
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО “РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ”
РАСПОРЯЖЕНИЕ
от 22 декабря 2016 г. № 2631р
Об утверждении Инструкции по осмотру, освидетельствованию, ремонту и формированию колесных пар локомотивов и моторвагонного подвижного состава железных дорог колеи 1520 мм
В целях обеспечения безопасности движения локомотивов и моторвагонного подвижного состава (МВПС) железных дорог колеи 1520 мм:
1. Утвердить и ввести в действие с 1 января 2017 г. прилагаемую Инструкцию по осмотру, освидетельствованию, ремонту и формированию колесных пар локомотивов и моторвагонного подвижного состава железных дорог колеи 1520 мм (далее – Инструкция).
2. Вице-президенту Акулову М.П., вице-президенту – начальнику Дирекции тяги Валинскому О.С., вице-президенту – начальнику Департамента безопасности движения Шайдуллину Ш.Н., начальнику Центра технического аудита Гапееву С.Н., начальнику Центральной дирекции моторвагонного подвижного состава Касаткевичу А.В., генеральным директорам АО “Федеральная пассажирская компания” Иванову П.В. (по согласованию), АО “ВНИИЖТ” Степову В.В. (по согласованию), АО “ВНИКТИ” Коссову В.С. (по согласованию), ООО “Локомотивные технологии” Белинскому А.А. (по согласованию), ООО “СТМ-Сервис” Измайлову А.Р. (по согласованию):
а) организовать до 1 января 2017 г. изучение причастными работниками требований настоящей Инструкции;
б) обеспечить с 1 января 2017 г. соблюдение требований настоящей Инструкции при производстве осмотра, освидетельствования, ремонта и формирования колесных пар локомотивов и моторвагонного подвижного состава железных дорог колеи 1520 мм.
3. Признать утратившим силу с 1 января 2017 г. Руководство по эксплуатации, техническому обслуживанию и ремонту КМБШ.667120.001РЭ “Колесные пары тягового подвижного состава железных дорог колеи 1520 мм”, введенное в действие распоряжением ОАО “РЖД” от 24 апреля 2006 г. N 786р.
4. Контроль за исполнением настоящего распоряжения возложить на вице-президентов Акулова М.П. и Валинского О.С. по кругу ответственности.
Первый вице-президент ОАО “РЖД”
А.А.Краснощек
1. Область применения
Настоящая Инструкция распространяется на колесные пары локомотивов и моторвагонного подвижного состава (МВПС) колеи 1520 мм, эксплуатируемых на железнодорожных путях общего пользования инфраструктуры ОАО «РЖД» с установленными скоростями движения до 200 км/ч. Локомотивы и МВПС далее именуются тяговый подвижной состав (ТПС).
Если в настоящей Инструкции не упоминаются технические требования к ремонту и техническому содержанию в эксплуатации колёсных пар ТПС конкретных серий, то в этом случае надлежит руководствоваться техническими требованиями, указанными в конструкторской и ремонтной документации для этих ТПС.
Требования настоящей Инструкции не распространяются на электропоезда VelaroRus «Сапсан», DesiroRus «Ласточка» и «Аллегро», требования к которым регламентируются отдельными нормативными документами ОАО «РЖД» и конструкторской документацией завода-изготовителя.
Техническое обслуживание и ремонт ведомых зубчатых колес с упругими резинометаллическими элементами, узлов и деталей приводов колесных пар с опорно-рамным и опорно-осевым подвешиванием тяговых электродвигателей, узлов и деталей колесных пар с моторно-осевыми подшипниками качения и кассетными буксовыми подшипниками должны производиться согласно требованиям соответствующих действующих чертежей, технологических инструкций, ремонтных руководств.
Ремонт колесных пар с моторно-осевыми подшипниками качения и буксовыми подшипниками кассетного типа производится в соответствии с конструкторской документацией завода-изготовителя.
Вся вновь издаваемая эксплуатационная и ремонтная документация по колесным парам должна соответствовать требованиям настоящей Инструкции, а действующая документация должна быть приведена в соответствие с ними. Ссылка на настоящую Инструкцию с указанием в перечне используемой документации (руководств и т.д.) при проведении технических обслуживаний и текущих ремонтов ТПС обязательна.
Требования настоящей Инструкции в части норм, устанавливающих порядок технического обслуживания и ремонта (в т.ч. осмотра и освидетельствования) колесных пар обязательны для всех организаций, производящих формирование, ремонт, техническое обслуживание и эксплуатацию колесных пар ТПС, эксплуатируемого на железнодорожных путях общего пользования инфраструктуры ОАО «РЖД».
Требования настоящей Инструкции в части требований к персоналу, связанному с формированием, освидетельствованием, ремонтом и эксплуатацией колесных пар (в том числе, устанавливающие порядок допуска к соответствующим работам, проверки знаний,форму удостоверения и др.), а также в части оснащения оборудованием (приложения Ж, И) могут быть обязательны для предприятий, не входящих в структуру ОАО «РЖД», только на основании соответствующего договора (соглашения).
2. Термины, применяемые в инструкции
Железнодорожный тяговый подвижной состав (ТПС)- совокупность видов железнодорожного подвижного состава, обладающего тяговыми свойствами для выполнения перевозочного процесса и включающая в себя локомотивы и моторвагонный подвижной состав.
Локомотивы- железнодорожный подвижной состав, предназначенный для обеспечения передвижения по железнодорожным путям поездов или отдельных вагонов.
Моторвагонный подвижной состав (МВПС)- состав сформированный из вагонов электропоездов, дизель-поездов, автомотрис или рельсовых автобусов, предназначенных для перевозки пассажиров.
Формирование колесных пар – изготовление колесных пар из новых составных частей.
Ремонт колесных пар – комплекс операций по восстановлению работоспособности или исправности колесной пары и восстановлению ее ресурса. [ГОСТ 18322]
Ремонтное депо- сервисное локомотивное депо, выполняющее освидетельствование и ремонт колесных пар локомотивов или мотор-вагонное депо, выполняющее освидетельствование и ремонт колесных пар МВПС.
Осмотр колесных пар – комплекс контрольных операций для определения технического состояния колесной пары, который включает в себя визуальный контроль, измерение размеров обнаруженных дефектов, проверку посадки бандажа и бандажного кольца остуки- ванием слесарным молотком, проверку нагрева в эксплуатации подшипниковых узлов, а также, при необходимости, измерение геометрических параметров бандажа (обода цельнокатаного колеса).
Обыкновенное освидетельствование колесных пар – комплекс технологических операций для определения технического состояния колесной пары и отдельных ее составных частей, которые выполняются визуально, измерением геометрических параметров и дефектоскопией.
Полное освидетельствование колесных пар – комплекс технологических операций для определения технического состояния колесной пары и всех ее составных частей, при необходимости, с проверкой на прессе соединений с натягом и ремонтом колесной пары со сменой хотя бы одной составной части.
Визуально-оптический контроль (ВОК)- метод неразрушающего контроля, основанный на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов.
Ультразвуковой контроль (УЗК) – метод неразрушающего контроля, основанный на регистрации параметров упругих волн, возбуждаемых и (или) возникающих в контролируемом объекте.
Вихретоковый контроль (ВТК) – вид неразрушающего контроля, основанный на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте.
Магнитопорошковый метод (МПК) – метод неразрушающего контроля, основанный на регистрации магнитных полей рассеяния над дефектами с использованием в качестве индикатора ферромагнитного порошка или магнитной суспензии.
Волосовины – продольные тонкие расслоения металла, получившиеся вследствие раскатки газовых пузырей или неметаллических включений, имевшихся в металле.
Плена – тонкое, местное «языкообразное» отслоение металла, частично соединенное с основным металлом.
Раковина- дефект металлургического происхождения в виде неметаллических включений (песка, шлака), закатанных внутрь металла и пустот от усадки металла при неравномерном остывании, выходящих на поверхность катания колеса по мере его износа.
Выщербина – выкрашивание кусочков металла на поверхности катания бандажа (цельнокатаного колеса).
Наклонная трещинана оси- трещина, расположенная к образующей оси под углом более 30°.
Прокат – круговой износ бандажа (цельнокатаного колеса) в плоскости круга катания, определяемый как разность между исходной высотой гребня и действительной его высотой, полученной при измерении.
Навар – кольцевые наплывы со смещением металла на поверхности катания бандажа (цельнокатаного колеса).
Ползун (выбоина) – плоское место на поверхности катания.
Остроконечный накат гребня – пластическая деформация поверхностных слоев металла гребня в сторону его вершины на расстоянии 2 мм от вершины гребня и до 13 мм от круга катания.
3. Общие положения
3.1. Каждая колесная пара должна удовлетворять требованиям настоящей Инструкции. Подшипниковые узлы, установленные на колесных парах, должны удовлетворять требованиям руководства по техническому обслуживанию и ремонту «Узлы с подшипниками качения железнодорожного тягового подвижного состава» ПКБ ЦТ.06.0073.
Выполнение требований настоящей инструкции обязательно для всех работников, связанных с формированием, освидетельствованием, ремонтом и эксплуатацией колесных пар.
Перечень технической документации, применяемой при осмотре, освидетельствовании, ремонте и формировании колесных пар тягового подвижного состава приведен в приложении А.
3.2. Каждая колесная пара и составные части колесной пары должны иметь знаки маркировки и клейма, установленные соответствующими стандартами, конструкторской документацией и настоящей Инструкцией (п.12).
3.3. Колесные пары должны подвергаться осмотру, периодическим измерениям, обточке без выкатки, обыкновенному, полному освидетельствованию в соответствии с порядком, установленным настоящей Инструкцией.
3.4. Ответственность за содержание инструментов и средств измерений в исправном состоянии, а также за сроки поверки (калибровки) средств измерений возлагается на начальника колесного цеха или мастера, руководящего ремонтом и формированием колесных пар.
Ответственность за организацию своевременного проведения поверки (калибровки) средств измерений возложена на главного инженера предприятия или другое должностное лицо, назначенное в установленном порядке.
3.5. Состояние оборудования, приспособлений и инструмента для освидетельствования и ремонта колесных пар, а также соблюдение требований настоящей Инструкции на заводах и в ремонтных депо ежегодно должно проверяться комиссиями, утвержденными руководителем предприятия, в составе:
В состав комиссии могут быть включены должностные лица с обязанностями, аналогичными указанным.
3.6. Составные части колесной пары в ремонтных депо (колесо-ремонтных мастерских, производственных участках, производственных цехах) и на ремонтных заводах должны проверяться методами неразрушающего контроля (НК) в соответствии с СТО РЖД 11.008-2014 и в сроки, установленные настоящей Инструкцией, с соблюдением требований действующих инструкций.
Требования к персоналу по НК в соответствии с СТО РЖД 11.008-2014.
Комплексные проверки рабочих мест дефектоскопистов должны проводиться периодически, но не реже 1 раза в год, комиссиями в составе:
- в ремонтном депо -главного инженера (председатель комиссии), главного технолога (или инженера по ремонту), руководителя подразделения неразрушающего контроля и приемщика локомотивов и МВПС;
- на заводе – главного инженера или директора (заместителя директора) (председатель комиссии), начальника отдела неразрушающего контроля, контрольного мастера ОТК и инспектора-приемщика ЦТА ОАО «РЖД».
3.7. В эксплуатации и на предприятиях, производящих формирование, освидетельствование и ремонт колесных пар, должны вестись книги, журналы, ведомости по учету в соответствии с установленными формами, а также формуляры колесных пар ТПС (приложение Б) и формуляры большого зубчатого колеса (приложение В). Эти документы должны разборчиво заполняться и подписываться ответственными лицами, назначенными приказом руководителя предприятия. Исправления допускаются только красной пастой (чернилами) за подписью лица, внесшего исправление с расшифровкой фамилии и инициалов, с указанием даты внесения исправления. Страницы книг, журналов первичной учетной документации должны быть пронумерованы, прошнурованы, заверены подписью ответственного лица за их ведение и скреплены печатью предприятия.
Перечень учетной документации, используемой в эксплуатации и на предприятиях, производящих формирование, освидетельствование и ремонт колесных пар тягового подвижного состава представлен в приложении Г.
3.8. Формуляр должен составляться на каждую вновь сформированную колесную пару ТПС. Номер формуляра должен соответствовать номеру оси колесной пары. Технические характеристики вновь сформированной колесной пары должны быть занесены в бумажный формуляр за подписью приемщика локомотивов и МВПС – в депо, начальника отдела технического контроля и инспектора-приемщика ЦТА ОАО «РЖД» завода-изготовителя или завода по ремонту ТПС, заверены печатью предприятия составителя формуляра. В формуляре должны содержаться сведения о всех узлах и деталях, установленных на колесную пару ТПС, в том числе паспорта буксовых подшипниковых узлов кассетного типа. Также технические характеристики вновь сформированной колесной пары или прошедшей полное освидетельствование заносят в электронные паспорта автоматизированной системы «Электронный паспорт». В дальнейшем в формуляр и электронный паспорт заносят все данные, связанные с эксплуатацией и ремонтом колесной пары в соответствии с регламентом работы с автоматизированной системой «Электронный паспорт». Те же требования распространяются на формуляр большого зубчатого колеса и электронные паспорта составных частей колесной пары (бандажи, колесные центры).
При замене составных частей колесной пары в бумажном формуляре и электронном паспорте колесной пары фиксируют новые их номера и дату замены. При замене оси колесной пары оформляют новый формуляр колесной пары. В электронном паспорте колесной пары делают отметку о прекращении эксплуатации колесной пары с номером замененной оси и вводе в эксплуатацию колесной пары с новым номером.
При отсутствии бумажного формуляра колесной пары, ее составных частей, большого зубчатого колеса и их электронных паспортов подкатка колесной пары под ТПС запрещается. Формуляры подкаченной колесной пары и большого зубчатого колеса должны храниться в паспорте ТПС.
3.9. В случае утери бумажных формуляров колесной пары или большого зубчатого колеса заводить их дубликат запрещается. При утере формуляра считать действительным распечатанный формуляр из системы «Электронный паспорт».
3.10. Порядок работы с электронными паспортами колесной пары, бандажей, колесных центров и большого зубчатого колеса устанавливается в соответствии с регламентом работы с автоматизированной системой «Электронный паспорт». Дубликаты электронных паспортов не допускаются. Лица, ответственные за ведение электронных паспортов, назначаются приказом по предприятию.
3.11. Сварочные работы при ремонте колесных пар необходимо производить в соответствии с требованиями Инструкции по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель – поездов и других действующих инструктивных указаний по сварочным работам при ремонте ТПС.
3.12. Техническое обслуживание, ремонт и формирование колесных пар рельсового автобуса и автомотрисы АЧ2 производить в соответствии с 104.777-2010 РК «Колесные пары рельсового автобуса. Руководство по ремонту. Осмотр, освидетельствование, ремонт и формирование» и 104.776-2010 РК «Колесные пары автомотрисы АЧ2. Руководство по ремонту. Осмотр, освидетельствование, ремонт и формирование».
4. Порядок осмотра колесных пар
4.1. Колесные пары для определения их технического состояния и пригодности к эксплуатации подвергают осмотру:
- осмотр колесных пар под ТПС проводят при всех видах технического обслуживания и текущих ремонтов, а также после крушений, аварий, схода с рельсов при скорости не более 10 км/ч, если отсутствуют повреждения составных частей колесной пары, требующие их замены;
- осмотр перед первой подкаткой колесной пары под ТПС проводят, если после формирования или производства полного освидетельствования прошло не более 2 лет, при условии, что колесная пара не эксплуатировалась. Дату формирования и освидетельствования устанавливают по данным формуляра на колесную пару, по данным электронного паспорта или по клеймам на торце (бурте) оси. Осмотр произвести на наличие дефектов, которые могли бы возникнуть в процессе хранения и транспортировки, проверить состояние смазки.
4.2. Осмотр колесных пар должны производить:
локомотивная бригада:
- при приемке-сдаче ТПС (локомотивов в доступных местах, МВПС в доступных местах по доступной осмотру стороне), на станционных путях, при остановках на промежуточных железнодорожных станциях, в ожидании работы и вводе в работу, при экипировке локомотивов и МВПС;
- при ТО-2 МВПС, в случае производства последнего локомотивными бригадами;
мастер или бригадир:
- при ТО-2 локомотивов и ТО-2 МВПС, в случае проведения технического обслуживания ремонтными бригадами;
- при ТО-3;
мастер (бригадир)и приемщик локомотивов и МВПС:
- при первой подкатке колесных пар под ТПС после формирования или полного освидетельствования;
- при ТО-4;
- при ТО-5а,ТО-5б,ТО-5в,ТО-5г;
- при ТР-1и ТР-2.
4.3. Техническое обслуживание и ремонт подшипниковых узлов, в том числе и моторно-осевых подшипников качения, при всех видах ТО и ТР производят в соответствии с руководством по техническому обслуживанию и ремонту «Узлы с подшипниками качения железнодорожного тягового подвижного состава».
4.4. Проверка технического состояния колесных пар в эксплуатации выполняется в соответствии с технологической инструкцией «Техническое обслуживание электровозов и тепловозов в эксплуатации», утвержденной Распоряжением ОАО «РЖД» от1 апреля 2014 г. №814р.
4.5. Локомотивная бригада при приемке ТПС производит осмотр колесных пар с учетом замечаний, записанных в журнале формы ТУ-152. При наличии замечаний в журнале формы ТУ-152 осмотр колесной пары ТПС выполнять с обязательной его прокаткой.
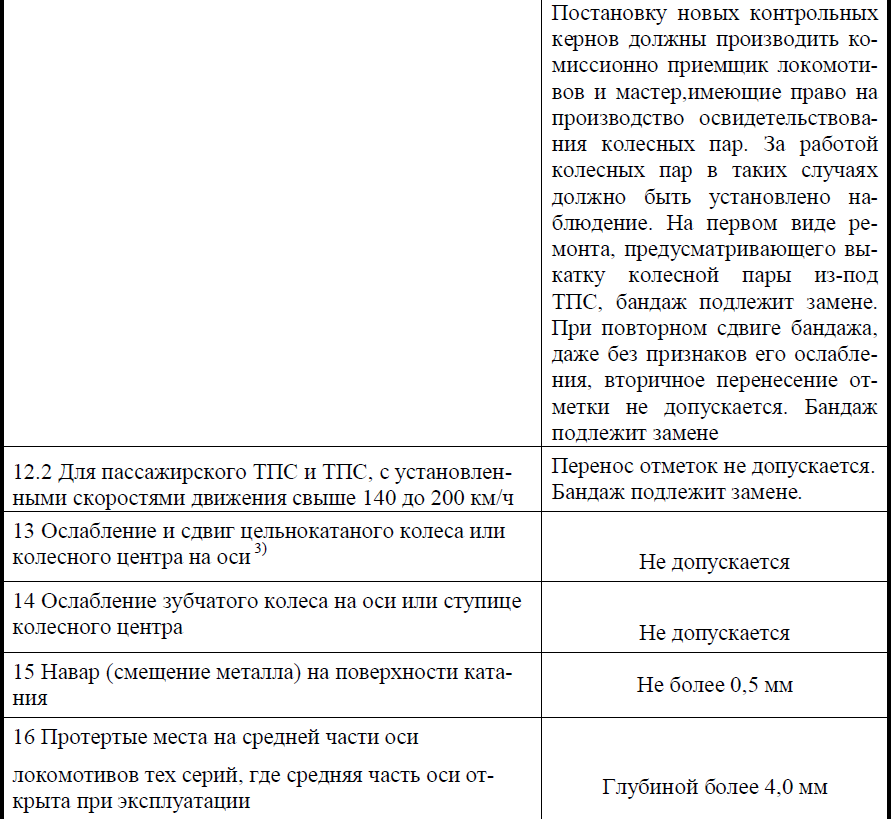
Визуальным контролем в доступных для осмотра местах проверяют отсутствие следующих дефектов, указанных в таблице 1:
- трещин составных частей колесных пар (пункт 21);
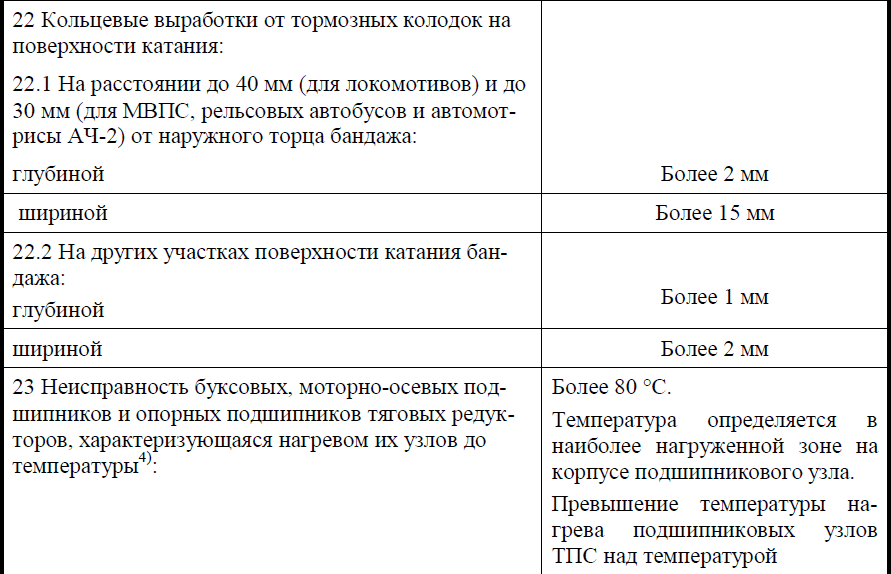
- дефектов поверхности катания бандажа (цельнокатаного колеса) и гребня: -ползунов и выбоин (пункт 7), плен, местного или общего увеличения ширины бандажа(пункт 17), выщербин, раковин и вмятин (пункты 8-10), наваров (пункт 15), кольцевых выработок на поверхности бандажа (пункт 22), остроконечного наката на гребне (пункт 5);
- протертых мест на средней части оси (пункт 16);
- сдвига (проворота) бандажа (по контрольным отметкам на бандаже и ободе центра, смещению смазки, ржавчине или наличию металлической стружки в местах соединения колесного центра и бандажа, пункты 12.1, 12.2);
- ослабления бандажа на ободе колёсного центра (пункт 11 Определяемое по глухому звуку при остукивании молотком, по первичным признакам (смещение контрольных отметок);
- нагрев буксового узла (пункт 23) – с использованием измерительного прибора или прикосновением тыльной стороной ладони к цилиндрической части корпуса буксы.
