- Особенности и сферы применения
- Достоинства и недостатки
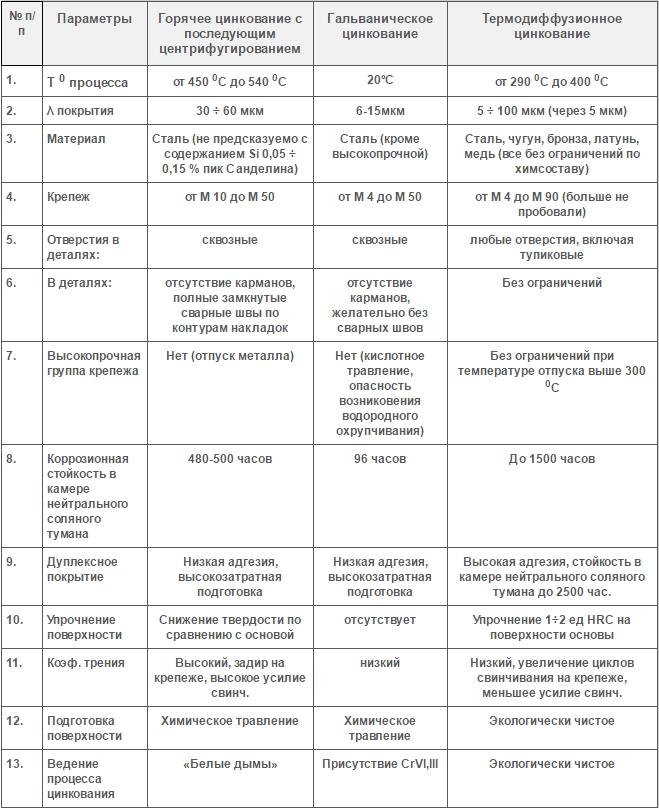
- Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.

Технология термодиффузионного цинкования предназначена для защиты от коррозии стальных и чугунных изделий
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°). В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой. При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.

При термодиффузионной обработке детали покрываются равномерном слоем цинка, включая отверстия и внутренние полости
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
- арматуру, применяемую в нефтяной и газовой отраслях;
- ограждающие дорожные и мостовые конструкции;
- элементы трубных коммуникаций и строительную арматуру;
- фурнитуру, используемую для изготовления мебели;
- арматуру, применяемую для укрепления железнодорожного полотна;
- конструктивные элементы автотранспортных средств;
- конструктивные элементы ЛЭП (линии электропередачи).
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.

Промышленная линия термодиффузионного цинкования
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.
- Проводится тщательная очистка поверхности изделия, которое будет подвергаться обработке.
- Необходимо обеспечить герметичность контейнера для термодиффузионного цинкования.
- Когда герметичность контейнера обеспечена, в нем необходимо создать инертную или восстановительную среду. Следует иметь в виду, что в окислительной среде цинкование выполнять нельзя.

Детали обработаны и загружены в специальную емкость для термодиффузионного цинкования
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.
Сравнительный анализ коррозионной стойкости
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.
- Обрабатываемая поверхность тщательно очищается (в производственных условиях для этого используют дробеметные, пескоструйные и ультразвуковые установки).
- Изделие и специальную смесь, за счет которой будет осуществляться насыщение его поверхности цинком, помещают в герметичный контейнер.
- В контейнере создается требуемая температура, при которой и протекает диффузионное поверхностное цинкование.

Печь для термодиффузионного цинкования
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор». Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.
- Поверхность обработанного изделия и сформированный на ней цинковый слой характеризуются отличной адгезией.
- Данный метод обработки отличается экономичностью, так как для его реализации не требуются большие производственные площади, значительные затраты рабочей силы и электрической энергии.
- Технология термодиффузионного цинкования позволяет получать идеально ровное и однородное по своей толщине покрытие, отличающееся, кроме того, высокими защитными свойствами.
- За счет того, что термодиффузия осуществляется в герметичных контейнерах, данный процесс отличается токсической, химической и экологической безопасностью. При работе с такими установками человек не получит термический ожог, а также не подвергнется воздействию других факторов, которые бы могли негативно отразиться на его здоровье.
- Толщина цинкового слоя при использовании такой технологии хорошо поддается регулировке в достаточно широких пределах.
- Образующиеся в процессе термодиффузионного цинкования отходы легко утилизируются. При этом процесс такой утилизации, выполняемой по стандартной схеме, также не связан с опасностью для человеческого здоровья.
- Для очистки поверхности изделия после термодиффузионного цинкования не используются кислоты и другие агрессивные средства.
- Оборудование, на котором выполняется диффузионное поверхностное цинкование, отличается простотой управления и обслуживания.
- Процедура термодиффузионного покрытия цинком выполняется при более щадящем температурном режиме, если сравнивать ее с другими технологиями нанесения защитных покрытий.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
- Цинковый слой, формирующийся на поверхности изделия при использовании данной методики, отличается малопривлекательным сероватым цветом. Такая проблема решается путем нанесения на предварительно полученное термодиффузионное цинковое покрытие дополнительного декоративного слоя. Следует, однако, иметь в виду, что возможность нанесения такого слоя не оговаривается положениями ГОСТа. Во многих случаях, когда для оцинкованных металлических изделий эстетический фактор не столь важен, на такой недостаток не обращают внимания.
- Габариты изделий, которые могут быть подвергнуты термодиффузионному цинкованию, серьезно ограничены размерами герметичного контейнера, а также внутренним объемом нагревательной печи.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
- 1-й класс – толщиной 6–9 мкм;
- 2-й класс – 10–15 мкм;
- 3-й класс – 16–20 мкм;
- 4-й класс – 21–30 мкм;
- 5-й класс – 40–50 мкм.
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.

