ОГЛАВЛЕНИЕ
1.
Введение
2.
Область применения
3.
Нормативные ссылки
4.
Общие положения, охрана труда
5.
Ремонт автосцепного устройства
6.
Ремонт тормозного оборудования
7.
Ремонт тележек, колесных пар, букового узла,
рессорного подвешивания
8.
Ремонт рам грузовых вагонов
9.
Ремонт кузовов грузовых вагонов
9.1.
Общие положения
9.2.
Ремонт крытых универсальных вагонов
9.3.
Ремонт 4-х осных крытых вагонов для скота
9.4.
Крытые вагоны-хопперы для перевозки минеральных
удобрений
9.5.
Крытые 4-х осные грузовые вагоны с поднимающимся
кузовом для перевозки апатитового концентрата
9.6.
Крытые вагоны-хопперы для цемента
9.7.
Крытые вагоны-хопперы для технического углерода
9.8.
Крытые вагоны-хопперы для перевозки зерна
10.
Ремонт полувагонов
10.1.
Ремонт кузовов
10.2. Полувагоны общего назначения. Ремонт крышек
разгрузочных люков
10.3. Полувагоны-хопперы для перевозки горячих окатышей,
агломерата
10.4. Полувагоны-хопперы для перевозки торфа
10.5. Четырехосные полувагоны для перевозки
технологической щепы
11.
Ремонт платформ
11.1.
Универсальные платформы
11.2. Платформы двухъярусные для перевозки легковых
автомобилей
11.3. Платформы для перевозки леса в хлыстах и
лесоматериалов
11.4. Платформы для перевозки крупнотоннажных контейнеров
и колесной техники
12.
Ремонт цистерн
12.1.
Общие требования на ремонт
12.2.
Восьмиосные цистерны
12.3. Цистерны с парообогревательной рубашкой для
перевозки вязких нефтепродуктов
12.4. Цистерна с теплоизоляцией для вязких нефтепродуктов
12.5. Цистерна для перевозки спирта
12.6. Цистерна для перевозки молока
12.7. Цистерна для перевозки цемента
12.8. Цистерна для перевозки кальцинированной соды
12.9. Цистерна для перевозки кислот
12.10. Цистерна для перевозки серной кислоты, меланжа и
азотной кислоты
12.11. Цистерна для перевозки виноматериалов
13.
Вагоны для перевозки нефтебитума
14.
Вагоны – самосвалы
15.
Ремонт цельнометаллических грузовых вагонов (ЦМГВ)
для перевозки легковесных грузов
15.1.
Ремонт кузова и крыши
16.
Проверка и приемка вагонов после ремонта
17.
Окраска, нанесение знаков и надписей
18.
Гарантии на отремонтированные вагоны
Приложение А:
Нормативы периодичности
проведения деповского ремонта грузовых вагонов по
критерию фактически выполненного объема работ
(пробег)
Нормативы периодичности проведения деповского ремонта грузовых вагонов по
критерию календарной продолжительности эксплуатации (в годах)
Приложение Б:
Места установки клейм государств- собственников на деталях вагонов
Приложение Г:
Табличка СМГС
Лист регистрации изменений
ДИРЕКЦИЯ СОВЕТА ПО ЖЕЛЕЗНОДОРОЖНОМУ ТРАНСПОРТУ
ГОСУДАРСТВ-УЧАСТНИКОВ СОДРУЖЕСТВА
|
Согласовано
|
|
ГРУЗОВЫЕ ВАГОНЫ
ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
РУКОВОДСТВО ПО ДЕПОВСКОМУ
РЕМОНТУ
1. ВВЕДЕНИЕ
1.1 Требования настоящего Руководства по деповскому ремонту РД 587-2008 (далее Руководство) являются обязательными при
проведении деповского ремонта грузовых вагонов (в дальнейшем
именуемых вагоны) колеи 1520 мм для всех предприятий независимо от
форм собственности.
1.2 Работы по деповскому ремонту вагонов должны
производиться в соответствии с типовыми технологическими процессами
на деповской ремонт каждого типа ремонтируемого вагона и
технологическими процессами работы производственных участков
ремонтного предприятия, разработанных в соответствии с требованиями
нормативной документации и согласованных с подразделениями
железнодорожных администраций.
1.3 Ремонт отдельных деталей и узлов вагонов должен выполняться
согласно требований нормативной документации, которая приведена в
разделе 3 «Нормативные ссылки» или по технической документации
железнодорожных администраций, требования которых должны быть не
ниже чем в указанных.
2. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящее Руководство распространяется на ремонт грузовых вагонов
железных дорог колеи 1520 мм в объеме деповского ремонта. Деповской
ремонт могут выполнять только предприятия имеющие право на
выполнение такого ремонта, которым присвоен условный номер для
клеймения ответственных узлов и деталей грузовых вагонов (клеймо).
3. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем Руководстве использованы ссылки на следующие
документы:
|
№ |
Обозначение |
Наименование |
Дата утверждения |
|
1 |
ГОСТ 380-94 |
Сталь углеродистая обыкновенного качества. Марки |
|
|
2 |
ГОСТ 1033-79 |
Смазка солидол жировой. Технические условия |
|
|
3 |
ГОСТ 3191-93 |
Детали из древесины и древесных материалов. Общие технические условия |
|
|
4 |
ГОСТ 3762-78 |
Аммоний сернокислый. Технические условия |
|
|
5 |
ГОСТ 4405-75 |
Полосы горячекатаные и кованные из инструментальной стали |
|
|
6 |
ГОСТ 4543-71 |
Прокат из легированной и конструкционной стали. Технические условия |
|
|
7 |
ГОСТ 5152-82 |
Набивки сальниковые. Технические условия |
|
|
8 |
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. Основные типы |
|
|
9 |
ГОСТ 5520-79 |
Прокат из углеродистой низколегированной и легированной стали. Технические условия |
|
|
10 |
ГОСТ 5918-73 |
Гайки шестигранные прорезные и корончатые. Конструкция и размеры |
|
|
11 |
ГОСТ 6308-71 |
Войлок технический полугрубошерстный и детали из него |
|
|
12 |
ГОСТ 6586-77 |
Краска черная. Технические условия |
|
|
13 |
ГОСТ 6943.18-94 |
Стекловолокно. Ткани нетканые материалы |
|
|
14 |
ГОСТ 7338-90 |
Пластины резиновые и резинотканевые. Технические условия |
|
|
15 |
ГОСТ 9433-80 |
Смазка ЦИАТИМ-221. Технические условия |
|
|
16 |
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия |
|
|
17 |
ГОСТ 10007-80 |
Фторопласт-4. Технические условия |
|
|
18 |
ГОСТ 14771-76 |
Ручная дуговая сварка в защитном газе. Соединения сварные. |
|
|
19 |
ГОСТ 18968-73 |
Прутки и полосы из коррозионностойкой и жаропрочной стали. Технические условия |
|
|
20 |
ГОСТ 19281-89 |
Прокат из стали повышенной прочности. Общие технические требования |
|
|
21 |
ГОСТ 19537-83 |
Смазка пушечная. Технические условия |
|
|
22 |
ГОСТ 22261-94 |
Средства измерений электрических и магнитных величин. Общие технические требования |
|
|
23 |
ГОСТ 26095-84 |
Ткани полиэфирные, технические фильтровальные. Технические условия |
|
|
24 |
ОСТ 26-291-94 |
Сосуды и аппараты стальные сварные. Общие технические условия |
|
|
25 |
РД 32 ЦВ 050-2005 |
Методика выполнения измерений надрессорной балки, боковых рам, пружин и рессорного комплекта при проведении деповского ремонта тележки 18-100 |
2005 |
|
26 |
РД 32 ЦВ 052-2009 |
Руководящий документ «Ремонт тележек грузовых вагонов» |
Утв. 52 заседанием Совета по ж.д. транспорту государств участников Содружества, протокол от 13-14 мая 2010г. |
|
27 |
РД 32 ЦВ 053-96 |
Руководящий документ. Инструкция по ремонту и испытанию универсального сливного прибора цистерн. |
1996 |
|
28 |
РД 32 ЦВ 067-2000 |
Методика контроля узла пятник-подпятник при проведении деповского ремонта грузовых вагонов |
2000 |
|
29 |
РД 32 ЦВ 072-2009 |
Руководящий документ. Ремонт тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения |
Утв. 52 заседанием Совета по ж.д. транспорту государств участников Содружества, протокол от 13-14 мая 2010г. |
|
30 |
РД 32 ЦВ 081-2006 |
Руководящий документ «Методика выполнения измерения деталей и узлов тележки 18-578 при проведении плановых видов ремонта» |
2006 |
|
31 |
РД 32 ЦВ 082-2006 |
Руководящий документ «Ремонт тележек грузовых вагонов модели 18-578 с упруго-катковыми скользунами грузовых вагонов» |
2006 |
|
32 |
РД 32 ЦВ 149-2000 |
Феррозондовый метод неразрушающего контроля деталей вагонов 2000 |
|
|
33 |
РД 32 ЦВ 159-2000 |
Магнитопорошковый метод неразрушающего контроля деталей вагонов |
2000 |
|
34 |
РД 32 ЦВ 174-2001 |
Неразрушающий контроль деталей вагонов. Общие положения |
2001 |
|
35 |
|
Инструкция по сварке и наплавке при ремонте грузовых вагонов |
Утв. Советом по ж.д. транспорту государств участников Содружества, протокол от 29-30 мая 2008г. № 48 |
|
36 |
3-ЦВРК 32ЦВ-ЦЛ-ВНИИЖТ-11.00.01-25/01-2003 |
Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками с изменениями и дополнениями. |
01.04.2001 |
|
37 |
№ 317 ПКБ ЦВ |
Технологическая инструкция по сварке. Упоры передние типа УП1 ОСТ 24.152.01-77. |
1980 |
|
38 |
№ 478 ПКБ ЦВ |
Транспортеры. Руководство по деповскому ремонту. |
1986 |
|
39 |
|
Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог |
Утв. Советом по ж.д. транспорту государств участников Содружества 7 заседанием протокол №53 от 22.10.2010 |
4. ОБЩИЕ ПОЛОЖЕНИЯ, ОХРАНА ТРУДА
4.1 Деповской ремонт является плановым, постановка на который
осуществляется в соответствии с требованиями нормативно-технической
документации.
Нормативы периодичности производства деповских ремонтов установлены в
соответствии с «Положением о системе технического обслуживания и ремонта
грузовых вагонов, допущенных к обращению на железнодорожные пути общего
пользования в международном сообщении» утвержденным на 47 заседании
Совета, а именно:
— по комбинированному критерию, учитывающему фактически
выполненный объем работ и календарную продолжительность использования
вагона от постройки (планового ремонта) до момента подачи вагона в первый или
последующий плановые ремонты;
— по единичному критерию календарной продолжительности
эксплуатации вагона от постройки (планового ремонта) до момента подачи вагона
в первый или последующий плановые ремонты.
Комбинированный критерий применяется для вагонов восьмизначной
нумерации, используемых для перевозки грузов по путям общего пользования,
свойственных их моделям и конструктивным особенностям, зарегистрированных
установленным порядком в Автоматизированном банке данных парка грузовых
вагонов ИВЦ ЖА и переведенных, по решению железнодорожной
администрации на систему технического обслуживания и ремонта с учетом
фактически выполненного объема работ. Нормативы периодичности приведены в
таблице 2 Приложения А.
Для остальных вагонов применяется критерий календарной
продолжительности межремонтного периода. Нормативы периодичности
приведены в таблице 3 Приложения А.
Вагоны зерновозы, используемые для перевозки гранулированных удобрений и
перенумерованные в парк минераловозов, подаются в плановые виды ремонта по
нормативам ремонта вагонов минераловозов. Нормативный срок службы для
таких вагонов установлен 26 лет.
Вагоны зерновозы, используемые для перевозки цемента и перенумерованные в
парк цементовозов, подаются в плановые виды ремонта по нормативам ремонта
вагонов хоппер-цементовозов. Нормативный срок службы для таких вагонов
установлен 26 лет.
Деповской ремонт грузовых вагонов производится по истечении
межремонтных нормативов (календарного срока в месяцах или пробега в
километрах), и в соответствии с требованиями настоящего Руководства,
при наличии уведомления формы ВУ-23М. Допускается досрочная
постановка грузовых вагонов в деповской ремонт по инициативе
собственника вагонов.
4.2 Перед постановкой в ремонт вагоны должны быть очищены от
остатков перевозимых грузов.
Вагоны (любой формы собственности) после перевозки в них
людей, животных, мяса, животного сырья, кожевенного сырья, шерсти, а
также вагоны неизвестного ветеринарно-санитарного состояния
обрабатываются согласно требованиям санитарных правил от 30.07.96 №
ЦУФ-6/19.
4.3 Грузовые вагоны подготавливают для проведения деповского
ремонта. Согласно требований ветеринарно-санитарных и/или других норм
вагоны должны быть очищены от остатков груза, при необходимости
промыты и дегазированы. Подготовка осуществляется за счет средств
владельца грузового вагона.
4.4 Владельцы вагонов обязаны:
— своими силами очистить и промыть наружную и внутреннюю
поверхности кузова вагона, а также оборудование и наружные
поверхности;
— у вагонов-цистерн произвести наружную обмывку, тщательно очистить
наружную поверхность котла и рамы от остатков груза, котлы пропарить,
промыть, очистить и дегазировать, нейтрализовать (снаружи и внутри).
Произвести нейтрализацию цистерн, предназначенных для перевозки
кислот.
4.5 После окончания всех работ по подготовке вагонов к ремонту
владельцы обязаны оформить акт (справку):
— по форме ГУ-23 о проведенной очистке, обмывке и обработке
вагонов;
— по форме ВУ-19 о пропарке, промывке, дегазации, очистке,
нейтрализации котлов цистерн (снаружи и внутри);
— для цистерн для перевозки сжиженных газов — предоставляется
акт приемки отремонтированных запорно-предохранительных устройств
и справку-удостоверение о проведении испытания котла с датой
последующих испытаний.
В справку должны быть занесены номер цистерны, вид
обработки, а также результаты анализа воздуха в котле с заключением
предприятия или ведомства производившего подготовку, что котел
считается дегазированным взрывобезопасным для работы с открытым
огнем. Один экземпляр оформленного акта ф. ВУ-19 о годности
цистерны для ремонта, направляется в ремонтное предприятие.
В случае ремонта кузовов, котлов, запорно-предохранительных
устройств и специального оборудования силами и средствами владельцев,
имеющих разрешение на право ремонта, они обязаны предоставлять
ремонтному предприятию (соответствующий) акт приемки указанного
оборудования после ремонта и справку – удостоверение о проведении
испытаний котла, гарантирующие безопасную работу отремонтированных
узлов.
Депо при приёмке вагона в ремонт должно произвести визуальный
осмотр, а при необходимости, и инструментальную проверку вагона,
определив объём и вид его ремонта, а для цистерн, дополнительно, анализ
воздушной смеси внутри котла на предмет дегазации и
взрывобезопасности.
4.6 На каждую цистерну (любого типа и назначения), независимо от
рода собственности, депо должно иметь акт формы ВУ-19.
4.7 До постановки на ремонтную позицию каждый вагон
осматривается заместителем начальника ремонтного предприятия по
ремонту, старшим мастером или мастером совместно с приемщиком
вагонов, определяется комплектность, сравнивается с данными ГВЦ и в
случае несанкционированной замены составляется акт-ВУ-25, куда
включается и комплектность механизма стояночного тормоза. Приемка и
осмотр вагона производится до его подачи на пути вагонного ремонтного
предприятия. Объем работ отражается в дефектной ведомости ремонтных
работ формы ВУ-22М.
4.8 В тех случаях, когда отдельные технические требования, нормы и
условия по ремонту узлов и деталей вагона не отражены в настоящем
Руководстве, начальнику ремонтного предприятия совместно с
приемщиком вагонов предоставляется право самостоятельно решать эти
вопросы, исходя из технической целесообразности ремонтных операций,
обеспечения безопасности движения поездов и безаварийной работы
отремонтированных вагонов до следующего планового ремонта.
Указанные работы проводятся с обязательным информированием
собственника вагона.
4.9 Поврежденные вагоны с не истекшим сроком деповского
ремонта не-обходимо направлять в деповской ремонт в зависимости от их
технического состояния после составления акта формы ВУ-25М и описи,
подтверждающих необходимость производства этого вида ремонта.
4.10 Ремонт вагонов производится по способу непосредственного
ремонта деталей и узлов на вагоне или замены неисправных узлов и
деталей, отремонтированными или новыми соответствующего типа,
отвечающим техническим требованиям и характеристикам данной модели
вагона.
4.11 Ремонт узлов и деталей сваркой производится в соответствии с
«Инструкцией по сварке и наплавке при ремонте грузовых вагонов»
4.12 Порядок и объем разборки отдельных типов вагонов указан в
разделах настоящего Руководства.
4.13 При выпуске из ремонта все ответственные узлы вагона –
колесные пары, детали тележек, автосцепное устройство, тормозное
оборудование, отре-монтированные детали рам кузовов и котлов цистерн,
должны иметь соответствующие клейма, знаки и надписи, указывающие
место и дату изготовления, ремонта и испытания.
На шкворневых балках рам вагонов, надрессорных балках,
боковинах тележек и колесных парах проверять коды государства-
собственника в соответствии с приложением Б.
4.14 Детали вагонов испытываются на растяжение и
подвергаются неразрушающему контролю в соответствии с
требованиями
нормативных документов, указанных в разделе 3 данного Руководства.
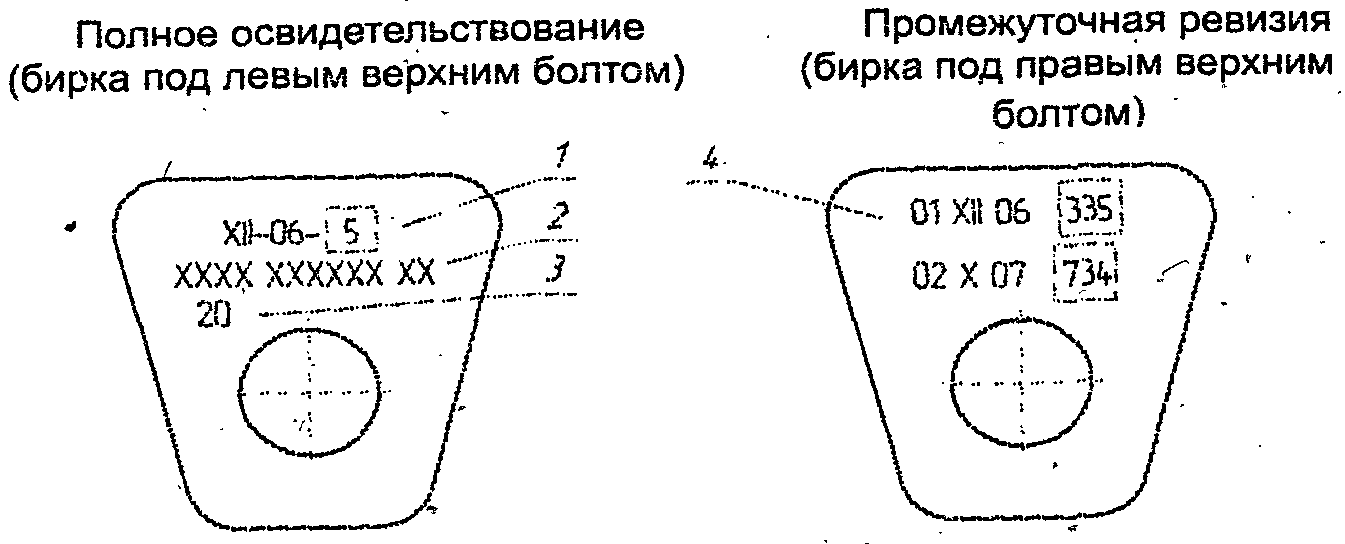
4.15 На цистернах даты выполнения периодической или
промежуточной проверки наносятся на специальной табличке, а на котлах
всех цистерн для перевозки опасных грузов (включая и цистерны для
перевозки сжиженных газов) должен наноситься один трафарет даты
следующей периодической или промежуточной проверки.
4.16 Материалы, полуфабрикаты, запасные части и комплектующее
оборудование, применяемые при ремонте вагонов, должны
соответствовать требованиям соответствующих инструкций, а новые —
стандартов, технических условий и сертификатов на их изготовление.
4.17 Детали вагонов прочно закрепляются; крепежные изделия
должны соответствовать требованиям рабочих чертежей, неисправные,
пораженные коррозией заменяют. Концы болтов (на которые не ставятся
шплинты) должны выходить из гайки не менее чем на 2 нитки и не более
чем на величину диаметра болта, кроме болтов, длина которых необходима
для регулирования размеров деталей и узлов вагона по рабочим чертежам.
Болты и валики должны ставиться наружу гайками и шплинтами,
за исключением тех, постановка которых головками наружу
предусмотрена конструкцией. Под гайки и шплинты должны быть
поставлены шайбы, соответствующие рабочим чертежам. Шплинты
ставятся только новые и типовые, чеки ставятся типовые, при отсутствии
специальных требований они должны отстоять от гайки или шайбы не
более чем на 3 мм.
Угол между разведёнными концами шплинтов должен составлять
не менее 90°.
Неисправные болты и гайки заменяют новыми согласно проектно-
конструкторской документации данного типа вагона.
4.18 При ремонте вагонов запрещается:
1) заменять предусмотренные конструкцией заклепочные и болтовые
соединения на сварочные;
2) производить подчеканку, обварку по периметру и подтягивание
заклепок;
3) ставить простые гайки вместо корончатых, предусмотренных
чертежами (техническими условиями);
4) забивать шурупы вместо их завертывания;
5) прожигать отверстия в деревянных и металлических деталях;
6) оставлять или ставить вновь болты и гайки, имеющие
изношенную, сорванную резьбу или забитые грани, а также ставить болты,
не соответствующие конструкторской документации;
7) оставлять не загрунтованными места прилегания снимаемых для
ремонта или замены деталей и узлов на кузове, раме и тележке вагона;
 применять материалы, не соответствующие указанным в
применять материалы, не соответствующие указанным в
конструкторской документации требованиям, а также использовать
другие материалы, несогласованные к применению при ремонте грузовых
вагонов (или подвижного состава) с железнодорожными администрациями
государств участников Содружества.
4.19 Руководители вагонных ремонтных предприятий, мастера
производственных участков и отделений по ремонту вагонов, их узлов и
деталей обязаны оборудовать все имеющиеся рабочие места и создать
условия для выполнения всех видов ремонтных работ в соответствии с
требованиями «Правил по охране труда при техническом обслуживании и
ремонте грузовых вагонов и рефрижераторного подвижного состава» ПОТ
РО-32-ЦВ-400-96 и требованиями нормативной документации.
4.20 Требования к деповскому ремонту транспортеров изложены в
документе «Транспортеры. Руководство по деповскому ремонту» 478 ПКБ
ЦВ.
5. РЕМОНТ АВТОСЦЕПНОГО УСТРОЙСТВА
Съёмные детали автосцепного устройства снимают с вагона и
направляют на участок ремонта автосцепного устройства, где производят
ремонт в соответствии с требованиями «Инструкции по ремонту и
обслуживанию автосцепного устройства подвижного состава железных
дорог», «Типовым технологическим процессом ремонта автосцепного
устройства» ТК-289-2009 и «Инструкции по сварке и наплавке при
ремонте грузовых вагонов».
Номерные детали, не имеющие маркировку предприятия — изготовителя,
ремонту не подлежат и сдаются в металлолом.
Упорные угольники, розетки, расцепные рычаги, кронштейны
расцепных
рычагов осматривают, неисправные ремонтируют.
Разрешается производить приварку к ударной розетке отбитых частей
согласно технологической «Инструкции по сварке передних упоров» №
317 ПКБ ЦВ.
После ремонта и проверки клеймению подлежат: замок,
замкодержатель, предохранитель, подъемник, валик подъемника, тяговый
хомут, валик, клин тягового хомута, ударная розетка, балочка
центрирующего прибора, маятниковые подвески, упорная плита, корпус
поглощающего аппарата, корпус автосцепки, вкладыш и поддерживающая
плита центрирующего прибора.
Поглощающие аппараты класса Т0 к установке на цистерны
для перевозки опасных грузов выпуска с 01.01.1985г. не допускаются.
Они должны быть заменены аппаратами повышенной энергоемкости не
ниже класса Т1
6. РЕМОНТ ТОРМОЗНОГО
ОБОРУДОВАНИЯ
6.1 Тормозное оборудование осматривают и ремонтируют в
соответствии с «Инструкцией по ремонту тормозного оборудования
вагонов» ЦВ-ЦЛ-945, «Временной инструкцией по техническому
обслуживанию и ремонту тормозной системы с раздельным
торможением тележек с существующим и новым тормозным
оборудованием» (дополнение к инструкции ЦВ-ЦЛ-945).
7. РЕМОНТ ТЕЛЕЖЕК, КОЛЕСНЫХ ПАР,
БУКСОВОГО УЗЛА,
РЕССОРНОГО
ПОДВЕШИВАНИЯ
7.1 Ремонт 2-осных и 4-осных тележек грузовых вагонов
производят в соответствии с требованиями Руководящих документов:
«Ремонт тележек грузовых вагонов» РД 32 ЦВ 052-2009,
«Ремонт тележек
грузовых вагонов модели 18-100 с установкой износостойких элементов в
узлах трения» РД 32 ЦВ 072-2009,
«Ремонт тележек грузовых вагонов
модели 18-578 с упруго-катковыми скользунами грузовых вагонов» РД 32
ЦВ 082 -2006.
«Инструкция по ремонту тележек грузовых вагонов» РД 32
ЦВ 052-99 и
«Инструкция по ремонту тележек» ЦВ-0015.
Ремонт скользунов тележек ССВ-4500ХТ производить в
соответствии с требованиями «Инструкции по деповскому ремонту и
эксплуатации грузовых вагонов, тележки которых модернизированы по
проекту С 03.04»
Ремонт соединительных балок производят по требованиям
«Типового технологического процесса на ремонт соединительной балки
четырехосной тележки» ТК-232.
Все замеры производить согласно Руководящих документов:
«Методика выполнения измерений надрессорной балки, боковых рам,
пружин и рессорного комплекта при проведении деповского ремонта
тележек 18-100» РД 32 ЦВ 050-2005 и
«Методика выполнения измерений
деталей и узлов тележки 18-578 при проведении плановых видов ремонта» РД 32 ЦВ 081-2006.
7.2 Ремонт и освидетельствование колесных пар производится в
соответствии с «Инструкцией по осмотру, освидетельствованию, ремонту
и формированию вагонных колесных пар» ЦВ/3429 при этом допускаемый
размер толщины обода колесных пар для вагонов с установленным
межремонтным нормативом 160000 и 210000 км или 2 и 3 года при выпуске
из ремонта должен быть не менее 35мм.
7.3 Демонтаж, ремонт и монтаж буксовых узлов выполняются в
соответствии с «Инструктивными указаниями по эксплуатации и ремонту
вагонных букс с роликовыми подшипниками» 3-ЦВРК.
7.4
.
ТРЕБОВАНИЯ К РЕМОНТУ 3-х ОСНЫХ ТЕЛЕЖЕК
7.4.1 Трехосные тележки
При разборке тележек разрядку заклиненных амортизаторов производить
после подъемки вагона непосредственно в рессорном проеме тележки.
Износ трущихся поверхностей деталей тележек допускается не более 3мм.
7.4.2 Боковые рамы тележек
7.4.2.1 В боковых рамах тележек разрешается ремонт следующих
частей;
— наплавка опорного выступа верхней части корпуса буксы;
— наплавка направляющих для пазов корпуса буксы и пазов надрессорной балки;
— заварка трещин по сварному шву в местах приварки верхней опоры к
хоботу боковой рамы;
— наплавка изношенной упорной поверхности конца боковой рамы;
— наплавка мест выработки стенок для валика в хоботе боковой рамы
и изношенных боковых поверхностей хобота.
Трещины в боковых рамах тележек заварить по специальному
разрешению железнодорожной администрации.
Кронштейны боковых рам тележек, у которых отверстия или втулки
для валиков подвесок триангеля разработаны по диаметру более чем на 3 мм,
ремонтировать.

Рисунок Д1.
7.4.2.2 Отремонтированные боковые рамы тележек типов КВЗ-1М
и УВЗ-9М должны удовлетворять следующим требованиям:
— расстояние между внутренними поверхностями буксовых челюстей у
тележек типов КВЗ-1М и УВЗ-9М допускается не более 342 мм;
— ширина боковых челюстей у тележек КВЗ-1М и УВЗ-9М допускается не
менее 156 мм;
— высота опорного выступа буксовых челюстей балансира и боковой рамы
должна быть не менее 3 мм (рисунок Д. 1).
7.4.3 Шкворневые балки
В шкворневых балках при ремонте разрешается:
— наплавка подпятникового места балки при глубине износа опорной
поверхности не более 7 мм; толщина стенки внутреннего бурта не менее 7
мм, внешнего — не менее 11 мм;
— наплавка или приварка планки на опорную плоскость скользуна;
— заварка трещин в сварных швах в местах приварки кронштейнов
скользунов;
— наплавка опорных поверхностей шкворневой балки в зоне прилегания к
подрессорным балкам;
— заварка не более двух трещин в подпятнике при суммарной длине их не
более 120 мм;
— заварка трещин в окне для прохода тяги тормоза;
— заварка трещин на крайних челюстях шкворневых балок с последующим
усилием накладками при условии, что после разделки трещин сечение
уменьшается не более чем на 20 %.
7.4.4 Надрессорные балки
В надрессорных балках при ремонте разрешается:
— наплавка направляющих вдоль и поперек балки;
— наплавка опорной поверхности;
— наплавка нижней плоскости в местах опоры нажимного клина
фрикционного амортизатора с последующей механической обработкой.
7.4.5 Балансиры
7.4.5.1 Износ отверстий в балансире для валиков допускается не более
4 мм по диаметру. При большем износе стенки отверстий ремонтируют
наплавкой с последующей рассверловкой их в пределах альбомных
размеров.
7.4.5.2 При ремонте разрешается наплавка изношенной опорной
поверхности, наплавка челюстной и вертикальных плоскостей балансира в
месте расположения хобота, а также заварка трещин в щечке балансира при
условии, что длина трещины не превышает 50 мм.
7.4.6 Скользуны
7.4.6.1 Скользуны разбирают, при этом планки скользунов с выработкой
более 2 мм заменяют новыми или отремонтированными.
Планки и прокладки должны иметь опорные предохранительные
планки, приваренные к продольной балке. Горизонтальная плоскость
головки болта должна находиться ниже рабочей плоскости планки
скользуна на 2-3 мм как показано па рисунке Д.2.
Вы можете оставить комментарии от своего имени, через сервисы представленные ниже:
|
салтанат 2022-12-13 06:23:44
очень хорошо написано
[Ответить] |
|


Страницы: [1]
Мем: «Как ремонтировать вагоны без запасных частей»
#как креститься мем ,
#как правильно креститься православным ,
#как правильно креститься мем ,
#картинка как креститься ,
#картинка как правильно креститься
ОАО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
ПАМЯТКА ОСМОТРЩИКУ ГРУЗОВЫХ ВАГОНОВ
724-2009 ПКБ ЦВ
Разработано Проектно-конструкторским бюро вагонного хозяйства ОАО «Российские железные дороги» (ПКБ ЦВ ОАО «РЖД»).
1. ВВЕДЕНИЕ
1.1. Памятка разработана на основе Инструкции по техническому обслуживанию вагонов в эксплуатации ЦВ-ЦЛ-408 и указанных в ней документов, содержит требования, предъявляемые к осмотрщику вагонов, организации технического обслуживания грузовых вагонов, технические требования к основным узлам грузовых вагонов, обеспечивающие безопасность движения поездов, и предназначена для практической помощи в работе осмотрщиков и осмотрщиков-ремонтников (в дальнейшем — осмотрщиков), а также при разработке формуляров работников ПТО, выполняющих техническое обслуживание грузовых вагонов на ПТО железных дорог Российской Федерации.
2. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ОСМОТРЩИКУ ВАГОНОВ
2.1. Общие обязанности работников железнодорожного транспорта установлены Правилами технической эксплуатации железных дорог Российской Федерации от 26.05.2000 N ЦРБ-756 (ПТЭ, п. 1.1 — 1.10).
2.2. Работники пунктов технического обслуживания грузовых вагонов должны своевременно и в соответствии с технологическим процессом производить техническое обслуживание вагонов. Они несут ответственность за безопасное проследование вагонов в исправном состоянии в составе поезда в пределах гарантийного участка (ПТЭ, п. 12.13).
2.3. Перечень нормативно-технической документации, которой обязан руководствоваться осмотрщик вагонов, приведен в Приложении А.
3. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
ГРУЗОВЫХ ВАГОНОВ
3.1. Общие положения
3.1.1. Техническое обслуживание вагонов выполняется в соответствии с Инструкцией по техническому обслуживанию вагонов в эксплуатации ЦВ-ЦЛ-408 и указанными в ней документами, приказами, распоряжениями и указаниями ОАО «РЖД» на основании технологического процесса работы ПТО и станции.
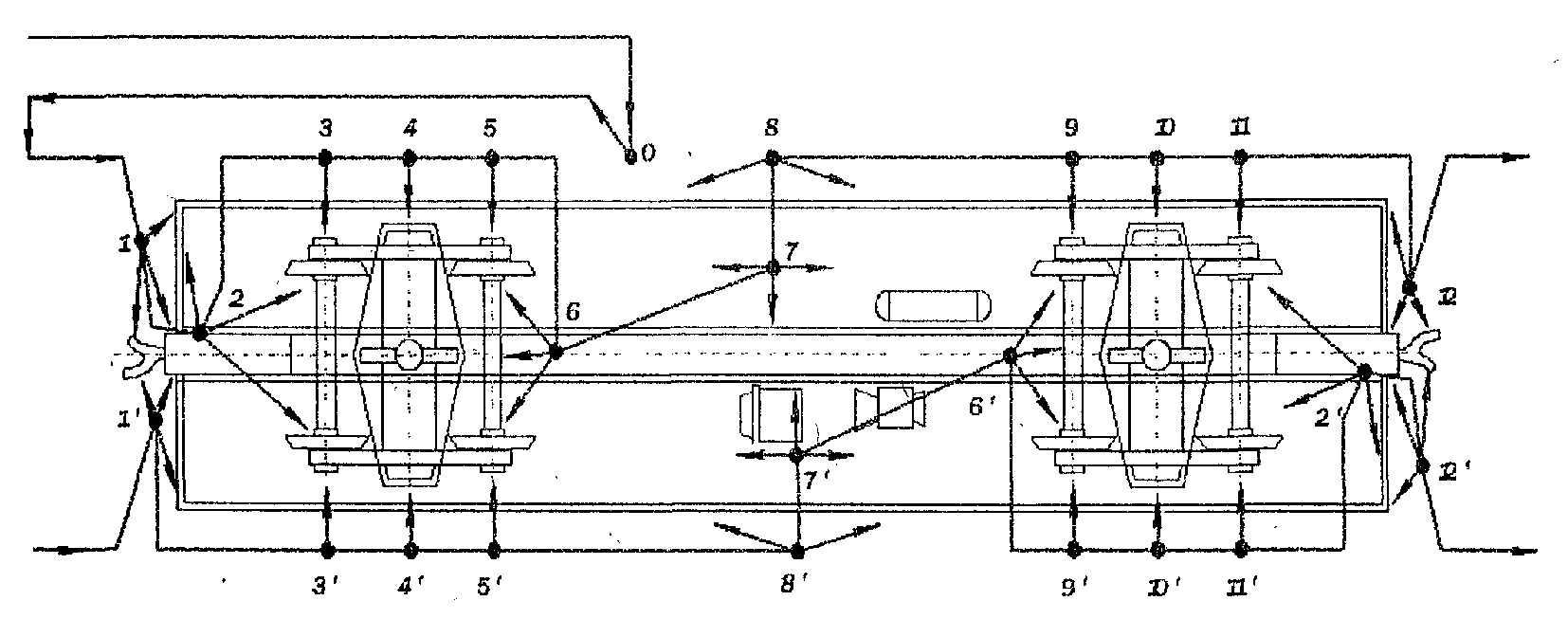
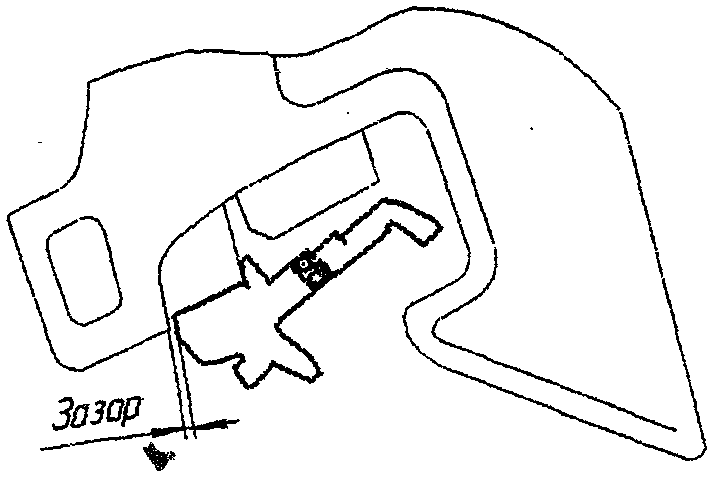
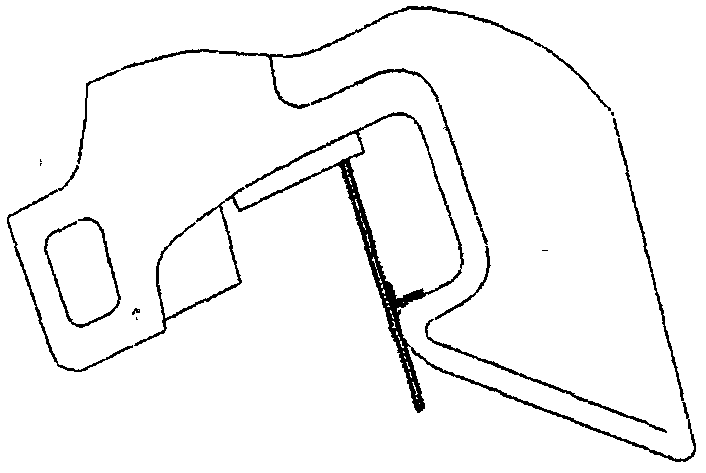
3.1.2. На станциях формирования грузовых поездов, сортировочных станциях, станциях, разделяющих смежные гарантийные участки, на межгосударственных пунктах передачи вагонов техническое обслуживание выполняется с пролазкой. Схема осмотра оборудования с пролазкой для 4-осного вагона приведена на рисунке 3.1 и в таблице 3.1, для 8-осного вагона — на рисунке 3.2 и в таблице 3.2.