4.6. При производстве ТО-2 МВПС локомотивной бригадой дополнительно к вышеперечисленным работам произвести контроль признаков ослабления посадки (ржавчина или трещины краски в местах соединения колёсного центра или цельнокатаного колеса с осью) и сдвига ступиц на оси (пункты 13, 14).
В случае выявления вышеперечисленных дефектов в пути следования локомотивная бригада сообщает об этом дежурному по станции или поездному диспетчеру.
При наличии замечаний и отсутствии отметки об осмотре колесной пары МВПС на станционных путях, путях основного депо мастером (бригадиром) в журнале формы ТУ-152 локомотивная бригада докладывает дежурному по депо для принятия мер по осмотру данной колесной пары. Порядок осмотра локомотивными бригадами колесных пар МВПС при наличии записи в журнале формы ТУ-152 на станционных путях станции, удаленных от цеха ремонта и на станционных путях в пунктах оборота МВПС определяет начальник депо-исходя из местных условий.
4.7. Дефекты, выявленные при осмотре колесной пары локомотивной бригадой, фиксируют в журнале технического состояния локомотива и МВПС формы ТУ-152.
4.8. При осмотре локомотивов на смотровых канавах ПТОЛ, а МВПС при выполнении ТО-2 ремонтной бригадой и при ТО-3 выполняют работы в объеме осмотра по пункту 4.5и дополнительно проводят:
- контроль признаков ослабления (ржавчина или трещины краски в местах соединения колёсного центра или цельнокатаного колеса с осью)и сдвига ступиц на оси (пункты 13, 14);
- контроль признаков ослабления бандажного кольца (пункт 18) остукиванием молотком массой 200 г по поверхности бандажного кольца;
- контроль нагрева буксовых моторно-осевых подшипников, опорных подшипников тяговых редукторов (пункт 23);
- очистку колесной пары в местах контрольных рисок и местах выполнения измерений;
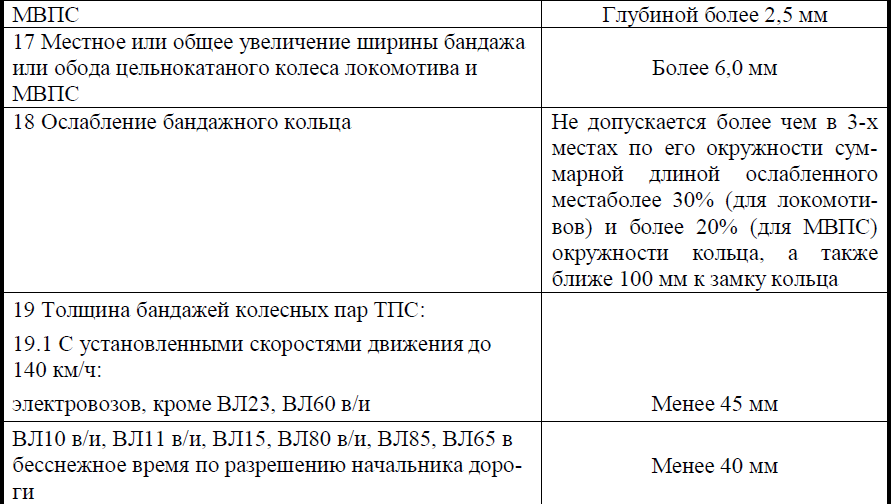
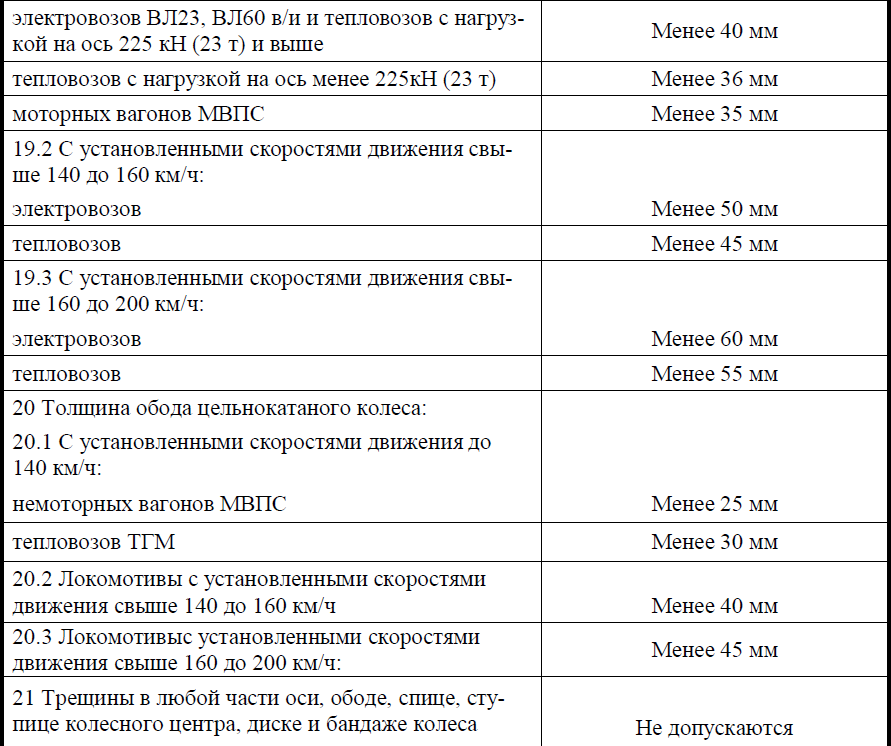
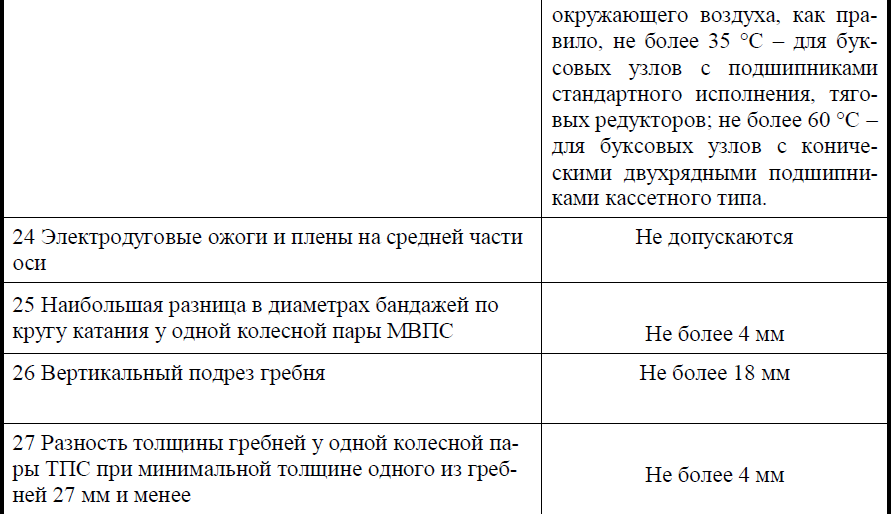
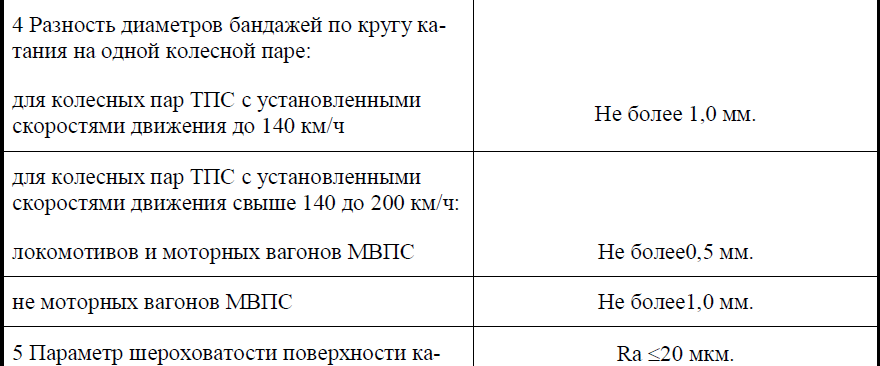
4.9. Измерения проката (пункт 1), параметров гребня (толщины гребня и крутизны гребня (пункты 3, 4, 6), вертикального подреза гребня (для локомотивов) (пункт 26), толщины бандажей (ободьев цельнокатаных колес) (пункты 19, 20) и диаметров бандажей (ободьев цельнокатаных колес) производить не реже, чем один раз в 30 суток, совмещая с очередным видом ТО-3 или ТО-2(при наличии смотровой канавы) и на всех видах ТР. Диаметр бандажей у колесных пар МВПС (пункт 25) измерять не реже, чем один раз в квартал.
Если конструкция ходовых частей ТПС не позволяет производить непосредственное измерение диаметра бандажей под ТПС, допускается вместо измерения производить оценку диаметров расчетным способом, исходя из текущей измеренной толщины бандажа и диаметра колесного центра после последнего освидетельствования.
4.10. Мастер (бригадир)должен сделать отметку о выполнении осмотра колесных пар в журнале формы ТУ-152.
4.11. При текущих ремонтах ТР-1 и ТР-2 осмотр колесных пар локомотивов выполняют в объеме, указанном в пунктах4.8 и 4.9 и дополнительно проводят осмотр зубчатой передачи, если это предусмотрено документацией на текущий ремонт конкретного ТПС.
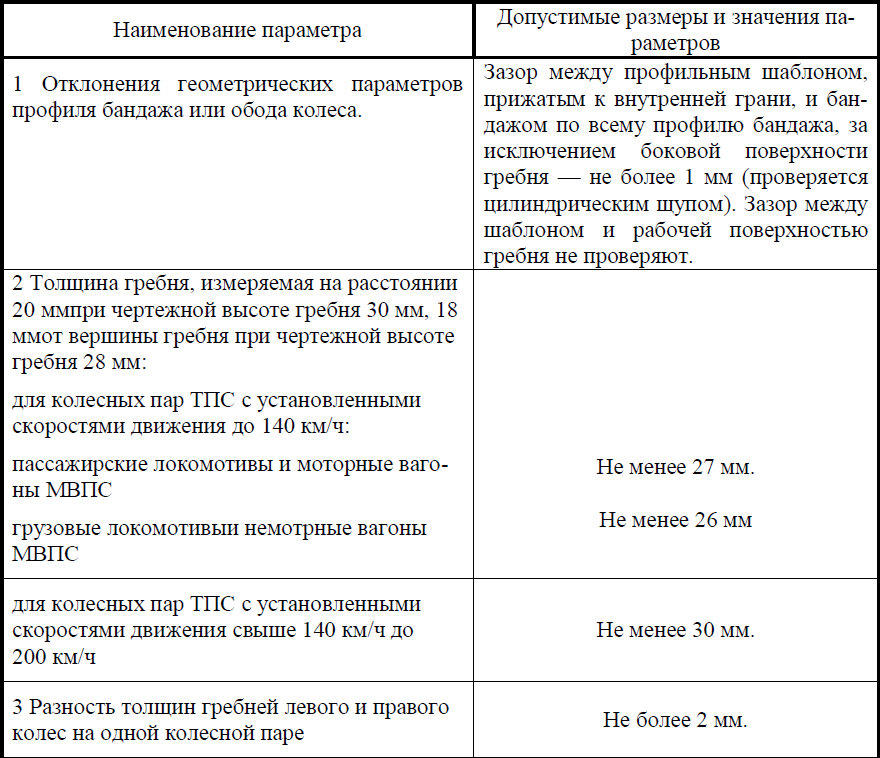
4.12. Измерение проката, толщины гребня, производить:
- для профиля бандажа (обода) с чертежной высотой гребня 30 мм шаблоном для измерения проката и толщины гребня бандажей локомотива и МВПС И433.01;
- для профиля бандажа (обода) с чертежной высотой гребня 28 мм шаблоном для измерения проката и толщины гребня колес И433.02;
- для второй и пятой колесных пар электровозов ЧС2в/и и ЧС4в/и с подрезанным гребнем толщиной 23 мм шаблоном И476.
Измерение вертикального подреза гребня производить шаблоном И536.00.00.
Измерение крутизны гребня и выявление остроконечного наката на вершине гребня производить шаблоном УТ-1, УТ-1М.
Результаты измерений заносят в карманную книжку обмера бандажей формы ТУ-18, книгу учета состояния бандажей формы ТУ-17, в книгу записи ремонта формы ТУ-28и регистрируют в автоматизированном рабочем месте (АРМ) «Техник по замерам» для последующего использования данных об измерениях колесных пар локомотивов и МВПС в информационных системах (электронный паспорт локомотива и МВПС) и электронных формах отчетов. При устранении браковочных параметров делаются соответствующие отметки с указанием новых параметров. При выполнении обточки колесных пар под ТПС результаты измерений записываются как до, так и после обточки.
Контроль проведения измерений колесных пар ТПС может осуществляться на основании данных, представленных в электронных формах отчетов автоматической системы управления (АСУТ).
Все измерения параметров колесной пары проводятся работниками, назначенными начальником ремонтного депо, после сдачи ими экзаменов комиссии ремонтного депо на знание настоящей Инструкции.
При эксплуатации локомотивов на удлиненных плечах результаты измерений бандажей записать в журнал технического состояния локомотивов и МВПС формы ТУ-152 и регистрировать в АРМ «Техник по замерам». При производстве плановых видов технического обслуживания или ремонта в депо, производящем ремонт данного локомотива, из журнала формы ТУ-152 должны быть перенесены последние параметры бандажей колесных пар в книгу формы ТУ-17, измеренные в эксплуатации в межремонтный период с указанием пункта проведения измерений и фамилии исполнителя.
При эксплуатации МВПС в депо не своей приписки результаты измерений колесных пар заносят в книгу формы ТУ- 18 и книгу формы ТУ -17 с последующей передачей в депо приписки.
4.13. Для контроля геометрических параметров колесных пар рекомендуется применение средств измерений бесконтактного принципа действия, которые исключают «человеческий фактор» и позволяют выполнять измерения в условиях ограниченной доступности, например, под ТПС. Средство бесконтактного измерения должно обеспечивать запись результатов выполненных измерений и передачу указанных данных на стационарный или портативный компьютер в формате, пригодном для создания баз данных, подготовке и распечатке протоколов в информационных системах ОАО «РЖД». Выполнение указанных действий должно обеспечиваться функциями интерфейса средства измерений.
Приборы бесконтактного принципа действия должны быть внесены в «Реестр средств измерений, испытательного оборудования и методик выполнения измерений, применяемых в ОАО «РЖД», а их использование по назначению должно осуществляться персоналом, прошедшим подготовку и изучившим эксплуатационную документацию на указанные приборы.
Результаты измерений, выполненных при помощи приборов бесконтактного принципа действия, должны быть перенесены в документацию установленных форм на бумажных носителях.
