Cтанок спирально-навивной SNS-1500D

Дополнительная информация
Станок для производства спирально-навивных воздуховодов
(спирально навивной станок)
представляет собой комплекс производства прямых
участков спирально-навивных воздуховодов,
применяемых при реализации систем вентиляции,
воздушного отопления и воздухоочистки.
Инструкция
SNS-1500D Инструкция(по запросу)
Технические характеристики
| Модель | SBJX-1500D |
| Диаметр трубы, мм | 85-1500mm |
| Длинна трубы, мм | 100-8000 |
| Толщина металла, мм |
0,4 — 1,2 |
| Ширина полосы, мм | 137 |
| Скорость движения полосы, м/мин 1 | 1600 |
| Мощность главного привода,кВт | 5,5 |
| Напряжение | 380В — 50Гц |
| Масса, кг | 1600 |
Cтанок спирально-навивной SNS-2000A

Дополнительная информация
Станок для производства спирально-навивных воздуховодов
(спирально навивной станок)
представляет собой комплекс производства прямых
участков спирально-навивных воздуховодов,
применяемых при реализации систем вентиляции,
воздушного отопления и воздухоочистки.
Инструкция
SNS-2000A Инструкция(по запросу)
Технические характеристики
| Модель | SBJX-2000A |
| Диаметр трубы, мм | 200-2000mm |
| Длинна трубы, мм | 100-8000 |
| Толщина металла, мм |
0,4 — 1,2 |
| Ширина полосы, мм | 137 |
| Скорость движения полосы, м/мин 1 | 1600 |
| Мощность главного привода,кВт | 11 |
| Напряжение | 380В — 50Гц |
| Масса, кг | 1600 |
Cтанок спирально-навивной SNS-1500C

Дополнительная информация
Станок для производства спирально-навивных воздуховодов
(спирально навивной станок)
представляет собой комплекс производства прямых
участков спирально-навивных воздуховодов,
применяемых при реализации систем вентиляции,
воздушного отопления и воздухоочистки.
Инструкция
SNS-1500С Инструкция(по запросу)
Технические характеристики
| Модель | SBJX-1500C |
| Диаметр трубы, мм | 85-1500mm |
| Длинна трубы, мм | 80-1500 |
| Толщина металла, мм |
0,4 — 1,2 |
| Ширина полосы, мм | 137 |
| Скорость движения полосы, м/мин 1 | 1600 |
| Мощность главного привода,кВт | 7,5 |
| Напряжение | 380В — 50Гц |
| Масса, кг | 1600 |
Cтанок спирально-навивной SNS-1500C1

Дополнительная информация
Станок для производства спирально-навивных воздуховодов
(спирально навивной станок)
представляет собой комплекс производства прямых
участков спирально-навивных воздуховодов,
применяемых при реализации систем вентиляции,
воздушного отопления и воздухоочистки.
Инструкция
SNS-1500С1 Инструкция(по запросу)
Технические характеристики
| Модель | SBJX-1500C1 |
| Диаметр трубы, мм | 85-1500mm |
| Длинна трубы, мм | 100-8000 |
| Толщина металла, мм |
0,4 — 1,2 |
| Ширина полосы, мм | 137 |
| Скорость движения полосы, м/мин 1 | 1600 |
| Мощность главного привода,кВт | 11 |
| Напряжение | 380В — 50Гц |
| Масса, кг | 1600 |


![]()

