1. Головка делительная универсальная УДГ-Д-200
Класс точности — П
Техническое описание и инструкция по эксплуатации Ю-42.47.013ТО
ЛОМО, 1989г.
2. Головка делительная универсальная УДГ-Д-160А
Класс точности — Н
Паспорт Ю-42.47.026ПС
ЛОМО, 1990г.
3. Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 — техническое описание и инструкция по эксплуатации
Ленинградское оптико-механическое объединение имени В.И. Ленина
ЛОМО, 1983 г.
Скачать еще файл:
УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400, техническое описание и инструкция по эксплуатации. 1976 год (djvu)
Содержание
- 1 Назначение.
- 2 Основные характеристики.
- 3 Точностные характеристики.
- 4 Порядок работы.
- 4.1 Прямая разметка (деление)
- 4.2 Простая разметка (деление)
- 4.3 Дифференциальное деление
- 4.4 Фрезерование спиральных канавок.
- 4.5 Фрезерование гипоидной цилиндрической зубчатой передачи
- 5 Монтаж делительной головки и регулировка.
- 6 Настройка делительной головки.
- 7 Правила хранения.
- 8 Указание мер безопасности.
- 9 Комплектация.
- 10 Сведения о консервации.
- 11 Гарантийные обязательства.
Назначение.
1.1. Универсальная делительная головка типа УДГ предназначена для выполнения работ по обработке детали, связанных с поворотом детали на заданную величину, при работе на фрезерных, зубофрезерных, долбежных, расточных, строгальных и сверлильных станках, а также при разметочных и других работах.
1.2. Делительные головки являются важными принадлежностями консольно-фрезерных станков, особенно универсальных, и применяются при необходимости фрезерования граней, пазов, шлицев, зубьев колёс и инструментов, расположенных под определённым углом друг относительно друга. Их можно использовать для простого и дифференциального деления.
1.3. С помощью делительной головки можно производить в центрах, в патроне или на шпиндельной оправке и осуществлять следующие конкретные операции:
- простое деление окружностей;
- прямое деление окружностей;
- дифференциальное деление окружностей без интервала;
- фрезерование спиралей;
- фрезерование зубчатых колес;
- фрезерование спиральных. гипоидных канавок;
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка.
Основные характеристики.
Основной характеристикой делительной головки N является величина обратная передаточному отношению червячной пары. Технические характеристики универсальных делительных головок типа УДГ представлены в табл.1.
Таблица 1 — Технические характеристики универсальных делительных головок
| Характеристика | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Наибольший диаметр обрабатываемого изделия, мм | 160 | 200 | 250 | 320 |
| Высота центров, мм | 80 | 100 | 125 | 160 |
| Диаметр монтажного фланца (размер под шпиндель станка) | 36,541 | 41,275 | 53,975 | 53,975 |
| Ширина шпонки, мм | 14 | 14 | 18 | 18 |
| Угол поворота шпинделя от горизонтального положения | ||||
| — вниз от линии центров, град | 90 | 95 | 95 | 95 |
| — вверх от линии центров, град | 6 | 5 | 5 | 5 |
| Передаточное число червячной передачи | 1:40 | 1:40 | 1:40 | 1:40 |
| Крепление в шпиндельном отверстии (конус Морзе) | 3 | 3 | 4 | 4 |
| Цена деления нониуса | 10” | 10” | 10” | 10” |
| Модуль сменных зубчатых колес, мм | 1,5 | 1,5 | 1,5 | 1,5 |
| Масса,кг (нетто) | 36 | 67 | 119 | 125 |
| Масса,кг (брутто) | 42 | 79 | 132 | 140 |
| Габариты | 544×405×222 | 616×465×265 | 536×460×310 | 710×505×342 |
| Максимальная нагрузка, кг | 80 | 100 | 130 | 130 |
Точностные характеристики.
Универсальная делительная головка осуществляет вращение заготовки с сохранением технологических баз обрабатываемой детали со следующими точностными характеристиками, представленными в табл.2.
Таблица 2 — Точностные характеристики универсальных делительных головок
| №пп | Параметр | УДГ160 | УДГ200 | УДГ250 | УДГ320 | |
| 1 | Радиальное биение конической поверхности шпинделя: | 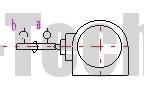 |
||||
| a) у основания конуса | 0.010 | 0.010 | 0.010 | 0.010 | ||
| b) на расстоянии 300мм от передней части шпинделя | 0,015 | 0.020 | 0.020 | 0.020 | ||
| 2 | Биение центральной точки | 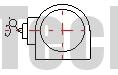 |
0.010 | 0.010 | 0.010 | 0.010 |
| 3 | Радиальное биение шпинделя по диаметру | 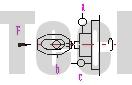 |
0.010 | 0.010 | 0.010 | 0.010 |
| Периодическое осевое скольжение шпинделя | 0.010 | 0.010 | 0.010 | 0.010 | ||
| Биение передней поверхности шпинделя | 0.020 | 0.020 | 0.020 | 0.020 | ||
| 4 | Перпендикулярность оси шпинделя опорной поверхности | 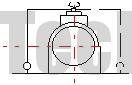 |
0,02/300 | 0,02/300 | 0,02/300 | 0,02/300 |
| 5 | Параллельность штифта к шпиндельной оси |  |
0.010 | 0.015 | 0.015 | 0.015 |
| Параллельность оси шпинделя к поддерживающей поверхности | 0.010 | 0.015 | 0.015 | 0.015 | ||
| Отклонение оси шпинделя от Т-обраазнорго паза | 0.010 | 0.015 | 0.015 | 0.015 | ||
| 6 | Индивидуальная ошибка деления для одного полного оборота |  |
60″ | ±45″ | ±45″ | ±45″ |
| Накапливаемая ошибка на любой ¼ окружности шпинделя | 70″ | 1′ | 1′ | 1′ |
Порядок работы.
4.1. Перед началом работы ознакомиться с комплектом технической документации.
4.2. Протереть комплект оборудования, удалить смазку ветошью, смоченной в бензине, насухо протереть тканью.
4.3. Смонтировать на станке делительную голову и соответствующие приспособления. Подготовить станок и оснастке к работе к работе. Выбрать способ разметки.
4.4. Управляющие элементы делительной головки и ее конструкция показаны на рисунке 1 и на рисунке 2.