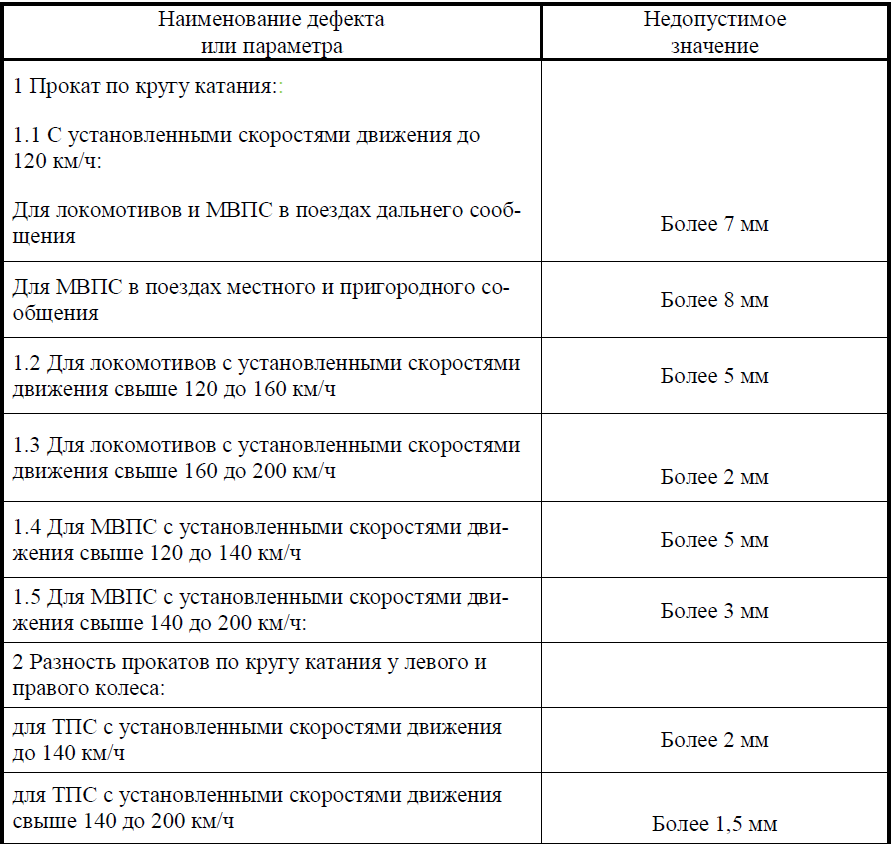
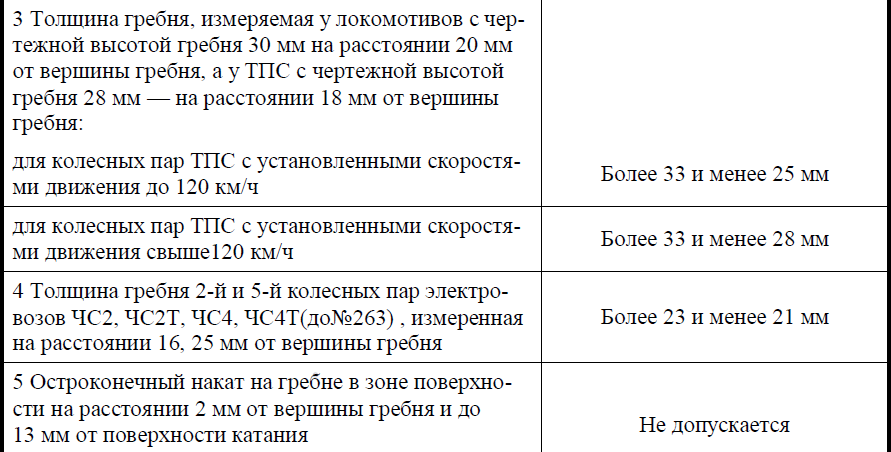
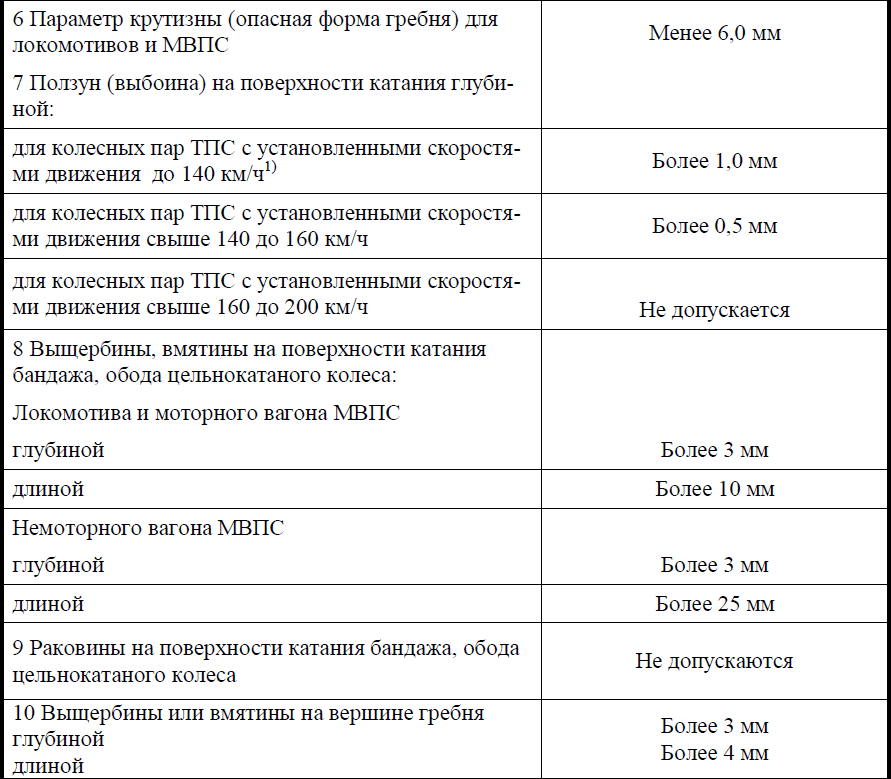
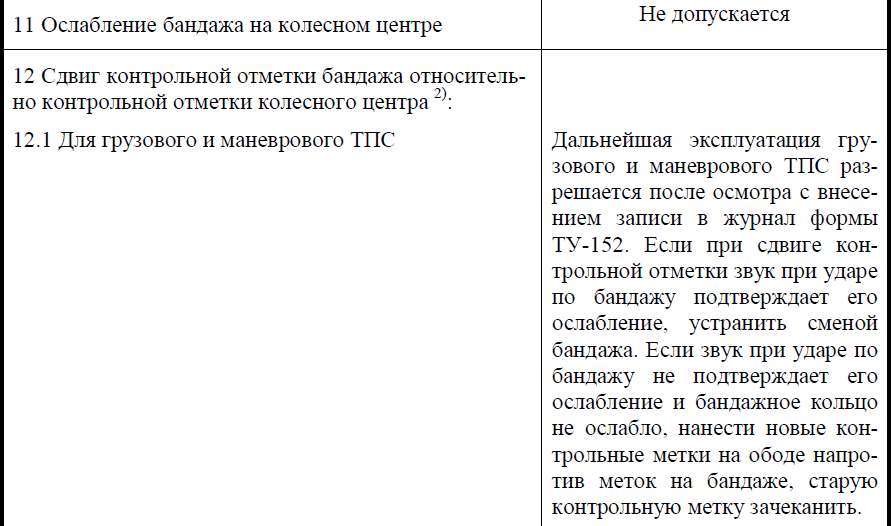
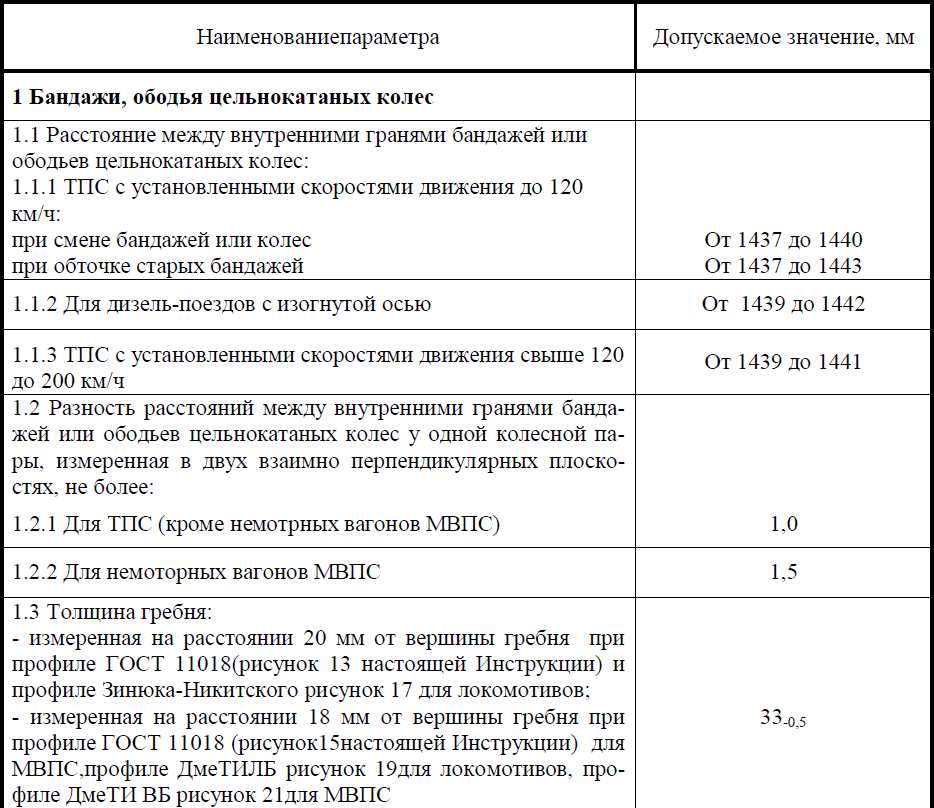
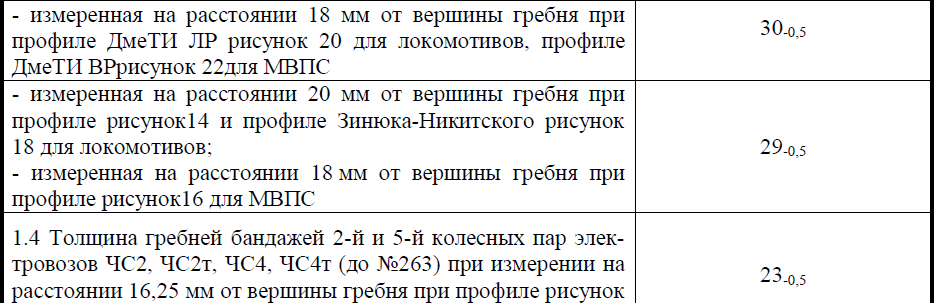
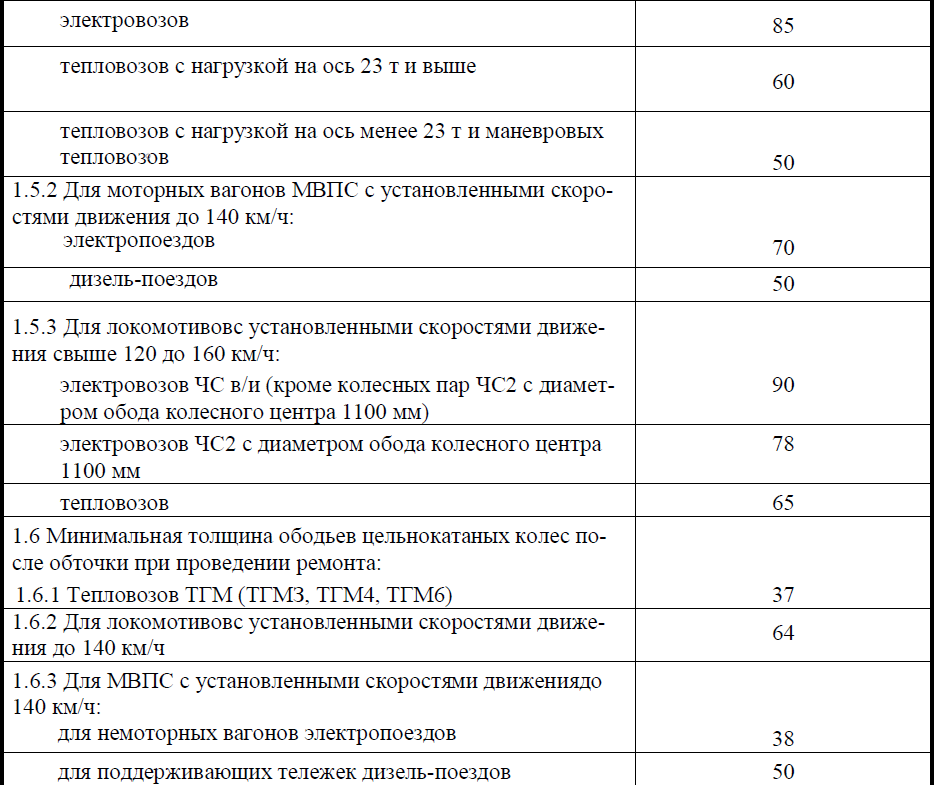
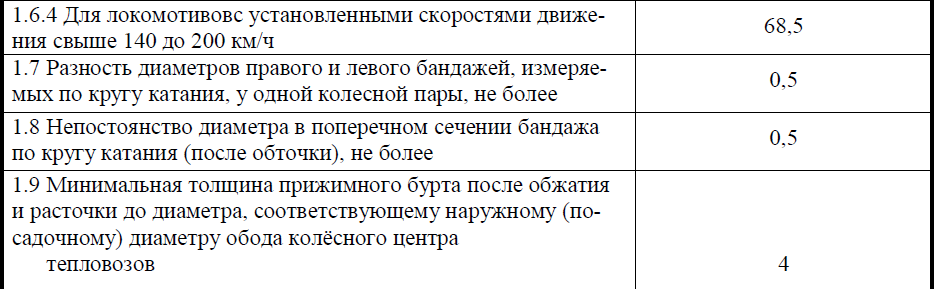
4.14. При превышении допустимых значений дефектов колесные пары не допускаются к эксплуатации, неисправности подлежат устранению.
Дефекты составных частей и недопустимые значения их параметров, при которых запрещается эксплуатация колесной пары, приведены в таблице 1.
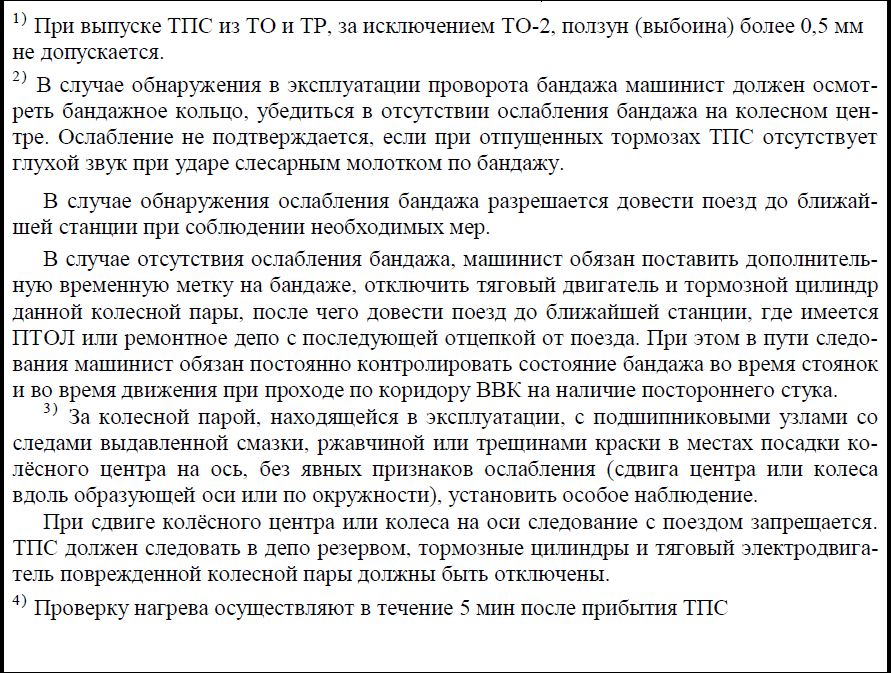
4.16. Глубину ползуна (выбоины) измеряют глубиномером индикаторным или при помощи толщиномера бандажного (глубина ползуна (выбоины)определяется разностью измерений износа в двух местах – на ползуне (выбоине) и рядом с ним)или шаблонами для измерения проката и толщины гребня.При отсутствии этих измерительных инструмен-тов(кроме случаев нахождения единицы ТПС на ПТОЛ и в депо) допускается определять глубину ползуна (выбоины) по результатам измерения его длины в соответствии с таблицей 2.
Таблица 2 – Зависимость длины ползуна (выбоины) от его глубины и диаметра колеса

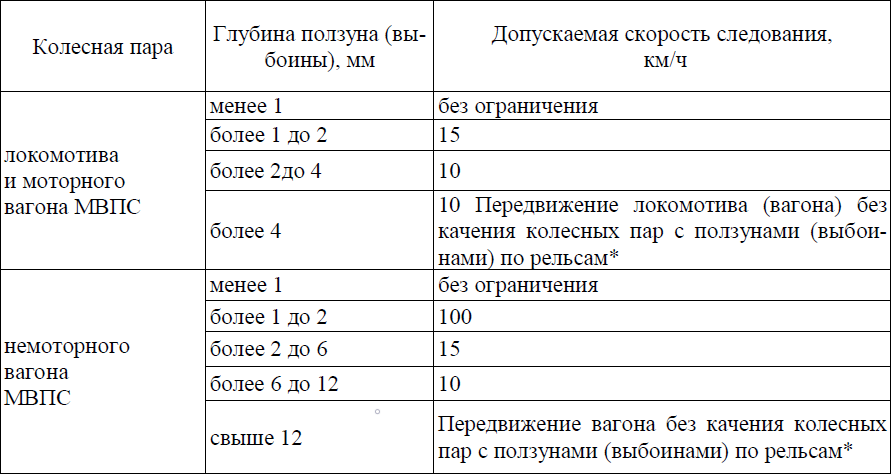
При обнаружении в пути следования ползуна (выбоины) у локомотива, моторного вагона МВПС допускается их следование без отцепки от поезда до ближайшей железнодорожной станции, где колесные пары с ползунами (выбоинами) должны быть заменены. Допускаемая скорость следования поезда в зависимости от глубины ползуна (выбоины) в соответствии с таблицей 3.
Таблица 3 – Допускаемая скорость следования поезда в зависимости от глубины ползуна (выбоины)
5. Обточка бандажей и цельнокатаных колес колесных пар без выкатки из-под ТПС
5.1. В случае выявления отклонений параметров колеса от допускаемых значений по таблице 1 (пункты с 1 по 10, 15, 17, 22, 25, 26, 27) производится обточка бандажей и ободьев цельнокатаных колес колесных парбез выкатки из-под ТПС. Обточку без выкатки осуществляют приТО-4 или совмещают с ТО-3, ТР-1 и ТР- 2.
5.2. Допускается обтачивать бандаж по одному из профилей, приведенных в пункте 10.11. Как правило, бандажи единицы ТПС обтачивают по тому же профилю, по которому обтачивались бандажи данного ТПС ранее.
После обточки результаты измерения бандажей должны быть занесены в карманную книжку обмера бандажей формы ТУ-18, книгу учета состояния бандажей формы ТУ-17, книге учета обточек бандажей колесных пар тягового подвижного состава формы ТУ-16 и зарегистрированы в АРМ «Техник по замерам» для последующего использования данных об измерениях колесных пар локомотивов и МВПС в информационных системах (электронный паспорт локомотива и МВПС) и электронных формах отчетов. При обточке колесных пар локомотива не в базовом депо приписки результаты измерений обточенных бандажей занести в журнал технического состояния локомотива и МВПС формы ТУ-152.
Результаты измерений до и после выполнения ТО-4 занести в книгу ремонта локомотивов и МВПС формы ТУ-2 8.
5.3. Допускается разница диаметров бандажей колесных пар на одной тележке локомотива и между секциями согласно эксплуатационной документации на локомотив, а также утвержденных «Правил текущего ремонта и технического обслуживания», «Руководства по техническому обслуживанию и текущему ремонту».
5.4. Требования к размерам и значениям параметров после обточки бандажей колесных пар без выкатки приведены в таблице 4.
Таблица 4 – Допускаемые размеры и значения параметров бандажей и цельнокатаных колес колесных пар после обточки без выкатки
6. Требование к персоналу, производящему осмотр, освидетельствование, ремонт и формирование колесных пар
6.1. Колесные пары, помимо осмотров под ТПС, подвергаются обыкновенному и полному освидетельствованию.
Освидетельствования колесных пар, ремонт и формированиедолжны производиться работниками, получившими право на выполнение этих работ, после соответствующей проверки знаний (экзаменов) и имеющими удостоверение на право выполнения освидетельствования колесных пар и назначенные приказом начальника ремонтного депо.
6.2. Удостоверение на право производства освидетельствований колесных пар обязаны иметь:
- на заводах – главный инженер (технический директор), начальник колесного цеха, технологи и мастера (бригадиры) колесных цехов, начальники ОТК и мастера ОТК колесных цехов, заводские инспекторы-приемщики;
- в депо, осуществляющих освидетельствование колесных пар локомотивов и МВПС ОАО «РЖД» – главный инженер, заместители начальников депо по ремонту и качеству, старшие мастера, мастера и технологи колесных цехов, техники по замерам, мастера цеха текущего ремонта и пунктов технического обслуживания ТПС, приемщики локомотивов и МВПС.
6.3. Экзамены на право проведения освидетельствования колесных пар должны проводиться комиссиями в составе:
- на заводах -ревизора по безопасности движения поездов аппарата Главного ревизора по безопасности движения железной дороги по локомотивному хозяйству, главного инженера завода (технического директора), начальника ОТК и инспектора-приемщика Центра технического аудита (там, где они имеются);
- в депо, производящих ремонт колесных пар со сменой составных частей-ревизора по безопасности движения поездов аппарата Главного ревизора по безопасности движения железной дороги по локомотивному хозяйству, представителя сервисной компании, осуществляющей обслуживание колесных пар локомотивов (назначается приказом руководителя сервисной компании), главного инженера региональной дирекции тяги (для локомотивов) илиглавного инженера региональной дирекции моторвагонного подвижного состава (для МВПС);
- в остальных ремонтных депо -регионального ревизора по безопасности движения поездов аппарата Главного ревизора по безопасности движения железной дороги по локомотивному хозяйству, главного инженера ремонтного депо и приемщика локомотивов.
Главных инженеров (технических директоров) заводов, главных инженеров ремонтного депо, начальников отделов технического контроля, а также инспекторов- приемщиков и приемщиков локомотивов в депо, независимо от их подчинения, заместителей начальников депо по ремонту и качеств у,экзаменуют комиссии в составе: ревизора по безопасности движения поездов регионального подразделения аппарата Главного ревизора по безопасности движения железной дороги по локомотивному хозяйству, главного инженера региональной дирекции тяги (для локомотивов), главного инженера регионального Управления сервиса или главного инженера региональной дирекции моторвагонного подвижного состава (для МВПС).
Главных инженеров, начальников (заместителей начальников) отделов (секторов) ремонта и эксплуатации региональных дирекций моторвагонного подвижного состава экзаменуют комиссии в составе: главного инженера Центральной дирекции моторвагонного подвижного состава, заместителей начальника Центральной дирекции моторвагонного подвижного состава по ремонту и безопасности.
Работники, имеющие право на освидетельствование колесных пар, должны подвергаться экзаменам не реже, чем один раз в два года. Результаты экзаменов оформляются актом, который храниться в личном деле работника, сдавшего экзамен. Форма выдаваемого удостоверения приведена в приложении Д.
7. Обыкновенное освидетельствование колесных пар
7.1. Обыкновенное освидетельствование колесных пар производится:
- во всех случаяхподкатки их под ТПС в депо, за исключением колесных пар, с момента формирования илипроизводства полного освидетельствования которых прошло не более 2 лет, при условии, что колесная пара не эксплуатировалась;
- при ТР-2 колесных пар моторных тележекМВПС. Разрешается не производить выкатку колесных пар моторных тележек на первом ТР-2после постройки вагона или нового формирования колесной пары, при этом произвести осмотр колесной пары в соответствии с пунктом 4;
- после крушений и схода с рельсов при скорости более 10км/ч, если отсутствуют повреждения элементов колесной пары, требующие их замены.
При выполнении работ по переподкатке колесно-моторных блоков (КМБ), колесноредукторных блоков (КРБ)длявыравниваниядиаметров бандажей колесных пар в комплек-тепод ТПСразрешается не производить их разборку и обыкновенное освидетельствование колесных пар при условии, что их расчетные пробеги не превысят установленных нормативов до следующего текущего ремонта, на котором производится обыкновенное освидетельствование колесных пар. При этом производить осмотр колесных пар в соответствии с пунктом 4.8.
7.2. Все обнаруженные при обыкновенном освидетельствовании из носы и дефекты устраняют при ремонте в соответствии с п.10.2 настоящей Инструкции
7.3. При обыкновенном освидетельствовании колесных пар должны выполняться следующие работы:
- предварительный осмотр колесных пар после выкатки до очистки и освидетельствования с целью выявления ослабления или сдвига ступиц колесных центров, ступиц зубчатых колес, цельнокатаного колеса на оси, проворота бандажа, трещин на составных частях колесной пары;
- очистка колесных пар от грязи и смазки или обмывка в моечной машине.
Разрешается производить очистку колесных пар металлическими щетками;
- очистка открытых поверхностей средней части оси от ржавчины, загрязнении и смазки, а также старой растрескавшейся краски и других покрытий, мешающих проведению контроля;
- проверка установленных клейм и знаков маркировкив соответствии с рисунками 25, 26, 27, 32. При несоответствии произвести полное освидетельствование колесных пар;
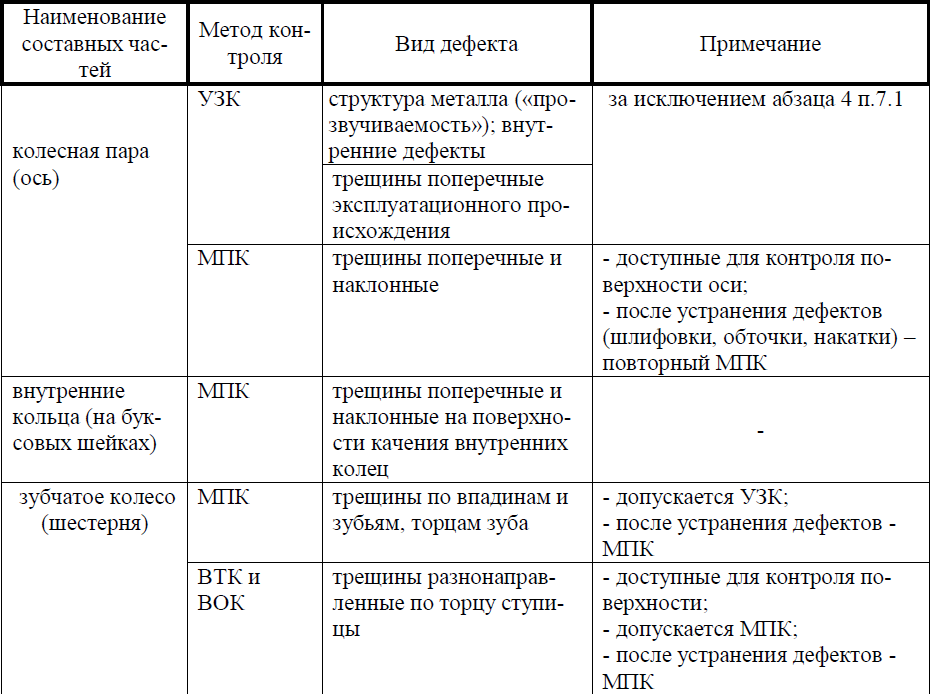
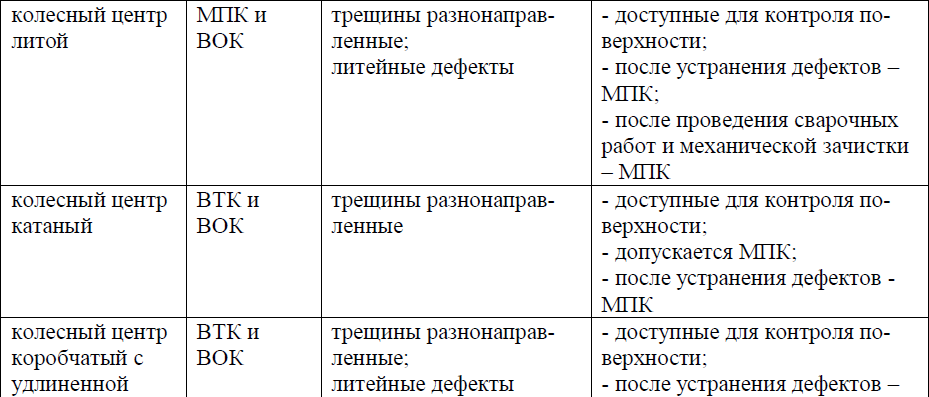
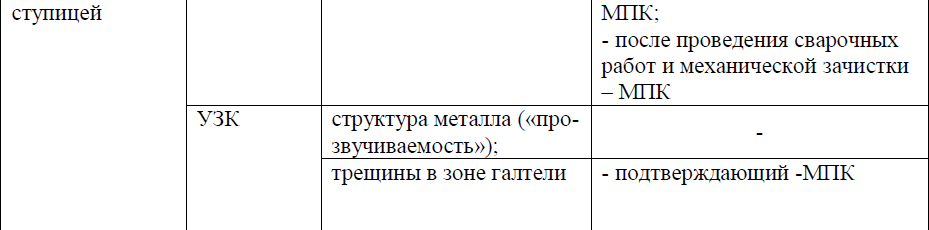
- неразрушающий контроль колесных пар в соответствии с таблицей 5.
