
-
Contents
-
Table of Contents
-
Troubleshooting
-
Bookmarks
Quick Links
INSTRUCTION MANUAL
ARC FUSION SPLICER
F S M – 6 0 S
Please read this instruction manual carefully
before operating the equipment.
Adhere to all safety instructions and
warnings contained in this manual.
Keep this manual in a safe place.
Related Manuals for Fujikura FSM–60S
Summary of Contents for Fujikura FSM–60S
-
Page 1
INSTRUCTION MANUAL ARC FUSION SPLICER F S M – 6 0 S Please read this instruction manual carefully before operating the equipment. Adhere to all safety instructions and warnings contained in this manual. Keep this manual in a safe place. -
Page 3: Table Of Contents
Table of Contents Warning and Caution………….. 3 Introduction …………….9 Description of Product …………12 1. Components of Splicer ………………… 12 2. Other Necessary Items for Splicing Operation…………14 3. Description and Function of Splicer …………… 16 Point of the splice procedure……….20 1.
-
Page 4
Maintenance Menu …………… 92 1. Replace Electrodes………………..93 2. Stabilize Electrodes………………..94 3. Clear Arc Count………………….94 4. Battery Discharge ………………… 95 5. Set Calendar………………….96 6. Maintenance Info…………………. 96 7. Diagnostic Test Function………………97 8. Dust Check …………………… 98 9. -
Page 5: Warning And Caution
The splicer has been designed for splicing Silica-based optical fibers for telecommunications. Do not attempt to use this machine for other applications. Fujikura Ltd. gives much consideration and regard to personal injury. Misuse of the machine may result in electric shock, fire and/or serious personal injury.
-
Page 6
Warning and Caution WARNINGS Do not take the protector off the splicer, or consult your distributor for instruction. Tightening the original screw without the protector may damage mechanism inside. An environmental performance decreases when the protector is detached. -
Page 7
Warning and Caution WARNINGS Disconnect the AC power cord from the AC adapter inlet or the wall socket (outlet) immediately if user observes the following or if the splicer receives the following faults: • Fumes, bad smell, noise, or over-heat occurs. •… -
Page 8
When using an AC generator with AC output voltage of AC220-240V especially, Fujikura Ltd. recommends the following measures to correct the condition. (1) Connect a step-down transformer between the generator and the AC adapter in order to lower the AC voltage from AC220-240V to AC100-120V. -
Page 9
Warning and Caution WARNINGS Do not touch the splicer, AC power cord and AC plugs with wet hands. This may result in electric shock. Do not operate splicer near hot objects, in hot temperature environments, in dusty / humid atmospheres or when water-condensation is present on the splicer. This may result in electric shock, splicer malfunction or poor splicing performance. -
Page 10
Warning and Caution CAUTIONS Follow the below listed instructions for handling electrodes. • Use only specified electrodes. • Set the new electrodes in the correct position. • Replace the electrodes as a pair. Failure to follow the above instructions may cause abnormal arc discharge. It can result in equipment damage or degradation in splicing performance. -
Page 11: Introduction
Introduction Introduction The core alignment fusion splicer FSM-60S with PAS technology is designed for splicing many types of optical fibers. It is small in size and light in weight, making it suitable for any operating environment. It is easy to operate and it splices fast while maintaining low splice loss.
-
Page 12
To operate by the bad environment, the splicer has improved the performance. Dropping Water-Proof Dust Fujikura does not guarantee that the splicer will not be damaged under these conditions. Unique function (1) Automatic change of operating display The FSM-60S can be operated with monitor in front or at back. -
Page 13
Introduction (3) The fiber clamp release lever The fiber clamp arms are attached to wind protector and they close when wind-protector is closed. However, the fiber clamps can be detached by setting “clamp arm release lever” [UNLOCK]. This option can be recommended when fiber has some memory curl, so operator can make sure the fiber is surely clamped before wind-protector is closed. -
Page 14: Description Of Product
Description of Products Description of Product 1. Components of Splicer STANDARD SET Carrying Case AC Adapter / Battery Charger [ ADC-13 ] Arc Fusion Splicer [ FSM-60S ] Spare Electrodes AC Power Code 1 pair [ ELCT2-20A ] USB Cable [USB-01] J-Plate [ JP-04 ] Warnings and Cautions…
-
Page 15: Description Of Products
Description of Products 3.others DC power cord DC power cord [DCC-12] [DCC-13] Magnifier Battery Pack [MGS-05] [BTR-08] Battery charge cord [DCC-14]…
-
Page 16: Other Necessary Items For Splicing Operation
Description of Products 2. Other Necessary Items for Splicing Operation Fiber coating 0.25mm 0.9mm diameter Standard sleeve 60mm length [ FP-03 ] 40mm length [ FP-03 ( L = 40 ) ] Fiber protection sleeves Micro sleeve Micro sleeve 20mm length [ FPS01-250-20 ] 45mm length 25mm length [ FPS01-250-25 ] [ FPS01-900-45 ]…
-
Page 17
Description of Products Blank Page… -
Page 18: Description And Function Of Splicer
Description of Products 3. Description and Function of Splicer Wind protector Tube heater Protector USB port Protector HJS power port LCD monitor Protector Power unit dock A hole for tripod fixation (1/4”-20UNC and M8)
-
Page 19
Description of Products V-groove Electrode Objective lens Electrode cover Sheath clamp Sheath clamp Electrode cover Illumination lamp Electrode Wind protector Fiber clamp… -
Page 20
Description of Products RESET key SET key HEAT key Tube heater Wind protector ON/OFF key HEAT key Clamp arm release lever ARC key RESET key X/Y key SET key… -
Page 21
Description of Products Escape key Up/Down Arrow key Menu key Enter key LCD monitor… -
Page 22: Point Of The Splice Procedure
Point of the splice procedure Point of the splice procedure 1. To get a stable low splice loss 1-1. Daily cleaning before Splicing Operation • Clean the V-grooves. • Clean the wind protector mirrors. • Clean the Clamp Chips. • Clean Objective Lens every week, or when it’s dirty. In this case electrodes do not remove from the splicer.
-
Page 23
Point of the splice procedure 1-2. Select / use the suitable splice mode How to select the “Splice Mode” • When splicing only standard SM fibers (ITU-T G.652), “SM AUTO” mode is recommended. •When splicing many types of fibers, “AUTO” mode is recommended, but splice speed is slow. -
Page 24
Point of the splice procedure • Place fiber in the bottom of V-groove for successful splicing. No Good Good • Make sure if the cleave length is correct. Fiber coating edge may hit the V-groove in case with shorter cleave length, and then the fibers may not be stuffed each other during arc discharge and result in worse splice loss. -
Page 25
Point of the splice procedure • Check the fiber angle and cleave shape. The fiber cleave angle affects splicing quality. Large cleave angle worsens splice loss. Incline Chip •Visually check the arc discharge with the monitor. In case the arc discharge is observed “wobbling”… -
Page 26
Heating •Select the heater mode most suitable for the protection sleeve to be used. Each tube-heating mode is optimized for a type of Fujikura protection sleeve. Other manufacture’s fiber protection sleeve may not shrink completely. At that time extend the heating time. See page 80 [Heater Mode]. -
Page 27: Power Supply
Point of the splice procedure 2. Power Supply Use only supplied AC power cord. Connect to ground with ground terminal of AC power cord. 2-1. To prevent the damege of AC adpter AC generators may produce abnormally high AC output voltage or irregular frequencies. Such abnormally high voltage or frequency from a generator may cause fuming, electric shock or equipment damage and may result in personal injury, death or fire.
-
Page 28: Basic Operation
Basic Operation Basic Operation 1. How to use the work table on the carrying case The worktable can be attached / detached to the carrying case. • The splicer can not be attached to the work table without protector. (1) Detach the work table from the carrying case by loosen the screw. Remove (2) Tighten the screw behind the worktable to fix the splicer.
-
Page 29
Basic Operation (4) Holes on the worktable can be used to create your original work tray suitable for your unique splicing style. Hole Hole Hole • Arrange safety belts/devices for equipments and accessories on the tray before use. Straps for small accessories may be recommended. In case the equipment/accessories were dropped to a person under operation area, this would result in serious injury or fatal accident. -
Page 30: Inserting Power Supply To Splicer
Basic Operation 2. Inserting Power Supply to Splicer For AC operation or DC operation with external battery, use AC adapter (ADC-13). For battery operation, use detachable battery (BTR-08). The Power Unit Dock, located on the splicer body, can accommodate both power supplies (ADC-13 and BTR-08). 2-1.
-
Page 31
Basic Operation 2-3. DC operation with external battery Open shutter for DC inlet of AC adapter. • Do not supply DC16V or greater, the AC adapter will be damaged immediately. Open Plug DC cord (DCC-12 or DCC-13) into DC inlet of AC adapter. The ON LED turns on (green color) when suitable DC voltage is supplied. -
Page 32
Basic Operation 2-4. Battery operation Check and make sure the remaining battery capacity is 20% or greater before operation otherwise few splices can be made. • Fully discharge battery at least every three months, or the battery degrades due to memory effect. Seepage 95 for [Battery Discharge]. •… -
Page 33
Basic Operation READY screen Remaining battery capacity indicator Remaining battery capacity Remaining battery capacity Remaining display indicator battery 4 LED 75~100% (Blue Color) 3 LED 50~75% (Blue Color) 2 LED 25~50% (Yellow Color) 1 LED 10~25% (Red Color) 1 LED Flashing Less than 10% (Red Color) -
Page 34
Basic Operation How to charge battery Open shutter for battery charge plug inlet of the Battery Pack. Plug the supplied battery charge cord (DCC-14) into both the battery charge inlet of the AC adapter (ADC-13) and the battery charge terminal located on the battery (BTR-08) side. -
Page 35
Basic Operation • Do not place battery on top of AC adapter or vise-versa. • Battery can be charged while AC adapter (ADC-13) is in power unit dock of FSM-60S regardless of under operation or not. • CHARGE LED turns off when battery charge is completed. If CHARGE LED flashes, replace the battery with a new one. -
Page 36: Turning Splicer «On
Basic Operation 3. Turning splicer «ON» Press ON/OFF key and hold it until the green LED turns on. The following warning screen is displayed. • It is displayed in 3 per 1 month when turn the splicer power on. • There is the case that a language is fixed depending on the country of shipment.
-
Page 37
Basic Operation Monitor brightness READY Monitor visibility changes depending on environmental conditions. To change monitor brightness, press Up/Down Arrow key to change value and press Enter key to set value. Splice Mode Select appropriate splicing mode for the specific fiber combination. -
Page 38: Cleaning Optical Fiber
Basic Operation 4. Cleaning optical fiber Clean optical fiber with alcohol-impregnated gauze or lint-free tissue approximately 100mm from the tip. Dust particulates from the fiber coating surface can enter inside the protection sleeve and might result in a future fiber break or attenuation increase. 5.
-
Page 39
Basic Operation 6-2. Fiber holder System (1) Set the fiber onto the fiber holder with the fiber protruding 30 to 40mm from the end of the fiber holder and then close the fiber holder lid. • Close the lid of a fiber holder while pressing down with a finger on the coating (refer to figure below). -
Page 40: Fiber Cleaving
Basic Operation 7. Fiber Cleaving (1) To unlock the cutting lever, press it gently and slide the stopper. Cutting lever Stopper (2) Push the slide button until it locks. (3) Set the stripped optical fiber on the cleaver. • Confirm the sheath of fiber is not on pad when fiber holder is used. No Good Good (4) Press down the cutting lever.
-
Page 41
Basic Operation Fiber plate (AD-30A, AD-30B) Cutting lever Slide button (7) Close cutting lever completely then set stopper to lock the cutting lever closed. -
Page 42: Loading Fiber To Splicer
Basic Operation 8. Loading fiber to splicer 8-1. Sheath Clamp (1) Open wind protector and sheath clamps. (2) Place prepared fiber onto v-groove so that the fiber tip is located between the v-groove edge and tip of electrode. Electrode Sheath clamp •…
-
Page 43
Basic Operation 8-2. Fiber Holder System (1) Loosen a screw beside sheathe clamps and take the sheathe clamps off the splicer. (2) Open the wind protector. (3) Place fiber holders so that the guide pins on the stage go to guide-holes in the fiber. Fiber Guide Pins Fiber Holder… -
Page 44
Basic Operation The fiber clamp release lever The fiber clamp arms are attached to wind protector and they close when wind-protector is closed. However, the fiber clamps can be detached by setting “clamp arm release lever” [UNLOCK], then the fiber clamp can be moved independently. This option can be recommended when fiber has some memory curl, so operator can make sure the fiber is surely clamped before wind-protector is closed. -
Page 45: Splicing Procedure
Basic Operation 9. Splicing procedure To make a good splice, the optical fiber is observed with the image processing system equipped in the FSM-60S. However, there are some cases when the image processing system cannot detect a faulty splice. Visual inspection with the monitor is often necessary for better splicing yield.
-
Page 46
Basic Operation (3) After completion of fiber alignment, arc discharge is performed to splice the fibers. (4) Estimated splice loss is displayed upon completion of splicing. Splice loss is affected by certain factors stated in the next page. These factors are taken into account to calculate, or estimate, splice loss. -
Page 47
Basic Operation •When splicer indicates following message, splice loss may be high. “Arc discharge is not stable. Electrodes should be stabilized to reform the arc discharge.” Load prepared SM fibers onto splicer in order to stablize electrodes. After completeing it, re-splice fibers. When there is an environmental change (altitude), we recommend you to perform arc discharge proofreading. -
Page 48
Basic Operation Splice loss increase: Cause and remedy Symptom Cause Remedy Core axial offset Dust on v-groove or Clean v-groove and fiber clamp chip. fiber clamp chip Core angle Dust on v-groove or Clean v-groove and fiber clamp chip. fiber clamp chip Bad fiber end-face Check if fiber cleaver is well conditioned. -
Page 49
Basic Operation Symptom Cause Remedy Thin Arc power not Perform [Arc Calibration]. adequate Some arc parameters Adjust [Prefuse Power], [Prefuse Time] or not adequate [Overlap]. Line Some arc parameters Adjust [Prefuse Power], [Prefuse Time] or not adequate [Overlap]. • A vertical line sometimes appears at the splice point when MM fibers, or dissimilar fibers (different diameters) are spliced. -
Page 50: Removing Spliced Fiber
Basic Operation 10. Removing spliced fiber Hold left fiber with left hand at the (1) Open lids of tube heater. edge of the splicer. (2) Open wind protector. (3) Hold left fiber with left hand at the edge of wind Sheath Clamp protector and open left sheath clamp or fiber holder lid.
-
Page 51
Basic Operation (3) Then HEAT LED turn on and HEAT mark displayed on the monitor. HEAT Mark Heating: Cooling: • Tube heating does not start when heater lid is opening. • If HEAT key is pressed during tube heating, the HEAT LED blinks. If HEAT key is pressed again, the tube heating process is aborted. -
Page 52
Basic Operation (6) Attach the J-plate onto the splicer by installing aslant. (7) Remove the protected fiber from the splicer. •Do not touch the shrunken sleeve after removing the fiber from the tube heater. It may be hot. (8) Place the removed fiber into the J-plate. -
Page 53
Basic Operation When Magnifier MGS-05 is used. (1) Please extend both sides and insert from back. Please check that the nail is caught exactly. A screw is stopped. (2) A magnifying glass is fixed with an attached screw. (3) The assembled magnifying glass is fitted over a hole for a shaft like the following photograph. -
Page 54: Maintenance Of Splicing Quality
Maintenance of Splicing Quality Maintenance of Splicing Quality 1. Cleaning and Checking before Splicing Critical cleaning points and maintenance checks are described below. 1-1. Cleaning V-grooves If contaminants are present in the V-grooves, proper clamping may not occur, resulting in higher splice loss. The V-grooves should be frequently inspected and periodically cleaned during normal operation.
-
Page 55
Maintenance of Splicing Quality 1-2. Cleaning Fiber Clamp Chips Cotton swab If contaminants are present on the clamp chips, proper clamping may not occur, resulting in poor quality splices. The fiber clamp chips should be frequently inspected and periodically cleaned during normal operation. -
Page 56: Periodical Checking And Cleaning
Remove excess alcohol from the mirror surface with a clean dry swab. • Fujikura recommends to clean the objective lens when replace the electrode. • Remove electrode before cleaning objective lens.
-
Page 57
Blade lock screw Bottom view Adjuster lock screw Blade Replacement After the circular blade has been raised 3 times and rotated through all positions (a total of approximately 48,000 fiber splices), it needs to be replaced. Contact your Fujikura splicer distributor. -
Page 58
Maintenance of Splicing Quality 2-3. Replace Wind Protector Mirrors Replace the wind protector mirror if it cannot be cleaned or if it remains clouded. To replace, do the following: (1) Turn the splicer power off. (2) Open the wind protector. Pull and unlock wind protector mirror latch with fingers. While still pulling on mirror latch, use other hand’s fingers to pull on wind protector mirror frame. -
Page 59
Maintenance of Splicing Quality (4) Clean Wind Protector Mirrors. (5) Turn on the power and make sure no smudges or streaks are visible on the monitor screen. Press X/Y key to change the screen and check the state of the lens surface on both the X- and Y-screens. -
Page 60: Splice Menu
Splice Menu Splice Menu 1. Splice Mode The optimum splice setting for a specific fiber combination consists of the below listed splicing parameters. In other words, the optimum splicing parameters depend on the fiber combinations, and are different from fiber to fiber. Parameters for controlling arc discharge / heating.
-
Page 61
Splice Menu Database Splice Mode Description This splice mode observes the core profile of the optical fiber, and automatically identifies the fiber type being SM, MM or NZDS. A set of splicing parameters is selected for the identified fiber type and the fibers are automatically spliced. -
Page 62
Splice Menu Splice Mode Description For splicing standard Single-mode fiber (ITU-T G652). The MFD is 9 to 10 um at wavelength of 1310 nm. Automatic arc calibration doesn’t work in this splice mode. For splicing Non-zero dispersion-shifted fiber (ITU-T G655). The MFD is 9 to 10 um at wavelength of 1550 nm. -
Page 63
Splice Menu 1-1. Splice mode selection Select an appropriate splice mode for type of fiber to be spliced. (1) Press Menu key at [READY], [PAUSE1], [PAUSE2] or [FINISH] state to open [Splice Menu]. Select [Select Splice Mode] and the [Select Splice Mode] menu is displayed. -
Page 64
Splice Menu 1-2. Creating or erasing splice mode How to create splice mode There are 8 splice modes stored when the splicer is first delivered, and all the other modes are displayed [BLANK]. Follow the below steps to add splice mode. Select a “BLANK”… -
Page 65
Splice Menu 1-3. Referring or editing splice mode Splicing parameters in each splice mode can be Select Splice Mode Menu modified. Arc power and Arc time are considered the two most vital parameters. To edit parameters UP/DOWN Arrow key follow below steps: Menu key (1) In [Select Splice Mode] menu, move cursor to a splice mode to be modified. -
Page 66
Splice Menu Below is a list of Splicing parameters for AUTO modes AUTO mode : [AUTO], [SM AUTO] , [MM AUTO] , [NZ AUTO] , [DS AUTO] Only a limited number of parameters listed below are displayed for AUTO, SM, DS, MM and NZ modes to simplify the operation. -
Page 67
Splice Menu Splicing parameters: standard modes Standard mode : [SM], [MM], [NZ], [DS] In other splice modes in the user-selectable database, the user can select one from a series of factory-set splicing modes for various splicing combinations. Below are the descriptions of the various parameters used in these modes. -
Page 68
Splice Menu Parameter Description An error message is displayed if the cleave angle of either the left or right Cleave Limit fiber ends exceed the selected threshold (cleave limit). An error message is displayed if the estimated splice loss exceeds the Loss Limit selected threshold (loss limit). -
Page 69
Core curve and MFD mismatch are automatically set «OFF». If the estimated splice on certain fiber combinations needs adjustment, Core step, Core curve and MFD mismatch are used. These are advanced Mismatch splicer functions and should be discussed with your Fujikura representative before changing. -
Page 70
Splice Menu 1-4. How to input Mode Title / Comment / Password Character list below is displayed by selecting Mode Title / Comments / Password. (1) Move the cursor by pressing Up/Down Arrow key, Menu key, and press Enter key to input the selected character. -
Page 71
Splice Menu 1-5. Manual Splice Mode This mode is to manually align and splice fibers. The following procedure is required, and is different from standard automatic splicing. (1) Press SET key to drive the fibers forward. The fibers stop moving forward at the Gapset position. -
Page 72
Splice Menu 1-6. ECF Splice When fibers having some core concentricity-error are aligned using the core-to-core method, their outer claddings are not aligned in line with each other as shown below. However, surface tension created during arc discharge aligns the fibers cladding-to-cladding due to the viscous self-centering effect. -
Page 73
Splice Menu 1-7. Attenuation splice mode Attenuation splice mode makes an intentional core axial offset to create attenuation at the splice point. Two types of attenuation splice modes are included in the splicer as stated below. Select either «AT1(SM)», «AT1(DS)», «AT2(SM)», «AT2(DS) or AT2(MM) in data base area at [Fiber Type]. -
Page 74
Splice Menu • [AT2] mode provides more stable performance than [AT1] mode, but some variation may inevitably occur. To decrease variation, set the [Cleave Limit] as low as possible. • Attenuation splices made with [AT1] / [AT2] modes are not as accurate as power meter attenuation feedback splicing. -
Page 75: Splice Option
Splice Menu 2. Splice Option Common parameters for all the modes for splicing and tube heating can be set. (1) Press Menu key at [READY], [PAUSE1], [PAUSE2] or [FINISH] state to open [Splice Menu]. (2) Select a parameter to be changed. (3) Press Enter key to change values.
-
Page 76: Splice Memory
Splice Menu 3. Splice Memory This splicer stores up to 2,000 splicing results. Contents of data stored are different depending on splicing mode. No results are stored for «attenuation splicing». SM / NZ / DS / MM / AUTO Others…
-
Page 77
Splice Menu 3-1. List of Splice Results Splicing results stored in the memory can be displayed. Comments can be added or edited. • Memory Data can be download by USB. Refer to instruction manual of “FSM Data Connection”. How to display the splice Result data (1) Select [Memory] in [Splice Menu]. -
Page 78
Splice Menu How to Clear the Splice Results data (1) Press Menu key in [Splice Result] Menu. (2) Press Menu key in [Jump / Remove] Menu. (3) The memory can be deleted by pushing Enter key again. (4) Select the memory of beginning of the range that wants to delete by Enter key. (5) Select the memory of ending of the range that wants to delete by Up/Down arrow key. -
Page 79
Splice Menu 3-2. Splice Result of Error Only splice result with the error is sorted out among Splice Result and displayed. The method of the display and the deletion is the same as ”List of Splice Results”. Enter key Menu key 3-3. -
Page 80
Splice Menu 3-4. Camera Image This function is to store the fiber image after splice or error occurred. Total 8 images can be stored. (1) Select [Memory] in [Splice Menu]. (2) Select [Camera Image] and press Enter key to display [Camera Image] Menu. Ho to store the Camera Image Data Select [No Image] by moving cursor to a specific memory number and press Enter key. -
Page 81: Splice Memory Comment
Splice Menu Ho to display Camera Image Data Select memory number by moving cursor to a specific memory number and press Enter key. The fiber image data is displayed. Select Memory number Enter key Enter key Ho to delete Camera Image Data Select the number in [Camera Image] and press the Menu key.
-
Page 82: Heater Menu
There are 30 user-programmable heating modes. Select one best suitable for the protection sleeve used. Each tube-heating mode is optimized for a type of Fujikura protection sleeve. These modes can be found in database area for reference. Copy the appropriate one and paste it to the user-programmable area.
-
Page 83
Heater Menu 1-1. Selecting Heater mode Select the heater mode most suitable for the protection sleeve to be used. (1) Press Menu key in [READY], [PAUSE1], [PAUSE2], [FINISH] state and press Menu key to display [Heater Menu]. Splice Menu Heater Menu Menu key (2) Select [Select Heater Mode] in [Heater Menu]. -
Page 84
Heater Menu 1-2. ferring or editing Heater Mode Tube-heating conditions stored in heater mode can be edited or changed. (1) Move cursor and select a mode to be edited in [Select Heater Mode] menu. Press Menu key to display [Edit Heater Mode] menu. (2) Press Up/Down Arrow keys to move cursor to a parameter to be changed, then press Enter key to enter. -
Page 85: Auto Start
Heater Menu Heater mode parameters Parameter Description Sets sleeve type. List of all heating modes are displayed. Select a mode Sleeve type in the list and this is copied to a user-programmable mode. Title of a heater mode that is displayed in the lower right part of the Mode Title1 monitor during the splicing/heating process.
-
Page 86: Setting Menu
Setting Menu Setting Menu 1. Splice Settings Common parameters for all the modes for splicing can be set. (1) Press Menu key in [READY], [PAUSE1], [PAUSE2], [FINISH] state and press Menu key to display [Setting Menu]. Splice Menu Setting Menu Menu key (2) Select [Splice Settings] in [Setting Menu] to display [Splice Settings] menu.
-
Page 87
Setting Menu Parameter Description Ignore Splice Error Loss Bubble Setting to “Disable” prevents the splicer from normally finishing its operation even if the message “Loss Error,” “Bubble Error,” “Fat Error” “Thin Error” or “Fiber Angle Error” is disregarded. Thin Fiber Angle Setting to “Disable”… -
Page 88: Maintenance Settings
Setting Menu 2. Maintenance Settings Available to set the parameters about warning and maintenance item. Electrode When the number of splices made exceeds 1,000, the caution Electrode Caution message prompting for electrode replacement is displayed when the power is turned on. When the number of splices exceeds 2,000, the caution message changes to the warning message.
-
Page 89: Machine Settings
Setting Menu 3. Machine Settings (1) Select [Machine Settings] in [Setting Menu]. (2) Select a parameter to be changed. Machine Settings Enter key Select the [Machine Settings] in the [Setting Menu] Parameter Description Sets a language to be displayed on the screen. Select a language to be displayed.
-
Page 90
Setting Menu 3-1. Change of Operating Direction The splicer is shipped from the factory with settings for the “Monitor Front” operation style. This can be changed to “Monitor Rear” operation style. The sheath clamp direction can also be changed for the selected style. When [Monitor Position] is changed, the direction of the four arrow keys is reversed. -
Page 91
Setting Menu 3-2. Power Save function in Machine Settings This function is important for energy conservation. If the power saving function is not set during battery pack use, the number of splice cycles will be decreased. The splicer automatically identifies the type of power supply unit. In addition, it can program an independent power saving setting. -
Page 92
Setting Menu 3-3. Power On Option in Machine Settings Set Opening title and Password Lock function Parameter Descriptions Sets the message to be displayed when the power is turned on. Opening Title1 Max. number of characters : 15 (Opening Title1) 15 (Opening Title2) Opening Title2 To edit Title, see page [Title] on how to input title. -
Page 93: Menu Lock Settings
Setting Menu 4. Menu Lock Settings (1) Select [Menu Lock Settings] in the [Setting Menu]. Password input screen is displayed. (2) Input Password. See page 68 [How to input Mode Title / Comment / Password] on how to input password. (3) Change a parameter value.
-
Page 94: Maintenance Menu
Maintenance Menu Maintenance Menu The splicer has the ability to perform routine maintenance. This section describes how to use the maintenance menu. (1) Press Menu key in [READY], [PAUSE1], [PAUSE2], [FINISH] state. Press Menu key to display [Maintenance Menu1], [Maintenance Menu2]. (2) Select a function to perform.
-
Page 95: Replace Electrodes
Maintenance Menu 1. Replace Electrodes It is recommended that the electrodes be replaced after 1,000 arc discharges. When the number of arc discharges reaches a count of 2,000, a message prompting to replace the electrodes is displayed immediately after turning on the power. Using the electrodes without a replacement will result in greater splice loss and reduced splice strength.
-
Page 96: Stabilize Electrodes
Maintenance Menu (5) Turn on the power, prepare and load fibers into the splicer and press Enter key. After executing the arc calibration, the splicer will repeat arc discharge 45 times in succession to stabilize the electrodes. (6) Upon completion of repeated arc discharge, the splicer executes an arc calibration again.
-
Page 97: Battery Discharge
Maintenance Menu 4. Battery Discharge The battery pack (BTR-08) uses Ni-MH cells. If the battery pack is recharged repeatedly even though a sufficient capacity still remains, a memory effect would make it seem as if the battery capacity has decreased. If such a phenomenon occurs, execute [Battery Discharge] to reduce the remaining capacity to zero.
-
Page 98: Set Calendar
Maintenance Menu 5. Set Calendar This function sets the date and time in the calendar incorporated in the splicer. Operation Procedure (1) Select the [Set Calendar]. (2) As the year, month, day and time are displayed, press Menu key to move the cursor to the parameters, and press Up/Down Arrow key to adjust numerical values.
-
Page 99: Diagnostic Test Function
Maintenance Menu 7. Diagnostic Test Function The FSM-60S has a built in diagnostic test feature that allows the operator to perform a simple one step evaluation of splicer performance covering several different critical variables. Perform this function in the event of splicer operation trouble. Operation Procedure (1) Select the [Diagnostic Test] in the [Maintenance Menu 2] and execute [Diagnostic Test].
-
Page 100: Dust Check
Maintenance Menu 8. Dust Check The splicer observes fibers through image processing. Dust or contaminants on the cameras, lenses and wind protector mirrors disturbs normal observation of fibers and may result in improper splicing. This function checks the optical path for the presence or absence of contaminants and judges whether they cause trouble for fiber splicing.
-
Page 101: Arc Calibration
Maintenance Menu 9. Arc Calibration Atmospheric conditions such as temperature, humidity, and pressure are constantly changing, which creates variability in the arc temperature. This splicer is equipped with temperature and pressure sensors that are used in a constant feedback monitoring control system to regulate the arc power at a constant level.
-
Page 102
Maintenance Menu • Cleave angle threshold does not link to the parameter «Cleave Limit» in splicing modes. Cleave angle threshold is independently set for arc calibration. See page 84 [Splice Settings] to change cleave angle threshold. “Good” message Arc power and splicing position calibration are successfully completed. Press Escape key to exit. -
Page 103: Motor Calibration
Maintenance Menu 10. Motor Calibration Motors were adjusted at the factory before shipping. However, settings could change due to various reasons. This function automatically calibrates the speed of all six motors. Operation Procedure (1) Select the [Motor Calibration] in the [Maintenance Menu 2]. (2) Load prepared fibers in the splicer and press Enter key.
-
Page 104: Error Message List
Error Message List Error Message List Press Enter when an error is shown on the monitor. The [HELP] screen displays the following: • If error does not have an error code, such as “Cleave Shape NG”, the keystrokes are displayed with information explaining what each keystroke does if pressed. •…
-
Page 105
Error Message List Error Reason Solution Message • Dust or dirt is on the •Completely prepare the fiber again (strip, fiber surface. clean and cleave). L-Too Dusty • Dust or dirt is on the • Execute the [Dust Check]. Clean the lens or Fiber objective lens or the the mirror if dust or dirt exists. -
Page 106
Error Message List Error Reason Solution Message • The fiber is set too far • Press RESET key, re-position the fiber again back and does not reach ZL Motor with the end-face closer to the electrodes. the splice point. Overrun (Forward) •… -
Page 107
Error Message List Error Reason Solution Message Focus X • The fiber is not set Motor correctly at the bottom • Press RESET key, and re-position the fiber Overrun of the V-groove. The again to seat it correctly at the bottom of the (Forward) fiber position is out of V-groove. -
Page 108
Error Message List Error Reason Solution Message Completely prepare the fiber again (strip, Dust or dirt is on the clean and cleave). fiber surface. Select the suitable splice mode. Pressing the Cannot detect fiber in The left and right fiber SET key cancels the error and continues the AUTO mode types are different. -
Page 109
Error Message List Error Reason Solution Message Bad fiber Check the condition of the fiber cleaver. If the blade is Large end-face. worn, rotate the blade to a new position. Cleave [Cleave Limit] is Angle Increase the [Cleave Limit] to an adequate limit. set too low. -
Page 110
Error Message List Error Reason Solution Message Dust or dirt on the fiber surface results in bad splice loss and low tensile strength. Insufficient fiber • Clean the fiber surface sufficiently. cleaning. • Do not clean the fiber after cleaving to prevent dust on the fiber end-face. -
Page 111
Error Message List Error Message Reason Solution • Clean the wind protector mirrors by referring page 53. If it is not possible to remove the dirt There is dust or dust on the mirror, replace the wind after executing Dirt or dust exists protector mirror by referring page 56. -
Page 112: Questions And Troubleshooting
Questions and Troubleshooting Questions and Troubleshooting 1. Power Supply (1) Power does not turn off when pressing ON/OFF key • Press and hold the key until the LED color changes from green to red. (2) Few splices can be made with a fully charged battery pack •…
-
Page 113: Splicing Operation
Questions and Troubleshooting 2. Splicing Operation (1) Error message appears on monitor • See page 102 [Error Message List]. (2) Inconsistent splice loss / High splice loss • Clean the V-grooves, fiber clamps, wind protector mirrors, and objective lenses. See page 52 [Maintenance of Splicing Quality].
-
Page 114
Questions and Troubleshooting (8) Error message can be over-ridden • See page 84 [Splice Settings] to not allow error message override. (9) Unable to change Arc Power and Arc Time • The settings cannot be changed in SM, NZ, MM or AUTO modes. •… -
Page 115: Tube-Heating Operation
Questions and Troubleshooting 3. Tube-heating Operation (1) Fiber protection sleeve does not shrink completely • Extend the heating time. See page 80 [Heater Mode]. (2) Heater LED on panel keyboard blinks • Pressing the HEAT key during heating causes the LED to blink. The tube heater is turned off if the HEAT key is pressed again.
-
Page 116: Other Functions
Questions and Troubleshooting 5. Other Functions (1) Method to hide messages on [READY] screen • Change the fiber image from X/Y view to X magnified view or Y magnified view by pressing X/Y key. (2) Too many repetitions until “Test Finish” indicated in [Arc Calibration] •…
-
Page 117
Questions and Troubleshooting Blank Page… -
Page 118: Guarantee And Contact Address
The specification of AC input voltage is up to AC240V (340V-peak). For this reason, Fujikura Ltd. will provide a warranty replacement of the AC adapter only one time. In a second AC adapter is damaged during the warranty period, Fujikura Ltd.
-
Page 119: Contact Address
Guarantee and Contact Address 7. Contact Address Inquiries concerning products should be made to the distributor or one of the following: Fujikura Europe Ltd. C51 Barwell Business Park Leatherhead Road, Chessington, Surrey KT9 2NY England Tel. +44-20-8240-2000 (Service: +44-20-8240-2020) Fax.
![]()
- Покупателям
- Способы оплаты
- Условия доставки
- Гарантийное обслуживание
- Возврат товара
- Вопросы и ответы
- Техническая поддержка
- Проверить статус заявки
- База знаний
- Конфигураторы
- Услуги
- Сервисное обслуживание CISCO, HUAWEI и других вендоров
- Расширенная гарантия
- Ремонт оборудования
- Приобретение сетевого оборудования Cisco, HP и др.
- О нас
- О компании
- Контактная информация
- Банковские реквизиты
- Партнеры
- Вакансии
- Новости
- Карта сайта
RUB
- Сетевое оборудование
- Серверы и СХД
- Системы оптического транспорта, xWDM, xPON
- Кабельная продукция, СКС и компоненты ВОЛС
- Инженерная инфраструктура, ЦОД
- Электропитание
- Беспроводное сетевое оборудование
- Видеонаблюдение
- Телевизионное оборудование
- Автоматизация и мониторинг, IoT
- VoIP телефония, IP домофония
- Инструмент/Материалы для монтажа
- Компьютеры, ноутбуки, мониторы, оргтехника
- Программное обеспечение

