Утверждаю
Заместитель Министра
легкой промышленности СССР
И.Г.ГРИЦЕНКО
6 июня 1988 года
ИНСТРУКЦИЯ
ПО НОРМИРОВАНИЮ РАСХОДА МАТЕРИАЛОВ В МАССОВОМ
ПРОИЗВОДСТВЕ ШВЕЙНЫХ ИЗДЕЛИЙ
Инструкция разработана Центральным научно-исследовательским институтом швейной промышленности Минлегпрома СССР на основе обобщения передового опыта швейных предприятий и результатов законченных научно-исследовательских работ института, его филиалов и в соответствии с «Системой прогрессивных технико-экономических норм и нормативов по видам работ и затрат (экономия) труда, сырья, материалов и топливно-энергетических ресурсов, нормативов использования производственных мощностей и удельных капитальных вложений, норм и нормативов определения потребности в оборудовании и кабельных изделиях (порядок их разработки и утверждения)», одобренной постановлением Госплана СССР от 11.01.80 N 7 (в части разработки отраслевых норм расхода сырья и материалов), а также Инструкцией, утвержденной приказом Минлегпрома СССР от 28.02.79 N 101.
В настоящей Инструкции приведены основные понятия нормирования, состава и классификации норм, установлен порядок разработки, утверждения и внедрения в производство прогрессивных норм и нормативов расхода материалов.
Данная Инструкция является основным методическим документом для предприятий швейной промышленности, домов моделей одежды, отраслевых управлений и отделов министерств, планирующих организаций для нормирования расхода и контроля за использованием основных материалов на швейные изделия.
Экономному расходу материалов в швейной промышленности придается особое значение в связи с высоким удельным весом материалов (80 — 90%) в себестоимости швейных изделий.
С введением настоящей инструкции считать утратившей силу ранее действующую Инструкцию по нормированию расхода материалов в массовом производстве швейных изделий (М.: ЦНИИТЭИлегпром, 1981).
1. ОБЩИЕ ПОЛОЖЕНИЯ
Нормирование расхода материалов — это установление плановой меры их производственного потребления. Нормирование включает разработку и утверждение норм расхода на производство единицы планируемой продукции по установленной номенклатуре.
Основной задачей нормирования является обеспечение применения в производстве и планировании технически обоснованных прогрессивных норм расхода сырья и материалов в целях их рационального распределения по направлениям потребления и осуществления режима экономии.
Нормированию подлежат все виды сырья и материалов.
Под нормой расхода материальных ресурсов в швейной промышленности понимают максимально допустимое их количество для изготовления единицы изделия установленного качества с учетом планируемых условий производства.
Нормы расхода всех видов сырья и материалов в производстве:
разрабатывают по установленной номенклатуре продукции и видам работ на единой методической основе на всех уровнях планирования независимо от объема потребления нормируемого сырья и материалов;
периодически пересматривают и совершенствуют;
учитывают в полном объеме планируемые организационно-технические мероприятия, направленные на повышение эффективности использования сырья и материалов на основе внедрения новейших достижений техники и передовой технологии, уровня организации и культуры производства;
способствуют максимальной мобилизации внутренних ресурсов на выполнение плановых заданий по экономии сырья и материалов;
обеспечивают снижение суммарных максимальных затрат в производстве продукции в стоимостном выражении при соблюдении установленных требований по качеству, долговечности и эксплуатационной надежности продукции.
Нормы расхода сырья и материалов планируемого периода на производство конкретной продукции должны быть, как правило, ниже уровня норм текущего года и фактических удельных расходов за отчетный год.
Увеличение отдельных норм на планируемый период против фактически достигнутых удельных расходов сырья и материалов возможно при обоснованном внесении существенных изменений в конструкцию изделий в соответствии с направлением моды, с целью повышения их качества, эксплуатационной надежности, долговечности, изменения шкалы размеров и ростов и вида поверхности ткани.
Нормативы — поэлементные составляющие норм, характеризующие:
удельный расход сырья и материалов на единицу массы, площади, объема, длины при выполнении производственных процессов;
размеры технологических отходов и потерь сырья и материалов по видам производственных процессов.
Нормативы измеряются в натуральных единицах или в процентах.
Нормативы удельных расходов и нормативы отходов и потерь сырья и материалов по видам технологических процессов могут быть отраслевыми и производственными.
Отраслевые нормативы — это предельно допустимые показатели, рассчитанные на средние условия производства, с учетом прогрессивных показателей передовых предприятий. Их соблюдение обязательно при нормировании расхода материалов и сырья всеми предприятиями и организациями швейной промышленности.
Производственные нормативы разрабатывают при крупносерийном и массовом выпуске продукции для конкретных производств применительно к установленной технологии. Они должны отражать более высокий технический уровень производства и использования сырья и материалов по сравнению с отраслевыми нормативами.
Отходом называется остаток исходного сырья, материала, образующегося при производстве планируемого вида продукции, который не может быть использован в процессе ее изготовления.
Отходы могут быть использованы в качестве исходного сырья для производства других видов продукции на данном предприятии или реализовываться в качестве вторичного сырья.
Потери — это количество исходного сырья и материалов, которое теряется в основном производстве изготовления продукции.
2. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
2.1. Классификация норм расхода материалов
Нормы расхода сырья и материалов в производстве классифицируют по основным признакам:
степени агрегации;
степени укрупнения номенклатуры сырья и материалов;
периоду действия.
По степени агрегации различают индивидуальные и групповые (средневзвешенные) нормы расхода.
Индивидуальные нормы определяют расход нормируемого вида материалов на производство единицы продукции.
Групповые нормы рассчитывают как средневзвешенные величины расхода материалов по установленной номенклатуре на планируемые объемы производства одноименных видов продукции по объединениям, предприятиям.
В основном производстве предприятий швейной промышленности действуют индивидуальные и групповые виды норм расхода материалов.
Индивидуальные нормы расхода материалов
На длину раскладки лекал деталей швейных изделий
Разрабатывают на каждую модель изделия или на несколько моделей, объединенных в одной раскладке, вид поверхности и ширины материалов, на принятые сочетания размеров одежды с учетом количества комплектов лекал (один, полтора, два и более) и метода настилания полотен материала («лицом к лицу», «лицом вниз») <*>. Эти нормы являются контрольными для раскладчиков-обмеловщиков подготовительного или раскройного цеха.
———————————
<*> Или «лицом вверх».
На настил
Рассчитывают в оперативном порядке при обработке карты раскроя на основе длины раскладки, количества полотен в настиле и нормативов отходов (в процентах) по длине настила материала. Данную норму используют для проверки экономичности выполненных настилов материалов.
На модель изделия
Рассчитывают на единицу изделия каждой модели на вид материала (основная ткань, подкладка и т.д.) на основе средневзвешенных показателей:
площади лекал деталей изделия, процента межлекальных отходов в раскладках, с учетом удельного веса вида поверхности материала, количества комплектов лекал и нормативов отходов по длине и ширине настила материала (в процентах). Эти нормы используют для контроля за фактическим расходом материалов на единицу изделия и расчета норм расхода на вид изделия.
Групповые нормы расхода материалов
На вид изделия
Рассчитывают на единицу каждого вида изделия определенного номера артикула на основе средневзвешенных норм по моделям изделия с учетом запланированного по ним выпуска за отчетный период работы. Эти нормы используют для расчета норм расхода материалов на планируемый период.
На группу одежды
Разрабатывают на единицу каждой группы одежды, с различными артикулами изделий при существующем на данный период разнообразии моделей и действующих шкал процентного соотношения размерных показателей изделия с учетом норматива маломерных остатков (лоскута) материалов от настилов. Данные нормы предназначаются для планирования материалов, необходимых для выполнения производственной программы отдельной фабрики, группы предприятий или отрасли в целом.
2.2. Состав норм
Норма расхода материалов на производство единицы продукции в швейной промышленности включает:
полезный расход — площадь лекал деталей изделия с учетом площади вытачек, но без учета площади припусков на дополнительные швы надставок и припусков к деталям, необходимых для подгонки рисунка ткани;
технологические (неизбежные) отходы — межлекальные отходы в раскладках лекал деталей изделий, отхода по ширине и длине настила (на концах и стыках полотен и концевые отходы до 15 см по шерстяным и до 10 см по всем тканям других волокон и остальным материалам).
В норму расхода материалов на единицу изделия не включаются:
отходы и потери при несоблюдении установленной технологии, различных неполадок в организации производства и снабжения:
отходы и потери при невыполнении требований стандартов и технических условий по качеству материалов, расход материалов, связанный с браком продукции, испытанием образцов, наладкой оборудования, упаковкой готовой продукции и другие виды расхода, прямо не относящиеся к изготовлению продукции.
2.3. Размерность норм расхода
Нормы расхода в основном производстве определяют в погонных метрах при определенной ширине материала и квадратных метрах и характеризуются определенными размерными показателями.
2.4. Методы разработки норм расхода материалов
Основными методами разработки норм расхода материалов в производстве швейных изделий являются расчетно-аналитический и опытный.
Расчетно-аналитический метод предусматривает определение индивидуальных норм расхода материалов в соответствии с установленным составом норм: площади лекал деталей изделия, межлекальных отходов в раскладке лекал, отходов по длине настила и ширине материала (за исключением шерстяных тканей).
Площадь лекал деталей изделия измеряют на фотоэлектронной машине типа ИЛ <*>. При отсутствии таких машин площадь лекал измеряют комбинированным способом (приложение 1). Отходы материалов устанавливают на основании утвержденных нормативов.
———————————
<*> При наличии на предприятии САПР «Раскладка» — на САПРе.
При расчете норм расхода материалов следует учитывать технологические и организационные мероприятия, обеспечивающие наиболее рациональное и эффективное их использование, передовые приемы и методы работы в области использования материалов.
Опытный метод разработки норм расхода заключается в определении удельных затрат материалов, необходимых для производства единицы продукции, на основании экспериментальных раскладок лекал, выполняемых в лабораторных или непосредственно в производственных условиях.
Опытному методу должен предшествовать всесторонний анализ резервов экономии на основе изучения передовых приемов и методов работы в области рационального и эффективного использования материалов.
3. ПОРЯДОК РАЗРАБОТКИ НОРМ
3.1. Порядок разработки индивидуальных норм
расхода материалов
Лекала деталей моделей изделий, полученные из домов моделей или разработанные в экспериментальном цехе производственного объединения (предприятия), проверить по их комплектности, соответствию основным измерениям по табелю мер и провести опытное изготовление образцов для определения правильности расположения монтажных точек и соответствия припусков на обработку.
Для проведения экспериментальных раскладок лекал, на основе которых разрабатывают нормы расхода основного материала, подкладки и приклада, вырезают из картона полный комплект лекал всех размеров каждой модели изделия. Наличие у раскладчиков и обмеловщиков полных комплектов лекал создает условия для повышения производительности труда и установления более точных норм длины раскладок.
На каждом лекале, входящем в комплект, должны быть указаны:
номер модели, наименование детали, размерные показатели изделия в соответствии со стандартами на обозначения размеров одежды, допускаемые размеры надставок и линии допускаемых отклонений от направления нитей основы ткани в деталях кроя.
В соответствии с согласованной с торгующими организациями шкалой процентного распределения размеров одежды следует составить сочетания по размерным показателям для выполнения экспериментальных раскладок лекал деталей изделия.
Для установления необходимого объема экспериментальных раскладок лекал, на основе которых разрабатывают нормы расхода тканей и материалов, следует уточнить диапазон фактических ширин материалов по данным подготовительного цеха.
Раскладки в один комплект лекал деталей изделий для взрослых и детей подросткового и школьного возрастов, в один и два комплекта лекал деталей изделий для детей дошкольного и ясельного возрастов при настилании «лицом вниз» являются неэкономичными.
В табл. П.2.1 Приложения 2 представлены рекомендуемые величины нормативов раскроя материалов по неэкономичным раскладкам.
При разработке норм длин раскладок лекал деталей изделий следует учитывать основные принципы рационального использования материалов:
применение максимально-возможного количества комплектов лекал деталей изделий в раскладках (табл. П.2.4);
непревышение норматива раскроя материалов по неэкономичным раскладкам, утвержденного на предприятии;
нахождение для каждого вида изделия оптимальных разрывов между нормами длин раскладок лекал, необходимых для рационального расчета кусков материала в настилы. Для большинства швейных изделий это возможно при сочетании смежных размеров одинаковых или смежных ростов;
выполнение действующей шкалы процентного распределения размеров изделия;
выбор рационального метода настилания полотен («лицом к лицу», «лицом вниз») с учетом вида поверхности материала.
При изготовлении верхней одежды небольшими сериями для сокращения срока выполнения ростовки объединяют в одной раскладке по четыре разных размера изделия при укладывании их по полкомплекта лекал деталей и настилании материала методом «лицом к лицу».
Для моделей или групп швейных изделий, имеющих сложную конфигурацию деталей (например, детали полочек и спинки, цельновыкроенные с деталями рукавов и др.), необходимо выполнить предварительные экспериментальные раскладки лекал для изучения их экономичности от влияния следующих факторов:
увеличения количества комплектов лекал в раскладках (по сочетаниям размеров с большим удельным весом в ростовке);
применения различных вариантов сочетания размеров изделия в раскладках лекал (смежные, через один или два номера размера одинаковых или смежных ростов);
объединения в одной раскладке лекал деталей разных моделей одного или нескольких видов изделий с учетом возможности использования материалов запланированных артикулов.
Для брюк мужских и для мальчиков определение рационального количества комплектов лекал и сочетание размеро-ростов в раскладке зависит от ширины материала. Рациональность объединения размеров и распределение их по количеству комплектов лекал необходимо определять по результатам экспериментальных раскладок.
Для костюмов мужских следует применять секционно-полосовой метод размещения лекал деталей в раскладке. Особенностью этого метода является установление порядка размещения групп деталей в зависимости от площадей лекал и их габаритных размеров. При этом все детали изделия делят на две группы: крупные и мелкие. Деталям присваивают номера (в порядке убывания площади лекал, длины, ширины), которые служат основанием для определения последовательности их укладывания в раскладке. Крупные детали следует укладывать рядами по ширине раскладки, стремясь к максимальному ее использованию, образуя секции одноименных деталей в порядке убывания их площади и длины, мелкие детали — располагать в межлекальных отходах, краевых и дополнительных секциях, завершающих раскладку.
Для корсетных изделий и головных уборов необходимо применять метод локально-оптимального группирования деталей одинаковой конфигурации, изложенный в Отраслевых рекомендациях по построению оптимальных раскладок лекал корсетных изделий, утвержденных Минлегпромом СССР 31.03.83 и Отраслевых рекомендациях по построению оптимальных многокомплектных раскладок лекал деталей головных уборов, утвержденных Минлегпромом СССР 19.11.84.
Набор сочетаний размеров в раскладках лекал деталей головных уборов и корсетных изделий следует производить таким образом, чтобы заданная шкала размеров обеспечивалась в трех — четырех секциях (одна из них короткая, длиной до 1,0 м по головным уборам и до 0,5 м по корсетным изделиям). Длины остальных секций должны включать количество комплектов лекал, указанное в табл. П.2.4.
При изменении заказов торговли (действующей шкалы) возникает необходимость в разработке норм длин раскладок на другие сочетания размеров, для этого целесообразно использовать расчетные нормы по отдельным размерам каждой модели изделия, из которых можно набирать нормы на любые новые сочетания размеров.
Такие расчетные нормы для часто встречающихся ширин материала следует определять на основе данных о площади лекал размеров изделия и достигнутой в комбинированной раскладке (в два полных комплекта лекал) величине межлекальных отходов для данной группы ширин.
3.2. Расчет предварительных длин раскладок лекал
деталей изделия
Предварительные длины для отправных экспериментальных раскладок лекал
(Н , м) следует рассчитывать на основе данных о площади лекал деталей
р
изделий этих размеров (S ) и нормативе межлекальных отходов в раскладке
л
(B ) по формуле:
о
где S — площадь лекал заданных размеров изделия (с округлением до
л
0,0001), кв. м;
B — процент межлекальных отходов (с округлением до 0,1%), утвержденный
о
на предприятии;
Ш — ширина раскладки, м.
р
Например: S = 3,0112 кв. м;
л
В = 15,55%;
о
Ш = 1,40 м;
р
3,0112 · 100
Н = ——————- = 2,545 м.
р (100 — 15,5) · 1,40
В целях разработки экономичных норм рекомендуется предварительную длину раскладки заведомо уменьшить на 1 — 2%.
При несоответствии нормы расхода по экспериментальной раскладке предварительно рассчитанной норме, последнюю необходимо увеличить с учетом величины площади оставшихся мелких деталей, уложенных отдельно в любом прямоугольнике. При этом детали следует укладывать в любом направлении целыми или по частям.
Например, площадь раскладки оставшихся мелких деталей равна 320 кв.
см, а ширина раскладки — 110 см, увеличение предварительной длины раскладки
320
составит: — = 3 см.
110
Отправные экспериментальные раскладки лекал деталей изделия должны выполнять наиболее квалифицированные раскладчики экспериментального цеха.
3.3. Порядок разработки норм расхода материалов
на длину раскладки лекал деталей изделия
Из установленного диапазона фактических ширин материалов необходимо определить часто встречающиеся ширины, на которые в первую очередь разрабатывают нормы на основе выполнения экспериментальных раскладок лекал.
При выполнении экспериментальных раскладок лекал следует учитывать, что процент межлекальных отходов в раскладках в два полных комплекта лекал должен быть обязательно меньше того же показателя в один комплект лекал. В зависимости от вида изделия, назначения материала рекомендуемая разница в величине процента межлекальных отходов в раскладках лекал в один и два комплекта (в два и четыре — для детей дошкольного и ясельного возрастов) должна быть не менее величин, указанных в действующих Отраслевых нормативах межлекальных отходов.
Данные экспериментальных раскладок в один комплект лекал, на разных ширинах необходимо проанализировать с целью исключения из них норм с увеличенным процентом межлекальных отходов.
Количество комплектов лекал в рациональных раскладках представлено в табл. П.2.4.
Если позволяют конструктивные особенности модели, рекомендуется разрабатывать нормы длин раскладок в 1,5 комплекта лекал «лицом к лицу», которые близки по экономичности к раскладкам в два полных комплекта лекал.
В таких раскладках лекал деталей пальто демисезонного и костюма на второй верхний воротник следует накладывать другие мелкие лекала «лицом вниз» с последующим комплектованием этих выкроенных деталей «лицом к лицу». Использование таких норм на предприятии позволит резко сократить раскрой материала по однокомплектным раскладкам «лицом вниз», уменьшая межлекальные отходы и улучшая качество выкроенных деталей.
Раскладку лекал деталей изделия необходимо выполнять с учетом допускаемых по величине и количеству надставок и отклонений от установленного в деталях направления нитей основы или утка материала, предусмотренных отраслевой нормативно-технической документацией.
В раскладках лекал деталей отдельных видов изделий могут быть образованы поперечные секции без увеличения или с увеличением общей длины раскладки до 0,8%.
Нормы длин раскладок лекал устанавливают для настилания полотен «лицом к лицу» и «лицом вниз».
При установлении нормы длины раскладки лекал деталей изделия из материалов с рисунком в клетку, в полоску, учитывают соответствующую величину и место припуска к парным деталям, предусмотренные нормативно-технической документацией и техническим описанием модели.
Для материала с рисунком в клетку, экспериментальные раскладки рекомендуется выполнять непосредственно на материале, что облегчает обеспечение подгонки рисунка в парных деталях изделия.
Для повышения производительности труда при раскрое основных, прикладных и подкладочных материалов применяют трафареты и светокопии.
По стандартным видам одежды, а также моделям изделий с большим выпуском следует изготовлять трафареты для раскроя основной ткани, если по расчету окупаемости трафаретов целесообразно их внедрение.
По каждой экспериментальной раскладке лекал определяют (с округлением до 0,1) фактический процент межлекальных отходов (В) в %, который рассчитывают по формуле:
где S — площадь раскладки (с округлением до 0,0001), кв. м;
р
S — площадь лекал, кв. м.
л
Для разработки норм длин раскладок на изделия костюмно-пальтовой, плательно-сорочечной групп используют расчетный метод нормирования расхода основных материалов на основе регрессионных уравнений.
Расчетный метод позволяет по нескольким тщательно выполненным отправным раскладкам и регрессионным уравнениям межлекальных отходов, разработанным по видам изделий, установить экономичные нормы на все сочетания размеров по модели.
Необходимые для расчета отправные раскладки выполняют по сочетанию со средними размерами и числом комплектов лекал, наиболее часто встречающимся в наборе сочетаний (исходному сочетанию) на крайних ширинах каждой группы. Группа ширин для пальтово-костюмных изделий включает диапазон 10 см, плательно-сорочечных — 6 — 8 см. Для большинства моделей изделий пальтово-костюмной группы и сорочек верхних включают в сочетание размеры со смежными показателями обхвата груди одинаковых или смежных ростов, для большинства моделей платьев — со смежными показателями обхвата груди одинаковых ростов. Если расчет производят для диапазона ширин 3 см, то выполняют одну экспериментальную раскладку на средней ширине.
Если модель изготавливают для нескольких возрастных групп, то отправные раскладки выполняют для одной группы (размеры которой чаще встречаются в списке сочетаний).
Отправные раскладки лекал деталей изделий выполняют наиболее квалификационные раскладчики экспериментального цеха, а выборочную проверку расчетных норм, зарисовки раскладок лекал — остальные раскладчики.
Затрата времени на отправную раскладку должна превышать затрату времени на проверочную раскладку, что позволит найти наилучшую схему размещения лекал деталей изделия.
На предприятиях, имеющих вычислительные центры или мини ЭВМ, расчет норм расхода материалов следует вести на ЭВМ. Алгоритм расчета и математическая программа по внедрению расчетного метода разработаны лабораторией нормирования расхода материалов Ростовского филиала ЦНИИШП.
3.4. Порядок разработки норм расхода материалов на длину
раскладки лекал деталей изделия на основе
регрессионных уравнений
Для расчета норм длин раскладок лекал используют данные экспериментальных раскладок и уравнения, позволяющие определить поправку межлекальных отходов в раскладках лекал деталей изделия в зависимости от основных факторов.
Выполняют экспериментальные раскладки для исходного сочетания на I
(меньшей) и II (большей) ширине одной группы ширин. Определяют процент
межлекальных отходов B и B по формуле:
I II
где К — номер ширины;
S — площадь раскладки j-го сочетания по ширине К, кв. м;
рк
S — площадь лекал j-го сочетания, кв. м.
л
Уравнения для определения первой поправки процента межлекальных
i
отходов Р (i = 1, 2, …, n, n — число сочетаний) по видам изделий имеют
следующий вид:
пальто, полупальто, плащи мужские, женские и для детей подросткового возраста
i i i i
Р = -0,250 x — 0,030 x — 0,060 x ; (4)
1 2 3
пальто, полупальто, плащи для детей школьного возраста
i i i i
Р = -0,250 x — 0,040 x — 0,010 x ; (5)
1 2 3
пальто, плащи для детей, дошкольного и ясельного возрастов
i i i i
Р = -0,350 x — 0,020 x — 0,030 x ; (6)
1 2 3
куртки мужские, женские и для детей подросткового возраста
i i i i
Р = -0,250 x — 0,045 x — 0,028 x ; (7)
1 2 3
куртки для детей школьного возраста
i i i i
Р = -0,300 x — 0,060 x — 0,075 x ; (8)
1 2 3
куртки для детей дошкольного и ясельного возрастов
i i i i
Р = -0,530 x — 0,020 x — 0,044 x ; (9)
1 2 3
костюмы мужские и для мальчиков подросткового возраста
i i i i
Р = -0,150 x — 0,018 x — 0,025 x ; (10)
1 2 3
костюмы для мальчиков школьного возраста
i i i i
Р = -0,250 x — 0,023 x — 0,040 x ; (11)
1 2 3
костюмы для мальчиков дошкольного и ясельного возрастов
i i i i
Р = -0,910 x — 0,040 x — 0,050 x ; (12)
1 2 3
пиджаки мужские и для мальчиков подросткового возраста
i i i i
Р = -0,452 x — 0,059 x — 0,107 x ; (13)
1 2 3
платья, сарафаны, халаты, комплекты женские и для девочек подросткового возраста:
для тканей шириной 80 — 130 см
i i i i
Р = -0,174 x — 0,030 x — 0,035 x ; (14)
1 2 3
для тканей шириной более 130 см
i i i i
Р = -0,422 x — 0,030 x — 0,050 x ; (15)
1 2 3
платья, сарафаны, халаты, комплекты для девочек школьного возраста
i i i i
Р = -0,330 x — 0,040 x — 0,090 x ; (16)
1 2 3
платья, сарафаны, халаты, комплекты для девочек дошкольного и ясельного возрастов
i i i i
Р = -0,600 x — 0,070 x — 0,005 x ; (17)
1 2 3
блузки женские и для девочек подросткового возраста
i i i i
Р = -0,378 x — 0,040 x — 0,070 x ; (18)
1 2 3
сорочки верхние с длинными рукавами и короткими рукавами без надставок мужские и для мальчиков подросткового возраста
i i i i
Р = -0,312 x — 0,040 x — 0,067 x ; (19)
1 2 3
сорочки верхние с длинными рукавами и короткими рукавами с надставками мужские и для мальчиков подросткового возраста
i i i i
Р = -0,467 x — 0,028 x — 0,001 x ; (20)
1 2 3
сорочки верхние для мальчиков и блузки для девочек школьного возраста
i i i i
Р = -0,372 x — 0,020 x — 0,030 x ; (21)
1 2 3
сорочки верхние для мальчиков и блузки для девочек дошкольного и ясельного возрастов
i i i i
Р = -0,400 x — 0,020 x — 0,010 x ; (22)
1 2 3
i
где x — общая площадь лекал i-го сочетания (сумма площадей лекал всех
1
размеров изделий, включенных в сочетание), кв. м;
i
x — среднеарифметическая величина длин изделий i-го сочетания (на
2
костюмы — среднеарифметическая величина общей длины пиджака и брюк или
жилета и юбки), см;
i
x — среднеарифметическая величина показателей обхвата груди i-го
3
сочетания размеров, см.
i i
После этого устанавливают количественные значения факторов (x , x ,
1 2
i
x ) по каждому сочетанию размеров.
3
Значение факторов x и x для наименьшего размера принимают равным 10.
2 3
Для расчета на остальные размеры к этому числу прибавляют соответствующие
фактические приращения длины изделия при переходе от роста к росту (фактор
x ) и ширины изделия при переходе от размера к размеру (фактор x ).
2 3
i i i
Рассчитывают значения факторов x , x , x для всех сочетаний.
1 2 3
Определяют величину первой поправки, межлекальных отходов для всех сочетаний размеров по одному из уравнений (4 — 22) в зависимости от вида изделия.
При расчете первой поправки межлекальных отходов на платье, халаты, сарафаны, комплекты женские и для девочек подросткового возраста, для тканей шириной менее 80 см применяют уравнение (14). Во избежание больших отклонений норм, установленных контрольными экспериментальными раскладками, от расчетных рекомендуется выделять в возрастных группах подгруппы с небольшим диапазоном размеров и выполнять в каждой из них отправные раскладки. Это дает возможность учесть при расчете специфику влияния размерных характеристик на межлекальные отходы в раскладках лекал деталей на конкретных ширинах.
Определяют разницу между фактическими межлекальными отходами и
величиной, рассчитанной по уравнению для исходного сочетания, — вторую
поправку межлекальных отходов R и R — на 1-й и n-й ширине:
1 2
Рассчитывают межлекальные отходы по остальным сочетаниям размеров на 1-й и n-й ширине ![]() и
и ![]() :
:
i
Рассчитывают нормы длин раскладок (в метрах) на 1-й и n-й ширина (N и
1
i
N ) по всем сочетаниям:
n
где h , h — ширины ткани, м.
1 n
Рассчитывают приращения длины раскладки (в метрах) при изменении ширины на 1 см для каждого сочетания размеров:
Определяют нормы длины раскладок (в метрах) для каждой промежуточной ширины К (К = 2, 3, …, n — 1)

