
Сварочный полуавтомат mig 250 от компании KeyGree был куплен мной для использования сугубо в бытовых целях.
У меня есть опыт работы на профессиональном трёх фазном инверторе, который не может работать от сети 220 вольт.
Я выбрал сварочный полуавтомат mig 250 исходя из моих предпочтений по характеристикам и лимита стоимости за аппарат.
Приобрести данный аппарат можно тут:
Основные и параметры на Сварочный полуавтомат mig 250
| Функция | Параметр | Значение |
| Вид продукции | изделие | MIG-250 |
| Номинальное входное напряжение | В | 1P-220V ± 10% |
| Частота | Гц | 50/60 |
| Номинальная входная мощность | кВА | 7,2 |
| Диапазон регулировки выходного тока | В | MIG:30-250 ММА: 30-225 |
| Напряжение без нагрузки | В | 65 |
| Тип подачи проволоки | Buit-in | 2 роликовый одиночный привод |
| Приемлемый провод | кг | ≤ 5 (≤ D200) |
| Материал может сварить | Нержавеющая сталь, углеродистая сталь, низкая легированная сталь | |
| Толщина сварки | мм | 0,9-10 |
| Эффективность | % | 85 |
| Коэффициент мощности | COSΦ | 0,93 |
| Рабочий цикл | % | 60 |
| Диаметр сварочной проволоки | мм | 0,6/0,8/1,0 |
| Вес нетто | кг | 9,6 |
| Вес брутто | кг | 14,1 |
| Размер машины | см | 47x21x34 |
Инструкция для пользователя на Сварочный Полуавтомат MIG 250
В комплекте с аппаратом пришла инструкция на английском, начало выглядит так:
IGBT INVERTER MULTI FUNCTIONS WELDING
MACHINE (CO2/MIG, MAG, MMA, TIG LIFT, GASLESS FLUX)
PRODUCT MODEL: MIG-250, MIG-250S
USER’S MANUAL
(READ THE MANUAL CAREFULLY BEFORE INSTALLATION, USE & MAINTENANCE)
Мне это не понравилось, решил сделать перевод, поехали:
МНОГОФУНКЦИОНАЛЬНАЯ СВАРКА IGBT ИНВЕРТОРА
МАШИНА (CO2 / MIG, MAG, MMA, TIG LIFT, БЕЗ ГАЗОВЫЙ ПОТОК)
МОДЕЛЬ ИЗДЕЛИЯ: MIG-250, MIG-250S
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ РУКОВОДСТВО ПЕРЕД УСТАНОВКОЙ, ИСПОЛЬЗОВАНИЕМ И ОБСЛУЖИВАНИЕМ)
Каталог
- Советы по безопасности …………………………………………………………. 3
- Общее введение ……………………………………………………………………… 4
- Электрические схемы ……………………………………………………………… 4
- Основные параметры ……………………………………………………………… 5
- Установка …………………………………………………………………………………. 6
- Кабель питания ……………………………………………………………………….. 6
- Выходной кабель питания ……………………………………………………… 6
III. Установка катушки с проволокой ……………………………………………….. 6
- Эксплуатация …………………………………………………………………………… 7
- Способ работы …………………………………………………………………………. 7
- Настройка сварочного тока …………………………………………………….. 7
III. Перечень параметров сварки (для низко углеродистой стали) … 7
- Настройка скорости сварки …………………………………………………….. 8
- Установка сухого удлинения сварного шва …………………………… 8
- Настройка расхода CO2 …………………………………………………………… 8
- Внимание ………………………………………………………………………………… 8
- Условия труда ………………………………………………………………………….. 8
- Советы по безопасности …………………………………………………………. 8
- Техническое обслуживание ……………………………………………………. 9
- Неисправности и ремонт ………………………………………………………. 10
- Источник питания для сварки ……………………………………………….. 10
- Сварочная горелка ………………………………………………………………….10
III. Устройство подачи проволоки …………………………………………………… 11
- Выходной кабель питания ……………………………………………………… 11
ОБЕЩАЕМ
Мы даем торжественное обещание: машина произведена в соответствии с китайскими и международными стандартами качества, в соответствии с международным стандартом безопасности IEC60974-1. Дизайн и технология продуктов защищены патентом. Гарантия на продукцию составляет один год со дня покупки. Пожалуйста, внимательно прочтите руководство пользователя перед работой.
Во время процесса сварки работа может причинить вред вам и другим людям, поэтому, пожалуйста, позаботьтесь о защите. Для получения более подробной информации, пожалуйста, прочтите «Руководство по безопасности оператора» в соответствии с инструкциями производителя по предотвращению несчастных случаев.
Перед работой работник должен пройти профессиональную подготовку.
- Используйте средства безопасности при сварке, разработанные министерством надзора за безопасностью.
- Работник должен быть спец оператором с действующим сертификатом на выполнение сварочных работ по металлу.
- Во время технического обслуживания и ремонта отключите электрическую линию.
Поражение электрическим током: это может привести к травмам и даже к летальному исходу.
- Подключите заземляющий кабель в соответствии со стандартными правилами.
- Избегайте любого контакта с ток ведущими компонентами сварочной цепи, электродами и проволокой голыми руками.
- Оператор должен изолировать заготовку и землю от себя.
- Убедитесь, что рабочее место находится в безопасном положении.
Дым — может быть вреден для здоровья людей.
- Держите голову подальше от дыма и сварочного газа, чтобы не вдыхать его.
- Во время сварки обеспечьте хорошую вентиляцию рабочей зоны
- Излучение дуги: вредно для глаз и кожи.
- Чтобы защитить глаза и тело, надевайте сварочный шлем, рабочую одежду и перчатки.
- Люди в рабочей зоне или рядом с ней должны быть защищены сварочным шлемом и другим защитным оборудованием.
Опасность пожара или взрыва может быть вызвана неправильной эксплуатацией.
- Сварочный огонь пламя может вызвать пожар, пожалуйста, держите легковоспламеняющиеся вещества подальше от заготовки и соблюдайте пожарную безопасность.
- Убедитесь, что поблизости есть огнетушитель, и здесь должен быть профессиональный пожарный, который может уметь обращаться с огнетушителем.
- Не сваривайте закрытую тару.
Не используйте эту машину для размораживания труб.
Горячая деталь может обжечь руку.
- Не прикасайтесь к горячей детали голыми руками.
- Во время непрерывной длительной сварки у сварочной горелки должно быть время, чтобы охладиться.
Магнитное поле влияет на кардиостимулятор.
- Пользователь кардиостимулятора должен держаться подальше от места сварки, пока не получит разрешение врача.
Движущийся компонент может повредить людям.
- Держитесь подальше от движущихся компонентов, таких как вентилятор.
- Держите панель, заднюю панель, крышку и защитное оборудование закрепленными на машине.
Неисправность — вам следует обратиться за помощью к профессиональному работнику, когда вы столкнетесь с какой-либо проблемой.
- Если у вас возникнут проблемы при установке и эксплуатации, проверьте машину в соответствии с руководством по эксплуатации.
- Прочитав руководство по эксплуатации, вы по-прежнему не можете понять или решить проблему, обратитесь за профессиональной помощью к своему поставщику или в сервисный центр нашей компании.
2. Общее введение на Сварочный полуавтомат mig 250
Сварочные аппараты MIG-205DS / MMA / LIFT TIG производятся на основе передовой инверторной технологии. Принцип работы состоит в том, чтобы сначала преобразовать переменный ток 50/60 Гц в постоянный. Затем постоянный ток преобразуется в высокочастотный переменный ток (20 кГц) компонентами IGBT перед выпрямлением.
Машины этой серии имеют следующие особенности:
- Технология инвертора IGBT, управление текущим режимом.
- Обратная связь по замкнутой цепи с постоянным выходным напряжением.
- Хорошая устойчивость к колебаниям напряжения. (+/- 15%)
- Управление электрическим реактором, стабильный сварочный процесс с небольшим разбрызгиванием, глубокая сварочная ванна и красивый сварной шов.
- Медленная подача проволоки для зажигания дуги и удаление шарика наконечника после сварки обеспечивают высокий уровень успешности зажигания дуги.
- Подходит для сварки тонких и средних металлических листов толщиной более 8 мм.
- Небольшие габариты, легкий вес, простота в эксплуатации, практичность и экономичность.
- КПД этой машины выше 85%. Это экономит более 30% энергии по сравнению с обычными сварочными аппаратами.
3. Электрические схемы Сварочный полуавтомат mig 250
4. Главный параметр на:
- Сварочный полуавтомат mig-250
- Сварочный полуавтомат mig-250S
5. Установка Сварочный полуавтомат mig 250
I . Входной кабель питания
Каждая машина оснащена кабелем ввода питания. Подключите кабель к сети переменного тока Однофазный 110 / 220В = ± 10% питания.
Баллон с газом CO2
Надежно соедините баллон с газом CO2 с впускным отверстием для CO2 на задней стороне сварочного аппарата с помощью шланга для подачи газа.
Требуется редуктор — регулятор Agas для газового баллона CO2.
II. Выходной кабель питания

1) Используя функции CO2 / MIG, MAG, вставьте выход кабеля (+/-) в гнездо соединения (+), а зажим заземления в гнездо (-), подключите сварочную горелку к гнезду на передней панели и плотно закрутите.
Тем временем вставьте сварочную проволоку в сварочную горелку вручную с помощью встроенного механизма подачи проволоки.
2) Используя функцию без газа, подключите, пожалуйста, вставьте соединение (+/-) в (-) гнездо, а зажим заземления — в (+) гнездо, подключите сварочную горелку к разъему на передней панели и затяните его.
Тем временем вставьте сварочную проволоку в сварочную горелку вручную с помощью встроенного механизма подачи проволоки.
3) (текст отсутствует)
4) Используя функции MMA и TIG LIFT, вставьте электрододержатель в (+), а зажим заземления — в (-).
III. Установка катушки с проволокой

1) Установите катушку со сварочной проволокой на вал механизма подачи проволоки. Зафиксируйте катушку с проволокой держателем катушки.
2) Выберите подходящий контактный наконечник в соответствии с размером сварочной проволоки.
3) Ослабьте винт прижимного колеса для проволоки и проведите проволоку в канавку ведущего колеса для проволоки через направляющую трубку. Отрегулируйте прижимное колесо, чтобы не было проскальзывания проволоки.
Но слишком большое давление вызовет деформацию сварочной проволоки и повлияет на скорость подачи проволоки.
4) Установите рулон сварочной проволоки против часовой стрелки.

Головная часть сварочной проволоки всегда вставляется в крепежное отверстие на ободе катушки с проволокой, чтобы избежать расшатывания проволоки.
Отрежьте изогнутую часть проволоки перед установкой во время использования, чтобы избежать застревания проволоки.
5) Выберите правильный след канавки подачи проволоки по диаметру сварочной проволоки.
6) Нажмите кнопку

, чтобы вывести проволоку из сварочной горелки.
Комплект на Сварочный полуавтомат mig-250
Сварочные работы

-
В комплект включено
- Кабель длиной 10 футов (3.048 метра) с электрод держателем на 300 А
- 10- футовый кабель с зажимом заземления на 300 А
- Газовый шланг
- Кисть и молоток
- Руководство по эксплуатации
6. Органы управления Сварочный полуавтомат mig 250
I.