Сварочный аппарат Fujikura FSM-86S, KIT A
Артикул:Fujikura FSM-86S
Код товара: 36469
Автоматический сварочный аппарат Fujikura FSM-86S, улучшенная система выравнивания волокна по сердцевине.
Снят с продажи
Сопутствующие товары
“
Перед использованием сварочный аппарат необходимо настроить. Сегодня вы узнаете, как настроить аппарат Fujikura 80S.
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Инструмент для снятия внешней оболочки кабеля
Специальный нагреватель для усадки гильз КДЗС, часто конструктивно объединен с аппаратом для сварки оптических волокон
Один из видов электрического разряда, используемый для расплавления торцов оптических волокон при их сварке
Сварочный аппарат Fujikura 80S
Безворсовые проспиртованные салфетки
Стриппер для снятия буферного или акрилового покрытия
Волоконно-оптический кабель
1. Фиксируем кабель.
2. С помощью стриппера Ideal производим круговой надрез на требуемой длине, чтобы снять внешнюю оболочку.
3. С помощью бокорезов срезаем кевларовые нити.
Настройка и калибровка дуги
1. Заходим в меню.
2. Выбираем кнопку «Следующая страница».
3. Переходим в раздел «Профилактика».
4. Нажимаем «ОК».
5. Выбираем кнопку «Следующая страница».
6. Спускаемся вниз с помощью стрелок и выбираем «Калибровка дуги».
Пробная сварка и усадка гильзы КДЗС
1. Готовим волокна и устанавливаем в сварочный аппарат.
2. Ожидаем выполнения данной операции.
3. «Калибровка моторов», так же готовим волокна и устанавливаем в сварочный аппарат.
4. Ожидаем выполнения данной операции.
После профилактики нужно выбрать режим сварки (это зависит от типа волокна).
- Переходим в меню.
- Нажимаем «ОК».
- Выбираем режим сварки.
Переходим в настройки нагревателя и выбираем режим, который нам подходит.