Рассматриваемый метод цинкования позволяет получить качественное цинковое покрытие толщиной 5–100 микрон
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
- остатков насыщающих смесей, которые не поддаются смыванию;
- вкраплений инородных тел;
- наростов;
- пустот и раковин;
- отслоений;
- трещин на поверхности;
- вздутий;
- даже очень незначительных по площади участков, на которых отсутствует покрытие.
Ознакомиться с требованиями ГОСТ к процессу обработки деталей методом термодиффузионного цинкования можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ Р 9.316-2006 Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля
Скачать
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К выполнению работ по нанесению покрытий газотермическим и электродуговым способом (в дальнейшем — напыление) допускаются мужчины не моложе 18 лет, прошедшие медицинское освидетельствование, соответствующее обучение и инструктаж, проверку знаний требований охраны труда и имеющие практические навыки по обслуживанию оборудования.
1.2. Допуск к работе металлизаторщика оформляется приказом по организации после вводного инструктажа и выдачи удостоверения о проверке знаний по охране труда.
1.3. Повторный инструктаж и проверка знаний по охране труда и производственной санитарии должны производиться не реже одного раза в квартал с отметкой в специальном журнале и личной карточке металлизаторщика.
Не менее одного раза в год производится проверка знаний специально созданной комиссией под председательством работника, назначенного работодателем. Результаты проверки знаний металлизаторщиков должны быть оформлены протоколом, номер которого проставляется в удостоверении и утверждается печатью организации.
1.4. Работникам следует проходить периодические медицинские осмотры в установленном порядке.
1.5. Работник обязан соблюдать установленный в организации режим труда и отдыха.
1.6. В процессе напыления на работника возможно воздействие следующих опасных и вредных производственных факторов:
повышенная запыленность и загазованность воздуха рабочей зоны;
высокочастотный шум;
повышенный уровень ультразвука;
повышенная яркость света;
повышенная температура поверхности изделия и оборудования;
нервно-психические перегрузки.
1.7. При подготовке поверхности основного металла перед напылением необходимо обеспечивать следующие меры безопасности:
механизацию и автоматизацию процесса;
герметизацию процессов, являющихся источником вредных и опасных производственных факторов;
применение вентиляционных и местных отсосов;
применение блокировочных систем;
применение экранов, кожухов и других ограждений;
обеспечение акустической защиты;
применение пылеулавливающих систем.
1.8. В дробеструйных камерах должна быть обеспечена блокировка пусковых устройств с загрузочными.
1.9. Применение сухого кварцевого песка для очистки деталей не допускается.
1.10. При очистке поверхности основного металла под напыление необходимо обеспечивать герметичность камер и дистанционное управление ими.
1.11. Пуск очистительных камер (барабанов) следует блокировать с пуском вентиляции.
1.12. Сжатый воздух перед вводом в очистительные камеры следует пропускать через влагомаслоотделитель.
1.13. Операции по засыпке и уборке порошков в бункеры установок для напыления следует проводить с использованием местных отсосов или в специальных камерах и кабинах, снабженных вытяжной вентиляцией.
1.14. При проведении процессов напыления вручную следует применять портативные местные отсосы, обеспечивающие концентрации вредных веществ в воздухе не выше допустимых.
1.15. При нанесении покрытий газотермическим способом необходимо соблюдать следующие требования:
инжекция в газовых каналах напылительной горелки должна быть не менее 0,012 МПа;
все узлы и детали, связанные с коммуникацией горючих газов, должны быть герметичны;
при питании от сети в местах потребления кислорода и горючих газов должны быть установлены газоразборные посты, оснащенные затворами, предотвращающими распространение обратного удара в газовые магистрали;
при питании от единичных баллонов между баллонными редукторами и металлизатором следует устанавливать предохранительное устройство.
1.16. Конструкция горелки для газотермического нанесения покрытий при зажигании горючей смеси должна обеспечивать воспламенение без обратного удара.
1.17. При нанесении покрытий электродуговым способом должны соблюдаться следующие требования:
напряжение холостого хода источника питания постоянного тока при ручном процессе не должно превышать 80 В, при автоматическом или механизированном процессе — 90 В;
распылительные головки электродуговых аппаратов должны обеспечивать стабильное горение электрической дуги;
электрометаллизатор должен быть оборудован устройством для защиты работников от действия электрической дуги;
сечение токоподводящих проводов к электрометаллизатору должно обеспечивать длительную работу без нагрева свыше 50 °C;
крепление рукавов к воздушному трубопроводу и штуцеру аппарата должно быть надежным и исключать возможность срыва.
1.18. Нанесение покрытий ручным способом должно осуществляться в звукоизолированных кабинах или на специальных участках, с использованием звукоизолирующих кожухов.
1.19. Присутствие посторонних в зоне размещения оборудования очистки и нанесения покрытий во время его работы или наладки не допускается, что должно быть обеспечено наличием знаков безопасности, выполненных в соответствии с ГОСТ 12.4.026.
1.20. При выполнении работ по напылению металлизаторщики должны быть обеспечены средствами индивидуальной защиты (СИЗ).
1.21. Защитные средства, выдаваемые в индивидуальном порядке, во время работы должны находиться на рабочем месте металлизаторщика.
1.22. При проведении работ по нанесению покрытий воздействующий шум не должен превышать значений, установленных ГОСТ 12.2.003. При превышении предельно-допустимых уровней шума работники должны пользоваться противошумными наушниками.
1.23. При проведении работ по нанесению покрытий в закрытых сосудах, а также при распылении материалов, выделяющих ядовитые пары и пыль (свинец, цинк, олово, медь, кадмий), необходимо пользоваться шлемами-масками с принудительной подачей воздуха для дыхания.
1.24. Для защиты глаз от пламени и частиц расплавленного металла оператор должен пользоваться защитными очками ЗП со светофильтрами.
1.25. Спецодежда должна быть удобной и не стеснять движений металлизаторщика, защищать его от искр и брызг расплавленного метала, производственных загрязнений.
1.26. Вся спецодежда металлизаторщиков должна периодически подвергаться стирке.
1.27. Для защиты рук металлизаторщики должны быть обеспечены рукавицами.
1.28. Запрещается использовать спецодежду и рукавицы из синтетических материалов.
1.29. Металлизаторщик кроме настоящей инструкции должен знать:
план ликвидации аварийных ситуаций на своем рабочем месте;
инструкцию по эксплуатации металлизатора;
инструкцию по противопожарной безопасности на своем рабочем месте;
правила пользования СИЗ;
правила оказания первой медицинской помощи при несчастных случаях;
правила личной гигиены.
1.30. Персонал должен уметь оказывать первую помощь при отравлениях, ожогах кожи и слизистых оболочек, поражении электрическим током.
При проведении работ по нанесению покрытий в специально отведенном месте должны находиться средства для оказания первой медицинской помощи: стерильный перевязочный материал, кровоостанавливающий жгут, лейкопластырь, бинты, настойка йода, нашатырный спирт, спринцовка для промывания, мазь от ожогов.
1.31. Работники несут ответственность за нарушение требований настоящей инструкции в соответствии с действующим законодательством.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Осмотреть, привести в порядок и надеть спецодежду и спецобувь.
2.2. Проверить исправность и комплектность СИЗ.
2.3. Осмотреть рабочее место, убрать с него все, что может мешать работе, освободить проходы и не загромождать их.
2.4. Приготовить мыльный раствор для проверки герметичности соединений аппаратуры.
2.5. Проверить наличие аппаратуры для напыления (металлизаторов), рукавов, источников питания.
2.6. Проверить исправность рукавов, инструмента, приспособлений, манометров, редукторов, наличие подсоса в аппаратуре.
2.7. Проверить герметичность всех разъемных и паяных соединений.
2.8. Очистить от масла и влаги воздух или газ, транспортируемый распыляемый материал.
2.9. Проверить работу вентиляции.
2.10. Проверить исправность освещения.
2.11. Осмотреть первичные средства пожаротушения и убедиться в их исправности.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Работы по напылению выполнять только в спецодежде и с применением СИЗ.
3.2. До присоединения редуктора к вентилю баллона необходимо проверить:
наличие пломб или других отметок (краской) на предохранительном клапане, свидетельствующих о том, что заводская или после ремонта регулировка не нарушена;
исправность манометра и срок его проверки;
состояние резьбы штуцеров;
наличие прокладки в вентиле;
наличие фильтров во входных штуцерах.
3.3. Закрепление рукавов на присоединительных ниппелях металлизаторов должно быть надежным, для этого должны применяться специальные хомутики.
3.4. Для газовых металлизаторов:
провести предварительную регулировку скорости подачи порошка или проволоки;
зажечь дежурное газовое пламя, а затем выбрать заданную скорость подачи порошка или проволоки;
провести напыление, равномерно перемещая металлизатор; расстояние распылительного сопла от поверхности основного металла должно быть 150 — 180 мм.
3.5. Для электрометаллизаторов:
открыть воздушный кран;
уложить проволоку на катушку таким образом, чтобы она разматывалась во время работы; проволока должна быть чистой, гладкой, без окислов и пленок;
произвести зарядку аппарата проволокой;
при отключенном напряжении произвести настройку и регулировку распылительной головки;
включить подачу проволоки; конец проволоки должен находиться в центре воздушного сопла на расстоянии 2 — 3 см от внешнего торца сопла;
провести напыление; для получения оптимальных результатов следует работать на максимальном давлении сжатого воздуха (0,5 — 0,6 МПа).
3.6. При нанесении покрытий следует избегать нагрева металлизируемой поверхности свыше 70 °C.
3.7. Запрещается эксплуатация металлизаторов для газотермического напыления при:
инжекции в газовых каналах менее 0,12 МПа;
нарушении герметичности узлов и деталей металлизатора;
с неочищенным от масла и влаги воздухом или иным газом, транспортирующим распылительный материал.
3.8. Запрещается эксплуатация электродугового металлизатора:
без защитного экрана на воздушном колпаке;
при неисправном аппарате;
без СИЗ.
3.9. Запрещается производить настройку и регулировку распылительной головки электродугового аппарата под напряжением.
3.10. Запрещается производить ремонт металлизаторов и другой аппаратуры на рабочем месте.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При возникновении опасных ситуаций, которые могут привести к авариям или несчастным случаям, металлизаторщик обязан сообщить об аварийной ситуации начальнику цеха или инженеру по охране труда.
4.2. При возникновении обратного удара пламени немедленно закрыть вентили газового металлизатора и охладить распылительную головку.
4.3. При появлении внутреннего или внешнего источника нагрева (воспламенения), что может привести к взрыву баллонов, необходимо немедленно эвакуировать баллоны. При невозможности удаления их из зоны опасности необходимо охлаждать баллоны водой до их полного остывания.
4.4. При возникновении пожара необходимо:
прекратить работу;
отключить используемое оборудование;
вызвать пожарную команду, сообщить руководителю работ и приступить к тушению пожара имеющимися средствами.
4.5. При несчастном случае пострадавший или очевидец обязан известить начальника цеха (смены) или мастера, которые должны организовать оказание первой медицинской помощи пострадавшему.
4.6. При получении травмы следует немедленно прекратить работу, известить об этом руководителя работ и обратиться за медицинской помощью.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. После прекращения работы газового металлизатора необходимо:
закрыть вентили всех баллонов;
выпустить газы из всех коммуникаций;
освободить нажимные пружины редукторов;
отсоединить рукава;
очистить металлизатор от накопившейся пыли и тщательно протереть;
продуть металлизатор сжатым воздухом.
5.2. После прекращения работы электрометаллизатора необходимо:
выключить подачу проволоки;
выключить ток;
закрыть воздушный кран;
очистить металлизатор от накопившейся пыли и тщательно протереть;
продуть сжатым воздухом ведущие и прижимные ролики механизма подачи проволоки;
через 30 часов с начала работы заменить смазку в редукторе.
5.3. Снять и привести в порядок спецодежду, СИЗ.
5.4. Вымыть лицо и руки теплой водой с мылом или принять душ.
5.5. Выключить свет.
5.6. Доложить мастеру об окончании работы и покинуть свое рабочее место только с разрешения мастера.
Впервые термодиффузионное цинкование металла было применено в начале XX века английским изобретателем Шерардом. Какое-то время методика использовалась широко, но теперь уступила место другим, более технологичным способам. Но в последние два десятилетия ее снова начали применять. По типу данный вид цинкования относится к анодным. Защитный слой надежно защищает материал от коррозии, поскольку железо и цинк соединены посредством диффузии. В результате оцинковка не отслаивается, хорошо выдерживает механические удары и деформации, не скалывается. В России технология термодиффузионного цинкования стандартизируется по ГОСТ, в других странах существуют аналоги.