1 – рукоятка для выключения червячной передачи;
2 – градуированный диск;
3 – рукоятка для блокировки шпинделя;
4 – фиксирующий штифт;
5 – делительная пластина;
6 – блокирующий штифт для делительной пластины;
7 – гайка для регулировки люфта между червяком и червячным колесом;
8 – зубчатый вал.
Делительная головка может работать в нескольких режимах:
Прямая разметка (деление)
При выполнении прямой разметки сначала надо освободить червячную передачу и колесо передачи и затем использовать градуированный диск на передней части шпинделя делительной головки также как линии разметки на корпусе.
После окончания разметки с помощью делительной головки, переходят к фрезерованию, и тогда шпиндель следует заблокировать с помощью рукоятки на шпинделе.
Простая разметка (деление)
Простая разметка (деление) с помощью делительной головки на поверхности заготовки выполняется наиболее часто.
Количество поворотов делительной головки определяется как частное от деления, и вычисляется следующим образом:
n = 40 (кол-во зубьев на зубчатом колесе) / Z (кол-во делений на заготовке)
Следует отметить, что результат деления – не целое число, а дробное. Знаменатель представляет собой количество отверстий в кольце делительной пластины. Если знаменатель не соответствует количеству отверстий в делительной пластине, то деление возможно. Диск перемещается в следующее положение и фиксируется с помощью шпильки.
Если знаменатель дроби не соответствует количеству отверстий в делительной пластине, простое деление не может быть использовано, для этого применяют дифференциальное деление.
Дифференциальное деление
При необходимости, любое количество равных делений может быть получено при использовании метода дифференциального деления. При проведении дифференциального деления сначала разъединить блокирующий стержень делительной пластины от делительной пластины. Вставить оправку в коническое отверстие на заднем конце шпинделя и затем установить сменную зубчатую передачу в оправку. С помощью этой оправки момент передается через сменную зубчатую передачу . Затем вращая рукоятку делительной головки для поворота шпинделя. Шпиндель в свою очередь приводит в движение сменную зубчатую передачу.
При дифференциальном делении расчет сменой зубчатой передачи выглядит следующим образом:

где I – передаточное число сменной зубчатой передачи
X — требуемое значение
Z — количество зубьев сменной зубчатой передачи
A, B, C, D – количество зубьев сменной зубчатой передачи
Выбор требуемого значения X зависит от числа делений Z заготовки. Для определения этого значения сначала выбирается количество отверстий на делительной пластине, или для удобства дробь приводится к любому ее виду, эквивалентное значение которой соответствует количеству отверстий в делительной пластине. Для этого случая значение X иногда либо больше, либо меньше чем число делений Z заготовки, но это значение должно отличаться ненамного, и должно быть как можно ближе к значению Z.
Если X меньше чем Z то результат, подсчитанный по формуле — отрицательный. В этом случае стопорная шпилька должны быть повернута в направлении против направления делительной пластины.
Если X больше чем Z, то результат, подсчитанный по вышеприведенной формуле – положительный. В этом случае направление перемещения стопорной шпильки должно соответствовать направлению делительной пластины.
Подсчет числа поворотов шпильки является таким же что и в случае простого деления, но для дифференциального деления не следует брать действительное значение Z и следует взять допустимое значение X как замену. Расчет ведется по формуле, данной ниже:
n=40/X
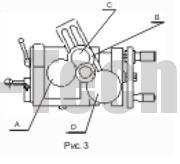
Сменить передачу, как показано на рисунке 3.
Фрезерование спиральных канавок.
(Делительная головка УДГ-160 должна быть оснащена креплением сменной передачи.)
При фрезеровании спиральных канавок, фиксирующая шпилька должна быть помещена в отверстие в делительной пластине и делительная пластина должна быть свободной.
Для фрезеровки спиральной канавки правильной формы, стол фрезерного станка до выполнения работы следует устанавливать под эффективным углом и его значение может быть рассчитано по следующей формуле.

где Ψ – угол поворота;
π – 3,14;
D — диаметр заготовки;
T – шаг спиральной канавки;
Передаточное число может быть выражено

где i – измененное передаточное число;
t – шаг фрезеровки;
T — ширина канавки;
a,b,c,d — количество зубьев механизме в зубчатой передаче.
Для фрезеровки левосторонней спирали промежуточное звено зубчатой передачи следует добавить, так что замена компонентов а и d приведет к смене направления. Для фрезерования правосторонней спирали замену компонентов а и d следует произвести так, чтобы направление не изменилось.
Фрезерование гипоидной цилиндрической зубчатой передачи
Операция фрезерования гипоидной цилиндрической зубчатой передачи аналогично нарезанию спиральных канавок, с разницей в выражении данных зубчатой передачи в формуле.
Вычисление изменения передаточного числа зубчатой передачи для фрезерования гипоидных цилиндрических зубьев осуществляется по формуле

где М – стандартный модуль зуба;
β – угол наклона зуба.
Монтаж делительной головки и регулировка.
Точность выполняемых работ при использовании изделия и сроки службы универсальной делительной головки преимущественно зависят от правильности установки.
Недопустимы удары, как во время транспортировки, так и во время эксплуатации.
Установочные размеры делительных головок представлены ниже
Для УДГ-160

Для УДГ-200, УДГ-250, УДГ-320

Рис.4 Присоединительные размеры делительных головок.
В таблице 3 приведены присоединительные размеры универсальных делительных головок (кроме УДГ-160), обозначенные буквами на рисунке 4
| Делительная головка | A | B | C | D | E | F | G | H | L | M | N | O | P |
| УДГ-200 | 162 | 14 | 102 | 87 | 186 | 95 | 116 | 100 | 93 | 54.7 | 30 | 100 | 100 |
| УДГ-250 | 209 | 18 | 116 | 98 | 224 | 117 | 120 | 125 | 103 | 68.5 | 34.5 | 100 | 125 |
| УДГ-320 | 209 | 18 | 116 | 98 | 259 | 152 | 120 | 160 | 103 | 68.5 | 34.5 | 100 | 160 |
Настройка делительной головки.