Важно
Не забудьте при настройке выбрать температуру и время усадки КДЗС (это зависит от длины и типа КДЗС)
Чтобы проверить, насколько правильно мы настроили и подготовили сварочный аппарат перед монтажом, требуется произвести пробные сварки волокон и усадки гильзы КДЗС.
“
На этом уроке мы с вами научились правильно настраивать сварочный аппарат Fujikura 80S. Будьте внимательны! Если вы настроите его неправильно, то соединения могут быть с большими потерями или вы получите неправильно усаженные гильзы КДЗС. Чтобы закрепить полученные знания, предлагаем вам выполнить несколько заданий.
Для закрепления полученных знаний пройдите тест
Что требуется перед началом работы?
Калибровка дуги и моторов
От чего зависит выбор режима нагревателя?
В каком разделе можно сделать калибровку дуги и моторов?
Что влияет на выбор режима сварки?
Количество модулей в кабеле
Что потребуется для калибровки дуги и моторов?
Подготовить оптические волокна
Передвинуть моторы в настройках
Очистить оптический кабель
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
![]()
РУКОВОДСТВО
ПОЛЬЗОВАТЕЛЯ
СВАРОЧНЫЙ АППАРАТ
F S M – 5 0 S
Перед началом работы с прибором внимательно прочтите данное руководство
Внимательно ознакомьтесь со всеми мерами предосторожности, описанными в данном руководстве
Храните данное руководство в доступном месте