Стандартизация технологического процесса по ГОСТ
В России термодиффузионное цинкование регламентируется ГОСТ Р 9.316-2006. Он включает в себя 5 классов покрытий, различающихся по толщине: от 5 до 50 мкм. Возможна дополнительная обработка маслом, воском, ЛКП и другими. Аналогами российской стандартизации являются ASTM B633, BS4921:1988 и ASTM B695.
Важно. Для крепежных деталей и мелких металлических изделий установлены особые стандарты по ГОСТ52643-2006 и ГОСТ Р 51163-98.
Описание технологии
Термодиффузионное цинкование это технологический процесс замкнутого типа, который выполняется поэтапно:
- изделие подготавливают к процедуре посредством дробометного, пескоструйного ли ультразвукового устройства, это максимально важно для деталей после термической обработки, на поверхности которых образовалась окалина,
- подготовленные изделия опускаются в емкость с насыщающей смесью,
- установка термодиффузионного цинкования осуществляет процесс формирования на изделие цинкового слоя, среднее время обработки – 2 часа,
- изделия разгружаются из контейнера, остатки насыщающей смеси очищаются, и выполняется пассивирование,
- готовые изделия остывают.
Если в технологическом процессе производства предусмотрено дополнительное покрытие, то изделия необходимо осуществить пассивирование еще раз. Эта процедура выполняется для предотвращения появления белых коррозийных образований на поверхности детали в условиях высокой влажности воздуха, морской воды или многочисленных циклов образования конденсата и его высыхания.
Для того чтобы цинковое покрытие получилось качественным, необходимо придавать всем технологическим этапам равное значение. Оборудование производится стандартных размеров. Если на производстве предстоит обработка деталей особых размеров, установка изготавливается под заказ. В ТУ определяются габариты печей и емкости (муфель или закрытая реторта), а также мощность оборудования в линии с указанием пропускных возможностей дробометного устройства, сушки и модуля для пассивирования.
Суть технологии в том, что однокомпонентная цинковая насыщающая смесь для термодиффузионного цинкования насыщает поверхность металла, формируя однородное покрытие. Процесс может выполняться при температурном режиме от 290 до 450 градусов С. Выбор значений зависит от вида заготовок, марки металла и технических требований.
Технические преимущества
Метод термодиффузионного цинкования вспомнили благодаря многим его преимуществам:
- формирование максимально стойкого к коррозии покрытия, его уровень идентичен 1500 часов нахождения в испарениях соляной кислоты,
- покрытие безошибочно повторяет геометрию детали, вплоть до мельчайших элементов: маркировка, резьба или рельеф,
- в результате применения данной технологии получается чрезвычайно твердое покрытие, которое максимально устойчиво к истиранию и абразивному воздействию,
- попадание водорода в цинковый слой – минимально, поэтому водородная хрупкость не является его характеристикой,
- детали не склеиваются в процессе цинковки между собой,
- отсутствие уплотнений и изменения толщины покрытия в местах соединений и углублений,
- температурный режим методики низок, в сравнении с другими методиками, что позволяет работать даже с пружинными элементами и деталями после закалки,
- технология применима к деталям из пористого металла, изготовленным по порошковой методике и собранным узлам,
- при нанесении дополнительных покрытий из пластика, лака или резины установлена высокая степень адгезии,
- поверхность металла не нуждается в тщательной очистке, допускаются небольшие пятна коррозии, технических жидкостей и масел,
- возможность наносить защитное покрытие различной толщины.
 В результате применения данной технологии изделие получает не только механическую защиту, но и электрохимическую.
В результате применения данной технологии изделие получает не только механическую защиту, но и электрохимическую.
Недостатки термодиффузионного цинкования:
- в сравнении с другими методиками термодиффузионное цинкование характеризуется небольшой производительностью,
- невозможность выполнять покрытия на декоративных изделиях,
- после процедуры образуются смеси, содержащие цинковую пыль, что является вредным фактором для здоровья.
Сфера применение технологии термодиффузионного цинкования
Методика преимущественно используется в промышленных сферах, поскольку предполагает применение специальных установок, активных химических смесей и значительных температур. Термодиффузионное цинкование наиболее актуально для метизов, арматуры ЛЭП, труб, контактных и ж/д сетей, ограждений мостов и автомагистралей, мебельных и автомобильных деталей. Методика сегодня пользуется высоким спросом на предприятиях, поскольку предполагает минимум оборудования, сравнительную простоту процесса и его высокую эффективность. Основное производственное преимущество технологии в том, что при небольших расходах он позволяет получить оптимальные результаты.
![]() Загрузка…
Загрузка…
Содержание
- Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
- Особенности и сферы применения
- Достоинства и недостатки
- Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
- Особенности технологии термодиффузионного цинкования
- Суть и назначение термодиффузионного цинкования
- Как происходит процесс обработки
- Достоинства и недостатки технологии
- Область применения
- Оборудование для термодиффузионного цинкования
Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.

Технология термодиффузионного цинкования предназначена для защиты от коррозии стальных и чугунных изделий
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°). В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой. При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.

При термодиффузионной обработке детали покрываются равномерном слоем цинка, включая отверстия и внутренние полости
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
- арматуру, применяемую в нефтяной и газовой отраслях;
- ограждающие дорожные и мостовые конструкции;
- элементы трубных коммуникаций и строительную арматуру;
- фурнитуру, используемую для изготовления мебели;
- арматуру, применяемую для укрепления железнодорожного полотна;
- конструктивные элементы автотранспортных средств;
- конструктивные элементы ЛЭП (линии электропередачи).
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.
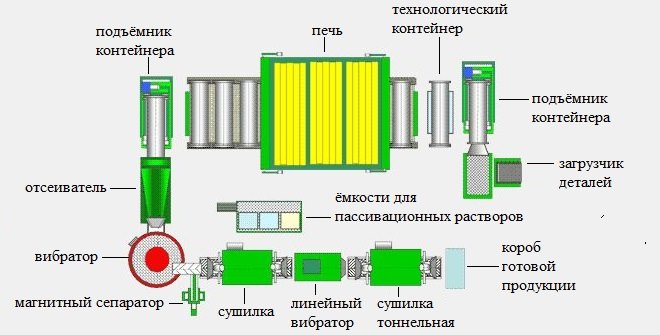
Промышленная линия термодиффузионного цинкования
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.
- Проводится тщательная очистка поверхности изделия, которое будет подвергаться обработке.
- Необходимо обеспечить герметичность контейнера для термодиффузионного цинкования.
- Когда герметичность контейнера обеспечена, в нем необходимо создать инертную или восстановительную среду. Следует иметь в виду, что в окислительной среде цинкование выполнять нельзя.

Детали обработаны и загружены в специальную емкость для термодиффузионного цинкования
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.

Сравнительный анализ коррозионной стойкости
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.
- Обрабатываемая поверхность тщательно очищается (в производственных условиях для этого используют дробеметные, пескоструйные и ультразвуковые установки).
- Изделие и специальную смесь, за счет которой будет осуществляться насыщение его поверхности цинком, помещают в герметичный контейнер.
- В контейнере создается требуемая температура, при которой и протекает диффузионное поверхностное цинкование.

Печь для термодиффузионного цинкования
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор». Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.
- Поверхность обработанного изделия и сформированный на ней цинковый слой характеризуются отличной адгезией.
- Данный метод обработки отличается экономичностью, так как для его реализации не требуются большие производственные площади, значительные затраты рабочей силы и электрической энергии.
- Технология термодиффузионного цинкования позволяет получать идеально ровное и однородное по своей толщине покрытие, отличающееся, кроме того, высокими защитными свойствами.
- За счет того, что термодиффузия осуществляется в герметичных контейнерах, данный процесс отличается токсической, химической и экологической безопасностью. При работе с такими установками человек не получит термический ожог, а также не подвергнется воздействию других факторов, которые бы могли негативно отразиться на его здоровье.
- Толщина цинкового слоя при использовании такой технологии хорошо поддается регулировке в достаточно широких пределах.
- Образующиеся в процессе термодиффузионного цинкования отходы легко утилизируются. При этом процесс такой утилизации, выполняемой по стандартной схеме, также не связан с опасностью для человеческого здоровья.
- Для очистки поверхности изделия после термодиффузионного цинкования не используются кислоты и другие агрессивные средства.
- Оборудование, на котором выполняется диффузионное поверхностное цинкование, отличается простотой управления и обслуживания.
- Процедура термодиффузионного покрытия цинком выполняется при более щадящем температурном режиме, если сравнивать ее с другими технологиями нанесения защитных покрытий.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
- Цинковый слой, формирующийся на поверхности изделия при использовании данной методики, отличается малопривлекательным сероватым цветом. Такая проблема решается путем нанесения на предварительно полученное термодиффузионное цинковое покрытие дополнительного декоративного слоя. Следует, однако, иметь в виду, что возможность нанесения такого слоя не оговаривается положениями ГОСТа. Во многих случаях, когда для оцинкованных металлических изделий эстетический фактор не столь важен, на такой недостаток не обращают внимания.
- Габариты изделий, которые могут быть подвергнуты термодиффузионному цинкованию, серьезно ограничены размерами герметичного контейнера, а также внутренним объемом нагревательной печи.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
- 1-й класс – толщиной 6–9 мкм;
- 2-й класс – 10–15 мкм;
- 3-й класс – 16–20 мкм;
- 4-й класс – 21–30 мкм;
- 5-й класс – 40–50 мкм.
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.