Описание
Станок для изготовления спирально-навивных воздуховодов Spiral Ducter 20.20 (ex MasterTube) предназначен для навивки труб (как с наружным, так и внутренним швом) диаметром от 80 до 2000 мм из полосы рулона с толщиной стенки до 2,0 мм. Частотный преобразователь обеспечивает плавный пуск и ускорение, что приводит к практически бесшумной работе и минимизации энергопотребления станка. Пуклевочный ролик обеспечивает фиксацию замка и высокое качество спирально-навивных труб, а специальная формирующая кассета уменьшает ширину замка, позволяя экономить до 3% сырья!
Гарантия на 2 года + сервисный договор убирают риски затрат и остановку производства, гарантируя высокую производительность спирально-навивного станка по доступной цене!
Преимущество машины
- Уникальность спирально-навивного станка — система DC Sliter (патент) — чистый рез труб с внутренним/ наружным замком с толщиной стенки до 1,7 (2,0) мм
- Спирально-навивной станок отвечает самым высоким требованиям, позволяя производить воздуховоды из алюминия, оцинкованной и нержавеющей стали, по международным стандартам AFNOR, BS, DIN, SMACNA EUROVENT.
- Современные литьевые формирующие кольца технологии ISM™ в комбинации с новейшим фальцующим устройством создают совершенный герметичный шов и точный диаметр воздуховода.
- Формовка дополнительного поперечного угла жесткости позволяет использовать более тонкий материал, не теряя в прочности изделия.
- Модульная технология — комплектация станка в строгом соответствии с тех-заданием клиента.
Добавить в корзину и заказать
Спецификации
Опции
Фотографии
Видео
| Станок для спирально-навивных воздуховодов Spiral Ducter 20.20 (SVR) |
Базовый станок, включает в себя:
|
| Диаметры: | 80 — 2000 мм |
|
Толщина металла: |
0,4 — 2,0 мм оцинкованная сталь |
|
Ширина металлической ленты (штрипсы) |
0,4 — 1,0 мм 137 мм 1,1 — 1,3 мм 140 мм 1,4 — 1,7 мм 150 мм 1,8 — 2,0 мм 160 мм |
|
Электропитание: |
22 кВт/ 3 х 380 В/ 50 Гц |
|
Скорость подачи ленты : |
До 75 м/мин в зависимости от материала |
|
Вес штрипсы |
до 1200 кг |
|
Пневматическая подводка |
7Bar — 15 л / мин |
|
Двигатель |
электрический, управляемый частотой |
|
Прижимной ролик |
гидравлический |
|
Отрез воздуховода |
гидравлический слиттерный нож |
|
Разгрузочны столы |
гидравлические |
|
Разматывающее устройство |
с пневматическими тормозами |
* Цену и условия поставки спирально-навивного станка СВР — Spiral Ducter 2020 уточняйте у менеджеров отдела продаж!
 |
Технические характеристики:
|
2) Автоматический приёмный стол AROT:
 |
Краткое описание:
|















О «СВР»
«СПЕЦВЕНТРЕШЕНИЕ» – единственный на российском рынке завод-поставщик, производящий полный спектр современного высокотехнологичного оборудования для изготовления воздуховодов, дымоходов и изоляционных оболочек труб.
Соц. сети
Контакты
ул. Железнодорожная д.24, г. Москва,
Щербинка, 108851, Россия
+7 495 500 0785, +7 495 500 0787
Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.
скачать каталог
Содержание
- Спирально-навивной станок SPIRO ALPHA 6 (Б/У)
- Спирально-навивной станок Alpha 6
- Особенности:
- Отзывы о Спирально-навивном станке Alpha 6
- Продам Спирально-навивной станок Spiro alpha-6 Б/У
- Детальное описание
- Спирально-навивной станок SPK
- Описание
- Преимущества
- Технические характеристики
- Комплектация
- Обзор спирально-навивных станков
- Станки для производства спирально-навивных труб.
- — Резка готового воздуховода в размер фрезой или дисковыми ножами
- В качестве отрезного устройства на таких станках обычно применяется фреза или дисковый нож. При условии качественного проектирования и исполнения дисковые нож обладает неоспоримым преимуществом перед фрезой т.к. резка дисковым ножом бесшумная, не оплавляются края заготовки, нет расходных материалов. Но при этом конструкция с дисковым ножом требует более бережного обращения. Если ножи выставлены не правильно, может образоваться скол режущей кромки ножей без возможности восстановления, либо замятие заготовки, если расстояние между ножами слишком большое) и более тонкой настройки (т.к. при такой резке толщина реза равна нулю и если направление реза выставлено не точно, по прохождению полного витка с расхождением в конце всегда будет оставаться недорезанное соединение шириной несколько мм). Как правило, в базовой комплектации идет фреза, но по желанию заказчика станок может быть укомплектован дисковым ножом.
Спирально-навивной станок SPIRO ALPHA 6 (Б/У)

Спирально-навивной станок SPIRO ALPHA 6 — станок предназначен для производства спирально-навивных воздуховодов диаметром от 80 до 1250 мм, разработанный компанией Spiro (Швейцария) в соответствии с последними техническими достижениями в этой области. Станок соотвествует всем стандартам DIN, SMACHA, AFNOR, BS и EUROVENT по точности обработки и параметрам допустимого давления. Спирально-навивной станок Spiro ALPHA 6 предназначен для производства до 1500 квадратных метров труб воздуховодов за одну рабочую смену. Пригоден для использования на строительных площадках.
- Стандартный набор гибких формирующих колец:диаметр 100, 125, 160, 200, 250, 315, 355, 400, 450, 500, 560, 630, 710, 800 и 1000 мм;
- Механический прижим зажимающего шов ролика;
- Синхронизированная высокоскоростная фреза для отреза воздуховода;
- Отмер длины воздуховода по датчикам;
- Нанесение ребер жесткости;
- Вертикальный разматыватель на 3 тонны
- Приемный стол
Станок Б/У Именно с производства нашего партнера, продажа в связи с обновлением станочного парка.
Полностью рабочий.
Стоимость: ПРОДАН
Год выпуска станка 2005 год.
Производитель: SPIRO
Страна производитель: Швейцария
Cрок поставки: Нет в наличии
Спирально-навивной станок SPIRO ALPHA 6 (Б/У)
Источник
Спирально-навивной станок Alpha 6