Зоны контроля деталей колесных пар устанавливаются в технологических картах или технологических инструкциях в соответствии с нормативными документами по неразрушающему контролю, действующими в ОАО «РЖД».
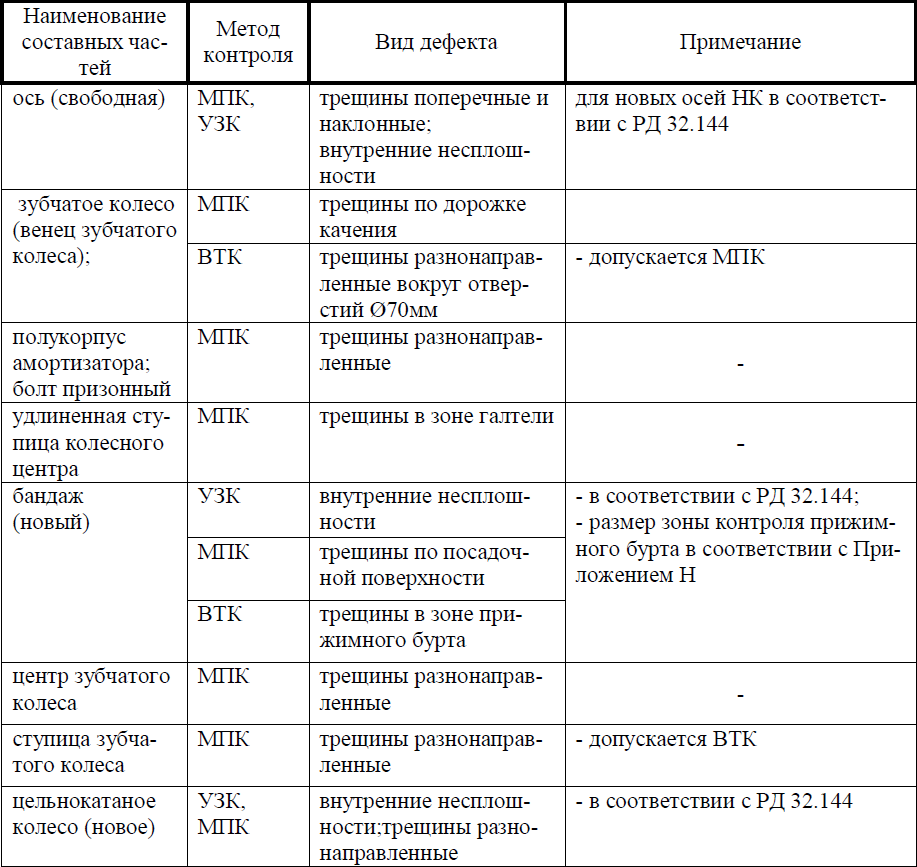
Таблица 5 – Составные части колесных пар, подвергаемые неразрушающему контролю при обыкновенном освидетельствовании
- проверка соответствия размеров всех составных частей колесной пары согласно таблице 6;
- проверка состояния упругих элементов зубчатых колес, плотности посадки косозубых венцов, а также болтов, крепящих венцы зубчатых колес; крепления стопорных колец упругих зубчатых колес тепловозов;
- ревизия первого объема узлов с подшипниками качения в соответствии с требова-ниямируководства по техническому обслуживанию и ремонту «Узлы с подшипниками качения железнодорожного тягового подвижного состава»;
- проверка состояния антикоррозионного покрытия оси (при наличии);
- окраска в соответствии с пунктом 13.
После производства обыкновенного освидетельствования приемку колесных пар производит мастер и приемщик локомотивов и МВ ПС или инспектор- приемщик ЦТ А.
7.4. Результаты контроляпри обыкновенном освидетельствовании заносят в бумаж-ныеформуляры и электронный паспортколесной пары,а также:
- в моторвагонном ремонтном депо в книгу регистрации освидетельствования колесных пар по единой учетной форме ТУ-21, в ремонтном локомотивном депо в книги формы ТУ-21л;
- на заводе в книгу регистрации освидетельствования колесных пар по установленной на заводе форме;
- в журналы регистрации результатов неразрушающего контроля.
Таблица 6 -Параметры колесной пары, и ее составных частей при выпуске после обыкновенного освидетельствования



8. Полное освидетельствование колесных пар
8.1. Полное освидетельствование колесных пар ТПС производится:
- при ремонте на заводах и в депо, выполняющих ремонт колесных пар ТПС со сменой хотя бы одной составной части. Допускается смену бандажей колесных пар с коническими роликовыми двухрядными подшипниками кассетного типа в буксовых узлах производить без демонтажа буксовых подшипников;
- при неясности или отсутствии клейм и знаков последнего полного освидетельствования на торце оси и при несоответствии данных формуляра, электронного паспорта и клейм, знаков на торце оси;
- при наличии повреждений колесной пары после крушения, аварии, столкновения или схода с рельсов, а также любых видимых повреждений, выявленных при внешнем осмотре, кроме отклонений, выявленных на профиле бандажа, которые могут быть устранены обточкой.
8.2. Все обнаруженные при полном освидетельствовании износы и дефекты устраняют при ремонте в соответствии с п.10.3 настоящей Инструкции
8.3. При полном освидетельствовании колесных пар выполняются все работы, предусмотренные обыкновенным освидетельствованием и дополнительно производится:
- обмывка колесных пар в моечной машине, с последующей очисткой всех поверхностей от краски до металла;
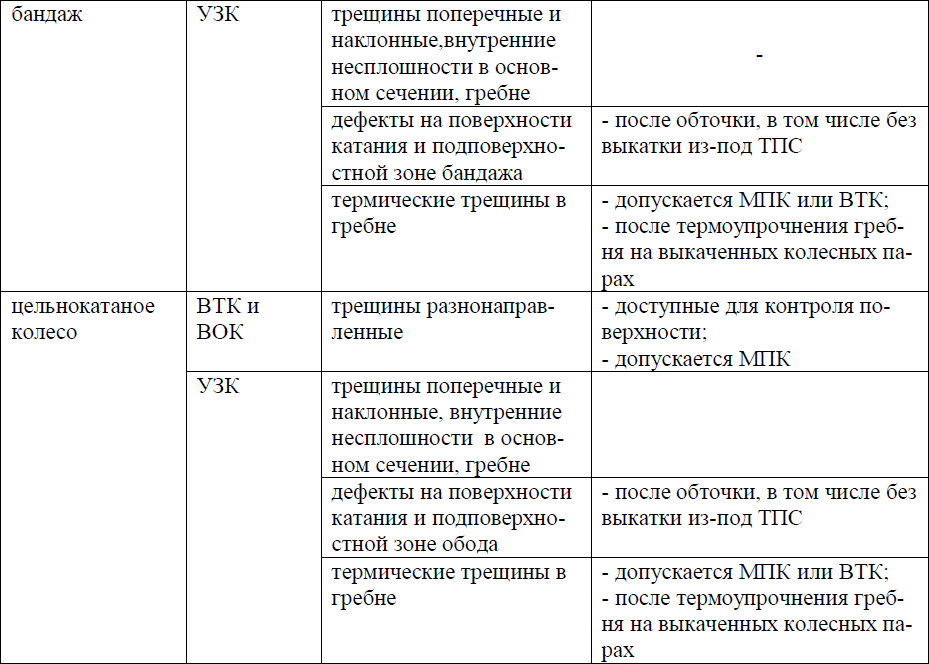
- НК колесных пар в соответствии с таблицей 6 и дополнительно проводят неразрушающий контроль в соответствии с таблицей 7:
Таблица 7 – Составные части колесных пар, подвергаемые неразрушающему контролю при полном освидетельствовании
- проверка плотности посадки призонных болтов зубчатых колес остукиванием молотком массой по головке болта или с помощью специального устройства, определяющего по звуку плотность посадки болтов;
- проверка целостности деталей упругих зубчатых колес тепловозов, имеющих большие зубчатые колеса с упругим соединением венца со ступицей;
- проверка соответствия размеров всех составных частей колесной пары согласно таблице 8;
- переформирование (выпрессовка оси) с проверкой неразрушающим контролем составных частей колесной пары электровоза с удлиненными ступицами колесных центров, если от даты формирования колесной пары или выпрессовки оси прошло более 10 лет. При наличии клейм ЛД, ПД, ЛДТ, ПДТ на левом торце оси производить перепрессовку только тех колесных центров, с последней даты перепрессовки которых прошло более 10 лет;
- проверка на сдвиг колесных центров без удлиненных ступиц, если от формирования или выпрессовки оси прошло более 10 лет. При наличии клейм ЛД, ПД, ЛДТ, ПДТ на левом торце оси производить проверку на сдвиг только тех колёсных центров, с последней даты запрессовки которых прошло более 10 лет;
- ревизия второго объема узлов с подшипниками качения в соответствии с требованиями руководства по техническому обслуживанию и ремонту «Узлы с подшипниками качения железнодорожного тягового подвижного состава».
По результатам полного освидетельствования осуществляют ремонт или замену забракованных составных частей колесной пары, с последующей постановкой клейм в соответствии с пунктом 12.7 настоящей Инструкции.
8.4. Сведения о полном освидетельствовании и ремонте колесной пары заносят в электронный и бумажный формуляр колесной пары и формуляр большого зубчатого колеса, а также:
- в моторвагонном ремонтном депо в книгу регистрации освидетельствования колесных пар по единой учетной форме ТУ-21, в ремонтном локомотивном депо в книгу формы ТУ-21л;
- в колёсных мастерских в книгу регистрации освидетельствования колёсных пар по установленной в мастерских форме, согласованной с региональной Дирекцией;
- на заводе в книгу регистрации освидетельствования колесных пар по установленной на заводе форме;
- в журналы регистрации результатов неразрушающего контроля.
Таблица 8 – Параметры колесной пары и её составных частей при выпуске после полного освидетельствования





8.5. Полное освидетельствование, ремонт и формирование колесных пар могут производить предприятия, имеющие обязательный минимум оборудования, приспособлений, средств измерений и контроля согласно приложениям Е и Ж и действующий присвоенный им условный номер для клеймения, согласно справочнику СЖА 1001 12 «Условные коды предприятий» (приложение К).
Порядок присвоения, приостановления и прекращения действия условного номера регламентирован требованиями Положения об условных номерах клеймения железнодорожного подвижного состава и его составных частей, утвержденного Советом по железнодорожному транспорту государств-участников Содружества (протокол №55 от 28-29 октября 2011 года).
8.6. Предприятия, выполняющие полное освидетельствование, должны быть оборудованы устройствами, позволяющими производить очистку составных частей колесной пары от старой краски до металла.
Для механизированной очистки колесных пар в моечных машинах применяются растворы с техническими моющими средствами (ТМС) на основе поверхностно-активных веществ (ПАВ). Концентрация растворов, их температура должны выдерживаться в соответствии с технологической документацией, для колесных пар МВПС в соответствии с ГОСТ Р 54612-2011, для колесных пар локомотивов в соответствии с технологической инструкцией ТИ-690-1.
При промывке колесных пар ТПС раствором с ТМС роликовые подшипники опоры корпуса редуктора и моторно-осевые подшипники качения, для предупреждения попадания в них моющей жидкости, должны быть заполнены консистентной смазкой и закрыты защитным кожухом.
9. Неисправности колесных пар и способы их устранения
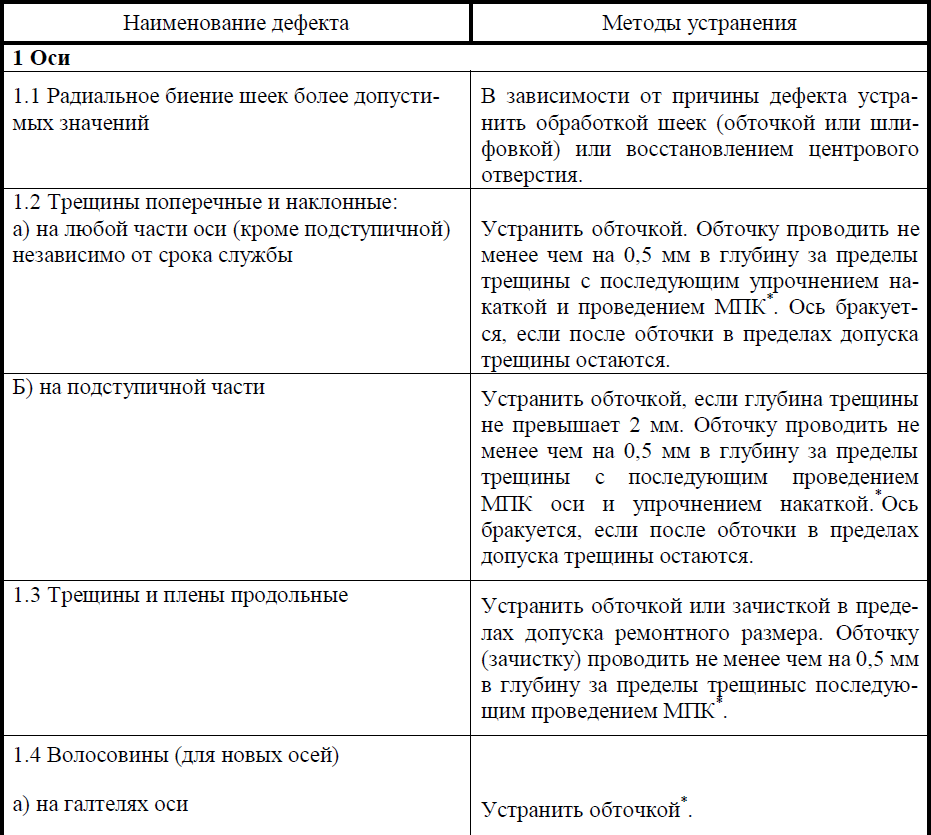







9.2. Данные о результатах дефектации фиксируют в учетных документах в соответствии с пунктом 8.4.
10. Ремонт и формирование колесных пар
10.1. Общие требования
10.1.1. Ремонт колесной пары проводят по технологической документации, разработанной в соответствии с требованиями настоящей Инструкции, и ремонтным чертежам.
Для колесных пар ТПС устанавливаются следующие виды ремонта: без смены составных частей, со сменой составных частей.
10.1.2. Колесные пары ТПС, доставленные для смены отдельных составных частей на завод или в депо, должны подвергаться полному освидетельствованию.
10.1.3. Перед обработкой новых цельнокатаных колес, бандажей, колесных центров, заготовок зубчатых колес, центров (ступиц) зубчатых колес, поковок осей они должны быть проверены контрольным мастером ОТК на заводах, а в депо — приемщиком локомотивов и мастером, которые устанавливают наличие на них установленной маркировки и актов технической приемки завода-изготовителя (сертификатов).
10.1.4. При поставке, по согласованию с заказчиком, цельнокатаных колес с окончательно расточенными отверстиями ступицы обеспечить сохранность посадочной поверхности колеса при транспортировке, хранении и подготовке к формированию с осью, а также проведение входного контроля колеса по фактическому размеру посадочной поверхности и качеству ее обработки.
10.2. Ремонт колесных пар без смены составных частей
При ремонте без смены составных частей могут производить:
- обточку ободьев цельнокатаных колес и бандажей;
- обточку, накатку и шлифовку шеек осей;
- опробование на прессе колесных пар с признаками ослабления, а также в случаях, если после прессовых работ или нового формирования прошло более 10 лет (кроме колесных пар электровозов с удлиненной ступицей колесного центра);
- замену призонных болтов, если у них имеются признаки ослабления;
- ремонт упругих зубчатых колес, не требующий распрессовки центров;
- плазменное упрочнение гребней бандажей.
10.3 Ремонт колесных пар со сменой составных частей
При ремонте со сменой составных частей могут производить:
- замену осей, колесных центров, бандажей, цельнокатаных колес, зубчатых колес или их венцов и других деталей. Разрешается заменять неисправные составные части колесных пар как новыми, так и старогодными;
- перепрессовку ослабших колесных центров, зубчатых колес, ступиц зубчатых колес, ступиц тормозных дисков оси, лабиринтных колец колесных пар с МОП качения и других деталей, устанавливаемых с натягом;
- проверку электрического сопротивления колесной пары в соответствии с ГОСТ 31536. Электрическое сопротивление колесной пары должно быть не более 0,01 Ом;
- проверку остаточного динамического (или статического) дисбалансов в соответствии с пунктом 10.12 настоящей Инструкции.
10.4. Обработка новых и старогодных осей
10.4.1. Для обработки оси на торцах новой (сверленой и несверленой) оси предварительно разделываются центровые отверстия согласно рисунку 1.
При проверке центровых отверстий использовать проходной и непроходной шаблоны.
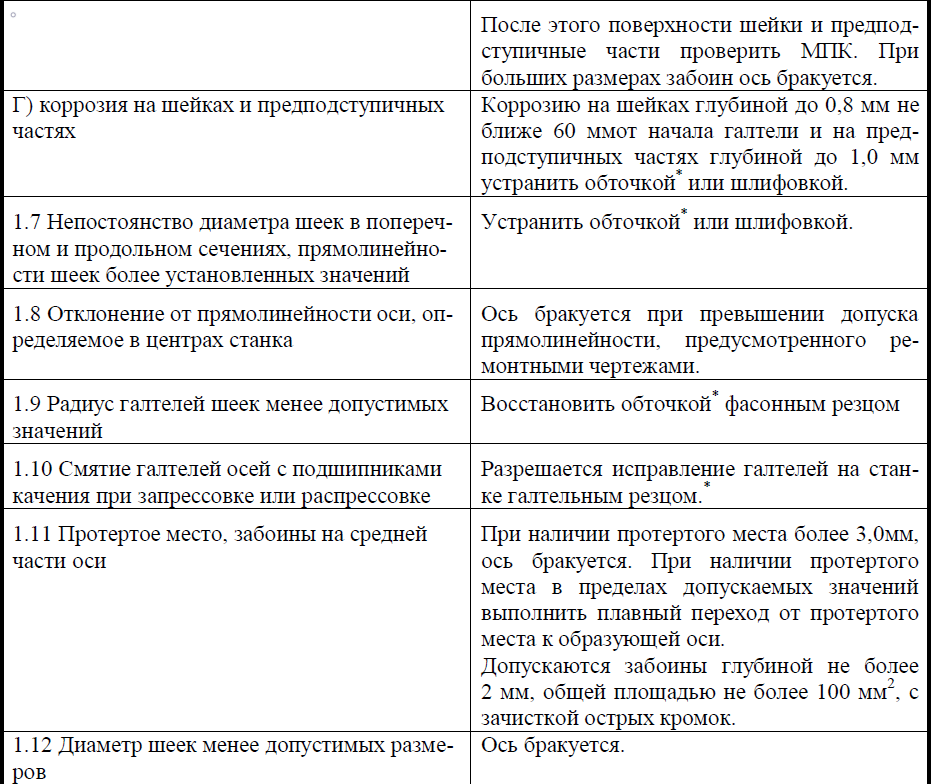
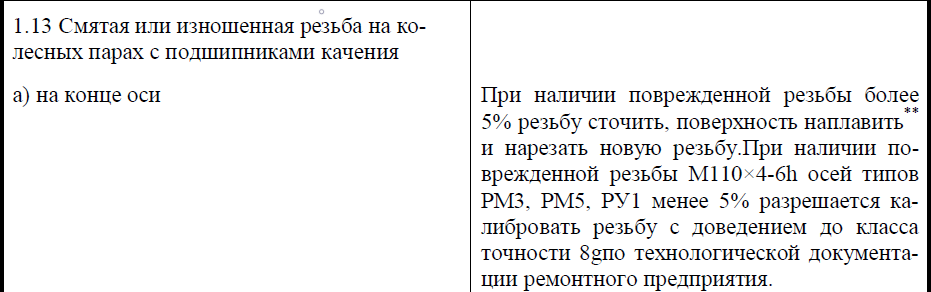
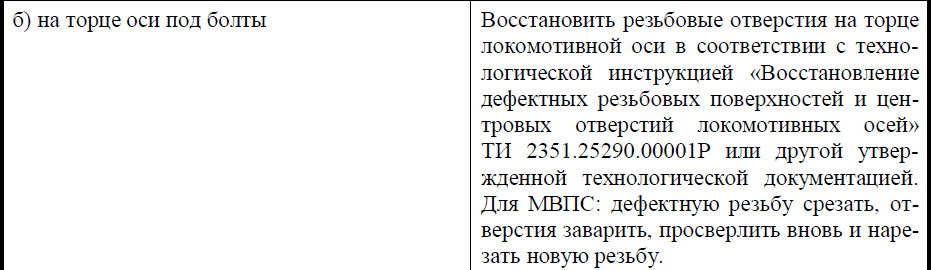
10.4.2. Восстановление смятой и изношенной резьбы на конце оси и на торце оси под болты в соответствии с пунктом 1.13 таблицы 9.