Содержание
Меры предосторожности…………………………………1
|
Введение……………………………………………………………………… |
6 |
|
|
Описание оборудования………………………………………………. |
8 |
|
|
1. |
Конструкция сварочного аппарата …………………………………………………………. |
8 |
|
2. |
Другие принадлежности, необходимые для процесса сварки ………………….. |
9 |
|
3. |
Описание и функции сварочного аппарата …………………………………………… |
10 |
|
Основные операции…………………………………………………… |
12 |
|
|
1. |
Подключение блоков питания ………………………………………………………………. |
12 |
|
2. Включение сварочного аппарата…………………………………………………………… |
16 |
|
|
3. |
Настройка устройства центрирования КДЗС………………………………………… |
17 |
|
4. |
Очистка оптического волокна ………………………………………………………………. |
17 |
|
5. |
Установка КДЗС……………………………………………………………………………………. |
17 |
|
6. |
Снятие покрытия и очистка волокна……………………………………………………. |
17 |
|
7. |
Скалывание волокна…………………………………………………………………………….. |
18 |
|
8. |
Установка волокна в сварочный аппарат …………………………………………….. |
19 |
|
9. |
Сварка волокон …………………………………………………………………………………….. |
20 |
|
10. Извлечение сваренного волокна ………………………………………………………….. |
26 |
|
|
11. Центрирование КДЗС………………………………………………………………………….. |
26 |
|
|
12. Термоусадка КДЗС ………………………………………………………………………………. |
26 |
|
|
Повышение качества сварки…………………………………….. |
28 |
|
|
1. |
Очистка и контроль………………………………………………………………………………. |
28 |
|
2. |
Регламентные работы …………………………………………………………………………… |
30 |
|
Режимы работы ………………………………………………………. |
34 |
|
|
1. |
Режимы сварки……………………………………………………………………………………… |
34 |
|
2. |
Режим нагревателя ……………………………………………………………………………….. |
48 |
|
3. |
Калибровка дуги……………………………………………………………………………………. |
52 |
|
4. |
Настройки …………………………………………………………………………………………….. |
54 |
|
5. |
Результаты сварки………………………………………………………………………………… |
56 |
|
Системные настройки……………………………………………… |
60 |
|
|
1. |
Изменение положения монитора …………………………………………………………… |
62 |
|
2. |
Экономия питания………………………………………………………………………………… |
63 |
|
3. |
Настройки блокировок, начальные и другие настройки ………………………. |
64 |
Содержание

|
Контрольные функции……………………………………………… |
66 |
|
|
1. |
Замена электродов ………………………………………………………………………………… |
67 |
|
2. |
Обжиг электродов…………………………………………………………………………………. |
68 |
|
3. |
Сброс счетчика дуги……………………………………………………………………………… |
68 |
|
4. |
Разряд батареи………………………………………………………………………………………. |
69 |
|
5. |
Установка календаря ……………………………………………………………………………. |
70 |
|
6. |
Показания датчиков……………………………………………………………………………… |
70 |
|
7. |
Диагностика………………………………………………………………………………………….. |
71 |
|
8. |
Тест на пыль…………………………………………………………………………………………. |
72 |
|
9. |
Калибровка моторов …………………………………………………………………………….. |
72 |
|
10. Мотор………………………………………………………………………………………………….. |
73 |
|
|
11. Контрольные параметры…………………………………………………………………….. |
73 |
|
|
Список сообщений об ошибках …………………………………. |
74 |
|
|
Вопросы и устранение неисправности …………………….. |
82 |
|
|
1. |
Источник питания ………………………………………………………………………………… |
82 |
|
2. |
Процесс сварки……………………………………………………………………………………… |
83 |
|
3. |
Операция термоусаживания КДЗС……………………………………………………….. |
85 |
|
4. |
Наставление………………………………………………………………………………………….. |
85 |
|
5. |
Дополнительные функции ……………………………………………………………………. |
86 |
|
Гарантийные обязательства …………………………………… |
87 |
|
|
1. |
Гарантия……………………………………………………………………………………………….. |
87 |
|
2. |
Контактные адреса ……………………………………………………………………………….. |
88 |
Меры предосторожности
Сварочный аппарат FSM-50S предназначен для сварки кварцевых оптических волокон. Не используйте данный аппарат для других целей.
Компания Fujikura Ltd. уделяет особое внимание безопасности персонала. Неправильное использование аппарата может привести к поражению электрическим током, возгоранию и/или серьезной травме оператора.
Строго соблюдайте все меры предосторожности
Прочтите все меры предосторожности и разберитесь в них.
Не используйте неисправный аппарат
Сразу обратитесь в Сервис-центр для ремонта.
В данном руководстве для предупреждения и обозначения опасности используются следующие предупреждающие символы.
!ПРЕДОСТЕРЕЖЕНИЕ
Существует вероятность серьезного ранения или смерти при неправильном использовании оборудования и игнорировании знака.
Руководство по эксплуатации
Перед началом работы с прибором внимательно прочтите данное руководство Сохраняйте данное руководство для дальнейшего использования.
!ПРЕДУПРЕЖДЕНИЕ
Существует вероятность получения травмы или материального ущерба при неправильном использовании оборудования и игнорировании знака.
Обратите внимание!
Горячая поверхность!
Запрещено!
Не разбирать!
Обязательное действие!
Отключите вилку от сети!
1

Меры предосторожности
!ПРЕДОСТЕРЕЖЕНИЯ
Немедленно отключите шнур питания от сварочного аппарата или сетевой розетки в следующих случаях:
•При появлении дыма, странного запаха, шума или при перегреве.
•При попадании жидкости или посторонних предметов внутрь аппарата.
•При повреждении или падении аппарата.
Вэтих случаях обратитесь в Сервис-центр для ремонта. Использование неисправного оборудования может привести к повреждению аппарата, поражению током или возгоранию и стать причиной серьезных травм, смерти или пожара.
Используйте только специально разработанный для данного сварочного аппарата сетевой адаптер / зарядное устройство (ADC-11). Использование неподходящего источника питания от сети может вызвать появление дыма, поражение током или повреждение прибора и стать причиной серьезных травм, смерти или пожара.
Используйте поставляемый с прибором сетевой шнур питания. Не кладите тяжелые предметы на шнур питания. Использование неподходящего или поврежденного шнура питания может вызвать появление дыма, поражение током или повреждение прибора и стать причиной серьезных травм, смерти или пожара.
Не разбирайте и не модифицируйте сварочный аппарат, сетевой адаптер или батарею. В частности, не удаляйте и не замыкайте электрические узлы аппарата (например, предохранитель или переключатель). Модификация аппарата может вызвать травмы персонала, смерть, поражение током или возгорание.
Никогда не используйте сварочный аппарат при наличии в окружающей среде горючих жидкостей и паров. Электрическая дуга аппарата может в таких условиях привести к опасному возгоранию или взрыву.
Не очищайте аппарат сжатым газом или воздухом, так как они могут содержать горючие вещества, которые могут воспламениться электрическим разрядом.
2

Меры предосторожности
!ПРЕДОСТЕРЕЖЕНИЯ
Не дотрагивайтесь до электродов, когда аппарат включен и питание подается на данный блок. На электроды подается высокое напряжение, и они могут быть нагреты до высокой температуры, что может быть причиной серьезного поражения током или ожога.
Замечание Дуговой разряд останавливается при открывании защитных крышек. Перед заменой электродов выключите аппарат и отключите шнур питания.
Всегда надевайте защитные очки при работе с аппаратом и при подготовке волокон для сварки. Кусочки оптического волокна чрезвычайно опасны при попадании в глаза, на кожу или в рот.
Используйте только подходящий источник питания.
•Подходящий сетевой источник питания имеет ~100-240В , 50-60Г ц. Проверьте сетевой источник питания перед использованием. Подходящий источник питания постоянного тока имеет 10-12В . Не подходящий источник питания может вызвать появление дыма, поражение током или повреждение прибора и стать причиной серьезных травм, смерти или пожара.
•Генераторы переменного тока обычно дают слишком высокое выходное напряжение или имеют нестабильную частоту. Измерьте тестером выходное напряжение перед подключением шнура питания. Ненормально высокое напряжение или нестабильная частота может вызвать появление дыма, поражение током или повреждение прибора и стать причиной серьезных травм, смерти или пожара. Убедитесь, что генератор проходит регулярные проверки и техническое обслуживание.
Не модифицируйте, не нагревайте, не растягивайте сетевой шнур питания и не нарушайте условия его эксплуатации. Использование поврежденного сетевого шнура может вызвать появление дыма, поражение током или повреждение прибора и стать причиной травм, смерти или пожара.
FSM-50S использует трехжильный сетевой шнур питания предусматривающий защитное заземление. Аппарат ДОЛЖЕН быть заземлен. Используйте только прилагаемый трехжильный сетевой шнур питания с заземлением. Никогда не используйте двухжильный сетевой шнур питания, удлинитель или розетку без заземления.
3