Рис.5. Настройка делительной головки на простое деление
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK = 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК = 1/N. При нарезании зубчатого колеса надо сделать пр оборотов рукоятки, т. е.nр = k/N = 1/z или пр = N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
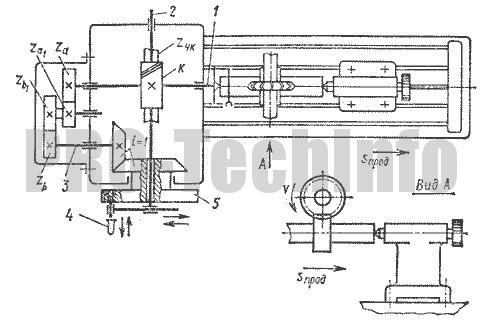
Рис.6. Настройка делительной головки на дифференциальное деление
Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину
1 об. заг zчкiib=P/Pпрод об. винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Правила хранения.
9.1. Хранить комплект оборудования в заводской упаковке в сухом отапливаемом помещении при температуре воздуха от +5 до +40˚С и относите
льной влажности не более 75%.
9.2. При длительном хранении изделия, во избежание возникновения коррозии помимо смазки маслом, его необходимо завернуть в бумагу с водоотталкивающей пропиткой.
9.3. Воздух в помещении не должен содержать примесей агрессивных паров и газов.
Указание мер безопасности.
Во избежание травматизма необходимо придерживаться правил безопасного труда, соблюдать технику безопасности при работе со станками. Делительную головку необходимо надежно крепить на станке в соответствие с требованиями ГОСТ 12.2.009-99. Не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
Комплектация.
- Универсальная делительная головка — 1 ед.
- Задняя бабка – 1 ед.
- Устройство крепления зубчатой передачи (кроме УДГ-160) – 1 ед.
- Зубчатая передача (кроме УДГ-160) – 1 ед.
- Суппорт – 1ед.
- Центр токарный – 1 ед.
- Кронштейн – 1ед.
- Делительная пластина – 1ед.
- Трехкулачковый самоцентрирующийся патрон – 1ед.
- Техническая документация – 1 комплект.
Сведения о консервации.
10.1. Комплект оборудования универсальной делительной головки типа УДГ подвергнут консервации в соответствии требованиям ГОСТ 9014-76. Наименование и марка консерванта – масло консервационное К-17.
10.2. Срок хранения комплекта без переконсервации – 2 года, при условии хранения в условиях по ГОСТ 15150-69.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) прибора, при условии соблюдения потребителем правил хранения и эксплуатации прибора.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Формат: Doc.
Головка делительная универсальная УДГ-250 дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол
Базовая комплектация делительной головки: головка делительная универсальная в сборе, бабка задняя, патрон трёхкулачковый самоцентрирующий, фланец переходный к самоцентрирующему трёхкулачковому патрону, центр упорный, поводок, болты под станочный паз, техническое описание и инструкция по эксплуатации универсальных делительных головок, паспорт универсальной делительной головки, паспорт трёхкулачкового патрона.
Делительная головка УДГ-250 (УДГ-Д-250) дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки УДГ-250 можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки УДГ-250 можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
- Люнет 1 шт
- Гитара для дифференциального деления 1 шт
- Гитара для нарезания спирали 1 шт
- Оправка для дифференциального деления 1 шт
- Колеса зубчатые:
- z=25; m=1,5 2 шт
- z=30; m=1,5 1 шт
- z=35; m=1,5 1 шт
- z=40; m=1,5 1 шт
- z=50; m=1,5 1 шт
- z=55; m=1,5 1 шт
- z=60; m=1,5 1 шт
- z=70; m=1,5 1 шт
- z=80; m=1,5 1 шт
- z=90; m=1,5 1 шт
- z=100; m=1,5 1 шт
Сведения о производителе делительных головок УДГ-200 (УДГ-Д-200)
Разработчиком и изготовителем делительных головок УДГ-200 (УДГ-Д-200) до 1990 года было Ленинградское оптико-механическое объединение ЛОМО.
В настоящее время производство и реализацию универсальных делительных головок УДГ-160 (УДГ-Д-160), УДГ-200 (УДГ-Д-200), УДГ-250 (УДГ-Д-250), УДГ-320 (УДГ-Д-320) осуществляет Производственная , которая была основана в 1990 году на базе — ОАО «ЛОМО».
Продукция, выпускаемая Ленинградским оптико-механическим объединением ЛОМО
- УДГ-100 (УДГ Н-100)
— универсальная делительная головка 100 (Ø 200) - УДГ-135 (УДГ Н-135)
— универсальная делительная головка 135 (Ø 270) - УДГ-160 (УДГ-Д-160)
— универсальная делительная головка Ø 160 - УДГ-200 (УДГ-Д-200)
— универсальная делительная головка Ø 200 - УДГ-250 (УДГ-Д-250)
— универсальная делительная головка Ø 250
УДГ-Д-250 Конструкция делительной головки
Делительная головка УДГ-Д-250 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
УДГ-200 (УДГ-Д-200) головка делительная универсальная. Назначение, область применения
Делительная головка УДГ-200 (УДГ-Д-200) дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки УДГ-200 можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки УДГ-200 можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
Делительные головки. Общие сведения
Делительные головки — это приспособление для широкоуниверсальных и консольно-фрезерных станков, которое значительно расширяют их технологические возможности. Их используют при изготовлении различных инструментов (фрез, разверток, зенкеров, метчиков), нормализованных деталей машин (головки болтов, грани гаек, корончатые гайки), при фрезеровании зубчатых колес, звездочек, прорезании пазов и шлицев на торцах (зубчатые муфты) и других деталей.
Делительные головки служат для закрепления и деления обрабатываемых деталей на равные части при фрезеровании квадратов, шестигранников, нарезания зубчатых колес, звездочек и других подобных работ и для поворота обрабатываемых деталей на заданный угол. Универсальные делительные головки служат также и для сообщения вращения обрабатываемой детали при нарезании винтовых канавок на универсальных фрезерных станках.
В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров.
Делительные головки служат:
- для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка
- для периодического поворота заготовки вокруг ее оси на определенный угол (деление на равные и неравные части)
- для непрерывного вращения заготовки при нарезании винтовых канавок или винтовых зубьев зубчатых колес
Делительные головки бывают:
- Лимбовые с делительными дисками:
- универсальные
- полууниверсальные
- простого деления
- непосредственного деления
Обычно делительные головки изготовляют одношпиндельными. Иногда применяют многошпиндельные (двух- и трехшпиндельные) для одновременной обработки соответственно двух или трех заготовок, Безлимбовые делительные головки позволяют производить процесс деления посредством сменных зубчатых колес. При этом рукоятку делительной головки поворачивают на один или несколько полных оборотов. Однако конструкция и кинематическая схема безлимбовых делительных головок значительно сложнее чем лимбовых.
Универсальные делительные головки УДГ-Д
Ранее нашей промышленностью выпускались универсальные делительные головки УДГ Н-100, УДГ Н-135 и УДГ Н-160 с высотой центров H = 100, H = 135 и H = 160 мм.
По стандарту ГОСТ 8615-69 за основной размер делительных головок принят наибольший диаметр обрабатываемой заготовки D. По стандарту принят ряд из шести типоразмеров головок D = 160; 200; 250; 320; 400 и 500 мм. Наименование моделей УДГ-Д-160, УДГ-Д-200, УДГ-Д-250, УДГ-Д-400, УДГ-Д-500.
Передаточное отношение червячной пары этих головок 1 : 40 (N=40), т. е. шпиндель головки поворачивается на полный оборот за 40 оборотов рукоятки.
Диапазон деления окружности заготовки до 400 частей, включая простые числа.
Универсальные делительные головки позволяют производить деления обрабатываемых деталей тремя методами: непосредственным, простым и дифференциальным и используются для комплектации фрезерных станков отечественного и зарубежного производства.
Каждому размеру станка (по ширине стола) должен соответствовать определенный типоразмер делительной головки. Так, к консольно-фрезерным станкам № 2 (с шириной стола 320 мм) рекомендуется делительная головка с наибольшим диаметром обрабатываемой заготовки D = 250 мм, а к фрезерным станкам № 3 (с шириной стола 400 мм) — делительная головка УДГ-Д-320 и т. д.
Обозначение делительных головок повышенной (П) точности:
- УДГ-Д-160 — 7036-0051П
- УДГ-Д-200 — 7036-0052П
- УДГ-Д-250 — 7036-0053П
- УДГ-Д-320 — 7036-0054П
- УДГ-Д-400 — 7036-0055П
Обозначение делительных головок нормальной (Н) точности:
- УДГ-Д-160А — 7036-0051
- УДГ-Д-200А — 7036-0052
- УДГ-Д-320А — 7036-0054
- УДГ-Д-250А — 7036-0053
- УДГ-Д-400А — 7036-0055
Перечень органов управления делительной головки УДГ-250
- Рукоятка с фиксатором. Фиксация делительного диска
- Стопор. Стопорение делительного диска
- Фиксатор. Фиксация лимба непосредственного деления
- Гайка. Крепление корпуса головки в основании
- Зажим. Стопорение шпинделя
- Рукоятка. Включение и выключение червяка
- Раздвижной сектор. Отсчет отверстий на делительном диске
- Маховичок. Перемещение пиноли задней бабки
- Гайка. Крепление сектора
- Винт. Крепление поводка
- Винт. Крепление узла фиксатора делительного диска
- Хвостовик. Крепление гитары
- Гайка. Крепление пиноли задней бабки
- Головка зубчатого валика. Перемещение задней бабки в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Гайка. Крепление планки с рукояткой и фиксатором
УДГ-250 Точки смазки универсальной делительной головки