- A: Кнопка выбора режима сварки
- B: Кнопка для выбора газа
- C: Кнопка для выбора диаметра провода
- D: Инширование: подача проволоки вручную
- E: Код работы и ошибка
- F: Регулировка напряжения
E: Коды

II. Настройка сварочного тока.
Сварочный ток и напряжение дуги напрямую влияют на стабильность, качество и эффективность сварки. Таким образом, для качественной сварки требуется хорошее согласование сварочного тока и напряжения дуги. Это зависит от диаметра сварочной проволоки, режима капельного переноса и требований к эффективности сварки. Относительно настройки тока и напряжения для обычной сварки, пожалуйста, обратитесь к форме ниже. Относительно различных требований к сварке см. «Таблицу параметров сварки в увеличенном масштабе».
III. Список параметров сварки. (Для низко углеродистой стали)
Толщина заготовки (ММ) |
Рекомендуемый сварочный ток (А) |
Рекомендуемые сварочные напряжения (В) |
| 1,0 | 20-60 | 20.8-22.4 |
| 1,6 | 44-84 | 21.76-23.36 |
| 2,0 | 60-100 | 22.4-24 |
| 2,5 | 80-120 | 23.3-24.8 |
| 3,2 | 108-148 | 23.4-24.93 |
| 4,0 | 104-180 | 24.6-27.2 |
IV. Настройка скорости сварки
Скорость сварки влияет на качество и эффективность сварки. Более высокая скорость сварки означает меньшую газовую защиту, более высокую скорость охлаждения, меньшую гибкость и меньшую гибкость сварочного шва. Более низкая скорость сварки может привести к прожиганию заготовки и вздутию сварного шва. При фактическом производстве поддерживайте скорость сварки менее 30 м / ч.
V. Настройка сухого удлинения сварочной проволоки.
Более сухое вытягивание сварочной проволоки означает более глубокое проплавление, более быстрое плавление сварочной проволоки и более высокую эффективность производства. Но чрезмерная длина сухого удлинения может вызвать выгорание проволоки и выплескивание капли. Таким образом, при фактической сварке всегда выбирается длина, в 10 раз превышающая диаметр сварочной проволоки.
VI. Настройка расхода CO2

Расход CO2 рассчитан на эффект защиты от газа.
Кроме того, газовая защита при внутренней угловой сварке лучше, чем при наружной угловой сварке. Поэтому следует выбирать меньший расход газа.
Для конкретных цифр, пожалуйста, обратитесь к форме ниже.
Выбор расхода CO2
Режим сварки |
Тонкая заготовка / экран CO2 |
Толстая заготовка / экран CO2 |
Толстая заготовка/ сильноточный / CO2-экран |
| Расход CO2 (л / мин) | 5 ̴ 15 | 15 ̴ 25 | 25 ̴ 50 |
7. Внимание при использовании Сварочный полуавтомат mig 250
1. Рабочая среда.
- Окружающая среда должна быть сухой, а влажность воздуха не должна превышать 90%.
- Температура должна быть от -10*C до 40*C.
- Избегайте сварки под дождем или горячим солнцем, не допускайте попадания воды или дождя в машину.
- Не работайте в пыльных местах или агрессивных парах.
- Избегайте использования машины в условиях сильного воздушного потока.
2. Безопасные советы.
Машина оборудована устройством защиты от перенапряжения, перегрузки по току и перегрева. Если напряжение, выходной ток и температура превышают стандартные, машина перестанет работать. Кроме того, чрезмерное использование машины из-за превышения напряжения может привести к ее повреждению, поэтому, пожалуйста, обратите внимание на следующее:
(1). Обеспечьте хорошую вентиляцию.
Во время работы машина будет генерировать высокую температуру, и ей потребуется помощь вентилятора для охлаждения машины. Поэтому пользователи, пожалуйста, убедитесь, что вентиляционное отверстие не заблокировано и не закрыто. Между тем, держите предметы вокруг машины на расстоянии не менее 0,3 м. Сохранение воздушности помогает быстрее снизить температуру и обеспечивает более длительный срок службы машины.
(2). Токовая перегрузка запрещена.
Пристальное внимание следует уделять допустимому току нагрузки (доступному рабочему циклу), чтобы сварочный ток был ниже максимально допустимого. Перегрузка по току значительно сокращает срок службы машины или даже приводит к ее повреждению.
(3). Перегрузка по напряжению запрещена
Напряжение источника питания указано в «Таблице основных параметров». В нормальных условиях схема автокомпенсации в аппарате помогает поддерживать сварочный ток в допустимом диапазоне. Перегрузка по напряжению приводит к повреждению машины, поэтому необходимы профилактические меры.
(4). Кабель заземления подключается к земле.
На задней панели рядом с винтом заземления есть отметка. Перед использованием машины выберите провод (площадь поперечного сечения более 6 мм2) для соединения винта заземления с землей, чтобы избежать поражения электрическим током и снять статическое электричество.
(5). Отсутствие перегрузки стандартного номинального рабочего цикла.
Когда он перегружает стандарт, машина перестанет работать из-за перегрева внутри машины. После остановки и отдыха в течение некоторого времени машина снова может работать.
8. Обслуживание Сварочный полуавтомат mig 250
1). Нижеприведенные операции должны выполняться профессиональным оператором, обладающим электротехническими и безопасными знаниями и квалификационным сертификатом. Перед открытием машины убедитесь, что входной провод машины не подключен к источнику питания.

2) Своевременно проверяйте соединительную цепь внутри сварочного аппарата, убедитесь, что все соединения правильные, стабильный разъем (особенно на штекерном соединителе или компоненте). Если кто-то покрылся ржавчиной или отсоединился, удалите ржавчину или оксидную пленку наждачной бумагой, снова подключите ее и закрепите соединение.
3). Не приближайтесь к электронному компоненту (например, вентилятору) внутри машины руками, волосами и другими инструментами, когда машина находится под напряжением.
4). Избавьтесь от пыли с помощью сухого сжатого общего воздуха. Если машина работает в условиях густого дыма и загрязненного воздуха, ежедневно удаляйте пыль. Сжатое давление должно быть на рабочем уровне, чтобы избежать повреждения компонентов.
5). Постарайтесь, чтобы вода и водяной пар не попадали внутрь машины. Если вода попала внутрь машины, немедленно просушите ее. Затем проверьте состояние изоляции сварочного аппарата (включая каждое соединение или между соединениями и кожухом). Если все в порядке, продолжайте работу.
6). Проверить все покрытие сварочного кабеля в целом. Любой износ, пожалуйста, свяжите или замените.
7). Пожалуйста, храните сварочный аппарат в оригинальной упаковке в сухом месте в течение длительного времени без использования.
9. Неисправности и ремонт Сварочный полуавтомат mig 250
Техническое обслуживание и устранение неисправностей имеют решающее значение для оптимизации работы машин и обеспечения безопасных рабочих условий. При проведении технического обслуживания и поиска неисправностей обращайте внимание на следующие детали и точки и проверяйте их:
- сварочная горелка,
- износ запасных частей в устройстве подачи проволоки,
- деформация и газовое отверстие.
Очистите пыль с некоторых деталей или замените при необходимости. Чтобы сохранить первоначальную функцию машины, покупайте оригинальные запасные части только в нашей компании.
I. Сварочный источник питания
Место нахождения |
Ключевые моменты проверки |
Замечание |
| Передняя панель |
2. Убедитесь, что индикатор включения работает правильно. |
|
| Вентилятор | 1. Проверьте, правильно ли работает вентилятор или слишком много шума. | Проверка необходима при обнаружении аномального шума или отсутствия вращения. |
| Источник питания |
3. Проверьте следы перегрева, например изменение цвета хлора. |
|
| Внешняя область |
2. Проверьте надежность крепления полки и других закрепленных деталей. |
II. Сварочная горелка
Место нахождения |
Ключевые моменты проверки |
Замечание |
| Сопло | 1. Установлен ли он прочно или деформирована передняя часть. | Это приводит к пузырям. |
| 2. Прикреплен ли он какими-то брызгами. | Это приводит к возгоранию сварочной горелки (рекомендуется применение средства, предотвращающего разбрызгивание). | |
| Контактная информация | 1. Надежно ли установлено | Причина повреждения фонаря |
| 2. Повреждение конца, износ или заедание отверстия. | Причина нестабильной дуги или обрыва дуги | |
| Проводящая трубка | 1.Проверьте размер экструзионной части | Замените его, если его длина меньше 6 мм.
Слишком короткое выдавливание может вызвать нестабильную дугу (при замене сделайте ее немного длиннее регулируемой). |
| 2. Проверьте соответствие диаметра сварочной проволоки и внутреннего диаметра контактной трубки. | Их непригодность может вызвать нестабильную арматуру. Поменяйте его в подходящую ванну. |
| Проводящая трубка | 3. Проверьте изгибаемые или удлиненные детали. | Причина плохой подачи проволоки или нестабильного арсенала. Пожалуйста, замените его. |
| 4. проверьте грязь внутри трубки и остатки проволочной оболочки. | Причина плохой подачи проволоки или нестабильного арсенала.
Пожалуйста, очистите угольным маслом или замените его. |
|
| 5. Проверьте повреждение трубки и износ уплотнительного кольца. | Это может вызвать брызги. Замените поврежденный. | |
Газовый диффузор |
1. Проверьте, вставлен ли он или заблокирован. Проверьте пригодность, если она приобретена у других поставщиков. | Это может привести к плохой газовой защите, дефекту сварки или возгоранию сварочной горелки и т. Д. Пожалуйста, обращайтесь с этим должным образом. |
III. Проволочный питатель
| Место нахождения | Ключевые моменты проверки | Замечание |
Натяжной рычаг |
1. Установлено ли подходящее давление. | Причина нестабильной подачи проволоки или нестабильной дуги. |
Направляющая трубка для проволоки |
1. Проверьте фрагмент сварочной проволоки и порошок на входе в направляющую трубку и обод колеса механизма подачи проволоки. | Очистите фрагмент. Выясните причину и устраните ее. |
| 2. Проверьте соответствие диаметра сварочной проволоки и внутреннего диаметра контактной трубки. | Причина нестабильности дуги, фрагмента сварочной проволоки или порошка. | |
| 3.Визуально проверьте входной центр направляющей трубки для проволоки и центр канавки на ролике подачи проволоки. | Несоответствие их может вызвать сварочный порошок проволоки и нестабильную дугу. | |
Проволочное приводное колесо |
1. Проверьте соответствие фактического диаметра вельдинговой проволоки номинальному диаметру колеса механизма подачи проволоки. | 1. Это вызывает подачу проволоки, заклинивание трубки подачи проволоки и нестабильную дугу. |
| 2. Проверьте заедание канавки колеса подачи проволоки. | 2. замените его, если обнаружено необычное явление. | |
Колесо давления |
1. Проверить стабильность вращения, износ плоскости пресса и сужение плоскости контакта. | Это вызывает плохую подачу проволоки. Кроме того, это вызывает нестабильную дугу. |
IV. Выходной кабель питания
Место нахождения |
Ключевые моменты проверки |
Замечание |
Кабель сварочной горелки |
2. Проверьте надежность крепления металлического разъема устройства быстрой сцепки. |
2. Слишком большая подача проволоки с изогнутым кабелем может привести к нестабильному электрическому напряжению. Поэтому, пожалуйста, выпрямите его во время сварки. |
Кабель выходной мощности |
2. Проверьте обнаженность (повреждение изоляции) и надежность соединения кабеля (разъем источника сварочного тока и подключение кабеля к заготовке). |
Должны быть приняты надлежащие меры контроля для обеспечения безопасности тела и стабильности сварки. Обычная проверка — общая и простая Регулярная проверка — тщательная и полная |
Кабель питания |
Убедитесь, что входные и выходные клеммы распределительной коробки надежно подключены.
4. Изношен, поврежден или обнажился изоляционный слой. |
 |
Заземляющий кабель |
1. Проверьте обрыв цепи и подключение заземляющего кабеля источника питания сварочного аппарата. 1. Проверьте разрыв цепи и подключение заземляющего кабеля обрабатываемой детали. |
безопасность, необходимо выполнить общий безопасность, необходимо выполнить общий осмотр. |
Всё что не понятно, обращаемся к поставщику.
Если Вам есть что сказать касаемо данного аппарата, оставьте отзыв в разделе Коментарии.
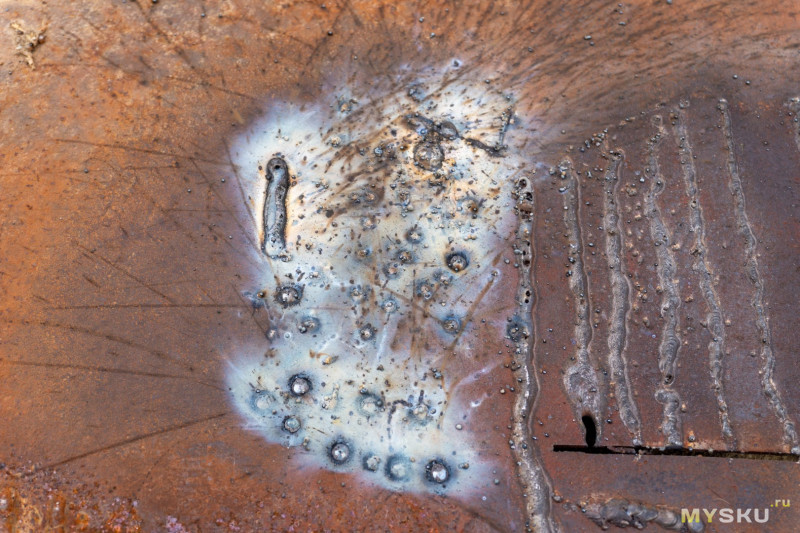
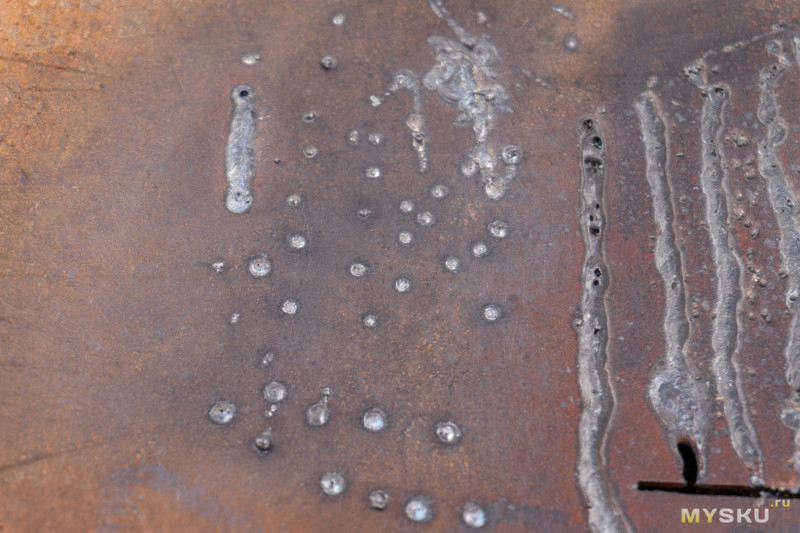
Аппарат опробовал, результатом доволен.
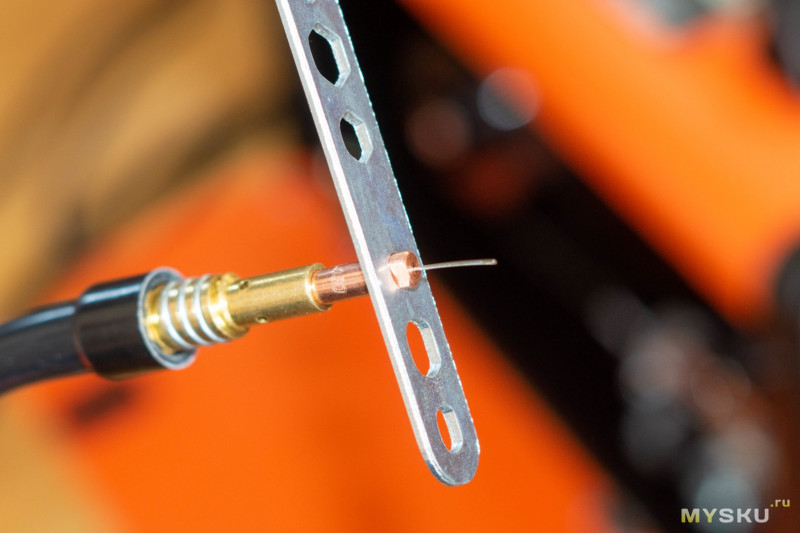
Для подтверждения на фото две прихватки на 20 ой профильной трубе 1,5 мм
Отзыв покупателя
Ссылка на Сварочный полуавтомат mig 250 от компании KeyGree
Полуавтоматический сварочный аппарат HITBOX MIG-250 3 в 1Tig Mig мини инвертор — купить по
HITBOX 220 В купить полуавтоматический аргонно сварочный аппарат 4 в 1Tig Mig мини сварочный инвертор сварочный аппарат MIG 250


