СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО
Группа
|
УТВЕРЖДАЮ |
|
|
Заместитель начальника |
|
|
Упрэнергомеха |
|
|
Г.Г.Гаврилов |
|
|
02.12.1991 |
РОТОР Р-560
Технические условия на капитальный ремонт
УК 39-01-025-91
|
Главный инженер СПКТБ «Нефтегазмаш» |
|
|
Р.К.Нигматуллин |
|
|
29.11.1991 |
ВВЕДЕНИЕ
Настоящие технические условия (ТУ) распространяются на капитальный ремонт (ремонт) ротора Р-560 (ротора).
Ротор предназначен для вращения бурильного инструмента и поддержания колонны бурильных или обсадных труб при их свинчивании и развинчивании в процессе спуско-подъемных операций.
Общий вид ротора приведен на рисунке.
ТУ являются обязательными для всех предприятий нефтегазодобывающей промышленности, производящих ремонт и эксплуатирующих отремонтированные изделия.
ТУ разработаны на основе:
1) конструкторской документации;
2) «Методики расчета исполнительных размеров сопряжения деталей при капитальном ремонте бурового и нефтепромыслового оборудования»;
3) опыта ремонта аналогичных изделий на ремонтных предприятиях Министерства нефтяной и газовой промышленности СССР;
4) изучения материалов исследования неисправностей оборудования, поступившего на капитальный ремонт.
ТУ состоят из двух частей:
часть 1 «Общие технические требования»;
часть 2 «Специальные требования к составным частям».
РОТОР Р-560 4045.45.200-6 СБ
|
|
ЧАСТЬ 1
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Сдача ротора в ремонт, производство ремонта, приемка из ремонта должны производиться в соответствии с требованиями настоящих УК и условий договора на капитальный ремонт.
1.2. Правила приемки в ремонт
1.2.1. Ротор принимается в ремонт представителем отдела технического контроля ремонтного предприятия путем наружного осмотра, проверкой поступивших с ротором документов (приложение  и составлением приемо-сдаточного акта (приложение 9), в котором должно указываться техническое состояние ротора, обнаруженные дефекты и соответствие его комплектности ведомости комплектации (приложение 1) или согласно спецификации конструкторской документации.
и составлением приемо-сдаточного акта (приложение 9), в котором должно указываться техническое состояние ротора, обнаруженные дефекты и соответствие его комплектности ведомости комплектации (приложение 1) или согласно спецификации конструкторской документации.
В случае обнаружения некомплектности, исполнитель обязан в 5-дневный срок известить заказчика, а заказчик в месячный срок со дня получения извещения доукомплектовать ротор.
1.2.2. На сдаваемом в ремонт роторе не должно быть деталей отремонтированных способом, исключающим возможность их последующего использования или ремонта.
1.2.3. В ремонт не принимается ротор, имеющий неисправимые дефекты станины.
1.2.4. Допускается:
1) сдавать ротор с составными частями различной конструкции в пределах конструктивных изменений, принятых предприятием-изготовителем за период выпуска;
2) отсутствие отдельных крепежных деталей в количестве не более 10%, предусмотренных конструкцией.
1.2.5. Ротор должен быть:
1) очищен от загрязнений;
2) предохранен от коррозии, механических и других повреждений при транспортировании на ремонтное предприятие.
1.2.6. В случае установления исполнителем технической невозможности производства капитального ремонта ротора заказчик обязан в месячный срок после получения известия распорядиться изделием. При непоступлении от заказчика указаний исполнитель (ремонтное предприятие) вправе списать ротор.
1.2.7. Указания о порядке, способах и сроках хранения принятого в ремонт ротора устанавливаются договорными обязательствами.
1.3. Подготовка к дефектации и ремонту
1.3.1. Разборка, мойка и подготовка ротора к дефектации и ремонту должны производиться на специализированных рабочих местах в производственных участках предприятия в соответствии с технологическими процессами, утвержденными в установленном порядке.
1.3.2. Детали и сборочные единицы, поступившие на дефектацию и ремонт, должны быть тщательно вымыты и очищены от коррозии.
1.3.3. Дефектация деталей и сборочных единиц должна производиться в соответствии с требованиями настоящих ТУ.
1.3.4. При дефектации ротора ремонтным предприятием должна составляться ведомость отбракованных, годных без ремонта и требующих ремонта деталей и сборочных единиц (приложение 2).
1.3.5. Результаты проверки деталей, подлежащих дефектоскопии, должны быть занесены в акт проверки деталей дефектоскопией (приложение 7).
1.4. Требования к ремонту деталей и неразъемных соединений
1.4.1. Ремонт ротора должен производиться на специализированных рабочих местах и производственных участках в соответствии с технологическими процессами, утвержденными в установленном порядке.
1.4.2. Детали, бывшие в эксплуатации и используемые при ремонте повторно без восстановления, а также все новые и восстановленные детали, должны быть приняты отделом технического контроля предприятия в соответствии с требованиями чертежей и настоящих ТУ.
1.4.3. Допускаются временные отклонения от требований чертежей:
1) замена марок материалов, указанных в конструкторской документации, марками, не ухудшающими качества изделий;
2) замена видов заготовок (штамповки, отливки и т.д.) заготовками, не ухудшающими качества изделий.
Решение о замене принимается техническим советом и утверждается главным инженером ремонтного предприятия.
1.4.4. В процессе приемки деталей и сборочных единиц должны проверяться:
1) размеры — измерением при помощи универсального и специального измерительного инструмента;
2) отсутствие заусенцев, забоин после механической обработки — внешним осмотром;
3) шероховатость обработанных поверхностей по ГОСТ 2789-73 — профилометром по ГОСТ 19300-86 или сравнением с образцами шероховатости по ГОСТ 9378-93;
4) твердость поверхностей вновь изготовленных и восстановленных деталей после термической обработки по методу Роквелла ГОСТ 9013-59, по методу Супер-Роквелла ГОСТ 22975-78 и по методу Бринелля ГОСТ 9012-59 — прибором по ГОСТ 23677-79;
5) качество швов сварных соединений — внешним осмотром и измерением в соответствии с ГОСТ 3242-79.
1.4.5. Неуказанные предельные отклонения линейных размеров обработанных поверхностей должны соответствовать 14 квалитету и классу точности «средний’’ по ГОСТ 25670-83*.
1.4.6. Допуски расположения осей отверстий для крепежных деталей должны соответствовать ГОСТ 14140-81.
1.4.7. Все метрические резьбы, поля допусков которых не указаны в чертежах, должны выполняться с полями допусков по ГОСТ 16093-81* 7Н — для гаек, 8g — для болтов. Сбег резьб — по ГОСТ 10549-80.
1.4.8. Основные типы и конструктивные элементы швов сварных соединений деталей, отремонтированных сваркой, должны соответствовать ГОСТ 5264-80 или ГОСТ 8713-79.
1.4.9. Сварка и наплавка сборочных единиц и деталей должна производиться электродами по ГОСТ 9467-75, наплавочной по ГОСТ 10543-98 или сварочной по ГОСТ 2246-70 проволоками согласно конструкторской документации и технологическим процессам.
1.4.10. Материалы, обработанные давлением (прокатанные, штампованные, выдавленные, волоченные и другие), не должны иметь раковин, рыхлот, расслоений, трещин, неметаллических включений и других дефектов.
1.4.11. Поверхности деталей, восстановленные гальваническим наращиванием (хромированием, железнением и другими способами), должны быть гладкими без отслоений и трещин.
1.4.12. Сборочные единицы, имеющие в сопряжении детали с неподвижными посадками, не требующие по ТУ замены (запрессованные втулки, шпильки и другие детали), разборке не подлежат, за исключением случаев, когда это требуется по условиям ремонта. Если сборочное соединение подлежат разборке, то весь износ (за счет распрессовывания пары) следует относить к одной детали, так как другая, сопрягаемая с ней деталь должна быть восстановлена или изготовлена вновь с учетом сохранения характера посадки.
1.4.13. В картах дефектации ТУ рекомендуемые способы восстановления деталей расположены в порядке предпочтительного применения. Выбор способа восстановления производится в зависимости от технических возможностей ремонтного предприятия.
Допускается применение плазменного и газопламенного напыления, напыления поверхностей полимерными материалами, лазерного упрочнения и других, не указанных в ТУ прогрессивных методов восстановления деталей, если они освоены ремонтным предприятием и гарантируют высокое качество ремонта.
1.4.14. При ремонте ротора разрешается использовать оборотный фонд обезличенных деталей и сборочных единиц, имеющихся на ремонтном предприятии.
2. ТРЕБОВАНИЯ К СОБРАННОМУ ИЗДЕЛИЮ
2.1. Отремонтированный ротор должен соответствовать требованиям конструкторской документации и настоящих ТУ.
2.2. Основные параметры и размеры ротора
2.2.1. Статическая нагрузка на стол ротора 3200 кН (320 тс)
|
2.2.2. Диаметр проходного отверстия |
560 мм |
|
2.2.3. Максимальная частота вращения стола ротора |
4,1 с (250 об/мин) |
|
2.2.4. Максимальная передаваемая мощность |
368 кВт (500 л.с.) |
|
2.2.5. Передаточное число зубчатой пары |
3,6 |
|
2.2.6. Основная опора вала |
подшипник 32634 170x360x120 |
|
2.2.7. Вспомогательная опора вала |
подшипник 7538 190x340x88 |
|
2.2.8. Основная опора стола |
подшипник 91682/750Х 1000x750x150 |
|
2.2.9. Вспомогательная опора стола |
подшипник 1681/670Х 800x670x150 |
|
2.2.10. Габаритные размеры, |
|
|
длина |
2312 мм |
|
ширина |
1625 мм |
|
высота |
750 мм |
|
2.2.11. Масса без вкладышей |
5850 кг |
|
2.2.12. Масса с вкладышами и зажимами |
6700 кг |
2.3. Стол ротора должен свободно проворачиваться от усилия не более 147 Н (15 кгс), приложенного к цепному колесу.
2.4. Стопор должен свободно входить в пазы стола ротора, без заеданий. Максимальное прикладываемое усилие при открывании стопора не должно превышать 255 Н (26 кгс).
2.5. Вкладыши и зажимы ротора должны свободно устанавливаться в гнездах при любом повороте их вокруг оси стола.
Поверхность вкладышей не должна выступать над поверхностью стола более, чем на 2 мм.
2.6. В собранном роторе должна быть обеспечена герметичность во всех уплотняемых соединениях.
2.7. Все резьбовые соединения должны быть надежно закреплены и равномерно затянуты, без перекоса и деформации сопрягаемых деталей.
3. КОНТРОЛЬНЫЕ ИСПЫТАНИЯ И ПРИЕМКА ПОСЛЕ РЕМОНТА
3.1. Отремонтированный ротор должен быть принят отделом технического контроля по результатам внешнего осмотра, контрольных измерений и испытаний.
3.2. При внешнем осмотре проверяется:
1) внешний вид и качество сборки;
2) надежность крепления деталей;
3) наличие и надежность стопорения болтовых соединений.
3.3. Каждый ротор должен быть испытан на стенде.
3.3.1. Обкатка ротора должна производиться под нагрузкой 4,9 кН (5 тс) в течение одного часа при частоте вращения стола ротора 4,1 с
(250 об/мин).
3.3.2. В процессе обкатки ротора должны проверяться:
1) правильность зацепления зубчатых колес конической передачи. Пятно контакта должно быть не менее 50% длины и 30% высоты профиля зуба.
Для улучшения контакта и увеличения зоны касания отрегулированного зацепления конической пары рекомендуется произвести приработку последнего на стенде с применением абразивной пасты, при 1,7-2,5 с
(100-150 об/мин);
2) плавность работы зубчатой передачи на отсутствие стуков и заеданий. Шум должен быть равномерным, без ударов и пульсаций;
3) температурный режим. Температура нагрева масляной ванны не должна превышать 70 °С;
4) герметичность масляных ванн и их лабиринтных и торцовых уплотнений. Протекание и просачивание смазки не допускается;
5) торцовое и радиальное биение стола, которое не должно превышать 3 мм.
3.3.3. После обкатки ротора масло из ванны станины должно быть удалено.
3.4. После испытаний по требованию ОТК ремонтного предприятия должна производиться разборка ротора с целью осмотра и обнаружения дефектов.
3.5. Все дефекты, обнаруженные в процессе приемки и испытаний, подлежат устранению, после чего ротор предъявляется к сдаче вновь.
3.6. Результаты проверки и испытаний должны быть оформлены актом ОТК ремонтного предприятия и занесены в паспорт.
3.7. Представителю заказчика предоставляется право присутствовать при приемке и испытаниях ротора.
3.8. Допускается при отсутствии стенда по двустороннему соглашению между заказчиком и ремонтным предприятием испытания ротора производить на месте эксплуатации.
4. ПОКРЫТИЯ, СМАЗКА И КОНСЕРВАЦИЯ
4.1. Все необработанные поверхности деталей и сборочных единиц, а также обработанные поверхности, за исключением тех, для которых чертежами предусмотрены другие виды покрытий, должны быть окрашены.
4.1.1. Подготовка поверхностей перед окрашиванием должна производиться по ГОСТ 9.402-80*.
4.1.2. Качество покрытия по внешнему виду должно соответствовать УП классу по ГОСТ 9.032-74 и группе условий эксплуатации У2 по ГОСТ 9.104-79. Категория размещения окрашенных поверхностей должна быть 3 по ГОСТ 15150-69.
4.1.3. Окрашивание ротора должно производиться согласно техническим требованиям конструкторской документации.
4.1.4. Смазочные точки (спускные пробки, головки масленок) должны окрашиваться в красный цвет.
4.2. Сборочные единицы и детали ротора должны быть смазаны в соответствии с требованиями карты смазки.
4.3. Консервация ротора должна производиться в соответствии с требованиями ГОСТ 9.014-78 для II группы изделий.
4.3.1. Методы консервации должны обеспечивать расконсервацию ротора без его разборки.
4.3.2. Срок действия консервации — не менее 36 месяцев. При хранении ротора более 36 месяцев заказчиком должна производиться переконсервация.
5. КОМПЛЕКТНОСТЬ
5.1. Ротор, выпускаемый из ремонта, должен быть укомплектован Сборочными единицами и деталями в пределах конструктивных изменений и ведомости комплектации (приложение 1).
5.2. При выпуске из ремонта ротора ремонтное предприятие должно прилагать документы согласно требованиям, перечисленными в приложении 8 .
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. К отремонтированному ротору должна быть прикреплена табличка по ГОСТ 12969-67 и 12971-67, содержащая:
1) наименование или товарный знак ремонтного предприятия;
2) заводской ремонтный номер;
3) наименование или шифр изделия;
4) дату выпуска из ремонта (месяц, год);
5) массу.
6.1.1. Надпись на табличке должна выполняться травлением или ударным способом.
Примечание. Маркировка завода-изготовителя должна быть сохранена или восстановлена.
6.2. Транспортирование ротора должно производиться без упаковки любым видом транспорта, обеспечивающим его сохранность.
6.2.1. При транспортировании должны соблюдаться следующие правила перевозок:
1) «Правила перевозок грузов. Технические условия погрузок и крепления грузов», утвержденные МПС;
2) «Общие правила перевозок грузов автотранспортом», утвержденные Министерством автомобильного транспорта СССР, 1971;
3) «Общие специальные правила перевозок грузов», утвержденные Министерством морского Флота СССР, 1979;
4) «Правила перевозок грузов», утвержденные Министерством речного Флота СССР, 1978.
6.2.2. Документация, отправляемая с ротором, должна быть вложена во влагонепроницаемый пакет из полиэтиленовой пленки по ГОСТ 10354-82 и привязана шпагатом к ротору.
6.2.3. При отправке железнодорожным, морским или речным транспортом на отправляемый ротор должна быть прикреплена бирка, изготовленная из фанеры или металла.
Транспортная маркировка груза — по ГОСТ 14192-96.
При отправке самовывозом допускается бирку не прикреплять.
6.3. Условия транспортирования и хранения насоса — группа 7 по ГОСТ 15150-69.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННОЙ САНИТАРИИ
7.1. Разборка, сборка, ремонт и испытание ротора должны производиться с соблюдением «Правил безопасности в нефтяной и газовой промышленности»*, утвержденных Госгортехнадзором России 9 апреля 1998 года, «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором России 18 апреля 1995 года и действующих на ремонтном предприятии инструкций по безопасному выполнению работ, разработанных в соответствии с требованиями ГОСТ 12.3.002-75 и утвержденных в установленном порядке.
7.2. При контроле методами дефектоскопии необходимо руководствоваться «Правилами эксплуатации электроустановок потребителей»*, утвержденными Госэнергонадзором 31 марта 1992 года и «Правилами техники безопасности при эксплуатации электроустановок потребителей»**, утвержденными Госэнергонадзором 21 марта 1984 года.
7.3. Сварка, наплавка и резка металлов должны производиться в соответствии с «Санитарными правилами при сварке, наплавке и резке металлов», утвержденными Министерством здравоохранения и ГОСТ 12.3.003-86.
7.4. Окрашивание ротора должно производиться в соответствии с ГОСТ 12.3.005-75.
7.5. Работы по металлопокрытиям при ремонте ротора должны производиться в соответствии с ГОСТ 12.3.008-75.
7.6. Консервация ротора должна производиться с соблюдением правил и норм ГОСТ 9.014-78.
7.7. Содержание производственных участков и рабочих мест должно соответствовать общим требованиям «Инструкции по санитарному содержанию помещения и оборудования производственных предприятий», утвержденной главным санитарно-эпидемиологическим управлением.
7.8. Погрузочно-разгрузочные работы, производимые при приемке, ремонте и отправке ротора должны производиться в соответствии с требованиями ГОСТ 12.3.009-76.
7.9. Размещение и крепление ротора на подвижном составе должны производиться в соответствии с «Техническими условиями погрузки и крепления грузов», МПС, а также чертежами и схемами погрузки и крепления, утвержденными грузовым отделом железной дороги.
