 до торца вилки 19 в 1 ... 1,5 мм;
- пружина 18 должна развивать усилие немногим меньше усилия электромагнита. Гайка 17 регулируется так, чтобы сердечник электромагнита во включенном положении был полностью втянут.
Усилие сжатия дисков определяется велечиной натяга пружины 18 и не зависит от величины зазора в дисках.
ВНИМАНИЕ!
РЕГУЛИРОВАТЬ ЗАЗОР В ДИСКАХ, ПОЛАГАЯ
ЧТО ЭТО УВЕЛИЧИТ СИЛУ СЖАТИЯ ДИСКОВ, ЗАПРЕЩАЕТСЯ.
ВМ127М.ОО.ОО.ОООРЭ
-34-
г/
Рис. 22. Разрез по механизму включения электромагнита
ВМ127М.00.00.000 РЭ
-35-
Усилия электромагнита при включении, передаваемые через рычаги, могут расшатывать систему, поэтому при осмотрах и ремонте необходимо проверить сохранность шплинтов, креплене гайки 17, посадку шпонок и крепление самого электромагнита на крышке консоли. Износ подшипника 20 увеличивается, если усилие его прижима не ограничивается гайками 22 и 23.
6.15. Механизм включения вертикальной и поперечной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 32 (рис. 23) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты - конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 33 связывает барабан с кулачками. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода -поворачивается.
Блокировка, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 6 и штифт 5 (см. рис.20).
Рис.23. Механизм включения вертикальной и поперечной подач
ВМ127М. 00.00.000РЭ
-36-
Рис. 24. Насос смазки консоли
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 30 (см. рис.23) и подвернуть винт 31. После проверки люфта необходимо тщательно законтрить гайку 30.
Система смазки консоли включает в себя плунжерный насос (рис.24), золотни
ковый распределитель (рис. 25), маслораспределитель и отходящие от него трубки, подающие масло к подшипникам, зубчатым колесам, винтам поперечного и вертикального перемещения. Плунжерный насос смазки консоли, коробки подач, механизмов узла “стол-салазки” засасывает масло через сетку фильтра из масляной ванны и подает его по трубке к золотниковому распределителю.
От золотникового распределителя отводятся трубки для смазки вертикальных направляющих консоли, на штуцер гибкого шланга смазки узла “стол-салазки” и к маслораспределителю консоли. Производительность насоса около 1 л/мин.
При нажиме кнопки (см. рис.25) доступ масла к маслораспределителю перекры
вается и оно от насоса поступает соответственно на вертикальные направляющие консоли или для смазки узла “стол-салазки”.
Смазка на вертикальный винт поступает через отверстия в зубчатом колесе и в
самом винте.
Рис. 25. Золотниковый распределитель
ВМ127М.ОО.ОО.ОООРЭ
-37-
6.16. Стол-салазки (рис. 26) обеспечивают продольное и поперечное перемещение стола.
Ходовой винт 1 получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 и при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка.
Зубчатое колесо 45 (рис.30) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 45 может быть только в случае расцепления муфты 6 с втулкой 5 (см.рис.26).
Таким образом, маховик 24 (рис. 30) блокируется при механических подачах.
Гайки 2 и 3 ходового винта (рис.26) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок , левая гайка 2, упираясь торцем в правую при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 11 (рис.27) и, вращая валик 10, произвести подтягивание гайки 2 (рис.26). Выбор люфта необходимо производить до тех пор , пока люфт ходового винта, проверяемого поворотом маховичка продольного хода, окажется не более 3-5 ° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно затянуть контргайку 11 (см. рис.27), зафиксировать валик 10 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайкми с усилием 100-125 кт.
Зазор в направлениях стола и салазок выбирается клиньями. Регулирование клина 12 стола (рис. 28) производится при ослабленных гайках 13 и 15 подтягиванием винта 14 отверткой.
После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Зазор в направляющих салазок регулируется клином 17 при помощи винта 16. Степень регулирования проверяется перемещением салазок вручную.
Зажим салазок на направляющих консоли обеспечивается планкой 8 (см. рис. 26).
6.17. Механизм включения продольной подачи (рис. 29) осуществляет включение кулачковой муфты продольного хода, а также включение, выключение и реверсирование электродвигателя подач.
Рукоятка 21 жестко соединена с осью 20 и поворачивает рычаг 18, по криволинейной поверхности которого в процессе переключения катится ролик 30 (см. рис.30). При нейтральном положении рычага ролик находится в средней впадине, при включенном -в одной из боковых впадин.
Движение ролика через рычаг 31 передается штоку 40, через зубчатое колесо 42 -вилке 44, ведущей кулачковую муфту.
Пружина 37, регулируемая пробкой 36, постоянно нажимает на шток 40. Пружина 39 обеспечивает возможность включения рукоятки при попадании зуба на зуб кулачковой муфты. Регулирование пружины 39 производится винтом 38 при помощи ключа, который вставляется через отверстие пробки 36. Чрезмерное сжатие пружины 37 ослабляет действие пружины 39. На одной оси с рычагом 31 сидит рычаг 33, который служит для включения кулачковой муфты кулачком 34, прикрепленным к тяге 35.
ВМ127М.00.00.000РЭ
Рис. 26. Разрез по ходовому винту
ВМ127М.00.00.000РЭ
-39-
Рис. 27. Регулирование зазора
<2
5 ft О
в ходовом винте
Включение и реверсирование электродвигателя подач производится конечными выключателями 32. Отключение двигателя происходит после выключения кулачковой муфты.
На ступице 22 (см. рис.29) рукоятки продольного хода имеются выступы, на которые воздействуют кулачки ограничения продольного хода.
При снятой крышке 28 (см. рис.30) можно проверить работу контактов конечных выключателей и при необходимости очистить их от пригара.
Рис. 28. Регулирование клиньев
Рис. 29.
Разрез по рукоятке включения продольной подачи
-40-
BM127M.00.00.ОООРЭ
39 49 4/ « » U 45
.m
о on
R
Q
)X S
IO
О
ВМ127М.ОО.ОО.ОООРЭ
-41 -
7. ЭЛЕКТРООБОРУДОВАНИЕ
7.1. Общие сведения.Настоящее руководство по эксплуатации содержит описание работы электрооборудования станка и необходимые сведения для правильной его эксплуатации. Электросхема показана на рис. 32а, рис.326.
7.2 . Функциональное назначение пускателей:
КМ1 - подключает напряжение 380 В к приводу главного движения М1 и двигателю насоса охлаждения М2;
КМ2, КМЗ - подключают напряжение 380В к приводу подач М3;
КМ4, КМ5 - подключают напряжение 380В к двигателю механизма крепления инструмента;
К2 - включает динамическое торможение шпинделя.
КЗ - включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя;
К5 - подготавливает цепь включения привода главного движения после зажима инструмента;
КТ1 - задает время вращения шпинделя после его выключения до включения торможения.
КТ2 - задает время торможения шпинделя;
7.3. Функциональное назначение органов управления, расположенных на станке: QF1 - вводной выключатель;
QS2 - переключатель насоса охлаждения “включено-выключено”;
SQ3 - выключатель импульсного включения привода подач при переключении скоростей;
SQ5, SQ7 - выключатель привода стола “вперед-назад” и “вверх-вниз”;
SQ6, SQ8 - выключатель привода стола “влево-вправо”;
SQ10 - выключатель блокировки главного движения и подач при зажиме инструмента;
7.4. Пульты управления станком
7.4.1. Боковой пульт управления
Назначение органов управления приведены в таблице 10.
Таблица 10
Позиционное обозначение Назначение
SB1 SB5 SA3 QS2 Аварийное отключение Импульсное включение шпинделя Зажим, разжим инструмента Включение насоса охлаждения
ВМ127М.ОО.ОО.ОООРЭ
-42-
ВМ127М.ОО.ОО.ОООРЭ
-43 -
Рис.326
ВМ127М.ОО.ОО.ОООРЭ
-44-
7.4.2. Передний пульт управления.
Назначение органов управления приведены в таблице 11.
Таблица 11
Позиционное обозначение Назначение
SB2 Аварийное отключение
SB4 Отключение шпинделя
SB7 Включение шпинделя
SB9 Ускоренное перемещение подач
7.5. Система питания
7.5.1. Источник питания - трехфазная сеть переменного тока, напряженем 380±10%, частотой 50Н Гц.
Напряжение вторичных источников:
а) переменного тока - 24В, 110В;
б) постоянного тока - 56В.
7.6. Работа составных частей электрооборудования.
7.6.1. Работа станка в наладочном режиме.
7.6.2. Зажим инструмента.
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) установить в положение “Зажим” и удерживать рукой. При этом срабатывает пускатель КМ4, который подает напряжение на двигатель механизма зажима инструмента М4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончании зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1, который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
7.6.3. Разжим инструмента: тумблер SA3 установить в положение “Разжим” и удерживать рукой. При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально.
Примечание:
1. Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5;
2. При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4;
3. При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400 об/мин);
7.6.4. Включение шпинделя.
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1 и реле времени КТ1, КТ2. Пускатель КМ1 подает напряжение 380В на двигатель Ml, а КТ2 своими замыкающими контактами блокирует выключатель SB7.
ВМ127М.00.00.000РЭ
-45 -
7.6.5. Выключение и торможение шпинделя.
Для выключения шпинделя необходимо нажать кнопку SB4. отключаюся пускатель КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5,6 с замыкающие контакты реле времени КТ2 выключают пускатель К2, а К2 соответственно отключит динамическое торможение шпинделя.
7.6.6. Включение насоса охлаждения.
Насос охлаждения включается переключателем QS2. 380В подается на двигатель М2 при включенном шпинделе.
7.6.7 Аварийное выключение станка.
При аварии на станке нажать кнопку SB1 (SB2). которая отключает ИОВ в цепях управления станка.
Примечание. Для повторного включения станка необходимо:
1) кнопку SB1 (SB2) установить в исходное положение;
2) произвести зажим инструмента.
7.6.8. Импульсное включение.
Для облегчения переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя Ml кнопкой SB5, двигателя подачи Г<13 выключателем SQ3.
7.6.9. Электропривод подач.
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQS для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопкиБВ9, включается пускатель КЗ и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
7.7. Регулировка цепи торможения шпинделя.
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо:
1) подать питание на станок;
2) включить шпиндель.
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает 1 сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
ВМ127М.00.00.000РЭ
-46-
7.8. Возможные неисправности и способы их устранения.
Во время транспортировки, в результате неправильного хранения, а также в процессе работы (износ, небрежная эксплуатация и пр.) в электрооборудовании станка могут возникнуть неполадки. В таблице 12 приведены наиболее вероятные причины таких неполадок и способы их устранения.
При выявлении причины необходимо учитывать все факторы, которые могут вызвать неисправность в работе. С целью исключения неполадок особое внимание следует уделить качеству осмотров и ремонта.
Таблица 12
Причина неисправности Вероятная причина Способ устранения
Электродвигатель при запуске не вращается, гудит При вращении электродвигатель гудит и перегревается Повышенный перегрев обмотки. Срабатывает тепловая защита. Пониженное сопротивление изоляции Стук в подшипнике Отсутствие напряжения на одной из клеммных колодок Пускатель нс включается Пускатель сильно гудит Пускатель не отключается Электродвигатели Отсутствие напряжения на одной из фаз электросети. Междувитковое замыкание. Короткое замыкание между двумя фазами. Перегрузка электродвигателя Загрязнение или отсырсние обмотки Повреждение подшипника Трансформаторы Плохой контакт. Обрыв вывода катушки Пускатели Заедает подвижная система Обрыв в цепи управления или в обмотке катушки Низкое (85%) напряжение в питающей сети Загрязнены или повреждены рабочие поверхности полюсов магнитной системы Приварить контакты силовой цепи или цепи управления Заедает подвижная система Неисправны возвратные пружины Устранить разрыв цепи Проверить наличие плавких вставок Отремонтировать обмотку. Заменить электродвигатель Снизить нагрузку до номинальной Разобрать электродвигатель, прочистить, продуть и просушить обмотку. Заменить подшипник Проверить контакт и при необходимости заменить катушку. Восстановить нормальный ход подвижной системы Проверить и восстановить цепь управления При необходимости заменить катушку Проверить величину напряжения Протереть чистой сухой тряпкой поверхность полюсов; при механическом повреждении поверхности подшлифовать. Зачистить контакты, в случае их полного износа - заменить Восстановить нормальный ход подвижной системы Заменить пружины
ВМ127М.00.00.000РЭ
Продолжение таблицы 12
Причина неисправности Вероятная причина Способ устранения
Пробой выключателей на землю или недопустимое снижение сопротивления изоляции Отсутствие самовозврата Отсутствие четкого возврата Отсутствие контакта Разброс точки срабатывания Прерывание тока в электрической цепи Нет возврата толкателя Конечные выключатели Провод касается кожуха (ниши). Попадание водь в кожух Появление токопроводящих пленок на изоляции Сломана пружина возврата Сломан упор Подгар или износ контактов Люфт в креплении аппарата или контактного элемента. Не закреплен кулачек Кнопки Загрязнены контакты Ослабление крепления подводящих проводов Предельный износ контактов (толщина рабочей части контактов менее 0,2) Сломана контактная пружина Сломана возвратная, пружина подвижной траверсы Плотно затянуть выводы аппарата. Высушить аппарат, плотно затянуть крышку. Разобрать контактный элемент, очистить корпус от наплывов серебра Сменить пружину возврата Сменить упор Зачистить контакты, при необходимости сменить Затянуть винты крепления аппарата и контактного элемента. Закрепить кулачок Протереть контакты чистой ветошью, увлажненной спиртом Затянуть винты крепления проводящих проводов Заменить кнопку Заменить пружину Заменить возвратную пружину
ВМ127М.00.00.000РЭ
ВМ127М.00.00.000РЭ
-49-
Перечень элементов
Таблица 13
Обозна- ПРМИР Наименование Кол.