Характеристики для MIG 250:
【 3 в 1 MIG инвертор Welder】: новая модель сварочного аппарата с цифровой регулировкой. 180Amp DC инвертор сварщик имеет 3 функции сварки: MIG, ARC и LIFT TIG. Мощный DC 24V осевой вентилятор Охлаждающий безгазельный сварочный аппарат mig soonly. 2T/4T режим сварки позволяет
HITBOXMIG250NEW для быстрой точечной сварки и непрерывной вытяжной сварки.
【Аппарат с индукцией  третья ручка) может эффективно уменьшить брызги или увеличить расплавленный бассейн
третья ручка) может эффективно уменьшить брызги или увеличить расплавленный бассейн
【 Поддержка газа и газа 】: сварочный аппарат MIG может поддерживать газовые и безгазообразные сварочные работы, выберите свой метод сварки! Совместим с 1/5 кг, 0,8/1,00 мм флюсовой сердцевины провода. Мы также добавили новую функцию регулировки скорости подачи проволоки, чтобы сделать сварку более профессиональной. Совместимый Диаметр электрода: 2,5 2,5/3,2/4,0.
【Цифровой регулятор 】: «режим» переключатель MIG/ARC/LiftTIG функция, Регулировка тока и напряжения свободно. Новый интерфейсный дисплей делает сварочную работу точной и удобной. HITBOX MIG250 Stick welder имеет свою собственную функцию автоматического снижения напряжения для уменьшения потери Сварочного Провода.
【Свариваемые материалы 】: применимые профили: углеродистая сталь, оцинкованная углеродистая сталь, нержавеющая сталь. Применимая толщина: 0,8-8 мм (MIG) , 1-12 мм (ARC), для детей возрастом 1-6 мм (TIG ). Новый эффект индуктивности может регулировать мягкость и твердость дуги. Облегчают рабочие привычки каждого сварщика.
【 Гарантия 1 год 】:
HITBOXФокусируется на промышленности сварочного аппарата в течение 8 лет. Сварочный аппарат MIG250 обеспечивает отличную гарантию. Если у Вас возникли какие-либо проблемы при использовании этой машины, пожалуйста, сначала свяжитесь с нами. Наш онлайн 24 часа в сутки обслуживания клиентов поможет вам решить ваши проблемы. Просто будьте уверены, чтобы купить.
|
Товар/модель |
MIG250 |
|
Входное напряжение |
AC230V ± 15% |
|
Напряжение без нагрузки |
64 в |
|
Входная мощность |
5,9 кВА |
|
Сварочный ток rangeMMAA(A) |
30 ~ 180 |
|
Дальномер сварочного тока (а) |
20 ~ 180 |
|
Диапазон сварочного напряжения (MIG)(A) |
30 ~ 160 |
|
2T/4T |
Да |
|
Функции MMA |
Встроенный Горячий старт, дуговая сила, антипригарная и VRD |
|
Диапазон скорости подачи проволоки (м/мин) |
2 ~ 14 |
|
Номинальный рабочий цикл |
20% |
|
Общая эффективность |
85% |
|
Класс корпуса |
IP21S |
|
Мощность фактор COSφ |
0,72 |
|
Класс изоляции |
IEC60974-1 / EN60974-1 |
|
Шум (дБ) |
<70 дБ |
|
Применимый электрод/провод (мм): |
1,6-4,0 (1,6-4,0 мм сварочный пруток) 6013 может использоваться очень хорошее, а также 7018) 0,6/0,8/0,9/10 |
|
Аппликатор |
5 кг/1 кг |
Посылка:
(MIG250)
1х сварочный аппарат Mig-250
1X MB15 Mig фонарь (длина его 3 м)
1X держатель электрода
1X Заземляющий зажим
1 газовая трубка
1X Руководство пользователя
1х флюс провод 1 кг
(Вы можете иметь tig пистолет включен, если вы выбираете вариант, который включает tig пистолет)
Характеристики:
MMA/TIG/MIG/Gasless самоэкранированная дуговая сварка (стандарт)
MIG функции: инчинг, 2T/4T, регулировка индуктивности и дополнительный шпулечный интерфейс
Функции MMA: Встроенный горячий запуск, дуговая сила, антипригарная и VRD
Функции TIG: подъемник tig, антипригарный и VRD









Напоминание о кэшбэке: Что бы получить кешбек при покупке этого или другого товара на Aliexpress. Авторизуйтесь или зарегистрируйетсь в кэшбэк-сервисе, далее появиться подробная инструкция как получать кэшбэк при покупках на Алиэкспресс.

Отзывы покупателей
*о других товарах
Отзывы
Здесь вы можете оставить свой отзыв о данном товаре.
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики.
Продолжая посещать сайты проектов вы соглашаетесь с нашей
Политикой в отношении файлов cookie
Данную модель я абсолютно искренне могу назвать самой любимой в этом ценовом диапазоне. Имеется куча настроек для каждого режима работы, которых тут три: MMA, MIG и TIG и каждый из них работает отлично. Для MIG есть режим Synergic, который значительно упрощает настройку новичкам, а так же точечная сварка со временем импульса 0.1-5с и режим работы с алюминиевой проволокой.

Поставляется в картонной коробке со скромным принтом, сам аппарат укрыт поролоновой вставкой, а допы помещены в отдельную коробочку
В комплекте провода ММА длиной 3 метра, трубка подачи газа, рукав MIG, дополнительный ролик подачи, ключ, тефлоновый боуден и катушка флюсовой проволоки весом 1кг

На лицевой стороне корпуса расположены элементы управления, чуть ниже коннекторы для подключения проводов
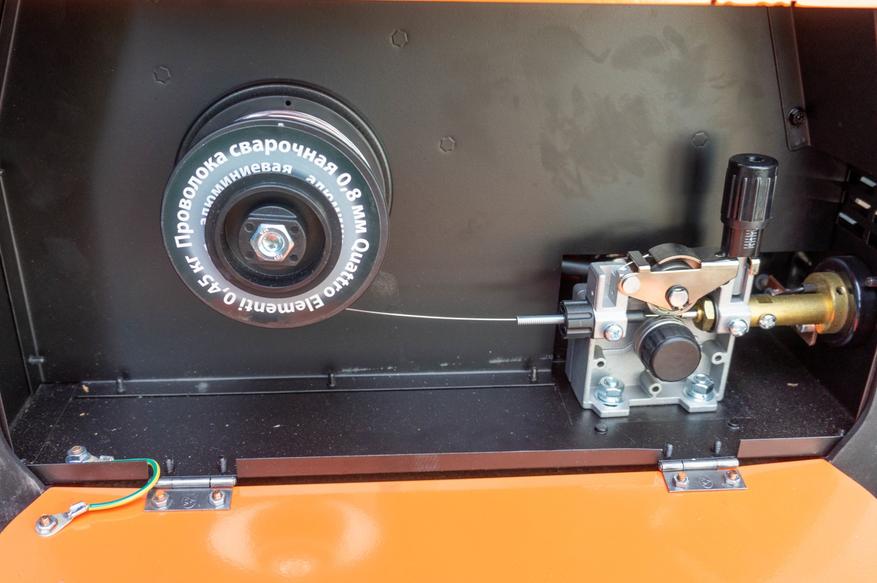
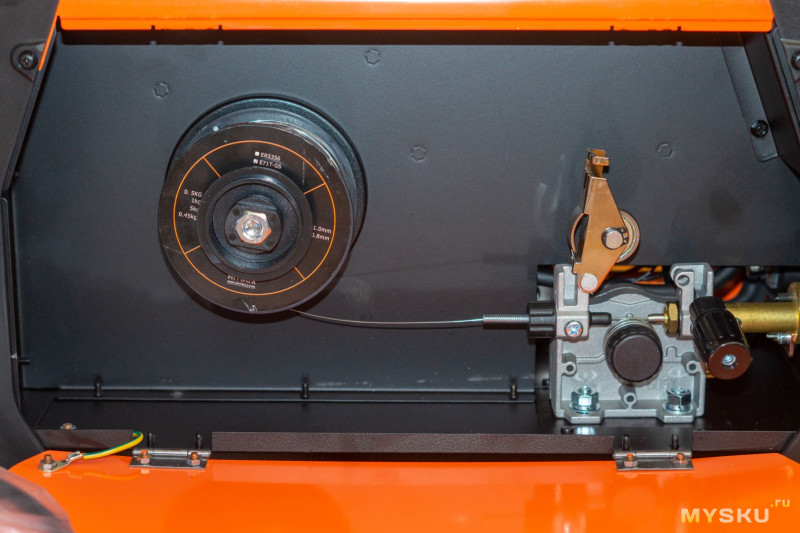
Сзади массивная кнопка включения с пыле/влагозащитой, бумажка с основными характеристиками, фитинг подачи газа и 80мм вентилятор. Сбоку откидная крышка, в отсек влазит 5кг катушка проволоки, механизм подачи металлический, дополнительно усилен толстой пластиной снизу
Тефлоновый боуден необходим для работы с алюминием, в горелку уже вставлен обычный для стали
Так же докинули ролик подачи для 1 и 1.2мм проволоки, комплектный для 0.8 и 1мм
Кабели массивные, но гибкие в питании три провода по 2.5 квадрата, масса и рукоять ММА по 16 квадратов. А вот рукав ММА жестковат, но это необходимая мера из-за возможности использовать алюминиевую проволоку, чтобы её не закусывало на сгибах
Подготовка к работе не занимает много времени, нужно только закрутить на место коннектор ММА, поставить катушку, протянуть кончик проволоки в боуден, прижать её роликом и нажать на кнопку подачи. Несколько секунд скорость протяжки будет низкой, но после ускорится до максимума, что ускоряет «заправку»
От обилия элементов управления разбегаются глаза, но на самом деле это удобнее, чем перебирать часто используемые параметры по очереди в меню. Да и логично всё, основные настройки корректируются по центру, тут можно выбрать тип сварки, 2Т, 4Т и режим Spot. Если активен Synergic, появляется выбор диаметра проволоки и её типа. Внизу расположили два энкодера для регулировки напряжения и скорости подачи/тока(если активен Synergic), а так же потенциометр индуктивности