8. ГАРАНТИИ
8.1. Ремонтное предприятие гарантирует соответствие отремонтированного ротора требованиям конструкторской документации и настоящих ТУ.
8.2. Послеремонтный гарантийный срок устанавливается 9 месяцев со дня ввода ротора в эксплуатацию, но не более 12 месяцев со дня отгрузки с ремонтного предприятия при соблюдении потребителем правил эксплуатации, транспортирования и хранения.
После нормативного срока службы ротора послеремонтный гарантийный срок устанавливает ремонтное предприятие.
ПРИЛОЖЕНИЕ 1
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ
|
Наименование |
Обозначение |
Количество, шт. |
|
Вал быстроходный |
4045.45.110-3СБ |
1 |
|
Крышка |
4045.45.130-3СБ |
1 |
|
Стопор ротора |
4045.45.150-1СБ |
1 |
|
Крышка |
4045.45.160-1СБ |
1 |
|
Система смазки |
4045.45.185-1СБ |
1 |
|
Система ротора |
4045.45.220-6СБ |
i |
|
Венец зубчатый |
4045.45.23-2 |
1 |
|
Стол |
4045.45.24-5 |
1 |
|
Кронштейн |
4045.45.230-1 |
1 |
|
Подшипник |
91682/750Х |
|
|
Подшипник |
1681/670Х |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ВЕДОМОСТЬ ДЕФЕКТАЦИИ
|
НА РЕМОНТ |
||
|
(наименование или номер изделия) |
||
|
ЗАКАЗЧИК |
||
|
(наименование организации заказчика) |
|
Наименование детали (сборочной единицы) |
Обозначение детали (сборочной единицы) |
Обнаруженный дефект, его размеры, мм |
Заключение |
|
Представитель ОТК |
||
|
(подпись) |
||
|
Дефектовщик |
||
|
(подпись) |
ПРИЛОЖЕНИЕ 3
ПЕРЕЧЕНЬ НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ, НА КОТОРУЮ ДАНЫ ССЫЛКИ В НАСТОЯЩИХ ТУ
|
Обозначение стандарта |
Наименование стандарта |
|
ГОСТ 9.014-78 |
ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования |
|
ГОСТ 9.032-74 |
ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения |
|
ГОСТ 9.104-79 |
ЕСЗКС. Покрытия лакокрасочные. Группы условий эксплуатации |
|
ГОСТ 9.402-80 |
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
|
ГОСТ 12.3.002-75 |
ССБТ. Процессы производственные. Общие требования безопасности |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности |
|
ГОСТ 12.3.005-75 |
ССБТ. Работы окрасочные. Общие требования безопасности |
|
ГОСТ 12.3.008-75 |
ССБТ. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности |
|
ГОСТ 12.3.009-76 |
ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности |
|
ГОСТ 2246-70 |
Проволока стальная сварочная. Технические условия |
|
ГОСТ 2789-73 |
Шероховатость поверхности. Параметры и характеристики |
|
ГОСТ 3242-79 |
Соединения сварные. Методы контроля качества |
|
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 8713-79 |
Сварка под флюсом. Соединения сварные Основные типы, конструктивные элементы и размеры |
|
ГОСТ 9012-59 |
Металлы. Метод измерение твердости по Бринеллю |
|
ГОСТ 9013-59 |
Металлы. Метод измерения твердости по Роквеллу |
|
ГОСТ 9378-93 |
Образцы шероховатости поверхности (сравнения). Общие технические условия |
|
ГОСТ 9467-75 |
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
|
ГОСТ 10354-82 |
Пленка полиэтиленовая. Технические условия |
|
ГОСТ 10543-98 |
Проволока стальная наплавочная. Технические условия |
|
ГОСТ 10549-80 |
Выход резьбы. Сбеги, недорезы, проточки и фаски |
|
ГОСТ 12969-67 |
Таблички для машин и приборов. Технические требования |
|
ГОСТ 12971-67 |
Таблички прямоугольные для машин и приборов. Размеры |
|
ГОСТ 14140-81 |
Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей |
|
ГОСТ 14192-96 |
Маркировка грузов |
|
ГОСТ 15150-69 |
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
|
ГОСТ 16093-81 |
Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором |
|
ГОСТ 19300-86 |
Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры |
|
ГОСТ 22975-78 |
Металлы и сплавы. Метод измерения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу) |
|
ГОСТ 23677-79 |
Твердомеры для металлов. Общие технические требования |
|
ГОСТ 25670-83 |
Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками |
ПРИЛОЖЕНИЕ 4
ПЕРЕЧЕНЬ СТАНДАРТОВ, ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ И ЛИТЕРАТУРЫ, ИСПОЛЬЗУЕМОЙ ПРИ РАЗРАБОТКЕ ТУ
|
1. |
ГОСТ 2.602-95 |
ЕСКД. Ремонтные документы |
|
2. |
ГОСТ 2.105-95 |
ЕСКД. Общие требования к текстовым документам |
|
3. |
ГОСТ 8.417-81* |
ГСИ. Единицы физических величин |
|
5. |
Методика расчета исполнительных размеров сопряжения деталей при капитальном ремонте бурового и нефтепромыслового оборудования. Уфа, СПКТБ ВПО «Союзнефтемашремонт», 1977 |
ПРИЛОЖЕНИЕ 5
АКТ
ПРИЕМО-СДАТОЧНЫХ ИСПЫТАНИЙ
|
«_____»____________________19 |
||||||||
|
(наименование изделия) |
(наименование ремонтного предприятия) |
|||||||
|
Основные параметры и размеры |
||||||||
|
1. |
||||||||
|
2. |
||||||||
|
3. |
||||||||
|
4. |
||||||||
|
5. |
||||||||
|
6. |
||||||||
|
7. |
||||||||
|
8. |
||||||||
|
Отремонтировано, испытано полностью |
||||||||
|
(наименование изделия) |
||||||||
|
укомплектовано, опломбировано, соответствует техническим условиям УК ________________________ |
||||||||
|
и признано годным к эксплуатации с гарантийный сроком работы |
||||||||
|
(ненужное зачеркнуть) |
||||||||
|
Начальник цеха |
Начальник ОТК |
|||||||
|
(подпись) |
(подпись) |
|||||||
|
принято на хранение в склад готовой продукции |
||||||||
|
(наименование изделия) |
||||||||
|
Начальник склада |
||||||||
|
«_____»________________________19_____. |
ПРИЛОЖЕНИЕ 6
АКТ
О ВЫДАЧЕ ИЗДЕЛИЯ ИЗ РЕМОНТА
|
(наименование изделия) |
||||||||||
|
«_____»_________________19 |
||||||||||
|
Настоящий акт составлен представителем заказчика |
||||||||||
|
(наименование предприятия заказчика) |
||||||||||
|
(должность и фамилия) |
||||||||||
|
действующего на основании доверенности N от «____»_________________19 __ с одной стороны и представителя |
||||||||||
|
(наименование ремонтного предприятия) |
||||||||||
|
с другой стороны в том, что произведена выдача из капитального ремонта |
||||||||||
|
(наименование изделия) |
||||||||||
|
Соответствует требованиям технической документации и УК 39 — |
||||||||||
|
Заключение: |
признано годным |
|||||||||
|
к эксплуатации и выдано из капитального ремонта. |
||||||||||
|
М.П. |
Начальник ОТК |
|||||||||
|
ОТК |
(подпись) |
|||||||||
|
принял представитель заказчика |
||||||||||
|
(наименование изделия) |
||||||||||
|
(подпись) |
||||||||||
|
сдал представитель ремонтного предприятия |
||||||||||
|
(наименование изделия) |
||||||||||
|
(подпись) |
||||||||||
|
М.П. |
||||||||||
|
ремонтного предприятия |
ПРИЛОЖЕНИЕ 7
Рекомендуемое
АКТ ДЕФЕКТОСКОПИИ
|
от «_____»__________________________19 |
регистрационный N ______________ |
||||||||||
|
(наименование предприятия, где проводилась проверка) |
|||||||||||
|
О проверке: |
|||||||||||
|
(наименование оборудования, деталей) |
|||||||||||
|
1) в полевых условиях |
|||||||||||
|
2) в мастерских (базах) |
|||||||||||
|
Метод ультразвуковой дефектоскопии |
|||||||||||
|
Тип прибора |
|||||||||||
|
Оператор |
Удостоверение N |
||||||||||
|
(и.о. фамилия) |
|||||||||||
|
Эскиз |
Заводской (инвентарный) номер проверенного оборудования |
||||||||||
|
Результаты проверки: |
|||||||||||
|
Дефектоскопическая лаборатория ЦБПО (БПО) |
|||||||||||
|
(подпись) |
|||||||||||
|
Копию акта получил |
|||||||||||
|
(и.о. фамилия) |
(подпись) |
ПРИЛОЖЕНИЕ 8
ПЕРЕЧЕНЬ ДОКУМЕНТОВ, ПРИЛАГАЕМЫХ К ИЗДЕЛИЮ
1. Документы заказчика, прилагаемые при сдаче в ремонт:
1) паспорт (формуляр) с данными по эксплуатации и ремонту;
2) справка (акт) о техническом состоянии;
3) аварийный акт, если изделие направляется в ремонт в результате аварии;
4) сопроводительное письмо.
2. Документы, прилагаемые при выдаче изделия из ремонта:
1) паспорт (формуляр) с отметкой о проведении ремонта;
2) акт дефектоскопии (приложение 7);
3) акт о выдаче изделия из ремонта (приложение 6);
4) акт приемо-сдаточных испытаний (приложение 5);
5) ведомость комплектации (приложение 1).
Примечание. Допускается вместо акта о выдаче изделия из ремонта и акта приемо-сдаточных испытаний выполнять соответствующие записи в паспорте (формуляре) изделия за подписью главного инженера и ОТК.
ПРИЛОЖЕНИЕ 9
Рекомендуемое
АКТ
|
на сдачу в капитальный ремонт |
|||||||||||||
|
(наименование изделия) |
|||||||||||||
|
«___»___________19____ |
|||||||||||||
|
Настоящий акт составлен представителем заказчика |
|||||||||||||
|
(наименование ремонтного предприятия исполнителя) |
|||||||||||||
|
(должность, фамилия) |
|||||||||||||
|
с одной стороны, и представителем |
|||||||||||||
|
(наименование предприятия, |
|||||||||||||
|
организации заказчика, должность и фамилия) |
|||||||||||||
|
с другой стороны в том, что произведена сдача в капитальный ремонт |
|||||||||||||
|
(наименование, номер, год выпуска изделия) |
|||||||||||||
|
паспорт N |
формуляр N |
||||||||||||
|
наработка с начала эксплуатации или от последнего капитального ремонта |
|||||||||||||
|
(мотто-часы, километры пробега и т.п.) |
|||||||||||||
|
Техническое состояние и комплектность |
|||||||||||||
|
(наименование изделия) |
|||||||||||||
|
соответствуют |
|||||||||||||
|
(номер аварийного или технического акта) |
|||||||||||||
|
Заключение |
|||||||||||||
|
(наименование изделия и состав комплектности) |
|||||||||||||
|
в капитальный ремонт принят |
|||||||||||||
|
(дата приемки) |
|||||||||||||
|
не принят |
|||||||||||||
|
(указать причины отказа приемки в ремонт) |
|||||||||||||
|
Представитель ремонтного предприятия |
|||||||||||||
|
(подпись) |
|||||||||||||
|
Представитель заказчика |
|||||||||||||
|
(подпись) |
|||||||||||||
|
М.П. |
|||||||||||||
|
ремонтного предприятия |
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
N докум. |
Входящий N сопроводи- тельного документа и дата |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннули- рованных |
||||||
|
2 |
Тит. лист, 3, 6, 8, 15, 16, 17, 22, 24 |
— |
— |
— |
— |
Изв. N 2 |
— |
04.2002 |
|
ЧАСТЬ II
СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ К СОСТАВНЫМ ЧАСТЯМ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. В разделе «Требования на дефектацию деталей общего назначения» приводятся данные, необходимые для оценки технического состояния крепежных деталей, подшипников и прокладок.
1.2. В картах технических требований на дефектацию приводятся следующие данные:
1) возможные дефекты;
2) способы и средства контроля;
3) допустимые размеры без ремонта;
4) рекомендуемые способы восстановления и ремонтные размеры.
1.3. Детали и сборочные единицы должны быть проверены по всем возможным дефектам на основании данных карт технических требований на дефектацию.
При обнаружении хотя бы одного неисправимого дефекта деталь или сборочная единица должна браковаться и дальнейшая ее проверка не производится.
1.4. Дефектация деталей должна производиться при помощи универсального инструмента, специальных шаблонов, калибров и приспособлений.
1.5. Размеры деталей и сборочных единиц должны контролироваться в сечениях и направлениях наибольшего износа.
1.6. В результате дефектации детали должны быть рассортированы на следующие группы:
1) детали, годные без ремонта, — цвет маркировки зеленый;
2) детали, годные только при сопряжении с новыми или восстановленными деталями, — цвет маркировки желтый;
3) детали, имеющие дефекты и подлежащие восстановлению, — цвет маркировки белый;
4) детали, имеющие хотя бы один неисправимый дефект, — цвет маркировки красный.
1.7. В картах технических требований на дефектацмю в графе «Размеры допустимые» над чертой указывается размер детали в сопряжении с новой или восстановленной деталью; под чертой — допустимый размер в сопряжении с деталью, бывшей в эксплуатации.
1.8. Если при дефектации установлено, что размер детали не вышел за пределы, указанные в графе «Размеры допустимые», то данная деталь должна маркироваться, как годная без ремонта.
В том случае, когда действительный размер детали выйдет за пределы величин, указанных в графе «Размеры допустимые», то данная деталь должна восстанавливаться или браковаться в соответствии с указаниями, приведенными в графе «Рекомендуемые способы восстановления».
1.9. Если деталь или сборочная единица подлежит обработке до ремонтного размера, то соответственно должна быть обработана или изготовлена вновь сопрягаемая деталь.
1.10. Если в картах технических требований на дефектацию не указаны технические требования к отремонтированной детали, то такая деталь должна соответствовать требованиям конструкторской документации или ремонтных чертежей, разработанных ремонтным предприятием.
2. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ОБЩЕГО НАЗНАЧЕНИЯ
2.1. Дефектация болтов, гаек и резьбы деталей
2.1.1. Состояние резьбы должно проверяться внешним осмотром и резьбовыми калибрами.
2.1.2. На резьбе деталей не должно быть смятий, забоин, выкрашиваний, срывов более двух ниток.
2.1.3. Головки болтов и гаек не должны иметь повреждений и износа граней более 0,05
.
2.1.4. Дефектные резьбы в деталях должны быть восстановлены одним из следующих способов:
1) калибровкой резьбы;
2) нарезкой резьбы ремонтного размера;
3) постановкой резьбовых пробок в отверстиях;
4) нарезкой резьб номинального размера в отверстиях, смещенных относительно дефектных.
Решения о способе восстановления резьбы должны приниматься в зависимости от технической возможности ремонтного предприятия и экономической целесообразности ремонта.
2.2. Дефектация подшипников
2.2.1. Не допускаются к сборке подшипники, имеющие :
1) трещины или выкрашивание металла на кольцах и телах качения;
2) цвета побежалости;
3) выбоины и отпечатки (лунки) на беговых дорожках колец;
4) глубокую коррозию, шелушение металла;
5) чешуйчатые отслоения, раковины, глубокие риски и забоины на беговых дорожках колец и телах качения;
6) надломы, трещины на сепараторе;
7) отсутствие или ослабление заклепок сепаратора;
забоины и вмятины на сепараторе, препятствующие плавному вращению подшипника;
9) неравномерный износ беговых дорожек;
10) заметную на глаз и на ощупь ступенчатую выработку рабочей поверхности колец.
2.2.2. Допускаются к сборке подшипники, имеющие:
1) царапины, риски на посадочных поверхностях наружных и внутренних колец;
2) матовую поверхность беговых дорожек колец и тел качения;
3) местные вмятины на сепараторе, не препятствующие плавному вращению наружного кольца относительно внутреннего.
Следы коррозии на кольцах, телах качения и сепараторах должны быть зачищены.
2.2.3. Проверку на легкость вращения производят, вращая наружное кольцо и удерживая внутреннее. Наружное кольцо годного подшипника должно вращаться легко, без заметных местных притормаживаний и заеданий, останавливаться плавно, без рывков и стуков. При вращении кольца должен быть слышен глухой шипящий звук. Резкий металлический или дребезжащий звук не допускается.
2.2.4. У шариковых и роликовых радиальных подшипников, признанных годными при осмотре и опробовании на легкость вращения, необходимо измерить радиальный зазор.
2.2.5. Диаметр колец следует измерять только в тех случаях, когда имеются следы сдвига их относительно вала (светлые, блестящие пятна, риски на посадочных поверхностях), а также при наличии следов коррозии, ожогов и черноты. Допустимые значения диаметров колец должны быть в пределах размеров, указанных в ТУ 37.006.170-90 «Подшипники качения отремонтированные. Технические условия».
2.3. Дефектация деталей, имеющих трещины
2.3.1. Трещины на деталях не допускаются, кроме оговоренных особо.
2.4. Дефектация стопорных и пружинных шайб
2.4.1. Стопорные шайбы, бывшие в употреблении, могут быть использованы повторно, если они не имеют трещин и надрывов в месте перегиба.
2.4.2. Пружинные шайбы, бывшие в употреблении, могут быть использованы повторно, если они не потеряли своей упругости, которая характеризуется величиной развода концов шайбы. Нормальный развод шайбы равен двойной ее толщине, допустимый — полуторной.
2.5. Дефектация уплотнений и прокладок
2.5.1. При капитальном ремонте обязательной замене подлежат все неметаллические уплотнения и прокладки.