Ml М2 М3 М4 КК1 КК2 ККЗ FU1 FU2 FU3 FU4, FU5 FU6, FU7 К2, КЗ К5 КТ1,КТ2 КМ1 КМ2, КМЗ КМ4, КМ5 HL1 QS2 УА УД1...УД4 ELI Х1-1 Х1-1 QF1 SA1 SA3 SB1, SB2 SB4 SB5, SB7, SB9 SQ3,SQ6?SQ8: SQ5, SQ7 SQ10 TV1 TV2 XT1 Двигатель АИР132М4УЗ, 50Гц, 380В ТУ 16-91 ИАФК.525722.124ТУ Электронасос П-32МС10УХЛ4 ТУ2-024-022 4533-021-89 Двигатель АИР 100S 4УЗ 380В,50Гц 1М3081, ТУ16-510.776-81 Двигатель АИР56В2УЗ Реле РТТ-111УХЛ4, 20А ТУ 16-647.024-85 Реле РТТ-111УХЛ4, 0,63 А ТУ 16-647.024-85 Реле РТТ-111УХЛ4, 8А ТУ 16-647.024-85 Предохранители ПРС с плавкой вставкой ПВД ТУ16-522.112-74 ПРС-63УЗ-П с плавкой вставкой типоисполнения ПВД П1-63УЗ ПРС-10УЗ-П с плавкой вставкой типоисполнения ПВД 1-2УЗ ПРС-25УЗ-П с плавкой вставкой типоисполнения ПВД П-20УЗ ПРС-10УЗ-П с плавкой вставкой типоисполнения ПВД-4УЗ ПРС-25УЗ-П с плавкой вставкой типоисполнения ПВД -10УЗ Пускатель ПМА-3102 УХЛ4, А, 110В. (2з^2р) ТУ 16-644.005-84 Пускатель ПМ12-010100УХЛ4. А, 110В, (Зз+2р) ТУ 16-89 ИГФР.644236.033ТУ Пускатель ПМЛ-11010*4Б, 110В. ТУ 16-644.001 -83 Пневмоприставка ПВЛ-2104Б ТУ 16-523.554-78 Пускатель ПМА-3102УХЛ4. А. 110В. (2з+2р) ТУ 16-644.005-84 Пускатель ПМЕ-211У.ХЛ4, А. 110/50В. (2з+2р) ТУ ] 6-526.491 -94 Пускатель ПМ12-010100УХЛ4, А, 110В. (ЗзН-2р) ТУ 16-89 ИГФР.644236.033ТУ Лампа КМ24-35УХЛ4 ТУ 16-88 ИКАВ. 675250.00ГГУ Переключатель ПК16-11И-2059УЗ ТУ3428-005-03965790-94 Электромагнит ВМ127М.8.00.400 Диод Д122-40-5 ТУ 16-729.227-79 Лампа МО24-40 ГОСТ 1182-77 Розетка ШР32У12НШ1Н бро.364.028 ТУ Вилка 1ВР32П12ЭШ1Н бро.364.028ТУ Выключатель АЕ2046МП-100-00УЗ. А, 660В, 50-60Гц, 40А. 12Jm ТУ16-522.148-80 Тумблер Преключатель П2Т-5 ВТ0.360.002ТУ Выключатель КЕ201У2 исп.2., красный, "П" ТУ 16-642.015-84 Выключатель КЕ081У2 исп.2, красный, "П" ТУ 16-642.015-84 Выключатель КЕ081У2 исп.2, черный, "П" ТУ 16-642.015-84 Выключатель ВПК2010АУХЛ4 ТУ 16-526.433-78 Выключатель путевой ВПУ-011-БЕ-111161-670-22 ТУ25-1801.244-96 Микровыключатель МП 1107ЛУЗ исп 111 ТУ 16 526.329-78 Трансформатор ОСМ1 -0,63УЗ 3 80/5-22-100/24 ТУ 16-717.137-83 Трансформатор ОСМ 1 -0,63УЗ 380/56-56 ТУ 16-717.13 7-83 Зажим ЗН24-16П63-В/ВУЗ, тип 3, ТУ 16-526.462-79 Колодка торцевая КТ6У ТУ 16-526.462-79 1 1 1 1 1 1 1 1 3 3 о 2 1 2 1 i 1 1 1 1 4 1 1 1 1 1 1 2 1 3 3 2 1 1 1 1 1
ВМ127М.00.00.000РЭ
-50-
Рис. 33. Электросхемы соединений
BM127M.00.00 000РЭ
-51 -
Рис. 33. Электросхемы соединении
ВМ127М.00.00.000РЭ
- 52 -
SQ3 SQ6 SB2 SB7 $B9
Рис. 34. Электросхемы соединений
SQi SQ5 SQ7
Рис. 35. Схема
расположения электрооборудования
на станке
ВМ127М.00.00.000РЭ
ВМ127М.00.00.000РЭ
-54-
8. СИСТЕМА СМАЗКИ.
8.1. Схема расположения точек смазки показана на рис. 36.
8.2. Описание работы системы смазки.
Внимательное отношение к смазке, нормальная работа системы смазки является гарантией безотказной работы станка и его долговечности.
На станке имеются две изолированные централизованные системы смазки:
- зубчатых колес, подшипников, коробки скоростей и элементов коробки переключения скоростей, зубчатых колес и подшипников шпиндельной головки;
- зубчатых колес, подшипников коробки подач, консоли, салазок, направляющих консоли, салазок и стола, винтов поперечного и вертикального перемещений.
8.2.1. Масляный резервуар и насос смазки коробки скоростей находятся в станине. Масло в резервуар заливается через крышку 18 до середины маслоуказателя I.
При необходимости уровень масла должен пополняться.
Слив масла производится через патрубок 17. Контроль за работой системы смазки коробки скоростей осуществляет маслоуказателем 10.
8.2.2. Масляный резервуар и насос смазки узлов, обеспечивающих движение подачи, расположены в консоли. Масло в резервуар заливается через угольник 14 до середины маслоуказателя 15. Превышать этот уровень не рекомендуется: заливка выше середины маслоуказателя может привести к подтекам масла из консоли и коробки подач, кроме того, при переполненном резервуаре масло через рейки затекает в корпус коробки переключения, что может привести к порче конечного выключателя, кратковременного включения двигателя подач. При снижении уровня масла до нижней точки маслоуказателя необходимо пополнить резервуар.
Слив масла из консоли производится через пробку 13 в нижней части консоли с левой стороны. Контроль за работой системы смазки коробки подач и консоли осуществляется маслоуказателем 3.
8.2.3. Работа системы смазки считается удовлетворительной, если масло каплями вытекает из подводящей трубки (в маслоуказателях 10 и 3).
Наличие струйки или заполнение ниши указателя маслом свидетельствует о хорошей работе масляной системы.
8.2.4. Направляющие стола, салазок, консоли и механизма привода продольного хода, расположенные в салазках, смазываются периодически от насоса, расположенного в консоли. Масло для смазки этих узлов поступает из резервуара консоли. Смазка направляющих консоли осуществляется нажатием кнопки 5, а смазка направляющих салазок, стола и механизма привода продольного хода - кнопки 6.
Достаточность смазки оценивается по наличию масла на направляющих.
8.2.5. Смазка подшипников концевых опор винта продольной подачи, механизма перемещения гильзы, подшипников, шпинделя производится шприцеванием.
ВМ127М.ОО.ОО.ОООРЭ
- 55 -
Рис. 36. Схема смазки станка.
Перечень элементов системы смазки
Таблица 14
Поз. см. рис. 36 Наименование смазочного устройства или операции процесса смазки Способ смазки Периодичность смазки или заполнения резервуара Смазываемая точка механизма Смазочный материал Кол-во масла, заливаемого в эезервуар,л
1 Указатель уровня масла в резервуаре станины - - - - -
2 Пресс-масленка шприц 1 раз в месяц Подшипники ходового винта продольной подачи ЦИАТИМ-201 ГОСТ 6267-74 -
3 Указатель уровня масла в коробке подач - - - -
4 Плунжерный насос консоли Зубчатые колеса, подшипники механизма консоли подач, ходовой винт вертик. подачи, направляющие консоли Ходовой винт поперечной подачи 1 С/1 1
5 Кнопка для смазки вертикальных направляющих консоли - - - -
6 Кнопка для смазки направляющих и механизма узла "стол салазки" - -
7 Пресс-масленка шприц 1 раз в месяц Передний подшипник шпинделя Смазка ЦИАТИМ-201 ГОСТ 6267-74 -
8 Пресс-масленка шприц 1 раз в месяц Механизм перемещения гильзы ЦИАТИМ-201 ГОСТ6267-74 -
ВМ127М.00.00.000РЭ
Продолжение таблицы 14
Поз. см. рис.35 Наименование смазочного устройства или операции процесса смазки Способ смазки Периодичность смазки или заполнения резервуара Смазываемая точка, механизм Смазочный материал Кол-во масла, заливаемого в эезервуар, л
9 10 13 14 15 17 18 Пресс-масленка Маслоуказатсль для контроля работы насоса коробки скоростей Слив масла из резервуара консоли Залив масла в резервуаре консоли Указатель уровня масла в резервуаре консоли Слив масла из резервуара станины Залив масла в резервуар станины Плунжерный насос коробки скоростей шприц (гильзу вьдашуть) вручную вручную вручную вручную 1 раз в месяц Менять: первый раз через 15 дней; второй раз через 30 дней, далее через каждые 3 меся.ча Менять: первый раз через 15 дней; второй раз через 30 дней, далее через каждые 3 месяца Верхние подшипники шпинделя Зубчатые колеса, подшипники коробки скоростей и шпиндельного узла Смазка ЦИАТИМ-201 ГОСТ 6267-74 Масло И-ЗОА ГОСТ 20799-75 Масло И-ЗОА ГОСТ 20799-75 Пресс-масленка наход. с лев. стор. поворот, головки 6 25-30
Примечание:
1. По мерс расхода масла на смазку направляющих и механизмов салазок уровень масла в резервуаре консоли следует периодически
пополнять.
2. Взамен масла И-ЗОА допускается применять масло ИГП-30 ТУЗЯ.! 014 I 3-00.
ВМ127М.00.00.000РЭ
ВМ127М.00.00.000РЭ
-58-
8.3. Указания по эксплуатации системы смазки.
Перед пуском станка необходимо:
- заполнить резервуар станины (коробки скоростей) маслом;
- заполнить резервуар консоли маслом;
- нажатием на кнопки 5 и 6 (рис. 36) смазать направляющие;
- смазать ручным шприцеванием подшипники ходового винта продольной подачи, подшипники шпинделя, механизм перемещения гильзы.
ВНИМАНИЕ ПРИ ЗАЛИВКЕ РЕЗЕРВУАРОВ КОРОБКИ СКОРОСТЕЙ И КОНСОЛИ ПРИМЕНЯТЬ ТОЛЬКО ЧИСТОЕ МАСЛО, ОТФИЛЬТРОВАННОЕ ОТ ПОСТОРОННИХ ЧАСТИЦ, С АБСОЛЮТНЫМ РАЗМЕРОМ БОЛЕЕ 25 МКМ.
В СЛУЧАЕ НАРУШЕНИЯ УКАЗАННОГО ТРЕБОВАНИЯ ПРЕДПРИЯТИЕ-ИЗГОТОВИТЕЛЬ СНИМАЕТ С СЕБЯ ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА В ЧАСТИ РАБОТОСПОСОБНОСТИ ТРУЩИХСЯ ПАР СТАНКА И НАПРАВЛЯЮЩИХ РАБОЧИХ ОРГАНОВ.
Перечень точек смазки, периодичности смазки, марки и количества смазочного материала указаны в таблице 14.
При работе станка контролировать:
- уровень масла в резервуарах станины (коробки скоростей) и консоли;
- работу масляных насосов станины и консоли по наличию масла в соответствующих маслоуказателях.
8.3. Перечень применяемых смазанных материалов и их основных зарубежных аналогов указан в таблице 15.
Перечень применяемых смазочных материалов. Таблица 15
Страна, фирма Марка смазочного материала
Россия Масло И-ЗОА ГОСТ 20799-75 ЦИАТИМ-201 ГОСТ 6267-74
Венгрия Т-30 MNSZ 52 7747-63
Германия R-32TGL11871
Англия, Shell Shell Vitrea Oil 29 Shell Vitrea Oil 30 Shell Tellus 29 Shell Turdo Oil 29 Shell Tonna Oil 29 Shell Retinax RB.-Aj-C.H
США Texas Oil Со Grease AAj-B SKF-1, SKF-28
ВМ127М.00.00.000РЭ
-59-
9. ПОРЯДОК УСТАНОВКИ
9.1. Распаковка. При распаковке сначала снять верхний щит упаковочного ящика а затем - боковые. Необходимо следить за тем, чтобы не повредить станок упаковочным инструментом.
9.2. Транспортирование (рис.37). При транспортировке упакованного станка канаты следует располагать в соответствии с обозначением мест стропки на упаковочном ящике.
При транспортировке краном канат должен быть выбран с учетом веса брутто упакованного станка.
Для транспортирования распакованного станка используется пеньковый канат диаметром 65 мм, ГОСТ 483-75.
Перед транспортировкой проверьте надежность зажима всех перемещающихся узлов. Салазки со столом и консоль необходимо сдвинуть в крайнее положение по стрелкам на рис. 37.
Канат не должен касаться рукояток станка. Следите, чтобы канатом или случайным столкновением при перемещении не повредить выступающие детали станка. В случае подъема станка тросом примите меры к сохранению окраски станка в местах расположения троса. При транспортировке и установке на место не подвергайте станок сильным толчкам и сотрясениям.
Рис. 37. Схема транспортировки станка
ВМ127М.00.00.000РЭ
-60-
9.3. Перед установкой станок должен быть очищен от антикоррозионных покрытий, нанесенных на неокрашенные поверхности. Способ реконсервации - протирание ветошью или бязью, смоченной маловязкими маслами или растворителями по ГОСТ 8505-57, ГОСТ 1012-72 (марка Б-70), ГОСТ 3134-78, ГОСТ 443-76 с последующим обдуванием теплым воздухом или протиранием насухо. После снятия защитной смазки неокрашенные и не имеющие антикоррозионных покрытий поверхности покрыть тонким слоем масла И-30А ГОСТ 20799-75.
9.3.1. Транспортирование станка с завода - изготовителя автомобильным транспортом с демонтированными и уложенными в ящик с принадлежностями головкой электромеханического зажима инструмента (см. 6Р13.00.00.000 РЭ2, Рис.2) и маслопроводом подачи смазки в шпиндельную головку.
При получении станка с названными демонтированными узлами необходимо при подготовке станка к эксплуатации произвести расконсервацию и установку узлов на станок предварительно сняв крышку транспортировочную, закрывающую верхний фланец шпиндельной головки.
Головку зажима инструмента закрепить на верхнем фланце шпиндельной головки (см. 6Р13.00.00.000 РЭ2, Рис.1) тремя винтами с пружинными шайбами.
Состыковать розетку XI жгута с вилкой XI головкой зажима инструмента (см. рис. 32а).
лМаслопроводом соединить два штуцера, расположенных на верхней поверхности станины и шпиндельной головки. Для обеспечения герметичности в резьбовом соединении “гайки маслопровода - штуцера” применять краску типа НЦ-132 или смолу эпоксидную типа ЭД-20.
9.4. Монтаж. Схема установки приведена на рис. 38.
9.5. Установка станка без специального фундамента разрешается только на бетонированном полу толщиной не менее 300 мм. В остальных случаях для достижения спокойной и точной работы необходимо подготовить бетонный фундамент согласно чертежам.
Глубина заложения фундамента выбирается в зависимости от грунта.
В фундаменте необходимо предусмотреть колодцы под анкерные болты. Глубина колодцев принимается не менее 400 мм.
9.6. Точность работы станка зависит от правильности его установки на фундаменте и должна составлять 0,02-0,04 мм на 1000мм.
Выверка станка по уровню производится стальными клиньями. Окончательно выверенный станок подливается раствором цемента и после его затвердения закрепляется фундаментными болтами.
При установке станок должен быть надежно заземлен и подключен к общей системе заземления.
Болт заземления находится с правой стороны на основании станка.
9.7. Подготовка к первоначальному пуску и первоначальный пуск.
Заземлить станок подключением к общей цеховой системе заземления.
9.8. Прежде чем приступить к эксплуатации станка, необходимо проверить и подтянуть все ослабевшие во время транспортировки внешние винтовые соединения и крепления, следует также проверить и подтянуть винты крепления электроаппаратов и электродвигателей.
ВМ127М.00.00.000РЭ
-61 -
4 ста. 0 22 под
А-А
Рис. 38. Установка станка
9.9. Заполняются масляные резервуары станины, консоли и производится смазка шприцеванием (см. раздел 8). Проверяется отсутствие течи масла из-под крышек, фланцев и прочих соединений. В случае работы на станке с охлаждением резервуар в основании станка заполняется охлаждающей жидкостью (см. раздел 10.2.).