Спирально-навивной станок Alpha 6 — предназначен для производства до 1500 квадратных метров труб воздуховодов за одну рабочую смену.
Особенности:
- Спирально-навивной станок ALPHA 6 поставляется в комплекте со стандартным набором гибких формирующих колец, диаметр 100, 125, 160, 200, 250, 315, 355, 400, 450, 500, 560, 630, 710, 800 и 1000 мм;
- Механический прижим зажимающего шов ролика;
- Синхронизированная высокоскоростная фреза для отреза воздуховода;
- Отмер длины воздуховода по датчикам; Нанесение ребер жесткости.
Страна изготовления: Швейцария
| Тип привода | Электрический |
| Рабочая длина, мм | Не ограничена |
| Толщина металла, мм | от 0,4 до 1 |
| Скорость подачи ленты, м/мин | до 42 |
| Диапазон диаметром, мм | от 80 до 1300 |
| Напряжение, В | 400 |
| Габаритные размеры, мм | 5330х4950х2500 |
| Вес нетто, кг | 1300 |
Отзывы о Спирально-навивном станке Alpha 6
Пока нет отзывов на данный товар.
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Внешний вид товара может отличаться от фотографий на сайте. Несовпадение внешнего вида и комплектности реального товара с фотографиями на сайте не является показателем ненадлежащего качества товара.
Информация о товаре, его технических характеристиках и комплектации приводится в соответствии с общедоступными источниками информации. Технические характеристики и комплектация товара могут быть изменены производителем без предварительного уведомления. Уточняйте важные для Вас параметры у наших менеджеров.
Источник
Продам Спирально-навивной станок Spiro alpha-6 Б/У






Детальное описание
продается Б/У Спирально-навивной станок Spiro alpha-6
( дополнительные фото при необходимости вышлем на электронную почту)
Станок для производства спирально-навивных воздуховодов
Alpha-6 – экономичный и мобильный станок для производства спирально-навивных труб. Для формирования труб используется система гибких лент, отрезка производится фрезой.
Основные преимущества станка:
Безупречное качество готовой продукции;
Сравнительно небольшая рабочая зона;
Возможность изготовления большого количества диаметров труб.
Тип привода Электрический
Рабочая длина не ограничена
Толщина металла 0.4 — 1.0 мм
Диапазон диаметров 80 — 13
Скорость подачи ленты до 42 м/мин
Параметры подключения Электропитание 3×400/50 В/Гц Потребляемая мощность 5.5 кВт
Источник
Спирально-навивной станок SPK
Описание
Преимущества
- Элементарное управление — кнопочный пульт, минимум настроек зависящих от человеческого фактора (не требует высокой квалификации оператора, сокращает время при перенастройке с одного диаметра на другой).
- Высокое качество труб, швов и отрезов обеспечивается за счет жесткости станка и использования высокопрочных материалов в его изготовлении.
- Высокая производительность станка, до 100 метров в мин. благодаря мощному двигателю 15 кВт и 5-ю парам приводных формирующих роликов.
- Недорогие комплектующие и всегда в наличии– полный спектр производства.
- Полная пуско-наладка, обучение и гарантия 2 года – мы сами создаем станки и знаем каждый механизм как свои 5 пальцев.
- Высокая надежность. Равномерное распределение нагрузки в приводном механизме роликов увеличивает срок службы основного формирующего механизма.
Технические характеристики
Гибкие формировочные кольца, Ø трубы
Жесткие формировочные кольца из стали, Ø трубы
Отрезной механизм бесшумный
Декойлер для штрипс с 1 катушкой
Быстросменный с дисковым тормозом, до 1500кг, посадочный диаметр для отечественных рулонов
Декойлер для штрипс с 2 катушками (Опция)
Быстросменный, карусельного типа, с дисковыми независимыми тормозами на каждую катушку, до 1500кг, посадочный диаметр для отечественных рулонов
Использование Подкатного крана
Переход с 0,5 на 0,9 мм штрипс
Переход с жесткого кольца на гибкое
Угол захода ленты в спираль трубы
Обеспечивается геометрией станка (не требуется дополнительная настройка)
Только нижняя часть ленты, экономия 50%
Управление приемным столом
Настройка приемного стола
Автоматический сброс готовой трубы (Опция)
Все приводные ролики, 5 секций
Кнопочный, не требует квалификации
Поставки станка, комплектующих и запчастей
В наличии на складе производства
Комплектация
В комплектацию СТАНДАРТ входит: 1) Станок 2) Декойлер на 1 катушку с дисковым тормозом 3) Приемный стол с кнопочным управлением и автоматической регулировкой по высоте за счет геометрии конструкции 4) Набор гибких формировочных колец с диаметра 100 по 1600мм 5) Упаковка 6) Обучение и пусконаладка 7) Инструкция по эксплуатации  Гарантийные обязательства Опции: 1) Карусельный декойлер на 2 катушки 2) Набор жестких колец 3) Автоматический сброс готовой трубы 4) Накопитель для готовых труб 5) Подкатной кран на 2 тонны для установки и перевозки штрипс (при отсутствии кран-балки) 6) Стойка для гибких формирующих колец на 27 шт 7) Паллета для хранения бухт диаметром до 1400мм (максимальная нагрузка 3500кг)
Гарантийные обязательства Опции: 1) Карусельный декойлер на 2 катушки 2) Набор жестких колец 3) Автоматический сброс готовой трубы 4) Накопитель для готовых труб 5) Подкатной кран на 2 тонны для установки и перевозки штрипс (при отсутствии кран-балки) 6) Стойка для гибких формирующих колец на 27 шт 7) Паллета для хранения бухт диаметром до 1400мм (максимальная нагрузка 3500кг)
Спирально-навивной станок «SPK» служит для производства спирально навивных труб диаметром 100 – 2000мм и толщиной стенки 0,5 – 1,0 мм. Ширина ленты 137мм, мощность 15 кВт, скорость подачи ленты 5-100 м/мин