РОТОР Р-560 4045.45.200-6 СБ
|
|
Рис.1
|
Карта сопряжений |
К эскизу |
N 1 |
|||||||
|
Узел |
Ротор Р-560 4045.45.200-6 СБ |
||||||||
|
Обозна- чение сопря- жения |
Наименование сопрягаемых деталей |
Обозначение сопрягаемых деталей |
Размеры, зазоры, натяги, мм |
||||||
|
по чертежу |
Предельно-допустимые без ремонта |
||||||||
|
Размеры |
Зазор (+) Натяг (-) |
Зазор (+) Натяг (-) |
Размеры в сопряжении с деталью |
||||||
|
новой |
бывшей в эксплуат. |
||||||||
|
А |
Венец зубчатый |
4045.45.23-2р |
920 |
-0,97 |
-0,97 |
920,09 |
— |
||
|
Стол |
4045.45.24-5 |
920 |
921,06 |
— |
|||||
|
Б |
Станина ротора |
4045.45.220-6 СБ |
1000 |
+0,19 |
+0,19 |
1000,09 |
— |
||
|
Кольцо свободное |
91682/750Х-01 |
1000 |
999,90 |
— |
|||||
|
В |
Кольцо тугое |
91682/750Х-02 |
750 |
-0,05 |
-0,05 |
750,00 |
— |
||
|
Стол |
4045.45.24-5 |
750 |
750,05 |
— |
|||||
|
Г |
Станина ротора |
4045.45.220-6 СБ |
730 |
-0,43 |
-0,43 |
730,15 |
— |
||
|
Кольцо |
4045.45.221-3 |
730 |
730,58 |
— |
|||||
|
Д |
Станина ротора |
4045.45.220-6 СБ |
800 |
+0,825 |
+0,825 |
800,750 |
— |
||
|
Кольцо свободное |
1681/670Х-01 |
800 |
799,925 |
— |
|||||
|
Е |
Кольцо тугое |
1681/670Х-02 |
670 |
+0,19 |
+0,19 |
670,00 |
— |
||
|
Стол |
4045.45.24-5 |
670 |
669,81 |
— |
|||||
|
Ж |
Крышка |
4545.45.160-1 СБ |
670 |
+0,34 |
+,040 |
670,29 |
670,22 |
||
|
Стол |
4045.45.24-5 |
670 |
— |
— |
|||||
|
З |
Шестерня коническая |
4045.45.21-1 |
150 |
-0,018 |
+0,018 |
150,040 |
— |
||
|
Вал |
4045.45.115-1 |
150 |
150,058 |
— |
|||||
|
И |
Станина ротора |
4045.45.220-6 СБ |
410 |
+0,375 |
+0,515 |
410,260 |
410,19 |
||
|
Стакан |
4045.45.116-1 СБ |
410 |
409,605 |
409,675 |
|||||
|
К |
Стакан |
4045.45.116-1 СБ |
340 |
+0,12 |
+0,12 |
340,08 |
— |
||
|
Подшипник 7538 ТУ 37.006.162-89 |
— |
340
|
339,96 |
— |
|||||
|
Л |
Подшипник 7538 ТУ 37.006.162-89 |
— |
190 |
-0,004 |
-0,004 |
190,000 |
— |
||
|
Вал |
4045.45.115-1 |
190 |
190,004 |
— |
|||||
|
М |
Стакан |
4045.45.116-1 |
360 |
+0,12 |
+0,12 |
360,08 |
— |
||
|
Подшипник 32634 ГОСТ 8328-75 |
— |
360 |
359,96 |
— |
|||||
|
Н |
Подшипник 32634 ГОСТ 8328-75 |
— |
170 |
-0,004 |
-0,004 |
170,000 |
— |
||
|
Вал |
4045.45.115-1 |
170 |
170,004 |
— |
|||||
|
П |
Фланец |
4045.45.120 |
160 |
+0,34 |
+,048 |
160,40 |
160,33 |
||
|
Втулка |
4045.45.124 |
||||||||
|
Вал |
4045.45.115-1 |
160 |
159,78 |
159,85 |
|||||
|
Р |
Цепное колесо |
— |
150 |
+0,16 |
+0,22 |
150,14 |
150,11 |
||
|
Вал |
4045.45.115-1 |
150 |
149,86 |
149,89 |
СТОЛ 4045.45.24-5
|
|
Рис.2
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.2 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
СТОЛ |
4045.45.24-5 |
35Л-2 ГОСТ 977-88 |
196-241 НВ |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ СКВОЗНЫЕ НА ПОСАДОЧНЫХ ПОВЕРХНОСТЯХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ НЕСКВОЗНЫЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-I-125-0,1-1 ГОСТ 166-89 |
— |
— |
БРАКОВАТЬ ПРИ ТРЕЩИНАХ ДЛИНОЙ БОЛЕЕ 500 мм КОЛИЧЕСТВОМ БОЛЕЕ ДВУХ НА СТОРОНУ, МЕНЕЕ РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 920+1,17+1,06 |
ИЗМЕРЕНИЕ СКОБА СИ 1000 ГОСТ 11098-75 |
921,06 |
ВЕНЕЦ ЗУБЧАТЫЙ 4045.45.23-2 ВЕНЕЦ ЗУБЧАТЫЙ 4045.45.23-2Р |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 750+0,1+0,05 |
ИЗМЕРЕНИЕ СКОБА СИ 800 ГОСТ 11098-75 |
750,05 |
КОЛЬЦО ТУГОЕ 91682/750Х-02 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 91687/750Х-02 |
750,5 751
|
|||||
|
В |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 670-0,11-0,19 |
ИЗМЕРЕНИЕ СКОБА СИ 700 ГОСТ 11098-75 |
669,81 |
КОЛЬЦО ТУГОЕ 1681/670Х-02 КРЫШКА |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 1681/670-02 |
670,5 671
|
|||||
|
Г |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М24-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3092 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
СТАНИНА РОТОРА 4045.45.220-6 СБ
|
|
Рис.3
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.3 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
СТАНИНА РОТОРА |
4045.45.220-6 СБ |
— |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ВЫХОДЯЩИЕ НА ПОСАДОЧНЫЕ ПОВЕРХНОСТИ И МЕЖДУ ОТВЕРСТИЯМИ КРЕПЛЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-I-125-0,1-1 ГОСТ 166-89 |
— |
— |
БРАКОВАТЬ ПРИ ТРЕЩИНАХ ДЛИНОЙ БОЛЕЕ 80 мм КОЛИЧЕСТВОМ БОЛЕЕ ТРЕХ, МЕНЕЕ РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
ОТКОЛЫ И ТРЕЩИНЫ ВЫХОДЯЩИЕ НА ПОСАДОЧНЫЕ ПОВЕРХНОСТИ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ СКВОЗНЫЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 1000+0,09 |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 1250 ГОСТ 10-88 |
1000,09 |
КОЛЬЦО СВОБОДНОЕ 91682/750Х-01 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 91682/750Х-01 |
999,5 999,0
|
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 410+0,12 |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 250-450-2 ГОСТ 868-82 |
|
СТАКАН 4045.45.116-1 СБ |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 4045.45.116-1 СБ |
410,5 411,0
|
|||||
|
В |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 800+0,4+0,75 |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 1250 ГОСТ 10-88 |
800,75 |
КОЛЬЦО СВОБОДНОЕ 1681/670Х-01 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 1681/670Х-01 |
799,5 799,0
|
|||||
|
Г |
ОСЛАБЛЕНИЕ ПРЕССОВОЙ ПОСАДКИ КОЛЬЦА 4045.45.221-3 |
ОСМОТР ОСТУКИВАНИЕ |
— |
— |
ЗАМЕНИТЬ КОЛЬЦО 4045.45.221-3 |
730,5 731,0 731,5 |
|||||
|
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М20-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3080 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
||||||
|
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М36-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3124 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
||||||
|
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М42-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3138 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
||||||
|
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ R1/4 |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА Р-Р 1/4 ГОСТ 7157-79 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
КРЫШКА 4045.45.160-1 СБ
|
|
Рис.4
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.4 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
КРЫШКА |
4045-45.160-1 СБ |
— |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ СКВОЗНЫЕ НА ПОСАДОЧНЫХ ПОВЕРХНОСТЯХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ НЕСКВОЗНЫЕ НА НЕРАБОЧИХ ПОВЕРХНОСТЯХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-I-125-0,1-1 ГОСТ 166-89 |
— |
— |
БРАКОВАТЬ ПРИ ТРЕЩИНАХ ДЛИНОЙ БОЛЕЕ 50 мм КОЛИЧЕСТВОМ БОЛЕЕ ТРЕХ, МЕНЕЕ РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 670+0,15 |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 1250 ГОСТ 10-88 |
|
СТОЛ 4045.45.24-5 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 4045.45.24-5 |
670,5 671,0
|
|||||
|
Б |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М30-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3109 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
КРЫШКА 4045.45.130-4 СБ
|
|
Рис.5
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.5 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
КРЫШКА |
4045.45.130-4 СБ |
— |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ ИЛИ ЗАМЕНИТЬ ДЕФЕКТНЫЙ ЭЛЕМЕНТ |
— |
||||||
|
ВМЯТИНЫ НА ПОВЕРХНОСТЯХ |
ОСМОТР |
— |
— |
ПРАВИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
ВЕНЕЦ ЗУБЧАТЫЙ 4045.45.23-2
4045.45.23-2 Р
|
|
Рис.6
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.6 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ВЕНЕЦ ЗУЧАТЫЙ ВЕНЕЦ ЗУБЧАТЫЙ |
4045.45.23-2 4045.45.23-2 Р |
СТАЛЬ 40Х ГОСТ 4543-71 |
241-302 НВ |
1 1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОБЛОМЫ ЗУБЬЕВ, ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 920+0,09 |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 1250 ГОСТ 10-88 |
920,09 |
СТОЛ 4045.45.24-5 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
В |
ИЗНОС ЗУБА ПО ТОЛЩИНЕ 22,57-0,36-0,5 (ДЛЯ ДЕТ. 4045.45.23-2) |
ИЗМЕРЕНИЕ НА ВЫСОТЕ 9.756 ЗУБОМЕР ТАНГЕНЦИАЛЬ- НЫЙ ЛИЗ 2311 |
19,863 |
ШЕСТЕРНЯ КОНИЧЕСКАЯ 4045.45.21-1 |
БРАКОВАТЬ |
— |
|||||
|
В |
ИЗНОС ЗУБА ПО ТОЛЩИНЕ 16,27 (ДЛЯ ДЕТ. 4045.45.23-2 Р) |
ИЗМЕРЕНИЕ НА ВЫСОТЕ 6.32 ЗУБОМЕР ТАНГЕНЦИАЛЬ- НЫЙ ЛИЗ 2311 |
— |
ШЕСТЕРНЯ КОНИЧЕСКАЯ 4045.45.21-1 Р |
БРАКОВАТЬ |
— |
ВАЛ 4045.45.115-1
|
|
Рис.7
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.7 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ВАЛ |
4045.45.115-1 |
СТАЛЬ 40 ГОСТ 1050-88 |
164-207 НВ |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 ДЕФЕКТОСКОПИЯ |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ИЗОГНУТОСТЬ |
ИЗМЕРЕНИЕ ИНДИКАТОР ИЧ 10 КЛ.1 ГОСТ 577-68 |
0,15 |
— |
БРАКОВАТЬ ПРИ ИЗОГНУТОСТИ БОЛЕЕ 2 ММ, МЕНЕЕ — ПРАВИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
В |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 150+0,085+0,058 |
ИЗМЕРЕНИЕ МИКРОМЕТР МРИ 200 ГОСТ 4381-87 |
150,058 |
ШЕСТЕРНЯ КОНИЧЕСКАЯ 4045.45.21-1 |
НАПЛАВИТЬ ИЛИ ХРОМИРОВАТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
Г |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 190+0,035+0,004 |
ИЗМЕРЕНИЕ МИКРОМЕТР МРИ 200 ГОСТ 4381-87 |
190,004 |
ПОДШИПНИК 7538 ТУ 37.006.162-89 |
НАПЛАВИТЬ ИЛИ ХРОМИРОВАТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
Д |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 170+0,03+0,004 |
ИЗМЕРЕНИЕ МИКРОМЕТР МРИ 200 ГОСТ 4381-87 |
170,004 |
ПОДШИПНИК 32634 ГОСТ 8328-75 |
НАПЛАВИТЬ ИЛИ ХРОМИРОВАТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
Е |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 160-0,08 |
ИЗМЕРЕНИЕ МИКРОМЕТР МК 175-2 ГОСТ 6507-90 |
|
ВТУЛКА 4045.45.124 ФЛАНЕЦ 4045.45.120 |
НАПЛАВИТЬ ИЛИ ХРОМИРОВАТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
Ж |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 150-0,08 |
ИЗМЕРЕНИЕ МИКРОМЕТР МК 150-2 ГОСТ 6507-90 |
|
ЦЕПНОЕ КОЛЕСО |
НАПЛАВИТЬ ИЛИ ХРОМИРОВАТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
З |
ИЗНОС ШПОНОЧНОГО ПАЗА ПО ШИРИНЕ 40+0,17 |
ИЗМЕРЕНИЕ ШАБЛОН ЩУПЫ 70, НАБОР 2, КЛ. ТОЧНОСТИ 2 ТУ 2-034-225-87 |
40,17 |
— |
ОБРАБОТАТЬ НОВЫЙ ШПОНОЧНЫЙ ПАЗ ПОД УГЛОМ 90° (180°) К ДЕФЕКТНОМУ. ДЕФЕКТНЫЙ ПАЗ ЗАПЛАВИТЬ |
— |
|||||
|
И |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М24-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3092 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
ШЕСТЕРНЯ КОНИЧЕСКАЯ 4045.45.21-1
|
|
Рис.8
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.8 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ШЕСТЕРНЯ КОНИЧЕСКАЯ |
4045.45.21-1 |
— |
(Г) 43 HRCэ |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОБЛОМЫ ЗУБЬЕВ, ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 150+0,04 |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 100-160-2 ГОСТ 868-82 |
150,04 |
ВАЛ 4045.45.115-1 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
В |
ИЗНОС ШПОНОЧНОГО ПАЗА ПО ШИРИНЕ 40+0,17 |
ИЗМЕРЕНИЕ ШАБЛОН ЩУПЫ 70, НАБОР 2, КЛ. ТОЧНОСТИ 2 ТУ 2-034-225-87 |
40,17 |
— |
ОБРАБОТАТЬ НОВЫЙ ШПОНОЧНЫЙ ПАЗ ПОД УГЛОМ 90° (180°) К ДЕФЕКТНОМУ. ДЕФЕКТНЫЙ ПАЗ ЗАПЛАВИТЬ |
— |
|||||
|
Г |
ИЗНОС ЗУБА ПО ТОЛЩИНЕ 32,75-0,23-0,34 |
ИЗМЕРЕНИЕ НА ВЫСОТЕ 24.845 ЗУБОМЕР ТАНГЕНЦИАЛЬ- НЫЙ ЛИЗ 2311 |
31,41 |
ВЕНЕЦ ЗУБЧАТЫЙ 4045.45.23-2 ВЕНЕЦ ЗУБЧАТЫЙ 4045.45.23-2 Р |
БРАКОВАТЬ |
— |
|||||
|
Д |
РАССЛОЕНИЕ МЕТАЛЛА В НИЖНЕЙ ЧАСТИ ЗУБА |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-I-125-0,1-1 ГОСТ 166-89 |
10 |
— |
ПОДРЕЗАТЬ ТОРЕЦ, ВЫДЕРЖИВАЯ РАЗМЕР НЕ МЕНЕЕ 10 ММ |
— |
СТАКАН 4045.45.116.1 СБ
|
|
Рис.9
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.9 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
СТАКАН |
4045.45.116-1 СБ |
— |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 410-0,105-0,255 |
ИЗМЕРЕНИЕ МИКРОМЕТР МК 500-1 ГОСТ 6507-90 |
|
СТАНИНА РОТОРА 4045.45.220-6 СБ |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 4045.45.220-6 СБ |
410,5 411,0 |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 340+0,08+0,026 |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 250-450-2 ГОСТ 868-82 |
340,08 |
ПОДШИПНИК 7538 ТУ 37.006.162-89 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
В |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 360+0,08+0,026 |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 250-450-2 ГОСТ 868-82 |
360,08 |
ПОДШИПНИК 32634 ГОСТ 8328-75 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
Г |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М16-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3067 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
ФЛАНЕЦ ЗАЩИТНЫЙ 4045.45.111-1
|
|
Рис.10
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.10 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ФЛАНЕЦ ЗАЩИТНЫЙ |
4045.45.111-1 |
СТ3КП ГОСТ 380-94* |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ВМЯТИНЫ НА ПОВЕРХНОСТЯХ |
ОСМОТР |
— |
— |
ПРАВИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
ФЛАНЕЦ 4045.45.113-1
|
|
Рис.11
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.11 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ФЛАНЕЦ |
4045.45.113-1 |
СТ5СП ГОСТ 380-94 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
ФЛАНЕЦ 4045.45.121-2
|
|
Рис.12
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.12 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ФЛАНЕЦ |
4045.45.121-2 |
35Л-2 ГОСТ 977-88 |
137-217 НВ |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
А |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М12-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3053 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
ФЛАНЕЦ 4045.45.120
|
|
Рис.13
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.13 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ФЛАНЕЦ |
4045.45.120 |
СТ3КП ГОСТ 380-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 160+0,26 |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 175 ГОСТ 10-88 |
|
ВАЛ 4045.45.115-1 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
ФЛАНЕЦ 4045.45.266
|
|
Рис.14
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.14 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ФЛАНЕЦ |
4045.45.266 |
СТ3КП ГОСТ 380-94 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
ВТУЛКА 4045.45.124
|
|
Рис.15
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.15 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ВТУЛКА |
4045.45.124 |
СТ3КП ГОСТ 380-94 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 160+0,26 |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 175 ГОСТ 10-88 |
|
ВАЛ 4045.45.115-1 |
БРАКОВАТЬ |
— |
КРОНШТЕЙН 4045.45.230-1
|
|
Рис.16
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.16 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
КРОНШТЕЙН |
4045.45.230-1 |
35Л-2 ГОСТ 977-88 |
137-217 НВ |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
СТАКАН 4045.45.157-1
|
|
Рис.17
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.17 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
СТАКАН |
4045.45.157-1 |
СТАЛЬ 50 ГОСТ 1050-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
СТОПОР 4045.45.151-1 СБ
|
|
Рис.18
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.18 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
СТОПОР |
4045.45.151-1 СБ |
— |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
РУКОЯТКА 4045.45.223
|
|
Рис.19
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.19 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
РУКОЯТКА |
4045.45.223 |
СТАЛЬ 40 ГОСТ 1050-88 |
— |
2 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ИЗОГНУТОСТЬ |
ИЗМЕРЕНИЕ ИНДИКАТОР ИЧ 02 КЛ.1 ГОСТ 577-68 |
— |
— |
ПРАВИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
А |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М18-8 (G) |
ОСМОТР ИЗМЕРЕНИЕ КОЛЬЦО 8211-0074 8(G) ГОСТ 17763-72 КОЛЬЦО 8211-1074 8 (G) ГОСТ 17764-72 |
— |
— |
БРАКОВАТЬ |
— |
ОСЬ СТОПОРА 4045.45.224
|
|
Рис.20
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.20 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