9.10. Устанавливаются на свои места маховики перемещения стола, салазок, рукоятка ручного перемещения консоли, лампа местного освещения
ВМ127М.ОО.ОО.ОООРЭ
-62-
Схема подключения
Рис. 38а
1. Номинальный ток уставки устройства защиты от перегрузки 40А
2. Питание от сети подключить на вводной клемник ХТ1 проводом ПВЗ-4, черный, ГОСТ 6323-79.
3. Сечение медной шины заземления должно быть не менее 10 мм1 2 3.
ВМ127М.ОО.ОО.ОООРЭ
-63 -
9.11. Производится опробование ручных перемещений стола, салазок, консоли на всю длину рабочих ходов. При этом рукоятки включения перемещений стола, салазок, консоли должны находиться в среднем (нейтральном) положении, переключатель 17 (см. рис.7) - установлен в положение “Ручное управление”.
ВСЕ РУЧНЫЕ ПЕРЕМЕЩЕНИЯ УЗЛОВ ПРОИЗВОДИТЬ ПРИ ОТЖАТЫХ РУКОЯТКАХ ЗАЖИМА САЛАЗОК, КОНСОЛИ, ГИЛЬЗЫ ШПИНДЕЛЯ И БОЛТАХ ЗАЖИМА СТОЛА.
При ручных перемещениях узлов опробуйте действие ограничительных упоров и блокировку маховиков и рукоятки ручных перемещений.
9.12. Проверяется четкость фиксации рукояток включения продольной, поперечной или вертикальной подач.
9.13. На вводные клеммы станка подается питание от сети согласно рис. 38а.
9.14. Первоначальный пуск станка производится в следующем порядке:
9.15. Переключателем 31 (см. рис. 7) станок включается в сеть.
9.16. Включением перемещения стола, салазок или консоли убеждаются в правильности подключении станка.
Правильное фазирование при подключении станка определяется соответствием направления перемещения узла с направлением поворота рукояток включения подачи.
9.17. После освоения назначения органов управления (см. раздел 10.1) onpooyei-ся поочередно включение главного движения и подач. При пробных включениях нс необходимо проверить исправность работы систем смазки станка и смазать направляющие консоли, салазок, стола (см. раздел 8).
9.17.1. Необходимо проверить надежность работы реле времени КТ1 и КТ2 (см. раздел 7 п.п. 7.6.4, 7.6.5, 7.7). Произвести пробные включения и останов шпинделя, при этом контролируйте работу пускателя К2. Пускатель К2 должен отключаться после останова шпинделя. Время выдержки КТ1 -1+0,5 с, КТ2 -6+1 с.
9.18. Произвести пробные переключения скоростей шпинделя.
9.19. Произвести пробные переключения подач.
9.20. Проверить работу установленных на станке переключателей, рукояток и кнопок на всех возможных режимах работы станка.
9.21. Проверить действие кнопки 16 “Стоп” (см. рис. 7).
По наладкам, связанным с неправильным подключением станка к сети, неправильной установкой или небрежной эксплуатацией станка, завод-изготовитель претензий не принимает.
9.22. Температура в помещении, где установлен станок, должна быть в пределах от 10 до 35 0 С относительная влажность не выше 80% при 25 0 С или не выше 60° о при 30° С. Запыленность воздуха не должна превышать санитарной нормы.
Два раза в год станок подвергается генеральной уборке, которую желательно совмещать с плановым профилактическим осмотром. Обтирочные материалы, которыми очищается станок, не должны оставлять следов ворса на протираемых поверхностях.
При работе в условиях повышенного содержания в окружающей среде абразивной или чугунной пыли (работа вблизи шлифовальных станков или обработка чугуна) необходимо в целях сохранения точности и долговечности тщательно удалять пыль с направляющих станка.
ВМ127М.00.00.000РЭ
-64-
10. ПОРЯДОК РАБОТЫ
10.1. Настройка, наладка и режимы работы.
10.1.1. Управление станком - кнопочно-рукояточное. Основными движениями в станке можно управлять спереди.
10.1.2. Расположение органов управления см. на рис. 7 и в табл. 7.
10.1.3. Расшифровка принятых графических символов управления станком приведена в табл.8.
ВНИМАНИЕ!
ОТКРЫВАТЬ ЭЛЕКТРОШКАФЫ РАЗРЕШАЕТСЯ ТОЛЬКО ПОДГОТОВЛЕННЫМ ЭЛЕКТРИКАМ.
Включение станка в сеть осуществляется переключателем 31. По окончании работы или при продолжительном перерыве станок необходимо отключить от сети.
10.1.5. Включение шпинделя производится кнопкой 15 “Пуск шпинделя”. Кнопкой 16 отключают вращение шпинделя.
Торможение шпинделя происходит при нажатии кнопки 16 “Стоп”. Время останова шпинделя при п=2000 об/мин. составляет 6 сек.
Отключение шпинделя сблокировано с подачей. При отключении шпинделя отключается движение подачи. Хорошая работа шпиндельного узла характеризуется соответствием люфта в подшипниках шпинделя установленному нормами точности и нормальным нагревом подшипников при обработке на наиболыпехМ числе оборотов в течении часа до избыточной темп, нс более 55 0 С. Регулировку зазора в подшипниках шпинделя см. в разделе 6.8.
10.1.6. Включение продольной, поперечной и вертикальной подач осуществляется рукоятками. Направление поворота рукояток соответствует направлению перемещения узлов. Включение и выключение продольной подачи производится рукояткой 11, имеющей три фиксированных положения: вправо, влево, среднее (нейтральное).
Управление поперечными и вертикальными перемещениями производится рукояткой 26, имеющей пять фиксированных положений: среднее (нейтральное), к себе, от себя - перемещаются салазки вниз, вверх - перемещается консоль.
На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подач. Одновременное включение поперечной и вертикальной подач исключается конструкцией механизма.
Быстрое перемещение узлов происходит при нажатии кнопки 14 “Быстро” при включенном положении рукоятки в направлении необходимого перемещения и прекращается, если отпустить кнопку. При этом движение рабочей подачи продолжается до выведения рукоятки в нейтральное положение.
10.1.7. Ручные продольные, поперечные и вертикальные перемещения осуществляются соответственно маховичками 13, 18 и рукояткой 19.
Установка лимбов отсчета перемещений в начальное для отсчета положение производится следующим образом: лимб 21 нажимом смещается “от себя” и в этОхМ положении поворачивается до совмещения нулевой риски лимба с указателем начала отсчета перемещений на кольце 20. Точное совмещение рисок лимба и указателя достигается на кольце 20.
Маховичок 18 и рукоятка 19 при включении механической подачи отключаются и предохраняются от произвольного включения специальным блокирующим устройством (см. рис.23).
Маховик 13 (см. рис. 7) отключается при включении рукоятки продольных механических перемещений стола.
ВМ127М.00.00.ОООРЭ
-65 -
В процессе эксплуатации станка следите за исправностью этих устройств, а также за состоянием поверхностей трения маховичков, рукоятки и шеек валов, на которые они посажены.
ВНИМАНИЕ!
РАБОТА НА СТАНКЕ
ПРИ НЕИСПРАВНЫХ БЛОКИРУЮЩИХ УСТРОЙСТВАХ НЕ ДОПУСКАЕТСЯ.
Усилия при ручных перемещениях узлов в значительной степени зависят от правильности регулирования клиньев. Неправильное регулирование (неравномерная затяжка клиньев консоли, наличие люфта или перетяжка) вызывает увеличение усилия перемещения.
Ввиду этого необходимо, особенно для консоли, периодически (раз в месяц) проверять регулировку клиньев. При наличии неплавного или тугого хода необходимо регулирование.
Крайние положения стола при поперечных и вертикальных перемещенях ограничиваются с обеих сторон упорами, которые в процессе движения нажимают на соответствующие рычаги и выводят рукоятку в нейтральное положение. Продольные перемещения ограничиваются упорами, нажимающими на выступы рукоятки включения продольных перемещений. Выключающие упоры могут перемещаться в пазах планок и стола и устанавливаются с расчетом выключения подачи в нужном месте.
Крайние положение упоров ограничены расположенными внутри паза винтами, не позволяющими перемещать упоры за пределы ходов, оговоренных в паспорте станка.
ВНИМАНИЕ!
РАБОТА НА СТАНКЕ СО СНЯТЫМИ УПОРАМИ ИЛИ НЕИСПРАВНЫМИ УСТРОЙСТВАМИ, ВЫКЛЮЧАЮЩИМИ ПОДАЧУ, НЕ ДОПУСКАЕТСЯ.
Поворот головки осуществляется вращением шестигранника 8. Необходимый угол поворота определяется по шкале на фланце поворотной головки и нулевой риске, нанесенной на горловине станины. Нулевое положение головки фиксируется штифтом.
После поворота головка надежно закрепляется. Выдвижение гильзы поворотной головки производится маховичком 37. Величина перемещения определяется по лимбу. За один оборот маховичка гильза выдвигается на 4 мм. Точную настройку перемещения гильзы можно производить по индикатору, который устанавливается на кронштейне гильзы или за счет регулируемого упора.
10.1.8. Зажим узлов с целью повышения жесткости системы осуществляется:
гильза шпинделя - рукояткой 9;
салазки на направляющих консоли - рукоятками 27;
консоль на направляющих станины - рукояткой 36.
Зажим стола в направляющих салазок при работе поперечной подачей или некоторый поджим стола при силовых режимах на продольной подаче осуществляется винтами 12.
ВНИМАНИЕ!
ВКЛЮЧАТЬ МЕХАНИЧЕСКИЙ ХОД УЗЛА
ПРИ ЗАЖАТЫХ РУКОЯТКАХ
ЗАПРЕЩАЕТСЯ.
10.1.9. Переключение чисел оборотов шпинделя осуществляется следующим образом:
ВМ127М.ОО.ОО.ОООРЭ
-66-
движение рукоятки 34 вниз она выводится из фиксирующего паза и движением “на себя” поворачивается до отказа;
вращением указателя скоростей 3 в любую сторону устанавливается необходимое число оборотов против стрелки указателя 4. Правильная фиксация лимба сопровождается характерным щелчком фиксатора;
рукоятка поворачивается в сторону первоначального положения до заметного упора, включается кнопка “импульс шпинделя” и дальнейшим плавным движением рукоятки досылается в первоначальное положение, после чего фиксируется в пазу.
В связи с перегрузкой двигателя от пусковых токов нельзя допускать слишком частого переключения скоростей. Допускается производить 2-3 переключения подряд, а дальнейшие с промежутками 3-5 минут. Во избежание выхода из зацепления шестерен коробки скоростей в процессе работы следите за надежностью фиксации рукоятки в фиксирующем пазу.
ВНИМАНИЕ?
ПЕРЕКЛЮЧЕНИЕ СКОРОСТЕЙ ШПИНДЕЛЯ НА ХОДУ ЗАПРЕЩАЕТСЯ.
10.1.10. Переключение подач осуществляется следующим образом: нажимается кнопка 22, грибок 23 отводится “на себя” до отказа;
вращением указателя подач 24 в любую сторону за грибок устанавливается требуемая величина подачи против стрелки-указателя 25;
плавным движением грибок досылается вперед до отказа и проверяется его фиксация.
ДОВЕДИТЕ ГРИБОК ДО КОНЦА
И ПРОВЕРЬТЕ ФИКСАЦИЮ.
Несоблюдение этого правила приводит к неполному зацеплению зубчатых колес коробки подач по самопроизвольному включению подачи.
С целью исключения упора зубчатых колес при переключении на станке предусмотрено кратковременное включение электродвигателя подачи при отводе грибка “на себя”. При движении грибка вперед электродвигатель отключается и переключение происходит при поворачивающихся по инерции зубчатых колесах.
Электродвигатель не может включаться при переключении подач, если какая-либо из рукояток включения продольной, поперечной или вертикальной подач выведена из нейтрального положения. Это исключает возможность перемещения узлов в момент переключения подач.
Указанные на указателе подач значения относятся к продольной и поперечной подачам.
10.1.11 Установка и крепление инструмента.
Качество инструмента и оправок во многом определяет спокойную работу станка, точность и чистоту обработки.
В зависимости от вида применяемых фрез крепление их может выполняться несколькими способами: на оправке при помощи фланца или шпонки, переходными втулками и др.
Оправка вставляется в конус шпинделя и надежно затягивается шомполом. Выступающий конец шомпола закрывается предохранительным колпаком.
При комплектации станка электромеханическим зажимом инструмента способ крепления инструмента см. “Руководство по эксплуатации электромеханического зажима инструмента” 6Р13.00.00.000РЭ2.
10.1.12 Работа на станке и подготовка его к работе в зависимости от настройки механизмов и переключателей электрооборудования может выполняться:
ВМ127М.00.00.000РЭ
-67-
В наладочном режиме допускается возможность включения подач при выключенном шпинделе. Отключение подачи возможно только посредством рукояток.
При управлении от рукояток подача станка включается только после включения шпинделя. Если какая-либо из рукояток подачи (продольной, поперечной или вертикальной) находится во включенном положении, то с включением кнопки 15 “Пуск шпинделя” включается соответствующая подача. Кнопкой 16 “Стоп” отключаются все движения в станке.
Отключение станка кнопками “Стоп” в процессе резания производится в крайне необходимых случаях, так как это может привести к поломке, чаше всего инструмента, из-за движения стола по инерции.
В обычных условиях сначала рукояткой отключается подача, затем кнопкой -вращение шпинделя. Кнопкой 14 “Быстро” включается быстрое перемещение стола, салазок или консоли в направлении поворота рукоятки включения подачи.
10.2. Охлаждение инструмента.
Обработка чугуна при всех способах фрезерования и обработка стали твердосплавным инструментом производится без охлаждения режущего инструмента. Охлаждение рекомендуется применять при работе быстрорежущими фрезами по стали.
Подвод эмульсии непосредственно в зону резания обеспечивается достаточной маневренностью системы подвода сопла. При ослабленной гайке 12 (см. рис. 36) сопло можно поворачивать под любым углом и устанавливать по высоте. При установке следите, чтобы сопло не попало под фрезу.
Эмульсия из резервуара, расположенного в основании станка, подается насосом и стекает по пазам стола, корыту стола, через отверстия в столе в канал салазок, а затем гибким шлангом отводится в основание. Количество подаваемой жидкости должно быть не более 7-8 л/мин.
Место слива эмульсии со стола защищено от завала стружки съемным щитком. Перед отверстиями установлена решетка. Для сбора эмульсии на корыте основания имеется решетчатая крышка.
ВНИМАНИЕ!
СНИМАТЬ КРЫШКУ НЕ РАЗРЕШАЕТСЯ ИЗ-ЗА ВОЗМОЖНОСТИ ЗАСОРЕНИЯ РЕЗЕРВУАРА И ПОРЧИ НАСОСА ОХЛАЖДЕНИЯ.
Включение и выключение насоса охлаждения осуществляется переключателем. Регулятором расхода эмульсии является кран 11, которым можно перекрыть подачу эмульсии, если время выключения не превышает 10 минут. При более длительном отключении эмульсии необходимо выключить насос охлаждения.
Система периодически (через полгода) должна демонтироваться и промываться под давлением.