Жесткие кольца существуют разных диаметров от 100 до 1250мм и позволяют сократить время при переходе с диаметра на диаметр, исключая дополнительные настройки.

Удлинитель приемного стола 3м
Удлинитель приемного стола служит для изготовления труб длиной более 4 метров.

Стойка для гибких колец идеально подходит для хранения гибких колец, позволяет сохранить порядок на рабочем месте.

Подъемный кран предназначен в основном для транспортировки и установки бухт (штрипс) на катушку спирально навивного станка SPK, не заменим на производстве безкран балки или тельфера.

Паллета — это отличная система хранения бухт — ложементная до 3,5т с маслосборником. Отлично подходит для предприятий с чистым полом.

Отлично подходит для хранения инструмента, комплектующих и запасных частей, обслуживаемого оборудования.
Источник
Обзор спирально-навивных станков
Станки для производства спирально-навивных труб.
В данной статье мы рассмотрим несколько моделей спирально-навивных станков для изготовления труб. Из самых распространенных видов спирально-навивных труб можно отметить:
2. Гибкие алюминиевые воздуховоды

3. Армированные гибкие алюминиевые воздуховоды


Рассмотрим более подробно оборудование для производства спирально-навивных труб, которые применяются в вентиляционных системах при производстве воздуховодов и в качестве защитных кожухов предизолированных труб для теплотрасс диаметром от 80 до 2000 мм, из металлической ленты (штрипса) толщиной 0.4 – 2 мм, шириной 120 – 140мм.

основан на формировании замковых частей на краях ленты путем последовательной прокатки на инструментальных роликах, изгибания по кругу по направляющим, завальцовки соединенного замка и резки в размер. Используемый материал — это штрипс шириной 137 мм в бухте весом до 700 кг. Он режется на линиях продольной резки металла из бухт шириной 1250 мм и весом 8 тонн. После чего устанавливается на разматывающее устройство
Станки для производства спирально-навивных труб.
— С помощью разматывателя (декойлера)

металлическая полоса шириной 137 мм (штрипс) затягивается и подается в блок формирования
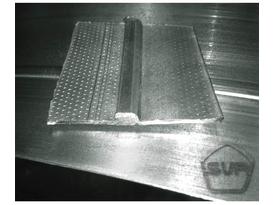
«замка», где происходит выпрямления металлической ленты (штрипса), и непосредственно изготовление «замка» на прокатных роликах и формирование ребер жесткости,