Левая верхняя кнопка позволяет войти в память устройства, в которой хранится 10 ячеек данных. Удобно, когда часто приходится работать с определенным типом и толщиной металла, можно в несколько кликов быстро подстроить все параметры

Если включить питание, удерживая кнопку выбора режима, можно попасть в меню тонкой настройки

Для каждого типа сварки можно отрегулировать множество параметров, такие как форсирование, горячую дугу, пост/препродувку, burn-back и т.д.
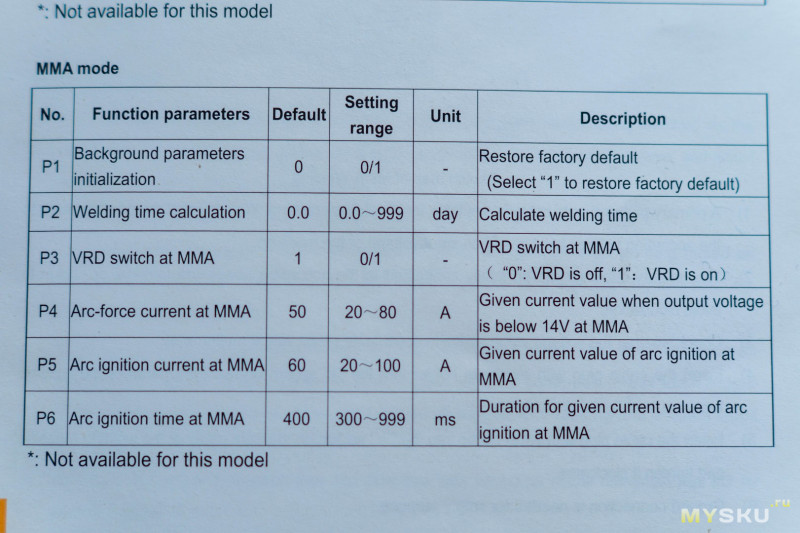
Минимальны ток, который может выдать HITBOX MIG 200II, всего 20А, даже для 1.6мм рекомендуемый 35-60А. А у меня еще и тоньше 2мм не было. Оставил стоковые параметры: force 50, hot start 60 на 400мс, благодаря чему дуга бодренько разгоралась и сварочная ванна даже формировалась, а еще практически не было звука разряда, только потрескивание обмазки электрода. Необычно )

При 50А стало намного лучше, даже при окунании электрода в ванну дуга не затухала
3мм электрод при 50А как ни странно, не залипает, да и дуга держится как у 2мм при 20А, так что можно медленно работать если вдруг «двойки» внезапно закончились
Поднял ток до 90А, процесс пошел замечательно, ванна широкая, горячая
При 120А нужно тянуть шов очень быстро, иначе будет прожигать

Ну и на максимальных 160А электрод превращается в резак

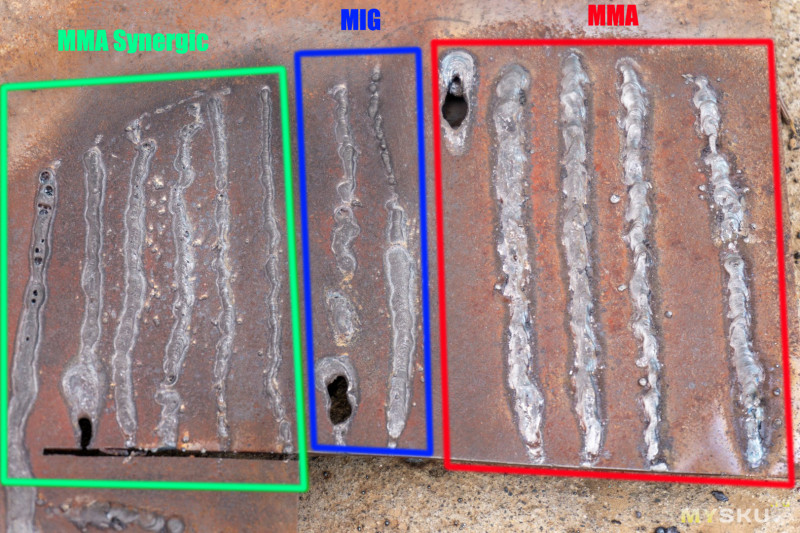
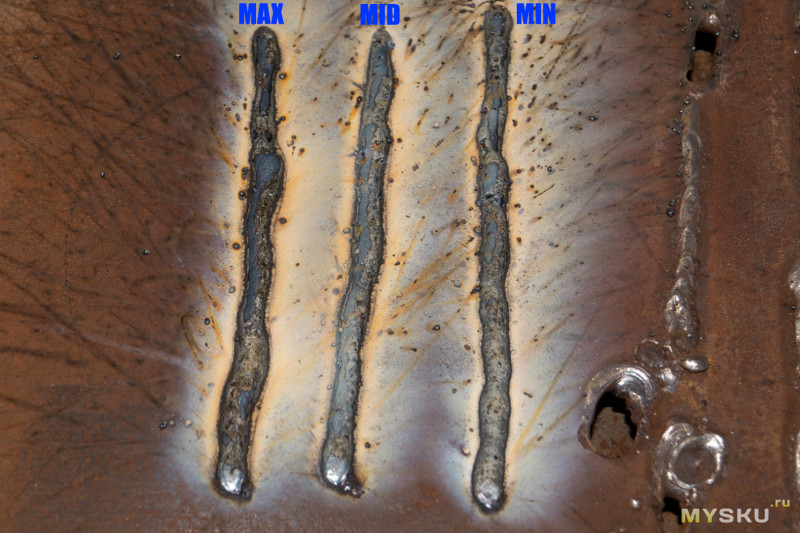
Вот что получилось, смотреть справа налево. Даже при 20А прогрев оказался достаточным, но это потому что очень медленно вёл электрод, а вот 3мм при 50А(второй шов) внизу уже плохо проварил, тут поторопился. 90 без нареканий, 120А на грани проплавления, 160 сразу прожег отверстие
Для MIG не буду закидывать кучу анимаций для небольших промежутков напряжения и подачи, иначе их будет слишком много, только покажу как аппарат ведет себя на неправильно и правильно настроенных параметрах.
При минимальной мощности напряжение составляет 11В, а подача 1.5м/мин, двухмиллиметровую пластину не прогревает совсем

Если просто увеличить напряжение, ничего хорошего так же не получится, дуга будет ярче, горячее, но нестабильной из-за того, что проволока успевает сгореть быстрее, чем расплавится ванна

Увеличиваем подачу вдвое до и уже получаем сносный результат, валик наращивается нормально
Если выкрутить напряжение до 26В, а подачу до 14м/мин, пластину прожигает
Освоиться не сложно, есть таблицы напряжения/подачи в зависимости от используемой проволоки и толщины заготовки, так же со временем приходит опыт и уже по памяти начинают выставляться идеальные значения.
Но есть тут и режим для ленивых, который называется Synergic. При его включении нужно будет выбрать тип и толщину проволоки, вместо подачи вторым энкодером настраивается нужный ток, электроника сама подбирает оптимальные значения напряжения и скорости подачи проволоки. Но при необходимости можно левым энкодером откорректировать напряжение в пределах +/- 3В

Выкрутил ток в минимум, для моей проволоки получилось 45А при 12.7В, заготовку конечно не прогревает, дуга хоть и небольшая, но стабильная, так что для какой-нибудь жестянки пойдёт

Поднял до 80А(ближе к току ММА для этой же заготовки), уже неплохо, пластину проварило на всю глубину

При 140А выставляется напряжение 18.5В, горелку вести приходится быстро, иначе пластину прожигает

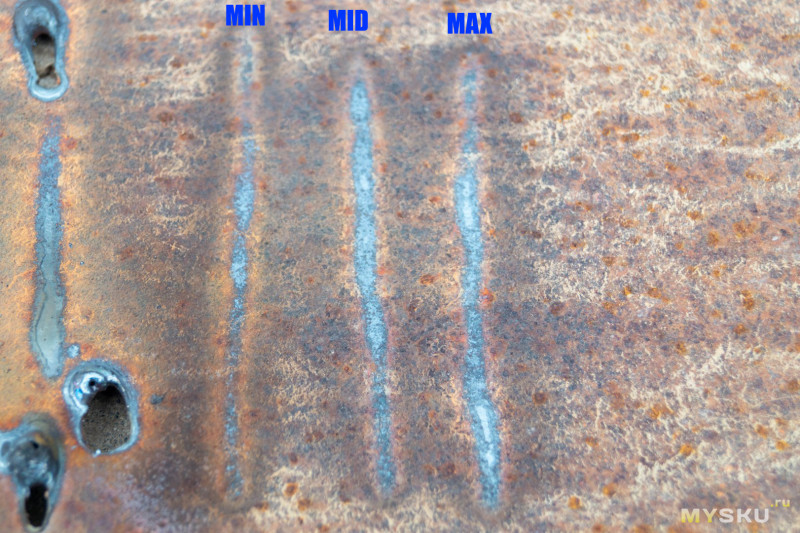
Вот что вышло, заплевало конечно пластинку знатно, но после щетки выглядит не так плохо. На всякий случай подписал где какой режим использовался
А что же индуктивность, влияет ли правый потенциометр на результаты или его установили чтобы аппарат выглядел солиднее? Давайте проверим на практике.
Первый шов с минимальной индуктивностью, время 14 секунд
Второй шов со средним значением, старался выдерживать одинаковую температуру, как показало видео, время прохода сократилось до 13 секунд, а значит нагрев увеличился

Ну в крайнем правом положении проход был еще на секунду быстрее и составил 12 секунд
Несмотря на то, что при максимальном значении протяжка была быстрее, провар получился глубже и валик растёкся сильнее, а значит индуктивность действительно работает и может быть использоваться по ситуации
2Т и 4Т режимы есть во многих аппаратах, первый это классика, нужно держать кнопку для подачи проволоки, во втором достаточно нажать её один раз и дуга будет поддерживаться либо до повторного нажатия, либо до отнесения горелки от детали. Но в этой модели имеется еще и Spot, он ограничивает время импульса до определенного значения.
Вот, к примеру, 1/10 секунда, очень удобно прихватывать таким образом заготовки из тонкого металла

Из коробки оно составляет 0.5с

Можно накрутить импульс до 5 секунд, подойдет для создания равномерных прихваток для толстого металла

На первом фото много грязи, но после щетки видно, что точки получились довольно аккуратные, импульсом 0.5с при 15В и 75А даже проварило 2мм пластину
За время тестирования сопло испачкалось не очень сильно, я не использую спреи, просто протираю тряпочкой
С обычной проволокой результат получается гораздо чище, ведь шов защищает газ, который в отличии от флюса не оставляет следов. Главное не забыть изменить полярность

А еще неплохо было бы проверять подачу газа, ведь без него результат получается не очень
Как-то так

Потом понял в чем был косяк и со второй попытки получил неплохой шов

Не идеально конечно, я только учусь, но заметно лучше того, что слева. Никаких щеток, сразу получается чисто