Меры предосторожности
!ПРЕДОСТЕРЕЖЕНИЯ
Правильно подключайте шнур питания к разъему сварочного аппарата и сетевой розетке. При подключении шнура убедитесь, что на контактах нет пыли и грязи. Вставляйте разъем шнура питания в ответную часть на аппарате и вилку шнура в сетевую розетку до конца. Неполное подключение шнура питания может вызвать появление дыма, поражение током или повреждение прибора и стать причиной травм, смерти или пожара.
Не закорачивайте клеммы сетевого адаптера (ADC-11) и аккумуляторной батареи (BTR-06). Большой электрический ток может вызвать появление дыма, поражение током или и стать причиной травм или пожара.
Не прикасайтесь к аппарату, сетевому шнуру питания и разъемам мокрыми руками, так как это может привести к поражению током.
Не используйте аппарат вблизи горячих объектов, в местах с высокой температурой, в пыльной/влажной атмосфере или при наличии на аппарате заметного конденсата влаги, так как это может привести к поражению током, отказу или плохому качеству сварки.
При использовании аккумуляторной батареи (BTR-06) соблюдайте следующие правила.
Нарушение данных правил может вызвать взрыв или привести к травме.
•Не заряжайте батарею способом, не описанным в руководстве.
•Не помещайте батарею в огонь.
•Не заряжайте и не разряжайте батарею вблизи от огня или под прямыми солнечными лучами.
•Не трясите батарею и не подвергайте ее воздействию избыточной вибрации.
•Если произошла утечка жидкости из батареи, не допускайте ее попадания на кожу или в глаза. Если жидкость попала на кожу или в глаза, тщательно смойте ее водой и обратитесь к врачу. Утилизируйте батарею и обратитесь в Сервис-центр за заменой.
•Не кладите батарею на сетевой адаптер во время зарядки.
•Если в течении трех часов зарядка батареи не завершилась или не загорелся светодиодный индикатор «З АРЯД», немедленно остановите зарядку и обратитесь в Сервис-центр для ремонта.
Перед переноской аппарата в специальном кейсе на ремне, проверьте как сам ремень, так и его крепления. Если ремень порвется или выскользнет из крепления, то возможна травма персонала или повреждение оборудования.
4

Меры предосторожности
!ПРЕДУПРЕЖДЕНИЯ
Не храните сварочный аппарат в местах с высокой температурой или влажностью, так как это может привести к его повреждению.
Не дотрагивайтесь до термоусаживаемой трубки и нагревателя во время или сразу после термоусаживания, так как они очень горячие и это может привести к ожогу.
Не помещайте аппарат на неустойчивую поверхность, так как это может привести к его падению и вызвать ранение персонала или повреждение оборудования.
Сварочный аппарат представляет собой сложное прецизионно настроенное оборудование. Сильные вибрации и удары для аппарата недопустимы, так как могут привести к его поломке. Для транспортировки и хранения используйте специальный кейс, поставляемый с аппаратом, который защищает от повреждений, вибрации, ударов и влаги.
При работе с электродами соблюдайте следующие правила.
•Используйте только соответствующие электроды.
•Устанавливайте электроды в правильное положение.
•Заменяйте электроды парами.
Нарушение данных правил может привести к изменению мощности дуги, повреждению сварочного аппарата или ухудшению его характеристик.
Для прочистки линз объективов, V-образных канавок, зеркал, монитора и т.д. не используйте никаких химических препаратов, за исключением чистого (≥99%) спирта, иначе возможно ухудшение четкости изображения, обесцвечивание деталей, повреждение и износ аппарата.
Сварочный аппарат не требует смазки. Масло или жир могут ухудшить характеристики сварочного аппарата или вызвать его повреждение.
Оборудование должно ремонтироваться и настраиваться только квалифицированным инженером. Неквалифицированный ремонт может привести к возгоранию или поражению электрическим током.
При возникновении каких либо проблем, обращайтесь к поставщику оборудования.
5

Введение
Сварочный аппарат FSM-50S разработан для сварки различных типов оптических волокон. В FSM-50S используется юстировка свариваемых волокон по профилю показателя преломления (PAS — Profile Alignment System). Сварочный аппарат имеет малый вес, компактен, легок в управление и обеспечивает быструю качественную сварку оптических волокон. Данные свойства FSM-50S позволяют использовать его в различных условиях. Для ознакомления со всеми возможностями FSM-50S прочтите следующую важную информацию.
Режим сварки
В сварочном аппарате FSM-50S самым быстрым режимом сварки является режим [SM], который обеспечивает сварку за 9 секунд. Однако, режим [SM] позволяет сваривать только стандартные одномодовые волокна (ITU-T G652) и не может обеспечить низкие потери на соединении при сварке других типов волокон, например NZDS (ITU-T G655). Если допустимо увеличение времени сварки, то компания Fujikura рекомендует использовать режим [AUTO] исходя из следующих причин:
(1)В режиме [AUTO] сварочный аппарат анализирует профиль показателя преломления и определяет тип свариваемых волокон. Далее, устанавливаются оптимальные для данного типа волокна условия фокусировки и параметры электрического разряда. Затем производится сварка. Режим [AUTO] обеспечивает сварку всех распространенных типов волокон, таких как SMF(G652), NZDSF(G655), MMF(G651), и т.д. Режим
[AUTO] рекомендуется использовать также в случае, когда тип свариваемых волокон неизвестен.
(2)В режиме [AUTO] включена функция автоматической калибровки дуги, которая отслеживает и оптимизирует нагрев волокна электрическим разрядом.
Функция автоматической калибровки дуги
Данная функция калибрует мощность дуги в процессе сварки. Выполнение процедуры [Калибровка дуги] перед каждой сваркой не является обязательным. Функция автоматической калибровки дуги работает только в режиме [AUTO] и
недоступна в режимах [SM], [NZ], [MM], [DS], [SM-SM] и т.д, перед проведением сварки в которых рекомендуется выполнить процедуру [Калибровка дуги].
6
![]()
Введение
Полезные функции
(1)Изменение положения монитора
FSM-50S допускает работу оператора с как спереди, так сзади от аппарата. На рисунке справа показано положение монитора при настройке аппарата для работы сзади от него. Подробнее см. “Изменение положения монитора” на странице 64.
(2)Устройство центрирования КДЗС
Сварочный аппарат FSM-50S имеет встроенное устройство центрирования в нагревателе термоусаживаемых трубок. Подробнее см. “Термоусадка КДЗС” на странице 26.
Замечания
ЖК (жидкокристаллический) монитор
Сварочный аппарат FSM-50S имеет ЖК монитор, произведенный под жестким технологическим контролем. Однако, на мониторе возможно наличие небольшого числа черных, красных, синих или зеленых точек. Яркость монитора может зависеть от угла зрения. Данные эффекты не являются дефектами и естественны для ЖК мониторов.
Утилизация Для утилизации аппарата сначала разберите его, отсортируйте детали по
составу и следуйте местным правилам утилизации.
Патенты FSM-50S
Патенты США No.
4878933, 4900114*, 4948412, 5122638, 5142603*, 5228102, 6294760
Европейские (EPC) патенты No.
174428, 186819, 215145, 235992*, 340042*
Патенты канады No.
1235890, 1274395, 1288223, 1294806* 1317803*
Патенты Китая No.
85109701,4, 1294/96*(Hong Kong)
Патенты Кореи No.
33651
* Лицензия от компании British Telecommunication plc
7

Описание оборудования
1. Конструкция сварочного аппарата
Монтажный столик
[WT-06] (дополнит.)
см. замечание ниже.
Крышка монитора
[ MC-02 ]
Приемный лоток для сваренных волокон [ JP-04 ] (дополнительная принадлежность)
Сварочный аппарат
[ FSM-50S ]
Сетевой адаптер / Зарядное устр.
[ ADC-11 ]
Шнуры питания от источника постоянного тока (дополнит.)
[ DCC-12 ]
|
Пара запасных |
[ DCC-13 ] |
||
|
электродов |
Сетевой шнур питания |
||
|
[ ELCT2-20A ] |
|||
|
Шнур для зарядки |
|||
|
Аккумуляторная батарея |
батареи |
||
|
[ DCC-10 ] |
|||
|
типа S |
(дополнит.) |
||
|
[ BTR-06S ] (дополнит.) |
|||
|
Аккумуляторная |
батарея |
||
|
типа L |
|||
|
[ BTR-06L ] (дополнит.) |
Другие принадлежности
•Кейс для переноски [ CC-12 ]
•Руководство пользователя
Замечание
Для крепления монтажного столика [ WT-06 ], необходим также крепеж монтажного столика [WTS-06].
8
|
Описание оборудования |
||
|
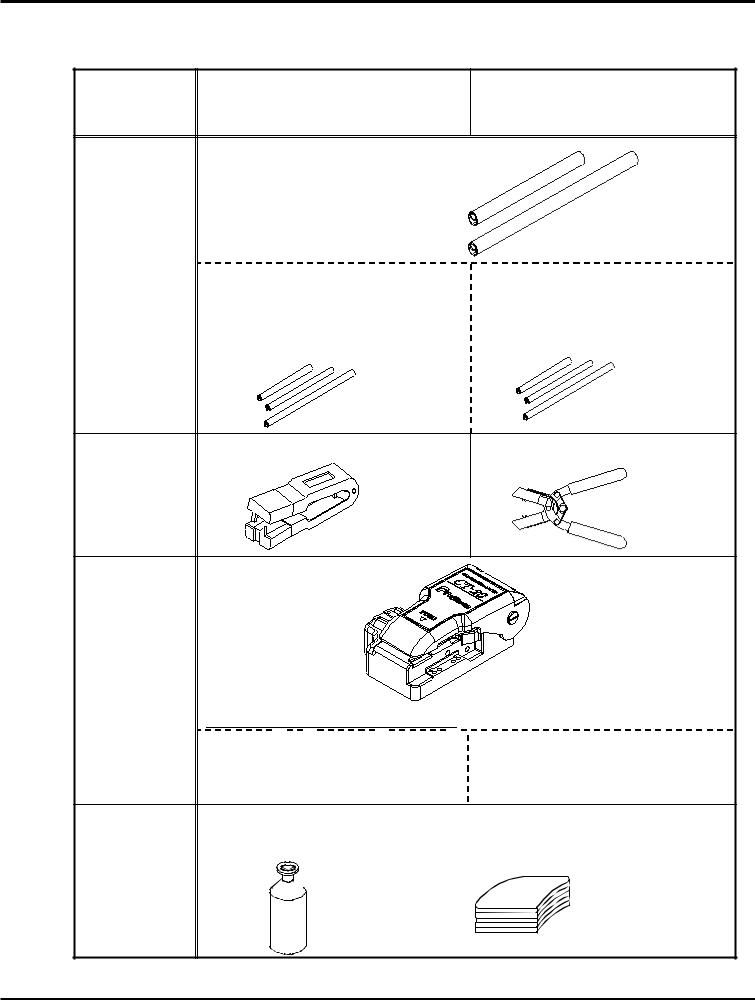
2. Другие принадлежности, необходимые для процесса сварки |
||
|
Диаметр |
||
|
покрытия |
0.25 мм |
0.9 мм |
|
волокна |
||
|
Стандартные КДЗС |
||
|
60мм [ FP-03 ] |
||
|
40мм [ FP-03 ( L = 40 ) ] |
||
|
Термоусажи- |
||
|
ваемые |
Мини-КДЗС |
Мини-КДЗС |
|
трубки |
20мм [ FPS01-250-20 ] |
45мм [ FPS01-900-45 ] |
|
(КДЗС) |
25мм [ FPS01-250-25 ] |
|
|
34мм [ FPS01-250-34 ] |
||
|
Стриппер 259 мкм [ PS-02 ] |
Стриппер 900 мкм [ JS-01 ] |
|
|
Инструмент |
||
|
для |
||
|
зачистки |
||
|
Скалыватель [CT-20] |
||
|
Скалыватели |
||
|
Пластины для укладки волокна |
||
|
[AD-11] : Длина скола 16мм |
[AD-11] : Длина скола 16мм |
|
|
[AD-12] : Длина скола 8 — 20м |
[AD-12] : Длина скола 16-20м |
|
|
м |
м |
|
|
Изопропиловый спирт |
Безворсовые салфетки |
|
|
Средства |
(чистота >99%) с дозатором |
|
|
очистки |
||
|
волокна |
||
|
9 |