Осмотрщик правой стороны вагона
Осмотрщик левой стороны вагона
Рисунок 3.1. Схема осмотра 4-осного вагона с пролазкой
Таблица 3.1
Осмотр оборудования 4-осного вагона с пролазкой
|
N позиций |
Осматриваемое оборудование |
Контроль размеров и параметров |
|
0 |
Разрядка тормозов (в парке прибытия) |
|
|
1 и 1′ |
Торцевая стена (дверь полувагона, борт платформы, днище котла цистерны), концевая балка рамы, центрирующий прибор, корпус автосцепки, тормозной рукав, концевой кран. Кронштейны, расцепной рычаг, цепь расцепного привода, валик подъемника, видимая часть тягового хомута (на позиции 1 с правой стороны вагона) |
Разница высот продольных осей смежных автосцепок, расстояние от упора корпуса до упорной розетки, проверка механизма на саморасцеп |
|
2 и 2′ |
Консольная часть хребтовой балки и рамы, тяговый хомут, клин тягового хомута, хвостовик автосцепки, поглощающий аппарат, упоры, поддерживающая планка, шкворневая и надрессорная балки, пятник и подпятник, колеса первой колесной пары с внутренней стороны, средняя часть оси, сопряжения оси со ступицами, элементы тормозной рычажной передачи (ТРП) |
|
|
3 и 3′ |
Подножки, поручни, колеса первой колесной пары с наружной стороны, поверхности катания колес (с остукиванием <*>), букса, буксовая крышка (с остукиванием), элементы буксового подвешивания (у тележек рефрижераторных вагонов) |
Дефекты поверхности катания колеса, температура корпуса буксы, дефекты буксового узла |
|
4 и 4′ |
Скользуны, торцевая часть надрессорной балки, рессорное подвешивание, тормозные колодки, башмаки, элементы ТРП, боковая балка рамы тележки, пол вагона, крышки люков, запорные устройства, элементы рамы и кузова (котла цистерн, бортов платформ и т.д.) |
Трафареты периодического ремонта, уровень загрузки вагона по прогибу пружин и положению фрикционного клина |
|
5 и 5′ |
Колеса второй колесной пары с наружной стороны, поверхности катания колес (с остукиванием <*>), букса, буксовая крышка (с остукиванием), элементы буксового подвешивания (у тележек рефрижераторных вагонов) |
Дефекты поверхности катания колеса, температура корпуса буксы, дефекты буксового узла |
|
6 и 6′ |
Внутренняя сторона тележки, колеса второй колесной пары с внутренней стороны, средняя часть оси, сопряжения оси со ступицами, шкворневая и надрессорная балки, шкворень, пятник и подпятник, элементы ТРП |
|
|
7 и 7′ |
Средняя часть хребтовой балки и рамы, тормозное, подвагонное оборудование, ТРП, трубопроводы тормозной магистрали |
Соответствие режима торможения загрузке вагона, регулировка ТРП |
|
8 и 8′ |
Боковая стена (борта платформы, обечайка котла цистерны и т.д.), грузовые двери, загрузочно-разгрузочные устройства и механизмы, запоры, фитинговые упоры контейнерных платформ (с переворачиванием в порожнем состоянии) |
|
|
9 и 9′ |
Колеса третьей колесной пары с наружной стороны, поверхности катания колес (с остукиванием), букса, буксовая крышка (с остукиванием <*>), элементы буксового подвешивания (у тележек рефрижераторных вагонов) |
Дефекты поверхности катания колеса, температура корпуса буксы, дефекты буксового узла |
|
10 и 10′ |
Скользуны, торец надрессорной балки, рессорное подвешивание, тормозные колодки, башмаки, элементы ТРП, боковая балка рамы тележки, пол вагона, крышки люков, запорные устройства, элементы рамы и кузова (котла цистерн, бортов платформ и т.д.) |
Трафареты периодического ремонта, уровень загрузки вагона по прогибу пружин и положению фрикционного клина |
|
11 и 11′ |
Подножки, поручни, колеса первой колесной пары с наружной стороны, поверхности катания колес (с остукиванием <*>), букса, буксовая крышка (с остукиванием), элементы буксового подвешивания (у тележек рефрижераторных вагонов) |
Дефекты поверхности катания колеса, температура корпуса буксы, дефекты буксового узла |
|
12 и 12′ |
Торцевая стена (дверь полувагона, борт платформы, днище котла цистерны), концевая балка рамы, центрирующий прибор, корпус автосцепки, тормозной рукав, концевой кран. Кронштейны, расцепной рычаг, цепь расцепного привода, валик подъемника, видимая часть тягового хомута (на позиции 12′ с левой стороны вагона) |
Разница высот продольных осей смежных автосцепок, расстояние от упора корпуса до упорной розетки, проверка механизма на саморасцеп |
———————————
<*> При техническом обслуживании сформированного состава в парке отправления остукивание колес не производится.
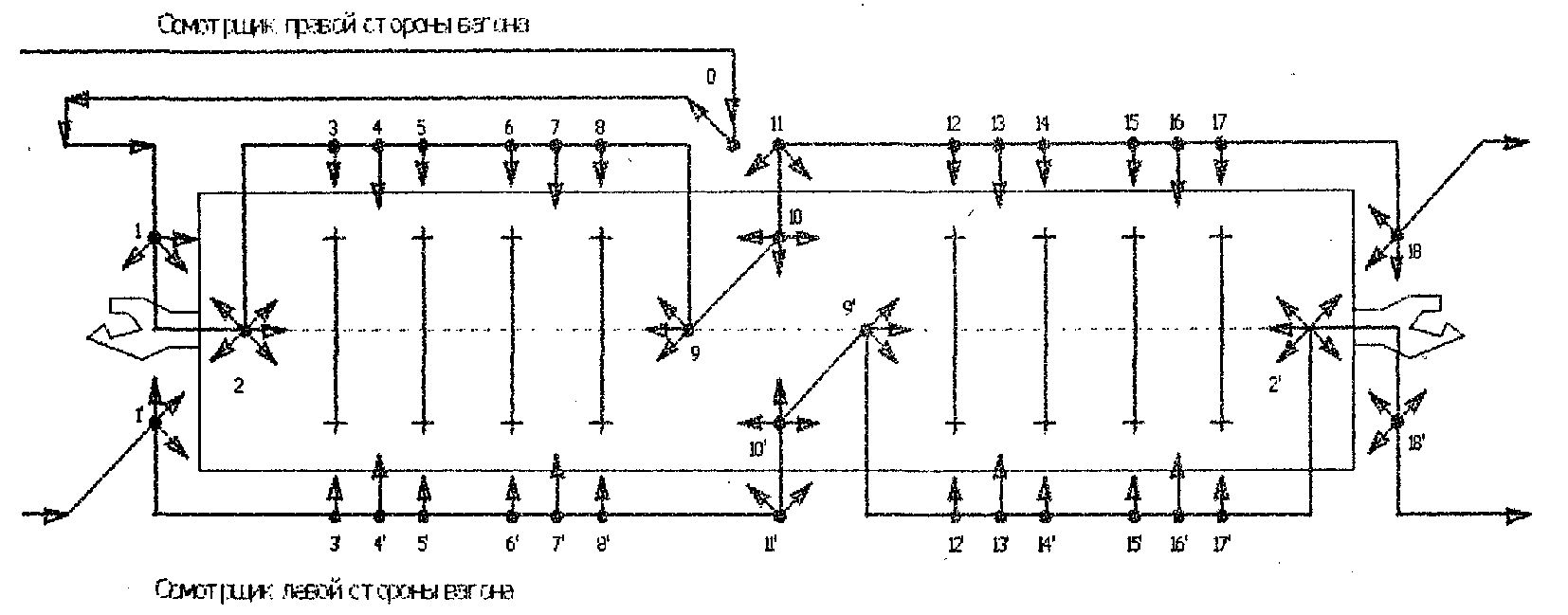
Рисунок 3.2. Схема осмотра 8-осного вагона с пролазкой
Таблица 3.2
Осмотр оборудования 8-осного вагона с пролазкой
|
N позиций |
Осматриваемое оборудование |
Контроль размеров и параметров |
|
0 |
Разрядка тормозов (в парке прибытия) |
|
|
1 и 1′ 18 и 18′ |
Концевая балка полурамы, днище котла, трафареты периодического ремонта, расцепной привод, валик подъемника, розетка, центрирующий прибор, корпус автосцепки, видимая часть тягового хомута, тормозной рукав, концевой кран |
Разница высот продольных осей смежных автосцепок, расстояние от упора корпуса до упорной розетки, проверка механизма на саморасцеп |
|
2 и 2′ |
Полурама с внутренней стороны, тяговый хомут, клин (валик) тягового хомута, хвостовик автосцепки, поглощающий аппарат, упоры, поддерживающая планка, направляющая рейка центрирующего прибора безмаятникового типа, колеса первой (последней) колесной пары с внутренней стороны, средняя часть оси, сопряжения оси со ступицами, надрессорная балка, подпятник первой (последней) тележки, концевой пятник соединительной балки, элементы тормозной рычажной передачи (ТРП) |
|
|
3 и 3′ 17 и 17′ |
Колеса первой (восьмой) колесной пары с наружной стороны, поверхности катания колес (с остукиванием <*>), букса, буксовая крышка (с остукиванием), боковая рама тележки в зоне буксового проема, видимая часть котла |
Толщина обода, гребня, прокат, дефекты поверхности катания колеса, температура корпуса буксы, дефекты буксового узла |
|
4 и 4′ 16 и 16′ |
Крайние скользуны, торец надрессорной балки, рессорное подвешивание, тормозные колодки, башмаки, триангель, средняя часть боковой балки рамы тележки, шпангоуты, крепление котла к полураме |
Загрузка вагона по прогибу пружин и положению фрикционного клина |
|
5 и 5′ 15 и 15′ |
Колеса второй (седьмой) колесной пары с наружной стороны, поверхности катания колес (с остукиванием <*>), букса, буксовая крышка (с остукиванием), внутренняя сторона колеса, сопряжение оси со ступицей, половина средней части оси с противоположной стороны колесной пары, тормозные колодки, башмаки, триангель, видимая часть соединительной балки, центральный скользун; видимая часть полурамы и котла |
Толщина обода, гребня, прокат, дефекты поверхности катания колеса, температура корпуса буксы, дефекты буксового узла |
|
6 и 6′ 14 и 14′ |
Аналогично поз. 5 и 5′, 15 и 15′ |
|
|
7 и 7′ 13 и 13′ |
Аналогично поз. 4 и 4′, 16 и 16′ |
|
|
8 и 8′ 12 и 12′ |
Аналогично поз. 3 и 3′, 17 и 17′ |
|
|
9 и 9′ |
Колеса четвертой (пятой) колесной пары с внутренней стороны, средняя часть оси, сопряжения оси со ступицами, надрессорная балка, подпятник второй (третьей) тележки, концевой пятник соединительной балки, элементы тормозной рычажной передачи (ТРП) |
|
|
10 и 10′ |
Трубопроводы тормозной магистрали, элементы ТРП, тормозное оборудование, нижний лист котла, сливной прибор |
Соответствие режима торможения загрузке вагона, регулировка ТРП |
|
11 и 11′ |
Средняя часть котла, наружные лестницы, привод стояночного тормоза |
———————————
<*> При техническом обслуживании сформированного состава в парке отправления остукивание колес не производится.
3.2. Особенности контроля технического состояния
при подготовке вагонов к перевозкам
Специальные требования по контролю технического состояния и браковке отдельных узлов и деталей при подготовке вагонов к перевозкам приведены в таблице 3.3.
Таблица 3.3
Специальные требования к узлам и деталям
при подготовке вагонов к перевозкам
|
Узел, устройство |
Нормируемые параметры |
Примечание |
|
Колесная пара |
Равномерный прокат не более 8,5 мм, толщина гребня при подготовке к международным перевозкам не менее 26 мм |
См. табл. 4.1 |
|
Дефекты на поверхности катания при подготовке к погрузке опасных грузов не допускаются |
||
|
Выход штока тормозного цилиндра |
Регулировать по минимально допустимому размеру |
См. табл. 4.6 |
|
Тормозные колодки |
Погрузка взрывчатых материалов (ВМ) допускается только в вагоны с композиционными колодками толщиной не менее 30 мм |
См. п. 4.6.3 |
|
Рама |
Трещины в узле крепления вертикальных стоек к раме, поперечные трещины в горизонтальных полках балок рамы длиной более 30 мм, отсутствие или повреждение лесных скоб на платформах не допускаются |
См. п. 4.7.2 |
|
Кузов |
Браковочные дефекты кузова |
См. табл. 4.10 |
3.3. Особенности контроля технического состояния
вагонов с опасными грузами
3.3.1. Специальные требования к узлам и деталям вагонов с опасными грузами приведены в таблице 3.4.
Таблица 3.4
Специальные требования к узлам и деталям
вагонов с опасными грузами
|
Узел, устройство |
Технические требования |
Примечание |
|
Эластомерный поглощающий аппарат |
Замена эластомерного поглощающего аппарата на пружинно-фрикционный у вагонов для перевозки опасных грузов не допускается |
п. 4.5.3 |
|
Тормозные колодки |
Вагоны для перевозки опасных грузов допускается эксплуатировать только с композиционными тормозными колодками. При подготовке вагонов к погрузке взрывчатых материалов (ВМ) толщина колодок должна быть не менее 30 мм |
п. 4.6.3 |
|
Тормозное оборудование |
Допускается выключение автотормозов на вагонах с опасными грузами (до восьми осей в одной группе вагонов, до четырех осей перед двумя хвостовыми вагонами, всего до 32 осей в поезде при условии обеспечения тормозного нажатия) |
п. 4.6.9 |
3.3.2. Классификация опасных грузов и знаки опасности приведены в Приложении В. Знаки опасности, наносимые на вагоны, имеют форму квадрата со стороной не менее 250 мм, повернутого углом вверх, с черной рамкой по периметру. В верхней части нанесен символ опасности, в нижней — номер класса или подкласса опасности груза. Между символом и номером подкласса на белом фоне указан номер аварийной карточки. Под знаком опасности на оранжевой прямоугольной табличке с черной рамкой приведен номер ООН перевозимого груза. На крытых вагонах знаки расположены в центре двери с обеих сторон вагона, на цистернах — с обеих сторон правой нижней части котла между днищем и хомутом. Специализированные вагоны для перевозки опасных грузов имеют отличительную сигнальную окраску и надпись с наименованием груза.
3.3.3. На всех вагонах с опасными грузами запрещается:
— устранять утечки (высыпания) грузов;
— производить сварочные работы;
— производить удары по котлу;
— находиться вблизи с открытым огнем, курить.
Техническое обслуживание и текущий ремонт вагонов с опасными грузами выполняют с учетом мер безопасности, указанных в аварийной карточке.
Слесарные работы на вагонах с опасными грузами выполняются искронеобразующими инструментами (комплект: молоток 0,5 кг из искронеобразующего материала, бородок, ключи гаечные обмедненные, ключ обмедненный для открытия штанги сливного прибора цистерны).
3.4. Нестандартизованные средства измерений
и средства допускового контроля узлов и деталей
грузовых вагонов в эксплуатации
Перечень нестандартизованных средств измерений (СИ) и средств допускового контроля (СДК) для осмотрщика вагонов приведен в таблице 3.5.
Таблица 3.5
Нестандартизованные средства измерений и средства
допускового контроля для осмотрщика вагонов
|
Наименование |
Обозначение |
Кол. |
Примечание |
|
Набор щупов для замера зазоров в скользунах |
Т 914.21.000 СБ |
1 |
Калибровка СИ и СДК должна выполняться не реже одного раза в год |
|
Шаблон для определения положения фрикционного клина |
Т 914.19.000 СБ |
1 |
|
|
Шаблон абсолютный вагонный |
Т 447.05.000 СБ |
1 |
|
|
Толщиномер цельнокатаных колес |
Т 447.07.000 СБ |
1 |
|
|
Шаблон вертикального подреза гребня |
Т 447.08.000 СБ |
1 |
|
|
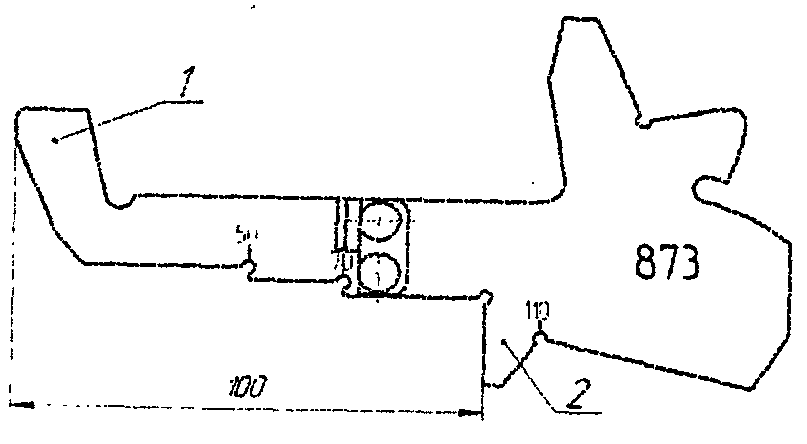
Шаблон N 873 для контроля автосцепки |
Т 416.38.000 СБ |
1 |
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К УЗЛАМ И ДЕТАЛЯМ
ВАГОНОВ В ЭКСПЛУАТАЦИИ
4.1. Общие требования
Запрещается ставить в поезда:
— вагоны, технически неисправные, угрожающие безопасности движения, пожарной безопасности, вагоны, состояние которых не обеспечивает сохранность перевозимых грузов;
— вагоны, имевшие сход с рельсов или находившиеся в поезде, потерпевшем крушение, впредь до осмотра их и признания годными для движения;
— вагоны, не имеющие трафарета о производстве установленных видов ремонта, за исключением вагонов, следующих по особым документам (как груз на своих осях), а также вагоны, находящиеся под исключением из инвентарного парка (вагоны с закрашенными номерами и номера которых обведены рамкой); порожние вагоны с истекшими межремонтными нормативами, сроками капитального и деповского ремонтов (Приложение Б);
— при истечении межремонтных нормативов груженого вагона в пути следования разрешается проследование вагона к месту выгрузки, если превышение норматива по пробегу составляет не более 10 тыс. км, а по календарному сроку — не более одного месяца;
— платформы с незакрытыми бортами (за исключением случаев, предусмотренных специальными инструкциями), бункерные полувагоны с незакрепленными бункерами, цистерны, хопперы (зерновозы, цементовозы) и другой подвижной состав с открытыми крышками верхних и нижних загрузочно-выгрузочных устройств;
— полувагоны с открытыми дверями (за исключением случаев, предусмотренных правилами погрузки) и крышками люков или крышками, закрытыми на одну закидку запорного механизма;
— порожние крытые вагоны с открытыми или не зафиксированными на закидку дверями;
— вагоны для перевозки битума с не очищенными от битума колесными парами по поверхности катания и ободам колес;
— с отсутствующими или неисправными устройствами, предохраняющими от падения на путь деталей и узлов подвагонного оборудования;
— вагоны с ослаблением крепления подвагонного оборудования, узлов, деталей и предохранительных устройств в ходовых частях, на раме и кузове вагона;
— вагоны для перевозки опасных грузов без знаков опасности и свидетельства о техническом состоянии вагонов для перевозки опасных грузов;
— вагоны с искаженной нумерацией или имеющие двойную нумерацию, при отсутствии кода страны собственника, а также не зарегистрированные в АБД ПВ, ИВЦ ЖА.
4.2. Колесные пары
4.2.1. Запрещается выпускать в эксплуатацию и допускать к следованию в поездах вагоны после сходов, с трещиной в любой части оси колесной пары или трещиной в ободе, диске и ступице колеса, а также при износах и повреждениях колесных пар сверх допустимых значений по таблице 4.1.
Таблица 4.1
Размеры в мм
|
Нормируемые параметры |
Значение |
|
Равномерный прокат по кругу катания, не более: |
|
|
— в эксплуатации |
9 |
|
— при подготовке вагона к перевозке |
8,5 |
|
Неравномерный прокат, не более |
2 |
|
Толщина гребня на расстоянии 18 мм от вершины: |
|
|
— в эксплуатации |
25 — 33 |
|
— в межгосударственном сообщении |
24 — 33 |
|
— при подготовке к международным перевозкам |
не менее 26 |
|
Остроконечный накат гребня (выступ на сопряжении подрезанной части гребня с его вершиной по рис. 4.1) |
не допускается |
|
Вертикальный подрез гребня, не более (по шаблону) |
18 |
|
Ползун (выбоина), не более |
1 |
|
Выщербина, не более: — глубиной или |
10 |
|
— длиной |
50 |
|
Кольцевая выработка, не более: |
|
|
— шириной |
15 |
|
или: — глубиной у основания гребня и на уклоне 1:20 |
1 |
|
— глубиной на уклоне 1:7 |
2 |
|
Навар, не более |
1 |
|
Толщина обода по кругу катания, не менее |
22 |
|
Местное уширение (раздавливание) обода, не более |
5 |
|
Поверхностный откол наружной грани обода: |
|
|
— глубиной (по радиусу колеса), не более |
10 |
|
— по ширине оставшейся части обода, не менее |
120 |
|
Протертость средней части оси глубиной, не более |
2,5 |
|
Следы контакта оси с электродом (сварочным проводом) |
не допускаются |
|
Расстояние между внутренними гранями ободов колес |
1440 +/- 3 |
|
Сдвиг или ослабление ступицы колеса на подступичной части оси |
не допускается |
|
Примечания: 1. Дефекты на поверхности катания колес у вагонов, подаваемых под погрузку опасных грузов, не допускаются. 2. Выщербины глубиной до 1 мм не бракуются независимо от их длины. 3. Трещины или расслоения, идущие в глубь металла, в выщербинах и отколах не допускаются. |
Острая кромка в вершинных (нерабочих) частях гребня, не имеющего подреза, браковке не подлежит.
Рабочая часть гребня — поверхность, расположенная в границах 2 мм от вершины — 13 мм от поверхности катания.
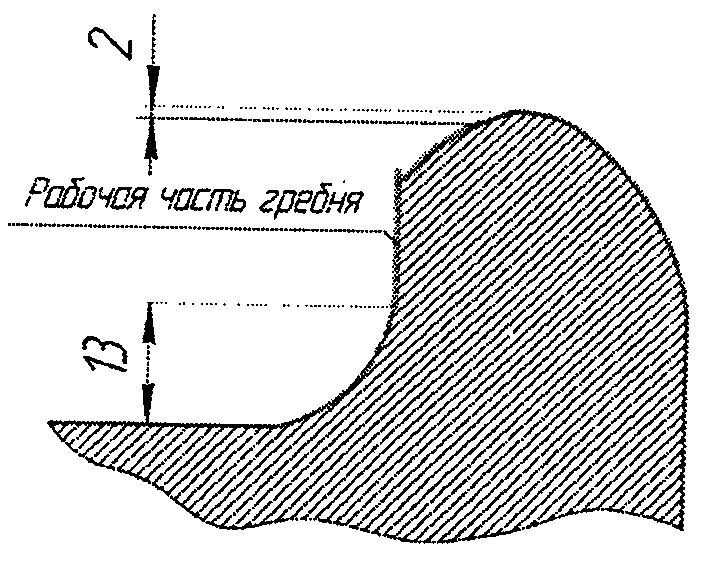
Рисунок 4.1. Остроконечный накат гребня
4.2.2. Согласно Указанию МПС N Н-924у в зимний период (с 1 сентября по 1 марта) колесные пары грузовых вагонов с толщиной обода колеса менее 35 мм изымаются из эксплуатации при наличии выщербин глубиной более 5 мм и длиной более 25 мм, ползунов и наваров размером более 0,5 мм. При текущем отцепочном ремонте колесные пары с толщиной обода менее 35 мм подлежат внеплановой ревизии с обязательным визуальным осмотром и остукиванием.
4.2.3. Методика контроля колесных пар приведена в Приложении Г.
4.2.4. Знаки и клейма на элементах колесных пар приведены на рисунке 4.2.
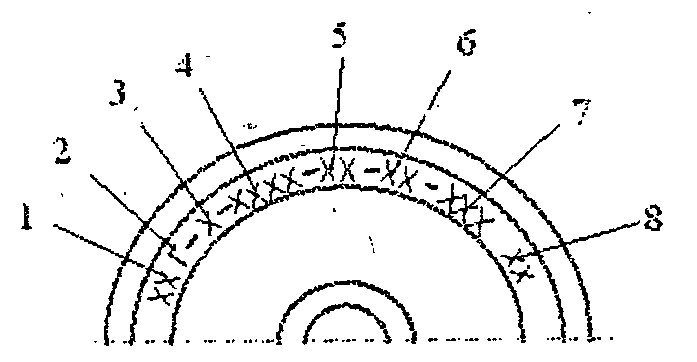
1 — год изготовления;
2 — обозначение грузовой к.п.;
3 — условное обозначение марки стали;
4 — номер плавки;
5 — приемочные клейма РЖД;
6 — номер завода-изготовителя;
7 — номер колеса;
8 — принадлежность государству
а) Знаки и клейма на наружной грани
обода цельнокатаного колеса
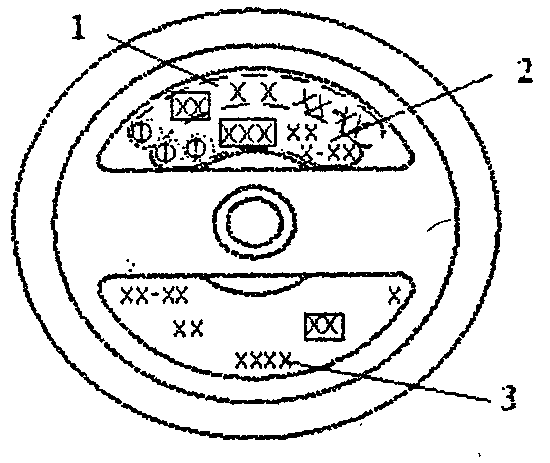
б) Знаки и клейма на правом торце оси колесной пары
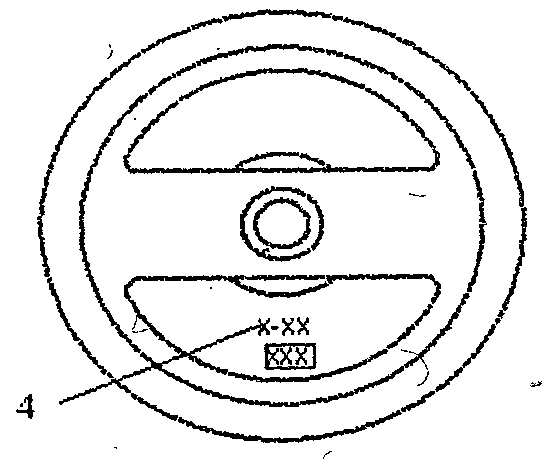
в) Знаки и клейма на левом торце оси колесной пары
1 — при формировании колесной пары (знак формирования Ф, условный номер завода, клейма приемки, месяц и две последние цифры года);
2 — при опробовании ступиц колес на сдвиг (ФФ — знак опробования на сдвиг);
3 — при изготовлении оси (X — номер завода — изготовителя оси, ![]() — номер пункта, перенесшего знаки маркировки, XXXX — номер оси, XX-XX — месяц и две последние цифры года изготовления. На новых осях номер завода-изготовителя отдельно не ставится, а вводится в номер оси.
— номер пункта, перенесшего знаки маркировки, XXXX — номер оси, XX-XX — месяц и две последние цифры года изготовления. На новых осях номер завода-изготовителя отдельно не ставится, а вводится в номер оси.
Например, 0052584, где: 005 — номер завода, 2584 — номер оси);
4 — при полном освидетельствовании колесной пары (X-XX — месяц и две последние цифры года, ![]() — условный номер пункта, производившего освидетельствование)
— условный номер пункта, производившего освидетельствование)
Рисунок 4.2. Знаки и клейма на элементах
колесных пар грузовых вагонов
4.3. Буксовый узел
4.3.1. Устройство буксовых узлов приведено в Приложении Д.
4.3.2. Запрещается постановка в поезд и следование в нем вагонов, у которых буксовый узел имеет хотя бы одну из неисправностей:
— повышенный нагрев верхней части корпуса буксы;
— ослабление болтового крепления, вмятины, выпуклости, протертости смотровой или крепительной крышек, сдвиг корпуса буксы;
— обрыв болтов торцевого крепления подшипников на оси, наличие воды или льда в корпусе буксы, выброс смазки на смотровую крышку;
— выброс смазки на диск и обод колеса при нагреве подшипников.
4.3.3. Порядок технического обслуживания буксы:
— проверить состояние колесной пары;
— осмотреть корпус буксы, лабиринтное кольцо;
— путем остукивания смотровой крышки ниже ее центра проверить исправность торцевого крепления подшипников на оси;
— проверить нагрев верхней части корпуса буксы тыльной стороной ладони и сравнить его с другими буксами этого же вагона.
4.3.4. Внешние признаки основных неисправностей буксового узла грузового вагона приведены в таблице 4.2.
Таблица 4.2
|
Внешний признак неисправности |
Вероятные причины |
|
Колесная пара идет юзом при отжатых тормозных колодках, слышны скрежет, пощелкивание, виден дым или искрение со стороны лабиринтного кольца при движении вагона |
Разрушение подшипника, проворот внутреннего кольца заднего подшипника на шейке оси |
|
Букса смещена вдоль шейки оси, вздутие краски, окалина, деформация смотровой и крепительной крышек |
Разрушение подшипника, повреждение торцевого крепления подшипника на шейке оси |
|
Корпус буксы наклонен по отношению к шейке оси, боковая рама тележки опирается на корпус буксы одним краем |
Проворот внутреннего кольца переднего подшипника на шейке оси |
|
Выброс смазки на диск и обод колеса, потеки смазки через смотровую и крепительную крышки, наличие валика смазки с металлическими включениями на лабиринтной части корпуса буксы |
Разрушение подшипника, повреждение торцевого крепления подшипников на оси, обводнение смазки |
|
При остукивании смотровой крышки ниже ее центра слышно дребезжание или двойной металлический отзвук (отбой) |
Повреждение торцевого крепления подшипников на оси |
|
Появление дыма, запаха из буксы |
Неисправность полиамидного сепаратора подшипника |
|
Повышенный нагрев корпуса буксы в сравнении с другими буксами этого же вагона |
Излишнее количество смазки (после ремонта или ревизии буксы), начало разрушения подшипников |
4.3.5. Загрязнения, обводнение смазки в эксплуатации определяют визуально путем растирания небольшой порции смазки на тыльной стороне ладони, суконном материале или зеркале (3-ЦВРК, п. 4.2.3). Потемнение смазки не является браковочным признаком. Букса со смазкой, имеющей стальные, латунные включения, механические и другие примеси, подлежит полной ревизии.
4.3.6. Проверку зазоров между корпусом буксы и лабиринтным кольцом, а также смещения корпуса буксы относительно лабиринтного кольца в эксплуатации выполняют с помощью щупа Басалаева (Приложение Г).
4.3.7. Особенности технического обслуживания буксового узла с коническими подшипниками кассетного типа:
— внешние признаки неисправностей, выявляемых на ходу поезда, аналогичны буксовому узлу с цилиндрическими роликовыми подшипниками (скрежет, пощелкивание, дым, искрение);
— при осмотре во время стоянки у буксовых узлов с кассетными подшипниками в корпусе буксы производится контроль ослабления болтов крепительной и смотровой крышек; состояние торцевого крепления подшипников на оси проверяется методом остукивания смотровой крышки аналогично буксовому узлу с цилиндрическими роликовыми подшипниками;
— для кассетных подшипников с адаптером (полубуксой) ослабление болтов торцевого крепления проверяется методом остукивания и визуальным осмотром.
Признаки неисправностей буксового узла, требующих отцепки вагона:
— выброс смазки на диск, обод колеса, в крышку смотровую;
— сдвиг корпуса буксы;
— обрыв болтов торцевого крепления подшипников на оси;
— наличие воды или льда в корпусе буксы;
— повышенный нагрев верхней части корпуса буксы или адаптера.
Контроль температуры нагрева верхней части корпуса буксы выполняют с помощью бесконтактного измерителя температуры типа «Кельвин» МФКВ.К1.02.003 ТУ или аналогичного, принятого ОАО «РЖД» в установленном порядке. Нагрев верхней части корпуса буксы относительно температуры окружающего воздуха не должен достигать 60 °C.
Измерения прибором «Кельвин» выполняют в соответствии с руководством по эксплуатации. Расстояние от входного зрачка бесконтактного измерителя температуры до контролируемой поверхности должно быть от 0,2 до 0,8 м. За температуру окружающего воздуха принимают температуру боковой балки рамы тележки в подрессорной части. Излучательную способность корпуса буксы на приборе следует установить равной 0,95.
Запрещается эксплуатировать под одним вагоном колесные пары, имеющие буксовые узлы с коническими подшипниками кассетного типа и стандартными цилиндрическими подшипниками.
4.3.8. Маркировка на элементах буксового узла приведена на рисунке 4.3.
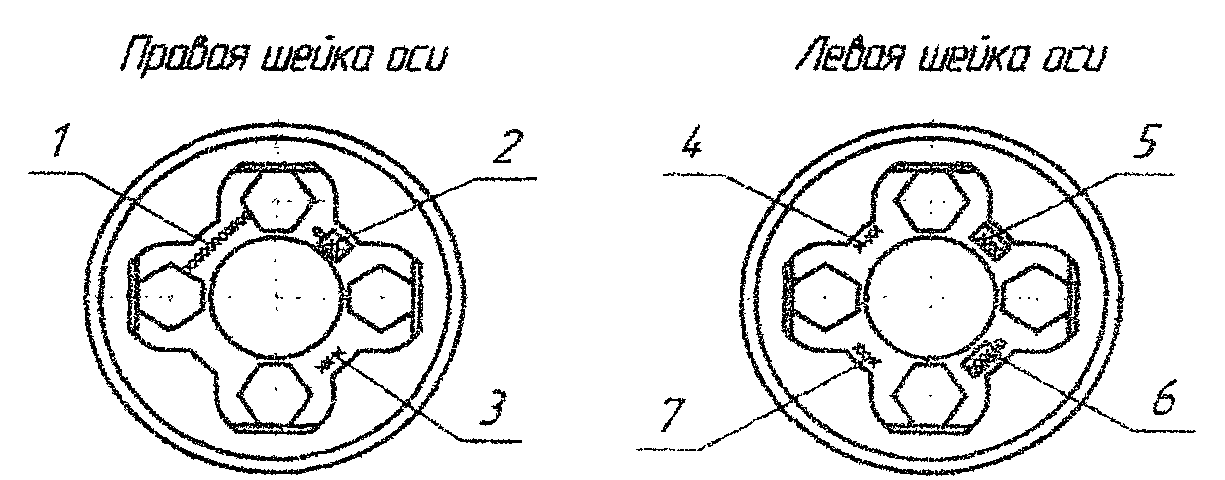
1 — номер оси колесной пары;
2 — знак формирования (Ф) и код предприятия;
3 — дата формирования колесной пары (месяц — год);
4 — дата последнего полного освидетельствования колесной пары (месяц — год);
5 — код предприятия, производившего последнее полное освидетельствование;
6 — знак обточки (О) и код предприятия, производившего обточку колесной пары без демонтажа букс;
7 — дата обточки колесной пары без демонтажа букс
Крышка крепительная
1 — месяц, год, код предприятия, производившего полное освидетельствование;
2 — индивидуальный номер колесной пары;
3 — код страны — собственника колесной пары;
4 — знак обточки (О1, О2), месяц, год, код предприятия, производившего обточку колесной пары без демонтажа букс;
К — использование в буксовом узле подшипника кассетного типа (см. ниже)
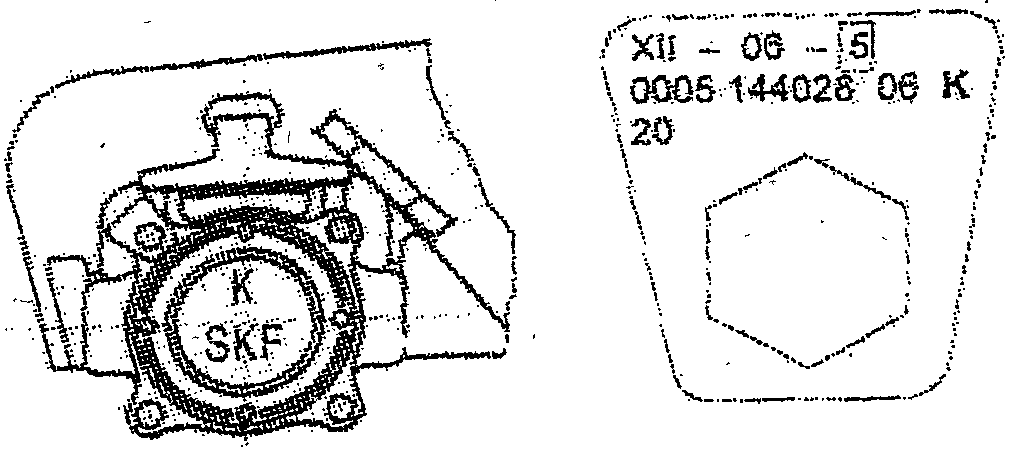
Рисунок 4.3. Маркировка на элементах буксового узла
4.4. Тележки
4.4.1. Запрещается постановка в поезда и следование в них вагонов, тележки которых имеют неисправности, указанные в таблице 4.3.