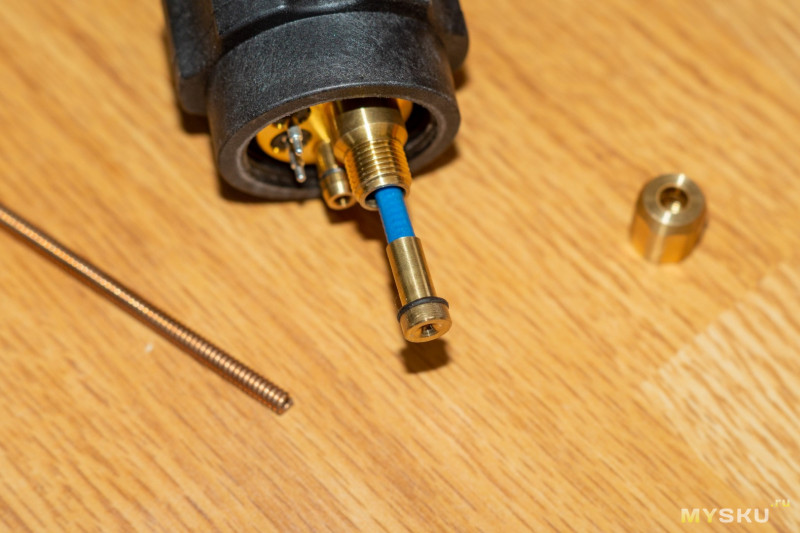
Если есть необходимость варить алюминий, придется заменить боуден на тефлоновый, иначе мягкую проволоку может заминать. Для этого нужно открутить гайку подачи в коннекторе, извлечь стоковый, обрезать тефлоновый на такую же длину, вставить его на место, и затянуть гайку, процесс занимает меньше минуты
Само собой, нужно заменить и проволоку, так же носик в рукояти должен быть на размер больше её диаметра, т.к. алюминий больше стали расширяется при нагреве и будет заклинивать в носике аналогичного размера. При диаметре проволоки 0.8мм, я использовал носик 1мм, который шел в комплекте. Тоже приемлемо, хоть и не желательно
При переключении в режим работы с алюминием, синергик не дает выбрать диаметр проволоки ниже 0.9мм, так что поверхность толком не прогрелась и на неё просто наляпывало проволоки

Но видно, что оксидная плёнка снимается, а значит надежда есть

Так что левым энкодером добавил напряжение +3В и получил более-менее нормальный результат
Не идеально конечно, но я с алюминием никогда не работал раньше и вполне можно сделать лучше, но аргона было мало и мне не удалось нормально потренироваться. Оксидная плёнка дугой обратной полярности снимается нормально, обратите внимание на блестящий ореол внутри нагара
Кому больше нравится видео, а не анимации, вот нарезка с тестирования
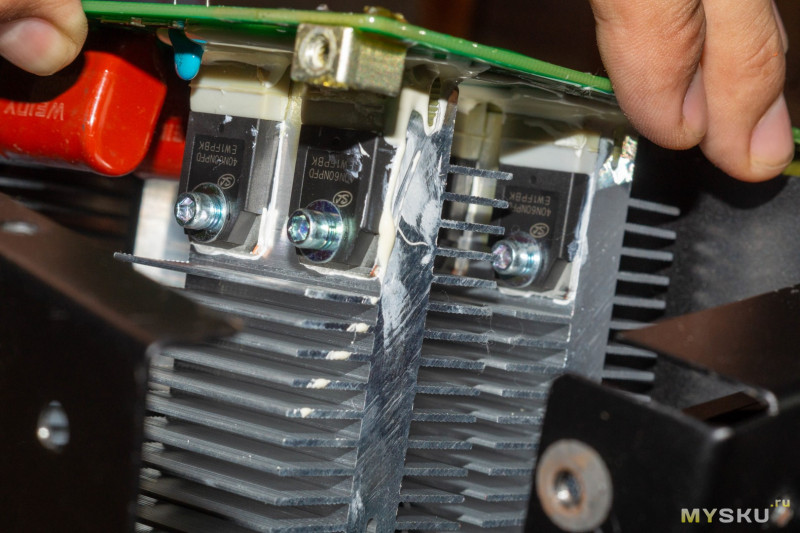
Платы аккуратные, сборка модульная на коннекторах, кнопка выключения четырехконтактная, рассчитана на ток 30А
Конденсатора 3 штуки, номиналом 400В 470мкФ, на радиаторах 4 транзистора 40N60 и диоды 25U20
Мне аппарат очень понравился, в любом из тестируемых режимов получается отличный результат, в режиме Synergic с настройкой справится даже новичок. Spot стал для меня приятным открытием, оказывается очень удобно ограничивать время импульса, получая равномерные пятна провара. Недавно приваривал тонкую пластинку к толстой трубе, по всей длине точками прошелся, в итоге руками оторвать не смог, так что думал даже не заваривать полностью и оставить как есть.
Выбрал комплектацию без TIG рукава, т.к. без полноценной циклограммы скептически к нему отношусь, в этом случае проще взять чего-нибудь бюджетное для начинающих, например, модель из этого обзора
Купон HITBOXMTBGLW дает скидку $10 проверить наличие и цену MIG 200II
Продолжаю развивать тему сварочных аппаратов. Ранее были бюджетные образцы, в этот раз удалось протестировать более продвинутую IGBT(не путать с LGBT) модель, которая поддерживает три типа сварки: MMA, TIG и MIG, при чем может работать как с флюсовой проволокой, так и с полноценной, в том числе алюминиевой диаметром 0.6-1мм. Так же имеется режим Synergic, заметно упрощающий настройку и режим точечной сварки. Под катом подробно пройдемся по каждому режиму и настройкам, в том числе скрытых от глаз пользователя. Осторожно, куча фото и гифок (вдруг у кого трафик ограничен).
Характеристики
Производитель: HITBOX
Модель: MIG200 II
Технология инвертора: IGBT
Входное напряжение: 220В ±15%
Частота: 50/60 Гц
Максимальное выходное напряжение: 60В
Рабочий цикл: 25%180А, 60% 116А, 100% 90А
Рабочий диаметр проволоки: 0.6-1мм
Скорость подачи: 1.5-14 м/мин
Размер: 425*183*290мм
Вес в сборе: 12кг
Дополнительные режимы: 4T, Spot, Synergic
Распаковка и внешний вид
Курьер привез коробку с логотипом HITBOX и легким намеком насчет содержимого

Внутри в пенопласте был сварочный аппарат, инструкция и дополнительная коробка

В которой оказались расходники

Комплект состоит из пары проводов для режима MMA, рукав для MIG, катушки флюсовой проволоки диаметром 0.8мм, а так же набора для перехода на алюминиевую проволоку диаметром 0.9мм. Ну и инструкция есть, при чем довольно объемная

С тыльной стороны находится выключатель, трубка для подачи газа, серийный номер, бумажка с характеристиками и перфорация под 100мм вентилятор

На лицевой расположены 6 кнопок, два энкодера и один потенциометр, о них поговорим позже

Чуть ниже находятся разъемы для подключения проводов

Основной контакт MIG выведен из корпуса для возможности быстрой смены полярности. При использовании проволоки с флюсом необходима прямая полярность, а без флюса обратная(при работе с алюминием тоже)

Разъем для рукояти имеет каналы для подачи проволоки и газа, а так же два контакта, идущие на кнопку

Боуден при желании можно заменить на другой
В комплекте есть тефлоновая трубка специально для работы с алюминиевой проволокой

Так же необходимо будет заменить сопло на 1мм, которое так же есть в пакетике, при этом используется проволока диаметром 0.9мм, чтобы ей было куда расширяться при нагреве

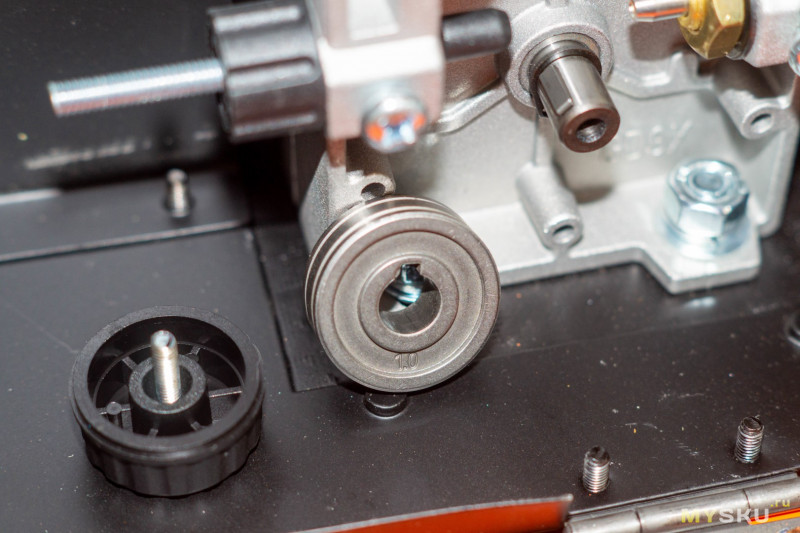
Запасной ролик с двумя U-образными канавками под 1 и 1.2мм

Комплектное сопло 0.8мм

Рукоять массивная, в руке лежит удобно

Провод тоже довольно толстый, но оно и понятно, внутри две трубки и три провода, включая силовой

В кабеле питания три жилы по 2.5 квадрата

В массе и ручке MMA 16 квадратов

Если сравнивать с моделью MIG 145, обозреваемая выглядит заметно массивнее

Первое включение и настройка
Выключатель массивный с резиновой изоляцией, в перчатках нащупать будет не проблема
Левая кнопка отвечает за выбор режимов сварки между MMA, TIG и MIG

В MMA напряжение постоянно, первый энкодер ни на что не влияет, второй регулирует ток, третий идукцию
Аналогично и в TIG можно менять только рабочий ток(есть дополнительные настройки, но о них ниже)

А вот в MIG уже напряжение регулируется в диапазоне 11-26В, вторым энкодером корректируется подача проволоки от 1.5 до 14м/мин, диаметр и тип в ручном режиме не выбирается

Можно еще выбрать тип подачи между 2Т(классика), 4Т, в котором достаточно однократно нажать кнопку и аппарат варит до повторного нажатия или до срыва дуги, а так же Spot для прихватывания заготовок точками
Кнопкой рядом с вольтметром можно войти в параметры и выставить время импульса от 0.1 до 5с

Для менее опытных или более ленивых сварщиков придумали режим Synergic, включив который необходимо выбрать диаметр проволоки и её тип, после чего левым энкодером можно будет откорректировать значение напряжения в диапазоне ± 3В
Средний энкодер уже будет настраивать не скорость подачи, а максимальный ток, при смене этого параметра автоматически будет подстраиваться как напряжение, так и подача

Так же они будут меняться при выборе типа проволоки и ее диаметра
Ещё кнопкой рядом с вольтметром можно войти в выбор сохраненной ячейки памяти, всего их 10 штук
Для сохранения данных необходимо выбрать ячейку, выставить нужные параметры и подождать 20 секунд
После чего можно пользоваться готовыми предустановками, они сохраняются при выключении питания

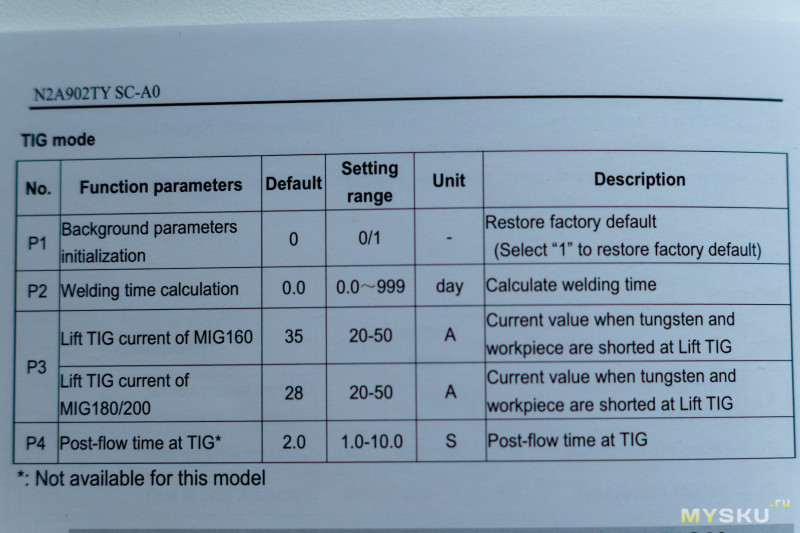
Если кому-то показалось, что настроек слишком мало, во «взрослых» моделях ведь есть продувка до дугообразования, во время охлаждения шва, отжиг проволоки(Burn Back). Здесь тоже всё это есть, только немного спрятано, чтобы не нагружать пользователя лишней информацией. Для входа в меню тонкой настройки аппарата, нужно перед включением зажать кнопку выбора режима сварки(2Т/4Т/…) до появления надписи P1