Описание оборудования
3. Описание и функции сварочного аппарата
Нагреватель термоусаживаемой
трубки (КДЗС)
Защитная крышка
|
Разъем |
ео выхода |
|
(NTSC) |
Порт USB |
|
зъем питания внешнего |
|
|
рмостриппера (HJS) |
|
ЖК монитор |
Отсек для блоков питания |
10

|
Описание оборудования |
||
|
V-образные |
||
|
канавки |
||
|
Электрод |
||
|
Защитная крышка |
Объективы |
|
|
электродов |
||
|
Зажим оболочки |
Зажим оболочки |
|
|
волокна |
||
|
волокна |
||
|
Защитная крышка |
||
|
электродов |
||
|
Лампа подсветки |
Электрод |
|
|
Зеркала на |
||
|
защитной крышке |
||
|
Прижимы волокна |
||
|
11 |

Основные операции
1. Подключение блоков питания
При работе от внешнего источника переменного или постоянного тока используйте сетевой адаптер (ADC-11). Для автономного питания используйте встраиваемую аккумуляторную батарею (BTR-06S/L). Отсек для блоков питания расположен в нижней части аппарата и совместим как с ADC-11, так и с
BTR-06S/L.
1-1. Установка и удаление блока питания
Установка блока питания
Вставьте блок питания в отсек до Вставьте щелчка.
Удаление блока питания
Выключите аппарат. Нажмите кнопку выталкиватель и вытащите блок питания из отсека.
Вытащите блок
|
1-2. Питание от сети |
||
|
Кнопка — выталкиватель |
||
|
Подключите сетевой шнур питания к |
||
|
разъему сетевого адаптера. Подключите |
|||||
|
Предупреждающий |
|||||
|
сетевой шнур питания к розетке сети. |
|||||
|
При правильном подключении сетевого |
индикатор [HIGH ~ |
Индикатор Power |
|||
|
блока к сети индикатор Power загорится |
INPUT] (красный) |
(зеленый) |
|||
|
зеленым светом. В случае, если |
|||||
|
напряжение переменного тока 270 В и |
|||||
|
выше, то защитный выключатель |
|||||
|
отключит выход сетевого адаптера и |
|||||
|
предупреждающий индикатор [HIGH ~ |
|||||
|
Подключите |
|||||
|
INPUT] загорится красным цветом. |
|||||
|
сетевой шнур |
|||||
 • Не закрывайте вентиляционные отверстия сетевого блока питания.
• Не закрывайте вентиляционные отверстия сетевого блока питания.  Минимально допустимый воздушный зазор между аппаратом и стеной, необходимый для циркуляции воздуха, равен 2.5 см.
Минимально допустимый воздушный зазор между аппаратом и стеной, необходимый для циркуляции воздуха, равен 2.5 см.
12

Основные операции
1-3. Питание от внешней батареи
Откройте заслонку разъема питания от внешнего источника постоянного тока на сетевом адаптере.
Откройте
Предупреждающий
индикатор
Подключите шнур питания от внешнего источника постоянного тока (DCC-12 или DCC-13) к
соответствующему разъему сетевого адаптера. При этом индикатор Power загорится зеленым цветом. В случае,
если напряжение внешней батареи Подключите равно 16 В и больше, или при
подключении нарушена полярность (+/-), то защитный выключатель отключит выход сетевого адаптера и предупреждающий индикатор питания от постоянного тока [HIGH — INPUT] загорится красным цветом.
13
Основные операции
1-4. Питание от аккумуляторной батареи
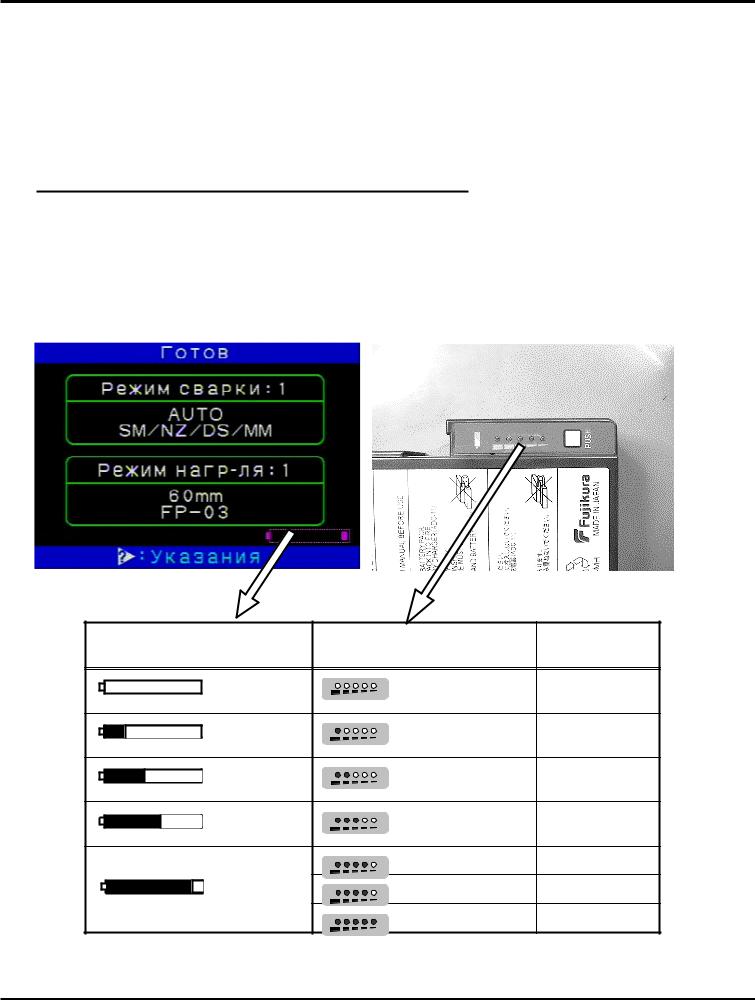
Перед началом автономной работы, проверьте и убедитесь, что оставшийся заряд составляет 20% или больше от емкости батареи, в противном случае заряда батареи хватит лишь на несколько сварок. Для предотвращения деградации батареи разряжайте ее полностью как минимум раз в месяц. Подробнее см. [Разряд батареи] (на странице 71).
Два способа проверки оставшегося заряда батареи
*Е сли батарея уже вставлена в аппарат. Включите аппарат, источник питания «Б атарея» обнаружится автоматически и оставшийся заряд батареи будет показан на экране в режиме «Г ОТОВ».
*Д ругой способ. Нажмите кнопку проверки заряда на батарее. Оставшийся заряд батареи будет показан светодиодным индикатором на батарее.
|
Экран в режиме ГОТОВ |
Индикатор оставшегося заряда батареи |
|
|
2 |
1 |
|
Индикатор на мониторе |
Индикатор на батарее |
Оставшийся |
|
заряд |
||
|
5 Светодиодов |
80 100% |
|
|
(Синий) |
(СД) |
|
|
(Зеленый) |
4 СД |
60 80% |
|
2 |
СД |
20 40% |
|
(Желтый) |
||
|
1 |
СД |
< 20% |
|
1 |
СД, мигает |
< 10% |
|
(Красный) |
≤ 5% |
|
|
Нет |
14

Основные операции
Зарядка аккумуляторной батареи
Откройте заслонку разъема заряда батареи на сетевом адаптере (ADC-11).
Подключите шнур для зарядки батареи (DCC-10) с одного
конца к сетевому адаптеру
(ADC-11), а с другого к батарее Откройте
(BTR-06S/L). Не кладите батарею и сетевой адаптер друг на друга. В процессе зарядки батареи индикатор CHARGE светится оранжевым цветом. Для заряда батареи требуется приблизительно 3 часа. После завершения процесса зарядки отключите сначала сетевой шнур питания, а затем шнур для зарядки батареи.
• Батарея может заряжаться в случае, когда сетевой адаптер (ADC-11) установлен в отсек, однако сварочный аппарат при этом не может быть включен.
• Индикатор CHARGE выключается если зарядка батареи завершена. Если индикатор CHARGE мигает, то замените батарею на новую.
• Если зарядка батареи не завершена в течение 3-х часов или индикатор CHARGE не включается, то необходимо заменить сетевой адаптер и/или батарею. Обратитесь в Сервис-центр за консультацией.
15

Основные операции
2. Включение сварочного аппарата
Нажмите и удерживайте кнопку  до тех пор, пока индикатор на панели управления не загорится зеленым цветом. После установки моторов в исходные положения на экран загрузится меню ГОТОВ. Затем определяется источник питания. При автономном питании от батареи на экран выводится индикатор оставшегося заряда.
до тех пор, пока индикатор на панели управления не загорится зеленым цветом. После установки моторов в исходные положения на экран загрузится меню ГОТОВ. Затем определяется источник питания. При автономном питании от батареи на экран выводится индикатор оставшегося заряда.
Угол наклона монитора
Настройте угол наклона монитора так, чтобы видеть весь экран.
Настройка яркости экрана
Иногда необходимо настроить яркость экрана в зависимости от условий освещенности. Для изменения яркости, воспользуйтесь клавишами  и
и  . Завершите настройку, нажав клавишу
. Завершите настройку, нажав клавишу  .
.
Режим сварки
Выберите требуемый режим сварки в зависимости от типов волокон. Текущий режим отображается в меню ГОТОВ.
•Режим AUTO рекомендуется для сварки типов волокон SM, DS,
NZDS и MM. При этом автоматически проводится калибровка дуги для постоянного подержания качества сварки.
Режим нагревателя
В зависимости от типа КДЗС установите режим нагревателя. Текущий режим отображается в меню ГОТОВ.
• Для изменения режима сварки
нажмите  в меню ГОТОВ. Для
в меню ГОТОВ. Для  изменения режима нагревателя
изменения режима нагревателя
нажмите повторно. На экран последовательно появятся меню [Выбор режимов сварки] и [Выбор режимов нагревателя].
ГОТОВ
Меню настройки яркости экрана
Настройка завершена
16
![]()
Основные операции
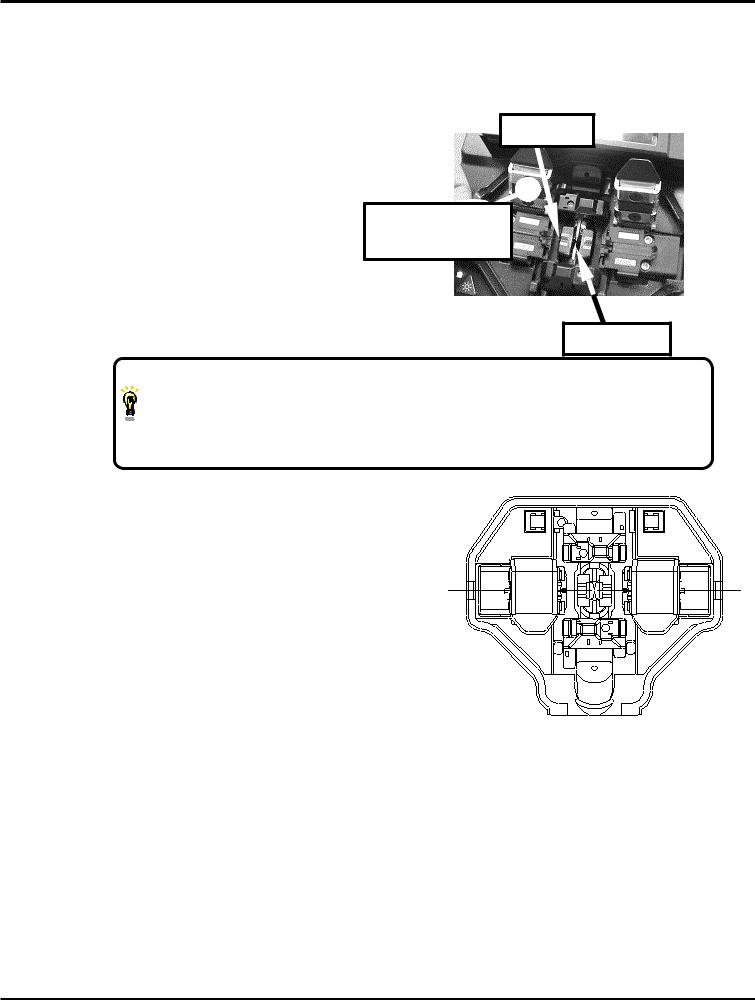
3. Настройка устройства центрирования КДЗС
Откройте крышку нагревателя и установите регулятор в соответствии с длиной (мм) используемой термоусаживаемой трубки (КДЗС).
4. Очистка оптического волокна
Передвиньте пальцем
Длина КДЗС
Очистьте оптическое волокно безворсовой салфеткой, смоченной в спирте на участке длиной ~100 мм от конца. Частички пыли могут с поверхности защитного покрытия попасть внутрь КДЗС, что в будущем может привести поломке волокна или к увеличению потерь.
5. Установка КДЗС
Проденьте конец одного
|
оптического волокна через |
||
|
Проденьте волокно |
||
|
КДЗС. |
||
6. Снятие покрытия и очистка волокна
Зачистите волокно от покрытия на 30-40 мм. Тщательно очистите волокно без покрытия безворсовой салфеткой, смоченной в спирте. Каждый раз используйте новую салфетку. Не используйте салфетку повторно.
• Используйте только качественный спирт: 99% или чище.
17