Таблица 4.3
Размеры в мм
|
Нормируемые параметры |
Значение |
|
Трещины, изломы в литых деталях рамы и пятникового узла в видимой при осмотре зоне (с учетом п. 4.4.2) |
Не допускается |
|
Трещина в верхнем скользуне, отсутствие или излом колпака скользуна, отсутствие болта крепления колпака скользуна тележки типа 18-100, отсутствие или излом планки скользуна трехосных тележек |
Не допускается |
|
Суммарный зазор между скользунами с обеих сторон тележки: |
(см. п. 4.4.3) |
|
— основные типы четырехосных вагонов, кроме указанных ниже |
Более 20 Менее 4 |
|
— цистерны, в т.ч. для перевозки газов |
Более 14 Менее 4 |
|
— хопперы для перевозки зерна, цемента, минеральных удобрений, окатышей, хоппер-дозаторы типа ЦНИИ-ДВЗ |
|
|
— хопперы для перевозки угля, горячего агломерата, апатитов |
Более 12 Менее 6 |
|
— хоппер-дозаторы типа ЦНИИ-2, ЦНИИ-3 |
|
|
— думпкары ВС-50 |
|
|
— думпкары ВС-80, ВС-82, ВС-85 |
Более 20 Менее 12 |
|
Суммарный зазор между скользунами с обеих сторон одного конца восьмиосной цистерны: |
(см. п. 4.4.4) |
|
— между скользунами соединительной и шкворневой балок |
Более 15 Менее 4 |
|
— между скользунами соединительной и надрессорной балок двухосной тележки |
Более 20 Менее 4 |
|
Обрыв заклепки или болта крепления пятника или подпятника |
Не допускается |
|
Трещины в кронштейнах тормозного оборудования |
|
|
Отсутствие или излом шкворня (все типы вагонов) |
|
|
Рессорное подвешивание: — обрыв заклепки фрикционной планки, излом или трещина в клине амортизатора, излом упорного бурта клина амортизатора; — свободные (ненагруженные) подклиновые пружины и клинья в порожних вагонах; — завышение (более 8 мм) или занижение (более 12 мм) клина относительно нижней опорной поверхности надрессорной балки; — трещина, излом или отсутствие хотя бы одной пружины; — смыкание витков пружин |
|
|
У трехосной тележки: — трещины в балансире, соединительной или шкворневой балке; — обрыв или отсутствие хотя бы одного болта, соединяющего шкворневую с поперечными или надрессорными балками; — отсутствие хотя бы одного валика, соединяющего балансиры с хоботами боковин, или подкладок боковин |
|
|
У четырехосной тележки: — трещины в консолях соединительной балки; — трещины в верхнем или нижнем поясах и в зоне крайних пятников соединительной балки |
4.4.2. Вырубки пороков стального литья, произведенные после изготовления и ремонта надрессорных балок, не служат основанием для браковки.
4.4.3. Допускается отсутствие зазоров между скользунами одной стороны тележки, кроме цистерн для перевозки газов. Не допускается отсутствие зазоров между скользунами по диагонали вагона.
4.4.4. У восьмиосной цистерны не допускается отсутствие зазоров:
— в двух любых скользунах одной четырехосной тележки с одной стороны цистерны;
— по диагонали цистерны между скользунами соединительной и шкворневой балок;
— по диагонали четырехосной тележки между скользунами соединительной и надрессорной балок.
4.4.5. Допускается эксплуатация боковых и надрессорных балок тележек 18-100 с продленным сроком службы (до 37 лет), имеющих знаки и клейма:
первый знак — ПСС (продление срока службы); второй знак — дата проведения продления (месяц и две последние цифры года), третье клеймо — условный N предприятия, производившего продление, четвертый знак — дата следующего продления или окончания срока службы (месяц и две последние цифры года).
Запрещается эксплуатация тележек с литыми деталями польского изготовления (клеймо 6) с датой выпуска 1981 — 1984 гг. и боковыми рамами румынского производства до 1987 г. (клейма 23, F, V, IOB, INETAT).
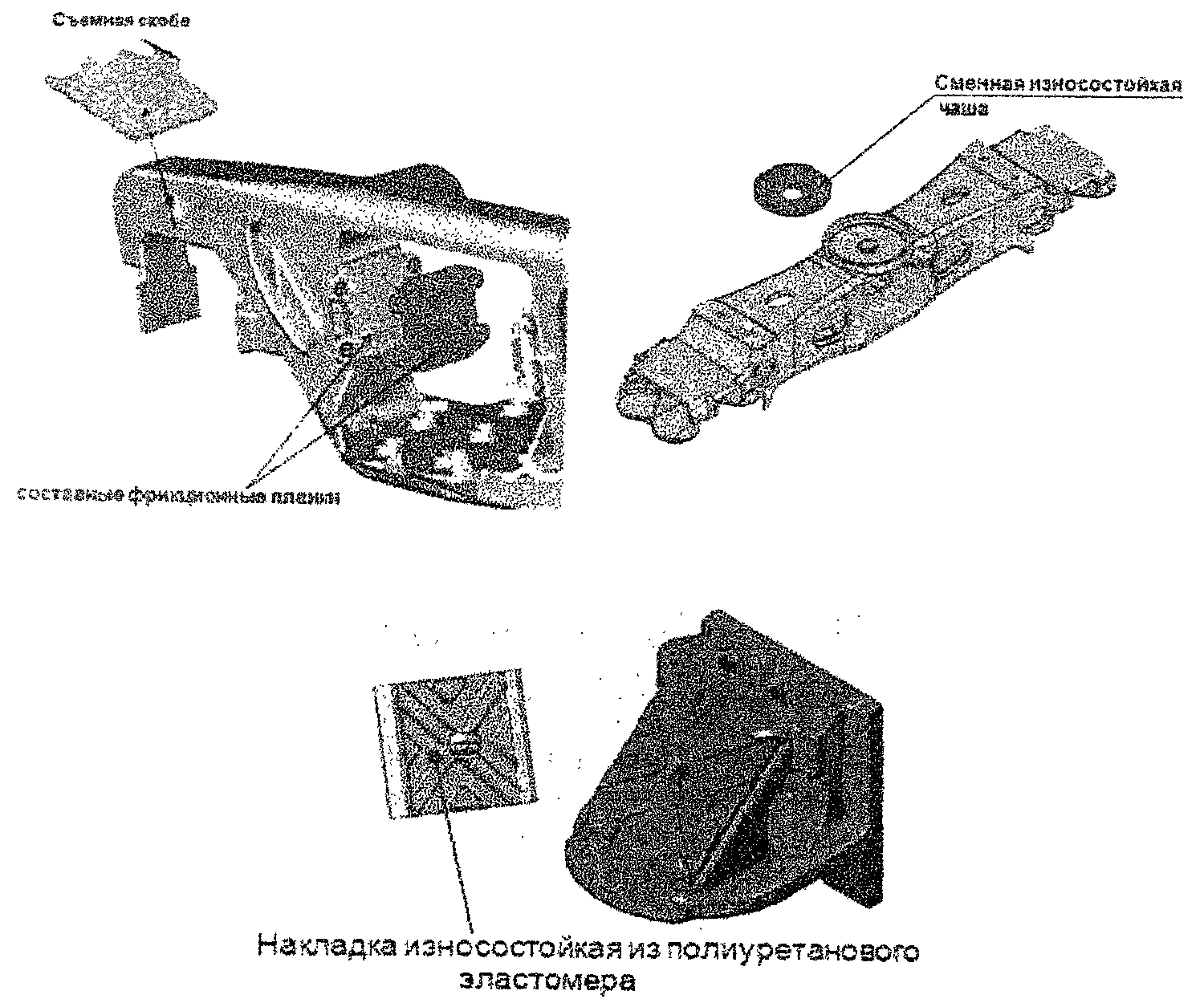
Рисунок 4.4а. Износостойкие элементы в конструкции тележки
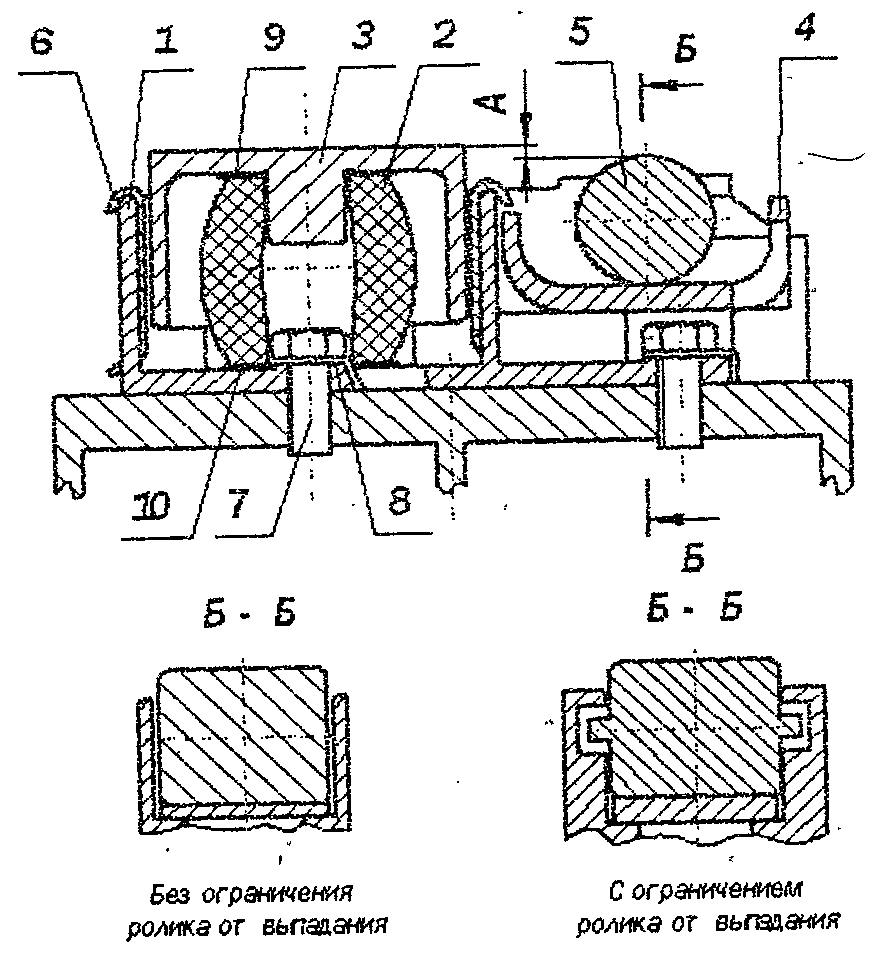
|
А, мм |
|
|
в свободном состоянии |
под тарой вагона |
|
|
8 +/- 2 |
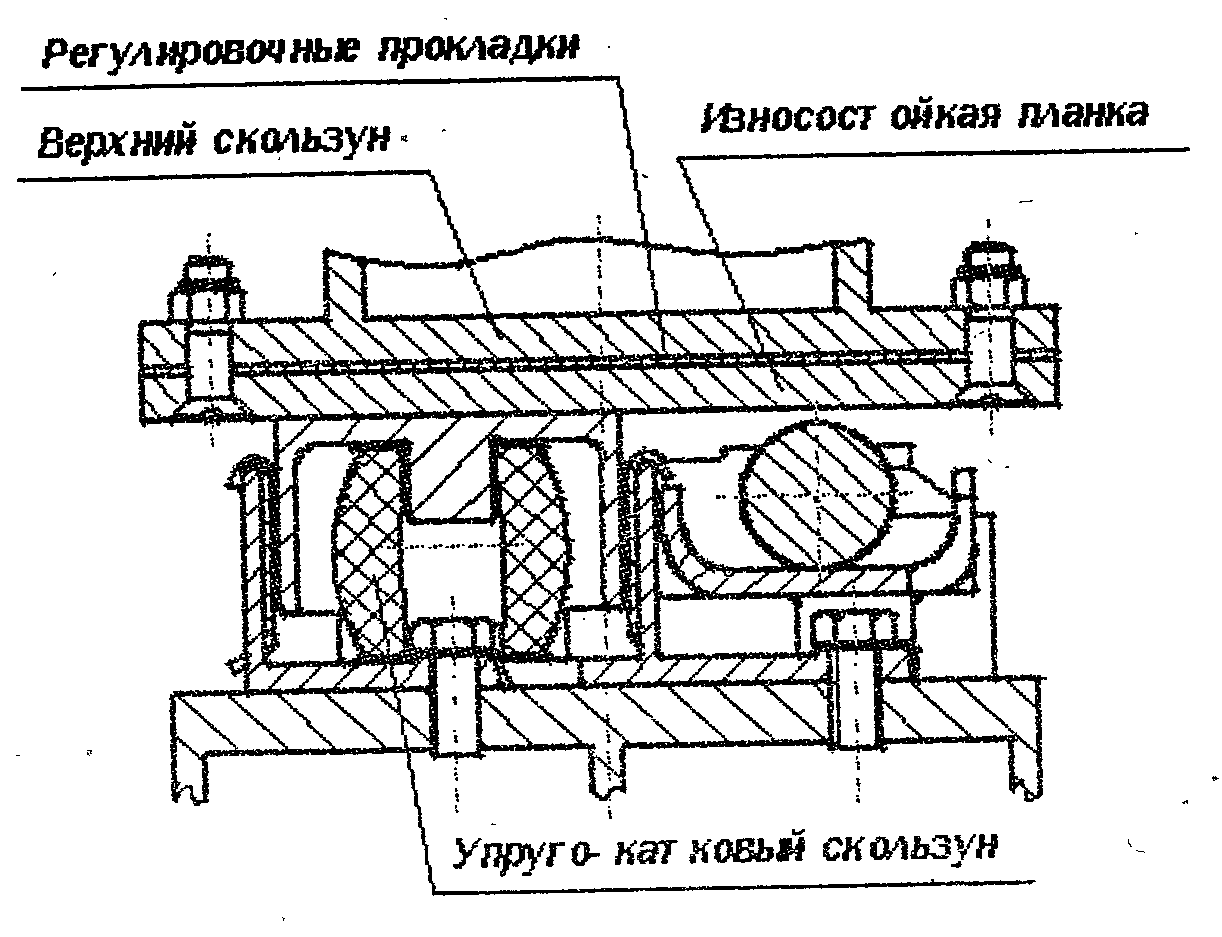
1 — корпус;
2 — демпфер;
3 — колпак;
4 — вкладыш;
5 — ролик;
6 — сменный износостойкий элемент;
7 — болт М24 6g x 50.46 ГОСТ 7798-70;
8 — шайба 24 ГОСТ 13463-77;
9, 10 — прокладка регулировочная
Рисунок 4.4б. Конструкция упруго-каткового скользуна
4.4.6. Особенности дефектации тележек моделей 18-578
и 18-100 с установкой износостойких элементов
Износостойкие элементы и конструкция упруго-каткового скользуна в тележках грузовых вагонов приведены на рисунках 4.4а, 4.4б.
Запрещается постановка в поезда и следование в них вагонов, в тележках которых имеется хотя бы одна из следующих неисправностей:
— трещины, изломы, отколы чугунного фрикционного клина, составных фрикционных планок в узле гасителя колебаний;
— изломы, трещины, механические повреждения, деформации чаш подпятника, сменных скоб в буксовом проеме;
— отсутствие элементов скользуна на тележке вагона;
— зазор между колпаком скользуна 3 и износостойкой планкой верхнего скользуна, расположенной на раме вагона;
— трещина или деформация корпуса скользуна;
— трещина, деформация или отсутствие колпака скользуна;
— ослабление крепления корпуса скользуна на надрессорной балке;
— ослабление резьбового крепления корпуса 1 скользуна и износостойкой планки верхнего скользуна;
— трещины или излом верхнего скользуна;
— трещины в видимой части клина;
— необычный износ клина или его вертикальная поверхность не прилегает к фрикционной планке;
— трещины, излом или отсутствие полиуретановой накладки наклонной поверхности фрикционного клина;
— трещины износостойкой фрикционной планки;
— обрыв (отсутствие) одной и более заклепок фрикционной планки.
4.5. Автосцепное устройство
4.5.1. Корпус и механизм автосцепки
Запрещается постановка в поезда и следование в них вагонов, имеющих следующие дефекты:
— трещины корпуса, излом деталей механизма;
— износ, повреждения деталей механизма, при которых возможен саморасцеп;
— уширение зева, износ рабочих поверхностей по контуру зацепления сверх допустимых (проверяются шаблонами в концевых вагонах состава);
— отсутствие валика подъемника, не закрепленный от выпадения или закрепленный нетиповым способом валик подъемника автосцепки, недействующий предохранитель замка от саморасцепа.
4.5.2. Центрирующее устройство
Запрещается постановка в поезда и следование в них вагонов, имеющих следующие дефекты:
— излом или трещина центрирующей балочки, маятниковой подвески (или направляющей рейки центрирующего прибора безмаятникового типа);
— неправильная установка маятниковых подвесок (широкими головками вниз);
— излом или отсутствие стяжных болтов, гаек, излом витков, потеря начальной затяжки пружин подпружиненного центрирующего устройства, с выбитыми или отсутствующими торсионами автосцепного устройства восьмиосных цистерн.
4.5.3. Поглощающий аппарат
Типы и технические характеристики поглощающих аппаратов грузовых вагонов приведены в Приложении Е.
Запрещается постановка в поезда и следование в них вагонов, имеющих следующие дефекты:
— выход вкладышей крепления крышки поглощающего аппарата Ш6-ТО-4 за наружные плоскости боковых стенок корпуса;
— трещины, сквозная протертость корпуса;
— повреждения, вызывающие потерю упругих свойств (суммарный зазор между передним упором и упорной плитой и задним упором и корпусом более 5 мм для всех типов поглощающих аппаратов).
Особенности дефектации эластомерных поглощающих аппаратов
Тяговый хомут с эластомерным поглощающим аппаратом осматривают на вагоне и считают неисправным, если:
— имеются изломы, трещины или сколы корпуса в видимой зоне в деталях аппарата и тяговом хомуте;
— суммарный зазор между передним упором и упорной плитой и задним упором и корпусом поглощающего аппарата более 5 мм.
При подготовке вагона к перевозкам на ПТО или ППВ и выявлении суммарного зазора более 5 мм вагон отцепляется в текущий ремонт для замены аппарата аналогичным.
При обнаружении в пути следования у вагона суммарного зазора более 5 мм, но не более 50 мм разрешается проследование:
— порожнего вагона до ближайшего ПТО;
— груженого вагона до станции выгрузки.
При обнаружении у вагона суммарного зазора более 50 мм вагон отцепляется в текущий ремонт, аппарат снимается и заменяется аналогичным.
В случае отсутствия эластомерного поглощающего аппарата допускается его замена пружинно-фрикционным (кроме груженых вагонов с опасными грузами) и следование вагона до ближайшего ПТО или опорного пункта, имеющего запас эластомерных поглощающих аппаратов.
Излом стяжных болтов и наличие течи эластомерной массы на поглощающем аппарате без его просадки не являются браковочными признаками эластомерных поглощающих аппаратов в эксплуатации.
4.5.4. Детали ударно-тягового механизма
Запрещается постановка в поезда и следование в них вагонов, имеющих следующие дефекты:
— трещина тягового хомута, трещина или излом клина или валика тягового хомута;
— излом или изгиб болтов, поддерживающих клин, блестящая намятина заплечика клина, наличие крупнозернистой металлической пыли на тяговом хомуте, двойной удар (отдача) при ударе молотком снизу по клину (признаки излома клина);
— неисправное или нетиповое крепление клина или валика тягового хомута;
— наличие клина с заплечиками, отсутствие предохранительной планки в узле крепления тягового хомута поглощающих аппаратов Ш6-ТО-4, ЭПА-120;
— ослабление болтов или нетиповое крепление планки, поддерживающей тяговый хомут, трещина или излом планки, ударной розетки, упорной плиты или упоров.
4.5.5. Детали расцепного привода
Запрещается постановка в поезда и следование в них вагонов, имеющих следующие дефекты:
— трещина или излом кронштейна или державки расцепного привода, погнутый расцепной рычаг;
— длинная цепь расцепного привода (если при постановке рукоятки расцепного рычага на горизонтальную полочку кронштейна нижняя часть замка выступает за ударную стенку зева автосцепки);
— короткая цепь расцепного привода (если нельзя положить плоскую часть расцепного рычага на горизонтальную полочку кронштейна);
— цепь расцепного рычага с незаверенными звеньями или надрывами в них, а также прикрепленная нетиповым способом.
При перевозке общего груза на двух вагонах рукоятки расцепных рычагов должны быть прикреплены проволокой к кронштейнам.
4.5.6. Контроль установочных размеров автосцепки
Запрещается постановка в поезда и следование в них вагонов, если установочные размеры автосцепки выходят за предельно допустимые значения, приведенные в таблице 4.4.
Таблица 4.4
Размеры в мм
|
Нормируемые параметры |
Значение |
|
|
Расстояние между упорными поверхностями корпуса автосцепки и ударной розетки |
||
|
Для всех вагонов, кроме поименованных ниже |
Не более |
90 |
|
Не менее |
60 |
|
|
Восьмиосные вагоны |
Не более |
140 |
|
Не менее |
100 |
|
|
Вагоны, оборудованные укороченной ударной розеткой |
Не более |
150 |
|
Не менее |
110 |
|
|
Вагоны, оборудованные поглощающими аппаратами Ш6-ТО-4, ПМК-110-К-23, 73ZW, 73ZW12, АПЭ-120-И, АПЭ-95-УВЗ, ЭПА-120, РТ-120 |
Не более |
150 |
|
Не менее |
110 |
|
|
Зазор между потолком розетки и хвостовиком корпуса автосцепки, не менее |
25 |
|
|
Высота продольной оси автосцепки над уровнем головки рельсов: |
||
|
— у порожних вагонов всех типов, не более |
1080 |
|
|
— у груженых вагонов, не менее |
четырехосных |
950 |
|
шести- и восьмиосных |
990 |
|
|
Разность высот смежных автосцепок, не более |
между двумя вагонами |
100 |
|
между локомотивом и первым груженым грузовым вагоном |
110 |
4.5.7. Внешние признаки неисправностей автосцепного устройства:
— наличие посторонних предметов под головками маятниковых подвесок, на центрирующей балочке, под хвостовиком автосцепки;
— отсутствие сигнального отростка замка;
— излом направляющего зуба замка, определяемый по выходу его из отверстия корпуса автосцепки;
— трещины в узлах автосцепного устройства, выявляемые по следам коррозии, наличию пылевого валика (в летнее время), инея (в зимнее время);
— укороченная или удлиненная цепь расцепного привода автосцепки;
— недопустимое расстояние от упора головы автосцепки до ударной розетки;
— отсутствие стопорных болтов в автосцепках смежных вагонов рефрижераторных секций;
— расстояние от вертикальной кромки малого зуба автосцепки до вертикальной кромки замка в его крайнем нижнем положении менее 2 мм или более 8 мм.
4.5.8. Контроль геометрии контура зацепления (рисунок 4.5)
а)
б)
в)
г)
д)
е)
ж)
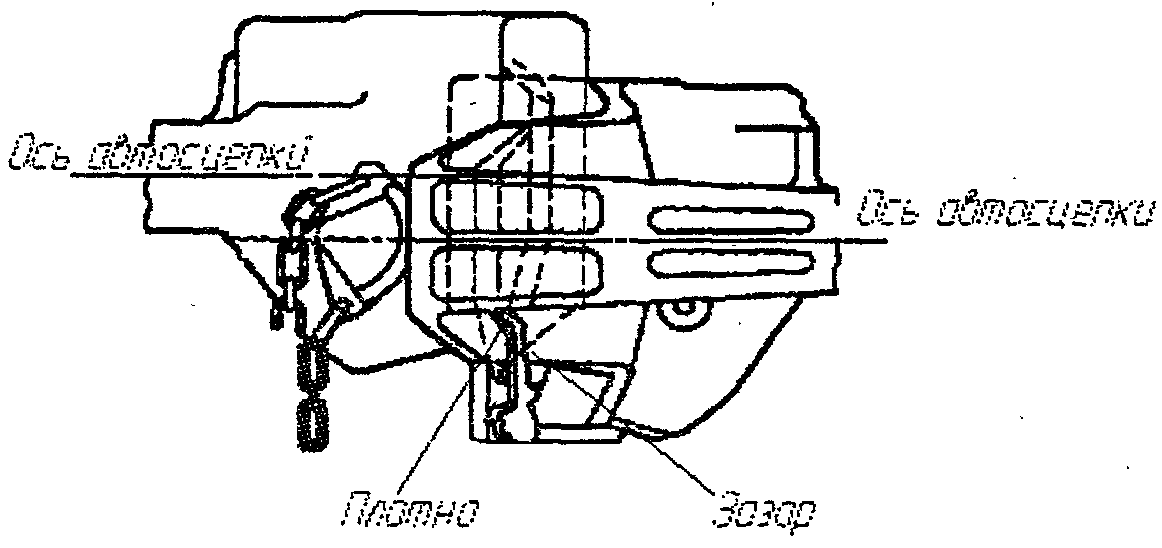
Рисунок 4.5. Проверка автосцепки шаблоном N 873
Контроль геометрии контура зацепления автосцепки в эксплуатации осуществляется шаблоном N 873 в следующем порядке:
а) контролируют ширину зева, которая считается достаточной, если шаблон, приложенный к углу малого зуба (рисунок 4.5, а), другим своим концом не проходит мимо носка большого зуба;
б) проверяют длину малого зуба, которая считается нормальной, если шаблон не надевается на зуб полностью, т.е. имеется зазор (рисунок 4.5, б). Проверку производят на расстоянии 80 мм вверх и вниз от продольной оси автосцепки;
в) проверяют расстояние от ударной стенки зева до тяговой поверхности большого зуба, которое считается нормальным, если шаблон не входит в пространство между ними, т.е. имеется зазор (рисунок 4.5, в). Проверку производят в средней части большого зуба на высоте 80 мм вверх и вниз от середины (проверка против окна для лапы замкодержателя не производится);
г) контролируют толщину замка, которая считается нормальной, если вырез в шаблоне меньше этой толщины, т.е. имеется зазор (рисунок 4.5, г);
д) проверяют действие предохранителя от саморасцепа, для чего шаблон устанавливают перпендикулярно к ударной стенке зева автосцепки так, чтобы шаблон одним концом упирался в лапу замкодержателя, а угольником — в тяговую поверхность большого зуба (рисунок 4.5, д). Предохранитель годен, если замок при нажатии на него уходит в карман головы автосцепки не более чем на 20 мм и не менее чем на 7 мм;
е) сохраняя такое же положение шаблона, проверяют действие механизма на удержание замка в расцепленном состоянии до разведения вагонов, для чего поворачивают валик подъемника до отказа и затем отпускают его. Автосцепка годна, если замок удерживается в верхнем положении, а после прекращения нажатия шаблоном на лапу опускается под действием собственного веса в нижнее положение;
ж) шаблоном 873 можно проверить разницу по высоте между продольными осями сцепленных автосцепок. Для проверки шаблон концом 1 (рисунок 4.5, е) упирают снизу в замок автосцепки, расположенной выше. Если при этом между выступом 2 шаблона и низом замка расположенной ниже другой автосцепки будет зазор (рисунок 4.5, ж), то разница между продольными осями автосцепок составляет менее 100 мм.
4.6. Тормозное оборудование
4.6.1. Запрещается подавать под погрузку, ставить в поезд вагоны с неисправным тормозным оборудованием, а также без предъявления их к техническому обслуживанию и записи в журнале формы ВУ-14 о признании вагонов годными к безопасному следованию в поездах.
4.6.2. Запрещается ставить в состав поезда вагоны, у которых тормозное оборудование имеет хотя бы одну из следующих неисправностей:
— неисправные воздухораспределитель, авторежим, концевой или разобщительный кран, выпускной клапан, тормозной цилиндр, запасной резервуар, рабочая камера;
— повреждение воздухопроводов — трещины, прорывы, протертости и расслоение соединительных рукавов, трещины, надломы и вмятины на воздухопроводах, неплотность их соединений, ослабление трубопроводов в местах крепления;
— неисправность, нетиповое крепление деталей механической части — траверс, триангелей, рычагов, тяг, подвесок, авторегулятора рычажной передачи, башмаков; трещины или изломы в деталях, откол проушин колодки; неправильное крепление колодки в башмаке, неисправные или отсутствующие предохранительные устройства и балки авторежимов, нетиповые детали и шплинты в узлах;
— неисправный ручной тормоз;
— ослабление крепления деталей;
— неотрегулированная рычажная передача;
— толщина колодок менее допустимой.
4.6.3. Запрещается устанавливать композиционные колодки на вагоны, рычажная передача которых переставлена под чугунные колодки (т.е. валики затяжки горизонтальных рычагов находятся в отверстиях, расположенных дальше от тормозного цилиндра), и наоборот, не допускается устанавливать чугунные колодки на вагоны, рычажная передача которых переставлена под композиционные колодки. Шести- и восьмиосные грузовые вагоны, а также вагоны для перевозки опасных грузов разрешается эксплуатировать только с композиционными колодками. На вагонах, подаваемых под погрузку взрывчатых материалов (ВМ), толщина колодок должна быть не менее 30 мм.
4.6.4. На вагонах с авторежимом положение упора авторежима регулируется (при необходимости) на порожнем вагоне в соответствии с рисунком 4.6 и таблицей 4.5.
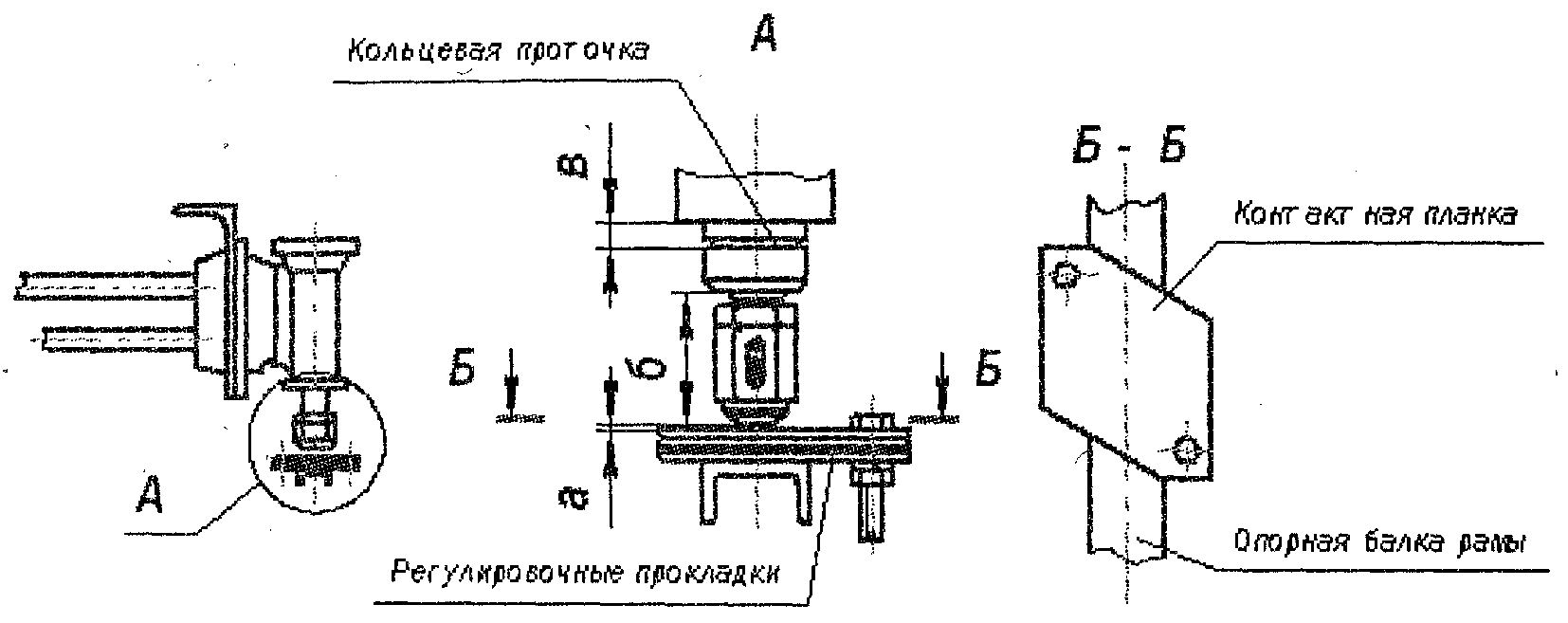
Рисунок 4.6. Установка авторежима на вагоне с тарой до 27 т
Таблица 4.5
Регулировка авторежима на порожнем вагоне
|
Тара вагона, т |
Размеры, мм |
Давление в ТЦ <*>, кгс/см2, на режимах |
Примечание |
|||
|
а <*> |
б <**> |
в |
||||
|
Не более 27 |
<= 3 |
<= 70 |
>= 2 |
средний |
1,2 — 1,6 |
Давление в ТЦ не регулируется |
|
груженый |
1,4 — 2,0 |
|||||
|
Св. 27 до 32 |
0 |
— |
средний |
1,5 — 1,7 |
Зазор отсутствует, кольцевая проточка на вилке авторежима не видна |
|
|
Св. 32 до 36 |
1,8 — 2,0 |
|||||
|
Св. 36 до 45 |
2,1 — 2,3 |
|||||
|
<*> Регулировка зазора «а» на вагонах с тарой до 27 т или давления в тормозном цилиндре (ТЦ) на вагонах с тарой свыше 27 т осуществляется путем снятия или постановки регулировочных металлических планок под контактную планку опорной балки тележки (допускается не более пяти планок толщиной от 1,5 до 5 мм). |
||||||
|
<**> Размер «б» в эксплуатации изменять запрещается (гайка упора авторежима зашплинтована в АКП). |
4.6.5. Параметры регулирования тормозной рычажной передачи (ТРП) грузовых вагонов указаны в таблице 4.6. Порядок регулирования ТРП в соответствии с Руководством N 683-2005 ПКБ ЦВ:
а) отрегулировать наклон вертикальных рычагов тележек перестановкой валика в соединении серьги с наружным вертикальным рычагом (рисунок 4.7а).