- I — Вал диска и коническая шестерня. Смазка ежедневно
- II — Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III — Передний подшипник шпинделя. Смазка ежедневно
- IV — Червячная пара. Заливка 200 г масла в корпус
- V — Задний подшипник шпинделя. Смазка ежедневно
- VI — Пиноль и винт задней бабки. Смазка раз в два дня
- VII — Вал привода делительной головки. Смазка раз в два дня
УДГ-250 Кинематическая схема универсальной делительной головки

При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Разборка и ремонт заклинившей УДГ-Д-200
Теперь очередь червячного вала.
При его разборке поразило гениальное конструкторское решение застопорить подшипники вала от проворачивания глухими штифтами. Хотя в одном отверстии есть даже вроде следы резьбы. Неважно. Порядок разборки:
1. Выкрутить стопорную гайку с регулировочного конца вала. Моя не хотела трогаться, пришлось зажать вал в тиски и, нагрев, при помощи молотка и зубила стронуть ее с места.
2. Выкрутить лежащую под ней регулировочную гайку. На моей шестигранное отверстие в очень плохом состоянии, поэтому пришлось ударить с другого конца вала через бронзовую наставку для страгивания.
3. Снять стопорное кольцо нижнего подшипника и с регулировочного конца вала начать выколачивать вал с нижним подшипником наружу, верхний не трогать. Когда вал дойдет до штифта нижнего подшипника, отвести его назад и подковырнуть штифт тонкой отверткой, чтобы вытолкнуть наружу. Потом вал с нижним подшипником легко выйдут вниз.
Остается вывести верхний подшипник и вынуть его штифт
Червячный вал — взрыв-схема
В отверстиях под штифты я нарезал резьбу М6 и сделал стопорные винты.
Вопрос к знатокам — для чего это глухое отверстие на торце корпуса вала?
Сборка. Сначала в корпус вставляется верхний (меньший по диаметру, я тут начал — верхний-нижний, в общем, верхний — к регулировочному концу вала) подшипник и подпирается регулировочной гайкой, а также стопорится от проворачивания
Затем вводится вал и одевается нижний подшипник, тоже стопорится от проворота. Винты до упора не затягиваю, иначе деформируются подшипники, и вал начинает клинить. Устанавливается затворное кольцо нижнего подшипника. Все работы по сборке произвожу при смазывании деталей И-20.
Регулировка вала по оси производится поджатием регулировочной гайкой верхнего подшипника до поджатия вала и невозможности провернуть от руки. Затем гайка на шестую часть оборота отводится назад и зажимается стопорной гайкой. Осевой люфт вала не ощущается.
Вал с корпусом в сборе и на месте.
Затем устанавливается шпиндель. Перед установкой роликовый подшипник, обойма подшипника и посадочный поясок конического чугунного подшипника смазываются тонким слоем консистентной смазки. Забыл указать, при сборке все детали шпинделя тоже смазываются И-20.
Аккуратно ударяя через бронзовую выколотку по фланцу сажается чугунный подшипник (перед этим заводится в отверстие стопор червячной шестерни, иначе потом его вставить уже не получится) и зажимается четырьмя винтами. У меня после этого конусные поверхности притерлись по маслу, поэтому понадобился несильный удар по хвостовику шпинделя для расслабления подшипника скольжения. Затем регулируется люфт конического подшипника скольжения регулировочной гайкой до легкого сопротивления проворачиванию, гайка стопорится врезными винтами, у меня их по два на гайку. Регулируется люфт конического роликового подшипника затягом до легкого подкусывания и освобождением на шестую часть оборота гайки с последующим затягом стопорных винтов.
Устанавливается на место приводная шестерня червячного вала. Зацепление червячного вала с шестерней регулируется болтом, вкрученным в паз регулировочного конца корпуса червячного вала, затем корпус зажимается стопорной гайкой.
Головка делительная универсальная УДГ-250 дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол
Базовая комплектация делительной головки: головка делительная универсальная в сборе, бабка задняя, патрон трёхкулачковый самоцентрирующий, фланец переходный к самоцентрирующему трёхкулачковому патрону, центр упорный, поводок, болты под станочный паз, техническое описание и инструкция по эксплуатации универсальных делительных головок, паспорт универсальной делительной головки, паспорт трёхкулачкового патрона.
Делительная головка УДГ-250 (УДГ-Д-250) дает возможность производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Обработку деталей с помощью делительной головки УДГ-250 можно производить в центрах, в патроне или на шпиндельной оправке.
С помощью универсальной делительной головки УДГ-250 можно производить следующие операции:
- непосредственное деление окружностей на число, кратное 24, т.е. на 2, 3, 4, 6, 8, 12, 24
- простое деление окружностей на число частей от 2 до 400 и на некоторые числа свыше 400
- дифференциальное деление окружностей на число частей от 43 до 400 без интервала
- фрезерование спиралей с шагом от 25 до 400 мм
- фрезерование зубчатых колес
- установка оси обрабатываемой заготовки под требуемым углом относительно стола станка
- различные работы на фрезерных станках, связанные с делением окружности на неравные части в градусном выражении, нарезание спиралей и т.д.
УДГ-Д-250 (УДГ-Д-250А) Перечень принадлежностей делительной головки
- Люнет 1 шт
- Гитара для дифференциального деления 1 шт
- Гитара для нарезания спирали 1 шт
- Оправка для дифференциального деления 1 шт
- Колеса зубчатые:
- z=25; m=1,5 2 шт
- z=30; m=1,5 1 шт
- z=35; m=1,5 1 шт
- z=40; m=1,5 1 шт
- z=50; m=1,5 1 шт
- z=55; m=1,5 1 шт
- z=60; m=1,5 1 шт
- z=70; m=1,5 1 шт
- z=80; m=1,5 1 шт
- z=90; m=1,5 1 шт
- z=100; m=1,5 1 шт
- Паспорт принадлежностей универсальной делительной головки 1 шт
УДГ-250 Конструкция универсальной делительной головки


УДГ-Д-250 Конструкция делительной головки
Делительная головка УДГ-Д-250 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
УДГ-250 Расположение органов управления делительной головки

Перечень органов управления делительной головки УДГ-250
- Рукоятка с фиксатором. Фиксация делительного диска
- Стопор. Стопорение делительного диска
- Фиксатор. Фиксация лимба непосредственного деления
- Гайка. Крепление корпуса головки в основании
- Зажим. Стопорение шпинделя
- Рукоятка. Включение и выключение червяка
- Раздвижной сектор. Отсчет отверстий на делительном диске
- Маховичок. Перемещение пиноли задней бабки
- Гайка. Крепление сектора
- Винт. Крепление поводка
- Винт. Крепление узла фиксатора делительного диска
- Хвостовик. Крепление гитары
- Гайка. Крепление пиноли задней бабки
- Головка зубчатого валика. Перемещение задней бабки в вертикальном направлении
- Болт. Крепление корпуса задней бабки
- Гайка. Крепление планки с рукояткой и фиксатором
УДГ-250 Точки смазки универсальной делительной головки