Слив эмульсии из основания при периодической его очистке производится через патрубок 16, для чего в фундаменте станка необходимо предусмотреть приямок для размещения емкости.
при капитальном ремонте очистка основания производится после демонтажа консоли и станины.
ВНИМАНИЕ!
СОПЛО ДОЛЖНО БЫТЬ НАДЕЖНО ЗАКРЕПЛЕНО: ПОПРАВЛЯТЬ, ПЕРЕСТРАИВАТЬ УСТАНОВКУ СОПЛА В ПРОЦЕССЕ ФРЕЗЕРОВАНИЯ НЕ ДОПУСКАЕТСЯ.
ВМ127М.ОО.ОО.ОООРЭ
-68-
10.3. Регулировка станка.
10.3.1. В процессе эксплуатации возникает необходимость в регулировании отдельных узлов и элементов станка с целью восстановления их нормальной работы.
Методы регулирования изложены в соответствующих разделах описания конструкции станка:
Зазор в переднем подшипнике шпинделя 6.8.
Пружины фиксатора лимба скоростей 6.10.
Пружины фиксатора лимба подач 6.11.
Предохранительная муфта коробки подач 6.11.
Механизм быстрого хода 6.14
Клинья стола, салазок, консоли 6.16
Пружины включения кулачковой муфты продольного хода 6.17.
И. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
11.1 . В процессе транспортировки и работы вследствие износа, неправильной регулировки, эксплуатации и т.д. на станке могут возникнуть неполадки в работе или потребность в регулировании отдельных узлов и элементов. Неполадки могут возникнуть от нескольких причин сразу поэтому при выявлении причины следует учитывать все факторы, включая инструмент, условия обработки и др. Особое внимание станку следует уделять при выполнении осмотров и ремонта.
11.2 . Перечень возможных нарушений в работе указан в таблице 16.
12. ОСОБЕННОСТИ СБОРКИ и РАЗБОРКИ ПРИ РЕМОНТЕ
12.1. Особенности сборки и разборки см. разделы 6; 7.
12.2. Категория ремонтной сложности - 15.
13. МАТЕРИАЛЫ ПО ЗАПАСНЫМ ЧАСТЯМ
13.1. Схема расположения подшипников см. рис. 40.
13.2. Перечень подшипников качения см. табл. 17.
13.3 Перечень быстроизнашиваемых деталей см. табл. 18.
Таблица 16
Возможное нарушение Признак Вероятная причина Метод устранения
Смазка коробки скоростей или смазка узлов, обеспечивающих движение подачи, не осуществляется При включении подачи прощелкивает предохранительная муфта и электродвигатель подачи останавливается от перегрузки В начале фрезерования прощелкивает предохранительная муфта При установке рукоятки включения поперечной и вертикальной подач в среднее положение механическая подача прекращается, но маховиком или рукояткой ручных перемещений провернуть цепь невозможно Поступление масла в глазок контроля работы насосов не наблюдается или совсем незначительно. Направляющие стола смазываются недостаточно или не смазываются При реверсировании подачи включение, как правило, нормальное Слышен треск внутри коробки подач. Условия фрезерования (припуск, материал, инструмент) обычные В резервуаре нет масла. Засорился фильтр насоса смазки Неисправность насоса или системы Вышел из строя фиксатор, запирающий гайку регулирования зазора в дисках. При включении подачи гайка самопроизвольно завертывается и затягивает диски фрикционной муфты, т.е. имеет место одновременное включение фрикциона быстрого хода и муфты подач Ослабление поджима шариков, предохранительной муфты Увеличился люфт в цепи включения кулачковых муфт поперечной и вертикальной подач, отвернулась гайка Залить масло до середины масл ©указателя Очистить фильтр насоса Проветритьработу насоса, элементов системы и при необходимости демонтировать для ремонта При необходимости заменить фиксатор Отрегулировать зазор между дисками Отрегулировать предохранительную муфту Отрегулировать люфт и законтрить гайку
ВМ127М.00.00.000РЭ
Продолжение Табл. 16
Возможное нарушение Признак Вероятная причина Метод устранения
Электродвигатель подачи работает, но движение подачи нет Двигатель подачи работает с перегрузкой При установке рукоятки поперечной и вертикальной подачи в среднее положение подача прекратилась, но двигатель продолжает работать При включении кнопками "быстро" электромагнит включается, но быстрый ход не идет При включении быстрого хода фрикционная муфта проскальзывает Кулачковая муфта продольного хода при включении прощелкивает При включнии механической подачи маховичок или рукоятку ручных перемещений прихватывает при вращении вала Зыстрый ход осуществляется При снятии крышки виден дым Слышна работа двигателя Включение электромагнита прослушивается Не до конца включен грибок, и не сцепилась кулачковая муфта 3 (см. рис. 17) Мал зазор в дисках фрикциона: диски сильно нагреваются Нарушилась регулировка рычагов включения выключателей поперечной и вертикальной подач Отвернулась гайка, и сердечник опустился вниз Наличие лишних сопротивлений в направляющих: плохая смазка, следы ржавчины, неправильная регулировка клиньев. Ослабла пружина Ослабла пружина Неисправность в блокировке отключения маховичка или рукоятки, забоины на посадочных местах, грязь в подшипнике маховичка или рукоятки Дослать грибок до фиксированного положения Дать остыть дискам и отрегулировать зазор Отрегулировать рычаги Отрегулировать гайку Проверить смазку и состояние направляющих, провести регулировку клиньев, отрегу-лироватьпружину Отрегулировать пружину Прекратить работу на станке. Проверить при включенном станке включением рукоятки поперечной или вертикальной подач блокировку маховичка и рукоятки Касание или зацепление кулачков обязательно устранить. Исключить причины повышенного трения маховичка или рукоятки на посадочных местах.
ВМ127М.00.00.000РЭ
BMl 27М.00.00.ОООРЭ
-71 -
Рис. 40
Схема расположения подшипников качения
ВМ127М.ОО.ОО.ОООРЭ
-72-
Перечень подшипников качения
Таблица 17
Наименование Класс ТОЧНОСТИ Куда входит I Поз.см. рис.40 Кол-вс
Подшипник 302 ГОСТ 8338-75 0 Консоль 63, 1
Подшипник 204 ГОСТ 8338-75 0 Коробка подач 23, 25, 59 5
Подшипник 205 ГОСТ 8338-75 0 Коробка подач 21,22, 24, 62 5
Подшипник 206 ГОСТ 8338-75 0 Консоль 54 1
Подшипник 208 ГОСТ 8338-75 0 Консоль 46 1
Подшипник 209 ГОСТ 8338-75 0 Консоль 45 1
Подшипник 210 ГОСТ 8338-75 0 Коробка скоростей 17 1
Подшипник 212 ГОСТ 8338-75 0 Коробка скоростей 2,6 3
Подшипник 215 ГОСТ 8338-75 0 Коробка скоростей 8 2
Подшипник 305 ГОСТ 8338-75 0 Коробка подач 60, 61 2
Подшипник 307 ГОСТ 8338-75 0 Коробка скоростей 19,1 2
Подшипник 308 ГОСТ 8338-75 0 Коробка скоростей 18 2
Подшипник 309 ГОСТ 8338-75 0 Коробка скоростей 4, 16 2
Подшипник 311 ГОСТ 8338-75 0 Коробка скоростей 5 1
Подшипник 407 ГОСТ 8338-75 0 Коробка скоростей 3 1
Подшипник 8104 ГОСТ 7872-89 0 Поворотная головка 13 2
Подшипник 8105 ГОСТ 7872-89 0 Поворотная головка Салазки Коробка подач 12 41,42 57 4
Подшипник 8106 ГОСТ 7872-89 0 Консоль 48 1
Подшипник 8111 ГОСТ 7872-89 0 Консоль 28 1
Подшипник 8112 ГОСТ 7872-89 0 Коробка подач 50 1
Подшипник 8113 ГОСТ 7872-89 0 Салазки 33 2
Подшипник 8116 ГОСТ 7872-89 0 Консоль 27 1
Подшипник 8209 ГОСТ 7872-89 0 Салазки 30, 40 2
Подшипник 46120 ГОСТ 831-75 5 Поворотная головка 11 2
Подшипник 46124 ГОСТ 831-75 0 Поворотная головка 16 2
Подшипник 46212 ГОСТ 831-75 6 Коробка скоростей 7 2
Подшипник 60206 ГОСТ 7242-70 0 Салазки 31, 39 2
Подшипник 2007106 ГОСТ 333-79 0 Консоль 52 1
Подшипник 2007107 ГОСТ 333-79 0 Консоль 47 1
Подшипник 7206 ГОСТ 333-79 0 Консоль 35 1
Подшипник 7208 ГОСТ 333-79 0 Салазки 32 2
Подшипник 7306 ГОСТ 333-79 0 Консоль 36 1
Подшипник 3182120 ГОСТ 7634-75 4 Поворотная головка 14 1
Подшипник 4024107 ГОСТ 4657-71 0 Коробка подач 58 1
Подшипник 941/25 ГОСТ 4060-78 0 Консоль Салазки 37 51 4
Подшипник 942/20 ГОСТ 4060-78 0 Коробка подач Салазки 26 34 3
Подшипник 942/30 ГОСТ 4060-78 0 Коробка подач 20 2
Подшипник 943/25 ГОСТ 4060-78 0 Коробка подач Салазки 43, 44, 56 38 5
Подшипник 943/40 ГОСТ 4060-78 0 Консоль 49, 55 2
Игла 3x238111 ГОСТ 6870-72 0 Консоль 53 50
Подшипник 8105 ГОСТ 7872-89 0 Устройство электромеханического зажима инструмента 2
Тодшипник 8101 ГОСТ 7872-89 0 то же 2
Подшипник 108 ГОСТ 8338-75 0 то же 2
Подшипник 204 ГОСТ 8338-75 0 то же 1
Подшипник 1000905 ГОСТ 8338-75 0 то же 2
Подшипник 1000916 ГОСТ 8338-75 0 то же 2
Перечень быстроизнашиваемых деталей.
Таблица 18
Обозначение Наименование Кол-во в изделии Куда входит Материал Рис.
6Р13.3.48ДР Колесо зубчатое 1 Коробка скоростей Сталь 40Х ГОСТ 4543-71 44
6Р13.3.91А Кольцо 1 То же Резина 30 МБ-А-С ГОСТ 7338-90 43
6Р13.4.39Г Муфта кулачковая 1 Коробка подач Сталь 18ХГТ ГОСТ 4543-71 42
6Р13.4.32Д Муфта кулачковая 1 То же Сталь 14ХГ2НР ГОСТ 4543-71 47
6Р13.6.21А Гайка биметаллическая 1 Консоль Сталь 45 ГОСТ 8731-87 Бронза БрО5Ц5С5 ГОСТ 613-79 52
6Р13.6.42АР Винт 1 То же Сталь А-40Г ГОСТ 1414-75 53
6PI3.6.201 Сухарь 1 То же Сталь В45 ГОСТ 8731-87 41
6Р 13.6.290 Ролик 1 То же Сталь 40Х ГОСТ 4543-71 45
6Р13.7.101 Гайка биметаллическая 1 Стол и салазки Сталь 35 ГОСТ 1050-88 Бронза БрОЗЦ12С5 ГОСТ 613-79 50
6Р13.7.102 Гайка биметаллическая 1 То же Сталь В35 ГОСТ 8731-87 Бронза БрОЗЦ 12С5 ГОСТ 613-79 48
6Р13.7.103 Гайка биметаллическая 1 То же Сталь 45 ГОСТ 1050-88 Бронза Бр03Ц12С5 ГОСТ 613-79 51
6Р13.7.158 Шпонка 1 То же Сталь 45 ГОСТ 1050-88 49
ВМ127М.ОО.ОО.ОООРЭ
ВМ127М.00.00.000РЭ
-74-
Рис. 41. Сухарь. Деталь 6Р13.6.201
Рис. 42. Муфта. Деталь 6Р13.4.39Г
Цементировать h=0,8... 1,2мм; 57...63HRC3
ВМ127М.00.00.ОООРЭ
- 75 -
А-А
Рис. 43. Кольцо. Деталь 6Р13.3.91 А
8 отв. по окружности на равных расстояниях
Смещение от номинального расположения не более 0,25 мм
М? (V)
Рис. 44. Зубчатое колесо. Деталь 6Р13.3.48ДР
Зубья закруглить. Обработать ТВЧ 49,5...54 HRCa
Модуль m 4
Число зубьев Z 17
Исходный контур 20° по ГОСТ 13755-81
Коэффициент смещения исходного контура (коэффициент коррекции) X + 1,0
Степень точности по ГОСТ 1643-81 - 8-7-7-А
Диаметр делительной окружности be 68
Максимальная окружная скорость, м/сек V 1,75
Условное обозначение отверстия по ГОСТ 1139-58 b8x46x50A2aU2
Число зубьев z 8
ВМ127М.ОО.ОО.ОООРЭ
-76-
Ф20Ы4
Рис. 45. Ролик. Деталь 6Р 13.6.290
1. Биение диам. 20В7 относительно диам. 5,1 А не более 0,1 мм
2.46,5...51,5 HRCa
Рис. 47. Кулачковая муфта. Деталь 6Р13.4.32Д
1. Диам. 6-12 отв. с зенковкой диам. 10х90°по окружности на равном расстоянии друг от друга. Отклонение от номинального расположения не более 0,08 мм.
2. Цементировать h 0,7...1,2 мм кроме отв. Б, торцев этого отверстия до Ф
42.. А6 мм и канавок С и Д, 57...63 HRCa
ВМ127М.ОО.ОО.ОООРЭ
-77-
Сберлцпх» и раэбернуть с Зет. 6Р13.7.06А, 6PJ3.7.035
поЗ штифт (2*60 ГОСТ S454-79
Рис. 48. Гайка биметаллическая. Деталь 6Р13.7.102
Диам. 45 - грубая расточка под биметалл
065h6
Рис. 49. Шпонка. Деталь 6Р 13.7.158
Нормализовать НВ 196...212
ВМ127М.ОО.ОО.ОООРЭ
-78-
Рис. 50. Гайка биметаллическая. Деталь 6Р13.7.101
Модуль нормальный m 2
Число зубьев Z 30
Угол наклона зуба 3°42'
Напрвление зуба левое
Исходный контур 20° ГОСТ 13755-81
Коэффициент смещения исходного контура X 0
Степень точности по ГОСТ 1643-81 9-8-7А
Рис. 51. Гайка биметаллическая. Деталь 6Р 13.7.103
1. Биение торца А относительно диам. 45К6 не должно превышать 0,04 мм
2. Биение резьбы трап. 30x6 относительно поверхности Ф 45К6 не более 0,05 мм
ВМ127М.00.00.000РЭ
-79-
МГ (У)
Рис. 52. Гайка биметаллическая. Деталь 6Р 13.6.21 А Биение среднего диаметра резьбы 40x6 относительно диаметра 60 h6 не более 0,08 мм.
а . (у)
^1
Рис. 53. Винт. Деталь 6Р13.6.42АР
Биение среднего диаметра резьбы 40x6 относительно Ф 30+%’j не более 0,08 мм
ВМ127М.ОО.ОО.ОООРЭ
- 81 -
(заводской номер)
_______________и__________________
(класс точности)
14.2. Испытание станка на соответствие нормам точности и жесткости по ТУЗ-178М-89 Проверка геометрической точности изделия (таблица 19).