Рассматриваемый метод цинкования позволяет получить качественное цинковое покрытие толщиной 5–100 микрон
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
- остатков насыщающих смесей, которые не поддаются смыванию;
- вкраплений инородных тел;
- наростов;
- пустот и раковин;
- отслоений;
- трещин на поверхности;
- вздутий;
- даже очень незначительных по площади участков, на которых отсутствует покрытие.
Ознакомиться с требованиями ГОСТ к процессу обработки деталей методом термодиффузионного цинкования можно, скачав документ в формате pdf по ссылке ниже.
Источник
Особенности технологии термодиффузионного цинкования
Термодиффузионное цинкование – процесс получения покрытия слоем цинка любой стальной или чугунной поверхности изделия. Узнайте, как происходит процесс, какое оборудование используют дл я покрытия.

Для металла важно быть защищенным от коррозии, которая приносит колоссальные убытки во всем мире. Ведь согласно исследованиям не менее десяти процентов металла приходит в негодность именно из-за нее. Разработано много способов, как препятствовать такому деструктивному процессу. Большинство из них сводится к тому, чтобы блокировать доступ окисляющей среды к поверхности металла. Термодиффузионное цинкование как раз один из таких методов.
Термодиффузионный процесс нанесения цинковой оболочки примечателен еще тем, что позволяет замедлить и так называемую электрохимическую коррозию. Это связано со структурой металла цинка, который имеет более отрицательный потенциал, чем сталь. Поэтому в первую очередь разрушается он, локализуя и останавливая все очаги возникновения коррозии в любой точке покрытия.

Суть и назначение термодиффузионного цинкования
Человеком, благодаря которому технология термодиффузионного цинкования познала мир, был инженер-изобретатель из Англии по имени Шерард Коупер-Колс. Он предлагал насыщать поверхность изделий из стали цинком путем диффузии в искусственно созданной среде, где присутствуют высокие температуры. По прошествии более 100 лет эта технология получила развитие.
С химической точки зрения, прохождение процесса, при котором на стальной поверхности образуется слой цинкового покрытия, сопровождается переносом молекул цинка, вступлением их в связь с молекулами стали и образованием общей кристаллической решетки. Все это происходит при температуре около 450 °C (точнее, 400–450 градусов).
При проведении термодиффузионного цинкования не следует повышать температуру внутри бокса до 470 °C: это приводит к образованию более хрупкого отслаивающегося покрытия с плохими антикоррозионными свойствами.
Как упоминалось выше, термодиффузионное цинкование нацелено на достижение следующих результатов:
- Защита механического характера. Образованное цинковое покрытие не допускает внешнюю среду к физическому контакту с защищаемым металлом.
- Защита электрохимического характера. Цинк со сталью образуют пару гальваническую, где первый металл будет анодом, второй – катодом, то есть анод разрушается, за счет чего катод восстанавливается.
Как происходит процесс обработки
- Обработка изделий на предварительном этапе путем химического, механического или ультразвукового воздействия.
- Помещение деталей, прошедших предварительную обработку, в специальный рабочий бокс, куда также добавляется цинксодержащий порошок.
- Герметизация бокса и создание внутри него необходимой повышенной рабочей температуры.
- Выдержка изделий в течение определенного времени, извлечение их из камеры и проведение дополнительных мероприятий по обработке.

Процесс будет проходить более интенсивно, если такую камеру подвергать вращению.
Первый этап необходим для того, чтобы избавиться от раковин, отслоений, трещин, ржавчины и жировой пленки, которые могут образовываться на поверхности изделия и препятствовать осаждению цинка. Эффективно с этим справляться можно, подвергая детали обработке абразивными материалами в установках типа пескоструйных, далее следует обезжиривание химическими жидкостями и очистка ультразвуком, хотя диффузионный процесс менее требователен к чистоте поверхности, чем, к примеру, гальванический.
Когда термодиффузионное цинкование окончено, заготовки вынимают из камеры и подвергают ряду очисток. Первое, что удаляют, это оставшиеся частицы порошка, далее моют изделия и на последнем этапе проводят пассивацию – улучшение внешнего вида изделий, придание им декоративного товарного вида.
Достоинства и недостатки технологии
- Слой получается однородным, в нем отсутствуют поры, можно получить толщину с очень высокой точностью до 5 микрон при возможных диапазонах толщины 15–150 микрон.
- Из всех имеющихся способов цинкования слой, полученный термодиффузионным методом, самый стойкий к коррозии, что дает возможность экономить на толщине покрытия, не жертвуя при этом качеством.
- Цинковое покрытие устойчиво к изнашиванию за счет высокой прочности слоя и хорошей адгезии к поверхности основного металла. В числовом выражении его микротвердость доходит до 5000 МПа, слой цинка такой же толщины при гальваническом покрытии не превышает по твердости 400 МПа.
- При помощи термодиффузионного цинкования можно получить слой цинка на поверхности любой конфигурации, при этом не нарушая контуров изделия. Это особенно актуально при обработке резьбовых соединений.
- Технологический процесс получения оцинкованного слоя этим методом является чистым с точки зрения экологии.
- При термодиффузионном цинковании не наблюдается процесса водородного охрупчивания.
Термодиффузионное цинкование обладает и некоторыми недостатками:
- Это в первую очередь невысокие декоративные качества покрытия, которое имеет серый матовый оттенок.
- Также сложно создать большую камеру для проведения операций, в результате чего размеры деталей все же ограничены. Самая большая камера на сегодня имеет размер 1.5 метра длиной и 0.5 метра в диаметре.
- Цинкование термодиффузионным методом не отличается быстротой.
Чтобы избежать процесса спекания порошка с цинком при высоких температурах, что иногда наблюдается, в последний вводят инертные частицы, то есть наполнитель, который не дает соприкасаться частичкам цинка в порошке.
Область применения
- покрытие арматуры для газовой отрасли и нефтяной промышленности;
- дорожная сфера – металлические конструкции для ограждения мостовых и дорожных покрытий;
- строительная сфера и трубные сети – цинкование крепежной арматуры и элементов конструкций;
- мебельная отрасль – обработка фурнитуры;
- железнодорожные коммуникации – соединительные элементы и крепежные детали полотна железной дороги;
- запчасти автомобилей и общественного транспорта;
- энергетическая отрасль – обработка конструктивных составляющих электропередающих линий.
Оборудование для термодиффузионного цинкования
Стандартная линия организации покрытия металла слоем цинка должна иметь следующий перечень оборудования для термодиффузионного цинкования:
- оборудование печное в виде камеры или бокса с плотно закрывающейся крышкой, ретортами сменного типа или стационарными с объемом пространства для загрузки до 600 килограммов;
- оборудование отсыпное для реторт;
- установка для фосфатной пассивации;
- шкафы сушильные или печи сушильные проходные;
- электронные контроллеры толщины слоя цинка, раствора пассивационного;
- оснастка вспомогательного назначения.
Уважаемые посетители сайта, кто имеет представление о технологическом процессе термодиффузионного цинкования, поделитесь своим опытом в комментариях, поддержите тему.
Источник
Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.

Технология термодиффузионного цинкования предназначена для защиты от коррозии стальных и чугунных изделий
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°). В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой. При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.

При термодиффузионной обработке детали покрываются равномерном слоем цинка, включая отверстия и внутренние полости
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
- арматуру, применяемую в нефтяной и газовой отраслях;
- ограждающие дорожные и мостовые конструкции;
- элементы трубных коммуникаций и строительную арматуру;
- фурнитуру, используемую для изготовления мебели;
- арматуру, применяемую для укрепления железнодорожного полотна;
- конструктивные элементы автотранспортных средств;
- конструктивные элементы ЛЭП (линии электропередачи).
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.

Промышленная линия термодиффузионного цинкования
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.
- Проводится тщательная очистка поверхности изделия, которое будет подвергаться обработке.
- Необходимо обеспечить герметичность контейнера для термодиффузионного цинкования.
- Когда герметичность контейнера обеспечена, в нем необходимо создать инертную или восстановительную среду. Следует иметь в виду, что в окислительной среде цинкование выполнять нельзя.

Детали обработаны и загружены в специальную емкость для термодиффузионного цинкования
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.

Сравнительный анализ коррозионной стойкости
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.
- Обрабатываемая поверхность тщательно очищается (в производственных условиях для этого используют дробеметные, пескоструйные и ультразвуковые установки).
- Изделие и специальную смесь, за счет которой будет осуществляться насыщение его поверхности цинком, помещают в герметичный контейнер.
- В контейнере создается требуемая температура, при которой и протекает диффузионное поверхностное цинкование.

Печь для термодиффузионного цинкования
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор».
Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.
- Поверхность обработанного изделия и сформированный на ней цинковый слой характеризуются отличной адгезией.
- Данный метод обработки отличается экономичностью, так как для его реализации не требуются большие производственные площади, значительные затраты рабочей силы и электрической энергии.
- Технология термодиффузионного цинкования позволяет получать идеально ровное и однородное по своей толщине покрытие, отличающееся, кроме того, высокими защитными свойствами.
- За счет того, что термодиффузия осуществляется в герметичных контейнерах, данный процесс отличается токсической, химической и экологической безопасностью. При работе с такими установками человек не получит термический ожог, а также не подвергнется воздействию других факторов, которые бы могли негативно отразиться на его здоровье.
- Толщина цинкового слоя при использовании такой технологии хорошо поддается регулировке в достаточно широких пределах.
- Образующиеся в процессе термодиффузионного цинкования отходы легко утилизируются. При этом процесс такой утилизации, выполняемой по стандартной схеме, также не связан с опасностью для человеческого здоровья.
- Для очистки поверхности изделия после термодиффузионного цинкования не используются кислоты и другие агрессивные средства.
- Оборудование, на котором выполняется диффузионное поверхностное цинкование, отличается простотой управления и обслуживания.
- Процедура термодиффузионного покрытия цинком выполняется при более щадящем температурном режиме, если сравнивать ее с другими технологиями нанесения защитных покрытий.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
- Цинковый слой, формирующийся на поверхности изделия при использовании данной методики, отличается малопривлекательным сероватым цветом. Такая проблема решается путем нанесения на предварительно полученное термодиффузионное цинковое покрытие дополнительного декоративного слоя. Следует, однако, иметь в виду, что возможность нанесения такого слоя не оговаривается положениями ГОСТа. Во многих случаях, когда для оцинкованных металлических изделий эстетический фактор не столь важен, на такой недостаток не обращают внимания.
- Габариты изделий, которые могут быть подвергнуты термодиффузионному цинкованию, серьезно ограничены размерами герметичного контейнера, а также внутренним объемом нагревательной печи.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
- 1-й класс – толщиной 6–9 мкм;
- 2-й класс – 10–15 мкм;
- 3-й класс – 16–20 мкм;
- 4-й класс – 21–30 мкм;
- 5-й класс – 40–50 мкм.
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.

Рассматриваемый метод цинкования позволяет получить качественное цинковое покрытие толщиной 5–100 микрон
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
- остатков насыщающих смесей, которые не поддаются смыванию;
- вкраплений инородных тел;
- наростов;
- пустот и раковин;
- отслоений;
- трещин на поверхности;
- вздутий;
- даже очень незначительных по площади участков, на которых отсутствует покрытие.
Ознакомиться с требованиями ГОСТ к процессу обработки деталей методом термодиффузионного цинкования можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ Р 9.316-2006 Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроляСкачать
Источник: https://vseznatmozhno.ru/termodiffuzionnoe-tsinkovanie-detalej-iz-metalla-tehnologiya-protsessa
Технология термодиффузионного цинкования — технологические этапы и особенности
 Существует несколько способов защиты стали от коррозии. Среди электрохимических технология термодиффузионного цинкования (другое название – «шерардизация») считается самой эффективной. Что она собой представляет, каковы ее преимущества и основные этапы работы – тема предлагаемой статьи.
Существует несколько способов защиты стали от коррозии. Среди электрохимических технология термодиффузионного цинкования (другое название – «шерардизация») считается самой эффективной. Что она собой представляет, каковы ее преимущества и основные этапы работы – тема предлагаемой статьи.
В ГОСТ сказано, что технология термодиффузионного цинкования применяется при обработке образцов из стали, меди и чугуна. Однако это не единственно возможные варианты. Она была опробована и на ряде других металлов и сплавов; результат – положительный.
Особенности термодиффузионного цинкования
Плюсы технологии
- Двойная защита основы – электрохимическая + механическая.
- Степень антикоррозийной устойчивости – максимальная.
- Исключается риск появления «водородной хрупкости».
- Полное сохранение формы и рельефа образца.
- Возможность регулирования толщины цинкового слоя в большом диапазоне (как правило, 6 – 50 мкм, хотя и это не предел; превышение обговаривается с заказчиком).
- Минимальные затраты на стадии подготовки изделия к обработке.
- В процессе цинкования температура в печи повышается до уровня не более 500 0С, следовательно, расход эл/энергии существенно ниже, чем при осуществлении ряда других методик, предусматривающих термообработку изделий.
- Простейшая технология утилизации отходов.

Минус
Практическая реализация технологии термодиффузионного цинкования возможна лишь в условиях большого производства. В быту она неприменима, так как предполагает наличие специфического (дорогостоящего) оборудования.

Технологические этапы термодиффузионного цинкования
Механическая обработка основы
Способы и оборудование выбираются исходя из габаритов образцов, их формы, рельефности, степени загрязнения и ряду других параметров. В масштабах производства это, как правило, пескоструйные, дробеметные, ультразвуковые установки.
Помещение изделия в емкость (контейнер)
В резервуар добавляется смесь с повышенным содержанием цинка. Ее рецептура, масса определяются ТУ на готовую деталь. В первую очередь – требуемой толщиной защитного слоя. Одно из условий проведения термообработки – герметичность контейнера.

Непосредственное цинкование
Оно проводится при высоких температурах. Для этого контейнер помещается в специальную печь, и ему одновременно с нагревом придается вращение. Такая обработка позволяет получить максимальную однородность цинкового слоя по всей площади образца. В зависимости от условий (температура, скорость) процесс длится в пределах 2,5±0,5 часа.
Охлаждение
После завершения цинкования контейнер извлекается из печи. Разгерметизация емкости возможна при достижении значения ее температуры 60 ºС и менее. Только после этого производится выемка детали.
Очистка заготовки
Задача – удалить приставшие к основе фракции порошка.
Фосфатирование
Оно проводится в соответствие с ГОСТ №№ 9.305 и 9.402 в зависимости от вида дальнейшей обработки детали. Проще говоря, подо что она готовится – покраску или иное.

Доп/обработка поверхности
Ее специфика определяется заданными ТУ на образец.
После проведения всех указанных мероприятий осуществляется контроль качества.
В статье рассмотрены лишь общие вопросы, касающиеся термодиффузионного цинкования. Тем, кто хочет разобраться с данной технологией более подробно, автор рекомендует изучить ГОСТ № Р 9.316 от 2006 года.
Источник: https://ismith.ru/metal/texnologiya-termodiffuzionnogo-cinkovaniya/
Термодиффузионное цинкование (ТДЦ) в Москве
Предприятие «МирМет» уже на протяжении восьми лет работает в сфере производства покрытия для конструкций, изделий и деталей из чугунных материалов и стали, используя современный качественный способ ТДЦ — термодиффузионное цинковое покрытие.
Согласно СНиП 2.03.11 — 85, термодиффузионные цинковые покрытия — это в высокой степени характеризующиеся надежностью всфере предохранения металлических конструкций от коррозийных воздействий. СНиП выражает рекомендацию по применению диффузионного цинкования в средах, характеризующихся высокой агрессией.
Почему у нас заказывают холодное цинкование?

Цена формируется исходя из сложности и объема работ. Система скидок и бонусов для постоянных клиентов

Вы можете быть в нас уверены! Мы успешно осуществляем свою деятельность на рынке металлопроката с 2007 года

Производственные мощности компании позволяют реализовывать заказы в самые сжатые сроки и без задержек
Расчет стоимости доставки


На сегодняшний день «МирМет» предлагают услугу ТДЦ сортового металлопроката, имеющего длину до 3х метров:
- полосы;
- углы;
- швеллеры;
- профильные трубы;
- трубопроводная арматура;
- металлоконструкции;
- метизы;
- закладные детали;
Цены на термодиффузионное цинкование (только закладные детали,метизы)
| от 1 тонны | 40000 р. |
| от 5 тонн | 37000 р. |
| от 10 тонн | 35000 р. |
Что такое ТДЦ?
Это самый прогрессивный метод обработки по химико-термическому принципу; изделия обрабатываются в специальных печах с ретортой (камера с регулярным вращением), используется насыщающаяся смесь, которая имеет в своем составе аквтитор, инертный наполнитель и цинк.
Чему может служить термодиффузионное цинковое покрытие?
Для создания защитных антикороззийных условий для деталей, конструкций и изделий контактной сети. Данное покрытие характеризуется стойкостью, свойства которой установлены ГОСТ 9.316-2006.
Какие есть выгодные отличия у термодиффузионного цинкового покрытия перед конкурентами?
- Высокий уровень устойчивости к коррозийным явлениям.
- Покрытия отличаются лидирующими уровнями качества и экономичности ? за счет превышения стойкости горячего цинкования в три-три с половиной раза, что также гарантирует увеличение срока службы металлических изделий в несколько десятков раз.
- Отдельно отметим, что сопротивление коррозии данного покрытия существенно выше, чем качество аналогичного свойства у покрытий, которые были нанесены с помощью технологии горячего либо гальванического цинкования.
- Также этот метод можно сочетать с иными технологиями нанесения покрытий.
- В технологии процесса цинкования исключено водородное охрупчивание металлоизделий, что исключает, возможность внедрения атомов цинка в металлическую структуру.
О последовательности процесса:
- Детали и материалы приводятся в состояние готовности к цинкованию.
- Детали и материалы упаковываются в контейнеры или барабаны.
- Детали проходят химико-термическую обработку.
- Барабаны или контейнеры охлаждаются и распаковываются.
- Обработанные материалы извлекаются.
Данные рабочего пространства реторты печи и температурные данные:
| Диаметр | 900 мм. |
| Длина | 3000 мм. |
| Температура цинкования | От 330-450°С |
Во время процесса цинкования, контейнер постоянно пребывает в состоянии вращения, а прекращает свою работу непосредственно перед самым извлечение его из печи.
Наши клиенты, это строительные, автомобильные, автодорожные, строительные предприятия а также потребители сортового металлопроката. Наш выход на существенно новый уровень ТДЦ технологии дает нам уверенность в заинтересованности в наших услугах представителей энергетики, нефтяного комплекса и сферы ж/д транспорта.
Многочисленные экспертные исследования, проведенные в лабораторных условиях, а также многие испытания доказывают качественное превосходство технологии ТДЦ по сравнению с иными методами цинкования.
Источник: https://www.mirmt.ru/tsinkovanie-metall/termo.php
Термодиффузионное цинкование | Цинковый портал
Термодиффузионное цинкование — процесс формирования защитного слоя путем диффузионного внедрения атомов одного вещества (Zn) в кристаллическую решетку другого(Fe).
Чем глубже проникновение инородного вещества вглубь основы материала, тем выше прочность сцепления (связи) при термодиффузионном цинковании.
На поверхности формируется сплавное покрытие, состоящее из железа и цинка.
Термодиффузионное цинкование. Методика формирования поверхностного слоя
Диффузия – это направленное движение частиц под воздействием тепла. Термодиффузионное цинкование протекает в температурном диапазоне от 400 градусов до 500. Согласно диаграмме Fe — Zn, температура активно влияет на формирование структуры защитного слоя, толщина покрытия зависит от времени выдержки (продолжительности технологического процесса).
После термодиффузионного цинкования (химико-термической обработки) металлического изделия цинком на стальной подложке формируется поверхностный слой, который имеет двухфазную микроструктуру:
• Г-фаза формируется на поверхности матричной основы изделия, толщина слоя от 2 мкм до 4 мкм, содержание железа до 25%, цинка — до 75%,
• б1 – фаза – формируется на поверхности обрабатываемой детали, толщина слоя от 100 мкм до 160 мкм, содержание железа до 12%, цинка – до 88%. 
Цинковое покрытие при термодиффузионном методе обработке получается в результате нагрева исходной детали в рабочей зоне спецоборудования вместе с насыщающей, диффузионной смесью.
Технологический состав для ХТО включает в себя цинковый порошок (цинковую пыль), инертный разбавитель, активатор.
Различные добавки, входящие в насыщающую смесь, влияют на определенные технологические свойства покрытия, ускоряют процесс термодиффузионного цинкования.
Микроструктура поверхностного слоя зависит от
• температуры протекания технологического процесса,
• времени выдержки в насыщающей среде,
• состава диффузионной смеси.
При термодиффузионном цинковании защита металлической основы от коррозионного разрушения происходит электрохимическим способом, т.к. наносимое покрытие является анодом, а черный металл — катодом.
Каждая последующая структурная фаза, по мере приближения к матрице, становится катодом по отношению к предыдущей составляющей.
После цинкования на обработанной поверхности образуется гладкое, беспористое покрытие, которое точно повторяет все конструкционные особенности изделия. Толщина диффузионного слоя равномерна, одинакова по всей длине. Цвет покрытия светло-серый.
Оцинковку можно производить на деталях, изготовленных из высоко- и низкоуглеродистых стали, а также на изделиях из чугуна. 
Для улучшения товарного вида оцинкованных изделий и для повышения характеристик коррозионной устойчивости производится дополнительная поверхностная обработка (фосфатирование, пассивирование, промасливание), после чего процент коррозионной стойкости увеличивается еще на 12- 15 единиц.
Оборудование для термодиффузионного цинкования
Для цинкования используется специальное оборудование:
• барабаны,
• контейнеры,
• реторты,
• печи. 
Для нагрева и поддержания определенного температурного режима в химико-термических установках применяют термостойкие нагреватели.
Основные преимущества защитного покрытия после термодиффузионного цинкования
- Высокая коррозионная стойкость.
- Отсутствие водородной охрупчиваемости (электрохимическое цинкование).
- Эксплуатационная надежность (высокая износостойкость).
- Цинковое покрытие обладает достаточной пластичностью (твердая смазка).
- Прочное сцепление поверхностного слоя с матричным основанием (диффузионная связь).
- Высокая твердость защитного слоя, низкий коэффициент абразивного износа.
Термодиффузионное цинкование используется для нанесения защитного покрытия на детали и изделия, используемые в нефте- и газодобывающих отраслях, для защиты водопроводов и газопроводов, в строительной индустрии.
Дополнительная обработка поверхности после термодиффузионного цинкования (фосфатирование, покраска, промасливание и др.) расширяют области практического применения.
Источник: http://www.zinkportal.ru/termodiffuzionnoe-cinkovanie/
Особенности термодиффузионного цинкования металлоизделий в электромагнитном поле (ТДЦЭ)