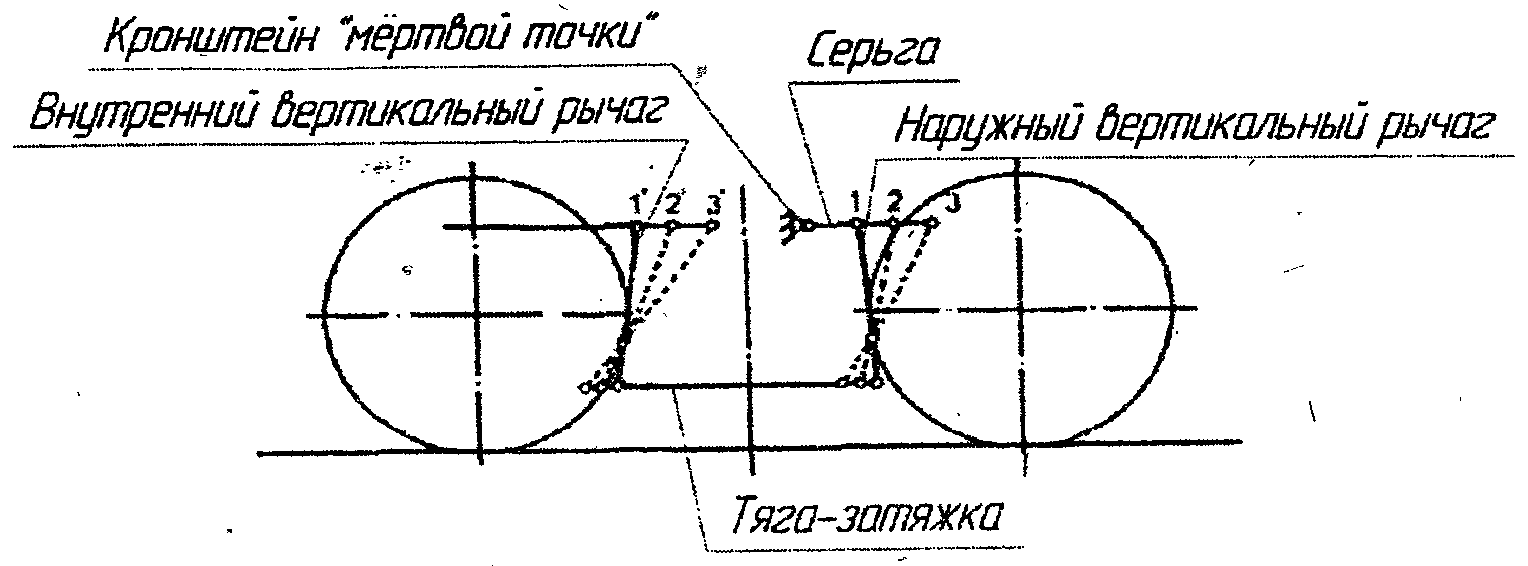
Рисунок 4.7а. Регулировка наклона
вертикальных рычагов тележек
Перестановка валика на одно отверстие (1-2-3) дает перемещение верхнего валика внутреннего вертикального рычага (1′-2′-3′) на 50 мм. При толщине тормозной колодки 40 мм и более верхнее плечо внутреннего вертикального рычага должно иметь наклон в сторону шкворневой балки или занимать вертикальное положение. При колодках толщиной менее 40 мм верхнее плечо внутреннего вертикального рычага может иметь наклон в сторону от шкворневой балки, но не более 30° при минимально допустимой толщине колодок.
Производить регулировку наклона вертикальных рычагов перестановкой валиков в тяге-затяжке вертикальных рычагов при техническом обслуживании запрещается;
б) на вагонах с симметричной ТРП (рисунок 4.7б) отрегулировать наклон ведущего горизонтального рычага (рычага, соединенного со штоком тормозного цилиндра) путем перестановки валика в соединении тылового горизонтального рычага и тормозной тяги. Ведущий горизонтальный рычаг должен быть наклонен своим плечом, соединенным с регулятором, в сторону тележки на угол (20 — 40)° (рисунок 4.7в).
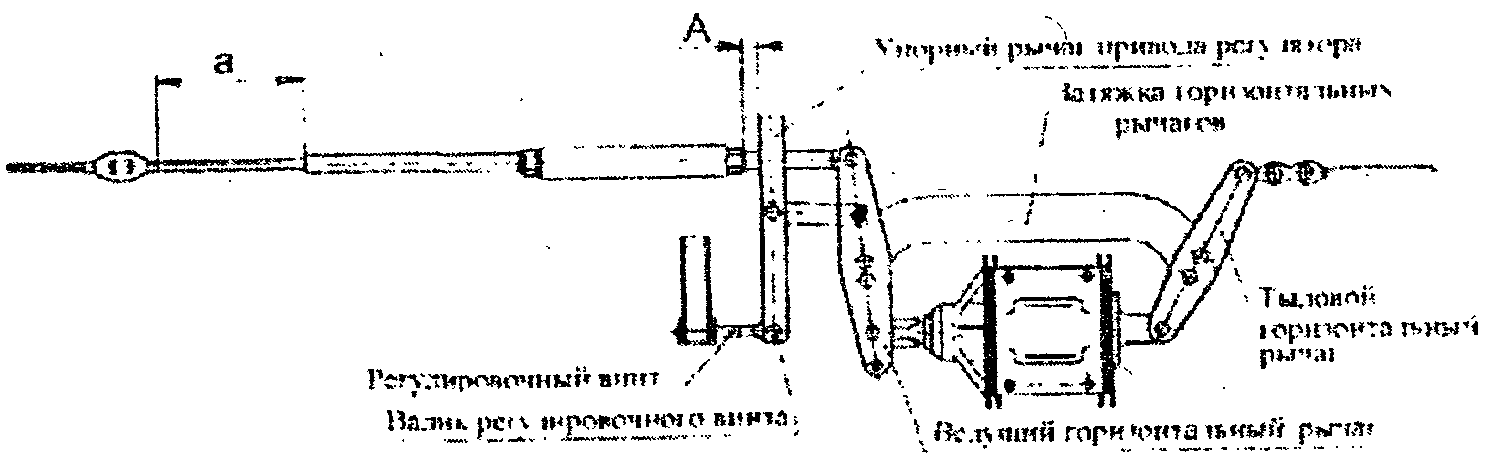
Рисунок 4.7б. Схема симметричной ТРП
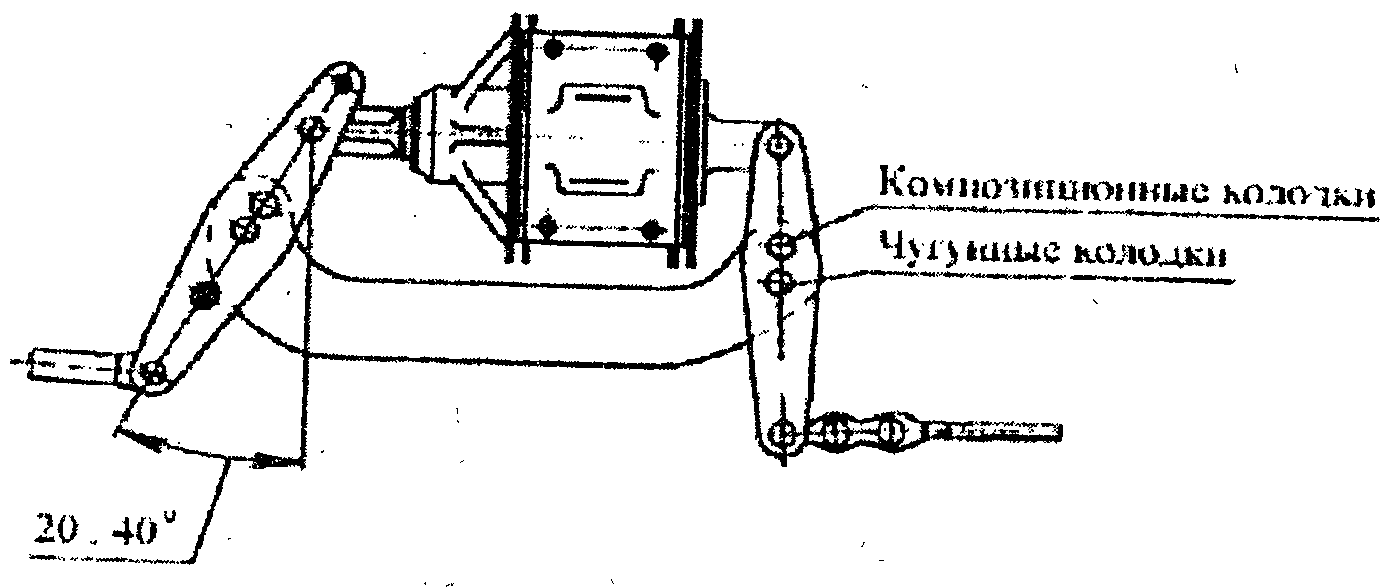
Рисунок 4.7в. Регулировка горизонтальных
рычагов симметричной ТРП
При композиционных колодках затяжка горизонтальных рычагов должна быть соединена по отверстиям в горизонтальных рычагах, расположенных ближе к тормозному цилиндру, при чугунных — дальше от тормозного цилиндра;
в) на вагонах с несимметричной ТРП отрегулировать наклон тылового промежуточного рычага путем перестановки валика в зависимости от схемы ТРП в тяге-затяжке (рисунок 4.7г) или в соединении промежуточных рычагов и тормозных тяг (рисунок 4.7д).
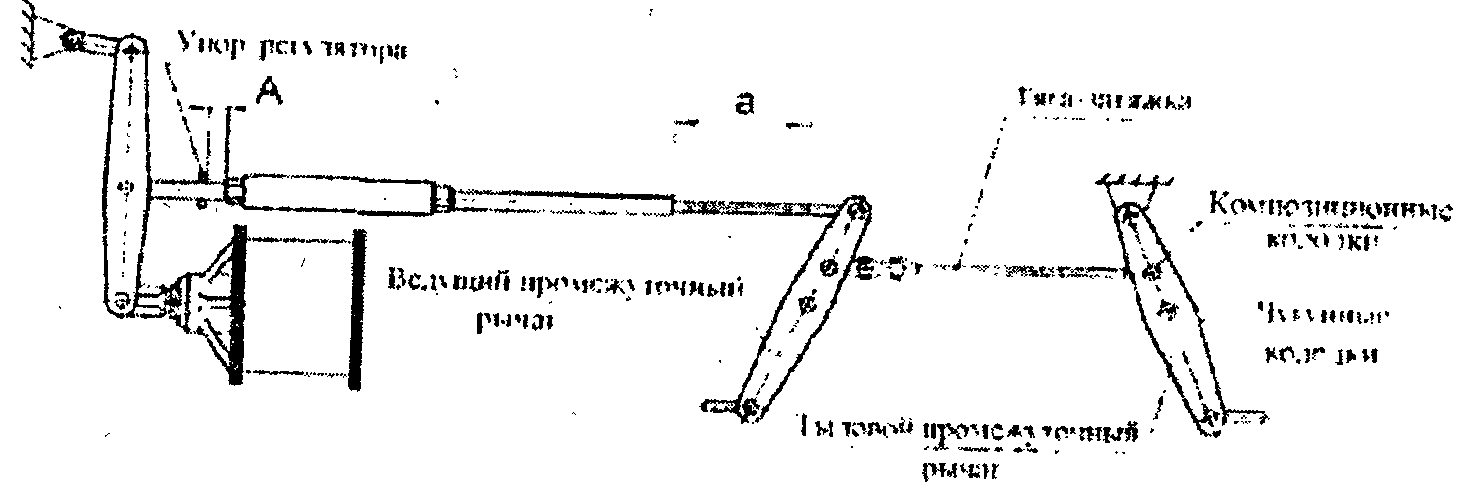
Рисунок 4.7г. Схема несимметричной ТРП
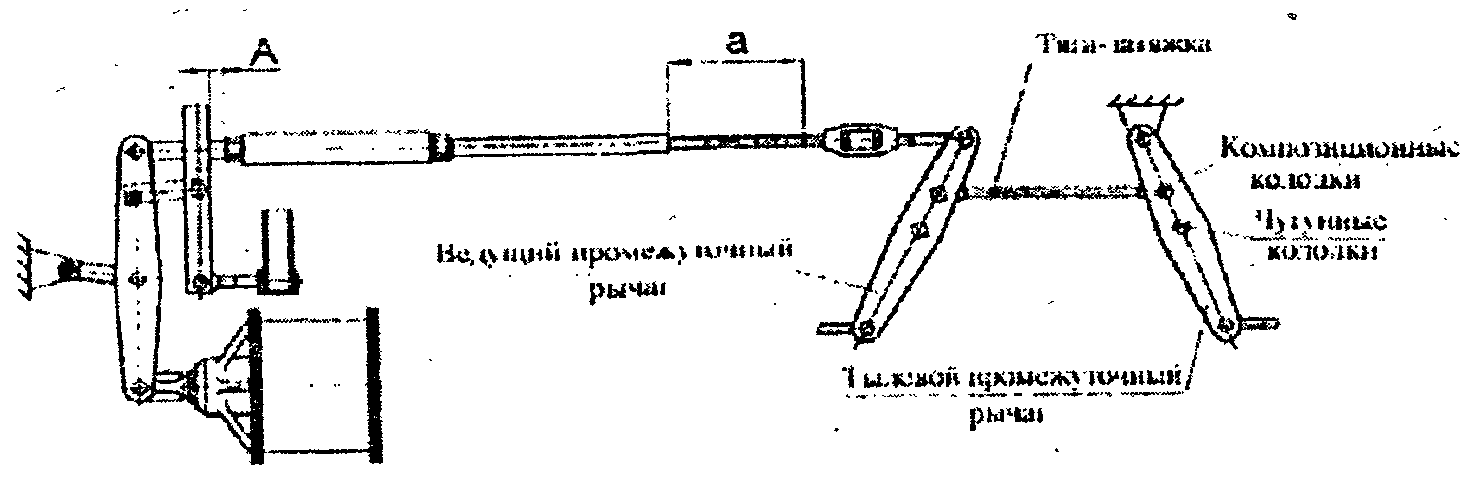
Рисунок 4.7д. Схема несимметричной ТРП вагона-хоппера
Тыловой промежуточный рычаг должен быть наклонен своим «тележечным» плечом в сторону тележки, с которой он соединен;
г) после выставления наклона рычагов стянуть ТРП до соприкосновения всех колодок с колесами вращением вручную корпуса регулятора, затем распустить ТРП вращением корпуса регулятора на 2 — 3 оборота до установления зазоров между тормозной колодкой и колесом до 10 мм. Один полный оборот корпуса регулятора соответствует выходу штока тормозного цилиндра ориентировочно на 30 мм;
д) произвести полное служебное торможение и проверить величину выхода штока тормозного цилиндра согласно таблице 4.6;
е) при необходимости отрегулировать размер «А» на вагонах с рычажным приводом регулятора (рис. 4.7б, 4.7д) в следующем порядке:
— извлечь валик, соединяющий упорный рычаг и регулировочный винт, затем отвести упорный рычаг от корпуса регулятора;
— произвести полное служебное торможение и установить упорный рычаг привода регулятора на порожнем вагоне на расстояние (5 — 10) мм от его корпуса, на груженом вагоне — вплотную к корпусу;
— вращением регулировочного винта совместить отверстия в головке винта и упорном рычаге и соединить их валиком с постановкой шайбы и шплинта;
— отпустить тормоз.
Таблица 4.6
Параметры регулирования тормозной рычажной передачи
|
Типы вагонов, тормозных колодок, характеристика тормозной рычажной передачи (ТРП) |
Размер «А», мм, по типу привода регулятора |
Размер «а», мм, не менее |
Выход штока тормозного цилиндра |
|||
|
Рычажный |
Стержневой |
Первая ступень торможения |
ПСТ |
|||
|
Грузовые вагоны с симметричным расположением ТРП (полувагоны, крытые, цистерны, платформы), а также вагоны бункерного типа (хопперы) с несимметричным расположением ТРП |
Композиционные колодки |
35 — 50 |
— |
150 |
40 — 80 |
50 — 100 |
|
Чугунные колодки |
40 — 60 |
— |
150 |
40 — 100 |
75 — 125 |
|
|
Восьмиосные цистерны |
Композиционные колодки |
30 — 50 |
— |
— |
— |
— |
|
Грузовые вагоны со стержневым приводом регулятора (думпкары, термосы на тележках ЦНИИ-Х3, автономные рефрижераторные вагоны на тележках ЦМВ-Дессау) |
Композиционные колодки |
— |
140 — 200 |
150 |
40 — 80 |
50 — 100 |
|
Чугунные колодки |
— |
130 — 150 |
150 |
40 — 100 |
75 — 125 |
|
|
Рефрижераторные секции и вагоны — термосы на тележках КВЗ-И2 с рычажным приводом авторегулятора и на тележках ЦМВ-Дессау со стержневым приводом регулятора |
Композиционные колодки |
25 — 60 |
55 — 145 |
150 |
40 — 80 |
50 — 100 |
|
Чугунные колодки |
40 — 75 |
60 — 100 |
150 |
40 — 100 |
75 — 125 |
|
|
Грузовые вагоны с потележечным торможением с композиционными колодками, оборудованные регуляторами |
574Б и 675 |
15 — 25 |
— |
350 |
25 — 50 |
25 — 50 |
|
РТРП-300 |
15 — 25 |
— |
250 — 300 |
25 — 50 |
25 — 50 |
Примечания:
1. ПСТ — полное служебное торможение.
«а» — расстояние от торца муфты защитной трубы регулятора ТРП до начала присоединительной резьбы на его винте.
«А» — расстояние между корпусом регулятора ТРП и упорным рычагом (упором).
2. Нормы выхода штоков тормозных цилиндров у грузовых вагонов перед крутыми затяжными спусками устанавливаются начальником железной дороги.
3. При регулировании рычажных передач грузовых вагонов на пунктах технического обслуживания (в парке отправления) и пунктах подготовки к перевозкам выход штока тормозных цилиндров устанавливать по минимально допустимому размеру или на 20 — 25 мм меньше верхнего предела; на вагонах, оборудованных авторегуляторами рычажной передачи, их привод регулируется на поддержание выхода штока на нижнем пределе установленных нормативов.
4. На вагонах с опасными грузами и вагонах с тарой свыше 27 т, оборудованных авторежимом, разрешается станавливать только композиционные колодки.
На вагонах с винтовым приводом регулятора (рис. 4.7г) размер «А» регулировать при отпущенном положении тормоза установкой упора регулятора на расстояние 30 мм от его корпуса.
4.6.6. Установка режимных переключателей воздухораспределителей грузовых и рефрижераторных вагонов приведена в таблице 4.7.
Таблица 4.7
Установка режимных переключателей воздухораспределителей
|
Тип и характеристика вагона |
Тип тормозных колодок |
Положение режимного переключателя при загрузке вагона на ось, тс |
||
|
Менее 3 |
От 3 до 6 |
Более 6 |
||
|
Грузовой, не оборудованный авторежимом |
чугунные |
Порожний |
Средний |
Груженый |
|
композиционные |
Порожний |
Средний |
||
|
Грузовой с авторежимом или с трафаретом «однорежимный» |
чугунные |
Груженый |
||
|
композиционные |
Средний |
Груженый |
||
|
Порожние рефрижераторные вагоны |
чугунные |
Порожний |
— |
— |
|
Груженые рефрижераторные вагоны |
Средний |
Груженый |
||
|
Грузовые рефрижераторные вагоны с рычагами для перестановки колодок (рис. 4.12а) |
композиционные |
Порожний |
Средний |
|
|
Дизельные вагоны со служебным отделением рефрижераторных секций с рычагами для перестановки колодок (рис. 4.12а) |
чугунные |
Средний с закреплением переключателя |
||
|
композиционные |
||||
|
Дизельные вагоны со служебным отделением рефрижераторных секций с рычагами для чугунных колодок |
композиционные |
Порожний с закреплением переключателя |
Загрузку вагонов необходимо определять по поездным документам. Допускается для определения загрузки вагонов ориентироваться по просадке рессорного комплекта и положению клина амортизатора тележки 18-100 относительно фрикционной планки: если верхняя плоскость клина амортизатора выше торца фрикционной планки — вагон порожний, если верхняя плоскость клина и торец фрикционной планки на одном уровне — загрузка вагона составляет 3 — 6 тс на ось.
4.6.7. Конструкция и основные технические характеристики безрезьбовых соединений трубопроводов тормозной магистрали приведены на рисунках 4.8а, 4.8б и в таблице 4.8.
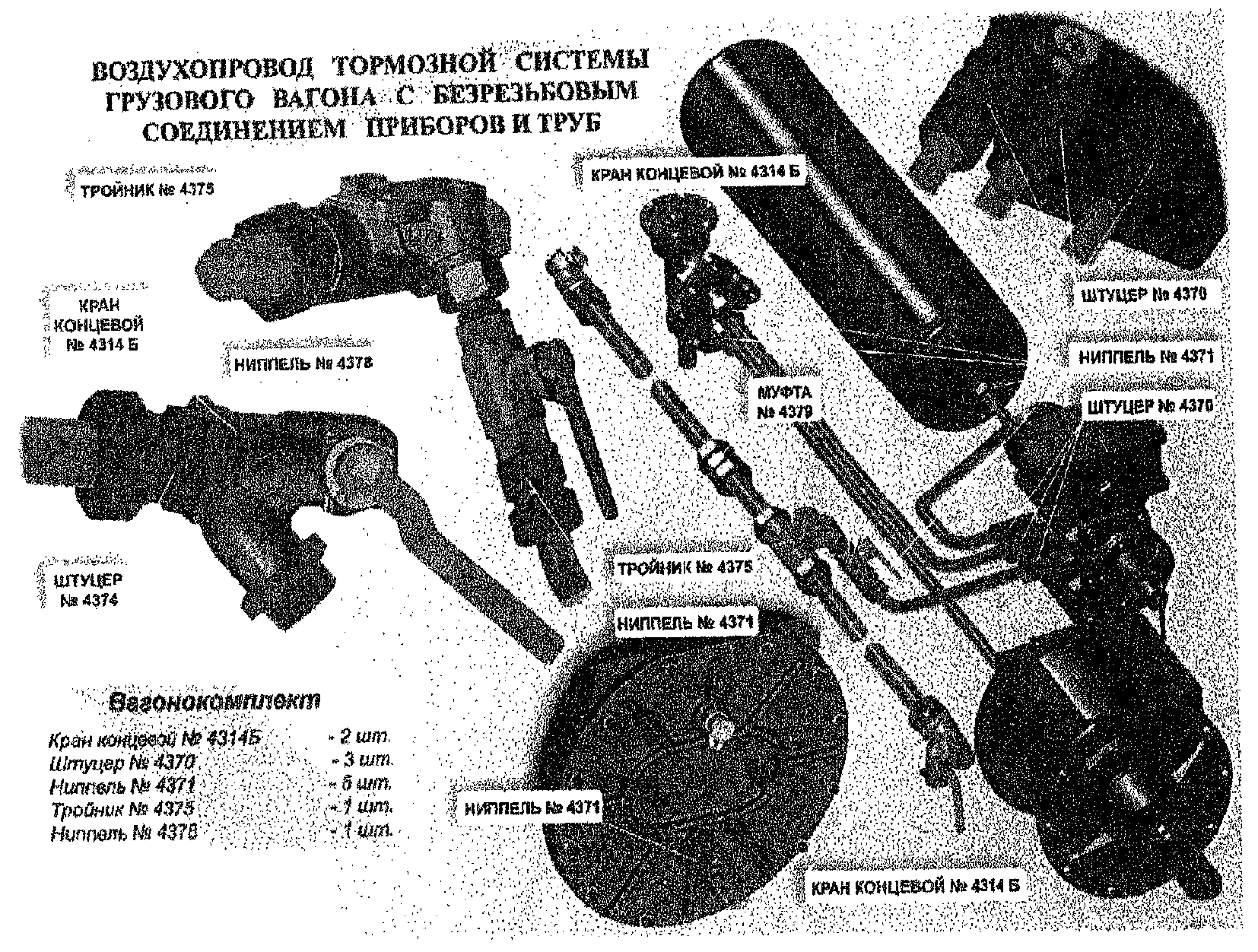
Рисунок 4.8а. Элементы безрезьбовых соединений трубопроводов
Ниппель 4371 для соединения труб с разобщительным краном, запасным резервуаром, авторежимом, тормозным цилиндром
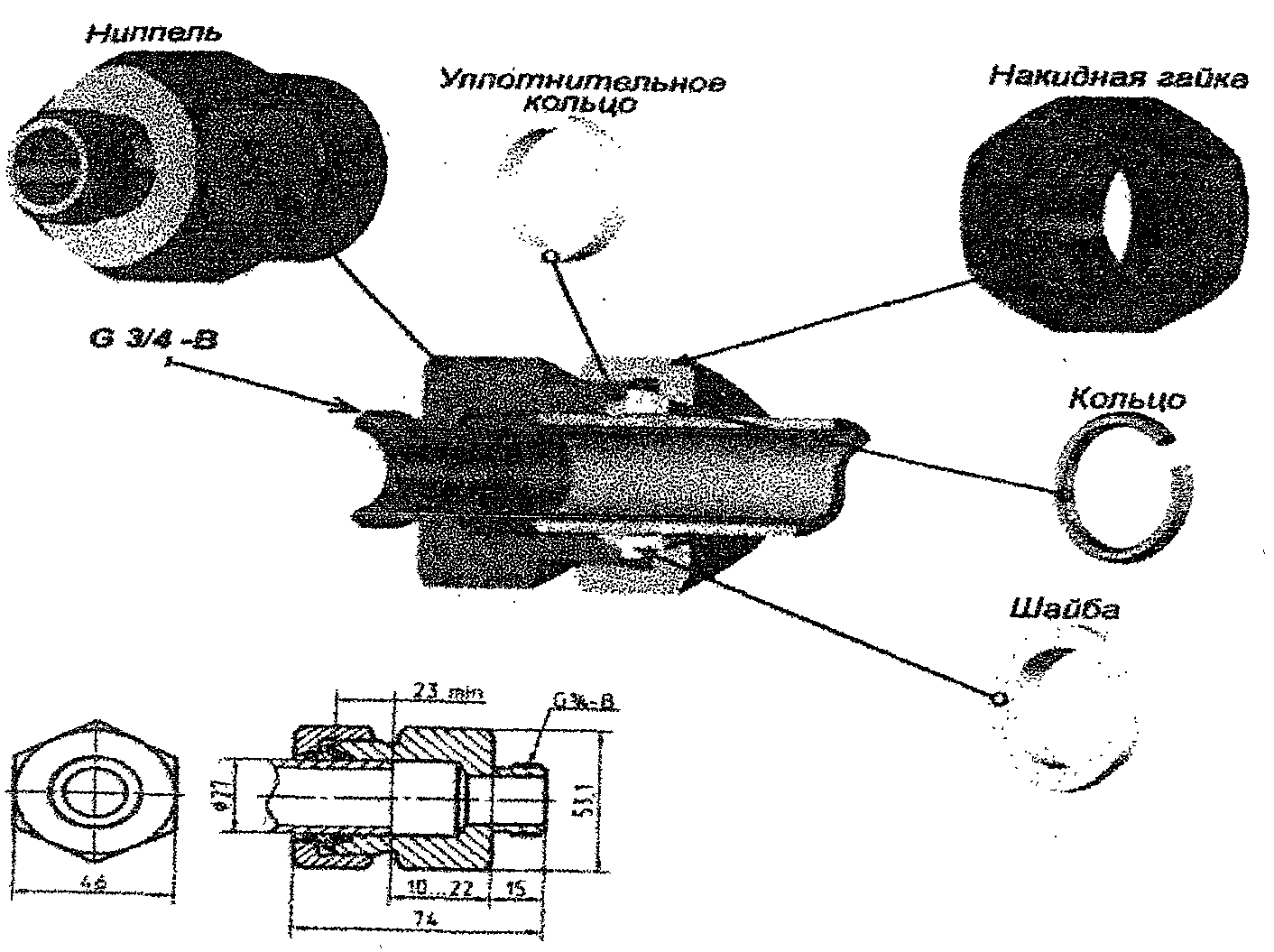
Муфта 4379-01 для соединения подводящих труб между собой
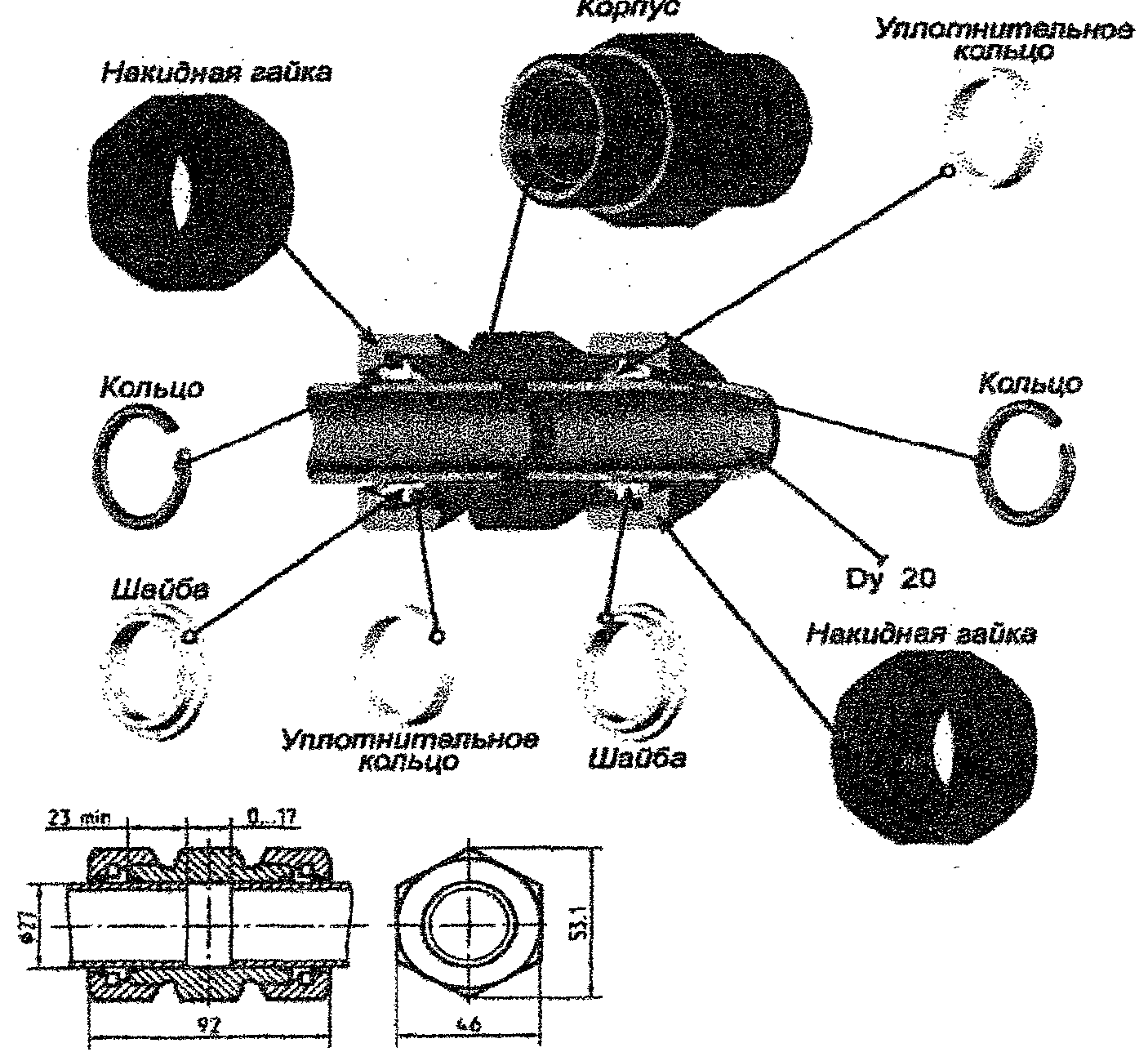
Рисунок 4.8б. Уплотнение безрезьбовых соединений
Таблица 4.8
Технические характеристики безрезьбовых соединений
трубопроводов тормозной магистрали
|
Наименование и номер безрезьбового соединения |
Штуцер 4370 |
Ниппель 4371 |
Ниппель 4378 |
Муфта 4379-01 |
Муфта 4379 |
Штуцер 4374 |
Тройник 4375-01 |
Концевой кран 4314Б |
|
Присоединительные размеры |
G3/4-B |
|
|
М52 x 1,5 |
|
|
||
|
Условный проход труб Ду, мм |
20 |
32 |
32/20 |
32 |
||||
|
Момент затяжки накидных гаек, Н x м |
150 +/- 15 |
200 +/- 20 |
200 +/- 20/150 +/- 15 |
200 +/- 20 |
||||
|
Диапазон рабочих температур, °C |
-60… +60 |
|||||||
|
Максимальная температура, °C |
+120, не более 4 часов |
4.6.8. Максимально допустимое снижение давления в тормозной магистрали хвостового вагона относительно зарядного давления указано в таблице 4.9.
Таблица 4.9
Снижение давления в тормозной магистрали хвостового вагона
|
Длина состава в осях |
Снижение давления в тормозной магистрали хвостового вагона, кгс/см2, не более |
|
До 300 вкл. |
0,3 |
|
Св. 300 до 400 вкл. |
0,5 |
|
Св. 400 |
0,7 |
4.6.9. Нормативы для расчета тормозов в грузовых составах указаны в Приложении Ж. Пример расчета тормозов и заполнения справки формы ВУ-45 об обеспеченности поезда тормозами приведен в Приложении И.
4.7. Рама и кузов
4.7.1. Запрещается постановка в поезда и следование в них вагонов, у которых в раме имеется хотя бы одна из следующих неисправностей:
— излом или трещина, переходящая с горизонтальной на вертикальную полку хребтовой, боковой, шкворневой или концевой балки, трещины в узлах сочленения хребтовой и шкворневой балок;
— продольные трещины в балках рамы длиной более 300 мм;
— трещины в надпятниковой плите (фланце) пятника длиной более 30 мм;
— вертикальные, продольные и наклонные трещины любой длины, если они проходят более чем через одно отверстие для болтов или заклепок (в усиливающих планках или накладках, ранее поставленных при ремонте на балках рамы, не допускаются изломы и трещины те же, что и в самих балках рамы, трещины, перекрытые накладками, не учитываются);
— обрыв сварного шва или ослабление заклепочного или болтового крепления пятника к раме вагона;
— длина вертикальных или наклонных трещин, расположенных на одной стенке балки, более 100 мм при измерении по вертикали между концами трещин;
— обрыв по сварке или разрыв накладок, соединяющих верхние листы поперечных балок рамы полувагона с нижним обвязочным угольником;
— трещины или разрывы верхнего или вертикального листа поперечной, шкворневой или концевой балок рамы;
— вертикальные прогибы балок у четырех-, шести- и восьмиосных грузовых вагонов более 100 мм;
— трещины любой длины в рамах длиннобазных платформ.
4.7.2. Не допускается подавать под погрузку вагоны, имеющие следующие повреждения рамы (кроме указанных в п. 4.7.1):
— трещины в узле крепления вертикальных стоек к раме;
— поперечные трещины в горизонтальных полках балок рамы длиной более 30 мм;
— отсутствие или повреждение лесных скоб на платформах.
4.7.3. Запрещается подача под погрузку, постановка в поезда и следование в них вагонов, кузова которых имеют хотя бы одну из неисправностей, указанных в таблице 4.10.
Таблица 4.10
Браковочные дефекты кузова
|
Браковочные дефекты |
|
|
В эксплуатации |
Дополнительно при подготовке к перевозке |
|
Повреждения несущих элементов кузова (обрыв стоек, раскосов, опор, верхней обвязки), изломы, трещины кронштейнов крепления грузов и оборудования, продольные и поперечные трещины длиной более 300 мм в опорных листах и местах их приварки к котлам безрамных цистерн, отсутствие, ослабление или обрыв пояса котла цистерн, сдвиг котла |
Трещины в узле крепления вертикальных стоек к раме и к верхней обвязке, трещины верхней обвязки, повреждения, неисправности фитинговых упоров платформ для перевозки контейнеров |
|
Повреждения, неисправности кузова, погрузочно-разгрузочных устройств и механизмов <*>, незакрытые (незафиксированные, не приведенные в транспортное положение) крышки люков, двери, борта платформ, приводы механизма разгрузки, создающие угрозу порчи, потери, хищения груза, выхода его за габарит или падения на путь |
Неисправность запорного устройства для пломбирования у вагонов-зерновозов и цистерн; отсутствие или повреждение концевого крана или соединительного рукава разгрузочной магистрали у вагонов с пневмоприводом разгрузки; погнутый кронштейн цилиндра опрокидывания у вагона-думпкара; неплотное прилегание крышек люков, продольное смещение вала разгрузочного механизма, зазор между зубом защелки и зубом рычага более 3 мм, величина перехода рычага через «мертвую точку» менее 8 мм или более 18 мм у вагонов для перевозки горячих окатышей и агломерата; зазор между зубом закидки и зубом фиксатора более 8 мм у вагонов для минеральных удобрений; величина перехода рычагов через «мертвую точку» менее 20 мм для верхней тяги, 15 мм — для нижней у зерновозов; износ в шарнирных соединениях механизма разгрузки более 2 мм, вкладышей привода механизма разгрузки — более 3 мм |
|
Повреждения кузова, ослабление крепления дверей, люков, бортов, погрузочно-разгрузочных устройств и т.п., создающие угрозу их самопроизвольного открывания, выхода за габарит или падения на путь. Повреждения или отсутствие поручней, подножек, лестниц, настилов, переходных площадок и т.п., препятствующие безопасной эксплуатации и техническому обслуживанию вагонов |
|
|
Нарушения геометрии кузова: — перекос кузова более 75 мм; — зазор между шкворневой балкой и боковой рамой тележки у груженых цистерн менее 30 мм; — уширение кузова вагона более 75 мм на одну сторону |
Вмятины более 40 мм на площади 0,5 м2 на котле цистерны <**>, суммарный боковой зазор свыше 20 мм в центральном узле пятник-подпятник восьмиосных цистерн, уширение стенок бункеров более 100 мм вагонов для нефтебитума |
———————————
<*> Подготовку под погрузку механизмов разгрузки специализированных вагонов с восьмизначной нумерацией на цифру 5 (вагонов-хопперов для перевозки минеральных удобрений, цемента, сыпучих стройматериалов, зерна, апатитов, технического углерода, гранулированной сажи, горячих окатышей, сыпучих металлургических грузов, кокса, угля, торфа и др.) производят собственники вагонов в соответствии с инструкцией завода-изготовителя.