- I — Вал диска и коническая шестерня. Смазка ежедневно
- II — Цилиндрические и конические шестерни. Заливка 100 г масла через крышку
- III — Передний подшипник шпинделя. Смазка ежедневно
- IV — Червячная пара. Заливка 200 г масла в корпус
- V — Задний подшипник шпинделя. Смазка ежедневно
- VI — Пиноль и винт задней бабки. Смазка раз в два дня
- VII — Вал привода делительной головки. Смазка раз в два дня
УДГ-250 Кинематическая схема универсальной делительной головки

При простом делении вращение шпинделю 1 передается от рукоятки 2 с фиксатором через пару цилиндрических шестерен 3, червяк 4 и червячное колесо 5, расположенное в средней части шпинделя. При этом делительный диск 6 должен быть закреплен с помощью стопора 7, а фиксатор 8 лимба 9 непосредственного деления выключен.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 10 гитары 11 и пару конических шестерен 12. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 13, на цилиндрической шейке которой устанавливается сменная шестерня 14. При этом делительный диск должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 12, промежуточный вал 15, цилиндрические шестерни 3, червяк 4 и червячное колесо 5. Делительный диск при этом должен быть освобожден от стопора, а фиксатор лимба непосредственного деления выключен.
Порядок работы
Непосредственное деление
Непосредственное деление применяется при делении окружности на 2, 3, 4, б, 8, 12 и 24 части в тех случаях, когда не требуется большой точности.
При непосредственном делении необходимо:
- выключить червяк из зацепления с червячным колесом поворотом рукоятки 24 (см. рис. 3) до упора
- освободить от зацепления фиксатор лимба непосредственного деления
Поворот шпинделя осуществляется от руки вращением обрабатываемой детали или патрона. Отсчет угла поворота производится по градусной шкале, нанесенной на лимбе непосредственного деления, и по штриху на передней втулке шпинделя.
Закрепить шпиндель в требуемом положении с помощью зажима 23 (см. рис. 2).
При делении на части или грани расчет производить по формуле
N = 360°/a(1)
где n — число частей или граней; а
a — угол поворота шпинделя.
Простое деление
Простое деление окружности на равные и неравные части производится при неподвижном делительном диске с помощью рукоятки с фиксатором. Величина поворота рукоятки отсчитывается по отверстиям на делительном диске и фиксируется стержнем фиксатора.
Дифференциальное деление
Деление окружности на число частей свыше 42, не кратное числу отверстий на делительном диске, можно производить дифференциальным методом, сущность которого заключается в том, что угол поворота шпинделя определяется величиной поворота рукоятки с фиксатором относительно делительного диска и величиной поворота диска, получающего вращение от шпинделя через сменные шестерни гитары.
Гитара устанавливается на цилиндрический хвостовик, на котором она может быть повернута и закреплена в требуемом положении. Для установки сменных шестерен гитара укомплектована передвижными пальцами и переходными втулками. Для передачи вращения сменным шестерням в задний конус шпинделя вставляется оправка, на цилиндрическую шейку которой устанавливается сменная шестерня.
До начала работы следует поворотом рукоятки проверить плавность вращения всех установленных шестерен.
При выполнении дифференциального деления стопор делительного диска должен быть выключен.
Порядок настройки при дифференциальном делении такой же, как и при простом делении.
Дифференциальное деление возможно только при горизонтальном положении шпинделя.
Фрезерование спиральных канавок
Фрезерование спиральных канавок производится при продольном перемещении стола фрезерного станка и одновременном вращении детали, закрепленной в делительной головке, относительно своей оси. Для согласованного вращения детали с продольным перемещением стола устанавливается гитара с набором сменных шестерен, которые передают вращение от ходового винта станка шпинделю делительной головки.
Универсальные делительные головки (УДГ) представляют собой вид приспособлений, применяемых преимущественно в мелкосерийном, единичном производствах. За счёт использования таких станочных универсальных приспособлений удаётся существенно повысить производительность и облегчить условия труда. Кроме того, их применение повышает безопасность работы, расширяет технологические возможности производственного оборудования.
В конструктивном исполнении делительные головки – это горизонтальные станочные приспособления. Ими оснащают фрезерные, координатно-расточные станки (полуавтоматы). С их помощью осуществляют периодические повороты обрабатываемых заготовок на заданные углы (деления). Сама обрабатываемая заготовка устанавливается в патрон. Использование УДГ гарантирует получение заданных геометрических форм, точных размеров обрабатываемых деталей.
Особенно эффективно применение таких приспособлений в технологиях нарезания зубьев шестерёнчатых колёс, фрезерования впадин между зубьями, в обработке многогранников, в производстве многих видов инструментов (свёрла, зенкеры, специальные инструменты). При нарезании спиралевидных канавок с помощью таких делительных головок осуществляется непрерывное вращение и одновременная осевая подача заготовок.
В машиностроении (металлообработке) применяются различные типы головок делительных универсальных (УДГ). Наиболее распространены лимбовые делительные головки. Этот тип оснастки может настраиваться на дифференциальное, простое деление, на фрезерование спиралевидных деталей. Этих технологических возможностей в большинстве случаев достаточно для высокоточной обработки сложных поверхностей.
Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.
Преимущества использования УДГ
Незаменимы при обработке массивных деталей инструментальными, ремонтно-восстановительными и экспериментальными цехами в условиях штучного производства. Применение в массовом или серийном производстве затратно и, часто, технологически не оправдано.
Устройство позволяет:
- фрезерование поверхностных канавок и кромок любой сложности;
- с обеспечением точности создавать грани на заготовках, на гайках с нестандартными параметрами, на хвостовиках режущих инструментов;
- нарезать пазы, шлицы и многогранники;
- фрезеровать звёздочки, а также впадины между зубьями колёс.
Классификация оснастки, используемой для установки угла
Деление может происходить при использовании нижеприведенных типов конструкции:
- универсальные варианты исполнения;
- упрощенные конструкции;
- оптический тип, который используется для выполнения особо точных работ.
Вышеприведенную классификацию следует учитывать при рассмотрении конструкций, которые расширяют возможности фрезерного станка. Зачастую деление проходит именно этим устройством, универсальные варианты исполнения пользуются довольно часто.
Расчетная таблица делений
| Части деления | Количество оборотов | Отсчитываемые отверстия | Всего отверстий |
| 2 | 20 | — | — |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | — | — |
| 7 | 8 | — | — |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | — | — |
| 14 | 4 | 24 | 54 |
| 15 | 4 | — | — |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Методы деления
Деление при помощи фрезерного станка может проводится несколькими методами, среди которых отметим:
- Непосредственное деление проводится без применения промежуточного механизма. Для этого используется устройство с простым оптическим делением.
- Простое деление применяется довольно часто, при котором используется неподвижный диск. Этот метод нарезания осуществляется при использовании УДГ, что делает область применения обширной.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод также проводится на универсальных делительных головках, которые имеют дополнительный комплект сменных зубчатых колес.
- Непрерывный метод реализуется оптическими и универсальными головками, которые имеют связь кинематического характера между шпиндельной головкой и винтом продольной подачи фрезеровального станка.

Кинематическая схема делительной головки простого деления
Эти методы касаются фрезерного станка, на котором может устанавливаться рассматриваемая оснастка.