Схема и метод проверки по ТУЗ-178М-89 и ГОСТ 17734-88.
Таблица 19
№ прове рок Наименование проверок Метод проверки по ГОСТ 17734-88 (по ТУ) Допуск, мкм Прим.
1 2 3 4 5 6 7 8 9 10 Прямолинейность рабочей поверхности стола (стол в среднем положении) Прямолинейность среднего паза Параллельность среднего паза стола траектории его продольного перемещения Перпендикулярность среднего паза стола траектории его поперечного перемещения Параллельность рабочей поверхности стола траектории его поперечного перемещения Радиальное биение конического отверстия шпинделя: а) у торца шпинделя б) на расстоянии L=300mm Осевое биение шпинделя Торцевое биение опорного торца шпинделя Радиальное биение центрирующей шейки шпинделя Параллельность рабочей поверхности стола траектории его продольного перемещения на длине 500мм и на всей длине перемещения (проверка специальная) Пункт 1.4.1. На длине 1000 мм Выпуклость не допускается Пункт 1.4.2. Пункт 1.4.3. Пункт 1.4.4. Пункт 1.4.6. Пункт 1.4.13. Пункт 1.4.10. Пункт 1.4.11. Пункт 1.4.12. Салазки и стол устанавливают в среднее положение, салазки закрепляют Измерения -по ГОСТ 22267-76, раздел 6, метод 1а Линейку устанавливают на рабочей поверхности стола в продольной плоскости, проходящей через его середину. Измерительный прибор закрепляют на неподвижной части станка так, чтобы его измерительный наконечник располагался в поперечной плоскости, проходящей чрез ось шпинделя. Замер производят на длине перемещения 500 мм (по 250мм от оси шпинделя в обе стороны) и на всей длине перемещения стола. 30 2 5 25 । i । ! 20 20 10 20 10 18 10 25 на длине 500мм 40 на всей длине перемещения j i i i I 1 I I
ВМ127М.ОО.ОО.ОООРЭ
-82-
Продолжение табл. 19
№ Наименование проверок Метод проверки по ГОСТ 17734-88 (по ТУ) Допуск, мкм Прим.
11 12 Перпендикулярность рабочей поверхности стола его вертикальному перемещению в продольной плоскости (проверка специальная) Перпендикулярность рабочей поверхности стола его вертикальному перемещению в поперечной плоскости (Проверка специальная) Стол устанавливают в среднее положение, салазки в крайнее переднее положение и закрепляют. На станке с расстоянием от оси шпинделя до вертикальных направляющих станины 420 мм стол и салазки устанавливают в среднее положении и закрепляют (средний паз стола на уровне оси шпинделя). Измерение по ГОСТ 22267-76, раздел 9, метод 1а На рабочей поверхности стола в продольной плоскости, проходящей через середину стола, на минимальном для проведении измерений расстоянии от его центра устанавливают поверочный угольник. На неподвижной части станка закрепляют измерительный прибор так, чтобы его измерительный наконечник касался рабочей поверхности угольника (по наивысшей линии образующей), был ей п ер п ендикуляр ен. Стол с угольником перемещают в вертикальном направлении. Замер производят на длине 200мм на любом участке длины перемещения консоли. В точках замера консоль закрепляют. Влияние реверса консоли не учитывают. Стол устанавливают в среднее положение, салазки в крайнее переднее положение и закрепляют. На станке с расстоянием от оси шпинделя до вертикальных направляющих станины 420 мм стол и салазки устанавливают в среднее положение и закрепляют (средний паз стола на уровне оси шпинделя). Измерение по ГОСТ 22267-76, раздел 9, метод 1а.(чсрт.8) На рабочей поверхности стола в продольной плоскости, проходящей через середину стола, на одинаковом минимальном для проведения измерений расстоянии от его поперечной плоскости, проходящей через ось шпинделя, устанавливают поверочный угольники. На неподвижной части станка закрепляют измерительные приборы так, чтобы их измерительные наконечники касались рабочих поверхностей угольников (по наивысшей линии образующей), были им перпендикулярны. Стол с угольником перемещают в вертикальном направлении. Замер производят на длине 200мм на любом участке длины перемещения консоли. 3 точках замера консоль закрепляют. Влияние реверса не учитывают. Отклонение в сторону от станины не допускается. Допускается проводить измерение одним угольником с поочередной его переустановкой. Отклонение определяют как наибольшую алгебраическую разность алгебраических полусумм одновременно фиксируемых показаний обоих приборов. 25 25
ВМ127М.ОО.ОО.ОООРЭ
- 83 -
Продолжение табл. 19
№ Наименование проверок Метод проверки по ГОСТ 17734-88 (по ТУ) Допуск, мкм Прим.
13 14 15 16 17 Перпендикулярность рабочей поверхности стола оси вращения шпинделя в продольной и поперечной плоскостях (проверка специальная) Прямолинейность рабочей поверхности 4 образца-изделия Параллельность верхней поверхности образца-изделия его основанию П ер п ендикулярность обработанных поверхностей образца-изделия Перемещение под нагрузкой стола относительно оправки, закрепленной в шпинделе Наклон стола в сторону от станины не допускается Стол и консоль устанавливают в среднее положение, салазки в крайнее переднее положение и закрепляют. На станке с расстоянием от оси шпинделя до вертикальных направляющих станины 420 мм стол, салазки и консоль устанавливают в среднее положение и закрепляют. Измерение - по ГОСТ 22267-76, раздел 10, метод 1 (черт. 14). Измерения проводят при верхнем положении шпиндельной гильзы, которую перед испытанием закрепляют. Отклонение от перпендикулярности определяют как алгебраическую разность показаний отдельно в продольной и поперечной плоскостях. Пункт 2.4. на длине 450мм Пункт 2.5. на длине 450 мм Пункт 2.6. на длине 100 мм Пункт 3.2. • 25 30 30 20 0,63 мм । । 1
14.3. Нормы шума (табл. 20)
Таблица 20
Что проверяется Метод проверки Значение по ТУ Примечание
Корректированный уровень звуковой мощности L рА, дБА В соответствии с ГОСТ 12.2.107-85 102дБА
ВМ127М.00.00.000РЭ
-84-
14.4. Свидетельство о выходном контроле электрооборудования
Товарный знак
предприятия-изготовителя
Электрооборудование
Свидетельство
№__________________
Модель станка
ВМ127М
Наименование станка Станок специализированный фрезерный консольный
Порядковый номер по системе нумерации предприятия-изготовителя___________________________
Предприятие-изгоовитель ГПО "Воткинский завод"
Электрошкаф (панель)
Предприятие-изготовитель Порядковый номер
по системе нумерации
предприятия-изготовителя
Питающая сеть:
напряжение 380 В; род тока переменный ; частота 50 Гц Цепь управления:
напряжение 110 В; род тока переменный .
Местное освещение: напряжение 24 В.
Номинальный ток станка: 30 А.
Номинальный ток плавких вставок предохранительной питающей силовой цепи или уставки тока срабатывания вводного автоматического выключателя 40 А.
ВМ127М.00.00.ОООРЭ
- 85 -
Электрооборудование выполнено по: Принципиальной схеме
ВМ127М.00.000ЭЗ
Схеме соединения шкафа управления №
Схеме соединения станка (механизма) ВМ127М.8.00.000Э4
Обозначение Назначение Тип Мощность, кВт Момент, н м Номин. ток, А О1ё, А
Холостой ход Нагрузка
Ml Привод главного движения АИР132М4УЗ 11 — 22 1 2
М3 Привод подач AHPI00S4Y3 3 — 6,7
М4 Механизм крепления инструмента АИР56В2УЗ 0,18 —— 0.7 !
1. Приненагруженном станке
2. При максимальной нагрузке
Испытание повышенным напряжением промышленной частоты 2125 В, проведено
Сопротивление изоляции проводов относительно земли:
Силовые цепи 5 МОм. Цепи управления 5 МОм
Электрическое сопротивление между винтом заземления и металлическими частями, которые могут оказаться под напряжением свыше 42 В, не превышает 0,1 Ом.
соответствует.
Вывод: Электродвигатели, аппараты, монтаж электрооборудования и его испытания соответствуют общим техническим требованиям и электрооборудованию станков (механизмов).
ВМ127М.ОО.ОО.ОООРЭ
- 87 -
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Особенности эксплуатации основных узлов см. разделы 6, 7, 8. 9, 10.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Предприятие - изготовитель гарантирует соответствие станка фрезерного консольного вертикального модели ВМ127М установленным требованиям и обязуется безвозмездно заменить или отремонтировать вышедший из строя станок при соблюдении потребителем правил при транспортировке, хранении, установке и эксплуатации станка.
Срок гарантии 12 месяцев. Начало гарантийного срока исчисляется со дня пуска станка в эксплуатацию, но не более 6 месяцев для действующих и 9 месяцев для вновь строящихся предприятий с момента прибытия станка на станцию назначения
или с момента получения его на складе предприятия-изготовителя.
(Л ССАбЪОССС С.
jV А С- АУ <
Адрес предприятия-изготовителя: 427430, Удмуртская Республика, г. Воткинск, ул. Кирова, 2, ГПО "Воткинский завод" Телетайп : 755435 "Свет"
ВМ127М.00.00.000РЭ
-88-
СВЕДЕНИЯ о содержании цветных металлов в станке
Марка материала Применяемость Кол-во деталей на изделие, шт. Масса материала на изделие, кг При.у
Наименование и обозначение детали Наименование и обозначение сборки
1 2 3 4 5 6
Медь М2 ГОСТ859-78 Трубка медная М2 М4х0,5 ГОСТ 617-72 Консоль 6Р13.6.02Б 2,63 м 0,039
Медь М2 ГОСТ859-78 Трубка медная М2 М6х0,5 ГОСТ 617-72 Консоль 6Р13.6.02Б 2,6 м 0,055
Медь М2 ГОСТ859-78 Итого: 0,094
Медь М3 ГОСТ859-78 Трубка медная М3 М4х0,5 ГОСТ 617-72 Коробка подач 6Р13.4.01А Стол-сал азки 6Р13.7.01Б 1,0 м 5,63 м 0,015 0,160
Медь М3 ГОСТ859-78 Трубка медная М2 М6х0,5 ГОСТ 617-72 Стол-салазки 6Р13.7.01Б 1,6 м 0,05 1
Медь М3 ГОСТ859-78 Итого: 0,225
Бр.ОЦС 5-5-5 ГОСТ 613-79 Втулка биметаллическая Пс35ПТх30ДП-112 Консоль 6Р13.6.01Б 1 0,53
Бр.ОЦС 5-5-5 ГОСТ 613-79 Втулка биметаллическая А30х45 ДП-113 Консоль 6Р13.6.01Б 1 0,78 1
Бр.ОЦС 5-5-5 ГОСТ 613-79 Итого: 1,31
Бр.05 Ц5 С5 ГОСТ 613-79 Биметаллическая втулка 6Р13.6.21А Консоль 6Р13.6.01Б 1 0,43
Бр.05 Ц5 С5 ГОСТ 613-79 Втулка 6Р13.4.21АР Коробка подач 6Р13.4.01А 1 0,55
Бр.05 Ц5 С5 ГОСТ 613-79 Итого: 0,98
Бр.ОЗ Ц12 С5 ГОСТ 613-79 Гайка биметаллическая 6Р13.7.101 Стол-салазки 6Р13.7.01Б 1 0,6
Бр.ОЗ Ц12 С5 ГОСТ 613-79 Гайка биметаллическая 6Р13.7.102 Стол-салазки 6Р13.7.01Б 1 1,15
Бр.ОЗ Ц12 С5 ГОСТ 613-79 Гайка биметаллическая 6Р13.7.103 Стол-салазки 6Р13.7.01Б 1 0,4
Бр.ОЗ Ц12 С5 ГОСТ 613-79 Втулка 6Р13.7.104Бм Стол-салазки 6Р13.7.01Б 1 0,25
Бр.ОЗ Ц12 С5 ГОСТ 613-79 Итого: 2,4
Al 9Т5 ГОСТ 2685-75 Рукоятка 6Р13.6.07А Консоль 6Р13.6.01Б 1 0,6
Д16 AM ГОСТ 21631-76 Табличка 6Р13.1.97 Станина 6Р13.1.01 0,085
Ак5 М2 ГОСТ 1583-73 Крышка 6Р13.1.09Б Станина 6Р13.1.01 3,0
На чтение 25 мин. Просмотров 285 Опубликовано 25.08.2022
Содержание
- Сведения о производителе
- Назначение вертикального-фрезерного ВМ127
- Технические характеристики
- Общий вид
- Расположение составных частей
- Перечень и расположение органов управления, паспорт
- Электрическое оборудование
- Электрическая схема
- Кинематическая схема
- Работа составных частей электрооборудования
- Устройство оборудования
- Технические характеристики и применение
- Назначение вертикального-фрезерного ВМ127
- Технические характеристики
- СПЕЦИАЛИЗИРОВАННЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ ВМ127
- Расположение составных частей
- Перечень и расположение органов управления, паспорт
- Вертикально-фрезерный станок ВМ127, ВМ127М сегодня
- Электрическая схема
- Работа составных частей электрооборудования
- Консольно-фрезерный станок ВМ 127М. Электрическая принципиальная схема.
- Сведения о производителе вертикально-фрезерного станка ВМ127
- Назначение станка
- Технические характеристики
- Общий вид вертикального фрезерного станка ВМ127
- Расположение составляющих аппарата
- Перечень органов управления фрезерным станком ВМ127
- Электрическое оборудование
- Работа составных частей электрооборудования
- Кинематическая схема
- Регулировка цепи торможения шпинделя
- Принципиальные изменения конструкции станка ВМ127М после 2012 года
Универсальный консольно-фрезерный станок ВМ127 считается профессиональным оборудованием с уникальными техническими параметрами. Его до сих пор используют несмотря на то, что он выпущен еще в прошлом столетии.

Сведения о производителе
Производитель – Воткинский машиностроительный завод. Сам завод основан в 1759 году, а производство станков рассматриваемой серии осуществлялся с 1956 года. Затем агрегат ВМ127 стал аналогом и прародителем многих более современных моделей.
Назначение вертикального-фрезерного ВМ127
Данный станок выполняет все функции стандартного фрезерного оборудования и успешно работает с заготовками массой до 450 кг. Заготовки могут быть из чугуна, стали, цветных металлов. При работе с агрегатом допустимо использование торцевых, концевых, цилиндрических, радиусных фрез.
Оборудование делает пазы, фрезерует углы, рамки, зубчатые колеса и прочие заготовки сложной конфигурации. Успешно применяется в мелкосерийном производстве, поскольку прост в обслуживании и в переналадке инструмента. Читайте также: фрезерный станок 675П, технические характеристики, особенности.
Технические характеристики
Станок имеет уникальные параметры, позволяющие проводить сложные процедуры:
- полный габариты рабочего стола 1600х400 мм;
- перемещение вдоль по наибольшим параметрам – 1010 мм;
- поперек – 32 см;
- в вертикальном направлении – 42 см;
- расстояние от шпиндельной головки до поверхности стола – 30–500 мм;
- наибольшее значение частоты оборотов шпинделя – 1600 об/мин;
- расстояние от оси шпинделя до вертикальных направляющих станины – 62 см;
- шпиндельная головка имеет 18 скоростей;
- наибольшее движение пиноли шпинделя – 80 мм.