Для каждого типа сварки пункты отличаются, для MMA их 6

Для TIG всего 4
Но самый важный это пусковой ток, который позволит не палить электрод при неудачном поджиге
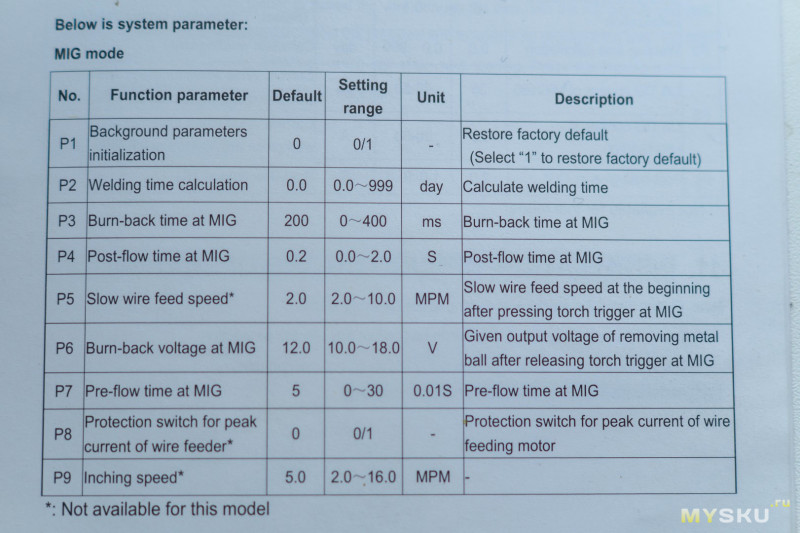
Для MIG 9 пунктов

Вот тут уже и Burn Back и pre/post-flow и скорость «холостой» подачи проволоки
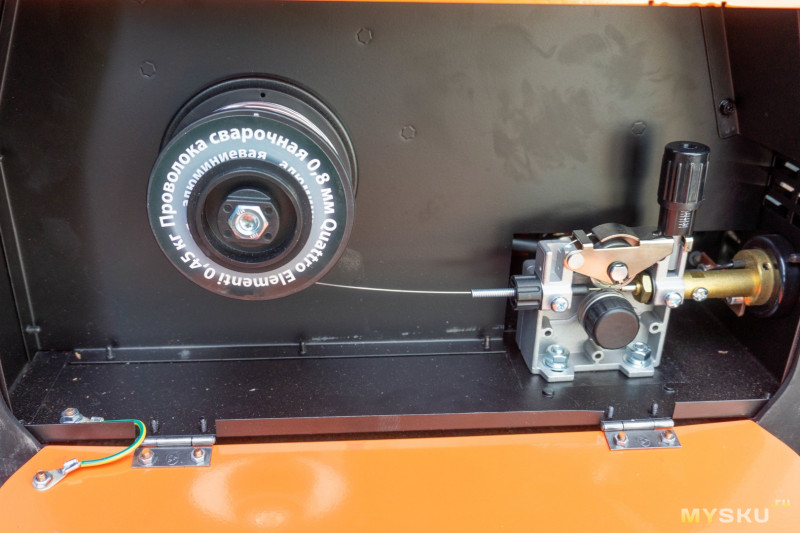
По настройкам прошлись, можно ставить проволоку, для этого нужно открыть боковую крышку
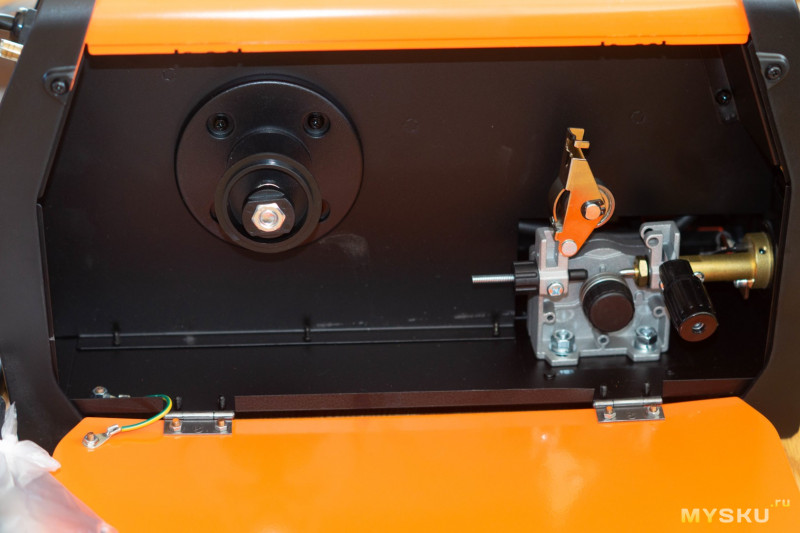
Установлен двусторонний ролик подачи, по умолчанию под 0.8мм
Но можно его повернуть и пользоваться 1мм проволокой
Комплектная катушка фирменная E71T-GS, вес 1кг, диаметр 0.8мм

Вешаем, вставляем свободный конец в канал и проталкиваем пока не вылезет через сопло или не упрется
При необходимости выкручиваем наконечник и помогаем продеть проволоку через него
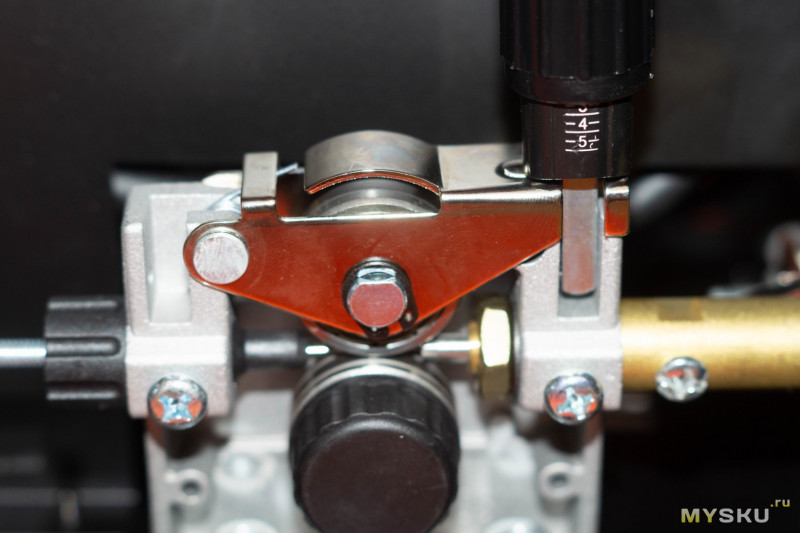
Прижимаем ролик, для флюсовой проволоки ручку я обычно подтягиваю на уровень 3 шкалы, чтобы не мять
Интересный момент, во время «заправки» после нажатия на кнопку подачи, она стартует на небольшой скорости, но если через пару секунд не происходит дугообразование, она автоматически увеличивается, заметно ускоряя протяжку проволоки
Тестирование
Начал с электродуговой сварки (MMA). Минимальный ток в этом режиме составляет 20А, у меня самый мелкий электрод 2мм и он оказался крупноват. По умолчанию форсирование дуги 50А, поджиг 60А на 400мс, так что его быстро оплавляет, но если чуть утопить в ванну, металл начинает плавиться практически без дугообразования, что выглядит довольно необычно )
Поднял ток до 50А, который обычно использовал при работе с «двойкой». Без нареканий
Для 3мм электрода такой ток маловат, прогрев идет слабый, но электрод не залипает, дуга держится довольно стабильно, колдунство какое-то. Так что если не будет под рукой 2мм электрода, можно потихоньку работать и «тройкой» на пониженном токе
На привычных мне 90А процесс идет как по маслу, главное сильно не задерживаться на одном месте

При 120А металл толщиной 2мм уже на грани прожигания

Ну а если поднять до 160А, заготовку очень быстро прожигает

Ну и, собственно, результат, продвигался справа налево, но думаю это и так видно

С обратной стороны так же отчетливо видны непрогретые и перегретые участки

Сбил шлак молотком

Далее MIG с комплектной флюсовой проволокой. Ручной режим, минимальная подача 1.5м/мин и напряжение 11В. Дуга не очень стабильная, заготовку не прогревает, так что на поверхности образуется большой валик

Поднял напряжение до 15В, пошел прогрев, но проволоку быстро сжигает, дуга нестабильна
Увеличил подачу до 3м/мин, получил неплохое соотношение, с этим уже можно работать

Но если бы не было никакого опыта, с 11В на 15В сразу не перескочил и для начала поднял до 13В. Материал проварило, но валик крупноват, так что предыдущее значение было оптимально для данной толщины

Если же переборщить и выставить максимум 26В, проволоку при подаче 3м/мин снова начинает жечь и получается светомузыка, хотя таким образом можно сделать прихватки не боясь прожечь материал, при этом валик практически не выступает над поверхностью
Ну а если и подачу выкрутить до 14м/мин, пластину моментально прожигает, так что при большом желании таким образом можно делать отверстия(знакомый так мангал дырявил)
Для тех, кто впервые взял полуавтомат в руки, ну или просто хочет быстрее подобрать нужные параметры, умные люди придумали режим Synergic, которому нужно указать желаемый ток в соответствии с толщиной заготовки, а напряжение и подача подстроятся сами.
Для флюсовой проволоки диаметром 0.8мм, минимумом является значение 12.7В и 45А. Подача небольшая, дуга стабильная, но прогрев слабый, так что подойдет только для совсем тонкого металла

13.5В 60А лучше, но еще слабовато
При 14.7В и 80А пошел прогрев
При 16В 100А так же можно спокойно работать
Если поднять до 17В 120А, можно прожечь стенку, задержавшись на одном месте
Выше 18.5В при 140А поднимать не стал, и так уже на грани, да и горелкой вести нужно достаточно быстро, так что аккуратно работать будет сложнее
Ну и результат. Кажется, что грязи еще больше, чем от обычных электродов

Но после нескольких взмахов щетки всё выглядит не так уж плохо
С обратной стороны можно посмотреть степень проварки материала на разной мощности
Сопло так же необходимо чистить, после всех мучений оно стало выглядеть вот так, но нужно учитывать, что я им работал в не самых щадящих условиях, в нормальном режиме оно пачкается заметно меньше

Наконечник так же весь в налете

Чистится обычной тряпочкой, я для этого использую одноразовые полотенца, пару движений и всё чистое

Решил найти 15В, которые подобрал в ручном режиме, для этого выставил ток 85А и постарался сделать аккуратный шов. Правда забыл выключить автофокус, так что картинка получилась ярче, но местами размытая
Вроде неплохо, учитывая, что я всему учился самостоятельно в гараже и опыта не очень много

Провар хороший, получается в ручном режиме верно прикинул напряжение

Что касается коррекции индуктивности(крайний правый потенциометр), как ни странно, она тут работает и в режиме Synergic даже польза от неё есть, но в ручном режиме вполне можно обойтись и без этого. Если объяснять на пальцах, она позволяет сгладить импульсы, формирующие дугу, она становится стабильнее и лучше прогревает материал, соответственно и валик сильнее размазывает по поверхности. В теории еще шов чище должен быть и искр лететь меньше, но я тестировал на флюсовой проволоке, так что будет не очень показательно в этом плане. Казалось бы, ставь на всю и пользуйся, но не всё так просто как кажется. При увеличении индуктивности капли расплавленной проволоки начинают отделяться реже, увеличиваясь в размерах, что внесет неудобства при работе с вертикальными и потолочными швами, так что в этом случае её придется выкручивать практически в минимум
Сделал три прохода с одинаковыми параметрами, протягивал так, чтобы толщина ванны и прогрев был примерно одинаковый. Первый с минимальным значением индуктивности, заняло это 14 секунд
Второй со средним, при этом пришлось немного ускориться до 13 секунд
Третий в максимальном, заняло это у меня 12 секунд, то есть каждый раз приходилось вести горелку сильнее
На первый взгляд результаты не сильно отличаются, разве что слева ощутимо темнее, а на правом шлака больше
Если посмотреть на высоту валика, тот что слева так же ниже

После чистки цвет у всех стал одинаковым, но правый на вид не такой аккуратный

Если же перевернуть лист, можно заметить, что шов с большим значением индуктивности прогрелся заметно лучше предыдущих, а ведь я даже быстрее его протянул, чтобы избежать перегрева
Так что всё работает, пользоваться можно, но с таким же успехом можно просто немного откорректировать напряжение, тот же Synergic позволяет подвинуть его в ±3В, а в ручном вообще можно беспределить. Вероятно на больших токах изменение индуктивности дает более ощутимую разницу, так что в любом случае хуже она не делает, пусть будет.
Так же проверил режимы подачи, как и писал выше, 2Т это обычный режим, в котором оператор работает удерживая кнопку на рукояти. В режиме 4Т для старта достаточно нажать кнопку один раз и отпустить, при этом дуга будет поддерживаться до тех пор пока кнопка не будет нажата повторно или не разорвется цепь
Режим Spot позволяет быстро прихватить, а при необходимости и заварить деталь с тонкими стенками, минимальное время импульса составляет 1/10 секунды, параметры напряжения и тока регулируются как обычно, без ограничений