<**> Допускается наличие не более двух отдельных вмятин, расположенных на цилиндрической части цистерны и днище, за исключением зоны крепления котла к раме (зоны лап и лежней) и опорных зон (на расстоянии 200 мм до опоры и на сварных швах).
В вагонах-думпкарах не допускаются: повреждение механизма открывания бортов, механизма блокировки, проворачивания собачки, отогнутый или не совпадающий с опорой более 15 мм шип; отсутствие противовеса валика или шплинта в рычагах механизма открывания бортов или валика опоры кузова; ослабление болтов крепления корпуса амортизатора; излом ушка разгружающего цилиндра, обрыв упоров от перемещения кузова.
Приложение А
(обязательное)
ПЕРЕЧЕНЬ ОСНОВНЫХ РУКОВОДЯЩИХ ДОКУМЕНТОВ
ДЛЯ ОСМОТРЩИКА ВАГОНОВ
Таблица А.1
|
Наименование документа |
Реквизиты |
|
Правила технической эксплуатации железных дорог Российской Федерации |
ЦРБ-756 26.05.2000 |
|
Инструкция по движению поездов и маневровой работе на железных дорогах Российской Федерации |
ЦД-790 16.10.2000 |
|
Инструкция по сигнализации на железных дорогах Российской Федерации |
ЦРБ-757 26.05.2000 |
|
Инструкция осмотрщику вагонов |
ЦВ-ЦЛ-408 2009 |
|
Правила по эксплуатации тормозов подвижного состава железных дорог |
Протокол Совета по ж.д. транспорту от 29 — 30 мая 2008 г. N 48 |
|
Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог |
ЦВ-ВНИИЖТ-494 16.09.1997 |
|
Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар |
ЦВ/3429 31.12.1976 |
|
Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками |
3-ЦВРК 12.03.1998 |
|
Инструкция по охране труда для осмотрщика вагонов, осмотрщика — ремонтника вагонов и слесаря по ремонту подвижного состава в вагонном хозяйстве ОАО «РЖД» |
ВС-6242 05.07.2004 |
|
Руководящий документ «Порядок безопасного ведения работ с вагонами, гружеными опасными грузами, при техническом обслуживании и текущем ремонте» |
РД 32 ЦВ 095-2009 |
Приложение Б
(обязательное)
КОДЫ НЕИСПРАВНОСТЕЙ И НОРМАТИВЫ ПЕРИОДИЧНОСТИ ПЛАНОВЫХ
ВИДОВ РЕМОНТА ГРУЗОВЫХ ВАГОНОВ
Таблица Б.1
Коды неисправностей грузовых вагонов
|
Код |
Неисправность |
|
КОЛЕСНАЯ ПАРА И БУКСА |
|
|
101 |
Сход с рельс |
|
102 |
Тонкий гребень |
|
103 |
Прокат по кругу катания выше нормы |
|
104 |
Кольцевая выработка поверхности катания |
|
105 |
Навар на поверхности катания |
|
106 |
Ползун на поверхности катания |
|
107 |
Выщербина обода колеса |
|
108 |
Раздавливание обода колеса |
|
109 |
Остроконечный накат гребня |
|
110 |
Вертикальный подрез гребня |
|
111 |
Тонкий обод |
|
112 |
Трещина обода |
|
113 |
Ослабление ступицы на оси |
|
114 |
Трещина, откол гребня |
|
115 |
Откол обода колеса |
|
116 |
Ползун на поверхности катания |
|
117 |
Неравномерный прокат по кругу катания выше нормы |
|
118 |
Трещина диска колеса колесной пары |
|
130 |
Поперечная трещина оси колесной пары |
|
131 |
Продольная трещина оси колесной пары |
|
132 |
Протертое место оси колесной пары |
|
133 |
След контакта с электродом на оси колесной пары |
|
134 |
Холодный излом шейки оси |
|
148 |
Повреждение оси колесной пары |
|
150 |
Грение буксы |
|
151 |
Сдвиг буксы |
|
152 |
Трещина, излом корпуса буксы |
|
153 |
Излом, изгиб крышки буксы |
|
154 |
Ослабление, отсутствие болта крепительной крышки буксы |
|
155 |
Перевернута роликовая букса |
|
156 |
Показания системы акустического контроля буксового узла |
|
ТЕЛЕЖКА |
|
|
201 |
Несоответствие зазора между рамой и тележкой 8-осн. вагона |
|
202 |
Перекос тележки |
|
203 |
Разность баз тележки (более 15 мм) |
|
204 |
Излом, отсутствие, срез шкворня |
|
205 |
Трещина, излом боковины (рамы) |
|
206 |
Излом прилива (опоры) для колпака скользуна |
|
207 |
Ослабление крепления скользуна |
|
208 |
Износ колпака скользуна |
|
209 |
Трещина прилива (опоры) для колпака скользуна |
|
210 |
Отсутствие колпака скользуна |
|
211 |
Излом колпака скользуна |
|
212 |
Трещина колпака скользуна |
|
213 |
Отсутствие, смещение пружин |
|
214 |
Излом пружин |
|
215 |
Трещина соединительной балки 8-осн. вагона |
|
216 |
Несоответствие типа тележки грузоподъемности вагона |
|
217 |
Трещина, излом надрессорной балки |
|
218 |
Трещина, излом клина гасителя колебаний |
|
219 |
Завышение фрикционного клина относительно опорной поверхности надрессорной балки |
|
220 |
Несоответствие зазоров скользуна |
|
221 |
Разнотипность тележек |
|
225 |
Неисправность опорной прокладки в буксовом проеме |
|
226 |
Трещина, откол подвижной планки тележки 18-100, прошедшей модернизацию |
|
227 |
Ослабление заклепок планки фрикционного гасителя колебаний |
|
228 |
Неисправность полимерной накладки |
|
229 |
Излом клина предохранителя буксового проема тележки 18-194-1 |
|
230 |
Излом предохранительного устройства между тележкой и кузовом вагона |
|
231 |
Выпадение ролика скользуна |
|
232 |
Излом упругого элемента ролика скользуна |
|
233 |
Зазор между скользуном тележки 18-194-1 и кузовом вагона |
|
250 |
Просрочен срок службы деталей тележки |
|
АВТОСЦЕПКА |
|
|
301 |
Несоблюдение норм высоты автосцепки |
|
302 |
Провисание автосцепки |
|
303 |
Нарушение расстояния от упора автосцепки до ударной розетки |
|
304 |
Трещина в корпусе автосцепки |
|
305 |
Уширение зева автосцепки |
|
306 |
Износ контура зацепления |
|
307 |
Изгиб хвостовика автосцепки |
|
308 |
Обрыв хвостовика автосцепки |
|
309 |
Износ перемычки хвостовика автосцепки |
|
310 |
Неисправность корпуса автосцепки |
|
311 |
Излом сигнального отростка |
|
312 |
Износ замка автосцепки |
|
313 |
Повреждение предохранителя от саморасцепа |
|
314 |
Неправильная установка валика подъемника |
|
315 |
Неправильная сборка механизма автосцепки |
|
316 |
Невключение предохранителя замка |
|
317 |
Неудержание замка в расцепленном состоянии |
|
318 |
Несоответствие высоты оси автосцепки над уровнем верха головки рельсов |
|
319 |
Несоответствие зазора между потолком розетки и хвостовиком автосцепки |
|
340 |
Трещина тягового хомута |
|
341 |
Излом тягового хомута |
|
342 |
Износ поддерживающей планки тягового хомута |
|
343 |
Трещина, излом поддерживающей планки тягового хомута |
|
344 |
Трещина клина (валика) тягового хомута |
|
345 |
Нарушение крепления клина тягового хомута |
|
346 |
Излом ударной розетки |
|
347 |
Обрыв ударного угольника |
|
348 |
Неисправность поглощающего аппарата |
|
349 |
Излом, трещина упорной плиты поглощающего аппарата |
|
350 |
Обрыв, ослабление болта поддерживающей планки |
|
352 |
Суммарный зазор эластомерного поглощающего аппарата более 5 мм |
|
353 |
Повреждение поглощающего аппарата |
|
360 |
Излом кронштейна расцепного привода |
|
361 |
Излом державки расцепного привода |
|
362 |
Неправильная длина цепи расцепного привода |
|
363 |
Излом рычага расцепного привода |
|
380 |
Трещина центрирующей балки |
|
381 |
Обрыв, трещина маятниковой подвески |
|
382 |
Неправильная постановка маятниковой подвески |
|
383 |
Излом центрирующей балочки |
|
384 |
Излом клина тягового хомута |
|
385 |
Отсутствие пружин маятниковой подвески у 8-осн. вагонов |
|
АВТОТОРМОЗНОЕ ОБОРУДОВАНИЕ |
|
|
401 |
Неисправность авторежима и его привода |
|
402 |
Неисправность авторегулятора |
|
403 |
Неисправность воздухораспределителя |
|
404 |
Неисправность тормозного цилиндра |
|
405 |
Неисправность концевого крана |
|
406 |
Неисправность разобщительного крана |
|
407 |
Повреждение запасного резервуара |
|
408 |
Срыв корончатой гайки триангеля |
|
409 |
Обрыв кронштейна двухкамерного резервуара воздухораспределителя |
|
410 |
Неисправность тройника |
|
411 |
Обрыв кронштейна рабочей камеры |
|
440 |
Ослабление крепления труб воздухопровода и тормозных приборов |
|
441 |
Обрыв, излом магистрали воздухопровода и подводящих труб |
|
442 |
Неисправность соединительных рукавов |
|
443 |
Излом рычагов и тормозных тяг |
|
444 |
Износ втулок триангеля |
|
445 |
Завар башмака |
|
446 |
Излом предохранительных скоб горизонтальных тяг тормозной рычажной передачи |
|
447 |
Регулирование рычажной передачи |
|
448 |
Неисправность ручного стояночного тормоза |
|
449 |
Неисправность автоматического стояночного тормоза |
|
450 |
Изгиб, излом триангеля |
|
451 |
Обрыв, трещина кронштейна тормозного цилиндра |
|
КУЗОВ |
|
|
501 |
Перекос кузова более 75 мм |
|
502 |
Уширение кузова более 75 мм на одну сторону |
|
503 |
Обрыв сварного шва стойки |
|
504 |
Обрыв сварных швов раскосов |
|
505 |
Повреждение стоек |
|
506 |
Повреждение обвязочных брусьев |
|
507 |
Повреждение дверных брусьев |
|
508 |
Повреждение потолочных дуг |
|
530 |
Повреждение крыши |
|
531 |
Повреждение обшивки кузова |
|
532 |
Повреждение пола |
|
533 |
Повреждение переходной площадки |
|
534 |
Отсутствие двери |
|
535 |
Отсутствие дверного упора |
|
536 |
Повреждение крепления двери |
|
537 |
Неисправность запора двери |
|
538 |
Отсутствие крышки люка |
|
539 |
Повреждение крышки люка и петель |
|
540 |
Неисправность запора люка |
|
541 |
Отсутствие борта платформы |
|
542 |
Повреждение бортов платформы |
|
543 |
Неисправность петель, запоров бортов платформы |
|
544 |
Трещины сварных швов котла цистерны |
|
545 |
Пробоина котла цистерны |
|
546 |
Сдвиг котла цистерны |
|
547 |
Ослабление, обрыв пояса крепления котла цистерны |
|
548 |
Повреждение сливного прибора цистерны |
|
549 |
Неисправность погрузочно-разгрузочных механизмов специализированных вагонов |
|
550 |
Повреждение воздушных магистралей погрузки-разгрузки специализированных вагонов |
|
551 |
Излом, изгиб зонта двери |
|
552 |
Течь котла цистерны |
|
553 |
Повреждение (обрыв) лестниц, поручней, подножек |
|
554 |
Повреждение, изгиб дверных рельсов |
|
555 |
Обрыв, трещина кронштейна шарнирного соединения крышки люка |
|
556 |
Отсутствие болтов крепления крыши крытых вагонов |
|
558 |
Трещина, отсутствие фитингов на платформе |
|
559 |
Отсутствие порога двери полувагона |
|
560 |
Излом порога двери полувагона |
|
561 |
Изгиб порога двери полувагона |
|
562 |
Отсутствие валика двери |
|
570 |
Истек календарный срок деповского ремонта |
|
571 |
Истек календарный срок капитального ремонта |
|
572 |
Достигнут норматив по пробегу (желтый пробег) |
|
573 |
Достигнут предельный норматив по пробегу (красный пробег) |
|
574 |
Досрочная постановка в деповской ремонт по техническому состоянию |
|
575 |
Досрочная постановка в капитальный ремонт по техническому состоянию |
|
579 |
Истек срок службы |
|
РАМА |
|
|
601 |
Обрыв сварных швов или более одной заклепки крепления балок |
|
602 |
Вертикальный прогиб балок рамы более 100 мм |
|
603 |
Трещина в узлах сочленения хребтовой и шкворневой балок |
|
604 |
Трещина скользуна на шкворневой балке |
|
605 |
Ослабление крепления скользуна на шкворневой балке |
|
606 |
Трещина пятника |
|
607 |
Ослабление крепления пятника |
|
609 |
Трещина, переходящая с горизонтальной на вертикальную полку балок |
|
610 |
Продольная трещина в балках рамы длиной более 300 мм |
|
611 |
Трещина в надпятниковой плите (фланце) пятника более 30 мм |
|
612 |
Вертикальная, продольная, наклонная трещина, проходящая более чем через одно отверстие для болтов или заклепок |
|
613 |
Длина вертикальной, наклонной трещины на одной стенке более 100 мм между концами трещины |
|
614 |
Обрыв по сварке, разрыв накладок |
|
615 |
Трещина, излом верхнего/вертикального листа поперечной балки рамы |
|
616 |
Излом, трещина промежуточных балок |
|
617 |
Излом крепления фитингового упора |
|
618 |
Излом, трещина, обрыв раскосов |
|
619 |
Уширение хребтовой балки |
|
620 |
Изгиб хребтовой балки |
|
621 |
Трещина концевых балок |
|
622 |
Излом концевых балок |
|
623 |
Разрыв верхнего/вертикального листа поперечной балки рамы |
|
624 |
Излом крепления скользуна на шкворневой балке |
|
625 |
Отсутствие верхнего/вертикального листа поперечной балки рамы полувагона |
|
НЕИСПРАВНОСТИ КУЗОВА, ВЕДУЩИЕ К ИСКЛЮЧЕНИЮ ВАГОНА ИЗ ИНВЕНТАРНОГО ПАРКА |
|
|
801 |
Замена более 50% нижней обвязки и более 50% стоек и раскосов |
|
802 |
Требуется замена более 50% листов кузова цельнометаллического вагона |
|
810 |
Повреждение котла цистерны, ведущее к исключению |
|
811 |
Требуется замена двух барабанов котла цистерны |
|
812 |
Требуется замена двух днищ котла цистерны |
|
813 |
Требуется замена одного днища, одного барабана котла цистерны |
|
814 |
Требуется замена одного днища, одного продольного листа котла цистерны |
|
815 |
Требуется замена двух продольных листов котла цистерны |
|
816 |
Требуется замена всех шпангоутов 8-осн. цистерн |
|
817 |
Цистерна для кислоты с броневыми листами толщиной менее 5 мм у крайних опор котла или менее 3 мм в остальной части |
|
820 |
Неисправность рамы, ведущая к исключению |
|
821 |
Трещина, переходящая на горизонтальные полки хребтовой балки в одном узле соединения хребтовой и шкворневой балок |
|
822 |
Разрыв хребтовой балки у вагона, проработавшего более 20 лет |
|
823 |
Требуется замена шкворневой балки по коррозии |
|
824 |
Требуется замена более пяти промежуточных поперечных балок по коррозии |
|
826 |
Скрученность рамы более чем 70 мм на 1 м ширины или более 200 мм на всю ширину |
|
827 |
Требуется замена двух боковых продольных балок рамы или одного швеллера или зета хребтовой балки |
|
828 |
Вертикальный прогиб всех продольных балок рамы более 200 мм |
|
829 |
Горизонтальный прогиб всех продольных балок рамы более 100 мм |
|
830 |
Правка/исправление сваркой хребтовых/боковых продольных балок из проката томасовского производства |
|
831 |
Разрыв, переходящий на горизонтальные полки хребтовой балки в одном узле соединения хребтовой и шкворневой балок |
|
840 |
Неисправность рефрижераторного вагона, ведущая к исключению |
|
843 |
Требуется замена одного зета хребтовой балки |
|
844 |
Разрушение более 30% длины одной боковой стенки |
|
845 |
Скрученность рамы более 100 мм на всю ширину рамы |
|
846 |
Вертикальный прогиб продольных балок рамы более 100 мм или горизонтальный прогиб более 50 мм |
|
848 |
Вертикальный прогиб металлического кузова в средней части более 100 мм |
|
849 |
Сквозной коррозийный износ боковых стен и крыши более 25% их поверхности |
|
851 |
Отрыв хребтовой балки от шкворневой |
|
857 |
Вагон, отслуживший свой срок и непригодный для использования |
|
860 |
Скрученность (пропеллерность) кузова более 100 мм |
|
862 |
Повреждение торцевой стены вагона, требующее замены стоек, дуг, обшивы |
|
863 |
Сквозная коррозия пола и стоек боковых стен рефрижераторных вагонов более 50% площади |
|
880 |
Прочие причины исключения вагона |
|
НЕИСПРАВНОСТИ, НЕ СВЯЗАННЫЕ С ТЕХНИЧЕСКИМ СОСТОЯНИЕМ ВАГОНА |
|
|
900 |
Неисправность, не связанная с техническим состоянием вагона |
|
901 |
Искаженный номер вагона |
|
902 |
Отстановка по указанию железнодорожной администрации |
|
903 |
Регистрация нового установленного оборудования |
|
910 |
Отсутствие паспорта формы ВУ-4М |
|
911 |
Вагон отставляется в запас железнодорожной администрации |
|
912 |
Претензии к качеству выполнения деповского ремонта |
|
913 |
Претензии к качеству выполнения капитального ремонта |
|
914 |
Претензии к качеству изготовления вагона |
|
915 |
Повреждение на станционных путях общего пользования |
|
916 |
Повреждение на путях организаций-клиентов |
|
917 |
Повреждение в поездной работе на путях общего пользования вне станционных путей |
|
920 |
Отсутствие, повреждение одного датчика |
|
921 |
Отсутствие, повреждение двух датчиков |
Таблица Б.2
Нормативы периодичности капитального ремонта
грузовых вагонов
|
N п/п |
Род грузового вагона |
Нормативный срок службы, лет <*> |
Капитальный ремонт после постройки, лет |
Капитальный ремонт после капитального ремонта, лет |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
КРЫТЫЕ |
|||
|
1.1 |
Универсальные постройки до 1985 г., включая оборудованные теплоизоляцией |
32 |
12 |
10 |
|
1.2 |
Универсальные постройки с 1985 г., включая оборудованные теплоизоляцией |
32 |
13 |
12 |
|
1.3 |
Для перевозки зерна |
30 |
15 |
— |
|
1.4 |
Для перевозки минеральных удобрений и сырья минеральных удобрений |
26 |
10 |
8 |
|
1.5 |
Для перевозки апатитного концентрата и апатита |
24 |
10 |
8 |
|
1.6 |
Для перевозки автомобилей |
30 |
15 |
— |
|
1.7 |
Для перевозки скота |
30 |
8 |
8 |
|
1.8 |
Для перевозки цемента |
26 |
12 |
9 |
|
1.9 |
Для перевозки гранулированной сажи |
24 |
13 |
— |
|
1.10 |
Для перевозки гранулированной серы |
24 |
12 |
— |
|
1.11 |
Для перевозки муки |
30 |
15 |
— |
|
1.12 |
Для перевозки бумаги |
32 |
13 |
12 |
|
1.13 |
Для перевозки гранулированных полимеров |
30 |
10 |
10 |
|
1.14 |
Для перевозки технического углерода |
22 |
11 |
— |
|
1.15 |
Для перевозки холоднокатаной стали |
32 |
13 |
12 |
|
1.16 |
Переоборудованные из рефрижераторного подвижного состава |
25 |
16 |
— |
|
2 |
ПЛАТФОРМЫ |
|||
|
2.1 |
Универсальные |
32 |
15 |
12 |
|
2.2 |
Для перевозки большегрузных контейнеров, крупнотоннажных контейнеров и колесной техники |
32 |
17 |
— |
|
2.3 |
Для перевозки автомобилей двухъярусные |
30 |
— |
— |
|
2.4 |
Для перевозки рулонной стали, листовой стали, заготовок, колес, колесных пар |
32 |
17 |
— |
|
2.5 |
Для перевозки леса в хлыстах |
32 |
17 |
— |
|
2.6 |
Для перевозки лесоматериалов |
32 |
17 |
— |
|
2.7 |
Контейнеровозы, переоборудованные из полувагонов |
22 |
— |
— |
|
2.8 |
Контейнеровозы, переоборудованные из крытых вагонов |
32 |
— |
— |
|
3 |
ПОЛУВАГОНЫ |
|||
|
3.1 |
Постройки до 1985 г. |
22 |
— |
8 |
|
3.2 |
Постройки с 1985 г. |
22 |
11 |
— |
|
3.3 |
Для перевозки окатышей и агломерата |
15 |
4 |
4 |
|
3.4 |
Для перевозки битума |
30 |
5 |
5 |
|
3.5 |
Для перевозки кокса |
15 |
4 |
4 |
|
3.6 |
Для перевозки сыпучих металлургических грузов |
20 |
5 |
5 |
|
3.7 |
Для перевозки технологической щепы |
22 |
11 |
— |
|
3.8 |
Для перевозки торфа |
22 |
11 |
— |
|
3.9 |
Для перевозки глинозема с разгрузочными бункерами |
25 |
10 |
10 |
|
3.10 |
Думпкары |
22 |
10 |
7 |
|
3.11 |
Хоппер-дозаторы |
25 |
10 |
8 |
|
4 |
ЦИСТЕРНЫ |
|||
|
4.1 |
Нефтебензиновые постройки до 1985 г. |
32 |
— |
8 |
|
4.2 |
Нефтебензиновые постройки с 1985 г. |
32 |
13 |
12 |
|
4.3 |
Восьмиосные нефтебензиновые |
32 |
11 |
11 |
|
4.4 |
Для перевозки вязких нефтепродуктов |
32 |
10 |
10 |
|
4.5 |
Для перевозки кислоты 4-х и 8-осные (серной, азотной, соляной, фенола, суперфосфатной, уксусной, олеума) |
18 |
5 |
5 |
|
4.6 |
Для перевозки улучшенной серной кислоты |
18 |
6 |
6 |
|
4.7 |
Для перевозки меланжа |
13 |
4 |
3 |
|
4.8 |
Для перевозки спиртов и пищевых продуктов (спирта, виноматериалов, плодоовощных соков, молока) |
30 |
10 |
10 |
|
4.9 |
Для перевозки пропана, аммиака, углеводородных газов |
40 |
10 |
10 |
|
4.10 |
Для перевозки хлора, этиловой жидкости, ацетальдегида, винилхлорида, пентана, желтого фосфора |
24 |
6 |
6 |
|
4.11 |
Для перевозки кальцинированной соды, поливинилхлорида, капролактама, жидкого пека, пасты сульфанола, серы, расплавленной серы |
24 |
12 |
— |
|
4.12 |
Для перевозки ядохимикатов, бензола |
24 |
6 |
6 |
|
4.13 |
Для перевозки метанола |
24 |
10 |
8 |
|
4.14 |
Для перевозки цемента |
28 |
10 |
10 |
|
4.15 |
Для тяжелых порошкообразных грузов |
24 |
6 |
6 |
|
4.16 |
Для опасных грузов, не поименованных в пп. 4.1 — 4.15 |
— |
5 |
4 |
|
5 |
РЕФРИЖЕРАТОРНЫЕ |
|||
|
5.1 |
5-вагонная секция ЦА-5 |
25 |
16 |
— |
|
5.2 |
5-вагонная секция БМЗ с N 5-1001 постройки до 1975 г. включительно |
25 |
16 |
— |
|
5.3 |
5-вагонная секция БМЗ постройки с 1976 г. |
25 |
16 |
— |
|
5.4 |
5-вагонная секция ЦБ-5 |
25 |
16 |
— |
|
5.5 |
Автономный рефрижераторный вагон постройки до 1976 г. включительно |
25 |
16 |
— |
|
5.6 |
Автономный рефрижераторный вагон постройки с 1977 г. включительно |
25 |
16 |
— |
|
5.7 |
АРВ с сопровождением |
25 |
16 |
— |
|
5.8 |
Вагон-термос (800) на тележках модели 18-100 |
25 |
16 |
— |
|
5.9 |
ИВ-термос, переоборудованный из грузового вагона РС |
25 |
16 |
— |
|
6 |
ВАГОНЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ |
|||
|
6.1 |
Цистерны рельсошлифовальных поездов |
— |
4 |
4 |
|
6.2 |
Восстановительных поездов |
— |
16 |
16 |
|
6.3 |
Пожарных поездов, передвижных и весовых мастерских, вагоны — раздатчики материально-технического снабжения, весоповерочные, путевых машинных станций, дистанций пути, щебеночных заводов, дистанций энергоснабжения |
— |
15 |
15 |
|
6.4 |
Крытые вагоны, оборудованные под жилье, маслоочистительные станции, шефмонтажные летучки |
— |
15 |
15 |
|
7 |
ТРАНСПОРТЕРЫ |
|||
|
7.1 |
Транспортер платформенного типа |
35 |
12 |
12 |
|
7.2 |
Транспортер площадочного типа |
35 |
12 |
12 |
|
7.3 |
Транспортер сцепного типа |
35 |
12 |
12 |
|
7.4 |
Транспортер колодцевого типа |
35 |
12 |
9 |
|
7.5 |
Транспортер сочлененного типа |
35 |
9 |
9 |
———————————
<*> Приводятся справочно.
Таблица Б.3
Нормативы периодичности деповского ремонта
грузовых вагонов по критерию фактически
выполненного объема работ (пробегу)
|
N п/п |
Род грузового вагона |
Первый после постройки |
После деповского ремонта |
После капитального ремонта |
|||
|
тыс. км |
в годах |
тыс. км |
в годах |
тыс. км |
в годах |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
КРЫТЫЕ |
||||||
|
1.1 |
Универсальные, включая оборудованные теплоизоляцией |
210 |
3 |
110 |
3 |
160 |
3 |
|
1.2 |
Для перевозки зерна |
210 |
3 |
110 |
3 |
160 |
3 |
|
1.3 |
Для перевозки минеральных удобрений и сырья минеральных удобрений |
210 |
3 |
110 |
2 |
160 |
2 |
|
1.4 |
Для перевозки апатитного концентрата и апатита |
210 |
3 |
110 |
2 |
160 |
2 |
|
1.5 |
Для перевозки автомобилей |
210 |
3 |
110 |
3 |
160 |
3 |
|
1.6 |
Для перевозки скота |
210 |
3 |
110 |
2 |
160 |
2 |
|
1.7 |
Для перевозки цемента |
210 |
3 |
110 |
2 |
160 |
2 |
|
1.8 |
Для перевозки гранулированной сажи |
210 |
3 |
110 |
2 |
160 |
2 |
|
1.9 |
Для перевозки гранулированной серы |
210 |
3 |
110 |
2 |
160 |
2 |
|
1.10 |
Для перевозки муки |
210 |
3 |
110 |
3 |
160 |
3 |
|
1.11 |
Для перевозки бумаги |
210 |
3 |
110 |
3 |
160 |
3 |
|
1.12 |
Для перевозки гранулированных полимеров |
210 |
3 |
110 |
2 |
160 |
2 |
|
1.13 |
Для перевозки технического углерода |
210 |
3 |
110 |
2 |
160 |
2 |
|
1.14 |
Для перевозки холоднокатаной стали |
210 |
3 |
110 |
3 |
160 |
3 |
|
1.15 |
Переоборудованные из рефрижераторного подвижного состава на тележках модели 18-100 |
— |
— |
110 |
3 |
160 |
3 |
|
1.16 |
Переоборудованные из рефрижераторного подвижного состава на тележках модели КВЗ И2, Дессау |
— |
— |
160 |
3 |
160 |
3 |
|
2 |
ПЛАТФОРМЫ |
||||||
|
2.1 |
Универсальные |
210 |
3 |
110 |
3 |
160 |
3 |
|
2.2 |
Для перевозки большегрузных контейнеров, крупнотоннажных контейнеров и колесной техники |
210 |
3 |
120 |
3 |
210 |
3 |
|
2.3 |
Для перевозки автомобилей двухъярусные |
210 |
3 |
110 |
3 |
160 |
3 |
|
2.4 |
Для перевозки рулонной стали, листовой стали, заготовок, колес, колесных пар |
210 |
3 |
110 |
3 |
160 |
3 |
|
2.5 |
Для перевозки леса в хлыстах |
210 |
3 |
110 |
3 |
160 |
3 |
|
2.6 |
Для перевозки лесоматериалов |
210 |
3 |
110 |
3 |
160 |
3 |
|
2.7 |
Контейнеровозы, переоборудованные из полувагонов |
— |
— |
110 |
3 |
— |
— |
|
2.8 |
Контейнеровозы, переоборудованные из крытых вагонов |
— |
— |
110 |
3 |
— |
— |
|
3 |
ПОЛУВАГОНЫ |
||||||
|
3.1 |
Универсальные модели 12-132-03 на тележках 18-578 |
500 |
4 |
160 |
2 |
160 |
2 |
|
3.2 |
Универсальные, глуходонные, с глухим кузовом |
210 |
3 |
110 |
2 |
160 |
2 |
|
3.3 |
Для перевозки окатышей и агломерата |
210 |
3 |
110 |
2 |
160 |
2 |
|
3.4 |
Для перевозки битума |
210 |
3 |
110 |
2 |
160 |
2 |
|
3.5 |
Для перевозки кокса |
210 |
3 |
110 |
2 |
160 |
2 |
|
3.6 |
Для перевозки сыпучих металлургических грузов |
210 |
3 |
110 |
2 |
160 |
2 |
|
3.7 |
Для перевозки технологической щепы |
210 |
3 |
110 |
3 |
160 |
3 |
|
3.8 |
Для перевозки торфа |
210 |
3 |
110 |
3 |
160 |
3 |
|
3.9 |
Для перевозки глинозема с разгрузочными бункерами |
210 |
3 |
110 |
2 |
160 |
2 |
|
3.10 |
Думпкары |
210 |
3 |
110 |
2 |
160 |
2 |
|
3.11 |
Хоппер-дозаторы |
210 |
3 |
110 |
3 |
160 |
3 |
|
4 |
ЦИСТЕРНЫ |
||||||
|
4.1 |
Четырехосные нефтебензиновые |
210 |
3 |
110 |
3 |
160 |
3 |
|
4.2 |
Восьмиосные нефтебензиновые |
210 |
3 |
110 |
2 |
160 |
2 |
|
4.3 |
Для перевозки вязких нефтепродуктов |
210 |
3 |
110 |
3 |
160 |
3 |
|
4.4 |
Для перевозки кислоты 4-х и 8-осные (серной, азотной, соляной, фенола, суперфосфатной, уксусной, олеума) |
210 |
2 |
110 |
2 |
160 |
2 |
|
4.5 |
Для перевозки улучшенной серной кислоты |
210 |
2 |
110 |
2 |
160 |
2 |
|
4.6 |
Для перевозки меланжа |
210 |
2 |
110 |
2 |
160 |
2 |
|
4.7 |
Для перевозки спиртов и пищевых продуктов (спирта, виноматериалов, плодоовощных соков, молока) |
210 |
3 |
110 |
2 |
160 |
2 |
|
4.8 |
Для перевозки пропана, аммиака, углеводородных газов |
210 |
2 |
110 |
2 |
160 |
2 |
|
4.9 |
Для перевозки хлора, этиловой жидкости, ацетальдегида, винилхлорида, пентана, желтого фосфора |
210 |
2 |
110 |
2 |
160 |
2 |
|
4.10 |
Для перевозки кальцинированной соды, поливинилхлорида, капролактама, жидкого пека, пасты сульфанола, серы, расплавленной серы |
210 |
3 |
110 |
2 |
160 |
2 |
|
4.11 |
Для перевозки ядохимикатов, бензола, метанола |
210 |
2 |
110 |
2 |
160 |
2 |
|
4.12 |
Для перевозки цемента и других тяжелых порошкообразных грузов |
210 |
3 |
110 |
2 |
160 |
2 |
|
4.13 |
Для опасных грузов, не поименованных в пп. 4.1 — 4.12 |
210 |
2 |
110 |
2 |
160 |
2 |
|
5 |
РЕФРИЖЕРАТОРНЫЕ |
||||||
|
5.1 |
5-вагонная секция ЦА-5 |
— |
— |
150 |
2,5 |
150 |
2,5 |
|
5.2 |
5-вагонная секция БМЗ с N 5-1001 постройки до 1975 г. включительно |
— |
— |
150 |
2,5 |
150 |
2,5 |
|
5.3 |
5-вагонная секция БМЗ постройки с 1976 г. |
210 |
3 |
150 |
2,5 |
150 |
2,5 |
|
5.4 |
5-вагонная секция ЦБ-5 |
210 |
3 |
150 |
2,5 |
150 |
2,5 |
|
5.5 |
Автономный рефрижераторный вагон постройки до 1976 г. включительно |
— |
— |
150 |
2,5 |
150 |
2,5 |
|
5.6 |
Автономный рефрижераторный вагон постройки с 1977 г. |
210 |
3 |
150 |
2,5 |
150 |
2,5 |
|
5.7 |
АРВ с сопровождением |
210 |
3 |
150 |
2,5 |
150 |
2,5 |
|
5.8 |
Вагон-термос (800) на тележках модели 18-100 |
100 |
2 |
100 |
2 |
100 |
2 |
|
5.9 |
ИВ-термос, переоборудованный из грузового вагона РС |
— |
— |
150 |
2,5 |
150 |
2,5 |
Примечание. Грузовым вагонам, оборудованным тележками модели 18-100 с износостойкими элементами в узлах трения, норматив пробега после производства деповского ремонта до следующего планового ремонта устанавливается в размере 160,0 тыс. километров при сохранении предельной календарной продолжительности межремонтного периода, установленного в таблице Б.3.
Таблица Б.4
Нормативы периодичности проведения деповского ремонта
грузовых вагонов по критерию календарной
продолжительности эксплуатации
|
N п/п |
Род грузового вагона |
Деповский ремонт по критерию календарной продолжительности, после |
|||
|
постройки |
ДР в период до 1-го КР |
ДР в период после 1-го КР |
КР |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
КРЫТЫЕ |
||||
|
1.1 |
Универсальные постройки до 1985 г., включая оборудованные теплоизоляцией: |
||||
|
— с деревянной и комбинированной обшивой кузова |
— |
1 |
1 |
2 |
|
|
— с цельнометаллическим кузовом |
— |
2 |
1 |
2 |
|
|
1.2 |
Универсальные постройки с 1985 г., включая оборудованные теплоизоляцией |
3 |
2 |
2 |
2 |
|
1.3 |
Для перевозки зерна |
3 |
2 |
2 |
2 |
|
1.4 |
Для перевозки минеральных удобрений и сырья минеральных удобрений |
2 |
1 |
1 |
2 |
|
1.5 |
Для перевозки апатитного концентрата и апатита |
2 |
1 |
1 |
2 |
|
1.6 |
Для перевозки автомобилей |
3 |
2 |
2 |
2 |
|
1.7 |
Для перевозки скота |
2 |
1 |
1 |
2 |
|
1.8 |
Для перевозки цемента |
3 |
2 |
2 |
2 |
|
1.9 |
Для перевозки гранулированной сажи |
3 |
2 |
1 |
2 |
|
1.10 |
Для перевозки гранулированной серы |
2 |
1 |
1 |
2 |
|
1.11 |
Для перевозки муки |
3 |
2 |
1 |
2 |
|
1.12 |
Для перевозки бумаги |
3 |
2 |
1 |
2 |
|
1.13 |
Для перевозки гранулированных полимеров |
2 |
2 |
1 |
2 |
|
1.14 |
Для перевозки технического углерода |
3 |
2 |
1 |
2 |
|
1.15 |
Для перевозки холоднокатаной стали |
3 |
2 |
1 |
2 |
|
1.16 |
Переоборудованные из рефрижераторного подвижного состава на тележках модели 18-100 |
— |
2 |
2 |
2 |
|
1.17 |
Переоборудованные из рефрижераторного подвижного состава на тележках модели КВЗ И2, Дессау |
— |
2 |
2 |
2 |
|
2 |
ПЛАТФОРМЫ |
||||
|
2.1 |
Универсальные |
3 |
2 |
2 |
2 |
|
2.2 |
Для перевозки большегрузных контейнеров, крупнотоннажных контейнеров и колесной техники |
3 |
2 |
2 |
3 |
|
2.3 |
Для перевозки автомобилей двухъярусные |
2 |
2 |
2 |
— |
|
2.4 |
Для перевозки рулонной стали, листовой стали, заготовок, колес, колесных пар |
3 |
1 |
1 |
2 |
|
2.5 |
Для перевозки леса в хлыстах |
3 |
2 |
1 |
2 |
|
2.6 |
Для перевозки лесоматериалов |
3 |
2 |
1 |
2 |
|
2.7 |
Контейнеровозы, переоборудованные из полувагонов |
— |
1 |
— |
— |
|
2.8 |
Контейнеровозы, переоборудованные из крытых |
— |
1 |
— |
— |
|
3 |
ПОЛУВАГОНЫ |
||||
|
3.1 |
Постройки до 1985 г. |
— |
1 |
1 |
2 |
|
3.2 |
Постройки с 1985 г. |
3 |
1 |
1 |
2 |
|
3.3 |
Для перевозки окатышей и агломерата |
2 |
1 |
1 |
2 |
|
3.4 |
Для перевозки битума |
2 |
1 |
1 |
2 |
|
3.5 |
Для перевозки кокса |
2 |
1 |
1 |
2 |
|
3.6 |
Для перевозки сыпучих металлургических грузов |
2 |
1 |
1 |
2 |
|
3.7 |
Для перевозки технологической щепы |
3 |
2 |
1 |
2 |
|
3.8 |
Для перевозки торфа |
3 |
2 |
1 |
2 |
|
3.9 |
Для перевозки глинозема с разгрузочными бункерами |
2 |
1 |
1 |
2 |
|
3.10 |
Думпкары |
3 |
2 |
1 |
2 |
|
3.11 |
Хоппер-дозаторы |
3 |
2 |
1 |
1 |
|
4 |
ЦИСТЕРНЫ |
||||
|
4.1 |
Нефтебензиновые постройки до 1985 г. |
— |
1 |
1 |
2 |
|
4.2 |
Нефтебензиновые постройки с 1985 г. |
3 |
1 |
1 |
2 |
|
4.3 |
Восьмиосные нефтебензиновые |
2 |
1 |
1 |
2 |
|
4.4 |
Для перевозки вязких нефтепродуктов |
2 |
1 |
1 |
2 |
|
4.5 |
Для перевозки кислоты 4-х и 8-осные (серной, слабой азотной, соляной, фенола, суперфосфатной, уксусной, олеума) |
2 |
1 |
1 |
1 |
|
4.6 |
Для перевозки улучшенной серной кислоты |
2 |
1 |
1 |
1 |
|
4.7 |
Для перевозки меланжа |
2 |
1 |
1 |
1 |
|
4.8 |
Для перевозки спиртов и пищевых продуктов (спирта, виноматериалов, плодоовощных соков, молока) |
3 |
1 |
1 |
2 |
|
4.9 |
Для перевозки пропана, аммиака, углеводородных газов |
2 |
1 |
1 |
2 |
|
4.10 |
Для перевозки хлора, этиловой жидкости, ацетальдегида, винилхлорида, пентана, желтого фосфора |
2 |
1 |
1 |
1 |
|
4.11 |
Для перевозки кальцинированной соды, поливинилхлорида, капролактама, жидкого пека, пасты сульфанола, серы, расплавленной серы |
3 |
1 |
1 |
2 |
|
4.12 |
Для перевозки ядохимикатов, бензола, метанола |
2 |
1 |
1 |
1 |
|
4.13 |
Для перевозки цемента и других тяжелых порошкообразных грузов |
3 |
1 |
1 |
2 |
|
4.14 |
Для опасных грузов, не поименованных в пп. 4.1 — 4.13 |
2 |
1 |
1 |
2 |
|
5 |
РЕФРИЖЕРАТОРНЫЕ |
||||
|
5.1 |
5-вагонная секция ЦА-5 |
— |
1,5 |
1,5 |
1,5 |
|
5.2 |
5-вагонная секция БМЗ с N 5-1001 постройки до 1975 г. включительно |
— |
1,5 |
1,5 |
1,5 |
|
5.3 |
5-вагонная секция БМЗ постройки с 1976 г. |
2 |
1,5 |
1,5 |
1,5 |
|
5.4 |
5-вагонная секция ЦБ-5 |
2 |
1,5 |
1,5 |
1,5 |
|
5.5 |
Автономный рефрижераторный вагон постройки до 1976 г. включительно |
— |
1,5 |
1,5 |
1,5 |
|
5.6 |
Автономный рефрижераторный вагон постройки с 1977 г. включительно |
2 |
1,5 |
1,5 |
1,5 |
|
5.7 |
АРВ с сопровождением |
2 |
1,5 |
1,5 |
1,5 |
|
5.8 |
Вагон-термос (800) на тележках модели 18-100 |
2 |
2 |
2 |
2 |
|
5.9 |
ИВ-термос, переоборудованный из грузового вагона РС |
— |
2 |
2 |
2 |
|
6 |
ВАГОНЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ |
||||
|
6.1 |
Цистерны рельсошлифовальных поездов |
2 |
2 |
2 |
2 |
|
6.2 |
Восстановительных поездов |
4 |
4 |
4 |
4 |
|
6.3 |
Пожарных поездов, передвижных и весовых мастерских, вагоны — раздатчики материально-технического снабжения, весоповерочные, путевых машинных станций, дистанций пути, щебеночных заводов, дистанций энергоснабжения |
3 |
3 |
3 |
3 |
|
6.4 |
Крытые вагоны, оборудованные под жилье, маслоочистительные станции, шефмонтажные летучки |
3 |
3 |
3 |
3 |
|
7 |
ТРАНСПОРТЕРЫ |
||||
|
7.1 |
Транспортер платформенного типа |
3 |
3 |
3 |
3 |
|
7.2 |
Транспортер площадочного типа |
3 |
3 |
3 |
3 |
|
7.3 |
Транспортер сцепного типа |
3 |
3 |
3 |
3 |
|
7.4 |
Транспортер колодцевого типа |
3 |
3 |
3 |
3 |
|
7.5 |
Транспортер сочлененного типа |
3 |
3 |
3 |
3 |
|
7.6 |
Служебные вагоны для сопровождения большегрузных транспортеров |
3 |
3 |
3 |
3 |
Приложение В
(справочное)
КЛАССИФИКАЦИЯ ОПАСНЫХ ГРУЗОВ И ЗНАКИ ОПАСНОСТИ
Таблица В.1
Разделение опасных грузов на классы и подклассы
|
Класс |
Подкласс |
Наименование класса, подкласса |
|
1 |
ВЗРЫВЧАТЫЕ ВЕЩЕСТВА И ИЗДЕЛИЯ |
|
|
1.1 |
Взрывчатые материалы с опасностью взрыва массой |
|
|
1.2 |
Взрывчатые материалы, не взрывающиеся массой |
|
|
1.3 |
Взрывчатые материалы пожароопасные, не взрывающиеся массой |
|
|
1.4 |
Взрывчатые материалы, не представляющие значительной опасности |
|
|
1.5 |
Очень нечувствительные взрывчатые материалы |
|
|
1.6 |
Изделия чрезвычайно низкой чувствительности |
|
|
2 |
ГАЗЫ |
|
|
2.1 |
Воспламеняющиеся газы |
|
|
2.2 |
Невоспламеняющиеся, неядовитые (нетоксичные) газы |
|
|
2.3 |
Ядовитые (токсичные) газы |
|
|
3 |
ЛЕГКОВОСПЛАМЕНЯЮЩИЕСЯ ЖИДКОСТИ |
|
|
4 |
ЛЕГКОВОСПЛАМЕНЯЮЩИЕСЯ ТВЕРДЫЕ ВЕЩЕСТВА, САМОВОЗГОРАЮЩИЕСЯ ВЕЩЕСТВА, ВЕЩЕСТВА, ВЫДЕЛЯЮЩИЕ ВОСПЛАМЕНЯЮЩИЕСЯ ГАЗЫ |
|
|
4.1 |
Легковоспламеняющиеся твердые вещества, самореактивные вещества и десенсибилизированные взрывчатые вещества |
|
|
4.2 |
Самовозгорающиеся вещества |
|
|
4.3 |
Вещества, выделяющие воспламеняющиеся газы при взаимодействии с водой |
|
|
5 |
ОКИСЛЯЮЩИЕ ВЕЩЕСТВА И ОРГАНИЧЕСКИЕ ПЕРОКСИДЫ |
|
|
5.1 |
Окисляющие вещества |
|
|
5.2 |
Органические пероксиды |
|
|
6 |
ЯДОВИТЫЕ И ИНФЕКЦИОННЫЕ ВЕЩЕСТВА |
|
|
6.1 |
Ядовитые (токсичные) вещества |
|
|
6.2 |
Инфекционные вещества |
|
|
7 |
РАДИОАКТИВНЫЕ МАТЕРИАЛЫ |
|
|
8 |
ЕДКИЕ (КОРРОЗИОННЫЕ) ВЕЩЕСТВА |
|
|
9 |
ПРОЧИЕ ОПАСНЫЕ ВЕЩЕСТВА И ИЗДЕЛИЯ |
Таблица В.2
Основные знаки опасности на вагонах с опасными грузами
|
Класс |
Подкласс |
Знаки опасности |
Описание знака опасности |
|
1 |
1.1 |
Рис. В.1.1 |
Фон — оранжевый, символ — взрывающаяся бомба, цифра «1» в нижнем углу |
|
1.2 |
|||
|
1.3 |
|||
|
1.4 |
Рис. В.1.2 |
Фон — оранжевый, N подкласса в верхнем углу, цифра «1» в нижнем углу |
|
|
1.5 |
Рис. В.1.3 |
||
|
1.6 |
Рис. В.1.4 |
||
|
2 |
2.1 |
Рис. В.2.1 |
Фон — красный, символ — пламя: черный или белый, цифра «2» в нижнем углу |
|
2.2 |
Рис. В.2.2 |
Фон — зеленый, символ — газовый баллон: черный или белый, цифра «2» в нижнем углу |
|
|
2.3 |
Рис. В.2.3 |
Фон — белый, символ — череп и кости, цифра «2» в нижнем углу |
|
|
3 |
— |
Рис. В.3 |
Фон — красный, символ — пламя: черный или белый, цифра «3» в нижнем углу |
|
4 |
4.1 |
Рис. В.4.1 |
Красные полосы на белом фоне, символ — пламя: черный, цифра «4» в нижнем углу |
|
4.2 |
Рис. В.4.2 |
Фон — верхняя половина белая, нижняя — красная, символ — пламя: черный, цифра «4» в нижнем углу |
|
|
4.3 |
Рис. В.4.3 |
Фон — синий, символ — пламя: черный или белый, цифра «4» в нижнем углу |
|
|
5 |
5.1 |
Рис. В.5.1 |
Фон — желтый, символ — пламя над окружностью, цифры «5.1» в нижнем углу |
|
5.2 |
Рис. В.5.2 |
Фон — верхняя половина красная, нижняя — желтая, символ — пламя: черный или белый, цифры «5.2» в нижнем углу |
|
|
6 |
6.1 |
Рис. В.6.1 |
Фон — белый, символ — череп и кости, цифра «6» в нижнем углу |
|
6.2 |
Рис. В.6.2 |
Фон — белый, символ — три полумесяца, наложенные на окружность, цифра «6» в нижнем углу |
|
|
7 |
Категория I — Белая |
Рис. В.7.A |
Фон — белый, символ — трилистник черный. Текст (обязательный) черный в нижней половине знака: «RADIOACTIVE», «CONTENTS…», «ACTIVITY…». За словом «RADIOACTIVE» должна следовать одна красная вертикальная полоса; цифра «7» в нижнем углу |
|
Категория II — Желтая |
Рис. В.7.B |
Фон — верхняя половина — желтая с белой каймой, нижняя — белая, символ — трилистник черный. Текст (обязательный) черный в нижней половине знака: «RADIOACTIVE», «CONTENTS…», «ACTIVITY…». За словом «RADIOACTIVE» должны следовать две красные вертикальные полосы; цифра «7» в нижнем углу |
|
|
Категория III — Желтая |
Рис. В.7.C |
Фон — верхняя половина — желтая с белой каймой, нижняя — белая, символ — трилистник черный. Текст (обязательный) черный в нижней половине знака: «RADIOACTIVE», «CONTENTS…», «ACTIVITY…». За словом «RADIOACTIVE» должны следовать три красные вертикальные полосы; цифра «7» в нижнем углу |
|
|
Делящийся материал класса |
Рис. В.7.E |
Фон — белый. Текст (обязательный) черный в верхней половине знака — «FISSILE», в нижней половине знака в черном прямоугольнике — «CRITICALITY SAFETY INDEX»; цифра «7» в нижнем углу |
|
|
8 |
— |
Рис. В.8 |
Фон — верхняя половина знака — белая, нижняя — черная с белой каймой, символ — жидкости, выливающиеся из двух пробирок и поражающие руку или металл; цифра «8» в нижнем углу |
|
9 |
— |
Рис. В.9 |
Фон — белый, символ — семь черных вертикальных полос в верхней половине; цифра «9» в нижнем углу |
|
Примечание: 1) Если груз обладает несколькими видами опасности, наносят все знаки, соответствующие этим видам опасности. 2) На вагонах с опасными грузами в центральной части знака опасности указывается N аварийной карточки. |
Рисунок В.1.1
Рисунок В.1.2
Рисунок В.1.3
Рисунок В.1.4
Рисунок В.2.1
Рисунок В.2.2
Рисунок В.2.3
Рисунок В.3
Рисунок В.4.1
Рисунок В.4.2
Рисунок В.4.3
Рисунок В.5.1
Рисунок В.5.2
Рисунок В.6.1
Рисунок В.6.2
Рисунок В.7.A
Рисунок В.7.B
Рисунок В.7.C
Рисунок В.7.E
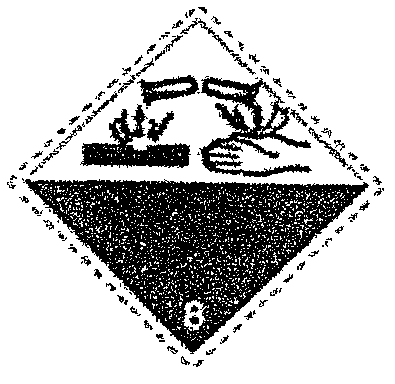
Рисунок В.8
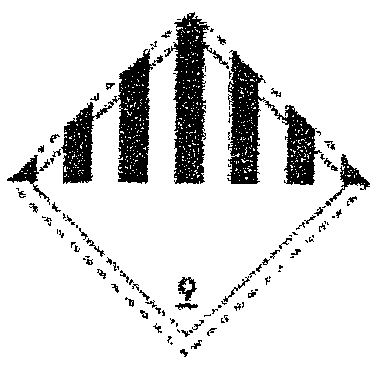
Рисунок В.9
Приложение Г
(обязательное)
КОНТРОЛЬ КОЛЕСНЫХ ПАР И БУКСОВОГО УЗЛА В ЭКСПЛУАТАЦИИ
Г.1. Измерение параметров колесных пар абсолютным
вагонным шаблоном (черт. Т 447.05.000 СБ)
Г.1.1. Измерение проката, ползуна,
навара на поверхности катания
Положение абсолютного шаблона при измерении проката колеса по кругу катания представлено на рисунке Г.1.1.
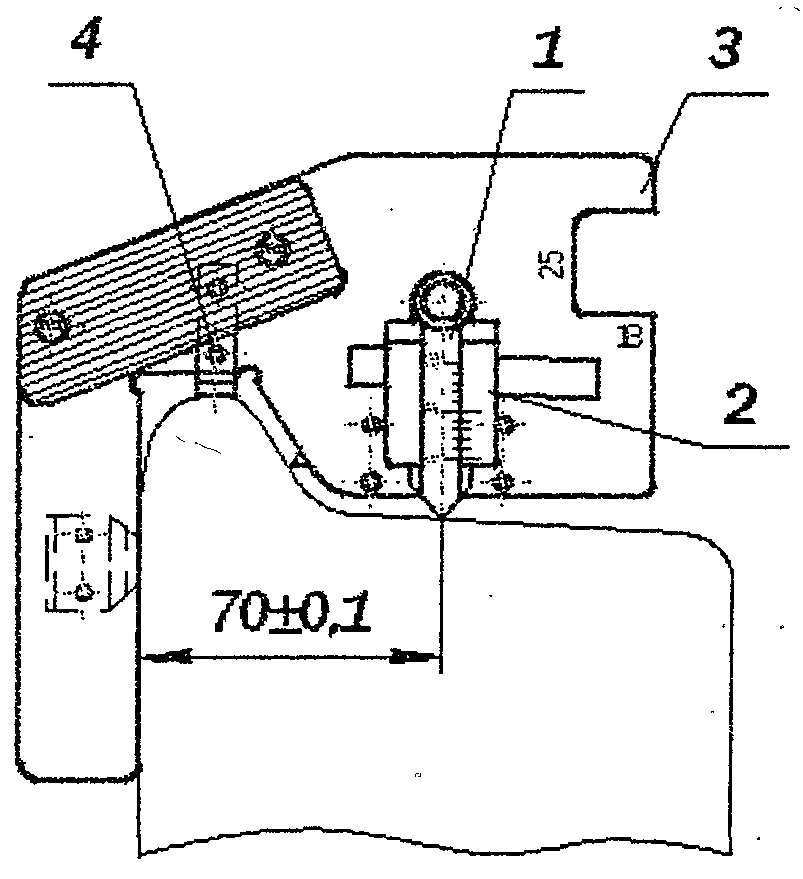
Рисунок Г.1.1. Измерение проката колеса по кругу катания
Направляющую 2 установить так, чтобы ее риска совпала с риской на основании 3 шаблона (при этом ось вертикального движка 1 устанавливается по кругу катания колеса, т.е. на расстоянии 70 мм от внутренней грани обода).
Опустить опорную ножку 4 на вершину гребня, вертикальную грань шаблона плотно прижать к внутренней грани обода колеса. Вертикальный движок 1 опустить до соприкосновения с поверхностью катания. По рискам на вертикальном движке 1 (основная шкала) и на направляющей 2 (шкала нониуса) определить абсолютную величину проката в данной точке круга катания. При этом целое число (в миллиметрах) определяется по основной шкале, десятые доли числа — по шкале нониуса (по правилу измерения штангенциркулем).
Неравномерный прокат определяется разностью измерений в сечениях максимального износа и с каждой стороны от этого сечения на расстоянии до 500 мм.
Положение абсолютного шаблона при измерении ползуна (навара) аналогично вышеописанному для измерения проката. Вертикальный движок при этом следует устанавливать в точке максимального дефекта по кругу катания (середина ползуна, вершина навара).
Размер ползуна (навара) определяется как разность результатов измерений проката и ползуна (навара) в точке максимального дефекта. Ориентировочно глубину ползуна можно определить в зависимости от его длины при диаметре колеса 950 мм по таблице Г.1.
Таблица Г.1
Размеры в мм
|
Длина ползуна |
50 |
60 |
85 |
120 |
150 |
|
Глубина ползуна |
0,7 |
1,0 |
2,0 |
4,0 |
6,0 |
Г.1.2. Измерение толщины гребня колеса
Положение абсолютного шаблона при измерении толщины гребня колеса представлено на рисунке Г.1.2.
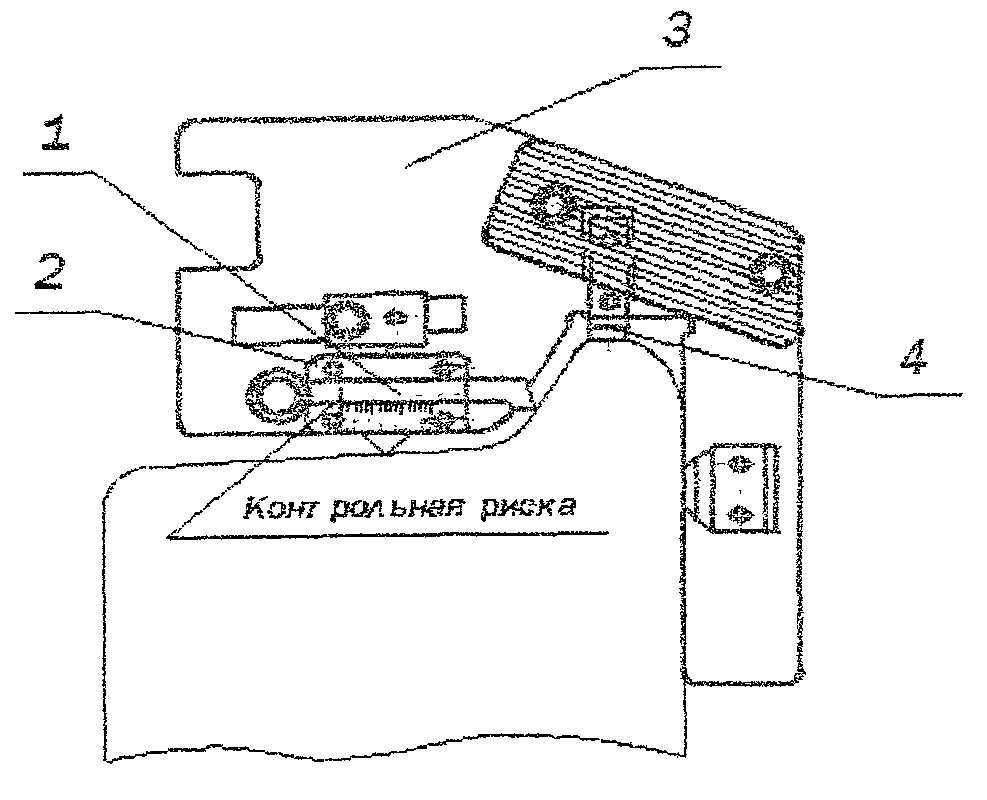
Рисунок Г.1.2. Измерение толщины гребня колеса
Опустить опорную ножку 4 на вершину гребня, вертикальную грань шаблона плотно прижать к внутренней грани обода колеса. Горизонтальный движок 1 переместить до соприкосновения с поверхностью гребня. По делению шкалы на направляющей 2 напротив риски на горизонтальном движке определить толщину гребня.
Г.2. Контроль вертикального подреза гребня специальным
шаблоном ВПГ (черт. Т 447.08.000 СБ)
Положение специального шаблона при контроле вертикального подреза гребня колеса представлено на рисунке Г.2.
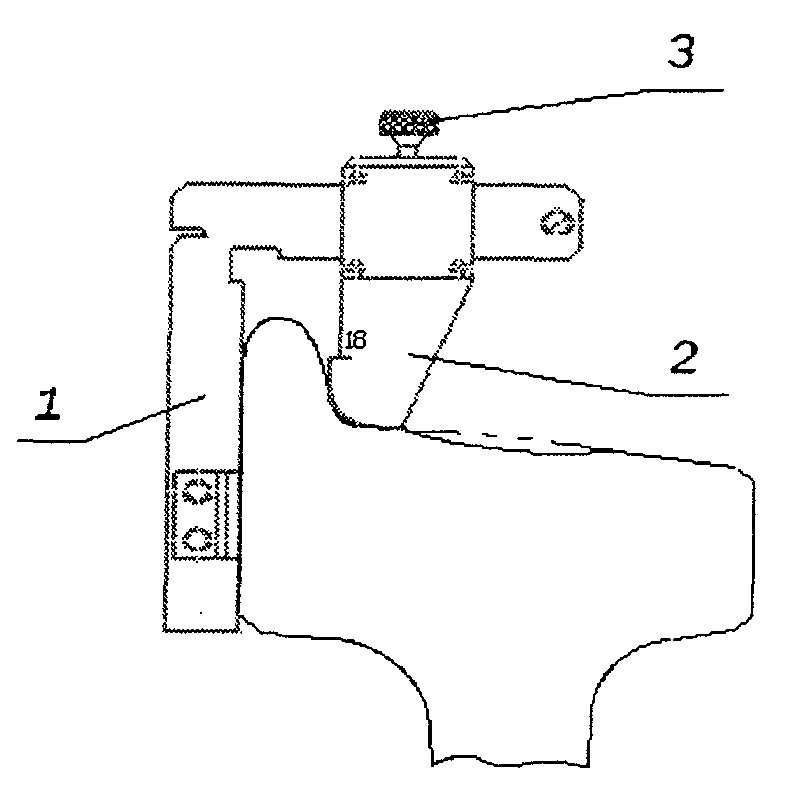
Рисунок Г.2. Контроль вертикального подреза гребня колеса
Вертикальную грань угольника 1 плотно прижать к внутренней грани обода колеса, движок 2 подвести к гребню так, чтобы нижняя поверхность движка касалась поверхности катания колеса, а браковочная грань — рабочей поверхности гребня, и зафиксировать стопорным винтом 3. Соприкосновение верхней кромки браковочной грани, расположенной на высоте 18 мм от нижней поверхности движка, с рабочей поверхностью гребня колеса является браковочным признаком по вертикальному подрезу гребня.
Г.3. Измерение толщины обода колеса толщиномером
цельнокатаных колес (черт. Т 447.07.000 СБ)
Положение толщиномера при измерении толщины обода колеса представлено на рисунке Г.3.
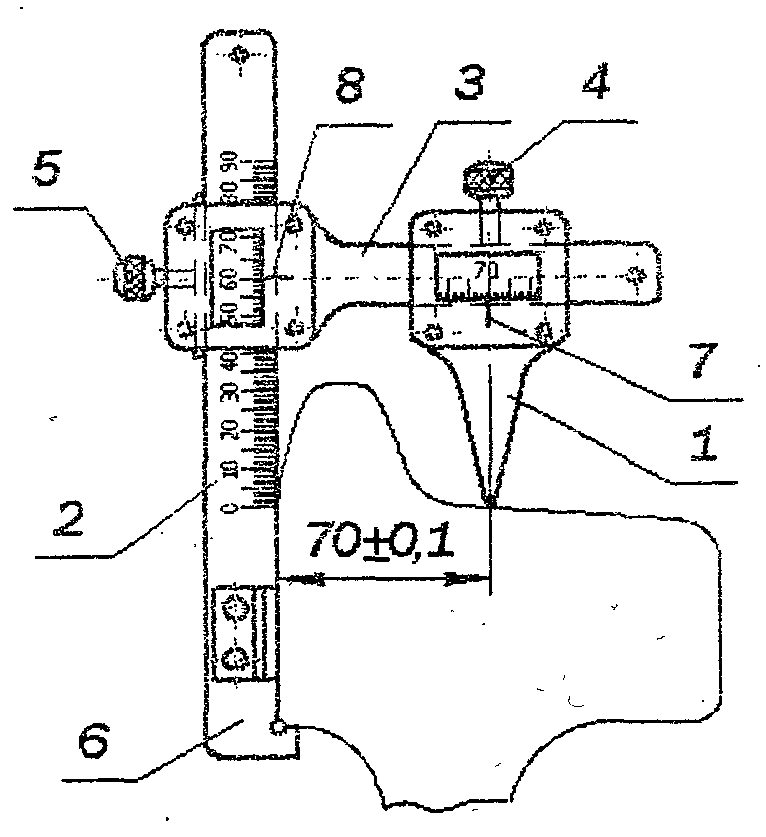
Рисунок Г.3. Измерение толщины обода колеса
Движок 1 предварительно зафиксировать винтом 4 на установочной линейке 3 так, чтобы риска 7 на движке совпала с отметкой «70» на шкале линейки (при этом ножка движка располагается по кругу катания колеса). Прижимая вертикальную грань измерительной линейки 2 к внутренней грани обода, подвести линейку 2 до упора лапки 6 в нижнюю кромку обода.
Движок линейки 3 опустить по измерительной линейке 2 до соприкосновения ножки движка 1 с поверхностью катания колеса, после чего зафиксировать линейку 3 винтом 5. По шкале измерительной линейки 2 напротив риски 8 определить толщину обода колеса по кругу катания.
Г.4. Проверка зазоров между корпусом буксы
и лабиринтным кольцом и смещения корпуса буксы относительно
лабиринтного кольца щупом (шаблоном) Басалаева
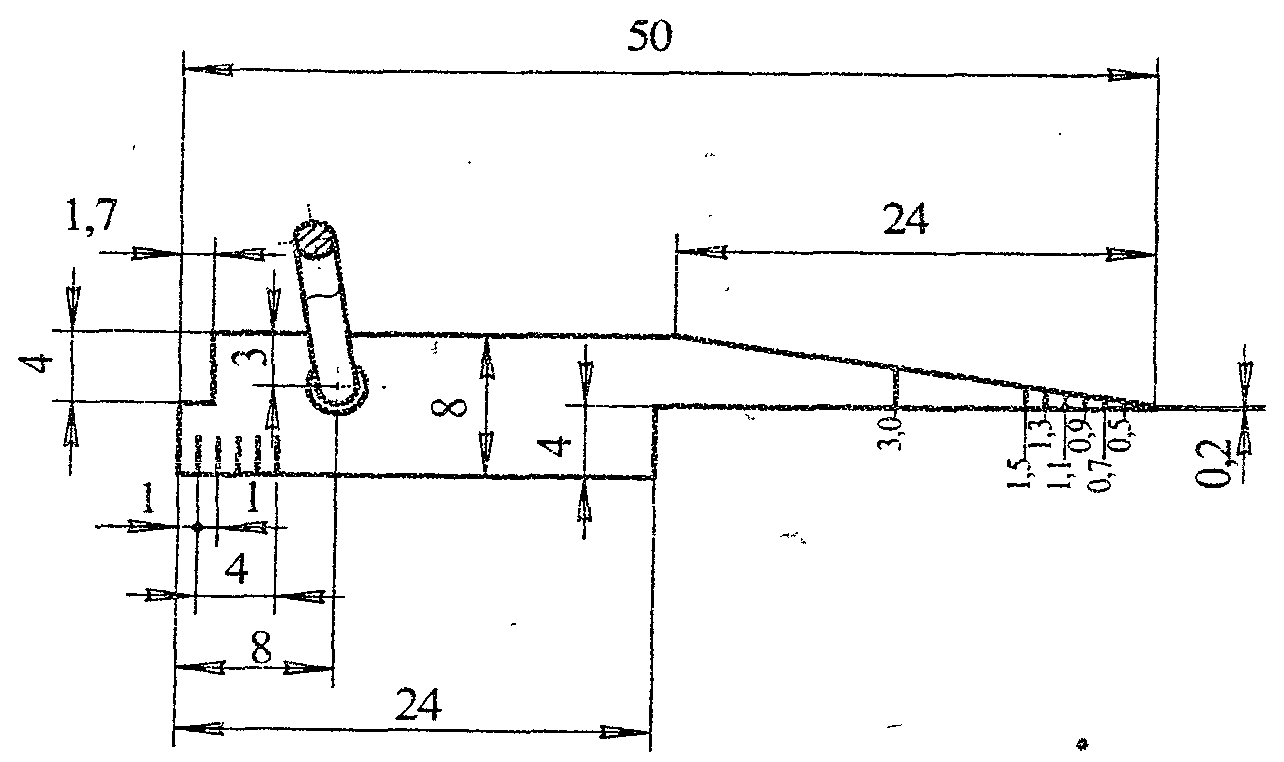
Рисунок Г.4.1. Щуп Басалаева
Проверка зазора
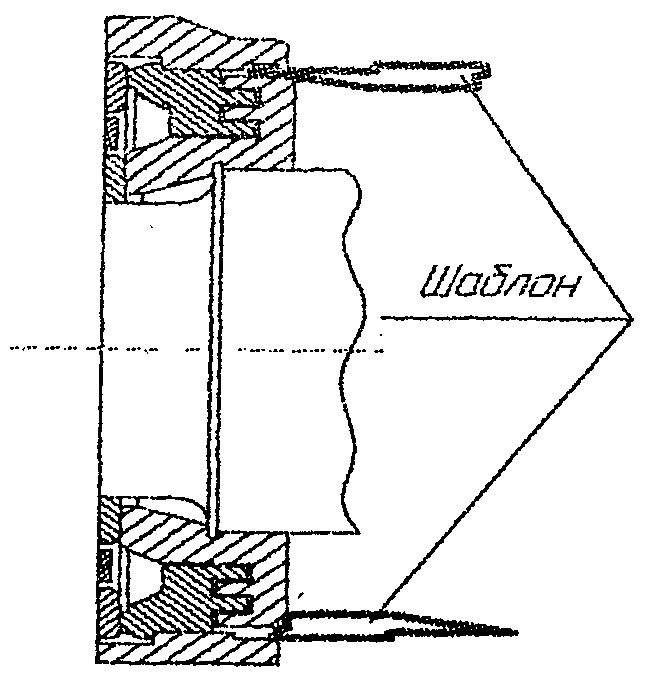
Проверка смещения корпуса буксы
Рисунок Г.4.2. Контроль буксового узла щупом Басалаева
Приложение Д
(справочное)
БУКСОВЫЕ УЗЛЫ ВАГОНОВ
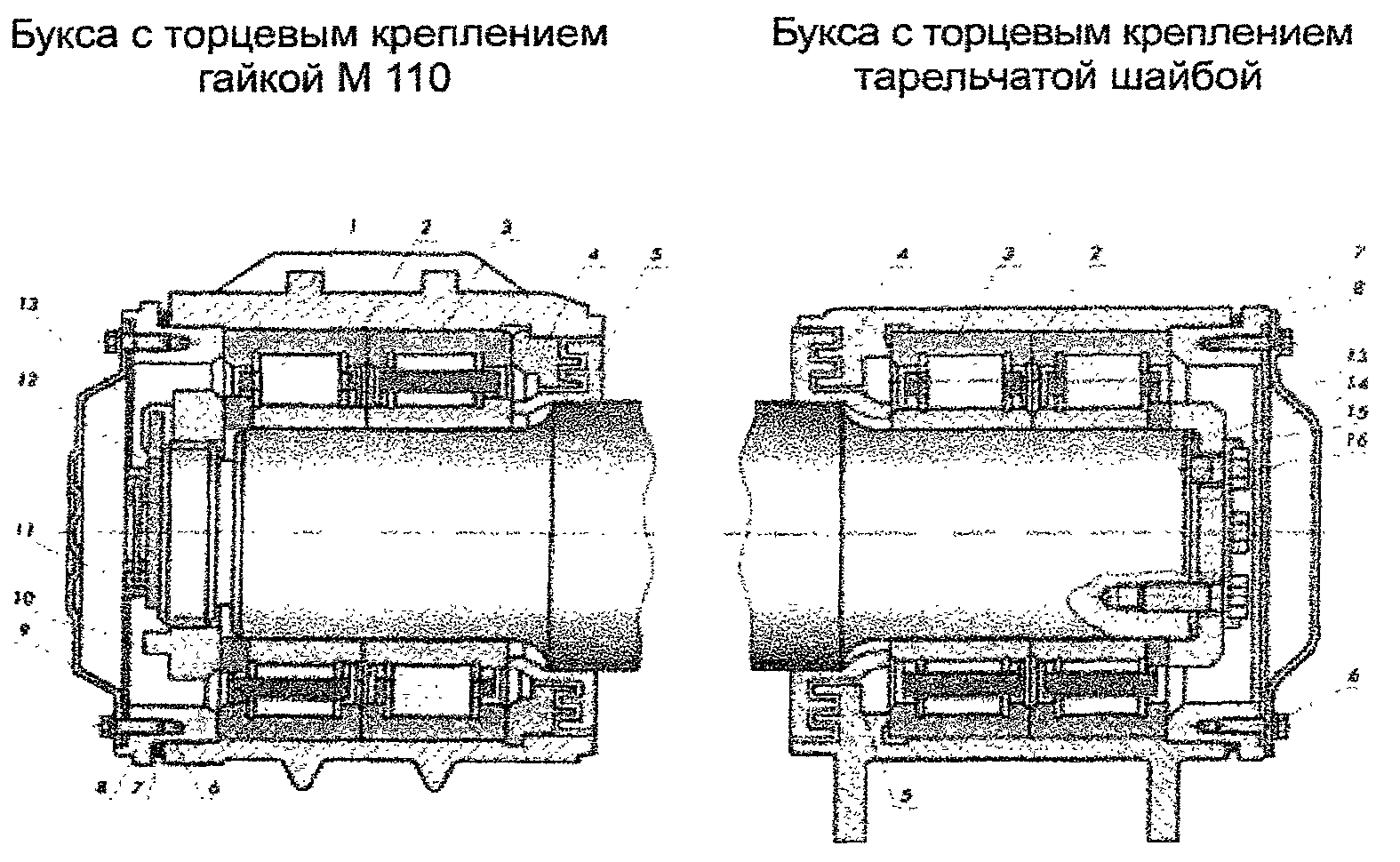
1 — корпус буксы;
2 — передний подшипник;
3 — задний подшипник;
4 — лабиринтная часть корпуса;
5 — лабиринтное кольцо;
6 — болт М12 с шайбой;
7 — уплотнительное кольцо;
8 — крепительная крышка;
9 — смотровая крышка;
10 — гайка М110;
11 — болт М12 с вязальной проволокой;
12 — стопорная планка;
13 — прокладка резиновая;
14 — шайба тарельчатая;
15 — шайба стопорная;
16 — болты М20
Рисунок Д.1. Буксовый узел с цилиндрическими роликовыми
подшипниками (серийный)
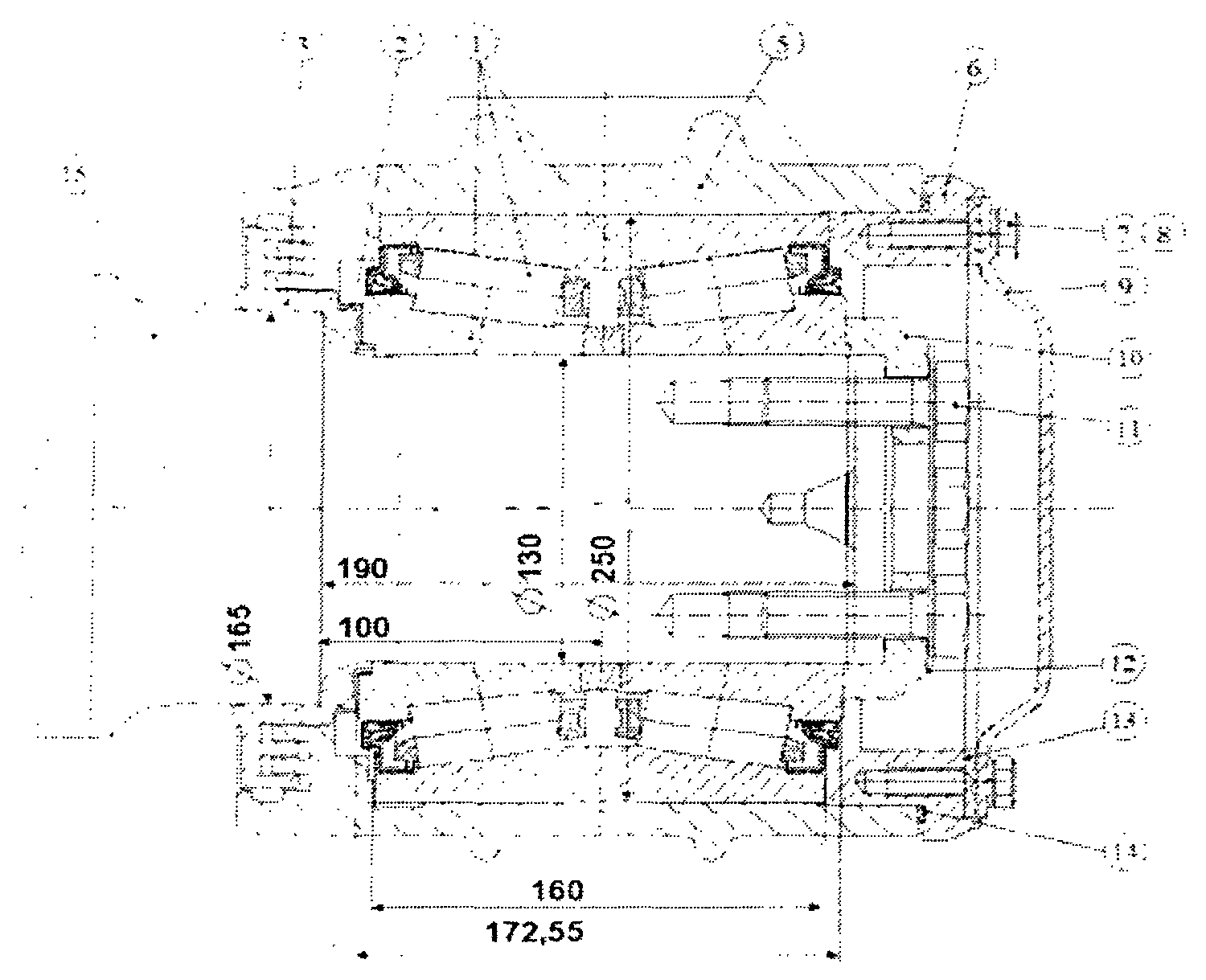
![]() Подшипник CTBU 130 x 250 x 160
Подшипник CTBU 130 x 250 x 160
![]() Прокладка полимерная
Прокладка полимерная
![]() Кольцо лабиринтное
Кольцо лабиринтное
4 Кольцо картонное
![]() Корпус буксы
Корпус буксы
![]() Крышка крепительная
Крышка крепительная
![]() Болт М12 x 35
Болт М12 x 35
![]() Шайба пружинная под болт М12 x 35
Шайба пружинная под болт М12 x 35
![]() Крышка смотровая
Крышка смотровая
![]() Шайба тарельчатая торцевого крепления
Шайба тарельчатая торцевого крепления
![]() Болт М20 x 60 торцевого крепления
Болт М20 x 60 торцевого крепления
![]() Шайба стопорная (пластинчатая)
Шайба стопорная (пластинчатая)
![]() Прокладка (уплотнительная резинов<…> смотровой крышки
Прокладка (уплотнительная резинов<…> смотровой крышки
![]() Кольцо уплотнительное (резиновое крепительной крышки)
Кольцо уплотнительное (резиновое крепительной крышки)
![]() Ось типа РУ1Ш
Ось типа РУ1Ш
4 — кольцо картонное, на чертеже не показано, служит для защиты при упаковке.
Рисунок Д.2. Буксовый узел с подшипником кассетного типа
CTBU 130 x 250 x 160 (чертеж N ВТ2-8705) колесной пары
типа РУ1Ш-957 в стандартном корпусе буксы
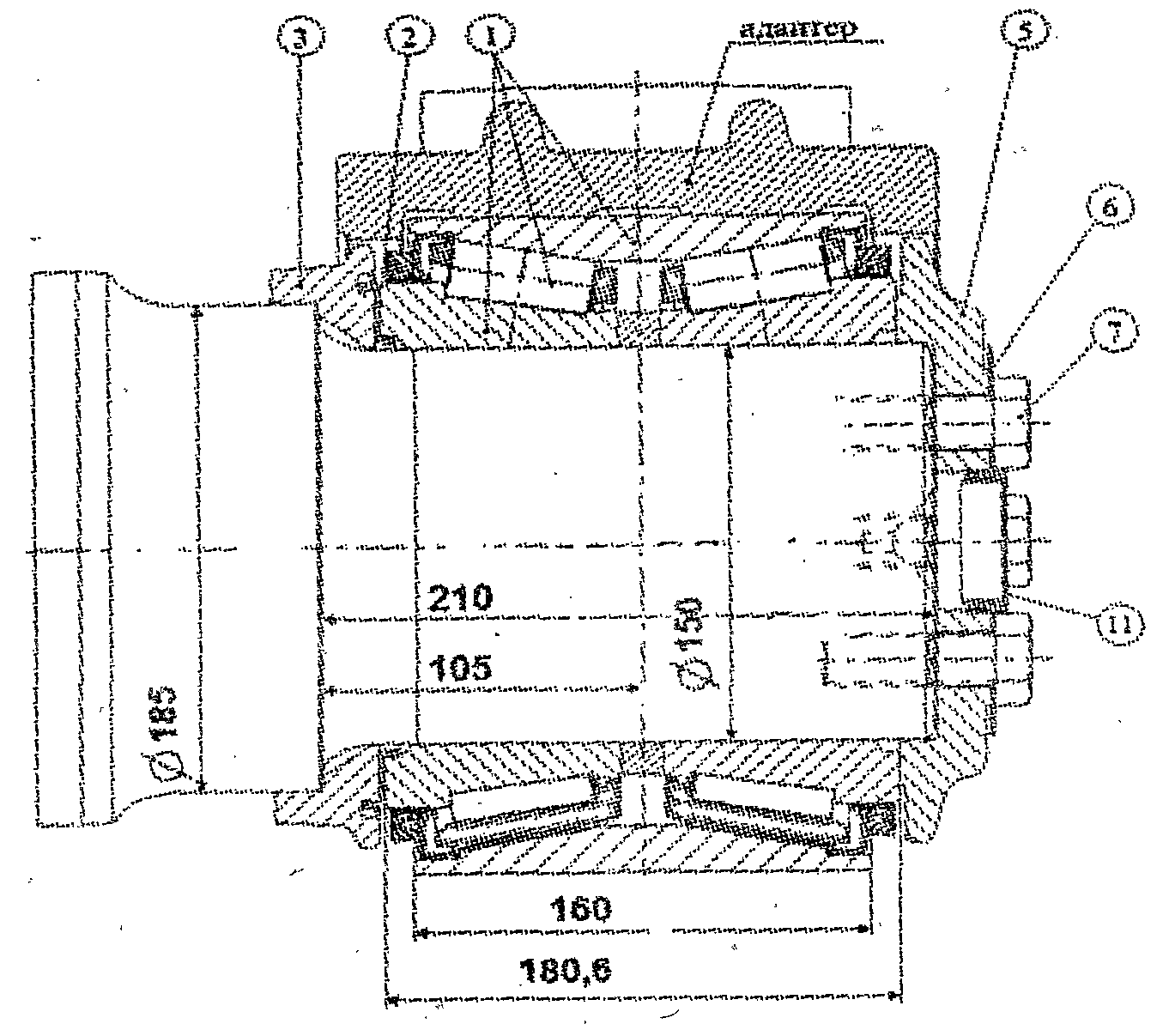
![]() Подшипник CTBU 150 x 250 x 160
Подшипник CTBU 150 x 250 x 160
![]() Прокладка полимерная
Прокладка полимерная
![]() Кольцо упорное заднее
Кольцо упорное заднее
4 Кольцо картонное
![]() Шайба торцевая на 3 болта М24 или на 4 болта М20
Шайба торцевая на 3 болта М24 или на 4 болта М20
![]() Шайба стопорная (пластинчатая)
Шайба стопорная (пластинчатая)
![]() Болт М24 x 60 или болт М20 x 60 торцевого крепления
Болт М24 x 60 или болт М20 x 60 торцевого крепления
![]() Заглушка
Заглушка
4 — кольцо картонное (на чертеже не показано), служит для защиты от повреждений уплотнений при упаковке, транспортировке и хранении.
Рисунок Д.3. Буксовый узел с подшипниками кассетного типа
CTBU 150 x 250 x 160 (чертеж N ВТ2-8720) с адаптером
колесной пары типа РВ2Ш-957
Приложение Е
(справочное)
ПОГЛОЩАЮЩИЕ АППАРАТЫ АВТОСЦЕПОК ГРУЗОВЫХ ВАГОНОВ
Таблица Е.1
Типы и технические характеристики поглощающих аппаратов
|
Тип аппарата |
Производитель |
Класс аппарата |
Номинальная энергоемкость при силе 2 МН, кДж |
Ход, мм |
Номинальная скорость соударения вагонов массой 100 т, км/ч |
Масса, кг |
|
Ш-2-В |
ФГУП «ПО УВЗ» ОАО «БСЗ» ОАО «БМЗ» ОАО «Камаз-Металлургия» |
Т0 фрикционные |
50 |
90 |
7,3 |
134 |
|
ПМК-110А ПМК-110-К-23 |
ОАО «БСЗ» ОАО «БМЗ» |
65 |
110 |
8,7 |
158 |
|
|
Ш-6-ТО-4у |
ФГУП «ПО УВЗ» |
65 |
120 |
8,7 |
307 |
|
|
РТ-120 |
ООО «Вагонмаш» |
Т1 фрикционные |
70 |
120 |
9,2 |
120 |
|
ПМКП-110 |
ОАО «БСЗ» |
70 |
120 |
9,2 |
150 |
|
|
АПМ-120-Т1 |
ОАО «АЗОВМАШ» |
70 |
120 |
9,2 |
132 |
|
|
73ZWy |
ООО «ЛЛМЗ-КАМАХ» |
Т2 Эластомерные для цистерн с опасными грузами (нефть, нефтепродукты, химические вещества) |
110 |
90 |
10,5 |
214 |
|
АПЭ-95-УВЗ |
ФГУП «ПО УВЗ» |
108 |
95 |
10,5 |
170 |
|
|
АПЭ-90-А |
ОАО «АВИААГРЕГАТ» |
100 |
90 |
10,5 |
160 |
|
|
73ZW12 |
ООО «ЛЛМЗ-КАМАХ» |
Т3 Эластомерные для вагонов с особо опасными грузами (сжиженные газы, ядовитые вещества) |
140 |
120 |
12,5 |
200 |
|
АПЭ-120-И |
ОАО «АВИААГРЕГАТ» |
157 |
120 |
13,5 |
155 |
Е.1. Поглощающие аппараты повышенной энергоемкости
Рисунок Е.1. Поглощающий аппарат
типа АПЭ (АПЭ-90-А, АПЭ-120-И)
Рисунок Е.2. Поглощающий аппарат типа АПЭ-95-УВЗ
Е.1.1. Эластомерный поглощающий аппарат АПЭ-120-И имеет: хромированный шток, диаметр которого существенно меньше габаритных размеров корпуса аппарата и упорной плиты; упорную плиту (имеет два отверстия), соединенную с корпусом двумя болтами.
Е.1.2. Эластомерный поглощающий аппарат АПЭ-90-А имеет: хромированный шток, диаметр которого существенно меньше габаритных размеров корпуса аппарата и упорной плиты; плиту, расположенную на вагоне между упорной плитой и штоком аппарата и соединенную с корпусом двумя болтами.
Е.1.3. Эластомерный поглощающий аппарат АПЭ-95-УВЗ и АПЭ-95-УВЗМ (модернизированный — с февраля 2008 г.) имеет корпус амортизатора, цилиндрическая часть которого видна между упорной плитой и корпусом аппарата. Корпус амортизатора имеет диаметр приблизительно 200 мм, что сопоставимо с габаритами упорной плиты и размерами корпуса амортизатора.
Е.1.4. Поглощающий аппарат ПМКП-110 (рисунок Е.3) разработан на базе серийного выпускаемого поглощающего аппарата ПМКП-110К-23. В нем вместо пружинного комплекта используется подпорно-возвратное устройство, представляющее собой набор упругих полимерных блоков.
Рисунок Е.3. Поглощающий аппарат типа ПМКП-110
Е.1.5. В качестве упругого узла в поглощающем аппарате РТ-120 (рисунок Е.4) применен комплект из полимерных элементов, поджатых с помощью шайбы, трех фрикционных клиньев и нажимного конуса. На корпусе в зоне контакта с клиньями расположены Н-образные канавки. В них запрессованы бронзовые вкладыши, снижающие интенсивность износа поверхностей корпуса и клиньев.
Рисунок Е.4. Поглощающий аппарат типа РТ-120
Е.1.6. Поглощающий аппарат АПМ-120-Т1 (рисунок Е.5) представляет собой механизм упруго-фрикционного типа, разработан на базе серийного выпускаемого поглощающего аппарата ПМКП-110К-23. Вместо пружинного комплекта в нем используется пакет упругих элементов 6. Стабилизацию силовой характеристики пакета упругих элементов 6 обеспечивают регулировочные пластины 10 и пластина 11. Фиксацию всех деталей в аппарате обеспечивает болт стяжной 8 с гайкой 9.
1 — конус нажимной; 2 — корпус; 3 — клин; 4 — пластина
неподвижная; 5 — пластина опорная; 6 — пакет упругих
элементов; 7 — пластина подвижная; 8 — болт стяжной;
9 — гайка М30-6Н.20 ГОСТ 5916-70; 10 — пластина
регулировочная; 11 — пластина
Рисунок Е.5. Поглощающий аппарат АПМ-120-Т1
Приложение Ж
(обязательное)
НОРМАТИВЫ ДЛЯ РАСЧЕТА ТОРМОЗОВ В ГРУЗОВЫХ СОСТАВАХ
Таблица Ж.1
Расчетное нажатие на ось тормозных колодок (в пересчете
на чугунные колодки) грузовых и рефрижераторных вагонов
|
N п/п |
Тип вагона |
Величина нажатия тормозных колодок на ось, тс |
|
1 |
Грузовые вагоны с чугунными тормозными колодками при включении: |
|
|
на груженый режим |
7,0 |
|
|
на средний режим |
5,0 |
|
|
на порожний режим |
3,5 |
|
|
2 |
Грузовые вагоны, оборудованные композиционными тормозными колодками (в пересчете на чугунные колодки), при включении: |
|
|
на груженый режим |
8,5 |
|
|
на средний режим |
7,0 |
|
|
на порожний режим |
3,5 |
|
|
3 |
Четырехосные изотермические и багажные цельнометаллические вагоны с односторонним торможением |
6,0 |
|
4 |
Вагоны рефрижераторного подвижного состава с чугунными тормозными колодками при включении: |
|
|
на груженый режим |
9,0 |
|
|
на средний режим |
6,0 |
|
|
на порожний режим |
3,5 |
|
|
5 |
Вагоны рефрижераторного подвижного состава с композиционными тормозными колодками при включении: |
|
|
на средний режим |
7,0 |
|
|
на порожний режим |
4,5 |
|
|
6 |
Хоппер-дозаторы ЦНИИ-2 и ЦНИИ-3 с чугунными колодками при включении: |
|
|
на груженый режим |
3,5 |
|
|
на порожний режим |
1,25 |
|
|
7 |
Хоппер-дозаторы ЦНИИ-2 и ЦНИИ-3 с композиционными колодками при включении: |
|
|
на груженый режим |
7,0 |
|
|
на порожний режим |
3,5 |
|
|
8 |
Хоппер-дозаторы ЦНИИ-ДВЗ с чугунными колодками при включении: |
|
|
на груженый режим |
6,0 |
|
|
на порожний режим |
2,5 |
|
|
9 |
Хоппер-дозаторы ЦНИИ-ДВЗ с композиционными колодками при включении: |
|
|
на груженый режим |
7,0 |
|
|
на порожний режим |
3,0 |
|
|
10 |
Хоппер-дозаторы ЦНИИ-ДВЗМ с чугунными колодками при включении: |
|
|
на груженый режим |
7,0 |
|
|
на порожний режим |
3,0 |
|
|
11 |
Думпкары 3ВС-50, 4ВС-50, 5ВС-60 с чугунными колодками при включении: |
|
|
на груженый режим |
6,0 |
|
|
на средний режим |
4,5 |
|
|
на порожний режим |
3,0 |
|
|
12 |
Думпкары 6ВС-60, 7ВС60, ВС66, ВС-95, 2ВС-105 с чугунными колодками при включении: |
|
|
на груженый режим |
7,0 |
|
|
на средний режим |
4,5 |
|
|
на порожний режим |
3,5 |
|
|
13 |
Хоппер-дозаторы ЦНИИ-ДВЗМ, 55-76, 55-76М и думпкары 6ВС-60, 7ВС60, ВС66, 3ВС-50, 4ВС-50, 5ВС60, 2ВС-105 с композиционными колодками при включении: |
|
|
на средний режим |
7,0 |
|
|
на порожний режим |
3,5 |
Примечание: 1. Для вагонов, оборудованных грузовым авторежимом, принимать силу нажатия тормозных колодок в соответствии с загрузкой на ось при порожнем, среднем и груженом режимах.
2. Для рефрижераторных вагонов, удовлетворяющих специальным техническим условиям для скорости движения до 120 км/ч, тормозное нажатие на ось композиционных тормозных колодок в пересчете на чугунные принимать: на среднем режиме 14 тс, на порожнем 8,5 тс.
3. Для грузовых вагонов, оборудованных композиционными колодками, при наличии трафарета нажатия колодок на ось порожнего и груженого вагона нажатие принимать в соответствии с указанной на трафарете величиной. При наличии на вагонах трафарета нажатия колодок на ось только порожнего вагона нажатие на ось колодок груженого вагона принимать в соответствии с п. 2 таблицы с учетом включенного режима торможения (средний или груженый).
Таблица Ж.2
Нормы нажатия тормозных колодок (в пересчете
на чугунные колодки) на 100 тс веса поезда
|
Категория поезда |
Тормозное нажатие на 100 тс веса поезда, тс |
Примечание |
|
|
Единое наименьшее |
Минимально допустимое <*> |
||
|
Рефрижераторные поезда, обращающиеся со скоростями до 100 км/ч |
55 |
50 |
<*> С уменьшением допустимой скорости движения поезда |
|
Рефрижераторные поезда, обращающиеся со скоростями св. 100 до 120 км/ч |
60 |
50 |
|
|
Грузопассажирские поезда, обращающиеся со скоростями до 90 км/ч |
44 |
38 |
|
|
Составы порожних грузовых поездов длиной до 350 осей, обращающиеся со скоростями до 100 км/ч |
55 |
50 |
|
|
Составы порожних грузовых поездов длиной св. 350 до 400 осей, обращающиеся со скоростями до 90 км/ч |
44 |
— |
|
|
Составы порожних грузовых поездов длиной св. 400 до 520 осей, обращающиеся со скоростями до 80 км/ч |
33 |
— |
|
|
Составы груженых грузовых, рефрижераторных и хозяйственных поездов, обращающиеся со скоростями до 80 км/ч |
33 |
28 |
|
|
Составы соединенных поездов и поездов повышенного веса |
33 |
28 |
Таблица Ж.3
Потребное количество ручных тормозов и тормозных
башмаков на каждые 100 тс веса состава в зависимости
от крутизны уклона
|
Крутизна уклона |
0 |
0,002 |
0,004 |
0,006 |
0,008 |
0,010 |
0,012 |
|
Число тормозных башмаков |
0,2 — 0,4 |
0,2 — 0,4 |
0,2 — 0,4 |
0,2 — 0,4 |
0,2 — 0,6 |
0,3 — 0,8 |
0,4 — 1,0 |
|
Количество тормозных осей |
0,4 |
0,4 |
0,4 |
0,4 |
0,6 |
0,8 |
1,0 |
Продолжение таблицы Ж.3
|
Крутизна уклона |
0,014 |
0,016 |
0,018 |
0,020 |
0,022 |
0,024 |
0,026 |
|
Число тормозных башмаков |
0,4 — 1,2 |
0,5 — 1,4 |
0,6 — 1,6 |
0,6 — 1,8 |
0,7 — 2,0 |
0,8 — 2,2 |
0,8 — 2,4 |
|
Количество тормозных осей |
1,2 |
1,4 |
1,6 |
1,8 |
— |
— |
— |
Продолжение таблицы Ж.3
|
Крутизна уклона |
0,028 |
0,030 |
0,032 |
0,034 |
0,036 |
0,038 |
0,040 |
|
Число тормозных башмаков |
0,9 — 2,6 |
1,0 — 2,8 |
1,0 — 3,0 |
1,1 — 3,2 |
1,2 — 3,4 |
1,2 — 3,6 |
1,3 — 3,8 |
|
Количество тормозных осей |
— |
— |
— |
— |
— |
— |
— |
Примечания:
1. В числителе — при нагрузке на ось 10 тс и более, в знаменателе — при нагрузке на ось менее 10 тс.
2. При подсчете числа осей ручного торможения учитывать ручные тормоза грузовых и специальных вагонов, имеющих боковой привод без сквозной тормозной площадки.
Приложение И
(обязательное)
РАСЧЕТ ТОРМОЗОВ И ЗАПОЛНЕНИЕ СПРАВКИ ФОРМЫ ВУ-45
И.1. Данные, вносимые в справку ВУ-45:
— штемпель станции, где производилось полное опробование тормозов;
— время вручения справки машинисту (сверять с часами на локомотиве) и номер вагона, у которого встречаются осмотрщики вагонов при опробовании тормозов;
— дата, месяц, год вручения;
— серия и номер локомотива;
— присвоенный номер поезду (последняя цифра четная — четное направление, нечетная — нечетное направление);
— вес поезда (грузового — без учета веса локомотива);
— количество осей поезда;
— требуемое нажатие тормозных колодок. Расчет производит осмотрщик-автоматчик (вес поезда умножается на единое наименьшее тормозное нажатие на 100 тс веса состава по нормативам таблицы Ж.2 Приложения Ж и делится на 100);
— потребность ручных тормозов в осях. Расчет производит осмотрщик-автоматчик в зависимости от крутизны уклонов гарантийного участка, на который поезд будет отправлен после выполнения полной пробы тормозов, и норматива количества ручных тормозов на 100 тс веса состава по таблице Ж.3 Приложения Ж;
— наличие ручных тормозных осей в поезде;
— дополнительные данные.
И.2. Первая графа таблицы в справке ВУ-45 показывает расчетное нажатие тормозных колодок на одну ось вагона. В грузовых вагонах нажатие на одну ось определять в зависимости от типа вагона, загрузки и соответствия установки режимов (порожнего, среднего, груженого) и от типа тормозных колодок по таблице Ж.1 Приложения Ж.
Во второй графе осмотрщик-автоматчик распределяет фактическое количество осей поезда в зависимости от типа и загрузки вагона, типа тормозных колодок, установленных режимов торможения.
В третью графу таблицы заносится фактическое нажатие включенных тормозов поезда. Количество включенных тормозов вагонов в поезде умножается на тормозное нажатие на одну ось. Полученная сумма складывается, общее фактическое нажатие поезда записывается в третью графу в строку «всего».
В четвертую графу таблицы заносятся дополнительные данные в соответствии с таблицей И.1.
Таблица И.1
Дополнительные данные, вносимые в справку ВУ-45
|
Условное обозначение данных, вносимых в справку |
Содержание условного обозначения |
|
К-100, К-75, К-50 |
В составе поезда соответственно 100%, 75%, 50% вагонов, оборудованных композиционными колодками |
|
П |
В грузовой поезд включены пассажирские вагоны или локомотивы |
|
В10 |
Выполнено полное опробование с 10-минутной выдержкой автотормозов в заторможенном состоянии на горном режиме |
|
ТЦПВ |
Выход штока тормозного цилиндра последнего вагона (мм) |
|
Встр. |
Номер вагона встречи осмотрщиков вагонов при полном опробовании тормозов |
|
ДПВ |
Давление в тормозной магистрали последнего вагона (кгс/см2) |
|
ВО2ХВ |
Время отпуска двух хвостовых вагонов |
|
ТЦПВТР |
Выход штоков тормозных цилиндров последнего вагона с раздельным потележечным торможением (замеряют на обоих тормозных цилиндрах) |
И.3. Плотность тормозной сети поезда (время снижения давления в главных резервуарах локомотива на 0,5 кгс/см2) проверяют при полном опробовании автотормозов и сокращенном опробовании, если оно выполняется после полного опробования от стационарной установки. В справке о тормозах указана плотность при поездном (II) и IV (перекрыша с питанием) положениях ручки крана машиниста. Наименьшее допустимое время снижения давления в зависимости от длины состава и объема главных резервуаров локомотивов при поездном (II) положении ручки крана машиниста указано в таблице И.2.
Таблица И.2
Наименьшее время снижения давления на 0,5 кгс/см2
в главных резервуарах локомотивов при проверке
плотности тормозной сети
|
Общий объем главных резервуаров локомотива, л |
Время, с, при длине состава в осях |
|||||||||
|
до 100 |
101 — 150 |
151 — 200 |
201 — 250 |
251 — 300 |
301 — 350 |
351 — 400 |
401 — 450 |
451 — 480 |
481 — 530 |
|
|
1000 |
58 |
40 |
29 |
25 |
23 |
20 |
17 |
15 |
13 |
11 |
|
1200 |
69 |
46 |
34 |
29 |
25 |
22 |
20 |
18 |
15 |
13 |
|
1500 |
80 |
58 |
46 |
34 |
31 |
26 |
23 |
21 |
17 |
18 |
|
1800 |
98 |
69 |
52 |
46 |
38 |
33 |
29 |
26 |
22 |
20 |
|
2000 |
104 |
75 |
58 |
52 |
40 |
36 |
32 |
29 |
24 |
22 |
|
2500 |
129 |
93 |
71 |
64 |
51 |
45 |
40 |
36 |
30 |
28 |
|
3000 |
207 |
138 |
102 |
87 |
75 |
66 |
60 |
51 |
45 |
33 |
|
Примечание: При проверке плотности тормозной магистрали грузового поезда при зарядном давлении 5,3 — 5,6 кгс/см2 норму времени уменьшить на 10%. |
Приведенное в справке значение 0,5/48 — это падение давления в главных резервуарах локомотива на 0,5 кгс/см2 за время 48 с при проверке плотности во II положении крана машиниста; 0,5/46 — за 46 с при проверке в IV положении. Плотность в IV положении не должна отличаться от плотности во II положении более чем на 10% в сторону уменьшения.
Наименование Форма ВУ-45
железнодорожной
администрации
Штемпель станции Время выдачи _______ ч ______ мин
СПРАВКА
об обеспечении поезда тормозами
и исправном их действии
Локомотив серия N ______________________ «__» _____________ 20______ г.
4200 240
Поезд N _______________ весом ___________ тс. Всего осей ______________
1386
Требуемое нажатие колодок (накладок) в тс _____________________________
36
Ручных тормозов в осях ________________________________________________
|
Тормозное нажатие на ось, тс |
Количество осей |
Нажатие колодок (накладок), тс |
Другие данные |
|
1,25 |
К-100 |
||
|
3,0 |
|||
|
3,5 |
20 |
70 |
П |
|
4,5 |
|||
|
5,0 |
8 |
40 |
|
|
5,5 |
ДПВ |
||
|
6,0 |
4,8 кгс/см2 |
||
|
7,0 |
200 |
1400 |
ВО2ХВ — 26 с |
|
8,0 |
|||
|
8,5 |
|||
|
9,0 |
Роспись |
||
|
10,0 |
12 |
120 |
|
|
11,0 |
|||
|
11,5 |
|||
|
12,0 |
ТЦПВ — 60 мм |
||
|
12,5 |
|||
|
13,0 |
Встр. |
||
|
14,0 |
|||
|
15,0 |
|||
|
16,0 |
|||
|
18,0 |
|||
|
19,0 |
|||
|
20,0 |
|||
|
21,0 |
|||
|
Всего |
240 |
1630 |
40
Наличие ручных тормозных осей _________________________________________
Плотность тормозной сети поезда при II/IV положениях ручки крана
0,5/48 0,5/46
машиниста _________________________________________________________________
Плотность питательной сети поезда _____________________________________
Напряжение в хвосте поезда ____________________________________________
Хвостовой вагон N _____________________________________________________
Подпись ________________________ Фамилия ______________________________
И.4. Пример расчета справки о тормозах
И.4.1. Расчет нажатия тормозных колодок
Требуемое нажатие колодок в поезде весом 4200 тс:
 ,
,
где 33 тс — единое наименьшее тормозное нажатие на 100 тс веса груженого состава (см. таблицу Ж.2 Приложения Ж).
Фактическое нажатие составляет 1630 тс, что больше требуемого.
И.4.2. Определение требуемого количества ручных тормозов
Для определения требуемого количества ручных тормозов необходимо знать максимальную крутизну уклона пути на гарантийном участке. Так, при расчетном уклоне 0,008 по таблице Ж.3 Приложения Ж определяем потребное количество ручных тормозных осей на каждые 100 тс веса состава = 0,6.
Тогда требуемое количество ручных тормозных осей в составе весом 4200 тс будет:
 .
.
Округляя в большую сторону до целого значения, получаем 26, т.е. для удержания состава весом 4200 тс на перегоне с уклоном 0,008 требуется не менее 26 ручных тормозных осей. Фактическое наличие ручных тормозных осей в поезде подсчитывают при полном опробовании тормозов.
И.5. При выполнении сокращенного опробования тормозов осмотрщик-автоматчик заполняет оборотную сторону справки ВУ-45.
Оборот ф. ВУ-45
Отметка о производстве опробования
тормозов в пути следования
|
Станция или место опробования тормозов |
Вид опробования |
При изменении состава и веса поезда |
Подпись |
|||
|
Вес поезда |
Всего осей |
Нажатие колодок (накладок), тс |
||||
|
требуемое |
фактическое |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Графа |
Содержание |
|
1 |
Указывается станция или место проведения сокращенного опробования тормозов |
|
2 |
Вид опробования |
|
3, 4, 5, 6 |
Эти графы заполняются, если произошло изменение веса поезда (прицепка, отцепка вагонов); если же изменение веса поезда не произошло, то в данных графах ставится прочерк |
|
7 |
Ставится роспись и время проведения сокращенного опробования тормозов |
Примечание: При изменении веса поезда из-за отцепки или прицепки вагона или группы вагонов в графы 3, 4, 5 записываются: новый вес, потребное и фактическое нажатие тормозных колодок.
Большая Энциклопедия Нефти и Газа
Безотцепочный ремонт — вагон
Пункты осмотра должны иметь достаточно эффективные технические средства, обеспечивающие высококачественный осмотр и безотцепочный ремонт вагонов по установленной номенклатуре за минимальное время стоянки составов по графику. Эти средства применяют комплексно, обеспечивая максимальную механизацию трудоемких процессов, ускорение выполнения операций, а также значительное облегчение труда ремонтно-смотровых бригад. Они должны в полной мере отвечать эксплуатационным требованиям, вытекающим из современных условий работы дорог. [16]
Сформированный состав подается в от-сгойный парк, пути которого имеют все необходимые для текущего безотцепочного ремонта вагонов устройства . На этих путях выполняют работы по внутреннему ремонту вагонов — исправление окон, дверей, подъемных спинок. [17]
На участковых станциях магистрального транспорта обслуживаются транзитные поезда, производятся коммерческий и технический осмотры, безотцепочный ремонт вагонов , смена локомотивных бригад, формирование и расформирование участковых и сборных поездов, подача и уборка вагонов на пути погрузки-выгрузки и пути промышленных предприятий, а также грузовые, коммерческие и пассажирские операции. [18]
Все операции с транзитным поездом ( прием состава от главного кондуктора, технический осмотр и безотцепочный ремонт вагонов , коммерческий осмотр, прием состава поездной бригадой) производятся параллельно. [19]
Электросварочные устройства имеются почти на всех пунктах осмотра сортировочных станций, однако применение сварки при безотцепочном ремонте вагонов ограничено. Исследования показали, что в парках отправления не может быть обеспечено требуемое качество сварки, особенно в узлах и деталях, находящихся под нагрузкой. Поэтому электросварка на путях допускается только в менее ответственных частях вагонов. [20]
Одесско-Кишиневской дороги, Курган Южно-Уральской, Каракуба Донецкой, Заиграево Восточно-Сибирской, Лихая Юго-Восточной созданы механизированные базы текущего безотцепочного ремонта вагонов и подготовки вагонов к погрузке. Широкое применение получают установки для автоматического выявления греющихся букс при движении поездов, что позволяет предупреждать отцепки вагонов по этой причине. [21]
В парках ПТО всегда должен находиться трехсуточный запас деталей и запчастей, отдельно по каждому наименованию, для производства безотцепочного ремонта вагонов . Детали хранятся в специальных стеллажах закрытого и открытого типов, устанавливаемых в междупутьях. [22]
По прибытии в парк отправления состав ограждают, после чего начинается контрольная проверка для выявления не обнаруженных ранее неисправностей и безотцепочный ремонт вагонов по меловым пометкам, нанесенным на кузова вагонов осмотрщиками в парках прибытия и формирования. Здесь заменяют поврежденные или изношенные более допустимых норм детали, устанавливают недостающие детали, болты, шайбы и шплинты, крепят все ослабшие болтовые соединения и опробуют тормоза. По окончании опробования тормозов осмотрщик автотормозов, находящийся в голове состава, заполняет справку формы ВУ-45 и вручает ее локомотивной бригаде. Время на обработку одного состава, включая и опробование автотормозов, не должно превышать 30 мин. [23]
СЦБ и сортировочных горок, осмотрщиков-ремонтников вагонов, осмотрщиков вагонов, механиков-бригадиров, проводников вагонов, мастеров и рабочих на безотцепочном ремонте вагонов , операторов пунктов технического обслуживания вагонов, поездных электромонтеров, мастеров и электромехаников участков энергоснабжения, электромонтеров контактной сети и высоковольтных линий, рабочих, занятых на ремонте и техническом обслуживании контактной сети, механиков рефрижераторных поездов и секций, наладчиков дефектоскопных и путеизмерительных вагонов, машинистов путевых машин и механизмов, операторов дефектоскопных тележек, операторов по путевым измерениям и их помощников. [24]
По прибытии в парк отправления состав ограждают, после чего начинается контрольная проверка с целью выявления не обнаруженных ранее неисправно стей и безотцепочный ремонт вагонов по меловым пометкам, нанесенным на кузова вагонов осмотрщиками в парках прибытия и формирования. Здесь заменяют поврежденные — или изношенные более установленных норм детали, устанавливают недостающие детали, болты, шайбы и шплинты, крепят все ослабшие болтовые соединения и опробуют тормоза. По окончании опробования тормозов осмотрщик автотормозов, находящийся в голове состава, заполняет справку формы ВУ-45 и вручает ее локомотивной бригаде. Время на обработку одного состава, включая и опробование автотормозов, не должно превышать 30 мин. Транзитные поезда, которые не требуют переработки на сортировочных станциях, осматривают и ремонтируют в парках отправления или совмещенных приемо-отправочных парках. [25]
В приемо-отправочных парках для работников пунктов технического обслуживания ( ПТО) в междупутьях станции располагают часть оборудования, которое используется при осмотре и безотцепочном ремонте вагонов . [27]
В парке отправления производят операции по отправлению поездов, которые, так же как на участковых станциях, состоят в техническом осмотре и текущем безотцепочном ремонте вагонов , коммерческом осмотре вагонов и устранений неисправностей, проверке состава работниками технической конторы, сдаче пакета с грузовыми документами локомотивной бригаде, прицепке поезД — ного локомотива, осмотре и опробовании тормозов, навешивании хвостовых сигналов. На выполнение этих операций отводится не более 30 мин. [28]
На основных пунктах осмотра и укрупненного текущего ремонта вагонов выявляются и комплексно устраняются все технические неисправности в ходовых частях, буксах, автотормозах, автосцепке, кузовах и крышах для обеспечения сохранности грузов и проследования вагонов без отцепки до места назначения. Осмотр и текущий безотцепочный ремонт вагонов производятся на путях приема, а текущий отцепочный ремонт — на специально выделенных путях. [29]
Каждый вагон поезда должен быть подвергнут техническому осмотру на станциях формирования и расформирования, а в пути следования — на станциях, предусмотренных для технического осмотра вагонов в графике движения поездов. На этих станциях организуется безотцепочный ремонт вагонов . [30]
Источник
Нужен ли уход за грузовыми вагонами?