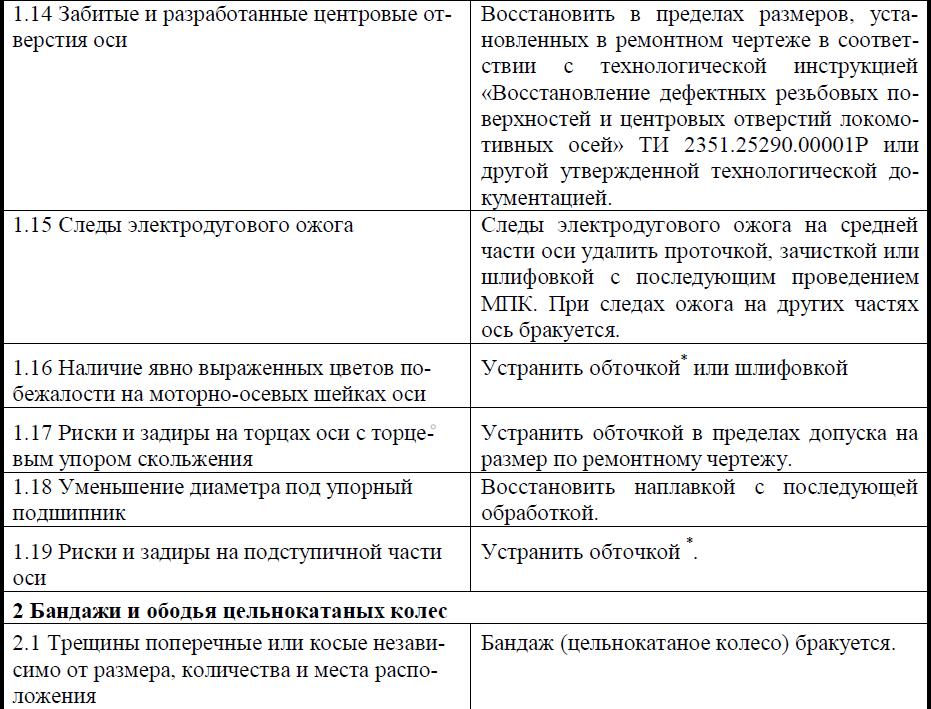
Восстановление забитых и разработанных центровых отверстий оси в соответствии с пунктом 1.14 таблицы 9.
10.4.3. На торцах осей электровозов и тепловозов нанести предусмотренную чертежом контрольную окружность.
10.4.4. При каждой обработке колесных пар на станке следует убедиться в исправности центров станка, предварительно проверить правильность расположения центровых отверстий и при необходимости восстановить их соосность с контрольными окружностями.
Если чертежом не предусмотрены контрольные окружности, проверить правильность расположения центровых отверстий по кромкам или поверхностям шеек оси, и при необходимости, восстановить их соосность.
10.4.5. Буксовые и моторно-осевые шейки, предподступичные, подступичные и средняя части оси, а также галтели перехода от одних частей к другим, после механической обработки подвергаются упрочнению накатыванием роликами по технологической инструкции по упрочнению накатыванием роликами осей колесных пар локомотивов и моторных вагонов ТИ 32 ЦТ-ВНИИЖТ-95.
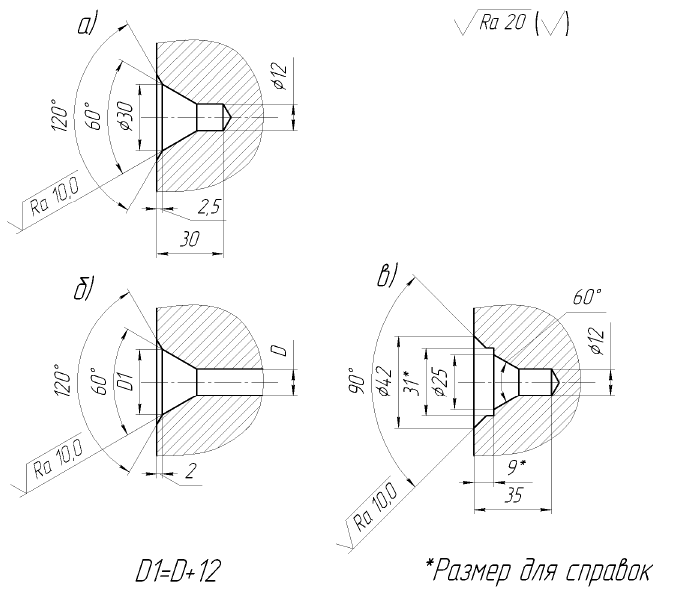
Оси: а — несверленые ; б — сверленные; в — с торцевым креплением подшипников гайкой
Рисунок 1 – Отверстия центровые для осей
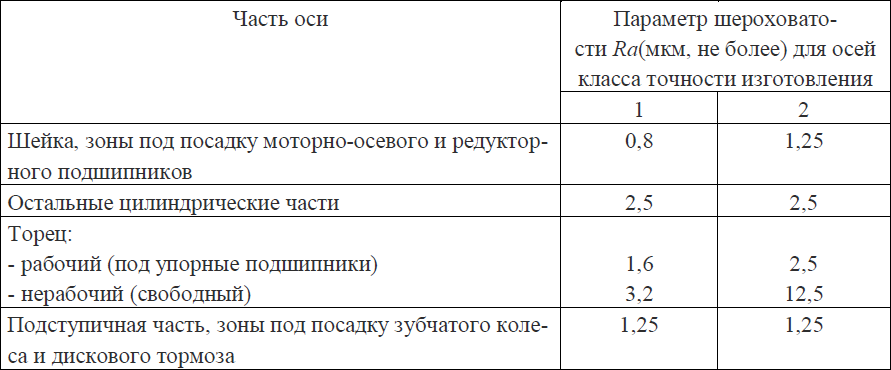
10.4.6. Размеры и параметры шероховатости новых осей должны соответствовать ГОСТ 33200, ГОСТ 11018 , ГОСТ 22780 и чертежам, утвержденным в установленном порядке. Старогодняя обработанная ось должна иметь размеры и параметры шероховатости поверхности в полном соответствии с чертежами, техническими условиями и настоящей Инструкцией. Параметры шероховатости поверхностей оси должны соответствовать параметрам, указанным в таблице 10.
Таблица 10 – Параметр шероховатости элементов осей колесных пар локомотивов, моторвагонного подвижного состава
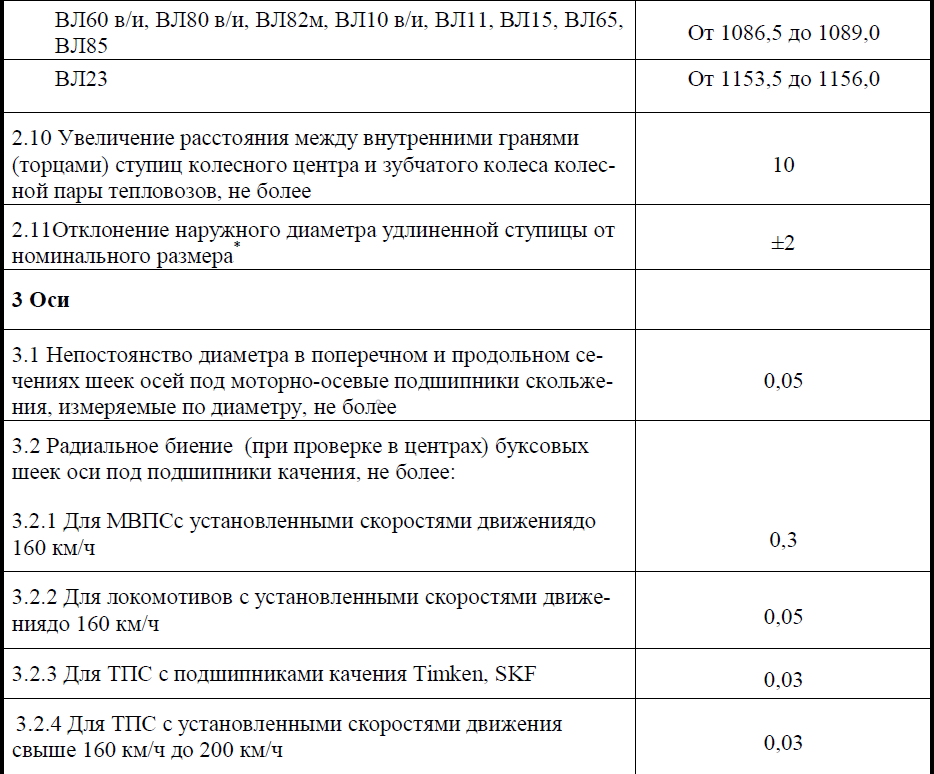
10.4.7. Для осей колесных пар локомотивов, моторвагонного подвижного состава допуск непостоянства диаметра в поперечном и продольном сечениях должен быть:
- 0,015 мм – для шеек под подшипники качения новых осей;
- 0,030 мм – для шеек под подшипники качения старогодных осей;
- 0,050 мм – для шеек под осевые подшипники скольжения;
- 0,050 мм – для подступичных частей под колеса и посадочного места под тормозные диски, в случае конусообразности больший диаметр должен быть обращен к середине оси;
- 0,050 мм – для посадочного места под зубчатые колеса или под ступицы зубчатых венцов;
- 0,030 мм – для предподступичных частей под упорные (лабиринтные) кольца буксовых подшипников новых осей;
- 0,050 мм – для предподступичных частей под упорные (лабиринтные) кольца буксовых подшипников старогодных осей;
Здесь и далее допускается вместо непостоянства диаметра в поперечном сечении измерять отклонение от круглости, вместо непостоянства диаметра в продольном сечении измерять профиль продольного сечения. Допуск круглости и профиля продольного сечения должен быть равен половине значения допуска непостоянства диаметра в поперечном или продольном сечении.
10.4.8. Допуск радиального биения (при проверке в центрах) шеек оси под подшипники качения, подступичных частей, посадочного места под зубчатые колеса или под ступицы зубчатых венцов, посадочного места под тормозные диски должен быть:
- 0,30 мм – для колесных пар моторвагонного подвижного состава со скоростями движения до 160 км/ч (кроме посадочных мест оси под зубчатые колеса);
- 0,05 мм – для колесных пар локомотивов со скоростями движения до 160 км/ч, и посадочных мест оси под зубчатые колеса моторных колесных пар моторвагонного подвижного состава;
- 0,03 мм – для ТПС с подшипниками качения Timken, SKF;
- 0,03 мм – для ТПС со скоростями движения от 160 км/ч до 200 км/ч.
10.4.9. Допуск биения упорных торцов предподступичных частей оси при проверке по центровым отверстиям должен быть не более:
- 0,05 мм – для колесных пар локомотивов, моторвагонного подвижного состава.
10.4.10. Обточку шеек осей разрешается производить как до запрессовки, так и после запрессовки оси и обточки поверхности катания колесной пары.
10.4.11. Обточку и шлифовку буксовых шеек, предподступичных и подступичных частей и шеек под моторно-осевой подшипник осей, бывших в эксплуатации, необходимо производить при наличии на них следующих дефектов:
- недопустимых рисок и задиров, забоин шейки и предподступичной части оси, а также при недопустимой местной выработке шейки под моторно-осевой подшипник;
- превышения установленных допусков непостоянства диаметра в поперечном и продольном сечениях, радиального биения;
- радиусов галтелей менее допустимых;
- продольных плен и волосовин;
- повреждений от коррозии.
После обточки и шлифовки размеры шеек, предподступичных частей, их непостоянство диаметра в поперечном и продольном сечениях и радиусы галтелей должны находиться в пределах установленных норм, а параметр шероховатости соответствовать таблице 10 настоящей Инструкции.
10.4.12. Для плавного захода оси в ступицу при запрессовке наружный конец подступичной части оси обтачивается на конус длиной от 7 до 15 мм с разностью наибольшего и наименьшего диаметров не более 2 мм, за исключением электровозных осей колесных пар с удлиненной ступицей, для которых длина запрессовочного конуса должна быть от 17 до 20 мм.
Переход от запрессовочного конуса к цилиндрической поверхности подступичной части оси должен быть плавным.
Предпочтительно выполнять заходную часть оси скругленной, радиусом (рисунок 2), величина которого определяется по формуле
R = (1±0,06)D0n, (1)
где D0n — диаметр подступичной части оси.
Плавный переход от фаски к торцу выполнять радиусом 3 мм.
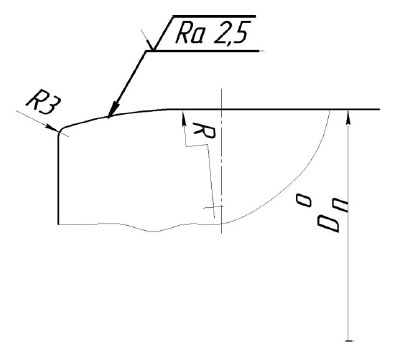
Рисунок 2
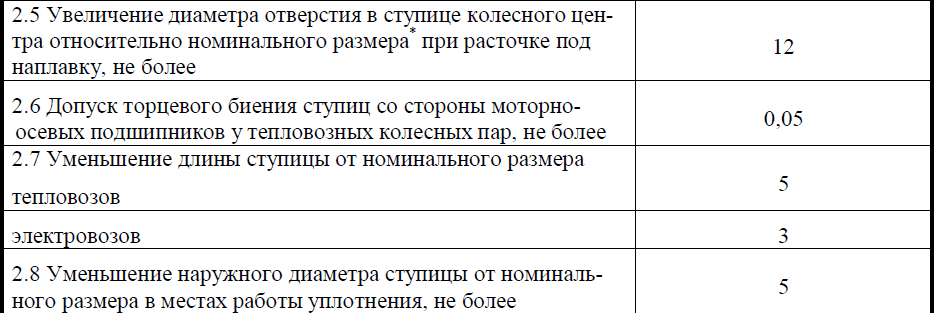
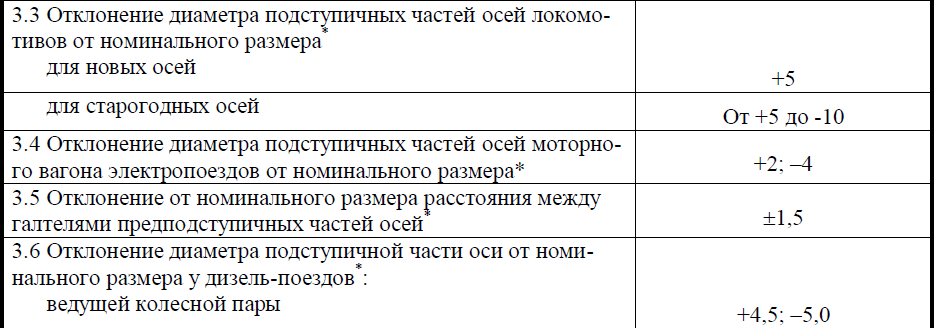
10.4.13. При изготовлении новых осей для запрессовки в старогодные колесные центры разрешается увеличивать диаметр их подступичных частей против размера по чертежу в пределах норм, приведенных в таблице 8 (пункты 3.3, 3.4).
10.4.14. Галтели, пазы в торцах осей должны проверяться шаблонами. При проверке галтелей допускается просвет между галтелью и шаблоном не более 0,4 мм.
10.4.15. Середина оси обозначается керном и определяется относительно упорных торцов предподстуличных частей. Размер керна по диаметру должен быть не более 2,0 мм.
Разница размеров от торцов оси до керна относительно упорных торцов предподступичных частей при подшипниках качения должна быть не более 1,0 мм. Данная разница должна контролироваться на свободной оси.
10.4.16. Перед запрессовкой старогодные оси должны быть подвергнуты неразрушающему контролю в соответствии с действующей технологической документацией. Требования к приемочному неразрушающему контролю черновых и чистовых осей установлены в РД 32.144-2000 и ГОСТ 33200.
10.5 Обработка новых и старогодных центров, цельнокатаных и зубчатых колес
10.5.1. После окончательной обработки новые и старогодные колесные центры, цельнокатаные и зубчатые колеса, центры зубчатых колес должны иметь параметры шероховатости поверхностей и размеры в полном соответствии с чертежами, техническими условиями и настоящей Инструкцией. Зубья зубчатых колес (венцов) должны быть проверены МПК.
10.5.2. При насадке нового центра на старогодную ось для обеспечения требуемого натяга разрешается выполнять диаметр отверстия ступицы в соответствии с диаметром подступичной части оси.
10.5.3. Во избежание задиров при запрессовке и распрессовке отверстия ступиц должны иметь запрессовочный конус с закруглениями кромок согласно чертежам.
Предпочтительно выполнять заходную часть отверстия ступиц длиной от 10 до 15 мм скругленной, радиусом (рисунок 3), величина которого определяется по формуле
R = (1±0,06) Dоn, (2)
где Dоn — посадочный диаметр отверстия ступицы, мм.
Плавный переход от конуса к торцу выполнять радиусом 3,0 мм.
10.5.4. Отверстия в ступицах колесных центров, цельнокатаных колес должны быть соосны с ободом, без вмятин и забоин, а их ось – перпендикулярна торцовым поверхностям ступицы и боковым граням обода.
Допуски формы поверхности ступиц колесных центров, цельнокатаных и зубчатых колес должны быть:
- допуск непостоянства диаметра отверстия в поперечном и продольном сечениях не более 0,05 мм. В случае конусообразности больший диаметр должен быть обращен к внутреннему торцу ступицы.
При этом параметр шероховатости поверхности отверстия ступицы колесного центра или цельнокатаного колеса и зубчатого колеса должен быть:
- Ra не более 2,5 мкм – при тепловом способе формирования,
- Ra не более 5,0 мкм – при прессовом способе формирования.
Разность толщины стенок ступицы в разных местах по окружности допускается не более 5,0 мм (4,0 мм для ступицы колеса немоторных вагонов электропоездов и дизель-поездов, а для тепловозов с дышловым приводом – не более 10 мм).
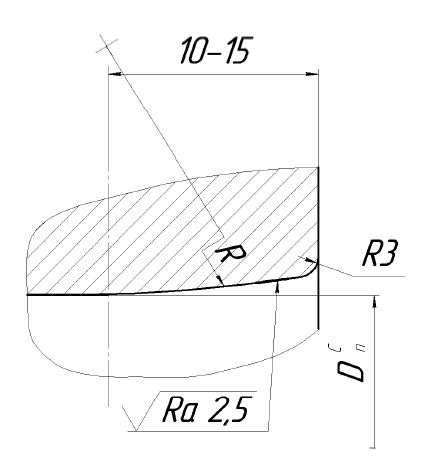
Рисунок 3
10.5.5. Чистовую расточку отверстий ступиц центров и запрессовку осей разрешается производить как до, так и после насадки бандажей у всех типов колесных пар. На центрах колес с удлиненной ступицей (под зубчатое колесо) отверстие ступицы растачивать после напрессовки зубчатого колеса.
10.5.6. Во всех случаях, когда отклонение от профиля продольного сечения или круглости посадочной поверхности ступицы более допустимых значений или на посадочной поверхности имеются задиры, раковины или черновины, отверстие ступицы колесного центра, зубчатого колеса расточить для насадки на ось большего диаметра или восстановить наплавкой (кроме зубчатых и цельнокатаных колес) для посадки на ось того же или меньшего диаметра. Увеличение или уменьшение диаметра отверстий ступиц допускается в пределах норм на изменение размеров подступичных частей осей.
При расточке ступицы старогоднего центра с бандажом установка центра на станке производится по обточенным поверхностям бандажа.
10.5.7. Посадочная поверхность обода по образующей должна быть параллельна оси колесного центра. Допускается:
- непостоянство диаметра в продольном сечении не более 0,1 мм;
- непостоянство диаметра в поперечном сечении не более 0,2 мм при диаметре обода до 1175 мм;
- параметр шероховатости поверхности сопряжения с бандажом Ra не более 5,0 мкм;
- уменьшение диаметра и ширины обода – приведены в таблице 8;
- разность в толщине обода в разных местах не более 5,0 мм.
Уклон боковых граней проверяется шаблоном.
Кромки обода закругляют радиусом или делают фаску в соответствии с ремонтной документацией.
10.5.8. При ремонте, после снятия изношенного бандажа и механической обработки посадочной поверхности обода колесного центра, допускаются участки необработанной поверхности в количестве не более двух общей площадью не более 16 см2 при максимальной длине любого участка не более 40 мм.
10.5.9. Технологические отверстия для водил в дисковых центрах колесных пар сверлятся параллельно оси центрального отверстия ступицы с закруглением кромок радиусом от 2 до 5 мм. Прожигание этих отверстий кислородной резкой запрещается.
10.6. Ремонт зубчатых колес
10.6.1. Зубчатые колеса проверить на наличие трещин, предельного износа и других дефектов. Проверить плотность посадки венцов на ободе центра зубчатого колеса. Осмотреть элементы упругих зубчатых колес тепловозов.