Использование фрезерных головок
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические. Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.
Маркировка универсальной головки
Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
Лимбовые универсальные делительные головки удг н-135, удг н-160 и удг н-100

Конструкция делительной головки УДГ н-135

Конструкция делительной головки УДГ н-100
Конструкция универсальных делительных головок УДГ Н-135 и УДГ Н-160
Конструкции универсальных делительных головок УДГ Н-135 и УДГ Н-160 аналогичны. Корпус 19 (рис. 18), представляющий собой чугунную отливку, усиленную внутри ребрами жесткости, лежит в расточках основания 33 на цапфах и может быть повернут относительно горизонтальной оси вниз и вверх. При помощи гаек 10 корпус крепится дугами 18, 20 в нужном положении в основании 33. Отсчет производится по градуировке на корпусе и нониусе, укрепленном на стягивающей дуге 20.
Стальной каленый шпиндель 8 установлен в коническом отверстии корпуса и закрывается задней втулкой 9 с помощью упорного шарикового подшипника 7, воспринимающего осевое давление. Шпиндель полый и заканчивается с обеих сторон конусными отверстиями. Наружный конец шпинделя имеет резьбу для навинчивания самоцентрирующего патрона. Передний конус предназначен для установки центра, задний — для крепления оправки при дифференциальном делении. На переднем конце шпинделя неподвижно укреплен лимб 1 непосредственного деления с градуировкой на 360° через каждый градус.
Поворот лимба отсчитывается по нониусу 2, закрепленному на кронштейне 3. На шпиндель насажены и крепятся с помощью шпонок червячное колесо 5 и тормозной диск 6.
Установка червячного колеса шпинделя производится компенсационными кольцами 4, 13, 15. В зацеплении с червячным колесом 5 находится однозаходный червяк, выполненный за одно целое с валиком 32. Червяк помещается в ванночке 34, являющейся одновременно резервуаром для смазки червяка и его опорой. Другой опорой служит качающаяся цапфа 48, закрепленная в корпусе 31.
Осевое перемещение валика червяка ограничено торцами цапфы 48, в которые упираются с одной стороны торец валика 32, а с другой — гайка 49. Чтобы вывести червяк из зацепления с червячным колесом, применено специальное устройство, действие его заключается в следующем. К ванночке 34 винтами 40 прикреплена колодочка 41, в которой находится цилиндрический плунжер 42. В плунжер входит конец эксцентрикового пальца 36. При повороте рукоятки 39 на 180° ванночка опускается и червяк выводится из зацепления с червячным колесом. Поворот эксцентрикового пальца 36 ограничивается штифтом 38, упирающимся в выступ специальной шайбой 37. При обратном повороте эксцентрикового пальца на 180° положение включенного червяка фиксируется подпружиненным шариком 35, который входит в паз шайбы 37.
В процессе работы возникает необходимость стопорения шпинделя для исключения возможных вибраций. Стопорение шпинделя в нужном положении производится зажимом, состоящим из винта рукоятки 44, пальца 45, латунного вкладыша 46, расположенного во втулке 47. При повороте винта рукоятки 44 по часовой стрелке палец 45 и вкладыш 46, перемещаясь, зажмут тормозное кольцо 6, которое плотно надето на шпиндель. В результате этого шпиндель застопорится. При вращении винта рукоятки против часовой стрелки тормозное кольцо освобождается и шпиндель может быть свободно повернут.
К корпусу делительной бабки винтами прикреплена коробка шестерен 31. В ней смонтированы на валике 28 цилиндрическая шестерня 21, которая находится в зацеплении с цилиндрической шестерней 30, насаженной на валик червяка, и коническая шестерня 23, находящаяся в зацеплении с шестерней 22 приводного валика. На наружной ступице конической шестерни 30 закреплен делительный диск 24 с отверстиями, расположенными концентрическими кругами с двух сторон диска. На конце валика 28 закреплена рукоятка 29 с фиксатором 26, который можно передвигать по пазу рукоятки 29 и закреплять гайкой 27 в нужном положении в соответствующем ряду отверстий делительного диска.
На ступице той же конической шестерни имеются раздвижные линейки 25, позволяющие быстро устанавливать необходимое число отверстий на делительном диске в процессе делений. Для передачи вращения шпинделю от фрезерного станка (необходимого при фрезеровании спирали или при выполнении дифференциального деления) имеется дополнительное устройство в виде кронштейна, закрепленного болтами в основании. В расточке кронштейна проходит валик, на одном конце которого крепится коническая шестерня, находящаяся в приводной коробке, а на другом — сменная шестерня из прилагаемого набора.
На правом конце кронштейна имеется цилиндрическая заточка, на которую надевается и крепится гитара. Кронштейн имеет прилив, в нем перемещается зубчатый стопор для стопорения делительного диска при простом делении. Для правильной установки делительной бабки на столе фрезерного станка в нижней части основания имеется паз, в котором винтами крепятся две направляющие шпонки 12 и 16. Своими выступающими частями шпонки входят в паз стола станка, что обеспечивает установку делительной оси шпинделя делительной головки параллельно оси фрезерного станка. Для крепления делительной бабки служат Т-образные станочные болты 11 и 17.
Наличие зазора в делительной червячной паре вследствие износа зубьев может быть источником погрешностей при работе с делительной головкой. Чтобы уменьшить влияние износа, производится регулировка зацепления червячной пары следующим образом. При появлении осевого зазора в зацеплении червяка необходимо поворотом рукоятки 36 (рис. 18) вывести червяк из зацепления с червячным колесом, подтянуть гайку 49 до полного выбора люфта, затем вновь законтрить гайку стопорным винтом и включить червяк в зацепление. Проверка регулировки производится при небольшом повороте шпинделя в обе стороны, при этом не должно быть осевых перемещений червяка. В случае появления радиального зазора в зацеплении червячной пары необходимо повернуть корпус бабки в основании на 180° так, чтобы червяк оказался наверху, затем снять крышку 14 и освободить винты 40, крепящие колодку 41. После этого надо ввернуть стопоры 43 до установления зазора и затянуть винты 40 так, чтобы зацепление не было тугим. Вращением рукоятки проверяется плавность зацепления червяка и червячной шестерни. Следует отметить, что первоначальная точность делительной головки не может быть достигнута регулировкой зацеплений и в случае износа червячной передачи эту точность можно восстановить только путем изготовления точного колеса и червяка.
Конструкция универсальной делительной головки УДГ Н-100
В отличие от рассмотренной конструкции делительных головок УДГ-Н-135 и УДГ-Н-160 головка УДГ-Н-100 (рис. 19) имеет более короткую кинематическую цепь, так как приводная рукоятка непосредственно надета на вал червяка, что должно способствовать получению большой точности деления.
Делительная бабка состоит из неподвижного основания 7, в котором помещены корпус 5 и полый шпиндель 13. Корпус 5 со шпинделем и двумя боковыми фланцами 4 и 6 поворачивается вокруг горизонтальной оси на 90° вверх и на 10° вниз. Отсчет производится по градуировке, нанесенной на поверхности корпуса, и нониусу 22, прикрепленному к неподвижной дуге. Крепление корпуса в требуемом положении производится затягиванием фланцев двумя гайками с помощью стяжных болтов.
Для отсчета непосредственного деления служит нониус 15, укрепленный на кронштейне 16, и градуированный на 360 делений лимб 14, расположенный на шпинделе 13. На шпиндель насажены червячное колесо 18, компенсационные кольца 17, 20 и упорный подшипник 19. Осевые нагрузки шпинделя воспринимаются задней втулкой 21 через упорный подшипник. На переднем конце шпинделя имеется резьба для крепления планшайбы с трехкулачковым патроном.
Шпиндель имеет переднее и заднее конусные отверстия, заднее отверстие предназначено для установки оправки дифференциального деления.
Узел стопорения шпинделя (сечение А—А) выполнен иначе, чем на УДГ-Н-135 и Н-160. При вращении винта рукоятки 28 плунжер 29 разжимает стопорные кольца 27, 30, при этом одно из них прижимается к торцу корпуса, другое — к червячному колесу, и таким образом происходит стопорение шпинделя. В отверстии переднего фланца под углом установлена эксцентриковая втулка 9 с валиком червяка 8. В осевом направлении червяк прижат к торцу втулки 9 гайками 11. При непосредственном делении червяк выводится из зацепления с червячным колесом поворотом эксцентриковой втулки на 90°. На конце валика червяка укреплена рукоятка 12 с пружинным фиксатором 1. Рукоятка имеет паз, что позволяет передвигать ее вместе с фиксатором при настройке деления на любой ряд отверстий делительного диска 2. Делительный диск крепится на конической шестерне 3. Стопорение диска осуществляется стопором 26, помещенным на кронштейне 10. Устройство отсчетных линеек такое же, как на УДГ-Н-135 и Н-160.
Коническая шестерня 3, к которой крепится делительный диск, находится в зацеплении с конической шестерней 23 вала 24 привода движения станка или передачи вращения при дифференциальном делении. Вал конической шестерни с кронштейном 25 крепится к основанию делительной головки тремя винтами.
При образовании у червяка зазора в осевом направлении его необходимо ликвидировать; для этого следует освободить гайку, снять сначала рукоятку с фиксатором 1, а затем колпачок и подтянуть обе гайки 11 (рис. 19).
Для устранения в зацеплении червячной пары радиального зазора (сечение Б—Б), который появляется при длительной эксплуатации головки, необходимо отвинтить гайку 31, освободить гайку со стопором 32, рукояткой 33 повернуть эксцентриковую втулку до ликвидации зазора, зафиксировать положение стопором и гайкой 32 и закрепить гайку 31.
Маркировка оптической головки
При применении фрезерного станка могут устанавливать также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае выглядит следующим образом:
- ОДГ – аббревиатура названия устройства, которая расшифровывается как оптическая делительная головка.
- 5 – показатель д.ц., который указывается в секундах. Расчет этого показателя проводится при производстве рассматриваемой оснастки.
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большим расхождениям в размерах. Расчет проводится при использовании современных методов.
Преимущества
Работа с делительной головкой фрезерного станка позволяет:
- • В несколько раз увеличить ассортимент производимых действий (по сравнению с ее отсутствием).
- Обеспечить максимально точное и актуальное положение заготовки по отношению к столу, как горизонтальному, так и вертикальному.
- • Упростить все операции, связанные с металлическими объектами различных габаритов.
Помимо этого, следует отметить практические достоинства, характерные для самого оборудования. Так, оно достаточно надежное и способно выдерживать даже интенсивную эксплуатацию, а потому подходит для объектов высокой производительности. Плюс, оно довольно простое в освоении – немного практики, и обслуживать его не составит труда, особенно для опытного мастера. Благодаря этим преимуществам оно сравнительно быстро окупается. В современных условиях это однозначно важная и нужная оснастка.

Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Назначение делительной головки

Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
- фрезерование канавок на поверхности. Для этого не понадобится большая точность. Важно контролировать глубину и ширину заготовки;
- формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности;
- фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Кинематическая схема универсальной делительной головки показана на рис. 1.

Кинематическая схема универсальной делительной головки УДГ 100

Кинематическая схема универсальной делительной головки УДГ 100
При простом делении вращение шпинделю 1 передается от рукоятки-фиксатора 2 делительного диска 3 через цилиндрические шестерни 4, 5, вал 6, червяк 7 и червячную шестерню 8, сидящую на шпинделе.
При дифференциальном делении угол поворота шпинделя определяется величиной поворота рукоятки-фиксатора относительно делительного диска и величиной поворота самого диска, который получает вращение от шпинделя через сменные шестерни 9 гитары 10. Для передачи вращения от шпинделя сменным шестерням гитары применяется оправка 11, на цилиндрической шейке которой устанавливается сменная шестерня 12.
При нарезании спирали шпиндель получает вращение от ходового винта фрезерного станка через сменные шестерни гитары, пару конических шестерен 13, на котором установлен корпус 20. Корпус лежит на цапфах и может поворачиваться в вертикальной плоскости; максимальный угол поворота корпуса вниз 5° вверх 95°. Отсчет углов поворота производится по шкале 21 и нониусу 22. В требуемом положении корпус закрепляется стяжными полудугами 23 (рис. 3) при помощи гаек 24.
Шпиндель делительной головки — полый; переднее отверстие его, расточенное на конус Морзе, служит для установки центра или шпиндельной оправки, в заднее коническое отверстие вставляется оправка для дифференциального деления. Передний конец шпинделя имеет резьбу для крепления планшайбы с самоцентрирующим патроном. На шпинделе с помощью шпонки закреплены червячная шестерня и тормозное кольцо.
В требуемом положении шпиндель закрепляется зажимом, состоящим из винта, рукоятки 25, пальца и латунного вкладыша. При повороте рукоятки по часовой стрелке палец и вкладыш перемещаются и нажимают тормозное кольцо, которого плотно надето на шпиндель.
В результате шпиндель застопоривается. При вращении рукоятки против часовой стрелки зажим ослабляется и шпиндель можно свободно повернуть.
В зацеплении с червячной шестерней находится однозаходный червяк. Червячный валик помещен в ванночку, расположенную о нижней части корпуса делительной головки и вращается в двух подшипниках. К передней стенке ванночки винтами прикреплена колодка с плунжером, в который входит конец эксцентричного валика с рукояткой 26. При повороте валика на 180° ванночка с червяком опускается и червяк выключается из зацепления с червячной шестерней. Поворот эксцентричного валика ограничивается шайбой и фиксируется шариком с пружиной. Перемещения червячного валика в продольном направлении ограничены торцами цапфы 27 (рис. 2). в которые упираются с одной стороны торец валика, с другой — гайка, закрепленная на валике винтом.
В фланцевой коробке, прикрепленной винтами к корпусу делительной головки, расположены валик, пара цилиндрических и пара конических шестерен, посредством которых вращение передается валику червяка. На втулке одной из конических шестерен установлен делительный диск 3 с шестнадцатью рядами отверстий. На конце валика укреплена рукоятка-фиксатор 2. Для быстрого отсчета требуемого количества отверстии на диске имеется раздвижной сектор 28. От самопроизвольного поворота делительный диск удерживается стопором на кронштейне 29.
Для определения угла поворота шпинделя служит лимб непосредственного деления 30 с нониусом 31. Лимб укреплен на переднем конце шпинделя и проградуирован на 360°. Нониус укреплен на кронштейне 32.
Для правильной установки делительной головки на столе фрезерного станка в нижней части ее основания имеется паз, в котором винтами крепятся два направляющих сухаря. Выступающими частями сухари входят в паз стола, тем самым обеспечивается параллельность оси шпинделя оси стола. Делительная головка крепится двумя Т-образными болтами с гайками.
Конструкция делительной головки УДГ Н-100 отличается от конструкции делительных головок УДГ Н-135 и УДГ Н-160 следующим: основание цельное: корпус смонтирован на шейках боковых крышек, стянутых болтами; шпиндель стопорится введением клина в распорные кольца; червяк включается эксцентриковой втулкой, делительный диск с промежуточным валом наклонен к опорной плоскости основания Задняя бабка служит для крепления обрабатываемой детали. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях.
В основании 33 расположен корпус 34, который штифтом соединен с рейкой. Вращая головку зубчатого валика, можно перемещать корпус вверх и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Пиноль 35 перемещается вращением маховичка 36 и зажимается гайкой 37.
На опорной плоскости основания имеются два направляющих сухаря, выверенных относительно оси пиноли. Сухари обеспечивают совпадение центров делительной головки и задней бабки при их установке на стол станка.
Люнет служит дополнительной опорой при обработке длинных и тонких деталей. Он состоит из корпуса 38, в котором расположен винт, перемещающийся с помощью гайки 39. Винт имеет призматическую головку 40. с помощью стопорного винта 41 ее можно закреплять на требуемой высоте.