Как бы качественно ни были сделаны грузовые вагоны при постройке и как бы бережно с ними ни обращались, износ деталей кузова и особенно ходовых частей неизбежен. Не исключены и случайные повреждения при погрузке и выгрузке грузов, особенно громоздких и тяжелых. А раз есть износы и поломки, значит, со временем вагон может дойти до такого состояния, когда дальнейшая его эксплуатация будет не только невозможной, но и опасной. Вот и получается: проработал положенный срок — отправляйся вагон в депо для планового ремонта, появилась в период между плановыми ремонтами непредвиденная неисправность — независимо от проделанной работы становись в текущий ремонт. Ведь от технического состояния подвижного состава зависят безопасность и соблюдение графиков движения поездов на дорогах, расход топлива и электрической энергии на тягу.
Вместе с тем повысить объем перевозок народнохозяйственных грузов можно не только за счет увеличения численности вагонного парка, но и благодаря сохранению его работоспособности в течение возможно более длительного времени. Следовательно, надо стремиться к удлинению межремонтных сроков службы вагонов и сокращению простоя их в плановых ремонтах.
В вагонном хозяйстве действует планово-предупредительная система технического обслуживания и ремонта подвижного состава. Сущность ее состоит в том, что вагоны изымают из эксплуатации и ставят в ремонт не от случая к случаю, а по заранее разработанной периодичности, не дожидаясь, когда в оборудовании возникнут какие-то неисправности. Это позволяет предупредить возникновение серьезных повреждений и не допустить износа рабочих поверхностей наиболее ответственных деталей сверх установленных пределов. Межремонтные сроки определяют на основе научного обобщения многолетнего опыта эксплуатации и ремонта подвижного состава, анализа причин преждевременного выхода из строя оборудования и изучения скорости нарастания износов деталей в зависимости от длительности их работы.
Межремонтный срок определяется временем службы агрегатов и узлов, в течение которого техническое состояние оборудования в целом гарантирует не только безаварийную, но и высокоэффективную экономичную эксплуатацию. По мере совершенствования конструкций вагонов с использованием высококачественных материалов при изготовлении наиболее подверженных износу деталей, внедрения прогрессивной технологии интервалы между плановыми ремонтами корректируют в сторону увеличения.
Помимо плановых ремонтов, каждый вагон в процессе эксплуатации подвергается различным видам технического обслуживания. Дело в том, что надежность и безотказность любого механизма в межремонтный период во многом зависят не только от совершенства его конструкции, качества материалов, технологии обработки и сборки деталей при изготовлении, но и от того, насколько правильно он используется и своевременно обслуживается. Напомним, что в машиностроении техническим обслуживанием принято называть комплекс работ, которые проводятся через определенные сроки для обеспечения исправности любой машины.
Главные операции при техническом обслуживании же лезнодорожных вагонов — внешний осмотр для своевременного выявления неисправностей, замена отдельных узлов и деталей или их регулировка, проверка состояния болтовых и заклепочных соединений и сварных швов, особый контроль технического состояния ходовых частей, тормозного оборудования, автосцепных устройств и других узлов, от исправности которых зависит безопасность движения поездов. К техническому обслуживанию относятся и санитарная подготовка вагонов к перевозке груза (грузовое помещение должно быть чистым). Полное и своевременное техническое обслуживание способствует увеличению межремонтных сроков службы вагонов.
Что же конкретно представляет собой система плановопредупредительного технического обслуживания и ремонта, где все это выполняется?
Осмотр вагонов с устранением незначительных неисправностей осуществляется без отцепки их от поезда и на языке вагонников называется безотцепочным текущим ремонтом. Выполняют его осмотрщики и слесари по ремонту вагонов на пунктах технического обслуживания — ПТО. Размещаются ПТО на сортировочных станциях, где производят переформирование поездов, и на так называемых участковых станциях. Расстояние между ПТО выбирают оптимальным — не слишком малым (иначе поезда будут больше стоять под переформированием, чем ездить) и не слишком большим, чтобы вагоны без повреждений могли пройти гарантийный участок пути, поскольку работники ПТО дают гарантию качеству своей работы. Не следует забывать, что все исполнители работ несут полную ответственность в рамках своих должностных обязанностей за обеспечение безопасности движения поездов и проследование вагонов без отцепки от поезда из-за неисправности, которую своевременно не обнаружили и не устранили. На двухпутных линиях ПТО расположены на расстоянии до 300 км, а для составов, сформированных из вагонов с буксами на роликовых подшипниках,— не менее 500—600 км.
Техническое обслуживание вагонов на ПТО осуществляется в три этапа. Это связано с тем, что путевое развитие каждой крупной станции состоит из трех парков: парка прибытия поездов, сортировочного парка (здесь формируют новые поезда) и парка отправления.
В парке прибытия у вагонов выявляют все неисправности, для устранения которых требуется отцепочный или безотцепочный ремонт. Затем в сортировочном парке выявляют повреждения, которые могли возникнуть в процессе выполнения маневровой работы. Основная задача осмотрщиков в этом парке — не пропустить в парк отправления неисправные вагоны, которым необходим ремонт с отцепкой от поезда. В парке отправления заменяют и ремонтируют неисправные детали и узлы без отцепки вагонов от состава
Из окна пассажирского вагона читателю наверняка приходилось наблюдать, как на станции вдоль грузового состава с обеих сторон проходят железнодорожники с молотками на длинных рукоятках. Периодически они обстукивают детали вагонов и внимательно прислушиваются к звону металла, залезают под кузова и иногда наносят на их стены или боковые рамы тележек пометки мелом: ОП — осмотреть подшипник; СТП — сменить тормозной прибор; ПШ — поставить шплинт; СК. — сменить колодку (тормозную) и т. д.
Так осуществляют осмотрщики или осмотрщики-ремонтники контроль технического состояния вагонов без отцепки их от состава поезда. При этом определяют исправность колесных пар с буксовыми узлами, рессорного подвешивания и рам тележек, автосцепных устройств и тормозного оборудования, рам и кузовов, крыш и дверей и других узлов и деталей. Открывая крышку букс, проверяют состояние подшипников скольжения. Температуру и состояние букс с роликовыми подшипниками контролируют на ощупь, визуально и обстукиванием контрольным молотком.
Рабочий день смены всегда начинается с инструктажа. Руководитель знакомит коллектив с планом работы, приказами, телеграммами, результатами прошедшего дежур ства. Обращает особое внимание на допущенные недостатки, срывы в работе.
За смену работникам ПТО приходится осматривать и готовить в рейс десятки составов. Причем делать все надо быстро и с высоким качеством, гарантирующим безостановочное проследование поездов по участкам длиной в сотни километров. В этих условиях важное значение имеют техническая оснащенность ПТО, четкая организация труда всех работников, использование прогрессивной технологии и передовых методов обработки подвижного состава. Значительно ускоряют и облегчают выполнение трудоемких операций различные самоходные ремонтные установки и машины, устройства для централизованного опробования тормозов и др.
Одно дело, когда неисправности в вагонах ищет осмотрщик, а потом по его указаниям их устраняет слесарь. И другое дело, когда исполнитель ликвидирует неполадки, выявленные электронными «контролерами» еще на подходе поезда к станции. В этом случае время, необходимое на поиск неисправности, практически сводится к нулю, а точность поиска несоизмеримо возрастает. Так что помощь таких «контролеров» неоценима. А главное — их не упрекнешь в недостатке бдительности: они всегда начеку. Им ни темень, ни непогода, ни скорость поезда не мешают заметить опасную неисправность в вагоне и вовремя подать сигнал тревоги на ближайшую станцию или непосредственно в кабину машиниста.
Уральскими учеными-железнодорожниками разработана система комплексного контроля технического состояния ходовых частей подвижного состава, которую условно назвали ДИСК.-БК.В-Ц (дистанционная информационная система контроля букс — Б, колес — К, волочащихся деталей — Вс централизацией обработки телеметрической информации).
Ох, уж эти буксы!— сокрушенно вздыхают вагонники. Сколько лет существуют вагоны, столько их буксы поражают эксплуатационников своим упорным стремлением перегреть ся из-за каких-нибудь неисправностей. А перегрев буксового узла может вызвать отвал (излом) шейки оси колесной пары на полном ходу поезда. И тогда крушение неизбежно.
Но на помощь вагонникам пришел ПОНАБ — сложный электронный прибор для обнаружения букс, нагревшихся сверх допустимой нормы. Принцип действия этого прибора основан на восприятии чувствительными элементами импульсов инфракрасного излучения от задних (по ходу поезда) стенок корпусов букс с последующим преобразованием этих импульсов в электрические сигналы и выдачей информации не только — о наличии в поезде перегревшейся буксы, но и месте ее расположения в составе. Тысячи таких приборов уже несут бессменную вахту на подходах к станциям и перегонах. Они автоматически ведут счет колесным парам проносящихся мимо них поездов и безошибочно фиксируют «горячие» буксы. Эта информция буквально мгновенно попадает на табло станционного оператора, который принимает необходимые меры не только к остановке поезда на станции, но и к подготовке ремонтников для оказания необходимой технической помощи «захромавшему» вагону.
Не менее уязвимым узлом вагона являются колесные пары. И, пожалуй, именно им больше всего уделяют внимания работники ПТО. Объясняется это тем, что колеса воспринимают не только свою долю нагрузки от кузова вагона, но и испытывают колоссальные динамические перегрузки, возникающие при торможении и движении поезда по рельсовым стыкам, стрелочным переводам и неровностям. Кроме того, поверхность ободов колес значительно нагревается при сильном прижатии тормозных колодок. Непосвященному читателю и невдомек, что на некоторых станциях в гористых местностях после участков с крутыми и затяжными спусками графиком движения предусмотрена стоянка поезда специально для того, чтобы остудить перегревшиеся при торможении колесные пары и осмотреть их: где гарантия, что от нагрева не произошел сдвиг напрессованных на ось колесных дисков?
Так что не случайно на поверхности катания колес нередко появляются механические изъяны: ползуны из-за заклинивания колес при торможении (ход юзом), наволакивание металла, выщербины и равномерный износ по кругу катания — прокат. При движении вагона с такими повреждениями колес, как ползуны, на больших скоростях возникают удары, которые вызывают разрушение колесных пар и рельсов. Чтобы предотвратить возможные по этим причинам крушения поездов, железнодорожники стараются обнаружить неисправности еще на стадии их зарождения.
Неоценимую услугу в этом может оказать еще один робот — КРАП, осуществляющий дистанционный контроль (К) равномерности (РА) износа профиля (П) колеса. Как и ПОНАБ, этот робот может автоматически передавать собранную информацию в обгон поезда, чтобы до прибытия на станцию ему заблаговременно была подготовлена техническая помощь. Близок день, когда осмотрщики вагонов будут освобождены от необходимости буквально ощупывать каждую колесную пару для обнаружения малейших нарушений геометрической формы поверхности катания колес и замера величины неизбежного их износа — проката.
Редко, но случается, когда по шпалам начинает волочиться какая-нибудь плохо закрепленная или разъединившаяся деталь (например, тяга тормозной рычажной передачи). Это опасно, так как деталь может совсем оторваться, попасть под колеса и вызвать сход вагона с рельсов. Своевременно выявить такую неисправность — значит, предотвратить большую беду.
Прошло то время, когда осмотрщики и слесари ПТО в блестящей от мазута одежде буквально на себе таскали по грязным междупутьям тяжеленные домкраты-тумбочки, рессоры и автосцепки к «больным» вагонам, чтобы отремонтировать их без отцепки от поезда. Теперь для облегчения труда ремонтников в междупутьях парков отправления поездов проложены еще рельсы узкой колеи, по которым ХЛОПОТ
ливо снуют ремонтные установки, сокращенно РУ. На стеллажах РУ в определенном порядке разложены наиболее часто заменяемые запасные части к вагонам. Для механизации трудоемких работ имеются консольный поворотный подъемный кран, мощный домкрат с гидравлическим приводом и целый набор разнообразных приспособлений. Управляет такой установкой сам слесарь.
Если же осмотрщик обнаружит в вагоне неисправность, устранить которую непосредственно в поезде невозможно (например, надо заменить колесную пару с ползуном или выщербиной), то такой вагон переставят маневровым локомотивом на путь, специально выделенный для отцепочного текущего ремонта. Путь этот оснащен стационарными электрическими домкратами, способными поднять груженый вагон, козловым подъемным краном с тельфером для перемещения тяжестей и другими средствами механизации ручного труда. Рядом расположены ремонтные мастерские с различными специализированными отделениями и бытовыми помещениями (душевая, комната для приема пищи и др.). Наиболее трудоемкие работы здесь выполняют с помощью специальных ремонтных машин. Таких машин создано несколько разновидностей: для ремонта полувагонов, крытых вагонов, изотермических вагонов-ледников и платформ.
На ажурном портале ремонтной машины, медленно перемещающейся над кузовами неисправных полувагонов, смонтированы мощные гидравлические прессы для правки деформированных металлических стоек и панелей кузова, покоробленных разгрузочных люков и торцовых дверей. Здесь же имеется все необходимое для выполнения электро-или газосварочных работ, различные резаки для металла. Общая мощность механизмов такой ремонтной машины не менее 80 кВт, а управляют ею всего два человека, не считая двух электросварщиков. Трудно подсчитать, сколько рабочих рук заменяет этот исполин, и еще труднее оценить улучшение качества ремонтных работ и выигрыш от снижения простоя вагона в неисправном состоянии. К тому же

При отцепочном ремонте и подготовке грузовых вагонов к перевозкам применяются самоходные ремонтные машины следует отметить, что такая машина способна выполнить работы, которые раньше человеку были просто не под силу.
По-новому организована охрана труда осмотрщиков. Теперь многие станции пронизаны пешеходными тоннелями для перехода ремонтного персонала с одного пути на другой. И уже не надо тратить много времени на то, чтобы обходить стоящие на путях составы или искать в них вагоны с тормозными площадками. На ряде дорог в этих тоннелях проложены рельсы и по ним бегают маленькие тележки, которые доставляют запасные части к ремонтируемым вагонам на междупутья.
Перечень неисправностей, с какими вагон отцепляют от поезда и подают на ремонтный путь, зависит главным образом от оснащенности этого пути. Если текущий отцепочный ремонт здесь не может быть выполнен за 3 ч (такова регламентированная норма простоя), вагон приходится подавать в депо. Но в любом случае соблюдается главная заповедь: со станции в рейс или под погрузку вагон должен уйти только исправным.
На станциях массовой погрузки, выгрузки грузов и формирования маршрутов созданы специальные пункты подготовки вагонов к перевозкам — ППВ. Пункты эти не универсальны: часть из них специализирована на подготовке крытых вагонов и ледников, другие — полувагонов или цистерн, или платформ, или рефрижераторного подвижного состава.
При подготовке к перевозкам порожнего вагона прежде всего устраняют неисправности, из-за которых он считается непригодным к перевозке груза. К таким в первую очередь относятся дефекты, угрожающие безопасности движения поездов.
Чтобы поближе узнать, как готовят вагоны под грузы, побываем на станции Мерефа Южной железной дороги. Здесь размещен механизированный пункт подготовки крытых порожних вагонов под перевозку зерна нового урожая. Неисправные вагоны сначала очищают от остатков грузов, затем ремонтируют и, если надо, промывают. А уж после этого их будут отправлять по хлебным маршрутам. На пункте создан запас досок для ремонта стен и полов, кровельной стали для крыш, имеются в достатке болты, гайки, гвозди. В полном порядке техника—специальные моечные машины, козловые подъемные краны, эстакады для ремонта дверей и крыши вагонов, тяговые лебедки, домкраты, электросварочное оборудование и др. Штат укомплектован специалистами, умеющими быстро выявлять и устранять любые неисправности.
Но вот подан после очистки от мусора очередной неисправный вагон. Люди действуют четко, согласованно. Каждый хорошо знает свои обязанности. Подоспевшие плотники быстро разделывают концы изломанных досок пола, выпиливают заготовки нужного размера и ловко ставят их на место. Тем временем слесари исправляют механизмы закрытия крышек загрузочных люков, проверяют плотность прилегания металлических дверей и осматривают ходовые части.
Отремонтированный вагон лебедкой подтягивают к позиции промывки. Хобот специальной моечной машины направляют в дверной проем. Струи горячей воды под высоким давлением мгновенно без участия человека выносят наружу грязь, смытую с досок пола и обшивки стен. Проходит несколько минут, и вагон вымыт. Остается только обсушить его.
Здесь мы познакомились с передовиком социалистического соревнования бригадиром промывальщиков Надеждой Васильевной Шустер. Если у Надежды Васильевны спросить, как она живет, то ответ будет лаконичным: хорошо. За этим—любимая работа, которой она гордится, и мастерство, которым гордятся ее товарищи, и новая квартира, которую она получила от управления железной дороги, и дети, за завтрашний день которых она спокойна.
А давно ли пришла она на железнодорожный транспорт. Оглушали гудки локомотивов, гремели металлом на стрелках составы, визжали колеса тормозящихся вагонов, разносились из динамиков громоподобные распоряжения операторов и диспетчеров. Между вагонами мелькала хрупкая девичья фигурка — слесарь Надежда Шустер впервые вышла на работу в ночную смену.
— Конечно, было страшновато, когда с четвертого курса железнодорожного техникума послали меня на практику в вагонное депо. Но специальность была уже выбрана — вагонное хозяйство, и слесарная практика была необходима. Я знала, что если не пощупаешь каждую железку собственными руками, трудно будет потом стать специалистом. И рабочие будут относиться недоверчиво к тебе как к руководителю. Уставала сильно, к утру такой звон в ушах, и не поймешь, в твоей он голове или на рельсах. Но зато теперь вагон знаю «на ощупь».
От бдительности и опыта осмотрщиков вагонов зависит безопасность движения поездов. Именно рабочие люди этой профессии обеспечивают исправность подвижного состава при следовании его по железным дорогам нашей необъятной страны.
Профессия осмотрщика и осмотрщика-ремонтника вагонов на транспорте относится к числу ведущих. Осмотрщиков можно считать своеобразными вагонными врачами-диагностами, потому что они должны уметь не только быстро по сочетанию различных признаков выявить имеющиеся в вагоне неисправности, но и определить возможность их устранения с минимальными затратами сил и времени. При этом следует учитывать, что на осмотр состава, состоящего порой из 100 вагонов, графиком движения отводится мало времени— 15—30 мин. К тому же работа эта выполняется и днем и ночью, в дождь и метель, при изнуряющей жаре и трескучем морозе. Только осмотрщик может сделать заключение, нужно ли отцеплять вагон от поезда и подавать на специализированный путь для текущего ремонта. А если предстоящему ремонту будет мешать имеющийся в вагоне груз, то дается дополнительное указание: «Перегруз». Осмотрщик-ремонтник должен уметь не только выявить, но и сам устранить обнаруженные дефекты.
Осмотрщики и осмотрщики-ремонтники составляют единую бригаду, количественный состав которой зависит от объема выполняемой работы. От этого зависит и число бригад, работающих в том или ином парке станции. Работают они сообща на единый наряд. Это значит, что в течение месяца весь заработок идет в общий «котел», а потом его делят между членами бригады, но не поровну, а пропорционально вложенному труду и качеству выполненной работы.
В свободное от технического обслуживания вагонов время (интервалы между прибытиями поездов) осмотрщики могут укрыться от непогоды, обсушить промокшую одежду, попить горячего чаю или принять пищу в пунктах обогрева, где имеются средства радио- и телефонной связи для получения информации о прибытиях поездов.
Один из важнейших резервов улучшения технического обслуживания вагонов — овладение всеми работниками ПТО передовыми методами и приемами обнаружения и устранения различных неисправностей подвижного состава. Вот что об этом рассказывает осмотрщик-ремонтник вагонов с ПТО станции Барабинск Западно-Сибирской дороги Владимир Михайлович Басалаев.
— Был такой случай. Прибыл поезд на станцию. Обычный, без тревожных сигналов от ПОНАБ. Мы обработали вагоны, как и положено, поезд ушел. Только недалеко: в другом парке станции его остановили наши коллеги-осмотрщики. Крышка одной буксы накалилась докрасна. Это всего через километр-то!
Конечно, в инструкции сказано и как осматривать, и как обнаруживать неисправности в буксе с роликовыми подшипниками: постучи по смотровой крышке, пощупай ладонью корпус — не дребезжит, не горячий, значит, все в порядке. Но если бы так оно всегда было! Ведь даже когда у буксы открываешь крышку, нет стопроцентной гарантии в том, что сразу обязательно увидишь возможный дефект. Инструкция на этот случай рекомендует взять немного смазки из буксы и растереть между пальцами. Если замечены блестки металла — надо вагон от цеплять, что-то неладное с буксой. Нет металлического порошка — добавь чистой смазки, закрой крышку буксы и отправляй вагон дальше.
Один пример из практики. Я был старшим в смене. Вызывает меня осмотрщик-напарник. Глянь, говорит, одна букса у вагона чуть-чуть горячее остальных. Вскрыли крышку — все на месте. Смазку растерли — не блестит. Вроде ложная тревога. Но мы все же вагон отцепили. По внешним признакам, даже еще не открывая крышку, предположили, что, возможно, разрушен задний подшипник. Потом уже в депо установили, что подшипник не просто разрушился. Ролики его были буквально перемолоты. А ведь и ПОНАБ эту буксу пропустил — температура ее незначительно отличалась от остальных.
Теперь немного статистики. За первый год, когда мы только переходили на наш метод работы, результат вышел таким: трижды отцепляли далее по пути следования вагоны с неисправными буксами в поездах, обработанных нашей сменой. Мы забраковали перед отправлением всего девять букс. На следующий год картина была иная. В пути из-за нашего недосмотра отцепляли один вагон, а мы обнаружили 28 потенциально опасных букс. Причем вагоны с этими буксами, если бы мы действовали по инструкции, вполне можно было отправить дальше. Однако точность нашего диагноза о наличии неисправности оказалась стопроцентой. Это мы узнали, когда в депо разобрали буксовые узлы. И еще цифра. На каждые 100 букс, демонтированных при плановых видах ремонта, приходится пять неисправных, не выявленных нами, эксплуатационниками. Всего пять на сотню!
Любая неисправность возникает не вдруг. Сначала как бы накапливаются порождающие ее причины. Их-то с упреждением и надо выявить. Ненормальная работа буксового узла должна как-то сказаться на других деталях ходовых частей. Неизвестно только было, как сказывается, да на каких деталях. Приходилось наблюдать, сравнивать, анализировать. Прошло время. Частности выстроились в систему и уже можно было делать выводы.
На ПТО станции Молодечно Белорусской дороги трудится лауреат Государственной премии осмотрщик вагонов Петр Григорьевич Юхневич, который разработал и уже много лет успешно применяет на практике метод обнаружения неисправностей автоматических сцепок по внешним признакам. Вот что он рассказывает о своей работе.
— Работаю я на станции Молодечно более двух десятков лет. Давно начал приглядываться к автосцепному устройству и постепенно пришел к мысли, что можно систематизировать признаки его неисправностей. Именно тогда я понял, что это значительно ускорит трудную работу осмотр-щика-пролазчика. Чтобы обнаружить дефекты автоматической сцепки, надо было хорошо знать, как работает каждая деталь механизма при сцеплении и разъединении вагонов, какие силы действуют на нее во время движения. Все это я постиг не сразу, не в один день. Особое внимание обращал на наиболее часто встречающиеся дефекты. Систематические наблюдения за автосцепками позволили мне выявить места вероятного появления и неисправностей.
До сих пор речь шла о техническом обслуживании вагонов, осуществляемом железнодорожниками. Но с недавнего времени за оздоровление подвижного состава взялись и отправители грузов. Принцип такого обслуживания основан на общем правиле: прежде чем загрузить вагон, отправитель как бы на общественных началах сам для себя его ремонтирует, если это надо, оказывая тем самым неоценимую помощь железнодорожникам. Инициаторами этого почина явились предприятия Москвы. Их опыт быстро переняли предприятия многих других городов.
Металлургические заводы, как известно, получают миллионы тонн железной руды, агломерата, кокса, известняка, а отгружают тоже миллионы тонн чугуна, стали, проката. И конечно, эти тяжеловесные грузы порой основательно повреждают вагоны. Издавна тема «кто в этом виноват?»
была предметом пререканий между представителями железнодорожного и металлургического ведомств. Но после того как коллективы московских предприятий выступили с патриотической инициативой организовать ремонт вагонов и контейнеров своими силами, на Азовстали, на заводе имени Ильича и других предприятиях города Жданова этот почин был подхвачен. Так слились воедино трудовые интересы работников промышленности и транспорта. Так возникла потребность в профессии вагонника на заводах и фабриках, пользующихся услугами железных дорог.
Сегодня на железных дорогах не обойтись без осмотрщиков вагонов. Ну а завтра? Не исчезнет ли эта профессия вообще? Давайте заглянем в будущее.
Перед крупной железнодорожной станцией каждый грузовой поезд проходит сквозь огромный ангар, залитый внутри светом ксеноновых ламп. Со всех сторон на кузова и ходовые части проносящихся вагонов нацелены объективы передающих телевизионных камер. Здесь же у обочины пути спрятались бдительные стражи температуры букс — датчики ПОНАБов, КРАПов и системы выявления волочащихся деталей. А неподалеку — пост дистанционной технической диагностики, где в полутемном зале за пультом с разноцветными лампочками, окруженным телевизионными приемниками-мониторами, сидит знакомый нам, но уже совсем иной осмотрщик вагонов. Изредка рабочую тишину нарушает приглушенный голос диспетчера, предупреждающий о приближении очередного поезда. Из развешанных на стенах колонок стереоусилителя слышится привычный уху железнодорожника перестук колес проходящего состава. Звук этот можно усилить или уменьшить, подчеркнуть высокие или низкие тона, записать на пленку стереомагнитофона, сравнить с эталонным звуком проходящего поезда, у которого ходовые части в идеальном техническом состоянии.
Поезд идет, а чувствительные приборы «считывают» нужную информацию: номер каждого вагона, температуру всех букс, наличие на колесах ползунов и в осях трещин, выход за очертания габарита подвижного состава какой-нибудь незакрепленной детали вагона или части груза и многое другое. Даже незаметные опытному глазу и слуху отклонения обнаруживаются совершенными приборами на ходу поезда, а телевизионный экран показывает сидящему за пультом проходящие вагоны со всех сторон. Здесь, как при репортаже о спортивных выступлениях, можно кадр остановить, повторить в замедленном темпе, укрупнить или уменьшить. Так автоматические «осмотрщики» избавят человека от необходимости обстукивать каждый вагон, обходить десятки составов за рабочую смену. Это поможет сосредоточить внимание и усилия людей на ремонте выявленных приборами неисправностей. Кстати, это не такая уж фантастическая перспектива. Что-то из мира будущего еще разрабатывается конструкторами, а кое-что уже реализовано.
Источник
| Оглавление |
|---|
| Ремонт кузовов |
| Основные неисправности котлов цистерн |
| Несъемное внутреннее оборудование |
| Технология капитального ремонта |
| Ремонт платформ |
Страница 3 из 5
Несъемное внутреннее оборудование при ремонте проверяют, неисправные детали заменяют новыми, недостающие пополняют. Если в настенных досках имеются отколовшиеся выступы, а также местные повреждения на верхней кромке более половины толщины доски на длине 125 мм, поврежденный участок вырезают и на его место закрепляют вставку на клее или на гелях.
Несъемные настенные доски можно ставить шириной 142 +3 мм и толщиной 55± ±2 мм. Укрепляют их болтами с гайками, концы болтов после постановки расклепывают.
При всех видах ремонта вагонов измеряют ширину кузова внутри вагона с помощью шаблона, устанавливаемого на высоте 1145 мм от пола, которая должна быть 2750±5 мм. Если ширина кузова в пределах 2766—2800 мм, надо устранить уширение постановкой под настенные доски с одной или двух сторон вагона прокладок толщиной 16 мм. Ширина прокладки должна быть на 50 мм больше ширины доски.
Двери при плановых видах ремонта снимают с вагона. Дверные армировочные планки, погнутые державки роликов, запоры, предохранительные приспособления при деповском ремонте исправляют на месте, а при капитальном снимают и отправляют для ремонта в цех.
Запорные механизмы двери и крышки разгрузочного люка и ролики с подшипниками качения разбирают и осматривают, неисправные детали ремонтируют или заменяют новыми, трущиеся ‘поверхности смазывают.
При выпуске из деповского ремонта износ чашки эксцентрика запора разгрузочного люка допускается не более 2 мм, шайб рамки эксцентрика — не более 3 мм.
При большем износе и при капитальном ремонте эти детали восстанавливают наплавкой с обработкой до чертежных (номинальных) размеров. Собранная дверь должна плотно прилегать обвязкой к притворным угольникам.
Допускается местный зазор не более 6 мм после деповского ремонта и 5 мм после капитального при закрытой дверной закидке.
На вагонах с самоуплотняющимися дверями проверяют плотность прилегания задней обвязки двери к уплотнительной резине. Плотность прилегания можно обеспечить также путем наплавки плоскости зацепления зуба закидки.
Двери должны передвигаться на роликах усилием 1 чел.
При плановых видах ремонта полувагонов металлические поврежденные части кузова заменяют новыми или ремонтируют путем правки и последующей сварки.
Количество сварных стыков с каждой стороны вагона допускается не более трех, а располагаться они должны между стойками.
Местные вертикальные прогибы верхней обвязки между стойками допускаются не более 3 мм при выпуске из капитального ремонта и не более 20 мм из деповского. При этом прогиб по всей длине кузова может быть после ремонта на заводе не более 25 мм, после ремонта в депо— не более 50 мм.
Вследствие деформации в соединениях боковых стен с рамой полувагона может увеличиться расстояние между стенками.
Разрешается не устранять уширение кузова, если оно при капитальном ремонте в верхней части будет не более 30 мм и при деповском не более 50 мм по сравнению с чертежным размером ширины кузова.
В плоскости торцовых дверей уширение допускается не более 10 мм при капитальном ремонте и 20 мм при деповском.
Крышки люков и двери при капитальном ремонте обязательно снимают с полувагона, а при деповском снимают только при необходимости выполнения сварочных работ или при наличии местного прогиба более 50 мм. Выпуклость крышек не должна быть более 25 мм. Кстати, сантехнические люки пол можно заказать тут
При капитальном ремонте полувагона крышки люков толщиной 4 мм и менее, изготовленные из углеродистой стали, заменяют новыми, изготовленными из низкоуглеродистой стали.
Процесс ремонта грузовых вагонов осуществляется обычно на механизированных поточных линиях. Обычно технологический процесс ремонта полувагонов разделяют на три стадии: обмывка, подготовка к ремонту, ремонт.
Поступившие в депо полувагоны подаются в обмывочный ангар, в котором имеется конвейер для перемещения полувагонов при обмывке в вагономоечной установке и в цех подготовки к ремонту.
Вдоль пути устроены канавы для перемещения вагонов в перевернутом и опущенном положении при помощи пульсирующего конвейера с тактом передвижения 30 мин.
Обмытый вагон поступает на 1 позицию, где после снятия автосцепок и дверей кузов переворачивается на 180° с помощью двух мостовых кранов и кантователей и опускается в продольные канавы.
При этом разгрузочные люки вагона будут находиться на уровне 1 м от пола. Затем снимают предварительно сжатые поглощающие аппараты автосцепок с помощью мостового крана и вагон в перевернутом положении перемещают на 11 позицию. Здесь снимают крышки люков, которые небходимо ремонтировать в специализированном отделении, а оставшуюся часть крышек выправляют на месте.
Параллельно снимают детали и узлы автотормозного оборудования и ставят исправные поглощающие аппараты.
Снятые автосцепные устройства и тормозное оборудование транспортируют в контейнерах краном к тоннелю, по которому направляют на соответствующие участки для ремонта.
На позиции III на вагон ставят исправные крышки люков и тормозные приборы. При помощи мостовых кранов и кантователей кузов вагона поднимают, тележки подают толкателем на поперечную трансбордерную тележку и перемещают на второй путь.
После этого кузов вагона переворачивают и переносят кранами также на этот путь.
На IV позиции кузов опускают на тележки, ставят автосцепки и двери и перемешают вагон на следующую позицию. На IV и V позициях снимают поврежденные доски деревянной обшивки (у полувагонов с металлическим кузовом срубают сварные швы каркаса кузова и рамы).
После выполнения указанных работ вагоны попарно переставляют на позиции перед поточными линиями в сборочном цехе, расположенными на двух путях и оборудованными конвейерами пульсирующего типа с тяговыми устройствами.
На каждой линии участка находятся четыре спаренных позиции I—IV, где одновременно ремонтируют 16 полувагонов. Такт работы конвейера составляет 2 ч 45 мин. Участок оборудован мостовыми кранами грузоподъемностью по 5 т для подъемки вагонов, перемещения тележек и транспортировки тяжелых деталей.
На I позиции с вагонов снимают все детали кузова, которые необходимо ремонтировать в заготовительных отделениях (подножки, закидки и секторы механизма разгрузочных люков, расцепкой привод автосцепки, поручни и др.). Здесь же производится подготовка поверхностей под сварку.
На II позиции выполняют правку элементов кузова и сварочные работы. Правку верхней обвязки, раскосов, их прижатие перед сваркой, устранение уширения и сужения кузова выполняют с помощью ремонтной машины. П-образные боковые стойки 1 машины установлены на колесах и передвигаются по рельсам приводным механизмом 10.

По направляющим стоек перемещаются подвижные рамы 8, объединенные поперечной балкой 4, на которой смонтированы устройства с гидроприводом для правки верхней обвязки каркаса кузова .2, стоек раскосов 3, армировочного листа рамы 7, Передвижные рамы перемещаются с помощью гидроподъемников 11.
Гидропрессы 6 для правки стоек и раскосов также могут двигаться в вертикальном направлении с помощью элетроприво-да 12. Машины управляются с пультов 5 и 9.
На III позиции вагон поднимают мостовыми кранами и устанавливают на ставлюги, а выкаченные тележки транспортируют краном к моечной машине.
С вагона снимают продольные тормозные тяги для ремонта и испытания. Здесь же выполняют сварочные работы на раме. Затем устанавливают детали, снятые на I позиции, а также детали тормоза, снятые на участке подготовки вагонов к ремонту. При этом проверяют плотность крышек люков, поставленных на вагон, учитывая, что местные зазоры между крышкой и плоскостью ее прилегания допускаются не более 7 мм.
Проверяют зазор между пальцем запорного сектора и скобой, который должен быть не менее 4 и не более 12 мм.
Трущиеся поверхности торсионов смазывают графитной смазкой. При собранном торсионно-рычажном механизме крышка люка должна подниматься усилием 1 чел. После этого вагон опускают на отремонтированные тележки.
На IV позиции устанавливают деревянную обшивку кузова (у полувагонов с металлическим кузовом приваривают листы), соединяют продольные тормозные тяги и испытывают автотормоз. Доски обшивки плотно стягивают. Для полувагонов применяется обшивка шириной 90—150 мм и толщиной до 35 мм. Стыки досок располагают на стойках с двойным рядом отверстий. Конец каждой доски крепят одним болтом.
Затем вагоны передаются с помощью конвейера в малярное отделение, куда через каждые 2 ч 45 мин подают четыре вагона. Вагоны устанавливают на двух путях по два.
Окрашивание осуществляется при помощи установок безвоздушного распыления, которые расположены в четырех кабинах, перемещающихся по монорельсу вдоль вагона. В каждой кабине смонтированы две установки.
Первая при движении б одну сторону — окрашивает кузов, а вторая при движении в другую сторону — раму и ходовые части.
Сушат вагоны подогретым до температуры 50—60 °С воздухом, после чего на вагоны наносятся знаки и надписи.
При капитальном ремонте вагонов на заводах объем и трудоемкость выполняемых работ значительно больше, чем при деповском. Проводимая модернизация по замене крыш, деревянной об-шивы на металлическую потребовала разработки и внедрения новых технологических процессов, применения комплекса специального оборудования, работающего с повышенной интенсивностью.