Максимальное время импульса 5 секунд, этого хватит для прогрева толстого металла
По умолчанию оно составляет 1/2 секунды

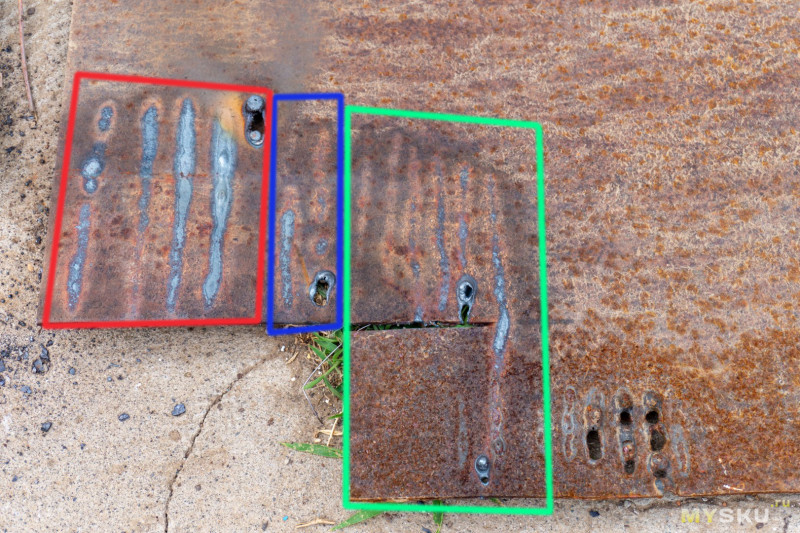
Результат
Шлак от этой проволоки легко очищается обычной относительно мягкой щеткой

Вот ближе
С обратной стороны местами есть провар даже на точках с импульсом 0.5с

Напряжение и ток были теми же оптимальными для этого листа 15В 85А, так что остался хороший запас

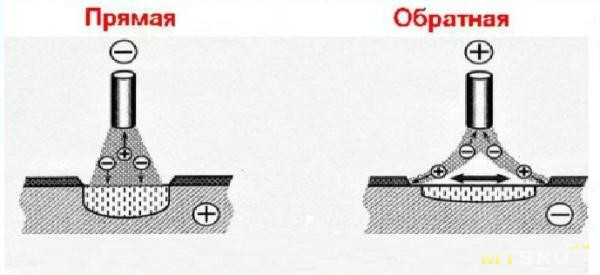
Данный аппарат так же может работать обычной проволокой в среде защитного газа, как правило СО2, т.к. он самый дешевый, но у меня были только остатки Аргона в небольшом баллоне, поговаривают, что с ним шов получается даже немного аккуратнее. Не забываем, что нужно переключиться на обратную полярность, то есть провод горелки перекидываем на плюс(есть подписи у коннекторов для забывчивых)

Первый пуск показал, что что-то не так. Дуги почти нет, искры во все стороны как от болгарки

А вместо шва получилось вот это, хотя отрываться по-хорошему оно не хотело

Потом я открыл вентиль газа и всё пошло как по маслу, совершенно другое поведение, ток 100А

Ну и результат значительно отличается. Шов не обрабатывал, всё и так красиво

Не стал больше мучить железяки, ведь газа мало, а в аппарате заявлена поддержка варки алюминия. Полярность для работы с алюминием должна быть обратная, при таком подключении дуга будет разрушать оксидную пленку.
Так же нельзя просто заменить катушку и начать работать, т.к. алюминий при нагреве прилично расширяется и в том же 0.8мм наконечнике с большой долей вероятности застрянет, да и стоковый канал грубоват для такой мягкой проволоки, так что откручиваем наконечник и вытаскиваем боуден из рукава

Тефлоновый закинули с запасом, так что совмещаем концы и обрезаем, оставляя пару лишних сантиметров

Вставляем в рукав до упора и только потом срезаем излишки

Продеваем проволоку, не забываем заменить наконечник на миллиметровый. Я протупил и заранее заказал катушку 0.8мм, а нужно было 0.9мм, под которые рассчитан наконечник, да и в режиме Synergic нельзя выставить диаметр меньше 0.9мм для алюминия. Так же немного ослабил прижим ролика, иначе проволоку будет плющить и может смять в боудене
Первые попытки показали, что и параметры для 0.9 проволоки не очень подходят для работы с 0.8мм, при минимальном токе она собиралась в крупные капли, которые слишком быстро застывали на поверхности толком не успевая растекаться
Получалось как-то так, фиксация есть, но о герметичности и речи быть не может, при увеличении мощности из-за бОльшей скорости подачи валик накидывало еще больше

А потом я вспомнил, что можно отдельно корректировать напряжение в диапазоне ±3В и о чудо, после выкручивания его в максимум дело сдвинулось с мертвой точки, дуга стала стабильнее и валик наконец начал расплываться по поверхности

Проволока не из чистого алюминия, так что есть небольшой нагар, но вокруг шва видна восстановленная от оксида область, ну и край прожгло, нужно было прихватить его на небольшом напряжении и потом дотягивать

После зачистки выглядит неплохо

Полуавтоматом алюминий варил впервые, так что может опыта не хватает, а может у проволоки 0.8мм сопротивление слишком сильно отличается от 0.9мм и поэтому не хватало температуры дуге. Но в любом случае данный режим не безнадежен и он выручит если под рукой нет TIGа или прутка с флюсом
Для тех, кто любит слушать звук дуги, смонтировал небольшое видео во всех режимах
Внутренний мир
Электроника занимает половину корпуса
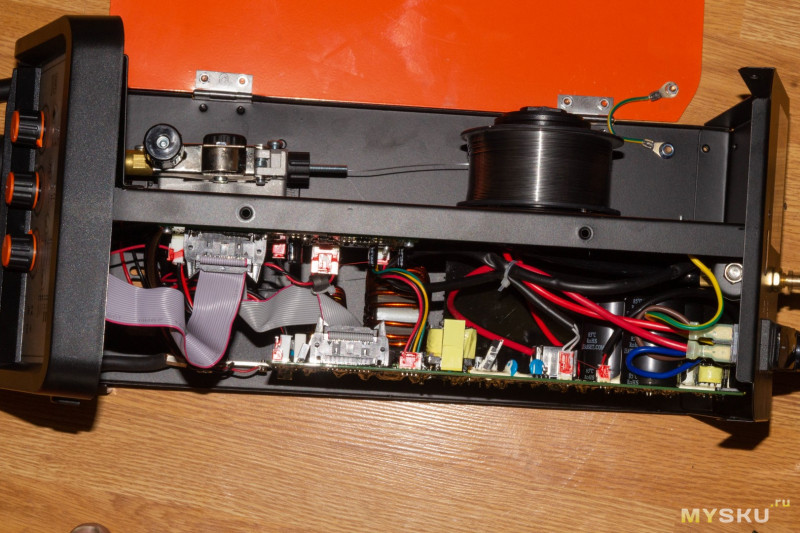
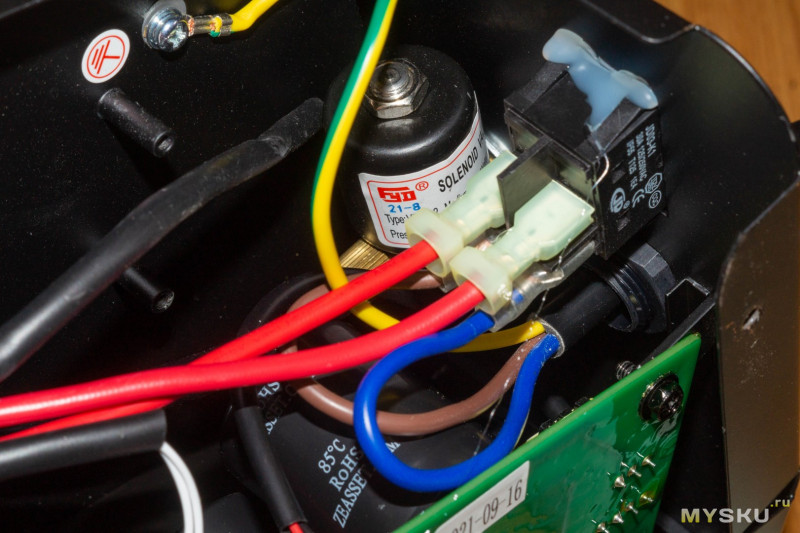
Имеется провод заземления, кнопка выключения рассчитана на ток до 30А, четыре контакта полностью обесточивают цепь питания, электроклапан, открывающий подачу газа установлен на входе
Всего плат три штуки: силовая, контроллер и левее распаяно управление с индикаторами
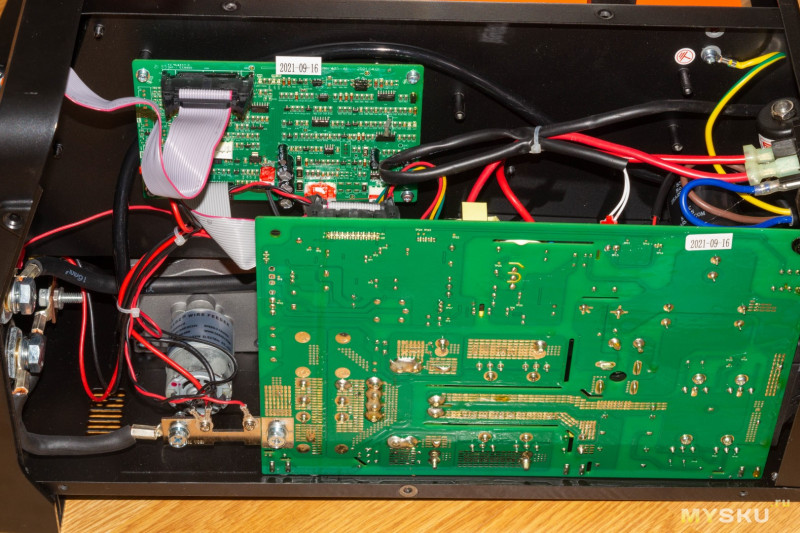
Всё на коннекторах, так что в случае поломки можно заменить какой-то один вышедший из строя узел