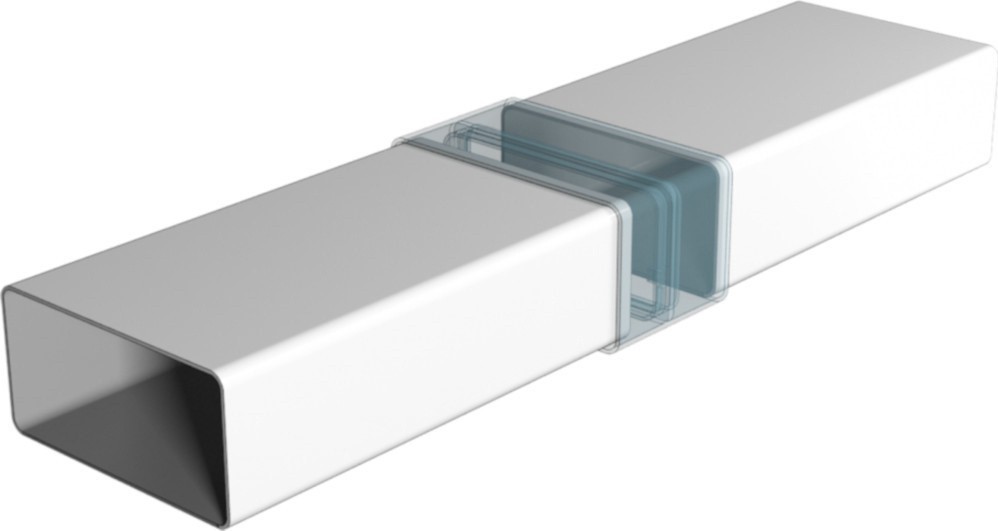
далее идет процесс навивки трубы с герметичным закрытием «замка» спирально-навивного воздуховода
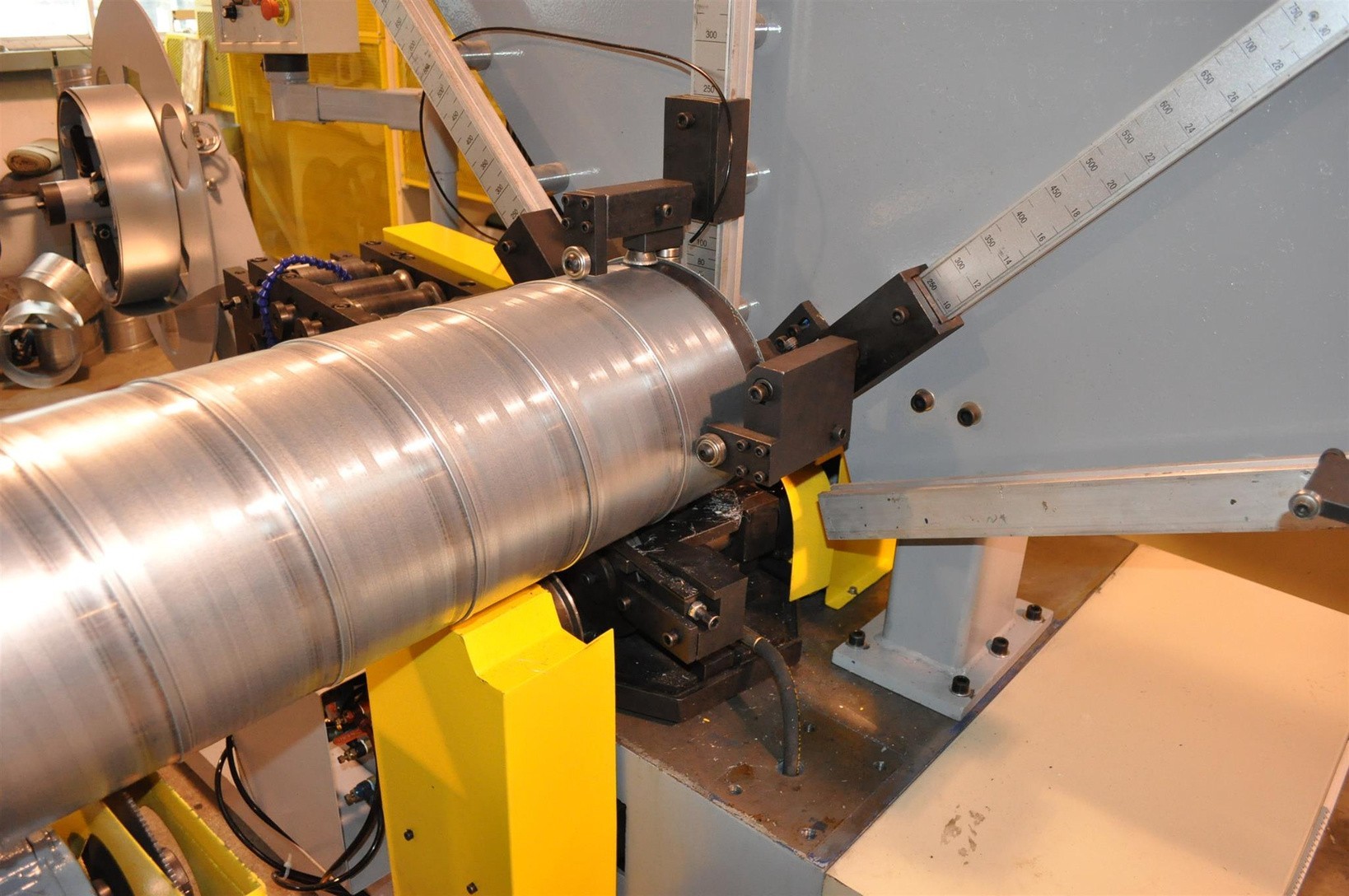
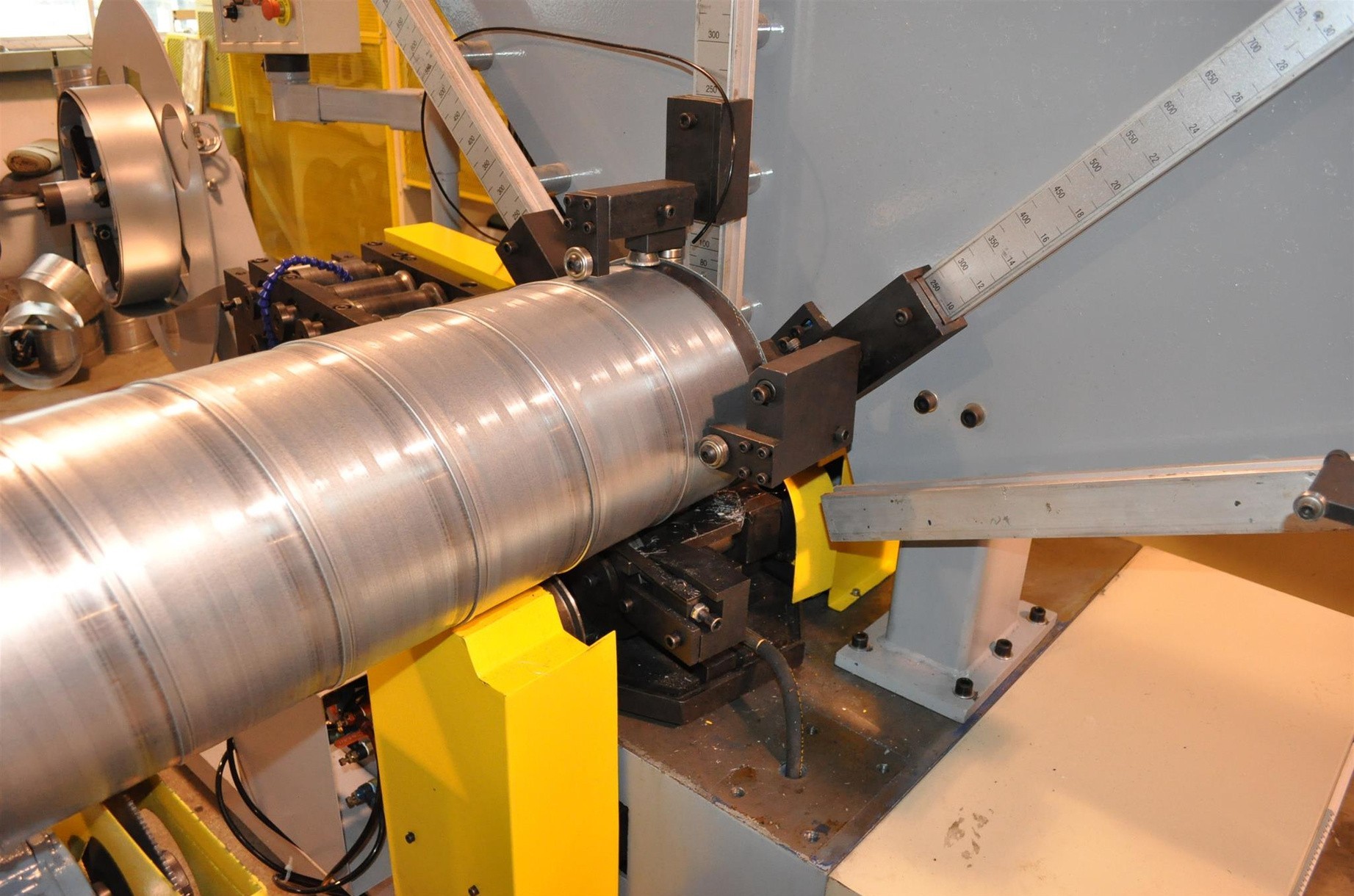
И резка готовой спирально-навивной трубы в нужный размер
(процесс отрезки производится фрезой, это позволяет получить ровный край трубы, без заусенцев и не острый, что обеспечивает безопасную эксплуатацию).
Управление линией осуществляется от системы ЧПУ. Автоматизация работы линии позволяет добиться высокой производительности производства спирально-навивных воздуховодов (от 20 000 м/мес).