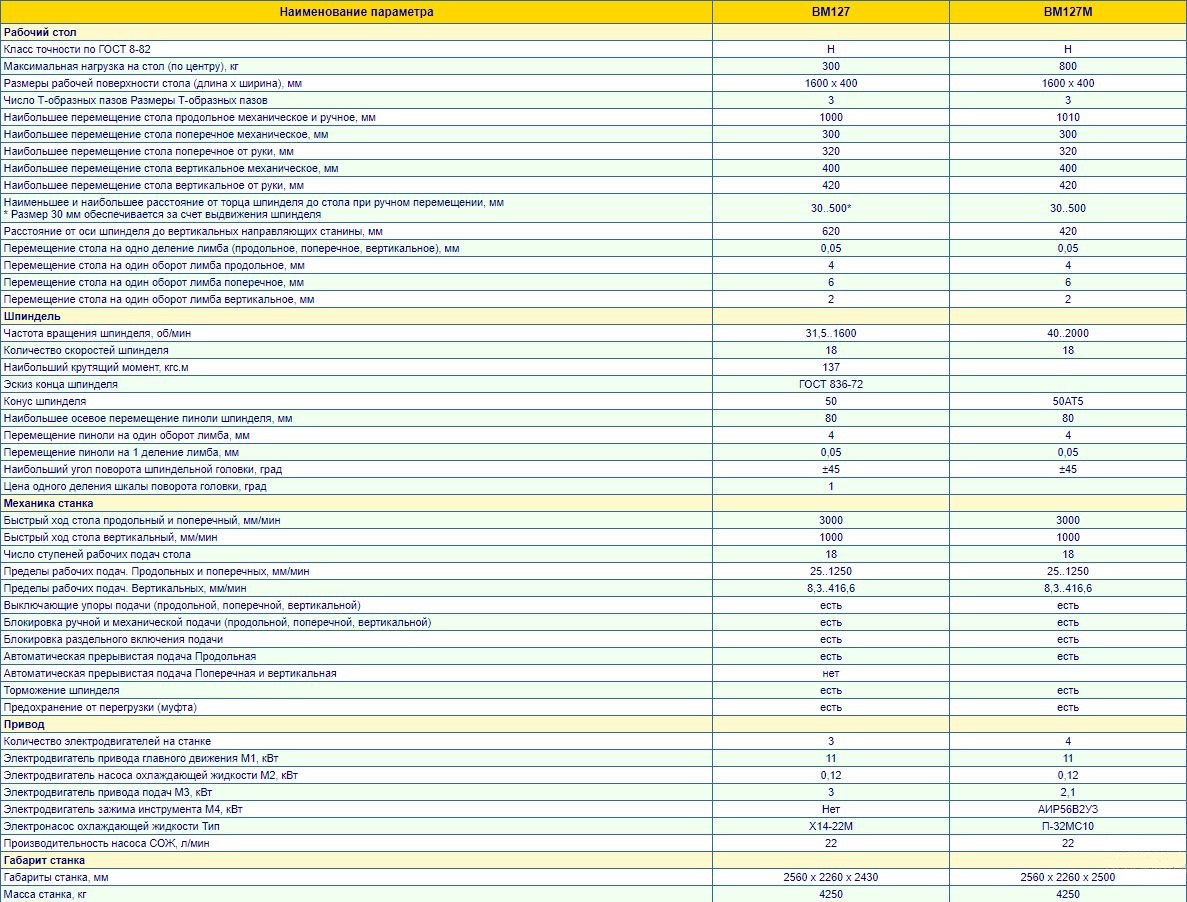
Станок снабжен механизмом торможения шпиндельной головки, а также муфтой от перегрузок.
Общий вид
Расположение составных частей
Сам агрегат сконструирован из нескольких базовых узлов:
- Станина. Основа всей конструкции, расположена вертикально с поворотной головкой.
- Инструментальный стол с наличием салазок и органов ручного управления станком.
- Рабочая консоль с элементом подачи.
Сюда же относится и скоростная коробка, система электрооборудования. Поворотная головка центрируется в кольцевой выточке, к которой крепится четырьмя болтами. Шпиндель – двухопорный вал, который смонтирован в выдвигаемой гильзе.
Перечень и расположение органов управления, паспорт
Наиболее важные органы управления находятся спереди агрегата, а также на боковой панели от поворотной головки и непосредственно на боковинах основания.
Для регулировки подач имеются ручки, расположенные непосредственно перед мастером немного ниже поверхности стола. Здесь расположены:
- маховик, перемещающий инструментальный стол;
- рукоятка передвижения стола по вертикали;
- рычаг для выключения перемещения вдоль;
- переключатель управляющего режима.
Помимо этого, в управляющую систему оборудованием входит:
- кнопка «Пуск»;
- дублирующая кнопка остановки шпиндельной головки;
- зажимы стола;
- рукоятки ручного перемещения;
- маховик для выдвижения гильзы шпинделя.
Сбоку станины расположен грибок-переключатель подач, а также кнопки пуска и остановки всех основных узлов.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт вертикально-фрезерного станка ВМ127.
Электрическое оборудование
Станок оборудован трем группами электрики: силовая, управляющая и модуль питания.
Электрическая схема
Силовая часть
Это питающие цепи как главного, так и дополнительного движков, которые установлены на оборудовании. Силовая часть состоит из:
- предохраняющих вставок;
- контакторных пускателей;
- тепловых реле;
- компонентов реверса.
Силовая часть обеспечивает нормальную работу всех приводов, а также в целом функционирование станка.
Управляющая часть
Эту часть представляют коммутирующие элементы со слаботочными контактами. В область управления дополнительно входят и элементы защиты.
Система питания
Питающие цепи агрегата выполняют определенные функции:
- преобразуют напряжение переменного тока в постоянный потенциал, который нужен для подпитки реле;
- трансформирует исходное напряжение в 220 Вт в необходимо для питания осветительных конструкций.
В модуль питания входит диодный мост, выключатели, предохраняющие компоненты и трансформатор понижения.
Кинематическая схема
Работа составных частей электрооборудования
Следует рассмотреть работу составных частей с вышеозначенным электрооборудованием в различных режимах.
Зажим инструмента
Чтобы эффективно зажать необходимый инструмент используется переключатель, который расположен на боковом пульте. Его переводят в положение «Зажим», при этом начинает функционировать пускатель, который подает питание на двигатель с функцией зажима.
Включение шпинделя
Для запуска необходимо нажать соответствующую кнопку, вслед за которой включается пускатель. Затем начинает работать и реле. Через контакторы пускателя напряжение трех фаз приходится на движок.
Выключение и торможение шпинделя
Для начала нажимается соответствующая кнопка, после чего снимается с элементов напряжение. Через некоторое время срабатывает пускатель, который включает процесс торможения шпиндельной головки. В результате через несколько секунд происходит ее полная остановка.
Включение насоса охлаждения
Для этого в конструкции имеется переключатель. Через контакты этого элемента органов управления напряжение попадает на двигатель.
Аварийное выключение
В аварийных ситуациях существует кнопка, которая отключает цепь питания в 110 Вт. Затем эта кнопка при помощи пружины возвращается на место и станок можно снова включить.
Импульсное включение
Для этого в конструкции предусмотрен импульсный вариант пуска электромотора при помощи специальной кнопки.
Электропривод подач
Для этой операции есть рукоятка с тремя установленными позициями. В управляющие комбинации входят и переключатели, которые используются для контроля над движением вдоль.
Регулировка цепи торможения шпинделя
Чтобы отрегулировать цепь торможения шпиндельной головки, следует:
- Включить работу шпиндельного узла.
- Затем остановить его спустя время.
- Параллельно включить секундомер и затормозить его в момент, когда щелкнет пускатель.
- Если задержка больше 1 сек., необходимо повернуть регулирующий элемент по часовой стрелке.
Затем заново проверяются параметры задержки торможения. Фрезерный станок ВМ127 успешно используется на мелкосерийном производстве. Это надежное и простое в обращении оборудование с уникальными свойствами, которые позволяют обрабатывать детали из нескольких видов материала, выполняя стандартные фрезеровочные работы.
Фрезерные станки
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами. Масса детали с приспособлением до 300 кг. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колёса и т.д. Техническая характеристика и жёсткость станка позволяют полностью использовать возможности быстрорежущего и твёрдосплавного инструмента. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание. Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства. Скачать бесплатно паспорт к фрезерному станку ВМ127
Главная > Станки > Фрезерные станки > ВМ127 вертикально-фрезерный станок
Процесс фрезерования предусматривает механическое снятие металла с поверхности. Для проведения подобной операции требуется фрезерный станок, который может оснащаться различными насадками. Довольно больше распространение получила вертикально-фрезерная модель ВМ127. Она предназначается для производства небольших и средних изделий. Фрезерный станок ВМ127 применяется для обработки различных плоскостей, углов, пазов и других изделий. Аналогами можно назвать 6Р14 и 6Т13. Рассмотрим особенности этой конструкции подробнее.
Устройство оборудования
Вертикально фрезерный станок ВМ127 получил широкое распространение благодаря эффективной конструкции. Ее особенностями можно назвать следующие моменты:
- Устанавливается мощный привод, который обеспечивает условия для плавной регулировки скорости подачи при различных условиях резания.
- В качестве привода применяется сервоконтролерный механизм. При этом ВМ127М имеет обратную связь.
- Устройство характеризуется наличием полуавтоматической системы смазки, которая обеспечивает высокую надежность работы фрезерного оборудования.
- Устанавливается и система подачи СОЖ в зону резания. Она существенно расширяет область применения устройства.
- На стойке расположены различные элементы управления, представленные рычагами и рукоятками.
Модель может оснащаться различными фрезами. Основными узлами можно назвать нижеприведенные элементы:
- Станина. Она изготавливается при применении чугуна. Массивное основание обеспечивает высокую устойчивость устройства на момент работы. Высокая жесткость станины определяет точное позиционирование всех элементов, а также отсутствие вибрации на момент работы.
- Вертикальное расположение режущего инструмента на сегодняшний день получило широкое распространение. Для этого есть стойка, на которой расположена шпиндельная бабка. Внутри этого элемента находится коробка скоростей, представленная сочетанием зубчатых колес. При изготовлении стойки и шпиндельной бабки применяется сталь, за счет чего обеспечивается высокая степень защиты и небольшой вес конструкции. Поверхность стали покрывается краской для исключения вероятности появления коррозии при длительной эксплуатации в сложных условиях.
- Шпиндель предназначен для закрепления фрез и других инструментов. Она может поворачиваться вокруг оси и перемещаться в вертикальном направлении. Над бабкой есть электрический двигатель, в сторону отводится пульт управления, который фиксируется гибко. В зону резания подается СОЖ, за счет чего можно обрабатывать заготовки на более высокой скорости.
- В нижней части расположены салазки и стол для закрепления заготовки. Для управления положением рабочего узла есть несколько рукояток. Предусмотрено наличие быстрой подачи для перемещения стола на холостом ходу. Стол перемещается по стойке в вертикальном направлении для обеспечения подачи заготовки.
В целом можно сказать, что компоновка фрезерного станка классическая, за счет чего расширяется его область применения. Принципиальная электрическая схема позволяет в любой момент обесточить устройство.
Технические характеристики и применение
При выборе модели уделяется внимание основным техническим характеристикам. В комплект поставки включается паспорт.
Скачать паспорт (инструкцию по эксплуатации) фрезерного станка ВМ127
Основными параметрами можно назвать нижеприведенные моменты:
- Размер рабочей поверхности фрезерного станка определяет то, какие заготовки могут обрабатываться. В рассматриваемом случае размер 1600 на 40 мм.
- Максимальная нагрузка на стол составляет 800 килограмм.
- На фрезерном станке устанавливается несколько электрических моторов. Основной имеет мощность 11 кВт, также есть дополнительные с мощностью 2,1 кВт и 0,12 кВт. Они предназначены для управления столом и перекачивания охлаждающей жидкости в зону резания.
- Класс точности оборудования составляет Н. Стоит учитывать этот показатель при производстве самых различных изделий.
- Масса фрезерного станка составляет 4200 килограмм. Этот момент определяет то, что оборудование должно устанавливаться на специальном основании.
- Технология обработки предусматривает установку наиболее подходящей скорости вращения инструмента. Оператор может указать одну из 18 скоростей вращения шпинделя.
- Стол может передвигаться в нескольких направлениях с различной скоростью.
Фрезерование станком фрезерный ВМ127 позволяет получать изделия с высокой точностью. Модель устанавливается в случае наладки мелкосерийного или штучного производства, за счет установки современной фрезы есть возможность увеличить показатель производительности. Характеристики оборудования определили его широкое распространение в машиностроительной промышленности.
При соответствующем оборудовании домашней мастерской можно провести установку рассматриваемого фрезерного станка. Стоит учитывать, что высокий показатель электропотребления предъявляет высокие требования к электрической сети. Кроме этого, в качестве основания должна применяться массивная плита.
Метки: Станки по металлу
Назначение вертикального-фрезерного ВМ127
Данный станок выполняет все функции стандартного фрезерного оборудования и успешно работает с заготовками массой до 450 кг. Заготовки могут быть из чугуна, стали, цветных металлов. При работе с агрегатом допустимо использование торцевых, концевых, цилиндрических, радиусных фрез.
Оборудование делает пазы, фрезерует углы, рамки, зубчатые колеса и прочие заготовки сложной конфигурации. Успешно применяется в мелкосерийном производстве, поскольку прост в обслуживании и в переналадке инструмента.
Технические характеристики
Станок имеет уникальные параметры, позволяющие проводить сложные процедуры:
- полный габариты рабочего стола 1600х400 мм;
- перемещение вдоль по наибольшим параметрам – 1010 мм;
- поперек – 32 см;
- в вертикальном направлении – 42 см;
- расстояние от шпиндельной головки до поверхности стола – 30–500 мм;
- наибольшее значение частоты оборотов шпинделя – 1600 об/мин;
- расстояние от оси шпинделя до вертикальных направляющих станины – 62 см;
- шпиндельная головка имеет 18 скоростей;
- наибольшее движение пиноли шпинделя – 80 мм.
Читайте также: Токарно-винторезный станок 1В62Г
Станок снабжен механизмом торможения шпиндельной головки, а также муфтой от перегрузок.
СПЕЦИАЛИЗИРОВАННЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ ВМ127
Фрезерные станки > СПЕЦИАЛИЗИРОВАННЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ ВМ127
- Станок фрезерный консольный вертикальный модели ВМ127
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
Станок предназначен для выполнения фрезерных работ в условиях индивидуального и серийного производства.
| Цена с НДС | По запросу |
| Срок поставки | 65 раб/дней |
| Гарантийный срок | 12 месяцев |
| Доставка | По договоренности |
| ПНР (пусконаладочные работы) |
Технические характеристики:
| Размеры рабочей поверхности (длина х ширина), мм | 1600×400 |
| Число Т-образных пазов | 3 |
| Наибольшее перемещение стола, мм | |
| продольное механическое | 1000 |
| продольное от руки | 1000 |
| поперечное механическое | 300 |
| поперечное от руки | 320 |
| вертикальное механическое | 400 |
| вертикальное от руки | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм | 30-500* |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба, мм | |
| продольное | 4 |
| поперечное | б |
| вертикальное | 2 |
| Шпиндель | |
| Система | ГОСТ 24644-81 |
| Размер | 50 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 |
| Перемещение пиноли на 1 деление лимба, мм | 0,05 |
| Наибольший угол поворота шпиндельной головки, град. | 45 |
| Цена одного деления шкалы поворота головки, град. | 1 |
| Механика станка | |
| Выключающие упоры подач (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка раздельного включения подачи | есть |
| Торможение шпинделя | есть |
| Предохранение от перегрузки (муфта) | есть |
| Привод | |
| Электродвигатель привода главного движения: | |
| Тип | АИР132М4УЗ |
| Число оборотов в минуту, об/мин. | 1450 |
| Мощность, кВт | 11 |
| Электродвигатель привода подач: | |
| Тип | АИР10054УЗ |
| Число оборотов в минуту, об/мин. | 1 500 |
| Мощность, кВт | 3 |
| Электронасос охлаждающей жидкости: | |
| Тип | II-32MC |
| Число оборотов в минуту, об/мин. | 2800 |
| Мощность. кВт | 0,12 |
| Производительность насоса, л/ мин. | 22 |
| Габариты станка, мм | |
| длина | 2560 |
| ширина | 2260 |
| высота | 2500 |
| Масса станка, кг | 4250 |
Комплект поставки:
| №
поз. |
Наименование | Кол-во, шт./к-т. |
| 1 | Станок консольно-фрезерный вертикальный в сборе | 1 |
| 2 | Электрошкаф | 1 |
| 3 | Паспорт | 1 |
| 4 | Руководство по эксплуатации | 1 |
Чтобы уточнить всю необходимую для Вас информацию, обратитесь к нашим менеджерам! Телефон (многоканальный) Тел.д/заявок: +7963-03-333-39; [email protected]
- Консольно-фрезерный 6Т12
- Консольно-фрезерный 6Т13
- Консольно-фрезерный 6Т82Г
- Консольно-фрезерный 6Т83Г
- Широко-универсальный фрезерный станок 6Т81Ш
- Широко-универсальный фрезерный станок 6Т82Ш
- Широко-универсальный фрезерный станок 6Т83Ш
Расположение составных частей
Сам агрегат сконструирован из нескольких базовых узлов:
- Станина. Основа всей конструкции, расположена вертикально с поворотной головкой.
- Инструментальный стол с наличием салазок и органов ручного управления станком.
- Рабочая консоль с элементом подачи.
Сюда же относится и скоростная коробка, система электрооборудования. Поворотная головка центрируется в кольцевой выточке, к которой крепится четырьмя болтами. Шпиндель – двухопорный вал, который смонтирован в выдвигаемой гильзе.
Перечень и расположение органов управления, паспорт
Наиболее важные органы управления находятся спереди агрегата, а также на боковой панели от поворотной головки и непосредственно на боковинах основания.
Для регулировки подач имеются ручки, расположенные непосредственно перед мастером немного ниже поверхности стола. Здесь расположены:
- маховик, перемещающий инструментальный стол;
- рукоятка передвижения стола по вертикали;
- рычаг для выключения перемещения вдоль;
- переключатель управляющего режима.
Читайте также: Возводим деревянные перекрытия между этажами, технология строительства
Помимо этого, в управляющую систему оборудованием входит:
- кнопка «Пуск»;
- дублирующая кнопка остановки шпиндельной головки;
- зажимы стола;
- рукоятки ручного перемещения;
- маховик для выдвижения гильзы шпинделя.
Сбоку станины расположен грибок-переключатель подач, а также кнопки пуска и остановки всех основных узлов.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт вертикально-фрезерного станка ВМ127.
Вертикально-фрезерный станок ВМ127, ВМ127М сегодня
Вертикально-фрезерный станок ВМ127, ВМ127М производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Электрическая схема
Силовая часть
Это питающие цепи как главного, так и дополнительного движков, которые установлены на оборудовании. Силовая часть состоит из:
- предохраняющих вставок;
- контакторных пускателей;
- тепловых реле;
- компонентов реверса.
Силовая часть обеспечивает нормальную работу всех приводов, а также в целом функционирование станка.
Управляющая часть
Эту часть представляют коммутирующие элементы со слаботочными контактами. В область управления дополнительно входят и элементы защиты.
Система питания
Питающие цепи агрегата выполняют определенные функции:
- преобразуют напряжение переменного тока в постоянный потенциал, который нужен для подпитки реле;
- трансформирует исходное напряжение в 220 Вт в необходимо для питания осветительных конструкций.
В модуль питания входит диодный мост, выключатели, предохраняющие компоненты и трансформатор понижения.
Работа составных частей электрооборудования
Следует рассмотреть работу составных частей с вышеозначенным электрооборудованием в различных режимах.
Зажим инструмента
Чтобы эффективно зажать необходимый инструмент используется переключатель, который расположен на боковом пульте. Его переводят в положение «Зажим», при этом начинает функционировать пускатель, который подает питание на двигатель с функцией зажима.
Включение шпинделя
Для запуска необходимо нажать соответствующую кнопку, вслед за которой включается пускатель. Затем начинает работать и реле. Через контакторы пускателя напряжение трех фаз приходится на движок.
Выключение и торможение шпинделя
Для начала нажимается соответствующая кнопка, после чего снимается с элементов напряжение. Через некоторое время срабатывает пускатель, который включает процесс торможения шпиндельной головки. В результате через несколько секунд происходит ее полная остановка.
Включение насоса охлаждения
Для этого в конструкции имеется переключатель. Через контакты этого элемента органов управления напряжение попадает на двигатель.
Читайте также: Чем резать металл от 0,3 до 3 мм?
Аварийное выключение
В аварийных ситуациях существует кнопка, которая отключает цепь питания в 110 Вт. Затем эта кнопка при помощи пружины возвращается на место и станок можно снова включить.
Импульсное включение
Для этого в конструкции предусмотрен импульсный вариант пуска электромотора при помощи специальной кнопки.
Электропривод подач
Для этой операции есть рукоятка с тремя установленными позициями. В управляющие комбинации входят и переключатели, которые используются для контроля над движением вдоль.
Регулировка цепи торможения шпинделя
Чтобы отрегулировать цепь торможения шпиндельной головки, следует:
- Включить работу шпиндельного узла.
- Затем остановить его спустя время.
- Параллельно включить секундомер и затормозить его в момент, когда щелкнет пускатель.
- Если задержка больше 1 сек., необходимо повернуть регулирующий элемент по часовой стрелке.
Затем заново проверяются параметры задержки торможения. Фрезерный станок ВМ127 успешно используется на мелкосерийном производстве. Это надежное и простое в обращении оборудование с уникальными свойствами, которые позволяют обрабатывать детали из нескольких видов материала, выполняя стандартные фрезеровочные работы.
Консольно-фрезерный станок ВМ 127М. Электрическая принципиальная схема.
Система питания
Источник питания — трехфазная сеть переменного тока, напряжением 380 В, частотой 50 Гц; Напряжение вторичных источников: переменного тока — 24 В, 110 В; постоянного тока — 56 В. Включение, выключение и торможение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель KM1 и реле времени KT1, KT2. Пускатель KM1 подает напряжение 380 В на двигатель M1, а KT2 своими замыкающими контактами блокирует выключатель SB7.
Для выключения шпинделя необходимо нажать кнопку SB4, отключаются пускатель KM1 и реле времени KT1, KT2. Через 1, 2 с включится пускатель K2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5, 6 с замыкающие контакты реле времени KT2 выключают пускатель K2, а K2 соответственно отключит динамическое торможение шпинделя.
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SB9, включается пускатель K3 и электромагнит быстрого хода YA. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Схема ВМ127М (силовая часть)
Схема ВМ127М (цепь управления)
Функциональное назначение
KM1 — подключает напряжение 380 В к приводу главного движения M1 и двигателю насоса охлаждения M2; KM2, KM3 — подключают напряжение 380 В к приводу подач M3; KM4, KM5 — подключают напряжение 380 В к двигателю механизма крепления инструмента; K2 — включает динамическое торможение шпинделя; K3 — включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя; K5 — подготавливает цепь включения привода главного движения после зажима инструмента: KT1 — задает время вращения шпинделя после его выключения до включения торможения. KT2 — задает время торможения шпинделя; QF1 — вводной выключатель; QS2 — переключатель насоса охлаждения; SQ3 — выключатель импульсного включения привода подач при переключении скоростей; SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»; SQ6, SQ8 — выключатель привода стола «влево-вправо»; SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента.
Фрезерный
Технические характеристики фрезерного станка ВМ127. Назначение агрегата, общий вид, конструкция. Кинематическая и электрическая схема. Эксплуатация.
- Сведения о производителе вертикально-фрезерного станка ВМ127
- Назначение станка
- Технические характеристики
- Габариты и масса станка
- Общий вид вертикального фрезерного станка ВМ127
- Расположение составляющих аппарата
- Спецификация
- Перечень органов управления фрезерным станком ВМ127
- Расположение органов управления
- Электрическое оборудование
- Силовая часть
- Управляющая часть
- Система питания
- Работа составных частей электрооборудования
- Работа станка в наладочном режиме
- Зажим инструмента
- Включение, выключение и торможение шпинделя
- Включение насоса охлаждения
- Аварийное выключение станка
- Импульсное включение
- Электропривод подач
- Кинематическая схема
- Регулировка цепи торможения шпинделя
- Принципиальные изменения конструкции станка ВМ127М после 2012 года
Известный в среде профессионалов фрезерный станок модели ВМ127 относится к давно забытой технике, распространенной еще в прошлом веке. Однако некоторые из его характеристик настолько уникальны, что до сих пор привлекают внимание специалистов. В связи с этим имеет смысл ознакомиться с основным функционалом и особенностями этого станка более подробно.
Сведения о производителе вертикально-фрезерного станка ВМ127
Производство станков этой серии было налажено Воткинским заводом еще в 1956 году. Само это предприятие было основано в далеком 1759 году, а сейчас является одним из ведущих производителей продукции широкого профиля.
Из его истории известно, что фрезерные станки марки ВМ127 являются прямыми аналогами других известных моделей, таких, например, как 6Р13, 6М13, а также ВМ127М и ВМ130.
Назначение станка
Станок вертикальный ВМ127 согласно ТУ предназначается для фрезерования деталей весом не более 450 кг (с оснасткой), изготавливаемых на основе чугуна, стали, а также ряда цветных металлов. Для их обработки применяются фрезы самого различного вида, а именно:
- Торцовый инструмент.
- Концевая и цилиндрическая оснастка.
- Радиусные и другие типы фрез.
На станке удается делать пазы произвольной ориентации, фрезеровать различные углы, рамки, а также зубчатые колеса.
Особенности его конструкции позволяют эффективно использовать возможности быстрорежущего инструмента. В случае перенастройки на полуавтоматический режим не исключено использование станка в составе группы аналогичных изделий.
Мощный привод ВМ127 и грамотно подобранные передаточные отношения в коробке передач (КС) создают идеальные условия для обработки различных исходных заготовок. Другой отличительной особенностью этого станка является простота обслуживания, а также возможность переналадки приспособлений и изменения инструментального набора. Наличие развитой системы смазки рабочих узлов обеспечивает надежное функционирование в критических условиях.
Технические характеристики
Универсальные характеристики изделия ВМ127 обеспечивают эффективную работу оборудования в различных пространственных плоскостях.
Габариты и масса станка
Основные пространственные характеристики приведены ниже:
- Полные размеры стола – 400х1600 мм.
- Его максимальное перемещение в продольном направлении – 1010 мм, в поперечном – 320 мм, а по вертикали – 420 мм.
- Максимум перемещения головки шпинделя – 80 мм.
При этом угол ее пространственного поворота составляет ± 45 градусов. Фиксированное расстояние от среза шпинделя станочного оборудования до поверхности стола составляет 30-500 мм.

Кроме того, для пользователя важны следующие характеристики:
- Число скоростей в коробке передач – 18.
- Частота оборотов шпинделя – 40-2000 в минуту.
- Предельные скорости: продольного движения – 25-1250 мм/мин (такое же значение имеет показатель поперечного смещения).
- Для вертикального перемещения оно равна 8,3-416,6 мм/мин.
- Погрешность отсчета перемещений по лимбам – 0,05 мм.
- Мощность встроенных электродвигателей: главной подачи – 11 кВт и привода подач – 3 кВт.
Также следует представить габариты станины в мм: 2680х2260х2500 и массу изделия, составляющую 4250 кг.
Общий вид вертикального фрезерного станка ВМ127
С тем, как выглядит внешний вид станка можно ознакомиться на фото слева. Из него следует, что данный образец состоит из трех основных частей, а именно:
- Вертикально расположенной станины с поворотной головкой.
- Инструментального стола с салазками и органами ручного управления.
- Рабочей консоли с подающим узлом.
Читайте также: Возможности фрезерного ЧПУ станка
Все эти узлы совмещены в едином сборном корпусе станка и обеспечивают его нормальное функционирование в различных режимах.

Расположение составляющих аппарата
Для ознакомления с расположением основных узлов достаточно исследовать приведенное ниже фото. Из него следует, что в составе ВМ127 имеются составляющие согласно приводимой далее спецификации.
Спецификация
Перечень оборудования станка представлен следующими позициями:
- Станина.
- Коробка скоростей (КС).
- Головка поворотная.
- Стол, оснащенный салазками.
- Рабочая консоль.
- Подающий узел.
- Система электрооборудования.
- КС шпинделя.
К числу составляющих ВМ127 следует отнести и механизм инструментального зажима.

Перечень органов управления фрезерным станком ВМ127
Для того чтобы представить, как расположены основные органы управления – достаточно ознакомиться с фото ниже.
Расположение органов управления
Из приведенного фото видно, что основные органы управления расположились в удобных для этого зонах, а именно:
- на передней части стола;
- сбоку от поворотной головки;
- на боковинах станины.
Ручки управления подачей находятся прямо перед оператором чуть ниже уровня стола. К ним относятся:
- Маховики перемещений инструментального стола.
- Рукоятка его движения по вертикали.
- Рычаг включения продольного смещения.
- Переключатель режима управления.
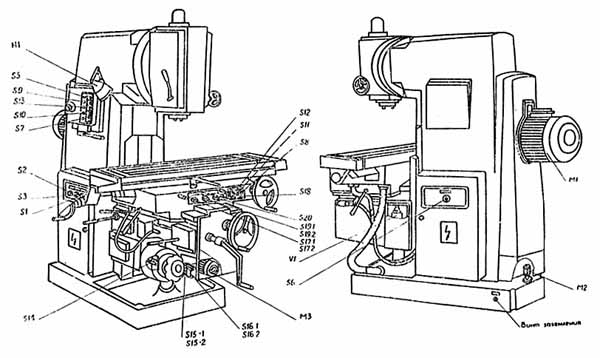
На боковинах станины и сбоку от поворотной головки имеются следующие управляющие элементы:
- Кнопки включения и выключения станка и его основных рабочих узлов.
- Ручки поворота головки и зажимы гильзы.
- Грибок переключения подач и другие.
Помимо этого на передней панели рабочего стола и консоли располагаются и другие органы, включая различные зажимы и переключатели.
Электрическое оборудование
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
Силовая часть
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.