10.6.2. Трещины, которые разрешено устранять согласно пункту 3.18 таблицы 9 настоящей Инструкции, могут выводиться шлифованием вручную абразивным кругом. Абразивные круги следует применять мягкие I, J или среднемягкие K, L (ГОСТ Р 52587), зернистостью от F70 до F46 (ГОСТ Р52381). Тип профиля: прямоугольного профиля или с коническим профилем, заправленный по профилю (рисунку 4). Допускается шлифованием производить машинную зачистку по всей длине ножки зуба, кроме впадин. При этом допустимое уменьшение ножки зуба – не более 3 мм. Переход от обработанной поверхности к впадине должен быть плавным без острых ступенек и заглубления впадины. После выведения трещин произвести МПК зачищенных мест. Допускается обработанные места подвергать упрочнению наклепом с помощью пневматического молотка, оснащенного бойком (рисунок 5) или многобойковым наконечником, а также дробенаклепом по технологии, утвержденной в установленном порядке.
10.6.3. При установке зубчатого венца на центр зубчатого колеса допускается зазор между зубчатым венцом и центром зубчатого колеса не более 0,1 мм на длине не более 1/3 окружности и увеличение диаметра отверстий под призонные болты не более чем на 2 мм (для МВПС и электровозов серии ЧС2, ЧС4 в/и).
Для колесных пар МВПС допускается установка зубчатого венца на центр зубчатого колеса тепловым методом по согласованной и утвержденной технологической документации ремонтного предприятия.
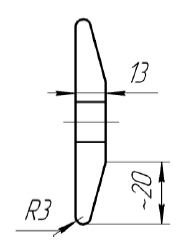
Рисунок 4 – Шлифовальный круг
а – форма бойка; б, в, г- положения инструмента при наклепе
Рисунок 5 – Наклеп впадины зубчатого колеса (h- зона упрочнения впадины)
10.6.4. Дефектацию и ремонт упругих зубчатых колес производить в соответствии с требованиями «Технологической инструкции на текущие ремонты ТР-3 и ТР-2 упругого зубчатого колеса тепловозов 2ТЭ116 и 2ТЭ10В, 2ТЭ10М, ЗТЭ10М, 2ТЭ10Л, ТЭЗ,4ТЭ10С» ТИ 287, «Технологической инструкции на установку призматических резино-металлических элементов в упругое зубчатое колесо тепловозов 2ТЭ116, 2ТЭ10 и 2М62» ТМ 1345.00.00.ТИ и «Руководством на ремонт упругих зубчатых колес тягового редуктора при среднем и капитальном ремонте тепловозов 2ТЭ10Л, 2ТЭ10В, 2ТЭ116» №105.80.700.10486.
10.7. Расточка бандажей
10.7.1. Перед расточкой бандажи подобрать по твердости (по телу бандажа) по данным сертификата. Значение твердости бандажей, указанное в сертификатах, занести в бумажный и электронный формуляр колесной пары.
10.7.2. Для обеспечения необходимой плотности посадки (натяга) внутренний диаметр бандажа должен быть меньше диаметра обода колесного центра от 1,2 до 1,6 мм на каждые 1000 мм диаметра обода колесного центра.
10.7.3. Внутреннюю поверхность бандажа расточить с обеспечением параметра шероховатости Ra не более 5,0 мкм и соблюдением размеров упорного бурта согласно пункта 1.10 таблицы 8 и выточки согласно чертежу. При этом высоту бурта разрешается уменьшить не более чем на 2,0 мм против чертежного размера.
10.7.4. Радиусы сопряжения элементов профиля выточки под бандажное кольцо должны быть не менее 2,5 мм, параметр шероховатости поверхности выточки Ra должен быть не более 5 мкм. На кромках выточки, выходящих на внутреннюю посадочную поверхность бандажа, должны быть фаски шириной 1,5 мм под углом 45°.
10.7.5. Непостоянство диаметров в продольных сечениях посадочных поверхностей бандажей должно быть не более 0,1 мм, непостоянство диаметра в поперечных сечениях не более 0,2 мм.
10.7.6. На обработанной внутренней поверхности бандажа на расстоянии не менее 10 мм от упорного бурта и выточки под бандажное кольцо черновины не допускаются. На остальной части этой поверхности не допускаются черновины площадью более 16 см2 (наибольшая длина черновины 40 мм). Черновин с площадью до 16 см2 должно быть не более 2 штук.
10.7.7. При обнаружении в процессе расточки внутренних дефектов металла (расслоений, раковин, трещин, неметаллических включений), которые не будут удалены при окончательной обработке внутренней поверхности, новый бандаж бракуется и составляется акт для предъявления рекламации заводу-изготовителю.
10.8. Посадка (смена) бандажей
10.8.1. Снятие бандажей производится нагреванием бандажа до температуры не выше 300 °С. Перед нагревом бандажа вырезать на станке бандажное кольцо. Если бандаж не удалось снять с колесного центра приведенным выше способом, разрешается бандажи разрезать газовой горелкой с соблюдением особой осторожности с целью недопущения повреждения обода колесного центра. Допускается снятие бандажей после вырезки бандажного кольца прессовым способом.
Запрещается применение искусственного охлаждения колесных центров после снятия с них бандажей.
10.8.2. Расточенные бандажи, а также колесные центры измерить для проверки натяга, непостоянства диаметра в поперечном и продольном сечениях. В случае конусообразности внутренней поверхности бандажа ее направление должно совпадать с направлением конусообразности посадочной поверхности обода колесного центра, причем разница значений отклонений непостоянства диаметров в продольных сечениях бандажа и обода колесного центра должна быть не более 0,05 мм, а больший натяг на ширине бандажа должен приходиться на его наружную часть.
Запрещается производить измерение не остывших до температуры окружающего воздуха бандажей. Внутренняя обработанная поверхность бандажа должна быть проверена на отсутствие трещин МПК. Проверка УЗК на отсутствие внутренних дефектов производится в соответствии с РД 32.144-2000.
10.8.3. Нагрев бандажей для посадки на колесный центр производится на оборудовании, обеспечивающем равномерный нагрев до 300 °С. Разность температур в трех различных участках бандажа при нагреве допускается не более 50 °С.
Контроль температуры и разницы температуры осуществляется приборами и устройствами, позволяющими контролировать ее значение в процессе нагрева, регистрировать на сохраняемом носителе информации график изменения температуры (диаграмму нагрева) бандажа во времени, а также автоматически отключать нагреватель, не допуская превышение температуры нагрева бандажа.
Температура бандажа перед посадкой на обод колесного центра должна быть от 220 до 270 °С. Допускается посадка бандажа на колесный центр после его запрессовки на ось.
10.8.4. Результаты измерения температуры нагрева бандажа, знаки заводов-изготовителей насаживаемого бандажа и оси колесной пары заносятся в цеховой журнал учета насадки бандажей и заверяются подписями исполнителя и мастера. В случае посадки бандажей на колесные центры без оси вместо маркировки оси записывается в цеховой журнал заводская маркировка колесного центра.
10.8.5. Перед нагревом внутреннюю поверхность бандажа и наружную поверхность обода колесного центра протереть сухой чистой ветошью.
10.8.6. Запрещается:
- производить посадку бандажей вне помещения;
- производить посадку неравномерно нагретых бандажей на колесные центры;
- производить посадку бандажей на колесные центры, у которых отверстия ступиц окончательно расточены под запрессовку осей;
- при смене бандажей ставить прокладки между бандажом и ободом колесного центра.
10.8.7. Укрепление бандажей на колесных центрах производить бандажным кольцом из проката по ГОСТ 5267.10 . Кольцо заводить в выточку бандажа только утолщенной стороной. Бандажное кольцо сгибать на специальном станке из цельного или составного куска, состоящего не более чем из четырех частей, сваренных на контактной машине, газовой или электросваркой с зачисткой швов заподлицо. Запрещается сваривать встык бандажное кольцо, заведенное в паз, или приваривать его к бандажу или ободу колесного центра.
10.8.8. Бандажное кольцо заводится в выточку бандажа сразу после его посадки.
Заводка кольца при бандаже, остывшем до температуры ниже 200 °С, запрещается. Зазор между концами кольца при заводке в выточку бандажа должен быть не более 2,0 мм, при этом допускается отсутствие зазора.
Запрещается производить обрубку излишка бандажного кольца на бандаже без подкладки толщиной от 10 до 12 мм.
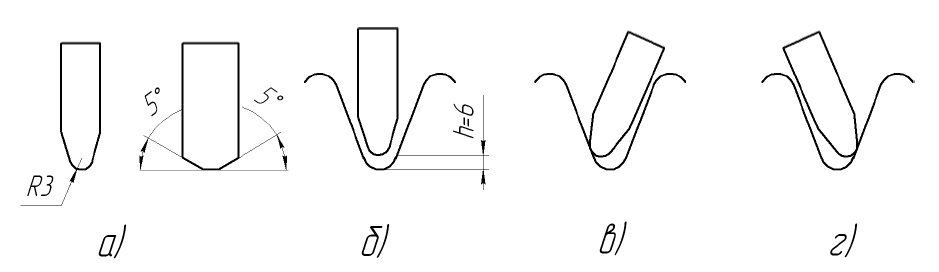
10.8.9. После заводки бандажного кольца прижимной бурт бандажа обжимают на прессе с усилием на ролик от 44·104 до 49·104 Н (от 45 до 50 тс). В соответствии с ОСТ 32.166-2000 форма вальцовки должна обеспечивать требования рисунка Л.1 приложения Л настоящей Инструкции. Обжим бурта производить не менее чем за 4 оборота колеса. Предельная деформация прижимного бурта должна быть не более 3,0 мм (см. приложение Л) Обжатие бурта бандажа должно быть закончено при его температуре не ниже 100 °С.
10.8.10. Колесная пара или колесный центр в сборе с бандажом после заводки и завальцовки бандажного кольца должны медленно остывать. Запрещается искусственное охлаждение, а также выставление колесной пары за пределы помещения до полного ее остывания. Остывший после обжатия прижимного бурта бандаж должен быть подвергнут ВТК на отсутствие трещин на участке, прижимающем бандажное кольцо, на расстоянии от 25 до 30 мм от кромки прижимного бурта (см. приложение Л).
Плотность посадки бандажа должна гарантироваться двумя проверками натяга перед насадкой на заводах – бандажником и контролером или контрольным мастером (в депо- техником по замерам и мастером или контрольным мастером ОТК), подтвержденными подписями в журнале. Плотность посадки бандажа проверяется после его остывания по звуку от ударов слесарным молотком по поверхности катания в разных точках.
10.8.11. Для контроля за сдвигом бандажа после его посадки на обод на наружных гранях бандажа и обода нанести контрольные отметки на одной прямой по радиусу колеса.
Контрольная отметка на бандаже в виде 4 – 5 кернов глубиной от 1,5 до 2,0 мм наносят на расстоянии не ближе 10 мм и не далее 45 мм от внутреннего диаметра кромки упорного бурта бандажа и располагают равными интервалами между кернами не менее 5 мм. Контрольная отметка на ободе колесного центра должна быть в виде канавки глубиной от 0,5 до 1,0 мм, и длиной от 10 до 20 мм, наносимой притупленным зубилом. В формуляр и электронный паспорт колесной пары записывается значение твердости бандажей, указанное в сертификатах.
10.8.12. Разность твердости бандажей на одной колесной паре локомотива и моторвагонного подвижного состава допускается не более 24 НВ.
При смене одного бандажа подборка твердости производится по данным формуляра, электронного паспорта колесной пары и сертификата. В случае отсутствия данных о твердости остающегося бандажа в формуляре и электронном паспорте колесной пары твердость вновь насаживаемою бандажа должна соответствовать от 285 до 293 НВ.
10.9. Прессовые работы
10.9.1. Прессовые работы при ремонте и формировании колесных пар производятся на специальном гидравлическом прессе, оборудованном регистрирующим устройством для записи диаграммы запрессовки и двумя манометрами.
Класс точности регистрирующего устройства должен быть не ниже 1,5 %, погрешность хода диаграммы — не более 2,5 %, толщина линии записи — не более 0,6 мм, ширина диаграммной ленты — не менее 100 мм, масштаб записи по длине должен быть не менее 1:2, а 1,0 мм диаграммы по высоте должен соответствовать усилию не более 25 кН (2,5 тс).
При использовании электронных регистрирующих устройств класс точности прибора должен быть не ниже 1,5%, а требования к печатной форме диаграммы и отображению ее на экране монитора аналогичны требованиям к регистрирующим устройствам с записью диаграммы на ленте.
Манометр, предназначенный для контроля усилия при запрессовке, должен иметь класс точности не ниже 1,5 %. Манометр, предназначенный для контроля усилия при распрессовке, должен иметь на шкале контрольную черту, показывающую максимально допустимое усилие для пресса.
Разрешается использовать регистрирующие устройства в комплексе с датчиками давления, позволяющие производить электронную запись диаграммы запрессовки колесных пар, с последующим выходом регистрации данных на компьютер, при условии своевременного проведения поверки датчиков давления в Государственном региональном центре стандартизации и метрологии.
10.9.2. Не реже одного раза в год производится поверка манометра и регистрирующего устройства, предназначенных для контроля запрессовки. В случае неисправности этих приборов производится их ремонт и внеочередная поверка.
Каждый раз после поверки манометра или регистрирующего устройства следует производить первую запрессовку оси в присутствии контрольного мастера ОТК на заводе или мастера в депо.
10.9.3. Манометры должны быть опломбированы, регистрирующее устройство заперто и опломбировано. Ключи от регистрирующего устройства и пломбиры должны храниться у контрольного мастера ОТК на заводе или мастера в депо.
Если конструкция регистрирующего устройства требует установки и снятия диаграммного бланка при каждой запрессовке, такое регистрирующее устройство не пломбируется, но кожух его должен быть сблокирован с электромотором пресса так, чтобы запрессовка не могла производиться при открытом кожухе регистрирующего устройства.
10.9.4. Зарядку регистрирующего устройства лентой должен производить контрольный мастер ОТК на заводе или мастер в депо. Изъятие ленты из устройства и оформление диаграммы производится по окончании запрессовочной операции или после выхода диаграммы наружу из футляра.
10.9.5. У каждого пресса должна быть вывешена таблица перевода показаний манометра на усилие плунжера и таблица допустимых запрессовочных усилий для колесных пар различных типов.
10.9.6. При установке колесных пар на пресс необходимо обеспечить совпадение геометрических осей прессуемых элементов колесной пары и упорных приспособлений с геометрической осью плунжера пресса. Горизонтальность оси колесной пары проверять по уровню.
10.9.7. Вспомогательные приспособления (упорные кольца, стаканы, шайбы), применяемые при прессовых работах, должны находиться в исправном состоянии, а их размеры соответствовать типам колесных пар. Поверхность упорных стаканов, соприкасающаяся с плунжером пресса, должна быть сферической.
Состояние вспомогательных приспособлений должны проверять ежемесячно контрольные мастера ОТК на заводе и мастера в депо.
10.9.8. При распрессовке колесных пар регистрирующее устройство и манометр, предназначенный для контроля усилий запрессовки, следует выключать во избежание их повреждений.
Усилие распрессовки контролировать по второму манометру, предназначенному для данной цели, не допуская при этом превышения предельного усилия пресса.
Перед распрессовкой колесных пар с маслосъемом надлежит произвести подпрессовку масла в зону соединения колесного центра (зубчатого колеса) с осью до выхода масла из под ступицы.
10.9.9. Во избежание повреждения колесного центра колесных пар электровозов серии ЧС разрешается распрессовывать колесный центр при насаженном бандаже.
10.9.10. В случае, если колесо не поддается спрессовке с оси предельным усилием, бандаж следует срезать или произвести подогрев ступицы колесного центра или применять одновременно обе операции. Для демонтажа бандажа срезать прижимной бурт, выбить из бандажа бандажное кольцо с последующей спрессовкой или нагреть бандаж в индукционном нагревателе до температуры не выше 300 ºС для исключения натяга между бандажом и колесным центром. При невозможности демонтажа указанным способом бандаж срезать.
Если колесная пара при этом не распрессовывается, то разрешается:
- при негодной оси отрезать ее кислородной резкой у ступицы колесного центра и затем выжечь середину подступичной части оси, а остатки выпрессовать;
- при годной оси и негодном центре колеса ступицу колесного центра подрезать с наружного торца газовой горелкой по кругу вокруг оси, не задевая подступичную часть оси.
10.9.11.При распрессовке колесных пар, оси или колесные центры (цельнокатаные колеса) которых годны для дальнейшей работы, запрещается:
- наносить удары кувалдой по оси или ступице колесного центра (цельнокатаного колеса) для получения первоначального сдвига;
- производить расспрессовку осей с шейками под подшипники качения без применения упорных стаканов;
- применять упорные стаканы с одним упором в предподступичную часть оси.
При распрессовке и контрольной проверке на сдвиг колесных центров и зубчатых колес нагрузку прилагать к торцу ступицы колесного центра или зубчатого колеса, либо (при отсутствии доступа к торцу ступицы) к торцу обода колесного центра или зубчатого колеса через втулку.
10.9.12. После распрессовки колесной пары ее составные части необходимо тщательно осмотреть для определения их пригодности к дальнейшему использованию. Оси по всей длине и зубья зубчатых колес проверить МПК.
10.9.13. При необходимости спрессовки только одного колеса или центра подступичная часть оси под другим колесом или зубчатым колесом, тормозным диском оси проверяется УЗК, а свободная подступичная часть оси – МПК.
10.9.14. Перед напрессовкой составные части колесных пар проверяются и подбираются по размерам. Посадочные поверхности ступиц центров (цельнокатаных колес) и подступичные части оси тщательно очищаются насухо, протираются и смазываются натуральной олифой по ГОСТ 7931 или термообработанным растительным маслом (например: льняным по ГОСТ 5791, конопляным по ГОСТ 8989 или подсолнечным по ГОСТ 1129).
Допускается применение альтернативных смазок: жир свиной (чистый), смазка на основе дисульфида молибдена.
10.9.15. Запрессовку осей в центры (цельнокатаные колеса), напрессовку зубчатых колес производить с усилиями, указанными в таблице 11. Скорость движения плунжера гидравлического пресса при запрессовке не должна превышать 3 мм/с.
При применении новой конструкции заходных частей ступицы и оси (по пунктам 10.4.12 и 10.5.3), использовании альтернативных смазок (пункт 10.9.14) или при изменении механических свойств материала колесного центра, необходимо обеспечить усилия, указанные в таблице 11, путем подбора диапазона рабочего натяга.
10.9.16. Диаметры посадочных поверхностей оси и отверстия в ступицах центров (цельнокатаных колес) при подборе по натягу должны измеряться в трех сечениях по длине посадки и по двум взаимно перпендикулярным направлениям. Рекомендуемая величина натяга посадки должна быть в пределах от 0,9·10-3 до 1,5·10-3 диаметра подступичной части оси с учетом обеспечения конечных усилий запрессовки по таблице 11.
Для колесных пар немоторных вагонов МВПС величина натяга колес на оси должна быть от 0,10 до 0,25 мм.
10.9.17. В процессе запрессовки проверяется положение составных частей колесной пары средствами, установленными технологическим процессом, для проведения запрессовки, а после окончания запрессовки — правильность положения составных частей колесной пары относительно галтелей предподступичных частей или середины оси.
Разность расстояний от галтелей предподступичных частей или середины оси до внутренних граней бандажей допускается не более 2 мм.
10.9.18. Напрессовка зубчатых колес на удлиненные ступицы центров производится при помощи упорных муфт, которые должны обеспечивать возможность выхода торца ступицы центра относительно торца ступицы зубчатого колеса в соответствии с требованиями чертежа.
10.9.19. В процессе запрессовки надлежит следить за согласованностью показаний манометра и регистрирующего устройства.
Таблица 11 – Конечные усилия запрессовки при формировании колесной пары прессовым методом для ТПС
| Наименование элементов колесных пар | Усилие в Н (тс) на каждые 100 мм диаметра подступичной части | |||
| с бандажом (цельнокатаным колесом) | без бандажа | |||
| наименьшее | наибольшее | наименьшее | наибольшее | |
| Оси электровозов и тепловозов | 44,1·104
(45) |
63,6·104
(65) |
39,2·104
(40) |
58,8·104
(60) |
| Оси моторвагонного подвижного состава: | ||||
| моторных вагонов* | 39,2·104
(40) |
56,8·104
(58) |
34,3·104
(33) |
49·104
(50) |
| прицепных | 38,2·104
(39) |
56,8·104
(58) |
29,4·104
(30) |
42,1·104
(43) |
| Зубчатые колеса:
электровозов, тепловозов и моторных вагонов моторвагонного подвижного состава при напрессовке их на ось |
_ | _ | 19,6·104
(20) |
29,4·104
(30) |
| Зубчатых колес при напрессовке их на удлиненную ступицу колесного центра | _ | _ | 14,7·104
(15) |
24,5·104
(25) |
| *Для моторных колесных пар дизель-поездов Д1 до № 376 усилие запрессовки
от 85 104 до 120·104 Н (от 85 до 120 тс). Примечание – При вычислении по данной таблице усилий запрессовки результат подсчета округлять до 4,9 104 Н (5 тс) в сторону повышения для нижнего предела и в сторону уменьшения для верхнего. |
10.9.20. По форме нормальная индикаторная диаграмма запрессовки должна иметь плавную нарастающую, несколько выпуклую вверх кривую на всей длине с начала до конца запрессовки (рисунок 6).
Длина диаграммы должна быть не менее 85 % ее теоретической длины. Теоретическая длина диаграммы прессового соединения оси и колеса (центра) колесной пары может быть определена по формуле
L = (L1 + H)i, (3)
где L1 – длина контакта ступицы колесного центра с осью, мм;
Н – дополнительное продвижение ступицы (если предусмотрено чертежом) после момента полного соприкосновения с осью ее контактирующей поверхности, мм;
i – передаточное число привода регистрирующего устройства (масштаб диаграммы по длине).
Не допускается скачкообразное повышение усилия запрессовки без продвижения оси.
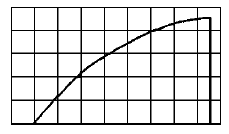
Рисунок 6 – Нормальная индикаторная диаграмма запрессовки оси
10.9.21. В зависимости от конструктивных особенностей колесных пар допускаются следующие отклонения от нормальной формы запрессовочной диаграммы:
а) в начальной точке диаграммы (зона перехода конической части в цилиндрическую) скачкообразное повышение до 4,9·104Н (5 тс) с последующим горизонтальным участком до 5 % теоретической длины диаграммы (рисунок 7);
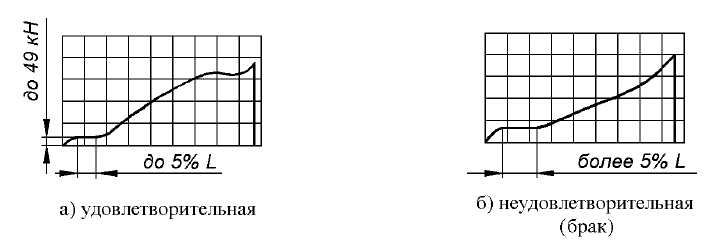
Рисунок 7 – Диаграммы со скачкообразным повышением давления в начале запрессовки и последующим горизонтальным участком, а также скачкообразным давлением в конце запрессовки
б) наличие площадок или впадин на диаграмме в местах расположения выточек масляных канавок на ступицах, при этом количество площадок и впадин должно соответствовать числу выточек (рисунок 8);
в) вогнутость диаграммы с непрерывным нарастанием давления при условии, что вся кривая, кроме оговоренных в предыдущем абзаце площадок и впадин, помещается выше прямой, соединяющей начало кривой с точкой, указывающей на данной диаграмме минимально допустимое давление для данного типа оси (рисунок 9);
г) горизонтальная прямая на диаграмме в конце запрессовки на длине, не превышающей 15% теоретической длины диаграммы, или падение усилия не более 5% наивысшего усилия запрессовки на длине, не превышающей 10% теоретической длины диаграммы (рисунки 10 и 11);
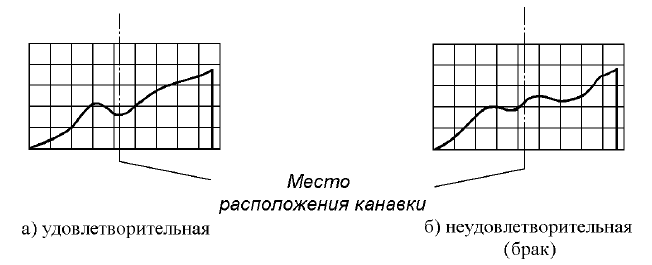
Рисунок 8 – Диаграммы запрессовки с наличием площадок и впадин в местах расположения выточек масляных канавок на ступице
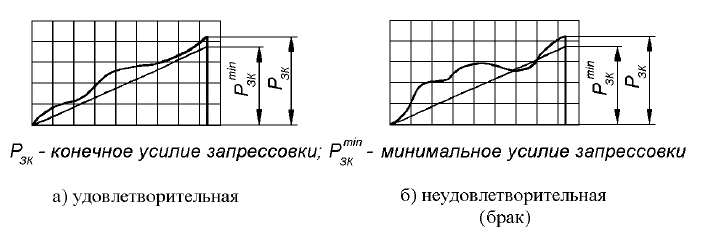
Рисунок 9 – Диаграммы запрессовки с вогнутостью и непрерывным повышением давления
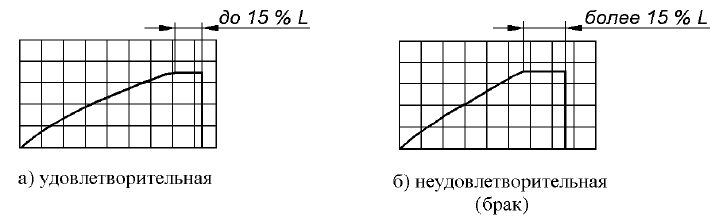
Рисунок 10 – Диаграммы запрессовки с горизонтальной прямой в конце запрессовки
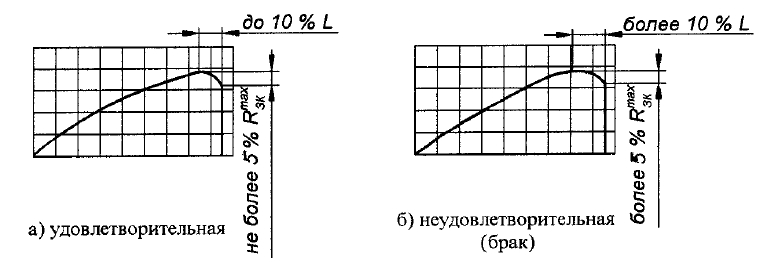
Рисунок 11 – Диаграммы с падением давления в конце запрессовки
д) скачкообразное повышение усилия в конце диаграммы, если конструкцией колесной пары или технологией формирования предусмотрена напрессовка до упора в какой-либо элемент (рисунок 7);
е) колебание усилия в конце запрессовки с амплитудой не более 3 % наивысшего усилия запрессовки на длине, не превышающей 15 % теоретической длины диаграммы при напрессовке колес с удлиненной ступицей (рисунок 12).
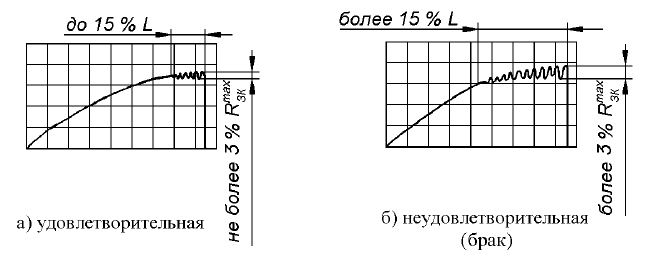
Рисунок 12 – Диаграммы с колебанием усилия в конце запрессовки
10.9.22. При определении предельных усилий (максимального и минимального) по диаграмме доверительная граница погрешности не должна быть более 2·104 Н (2 тс). Повышение усилия в виде скачка в конце диаграммы при определении предельных усилий в учет не принимается.
Если конечное значение усилия запрессовки на 10% меньше или больше предельного значения, указанного в таблице 11, необходимо провести проверку прессовой посадки в присутствии инспектора – приёмщика на заводе, приёмщика локомотивов и МВПС в депо или в присутствии заказчика путем трехкратного приложения контрольной осевой нагрузки с выдержкой не менее 5 секунд. Для проверки уменьшенного конечного усилия запрессовки, но не более чем на 10 % от минимального значения по таблице 11, контрольная осевая нагрузка должна быть равной 1,2 от фактического усилия запрессовки. Для проверки увеличенного конечного усилия, но не более чем на 10% от максимального значения, контрольная осевая нагрузка должна соответствовать наибольшему усилию запрессовки, определенному в таблице 11.
Контрольная осевая нагрузка при проверке на сдвиг при тепловом способе посадки ступиц тормозных дисков колесной пары должна быть 196 кН (20 тс) на 100 мм посадочного диаметра.
Диаграмма контрольных испытаний прикладывается к соответствующей диаграмме запрессовки.
10.9.23. В случае, если при запрессовке центра на ось будет получена неудовлетворительная диаграмма или усилие не будет соответствовать указанному в таблице 11 настоящей Инструкции, а также длина диаграммы будет менее 85 % теоретической, колесная пара подлежит забраковке и распрессовке.
Вместо забракованной колесной пары следует подобрать новую пару «колесо-ось».
10.9.24. При запрессовке колеса на ось после наплавки внутренней поверхности отверстия ступицы нижний предел запрессовочного усилия для всех типов центров должен быть поднят на 9,8·104 Н (10 тс).
10.9.25. На бланке диаграммы, кроме кривой изменения усилия, записать следующие данные:
- дата запрессовки;
- тип колесной пары;
- номер оси;
- тип и номер колесного центра, зубчатого колеса, тормозного диска;
- правый, левый;
- диаметр подступичной части оси и отверстия ступицы, измеренные с точностью до 0,01 мм;
- величина натяга в мм и конечное усилие запрессовки в Н (тс);
- с бандажом или без него;
- ступица наплавлена или нет;
- длина цилиндрической части посадочной поверхности ступицы (длина контакта ступицы с осью), измеренной с точностью до 1 мм;
- порядковый номер диаграммы в текущем году.
На диаграмме принятой запрессовки делается надпись: «принята»; на непринятой: — «брак» с указанием причин брака.
Диаграмму принятой запрессовки подписывает начальник или мастер цеха, производящий запрессовку, а также контрольный мастер ОТК и инспектор-приемщик на заводе и приемщик локомотивов в депо.
На диаграмме забракованной запрессовки должны быть те же данные, что и на принятой.
10.9.26. Опробование на прессе осей с признаками ослабления, а также зубчатых колес производится на максимально допустимом давлении согласно таблицы 11 со снятием диаграмм усилий, которые оформляются так же, как и диаграммы запрессовки, с указанием «контрольное нагружение».
10.9.27. Диаграммы принятых запрессовок и контрольных проверок на сдвиг после приемки колесных пар хранятся в недоступном для неуполномоченных лиц месте, защищенном от разрушающих воздействий в течение 10 лет. Забракованные диаграммы запрессовки – в течение 1 года.
10.10. Тепловой метод формирования колесных пар
10.10.1. Тепловой метод формирования может быть применен только на колесных парах, у которых предусмотрены каналы для подачи масла под давлением в зону соединения оси со ступицей (маслосъем).
10.10.2. Формирование колесных пар тепловым методом производится по ГОСТ 31537.
10.10.3. Для электропоездов допускается устанавливать венец большого зубчатого колеса на ступицу тепловым методом по документации ремонтного предприятия.
10.11. Обточка бандажей и ободьев цельнокатаных колес по профилю
10.11.1. Для получения требуемого профиля следует обточить внутреннюю торцовую грань, гребень и поверхность катания бандажа (обода цельнокатаного колеса). Применяемые профили ободьев колес ТПС приведены на рисунках 13 – 23.
Локомотивостроительные и локомотиворемонтные заводы производят обточку бандажа по рисунку 13. Локомотивостроительные и локомотиворемонтные заводы, производящие и ремонтирующие МВПС производят обточку по рисунку 15. Ремонтные депо имеют право обтачивать бандажи по любому приведенному в инструкции профилю.
Допускается производить обточку по другим профилям, имеющим преимущества в эксплуатации в сравнении с вышеуказанными профилями, при условии проведения необходимых научно- исследовательских работ, комплекса испытаний и подконтрольной эксплуатации. Ввод в действие формы нового профиля производится распорядительным документом за подписью старшего вице-президента ОАО «РЖД».
Обточка выкаченных колесных пар производится на напольных колесотокарных станках.
В целях уменьшения шероховатости поверхности бандажей разрешается применять накатку роликом обработанной поверхности бандажей по кругу катания.
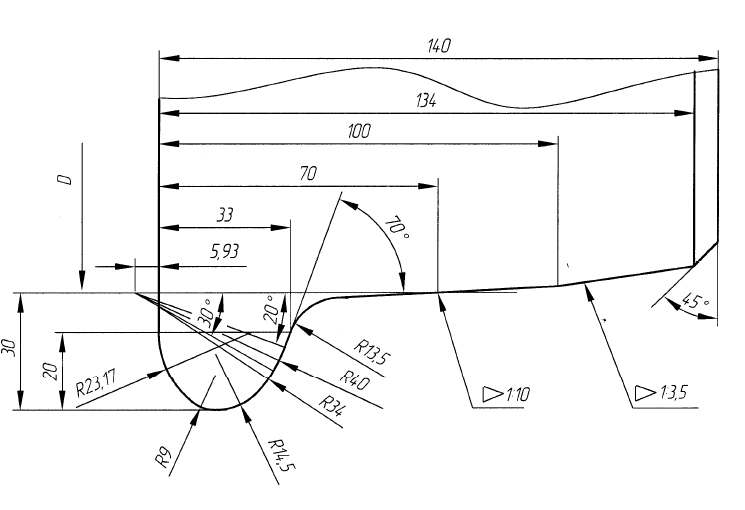
Рисунок 13 – Профиль бандажа (обода) колеса по ГОСТ 11018 с гребнем толщиной 33 мм для локомотивов (контроль – шаблоном И477.00.01)
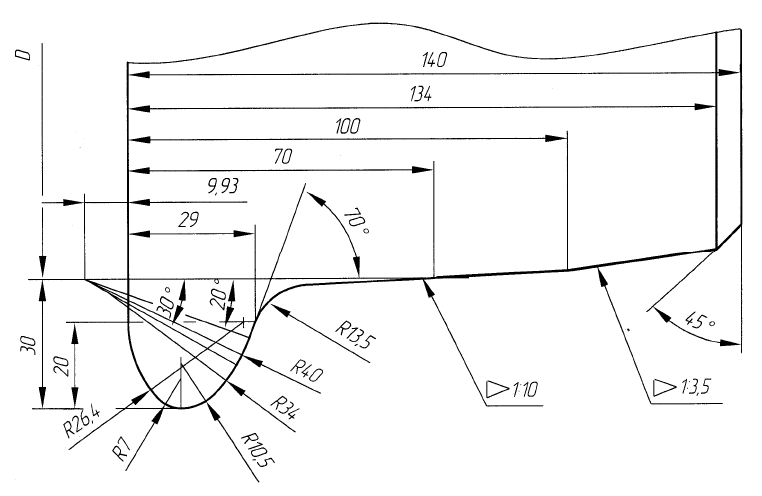
Рисунок 14 – Профиль бандажа (обода) колеса с гребнем толщиной 29 мм для локомотивов (контроль – шаблоном И718.00.01)
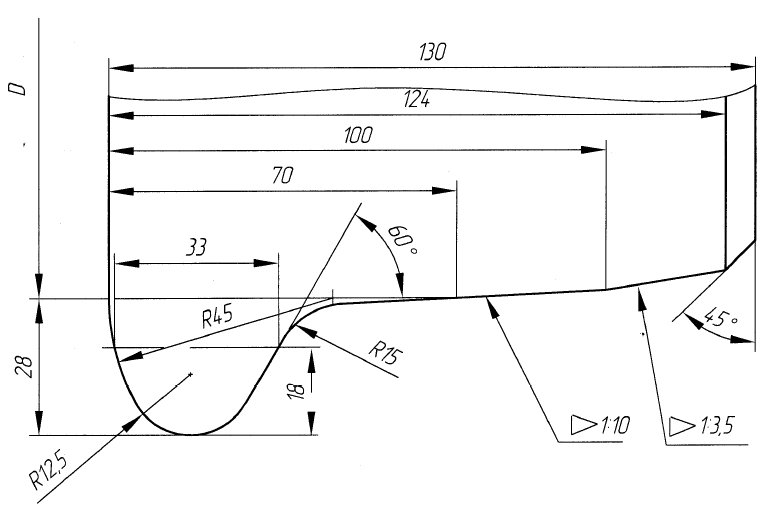
Рисунок 15 – Профиль бандажа (обода) колеса по ГОСТ 11018 с гребнем толщиной 33 мм для МВПС (контроль – шаблоном И720.00.00)
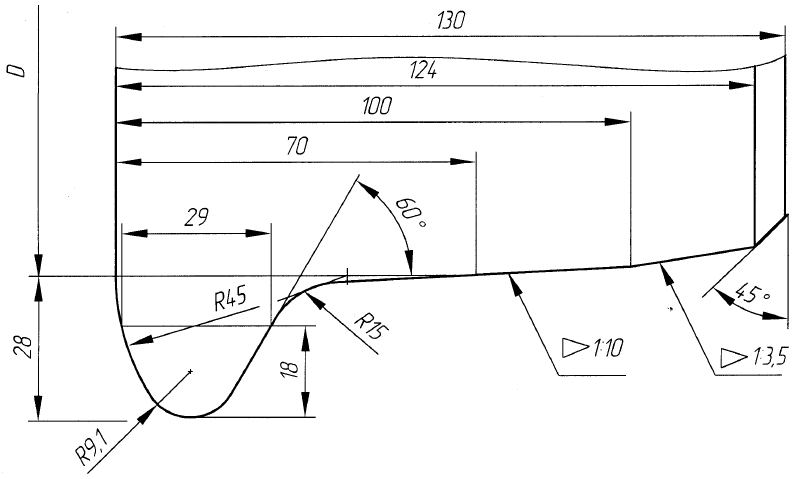
Рисунок 16 – Профиль бандажа (обода) колеса с гребнем толщиной 29 мм для МВПС (контроль – шаблоном И719.00.01)
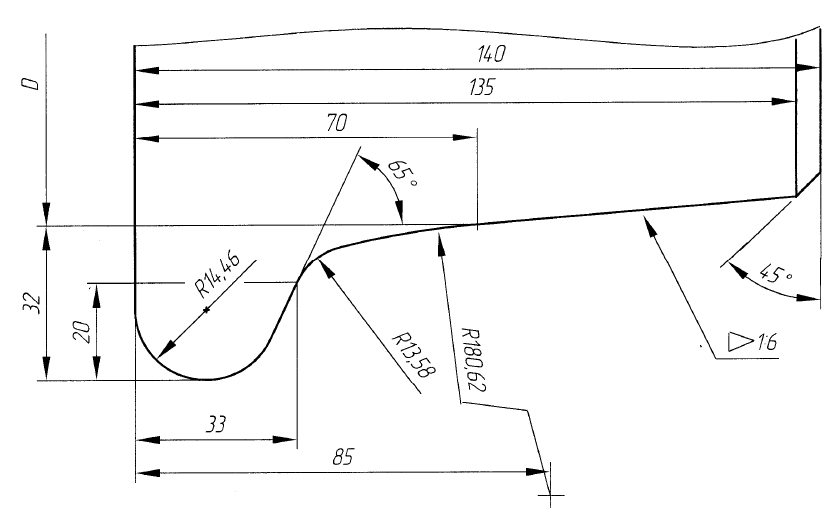
Рисунок 17 – Профиль бандажа (обода) колеса Зинюка-Никитского с гребнем толщиной 33 мм для локомотивов (контроль – шаблоном И433.01.00)
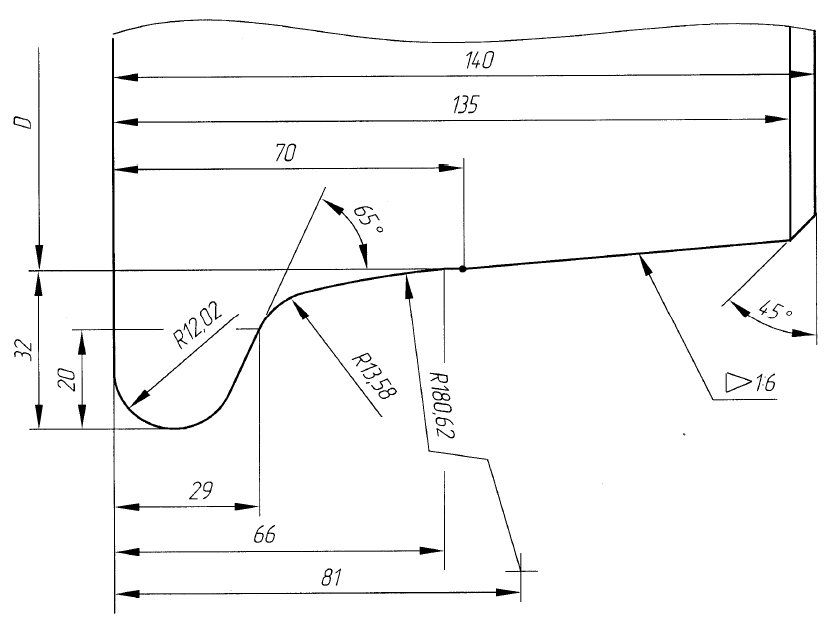
Рисунок 18 – Профиль бандажа (обода) колеса Зинюка-Никитского с гребнем толщиной 29 мм для локомотивов (контроль – шаблоном И433.01.00)
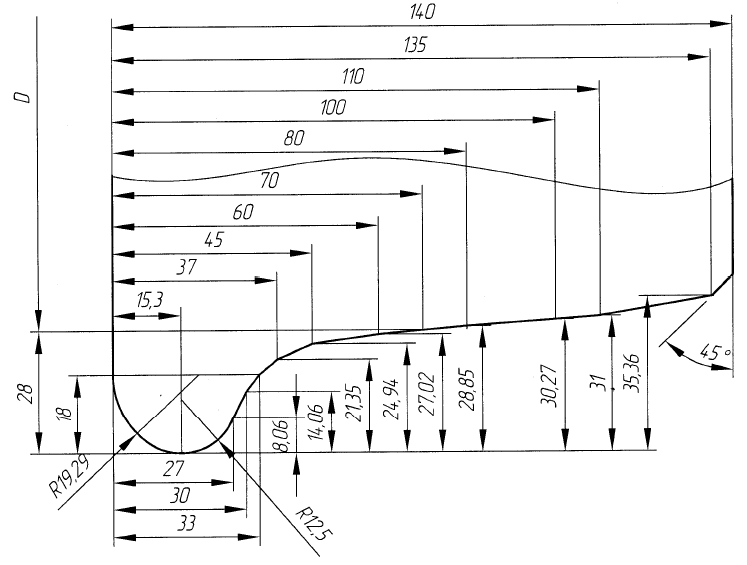
Рисунок 19 – Профиль бандажа (обода) колеса ДмеТИ ЛБ с гребнем толщиной 33 мм для локомотивов (контроль – шаблоном И706.00.01)
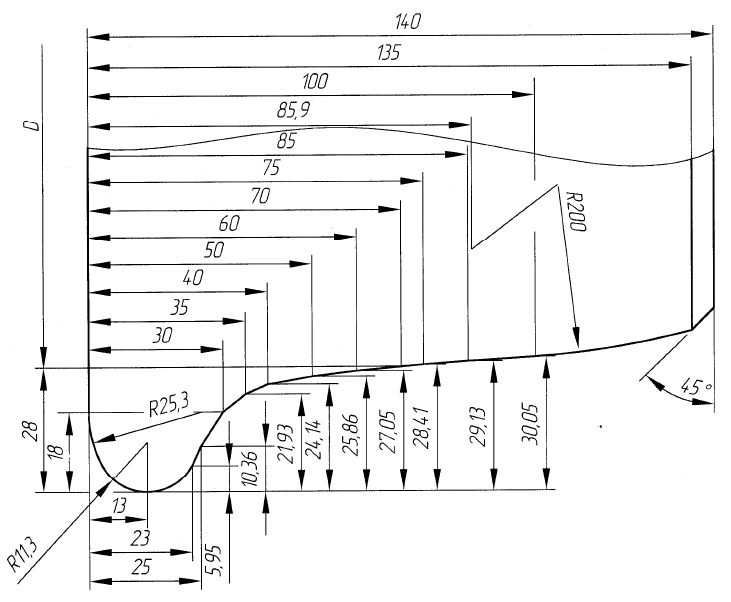
Рисунок 20 – Профиль бандажа (обода) колеса ДмеТИ ЛР с гребнем толщиной 30 мм для локомотивов (контроль – шаблоном И735.00.01)
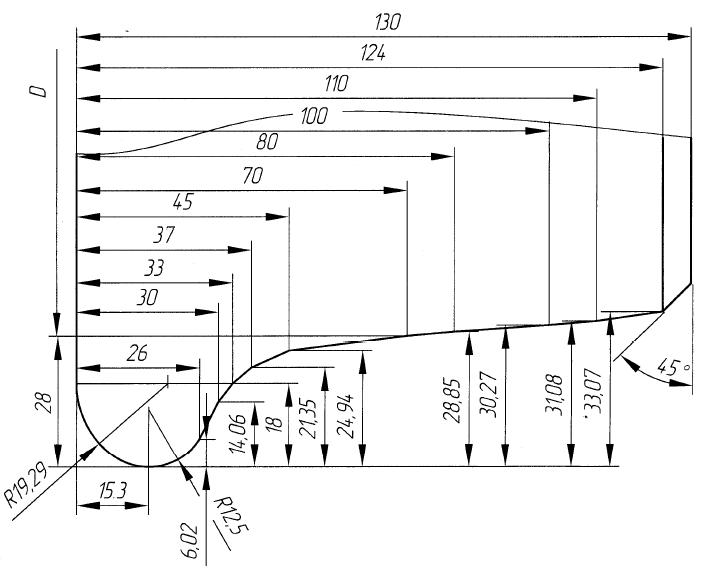
Рисунок 21 – Профиль бандажа (обода) колеса ДмеТИ ВБ с гребнем толщиной 33 мм для МВПС (контроль – шаблоном И737.00.01)
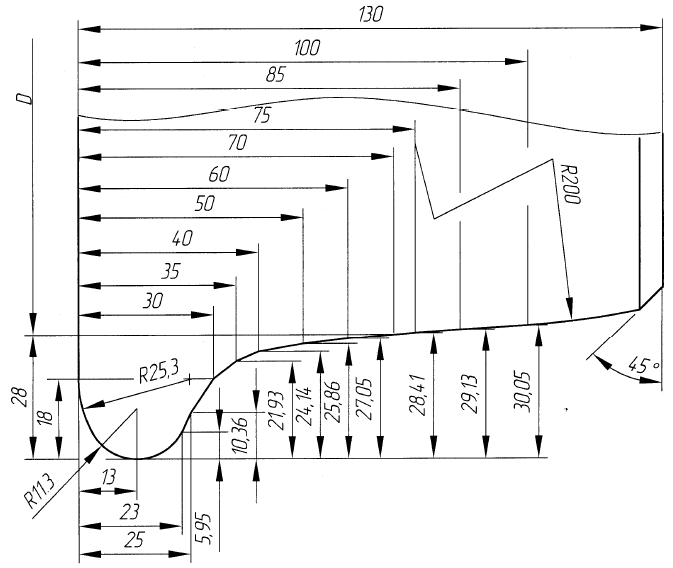
Рисунок 22 – Профиль бандажа (обода) колеса ДмеТИ ВР с гребнем толщиной 30 мм для МВПС (контроль – шаблоном И736.00.01)
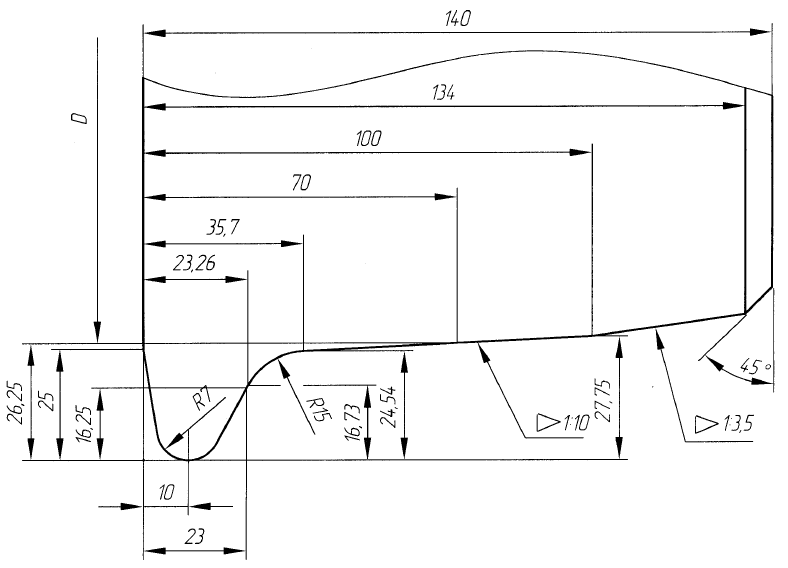
Рисунок 23 – Профиль бандажа (обода) колеса средней колесной пары с подрезанным гребнем толщиной 23 мм для электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т до № 263 (контроль – шаблоном И476.00.00)
10.11.2. Обточку бандажей по профилю после насадки необходимо производить только после полного их естественного остывания.