ОСЬ СТОПОРА |
4045.45.224 |
СТАЛЬ 40 ГОСТ 1050-88 |
174-217 НВ |
2 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М18-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3074 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
СИСТЕМА СМАЗКИ 4045.45.185 СБ
|
|
Рис.21
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.21 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
СИСТЕМА СМАЗКИ |
4045.45.185 СБ |
— |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ В ТРУБКАХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-I-125-0,1-1 ГОСТ 166-89 |
— |
— |
БРАКОВАТЬ ПРИ ТРЕЩИНАХ ДЛИНОЙ БОЛЕЕ 30 мм, МЕНЕЕ РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ ИЛИ ВЫРЕЗАТЬ ДЕФЕКТНЫЙ УЧАСТОК И УСТАНОВИТЬ СОЕДИНИТЕЛЬНЫЕ МУФТЫ НА РАССТОЯНИИ НЕ МЕНЕЕ 300 мм ОДНА ОТ ДРУГОЙ, КОЛИЧЕСТВОМ НЕ БОЛЕЕ ТРЕХ НА ОДНОЙ ТРУБЕ |
— |
||||||
|
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ В ШТУЦЕРАХ, НАКИДНЫХ ГАЙКАХ И УГОЛЬНИКАХ |
ОСМОТР |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ В СВАРНЫХ ШВАХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
КОЛЬЦО СВОБОДНОЕ 91682/750Х-01
|
|
Рис.22
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.22 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
КОЛЬЦО СВОБОДНОЕ |
91682/750Х-01 |
СТАЛЬ ШХ15СГ ГОСТ 801-78 |
59-61 HRCэ |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОБЛОМЫ, ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ИЗНОС БЕГОВЫХ ДОРОЖЕК, ВЫКРАШИВАНИЕ 75,8 74,0 34,0 36,6 |
ОСМОТР ИЗМЕРЕНИЕ ШАБЛОН СПЕЦИАЛЬНЫЙ |
— |
— |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 91682/750Х-02 |
74,3 72,5 32,5 35,1 72,8 71,0 31,0 33,6 71,8 69,5 29,5 32,1 |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 1000 0-0,1 |
ИЗМЕРЕНИЕ СКОБА СИ 1000 ГОСТ 11098-75 |
999,9 |
СТАНИНА РОТОРА 4045.45.220-6 СБ |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 4045.45.220-6 СБ |
999,5-0,1 999,0-0,1 |
КОЛЬЦО ТУГОЕ 91682/750Х-02
|
|
Рис.23
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.23 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
КОЛЬЦО ТУГОЕ |
91682/750Х-02 |
СТАЛЬ ШХ15СГ ГОСТ 801-78 |
59-61 HRCэ |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОБЛОМЫ, ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ИЗНОС БЕГОВЫХ ДОРОЖЕК, ВЫКРАШИВАНИЕ 75,8 74,0 34,0 36,6 |
ОСМОТР ИЗМЕРЕНИЕ ШАБЛОН СПЕЦИАЛЬНЫЙ |
— |
— |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 91682/750Х-01 |
74,3 72,5 32,5 35,1 72,8 71,0 31,0 33,6 71,8 69,5 29,5 32,1 |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 750 0-0,075 |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 1250 ГОСТ 10-88 |
750,0 |
СТОЛ 4045.45.24-5 |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 4045.45.24-5 |
750,5
751,0
|
КОЛЬЦО СВОБОДНОЕ 1681/670Х-01
|
|
Рис.24
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.24 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
КОЛЬЦО СВОБОДНОЕ |
1681/670Х-01 |
СТАЛЬ ШХ15СГ ГОСТ 801-78 |
59-61 HRCэ |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОБЛОМЫ, ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ИЗНОС БЕГОВЫХ ДОРОЖЕК, ВЫКРАШИВАНИЕ 53,0 51,0 26,0 28,5 |
ОСМОТР ИЗМЕРЕНИЕ ШАБЛОН СПЕЦИАЛЬНЫЙ |
— |
— |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 1681/670Х-02 |
51,5 49,5 24,5 27,0 50,0 48,0 23,0 25,5 48,5 46,5 21,5 24,0 |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 800 0-0,075 |
ИЗМЕРЕНИЕ МИКРОМЕТР МРИ 900 ГОСТ 4381-87 |
799,925 |
СТАНИНА РОТОРА 4045.45.220-6 СБ |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 4045.45.220-6 СБ |
799,5
799,5
|
КОЛЬЦО ТУГОЕ 1681/670Х-02
|
|
Рис.25
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.25 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ |
|||||||
|
КОЛЬЦО ТУГОЕ |
1681/670Х-02 |
СТАЛЬ ШХ15СГ ГОСТ 801-78 |
59-61 HRCэ |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОБЛОМЫ, ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ИЗНОС БЕГОВЫХ ДОРОЖЕК, ВЫКРАШИВАНИЕ 53,0 51,0 26,0 28,5 |
ОСМОТР ИЗМЕРЕНИЕ ШАБЛОН СПЕЦИАЛЬНЫЙ |
— |
— |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 1681/670Х-01 |
51,5 49,5 24,5 27,0 50,0 48,0 23,0 25,5 48,5 46,5 21,5 24,0 |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 670 0-0,075 |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 1250 ГОСТ 10-88 |
670 |
СТОЛ 4045.45.24-5 |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ 4045.45.24-5 |
670,5
671,0
|
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
N докум. |
Входящий N сопроводи- тельного документа и дата |
Подпись |
Дата |
|||
|
измененных |
замененных |
новых |
аннули- рованных |
||||||
|
2 |
32, 34, 40, 42 |
— |
— |
— |
— |
Изв. N 2 |
— |
04.2002 |
|
Буровой ротор Р-560
Введение
История развития промыслового машиностроения
В послевоенное время начинают разрабатываться месторождения
Сибири, Среднего Поволжья, Башкирии и некоторых других районов существенным для
интенсивного развития новых районов нефтедобычи явилась возможность
использования имеющихся материально-технических ресурсов на новых перспективных
площадях в результате применения на разрабатываемых месторождениях
научно-обоснованных методов разработки и эксплуатации скважин с широким
использованием систем поддержания пластового давления закачкой воды и
применения сравнительно редких сеток скважин. Высвобожденные за счет этого
ресурсы были направлены на разведку и разработку новых нефтяных месторождений в
Пермской области, в Урало-Поволжье, в Западной Сибири и др. Большое значение в
этот период приобретают новые технологические методы крупномасштабного
воздействия на залежи нефти путем закачки воды как в законтурную, так и во
внутриконтурную части месторождений. К 1993 г. количество закачиваемой воды в
нефтяные пласты превысило 1,5 млрд. м3 / год (полтора кубических
километра), что более чем в 2 раза превышает объем годовой добычи нефти с
конденсатом.
В настоящее время около 90% добычи нефти извлекается из
месторождений, на которых осуществляется поддержание пластового давления
закачкой воды в пласт. При среднем давлении нагнетания 12 МПа общая мощность
насосных установок по закачке воды составляет 1,12 млн. кВт. Освоение новых
районов главным образом в труднодоступных местах Тюмени, Пермской области и
других районах, затрудняет устройство и обслуживание огромного,
рассредоточенного промыслового хозяйства. Поэтому в настоящее время около 75%
добычи нефти получают с комплексно-автоматизированных объектов. В настоящее
время фонд действующих скважин составляет около 100 тыс., в том числе около 15
тыс. нагнетательных. На смену малоэффективным способам пришли новые, а именно:
погружные центробежные электронасосы, которые в ряде случаев обеспечивают
дебиты, более высокие чем те, которые могли быть получены из тех же скважин при
естественном фонтанировании. Для подземного ремонта необходимы подземные
сооружения и механизмы, а так же специальный инструмент. В последнее время все
большее применение находят агрегаты для текущего и капитального ремонтов
скважин: самоходный агрегат А-50У. Другим типичным представителем самоходных
агрегатов для подземного ремонта скважин может служить агрегат самоходный
комплекс оборудования КОРО-80. Для свинчивания и развинчивания труб, штанг,
используют АПР-2ВБ, АШК, 1МШТК-16-60. В связи с ростом механизированного фонда
скважин, значение текущего ремонта скважин сильно возрастает. Объемы этих работ
по отрасли растут очень быстро, и всякая рационализация этого вида работ
сказывается на экономических показателях деятельности нефтепромысловых
управлений. В этом отношении целесообразно более широкое использование
различных вспомогательных агрегатов на колесном ходу, как для подготовительных
работ, так и для механизированной установки якорей-оттяжек (АМЯ-БТ). В связи с
увеличением интенсивности ремонтных работ и технологических работ в скважинах,
а также общего объема механизированных скважин, возросли требования к агрегатам
текущего и капитального ремонта. Вместо подъемников Азинмаш-37А и А-50У бригады
капремонта оснащаются 80 и 100т. подъемниками повышенной грузоподъемности. С
увеличением числа ремонтных работ возрастает и аварийность, связанная в
основном с низким качеством труб (резьбовая часть), инструмента (ключи,
элеваторы). Для ликвидации аварийных работ в стволе скважин освоен и успешно
применяется гидроударный механизм ГУМ-1 15, при этом в 25 скважинах из 30
получены положительные результаты. Ликвидация прихватов оборудования с ЭЦН
является наиболее сложным видом ремонта, для реализации которого используется
импульсно-волновое устройство ЭЛПУ, обеспечивающее успешность ремонта в 13
скважинах из 16. Широко применяется технология извлечения прихваченных НКТ с
использованием труборезки марки ТРК-73 и забойного двигателя Д — 105 для
разбуривания цементных мостов, фрезерования НКТ и оборудования при ловильных
работах в стволе скважин.
Начаты целевые работы по углублению качества очистки сточных
вод путем применения специальных устройств-начинок на входе сырья в
технологических резервуарах предварительного разделения. Они направлены на
повышение коэффициента использование объема резервуаров с целью роста эффекта
гравитационного разделения фаз. Борьба с биозаражением осуществляется
нормированной закачкой бактерицидов типа ЛПЭ-11 и СНПХ-10016. Технологии
предотвращения отложения солей основаны на применении известных реагентов ПАФ —
13 и КОП. Наиболее нерешенной проблемой остается защита оборудования от
коррозии. Стоимость применяемых ингибиторов коррозии настолько высока, что
ремонт и замена оборудования во многих случаях обходится дешевле. Очень
перспективны для использования в качестве ингибиторов коррозии, полученные из
известных компонентов путем аминирования галлаидалкилов аммиаком и
этилендиаминами, состав которого разработан АО «Юганскнефтегаз», совместно с
уфимскими научно-исследовательскими организациями. Проводимые работы по
техническому перевооружению электроснабжения объектов добычи нефти направлены
на повышение надежности работы энергосистем. Так, внедрение комплексных
устройств ввода типа КУ КТППНКС на скважинах позволило снизить вероятность
перерывов электроснабжения насосных установок и обеспечить электроснабжение по
первой категории надежности. Не менее эффективными оказались внедрение
комплексной трансформаторной подстанции КТППН-КС-9iнового поколения и ввода в
работу подстанции 35/6 Кв., что снизило эксплуатационные затраты на 6-8%.
1. Технико-технологическая часть
.1 Краткая характеристика Б.К. «Евразия»
буровой ротор ремонт
Руководство предприятием осуществляет начальник через своих
заместителей и аппарат управления. Структура предприятия представляет собой
следующие службы и подразделения:
центральная инженерно — технологическая служба (ЦИТС) в
составе три инженера, технологическая служба (РИТС) осуществляет оперативное
руководство производством,
РИТС-1 в составе 6-х буровых бригад,
РИТС-2 в составе Коробковской экспедиции, 4-х буровых бригад,
— вышкомонтажный цех — в составе З-х вышкомонтажных бригад, в
том числе одна в составе Коробковской экспедиции.
тампонажный цех (р.п. Линево).
— база производственного обслуживания (БПО) в составе:
участок по прокату и ремонту бурового оборудования,
участок по ремонту труб и турбобуров.
участок по ремонту и прокату электрооборудования, паровых
котлов и средств КИП и автоматики.
инструментальная площадка, мехмастерская.
для оперативного материально — технического обслуживания
буровых и вышкомонтажных бригад Коробковской экспедиции на промбазе экспедиции
имеются: инструментальная площадка, склад, мехмастерская. Бригады по
обустройству — выполняют работы по строительству промбазы в городе Жирновске,
жилищному строительству в городе Жирновске в г. Котово, ремонтом промышленных
зданий и сооружений. Аппарат при руководстве представлен: производственно —
техническим отделом труда и заработной платы, планово экономическим отделом,
геологическим отделом, хозяйственным отделом, отделом капитального
строительства, проектно — сметной группой. Предприятие выполнило работы по
строительству разведочных и эксплуатационных скважин в соответствии с утвержден
ной программой на 1996 г. Геофизические исследования, испытания скважин
пластоиспытателем в процессе бурения и другие исследования проводила
промыслово-геофизическая экспедиция Автотранспортом, тракторами, спецтехникой
управление обеспечивалось «Нижневолжскгранссервиз» Материально — техническое
обеспечение осуществляется через базы УПТО и КО Медведицкую, Волгоградскую и
Арчединскую Финансирование разведочного бурения осуществлено АО «Лукойл —
Нижневолжскнефть», эксплуатационного — Жирновским, Котовским, Арчединским НГДУ
В первом полугодии 1996 г. Буровой бригадой предприятия на территории
государство Перу пробурена поисковая скважина К 1 глубиной 3000 м В Б.К.
«Евразия» используются буровые установки Уралмаш -3д, БУ 3200ДГУ, БУ-2000.
Данные установки Уралмаш-ЗД, БУ-З200ДГУ, БУ-2000 используются на добринской и
Памятной площадях В 1996 г. предприятие проводило поисково-разведочное и
эксплуатационное бурение в правобережной части Волгоградской области в пределах
западных бортов Клетско-Линевской депрессии (9 буровых бригад) и Кудиновско —
Романовской приподнятой зоне (2 буровые бригады) Бурение в Уметовско —
Линевской депрессии было ориентированно на оконтуривание нефтяных залежей ранее
открытых месторождений: Памятного, Сасовского и Макаровского. Основными
перспективами объектами являлись рифогенные образования Евлано — Линевского
горизонта, расположенного в пределах глубины 2600 — 2800 м. В I999году в
разведочном бурении проходка выполнена на 123,1%. Пробурено 22708 м. горных
пород. Закончено строительство 5 скважин, из которых три дали промышленный
приток нефти. Бурение велось шестью буровыми бригадами, проходка на каждую в
среднем составила 3876 м. Значительно сократилась продолжительность цикла
строительства скважин. Если в 1998 году на каждую из них требовалось 267,6
суток, то в 1999 г. — 171,2 суток. Также снизились и общие затраты времени на
проходку каждых 1000 м, горных пород. Этот показатель улучшился на 43,9%. Этого
в основном удалось достичь за счет применения высокостойких долот импортного
производства и изменения глубины бурения скважин.
1.2 Краткая характеристика ремонтного цеха
Ремонтно-механический цех производит частично капитальный
ремонт (цех осуществляет капитальный ремонт оборудования, которое не
ремонтируется централизовано) бурового оборудования, агрегатов, их узлов и
бурильного инструмента; изготовляет и восстанавливает простые запасные части
для бурового оборудования, а также изготовляет простые приспособления и
устройства, применяемые в бурении скважин. Непосредственное руководство
ремонтно-механический цехом осуществляет начальник, который несет полную ответственность
за выполнение плана по ремонту оборудования и инструмента, изготовлению
запасных частей и приспособлений, качество выполнения работ,
технико-экономические показатели цеха, организацию ремонтных работ и технику
безопасности. План по ремонту оборудования, инструмента и изготовлению запасных
частей и приспособлений базе производственного обслуживания составляет отдел
главного механика компании БК Евразия совместно с плановым отделом предприятия
в соответствии с планом-графиком ППР. План утверждается главным инженером
предприятия. В прокатно-ремонтном цехе ремонт оборудования и инструмента
производят бригады или звенья слесарей, возглавляемые квалифицированными
слесарями — бригадирами. В зависимости от выполняемого объема ремонтных работ
бригады (звенья) специализируются на ремонте определенных видов оборудования,
агрегатов и их узлов или производят ремонт всего оборудования. В первом случае
в результате специализации работ достигается высокое качество ремонта и высокая
производительность труда. Ремонтными работами в ремонтно-механическом цехе
руководит заведующий РММ. Буровые ‘установки непосредственно на буровых
ремонтируют пуско-наладочные бригады, возглавляемые мастерами. Технический уход
за оборудованием и устранение мелких неисправностей, появляющихся в процессе
работы оборудования, производят слесари буровых бригад и члены буровых вахт.
Контроль за правильностью эксплуатации оборудования осуществляет механик базы
производственного обслуживания. Производительность труда рабочих, занятых ремонтными
работами, и качество ремонта в значительной степени зависят от организации
ремонта, планировки и оснащенности цеха средствами механизации и организации
рабочего места. Централизованная организация ремонта позволяет производить
ремонт определенных видов оборудования, агрегатов и узлов (т.е. однотипное
оборудование) специализированными бригадами или звеньями, хорошо знающими
особенности данного оборудования и имеющими специальные приспособления и
инструмент, а также позволяет механизировать отдельные процессы ремонта
оборудования. Внутренняя планировка ремонтного цеха должна учитывать
технологическую взаимосвязь операций, входящих в процесс ремонта бурового
оборудования, и обеспечивать наиболее короткие и удобные пути перемещения
агрегатов, узлов и деталей в процессе разборки, ремонта и сборки с
использованием подъемно-транспортного оборудования. Ремонтные цеха имеют
следующие участки: моечно-разборочный, слесарно-сборочный, комплектовки с
кладовой деталей и материалов, испытания и обкатки, а также сварочный,
кузнечный и механический. Кроме того, цех должен иметь отдельные площадки,
оборудованные подъемными механизмами, для хранения оборудования, ожидающего
ремонт, и исправного оборудования. Транспортная связь между участками должна
осуществляться с помощью подъемно-транспортного оборудования. Цех оснащен
подъемно — оборудованием (мостовыми кранами, кран-балками, электрифицированными
рельсовыми тележками, электрокарами и т.д.) грузоподъемностью, соответствующей
весу ремонтируемого оборудования, механическими и гидравлическими прессами,
домкратами, стендами и стеллажами для разборки и сборки оборудования,
стеллажами для хранения деталей и узлов, моечными ваннами, слесарными
верстаками и стендами для испытания и обкатки оборудования. Важным звеном в
организации труда является организация рабочего места. Рабочим местом
называется часть производственной площадки цеха с оборудованием, механизацией,
приспособлениями, инструментом и материалами, необходимыми для выполнения
производственного процесса. Рациональная планировка рабочего места является
залогом высокопроизводительной и безопасной работы. Планировка включает подбор
и размещение основного и вспомогательного производственного и
подъемно-транспортного оборудования, механизмов, приспособлений и инструмента,
а также размещение ремонтируемого оборудования. Она должна удовлетворять
условиям, обеспечивающим высокопроизводительную работу при минимальной затрате
сил и времени слесаря, удобства выполнения всех операций по ремонту
оборудования, рационального использования производственной площади и
оборудования с соблюдением правил и требований охраны труда и техники
безопасности. В ремонтно-механических цехах предприятий бурения объем ремонтных
работ сравнительно небольшой, поэтому разборочные и сборочные работы при ремонте
оборудования, агрегатов и узлов производятся на одном рабочем месте. для
ремонта каждого вида оборудования, агрегатов и узлов отводятся отдельные
постоянные рабочие места, специально оснащенные оборудованием, механизмами и
приспособлениями, необходимыми для разборки и сборки данного вида оборудования.
Рабочее место должно быть оснащено слесарными. верстаками, стеллажами и
столиками для хранения узлов и деталей, ящиками и столиками для хранения
приспособлений, крепежного и обтирочного материалов и моечными ваннами для
мойки отдельных мелких узлов и деталей. Мойка оборудования, агрегатов и крупных
узлов должна производиться перед разборкой в специальном моечном отделении.
Кроме того, рабочее место должно быть оснащено специальными стендами или
стеллажами для установки оборудования, агрегатов и узлов в удобное положение
для выполнения сборочно-разборочных работ. Иногда для этого применяют
поворотные стенды, которые позволяют в процессе сборки и разборки поворачивать
оборудование или агрегат в удобное положение. В необходимых случаях ремонтные
места оснащены сверлильными и наждачными станками, механическими и
гидравлическими процессами. Количество единиц ремонтируемого оборудования,
агрегатов и узлов на рабочем месте не должно превышать нормы, установленной проектом.
Стенды, стеллажи, верстаки, а также ремонтируемое оборудование на рабочем месте
должны размещаться с соблюдением минимальных расстояний между ними, которые
обеспечивают условия удобной и безопасной работы с использованием необходимого
подъемно-транспортного оборудования и приспособлений. При этом необходимо,
чтобы расстановка оборудования и приспособлений исключала лишние перемещения и
трудовые движения слесаря, а также снижала повороты и наклоны слесаря до
минимума. для экономии сил и времени слесаря, необходимо также размещать
приспособления, инструмент, материалы и техническую документацию на рабочем
месте следующим образом: все предметы, которые слесарь берет правой рукой,
должны находиться с правой стороны, а предметы, которые он берет левой рукой —
слева; все предметы, которые используются чаще, должны находиться ближе, а
предметы, используемые реже, — дальше; все предметы необходимо располагать в
постоянном порядке, что способствует экономии времени (не нужно их
разыскивать); все предметы следует располагать на разных полках.
.3 Конструкция и принцип работы ротора Р-560
Ротор предназначен для вращения бурильной колонны с частотой
30-300 об/мин в процессе бурения или для восприятия (удержания) реактивного
момента при вращении долота забойными двигателями, для удержания на весу
бурильных или обсадных колонн, устанавливаемых на его столе, на элеваторе или
клиньях при свинчивании свечей при спускоподьемных опрациях, ловильных и
вспомогательных работах.
Кроме того, ротор предназначен для вращения бурильной колонны
при «проработке» ствола скважины для ликвидации сужений, калибровки ствола и
удаления со стенок глинистой корки перед спуском обсадной колонны и ее
цементированием; при развенчивании «прихваченной» в скважине бурильной колонны
с целью извлечения ее верхней свободной части, а также в процессе фрезерования
оборванной ее части или металлических предметов на забое; при свинчивании
ловильного резьбового инструмента с оставленной в скважине частью бурильной
колонны.
Применяемость роторов в комплектных буровых установках:
. Ротор Р560:
. Ротор Р700: ТУ 24.00.1032.80
буровые установки БУ1600/100ЭУ БУ1600/100ДГУ; БУ2500/160ЭП
БУ2500/160ДЭП-1; БУ2500/160ЭПК БУ2500/160ДГУ-М;
буровые установки БУ3200/200ДГУ-1 БУ3200/200ЭУ-1;
БУ3200/200ЭУК-2М БУ5000/320ДГУ-1; БУ5000/320ЭУ-1 БУ5000/320ЭР-1;
БУ5000/320ДЭР-1 БУ6500/400ЭР; БУ6500/400ДЭР;
. Ротор Р950: БУ8000/500ЭР.
Основные параметры роторов: наибольшая статическая нагрузка
на не вращающийся стол ротора; динамическая грузоподъемность главной опоры
стола ротора; наибольшая допустимая частота вращения стола ротора; наибольший
допустимый крутящий момент на столе ротора; диаметр проходного отверстия в
роторе; расстояние от центра до плоскости первого ряда зубьев приводной
звездочки.
Ротор представляет собой угловой редуктор с конической
зубчатой передачей, служащей для передачи вращения под углом, изменяя его с
горизонтального на вертикальное, и для снижения частоты вращения. Этот механизм
должен обеспечить надежную работу при всех рабочих числах оборотов стола ротора,
а также передачу требуемой мощности и крутящего момента.
Принципиальных отличий в конструктивном исполнении и
многообразия типов роторов не имеется. Однако, исходя из условий работы ротора
при глубоком бурении, необходимо учитывать при конструировании и модернизации
их ряд важных рекомендаций:
1. Привод ротора должен быть индивидуальным, чтобы в
зависимости от типа и размера долота, проходимых грунтов и глубины бурения
можно было подбирать наиболее рациональные числа оборотов стола (индивидуальный
привод ротора имеется в буровых установках: БУ2500/160ДЭП-1; БУ5000/320ЭУ-1;
БУ5000/320ЭР; БУ5000/320ДЭР-1; БУ6500/400ЭР; БУ6500/400ДЭР; БУ8000/500ЭР).
2. Зубчатую передачу ротора для обеспечения требуемой
долговечности следует выбирать конической со спиральными зубьями.
3. Основную опору необходимо усиливать в соответствии с
расчетными исходными нагрузками. Шариковые упорно-радиальные подшипники
наиболее надежны для работы ротора.
4. Вспомогательную опору надо располагать в нижней части
стола для более надежного ее крепления.
5. Основную опору надо рассчитывать на статическую
грузоподьеность на наибольшей массе бурильной и обсадной колонны и на
долговечность по эквивалентной нагрузке.
6. Подшипники ведущего вала самоустанавливающиеся,
радиальные, двухрядные, сферические должны иметь отдельную изолированную
лабиринтами ванну.
7. Масляная ванна основной опоры должна быть
предохранена от по- падания промывочного раствора. Смазку зубчатой передачи и
остальных частей ротора следует производить из общей ванны. Объем масляной
ванны должен быть достаточным не только для смазки, но и для отвода тепла,
выделяемого при работе.
8. Необходимо предусмотреть возможность механизации
спуско-подъемных операции путем установки встроенных в ротор пневматических
клиньев и установки ключа типа АБК (КБГ)
. Диаметр проходного отверстия стола ротора следует
выбирать в зависимости от конструкции скважин; при этом надо учитывать
следующее: усиление основной опоры конструктивно связано с размером проходного
отверстия, а применение клиньев, встроенных в ротор, уменьшает проходное
отверстие стола примерно на 150 мм. Поэтому диаметр проходного отверстия
следует принять 700 мм (а не 760 мм), учитывая, то при установке встроенных
клиньев (ПКРБО-700) фактический размер составит 560 мм, то обеспечит возможность
работы ротором на больших глубина без удаления клиньев при смене долота.
10. Верхняя плоскость кожуха стола ротора должна быть
рифленой, а конфигурация кожуха — прямоугольной для улучшения эксплуатационных
качеств ротора и увеличения безопасности его работы (без скатывания труб,
опирающихся на ротор).
11. Для фиксирования положения при отвинчивании долота
следует предусматривать специальную защелку.
12. Вкладыши и зажим должны иметь специальные защелки,
вмонтированные в столе ротора. Желательно (применять роликовые зажимы.
Ротор Р560 наиболее широко применяется в глубоком бурении и
изготавливается ВЗБТ и Уралмашзаводом, технические характеристики которых
приведены в таблице 1.
Таблица 1. Техническая характеристика роторов
|
Параметры |
Р-560 ВЗБТ |
Р-560 Уралмаш |
Р-700 |
Р-950 |
Р-1260 |
|
1 Допустимая |
|||||
|
— статическая |
3000 |
4000 |
5000 |
6300 |
8000 |
|
— при частоте |
1780 |
1780 |
2300 |
3200 |
3200 |
|
2. Наибольшая |
350 |
250 |
250 |
250 |
250 |
|
3. Диаметр отверстия |
560 |
560 |
700 |
950 |
1260 |
|
4. Условный |
1600-2500 |
2500-4000 |
3200-5000 |
4000-8000 |
6500-12500 |
|
5. Расстояние |
1350 |
1353 |
1353 |
1353 |
1353 |
|
6. Передаточное |
2,7 |
3,61 |
3,13 |
3,81 |
3,96 |
|
7. Максимальная |
280 |
370 |
370 |
500 |
600 |
|
8. Габариты, |
|||||
|
— длина |
2310 |
2310 |
2270 |
2420 |
2870 |
|
— ширина |
1350 |
1620 |
1540 |
1850 |
2180 |
|
— высота |
750 |
750 |
680 |
750 |
780 |
|
9. Масса, кг |
5700 |
5800 |
4800 |
7000 |
10270 |
|
10. Вместимость |
6+28* |
22 |
55 |
55 |
92 |
* 6 л — объем масляной ванны подшипников ведущего вала; 28 л
— объем масляной ванны зубчатой пары и подшипников стола ротора. трения ведущей
трубы о вкладыши при подаче колонны труб и от массы стола ротора.
Ротор состоит из следующих узлов и деталей. Станина 7
является основным элементом ротора. Она представляет собой стальную отливку,
внутри которой смонтированы почти все остальные узлы и детали, за исключением
крышки 1 и ценного колеса 9 (когда привод осуществляется через буровую лебедку
цепной передачей; вместо цепного колеса могут быть элементы перехода на привод
карданной передачей от КПП или от индивидуального привода). Внутренняя полая
часть станины является также масляной ванной для конической пары и опор стола
ротора.
Стол ротора 2 — это основная вращающаяся его часть,
приводящая во вращение при помощи разъемных вкладышей 4 и зажимов 5 ведущую
трубу и соединенную с ней спущенную в скважину бурильную колонну. Стол ротора
монтируется на двух шаровых опорах — главной 3 и вспомогательной 8
Вспомогательная опора 8 стола служит для восприятия
радиальных нагрузок от зубчатой передачи и от осевых ударов при бурении или
подъеме
Главная опора 3 воспринимает осевые статические нагрузки от
массы колонны, спущенной в скважину и действующие динамические нагрузки —
радиальную от передаваемого крутящего момента и осевые от колонны.
В верхней части стол имеет лабиринтные уплотнения между
корпусом и столом ротора 2, предупреждающие возможность проникновения бурового
раствора внутрь станины и выбрасывание смазки из ротора при вращении стола.
Приводной вал 6 установлен в станине на двух роликовых подшипниках, один из
которых, находящийся рядом с конической шестерней, сдвоенный радиально-упорный.
На один конец вала насажена коническая шестерня, а на другой — цепное колесо 9,
установленное на консольной части вала, вне станины. Это колесо соединено цепью
со звездочкой лебедки. Привод во вращение осуществляется включением
пневматической муфты.
Верхняя крышка 1 образует площадку, удобную для работы при
спуско-подъемных операциях, а также предохраняет внутреннюю часть станины от
загрязнения.
Кронштейн 11 предназначен для присоединения механизма подъема
и опускания в отверстие ротора клиньев при спуско-подьемных операциях.
Разъемные вкладыши 4, состоящие из двух половин, закрывают
отверстие ротора. Во вкладыши вставляют клинья для спуско-подъемных операций, а
при бурении квадратные зажимы ведущей трубы. Зажимы 5 обычно закрепляются
болтами на ведущей трубе и вместе с ней опускаются в отверстие разъемных
вкладышей.
Стопорное устройство 10 предназначено для фиксирования
роторного стола. Рукоятка управления стопорным устройством находится на
поверхности крышки стола в специальном углублении, предохраняющем ее от
повреждения. Кроме того, находясь в углублении, она не мешает работе. При
переводе рукоятки в рабочее положение выдвигается упор, входящий в одну из
специальных лунок на наружной поверхности стола препятствующий вращению
последнего.
Рис. 1
1.4 Эксплуатация роторов
Правильный и своевременный уход за ротором обеспечивают
длительную и безотказную его работу. Перед пуском ротора в работу проверяют
следующее:
Правильность монтажа ротора.
Состояние стопорного устройства стола ротора. Во время пуска
и работы ротора стопорное устройство должно находится в открытом положении, так
как включение ротора с закрытым стопорным устройством приведет к поломке
отдельных его узлов.
Состояние зубчатой передачи и подшипников путем вращения
вручную ведущего вала. Ведущий вал должен проворачиваться усилием одного
рабочего за цепное колесо плавно, без заеданий и толчков.
Состояние защелок крепления вкладышей и зажимов. Защелки
должны легко проворачиваться от руки.
Состояние пневматических клиньев. При этом особое внимание
обращают на крепление клиньев к направляющим и на состояние крепления плашек к
клиньям.
Работу клиньев без нагрузки.
Уровень и качество смазки в роторе, а также смазку трущихся
поверхностей клиньев.
Состояние и надежность крепления гаек, шпилек и пробок. В
процессе эксплуатации ротора перед началом и во время работы каждой вахты
производят следующее:
Проверяют надежность крепления всех узлов, при этом особое
внимание обращают на крепление клиньев к направляющим и плашек к клиньям (выпадение
последних может привести к аварии).
. Промывают поверхность стола ротора во избежание попадания
грязи в масляные ванны.
. Следят за уровнем и качеством смазки в роторе.
. Регулярно смазывают трущиеся поверхности и заменяют смазку
согласно карте сказки.
. Следят, чтобы через уплотнение ведущего вала не протекало
масло.
. Следят за состоянием подшипников. В случае повышения
температуры подшипников свыше 70°С прекращают работу и устраняют причины
перегрева подшипников
. Следят за исправностью стопорного устройства и защелок.
При выявлении неисправностей или поломок ротора необходимо
прекратить работу и произвести ремонт.
Таблица 2. Возможные дефекты при работе ротора и
способы их устранения
|
Возможные |
Причины |
Способы |
|
Корпус ротора |
В масляной |
Добавить до |
|
Односторонний |
Несовпадение |
Проверить |
|
Стол ротора при |
Большой люфт в |
Отрегулировать |
|
Заедание стола |
Выход из строя |
Направить ротор |
|
Большой люфт |
Износ |
То же |
|
Заедание челюстей |
Наклеп на |
Срубить фаски |
|
Масло в ванне |
Попадание в |
Проверить |
|
Коническая пара |
Неправильно |
Отрегулировать |
Таблица 3. Карта смазки роторов
|
Место смазки |
Применяемая |
Указания по |
|
Ванна |
Масло |
Промывка |
|
Вспомогательная |
То же |
То же |
|
Коническое |
То же |
То же |
1.5 Ремонт ротора
Опытным путем установлено, что при
правильной эксплуатации ремонтный цикл работы ротора составляет 3840 маш.-ч. а
межремонтный период — 480 маш.-ч. При турбинном бурении указанные сроки могут
быть увеличены почти вдвое. Капитальный ремонт ротора предусматривает его
разборку, контроль и замену изношенных деталей и узлов. Перед разборкой из
масляных ванн сливают масло. Ротор с нижним расположением главной опоры
разбирают» рабочем положении. Ротор с верхним расположением главной опоры (рис.
21) необходимо перевернуть столом вниз, предварительно стопоря последний
защелкой и вынимая вкладыши 5. Затем отвинчивают гайку крепления стола 16 ротора,
освобождая шпонку, препятствующую самоотвинчиванию гайки стола во время работы.
После отвинчивания гайки снимают нижний
вспомогательный упорный подшипник, и ротор вновь поворачивают столом вверх.