Одним из наиболее распространенных способов защиты от коррозии металлоизделий является их оцинковка. Объясняется это тем обстоятельствам, что цинк имеет стационарный потенциал, 0,2-0,3 мВ более отрицательный, чем у железа. При воздействии электролитов, содержащихся в агрессивных средах морской или промышленно-городской атмосферах, а также во влагонасыщенных бетонах, цинковое покрытие медленно растворяется за счет электрохимических реакций, защищая, тем самым, ферритную подложку. Таким образом, цинковое покрытие выполняет роль протектора, «размазанного» по поверхности защищаемой стальной конструкции.
Цинковое покрытия сравнительно дешевы и обеспечивают длительную противокоррозионную защиту стальной подложки.
Наибольшее распространение в практике защиты от коррозии металлоизделий нашли следующие методы цинкования: гальваническое, «горячее» из расплава цинка, газотермическое цинкование напылением, «холодное» путем окраски металлоизделий цинкнаполненными красками, термодиффузионное цинкование. Рассмотрим преимущества и недостатки данных методов.
Гальваническое цинкование, по причине получения слишком тонких покрытий и формирования покрытия в специальных малоемких ваннах, неприемлемо для защиты крупногабаритных металлических конструкций.
Подготовка стальной поверхности под гальваническое цинкование производится экологически опасным методом химического травления в кислотах, что может увеличить риск наводороживания металла, способствующего непредсказуемому хрупкому разрушению ответственных металлоконструкций, работающих в сложном состоянии.
Способ горячего цинкования заключается в окунании предварительно очищенных химическим способом (травлением в кислоте) металлоизделий в ванну с расплавом цинк-алюминевого сплава при температуре 460-480 оС с выдержкой в течение 10-15 минут.
Достоинства горячего цинкования
- Сравнительная простота, низкая стоимость и технологичность операций по цинкованию;
- Сравнительно высокая защитная способность и долговечность, определяемая выбранной толщиной покрытия от 30 до 300 мкм при скорости коррозионного износа покрытия, равной 2-3 мкм в год в умеренно холодном климате в неагрессивных средах;
- Горячее цинковое покрытие в принципе не подлежит последующему окрашиванию, за исключением поверхностей, требующих декоративной окраски.
Недостатки горячего цинкования
- Сложность и экологическая опасность подготовки поверхности под покрытие травлением, а также риск новодораживания;
- Необходимость постоянного круглосуточного поддержания температуры расплава цинка, что требует значительного расхода энергетических затрат;
- Неравномерность толщины покрытия на цинкуемой поверхности, образование наплывов (при вынимании конструкций из ванны с вязким расплавом) на нижних кромках и в отверстиях, что требует проведения последующих дорогостоящих работ по зачистке цинкового покрытия в местах прилегания монтажных поверхностей;
- Сравнительно низкая адгезивная связь с подложкой;
- Значительные технологические потери дорогостоящего цинка, проявляющиеся при образовании соединения цинка с железом в ванне расплава (так называемый, гартцинк, до 1/3 от количества потребляемого цинка);
- Существующие ванны горячего цинкования позволяют оцинковывать металлоконструкции длиной до 11 м, обычно применяются для оцинковки строительных изделий в виде перил, дорожных ограждений, электрических фонарей, молниеотводов и тому подобных конструкций;
- Высокая начальная затратная стоимость организации участка горячего цинкования, достигающая 10 млн долларов США;
- Во многих регионах России (Сибири, Дальний Восток) участки горячего цинкования вообще отсутствуют;
- Необходимость дополнительной поверхности или искусственное ее старение под окрашивание, что также удорожает производство.
Видео: Процесс горячего цинкования металлоизделий
Газотермическое и термодиффузионное цинкование
При газотермическом цинковании напыление наносится на конструкции, элементы и их детали, форма поверхности которых позволяет направить на нее струю распыляемого металла под углом 90-45 градусов.
Способ пригоден для нанесения покрытия на изделия любых габаритов, мобилен.
Стоимость нанесения таких покрытий в 3-4 раза дороже цинкования с помощью других методов, в результате газотермического цинкования получается неравномерная толщины покрытия на цинкуемой поверхности, сложность контроля за выполнением работ и получения покрытия, которое соответствует нормативным документам, узкие зазоры (< 20 мм) глубокие отверстия (глубина > 50 мм), карманы и другие недоступные для напыления места недопустимы (согласно ГОСТ 28302-89), необходимо применять меры предупреждающие деформацию конструкций и изделий.
В последние годы традиционный метод получения термодиффузионных покрытий (ТДЦ) был усовершенствован и убраны недостатки метода, путем замены радиационного нагрева реторт с цинкуемыми деталями на индукционный нагрев.
В предлагаемом способе термодиффузионного цинкования в электромагнитном поле — ТДЦЭ (патент на изобретение № 2424351 «Способ нанесения цинкового покрытия и установка для его осуществления») реторта помещается внутрь камеры с индуктором.
В связи с тем, что находящаяся внутри реторты шихта является парамагнитным и мелкодисперсионным материалом, она практически прозрачна для электромагнитных волн, генерируемых индуктором, следовательно, нагрев шихты происходит за счет конвективной передачи тепла от корпуса реторты и цинкуемых изделий.
В отличие от шихты, цинкуемые металлоизделия ферромагнитны. В результате в изделиях, помещенных в магнитное поле индуктора, возникают вихревые токи, которые нагревают изделия до температур 500-800 оС внутри объема реторты.
Процесс термохимической диффузии сокращается в десятки раз, поскольку разогрев деталей происходит за 25-30 минут в зависимости от величины подводимой электрической мощности, магнитных свойств и толщины материала реторты, а также массы обрабатываемых изделий.
Структура покрытия практически состоит из α- и δ-фазы, прослойка Г-фазы, снижающая качество покрытия, ничтожно мала. Содержание цинка в верхнем слое покрытия толщиной 60 мкм достигает 98%.
Требуемая толщина покрытия регулируется временем прогрева, заданной температурой цинкования, характеристикой сортамента металлоизделий, загружаемых в реторту, и составом шихты.
Рассмотрим еще одну важную особенность предлагаемого способа термодиффузионного цинкования.
Использование индукционного нагрева позволяет, в отличие от способа традиционной термодиффузии с радиационном нагревом, формировать однородный цинковый слой требуемой толщины за счет токов индукции и тепла, идущего изнутри цинкуемой детали, происходит полный переплав старого и последующего слоев цинка. Таким образом, использование индукционного обогрева позволяет, в отличие от других способов цинкования, восстанавливать цинковое покрытие, если его толщина недостаточна или если оно повреждено.
Резюмируя все вышесказанное, к достоинствам метода термодиффузионного цинкования в электромагнитном поле (ТДЦЭ) можно отнести следующее:
- Детали цинкуются в герметически закрытых ретортах, поэтому процесс диффузионного цинкования экологически безопасен и не требует создания очистных сооружений;
- Получаемое покрытие не имеет пори за счет диффузионного слоя имеет прочную адгезионную связь с подложкой, т.к. покрытие представляет собой многослойный набор интерметалидов, в том числе проникшие в тело подложки, что очень важно при защите металлоизделий, используемых в «тяжелых» условиях, например в ледовой обстановке, перепадов температур;
- Метод позволяет осуществлять упрочнение изделий и ремонтные работы по восстановлению поверхностного слоя изделий;
- Защитная способность покрытия многократно выше, чем у гальванических, и выше, чем у покрытий, образованных методом горячего цинкования;
- Толщина покрытия может быть любой (по техническому заданию заказчика) и зависит от времени выдержки цинкуемых деталей в печи и используемой рецептуры смеси;
- Диффузионный цинк покрывает детали равномерным слоем без наплывов, точно повторяя профиль цинкуемой поверхности, обеспечивая равномерную толщину с точностью воспроизведения профиля от 10 до 300 мкм, любым необходимым слоем, на любом необходимом участке без наплывов, включая элементы сложной конфигурации, резьбовые соединения (при покрытии данных изделий от 10 до 30 мкм), возможность выборочного покрытия участков, включая глухие отверстия, элементы сложной конфигурации, щели, полости, резьбу т.п.;
- Метод позволяет, в отличие от других, оцинковывать длинномерные трубы с обеих сторон, а при необходимости покрывать только внутреннюю или только наружную поверхность труб, в зависимости от размещения порошковых цинк-содержащих смесей – снаружи или внутри труб;
- Отходы производства не требуют захоронения и могут быть использованы в качестве наполнителей строительных бетонных смесей;
- Диффузионное цинковое покрытие сертификатом Госсанэпиднадзора № 78.1.3.315.П.17512.9.99 от 06.09.1999 допущено к контакту с водой питьевого и бытового водоснабжения.
Особенно подробно отметим роль метода и необходимость применения метода ТДЦЭ (основываясь на ранее изложенном) в областях, где применяются железобетонные конструкции (ледостойкие морские платформы, гидротехнические сооружения и пр.).
железобетонные конструкции, несмотря на высокие прочностные показатели, в процессе эксплуатации склонны к разрушению. Объясняется это тем, что бетоны имеют достаточно пористую структуру, которая активно поглощает влагу.
И хотя при насыщении бетон становится прочнее, при отрицательных температурах проникшая в бетон вода, замерзая и расширяясь, образует трещины в монолитной структуре.
Возросшее в последние годы содержание углекислого газа в атмосфере приводит также к карбонизации бетона. Содержащаяся в материале известь (гидроксид кальция) превращается в карбонат кальция, снижается показатель рН, т.е.
повышается кислотность среды внутри бетона, благодаря чему начинается интенсивная коррозия поверхности стальных конструкций, соприкасающихся с бетоном.