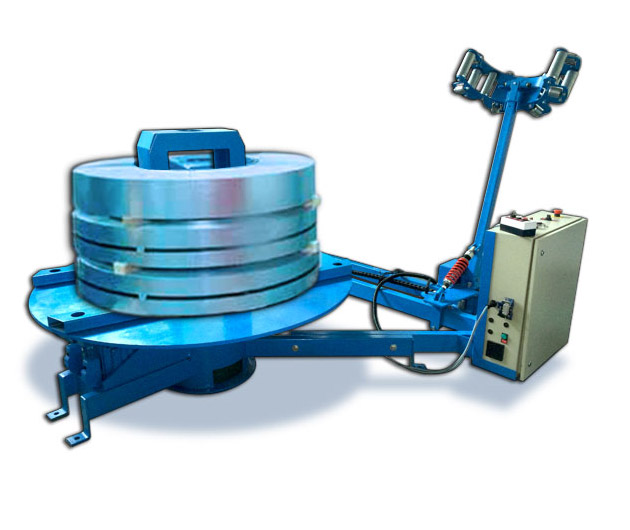
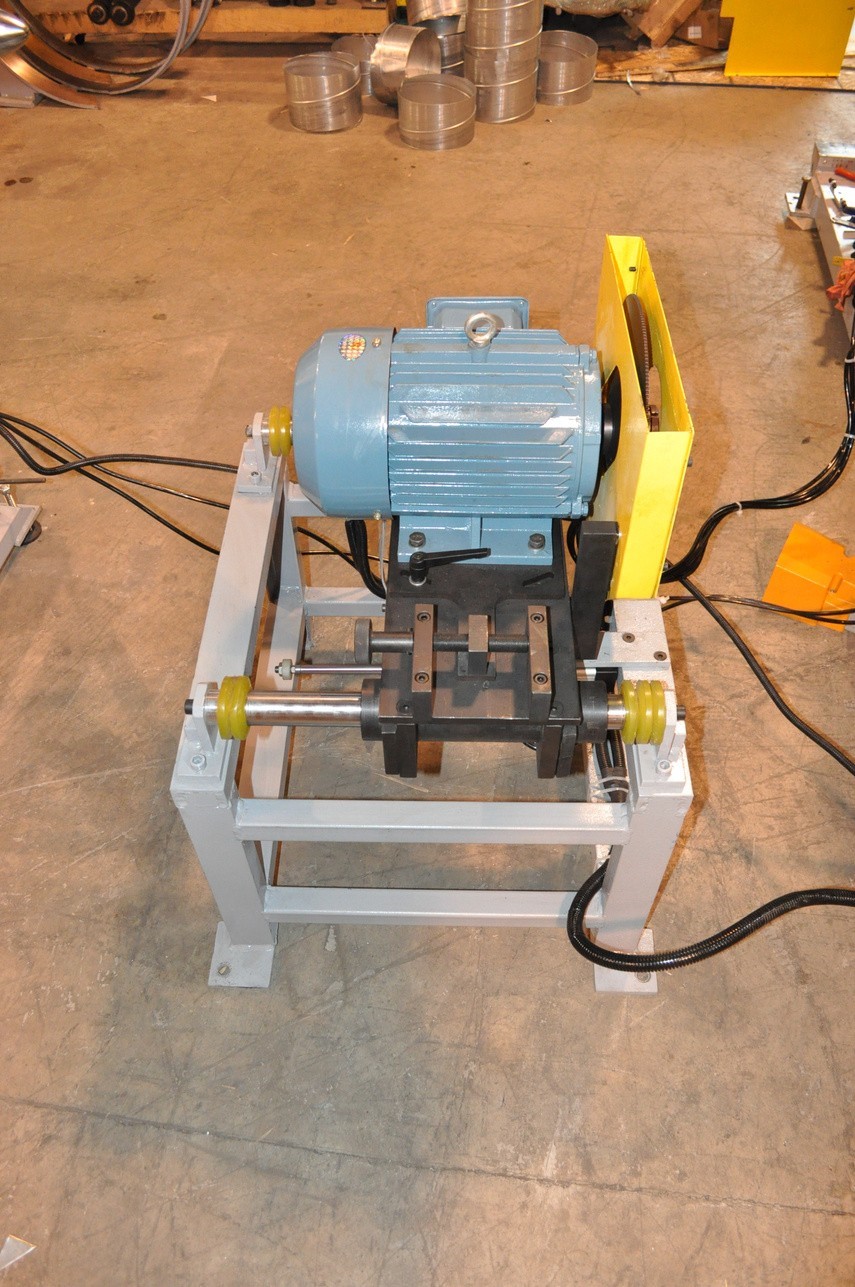
Разматыватель для спирально-навивного станка бывают простые — пассивные, с колесами для перемещения по цеху или более дорогие, с сервоприводом для автоматического позиционирования. Это обусловлено тем, что с изменением диаметра навиваемой трубы, меняется так же угол навивки, и, следственно, угол подачи металла в загибающее кольцо. Прокатная часть так же, проектируется поворотной.

Узел формирования замка не столь сложная операция, как думается некоторым. В качестве доказательства,можно привести тот факт, что различные производители реализуют прокатную часть на двух, трех четырех или шести парах инструментальных роликов. То есть, достаточно качественный замок формируется даже за два перехода, практически с одним и тем же результатом, что и на шести переходных прокатных частях. Конечно, большее число клетей позволяет точнее сформировать замок и добиться стабильности его геометрии на более высоких скоростях (но о скоростях до 40 м/ мин многим остается только мечтать).


— Преимущество работы с гибкими кольцами в том, что ленту можно быстро перенастроить под любой заданный диаметр спирально-навивной трубы, т.к. кольцо формируется оператором, однако возможна погрешность в размерах, т.к. присутствует человеческий фактор.
— Преимущество работы на спирально-навивном станке с жесткими кольцами — каждое кольцо имеет свой диаметр, изготовленный по эталону, поэтому погрешность сводится к сотым долям миллиметра. Это важно при производстве спиральных труб для нефтяной и других отраслях, где диаметры спирально-навивных труб жестко регламентированы. Из минусов — под каждый диаметр нужно заказывать отдельное кольцо, что влияет на стоимость спирально-навивного станка. Наверно это один из самых спорных узлов при выборе станка! Споры о том, из чего лучше делать формирующие кольца, не утихают и по сей день. Некоторые производители (в том числе и европейские) успешно обходятся стальной лентой шириной 20 мм и толщиной 1мм, другие делают отливку из силуминового сплава с точной фрезеровкой и применением внутренних медных накладок.Как показывает практика, даже самый дорогой вариант в неумелых руках приводит к выпуску некачественной продукции и даже самый дешевый станок может выдавать отличную продукцию при грамотной настройке.
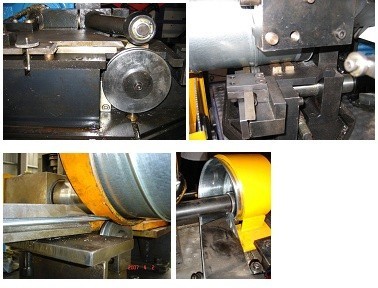
Узел формирования замка в различных исполнениях

— Резка готового воздуховода в размер фрезой или дисковыми ножами
В качестве отрезного устройства на таких станках обычно применяется фреза или дисковый нож. При условии качественного проектирования и исполнения дисковые нож обладает неоспоримым преимуществом перед фрезой т.к. резка дисковым ножом бесшумная, не оплавляются края заготовки, нет расходных материалов. Но при этом конструкция с дисковым ножом требует более бережного обращения. Если ножи выставлены не правильно, может образоваться скол режущей кромки ножей без возможности восстановления, либо замятие заготовки, если расстояние между ножами слишком большое) и более тонкой настройки (т.к. при такой резке толщина реза равна нулю и если направление реза выставлено не точно, по прохождению полного витка с расхождением в конце всегда будет оставаться недорезанное соединение шириной несколько мм). Как правило, в базовой комплектации идет фреза, но по желанию заказчика станок может быть укомплектован дисковым ножом.

Источник