Отвинчивая гайки 24, снимают крышку стола ротора 26 и вынимают
стол ротора вместе с венцом 3 и кольцом главной опоры 4. Отвинчивая
гайки // шпилек 12, извлекают быстроходный вал в сборе со стаканом из
горловины станины. Затем вынимают шары, сепаратор и нижнее кольцо главной
опоры. В случае износа со стола ротора снимают верхнее кольцо главной опоры, а
из станины извлекают внутреннее кольцо 7 нижней опоры. Разборку быстроходного
вала начинают со стягивания цепного колеса с помощью съемника. Для замены
подшипников отвинчивают контргайку и гайку, отгибая усик стопорной шайбы.
Снимают болты подшипников с помощью съемника извлекают вал вместе с конической
шестерней. При необходимости восстановления или замены вала шестерня может быть
снята с него при помощи винтовой стяжки или пресса, так как она сопряжена с
валом неподвижной посадкой. Полная разборка осуществляется при капитальном
ремонте. Изношенные детали заменяют новыми или восстановленными, а также
ремонтируют стол и станину ротора. Ремонт стола ротора обычно связан с
восстановлением электродуговой сваркой лабиринтных уплотнений и резьбы под
гайку.
При работе ротора под действием
динамических нагрузок изнашиваются посадочные поверхности в горловине.
Вследствие этого нарушается сопряжение осей зубчатой передачи, что приводит к
неправильной работе шестерен, появлению шума, толчков, уларов в передаче и
износу зубьев. Износ устраняют металлизацией посадочных поверхностей с
последующей расточкой. Может быть также применен метод ремонтных размеров, когда
отверстия растачивают на больший диаметр, что требует изготовления нового
стакана подшипника быстроходного вала. Иногда износ компенсируют методом
дополнительных деталей, т. с. в отверстия горловины вставляют гильзы, а затем
растачивают их под посадочный размер стакана. Трещины в стакане заваривают и
испытывают станину на герметичность.
При капитальном ремонте особое внимание должно быть уделено
подшипникам. Вследствие износа опор стола увеличивается осевой люфт, и стол при
работе начинает вибрировать. Демонтированные летали опор осматривают и
измеряют. При наличии задиров на поверхности беговых дорожек кольца протачивают
и шлифуют. Кольца с трещинами заменяют новыми. Каждый шар опоры осматривают и
замеряют. Изношенные шары заменяют новыми, диаметры шаров в комплекте не должны
отличаться более чем на 0,02 мм. При сборке ротора необходимо получить осевой
люфт, равный 0,3 мм. При меньшем люфте ротор будет нагреваться, а при большем —
стол будет вибрировать относительно станины, что вызывает динамические нагрузки
в опорах и их разрушение. При износе подшипников быстроходного вала возникает
большой радиальный люфт, что сказывается на работе зубчатого зацепления и
цепной передачи. Изношенные подшипники подлежат замене.
Перед установкой новых подшипников вал проверяют в центрах на
биение посадочных поверхностей относительно оси вала. Замеряя фактические
размеры посадочных поверхностей, подбирают новые подшипники качения с тем,
чтобы гарантировать напряженную посадку. Верхние обоймы подшипников должны
сопрягаться со стаканом на посадке скольжения. Новый подшипник нагревают в
масле до температуры 80-90°С и быстро надевают на вал. Необходимо следить за
тем, чтобы внутренняя обойма плотно прилегала к торцу уступа на валу. К
дефектам вала можно отнести износ шпоночного паза. Наличие углового люфта
цепного колеса привода ротора из-за смятия шпонки или кромок шпоночных пазов
вала и ступицы колеса вызывает удары приводной цепи и даже разрыв ее.
Изношенное шпоночное соединение должно быть восстановлено одним из
рассмотренных выше способов.
Передача больших крутящих моментов ротором приводит к износу
конической передачи. Резкий стук и толчки во время работы являются следствием
повышенного износа или поломки зубьев. Контроль следует начинать с малой
шестерни. При износе зуба по толщине на 10-12% модуля, что определяется
зубомером, а также при поломке зубьев шестерню заменяют новой, подбирая ее по
венцу ротора] Для посадки на вал шестерню нагревают до 100-120 СС. Венец при
ремонте не разбирают, так как он сопряжен со столом горячей посадкой. Ремонт
сводится к протачиванию поверхностей зубьев по наружному конусу и к подрезке
торцов, Выработка по толщине зуба компенсируется толщиной зуба малой шестерни.
При поломке зубьев венец заменяют новым. При этом старый венец срезают
автогенной горелкой. В собранной конической передаче боковой зазор должен
находиться в пределах, оговоренных техническими требованиями.
Зазор регулируют прокладками в вертикальном направлении пол
основную опору стола, в горизонтальном — под фланец стакана быстроходного вала.
Правильность сборки конической пары контролируют проверкой на краску. Площадь
касания зубьев должна быть не менее 50% длины зуба и не менее 30% его высоты.
Перед окончательной сборкой ротора внутренние поверхности станины и кожуха
окрашивают светлой маслостойкой эмалью. Сборку производят в порядке, обратном
разборке. Стол собранного ротора должен свободно проворачиваться от усилия 120
150 11, приложенного к цепному колесу. Вкладыши должны свободно устанавливаться
в гнездах при любом повороте их вокруг оси стола. Поверхность вкладыша не
должна выступать над поверхностью стола более чем на 2 мм. После внешнего
осмотра, контрольных обмеров и опробования вручную ротор заправляют смазкой и
подвергают обкатке на стенде.
По окончании стендового испытания масло из ванн удаляют, а
ротор промывают. Наружные необработанные поверхности ротора окрашивают эмалью в
два слоя. На окрашенных поверхностях эмаль должна лежать сплошным гладким и
ровным слоем без пятен, морщин, пузырей и загрязнений.
Дефектная ведомость
Наименование
изделия (агрегата детали) марка_____
Заводской
(индификационный) №______
___ ___ 2014
|
№ пп |
Дефектная |
Обнаруженный |
Метод и способ |
Примечание |
Ведомость
составил_____________________ Подпись_______
Ф.И.О.
1.6
Окраска оборудования после ремонта
Буровые и эксплуатационные машины,
работающие под открытым небом и подверженные действию атмосферных осадков,
требуют применения мер для защиты их от коррозионного разрушения. Один из
эффективных способов борьбы с коррозией — окрашивание поверхностей машин.
Окраску проводят после полной сборки, обкатки и контрольные испытаний машины.
При хорошо сохранившейся на машине старой краске подкрашивают лишь поврежденные
места. Некоторые детали и узлы при ремонте в мастерской окрашивают до сборки
для того, чтобы предохранить от коррозии их внутренние поверхности. Качество
нанесенных на изделие лакокрасочных покрытий зависит от тщательности очистки
поверхностей от ржавчины, минерального масла, жировых и других загрязнений,
ухудшающих сцепляемость краски с металлом. Старая краска, имеющая дефекты
(отслаивание, вздутие), удаляется специальными растворами или (при небольшой
площади окраски) при помощи стальных щеток и скребков.
Вновь окрашиваемые крупногабаритные машины
и детали очищают дробеструйной обработкой и механизированным ручным
инструментом.
Обезжиривание небольших окрашиваемых
поверхностей производят растворителями (уайт-спирит, бензин) с помощью кистей и
тряпок. Для обезжиривания щелочными растворами крупногабаритных деталей и машин
используют моечные машины и закрытые моечные установки. При использовании
растворителей не требуется последующая промывка водой, необходимая после
щелочных растворов. К недостаткам растворителей следует отнести их взрывоопасность,
а следовательно, сложность механизации процесса.
Если требуется повышенная чистота окраски,
неровности на окрашиваемых поверхностях предварительно зашпаклевывают, т.е. при
помощи шпателя наносят слой замешанной на растворителе замазки. После шпаклевки
поверхность грунтуют, а затем окрашивают. Грунтовка необходима для создания
надежного антикоррозионного слоя и обеспечения прочного сцепления пленки краски
с поверхностью металла.
Грунтовку и окраску можно производить
вручную кистью при подкраске и воздушным распылением при больших площадях
окраски. Другой метод более производителен и обеспечивает равномерность
лакокрасочного покрытия. Краску распыляют пистолетами-распылителями марок ЗИЛ,
КРМ-1 и др. Сжатый воздух, используемый для окраски, после компрессора
очищается во влагомаслоотделителях. При окраске распылением образуется туман из
краски, который вреден для здоровья. Поэтому красильный цех должен иметь
хорошую вентиляцию, а рабочие, занятые на окраске, должны использовать защитные
очки и респираторы.
В красильном цехе необходимо предусмотреть
средства противопожарной безопасности. Окраску машин следует вести при
температуре воздуха не ниже +10°С. Детали и места машин, которые не требуют
окраски, изолируют тугоплавкой смазкой или отгораживают щитками. Краска должна
быть нанесена ровным слоем, без подтеков и наплывов. До высыхания краски машину
надо оберегать от осадков и пыли. Продолжительность высыхания зависит от сорта
краски, толщины нанесенного слоя и температуры воздуха. На крупных ремонтных
предприятиях применяют конвекционную сушку в камерах тупикового типа, в которых
воздух, нагретый тем или иным способом, принудительно циркулирует внутри камер
с помощью вентиляторов, что значительно сокращает время сушки.
При окраске на каждой машине должны быть
сохранены (или восстановлены) заводские надписи: марка машины, наименование
завода-изготовителя, год выпуска машины и т.д., а также все предупредительные
надписи по технике безопасности.
Подвижные детали, предохранительные
клапаны, трубопроводы систем смазки, охлаждения и топливоснабжения машин
необходимо окрашивать в соответствующие цвета, предусмотренные ГОСТом.
В красный цвет окрашивают вращающиеся
части механизмов, аварийные выключатели, рычаги и штурвалы, а также паропроводы
и противопожарный инвентарь. Красный цвет указывает на непосредственную
опасность.
Для предупреждения о возможной опасности
оборудование окрашивают в желто-оранжевый цвет или в желтый с черными полосами.
Такую окраску должны иметь талевый блок, крюк, вертлюг, клинья, элеваторы,
машинные ключи, нагнетательная обвязка насосов и газовые линии.
В голубой цвет окрашивают ресиверы и
воздухопроводы, в зеленый водопроводы. Светло-зеленый цвет применяют для
окраски безопасных объектов: щиты, ограждения, неподвижные части механизмов и
т.п.
Масляные баки и маслопроводы окрашивают в
темно-коричневый цвет.
Серебристую окраску используют для
крупногабаритных металлоконструкций: вышек, лестниц, перил, оснований и ферм.
Для окраски нефтепромыслового оборудования
применяют устойчивые эмалевые краски марок Пф-19Г, Кф-19Г, Пф-133, Кф-19 м,
представляющие собой смесь пигментов (красителей), пентафталевого или масляного
лака, сиккатива (ускорителя высыхания) и растворителя. Промышленность выпускает
такие эмали 12 цветов.
Эмали Пф-115 служат для окраски металлических
и деревянных поверхностей, подвергающихся атмосферным воздействиям. Для этих же
целей применяют нитроглифталевые эмали НЦ-132. Все эти эмали используют для
окраски поверхностей при плюсовой температуре.
Для окраски в зимнее время существуют
специальные перхлорвиниловые эмалевые краски марки ПХВ. До рабочей вязкости
эмаль разбавляют растворителем Р-4. Эмаль алюминиевого цвета ПХВ-70 выпускают в
виде двух полуфабрикатов: основа эмали и алюминиевая пудра.
1.7 Расчётная часть
Расчет главной опоры ротора
Подшипники стола ротора — главные элементы, определяющие
долговечность ротора. Габариты и нагрузки ведущего вала ротора позволяют
применять в его опорах стандартные подшипники качения, рассчитываемые на
значительно больший срок службы, чем опоры стола. Их расчет аналогичен расчету
опор валов общего машиностроения. Для определения их долговечности рассчитывают
действующие на опоры усилия (рис. 1.). Для этого находят усилия, действующие в
зацеплении: окружное усилие Р, радиальное Q и осевое N, затем находят реакции
сил, действующих на подшипники. За расчетный момент Мp, действующий на стол
ротора, принимается момент сопротивления вращению бурильной колонны наибольшей
длины для данного ротора.
Зная расчетную мощность Np, передаваемую столом
ротора, определяем крутящий момент на столе ротора
 (1)
(1)
Где ω — угловая
скорость вращения стола ротора, рад/с;
 (2)
(2)
Где n — частота вращения стола ротора, об/мин.
![]() рад/с
рад/с
Подставляем значение в формулу 1.
 кН*м
кН*м
Затем находим окружное усилие Р, действующее в зубчатом зацеплении
 (3)
(3)
Где d — диаметр конического колеса, м d = 0.975 м.
 кН
кН
После этого определяем составляющие силы от окружного усилия Р:
осевое шестерни N1, равное радиальному усилию на колесе Q2
 (4)
(4)
И радиальное шестерни Q1, равное осевому усилию на колесе N2
 (5)
(5)
Где φ1 — угол начального конуса шестерни,
градусы
β — угол наклона зубьев конической пары; β
= 10 — 300
α — угол зацепления; α
= 200
 (6)
(6)
Где up — передаточное отношение ротора
Тогда φ = 28.80
Полученные данные подставим в формулы 4,5.
 кН
кН
 кН
кН
Для упорно-радиальных подшипников, применяемых в роторах,
расчетная эквивалентная нагрузка
![]() kтkбkэkк (7)
kтkбkэkк (7)
Где: Fp и Fa — постоянные по величине и направлению
радиальная и осевая нагрузки;
x и y — коэффициенты радиальной и осевой
динамических нагрузок;
kт — температурный коэффициент, при температуре менее 100 0С
kт = 1;
kб — коэффициент безопасности для роторов kб = 1,8 — 2,5;
kэ — коэффициент эквивалентности, kэ = 0,6 — 0,8;
kк — кинематический коэффициент, при вращении внутреннего кольца
подшипника принимается kк = 1.
Радиальная нагрузка Fр для расчета
долговечности подшипника главной опоры стола ротора принимается равной
окружному усилию Р, так как их плоскости действия почти совпадают Fр = Р.
Осевая нагрузка, действующая на опору стола ротора,
Fa = G + Nт + N2 (8)
Где: G — вес стола ротора в сборе, G = 20 кН;
N2 — осевое
усилие создаваемое в зубчатом зацеплении;
Nт — осевое усилие от трения ведущей трубы о вкладыши ротора при
движении бурильной колонны в низ.
Nт = Мрfс/R (9)
Где: fс — коэффициент трения ведущей трубы о
зажимы ротора, fc = 0,2 — 0,3;
R — радиус приложения нагрузки между ведущей трубой и зажимами
ротора, R=0.1 м.
Находим осевое усилие от трения ведущей трубы о вкладыши ротора
при движении бурильной колонны в низ.
![]() кН
кН
Находим осевую нагрузку по формуле 8.
Fa = 20 +35,35+42=97,35 кН
Из отношения Fa/Fp = 97.35/29=3.3 выбираем у = 0,57, х =
0,35;
Находим эквивалентную нагрузку.
Рп = (0,35*29+0,57*97,35)*1*2*0,8*1= 105,023 кН
В роторе Р-560 в главной опоре применена шариковая опора с
подшипником №91682/750х со статической грузоподъёмностью Соа = 4,1
МН и динамической грузоподъёмностью Са = 0,444 МН
Определяем долговечность подшипника главной опоры в часах
![]() (10)
(10)
![]() ч.
ч.
По существующим нормам долговечность главной опоры ротора должна
быть не менее 3000 ч. Расчетная долговечность удовлетворяет нормам.
Расчет быстроходного вала на прочность
Определяем крутящий момент на быстроходном валу ротора
 (11)
(11)
где: N — мощность передаваемая столом ротора
n — число вращений стола ротора n = 250 об/мин.
i — передаточное число конической пары i = 3.61
k — коэффициент перегрзок вала ротора k = 1,1
η — КПД ротора η = 0,75
 КН*м.
КН*м.
Определяем усилие действующее в зубчатом зацеплении
Окружное усилие.
 (12)
(12)
где: Дср.н.о. — средний диаметр начальной окружности Дср.н.о.
= 0,7 м.
 КН/м.
КН/м.
Осевое усилие.
A1 = P*tgα*sinδ (13)
Где: α — Угол
наклона зубьев шестерни α = 20о
δ — угол наклона оси начальной окружности δ
= 17,45о
А1 = 247,7*tg 20*sin 17.45 = 54.6 КН
Радиальное усилие.
Т = P*tgα*cosδ (14)
Т = 247,7*tg 20*cos 17.45 = 94 КН
Усилия давления на вал ротора от цепной передачи
 (15)
(15)
где: А2 — осевое усилие от цепной передачи А2
= 3.1 КН
g — усилие действующее на вал от веса цепи g = 0,194 КН
ε — Усилие сбегающего конца цепи ε
= 2,5 КН
 КН
КН
Сумма моментов относительно опоры А.
Сумма моментов всех сил относительно опоры В
Определяем суммарный изгибающий момент в опасном сечении вала
Момент в сечении действия сил в зубчатом зацеплении
Мкрг = Р*0 = 0
Момент в сечении опоры А
Маг = Р*0.22 = 247,7*0,22 = 54,5 КН
Момент в сечении опоры В
Мвг = Р*0,585 — Ra*0,315 = 247,7*0,585 — 246,3*0,315 = 67,32 КН
Ммах = Мв = 67,32
Сумма моментов всех сил относительно опоры А
Сумма моментов всех сил относительно опоры В
Момент в зубчатом зацеплении
Мв = А*(Дср.н.о./2) = 54,6*0,315 = 19,1 КН*м
Моменты в сечении опоры А и В
Ммах = Мвв = 35,9 КН*м
Определяем суммарный изгибающий момент опоре А
![]()
Определяем суммарный изгибающий момент в опоре В.
![]()
Определяем общий коэффициент запаса прочности
![]()
d — диаметр вала в опасном сечении d = 0.17 м.