Расчетно-аналитический метод нормирования расхода основной ткани на брюки основан на определении рационального количества комплектов лекал в раскладке для различных ширин ткани для использования имеющейся на предприятии ткани с наименьшими межлекальными отходами. Этот метод позволяет установить зоны ширин рационального использования типовых схем раскладок с различным количеством комплектов лекал и соответствующие проценты межлекальных отходов.
Для установления зон ширин рационального использования типовых схем раскладок лекал брюк по каждому из предварительно выбранных количеств комплектов лекал в зависимости от числа размеров в модели составляют два или три исходных сочетания размеров. Первое сочетание содержит наименьшие размеры, второе — средние, третье — большие. В каждое сочетание включены размеры с разными ростами. В моделях брюк для детей школьного возраста сочетания составляют по возрастным группам.
По каждому исходному сочетанию размеров выполняют две раскладки для определения минимальной и максимальной ширины рациональной зоны. При нахождении минимальной ширины по изделиям для взрослых в раскладках необходимо придерживаться следующих типовых схем:
ТИПОВЫЕ СХЕМЫ РАСКЛАДОК ЛЕКАЛ
|
Количество комплектов лекал в сочетании |
|||||||
|
2 |
2, 5 |
3 |
3, 5 |
4 |
4, 5 |
5 |
5, 5 |
|
Схема размещения передних и задних половинок брюк по ширине раскладки |
|||||||
|
ППЗЗ |
ПППП |
ППЗЗ |
ПППП |
ППЗЗ |
ПППП |
ППЗЗ |
ППППП |
|
ППЗЗ |
ПЗЗ |
ППЗЗ |
ПППЗ |
ППЗЗ |
ПППЗ |
ППЗЗ |
ППППП |
|
ЗЗЗ |
ЗЗПП |
ЗЗЗ |
ЗЗПП |
ППЗЗ |
ЗЗПП |
ПЗЗЗ |
|
|
ЗЗЗ |
ЗЗПП |
ЗЗЗ |
ЗЗПП |
ЗЗЗЗ |
|||
|
ЗЗЗ |
ЗЗПП |
ЗЗЗЗ |
Обозначения: П — передняя половинка брюк;
З — задняя половинка брюк.
Данные варианты типовых схем можно изменять. Например, для брюк большой полноты при трех комплектах лекал применяют следующие схемы совмещения передних и задних половинок брюк по ширине раскладок:
|
ППЗ |
ПЗЗ |
|
|
ППЗ |
или |
ПЗЗ |
|
ЗЗП |
ПЗЗ |
|
|
ЗЗП |
ППП |
Типовые схемы в основном применяют на тканях больших ширин (130 — 150 см). На тканях меньших ширин используют другие варианты совмещения половинок брюк. Например, ППП, ППЗ, ПЗЗ или ПЗ и т.д.
При нахождении минимальной ширины раскладки в моделях брюк для детей школьного возраста на больших ширинах применяют следующие схемы первого ряда раскладок лекал: ПППП, ПППЗ, ППЗЗ и т.д.
На малых ширинах количество половинок первого рода соответственно уменьшают.
Для определения минимальной ширины измеряют ширину первого ряда половинок брюк, уложенных по одной из приведенных типовых схем. Средний размер половинок брюк первого ряда должен совпадать со средним размером сочетания, для которого выполняют раскладку.
На установленной минимальной ширине выполняют первоначальную раскладку с возможно минимальным процентом межлекальных отходов, так как от результата этой раскладки зависит экономичность всех остальных норм.
Для определения максимальной ширины раскладки все задние и передние половинки брюк совмещают по длине встык, расширяя таким образом раскладку и освобождая объединенный массив площади для рационального укладывания мелких деталей. Количество половинок брюк в первом ряду раскладки сохраняют то же, что и при определении минимальной ширины. В каждом последующем ряду количество половинок брюк не превышает их количества в предыдущем ряду. Половинки брюк, уложенные при нахождении минимальной ширины, могут быть заменены другими половинками. Исходя из длины, полученной при укладывании половинок брюк встык, и площади, определенной на минимальной ширине, рассчитывают максимальную ширину раскладки.
Для расширения зон ширин рационального использования типовых схем раскладок лекал при определении максимальной ширины длину раскладки можно сохранить, укладывая задние, половинки брюк «в замок». При раскладке лекал деталей школьных брюк, количество половинок брюк в средних рядах можно увеличить. При этом следует проверить, не превышает ли ширина ряда, в который добавлена половинка, установленную максимальную ширину.
На установленной максимальной ширине выполняют конечную раскладку с тем же процентом межлекальных отходов, что и на минимальной ширине. Это обеспечивает одинаковую экономичность выполненных экспериментальных раскладок лекал и норм длин раскладок на промежуточных ширинах.
Аналогично определяют минимальную и максимальную ширину и процент межлекальных отходов для остальных исходных сочетаний размеров брюк.
Для определения процента межлекальных отходов по каждому количеству комплектов лекал определяют разницу между минимальным и максимальным значением процента, и если она не превышает 0,3%, рассчитывают среднее значение процента межлекальных отходов, который затем используют при определении норм длин раскладок для этого количества комплектов лекал.
На основании полученных данных строят график зон ширин (в см) рационального использования типовых схем раскладок лекал деталей изделия в зависимости от среднего размера и количества комплектов лекал в раскладке.
На оси абсцисс откладывают значения ширин раскладок в сантиметрах, на оси ординат — средние размеры.
Полученные точки с этими координатами соединяют прямыми линиями (минимальные ширины с минимальными, максимальные с максимальными). Зона ширин рационального использования типовых схем раскладок лекал для определенного среднего размера лежит между проекциями на оси абсцисс точек пересечения линии, проходящей через значение этого размера параллельно оси абсцисс, с линиями максимальных и минимальных ширин.
На основе установленных зон ширин рационального использования типовых схем раскладок лекал производят набор сочетаний размеров согласно заказу торгующих организаций.
Для каждой группы ширин устанавливают границы значений средних размеров брюк, соблюдение которых в сочетаниях обеспечивает принятые межлекальные отходы. Необходимо, кроме того, соблюдать требуемую величину интервала (7 — 12 см) между смежными нормами длин раскладок для облегчения предварительного расчета кусков ткани в настилы.
Если по какому-либо количеству комплектов лекал получены одинаковые средние размеры в разных сочетаниях, то разницу в нормах длин раскладок обеспечивают введением в сочетания одних и тех же размеров разных ростов.
После составления сочетаний размеров для определения площади лекал раскладки по каждому сочетанию суммируют площадь раскладок на комплект или полукомплект лекал.
При использовании комбинированных раскладок, в которых уложены лекала разных моделей или изделий (брюк мужских и для мальчиков школьного возраста), соотношение комплектов лекал, заложенное в исходные сочетания, следует соблюдать во всех остальных сочетаниях.
Для сокращения числа отправных раскладок полный их набор выполняют по одному количеству комплектов лекал. Для других комплектов лекал, раскладываемых по этой же схеме и имеющих ту же минимальную и близкую максимальную ширину, количество отправных раскладок может быть уменьшено, исходя из характера зон рационального использования типовых схем раскладок лекал, принятых для сочетаний, по которым выполнено полное количество отправных раскладок.
Порядок разработки норм расхода материалов на изделия, изготавливаемые в процессе разработки новых моделей одежды, представлен в приложении 3.
Нормы длин раскладок лекал деталей подкладки, ватина и прокладки изделия разрабатывают на основе экспериментальных раскладок лекал. Лекала подкладки, ватина и прокладок рекомендуется максимально унифицировать по группам размеров с учетом возможности использования их на все модели или группы моделей изделия, что позволяет применять авансовый (серийный) способ раскроя материалов для разработки наиболее экономичных норм расхода материалов. При применении авансового раскроя материалов необходимо организовать хранение, учет и выдачу кроя, в пошивочные цеха комплектно с деталями изделий, выкроенными из основного материала.
Норму длины раскладки, установленную на какой-либо ширине, нельзя пересчитывать по величине площади раскладки на другую, резко отличающуюся ширину (не более 5 см), так как факторы ширины и сочетания размеров в раскладке резко влияют на изменение величины межлекальных отходов.
В зависимости от ширины и вида используемого материала в экспериментальные раскладки укладывают такое количество лекал, чтобы ширина раскладки была максимально использована.
На каждую норму длины раскладки лекал определяют фактический показатель процента межлекальных отходов, что позволяет использовать на данное сочетание размеров изделий ткани рациональной ширины.
При изготовлении изделий с подкладкой, выстеганной с ватином на специальных машинах, необходимо определить величину уработки от стежки подкладки и ватина для последующего контроля за правильностью списания фактического их расхода. С этой целью следует провести экспериментальные работы, результаты которых оформить актом, который утверждают у главного инженера предприятия. Разработанные нормы длины раскладок лекал деталей подкладки, ватина, прокладок записывают в нормировочные карты (приложение 4).
Нормы длины раскладок на изделия прямоугольной формы: одеяла стеганые, пододеяльники, простыни, наволочки и другие изделия следует определять расчетным методом на основе:
ширины ткани;
ширины и длины изделия в готовом виде;
припусков на подгибку, стачные швы, уработку, устежку.
Нормы разрабатывают отдельно на каждую ширину материала. Определение норм путем пересчета по площади с одной ширины на другую не допускается.
Величину уработки, устежки следует определять в сантиметрах по длине и ширине изделия в готовом виде после проведения экспериментальных работ, результаты которых оформить актом, утвержденным главным инженером предприятия.
Норму расхода материала на единицу указанных изделий при раскрое определяют по длине секций в раскладке с учетом количества полотен по секциям и предельных нормативов отходов по длине, утвержденных на предприятии.
Для оценки экономичности разработанных норм их необходимо сравнить с Отраслевыми нормами расхода ткани на белье постельное (М.: ЦНИИТЭИлегпром, 1984), Отраслевыми нормами расхода ткани на одеяла стеганые шелковые (М.: ЦНИИТЭИлегпром, 1983) и Отраслевыми нормами расхода ткани на одеяла стеганые хлопчатобумажные (М.: ЦНИИТЭИлегпром, 1984).
При разработке норм длин раскладок на детали головных уборов экспериментальные раскладки лекал выполняют для настилания полотен материала «лицом к лицу» или «лицом вниз» в соответствии с Отраслевыми рекомендациями по построению оптимальных многокомплектных раскладок лекал деталей головных уборов (М.: ЦНИИТЭИлегпром, 1985).
Раскладки лекал выполняют в трех — четырех секциях. В короткой секции раскладки, длиной до 1,0 м, укладывают такое количество комплектов лекал, чтобы с учетом уменьшенной высоты настила в этой секции настила и подкроя остатков, количество изделий при этом составляло не более 10% от общего количества изделий при раскрое материалов.
Для индивидуального безнастильного раскроя искусственного меха на головные уборы раскладку лекал выполняют на столе (или пленке) с учетом процентного соотношения размеров и рационального количества комплектов лекал при определенной ширине материала.
Предварительную норму расхода уточняют по результатам раскроя контрольных кусков искусственного меха с учетом выполнения заданной ростовки по размерам изделия.
При разработке норм длин раскладок на детали корсетных изделий экспериментальные раскладки лекал выполняют для настилания «лицом к лицу» или «лицом вниз» в соответствии с Отраслевыми рекомендациями по построению оптимальных раскладок лекал корсетных изделий (М.: ЦНИИТЭИлегпром, 1983).
Раскладки лекал выполняют в трех — четырех секциях. В последней короткой (до 0,5 м) секции раскладки лекал укладывают такое количество лекал, чтобы с учетом уменьшенной высоты настила и подкроя остатков, количество изделий при этом составляло не более 16% от общего количества изделий при раскрое материала.
Разработанные нормы длины раскладок записывают в нормировочную карту (форма НМ-3 приложения 4).
3.5. Расчет норм расхода материалов на ЭВМ
Исходными данными для расчета на ЭВМ норм расхода материала на модель изделия являются:
информация об изделии: наименование, артикул изделия, норматив раскроя по неэкономичным раскладкам, отходы по длине настила, плановый размер и длина, поправочные коэффициенты для пересчета норм на фактический размер и длину, коэффициенты для определения первой поправки межлекальных отходов;
информация о модели: номер, полнота, норматив межлекальных отходов, наименьший, наибольший, базисный размер и рост, площадь лекал базисного и наибольшего размера и роста, длина и ширина изделия базисного размера и роста, приращения длины изделия по росту и ширины по размеру;
информация о материале: вид рисунка, ширина кромок;
характеристики раскладок: метод настилания материала, количество комплектов лекал, ширина рамки наименьшая и наибольшая, длина и ширина экспериментальных раскладок.
Алгоритм расчета на ЭВМ норм расхода материалов по моделям изделий построен на основе методики определения норм на раскладку лекал по регрессионным уравнениям межлекальных отходов (п. 3.4), в нем использован принцип расчета средневзвешенных показателей (п. 3.7) и площади лекал по размерам и ростам.
Алгоритм реализован в виде программ для универсальных ЭВМ серии ЕС на языке ФОРТРАН в системе ОС ЕС и персональной ЭВМ «Искра-555» на языке ЯМБ.
Для расчета норм расхода материалов по моделям изделий на ЭВМ серии ЕС и ЭВМ «Искра-555» рекомендуется использование методического и программного обеспечения, разработанных лабораторией нормирования материалов Ростовского филиала ЦНИИШП.
Общие положения
В одном расчете на ЭВМ серии ЕС можно определить нормы расхода для 20 ширин материала на 50 сочетаний размеров при любом заданном количестве отправных норм (от одной до необходимого количества по конкретной модели изделия), на ЭВМ «Искра-555» — для 30 ширин и любого числа сочетаний. Количество комплектов лекал в сочетании размеров — от одного до четырех.
Для расчета норм на ЭВМ серии ЕС оперативную информацию задают на каждую модель, вид рисунка и группу ширин в одном входном документе «Карта-заказ для расчета норм расхода ткани», а информацию, не изменяющуюся в течение длительного периода (квартал, год), формируют в справочники. Карту-заказ и справочники заполняют в группе нормирования материалов экспериментального цеха.
При расчете норм расхода материалов на персональной машине отпадает необходимость в документировании входной информации, т.к. ввод данных осуществляется в режиме диалога машины с оператором.
Выходной документ «Нормировочная карта» выдают в необходимом количестве экземпляров, она не требует последующей доработки и используется в экспериментальном, подготовительном, раскройном цехах и производственно-техническом отделе предприятия.
Применение в нормировании расхода материалов вычислительных машин позволяет производить расчеты с достаточной точностью, высвобождает время, дает возможность лучше организовать работу и обеспечить экономичность раскладок.
Расчет норм на ЭВМ серии ЕС
Подготовка входной информации
Для проведения расчета необходима постоянная справочная информация на магнитном диске и оперативные данные.
Справочную информацию (формы N 1, 2) оформляют в виде четырех справочников: видов изделий, возрастных групп, видов рисунков и отходов ткани по кромке.
Справочники следует формировать до начала расчетов и обновлять или дополнять по мере необходимости. В справочник возрастных групп данные заносят в порядке возрастания номера группы, в справочники видов рисунков и отходов на кромку — в порядке возрастания шифра. В справочнике видов изделий порядок строк произвольный, но нельзя допускать повторов шифра изделия.
Входной документ «Карта-заказ для расчета норм расхода ткани» (форма N 3) содержит ряд реквизитов, требующих пояснения.
Реквизиты «шифр вида изделия», «шифр рисунка», «номер возрастной группы», «шифр отходов по кромке» используют для выборки данных из справочников.
Реквизит «код печати» принимает 5 значений:
1 — женские изделия;
2 — сорочки верхние мужские;
3 — сорочки верхние для мальчиков;
4 — мужские изделия (кроме сорочек);
5 — Детские изделия (кроме сорочек).
Реквизит «код уравнения» позволяет выбрать уравнение для расчета поправки межлекальных отходов из приведенных в п. 3.4 уравнений (14) — (22).
В зависимости от реквизита «признак счета» расчеты производят в двух вариантах:
определяют нормы и межлекальные отходы для всех сочетаний на всех ширинах и средневзвешенные показатели по исходным и рассчитанным нормам;
определяют межлекальные отходы только по заданным во входном документе нормам и рассчитывают средневзвешенные показатели, исходя только из данных экспериментальных раскладок.
Реквизит «число выходных документов» принимает три значения:
если нужно выдать один документ «Нормировочная карта на модель» (форма N 4);
два документа, в одном из которых отсутствуют площади лекал по размерам и межлекальные отходы на каждой ширине;
три одинаковых документа.
Реквизит «признак группы» — числовой символ (1), которым намечают начало 2, 3… выделенной группы размеров. В каждой группе должна быть задана хотя бы одна норма.
Реквизит «вид раскладки»: 1 — «лицом вниз», 2 — «лицо с лицом».
Размер: по сорочкам верхним — обхват шеи, по остальным изделиям — обхват груди.
Рост: по сорочкам — длина 1, 2, 3, 4; по остальным изделиям — рост человека.
Признак комплектности — 1,0 — целый комплект; 0,5 — полкомплекта.
Информацию подготавливают на перфокартах: каждую строку документа перфорируют на отдельной карте.
Справочники и входной документ имеют жесткий формат (указан в строке под наименованиями граф). Каждый справочник имеет по одному макету перфорации, а входной документ — пять макетов: 1-я карта — по первому; 2-я — по второму; 3, 4, 5-я — по третьему; 6-я — по четвертому; с 7-й до последней (не более 56) — по пятому.
Форма N 1
СПРАВОЧНИК ВИДОВ ИЗДЕЛИЙ
от «__» _______________ 19__ г.
Имеет продолжение на ___ листах (лист N __)
|
Шифр изделия |
Плановый размер |
Поправочный коэффициент размера |
Плановая длина изделия 1, см |
Поправочный коэффициент длины изделия 1 |
Плановая длина изделия 2, см |
Поправочный коэффициент длины изделия 2 |
Плановая длина изделия 3, см |
Поправочный коэффициент длины изделия 3 |
Отходы по длине настила, % |
Норматив однокомплектных раскладок, % |
Наименование изделия |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
9(10) |
9(4) |
9(2) |
9(4) |
9(2) |
9(4) |
9(2) |
9(4) |
9(2) |
9(3) |
9(3) |
А(40) |
Форма N 2
СПРАВОЧНИК ВИДОВ РИСУНКОВ
от «__» _______________ 19__ г.
Имеет продолжение на ___ листах (лист N __)
|
Шифр вида рисунка |
Вид рисунка ткани |
|
1 |
2 |
|
9(2) |
А(40) |
СПРАВОЧНИК ВОЗРАСТНЫХ ГРУПП
от «__» _______________ 19__ г.
Имеет продолжение на ___ листах (лист N __)
|
Номер возрастной группы |
Размер наименьший |
Размер наибольший |
Рост наименьший |
Рост наибольший |
Размер базовый |
Рост базовый |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
9(2) |
9(3) |
9(3) |
9(3) |
9(3) |
9(3) |
9(3) |
СПРАВОЧНИК ОТХОДОВ ТКАНИ ПО КРОМКЕ
от «__» _______________ 19__ г.
Имеет продолжение на ___ листах (лист N __)
|
Шифр отходов по кромке |
Величина отходов по кромке, см |
|
1 |
2 |
|
9(2) |
9(2) |
Форма N 3
КАРТА-ЗАКАЗ ДЛЯ РАСЧЕТА НОРМ РАСХОДА ТКАНИ
|
Номер перфокарты |
Код печати |
Номер модели |
Полнота |
Ширина рамки раскладки, см |
Артикул изделия |
Норматив межлекальных отходов, % |
Шифр отходов по кромке |
Код уравнения |
Признак счета |
Число выходных документов |
Контрольная сумма |
||
|
наименьшая |
наибольшая |
на комбинированные раскладки |
на однокомплектные раскладки |
||||||||||
|
9(2) |
9(1) |
А(10) |
9(1) |
9(3) |
9(3) |
А(10) |
9(3) |
9(3) |
9(2) |
9(2) |
9(1) |
9(1) |
9(10) |
|
Номер перфокарты |
Номер возрастной группы |
Площадь лекал, кв. см |
Длина изделия 1, см |
Длина изделия 2, см |
Длина изделия 3, см |
Ширина изделия, базового размера |
Контрольная сумма |
|||||||||
|
Базовый размер |
Наибольший размер |
базового размера |
приращение |
базового размера |
приращение |
базового размера |
приращение |
|||||||||
|
базовый рост |
наибольший рост |
базовый рост |
наибольший рост |
по размеру |
по росту |
по размеру |
по росту |
по размеру |
по росту |
|||||||
|
9(2) |
9(2) |
9(5) |
9(5) |
9(5) |
9(5) |
9(4) |
9(2) |
9(2) |
9(4) |
9(2) |
9(2) |
9(4) |
9(2) |
9(2) |
9(2) |
9(10) |
|
Номер перфокарты |
Ширина раскладок, см |
|||||||||||||||||||||||
|
06 |
||||||||||||||||||||||||
|
Сочетание размеров |
Удельный вес, % |
Норма длин раскладок, см |
Контрольная сумма |
|||||||||||||||||||||
|
Признак комплектности |
Вид раскладки |
Размер |
Рост |
Признак комплектности |
Размер |
Рост |
Признак комплектности |
Размер |
Рост |
Признак комплектности |
Размер |
Рост |
Признак комплектности |
|||||||||||
|
9(2) |
9(1) |
9(1) |
9(3) |
9(3) |
9(2) |
9(3) |
9(2) |
9(2) |
9(3) |
9(3) |
9(2) |
9(3) |
9(3) |
9(2) |
9(3) |
9(3) |
9(3) |
9(3) |
9(3) |
9(3) |
9(3) |
9(3) |
9(3) |
9(10) |
Форма N 4
Дата «__» _______________ 198_ г.
ПШО _____________________________ УТВЕРЖДАЮ
Главный инженер _______________
«__» __________________ 198_ г.
НОРМИРОВОЧНАЯ КАРТА
на модель _______________
|
Наименование изделия: |
Средневзвешенные показатели: |
||
|
Размеры с ____ по ____ |
Межлекальные отходы, % |
||
|
Артикул изделия |
норматив |
||
|
Рисунок ткани |
факт |
||
|
Отходы по длине настила, % |
|||
|
Отходы по кромке, % |
Размер |
план: |
факт: |
|
Длина изделия, см |
план: |
факт: |
|
|
Площадь лекал, кв. м |
факт: |
||
|
Площадь раскладки, кв. м |
факт: |
||
|
Норма расхода, кв. м |
план: |
факт: |
|
N п/п |
Вид раскладки |
Сочетание размеров |
Признак комплектности |
Удельный вес, % |
Площадь лекал раскладки, кв. м |
Средние межлекальные отходы по сочетанию, % |
Ширина раскладок, см |
Площадь лекал по размерам, кв. м |
|||||||||
|
Длины раскладок, см |
|||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
Начальник экспериментального цеха ___ Руководитель группы нормирования ___
Алгоритм расчета норм
Алгоритм расчета нормировочной карты на ЭВМ построен аналогично «ручному» способу. Блок-схема алгоритма приведена на рисунке.
Особенность машинного алгоритма состоит в том, что он предусматривает возможность задания более двух экспериментальных норм для одной группы размеров и ширин. Расчет производится следующим образом. Для первого в списке сочетания размеров, по которому указана хотя бы одна норма, определяют фактический процент межлекальных отходов и вторую поправку на тех ширинах, по которым выполнены отправные раскладки. Для расчета процента межлекальных отходов на этих ширинах по всем сочетаниям размеров, стоящим в списке вышеуказанного и вслед за ним до следующего, по которому указана норма, на тех же ширинах (или до конца группы, если больше на этих ширинах норм нет) используют вторую поправку, найденную по этому сочетанию размеров. Затем переходят к следующему сочетанию, по которому указана хотя бы одна норма, и с ним поступают таким же образом и т.д. до конца группы. Далее переходят к следующей группе, и так до конца списка сочетаний.
Для определения величин межлекальных отходов на ширинах, по которым не было выполнено ни одной раскладки, находят изменение межлекальных отходов по ближайшим к рассматриваемой ширине.
Если в какой-либо группе нет сочетаний, по которым задано хотя бы две нормы, то используют изменение межлекальных отходов последнего сочетания предыдущей группы.
Если экспериментальные нормы во всех группах заданы на одной и той же ширине, то расчет межлекальных отходов на других ширинах производят, исходя из площади раскладки по сочетанию размеров.
Машинный алгоритм, кроме того, предусматривает расчет площадей лекал по размерам для каждой модели непосредственно перед расчетом норм, исходя из площади базисного и наибольшего размера и роста.
Средневзвешенные показатели рассчитывают так же, как при ручном способе.
Для печати размеров в списке сочетаний нормировочной карты дополнительно рассчитывают ряд характеристик.
При ходе печати 1 — женские изделия — определяют обхват бедер (NB) через обхват груди (NR) и полноту (NP):
NB = NR + 4NP. (31)
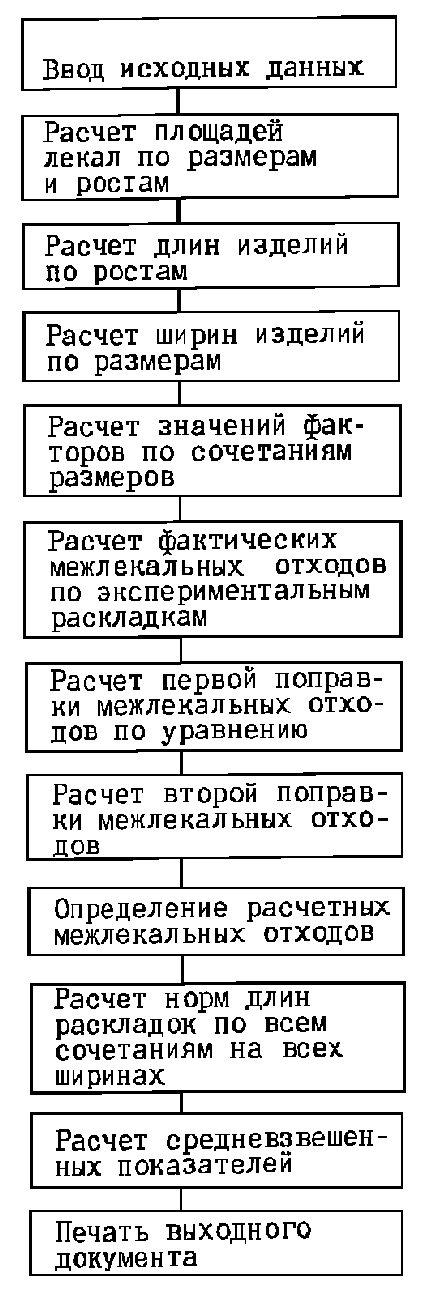
Укрупненная блок-схема алгоритма
При ходе печати 2 — сорочки мужские — определяют:
обхват груди через обхват шеи (NS):
NR = 48 + 4 (NS — 26); (32)
обхват талии (NT) через обхват шеи (NS) и полноту
NT = 64 + 6 (NS — 38) + 6 (NP — I). (33)
При ходе печати 3 — сорочки для мальчиков — определяют обхват груди через обхват шеи:
NR = 52 + 4 (NS — 28). (34)
При ходе печати 4 — изделия мужские (кроме сорочки) — определяют обхват талии через обхват груди и полноту:
NT = 70 + (NR — 88) + 6 (NP — I). (35)
Решение задачи осуществляется двумя программами:
NORMA — программа ввода исходных данных, расчета площадей, норм расхода, средневзвешенных показателей, выдачи табуляграммы;
SPR — программа управления базами данных, помещенных в справочниках, обеспечивает запись, чтение, удаление и дополнение массивов, необходимых для работы программы NORMA.
Осуществляется арифметический, синтаксический и логический контроль входной информации. Например, проверяется наличие данных хотя бы по одной экспериментальной раскладке в каждой выделенной группе размеров, укладываемость заданных размеров в границы, предусмотренные справочником возрастных групп, и т.д.
Программа NORMA снабжена большим количеством комментариев диагностического характера, позволяющих локализовать ошибку.
Расчет норм на ЭВМ «Искра-555»
Алгоритм расчета в целом аналогичен.
Использованы преимущества диалога и другие возможности «Искры-555».
Входная информация включает:
нормативно-справочную по видам изделий (справочник изделий), в том числе коэффициенты регрессионных уравнений;
оперативную, для удобства ввода, условно подразделенную на три формы.
Корректировка предусмотрена для всех вводимых форм.
Пакет состоит из пяти программ:
программа работы со справочником изделий: его формирование, корректировку, вывод на алфавитно-цифровое печатающее устройство, на экран и гибкий магнитный диск;
программа ввода справочной информации по коду вида изделия и первых двух форм;
программа ввода третьей формы, осуществление расчета и записи его на гибкий магнитный диск;
программа выдачи табуляграмм для служб экспериментального и подготовительного производств;
управляющий блок пакета — головная программа, связывающая выполнение предыдущих программ.
Выдаваемая табуляграмма аналогична нормировочной карте, получаемой на ЕС ЭВМ.
3.6. Порядок разработки норм расхода материала на настил
В процессе настилания материалов имеются дополнительные отходы по длине полотна, которые до определенной величины технологически неизбежны. Размер этих отходов зависит от качества работы настильщиц, от организации труда в раскройном цехе.
Отходы по длине настила материала состоят из следующих видов:
на концах настила;
на стыках полотен внутри настила;
концевые отходы от каждого куска длиной (по основе материала) до 15 см по шерстяным тканям и до 10 см по остальным материалам.
Нормативы отходов по длине настила материалов, выраженные в процентах, следует использовать для расчета средневзвешенных норм расхода материалов на модель изделия, а также для оперативного расчета норм расхода материала на настилы данной карты раскроя. Нормативы отходов, выраженные в сантиметрах — при расчете кусков материала в настил.
Норму расхода материала на настил (Н , м) данной карты раскроя
н
рассчитывают по формуле:
где Н — норма расхода материала на длину раскладки лекал, м;
pi
Б — количество полотен и настилах;
i
П — предельный норматив отходов по длине данной группы материалов, %.
д
Например, имеем следующие данные:
Н = 4,52 м, Н = 4,32 м, Н = 4,14 м, Н = 1,48 м, Б = 40;
р1 р2 р3 р4 1
Б = 38; Б = 38; Б = 10, П = 0,5.
2 3 4 д
0,5
Н = (4,52 x 40 + 4,32 x 38 + 4,14 x 38 + 1,48 x 10) (1 + —) =
Н 100
= 650,32 (м).
3.7. Порядок разработки норм расхода материалов
на модель изделия
Для контроля за работой раскройного цеха по использованию материалов для каждой модели необходимо разработать средневзвешенную норму расхода материалов.
С учетом удельного веса размеров изделия определяют средневзвешенный
показатель площади (S ) по формуле:
л ср
где S — площадь лекал размера, кв. м;
л
а — удельный вес размера, %.
Средневзвешенный процент (В , %) межлекальных отходов в раскладках
ср
отдельно по каждому виду поверхности материала рассчитывают по формуле:
где B — среднеарифметический процент межлекальных отходов (по часто встречающимся ширинам материала) по данному сочетанию размеров в раскладке;
b — удельный вес этих сочетаний, %.
Средневзвешенную норму расхода (Н , кв. м) материалов на модель
ср
изделия рассчитывают по формуле:

где В — средневзвешенный процент межлекальных отходов в раскладках в
ср
целом по модели изделия;
П — предельный норматив отходов по длине материала, %;
д
П — норматив отходов на ширину кромок материалов, расход по которым
к
списывается вместе с кромками (за исключением шерстяных тканей), %.
Пример расчета средневзвешенной нормы расхода на модель изделия основного материала представлен в форме НМ-4.
При выполнении раскладок лекал основного материала, подкладки и бортовой прокладки по всем сочетаниям размеров на часто встречающихся ширинах, средневзвешенные нормы расхода материалов могут быть рассчитаны другим способом.
Для этого по каждому виду поверхности материала следует определить средневзвешенную площадь раскладки лекал деталей изделия с учетом удельного веса комбинированных в 1,5; 2 и более комплектов лекал и раскладок в I комплект лекал, процент которых не должен превышать утвержденный на предприятии.
Расчет указанной нормы расхода основной ткани значительно упрощается, если на данную модель изделия используется только один вид поверхности материала (гладкая, рисунчатая или ворсовая).
При наличии нескольких часто встречающихся ширин материала средневзвешенную площадь раскладки лекал можно определить как среднеарифметическую величину, если неизвестен удельный вес всех этих ширин.
Средневзвешенную площадь раскладки (S , кв. м) рассчитывают по
р.ср.
формуле

где ![]() — средневзвешенная площадь раскладки по нормам для гладкой поверхности материала, кв. м;
— средневзвешенная площадь раскладки по нормам для гладкой поверхности материала, кв. м;
![]() — то же, для рисунчатого материала, кв. м;
— то же, для рисунчатого материала, кв. м;
![]() — то же, для ворсовых материалов или с направленным рисунком, кв. м;
— то же, для ворсовых материалов или с направленным рисунком, кв. м;
b — удельный вес вида поверхности материала, %.
Имея данные о средневзвешенной площади лекал S и площадь
л.ср.
раскладки S , показатели межлекальных отходов по модели (В , %)
р.ср. ср.
определяют по формуле:
Средневзвешенную норму расхода материала (Н , кв. м) определяют по
ср.
формуле:

Средневзвешенная норма расхода материалов на модель изделия должна быть охарактеризована средневзвешенными показателями размера и длины изделия (в сантиметрах), которые необходимы при проведении анализа фактического расхода материалов на единицу изделия.
4. ПОРЯДОК РАЗРАБОТКИ ГРУППОВЫХ НОРМ РАСХОДА МАТЕРИАЛОВ
4.1. Порядок разработки норм расхода материалов
на вид изделия
Средневзвешенные нормы расхода материалов на единицу каждого вида
изделия (Н , кв. м) определенного артикула изделия, рассчитывают по
в
формуле:
где Н — средневзвешенная норма расхода материалов на единицу изделия
ср
данной модели, кв. м;
C — выпуск изделий по данной модели.
Такие нормы следует рассчитывать отдельно по каждому из материалов (основная ткань, подкладка и т.д.), из которых изготовляется данный вид изделия (форма НМ-5 приложения 4).
В тех случаях, когда по отдельным моделям изделия еще не разработаны средневзвешенные нормы расхода материалов, для расчета аналогичных норм на вид изделия рекомендуется использовать отправные нормы, полученные из Дома моделей одежды.
При отсутствии на предприятии технической документации необходимо для изготовления лекал на новые модели изделия расчетные нормы расхода материала верха определять на основе описания внешнего вида модели, используя отраслевые нормативы межлекальных отходов в раскладках.
При отсутствии отраслевых нормативов на отдельные виды изделий или конструктивные формы изделия предварительные нормы расхода материала на такие модели изделий, временно используемые только для расчета средневзвешенных норм расхода материалов на вид изделия, определять на основе экспертной оценки этих моделей по сравнению с аналогичными моделями, близкими по их внешнему виду.
Норму расхода материалов на вид изделия определенного артикула (прейскуранта) на очередной планируемый год устанавливают на основании отчетных данных о расходе материалов с учетом моделей будущего года и плана мероприятий по снижению индивидуальных норм расхода материалов.
На новые артикулы изделия нормы следует устанавливать на основании норм, указанных в техническом описании на модель, с учетом выпуска этих изделий и средневзвешенных показателей.
При превышении нормы на планируемый год по сравнению с предыдущим необходимо представить обоснование ее увеличения.
Эти нормы предназначаются в качестве основы при разработке проекта норм расхода материалов, закладываемых на предприятии в плановые калькуляции по видам изделий.
Нормы расхода ниток на единицу изделия при разработке новых моделей следует определять в соответствии с отраслевыми нормативами для определения расхода ниток на изготовление швейных изделий, определенного ассортимента, разработанными УкрНИИШПом.
Нормы расхода фурнитуры и других материалов на данную модель изделия разрабатывают в экспериментальном цехе предприятия путем замеров при изготовлении опытных образцов. Такие нормы следует обосновывать соответствующей технической документацией, расчетными таблицами, а также актами экспериментальных исследований и проверок.
После утверждения этих норм главным инженером их передают в швейные цеха и склады предприятия для руководства.
Средневзвешенные нормы расхода ниток, фурнитуры и других материалов, используемых на изготовление данного вида изделия, рассчитывают на основе аналогичных норм на модель изделия с учетом запланированного по ним выпуска изделий.
Нормы расхода вспомогательных материалов, используемые в отрасли, но не овеществляемые в готовом изделии (отпарки, обшивки гладильных подушек прессов и тому подобные материалы), разрабатывают на основе фактического износа и периодичности замены их на новые, на такие нормы составляют акты о замене материалов и утверждают у главного инженера предприятия.
4.2. Порядок разработки норм расхода материалов
на группу одежды
Нормы расхода материалов на группу одежды (для планирования) разрабатывают едиными для отрасли на основе данных о нормах расхода материалов на вид изделия и объемах их производства.
Нормы расхода материалов должны включать в себя нормативы количества маломерных (нерациональных) остатков материалов, которые не могут быть использованы на планируемый ассортимент изделий.
Нормы расхода материалов на группу одежды разрабатывают в квадратных метрах, нормы должны быть охарактеризованы соответствующими средневзвешенными показателями размеров.
5. ПОРЯДОК ИЗМЕНЕНИЯ И УТВЕРЖДЕНИЯ НОРМ РАСХОДА МАТЕРИАЛОВ
Нормы расхода материалов на производство швейных изделий следует разрабатывать в соответствии с настоящей Инструкцией на весь ассортимент продукции, предусмотренный программой производства в планируемом году, включая и новые виды продукции, на которую разрабатываются временные нормы.
Разработанные на каждую модель изделия индивидуальные нормы расхода материалов и групповые (средневзвешенные) нормы расхода материалов необходимо проанализировать по технико-экономическим показателям путем сопоставления с утвержденными нормативами межлекальных отходов. Нормы утверждает главный инженер объединения (предприятия).
Нормативы отдельных составляющих суммарных отходов по переходам технологического процесса (нормативы отходов по длине, ширине настила, маломерных остатков (лоскута) материалов от раскроя; межлекальные) утверждаются главным инженером предприятия. В инструкции представлены рекомендуемые значения вышеуказанных нормативов (приложение 2).
На ассортимент швейных изделий и виды тканей, на которые отсутствуют отраслевые нормативы суммарных отходов материалов, нормативы утверждаются главным инженером предприятия.
При копировании раскладки лекал на материалах (при соблюдении технических условий на выполнение раскладки) с экономией по сравнению с действующей нормой последнюю необходимо изменить. Наряду с этим следует дать задание группе нормирования материалов по проверке остальных норм, смежных с пересмотренной нормой (по близким размерам изделия и ширинам материала).
По устойчивым моделям с большим выпуском изделий общий пересмотр норм длин раскладок следует производить не реже одного раза в квартал даже при отсутствии экономии у обмеловщиков. Такой пересмотр норм выполняют в первую очередь по часто встречающимся ширинам материала и сочетаниям размеров изделия с большим удельным весом по ростовке.
Нормы расхода материалов на вид изделия утверждает главный инженер предприятия.
План организационно-технических мероприятий по экономии материальных ресурсов составляют на текущий и планируемый годы. В этом плане указывают объем работ, сроки внедрения, ответственных исполнителей и намечаемую экономическую эффективность. Разработка данного плана должна предшествовать разработке норм расхода материалов.
Экономия материалов, предусмотренная планом организационно-технических мероприятий, внедряемых в текущем и планируемом годах, в обязательном порядке должна быть учтена в нормах расхода материалов, разрабатываемых и утверждаемых на предприятии.
Разработанные на предприятии временные нормы расхода материалов на новые виды швейных изделий утверждают одновременно с утверждением технических условий или технических описаний на опытные партии изделий.
6. ОРГАНИЗАЦИЯ РАБОТЫ ПО НОРМИРОВАНИЮ РАСХОДА
МАТЕРИАЛОВ В ПРОИЗВОДСТВЕ
6.1. Совершенствование конструкции изделий и разработка
отправных норм расхода материалов в домах моделей одежды
Дома моделей одежды, отраслевые лаборатории, конструкторские отделы ЦТКБ минлегпромов союзных республик, модельеры-конструкторы одежды экспериментальных цехов производственных объединений и швейных предприятий должны разрабатывать и систематически использовать в новых моделях технологичные базовые конструктивные основы и максимально унифицированные экономичные конструкции лекал мелких деталей материалов верха, подкладки и приклада.
Экономичность по расходу материала верха конструкций деталей новых моделей изделий, намечаемых для массового производства на швейных предприятиях, определяют по сравнению с отраслевыми нормативами межлекальных отходов в раскладках.
Конструктор по описанию внешнего вида модели изделия должен заполнить карту-описание с указанием конструктивных особенностей основных, дополнительных деталей и декоративных элементов изделия, записывая в карте нормативные показатели межлекальных отходов. Карта-описание представлена в приложении 3.
Экономичность конструкции деталей каждой модели изделия (по проценту межлекальных отходов) определяют по результатам выполнения контрольной раскладки лекал деталей верха с количеством изделий в раскладке соответственно:
для взрослых и подростков — два комплекта лекал среднего размера;
для детей школьного возраста — три комплекта лекал;
для детей дошкольного и ясельного возрастов — четыре комплекта лекал.
В тех случаях, когда расчетный расход материала верха на единицу изделия, определенный на основе фактических показателей площади лекал деталей и межлекальных отходов в контрольной раскладке, выше соответствующего нормативного показателя, конструктор с учетом замечаний и предложений работников группы нормирования материалов должен проверить возможность совершенствования конструкции деталей.
При этом необходимо проверить возможность изменения конструкции деталей в целях улучшения их взаимоукладываемости в раскладке (изменение кривизны линий, перевод швов, изменение нити основы на детали, использование разрезных и стачных деталей и др.), применение которых не ухудшит внешний вид модели изделия и позволит сократить расход материала на единицу изделия.
Оценку технологичности изготовления и технико-экономических показателей новых моделей, намеченных для массового производства на швейных предприятиях, рассматривают на расширенных художественно-технических советах моделирующих организаций.
Во всех домах моделей одежды и других моделирующих организациях отрасли на модели изделий, принятые для массового производства на швейных предприятиях, разрабатывают отправную норму длины раскладки с тем же количеством комплектов лекал верха, как это указано выше.
Такие раскладки необходимо выполнять с максимальной плотностью и с использованием (если это дает экономию) допускаемых надставок к отдельным деталям изделия и отклонений от основного направления нити основы.
6.2. На швейных предприятиях
В экспериментальном цехе разрабатывают графики подготовки моделей для внедрения в производство с учетом затрат времени на разработку норм расхода материалов (в соответствии с Отраслевыми нормативами времени на операции подготовительно-раскройного производства при изготовлении пальто, костюмов, курток, платьев, сорочек, производственной одежды, утвержденными Минлегпромом СССР 16.05.87).
Исходя из принятого количества сочетаний размеров изделия и фактического диапазона ширин материала, необходимо определить общее количество норм длин раскладок по каждой из моделей изделия умножением этих величин отдельно по раскладкам в 1; 1,5; 2 и более комплектов лекал. Например, количество сочетаний 15, количество ширин 7, всего норм 15 x 7 = 105.
Для большинства видов изделий разработка всех норм по экспериментальным раскладкам не обязательна. Большая часть этих норм может быть установлена (с достаточной степенью точности) расчетно-аналитическим способом с помощью регрессионных уравнений.
При нормировании расхода материалов по каждой модели изделий удельный вес норм, подтверждаемых экспериментальными раскладками лекал, рекомендуется принимать не ниже рекомендуемых величин.
Общая затрата времени (T ) в сменах на выполнение раскладок лекал одним
о
исполнителем на данную модель изделия может быть определена по следующей
формуле:

где М — общее количество норм длины раскладок отдельно по типу раскладок и виду поверхности материала;
У — удельный вес норм, подтверждаемых экспериментальными раскладками лекал (табл. П.2.5), %;
T , T , …, Т — затрата времени на выполнение экспериментальных
1 2 n
раскладок лекал, определяется в соответствии с Отраслевыми нормативами
времени на операции подготовительно-раскройного производства при
изготовлении пальто, костюмов, курток, платьев, сорочек, производственной
одежды, утвержденными Минлегпромом СССР 16.05.87 по операции «Изготовление
обмелки» с учетом увеличения норматива основного времени на 30%, мин.; 480
— средняя продолжительность работы в смену, мин.
При этом общее количество ширин принимается согласно намечаемым к использованию артикулов материалов с учетом допускаемых отклонений от стандартной (номинальной) ширины.
С учетом дополнительных затрат времени на пересмотр норм (20%) и на
вызовы раскладчика экспериментального цеха для помощи обмеловщикам
подготовительного или раскройного цехов (10%) общая затрата времени (Т ) в
р
сменах на выполнение экспериментальных раскладок одним исполнителем
определяется по формуле:
Т = 1,3 Т , (45)
р о
где 1,3 — коэффициент, учитывающий 30% резерва времени на указанные выше дополнительные работы.
Такие расчеты следует проводить по одной из моделей (с большим выпуском) каждого вида изделия, что позволит более обоснованно определять необходимое количество раскладчиков экспериментального цеха при изменении на предприятии ассортимента изделий и количества сменяемых моделей.
Например, по пальто мужскому демисезонному имеем данные, представленные в табл. 1 и 2.
Таблица 1
|
Материал |
Вид поверхности материала |
Количество норм в зависимости от количества комплектов лекал в раскладке |
|
|
1,5; 2 и более |
1 |
||
|
Основной |
Ворсовая |
100 |
20 |
|
Гладкая |
— |
— |
|
|
Итого |
100 |
20 |
|
|
Подкладка |
100 |
20 |
|
|
Бортовая прокладка |
50 |
10 |
Таблица 2
|
Материал |
Удельный вес норм, подтверждаемых раскладками, У, % |
Затрата времени на выполнение раскладок, Т, мин. |
||
|
Количество комплектов лекал в раскладке |
||||
|
1,5; 2 и более |
1 |
1,5; 2 и более |
1 |
|
|
Основной |
15 |
30 |
140 |
80 |
|
Подкладка |
30 |
60 |
70 |
40 |
|
Бортовая прокладка |
20 |
40 |
60 |
35 |
Подставляя исходные показатели в формулу (44) определяют необходимые затраты времени на выполнение экспериментальных раскладок лекал деталей изделия отдельно по виду материалов.
а) по основному материалу
100 · 15 · 140 + 20 · 30 · 80 258000
T = —————————— = —— = 5,375;
1 480 · 100 48000
б) по подкладке
100 · 30 · 70 + 20 · 60 · 40 258000
T = —————————- = —— = 5,375;
2 480 · 100 48000
в) по бортовой прокладке
50 · 20 · 60 + 10 · 40 · 35 74000
T = ————————— = —— = 1,542.
3 480 · 100 48000
Общую затрату времени в целом по модели изделия (Т ) определяют,
р
используя формулу (45).
Т = 1,3(T + T + T ) = 1,3(5,375 + 5,375 + 1,542) = 15,980 ~= 16 смен.
р 1 2 3
Необходимый срок выполнения экспериментальных раскладок лекал по модели данного вида изделия (С) в сменах с учетом имеющегося количества раскладчиков рекомендуется рассчитывать по формуле:

где Р — фактическое количество раскладчиков.
ф
Например, Т = 16 смен; Р = 4 раскладчика
р ф
T
p 16
C = — = — = 4 смены.
Р 4
ф
В группе нормирования расхода материалов экспериментального цеха предприятия кроме руководителя (инженера-технолога) в каждой из смен, если работа производится в две смены, должны быть техники-нормировщики для расчета предварительных норм, приемки выполненных экспериментальных раскладок и определения фактического процента межлекальных отходов.
Наиболее квалифицированного из раскладчиков следует назначить ведущим раскладчиком (бригадиром). Основной его задачей является разработка по каждой из новых моделей отправных минимальных норм, на основе которых будут рассчитаны предварительные нормы длин раскладок для остальных раскладчиков, изыскание наиболее рациональных способов выполнения раскладок.
С учетом использования увеличенной затраты времени ведущий раскладчик по каждой из новых моделей изделия должен выполнять по 2 — 4 экспериментальных раскладки лекал средних размеров изделия для основного материала (верха изделия), а также оказывать помощь остальным раскладчикам в их работе.
При наличии раскладчиков разной квалификации целесообразно распределять между ними работу таким образом, чтобы нормирование расхода основного, более дорогостоящего материала производилось по раскладкам, выполненным более квалифицированными из них. Все остальные экспериментальные раскладки лекал для основного материала для данной модели изделия рекомендуется выполнять только одним или двумя раскладчиками. Это позволит им лучше изучить особенности конфигурации лекал, быстрее накопить опыт по рациональному совмещению их в раскладках, в конечном итоге — достичь лучших результатов, необходимых для разработки минимальных норм расхода материала.
Для оплаты труда раскладчиков экспериментального цеха рекомендуется использовать повременно-премиальную систему с учетом выполнения установленного нормированного задания, качества, экономичности разработанных норм длин раскладок лекал.
Экспериментальные раскладки лекал целесообразно выполнять на специальных столах необходимой длины и ширины, размеченных поперечными и продольными цветными линиями.
При использовании специальных столов производительность труда раскладчиков повышается за счет исключения ряда вспомогательных операций (разметки рамки раскладки, измерения отклонений от установленного в деталях направления нитей основы или утка материала).
Для осуществления систематического контроля за использованием материалов в производстве швейных изделий на предприятиях проводят бухгалтерский и оперативный анализ данных о фактическом их расходе, который отражается в статистической отчетности по форме N 4-ЛЕГ, утвержденной приказом Госкомстата СССР от 11.12.87 N 432 (письмо Минлегпрома СССР N 07-04-11/60 от 09.02.88).
На основании данных бухгалтерского учета и формы 3-ШН Инструкции по учету затрат на производство и калькулированию себестоимости продукции по нормативному методу в швейной промышленности составляется сводная ведомость по форме N 1.
По итоговым показателям сводной ведомости составляется отчет об использовании тканей и материалов за год по форме N 4-ЛЕГ.
Форма N 1
СВОДНАЯ ВЕДОМОСТЬ
данных о результатах бухгалтерского учета фактического расхода
материалов верха за ____________ 19__ года
квартал
|
Наименование изделия |
Артикул изделия |
Количество изделий по раскрою |
Расход материалов, кв. м |
Фактическая площадь лекал, кв. м |
Получено лоскута, кв. м |
Суммарные отходы, % |
Отклонения: экономия (-) перерасход (+) |
Средневзвешенные показатели |
||||||||
|
по плановой норме |
фактический |
размера, см |
длины изделия (в готовом виде), см |
|||||||||||||
|
на единицу изделия |
на количество изделий по раскрою |
на количество изделий по раскрою |
на единицу изделия |
мерного |
весового |
нормативные |
фактические |
|||||||||
|
по плану |
фактически |
по плану |
фактически |
|||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
Итого по виду изделия |
||||||||||||||||
|
И т.д. по другим видам изделия |
||||||||||||||||
|
Итого по виду материалов |
Ответственный за анализ использования материалов ________________
Порядок заполнения сводной ведомости (форма N 1)
Графы 3; 5; 6; 8 — итоговые показатели граф 2; 23; 5; 7 формы 3-ШН «Аналитическая карточка отклонений по расходу ткани», представленной в Инструкции по учету затрат на производство и калькулированию себестоимости продукции по нормативному методу в швейной промышленности, утвержденной Минлегпромом СССР 02.04.85;
графа 4 — из заголовочной части формы 3-ШН;
графа 7 — определяется делением гр. 6 на гр. 2;
графы 9; 10 — итоговые показатели гр. 7 и 8 формы N 20-Ш, представленной в Руководстве по первичному учету производства на предприятиях швейной промышленности;
графа 11 — суммарные отходы материалов по нормативам — определяются в соответствии с Временной инструкцией по определению и применению на швейных предприятиях отраслевых нормативов суммарных отходов материалов верха на основные ассортиментные группы швейных изделий, утвержденной Минлегпромом СССР 12.06.86;
графа 12 — определяется по формуле:
(гр. 6 + гр. 9 + гр. 10) — гр. 8
———————————;
(гр. 6 + гр. 9 + гр. 10)
графа 13 — определяется как разность гр. 12 и гр. 11;
графы 14, 16 — плановые средневзвешенные показатели размеров;
графы 15, 17 — фактические средневзвешенные показатели на основании данных формы 17-Ш «Накопительной ведомости данных (по раскрою) о количестве изделий по размерным признакам», представленной в Руководстве по первичному учету производства на предприятиях швейной промышленности.
Кому представляется __________________ ┌────┬─────┬─────┬─────┬─────┬─┬─┬──
(наименование, │ 1 │ 2 │ 3 │ 4 │ 5 │6│7│8
______________________________________ ├────┼─────┼─────┼─────┼─────┼─┼─┼──
адрес предприятия) │Фор-│Орга-│От- │Тер- │Мини-│ │ │КС
Министерство _________________________ │мы │низа-│рас- │рито-│стер-│ │ │
Производственное объединение │до- │ции │ли │рии │ства │ │ │
(комбинат), предприятие ______________ │ку- │сос- │по │по │(ве- │ │ │
______________________________________ │мен-│тави-│ОКОНХ│СОАТО│дом- │ │ │
Адрес ________________________________ │та │теля │ │ │ства)│ │ │
______________________________________ │по │доку-│ │ │по │ │ │
│ОКУД│мента│ │ │СООГУ│ │ │
│ │по │ │ │ │ │ │
│ │ОКЮ │ │ │ │ │ │
├────┴─────┴─────┴─────┴─────┴─┴─┴──
│ коды
└───────────────────────────────────
СТАТИСТИЧЕСКАЯ ОТЧЕТНОСТЬ ОАСУ
форма N 4-ЛЕГ
Утверждена приказом Госкомстата СССР
от 11.12.87 N 432
Телеграфная — годовая
Представляется вычилительному центру,
Министерству союзной республики
20 января
ОТЧЕТ ОБ ИСПОЛЬЗОВАНИИ МАТЕРИАЛОВ В ШВЕЙНОЙ ПРОМЫШЛЕННОСТИ
(по количеству видов материалов согласно приложению)
|
Наименование материалов |
Код материалов |
Расход тканей |
Отходы материалов по отраслевым нормативам |
Фактические суммарные отходы материалов |
Количество весового и мерного лоскута |
Обрезки (отходы) |
Контрольная сумма |
|||||||
|
по плановым нормативам |
фактический |
Всего по раскрою |
в том числе |
Лоскут полученный от поставщиков |
Использовано в цехе ширпотреба |
Всего по раскрою |
Использовано в цехе ширпотреба |
|||||||
|
лоскут мерный |
лоскут весовой |
|||||||||||||
|
лоскут мерный |
лоскут весовой |
|||||||||||||
|
тыс. кв. м |
тыс. кв. м |
% |
% |
тыс. кв. м |
тыс. кв. м |
тыс. кв. м |
тыс. кв. м |
тыс. кв. м |
тыс. кв. м |
т |
т |
|||
|
А |
Б |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
В |
«__» ______________ 19_ г.
Фамилия и номер телефона Руководитель
исполнителя
Приложение
к форме 4-ЛЕГ
НАИМЕНОВАНИЕ МАТЕРИАЛОВ <*>
———————————
<*> Допускается изменение отдельных наименований материалов в пределах установленного количества.
Хлопчатобумажные ткани основные, подкладочные
Хлопчатобумажные ткани прикладные
Шерстяные ткани
Шелковые ткани основные
Шелковые ткани подкладочные
Льняные ткани основные
Льняные ткани прикладные
Искусственный мех
Нетканые материалы
Трикотажные и синтетические полотна
Прочие материалы
По результатам оперативного анализа данных о расходе материалов за месяц работы предприятия необходимо подготовить и представить главному инженеру заключение о причинах перерасхода и резервах материалов.
На основании методики анализа данных о фактическом расходе материалов получают данные, необходимые для контроля работы экспериментального, подготовительного и раскройного цехов по разработке норм расхода и использования материалов.
В целях снижения себестоимости и повышения рентабельности производства швейных изделий за счет снижения расхода материалов и сокращения отходов производства необходимо анализ использования материалов на предприятии начинать с анализа экономичности норм расхода, разрабатываемых экспериментальным цехом на каждую модель изделия.
Зам. начальника Зам. начальника
Технического управления Управления развития швейной
Минлегпрома СССР промышленности Минлегпрома СССР
О.Г.ЛОГИНОВ Л.Г.СИНЮТА
Зам. директора ЦНИИШПа
И.С.ЗАК
Инструкция
по заполнению формы N 4-ЛЕГ «Отчет об использовании
материалов в швейной промышленности»
Раздел «Коды»:
графа 1 — проставляется 2640073;
графа 5 — указывается код Министерства;
графа 6 — год отчетного периода;
графа 8 — контрольная сумма.
Раздел «Отчет об использовании материалов в швейной промышленности»:
графа А — наименование материалов согласно приложению к форме N 4-ЛЕГ приказа Госкомстата СССР от 11.12.87 N 432;
графа Б — код материалов — согласно нумерации материалов, представленной в приложении к форме N 4-ЛЕГ;
графа 1 — расход тканей по плановым нормам, приведенным к фактическим показателям размеро-роста (гр. 5 формы N 1);
графа 2 — фактический расход тканей согласно итоговым данным гр. 6 формы N 1;
графа 3 — отходы материалов по отраслевым нормативам согласно итоговым данным гр. 12 формы N 1;
графа 4 — фактические суммарные отходы материалов согласно итоговым данным гр. 11 формы N 1;
графа 5 — определяется как сумма гр. 9 и 10 формы N 1;
графа 6 — согласно итоговым данным гр. 9 формы N 1;
графа 7 — согласно итоговым данным гр. 10 формы N 1;
графы 8 — 12 — заполняются на основании данных бухгалтерского учета.
Приложение 1
СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ
ЛЕКАЛ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ
Площадь лекал деталей изделия измеряется на фотоэлектронной машине ИЛ-2 или комбинированным способом.
При измерении на машине лекала деталей укладывают на стекло каретки не ближе 20 мм от края ограничительной линии, располагая их диагонально по направлению перемещения каретки.
Площадь лекал деталей верха, подкладки и приклада определяется путем измерения полного комплекта лекал, групп деталей или подетально.
Комбинированный способ измерения площади лекал деталей заключается в том, что лекало размечается на правильные геометрические фигуры, площадь которых легко подсчитывается, а площади внешних криволинейных участков измеряются с помощью обычного полярного планиметра.
Планиметр устанавливается полюсом (точка опоры с иглой) вне фигуры. При этом угол между рычагами планиметра должен быть близок к прямому. Обводной шпиль планиметра следует вести по контуру измеряемой фигуры в направлении вращения часовой стрелки, т.е. влево — вверх — направо. При работе с планиметром следят за тем, чтобы счетное колесико не попадало на лекало, что приведет к неточности измерения площади. Для получения площади всей фигуры отдельные участки суммируют. Перед использованием полярный планиметр проверяют.
Измеряют площадь лекал деталей изделия исходных наибольшего и наименьшего размеров одинаковых ростов одной конструктивной группы и площадь лекал наибольшего и наименьшего роста каждого исходного размера <*>. Величины площадей лекал деталей остальных размеров изделия устанавливают расчетным способом с помощью приращений. Величину межразмерных приращений для одного и того же роста определяют по формуле:
где ![]() — приращение площади между смежными размерами j-го роста, кв. см; j = 1, …
— приращение площади между смежными размерами j-го роста, кв. см; j = 1, …
S1j — площадь лекал деталей исходного наименьшего размера возрастной группы j-го роста, кв. см;
Sкj — площадь лекал деталей исходного наибольшего размера возрастной группы j-го роста, кв. см;
к — общее количество размеров изделий возрастной группы.
———————————
<*> Допускается измерять площадь лекал изделий крайних размеров наибольших ростов. При этом межростовая разница определяется расчетным способом.
Величина межростовых приращений Р определяется для каждого размера на
основе величин межростовых приращений исходных размеров P или P и величин
1 к
изменений межростовых приращений от размера к размеру ![]() по формуле:
по формуле:

или

где i — порядковый номер размера в возрастной группе, i = 1, …, к;
P — межростовое приращение для исходного наименьшего размера, кв. см;
1
P — межростовое приращение для исходного наибольшего размера, кв. см;
к
![]() — величина изменения межростовсго приращения от размера к размеру, кв. см.
— величина изменения межростовсго приращения от размера к размеру, кв. см.
где S — площадь комплекта лекал наименьшего роста, кв. см;
1
S — площадь комплекта лекал наибольшего роста, кв. см;
n
n — количество ростов в размере:
Площадь лекал смежного размера и одинакового роста с исходным наименьшим размером определяют по формуле:

или

где Sij — площадь лекал i-го размера j-го роста, кв. см;
S(i — 1)j — площадь лекал, предыдущего i-му размеру j-го роста, кв. см;
S(i + 1)j — площадь лекал последующего после i-го размера j-го роста, кв. см.
Площадь лекал деталей изделия одного и того же размера, но смежного роста определяют по формуле:
Sij = Si(j — 1) + Pi; (9)
Sij = Si(j + 1) — Рк, (10)
где Sij — площадь лекал деталей изделия i-го размера j-го роста, кв. см;
Si(j — 1) — площадь лекал деталей изделия i-го размера и предыдущего j-му роста, кв. см;
Si(j + 1) — площадь лекал деталей изделия i-го размера и последующего j-му роста, кв. см.
Площадь лекал деталей изделия каждой конструктивной группы рассчитывается по нарастающей от наименьшего размера или по убывающей от наибольшего размера.
Результаты определения площади лекал деталей изделия каждой модели и приращения по размерам и ростам для верха, подкладки и приклада в отдельности сводят в таблицы специального журнала.
Достоверность величины площадей лекал деталей изделия, определенных расчетным способом, должна быть проверена. Для этого определяют разность величин площадей лекал между смежными размерами одного и того же роста и между смежными ростами одного и того же размера изделия. Величина изменения площади комплекта лекал изделий от размера к размеру одного роста или от роста к росту одного размера должна быть пропорциональной.
После проверки и уточнения величины площади лекал деталей швейных изделий утверждаются руководителем группы нормирования материалов.
Техническая характеристика
Машина фотоэлектронная марки ИЛ-2
для измерения площадей лекал
Машина предназначена для применения в стационарных условиях лабораторий швейных фабрик, домов моделей:
|
Пределы измерений площадей, кв. см |
100 — 11000 |
|
Габаритные размеры измеряемых лекал, мм: |
|
|
длина наибольшая |
1500 |
|
длина наименьшая |
100 |
|
ширина наибольшая |
750 |
|
ширина наименьшая |
100 |
|
Пределы допускаемой относительной погрешности, %: |
|
|
в диапазоне измерений 100 — 999 кв. см |
+/- 1 |
|
в диапазоне измерений 1000 — 11000 кв. см |
+/- 0,5 |
|
Скорость перемещения лекал (каретки), мм/с, не менее |
47 |
|
Время готовности машины к работе после ее включения, мин. |
30 |
Методы контроля
Проверку относительной погрешности измерений машины следует производить по контрольным шаблонам площадью 100 и 1000 кв. см. При проверке контрольные шаблоны измеряют на различных участках стекла каретки как по ширине, так и по длине. Квадратный шаблон располагают на стекле каретки диагонально по направлению перемещения каретки. Измерение шаблонов производят в пределах площади стекла каретки, ограниченной по длине белыми линиями. Контрольные шаблоны при измерении укладывают на стекло каретки не ближе 20 — 25 см от края ограничительной линии, нанесенной на стекло каретки. При проверке погрешности измерения площади лекал в поддиапазоне 100 — 999 кв. см применяют контрольный шаблон площадью 100 кв. см. Для этого контрольный шаблон пропускают десять раз без сброса показаний счетчика. Весь поддиапазон измерения таким методом проверяют по 10 раз, в результате чего по каждой площади получается ряд из 10 значений. Поддиапазон измерений 1000 — 11000 кв. см при проверке погрешности и измерении машины получают измерением шаблона площадью 1000 кв. см. Для этого контрольный шаблон пропускают десять раз без сброса показаний счетчика. Весь поддиапазон измерений проверяют описанным выше методом по 10 раз, в результате чего по каждой площади получается ряд из 10 значений.
По каждому ряду определяют верхнюю и нижнюю погрешности измерений машины: сначала абсолютные, затем относительные, которые не должны превышать для площади лекал порядка 100, 200, 300, 400, 500, 600, 700, 800, 900 кв. см +/- 1% и для площади лекал порядка 1000, 2000, 3000, 4000, 5000, 6000, 7000, 8000, 9000, 10000, 11000 кв. см — +/- 0,4%.
Затем подсчитывают относительную вариацию по каждому поддиапазону, как разность между наибольшей и наименьшей относительной погрешностью измерения в процентах.
Проверку погрешности показаний машины на верхнем пределе измерения
производят с помощью контрольного электронного счетчика с погрешностью не
-5
более 10 +/- 1 единиц счета.
Параллельно входу электронного счетчика машины подключают контрольный электронный счетчик. Затем включают подсветку и по сумме показаний контрольного счетчика набирают количество импульсов, соответствующее величине, близкой к верхнему пределу измерений, после чего выключают подсветку.
Сравнивают показания контрольного счетчика с показанием машины. Измерение повторяют не менее пяти раз. Необходимое количество импульсов определяют по формуле
N = (0,8 — 0,9) x S x n, (11)
где N — суммарное количество импульсов на контрольном счетчике;
S — верхний предел измеряемой площади, кв. см;
n — количество импульсов на 1 кв. см.
Относительную погрешность (В) определяют по формуле:
где ![]() — отсчет площади по счетчику машины;
— отсчет площади по счетчику машины;
i — порядковый номер измерения.
За погрешность машины принимается наибольшее значение из пяти измерений.
Определение влияний измерений напряжений питающей сети на погрешность производят при измерении напряжения сети на +/- 10% от номинального значения (с помощью автотрансформатора). Определение погрешности на нижнем пределе измерений при каждом из крайних значений напряжения питающей сети производят согласно данной методике.
Для контроля работы машины следует применять электронный
-5
счетчик-частомер ЧЗ-4А с погрешностью не более 10 +/- единиц счета.
Порядок определения площади лекал полярным планиметром
Перед использованием полярный планиметр проверяют следующим способом.
Счетное колесико планиметра должно свободно вращаться на оси, а его валик иметь небольшой продольный зазор, величина которого устанавливается посредством регулировочных винтов.
Плоскость счетного колесика располагают перпендикулярно к оси обводного рычага. Проверку производят при двух положениях планиметра: первое, когда счетное колесико находится слева от рычагов, и второе, когда оно располагается справа от рычагов. Обводя одну и ту же фигуру, при указанных двух положениях планиметра, сравнивают полученные результаты. Такие измерения повторяют несколько раз.
В некоторых конструкциях планиметров полушаровое углубление в корпусе обводного рычага расположено эксцентрично на специальной гайке, которую можно поворачивать на резьбе. Поворотом этой гайки — опоры можно отрегулировать планиметр и устранить указанную неисправность.
Обводной рычаг планиметра должен быть вполне определенной длины. Для проверки его длины следует взять фигуру, площадь которой легко определяется (прямоугольник, круг и т.п.). С этой целью полюс устанавливают вне фигуры, а затем тщательно обводят шпилем по контуру и сопоставляют показание счетчика с величиной площади, определенной расчетным путем. Если между этими данными будет большая разница, то это указывает на необходимость изменения длины обводного рычага, что достигается последовательными пробами. Если показания счетчика планиметра больше величины расчетной площади, то рычаг нужно удлинить, вследствие чего уменьшится отсчет по счетчику, и наоборот.
Для достижения большей точности проверки длины обводного рычага планиметра пользуются контрольной линейкой, которая прилагается к планиметру, в этом случае линейку укладывают на поверхность стола, иголку, расположенную на одном конце линейки, вкладывают в стол, а штрих, имеющийся на другом конце линейки, совмещают с отмеченной карандашом на стола исходной линией.
В одно из дальних углублений линейки, если их несколько, следует вставить обводной шпиль, предварительно вывинтив опорный винт и, проверив исходное положение линейки, плавно вращать ее до тех пор пока она не вернется в первоначальное положение.
Площадь круга (S) в кв. см, который образуется при вращении контрольной линейкой, рассчитывают по известной формуле:
2
S = ПR ,
где R — радиус контрольной линейки (расстояние между центровой иглой и углублением для шпиля в см с точностью до 0,01).
Пример расчетного способа определения площади лекал
деталей изделия
Платье женское
Конструктивная группа 96/176 — 108/176.
Площадь комплекта лекал (Sл) исходного наименьшего размера и наибольшего роста 96/176
Sл = 22800 кв. см
Площадь комплекта лекал исходного наибольшего размера и наибольшего роста 108/170
Sл = 24166 кв. см
Межростовое приращение для 96-го размера P = 638 кв. см, для 108
1
размера Р = 683 кв. см.
к
Величина изменения межростового приращения ![]() от размера к размеру
от размера к размеру

Межростовое приращение для остальных размеров определяют по формуле:
Для 100 размера Рi = Р i = 2
2

Для 104 размера Рi = Р i = 3
3

Определяют площадь лекал размера 96/170
S96/170 = S96/176 — Р = 22800 кв. см — 638 кв. см = 22162 кв. см.
1
Определяют межразмерное приращение:

при i = 3.
Площадь лекал 100 и 104-го размеров роста 170 (i = 4) определяют по формуле:

т.е.

На основании данных величин площади лекал для каждого размера 5-го роста и межростового приращения для каждого размера определяют величины площади лекал деталей остальных размеров и ростов по формуле:
Sij = Si(j + 1) — Pi,
Sij = S96/164 = S96/170 — P = 22162 кв. см — 638 кв. см = 21524 кв. см
1
S98/158 = S96/164 — P = 21524 кв. см — 638 кв. см = 20886 кв. см.
1
Таким образом определяют величины площадей лекал деталей изделий всех размеров и ростов.
Площадь лекал деталей по размерным показателям определяют согласно табл. П.1.1.
Таблица П.1.1
ПЛОЩАДЬ ЛЕКАЛ ДЕТАЛЕЙ ПО РАЗМЕРНЫМ ПОКАЗАТЕЛЯМ
|
Рост, см |
Обхват груди, см |
|||||||
|
96 |
100 |
104 |
108 |
|||||
|
площадь, кв. см |
приращение, кв. см |
площадь, кв. см |
приращение, кв. см |
площадь, кв. см |
приращение, кв. см |
площадь, кв. см |
приращение, кв. см |
|
|
158 |
20886 |
638 |
21524 |
638 |
22162 |
|||
|
638 |
653 |
668 |
||||||
|
164 |
21524 |
653 |
22177 |
653 |
22830 |
653 |
23483 |
|
|
638 |
653 |
668 |
683 |
|||||
|
170 |
22162 |
668 |
22830 |
668 |
23498 |
668 |
24166 |
|
|
638 |
653 |
|||||||
|
176 |
22800 |
683 |
23483 |
Руководитель
группы нормирования Подпись
Приложение 2
Таблица П.2.1
РЕКОМЕНДУЕМЫЕ ВЕЛИЧИНЫ РАСКРОЯ МАТЕРИАЛОВ
ПО НЕЭКОНОМИЧНЫМ РАСКЛАДКАМ
|
Изделие |
Нормативы раскроя материала по однокомплектным (неэкономичным) раскладкам |
||
|
Для взрослых |
Для детей |
||
|
школьного и подросткового возрастов |
дошкольного и ясельного возрастов |
||
|
1 |
2 |
3 |
4 |
|
Пальто, плащи, костюмы |
11,0 |
11,0 |
11,0 |
|
Пиджаки, куртки |
8,5 |
8,5 |
7,5 |
|
Брюки |
7,0 |
7,0 |
5,0 |
|
Платья, платья-костюмы, халаты |
8,0 |
8,0 |
4,0 |
|
Школьная форма |
— |
10,0 |
5,0 |
|
Верхние сорочки |
5,0 |
5,0 |
4,0 |
|
Блузки и юбки |
10,0 |
10,0 |
2,0 |
|
Нательное белье |
5,0 |
5,0 |
4,0 |
|
Спортивная одежда |
10,0 |
10,0 |
5,0 |
|
Корсетные изделия (в короткой секции раскладки и с учетом подкроя из остатков): |
|||
|
из эластичных материалов |
16 |
— |
— |
|
из остальных материалов |
10,0 |
— |
— |
|
Головные уборы (в короткой секции раскладки и с учетом подкроя из остатков) |
10,0 |
10,0 |
10,0 |
|
Специальная и производственная одежда: |
|||
|
куртки, брюки утепленные |
20,0 |
— |
— |
|
халаты, полукомбинезоны |
40,0 |
— |
— |
|
костюмы, комбинезоны |
50,0 |
— |
— |
Таблица П.2.2
РЕКОМЕНДУЕМЫЕ ВЕЛИЧИНЫ ПРЕДЕЛЬНЫХ ОТХОДОВ МАТЕРИАЛОВ
В НАСТИЛАХ
По длине настила
|
Группа материалов |
Всего потерь для средневзвешенных норм и для расчета экономичности выполненных настилов, % |
В том числе потери на одно полотно для расчета кусков материалов, см |
|
1 |
2 |
3 |
|
Шерстяные ткани |
||
|
Пальтовые и костюмные ворсовые |
0,6 |
2,0 |
|
Пальтовые и костюмные (остальные) |
0,55 |
1,5 |
|
Плательные и сорочечные при обрезке полотен |
0,6 |
2,0 |
|
Плательные и сорочечные при разрыве полотен |
0,8 |
3,0 |
|
Джинсовые |
0,7 |
2,5 |
|
Шелковые ткани |
||
|
Пальтовые и плащевые |
0,45 |
1,5 |
|
Плательно-костюмные при обрезке полотен |
0,6 |
2,0 |
|
Плательно-костюмные при разрыве полотен |
0,8 |
3,0 |
|
Сорочечные |
0,55 |
1,5 |
|
Подкладочные и бельевые шириной, см: |
||
|
121 — 160 |
0,55 |
2,0 |
|
100 — 120 |
0,5 |
0,4 |
|
менее 100 |
0,4 |
1,0 |
|
Ворсовые |
0,7 |
2,5 |
|
Шитье |
1,0 |
3,0 |
|
Джинсовые |
0,7 |
2,5 |
|
Хлопчатобумажные ткани |
||
|
Пальтовые, костюмные и плащевые |
0,4 |
1,0 |
|
Плательные и бельевые |
0,4 |
1,0 |
|
Сорочечные |
0,5 |
1,5 |
|
Подкладочные |
0,35 |
1,0 |
|
Прикладные |
0,35 |
1,0 |
|
Ворсовые |
0,7 |
2,5 |
|
Джинсовые |
0,7 |
2,5 |
|
Льняные ткани |
||
|
Одежные, плательные, бельевые |
0,45 |
1,5 |
|
Прикладные |
0,4 |
1,0 |
|
Синтетика, дублированная мехом |
0,6 |
2,0 |
|
Дублированные материалы двухслойные |
0,4 |
1,0 |
|
Гуммированные материалы |
0,4 |
1,5 |
|
Многослойные стеганые полотна |
0,5 |
1,5 |
|
Капроновые ткани с пленочным покрытием и без покрытия |
0,7 |
2,5 |
|
Капроновые подкладочные ткани |
1,0 |
3,0 |
|
Искусственная замша |
0,8 |
3,0 |
|
Искусственная кожа |
0,5 |
1,5 |
|
Искусственный мех на тканой основе |
0,5 |
1,5 |
|
Искусственный мех на трикотажной основе |
0,7 |
2,5 |
|
Мех подкладочный |
0,6 |
2,0 |
|
Флизелин, прокламелин, съюнт |
0,4 |
1,0 |
|
Марля |
0,7 |
2,5 |
|
Ватин |
1,5 |
4,0 |
|
Ватин на марле |
0,8 |
3,0 |
|
Поролон |
1,0 |
3,0 |
|
Волосяная ткань |
0,4 |
1,0 |
|
Клеевая ткань |
0,4 |
1,0 |
|
Нетканые материала |
1,0 |
3,0 |
|
Синтетическая ватка-полотно |
1,5 |
4,0 |
Примечания: 1. Указанные величины являются рекомендуемыми допустимыми показателями, рассчитанными на средние условия производства швейных изделий в отрасли, с учетом прогрессивных показателей передовых предприятий.
2. Нормативы отходов на трикотажные полотна представлены в Инструкции по подготовке и раскрою трикотажных полотен на предприятиях швейной промышленности, утвержденной Минлегпромом СССР 28.12.82.
3. В величины отходов (в процентах) включены отходы до 15 см по шерстяным тканям и до 10 см по всем тканям других волокон и остальным материалам.
4. Отходы на каждый фактический стык не должны превышать 2 см. Для подкладочных, бельевых, сорочечных, плательных тканей на стыках полотен в настиле на переходящую секцию допускаются отходы не более 5 см. На предприятиях по результатам экспериментальных настилов необходимо разрабатывать дифференцированные нормативы отходов по длине настила (в см). Такие нормативы следует утверждать на предприятии при условии, если они в среднем не превышают предельных нормативов по группе материалов. Например: рекомендуемые величины отходов на одно полотно в настиле для одежных шерстяных тканей в зависимости от длины настила составляют:
|
Длина настила, м |
Отходы по длине, см |
|
До 2,0 |
0,5 — 1,0 |
|
2,0 — 4,0 |
1,0 — 1,5 |
|
Свыше 4,0 |
1,5 — 3,0 |
5. Нормативы отходов по длине настила материала, выраженные в сантиметрах, следует использовать для расчета кусков в настилы, в процентах — для расчета норм расхода материала на настилы при определении их экономичности по раскрою и расчета средневзвешенных норм расхода материалов на модели изделий.
6. Нормативы отходов по длине (в см) установлены для настилов длиной 4,0 — 5,0 м.
7. Для сокращения отходов по длине настила материала по возможности следует применять ступенчатые настилы с разным или одинаковым количеством полотен по секциям объединенного настила.
8. При раскрое тканей в производстве высококачественных изделий (изготовляемых по лицензии инофирм), потери по длине настила:
для пальтовых шерстяных тканей — 0,8%;
для костюмных шерстяных тканей — 0,8%.
По ширине настила
1. Ширину материала измеряют через каждые 3 м длины куска.
2. Ширину куска материала определяют по полной его ширине (с кромками). При этом фактической шириной куска материала (с кромками) считают по всем тканям и материалам — наименьшую из встречающихся величин в куске при повторении ее не менее двух раз. Обуженные и расширенные участки материала в куске по возможности используют по их фактической ширине.
3. Планируемую ширину рамки обмелка (раскладки) устанавливают: по фактической ширине основного фона материала (без кромок, непроклеенных и непропитанных участков, между проколами от игл ширильных машин и цветными просновками).
Для материалов, не имеющих кромок, ширину рамки обмелки уменьшают на 1 см.
4. Для наиболее рационального использования материалов допускается частичное использование в стачных швах кромок, не стянутых и не отличающихся по цвету и толщине от основного материала (ткани подкладочные и прикладные, ткани для рабочей и специальной одежды, а также другие ткани и материалы, в которых частичное использование кромок не ухудшает качество готового швейного изделия).
5. Для оперативного контроля за фактическими показателями материалов по ширине необходимо:
в паспорте куска материала указывать два показателя ширины с кромками и установленную ширину рамки раскладки;
к паспорту куска материала прикладывать образец материала с кромкой и частью основного фона;
паспорта кусков обязательно прикладывать к расчету кусков материала для контроля величины отходов по ширине материалов в группе оперативного анализа, которые затем отделять от карты, чтобы они не попадали на хранение в архив.
6. Для расчета средневзвешенной нормы расхода на единицу изделия по всем материалам, за исключением шерстяных тканей, отходы на ширину кромок в % определять по формуле:
где Ш — ширина кромок, см;
кр
Ш — ширина ткани, см.
тк
7. При переработке тканей с дефектом «стянутая кромка» допускается уменьшение ширины рамки обмелки на 1 — 2 см и увеличение норматива отходов по длине настила материала на 0,2 — 0,5%. Основанием для увеличения вышеуказанных отходов являются результаты экспериментальных настилов, утвержденные главным инженером предприятия.
8. При раскрое тканей в производстве высококачественных изделий (изготавливаемых по лицензии инофирм) ширину рамки обмелки следует уменьшить на 1 см.
Таблица П.2.3
РЕКОМЕНДУЕМЫЕ ВЕЛИЧИНЫ МАЛОМЕРНЫХ ОСТАТКОВ (ЛОСКУТА)
МАТЕРИАЛОВ, ОБРАЗУЮЩИХСЯ ПРИ НАСТИЛАНИИ
|
Группа материалов |
Нормативы остатков к количеству раскроенных материалов, % |
|
1 |
2 |
|
Шерстяные ткани: |
|
|
пальтовые и костюмные |
0,5 |
|
плательные и сорочечные |
0,5 |
|
Шелковые ткани: |
|
|
пальтовые и костюмные |
0,4 |
|
плательные и бельевые |
0,4 |
|
сорочечные |
1,0 |
|
подкладочные |
0,5 |
|
для стеганых одеял |
2,2 |
|
Хлопчатобумажные ткани: |
|
|
пальтовые и костюмные |
0,7 |
|
плательные и бельевые |
1,1 |
|
сорочечные |
1,0 |
|
подкладочные |
0,8 |
|
для постельного белья |
1,5 |
|
для стеганых одеял |
1,5 |
|
прикладные |
0,6 |
|
Льняные ткани: |
|
|
пальтовые, костюмные, плательные, бельевые, прикладные |
0,5 |
|
для постельного белья |
1,4 |
|
Синтетические материалы: |
|
|
гуммированные материалы |
0,8 |
|
дублированные материалы |
0,6 |
|
капроновые материалы с пленочным покрытием и без покрытия |
1,6 |
|
искусственный мех на тканой основе |
0,3 |
|
искусственный мех на трикотажной основе |
0,8 |
|
искусственная кожа |
1,5 |
|
искусственная замша |
0,2 |
|
Ворсовые ткани |
0,7 |
Таблица П.2.4
РЕКОМЕНДУЕМОЕ КОЛИЧЕСТВО КОМПЛЕКТОВ
ЛЕКАЛ В РАЦИОНАЛЬНЫХ РАСКЛАДКАХ
|
Швейные изделия |
Количество полных комплектов лекал в раскладке |
|
1 |
2 |
|
Пальто (основной материал, подкладка и бортовая прокладка): |
|
|
мужское, женское |
3; 2 и 1,5 <1> |
|
и для детей подросткового возраста |
|
|
для детей школьного возраста |
4; 3 и 2 |
|
для детей дошкольного и ясельного возрастов |
4; 3 |
|
Плащи: |
|
|
мужские, женские и для детей подросткового возраста |
2 |
|
для детей школьного возраста |
2 |
|
для детей дошкольного возраста |
3 |
|
Костюмы (основной материал, подкладка, бортовая прокладка): |
|
|
мужские, для мальчиков школьного и подросткового возрастов |
2 и 1,5 <2> |
|
женские, для девочек школьного и подросткового возрастов |
2 |
|
Костюмы для детей дошкольного возраста |
4; 3 и 2 |
|
Брюки мужские (материал шириной 118 — 150 см <3>) |
5,5; 4,5; 4; 3,5; 3; 2,5 |
|
Брюки длинные для мальчиков школьного и подросткового возрастов (материал шириной 118 — 150 см <3>) |
5,5; 4,5; 4; 3,5 |
|
Блузки женские и для девочек школьного и подросткового возрастов |
4; 3; 2 |
|
Платья: |
|
|
женские |
3; 2 |
|
для девочек школьного и подросткового возрастов |
4; 3; 2 |
|
для девочек дошкольного возраста |
6; 5; 4; 3 |
|
для девочек ясельного возраста |
6; 5; 4 |
|
Сорочки мужские и для мальчиков школьного и подросткового возрастов |
4; 3; 2 |
|
Сорочки для мальчиков дошкольного и ясельного возрастов |
6; 5; 4 |
|
Кальсоны мужские и для мальчиков школьного и подросткового возрастов |
4; 3; 2 |
|
Сорочки ночные женские |
2 |
|
Сорочки ночные для девочек |
4 |
|
Трусы мужские |
10; 8; 7; 6 |
|
Корсетные изделия <4>: |
|
|
бюстгальтеры |
20; 16 |
|
пояса |
20; 15; 10 |
|
полукорсеты |
10; 6 |
|
Головные уборы |
|
|
Фуражки, кепи, береты, шлемики, пилотки, капитанки, матроски детские: |
|
|
основной материал |
50 — 40 |
|
подкладка |
25 — 20 |
|
Жокейки детские |
25 |
|
Женские головные уборы: |
|
|
осенне-зимнего сезона |
50; 40; 30 |
|
летнего сезона |
30; 20 |
|
из искусственного меха |
60; 45 |
|
Специальная, производственная и форменная одежда <5> |
|
|
Халаты |
2 |
|
Полукомбинезоны |
2 |
|
Куртки, брюки |
4; 3; 2 |
|
Костюмы хлопчатобумажные |
2 |
|
Комбинезоны |
2 |
———————————
<1> Количество комплектов лекал в рациональной раскладке принято исходя ив длины не менее 4 — 6 м (для материалов шириной более 100 см) и 7 — 8 м (при ширине менее 100 см).
<2> Раскладки в 1,5 комплекта лекал «лицом к лицу» выполняют при наличии полукомплекта лекал одной из модели изделия, имеющего парные симметричные части спинки (из двух или четырех частей);
<3> В рациональных раскладках лекал количество комплектов лекал принимают соответственно используемой группе ширин материала.
<4> Для этих видов изделий количество комплектов лекал указано для основных секций раскладок.
<5> При использовании узких ширин ткани (менее 100 см).
Таблица П.2.5
РЕКОМЕНДУЕМЫЕ ВЕЛИЧИНЫ УДЕЛЬНОГО ВЕСА РАЗРАБОТКИ
НОРМ ПО ЭКСПЕРИМЕНТАЛЬНЫМ РАСКЛАДКАМ ЛЕКАЛ
|
Изделие |
Материал и его назначение |
Удельный вес норм по раскладкам, %, при количестве комплектов лекал в раскладке |
|
|
два |
один |
||
|
1 |
2 |
3 |
4 |
|
1. Бытовые изделия |
|||
|
Пальто и полупальто мужское |
Основной материал |
15 |
30 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин, марля |
20 |
40 |
|
|
Плащ мужской |
Основной материал |
20 |
40 |
|
Подкладка |
30 |
60 |
|
|
Пальто для мальчиков-подростков |
Основной материал |
15 |
30 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин, марля |
20 |
40 |
|
|
Плащ для мальчиков-подростков |
Основной материал |
20 |
40 |
|
Подкладка |
30 |
60 |
|
|
Пальто для мальчиков школьного возраста |
Основной материал |
15 |
30 |
|
Подкладка |
30 |
30 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин |
20 |
40 |
|
|
Плащ для мальчиков школьного возраста |
Основной материал |
20 |
40 |
|
Подкладка |
30 |
60 |
|
|
Пальто для мальчиков дошкольного возраста |
Основной материал |
15 |
30 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин |
20 |
40 |
|
|
Пальто для мальчиков ясельного возраста |
Основной материал |
15 |
30 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин |
20 |
40 |
|
|
Костюм мужской и для мальчиков-подростков |
Основной материал |
10 |
20 |
|
Подкладка основная: |
|||
|
с наколенниками |
30 |
60 |
|
|
без наколенников |
50 |
100 |
|
|
Подкладка рукавная |
50 |
100 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Костюм для мальчиков школьного возраста |
Основной материал |
10 |
20 |
|
Подкладка основная |
50 |
100 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Костюм для мальчиков дошкольного и ясельного возрастов |
Основной материал |
20 |
— |
|
Подкладка |
30 |
60 |
|
|
Брюки мужские |
Основной материал |
20 |
— |
|
Брюки для мальчиков-подростков и школьного возраста |
Основной материал |
20 |
— |
|
Сорочки верхние: |
Основной материал |
— |
— |
|
мужские |
40 |
— |
|
|
для мальчиков школьного возраста |
40 |
— |
|
|
для мальчиков дошкольного и ясельного возрастов |
40 |
— |
|
|
Пальто и полупальто женские |
Основной материал |
25 |
50 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин, марля |
20 |
40 |
|
|
Плащ женский и для девочек-подростков |
Основной материал |
25 |
50 |
|
Подкладка |
30 |
60 |
|
|
Пальто для девочек-подростков |
Основной материал |
25 |
50 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин, марля |
20 |
40 |
|
|
Пальто для девочек школьного возраста |
Основной материал |
25 |
50 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин, марля |
20 |
40 |
|
|
Плащ для девочек школьного возраста |
Основной материал |
25 |
50 |
|
Подкладка |
30 |
60 |
|
|
Пальто для девочек дошкольного возраста |
Основной материал |
25 |
50 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин, марля |
20 |
40 |
|
|
Пальто для девочек ясельного возраста |
Основной материал |
25 |
50 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Ватин, марля |
20 |
40 |
|
|
Костюм или брючный комплекс женский и для девочек-подростков |
Основной материал |
25 |
50 |
|
Подкладка |
30 |
60 |
|
|
Бортовая прокладка |
20 |
40 |
|
|
Брюки женские и для девочек-подростков |
Основной материал |
40 |
— |
|
Платья и халаты женские |
То же |
60 |
80 |
|
Блузка женская и для девочек-подростков |
« |
60 |
80 |
|
Платье для девочек: |
|||
|
подростков |
« |
50 |
80 |
|
школьного возраста |
« |
50 |
80 |
|
дошкольного и ясельного возрастов |
« |
50 |
80 |
|
2. Специальная и производственная одежда |
|||
|
Халат |
Основной материал |
50 |
50 |
|
Комбинезон |
То же |
50 |
70 |
|
Полукомбинезон |
« |
70 |
70 |
|
Костюм хлопчато-бумажный |
« |
50 |
50 |
|
Костюм брезентовый |
« |
50 |
50 |
|
Костюм суконный |
« |
25 |
25 |
|
Куртки |
Основной материал |
50 |
50 |
|
Брюки |
То же |
50 |
— |
|
Рукавицы |
« |
100 |
— |
|
3. Головные уборы <*> |
|||
|
Кепи, фуражки, береты, шлемы, жокейки, капитанки, матроски |
Основная ткань |
80 |
— |
|
Подкладка |
90 |
— |
|
|
Приклад |
100 |
— |
|
|
Шляпы, панамы |
Основная ткань |
40 |
— |
|
Подкладка |
40 |
— |
|
|
Приклад |
40 |
— |
|
|
Пилотки детские |
Основная ткань |
80 |
— |
———————————
<*> Количество комплектов лекал в раскладке см. в табл. П.2.4.
Приложение 3
РЕКОМЕНДАЦИИ
ПО НОРМИРОВАНИЮ РАСХОДА И УЧЕТУ МАТЕРИАЛОВ НА ИЗДЕЛИЯ,
ИЗГОТОВЛЯЕМЫЕ В ПРОЦЕССЕ РАЗРАБОТКИ НОВЫХ МОДЕЛЕЙ ОДЕЖДЫ
Настоящие рекомендации устанавливают порядок определения норм расхода материалов на изделия, изготовляемые в процессе создания новых моделей (модель, модель-конструкция, первичная и повторная конструкция), и предназначены для предприятий швейной промышленности, домов моделей одежды, СХКБ, занимающихся разработкой и воспроизводством новых моделей одежды.
1. Основные определения
В процессе проектирования и разработки новых моделей одежды, для проработки модели по замыслу художника, отработки силуэтных форм, конструкторских решений, технологии обработки изделия изготавливают: модель, модель-конструкцию, первичную конструкцию, повторную конструкцию.
1.1. Модель одежды — новая по виду, форме, материалу, отделке или другим отличиям образец одежды, по которому в дальнейшем изготавливают изделия в промышленности (воспроизводится в материале на манекен или манекенщика).
1.2. Модель-конструкция — разработанная модель одежды, воспроизведенная в материале на основе базисного размера.
1.3. Конструкция — графическое изображение модели швейного изделия. Изделие по первичной конструкции изготавливается на базисный размер с целью отработки конструктивных решений, воплощающих реализацию в изделии силуэтно-размерных признаков и проработки технологии.
Повторная конструкция воспроизводится на базисный размер в качестве образца-эталона моделей изделия при изготовлении в массовом производстве.
2. Порядок определения норм расхода материалов
2.1. В соответствии с эскизным проектом новой модели одежды разрабатывают первичные лекала деталей изделия.
2.2. Измеряют площадь комплекта лекал деталей изделия на фотоэлектронной машине ИЛ.
2.3. Производят выбор материала, определяют ширину раскладки, а также способ выполнения раскладки лекал.
2.4. Производят расчет нормативного процента межлекальных отходов Вн по техническому описанию (или образцу) модели и утвержденным Отраслевым нормативам межлекальных отходов в раскладках лекал деталей на мужскую, женскую и детскую одежду.
2.5. Определяют размер увеличения нормативного процента межлекальных отходов, необходимого для отработки художественного и эстетического решения модели, конструктивного и технологического ее исполнения, который по видам изделий не должен превышать величины, указанной в табл. П.3.1.
Таблица П.3.1
|
Вид изделия |
Размер увеличения нормативного процента межлекальных отходов |
|
|
на модель и модель-конструкцию |
на конструкцию |
|
|
1 |
2 |
3 |
|
Пальто, полупальто мужское, женское, детское |
3,0 |
2,0 |
|
Плащи мужские, женские, детские |
3,0 |
2,0 |
|
Куртки и пиджаки мужские, куртки женские, детские |
5,0 |
3,5 |
|
Костюмы мужские, женские, детские |
3,0 |
4,5 |
|
Брюки мужские, женские, детские |
3,0 |
4,5 |
|
Платья, юбки: |
||
|
женские и подростковые: |
||
|
шелковые |
3,0 |
2,0 |
|
шерстяные |
6,0 |
4,0 |
|
для девочек: |
5,0 |
3,0 |
|
хлопчатобумажные |
2,0 |
1,0 |
|
шелковые |
5,0 |
3,0 |
|
шерстяные |
4,0 |
2,5 |
|
Халаты, сарафаны |
4,0 |
2,5 |
|
Блузки |
5,0 |
3,5 |
Примечание. Норматив может быть уменьшен для моделей, имеющих характерный прототип, при наличии базовых конструкций.
2.6. Рассчитывают предварительную норму длины раскладки Нр на основании данных о площади лекал (Sл) и нормативного процента межлекальных отходов Вн и ширины раскладки Шр по формуле:
Sл 100
Нр = ————.
(100 — Вн)Шр
2.7. Раскладку лекал новых моделей одежды выполняют в один комплект лекал, с учетом способа настилания («лицом вниз», «лицом к лицу», всгиб).
2.8. Определяют норму расхода материала на изделие на основании предварительной (или фактической) длины раскладки лекал и показателей прибавок для отработки художественного, конструктивного и технологического решения модели.
2.9. Раскрой материалов на новые модели одежды по раскладкам в один комплект лекал, имеющих межлекальные отходы более 30%, допускается только с разрешения главного инженера.
2.10. По изделиям стабильного ассортимента (пальто, костюмы, сорочки мужские и для мальчиков) на предприятиях, где проведена унификация деталей и разработаны конструктивные основы, могут быть установлены абсолютные значения норм расхода материалов на новые модели, дифференцированные по конструктивным особенностям. Нормы утверждаются главным инженером, не реже одного раза в год должен производиться их пересмотр.
2.11. Нормы расхода подкладочных и прикладных материалов на новые модели одежды определяют на количество комплектов лекал в раскладке аналогичного раскрою тканей верха. При наличии на предприятии унифицированных лекал деталей изделий на подкладочные и прикладные материалы выполнение раскладок производится в два и более комплектов лекал для рационального использования материалов.
2.12. Раскрой отделочных материалов целесообразно производить по фактически выполненным раскладкам в соответствии с раскроем количества комплектов лекал деталей верха изделия.
3. Учет и анализ расхода материалов
3.1. Учет расхода материалов на новые модели одежды производится в соответствии с Руководством по первичному учету производства в Домах моделей шейной промышленности и в учебно-производственных мастерских техникумов.
3.2. Списание материалов, использованных на раскрой новых моделей одежды, производится только по фактическому расходу.
3.3. В случае перерасхода материалов на новые модели одежды, составляющего более 5 см, норму подписывает главный инженер предприятия, до 5 см — инженер по нормированию материалов. В документе отражаются причины перерасхода материала.
3.4. Ежеквартально производится отчетность по состоянию нормирования и учета расхода материалов на новые модели одежды с анализом причин, вызвавших перерасход материалов по сравнению с расчетной нормой.
3.5. На новые модели одежды ведется журнальный учет расхода материалов, в котором указываются конструктивные особенности и отдельные параметры лекал деталей изделия, нормативный процент межлекальных отходов и размеры увеличения (уменьшения) нормативного процента межлекальных отходов (форма журнала прилагается).
Журнал учета расхода материалов на новые модели одежды
|
Вид изделия |
Номер модели |
Размерная группа |
Базовый размеро-рост |
Площадь лекал (Sл) базового размеро-роста, кв. м |
Техническое описание модели, характеристика лекал деталей |
Характеристика условий выполнения раскладки |
Нормативные показатели |
Фактические показатели |
Примечание (причины перерасхода на модель по сравнению с нормой) |
||||
|
спинка |
полочка |
рукав |
воротник |
карман |
мелкие детали (перечень) |
вид поверхности материала (рисунок, направление, раппорт, площадь клетки) |
количество комплектов лекал в раскладке |
способ выполнения раскладки «лицом к лицу», «лицом вниз» |
ширина материала раскладки, см |
процент межлекальных отходов |
норма расхода, м/кв. м |
процент межлекальных отходов, В |
расход материала, м/кв.м |
Карта — описание
Изделие ______________________
Модель N _____________________
Размерные показатели __________________________
Расширение по низу ____________________________
|
Показатели |
Процент межлекальных отходов |
|
Описание основных конструктивных форм изделий |
|
|
Конструктивные особенности и дополнительные детали изделия, не предусмотренные в описании основных конструктивных форм изделия |
|
|
Количество комплектов лекал в раскладке |
|
|
Способ настилания |
|
|
Вид поверхности материала |
|
|
Вид раппорта полоски и площади клетки |
|
|
Нормативный процент межлекальных отходов |
Приложение 4
ДОКУМЕНТАЦИЯ ПО ОФОРМЛЕНИЮ НОРМ РАСХОДА МАТЕРИАЛОВ
Форма НМ-1
Нормы длины раскладок
На изделие _________________ Модель N ___________
|
Сочетание по размерным показателям |
Процентное соотношение сочетаний |
Площадь лекал, кв. м |
Процент межлекальных отходов |
Метод настилания |
Ширина рамки раскладки, см |
|||
|
Длина раскладки, м |
||||||||
|
расчетная |
фактическая |
процент межлекальных отходов |
расчетная |
фактическая |
процент межлекальных отходов |
расчетная |
фактическая |
процент межлекальных отходов |
Начато
Закончено
Начальник Руководитель
экспериментального цеха группы нормирования
_______________________ ___________________
Форма НМ-2
Утверждаю
Главный инженер Нормы длины раскладок
__________________________
(наименование предприятия) На изделие ___________ Модель __________
«__» ____________ 198_ г. Вид поверхности материала _______________
Средневзвешенный размер и длина ______________________
Средневзвешенный расход на единицу изделия, кв. м ____
Средневзвешенная площадь лекал _______________________
Средневзвешенный процент межлекальных отходов ________
|
Сочетание по размерным показателям |
Количество комплектов лекал в раскладке |
Площадь лекал, кв. м |
Процентное соотношение |
Настилание материала |
Норма расхода, кв. м |
||||||
|
ширина, см |
процент межлекальных отходов |
ширина, см |
процент межлекальных отходов |
ширина, см |
процент межлекальных отходов |
ширина, см |
процент межлекальных отходов |
ширина, см |
процент межлекальных отходов |
ширина, см |
процент межлекальных отходов |
Начальник Руководитель
экспериментального цеха группы нормирования
_______________________ ___________________
Форма НМ-3
Утверждаю
Главный инженер Нормы длины раскладок
__________________________
(наименование предприятия) На изделие ______ Модель ____ Прейскурант N ___
«__» ____________ 198_ г. (артикул изделия)
Вид поверхности материала _____________________
Средневзвешенный размер и длина ____________________
Средневзвешенный расход на единицу изделия, кв. м __
Средневзвешенная площадь лекал _____________________
Средневзвешенный процент межлекальных отходов ______
|
Размеры |
Метод настилания |
Вид раскроя |
Количество комплектов лекал |
Площадь лекал, кв. м |
Ширина, см |
Длина, м |
Площадь раскладки, кв. м |
Процент межлекальных отходов |
Средневзвешенная норма расхода материалов на единицу изделия, кв. м |
При мечание |
|
Процентное соотношение |
обмелки |
с технологическими припусками |
с нормируемыми припусками |
обмелки |
с технологическими припусками |
с нормируемыми припусками |
||||
|
без отходов |
с отходами |
Начальник Руководитель
экспериментального цеха группы нормирования
_______________________ ___________________
Форма НМ-4
Утверждаю
Главный инженер Расчет средневзвешенной нормы расхода материала
_________________________ на вид изделия
«__» ____________ 198_ г.
|
Предприятие |
Норма расхода основного материала на модель изделия |
Наименование изделия |
Номер модели |
Артикул изделия |
|
Способ настилания полотен |
«Лицом к лицу» |
«Лицом вниз» |
Вариант 1. Исходные данные: площадь лекал и межлекальные отходы в раскладках
|
Вид поверхности материала |
Удельный вес, % |
Средневзвешенные показатели |
Нормативы отходов материала по |
|||||||
|
Межлекальные отходы В, % |
Площадь лекал, Sл.ср, кв. м |
Рост, см |
Обхват груди, см |
Обхват талии, см |
длине, % |
ширине кромки, % |
||||
|
по раскладкам в 1.5.2 и более изделий |
увеличение отходов из-за использования одиночек |
в целом по модели, |
||||||||
|
Гладкая |
||||||||||
|
Рисунчатая |
||||||||||
|
Ворсовая |
||||||||||
|
Средневзвешенные показатели |
Оборотная сторона формы НМ-4
Вариант 2. Исходные данные: нормы площади раскладок
|
Вид поверхности материала |
Удельный вес, % |
Средневзвешенные показатели |
||||||||
|
Нормы площади раскладки, кв. м |
Площадь лекал, Sл.ср, кв. м |
Рост, см |
Обхват груди, см |
Обхват талии, см |
Нормативы отходов материала по |
|||||
|
по раскладкам в 1.5.2 и более изделий |
увеличение отходов из-за использования одиночек |
в целом по модели |
||||||||
|
длине, % |
ширине кромки, % |
|||||||||
|
Гладкая |
||||||||||
|
Рисунчатая |
||||||||||
|
Ворсовая |
Начальник Согласовано
экспериментального Начальник планового отдела
цеха _____________ __________________________
Руководитель группы
нормирования ______
Форма НМ-5
Утверждаю
Главный инженер
_________________________ Расчет средневзвешенной нормы расхода
«__» ____________ 198_ г. материалов на вид изделия
|
Предприятие |
Нормы расхода материалов на вид изделия |
Наименование изделия |
Артикул изделия (прейскурантный номер) |
|
Пальто мужское демисезонное |
01 |
|
Номер модели |
Средневзвешенные размерные показатели, см |
Выпуск, шт. |
Нормы расхода на единицу изделия по моделям и материалам, кв. м |
Процент межлекальных отходов |
|||||||||||
|
рост |
обхват груди |
обхват талии |
верх |
подкладка |
прокладка |
||||||||||
|
длина изделия |
стеганая |
нестеганая |
сатин |
фланель |
бортовая цельная |
бортовая клееная |
бязь |
ватин |
нормативный |
фактический |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
680 |
168,7 —— 105,34 |
102,0 |
90,2 |
3650 |
2,976 |
0,721 |
1,68 |
0,16 |
0,213 |
0,473 |
0,303 |
0,010 |
0,721 |
13,5 |
12,95 |
|
560 |
172,8 —— 106,34 |
102,0 |
90,2 |
2800 |
3,224 |
0,733 |
1,74 |
0,163 |
0,268 |
— |
0,373 |
0,010 |
0,733 |
14,15 |
13,09 |
|
221 |
173,3 —— 108,54 |
100,88 |
88,6 |
7110 |
3,146 |
0,721 |
0,626 |
0,163 |
0,235 |
— |
0,344 |
0,020 |
0,721 |
15,15 |
13,7 |
|
Средневзвешенные показатели на вид изделия |
|||||||||||||||
|
171,96 —— 107,22 |
101,41 |
89,36 |
3,116 |
0,723 |
1,664 |
0,163 |
0,236 |
0,127 |
0,339 |
0,015 |
0,723 |
14,5 |
13,37 |
Начальник Руководитель
экспериментального цеха группы нормирования
_______________________ ___________________
Инструкция по нормированию расхода материалов в массовом производстве швейных изделий: Утв. М-вом лег. пром-сти СССР 06.06.88
Сохранено в:
| Вид документа: | Книги |
|---|---|
| Опубликовано: |
М. : ЦНИИ информ. и техн.-экон. исслед. лег. пром-сти, 1988 |
| Физические характеристики: |
88 с. ; 22 см |
| Язык: | Русский |
| Предмет: |
Швейное производство — Нормирование расхода материалов |
Инструкция По Нормированию Расхода Материалов В Массовом Производстве Швейных Изделий
Инструкция разработана Центральным научно-исследовательским институтом швейной промышленности Минлегпрома СССР на основе обобщения передового опыта швейных предприятий и результатов законченных научно-исследовательских работ института, его филиалов и в соответствии с «Системой про1рвссивных технико-экономических норм и нормативов по видам работ и затрат (экономия) труда, сырья, материалов и топливно-энергетических ресурсов…


![]()
Поэтому экономия материалов при изготовлении швейных изделий лекал, нормирование расхода материалов в условиях массового производства. Временная инструкция по изготовлению кужской и женской одежды в.
1991; Инструкция по нормированию расхода материалов в массовом производстве швейных изделий. — 1988; Инструкция по рациональному расчёту.
см. Продолжение НОРМИРОВАНИЕ СЫРЬЯ НА ШВЕЙНЫХ ПРЕДПРИЯТИЯХ. ОРГАНИЗАЦИЯ НОРМИРОВАНИЯ СЫРЬЯ В швейной отрасли стоимость материалов в отпускной цене предприятия составляет в среднем 65 %. В связи с этим экономному расходу материалов должно уделяться особое внимание. В настоящее время широко распространено изготовление швейных изделий малыми предприятиями.
» Инструкция по нормированию расхода материалов в массовом Производство верхних изделий. » Инструкция по расчету производственных мощностей действующих предприятий, производственных объединений швейной.
В связи с этим экономному расходу материалов должно уделяться особое внимание. актом по нормированию сырья является Инструкция по нормированию расхода материалов в массовом производстве швейных изделий.
Инструкция по нормированию расхода материалов в массовом производстве швейных изделий. Москва 1988. УДК 687.03: 658.511.2( 0832.74)(083.13).

Темой курсовой работы по дисциплине «Технология швейных изделий » может быть: 1. Краткая характеристика операций подготовительного производства. Инструкция по нормированию расходов материалов в массовом.

Например: расход сырья на единицу изделия калькуляционного объекта — 225 г. Расход материалов верха, подкладки, прокладочных материалов на единицу изделия определяется на « Инструкцией по нормированию расхода материалов в массовом производстве швейных изделий », утвержденной.
Инструкция по нормированию расхода материалов в массовом про изводстве швейных изделий. М., 1988. Инструкция по рациональному расчету кусков.
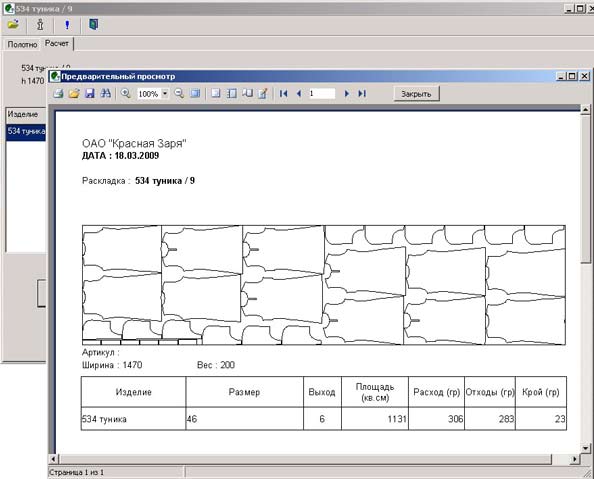
Комментарии (0)Просмотров (330)
Инструкция по нормированию расхода материалов в массовом производстве швейных изделий : Утв. М-вом лег. пром-сти СССР 06.06.88
Карточка
Инструкция по нормированию расхода материалов в массовом производстве швейных изделий : Утв. М-вом лег. пром-сти СССР 06.06.88. — Москва : ЦНИИ информ. и техн.-экон. исслед. лег. пром-сти, 1988. — 88 с.; 22 см.
Швейное производство — Нормирование расхода материалов
Шифр хранения:
FB 3 88-14/290
Описание
| Заглавие | Инструкция по нормированию расхода материалов в массовом производстве швейных изделий : Утв. М-вом лег. пром-сти СССР 06.06.88 |
|---|---|
| Дата поступления в ЭК | 27.02.2002 |
| Каталоги | Книги (изданные с 1831 г. по настоящее время) |
| Выходные данные | Москва : ЦНИИ информ. и техн.-экон. исслед. лег. пром-сти, 1988 |
| Физическое описание | 88 с.; 22 см |
| Тема | Швейное производство — Нормирование расхода материалов |
| Язык | Русский |
| Места хранения | FB 3 88-14/290 |
ПОТОЧНОЕ ПРОИЗВОДСТВО
Поточное производство — наиболее прогрессивный метод организации производства, характерный для промышленных швейных предприятий. Основные характеристики поточного производства:
- разделение труда между исполнителями;
- разделение процесса на несложные операции, равные или кратные по времени;
- закрепление каждой технологической операции за определенным рабочим местом;
- значительное повышение производительности труда за счет специализации рабочих мест, многократной повторяемости выполн
- соблюдение специализации потоков, секций, групп и рабочих мест;
- улучшение качества продукции благодаря специализации рабочих;
- рабочие места и оборудование размещают в технологической последовательности обработки изделия;
- непрерывное изготовление изделия — последовательная передача полуфабрикатов с операции на операцию немедленно после их выполнения;
- сокращение длительности производственного цикла (время пребывания швейного изделия в цехе от момента подачи его в крое до сдачи на склад готовой продукции) за счет повышения производительности труда и ритмичности работы;
- рациональное использование оборудования ввиду его полной загрузки;
- благоприятные условия для комплексной механизации и автоматизации производства.
При организации поточного производства руководство швейного предприятия решает следующие важные вопросы:
- бесперебойное снабжение потока кроем, полуфабрикатами, фурнитурой, вспомогательными материалами;
- смена ассортимента и моделей требует значительной перестройки всего производственного процесса;
- безаварийное снабжение рабочих мест электроэнергией, паром, налаженная работа оборудования;
- усиление контроля за своевременностью отшива полуфабрикатов.
В зависимости от количества подаваемых на рабочие места деталей кроя и полуфабрикатов различают потоки с поштучным, пачковым и комбинированным (поштучно-пачковым) питанием.
При поштучном питании на рабочие места подают по одному полуфабрикату. Такой способ питания применяют в конвейерных потоках со строгим ритмом.
Пачковое питание используют в потоках со свободным ритмом. Размер пачки зависит от вида изделия и стадии его готовности. Величина пачки должна быть такой, чтобы не появлялась монотонность в работе. Время обработки одной пачки не должно превышать 30 мин. В таблице 1 приведены типовые размеры пачек. Для эффективной работы пачку не разбирают, а обрабатывают с зажатыми с одной стороны деталями, или цепочкой, не отрезая нитки.
|
Таблица 1. Типовые размеры пачек |
|||
|
Вид материала |
Величина пачки по группам обработки, ед. |
||
|
заготовка |
монтаж |
отделка |
|
|
Драп |
7–10 |
7–10 |
7–10 |
|
Плательные шерстяные ткани |
20–26 |
10–13 |
10–13 |
|
Хлопчатобумажные ткани типа ситца |
50–60 |
25–30 |
25–30 |
|
Ткани типа фланели |
20–26 |
10–13 |
10–13 |
|
Шелковые ткани |
25–30 |
до 15 |
до 15 |
Потоки бывают сквозные и секционные — с выделением секций заготовки, монтажа, отделки. Обычно в потоках организуют заготовительную, монтажную и отделочную секции. Не исключена и другая организация пошива: два монтажа, общая отделка на несколько потоков.
Преимущества секционных потоков перед несекционными:
- повышение качества продукции и производительности труда за счет специализации рабочих мест;
- обеспечение бесперебойной работы потока при переходе на новые модели за счет межсекционных запасов;
- в потоках большой мощности возможен различный ритм работы по секциям;
- чтобы избежать операций с повышенной кратностью, в монтажной секции выделяют два-три параллельных однотипных потока с суммарной мощностью, равной мощности заготовительной секции.
ОРГАНИЗАЦИЯ УЧЕТА, КОНТРОЛЯ И ОПЕРАТИВНОГО РЕГУЛИРОВАНИЯ РАБОТЫ ШВЕЙНОГО ЦЕХА
За организацию производства, прием-передачу, выдачу работникам заданий отвечают руководитель цеха, технологи, технический директор (главный инженер). На финансово-экономическую службу возлагают:
- обеспечение документального фиксирования и отражения в учете движения кроя, фурнитуры, готовой продукции;
- контроль объемов выполненных работ и начисление работникам сдельной зарплаты;
- планирование, оперативное диспетчирование пошива изделий, регулирование производственного процесса для выхода на нормы производственной программы;
- контроль показателей сдачи готовой продукции.
Учитывая обозначенную специфику, рассмотрим учетно-контрольные аспекты организации швейного производства, а также ситуации, которые требуют оперативного регулирования (поточное производство с пачковым запуском кроя).
Шаг 1. На запланированные к пошиву изделия от технологов затребуют нормативы. Это Конфекционная карта, Спецификация деталей кроя, Технологический процесс. Они нужны для планирования производственной программы.
Шаг 2. Составляют и выверяют Производственную программу. При необходимости программу корректируют с учетом ее выполнения в предыдущем месяце, поступления новых заказов, аварийной поломки оборудования и других факторов.
Ассортимент швейных изделий часто меняется. Применяют последовательно-ассортиментный или последовательно-цикличный запуск моделей. По мере запуска и выполнения работ отмечают факт в Производственной программе.
При расхождении сроков принимают оперативные меры. Выше показано положение дел в производстве на 12.07.2018. Видно, что блузы «Манго» сдали на склад готовой продукции с опозданием — фактически 08.07 (согласно плану их должны были сдать 05.07). Также на три дня позже начали пошив блуз «Вишня». Расхождений можно избежать, если контролировать поступление кроя в швейный цех.
Шаг 3. Контролируют поступление кроя из раскройного цеха в швейный согласно производственной программе.
Передачу кроя швейным цехам, учет кроя в процессе пошива и отделки, а также передачу готовых изделий на склад организуют по Маршрутным листам. Маршрутный лист выписывают в раскройном цехе на основании Карты раскроя. На крой по одной карте раскроя может выписываться несколько маршрутных листов. Количество изделий, на которое выписывают маршрутный лист, зависит от вида ассортимента и особенностей производства. Маршрутный лист сопровождает пачку кроя всех деталей из основной ткани, подкладки и приклада изделий одного размеророста.
В маршрутный лист вносят следующие данные:
- номер цеха, смены и бригады, для которых предназначен крой;
- номер карты раскроя и номер раскладки, по которым выполнен раскрой ткани;
- код изделия, номер модели и заказа;
- размерные признаки;
- количество единиц изделий и их номера;
- характеристику ткани, процент содержания волокон;
- номер цвета и др.
Представим Маршрутный лист на блузу «Цитрус» в количестве 26 шт., пошив которой предусмотрен на втором потоке.
Первый раздел маршрутного листа заполняют в раскройном цехе и используют для оформления передачи кроя в швейный цех. Приемщик принимает крой согласно маршрутным листам, путевке возчика и конфекционной карте.
Второй раздел заполняют в швейном цехе при сдаче на склад законченной партии готовой продукции. Заведующий складом расписывается во втором разделе маршрутного листа о получении. При обнаружении изделий с текстильными или производственными пороками заполняют строку «Списывается с маршрутного листа по акту-накладной №___», указывают дату и количество изделий.
Маршрутный лист выписывают в трех экземплярах. Количество экземпляров маршрутных листов соответствует количеству технологических переходов. На каждом из них остается один экземпляр с подписями, подтверждающими сдачу полуфабрикатов или изделий.
Первый экземпляр маршрутного листа оставляют в раскройном цехе для учета выдачи кроя в швейный цех, второй — в швейном цехе для отчета за полученный крой швейных изделий. Третий экземпляр после оприходования готовой продукции на складе передают сначала в плановый отдел для учета выполнения производственной программы, а затем в бухгалтерию для учета сдачи готовых изделий. Сдачу маршрутных листов в плановый отдел и бухгалтерию организуют по Сопроводительным реестрам.
В швейном цехе все поступившие Маршрутные листы вносят в Накопительную ведомость учета кроя в швейных цехах. Ведомость ведут по наименованиям, шифрам и моделям изделий. При необходимости экономист по планированию или бухгалтер сверяют учетные данные с записями в накопительной ведомости.
Шаг 4. Оперативно направляют запросы в швейный цех.
В производстве важно обеспечить ритмичную работу всех подразделений, равномерную их загрузку и выполнение программы. Координацию работ по обеспечению ритмичности производства выполняет плановый отдел или диспетчерская служба. Информацию о поступлении кроя в швейный цех плановикам передают в форме Сводок, которые формируют из сведений накопительных ведомостей учета кроя.
Руководство швейного цеха предоставляет сводку в плановую службу. По cводкам определяют, как выдерживаются сроки производственной программы и объем загрузки рабочих. Из Сводки на 05.07.2018 видно, что в швейный цех поступили комплекты кроя на блузы «Коралл», начало работ по пошиву которых запланировано на 05.07.2018 в производственной программе.
Форма и содержание сводки могут отличаться в зависимости от целей запроса, необходимых оперативных данных.
Шаг 5. Контролируют движение пачек кроя по рабочим местам и ведут учет объемов выполненных работ.
Для сопровождения пачек кроя по рабочим местам и учета выработки рабочих в швейных цехах применяют ведомости учета выработки рабочих, привязанные к маршрутным листам. Ведомости выписывают в раскройном цехе по реквизитам маршрутных листов в одном экземпляре. Комплектовщица кроя заполняет все реквизиты ведомости:
- номера маршрутных листов;
- номер модели;
- размеры и порядковые номера изделий;
- количество единиц изделий.
Ведомости учета выработки вместе с кроем поступают в швейный цех. Приемщица кроя проверяет правильность заполнения ведомостей и количество изделий, складывает пачки на стеллажи по группам обработки, вкладывая в каждую пачку деталей ведомость соответствующей группы.
Подборщик кроя доставляет пачки кроя вместе с ведомостями на рабочие места. Рабочий, обработав пачку кроя, проставляет под номером своей операции табельный номер, указывает количество обработанных изделий и дату.
Мастер проверяет правильность заполнения ведомостей, подбирает ведомости по порядку маршрутных листов и передает их в бухгалтерию для расчета заработной платы.
Рассмотрим Ведомость учета выработки рабочих № 14/3 от 05.07.2018, которая относится к Маршрутному листу № 14. В зависимости от срочности работ, количества изделий в пачке и квалификации рабочих одну пачку могут брать в работу два и более рабочих. Тогда каждый рабочий напротив своей закрепленной операции указывает выполненное количество (операции 33 и 35).
О закреплении операции рабочих уведомляют заранее при запуске и выстраивании потока на новую модель (номер операции, содержание работ, норма времени, сдельная расценка, закрепленное оборудование, требуемая оснастка). Операции, как правило, типовые, а ряд изделий отличается цветом и фурнитурой. В таких случаях в ведомостях не пишут полное содержание операций, указывают только номер. Это упрощает заполнение ведомостей рабочими.
Ведомости важны не только для начисления сдельной зарплаты. Ведомость учета выработки поступит в экономическую службу только после завершения по пачке последней операции (часто это упаковка продукции). Оценить уровень незавершенного производства, движение кроя, процент готовности заказа в производстве поможет оперативная Сводка о незавершенном производстве от мастера швейного цеха. При необходимости в Сводке указывают номера пачек, маршрутных листов. Сводку мастер формирует на основании ведомостей и фактического просчета пачек по рабочим местам.
Рассмотрим несколько производственных ситуаций на основе Сводки от 11.07.2018.