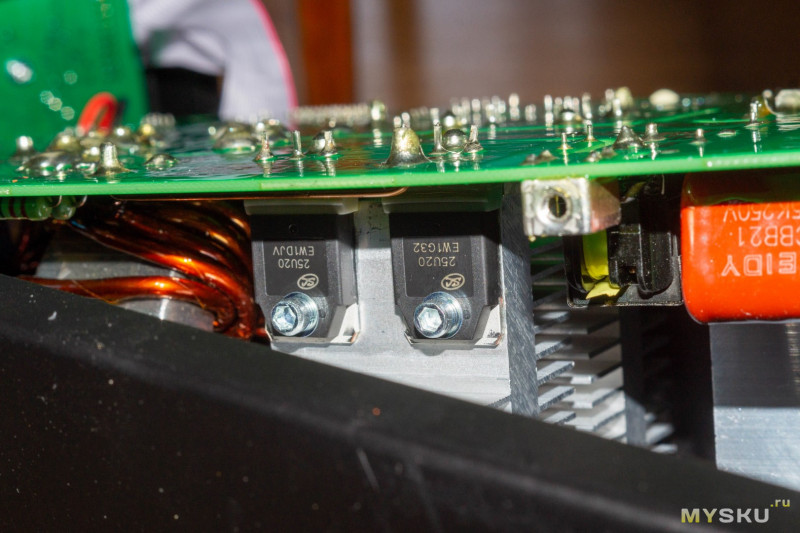
На выходе силовой части стоят 4 транзистора 40N60
Диоды 25U20
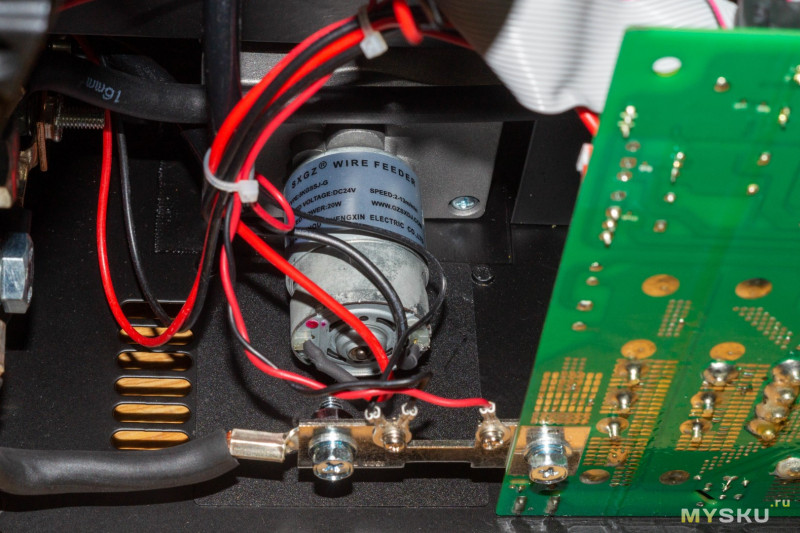
Двигатель механизма подачи проволоки
Купон
HITBOXMIG200 снижает цену до $300 или 18800 рублей. В RU складе есть запас в 700 единиц
Итоги
Ценник конечно у этой модели не такой низкий, как у самых бюджетных образцов 3-5 в одном, но и функциональность довольно неплохая:
+ При работе с электродами(ММА) показал отличный результат, варить приятно, электрод идет как по маслу, с залипанием после 50А не сталкивался, только «двойка» при 20А приплавлялась если надолго опустить её в ванну, но я бы очень удивился если б этого не происходило. Так то можно форсаж дуги накрутить, но в этом случае тонкий металл будет жечь.
+ MIG так же работает без нареканий, комплектная флюсовая проволока хорошая, я даже заказал две катушки прозапас за $25, т.к. в местных магазинах они дороже, но при этом работать с ними невозможно. С безфлюсовой проволокой проблем никаких, главное не забывать открывать подачу газа и результат вас порадует, особенно в режиме Synergic. Работает и коррекция индуктивности, обеспечивая более стабильную дугу и глубокий прогрев.
+ В комплекте есть всё для работы с алюминием, я пользовался этим режимом впервые, так что результат не идеальный, но он есть, так что если набить руку(и купить правильную проволоку), можно работать с деталями не очень большой толщины, ведь на обратной полярности «постоянки» заготовка не так хорошо прогревается, как при использовании переменного тока и слишком массивные скорее всего доставят проблем
+ Отдельно хотел бы выделить режим Spot, который позволяет прихватывать детали точками с импульсом от 1/10 до 5 секунд, так что если выставить минимальный ток, можно работать с довольно тонким металлом не боясь его прожечь. Так же порадовала возможность более тонкой настройки режимов работы с помощью скрытого меню, я продувку после сварки для MIG чуть поднимал, чтобы шов красивее был.
+ Ну и к сборке замечаний никаких, как и внутреннему содержимому, платы отмыты, всё на коннекторах, провода питания нормального сечения, есть заземление, даже створку отдельным проводом подключили, чтобы пользователя при замене проволоки сюрпризов не поджидало. Механизм подачи полностью металлический, не сказал бы, что там нагрузки дикие на него, но выглядит как минимум серьезнее, чем пластиковый
Данная модель еще и TIG поддерживает, но он тут как во многих «универсальных» аппаратах работает в режиме Lift и розжиг дуги происходит при касании иглы заготовки, подача газа принудительная, к баллону нужно подключаться напрямую, либо искать переходники под разъем сварочного аппарата, так что это уже извращение, но если очень нужно аккуратно сварить черный металл в аргоне, почему нет.
Этот способ подключения подходит и для классических ММА инверторов, но в идеале напряжение для TIG горелки не должно превышать 20 Вольт, так что если на выходе вашего сварочного аппарата порядка 60 Вольт, игла скорее всего помрёт на минимальном токе, вероятно даже в момент розжига (Lift TIG).
Если кому нужен полноценный DC TIG, можете заглянуть в соседний обзор HBT2000 Pro
Как всегда, приветствуется конструктивная критика. Всем добра =)
UPD. Продавец написал, что всем купившим данную модель в течении нескольких дней после публикации обзора, он подарит переходники под мелкие коннекторы, так что можно будет пользоваться и привычными проводами

Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Аличекер!
Наш сервис позволит тебе легко следить за изменением цен на товары и находить выгодные предложения. Мы предлагаем фильтрацию предложений по быстрой доставке, а также возможность сравнить цены на товары и найти копии нужного продукта. Не упусти выгодную сделку и начни экономить на покупках прямо сейчас с помощью нашего удобного сервиса!
![]()
![]()
13 248,90₽
15 107,19₽ -12.3%
Быстрая доставка ![]()
HITBOX Official Store — Надежность 90.25%
Более 7270 подписчиков, дата открытия магазина 26.10.2017
- Положительные оценки: 93% (2461)
- Соответствие описанию: 92%
- Отвечает на сообщения: 88%
- Скорость отправки: 88%
Последнее обновление: 17.02.2022

-Для сварки нержавеющей стали и железа, газового и безгазированного станка.
-Твердая проволока/флюс-проволока выбирается при сварке mig.
-С функцией MIG TIG ARC 3 в 1.
-Профессиональный сварочный аппарат mig, подключение газа к сварке из нержавеющей стали, отсутствие газа для сварки железа.
-Простота в эксплуатации для начинающих и профессиональных.
-Со всеми необходимыми аксессуарами, готовы к использованию.
Посылка:
1х сварочный аппарат MIG250
1X MB15 Mig фонарь
1X держатель электрода
1X Заземляющий зажим
1 газовая трубка
1X Руководство пользователя
Примечание: мы хотели бы, чтобы вы подтвердили Тип вилки с нами, пожалуйста, оставьте это Примечание при размещении заказа, спасибо.
* Штепсельная вилка европейского стандарта * штепсельная вилка стандарта США * штепсельная вилка стандарта Великобритании * штепсельная вилка стандарта Австралии
1. Из-за разницы между различными мониторами изображение может не отражать фактический цвет изделия. Мы гарантируем, что модель реального изделия не отличается от представленной на фото.
2. Из-за различных личных методов измерения возможна погрешность в 1-3 см.
3. Если есть какие-либо повреждения или проблемы, возникшие после доставки, пожалуйста, не стесняйтесь связаться с продавцом напрямую, мы сделаем все возможное, чтобы решить проблемы для вас, спасибо.
4.Эта цена не содержит каких-либо налогов, которые могут быть генерированы страной назначения, у вас есть дополнительные вопросы, пожалуйста, свяжитесь с продавцом напрямую, спасибо.








В HITBOX большинство драгоценных клиентов:
* Налоговая зарядка неизбежна для покупателей и не подсчитывается для продавцов, наша цена не включает налог, пожалуйста, обратите внимание, большое спасибо за понимание.* Большое спасибо за предоставленный нам шанс предложить вам наши сварочные аппараты в качестве вашего сварочного партнера, это наше самое большое удовольствие.
Катушка на 5кг. входит,но цепляет головки болтов,вопрос можно решить тонкой широкой шайбой
Да всё нормально,товар отправлен,доставлен и уже работает дома.Ничего лишнего не платил и не просил продавец никакой доплаты
Некак. открыл спор вернули деньги
Надо доработать,перепутан плюс с минусом.
Да можно, с газом тоже можно
Смотря в каком режиме работать
Я не сварщик, любитель, мне понравилось как варит электродом
Вы аомплектацию смотрите какую заказаваете
Все ок только надо привыкать к настрокам
Регулятором А, но только в режиме mig. В режиме arc им решулируется ток
-
Arc Welding Function
Iron Welding
-
Mig Welding Function 1
Gas Mig,Stainless Steel Welding
-
Mig Welding Function 2
Gas-Less Mig,Iron Welding
-
Tig Welding Function
Lift Tig,Stainless Steel Welding
-
Welding Material 1
Stainless Steel
-
Welding Material 2
Iron Steel
-
Минимальная единица измерения
100000015
-
Применение
MIG ARC TIG welding
-
Размер логистики — высота (см)
41
-
Размер логистики — длина (см)
51
-
Размер логистики — ширина (см)
34
-
Сертификация
Европейский сертификат соответствия
-
Скорость подачи электрода
automatically
-
Тип вилки
Российская/европейская (EU)
Отзывы покупателей
Покупатель
Страна: RU Color: MIG250 Ships From: Russian Federation Доставка: Russian Post 10.09.2021
Доставка до МО супер быстрая 7.09 заказал 9.09 получил доставкой СДЭК. Упаковка, аппарат всё норм, масса 1.5 м, держак 2м тонкие провода, Горелка 2.8м. Как варит не проверял а так сам аппарат от сети работает без нареканий.





V***v
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: CN_JNET_EXPRESS_RU 03.09.2021
Отличный аппарат, отправили в тот же день как заказал, доехал за 5 дней, заказывал из РФ. Варит отлично, пробовал проволокой флюсовой, которая в комплекте, без газа.


N***v
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: Russian Post 13.09.2021
Спасибо !! На Балтику-16 суток. Комплект полный , замечаний нет. Магазину успехов .Всем удачи в сварочных работах. Ждем следующий заказ.
A***n
Страна: RU Color: MIG250 Ships From: Russian Federation Доставка: Russian Post 20.08.2021
Сварка хорошая, даже если навыков по сварке не много.
A***v
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: CN_JNET_EXPRESS_RU 21.08.2021
Классный продавец! Отправка в течении нескольких часов. Получил через 5 дней. Все в комплекте. Опробовал на поставляемой катушке с флюсом. Все вроде работает и варит. С газом не пробовал. Спасибо продавцу!
Покупатель
Страна: RU Color: MIG250 Ships From: Russian Federation Доставка: Russian Post 03.09.2021
не проверял ещё.
J***i
Страна: ES Color: MIG250 with Tig Gun Ships From: SPAIN Доставка: GLS_ES 13.08.2021
no tiene regulacion electrodo
Y***y
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: Russian Post 08.10.2021
Аппарат пришёл, все работает. Но. Заказывал экспресс доставкой 2 сентября на Камчатку, пришёл сварочник 9 октября, в то время, как срок доставки указывался не более двух недель. Другой товар от другого продавца, купленный в этот же день дошёл за 11 дней. Продавец отвечал долго и ничего дельного сказать не смог. Ещё и штуцер на подачу газа замяли при транспортировке.
A***v
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: Russian Post 10.10.2021
пришло довольно быстро. вот только корпус и патрубок для газа погнуты,проверить пока нечем. продавец на это никак не отреагировал.


A***v
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: CN_OVERSEA_OD_RU_PROV 06.10.2021
товар полностью соответствует описанию доставка быстрая пришла почти за неделю посылка целая всё целое комплектность соответствует покупкой доволен продавца рекомендую
F***n
Страна: RU Color: MIG250 Ships From: Russian Federation Доставка: CN_OVERSEA_OD_RU_PROV 05.10.2021
Пришло быстро за 13 дней в Хабаровск. Все есть что в описании. Привезли домой доставщик. Продавец молодец. Еще не пробывал.




R***r
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: CN_OVERSEA_OD_RU_PROV 30.09.2021
быстрая доставка курьером до дверей, хорошая упаковка. полная комплектация. проверил работу на всех режимах, всё устраивает. аппарат достойный и стоит своих денег !!! доволен как слон
R***r
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: CN_JNET_EXPRESS_RU 28.09.2021
По работе пока сказать ничего не могу, так как только забрал. Комплектация как в опмсании на вид всё качественно, доставка достаточно быстрая.
S***n
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: CN_OVERSEA_OD_RU_PROV 02.10.2021
Аппарат получил, в сеть подключил, вроде всё работает. Дальше буду разбираться позже. Жаль инструкция только на английском. Буду изучать, буду пробовать,возможно добавлю отзывуов.
R***v
Страна: RU Color: MIG250 with Tig Gun Ships From: Russian Federation Доставка: Russian Post 04.10.2021
Заказал 6-го числа, отправили только 15-го, когда аппарат пришёл, сразу начали распаковывать и проверять под видео запись, выяснилось, что куллер охлаждения не работает, на что я сразу написал продавцу и отправил запись, после того как продавец почти неделю тянул время, решил открыть спор, с целью частичного возврата средств на ремонт аппарата, на что было принято решение али вернуть и товар и деньги, пришлось оставить, потому что времени ждать пока отправится этот и придёт новый аппарат не было, в дальнейшем отзыв дополню
A***t
Страна: MX Color: MIG250 with Tig Gun Ships From: China Доставка: UPS Expedited 30.09.2021
Я прибываю вовремя и в форме, со всеми компонентами, которые они предлагают