Расчет зубчатых колес на прочность
Для проверки контактных напряжений определяем коэффициент нагрузки
Кн = КнβКнαКнυ (16)
Где: Кнβ — коэффициент учитывающий распределение
нагрузки по длине зуба Кнβ=1.73
Кнα — коэффициент учитывающий распределение
нагрузки между прямыми зубьями Кнα = 1.0
Кнυ — коэффициент динамической нагрузки в зацеплении для прямозубых
колес Кнυ =
1.05
Подставим значения в формулу 16.
Кн = 0,23*1,0*1,05 = 1,30
Проверяем контактное напряжение поформуле
 (17)
(17)
где: Rе — внешнее конусное расстояние Rе = 692
мм.
в-длинна зуба в = 132 мм.
Т2 — момент на столе ротора Т2 = 1.117*107
Н*мм.
u — передаточное отношение ротора u = 3,61

Данное значение удовлетворяет неравенство:
Допустимое контактное напряжение для стали 40ХН [σн] = 495 МПа
σн<[σн]
<495
Для поверки зуба на изгиб находим силы действующие в зацеплении:
Окружная

где: Т1 — момент на быстроходном валу Т1 =
3,094*106 Н*мм.
d1 —
диаметр начальной окружности d1 = 362,5 мм.
Осевая для шестерни равна радиальной для колеса
![]()
Радиальная для шестерни равна осевой для колеса
![]()
Проверка зубьев на выносливость
 (18)
(18)
коэффициент нагрузки
Кf = КfβКfυ (19)
Коэффициенты расположения шестерни
Кfβ = 1,38 Кfυ = 1,15
Подставим значения в формулу 19
Кf = 1,38*1,15 = 2,00
Yf — коэффициент формы зуба.
Выбираем в зависимости от эквивалентных чисел зубьев
при этом Yf1
= 3.88 Yf2 = 3.60
Допускаемое напряжение при проверке зубьев на выносливость по
напряжениям изгиба
 (20)
(20)
Допускаемое напряжение при расчете зубьев на выносливость для
шестерни и колеса будет равно 305,5 МПа.
Для шестерни отношение 
Для колеса 
Дальнейший расчет ведём для зубьев шестерни т.к. полученное
отношение для неё меньше.
Подставляем данные в формулу 18

Данное значение удовлетворяет неравенство:
σF<[σF]
62.137<305.5
.8 Заключение
В результате расчетов оказалось что, подшипник стола ротора имеет
достаточную долговечность, быстроходный вал имеет достаточный коэффициент
запаса прочности, зубья быстроходного вала тоже имеют достаточный коэффициент
запаса прочности учитывая различные нагрузки. Точность произведя необходимые
расчёты мы выяснили что коэффициенты запаса прочности деталей ротора
удовлетворяют необходимым требованиям и соответствуют безопасной его
эксплуатации
2. Организация и
проведение капитального ремонта ротора Р-560
Опытным путем установлено, что при
правильной эксплуатации ремонтный цикл работы ротора составляет 3840 маш.-ч. а
межремонтный период — 480 маш.-ч. При турбинном бурении указанные сроки могут
быть увеличены почти вдвое. Капитальный ремонт ротора предусматривает его
разборку, контроль и замену изношенных деталей и узлов. Перед разборкой из
масляных ванн сливают масло. Ротор с нижним расположением главной опоры
разбирают в рабочем положении. Ротор с верхним расположением главной опоры
необходимо перевернуть столом вниз, предварительно стопоря последний защелкой и
вынимая вкладыши. Затем отвинчивают гайку крепления стола ротора, освобождая шпонку,
препятствующую самоотвинчиванию гайки стола во время работы.
После отвинчивания гайки снимают нижний
вспомогательный упорный подшипник, и ротор вновь поворачивают столом вверх.
Отвинчивая гайки, снимают крышку стола ротора и вынимают стол
ротора вместе с венцом и кольцом главной опоры. Отвинчивая гайки
шпилек, извлекают быстроходный вал в сборе со стаканом из горловины
станины. Затем вынимают шары, сепаратор и нижнее кольцо главной опоры. В случае
износа со стола ротора снимают верхнее кольцо главной опоры, а из станины
извлекают внутреннее кольцо нижней опоры. Разборку быстроходного вала начинают
со стягивания цепного колеса с помощью съемника. Для замены подшипников
отвинчивают контргайку и гайку, отгибая усик стопорной шайбы. Снимают болты
подшипников с помощью съемника извлекают вал вместе с конической шестерней. При
необходимости восстановления или замены вала шестерня может быть снята с него
при помощи винтовой стяжки или пресса, так как она сопряжена с валом
неподвижной посадкой. Полная разборка осуществляется при капитальном ремонте.
Изношенные детали заменяют новыми или восстановленными, а также ремонтируют
стол и станину ротора. Ремонт стола ротора обычно связан с восстановлением
электродуговой сваркой лабиринтных уплотнений и резьбы под гайку.
При работе ротора под действием
динамических нагрузок изнашиваются посадочные поверхности в горловине.
Вследствие этого нарушается сопряжение осей зубчатой передачи, что приводит к
неправильной работе шестерен, появлению шума, толчков, ударов в передаче и
износу зубьев. Износ устраняют металлизацией посадочных поверхностей с
последующей расточкой. Может быть также применен метод ремонтных размеров,
когда отверстия растачивают на больший диаметр, что требует изготовления нового
стакана подшипника быстроходного вала. Иногда износ компенсируют методом
дополнительных деталей, т. с. в отверстия горловины вставляют гильзы, а затем
растачивают их под посадочный размер стакана. Трещины в стакане заваривают и
испытывают станину на герметичность.
При капитальном ремонте особое внимание должно быть уделено
подшипникам. Вследствие износа опор стола увеличивается осевой люфт, и стол при
работе начинает вибрировать. более чем на 0,02 мм. При сборке ротора необходимо
получить осевой люфт, равный 0,3 мм. При меньшем люфте ротор будет нагреваться,
а при большем — стол будет вибрировать относительно станины, что вызывает
динамические нагрузки в опорах и их разрушение. При износе подшипников
быстроходного вала возникает большой радиальный люфт, что сказывается на работе
зубчатого зацепления и цепной передачи. Изношенные подшипники подлежат замене.
Перед установкой новых подшипников вал проверяют в центрах на
биение посадочных поверхностей относительно оси вала. Замеряя фактические
размеры посадочных поверхностей, подбирают новые подшипники качения с тем,
чтобы гарантировать напряженную посадку. Верхние обоймы подшипников должны
сопрягаться со стаканом на посадке скольжения. Новый подшипник нагревают в
масле до температуры 80-90°С и быстро надевают на вал. Необходимо следить за тем,
чтобы внутренняя обойма плотно прилегала к торцу уступа на валу. К дефектам
вала можно отнести износ шпоночного паза. Наличие углового люфта цепного колеса
привода ротора из-за смятия шпонки или кромок шпоночных пазов вала и ступицы
колеса вызывает удары приводной цепи и даже разрыв ее. Изношенное шпоночное
соединение должно быть восстановлено одним из рассмотренных выше способов.
Передача больших крутящих моментов ротором приводит к износу
конической передачи. Резкий стук и толчки во время работы являются следствием
повышенного износа или поломки зубьев. Контроль следует начинать с малой
шестерни. При износе зуба по толщине на 10-12% модуля, что определяется
зубомером, а также при поломке зубьев шестерню заменяют новой, подбирая ее по
венцу ротора] Для посадки на вал шестерню нагревают до 100-120 СС. Венец при
ремонте не разбирают, так как он сопряжен со столом горячей посадкой. Ремонт
сводится к протачиванию поверхностей зубьев по наружному конусу и к подрезке
торцов, Выработка по толщине зуба компенсируется толщиной зуба малой шестерни.
При поломке зубьев венец заменяют новым. При этом старый венец срезают
автогенной горелкой. В собранной конической передаче боковой зазор должен
находиться в пределах, оговоренных техническими требованиями.
Зазор регулируют прокладками в вертикальном направлении под
основную опору стола, в горизонтальном — под фланец стакана быстроходного вала.
Правильность сборки конической пары контролируют проверкой на краску. Площадь
касания зубьев должна быть не менее 50% длины зуба и не менее 30% его высоты.
Перед окончательной сборкой ротора внутренние поверхности станины и кожуха
окрашивают светлой маслостойкой эмалью. Сборку производят в порядке, обратном
разборке. Стол собранного ротора должен свободно проворачиваться от усилия 120
150 11, приложенного к цепному колесу. Вкладыши должны свободно устанавливаться
в гнездах при любом повороте их вокруг оси стола. Поверхность вкладыша не
должна выступать над поверхностью стола более чем на 2 мм. После внешнего
осмотра, контрольных обмеров и опробования вручную ротор заправляют смазкой и
подвергают обкатке на стенде.
По окончании стендового испытания масло из ванн удаляют, а
ротор промывают. Наружные необработанные поверхности ротора окрашивают эмалью в
два слоя. На окрашенных поверхностях эмаль должна лежать сплошным гладким и
ровным слоем без пятен, морщин, пузырей и загрязнений.
Таблица 3. Дефектная ведомость
|
Наименование |
Единицы изм. |
Количество |
Вид работы |
|
|
Заменить |
Отремонтировать |
|||
|
Стол |
шт |
1 |
+ |
|
|
Вал |
Шт |
1 |
+ |
|
|
Станина |
Шт |
1 |
+ |
|
|
Кожух шестерни |
Шт |
1 |
+ |
|
|
Зубчатый венец |
Шт |
1 |
+ |
|
|
Втулка |
Шт |
1 |
+ |
|
|
Стакан |
Шт |
1 |
+ |
|
|
Стопорное |
Компл |
1 |
+ |
|
|
Крышки вала |
Шт |
2 |
+ |
|
|
Звездочка |
Шт |
1 |
+ |
|
|
Гайка стола |
Шт |
1 |
+ |
|
|
Основная опора |
Шт |
1 |
+ |
|
|
Вспомогательная |
Шт |
1 |
+ |
|
|
Подшипники вала |
Шт |
3 |
+ |
.1 Составление баланса
рабочего времени при 5-ти дневной рабочей неделе
Для определения эффективного фонда
рабочего времени составляется баланс рабочего времени одного рабочего.
Таблица 4. Баланс рабочего времени
|
Наименование |
Показатели |
|
1. Календарный |
365 |
|
2. Число |
118 |
|
2.1. |
14 |
|
2.2. Выходных |
52 |
|
2.3. |
52 |
|
3. Номинальный |
247 |
|
4. Неявки на |
52 |
|
4.1. Очередной |
27 |
|
4.2. Учебный |
5 |
|
4.3. Отпуск в |
6 |
|
4.4. Неявки по |
7 |
|
4.5. Прочие |
3 |
|
4.6. Неявки с |
4 |
|
5. Эффективный |
195 |
|
6. Средняя |
8 |
|
7. Эффективный |
1560 |
Годовой эффективный фонд рабочего времени
Тэф определяется по формуле:
Тэф.д = Тн — Тн.р
= 247-52 = 195 дн (1)
где Тн.р. — невыходы
на работу.
Годовой эффективный фонд рабочего времени
Тэф определяется не только в днях но и в часах:
Тэф.д = Тэф.д × Тд = 195*8 = 1560 час. (2)
где Тд. — продолжительность
рабочего дня, час.
Номинальный фонд рабочего времени (Тн)
— это разница между календарным и выходными и праздничными:
Тн = Тк — Тв.п
= 365-118 = 247 дн (3)
Для определения численности ремонтного
персонала определяем коэффициенты потерь рабочего времени при прерывном и
непрерывном процессе производства: Кп.п = Тн / Тэф.д
= 247/195 = 1,266 (4)
Кп.н = Тк / Тэф.д
= 365/195 = 1,871 (5)
.2 Составление графика
ППР по ремонту ротора Р-560
В соответствии с ГОСТ 18322-78
предусматривается ремонт оборудования плановый; внеплановый, вызванный отказами
и авариями при эксплуатации.
По степени восстановления ресурса ремонты
подразделяются на два вида: текущий и капитальный.
Текущий ремонт — ремонт, выполняемый для
обеспечения или восстановления работоспособности оборудования и состоящий в
замене и (или) восстановлении отдельных частей.
Капитальный ремонт — ремонт, выполняемый
для восстановления исправности и полного или близкого к полному восстановлению
паспортных данных оборудования.
Основой проведения качественного и
своевременного ремонта является Система технического обслуживания и планового
ремонта бурового и нефтепромыслового оборудования в нефтяной промышленности.
Сущность Системы ТО и ПР оборудования
заключается в том, что после определенной наработки проводится техническое
обслуживание или плановый ремонт механизма (текущий, капитальный), чередование
и периодичность которых определяется назначением механизма, его конструктивными
и технологическими особенностями.
Система ППР предусматривает работы по
предупреждению прогрессирующего износа оборудования, снижению вероятности
выхода его из строя, создает необходимые предпосылки для более эффективного
использования оборудования, увеличения времени его работы, уменьшения
интенсивности износа деталей, обеспечивает возможность более тщательной
подготовки ремонтных работ и проведения их в кратчайшие сроки и с высоким
качеством.
Планирование ремонта начинается с
составления графика ППР на предыдущий год. Годовые план-графики составляются
службой главного механика и утверждаются главным инженером.
Для составления графика ППР по ремонту
оборудования необходимы следующие исходные данные:
1. Структура ремонтного цикла — это система чередования
текущих и капитальных ремонтов в определенной последовательности через равные
промежутки времени. Для ротора: — К — 9Т — К
Периодичность плановых ремонтов характеризуется показателями
«ремонтный цикл», «межремонтный период». Продолжительность ремонтных циклов и
межремонтных периодов оборудования зависят от его конструкции, условий работы
узлов и деталей, от характера нагрузки.
. Ремонтным циклом называются наименьшие повторяющиеся
интервалы времени, в течение которых выполняются в определенной последовательности
в соответствии с требованиями нормативно-технической документации все
установленные виды ремонта, т.е. — это время эксплуатации оборудования между
очередными капитальными ремонтами, или эксплуатация оборудования от даты ввода
в эксплуатацию до первого капитального ремонта (ТЦ).
Для ротора ТЦ — 7200 машино — часов.
3. Длительность межремонтного периода —
это время эксплуатации оборудования между очередными ремонтами оборудования (Тм
п) по структуре ремонтного цикла. Для ротора Тм п
— 720 машино — часов.
. Нормативный срок службы оборудования —
это время эксплуатации оборудования от даты ввода в эксплуатацию до его
списания.
Для ротора — 7,23 лет.
. Количество капитальных ремонтов до
списания для ротора n — 4 капитальных ремонта
. Продолжительность плановых простоев в
ремонте для ротора:
капитальный ремонт — 6 дней;
текущий ремонт — 3 дня.
Переводим срок службы оборудования в
календарное время в днях:
Тсл = Тслт × 365 = 7,23*365 = 2639 дней (6)
Определяем продолжительность ремонтного
цикла в днях:
Тц. = Тсл / n + 1
=2639/4+1 = 528 дней (7)
Определяем продолжительность межремонтный
период в днях:
Тм.п. = Тц / nт
+ 1 =528/10+1 = 48 дней (8)
Дата ввода в эксплуатацию первой единицы оборудования
20.06.11
Дата и вид последнего ремонта предыдущего года: Дата —
27.12.13 Вид — Т 2
Дата ввода в эксплуатацию второй единицы оборудования
14.05.10
Дату и вид последнего ремонта предыдущего года: Дата —
13.11.13 Вид — Т 7
Дата ввода в эксплуатацию третей единицы оборудования
01.02.10
Дату и вид последнего ремонта предыдущего года: Дата —
09.12.13 Вид — Т 2
График ППР на три единицы оборудования
представлен в табл. 5.
2.3 Расчет трудоемкости
ремонтных работ и численности ремонтного персонала
Расчет нормативов численности рабочих на
ремонт и техническое обслуживание начинается с определения трудоемкости
ремонтных работ. По каждому виду оборудования и по каждому виду ремонтов
определяется трудоемкость в соответствии с действующей нормативной
документацией с учетом количества единиц однотипного оборудования (см. табл. 5)
Затем определяется суммарное значение
трудоемкости всего и в том числе: станочных, кузнечно-прессовых, термических,
сварочных, малярных, слесарно-сборочных.
Исходные данные для расчета численности
ремонтного персонала берем из таблицы 4.
Явочную численность персонала определяем
по формуле:
Чр.я.= Тp.р. / Тэф.ч. × Кпт (9)
где Трр — трудоемкость
ремонтных работ, час
Тэф.ч. — эффективный фонд
рабочего времени одного рабочего за год, час
Кпт — коэффициент повышения
производительности труда, в нашем случае 5%.
Списочная численность персонала определяем
по формуле:
Чр.с. = Чр.я. × Кп.п. (10)
где Кп.п. — коэффициент
потерь рабочего времени при прерывном процессе проводства.
Определяем явочную и списочную численность
рабочих:
Чр.я.1 = 1,681 Чр.с.1
= 2 (чел.)
Чр.я.2 = 0,582 Чр.с.2
= 1 (чел.)
Чр.я.3 = 0,045 Чр.с.3
= 0 (чел.)
Чр.я.4 = 0,026 Чр.с.4
= 0 (чел.)
Чр.я.5 = 0,246 ЧР.с.5
= 0 (чел.)
Чр.я.6 = 0,006 Чр.с.6 =
0 (чел.)
Чр.я.7 = 0,776 Чр.с.7
= 1 (чел.)
Определяем квалификационный состав
ремонтных рабочих на основании тарифно-квалификационного справочника работ и
профессий рабочих.
Таблица 6. Квалификационный состав
ремонтных рабочих
|
Профессия / |
3 |
4 |
5 |
6 |
Всего |
|
1. Станочники |
1 |
1 |
|||
|
2. |
0 |
||||
|
3. Термисты |
0 |
||||
|
4. Сварщики |
1 |
1 |
|||
|
5. Маляры |
0 |
||||
|
6. |
1 |
1 |
|||
|
Итого: |
0 |
3 |
3 |
2.4 Расчет фонда
заработной платы на год ремонтному звену
Заработная плата — это вознаграждение за
труд. Оплата труда ремонтным рабочим — это цена трудовых ресурсов,
задействованных в данном производственном процессе. В ремонтном производстве
применяется повременно-премиальная система оплаты труда.
Повременная оплата труда — это оплата
труда за отработанное время, но не календарное, а нормативное, которое
предусматривается тарифной системой.
Повременно-премиальная — это оплата
труда, когда ремонтный рабочий получает не только заработок за количество
отработанного времени, но и определенный процент премии к этому заработку.
Фонд заработной платы
рабочих-повременщиков определим по формуле:
Зп = Тсi × Тэф.ч. × nр × Кп (11)
где Тсi — тарифная ставка
соответствующего разряда за час в рублях.
Тэф.ч. — эффективный
фонд рабочего времени одного рабочего на год в часах.р — количество
ремонтных рабочих соответствующего разряда.
Кп — коэффициент премии за 100%
выполнения плана.
В нашем случае в ремонте участвуют 5
рабочих, см. табл. 7.
Зп1 = 47 × 1560 × 2 × 1,4 = 205296 руб.
Зп2 = 47 × 1560 × 1 × 1,6 = 117312 руб.
Общая заработная плата составит:
Зобщ = 322608 руб.
Определяем сумму страховых взносов (30% от
Зобщ)
Сстр = Зобщ × 0,30 = 322608*0.30 = 96782.4 руб. (12)
2.5 Расчет трудоемкости
ремонта согласно дефектной ведомости
Единые нормы времени на ремонт бурового и
нефтепромыслового оборудования и инструмента обязательны для применения в
условиях цехов, БПО, ЦБПО, РМЗ, занятых капитальным ремонтом и ремонтом
непосредственно на буровых и нефтепромысловых объектах.
На основании дефектной ведомости, см.
табл. 3, которая определяет объем ремонтных работ и справочника трудозатрат
«Единых норм времени ремонта эксплуатационного оборудования» определяем
трудоемкость ремонтных работ:
Таблица 7.Трудоемкость ремонтных работ
|
Наименование |
Норма времени, |
|
1. Разобрать |
5,21 |
|
2. Промывка и |
1,57 |
|
3. Дефектовка |
0,98 |
|
4. Ремонт |
7,32 |
|
5. Сборка |
5,56 |
|
6. Покраска |
0,45 |
|
ИТОГО |
21,09 |
Ремонтное звено состоит из 3-х человек:
Слесарь-сборщик 3 разряда 21,09 час.
Сварщик 4 разряда 21,09 час.
Станочник — 4 разряда 9,5
час.
.6 Расчет сметы затрат на
ремонт оборудования на 2014 год
Определяем основную заработную плату
ремонтному звену:
1 = 47 × 21,09 × 1,4 = 1387 руб.
2 = 52 × 21,09× 1,4 = 1535 руб.
3 = 52 × 9.5 × 1,6 = 790 руб.
Суммарная основная зарплата 3713 руб.
Определяем сумму страховых взносов:
Сстр = 3общ × 0,30 = 3713 * 0,30 = 1114 руб. (13)
Определяем стоимость материалов и запасных
частей
См = Цед × n (14)
где Цед — цена единицы, руб.-
количество единиц.
Все расчеты сводим в табл. 9.
Таблица 8. Материалы и запасные части
|
Наименование |
Единицы измерения |
Кол-во |
Цена, руб |
Сумма, руб |
|
Основная опора |
шт. |
2 |
820 |
1640 |
|
Вспомогательная |
шт. |
8 |
360 |
2880 |
|
Подшипники вала |
шт. |
4 |
420 |
1680 |
|
Краска |
Кг |
5 |
110 |
550 |
|
ИТОГО: |
6750 |
Определяем затраты на вспомогательные
материалы (вспомогательные материалы составляют 4% от основных, данные
предприятия)
Свм = См×0,04 = 6750*0,04 = 270 руб. (15)
Определяем затраты на топливо на
технологические нужды:
Стоимость дизтоплива принимаем 1 л. -32
руб., норма расхода — 80 л.
Стоп = 32*80 = 2560 руб. (16)
Определяем услуги спецтехники:
Услуги спецтехники на 1 бригадо-час
составляют 1120 руб.
Сс.тех = 21,09* 1120
= 23621 руб. (17)
Определяем прочие расходы:
Прочие расходы на 1 бригадо-час составляют
25,5 руб.
Спр= 21,09*25,5 = 538 руб. (18)
Все расчеты сводим в табл. 10. «Смета затрат
на ремонт оборудования»
|
Наименование |
Сумма, руб. |
|
1. Основная |
3713 |
|
2. Страховые |
1114 |
|
3. Материалы и |
6750 |
|
4. |
270 |
|
5. Топливо на |
2560 |
|
6. Услуги |
23621 |
|
7. Прочие |
538 |
|
Итого прямых |
38556 |
|
8. Цеховые |
28924 |
|
Себестоимость |
67480 |
|
9. Накладные |
53984 |
|
10. |
135 |
|
11. Плановые |
60732 |
|
Всего затрат: |
211255 |
Список литературы
1.
Данные предприятия
2.
Раабен А.А. Монтаж и ремонт нефтепромыслового оборудования, М., «Недра», 1980.
3.
Чичеров А.Г. Нефтепромысловые машины и механизмы, М., «Недра», 1979. 4. Единые
нормы времени на ремонт бурового оборудования и инструмента, М., 1985 5. Единые
нормы времени на ремонт нефтепромыслового оборудования и инструмента, М., 1987.
6.
Журнал «Нефтяник»
7.
Ильский А.Л., Шмидт А.П. «Буровые машины и механизмы», М., «Недра», 1998.
8.
Кузнецов B.C. «Обслуживание и ремонт
бурового оборудования», М., «Недра», 1978.
9.
Палашкин Е.А. «Справочник механика по глубокому бурению», М., «Недра», 1974.
10.
Никишенко С.Л. Нефтегазопромысловое оборудование Волгоград, «Ин — фолио», 2008.
11. Система технического обслуживания и планового ремонта бурового и
нефтепромыслового оборудования, М., «ЛУКОЙЛ», 2001.
12.
Система технического обслуживания и планового ремонта бурового и
нефтепромыслового оборудования, М., «Недра», 1973.
13.
Шматов В.Ф. и др. «Экономика, организация и планирование производства на
предприятиях нефтяной и газовой промышленности», М., «Недра», 1990.
Смазка.
-
Долговечность
и работоспособность лебедки во многом
зависит от своевременной смазки ее
узлов.
Смазку узлов
лебедки следует производить согласно
карте смазки, табл.1.
-
Обоймы
на коленчатом валу ленточного тормоза
при работе поворачиваются незначительно,
поэтому нужно не реже одного раза в
месяц подавать в эти места смазку до
выхода ее из торцов полувтулок. -
Смазку
поршня пневматического цилиндра
ленточного тормоза производить через
отверстие, предварительно отсоединив
подвод воздуха. -
Необходимо
помнить, что от обильной смазки подшипники
греются.
Тавотницы
перед смазкой необходимо тщательно
протереть.
-
Смазочные
масла, не рекомендованные инструкцией
по эксплуатации, могут применяться
только после официального подтверждения
их пригодности заводом-поставщиком.
Порядок
выполнения работы.
1.Изучить
содержание работы
2.Законспектировать
правила технического обслуживания
и смазки лебедки
3.Определить
общее количество смазочных материалов
необходимых для обслуживания лебедки
в течении одного месяца
Практическая работа №3 Тема: Составление карты смазки ротора и вертлюга
Цель
работы:
Изучить методы рационального
обслуживания ротора и вертлюга,
получить навыки определения необходимых
смазочных материалов для различных
узлов оборудования
Учебные
пособия:
-
Ильский
А.Л., Шмидт А.П. Буровые машины и
механизмы. М., «Недра», 1989 -
Колчерин
В. Г., Колесников И.В., Копылов В.С.,
Баренбойм Ю.Л. Новое поколение буровых
установок Волгоградского завода в
Западной Сибири. ГУП ХМАО «Сургутская
типография», 2000 -
Раабен
А. А., Шевалдин П. Е., Максутов Н. Х. Ремонт
и монтаж нефтепромыслового оборудования.
М. «Недра», 1989. -
Авербух
Б.А., Калашников Н. В., Кершенбаум Я.М.,
Протасов В. Н. Ремонт и монтаж бурового
и нефтепромыслового оборудования.
М., «Недра», 1976.
Общие положения
Техническое
обслуживание ротора Р-560
Надежная
работа ротора во многом зависит от
правильности его эксплуатации.
При
монтаже ротора необходимо проверить
наличие и качество смазки в его
корпусе. Первые 2—3 дня эксплуатации
нового ротора необходимо особенно
тщательно следить за температурой и
уровнем смазки. Качество смазки надо
проверять в течение всего времени
эксплуатации ротора. Повышение температуры
корпуса ротора выше 80 °С недопустимо.
Менять
масло и промывать ротор следует в
соответствии с заводской инструкцией.
Если в масляной ванне будет обнаружен
раствор или грязь, то корпус ротора
должен быть опорожнен и промыт, после
чего может быть восстановлена работа.
Уход
за ротором в процессе эксплуатации
заключается в следующем:
-
систематическая
обмывка ротора снаружи и удаление
раствора и грязи; -
проверка
состояния стопорного механизма; -
осмотр
вкладышей и зажимов ведущей трубы
(защелки должны свободно перемещаться
от усилия руки); -
проверка
легкости вращения стола; -
крепление
болтов и подтяжка гаек; -
смазка
цепи трансмиссии и проверка состояния
ограждения; -
проверка
уровня и качества масла в картере.
Зубчатая
передача и опоры ротора смазываются из
общей ванны или масляным насосом под
давлением. Масло в картер заливают через
отверстие, закрываемое пробкой. В пробку
вставляют щуп, с помощью которого
определяют уровень масла в ванне. В
некоторых конструкциях роторов подшипники
ведущего вала смазывают из другой ванны
или консистентной смазкой. Менять масло
и пополнять ванну необходимо в соответствии
с заводской инструкцией. Карта смазки
ротора приведена в таблице.
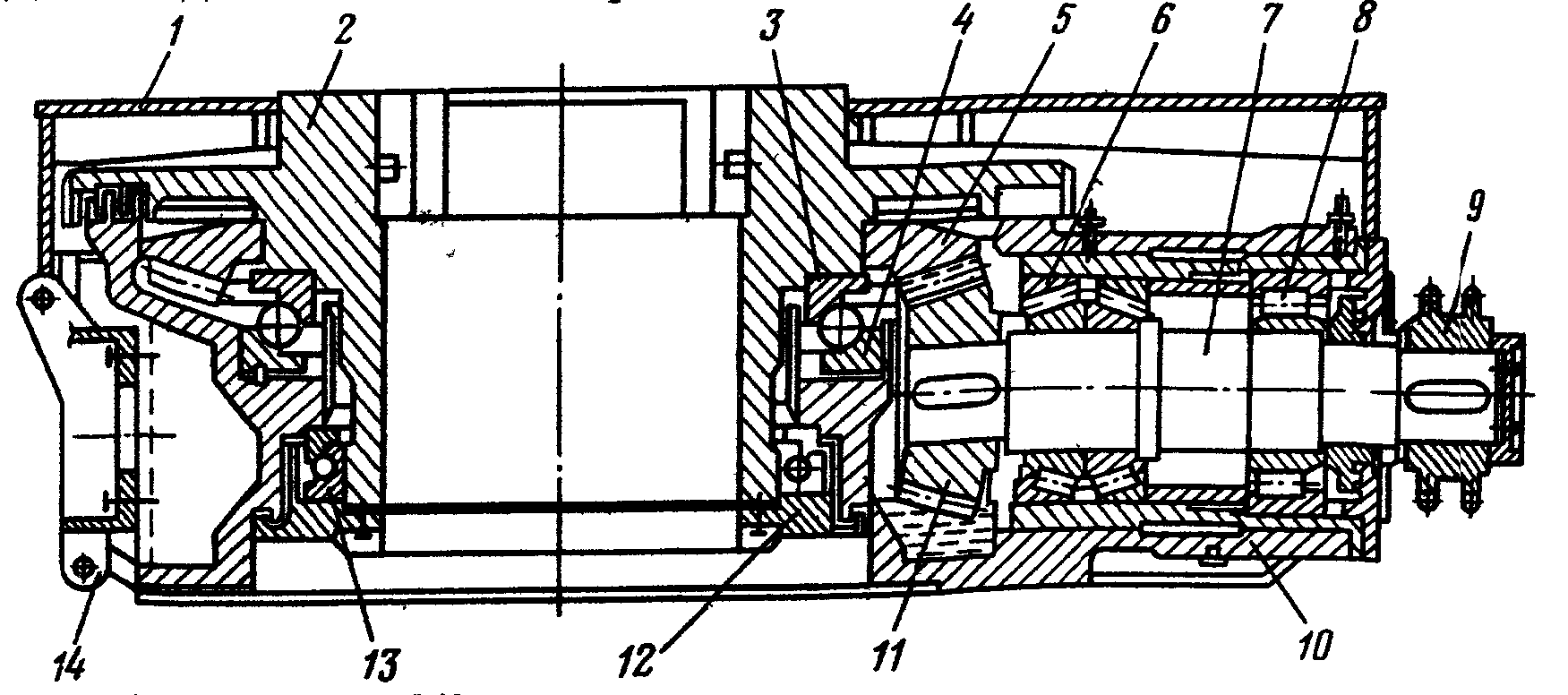
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Альметьевский государственный нефтяной институт
Кафедра бурения
Техника и технология бурения нефти и газа
Буровой ротор, сокращенно называемый ротором или вращателем, предназначен для выполнения следующих операций:
— вращения поступательно движущейся бурильной колонны в процессе проходки скважины роторным способом;
— восприятия реактивного крутящего момента и обеспечения продольной подачи бурильной колонны при использовании забойных двигателей;
— удержания бурильной или обсадной колонны труб над устьем скважи-ны при наращивании и спускоподъемных операциях;
— проворачивания инструмента при ловильных работах и других ослож-нениях, встречающихся в процессах бурения и крепления скважины.
Состав: Сборочный чертеж (СБ), Спецификация ![]()
Софт: КОМПАС-3D 13
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться
и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы
Еще чертежи и проекты по этой теме:
Ремонт бурового оборудования. Запчасти для ремонта.
Продукция для производства.
Ремонт Ротор РУП-560

Описание Ротор РУП-560
Ротор РУП-560 универсально-приводной предназначен для вращения бурильного инструмента, при оснащении захватом пневматическим АРБ100.35.00.000В, для удержания колонны бурильных и обсадных труб при их наращивании.
Ротор РУП-560: Типовые неисправности и устранение
|
Наименование, внешнее проявление неисправности буровых роторов |
Вероятная причина |
Способы устранения |
|
1. Корпус ротора сильно нагревается. |
В масляной ванне недостаточно или много масла. Загрязненность масла. |
Добавить до уровня или слить излишнее масло. Слить масло, промыть ванну и залить свежее масло. Проверить состояние уплотнений. |
|
2. Односторонний нагрев ротора. |
Несовпадение оси вышки с центром стола ротора. |
Проверить правильность центровки ротора относительно оси скважины и вышки относительно ротора. При несовпадении осей произвести центровку. |
|
3. Стол ротора при вращении вибрирует. |
Большой люфт в опорах стола. |
Отрегулировать величину люфта. |
|
4. Заедание стола ротора. |
Выход из строя опор ротора. |
Выполнить ремонт ротора квалифицированным рабочими. |
|
5. Большой люфт приводного вала. |
Износ подшипников приводного вала. |
Выполнить ремонт ротора квалифицированными рабочими. |
|
6. Заедание челюстей в столе ротора. |
Наклеп на кромках гнезда стола. |
Срубить фаски 10Х450 на кромках гнезда стола и челюстях. |
|
7. Масло в ванне быстро загрязняется. |
Попадание в ванну промывочной жидкости. |
Проверить исправность лабиринтного уплотнения. |
|
8. Коническая пара работает с ударами. |
Неправильно отрегулирован зазор между зубьями конической пары. |
Отрегулировать зазор между зубьями конической пары подбором прокладок под крышку приводного вала. |
|
Большой износ зубьев или излом последних. |
При большом износе или поломке зубьев выполнить ремонт ротора квалифицированными рабочими. |
Эксплуатация роторов РУП-560 для мобильных буровых установок
Перед пуском ротора РУП-560 в работу проверяют следующее:
- Правильность его монтажа.
- Состояние стопорного устройства стола ротора (во время пуска и работы ротора стопорное устройство должно находиться в открытом положении, так как включение ротора с закрытым стопорным устройством приведет к поломке отдельных его узлов).
- Состояние зубчатой передачи и подшипников путем вращения вала вручную (ведущий вал должен проворачиваться усилием одного рабочего плавно, без заеданий и толчков).
- Состояние защелок крепления вкладышей и зажимов (защелки должны легко проворачиваться от действия усилия одного рабочего).
- Уровень и качество смазки трущихся поверхностей клиньев.
- Состояние и надежность крепления гаек, шпилек и пробок.
При выявлении неисправностей или поломок ротора необходимо прекратить работу и произвести ремонт.
Правильный и своевременный уход обеспечивает длительную и безотказную работу бурового ротора.
Рекомендации по хранению и транспортировке буровых роторов РУП-560
- Ротор до ввода в эксплуатацию должен храниться в упаковке предприятия-изготовителя под навесом, на стеллажах с расположением над поверхностью земли не менее 0,5 м.
- Комплект запасных частей должен храниться в транспортной таре, в закрытом помещении.
- При длительном хранении ротор должен консервироваться согласно РЭ завода-изготовителя.
- При хранении ротор должен располагаться горизонтально, при этом складирование ротора РУП-560 на других изделиях не допускается.
- Транспортирование возможно любым видом транспорта в горизонтальном положении, притом ротор должен быть защищен от воздействия атмосферных осадков.