Производственная ситуация № 1
Необходимо выяснить, сможет ли цех в срок сдать на склад блузы «Цитрус».
Чтобы рассчитать время, необходимое для выхода продукции с производства, и оценить выполнение плановых показателей, нужно знать:
- сколько продукции находится на каждой операции техпроцесса (информацию берут из Сводки от 11.07.2018);
- нормы времени на выполнение каждой операции (по техпроцессу, см. Шаг 1);
- численность бригады/смены. Оптимально уточнить «живую» численность у мастера, а не опираться на штатную, так как рабочие могут уйти в отпуск, на больничный.
Расчет начинают с табл. 2.
|
Таблица 2. Оценка уровня незавершенного производства по блузе «Цитрус» |
|||
|
№ операции по техпроцессу |
Количество изделий в НЗП |
Объем работ до готовности на единицу продукции, н/ч |
Необходимый фонд рабочего времени на объем, н/ч |
|
1 |
2 |
3 |
4 = [2] × [3] |
|
20 |
36 |
1,1 |
39,6 |
|
27 |
154 |
1 |
154 |
|
34 |
370 |
0,78 |
288,6 |
|
41 |
50 |
0,12 |
6 |
|
Итого |
488,2 |
Аналогичные расчеты выполняют по всем моделям, которые находятся в запуске. Необходимый фонд рабочего времени для завершения работ составляет: блузы «Коралл» — 250 ч, блузы «Вишня» — 963 ч.
Согласно производственной программе на 15.07 запланирована завершающая сдача блуз «Цитрус», а на 13.07 — блуз «Коралл». Это две первоочередные задачи, которые нужно выполнить. Одновременно в работе остается блуза «Вишня» (ее сдача запланирована на более поздний срок, в данном расчете эту модель не учитываем). Необходимый фонд рабочего времени составляет 738,2 ч (488,2 + 250).
Поток № 2 швейного цеха работает в две смены, в каждой смене по 12 работников. Режим — пятидневка. Значит, осталось три рабочих дня (11, 12 и 13 июля). Фонд времени составит 576 ч (12 × 2 × 3 × 8). Времени недостаточно. Если организовать выход в выходной день (суббота, 14 июля), то располагаемый фонд времени увеличится до 768 ч (12 × 2 × 4 × 8). Разница между необходимым и располагаемым фондом незначительная — 29,8 ч (768 – 738,2). Рабочие в простое не окажутся, после выполнения операции по двум срочным моделям вернутся к пошиву блуз «Вишня».
Вывод по расчетам: для сдачи в срок блуз «Цитрус» и «Коралл» необходимо:
- организовать выход рабочих в выходной день (действовать согласно трудовому законодательству);
- отложить пошив блуз «Вишня», которые также идут в запуске, и прогнать в первую очередь блузы «Цитрус» и «Коралл».
Важная деталь: ситуация рассматривалась упрощенно, без учета других факторов.
Производственная ситуация № 2
На одной из операций находится большое количество пачек, поэтому есть угроза срыва сроков сдачи продукции. Узкое место — операция № 34 (15 пачек, 370 шт.). Пропускная способность рабочего места — 50 шт. в смену, или 100 шт. в сутки. В уже оговоренные три рабочих дня (до 15.07) выход с операции составит 300 шт., а еще нужно учитывать блузу «Коралл», срок сдачи которой 13.07.
Принимают следующие меры для решения ситуации:
- организуют дополнительного рабочего на операцию № 34;
- передают часть пачек для выполнения операции № 34 на поток № 1 (при условии, что такое организационное решение не нарушит работу еще одного потока).
Шаг 6. Организуют выписку и контроль расходования фурнитуры.
Выдачу фурнитуры швейным цехам организуют по Заборной карте на количество полученного цехом кроя по установленным нормам расхода. Заборную карту на каждую модель в двух экземплярах выписывает плановый отдел на основании норм расхода. Один экземпляр — складу, второй — швейному цеху.
При выдаче фурнитуры производят запись в обоих экземплярах заборных карт. Прием-передачу материальных ценностей подтверждают подписями представителей цеха-получателя и склада. Дополнительная выдача или замена фурнитуры производится с письменного разрешения технического директора компании по требованиям-накладным.
Заборные карты закрывают в конце отчетного периода (декады, месяца) и передают в бухгалтерию для проверки и учета фурнитуры. В заборной карте должны быть указаны:
- цех-получатель;
- дата выписки и номер заборной карты;
- цифровое значение лимита, на какое количество продукции рассчитан лимит;
- подробная информация о продукции.
Максимальное количество фурнитуры, которое может быть отпущено со склада, указывают в графе «Лимит». Документ подписывают руководитель подразделения, которое устанавливает лимит, и материально ответственные лица подразделений цеха-получателя и склада. По окончании месяца подводят итог отпуска фурнитуры. Подсчитывают общее количество выданных материальных ценностей и вычитают из них возвраты.
Рассмотрим Заборную карту на получение фурнитуры № 83 от 01.07.2018.
Заборная карта № 83 выписана из расчета на 800 единиц готовой продукции. Лимиты указаны с учетом процента технологических потерь. Например, этикетка брендовая — 820 шт. Отклонение от лимита допускается только в меньшую сторону. Ленту отделочную передали в количестве 365 м вместо 370, так как это был остаток рулона.
Для учета и контроля фурнитуры ведут Материальный производственный баланс по фурнитуре. На основании Заборной карты № 83 получение цехом материальных ценностей отражено в графах 7 и 8, возврат на склад — в графах 21 и 22.
В графе «Списание затрат на себестоимость готовой продукции» отражены фурнитура и материалы, включенные в себестоимость выпущенной продукции. В графах 15 и 17 проверяют выдерживание норм.
В материальном балансе отражают все виды движения, которые могут иметь место в условиях швейного цеха. Это может быть передача между потоками для ускорения сдачи модели (графы 9, 10, 21, 22), излишки и недостачи по инвентаризации (графы 11, 12, 19, 20).
ООО «Аршин»
Материальный производственный баланс по фурнитуре
За период: 01.07–31.07.2018
Изделие: Блуза «Манго» 12-183
Подразделение: Швейный цех/Поток № 2
|
Объект учета |
Остаток на начало периода |
Приход |
Расход |
Остаток на конец периода |
|||||||||||||||||||||
|
наименование |
ед. изм. |
артикул |
цена, руб. |
получено со склада |
получено от другого цеха/потока |
взяты в учет излишки по инвентаризации |
итого |
списание затрат на себестоимость готовой продукции |
акт списания/брак/дефекты |
Списана недостача по инвентаризации |
Возврат на склад/передача в другой цех/поток |
Итого |
|||||||||||||
|
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
количество |
сумма, руб. |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
|
Этикетка брендовая |
шт. |
13469 |
0,21 |
34 |
7,14 |
820 |
172,2 |
820 |
172,2 |
810 |
170,1 |
10 |
2,1 |
820 |
172,2 |
34 |
7,14 |
||||||||
|
Лента отделочная |
м |
13591 |
1,06 |
10 |
10,6 |
365 |
386,9 |
12 |
12,72 |
377 |
399,62 |
336 |
356,16 |
0 |
336 |
356,16 |
51 |
54,06 |
|||||||
|
Застежка-молния |
шт. |
14703 |
2,05 |
400 |
820 |
100 |
205 |
100 |
205 |
440 |
902 |
60 |
123 |
0 |
500 |
1025 |
0 |
0 |
|||||||
|
Застежка-молния |
шт. |
13555 |
2,6 |
0 |
720 |
1872 |
720 |
1872 |
370 |
962 |
5 |
13 |
0 |
375 |
975 |
345 |
897 |
||||||||
|
Тремпель |
шт. |
15637 |
15 |
0 |
820 |
12 300 |
820 |
12 300 |
800 |
12 000 |
9 |
135 |
11 |
165 |
820 |
12 300 |
0 |
0 |
|||||||
|
Нитки «Манго» |
кат. |
13652 |
37 |
20 |
740 |
0 |
0 |
0 |
14 |
518 |
0 |
14 |
518 |
6 |
222 |
||||||||||
|
Пакет упаковочный |
шт. |
12363 |
0,54 |
0 |
850 |
459 |
850 |
459 |
810 |
437,4 |
0 |
810 |
437,4 |
40 |
21,6 |
||||||||||
|
Итого |
464 |
1578 |
2825 |
14 936 |
850 |
459 |
12 |
12,72 |
3687 |
15 408 |
3580 |
15 346 |
14 |
148 |
60 |
123 |
21 |
167,1 |
3675 |
15 784 |
476 |
1202 |
Начальник ПЭО Суворова Е. С. Суворова
Контроль материального баланса позволит предпринять следующие оперативные меры реагирования:
- организовать пересмотр норм. Например, на указанные 800 шт. блуз «Манго» ленту отделочную списали на себестоимость меньше нормы (336 м). По результатам инвентаризации выявили и взяли в учет излишки. Такие факты говорят о завышенных нормах и необходимости срочно их проверить;
- организуют работу с материальными остатками после завершения пошива всей запланированной партии. Например, нитки и ленту отделочную сдают на склад, так как их цвет не подходит для другой выпускаемой продукции. Пакеты и этикетки перенаправляют на продукцию, пошив которой ведут (блуза «Вишня»);
- организуют работу по повышению сохранности материальных ценностей. За отчетный период провели списание застежки-молнии и тремпеля из-за наличия дефектов. Проверяют организацию работы на рабочих местах, предусматривают дополнительные тележки и стеллажи для фурнитуры, готовой продукции. Следует обратить внимание и на существенную недостачу: застежка-молния — 60 шт. Важно исключить хищения, пошив неучтенной продукции.
Шаг 7. Контролируют сдачу готовой продукции, соответствие объемов запуска и выпуска.
Как уже обозначено в Шаге 3, сдачу готовой продукции на склад ведут по второму разделу маршрутного листа. По маршрутным листам для контроля объемов выпуска целесообразно организовать Производственный баланс по объекту учета — крой/готовая продукция. По маршрутным листам указывают количество продукции, которую запланировано получить из комплектов кроя (графа 5), и количество фактически сданных на склад изделий (графа 9).
В отдельных случаях брак продукции может быть выявлен уже на складе. Тогда готовую продукцию возвращают в цех на доработку. Сдачу на склад исправленной продукции отражают в учете дважды (графы 7 и 9). Чистая сдача на склад, то есть сдача за минусом возвратов на исправления брака, отражается в графе 10.
По отдельным моделям окончательного брака не избежать (например, в изделиях из шелка). Брак отражают в графе 11. В отчетном месяце по модели «Цитрус» списали 24 шт. Как правило, при составлении производственной программы учитывают вероятный неисправимый брак и организуют запуск в большем количество, чем нужно передать заказчику.
При организации производства и запуске изделий даже опытным технологам и экономистам не всегда удается предусмотреть все производственные факторы. Для оперативной корректировки объемов работ, соблюдения сроков сдачи при отставании от плана часть работы передают от одного потока (цеха, бригады, филиала) на другой. Такое движение кроя в производственном балансе вносят в графу 6. По блузе «Цитрус» в июле получен крой от потока № 1 в количестве 270 ед.
Сравнивают сдачу на склад (графа 10) с программой выпуска (Шаг 1). По блузам «Манго» и «Коралл» отклонений нет, программа выполнена. Блуза «Цитрус»: план — 1700 ед., на склад сдали 1650 ед. Выясняют и устраняют причину. Могла быть ошибка в документах на 50 единиц.
Блуза «Вишня»: существенное нарушение программы в 600 ед. При плане 2000 ед. на склад сдали 1400 ед. Оценивают процент готовности и определяют, сколько нужно рабочих дней для вхождения в план (см. Шаг 5). Принимают меры, корректируют производственную программу августа с учетом недовыполнения в июле.
ООО «Аршин»
Производственный баланс по объекту учета — крой/готовая продукция
За период: 01.07–31.07.2018
Подразделение: швейный цех
|
Изделие |
Ед. изм. |
Расчетный остаток готовой продукции в запуске на начало периода |
Приход |
Расход |
Расчетный остаток готовой продукции в запуске на конец периода |
|||||||
|
Получены комплекты кроя на расчетное количество изделий |
Возврат готовой продукции со склада в цех |
Итого приход |
Готовая продукция сдана на склад |
В том числе готовая продукция с учетом исправлений |
Готовая продукция списана/брак |
Итого расход |
||||||
|
наименование |
шифр |
от раскройного цеха |
от цеха/потока |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
Блуза «Манго» 12-183 |
12-183 |
шт. |
500 |
300 |
5 |
305 |
805 |
800 |
805 |
0 |
||
|
Блуза «Цитрус» 12-184 |
12-184 |
шт. |
110 |
1344 |
270 |
1614 |
1650 |
1650 |
24 |
1674 |
50 |
|
|
Блуза «Вишня» 12-185 |
12-185 |
шт. |
2000 |
2000 |
1400 |
1400 |
1400 |
600 |
||||
|
Блуза «Коралл» 12-186 |
12-186 |
шт. |
1500 |
60 |
1560 |
1560 |
1500 |
1560 |
0 |
|||
|
Итого |
610 |
5144 |
270 |
65 |
5479 |
5415 |
5350 |
24 |
5439 |
650 |
Начальник ПЭО Суворова Е. С. Суворова
Типовые причины невыполнения производственной программы в швейных цехах:
- не отлажен технологический процесс;
- некорректное нормирование, невыполнимый план;
- устаревшее оборудование, когда есть узкое место в виде одной машины на весь поток, и малейшее замедление в этом месте приводит к срыву сроков;
- недопоставки фурнитуры;
- отсутствие уполномоченного по принятию от заказчика (при пошиве на условиях контрактного производства);
- отсутствие рабочих по причине больничных листов;
- нехватка квалифицированных рабочих, неукомплектованность кадрового состава (часто из-за низкой зарплаты и высоких требований к качеству пошива и объемам выработки).
В производственном балансе контроль ведут укрупненно — по моделям. На практике всегда нужно учитывать много факторов. Для недопущения просрочек организуют контроль пошива по пачкам.
В Карточку учета пачек вносят данные о количестве пачек, поступивших в швейный цех. С учетом длительности производственного цикла рассчитывают дату сдачи на склад. По фактической сдаче продукции на склад также делают отметку в карточке.
 ООО «Аршин»
ООО «Аршин»
Из Карточки № 7 видно, что в срок сдали только пачку № 21, остальные сдают с отставанием. Оценивают, насколько критично нарушение сроков.
Пачка № 27 на склад не сдана, при этом пачки, которые поступили в цех позже, уже отшиты. Выясняют, на какой операции находится проблемная пачка, принимают меры по ускорению работ.
Часто сдачу задерживают из-за допущенного брака, неправильной расстановки приоритетов, бесконтрольности со стороны мастера. Если причина в браке, то оперативно организуют подкрой нужного количества деталей, используя для этого Акт на подкрой забракованных деталей.
Чтобы исключить нарушения сроков пошива, оптимизировать производственный цикл и повысить согласованность производительности рабочих потока, принимают следующие меры:
- изменяют продолжительность операции за счет передачи ее части предыдущей или последующей операциям;
- используют параллельное включение рабочих мест, вводят дополнительные рабочие места для операции;
- производят замену оборудования, улучшают организацию труда на операции для сокращения ее времени;
- распределяют рабочих по рабочим местам в соответствии с требованиями к производительности и индивидуальной приспособленности рабочего;
- за каждой операцией закрепляют конкретное рабочее место, но не рабочего (рабочие могут выполнять в потоке любую работу);
- выработку учитывают по отрывным купонам, прилагаемым к пачке деталей;
- на каждом рабочем месте создают оптимальные условия для эффективной работы, предусматривают рациональную оргтехоснастку (бобинодержатели), плоскости для наращивания крышки промышленного стола и т. д.;
- при комплектовании операций важную организационную роль отводят мастерам цеха, которые должны оперативно регулировать ситуацию с учетом многочисленных факторов; вводят показатели эффективности для мастера;
- для оперативного отражения производственных данных в учете организуют автоматизированное рабочее место мастера и диспетчера, применяют штрих-кодирование в маршрутных листах.
ПОДВОДИМ ИТОГИ
- Достоверный, полный и оперативный производственный учет — необходимая часть всей организационной работы от запуска до выпуска продукции. В швейном цехе нужно контролировать сроки и объемы сдачи продукции, не допускать узких мест, правильно реагировать на отклонения.
- Постановка производственного учета требует профессионализма. Важно выполнять три главных правила:
- обеспечивают порядок на производстве — наличие техпроцесса, нумерация мест хранения, упорядоченное размещение пачек, исполнительность мастеров, исключение хищений и т. д.;
- вырабатывают требования и отлаживают первичный документооборот (маршрутные листы, ведомости выработки, заборные карты);
- на основе «первички» формируют группировочные документы, материальные балансы, тематические сводки, проводят анализ показателей.
Эти правила справедливы для любой формы организации учета — ручной, в Excel или программе отраслевого учета с широким функционалом.
Статья опубликована в журнале «Планово-экономический отдел» № 7, 2018.