Задняя стойка для делительной головки УДГ Н-100 поставляется по особому заказу и применяется при фрезеровании конических разверток и деталей с конусной поверхностью. Корпус с пинолью можно перемещать в вертикальной и горизонтальной плоскостях. Пиноль в корпусе перемещается по оси с помощью маховичка 42 (рис. 4) и закрепляется винтом 43. Перемещение корпуса с пинолью по стойке производится с помощью маховичка 44, угол поворота корпуса определяется по лимбу, в нужном положении корпус закрепляется гайкой 45.
Виды головок
Как добавочные агрегаты, для деятельности с элементами, фрезу поставят на станке какого-либо вида (горизонтальный, вертикальный, обычный).
Делят их на такие типы:
- Обычная.
- Многофункциональная.
- Зрительная.
Обычная
Обычная применяется в ситуации, если появляется потребность деления окружности, вокруг неё крутится обрабатываемая особенность. У этих агрегатов имеется диск с разметкой (лимб), фиксируемый на шпинделе непосредственно головки и есть деления шлицов или отверстия числом 12, 24, 30, для фиксирования защёлки.
Диски, где 12 отверстий дают возможность поделить одно вращение детали около собственной оси на 2,3,4,6,12 равных элементов. Имеющиеся 24 метки дают возможность выполнить аналогичное деление — 2,3,4,6,12,24 элемента. Диск, который имеет 30 отверстий, разделяет оборот детали на 2,3,5,6,15,30 элементов.
Сделанные собственноручно, под некоторые потребности в деятельности, у дисков прочие характеристики по свойствам деления, включая и на неодинаковые части.
В обычной головке шпиндель оборачивается при помощи червячного механизма. Червячное колесо, насаженное на шпиндель, исполняет задачу диска деления с 3 частями. При обороте ручки, расположенной на едином валу с червяком, изменяется позиция шпинделя.
Применение червячной передачи даёт возможность для постепенных оборотов, при нём цель попасть в маленькое отверстие гораздо упрощается.
Данный агрегат даёт возможность производить деление, без любых добавочных устройств, обычным вращением диска. Данный способ деления прямой. Для исполнения большего ассортимента функций, обычная головка не подойдёт, потому имеется ещё один способ— многофункциональный.
Многофункциональная
Используется, если нужно поставить обрабатываемую деталь под заданным углом в отношении плоскости стола. В то же время можно поворачивать деталь на необходимый угол около её оси оборотов. Пример применения в деятельности с деталями: порезка винтовых канавок на шаблоне формы.
Многофункциональная голова даёт способность исполнять деятельность с металлом. Выходят такие изделия:
- прямоугольник;
- равносторонний многоугольник;
- зубья, циклически размещённые по кругу;
- прочие формы (зависимо от меток на лимбе).
- на станке с применением УДГ возможно также исполнять такие задачи:
- вращение детали около своей оси на фиксированный поворот;
- непрерывный оборот части при порезке зубьев;
- поворот время от времени заготовки на конкретные доли окружности.
Зрительная
УДГ имеют собственную маркировку, по которой возможно узнать их главные рабочие характеристики.
Все вышеперечисленные средства с ценой деления на лимбе 15 градусов. Большинство характеристик одинаковые, так как применение этих агрегатов рассчитывается на обычные агрегаты. Различие, главным образом, по размерам деталей, которые обрабатываются — чем они крупнее, тем крупнее и увесистее агрегат.
Применяется еще один вид маркировки. Например — УДГ 40 Д250 значит, что делительная голова универсальна, для целого вращения шпинделя необходимо совершить поворот ручки 40 раз, самый большой радиус детали, обрабатываемая, не должна быть больше 0,25 м.
Эти агрегаты используются для исполнения особенно точных действий, и в определённых ситуациях, для корректности исполненного делёжа на стороннем агрегате.
Собственным типом, визуальная ДГ, почти не различается от обыкновенного механического. Кроме небольшого момента, стекла, укрепленного на шпинделе.
Сверху головы есть окуляр микроскопа, в систему вставлена иммобилизированное градуирование. Формулировка 1′, а суммарное число элементов — 60. Деления возможно просмотреть четко в такой степени, что выделить часть в четверть минуты также не трудно.
Рассчитывают угол вращения, как и для механической головы. Однако нужно принять во внимание, что нужно создавать таблицу деления различных углов по порядку, ведь они складываются.
УДГ-250 Расположение органов управления делительной головки

Расположение органов управления делительной головкой УДГ 250
Перечень органов управления делительной головки УДГ-250
- 2. Рукоятка с фиксатором. Фиксация делительного диска
- 7. Стопор. Стопорение делительного диска
- 8. Фиксатор. Фиксация лимба непосредственного деления
- 19. Гайка. Крепление корпуса головки в основании
- 23. Зажим. Стопорение шпинделя
- 24. Рукоятка. Включение и выключение червяка
- 27. Раздвижной сектор. Отсчет отверстий на делительном диске
- 36. Маховичок. Перемещение пиноли задней бабки
- 41. Гайка. Крепление сектора
- 42. Винт. Крепление поводка
- 43. Винт. Крепление узла фиксатора делительного диска
- 44. Хвостовик. Крепление гитары
- 45. Гайка. Крепление пиноли задней бабки
- 46. Головка зубчатого валика. Перемещение задней бабки в вертикальном направлении
- 47. Болт. Крепление корпуса задней бабки
- 48. Гайка. Крепление планки с рукояткой и фиксатором
Технические характеристики головки УДГ-250
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
- Головки делительные универсальные УДГ Н-100, УДГ Н-135, УДГ Н-160 Инструкция к пользованию, 1970
- Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 Техническое описание и инструкция по эксплуатации, 1983
- Головка делительная универсальная УДГ-Д-160А Паспорт, (ТУ2-024-4475-75)
- Теплицкий Б.М. Мазо Г.И. Делительные механизмы, 1974
Список литературы
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители