Содержание
- Монтаж водопровода из полиэтиленовых труб
- Особенности конструкции водопровода из полиэтиленовых труб
- Как сделать водопровод из полиэтиленовых труб?
- Подготовительные работы перед монтажом полиэтиленовых труб
- Монтаж полиэтиленовых труб с помощью фитингов-спиготов
- Электромуфтовая сварка полиэтиленовых труб для водопровода
- Сварка полиэтиленовых труб для водопровода встык
- Монтаж труб из сшитого полиэтилена для водопровода
- Цена монтажа водопровода из полиэтиленовых труб
Монтаж водопровода из полиэтиленовых труб
 Устройство водопровода из полиэтиленовых труб. Разновидности фитингов и способы соединения изделий. Технология сборки магистрали.
Устройство водопровода из полиэтиленовых труб. Разновидности фитингов и способы соединения изделий. Технология сборки магистрали.
Монтаж водопровода из полиэтиленовых труб — это процесс создания магистрали для бесперебойной подачи воды к дому или на участок. Сборка конструкции из этого материала отличается простотой и под силу даже новичку. Об устройстве водопровода из полиэтиленовых труб и его монтаже пойдет речь в этой статье.
Особенности конструкции водопровода из полиэтиленовых труб
Водопровод из полиэтиленовых труб представляет собой систему, состоящую из центральной магистрали с ответвлениями, по которым вода поступает к сантехническим приборам или кранам. Отдельные части конструкции свариваются или соединяются специальными деталями — фитингами.
В водопроводе используются различные модификации полиэтиленовых труб, отличающиеся характеристиками и назначением:
| Тип трубы | Применение |
| ПЭ63 | Для холодной воды с небольшим напором |
| ПЭ80, ПЭ100 | Для холодной воды под давлением |
| ПЭ-РТ | Для холодной воды и кратковременно горячей |
| РЕХ | Для подачи холодной и горячей воды |
| PEX/AL/PEX | Для организации холодного и горячего водоснабжения в ответственных местах |
В конструкции применяются такие виды соединителей:
- Электросварные фасонные фитинги. Используются при электромуфтовой сварке заготовок. Изделия оснащены нагревательными элементами из проволоки. При ее нагревании пластик плавится и фиксирует элементы.
- Компрессионные фитинги. С их помощью трубы крепятся ручным способом. Принцип их установки такой же, как и при монтаже металлопластиковых заготовок. Отличие в материале соединителя — они сделаны из толстого полиэтилена с конусной резьбой.
- Литые фитинги-спинготы. В таких деталях отсутствует электроспираль для разогрева изделий. Пластик расплавляют паяльником. Выполнены в виде тройников, крестовин, втулок для получения разветвлений и поворотов.
- Редукционные фитинги. В отличие от других соединителей они могут иметь резьбу. Часто используются для крепления магистралей к радиаторам, счетчикам и другому оборудованию.
Для создания разборного соединения необходимо к трубам вначале закрепить муфты, а затем прикрутить их друг к другу. Такой стык выдерживает 10 атм.

На фото фитинги полиэтиленовые для труб
Сварка полиэтиленовых труб — это соединение, которое образуется при взаимном проникновении в расплавленном состоянии с последующим остыванием краев заготовок, в результате чего образуется монолитная конструкции. Она выполняется с помощью специального оборудования для полиэтиленовых изделий.
Существует несколько видов сварок полиэтиленовых труб для водопровода:
- Электромуфтовая сварка. Незаменима при монтаже труб в траншеях, узких колодцах и других местах, где невозможно сварить изделия традиционной пайкой. Способ считается достаточно дорогим из-за особых фитингов. Электромуфтовой сваркой соединяют трубы диаметром 1,1-5 см, при небольшом объеме работ и при врезке ответвлений в магистрали.
- Сварка встык. Самый распространенный способ стыковки полиэтиленовых труб. Края заготовок расплавляют специальным паяльником, затем их соединяют под давлением. Для сваривания труб диаметром более 50 мм используется специальное оборудование, обеспечивающее качественный стык.
- Сварка с помощью фитингов-спиготов. Применяется для соединения конструкций диаметром более 6,3 см. В процессе монтажа торцы нагреваются до их размягчения, а затем соединяются под давлением.
Как сделать водопровод из полиэтиленовых труб?
Собрать водопровод можно различными способами, но всегда в определенной последовательности. Вначале разрабатывается проект и приобретаются все компоненты конструкции. Далее можно приступать к строительным работам.
Подготовительные работы перед монтажом полиэтиленовых труб
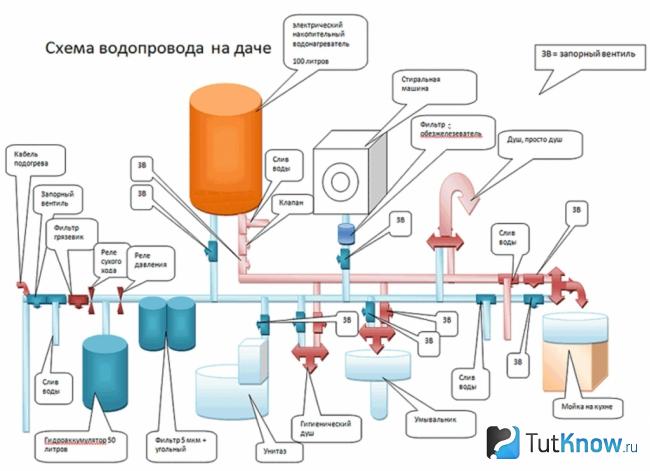
Схема водопровода из полиэтиленовых труб
На первом этапе монтажа необходимо разработать схему водопровода из полиэтиленовых труб. На эскизе покажите трассу от источника до точек подключения, с указанием основной магистрали и разветвлений. В схеме предусмотрите расположение компенсаторов линейного расширения конструкции.
Из-за расширения пластика трубы крепите клипсами особой конструкции, позволяющими перемещаться магистрали при нагревании.
Трассу можно протягивать открытым способом в специальных лотках или закрытым в штробах. Определите размеры полиэтиленовых труб для водопровода, количество фитингов и решите способ соединения отрезов.
Строительный рынок насыщен полиэтиленовыми трубами для водопровода, но качественные изделия можно приобрести только в крупных строительных магазинах. Тщательно проверяйте товар:
- На заготовках не должно быть механических повреждений: сколов, трещин, забоин.
- Не покупайте дешевый товар, что может свидетельствовать о некачественном пластике.
- Все основные характеристики полиэтиленовых труб для водопровода нанесены на поверхности (диаметр, допустимое давление, температура, назначение).
Монтаж полиэтиленовых труб с помощью фитингов-спиготов

На фото соединение полиэтиленовых труб для водопровода фитингами
Для соединения отрезков полиэтиленовых труб понадобятся такие инструменты:
- Паяльник для сварки отрезов. Обычно он продается в комплекте с насадками разного диаметра.
- Ножницы для разрезания заготовок. С их помощью рез получается ровным, не потребуется дополнительная обработка торцов.
Последовательность монтажа полиэтиленовых труб для водопровода с помощью фитингов:
- Нарежьте необходимое количество заготовок согласно схеме водопровода.
- На торцах изделий выполните фаску под углом 45 градусов.
- Расположите рядом с магистралью паяльник. Установите на него насадки, диаметр которых соответствует диаметру трубы и фитинга.
- Наденьте на насадки заготовки.
- Включите прибор. Оптимальная температура нагрева полиэтилена — 270 градусов. При наличии регулятора ее можно выставить вручную. В более простых устройствах настройка уже произведена на заводе-изготовителе.
- После сигнализации индикатора быстро снимите с паяльника трубу и фитинг и соедините их. Не трогайте стык несколько минут до застывания пластика. Принудительно охлаждать стыки не следует, чтобы не снизить качество стыка.
- Подобным образом крепятся все элементы трассы.
- Подсоедините магистраль к водопроводу и проверьте каждый стык на отсутствие протечек.
Электромуфтовая сварка полиэтиленовых труб для водопровода
На фото инструменты для электромуфтовой сварки полиэтиленовых труб
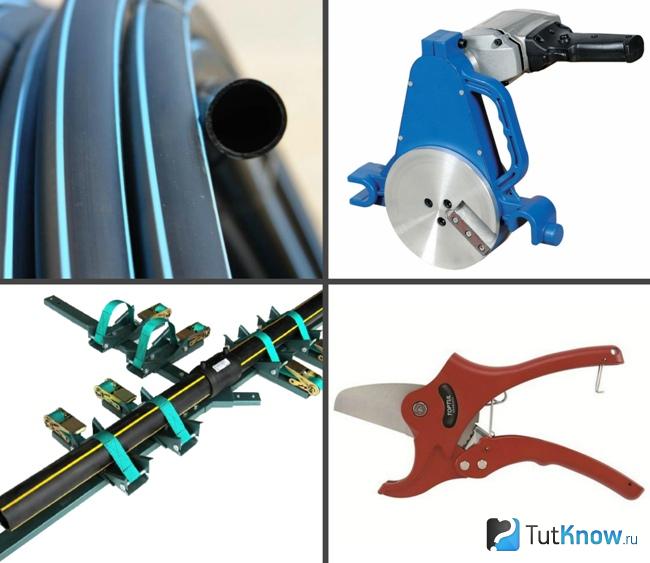
Для монтажа полиэтиленовых труб для водопровода своими руками с помощью электромуфт понадобятся следующее оборудование и материалы:
- Сварочный аппарат. Его функция заключается в подаче напряжения на муфту в течение заданного промежутка времени. Собирается изделие на полупроводниках, которые обеспечивают высокую экономичность и производительность. Прибор оснащен цифровым дисплеем для контроля введенных параметров. В некоторых моделях есть место для подключения сканера, позволяющего ввести в устройство параметры фитинга через штрих-код на соединителе.
- Позиционер. Его назначение — компенсировать овальность трубы, появляющуюся при неправильном хранении и транспортировке изделия.
- Труборез. С его помощью кромки трубы после разрезания получаются плоскими и без зазубрин. При электромуфтовой сварке использовать для таких целей нож или ножовку не рекомендуется.
- Жидкость для очистки трубы. Удаляет жир и другие наслоения со свариваемой поверхности. Часто поставляется с фитингами. Запрещается чистить детали средствами, не предназначенными для полиэтилена.
- Съемник оксидного клея. Предназначен для удаления верхнего слоя пластика толщиной 0,1 мм для создания шероховатой поверхности. Съемник можно заменить обыкновенным скребком.

На фото процесс электромуфтовой сварки полиэтиленовых труб для водопровода
Монтаж полиэтиленовых труб для водопровода электромуфтовой сваркой выполняется в следующей последовательности:
- Нарежьте труборезом заготовки по размерам, указанным на схеме водопровода.
- Измерьте длину муфты.
- На каждую заготовку маркером нанесите метку на расстоянии половины муфты плюс 2 см от края трубы.
- Удалите верхний слой, в котором произошла реакция пластика с кислородом.
- На торце выполните фаску для облегчения соединения трубы и соединителя.
- Убедитесь в отсутствии овальности изделия, иначе муфту невозможно будет надеть, либо не получится монолитная спайка.
- На каждую трубу установите позиционер и зажимайте ее до тех пор, пока не станет идеально круглой.
- Очистите поверхности элементов от пыли и обезжирьте специальным составом.
- Вставьте трубу в электросварной фитинг на половину его длины. Обычно внутри есть ограничитель, не позволяющий пройти дальше. Сопрягаемые поверхности должны соприкасаться или располагаться на минимальном расстоянии друг от друга.
- Таким же образом подсоедините вторую трубу.
- Подсоедините клеммы от сварки к специальным разъемам.
- Сканером считайте штрих-код на фитинге.
- Подключите к спирали электрическое напряжение. В течение короткого промежутка времени полиэтилен размягчится до состояния вязкой сметаны. Произойдет диффузия, и две детали станут единым целым. После охлаждения материал вновь становится твердым.
Во время застывания запрещается изменять конфигурацию магистрали.
По сравнению с другими способами электромуфтовая сварка полиэтиленовых труб имеет такие преимущества:
- Снижает вероятность выполнить стыковки с ошибками.
- Процедура абсолютно безопасна для окружающих.
- Соединяет неподвижные элементы.
- Внутренний диаметр магистрали не уменьшается.
- Возможность состыковать заготовки с разным диаметром и толщиной стенок.
- Потребление электроэнергии минимальное.
Сварка полиэтиленовых труб для водопровода встык

На фото центратор и торцеватель для сварки полиэтиленовых труб встык
Применяется при монтаже полиэтиленовых труб диаметром более 50 мм.
Приготовьте следующее оборудование:
- Центратор. Состоит из двух половин, одна из них подвижная. Они позволяют отцентровать трубы. Привод станины для создания давления может быть ручным или гидравлическим. Ручная подача используется для сборки труб диаметром до 160 мм. Гидравлический блок оснащен манометром для контроля давления, создаваемого прибором.
- Торцеватель. Небольшой режущий электрический инструмент с двумя головками для качественной обработки торцов трубы.
- Нагреватель. Разновидность паяльника для расплавления краев заготовок. Самым простым устройством является «сварочное зеркало». Используется при сварке изделий без центратора и торцевателя для монтажа безнапорных магистралей.

На фото процесс сварки полиэтиленовых труб для водопровода встык
Процесс сварки встык полиэтиленовых труб для водопровода происходит так:
- Убедитесь, что на торце трубы отсутствует овальность.
- Измерьте толщину изделия в месте стыка, которая должна быть одинаковой. Выполнение условия обеспечит максимальную прочность соединения после сварки.
- Установите рядом с трассой центратор. Установите в него трубы в положение, при котором между ними можно установить нагреватель. Убедитесь, что они располагаются соосно.
- Закрепите заготовки зажимами, по 2 на каждую трубу. Первым затягивайте задний зажим. Передний доведите до касания и наверните с небольшим усилием, чтобы не появилась овальность.
- Настройте прибор на давление пайки. Для этого стравите воздух из системы прибора и вновь затяните клапан до положения, при котором центратор начнет перемещаться.
- Настройте давление, необходимое для пайки. Обычно значение указано в таблице, поставляемой с прибором.
- Очистите присоединительные места труб от грязи, песка и другого мусора.
- Рядом с краем изделия установите торцеватель. Включите его и переместите заготовку к устройству, которое снимет с торца фаску 2×45. Повторите операцию на другой трубе.
- Стравите воздух и раздвиньте части центрователя.
- Переместите устройство до касания элементов и убедитесь, что их соосность не нарушилась.
- Промойте поверхности спиртом или специальным растворителем.
- Нагрейте паяльник до температуры 270 градусов.
- Перед тем как соединить полиэтиленовые трубы для водопровода, выставьте на приборе время планируемой пайки, определяемой по таблице.
- Установите жало нагревателя между заготовками.
- Переместите трубы к паяльнику и оставьте до тех пор, пока не образуется наплыв в 1 мм толщиной.
- Засеките время для сварки. По его истечении демонтируйте паяльник.
- Очень быстро переместите изделия центратором друг к другу до контакта и оставьте под давлением на 5 секунд.
- Сбросьте давление и засеките время на остывание. Пластик должен отвердеть естественно, без ускорения, иначе прочность стыка ухудшится.
При монтаже водопровода из полиэтиленовых труб придерживайтесь наших рекомендаций:
- На протяжении всего процесса наблюдайте за температурой паяльника, контролируйте нагрев соединяемых частей, высоту грата, давление на стык.
- Работу проводите на ровной плоскости.
- Стыковку выполняйте, если соблюдается соосность соединяемых элементов. Отклонение осей — не более 10% от толщины изделия.
- Во время процедуры закрывайте противоположные торцы труб, чтобы сквозняки не охлаждали расплавленную массу.
- В центраторе располагайте изделия так, чтобы маркировка на их поверхности располагалась по одной линии.
- Перед процедурой выполните пробную операцию, во время которой с нагревателя удаляются микрочастицы. Поверхность торцевателя перед работой протрите чистой салфеткой.
Монтаж труб из сшитого полиэтилена для водопровода
На фото процесс соединения труб из сшитого полиэтилена
Отрезы сшитого полиэтилена соединяют резьбовыми фитингами. Для работы понадобятся простейшие приспособления — ножницы, ключи для наворачивания гаек, рулетка.
Процесс укладки труб для водопровода из сшитого полиэтилена происходит так:
- Выровняйте ножницами край трубы.
- Снимите на торцах фаску под углом 45 градусов.
- Демонтируйте с фитинга гайку и уплотнительное кольцо.
- Наденьте на трубу гайку, а затем кольцо.
- Развальцуйте отрез, который одевается на соединитель.
- Смочите поверхность мыльным раствором.
- Сдвиньте уплотнительное кольцо к фитингу.
- Наденьте соединитель на трубу до упора.
- Удерживайте одним ключом фитинг, вторым наворачивайте гайку. Она прижмет торцы изделий друг к другу.
- После сборки всей магистрали проверьте отсутствие течи в стыке подачей воды под рабочим давлением.
Цена монтажа водопровода из полиэтиленовых труб

При определении стоимости работ необходимо принимать во внимание множество нюансов. На цену монтажа водопровода из полиэтиленовых труб влияют следующие факторы:
- Длина магистрали, площадь помещения;
- Диаметр полиэтиленовых труб для водопровода;
- Количество подключаемых сантехнических приборов;
- Сложность проекта водопровода, особые пожелания заказчика;
- Отсутствие удобств при выполнении монтажных работ;
- Варианты прокладки трассы — скрытая или открытая;
- Расположение объекта от места проживания мастера;
- Качество используемого материала — на второсортные изделия приходится тратить больше сил и времени;
- Тип разводки;
- Способ крепления кусков полиэтиленовых труб между собой;
- Наличие на месте выполнения работ электроэнергии.
Цена монтажа водопровода из полиэтиленовых труб в Украине:
| Операция | Цена |
| Стыковая сварка трубы диаметром 63-110 мм | 105-250 грн. за стык |
| Электромуфтовая сварка диаметром 25-110 мм | 110-300 грн. за стык |
| Монтаж магистрали диаметром 20-32 мм | 15-40 грн./п.м. |
| Крепление труб | От 12 грн. точка |
| Монтаж шарового крана | От 30 грн. точка |
| Штробление для скрытия труб в стене | 70-150 грн./п.м. |
Цена монтажа водопровода из полиэтиленовых труб в России:
| Операция | Цена |
| Стыковая сварка трубы диаметром 63-110 мм | 300-600 руб. за стык |
| Электромуфтовая сварка диаметром 25-110 мм | 300-800 руб. за стык |
| Монтаж магистрали диаметром 20-32 мм | 250-300 руб./п.м. |
| Крепление труб | От 80 руб. точка |
| Монтаж шарового крана | От 150 руб. точка |
| Штробление для скрытия труб в стене | 350-800 руб/п.м. |
Как сделать водопровод из полиэтиленовых труб — смотрите на видео:
Монтажные работы по строительству магистрали из полиэтиленовых труб можно выполнять самостоятельно от начала до конца, сэкономив средства и время. При соблюдении всех правил сборки конструкция обеспечит надежную подачу воды в течение длительного времени. Ее можно пить без опаски, она будет без запаха и приятной на вкус.
Источник
- Вступление
- Преимущества и недостатки ПНД труб для монтажа
- Технические характеристики ПНД труб
- Типы ПНД труб
- Сфера использования труб ПНД
- Способы соединений ПНД труб при монтаже
- Нужное для монтажа ПНД, ПЭ труб
- Пошаговая инструкция монтажа труб ПНД своими руками
- Процесс сваривания труб при монтаже
- Использование крепежных элементов ПНД труб
- Частые ошибки при монтаже труб ПНД
- Заказ и приобретение продукции по оптовым ценам
Вступление

Около двух десятилетий назад большой популярностью стали пользоваться полиэтиленовые трубы (ПНД), для изготовления которых используются марки ПЭ 80 и 100. Это объясняется их многочисленными достоинствами. Монтаж ПНД труб может быть произведен человеком, даже не имеющим существенных знаний и навыков такой работы, однако предварительно важно ознакомиться с нюансами установки водопровода. Подробно расскажем обо всех особенностях монтажа такого типа труб и ответим на наиболее распространенные вопросы, связанные с ним.
Преимущества и недостатки ПНД труб для монтажа
ПНД трубы, безусловно, обладают большим количеством достоинств — поэтому они столь распространены как в быту, так и в промышленности. Наряду с этим у них есть и некоторые недостатки.
Преимущества ПНД труб:
- продолжительный срок эксплуатации — большинство надежных производителей дает 50-летнюю гарантию на свою продукцию;
- химическая устойчивость. Коммуникации, выполненные из ПНД, не подвержены воздействию агрессивных веществ;
- стойкость к коррозии;
- устойчивость к гидроударам;
- простота монтажа ПНД труб. Их легко резать, а благодаря специальным фитингам собрать трубопровод даже при отсутствии профессиональных навыков;
- нет необходимости в использовании дополнительных приспособлений для изоляции и защиты;
- устойчивость к низким температурам. Благодаря высокой эластичности трубы не растрескиваются даже при многократных циклах оттаивания/замерзания;
- стенки ПНД труб имеют гладкую поверхность, и на них не скапливаются ил и осадок;
- низкая теплопроводность — на внешней части трубопровода не возникает конденсата;
- соединения труб не деформируются со временем;
- небольшой вес;
- полипропилен не проводит электрический ток;
- простота обслуживания;
- высокая прочность и пластичность;
- доступная стоимость и экономия на перевозке.
Перечислим и недостатки такого типа труб:
- низкая термостойкость. Использовать ПНД изделия можно лишь для транспортировки жидкости, температура которой — не более +60°C. Для устройства отопительных систем они не подойдут;
- полиэтиленовые отходы разлагаются в течение минимум 100 лет;
- внешний вид таких труб может быть вписан не в любой дизайн интерьера;
- армированные изделия обладают небольшой гибкостью, что усложняет установку;
- низкая устойчивость к воздействию УФ-излучения. На солнце материал постепенно разрушается, поэтому прокладывать его на улице без специальных коробов или чехлов нельзя;
- низкая стойкость к сильным ударным нагрузкам.
Технические характеристики ПНД труб

ПНД трубы должны изготавливаться в соответствии с требованиями ГОСТ 18599-2001. Характеристики изделий обуславливают области их применения, особенности установки ПНД;
- Материал — полиэтилен низкого давления.
- Максимальное рабочее давление — 16-20 атм.
- Диаметр — от 10 до 1200 мм.
- Рабочая температура — от -20 C до +40C.
- Диапазон температур, которые выдерживает ПНД — от -70C до +80C.
- Внутренняя поверхность — гладкая.
- Предел прочности при разрыве — 38 МПа.
- Срок эксплуатации — от 50 лет.
- Длина отрезков трубы — 6, 12 метров.
Важно! Поставляться такая продукция может как уже готовыми отрезками, так и бухтами.
Технические характеристики конкретного изделия можно узнать по нанесенной на поверхность маркировке. Ее следует проверить перед началом монтажа водопровода. В ней указываются:
- производитель;
- материал изготовления;
- толщина стенок;
- диаметр;
- максимальное давление;
- тип рабочей среды.
Типы ПНД труб

Предлагаемые на рынке стройматериалов трубы из ПЭ материалов низкого давления делят на несколько типов по разным критериям.
По назначению:
- водопроводные;
- газовые;
- канализационные;
- дренажные;
- оросительные;
- обсадные;
- технические.
По свойствам:
- безнапорные, к которым не предъявляется особых требований к нагрузкам;
- слабонапорные, выдерживающие внутреннее давление до 5-6 атм.;
- высоконапорные, которые выдерживают давление до 16-20 атм.
Важно! Отдельно можно выделить изделия, которые применяют для монтажа в условиях вакуума.
Установка ПНД труб должна производиться с учетом диаметра, который может варьироваться от 10 до 1200 мм, а значит, использовать такие изделия допустимо для транспортировки жидкостей разного типа и качества.
Сфера использования труб ПНД

Трубы, выполненные из полиэтилена низкого давления, используют для установки таких типов коммуникаций:
- сети холодного водоснабжения;
- канализация разного назначения;
- электроснабжение;
- отвод сточных вод;
- газопровод.
Важно! Гофрированные ПНД трубы, имеющие проволочный каркас, чаще всего используют при реализации сетей водоснабжения — они оказывают изолирующие и защитные функции. Также из них могут собираться как напорные, так и безнапорные канализационные системы.
В зависимости от того, каким является предназначение трубопровода, монтаж ПНД фитингов и самих труб осуществляется разным способом. Например, для водопровода обычно достаточно фитингов, а вот канализация должна монтироваться строго раструбным способом, т.е. трубы должны вставляться одна в другую. Для обеспечения герметизации используется резиновое кольцо.
Способы соединений ПНД труб при монтаже

Соединение ПНД труб бывает разъемным и неразъемным. Каждый тип позволяет создать прочную и надежную конструкцию, однако в то же время у каждого из них есть свои преимущества, которые стоит учитывать при монтаже ПНД своими руками.
Разъемный тип соединения
При использовании разъемного типа соединения создается конструкция, которая впоследствии может демонтироваться. Этот способ считается наиболее популярным, поскольку трубопровод легко установить без специального оборудования, а впоследствии разобрать. Соединения труб выполняются быстро, что не влияет на их качество.
Использование фитингов

Фитинг — соединительный элемент водопровода, который применяют для монтажа ПНД в областях стыков, поворотов, а также увеличения и уменьшения диаметра. Конструктивные особенности фитингов — в простоте каждой детали. Все изделия имеют корпус разного типа с необходимым диаметром отверстий.
- Установка трубопровода с помощью фитингов осуществляется в 4 этапа:
- Примерка. Подбирается фитинг нужного типа и размера, определяется, на какую глубину будут вставляться части трубы. Делаются соответствующие отметки. На трубе подрезается фаска — ножом или фаскоснимателем.
- Подготовка. Края смачиваются мыльным раствором или жидким мылом для последующей проверки герметичности.
- Установка. Накидная гайка отвинчивается, в него устанавливается труба до сделанной заранее отметки.
- Фиксация. Гайка фитинга затягивается до упора, при этом необходимо следить, чтобы не возникло пережима.
Виды разъемных фитингов для ПНД-трубопроводов
Фитинги могут быть различными по своему предназначению, а также месту крепления. Наиболее востребованы:
- Прямой. Требуется для соединения отрезков труб с равным диаметром.
- Компенсационной. Необходим в ситуациях, когда требуется соединить трубы разного диаметра.
- Переходник. Требуется для соединения ПНД с изделиями из других материалов.
- Тройник. Применяется в местах, где из одной трубы должно выходить две и более.
- Уголок. Необходим для участков, где требуется поворот трубы.
- Заглушка. Монтируется в месте прерывания трубы.
Посредством установки фланца

Чаще всего такие соединения применяют для труб с диаметром от 100 мм. Такая технология предполагает использование накидных фланцев, которые размещаются на торцах труб. Также они могут привариваться к трубе и соединяться с втулками. Для предупреждения протекания между фланцами вместе стыка используются соответствующие уплотнение.
Первый из фланцев монтируется на металлический торцевой конец трубы, а второй фланец, соответственно, фиксируется с пластиковым буртом к пластиковому торцу. Для получения герметичных соединений важно правильно устанавливать уплотнитель. Болты при этом должны быть качественно затянуты так, чтобы напряжение распределялось равномерно по всей детали.
Неразъемные соединения

Выполняются методом сварки. Такой метод обеспечивает полностью герметичные стыки и при этом высокую надежность, однако его реализация невозможна без специального оборудования — сварочного аппарата. Также в некоторых случаях он не используется из-за внешних условий: например, воды в трубе.
Узнать обо всех нюансах, связанных с неразъемными соединениями, вы можете из соответствующей статьи нашего сайта — Сварка полиэтиленовых, ПНД труб и монтаж своими руками.
Электромуфтовые соединения

Электромуфты изготовлены из ПНД и имеют внутри металлическую нагревательную спираль. Соединяемые трубы устанавливаются в муфту, а затем подается напряжение, вследствие чего муфта и заготовки разогреваются и свариваются. Это достаточно простой и удобный способ сварки, но при этом и дорогой. На больших диаметрах стоимость муфты может обойтись дороже самих труб.
Перед проведением работ требуются тщательная зачистка труб, а также обеспечение неподвижности в моменты разогревания и остывания.
Раструбный метод соединения

Наиболее экономичный метод, поскольку не требует затрат на сварку или покупку фитингов. Этот способ подойдет только для безнапорных трубопроводов, поскольку достаточная герметичность соединения обеспечена быть не может. Для ее повышения используются силиконовые или резиновые эластичные манжеты.
Раструбный метод предполагает установку более узкого конца одной трубы в другую, т.е. разогретое плечо (гладкий торец) вставляется в прогретое монтажное утолщение.
Нужное для монтажа ПНД, ПЭ труб
Для проведения монтажа труб ПНД для водопровода, помимо самих труб, потребуются фитинги и оборудование.
Фитинги

Для установки ПНД труб своими руками необходимы фитинги. Фитинги бывают:
- Сварные фитинги. Обычно применяются для монтажа труб в местах изгиба трубопроводов. Позволяют сварить несколько частей в единое целое.
- Компрессионные фитинги. Позволяют провести монтаж трубопровода без сварки и существенно сэкономить как средства, так и время на установку.
- Электросварные фитинги. Выполнены из ПЭ низкого давления высшего качества. Используются для установки ПНД труб, монтажа фитингов, оснащены электронагревательными элементами — металлической спиралью или проволокой.
Фитинги, ПНД трубы и все необходимое для монтажа Вы можете приобрести в каталоге «Пластпродукт» по ценам производителя.
Трубы ПНД, ПЭ

В каталоге компании «Пластпродукт» представлен широкий выбор труб ПНД и ПЭ, среди которых:
- Трубы для холодного водоснабжения. Изготавливаются в соответствии с ГОСТ 18599-2001. Монтаж трубы ПНД для водопровода, как правило, осуществляется закрытым способом.
- Газовые трубы ПНД. Производятся по ГОСТ Р 50838-2009. Используются для транспортирования горючих газов, используемых в качестве сырья и топлива. Установка и соединение могут осуществляться при помощи стыковой или электромуфтовой сварки.
- Трубы для горячего водоснабжения и отопления. Изготавливаются по ГОСТ 32415-2013. Используются для транспортировки воды в системах горячего водоснабжения, отопления. Рабочая температура таких труб — до +80°C.
- Трубы гофрированные двухслойные с раструбом SN8. Подходят для организации водопропускных трубопроводов — канализационных, водоотводных. Прочные и устойчивые к различным воздействиям изделия.
Оборудование
При выборе некоторых методов соединения не обойтись без качественного оборудования — сварочных аппаратов. Выбрать надежную модель от производителя ProWelder по выгодной цене вы можете в каталоге компании «Пластпродукт»:

- Гидравлические сварочные аппараты. Это небольшие, полностью электрические устройства, которые позволяют с легкостью и в считанные минуты надежно сваривать трубы и впоследствии производить монтаж ПНД трубы своими руками. На выбор предлагается более 10 моделей.
- Механические сварочные аппараты. Такое сварочное оборудование с предназначено для прочной сварки труб. Отличается тем, что установка параметров осуществляется оператором самостоятельно, при этом процедура сварки проводится вручную.
Пошаговая инструкция монтажа труб ПНД своими руками
Успешно провести монтаж труб ПНД самостоятельно удастся при соблюдении технологии, а также после ознакомления с нюансами данного процесса.
Подготовительный процесс перед монтажом
Прежде чем начать монтаж водопровода, следует разработать схему. В ней должны быть учтены имеющиеся приборы потребления воды (раковина, ванна, унитаз, стиральная машина и проч). Это позволит заранее рассчитать, какое количество труб, переходников и фитингов потребуется приобрести.
Следующий шаг в подготовительном процессе — тщательная подготовка рабочей площади. Заранее нужно демонтировать вышедшую из строя систему, если она есть, подготовить и проверить работоспособность инструментов. Перед началом работ требуется перекрыть подачу воды. Если замена водопровода осуществляется в многоквартирном доме, требуется согласовать проведение работ с остальными жильцами в подъезде.
Инструменты

Для соединения и установки ПНД фитингов, полиэтиленовых труб требуются следующие инструменты и материалы:
- перфоратор — необходим для сверления отверстий в перекрытиях;
- болгарка — если требуется провести демонтаж старого водопровода;
- труборез или строительные ножницы — для резки труб;
- молоток;
- слесарные ключи;
- фитинги;
- сварочный аппарат;
- металлическая линейка;
- фум-лента;
- строительный уровень для проверки правильности монтажа на горизонтальной, вертикальной оси;
- калибратор;
- перчатки.
Выпрямляем ПНД трубу

Обычно трубы реализуются в бухтах, поэтому без выпрямления перед началом монтажа водопровода из ПНД труб своими руками не обойтись. Решить проблему можно с помощью строительного фена:
- если диаметр трубы небольшой, необходимо направить струю горячего воздуха на нее и вручную постепенно выравнивать;
- при большем диаметре трубы можно подать горячий воздух из фена непосредственно внутрь нее — так выпрямление будет более эффективным. Труба за счет собственного веса после прогрева начнет выравниваться сама.
Важно не перегреть трубу и не перегнуть ее, поскольку из-за этого она может оказаться непригодной к использованию.
Еще одним эффективным методом является распрямление под солнечными лучами. Больше он подойдет в теплое время года, когда солнце достаточно активно. Необходимо разложить нужный отрезок трубы, зафиксировав в начале, в конце и по длине, так, чтобы на него попадали ультрафиолетовые лучи. Как правило, достаточно 10-12 часов для того, чтобы труба выровнялась.
В видео технология выпрямления объяснена более подробно.
Видео как соединять ПНД трубу и фитинг
Для монтажа труб ПНД своими руками при монтаже водопровода можно воспользоваться технологией соединения, предполагающей использование обжимных фитингов. Существует несколько методов, однако наиболее простым и эффективным считается следующий:
- Необходимо подготовить трубу, сделав перпендикулярный срез. На нем не должно быть грязи или заусенец.
- Фитинг требуется раскрутить, сняв синюю гайку.
- Уплотнительное кольцо необходимо поместить в фитинг, сверху вставив черную шайбу.
- Конец трубы необходимо обработать фаскоснимателем, а затем нанести силиконовую смазку.
- Фитинг надевается на трубу и фиксируется с помощью белого обжимного кольца. После этого затягивается синяя гайка.
- Чтобы соединение было достаточно надежным, необходимо затянуть его ключами. Лучше использовать газовые. Установка завершена.
Более наглядно данный метод показан на видео.
Монтаж ПНД труб своими руками
Монтаж труб ПНД своими руками на даче можно осуществить по следующей инструкции:
- Водопровод на садовом участке необходимо подсоединить к источнику — это может быть, как общая труба, так и колонка. Для подсоединения требуется использовать специальный переходник, а также обязательно оборудовать его под уклоном.
- К точкам забора воды выполняется разводка по той территории участка, где планируется установка водопровода.
- Подготовка траншей, глубина которых должна быть минимум на 20 см ниже уровня промерзания грунта.
- Соединение отрезков труб с помощью фитингов нужного типа по инструкции, предложенной выше.
- Подсоединение труб к кранам, системе полива на участке и проч.

Важно! Перед закапыванием траншей стоит для проверки пустить воду по магистрали, чтобы исключить течи в местах соединений. Также рекомендуется помечать места пролегания трубопровода во избежание повреждения труб при работе на участке.
В представленном ниже видео подробно описывается процесс реализации водопровода на участке своими руками.
Процесс сваривания труб при монтаже
Процесс сваривания труб для монтажа трубопровода ПНД имеет свои нюансы — это более сложный способ соединения в сравнении с использованием фитингов. Подробнее ознакомиться с инструкцией вы сможете в другой статье на нашем сайте —
Сварка полиэтиленовых, пнд труб и монтаж своими руками.
Использование крепежных элементов ПНД труб
Надежная эксплуатация трубопровода, отсутствие протеканий могут быть обеспечены благодаря правильному закреплению труб ПНД во время их монтажа. Крепежные элементы позволяют избежать смещения магистрали и ослабления разъемных узлов.
При монтаже трубопровода ПНД в доме, на даче для фиксации всех компонентов магистрали можно использовать специальные хомуты, крюки, пластиковые клипсы или дюбели.
При установке труб ПНД — монтаже водопровода важно фиксировать каждый стык. Крепежные элементы рекомендуется располагать с шагом, равным диаметру трубы х10. Благодаря им и сами трубы, и фитинги будут защищены от повреждения.
Частые ошибки при монтаже труб ПНД

Нередко при несоблюдении технологии и инструкции по монтажу труб ПНД допускаются ошибки, которые способны привести к неработоспособности всей магистрали. Рассмотрим наиболее распространенные ошибки при установке:
- Расстояние между точками расположения крепежных элементов выбирается неправильно. Из-за того, что трубы провисают, соединения могут разорваться.
- Сварка выполнена неправильно. Такую ошибку нередко совершают новички, поэтому перед началом работы важно тщательно изучить особенности метода.
- При монтаже трубопровода линейные расширения не выполняются, и повышенное давление значительно сокращает срок службы труб.
- Трубы цементируются без изоляции. В таком случае велика вероятность образования конденсата на их поверхности.
- Сильное затягивание фитингов. Такая ошибка может привести к нарушению работы всей системы.
Заказ и приобретение продукции по оптовым ценам

Технология установки, сварки ПНД труб и фитингов должна строго соблюдаться — лишь в таком случае обустроенная система будет служить на протяжении десятков лет, не требуя ремонта и обслуживания. Однако, помимо четкого следования инструкции, большую роль играет и качество самих труб и фитингов.
Компания «Пластпродукт» является одним из наиболее крупных производителей труб и оборудования в Дальневосточном регионе. Изготовление осуществляется на собственном производстве из высококачественного зарубежного сырья. Благодаря строгому контролю качества все виды продукции отвечают требованиям безопасности и надежности, что подтверждено соответствующими сертификатами и лицензиями.
Мы предлагаем приобрести трубы ПНД, фитинги, сварочное оборудование и прочую продукцию по оптовым ценам от производителя. Стоимость оптовой партии товаров рассчитывается для каждого клиента менеджером нашей компании индивидуально. Мы гарантируем исключительно выгодные для вас цены и высокое качество всех изделий. Отправить запрос или задать уточняющие вопросы вы можете по средствам формы обратной связи или телефонам, указанным на сайте.
В этой статье мы расскажем, как осуществить монтаж полиэтиленовых труб своими руками. Это позволит в несколько раз сэкономить при прокладке большинства коммуникаций. Существуют различные виды упомянутых изделий, а также способы их установки. Эта статья осветит все эти аспекты.
 Для газа
Для газа
Область применения
Полиэтилен получил широкое распространение в производстве различных изделий. Это полимер, который обладает рядом очень полезных свойств. Например, он невосприимчив к действию большинства кислот, бензина, различных масел и других растворителей. Это означает, что при нахождении в агрессивной среде срок службы такого материала может быть очень продолжительным. В промышленности это сырье применяется при изготовлении упаковок для различных продуктов питания. Материал не оказывает губительного воздействия на организм человека, хотя и является продуктом нефтяной промышленности.
 Гибкие
Гибкие
Кроме всего перечисленного, этот полимер с легкостью поддается обработке. Для того чтобы изготовить из него планируемое изделие, не требуется особых уникальных условий температуры или давления. Из него легко получаются трубы, которые применяются для различных целей:
- водопровод;
- дренажные системы;
- газовые магистрали;
- системы полива;
- трубопроводы для транспортировки химически агрессивных веществ в промышленности;
- системы ирригации;
- для транспортировки жидкостей, содержащих абразивные включения;
- канализационные системы;
- системы, созданные для понижения уровня воды.
 Водопровод из ПНД труб
Водопровод из ПНД труб
Такое широкое распространение связано с простотой установки и высокой гибкостью конечного продукта.
Виды полиэтиленовых труб
 ПВД
ПВД
Все трубы из полиэтилена делятся по признаку выдерживаемого давления. Существует три основных вида:
- ПВД. Такие изделия выдерживают высокое давление. Они применяются на высоконапорных магистралях и участках. Их диаметр может превышать 1 м. Актуальны для организации водоснабжения микрорайонов или даже городов.
- ПНД. Самый распространенный и часто встречающийся вид. Трубы из пластика низкого давления применяются для водопровода, в этом случае они чаще всего имеют синюю полоску по всей протяженности, либо могут быть полностью окрашены в синий цвет. Для прокладки газовых магистралей применяется материал с желтой полосой.
- Третий вид изготавливается из вторичного сырья. Обычно такие трубы применяют для прокладки различных линий связи. Изделия служат гильзами, которые предотвращают пагубное воздействие на кабель.
 ПНД
ПНД
Плюсами таких изделий являются:
- устойчивость к коррозии;
- высокая гибкость и пластичность при монтаже;
- простота соединения;
- высокая механическая прочность;
- невозможность образования наростов и засорений благодаря гладкости стенок;
- устойчивость к гидроударам (допускается кратковременное превышение допустимого давления в несколько раз);
- хороший диэлектрик;
- возможность монтажа в ограниченном пространстве;
- значение гидропотерь ниже, чем у других материалов;
- более высокая плотность, чем у стали — в 8 раз;
- сварные швы по прочности превосходят прочность самих труб;
- относительно небольшой вес;
- 50 лет службы без необходимости обслуживания.
Обратите внимание!
Полиэтилен не подходит для организации систем горячего водоснабжения и отопления. Связано это с тем, что некоторые его виды теряют свою прочность уже при 60°, а при 100° начинают плавиться и растекаться.
Способы монтажа
 Разъемные фитинги для ПНД
Разъемные фитинги для ПНД
С установкой может справиться даже новичок при условии наличия необходимого инструмента и основных знаний. Все виды сочленений труб этого вида делятся на две основные категории:
- Разъемные. Для них разработаны специальные фитинги. Сборка всей конструкции возможна при наличии элементарных инструментов, которыми обладает любой хозяин.
- Монолитные. В этом случае доступно два варианта, которые можно применять. Один из них подразумевает склеивание при помощи специального состава, который не оказывает отрицательного воздействия на организм. Второй — это пайка. Она имеет свои подвиды. Осуществляется при помощи специального аппарата, который нагревает торцы, после чего происходит стыковка. Также разработаны специальные муфты, в которые встроены спирали (еще их называют элементами с закладным нагревателем), осуществляющие сварку.
 С помощью муфт
С помощью муфт
Практическое руководство
Первый метод соединения, о котором говорилось выше, часто применяется в домашних условиях. Инструмент, который понадобится при сборке всей конструкции:
- ножницы для труб или ножовка по металлу;
- специальный ключ с цепью;
- фитинги;
- рулетка.
Обратите внимание!
Часто цепной ключ заменяют обычным газовым или просто производят затяжку вручную. Для обеспечения наивысшей надежности лучше использовать предназначенные для этого изделия.
 Разъемные соединения для ПНД
Разъемные соединения для ПНД
Весь процесс по укладке будет сводиться к следующему:
- Вся труба выпускается в бухтах, поэтому ее нужно будет удобно разместить для упрощения задачи. Отмеряется необходимый отрезок и при помощи ножовки или ножниц отрезается от бухты.
- Край, который будет заходить в фитинг, хорошо выравнивается. Это необходимо сделать, чтобы впоследствии не возникло перекоса, и чтобы захват был равномерным.
- Снимается фаска под конус, это даст возможность проще пройти уплотнительную резинку.
- С фитинга откручивается муфта.
- Вынимается уплотнительное кольцо.
- Вначале муфта, а затем и уплотнительное кольцо надеваются на трубу.
- Кольцо должно быть развернуто так, чтобы его конусная часть упиралась в муфту, а бортик в фитинг.
- Труба смачивается водой или мыльным раствором. Это поможет проще зафиксировать ее.
- Фитинг надевается на трубу до упора. При этом нужно следить, чтобы уплотнительную резинку, которая находится в нем, не завернуло внутрь отверстия. Если это произошло, то необходимо снять фитинг и повторить все с самого начала.
- Перед тем как засыпать трубу землей, желательно проверить ее, подав рабочее давление.
 Схема монтажа фитинга
Схема монтажа фитинга
Обзор обжимного фитинга для полиэтиленовых труб смотрите ниже:
Обратите внимание!
Для перехода с металлической трубы на полиэтиленовую отлично подойдут фитинги с металлической резьбой. Это будет залогом качественного соединения, которое не выйдет из строя при скачке давления.
Стыковое сочленение осуществляется несколько сложнее и требует специализированного инструмента. Основным является сварочный аппарат. Состоит он из таких блоков:
- Центратор. Специальный фиксирующий зажим, который позволяет расположить две детали четко друг напротив друга. Также при помощи этого элемента осуществляется фиксация и прижим, чтобы образовался качественный шов.
- Торцеватель. Небольшой инструмент с электрическим двигателем, который имеет две режущие головки. Его цель — обработать кромки для того, чтобы они имели ровную плоскость.
- Гидравлический блок. Предназначен для того, чтобы осуществлять передвижение двух частей центратора. На нем имеется манометр, который дает возможность подобрать требуемое значение в барах.
- Нагреватель. Это своего рода паяльник, который осуществляет плавление кромки для последующей стыковки.
 Аппарат для стыковой сварки
Аппарат для стыковой сварки
Если вы планируете заниматься монтажом профессионально, тогда есть смысл приобрести такой аппарат, в противном случае достаточно просто взять его напрокат. Последовательность действий будет такой:
- Одна из свариваемых частей обязательно должна быть подвижной. Если это условие не соблюсти, тогда центратор не выполнит своей роли.
- При помощи штангенциркуля проверяется овальность трубы. Диаметр должен быть одинаковым в любой точке, в которой будет приложен измеритель.
- Проверяется соответствие фактической толщины стенки заявленной. Она должна быть одинаковой у двух элементов. Если они будут неравнозначными, тогда спайка не достигнет необходимой прочности.
- Элементы устанавливаются в центратор. Между ними необходимо соблюсти такое расстояние, чтобы в открытом положении можно было спокойно установить торцеватель и нагревательный элемент.
- Зажим осуществляется попарно. Задние фиксаторы можно затянуть немного больше, чем передние. С последними лучше не переусердствовать, чтобы не нарушить правильность окружности торца.
- Производится установка давления на движение. Для того чтобы сделать это, необходимо вначале открутить клапан, чтобы стравить воздух. Далее, закручивая его, определяется значение, при котором начинается движение.
- Вычисляется давление при сжатии на пайку. Делается это согласно таблице, которая обычно находится на агрегате. Если ее нет, тогда можно воспользоваться такой формулой: площадь торца трубы разделить на общую площадь сечения цилиндров, умножить получившийся результат на 0,15 и прибавить давление сопротивления.
- Части, которые будут свариваться, очищаются от песка и другой грязи влажной тряпкой.
- Производится обработка кромки. Для этого впритык к одной трубе устанавливается торцеватель. Он включается и при помощи гидравлического блока производится сдвигание двух заготовок. Процесс происходит до тех пор, пока не образуются 3–4 витка цельной стружки с каждой из сторон.
- Сбрасывается давление и части раздвигаются.
- Режущий инструмент убирается на свое место.
- Производится тестовая стыковка, чтобы убедиться, что процесс прошел как следует.
- Снова производится очистка торцов. Но на этот раз необходимо использовать спирт или специальный растворитель.
- Включается паяльник и нагревается до необходимой температуры.
- На таймере выставляется время планируемой пайки. Оно обычно также указывается в таблице.
- Жало устанавливается между трубами.
- Производится сведение труб к паяльнику. Необходимо выждать, пока образуется наплыв в 1 мм толщиной. После этого давление сбрасывается и засекается время для сварки.
- По истечении времени для сварки паяльник убирается. Будет 5 секунд для того, чтобы свести детали одну с другой.
- После стыковки потребуется выждать еще около 5 секунд под давлением, после чего оно сбрасывается и запускается таймер для остывания.
 Схема стыковой сварки
Схема стыковой сварки
Процесс остывания никакими способами не следует ускорять. Также на протяжении этого времени нельзя кантовать трубу или пытаться снять центратор. В противном случае стык будет нарушен, и впоследствии произойдет разгерметизация.
В видеоматериале подробно показан процесс стыковой сварки:
 Процесс электромуфтовой сварки
Процесс электромуфтовой сварки
Электромуфтовая сварка является достижением, которое позволяет стыковать швы в таких местах, где другие способы просто неприменимы. Плюсами такого решения являются:
- высокая скорость протекающих процессов;
- минимальная вероятность ошибок;
- высокая безопасность всего процесса;
- возможность сочленения неподвижных заготовок;
- внутренний диаметр труб остается практически без изменений;
- упрощает процесс при выполнении задач с большими диаметрами труб;
- преимущество работы с заготовками различного диаметра и толщины стенки;
- минимальное потребление электрической энергии при выполнении задач.
 Электромуфта
Электромуфта
Из инструментов будут необходимы:
- Специальная жидкость для очистки. Она может идти в наборе с фитингами или приобретаться отдельно. Не рекомендуется использование ацетона или других непредназначенных для этих целей растворителей.
- Съемник оксидного слоя. В его роли может выступать обыкновенный скребок или аппарат, который устанавливается непосредственно на трубу. На больших диаметрах использование второго предпочтительнее. Дело в том, что нужно не просто создать шероховатую поверхность, а убрать около 0,1 мм материала для того, чтобы могла произойти спайка.
- Сварочный аппарат. В этом случае используется специальная разработка. Его задачей является подача на муфту конкретного напряжения на протяжении определенного промежутка времени. Собирается он на полупроводниках, что объясняет его экономичность и высокую производительность. На передней панели, как правило, располагается цифровой дисплей, который дает возможность проверки правильности введенных данных. В конструкции предусмотрен порт для подключения сканера, он необходим, чтобы автоматически вносить требуемые параметры через штрихкод, который нанесен на фитинг. Информация о проделанной работе заносится во внутреннюю память и впоследствии может быть перенесена на флешку, если есть USB-порт.
- Фиксатор или позиционер. Для этого вида соединений он имеет немного другое строение, чем в предыдущем случае. Его основная цель — компенсировать овальность, которая может присутствовать из-за хранения трубы в бухте или под нагрузкой.
- Труборез. Для того чтобы кромки получались плоскими и без зазубрин, желательно использовать именно этот инструмент. Ножовка и нож будут плохими помощниками в данном случае.
- Перманентный маркер. Он должен быть белым или желтым, чтобы нанесенные метки были хорошо заметны на трубе.
- Рулетка.
 Последовательность работ по электромуфтовой сварке
Последовательность работ по электромуфтовой сварке
Чтобы добиться идеального результата, потребуется соблюсти следующие шаги:
- Подготавливаются торцы. Для этого они обрезаются при помощи трубореза.
- При помощи рулетки измеряется общая длина муфты.
- На каждую трубу наносится метка. Она должна находиться от края на расстоянии половины размера фитинга плюс 2 см запаса.
- Снимается верхний слой, в котором произошла реакция с кислородом. Для того чтобы было легче соблюсти равномерность, необходимо нанести несколько продольных линий от метки до торца. По ходу обработки инструментом будет видно, какая часть недостаточно пройдена.
- На торце снимется фаска под конус, чтобы облегчить вход трубы в фитинг.
- На каждую из труб устанавливается позиционер. Он зажимается до тех пор, пока патрубок не станет идеально круглым.
- Осуществляется обработка обезжиривающим составом как самой трубы, так и внутренних стенок фитинга.
- Муфта надевается на трубу до половины глубины своего размера. Обычно внутри стоит ограничитель, который не даст пройти дальше.
- Подводится и вставляется вторая труба.
- Проверяется ровность всей плоскости.
- Подключаются клеммы от сварочного аппарата в специальные разъемы.
- При помощи сканера производится считывание нанесенного штрихкода.
- Производится запуск всего процесса. Важно выждать не только время сваривания, но и полное время остывания, которое также отображается на дисплее. В этот промежуток нельзя трогать или стараться изменить конфигурацию оборудования. Это может привести к некачественному сочленению.
- По окончании процедуры на стык наносятся данные об операторе, времени, температуре и дате.
Существуют основные ошибки, которых очень важно избегать. Например, необходимо, чтобы труба и фитинг не находились под углом. Это приведет к тому, что расплавленная масса просто вытечет наружу. Если не компенсировать овальность, тогда муфту просто будет невозможно надеть, либо не произойдет образование монолитной спайки. При недостаточном уровне погружения трубы спираль просто расплавит материал внутри, но сочленения не произойдет.
Установка труб из сшитого полиэтилена
 Соединение труб из сшитого полиэтилена
Соединение труб из сшитого полиэтилена
Этот вид трубы, скорее, является исключением из правил. Он выдерживает температуру до 120° и может спокойно применяться для систем отопления и горячего водоснабжения. Производится такой материал методом бомбардировки ионами, что приводит к образованию уникальной структурной решетки. Именно она и является залогом прочности. Интересно, что при воздействии температуры более 400°C материал распадается на углекислый газ и воду. Другими интересными характеристиками являются:
- Устойчивость к низким температурам. Труба хорошо чувствует себя даже при -50°. При этом физическое воздействие не оказывает губительного действия.
- Высокая эластичность. Трубу можно согнуть пополам, и при этом она не сломается.
- Устойчивость к появлению трещин в процессе эксплуатации.
- Высокая гладкость внутренней поверхности. Это позволяет снизить шум в процессе циркуляции воды.
- Изделие дает усадку. При воздействии достаточно высокого давления материал имеет свойство расширяться и через некоторое время принимать свою изначальную форму.
- Устойчивость к истиранию. Это значит, что трубу можно замуровать в стяжку и не переживать, что с ней что-то произойдет.
 Опрессовочный фитинг для сшитого полиэтилена
Опрессовочный фитинг для сшитого полиэтилена
Монтаж может осуществляться с применением двух видов фитингов:
- Резьбовых. В этом случае не требуется специального инструмента, а общий процесс напоминает установку металлопластиковых труб.
- Опрессовочных. Для этого варианта понадобится особый расширитель и специальные ручные тиски.
Процесс для первого варианта сводится к следующим шагам:
- При помощи ножниц отрезается труба необходимого размера.
- С фитинга откручивается гайка и снимается уплотнительное кольцо.
- На трубу вначале надевается гайка и затем уплотнительное кольцо.
- Часть трубы, которая будет одеваться на фитинг, развальцовывается.
- Уплотнительное кольцо сдвигается как можно ближе к фитингу.
- При помощи одного гаечного ключа удерживается соединитель, вторым закручивается гайка. Она осуществляет продвижение уплотнителя в назначенное положение и еще больше прижимает стенки трубы.
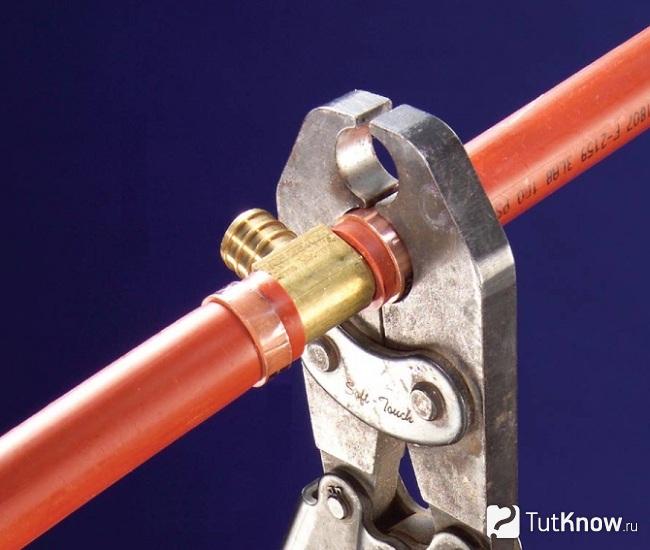
 Технология запрессовки
Технология запрессовки
При методе опрессовки все происходит следующим образом:
- На трубу надевается кольцо. Оно сдвигается от края на расстояние, на которое зайдет внутренняя часть фитинга.
- На расширитель устанавливается головка требуемого диаметра. Он вставляется в патрубок и рукоятки сжимаются. Далее они быстро разжимаются, инструмент немного проворачивается, погружается немного глубже и снова ручки сводятся. Такие действия осуществляются до тех пор, пока торец не упрется в ограничитель.
- Вставляется фитинг.
- При помощи ручных тисков производится запрессовка кольца на верхнюю часть соединения.
Обратите внимание!
Есть еще один прогрессивный метод. Вместо металлического кольца применяется специальный полимер. Он надевается на трубу так, чтобы часть его выступала на 1 мм. Далее труба расширяется вместе с ним. Когда фитинг вставлен, происходит автоматическое усаживание. В течение часа жесткость соединения достигает такого уровня, что способна выдерживать давление в 15 атмосфер.
Возможно, и у вас был опыт, когда осуществлялся монтаж водопровода из полиэтиленовых труб или других коммуникаций. Делитесь своими наработками и хитростями, приобретенными в процессе. Оставляйте комментарии к статье.
Читайте также:
- Пайка полипропиленовых труб.
- Установка металлопластиковых труб.
- Как прочистить канализационные трубы.
- Соединение газовых труб.
- Разморозка водопроводной трубы.
Содержание:
По причине своих высоких эксплуатационных качеств трубная продукция из полиэтилена получила широкое использование при обустройстве инженерных коммуникаций при проведении ремонта в квартире или во время строительства собственного домовладения. Работа отличается простотой, поэтому информация относительно того, как соединить полиэтиленовые трубы своими руками не будет лишней.

Их применяют для прокладки водопроводных, канализационных, газовых и отопительных коммуникаций, как в быту, так и на промышленных объектах. Для получения качественного результата при монтаже полиэтиленовых труб следует придерживаться определенных правил.
Инструмент для создания ПЭ трубопровода
Чтобы выполнить монтаж полиэтиленовых труб своими руками, нужно подготовить такие инструменты:
- ножницы для нарезки изделий;
- паяльное оборудование;
- газовые ключи.

Паяльный прибор оснащен набором насадок, имеющих разный диаметр. Вместо ножниц можно задействовать лобзик. Но все же при нарезке труб удобнее пользоваться именно ножницами, поскольку с их помощью края получатся более ровными, не имеющими заусениц и зазубрин.
Монтаж трубопровода из полиэтиленовых труб осуществляют, применяя газовый ключ. Для обеспечения более надежного соединения используют льняной уплотнитель. Инструменты, предназначенные для прокладки полиэтиленовых трубопроводов, продаются в строительных магазинах. Обычно паяльник с насадками предлагаются покупателям в комплекте с ножницами.
Подготовка к проведению монтажных работ
До того как выполнять монтаж ПЭ трубопроводов необходимо:
- Рассчитать количество требуемых стройматериалов в зависимости от длины запроектированной коммуникации, количества поворотов и углов.
- Прежде, чем приступить к проведению работы, нужно отключить водяную подачу, приготовить стройматериалы в соответствии с проектом.
- Прокладывать полиэтиленовый трубопровод нужно от отопительного котла, если в доме обустраивается автономное теплоснабжение.
- После того как стали известны размеры, приступают к соединению продукции из полиэтилена и спайке фитингов и металлических труб.

Научиться обращаться с паяльником будет несложно даже для начинающего домашнего умельца. Но при этом следует соблюдать немало технических моментов, имеющих отношение к процессу сборки полиэтиленовых трубопроводов.
Выполнение монтажа методом сварки
Прокладка коммуникаций данным способом происходит в такой последовательности:
- После того как при помощи особых ножниц отрезан кусок трубы необходимого размера, с его края снимают фаску под углом 45 градусов. Прочитайте, как отрезать трубу под 45 градусов, чтобы все получилось идеально.
- Подготовленный отрезок изделия устанавливают на насадку паяльника, то же самое делают с соединительным фитингом, который помещают на вторую насадку.
- Затем детали нагревают до заданной температуры, обычно она составляет около 270 градусов, после чего их быстро снимают с насадок и соединяют.
- Потом место стыковки должно остывать в течение нескольких минут. В принудительном порядке данную процедуру делать не следует, поскольку это самым негативным образом отразиться на качестве шва.
- Согласно проектной документации нужно проложить коммуникации, соединяя при этом в определенной последовательности все ПЭ трубы с фитингами и отопительными радиаторами. Спайку завершают на выходном элементе у нагревательного котла.
- После того как система заполнена водой, включают отопительный агрегат. Все места соединения тщательно проверяют на наличие протечек. Если все исправно, на котле выставляют величину давления и выпускают воздух из радиаторов. Читайте также: «Как выполняется сварка полиэтиленовых труб – правила технологии процесса».
Соединительные фитинги для полиэтиленовых труб
Совет: Используйте наши строительные калькуляторы онлайн, и вы выполните расчеты строительных материалов или конструкций быстро и точно.
Если при прокладке трубопровода необходимо выполнить монтаж полиэтиленовых труб, для этого используют фитинги. Давайте разберемся, как соединить полиэтиленовые трубы для водопровода, чтобы позже не возникло проблем. Эти детали подразделяют на виды в зависимости от выбранного способа проведения работ:
- сварка изделий;
- склейка;
- резьбовое соединение механического типа.

В зависимости от используемого способа прокладки труб фитинги для полиэтиленовой трубной продукции бывают:
- Электросварными, оснащенными закладными нагревательными деталями. При разогреве проволоки при помощи электричества до температуры определенной величины, полиэтилен начинает плавиться. В итоге образуется однородное плотное образование в тех местах, где производится переход с одного отрезка полиэтиленовой трубы на другой. Современное оборудование, предназначенное для сварки полиэтиленовых фитингов, позволяет устанавливать требуемое напряжение и время, чтобы получился качественный результат.
- Компрессионными. Они мало чем отличаются от фитингов, используемых в случае монтажа медных или пластиковых изделий. Различие заключается в материале, из которого их производят. Данный вид фитингов удобен в применении, поскольку для их установки не требуется специальная квалификационная подготовка – фитинг практически готов к установке.
- Соединительными элементами для стыковой сварки. Для этого используют ПВХ фитинги Спиготы (литые элементы). Процесс соединения заключается в нагревании торца труб до вязкотекучего состояния материала, а затем их стыкуют под давлением. Место соединения при условии соблюдения технологии сварки получается однородным с трубопроводом.
- Редукционными. Эти элементы задействуют для монтажа ПЭ труб, имеющих разные диаметры. Они оснащены резьбовым соединением для качественного результата. Резьбовые фитинги используют для стыковки труб из полиэтилена с приборами учета и водораспределительным оборудованием.
Таким образом, правильно подобранные фитинги дают возможность выполнить качественную прокладку ПЭ трубопроводов для водо- и теплоснабжения своими руками без спецподготовки.