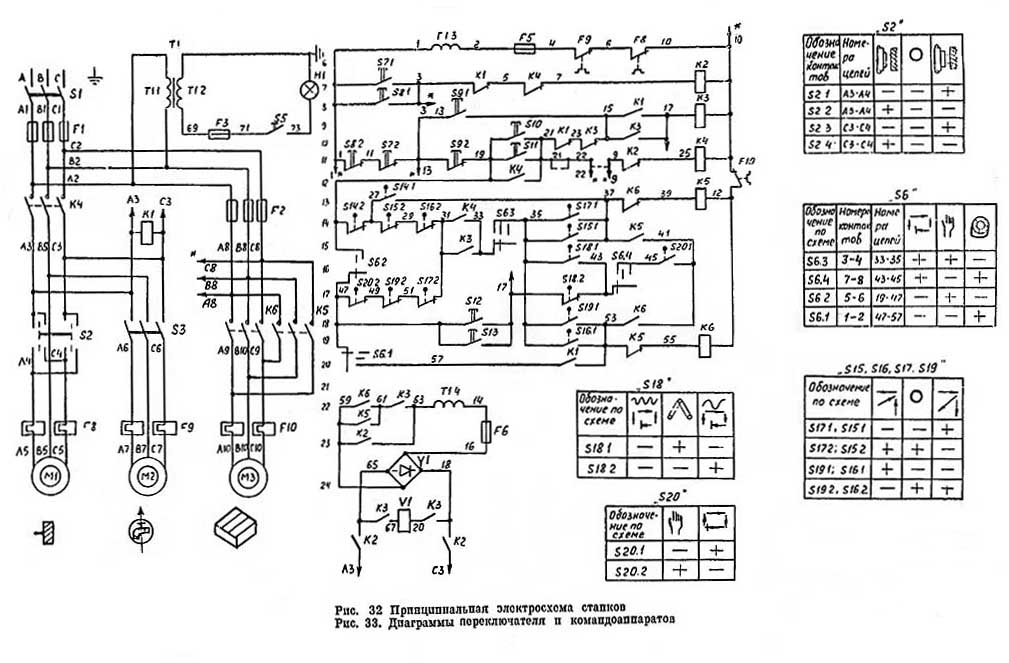
Управляющая часть
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).
Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах.
Руководствуясь ими, можно будет выбрать требуемый режим работы.
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.
Работа составных частей электрооборудования
Работа станка в наладочном режиме
Ниже рассматривается порядок функционирования различных узлов станочного агрегата под управлением, рассмотренного выше электрооборудования (в режиме наладки).
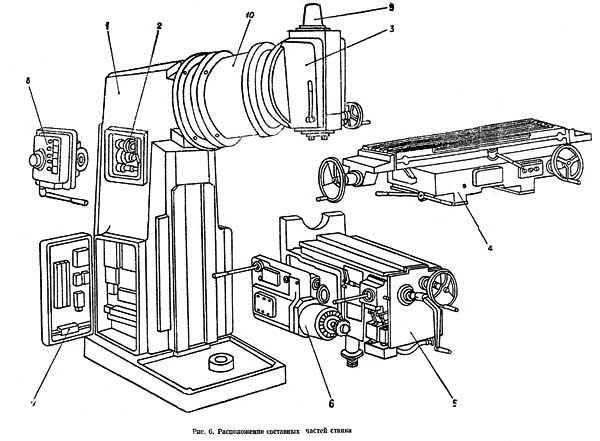
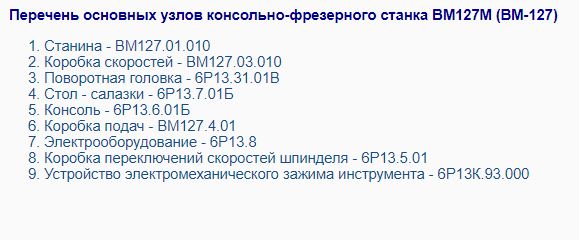
Зажим инструмента
Для зажима того или иного инструмента используется переключатель SA3, размещенный на боковом пульте (для этого его нужно перевести в положение «Зажим», одновременно удерживая рукой). В этом случае в работу вступает пускатель КМ4, подающий питание на двигатель функции зажима М4. Микрик SQ10 включает пускатель К5.1, после чего тот устанавливается на самоблокировку и отключает М4, одновременно подготовив цепь для запуска мотора шпинделя.
Читайте также: Типы, конструкция и особенности фрез по металлу
Включение, выключение и торможение шпинделя
Для запуска в работу шпинделя потребуется нажать SB7, после чего включаются пускатель под обозначением КМ1, а вслед за ним и реле КТ1 (КТ2). Через контакторы пускателя напряжение трехфазное 380 Вольт поступает на двигатель Ml, a KT2 своей нормально разомкнутой группой контактов осуществляет блокировку SB7.
Для того чтобы выключить шпиндель – достаточно нажать SB4, после чего напряжение снимается с КМ1, а также с КТ1, КТ2. Примерно через 1-2 секунды сработает пускатель К2, включающий торможение шпинделя. Еще через 5-6 секунд происходит его отключение (шпиндель полностью останавливается).
Включение насоса охлаждения
Для подачи питания на насос охлаждения предусмотрен переключатель QS2. Через его контакты напряжение 380 Вольт поступает на двигатель М2 (шпиндель в это время включен).
Аварийное выключение станка
В аварийных ситуациях следует нажать кнопку SB1 (SB2), посредством которой отключается цепь питания 110 Вольт. После этого она под действием пружины возвращается в исходное положение, обеспечивая возможность повторного включения оборудования.
Импульсное включение
Для того чтобы облегчить операцию смены скоростей шпинделя в станке предусмотрен импульсный режим включения электромотора M1 посредством кнопки SB5.
Электропривод подач
Для управления подачами предназначаются рукоятки, имеющие 3 фиксированные положения. В управляющие цепочки также входят выключатели SQ6, SQ8, используемые для продольного движения.
Кинематическая схема
Регулировка цепи торможения шпинделя
Процедура регулировки этой цепи необходима в случае отклонения временных параметров от нормы или по окончании ремонта КТ1 (КТ2). Для ее проведения потребуется:
- Запустить шпиндель.
- Спустя какое-то время выключить его.
- Одновременно с этим включить секундомер, а затем остановить его в момент щелчка, отчетливо слышимого при срабатывании пускателя К2.
- В том случае, если время задержки превышает 1 сек – провернуть регулятор КТ1 по часовой стрелке.
После этого следует повторно проверить задержку отключения шпинделя, добиваясь нужного момента включения. При его отклонении в другую сторону регулятор КТ1 нужно повернуть против хода часов. Настройка реле КТ2 аналогична.
Далее следует отключить кнопкой SB4 работающий шпиндель и одновременно с этим запустить секундомер, окончательно выключив его после полной остановки. Замеренное таким образом время не может превышать 6-ти секунд.
Принципиальные изменения конструкции станка ВМ127М после 2012 года
В 2012 году уральский завод освоил выпуск новой модели ВМ127М, которая претерпела следующие изменения:
- Конструкция расположенных вертикально направляющих была изменена. Вместо профиля типа «Ласточкин хвост» в ней стала применяться П-образная форма, что сделало возможным обрабатывать детали весом до 800 кг.
- Механическая коробка станка заменена серводвигателем, обеспечивающим бесступенчатое переключение подач.
- В моделях с цифровой индикацией данных обработки импортные комплектующие изделия заменены отечественными.
В заключение отметим, что новые модели ВМ127М способны облегчить процесс обработки деталей, одновременно повышая производительность операций.
Станок ВМ127М — первый фрезерный агрегат вертикального исполнения с механизмом цифровой индикации, изготовление которого было освоено на Воткинском машиностроительном комбинате.
1 Вертикально-фрезерный станок ВМ127М – паспорт, характеристики
Создан данный агрегат был на базе станка ВМ127. Устройство цифровой индикации (УЦИ) и технические параметры агрегата дают возможность выполнять на нем качественную и точную обработку чугунных и стальных изделий, а также деталей из цветных сплавов. Станок применяется для фрезерования любых плоскостей (включая и наклонные), колес с зубцами, рамок, любых видов пазов в условиях частного производства, а также средне- и мелкосерийного.
Рабочий стол установки (его ширина равняется 400, длина 1600 миллиметрам) способен принимать нагрузки массой до 800 килограммов. По стандарту 8–-82 класс точности станка – «Н». В продольном направлении рабочая поверхность описываемой установки способна перемещаться на 1010 мм; в поперечном – на 300 мм при механической подаче и на 320 мм при ручной; в вертикальном – на 400 и 420 мм (механический и ручной режим соответственно).

Паспорт станка дает следующую информацию по его шпинделю:
- конус – 50АТ5;
- частота вращения – от 40 до 2000 об/мин;
- число скоростей – 18;
- максимальное перемещение пиноли по оси – 80 мм;
- возможен поворот головки на 45 градусов в обе стороны от оси;
- один оборот лимба соответствует передвижению пиноли на 4 мм.
Механические характеристики агрегата:
- интервал подач при фрезеровании: 25–1250 мм/мин (продольное и поперечное направление), 8,3–416,6 мм/мин (вертикальное);
- ступени подач – 18;
- быстрый ход – 1000 (вертикальное перемещение) и 3000 мм/мин (продольное и поперечное);
- наличие выключающих упоров, системы блокировки подач, прерывистой подачи, защиты от перегрузок, устройства торможения шпинделя.
Общий вес оборудования – 4250 кг, длина станка – 256, ширина – 226, высота – 243 см.

Станок легко настраивается на разные варианты полуавтоматических и автоматических циклов. Это позволяет использовать его в составе производственных линий, состоящих из множества агрегатов. Он отличается качественным подбором передаточных отношений и достаточно мощным электродвигателем. За счет этого на станок допускается установка инструмента из быстрорежущих сталей.
Стоит отметить и то, что данный агрегат можно использовать в жестких эксплуатационных условиях. Он неприхотлив в обслуживании. Любой квалифицированный специалист способен при необходимости выполнить регулировку механизмов агрегата, а также самостоятельно выполнить его ремонт. Это обуславливает востребованность станка малыми предприятиями, которые заняты производством различной продукции мелкими партиями.
2 Базовые узлы и кинематическая схема станка
К основным составляющим рассматриваемого фрезерного агрегата относятся следующие узлы:
- Коробка переключений. Отличается качественным механизмом, дающим возможность изменять передачи в выбранном порядке (по сути – в любом). Коробка находится с левой стороны агрегата.
- Станина. Служит платформой для монтажа всех компонентов станка.
- Коробка скоростей. В автоматическом режиме смазывается насосом плунжерной конструкции (используется технология разбрызгивания смазочной жидкости). Расположена коробка скоростей внутри агрегата.
- Консоль. Состоит из множества шестерен и валов, благодаря которым осуществляется передача вращения к винтам вертикальной и поперечной подачи (вращение приходит от коробки подач).
- Коробка подач. Размещается в левой части описанного ранее узла (консоль). Смазывается коробка подач от собственной смазочной системы.
- Поворотная головка. Этот механизм центрируется в проточке (круговой) станины и крепится сверху станины при помощи болтов.
- Механизм зажима фрезы. Функционирует по электромеханическому принципу.
- Стол-салазки. По ним выполняется передвижение обрабатываемых заготовок.

Как видно из описания составных частей станка, его конструкция проста. Она обеспечивает автоматическую смазку элементов агрегата и быструю замену рабочих насадок, требуемых для выполнения различных операций.
Простотой отличается и кинематика станка. Главное движение придается электрическим двигателем (фланцевым) через соединительную упругую муфту. Оператор может посредством зубчатых блоков изменять обороты шпинделя. Блоки перемещаются по шлицевым валам. Шпиндель получает 18 скоростей от коробки скоростей.

От фланцевого двигателя, установленного в консоли, выполняется привод подач. Коробка подач «выдает» 18 подач посредством перемещения колеса с кулачковой муфтой и трехвенцовых блоков. Подачи приходят на консоль через предохранительную шарикоподшипниковую муфту. А оттуда идут к винтам перемещений в поперечном, продольном или вертикальном направлении.
Фрикцион быстрого хода сконструирован в один блок с муфтой, обеспечивающей рабочие подачи. При запуске данного фрикциона включается схема ускоренных передвижений. Отметим, что сам фрикцион вращается напрямую от двигателя подач через промежуточные колеса (они представляют собой стандартные зубчатые изделия).
3 Электрооборудование станка – описание и особенности
Фрезерная установка ВМ127М располагает рядом выключателей:
- блокировки подач при зажиме фрезы и основного перемещения;
- привода рабочего стола (два органа управления – «влево-вправо» и «вверх-вниз»);
- насоса охлаждения;
- вводного;
- импульсного запуска привода подач при изменении оператором скорости работы агрегата.
Также на станке имеется несколько специальных пускателей, которые:
- устанавливают показатель торможения шпинделя;
- регулируют включение главного привода после того, как фреза была зафиксирована специальным зажимом;
- запускают торможение (динамическое) шпиндельного механизма;
- подключают к электродвигателю, приводу подач и насосу охлаждения напряжение 380 вольт;
- устанавливают время между включением и торможением шпинделя;
- запускают быстрый ход.

Станок располагает двумя пультами управления. На переднем пульте имеются следующие органы управления оборудованием:
- «Перемещение подач в ускоренном режиме»;
- «Остановка шпинделя»;
- «Аварийное отключение»;
- «Запуск шпинделя».
На боковом пульте находятся такие пускатели:
- «Запуск охлаждающего насоса»;
- «Импульсный запуск шпинделя»;
- «Отключение при аварии»;
- «Разжим и зажим фрезы».
Питается электрооборудование станка от сети 380 В (три фазы), а питание вторичных источников осуществляется от постоянного (56 В) и переменного (110 В, 24 В) тока.

Электрический привод подач описываемого в этой статье фрезерного оборудования — надежный электромеханический комплекс. Отключение и запуск подачи в нем производится при помощи рукояток с тремя положениями. Для включения режима быстрого хода предусмотрена отдельная кнопка.
Одновременный запуск различных по направлению подач исключается за счет устройства электрической блокировки. В целом электрооборудование станка построено по несложной схеме, поэтому мелкие его неисправности способен отремонтировать любой фрезеровщик.
ВМ127, станок специализированный вертикально-фрезерный, Воткинск. Паспорт (djvu)


| Version | |
| Download | 263 |
| Stock | ∞ |
| File Size | 3.27 MB |
| Create Date | 22.09.2017 |
|
Verify CAPTCHA to Download |
ВМ127, станок специализированный фрезерный консольный.
Изготовитель: Воткинский станкозавод, 1986 г.
Здесь Вы можете скачать руководство по эксплуатации ВМ127.00.00.000РЭ, электрику, материалы по быстроизнашивающимся частям вертикально-фрезерного станка ВМ127 в формате Djvu.
Мы занимаемся скупкой и продажей станков в Ташкенте и Ташкентской области. В подавляющем своем большинстве вертикально-фрезерные станки б/у в Узбекистане идут без документации. У нас Вы можете скачать документацию для станков вертикально-фрезерных (паспорта, руководства, инструкция, технические характеристики, принципиальная и монтажная электрические схемы и т.д.).
Купив вертикальный фрезерный станок б/у в Ташкенте обязательно скачайте документацию и руководство по эксплуатации – это позволит сделать ремонт станков быстрее и продуктивнее.
На нашем сайте Вы можете бесплатно скачать руководство по эксплуатации вертикально-фрезерного станка в Ташкенте. Если Вы не смогли найти нужный документ, тогда мы предлагаем заказать паспорта станков в Ташкенте.