Основные операции
7.Скалывание волокна
(1)Чтобы разблокировать рычаг скалывателя слегка нажмите на него и передвиньте блокировочный винт в позицию OPEN. Затем передвиньте ограничитель, использующийся при транспортировке как показано ниже.
Огра итель
Блокировочный винт
(2) Уложите зачищ ое волокно в канавку. Проверьте правильность установки длины.
(3)Медленно нажимайте на рычаг, пока лезвие не поцарапает волокно.
(4)Затем быстро нажмите на рычаг скалывателя для скола волокна.
(5)Медленно отпустите рычаг скалывателя. Пружина вернет его в исходное раскрытое положение.
Пластина для укладки
волокна (AD-12)
аг
лывателя
30мм 
 • Подробные инструкции по работе со скалывателем можно посмотреть
• Подробные инструкции по работе со скалывателем можно посмотреть  на сайте http://www.fujikura.co.jp/splicer/ct20/operate.mpg
на сайте http://www.fujikura.co.jp/splicer/ct20/operate.mpg
(6)Удалите фрагменты волокна и поместите их в соответствующий контейнер.
(7)Передвиньте ограничитель в транспортное положение.
(8)Нажмите на рычаг скалывателя и зафиксируйте его блокировочным винтом.
18
Основные операции
8. Установка волокна в сварочный аппарат
(1) Откройте защитную крышку и зажимы оболочки волокна.
(2) Поместите подготовленное Волокно волокно в v-образную канавку
так, чтобы конец волокна находился между канавкой и
кончиками электродов.
Зажим оболочки волокна
Электрод
• Если оболочка волокна имеет остаточную кривизну, поместите волокно изгибом вверх, чтобы конец волокна смотрел вниз.
• Оберегайте конец волокна от контакта с какой либо поверхностью для предотвращения его загрязнения или повреждения.
(3) Удерживая волокно, плавно закройте зажим оболочки волокна. Убедитесь, что волокно лежит на дне V-образной канавки. Если волокно установлено неправильно, установите волокно заново.
(4)Установите второе волокно повторив пункты (1) — (3).
(5)Закройте защитную крышку.
19

Основные операции
9. Сварка волокон
Для обеспечения высокого качества сварного соединения, аппарат FSM-50S обладает системой обработки изображения свариваемых волокон. Однако, некоторые дефекты не определяются и поэтому процесс сварки необходимо контролировать визуально. Ниже описана стандартная процедура сварки.
|
(1) Установленные волокна |
Левый угол скола Правый угол скола |
|
|
Уголм еждуж илами |
||
|
сближаются друг с другом. После |
||
|
окончания очистительного разряда |
||
|
волокна останавливаются в |
||
|
определенном положении. Затем |
||
|
проверяется качество сколов. Если |
||
|
измеренный угол скола превышает |
||
|
установленный порог или |
||
|
обнаружена трещина, то процесс |
||
|
сварки останавливается, аппарат |
||
|
выводит сообщение об ошибке и |
включает звуковой сигнал.
Если сварочный аппарат не выдает сообщение об ошибке, то визуально проверьте наличие приведенных ниже дефектов. При наличии дефектов удалите волокно из аппарата, и повторно подготовьте его.
Данные дефекты подготовленных волокон могут привести к дефектам сварного соединения.
Трещин Высту Наклон
(2) После проверки качества сколов, волокна выравниваются по жиле или по оболочке. При этом на экран может быть выведено смещение жил или оболочек.
•После проверки углов сколов и выравнивания может быть установлена пауза. Подробнее см. [Настройки] (стр. 54).
•Пороговое значение угла скола может быть изменено. Подробнее см. [Настройки] (стр. 54).
• Процесс сварки может быть продолжен и после сообщение об ошибке превышения порога по углу скола нажатием на SET . Для отмены ошибки по углу скола см. [Настройки] (стр. 54).
• Индикация несоосности жил/оболочек может быть отключена. Подробнее см. [Настройки] (стр. 54).
20

Основные операции
|
(3) После выравнивания волокон |
||
|
сварочный аппарат производит их |
||
|
сварку дуговым разрядом. |
(4) После завершения сварки на экран выводится оценка вносимых потерь. Потери на сварном соединении зависят от определенных параметров, приведенных на следующей странице. Данные параметры, например диаметры модовых пятен, используются при расчете оценки потерь.
Если измеренный угол скола или оценка вносимых потерь превысят установленные пороги, то выводится сообщение об ошибке. Сварочный аппарат выводит сообщение об ошибке также при обнаружении ненормального состояния сварного шва.
Если дефект сварного соединения не обнаружен аппаратом, но наблюдается визуально, рекомендуется переделать сварку.
•Небольшое утолщение места сварки нормально и не влияет на потери.
•Об изменении пороговых значений угла скола или вносимых потерь на сварном соединении подробнее см. [Режимы сварки] (стр. 34).
 • Сообщения об ошибках, таких как «Большие потери», «Толсто»,
• Сообщения об ошибках, таких как «Большие потери», «Толсто»,  «Тонко» и «Пузырь» могут быть проигнорированы. Данная функция может быть отключена. Подробнее [Режимы сварки] (стр. 34).
«Тонко» и «Пузырь» могут быть проигнорированы. Данная функция может быть отключена. Подробнее [Режимы сварки] (стр. 34).
В некоторых случаях потери на сварном соединении можно уменьшить с помощью повторной дуги.
Для включения повторной дуги нажмите ARC . После повторного разряда проверка сварного соединения и оценка потерь повторяются.
• В некоторых случаях потери на сварном соединении после повторной  дуги увеличиваются. Как запретить или ограничить число повторных
дуги увеличиваются. Как запретить или ограничить число повторных  разрядов см. [Настройки] (стр. 54).
разрядов см. [Настройки] (стр. 54).
21

|
Основные операции |
|||
|
Увеличенные потери на сварном соединении: Причина и устранение |
|||
|
Дефект |
Причина |
Действия |
|
|
Смещение осей |
Пыль в V-образной |
Очистите V-образную канавку и прижимы |
|
|
канавке или на |
|||
|
волокна. |
|||
|
прижимах волокна |
|||
|
Несоосность |
Пыль в V-образной |
Очистите V-образную канавку и прижимы |
|
|
жилы |
канавке или на |
волокна. |
|
|
прижимах волокна |
|||
|
Плохой скол |
Проверьте скалыватель. |
||
|
волокна |
|||
|
Ступенька |
|||
|
Пыль в V-образной |
Очистите V-образную канавку и прижимы |
||
|
канавке или на |
волокна. |
||
|
прижимах волокна |
|||
|
Изгиб жилы |
Плохой скол |
Проверьте скалыватель. |
|
|
волокна |
|||
|
Мощность |
Увеличьте значение параметра [Предв. |
||
|
предварительной |
|||
|
дуга] и/или [Время дуги]. |
|||
|
Несоответствие |
дуги недостаточна |
||
|
ДМП |
Мощность дуги |
Увеличьте значение параметра |
|
|
недостаточна |
[Мощность дуги] и/или [Время дуги]. |
||
|
Пережог |
Плохой скол торца |
Проверьте скалыватель. |
|
|
волокна |
|||
|
Загрязнение |
Тщательнее очищайте волокно или |
||
|
волокна |
увеличьте параметр [Дуга очистки]. |
||
|
Пузырь |
Плохой скол |
Проверьте скалыватель. |
|
|
волокна |
|||
|
Мощность |
Увеличьте значение параметра [Предв. |
||
|
предварительной |
|||
|
дуга] и/или [Время дуги]. |
|||
|
недостаточна |
|||
|
Разрыв |
|||
|
Сведение волокон |
Выполните процедуру [Калибровка |
||
|
недостаточно |
моторов] |
||
|
Мощность |
|||
|
предварительной |
Уменьшите значение параметра [Предв. |
||
|
дуги слишком |
дуга] и/или [Время дуги]. |
||
|
велика. |
|||
|
22 |
|
Основные операции |
||||||||||||||||||||||
|
Дефект |
Причина |
Действия |
||||||||||||||||||||
|
Утолщение |
Сжатие волокон |
Уменьшите значение параметра [Сжатие] |
||||||||||||||||||||
|
слишком велико |
и выполните [Калибровка моторов]. |
|||||||||||||||||||||
|
Утоньшение |
Неправильная |
Выполните [Калибровка дуги]. |
||||||||||||||||||||
|
мощность дуги |
||||||||||||||||||||||
|
Неправильные |
Настройте значения параметров [Предв. |
|||||||||||||||||||||
|
параметры дуги |
дуга], [Время дуги] или [Сжатие]. |
|||||||||||||||||||||
|
Линия |
Неправильные |
Настройте значения параметров [Предв. |
||||||||||||||||||||
|
параметры дуги |
дуга], [Время дуги] или [Сжатие]. |
|||||||||||||||||||||
• Вертикальная линия появляющаяся иногда в месте сварки многомодовых или разнородных (с различным диаметром) волокон и не влияет на качество сварного соединения, то есть на вносимые потери и механическую прочность.
23

Основные операции
Сохранение результатов сварки
Результаты сварки могут быть сохранены в памяти в соответствии с описанной ниже процедурой.
• После сохраненного 2000-ого результата сварки, 2001-ый результат сохраняется поверх 1-го сохраненного результата сварки.
Автоматическое сохранение (без ввода комментария)
Результат сварки автоматически сохраняется после завершения сварки в меню [Завершено] при нажатии на SET или RESET или при открытии защитной крышки. Вместе с результатами сохраняется последний введенный комментарий. Как изменить комментарий описано ниже.
Сохранение с вводом комментария
Для вызова на экран меню [Запись в память] нажмите  после завершения сварки в меню [Завершено]. Переместите курсор к опции [Ввод
после завершения сварки в меню [Завершено]. Переместите курсор к опции [Ввод
комментариев] и нажмите  для вывода на экран меню [Ввод комментариев] и затем введите комментарий. Для сохранения результата сварки с введенным комментарием нажмите SET , RESET или откройте защитную крышку.
для вывода на экран меню [Ввод комментариев] и затем введите комментарий. Для сохранения результата сварки с введенным комментарием нажмите SET , RESET или откройте защитную крышку.
Отказ от сохранения
Для вызова на экран меню [Запись в память] нажмите  после завершения, сварки в меню [Завершено]. Переместите курсор к опции [Отменить запись] и
после завершения, сварки в меню [Завершено]. Переместите курсор к опции [Отменить запись] и
нажмите  . Результаты сварки не будут сохранены даже при нажатии на SET , RESET и при открытии защитной крышки.
. Результаты сварки не будут сохранены даже при нажатии на SET , RESET и при открытии защитной крышки.
• Функция [Отменить запись] может быть заблокирована. Подробнее см. [Системные настройки] на стр. 60.
24
 Loading…
Loading…