Также пористость и появление и появление трещин в бетоне облегчает поступление влаги, воздуха и агрессивных веществ из окружающей среды к поверхности арматуры, вследствие чего ее пассивное состояние в местах расположения трещин нарушается, в результате нарушения ее пассивности, вызываемого уменьшением щелочности до рН < 12, возникает коррозия стали, снижается сцепление арматуры с бетоном. Ржавчина, формирующаяся при окислении стали, имея объема в 14 раз больший, чем монолитный металл, повышает внутреннее давление в бетоне и приводит к разломам бетона и оголению стальных конструкций. Оголенный металл еще стремительнее корродирует, способствуя дальнейшему разрушению бетона. Скорость карбонизации может достигать от 1 до 6 мм в год.
Хлориды, содержащиеся в морской атмосфере и в агентах-антиобледенителях, также способствуют разрушению бетона, так и стальной арматуры. Поскольку процессы карбонизации, а также воздействие хлоридов и сульфатов неизбежны, представляется целесообразным нанести на стальные, омоноличиваемые стальные мостовые конструкции защитные покрытия, препятствующие разрушению.
В соответствии с рекомендациями ГОСТ 31384-2008 (Приложения Е и И) и СНиП 2.03.11-85 бетонируемые стальные конструкции должны быть защищены от коррозии.
Стальные строительные детали рекомендуется перед закладкой в бетон металлизировать путем горячего цинкования в расплаве, газотермического напыления, термодиффузионного цинкования, а также методом «холодного цинкования» цинкнаполненными красками.
Толщина цинкового покрытия должна быть не менее 100-120 мкм, чтобы исключить пористость металлического слоя и снизить интенсивность растворения цинка.
Поскольку работы по металлизации напылением на поверхности закладной арматуры представляются весьма трудоемкими, наиболее технологичным способом их оцинковки может служить термодиффузионное цинкование (ТДЦ) в специальных ретортах, позволяющих оцинковывать длинномерные изделия длиной до 12 м. метод ТДЦ может быть усовершенствован за счет обогрева цинкуемых изделий электроиндуктивным методом (ТДЦЭ), что на порядок интенсифицирует и ускоряет процесс оцинковки и повышает качество обрабатываемого изделия.
Технология ТДЦЭ и покрытие соответствуют нормативным документам:
- ГОСТ Р 9.316-2006 «Покрытия термодиффузионные цинковые. Общие требования и методы контроля;
- ГОСТ Р 51163-98 «Покрытия термодиффузионные цинковые для крепежных и других мелких изделий»;
- РД «Покрытия цинковые для стальных изделий морской техники. Технологический процесс нанесения цинковых покрытий термодиффузионным способом в электромагнитном поле» ГКЛИ 3240-0392012;
- РД «Покрытия цинковые защитные стальных труб судовых систем. Технические требования. Типовой технологический процесс». РД 5.95027-88;
- СТО 02494680-0034-2004 «Покрытия защитные термодиффузионные цинковые на элементах металлических конструкций и крепежных изделиях. Общие технические условия» Стандарт организации ЦНИИ ПСК им. Мельникова.
В настоящее время разработан новый инновационный способ (Патент на изобретение № 2424351) нанесения термодиффузионных цинковых покрытий (и др.
покрытий), создана установка в результате исполнения государственной программы по развитию гражданского флота ОКР «Термодиффузия», прошли предусмотренные программой испытания на коррозионную стойкость, механическую прочность и стойкость к абразивному износу.
Установка позволяет производить термодиффузионное цинкование в электромагнитном поле длинномерных металлоконструкций с производительностью до 20 т/час (в зависимости от конструктивных особенностей изделий).
Данная установка способна на промышленном уровне решать задачи коррозионной защиты металлоконструкций. Что значительно расширяет возможности и границы использования инновационного способа – термодиффузионного цинкования в электромагнитном поле (ТДЦЭ) металлоизделий.
Сравнительный анализ характеристик цинковых защитных покрытий
| Характеристики цинковых покрытий | Горячее цинкование | ТДЦ | ТДЦЭ |
| Фазовый состав | |||
| α-фаза | Fe21Zn | Fe21Zn | Fe21Zn |
| γ-фаза | Fe3Zn10 | Fe3Zn10 | Fe3Zn10 |
| σ-фаза | FeZn11 | FeZn12 | FeZn7 |
| ζ-фаза | FeZn13 | ||
| η-фаза | Zn, ZnO | ZnO | |
| Плотность поверхностного слоя, г/см3 | 7,13 | 7,22 | 7,25 |
| Микротвердость поверхностного слоя, МПа | 350 | 3470 | 3830 |
| Средняя скорость изменения удельной массы образца, г/(см2/ч) | -7,5·10-7 | -5·10-7 | -4·10-7 |
Установка термодиффузионного цинкования
 По материалам журнала «ЛКМ Лакокрасочные материалы и их применение»
По материалам журнала «ЛКМ Лакокрасочные материалы и их применение»
Источник: https://www.infrahim.ru/sprav/publications/production/osobennosti_termodiffuzionnogo_tsinkovaniya_metalloizdeliy_v_elektromagnitnom_pole_tdtse/
Термодиффузионное цинкование
«Завод оцинкованных металлоконструкций» производит термодиффузионное цинкование на печах Дистек-125. Габариты реторты: длина 3000мм, диаметр 700мм.
Сотрудничая с нами, вы получаете:
- Приемлемые цены от 22 руб./кг.
- Пропускную способность до 60 тонн в месяц;
- Возможность пассивации изделий после цинкования;
- Высочайшее качество покрытия;
- Услуги по очистке металлоизделий;
- Кратчайшие сроки;
- Оперативное заключение договора;
Данный вид цинкования позволяет защищать от коррозии детали из любых марок стали, в том числе высокопрочных, и чугуна без изменения свойств основного металла.
Перед загрузкой изделий проверяется состояние их поверхности. При необходимости проводится дробеструйная обработка, сушка, очистка изделий от окалины и окисной пленки. Для мелких изделий дополнительно предусмотрена операция обезжиривания поверхности. ТДЦ длинных изделий проводится в следующем порядке:
- изделия загружаются в контейнер;
- после загрузки изделий, в контейнер засыпается порция насыщающей смеси и закрывается крышка;
- контейнер переносится цеховым краном в печь или на стеллаж;
- в печи производится термодиффузионного насыщения поверхности изделий цинком в автоматическом режиме;
- выгрузка контейнера из печи и остывание на стеллаже.
- после разгерметизации контейнера производится выгрузка изделий;
Изделия проходят финишную обработку поверхности в следующей последовательности:
- промывка изделий водой для удаления остатков отработанной насыщающей смеси;
- фосфатная пассивация в ванне с раствором;
- ополаскивание изделий водой;
- сушка изделий в калориферной установке;
- проверка качества покрытия изделий и отправка их на склад готовой продукции.
Цех ТДЦ представляет комплекс оборудования, увязанного в единую технологическую цепочку – линию. Линия оборудована компьютерной системой визуализации процесса, которая включает:
- автоматический расчет технологических режимов покрытия конкретных изделий в программе «TDZpro»;
- назначение и автоматической управление процессом насыщения изделий в печи «Distek 3600» с записью процесса в базе данных программы.
Система позволяет наблюдать за работой линии в удаленном режиме через Интернет и отслеживать прохождение отдельного заказа по операциям на дисплее в режиме реального времени.
Система обеспечивает архивацию всех параметров процесса ТДЦ, как заданных технологом, так и полученных на практике, включая фиксацию фактической толщины покрытия, замеренного представителем ОТК и отдельных замечаний по качеству.
Термодиффузионное цинкование имеет ряд существенных преимуществ:
- высокая антикоррозионная стойкость;
- покрытие в точности воспроизводит профиль поверхности изделия в целом и отдельных деталей на ней (резьбу, маркировку, другой тонкий рельеф поверхности).
- покрытие имеет более высокую твердость, чем другие цинковые покрытия и обладает хорошим сопротивлением абразивному износу.
- температура насыщения относительно невелика, поэтому покрытие может быть нанесено на пружинные и другие предварительно термообработанные детали.
- процесс может быть использован для нанесения покрытий на изделия, полученные по порошковой технологии, на пористые изделия, а также на предварительно собранные подвижные узлы и сварные изделия.
- детали, подвергаемые насыщению, требуют минимальных затрат на подготовку поверхности к покрытию. Допускается наличие на деталях пятен коррозии, остатков смазки и СОЖ.
- в процессе исключено образование жидких и твердых отходов, нуждающихся в нейтрализации или захоронении.
- покрытие представляет собой интерметаллид железо-цинк переменного состава, в основном FeZn7 (α1-фаза). Плотность этой фазы 7,2 см3, микротвердость ~ 4500 МПа.
- толщина покрытия может варьироваться в пределах от 20 до 100 мкм и более.
- покрытие, получаемое по процессу «DiSTeK», полностью соответствует требованиям ASTM B633, ASTM B695, Британского стандарта BS 4921:1988 и ГОСТ Р 51163-98 Российской федерации.
Получаемое покрытие однородно по толщине, имеет матовый темно-серый (возможно варьировать) цвет. Антикоррозионная стойкость такого покрытия превосходит по своим защитным свойствам другие цинковые покрытия.
Классы покрытий в зависимости от толщины цинкового покрытия определяют по таблице 1.
Таблица 1 — Классы покрытий
|
Класс покрытия |
Толщина покрытия, мкм, не менее |
|
|
|
Недостатком термодиффузионного цинкования является отсутствие у готового изделия декоративных свойств: покрытие имеет матовую поверхность серого цвета.
Для улучшения внешнего вида «Завод оцинкованных металлоконструкций» предлагает производить последующую покраску цинкосодержащими эмалями или порошковую покраску.
ООО «Завод оцинкованных металлоконструкций» проводится весь комплекс работ по термодиффузионному цинкованию и финишной обработке мелких изделий:
- гвозди строительные, машинные, специальные (ершенные, навинтованные, квадратные, обойные, кровельные, отделочные, палетные, формовочные, шиферные, финишные, тарные, рифленые и др.);
- шурупы (специальные, термоупрочненные)
- винты (стандартные, специальные, самосверлящие и самонарезающие)
- болты (с полукруглой, шестигранной или потайной головкой )
- гайки (шестигранные, клапана отбоя и клапана отдачи амортизатора)
- заклепки
При цинковании резьбовых деталей метод ТДЦ за счет равномерности покрытия не требуется последующая обработка резьбы.
Источник: http://zmk-zinc.ru/termodiffuzionnoe-cinkovanie