Сварочный аппарат Fujikura 86S снят с производства. На замену ему пришел новый сварочный аппарат Fujikura 86S+!
Новый сварочный аппарат Fujikura 86S+ — это очередной шаг вперед для компании Fujikura. Основная цель при разработке новой формы корпуса и защитного бампера — обеспечение надежной работы и защиты всех механизмов сварочного аппарата даже после падения.
Компания Fujikura пристально относится к каждому узлу, к каждой функции сварочного аппарата, что позволяет считать сварочные аппараты Fujikura лучшими на телекоммуникационном рынке.
В новом аппарате Fujikura 86S+ применяются все функции, успешно реализованные в предыдущей модели Fujikura 80S. Это автоматические прижимы волокна, автоматическая ветрозащитная крышка, автоматическая печка, защита от падения на любую сторону, кейс с многофункциональным рабочим столиком, сбор статистики и управление лезвием скалывателя Fujikura CT50. Но помимо этого, появилось много новых усовершенствований, призванных сделать работу оператора еще комфортнее и быстрее.
Важное отличие обновленного аппарата Fujikura 86S+ от модели 86S — это новая функция «Технология активного контроля сварки«, которая позволяет сваривать волокна с плохим углом скола, обеспечивая высокое качество соединения с минимальными потерями.
1. Реальная юстировка по сердцевине
Высокоточные линзы аппарата 86S+ обеспечивают точное выравнивание двух волокон по сердцевине, независимо от качества волокна и его геометрических параметров. Система аппарата позволяет сводить волокна со смещением сердцевины или с сердцевиной, имеющей форму эллипса. Низкие потери на сварном соединении не зависят от качества применяемого волокна в отличие от большинства аналогов, что легко может быть подтверждено на практике при использовании точного измерительного оборудования.
86S+ обладает передовой технологией обработки изображений, которая анализирует изображение волокна на основе диаграммы яркости. Обнаруживает истинное положение сердцевины и обеспечивает меньшие потери при сварке.
Система позволяет сварочному аппарату 86S+ определить тип волокна и автоматически подобрать оптимальные параметры разряда дуги для достижения наилучшего результата.
2. Надежность и защищенность
Сварочные аппараты Fujikura всегда отличались своей высокой надежностью и высокой степенью защиты при неблагоприятных условиях эксплуатации. Новая модель Fujikura 86S+ разрабатывалась специально для максимальной защиты всех рабочих механизмов, обеспечивая безотказную работу даже после падения аппарата на твердую поверхность.
3. Новый сенсорный экран
Аппарат 86S+ получил новый цветной сенсорный экран. Его размер был увеличен до 5 дюймов, а ориентация поменялась на горизонтальную для большего удобства пользователя. Как и прежде, экран поворотный с автоматическим переворотом изображения, чтобы дать возможность оператору работать с двух сторон.
При необходимости можно вывести на экран удобные и понятные инструкции с картинками, которые объясняют, как пользоваться возможностями прибора.
4. Обновленные автоматические функции
Как и у предыдущей модели, у аппарата Fujikura 86S+ сохранились все автоматические функции: автоматическое открытие и закрытие ветрозащитной крышки, автоматическое открытие прижимов волокна, автоматическое открытие и закрытие термоусадочной печки, автостарт сварки и печки при закрытии крышки. Но теперь эти функции стали работать значительно быстрее, сокращая общее время монтажных работ.
5. Новые прижимы волокна
В аппарате 86S+ поменялась конструкция и форма прижимов волокна.
Форма прижимов оптимизирована под защитные гильзы КДЗС длинной 60мм. Расстояние от места сварки до внешнего края прижима составляет ровно 30мм. Благодаря этому усовершенствованию стало проще центровать КДЗС, зажимая волокно пальцами у края прижима и используя это место в качестве ограничителя для КДЗС.
Прижимы теперь стали полностью универсальными, они подходят для всех типов оболочки волокна, включая свободный буфер. Выступ для свободного буфера на зажиме поднимается и опускается одним движением пальца с помощью переключателя.
Для удобства пользователя после автоматического открытия прижимов аппарат оснастили специальными фиксаторами, которые удерживают волокно от выскакивания. А при поднятии волокна при переносе в печку фиксаторы легко открываются. На прижиме установлен переключатель режима работы: зеленый — прижим открывается отдельно от фиксатора, а фиксатор удерживает волокно; желтый — прижим открывается вместе с фиксатором, т.е. работает в обычном режиме.
6. Новый кейс
Жесткий кейс нового сварочного аппарата Fujikura 86S+ сохранил привычный желтый цвет, но стал больше, чтобы пользователь мог разместить там дополнительные аксессуары и расходные материалы. Есть несколько вариантов использования кейса в работе:
Открыть крышку. В этом случае аппарат сразу готов к работе, а рабочий столик внутри кейса предоставляет дополнительные площадки для размещения скалывателя, необходимых инструментов и расходных материалов для сварки.
Достать сварочный аппарат и установить его на закрытую крышку кейса. Плоская поверхность кейса также дает возможность разместить дополнительное оборудование, а бортики защитят аксессуары от падения.
Достать рабочий столик вместе со сварочным аппаратом. В этом случае кейс можно использовать в качестве сиденья.
7. Новая конструкция рабочего столика
Конструкция рабочего столика была серьезно переработана относительно предыдущей модели. Теперь столик состоит из двух частей — левой и правой. Поэтому его можно использовать целиком или в уменьшенном варианте в зависимости от доступного пространства на объекте. В новом столике добавлены два выдвижных ящика для хранения мелочей. В комплекте также идет лоток для сваренных волокон и охлаждения КДЗС.
8. Режимы сварки
Как и в предыдущих моделях, в сварочном аппарате Fujikura 86S+ есть готовый набор программ сварки для различных наиболее распространенных типов волокон. Компания Fujikura постоянно ведет работу по поддержке набора программ в актуальном состоянии. Пользователи получают обновление при обновлении прошивки сварочного аппарата.
Наиболее часто встречающиеся типы волокон могут свариваться в режиме «AUTO». Это волокна SM, MM, DS, NZDS, а также волокно стандарта G.657, устойчивое к изгибу, которое в сварочных аппаратах Fujikura имеет обозначение BIF (Bend Insensitive Fiber — не чувствительное к изгибу волокно).
Помимо сварки в аппарате установлено несколько режимов изготовления аттенюаторов для разных типов волокон. Пользователь может задать необходимое затухание в волокне, а аппарат подберет оптимальные параметры выполнения процедуры для достижения наилучшего результата.
9. Термоусадочная печь
Термоусадочная печка сохранила свою конструкцию, которая появилась еще в модели Fujikura 80S. Новый принцип работы по аналогии с прищепкой, при котором нагревательные элементы обжимают КДЗС, обеспечивает быстрый и равномерный нагрев. Это позволяет снизить время термоусадки гильзы 60 мм до рекордных 9 секунд!
10. Управление скалывателем Fujikura CT50
Сварочный аппарат 86S+ и скалыватель CT50 имеют функцию беспроводной передачи данных, что позволяет управлять положением лезвия скалывателя в ручном или автоматическом режиме, а также собирать статистику по количеству и качеству сколов в каждом положении лезвия.
Когда пользователь укладывает сколотое волокно в сварочный аппарат Fujikura 86S+, прибор автоматически сохраняет данные по углу скола в определенном положении лезвия. Аппарат рассчитывает оставшийся ресурс лезвия и сообщает пользователю, когда лучше поменять положение ножа, не дожидаясь, когда качество сколов упадет. Также пользователь может настроить автоматический поворот лезвия при нескольких плохих сколах подряд. В новом аппарате, в отличие от Fujikura 80S+ теперь есть возможность беспроводного соединения одновременно с двумя скалывателями. Это удобно, если монтажники используют сразу два скалывателя с одной сваркой для повышения скорости работы.
11. Управление термостриппером RS02/RS03
В сварочном аппарате Fujikura 86S+ предусмотрена функция управления термостриппером Fujikura RS02 или RS03 через беспроводное соединение. Оператор может управлять всеми настройками термостриппера через меню сварочного аппарата.
Предусмотрено два режима совместной работы:
- при включенном режиме управления параметрами настройки термостриппера устанавливаются автоматически в соответствии с программой сварки, а кнопки управления блокируются от случайного нажатия;
- при выключенном режиме управления параметрами используются настройки, установленные в самом термостриппере.
В меню сварочного аппарата также можно настроить предупреждение о необходимости замены лезвий или о низком заряде батареи (для RS03, который работает от аккумуляторной батареи).
12. Стандартная и дополнительная комплектация
В стандартную комплектацию нового сварочного аппарата Fujikura 86S+, кроме кейса и монтажного столика, входят сетевой адаптер/зарядное устройство, запасные электроды, дозатор для спирта, переходные пластины для установки сменных держателей волокна. Также в комплекте идет краткое и полное руководства пользователя на русском языке.
Дополнительная комплектация включает:
- аккумуляторная батарея BTR-15;
- одна из двух моделей прецизионных скалывателей (скалыватель Fujikura CT50 с автоматическим устройством для сбора осколков волокна или бюджетный скалыватель Fujikura CT08);
- адаптер питания DCA-03 для работы от сети;
- металлический лоток для сваренных волокон и охлаждения КДЗС JP-10 для работы без монтажного столика;
- шнуры питания от постоянных источников тока (шнур питания от автомобильного прикуривателя DCC-20 и шнур питания от клемм аккумулятора DCC-21).
Новая батарея BTR-15 теперь не требует снятия и установки, зарядка осуществляется прямо в сварочном аппарате с помощью внешнего зарядного устройства (сетевого адаптера). На одной зарядке батареи теперь можно выполнить 300 циклов сварки и термоусадки.
Стандартные прижимы сварочного аппарата 86S+ позволяют фиксировать волокно с любым типом оболочки, в том числе и со свободным буфером. При необходимости оператор может установить переходные пластины вместо прижимов волокна и использовать съемные держатели для переноса волокна из термостриппера в скалыватель, а затем в сварочный аппарат, исключая воздействие рук. Также держатели потребуются при работе с подвариваемыми коннекторами Fujikura FuseConnect. Выбор держателей позволяет работать с любыми типами оптического волокна или кабеля: волокно в оболочке 0,25 мм, 0,9 мм, 2 мм, 3 мм, волокно со свободным буфером, круглый или плоский DROP-кабель, внутриобъектовый кабель.
К сварочному аппарату Fujikura 86S+ можно подключить одну из двух моделей термострипперов – Fujikura RS02 и Fujikura RS03. Термостриппер RS03 помимо питания от сети 220В, может работать от встроенной аккумуляторной батареи.
Из комплектации исключена подставка SL-01, так как новая конструкция корпуса и ветрозащитной крышки позволяет размещать КДЗС прямо на сварочном аппарате.
Прочие особенности
У электродов появилась новая конструкция, предназначенная для удобства пользователя. Они выполнены в форме картриджа с винтом крепления, который крутится двумя пальцами. Теперь замена электродов может быть выполнена в полевых условиях без использования инструментов и необходимости передачи прибора в сервисный центр.
В новой модели сохранена возможность сваривать волокна с длиной скола всего 5 мм. Для защиты места сварки применяются микро КДЗС производства компании Fujikura, длиной всего 20 мм и толщиной 1,5 мм после термоусадки.
Компания Fujikura разработала и выпускает серию подвариваемых коннекторов разных типов под маркой FuseConnect под различные варианты оболочки. Сварочный аппарат Fujikura 86S+ полностью поддерживает работу с ними.
Новый аппарат больше не комплектуют CD-диском с программным обеспечением. Теперь руководство пользователя на английском языке и приложение для установки программы обновления прошивки Data Connection сохранено в памяти сварочного аппарата и может быть легко установлено на ПК. Для этого надо подключить USB-шнур к компьютеру и аппарату. Аппарат сам предложит войти в режим USB для копирования инструкции и приложения на компьютер. С помощью программного обеспечения Data Connection прошивка аппарата легко обновляется через Интернет.
Аппарат полностью русифицирован и имеет в комплекте подробное руководство пользователя на русском языке.