10.11.3. Проверка обточенных бандажей и ободьев цельнокатаных колес производится профильным шаблоном. Отклонения (просветы) от нормальных профилей, обточенных по чертежным размерам с толщинами гребней, указанных в Инструкции (рисунки 13 – 23) допускаются не более 0,5 мм по поверхности катания и толщине гребня, 1 мм – по высоте гребня. При этом шаблон должен быть плотно прижат к внутренней грани бандажа или обода. Разрешается зазор 0,5 мм между концом шаблона и внутренней гранью бандажа в случае отсутствия просвета между шаблоном и поверхностью катания. Для промежуточных профилей, у которых толщина гребней отличается от значений, приведенных на рисунках 13 – 23, отклонения (просветы) от нормального профиля контролируются только по поверхности катания и высоте гребня.
10.11.4. Бандажи ведущих колесных пар тепловозов с гидравлической и механической передачей обтачиваются у всего комплекта под один диаметр независимо от того, что колесные пары не имеют одинакового проката. На этих тепловозах комплектом считаются колесные пары, приводимые в движение от одного дизеля.
10.11.5. Параметр шероховатости поверхностей катания и рабочих граней гребней бандажей и ободьев цельнокатаных колес проверяют прибором или методом сравнения с эталоном.
Параметр шероховатости Ra поверхностей профиля катания и гребней колес колесных пар ТПС не должен быть более 10 мкм, внутренних торцов бандажей (ободьев цельнокатаных колес)- более 20 мкм.
На внутренней боковой грани обработанного бандажа не допускаются черновины глубиной более 1,0 мм с суммарной площадью, превышающей 50 см2.
Наружная боковая грань бандажа и обода цельнокатаного колеса не обтачивается, если обточка не предусмотрена конструкторской документацией.
10.11.6. Для устранения поверхностных дефектов и неровностей прокатки разрешается обточка наружной грани бандажа или обода цельнокатаного колеса с условием, что при обточке не будут срезаны клейма, поставленные в горячем состоянии на заводе-изготовителе, и ширина бандажа (обода цельнокатаного колеса) будет не менее допустимой.
10.11.7. До и после обточки бандажей выкаченной колесной пары должны быть измерены расстояния от внутренних граней бандажей до упорных торцов предподступичных частей оси.
Разница этих расстояний допускается не более 2,0 мм при новых бандажах и не более 3,0 мм при старогодных.
10.11.8. В целях экономии бандажей и цельнокатаных колес за счет сохранения уплотненной их части разрешается оставлять на обточенном гребне черновину глубиной не более 2,0 мм, расположенную от вершины гребня в пределах от 10 до 18 мм, а на поверхности катания равномерно расположенную черновину глубиной до 2,0 мм. Толщина новых бандажей ТПС допускается более чем на чертеже, где это возможно по конструкции экипажа.
10.11.9. Запрещается выпускать из ремонта и нового формирования колесные пары с бандажом или ободом цельнокатаного колеса с отклонениями от допустимых размеров.
10.11.10. При формировании новых колесных пар у наружных граней бандажей должны быть фаски 6×45 °.
Отступление в размерах фаски при обточке бандажей ремонтируемых колесных пар допускаются в сторону увеличения на 4,0 мм и в сторону уменьшения на 1,0 мм.
10.11.11. Острые глубокие следы насечек в упорных буртах бандажей и цельнокатаных колес (полученных от закрепления на станке зубчатыми секторами) подлежат зачистке с плавным переходом.
10.12. Балансировка колесной пары
10.12.1. При ремонте со сменой составных частей колесные пары подвергают балансировке в соответствии ГОСТ 11018.
10.12.2. Колесные пары с неподвижно закрепленным на оси зубчатым колесом для локомотивов с конструкционной скоростью свыше 120 км/ч (свыше 130 км/ч – для колесных пар МВПС) подвергают проверке на остаточный динамический дисбаланс.
Значение остаточного динамического дисбаланса в плоскости каждого колеса колесной пары для локомотивов не должно превышать, кг·см:
- 12,5 – при скорости свыше 120 до 160 км/ч включительно;
- 7,5 – при скорости свыше 160 до 200 км/ч включительно.
Значение остаточного динамического дисбаланса в плоскости каждого колеса для колесных пар МВПС не должно превышать, кг·см:
- 25 – при скорости свыше 130 до 160 км/ч включительно;
- 15 – при скорости свыше 160 до 200 км/ч включительно.
При превышении допустимого значения остаточного динамического дисбаланса его устраняют местной обточкой колеса, для колесных центров коробчатого сечения или со спицевыми колесными центрами – присоединением к колесному центру корректирующей массы, с последующей повторной проверкой.
10.12.3. Колесные пары с неподвижно закрепленным на оси (удлиненной ступице колесного центра) зубчатым колесом (зубчатыми колесами) для локомотивов с конструкционной скоростью свыше 100 до 120 км/ч (до 130 км/ч – для колесных пар МВПС) подвергают проверке на остаточный статический дисбаланс. Значение остаточного статического дисбаланса колесной пары должно быть не более 25 кг·см.
Допускается проверку на остаточный статический дисбаланс колесных пар заменять проверкой на остаточный динамический дисбаланс. Значение остаточного динамического дисбаланса колесной пары должно быть не более 25 кг·см в плоскости каждого колеса колесной пары.
При превышении допустимого значения остаточного статического дисбаланса колеса, колесного центра или колесной пары их подвергают дополнительной местной обточке или прикрепляют корректирующую массу с последующей повторной проверкой.
10.12.4. После устранения дисбаланса на торце оси колесной пары ставится клеймо балансировки в соответствии с пунктом 12 Инструкции.
10.13. Формирование колесных пар
10.13.1. Формированием колесных пар считается изготовление колесных пар, изготовленных из новых составных частей. Замена отдельных составных частей колесной пары (осей, центров, венцов, зубчатых колес и бандажей) новыми или годными, но бывшими в эксплуатации, считается ремонтом колесных пар со сменой составных частей.
10.13.2. Вновь сформированная колесная пара должна соответствовать ГОСТ 11018, утвержденным чертежам, техническим условиям, а также фирменной технической документации для импортных локомотивов.
11. Приемка и исключение из инвентаря колесных пар
11.1. При приемке колесной пары и ее составных частей должно быть установлено их соответствие требованиям ГОСТ 11018, настоящей Инструкции, ремонтным чертежам.
11.2. Приемку колесной пары при обыкновенном освидетельствовании должны производить в депо – мастер и приемщик локомотивов и МВПС, на заводе – мастер ОТК и инспектор-приемщик Центра технического аудита.
11.3. Проверку и приемку колесных пар при формировании и полном освидетельствовании должен производить в ремонтном депо мастер и приемщик локомотивов и МВПС, на заводе мастер ОТК, а также инспектор-приемщик Центра технического аудита.
11.4. Мастер колесного цеха отвечает за качество ремонта и обработку составных частей или формирование колесной пары в целом на своем производственном участке. Он обязан организовать и соблюдать технологический процесс и производить пооперационную приемку работ от исполнителей. На заводе мастер обязан предъявлять и сдавать отремонтированные составные части или в целом колесную пару контрольному мастеру ОТК. В ремонтном депо мастер обязан предъявлять и сдавать приемщику локомотивов и МВПС отремонтированные составные части и в целом колесную пару.
11.5. Инспектор-приемщик производит инспекторский контроль продукции, принятой ОТК от контролера 5-6 разрядов или от контрольного мастера ОТК.
11.6. На заводах и в ремонтных депо контрольному мастеру ОТК, инспектору-приемщику ЦТА или приемщику локомотивов и МВПС до приемки колесной пары в целом должны быть предъявлены:
- диаграммы запрессовки;
- диаграммы контрольной проверки колеса или колесного центра на сдвиг (при тепловом методе формирования);
- сертификаты на новые составные части;
- формуляры и электронные паспорта колесной пары и ее составных частей;
- документы, подтверждающие проведение всех видов неразрушающего контроля составных частей колесной пары.
11.7. На принятой колесной паре после полного освидетельствования или формирования, а также на принятых отдельных составных частях должны быть поставлены приемочные клейма, предусмотренные настоящей Инструкцией.
Передняя крышка буксы должна быть опломбирована после ревизии первого и второго объема и технического обслуживания. На болт крепления передней крышки правой буксы ставится металлическая пластина с выбитым на ней номером оси (колесной пары).
11.8. Колесные пары, поступающие после ремонта или формирования, должны быть приняты мастером депо по наружному осмотру с проверкой основных размеров и наличия клейм на составных частях колесных пар (без вскрытия букс).
Подкатка под ТПС колесных пар, не имеющих формуляров и полностью заполненных электронных паспортов, запрещается.
11.9. Исключение из инвентаря колесной пары разрешается производить при необходимости одновременной замены оси и одного колесного центра (цельнокатаного колеса) вследствие их износа или повреждений, которые не могут быть устранены ремонтом.
11.10. Исключение колесных пар из инвентаря должно производиться, как правило, на предприятиях, ремонтирующих колесные пары со сменой составных частей, и в качестве исключения на предприятиях, производящих освидетельствование колесных пар.
11.11. Исключение колесных пар из инвентаря оформляется актом формы ТУ-120, ТУ-120л с утверждением руководителем предприятия.
Колесная пара, исключенная из инвентаря, разбирается. Составные части, пригодные к повторному использованию, применяются при ремонте других колесных пар. Остальные составные части утилизируются.
12. Маркирование и клеймение колесных пар и их составных частей
Колесные пары после формирования, ремонта и освидетельствования подвергают маркировке. Знаки и клейма маркировки должны быть высотой от 6 до 10 мм.
12.1. При формировании, ремонте и освидетельствовании колесных пар применяются следующие знаки и клейма:
- клеймо в форме прямоугольника с закругленными углами, указывающее присвоенный условный номер предприятия согласно справочнику СЖА 1001 12 «Условные коды предприятий» (приложение К), которому разрешено производить изготовление составных частей, формирование и полное освидетельствование;
- цифры и буквы для обозначения даты (месяца и две последние цифры года) и других данных;
- клеймо инспектора-приемщика ЦТА («Серп и молот») или прямоугольник с номером и серпом и молотом;
- клеймо работника ОТК;
- клейма в форме круга с буквами «Ф» или «ФТ», обозначающие формирование новой колесной пары прессовым или тепловым методом или «ТК», «ТЗ» комбинированный («ТК» – тепловой метод посадки колесных центров или колес, «ТЗ» – тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквой «Б», обозначающее динамическую балансировку колесной пары;
- клеймо в форме круга с буквой «Д», обозначающее переформирование колесной пары (спрессовка с оси всех составных частей, «ДТ» – тепловым методом, «ДТК» «ДТЗ» – комбинированным методом («ДТК» – тепловой метод посадки колесных центров или колес, «ДТЗ» – тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквами «ЛД», обозначающее перепрессовку левого, а с буквами «ПД» — правого колесного центра или цельнокатаного колеса, с буквами «ЛЗД» – левого, с буквами «ПЗД» – правого зубчатого колеса;
- клеймо в форме круга с буквами «ЛДТ», обозначающее сборку после распрессовки тепловым методом левого, с буквами «ПДТ» – правого колесного центра или цельнокатаного колеса, с буквами «ЛЗДТ» левого, с буквами «ПЗДТ» – правого зубчатого колеса;
- клеймо в форме круга с буквами «СБ», обозначающее смену бандажей;
- клейма и знаки, обозначающие межоперационную, внутрицеховую, межцеховую приемку составных частей колесной пары, вид и порядок применения которых устанавливаются приказом руководителя предприятия. Эти клейма и знаки не должны ставиться в местах, предусмотренных для расположения знаков и клейм, установленных настоящей Инструкцией.
12.2. Новые составные части колесных пар, поступающие на предприятия, должны иметь следующие четко обозначенные знаки и клейма (маркировку), предусмотренные стандартами и техническим условиями;
- черновые оси на средней или подступичной части согласно рисунку 24;
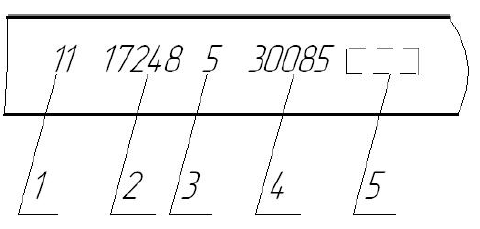
1 — две последние цифры года изготовления,
2 — номер плавки,
3 —условный номер предприятия – изготовителя,
4 — порядковый номер оси,
5 — клейма службы технического контроля предприятия- изготовителя и заказчика
Рисунок 24 – Знаки маркировки и клейма на черновой оси колесной пары
- окончательно обработанные оси на правом торце должны иметь знаки и клейма: локомотивов согласно рисункам 25, 26,27;
- бандажи на боковой наружной грани согласно рисунку 28;
- литые центры на наружной стороне ступицы или диска согласно рисунку 29. Размещение и размеры знаков маркировки — по рабочим чертежам центров или по отдельным чертежам маркировки в установленном порядке;
- катаные дисковые центры на наружной стороне диска согласно техническим условиям;
- цельнокатаные колеса на наружной боковой поверхности обода согласно рисунку 30;
- зубчатое колесо или венец ТПС согласно рисунку 31.
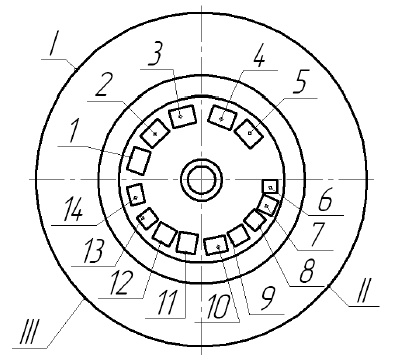 Рисунок 25 – Знаки маркировки и клейма на правом торце оси колесной пары с подшипниками скольжения и качения без торцового крепления гайкой
Рисунок 25 – Знаки маркировки и клейма на правом торце оси колесной пары с подшипниками скольжения и качения без торцового крепления гайкой
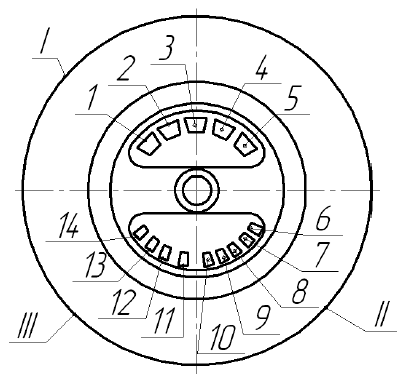
Рисунок 26 – Знаки маркировки и клейма на правом торце оси колесной пары с подшипниками качения с торцовым креплением гайкой
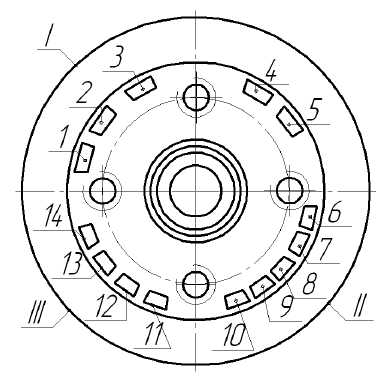
Рисунок 27 – Знаки маркировки и клейма на правом торце оси колесной пары с подшипниками качения с торцовым креплением шайбой
В соответствии с рисунками 25, 26, 27 в зоне I наносят знаки маркировки и клеймения при изготовлении оси, в зоне II – при формировании колесной пары, в зоне III – при переформировании колесной пары:
1 – условный номер или товарный знак предприятия-изготовителя необработанной оси;
2 – месяц и год (две последние цифры) изготовления черновой оси;
3 – порядковый номер плавки и номер оси;
4 – клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки и принявших чистовую ось;
5 – условный номер или товарный знак предприятия-изготовителя, обработавшего черновую ось;
6 – обозначение метода формирования колесной пары [ФТ – тепловой, Ф – прессовый, ТК – комбинированный при тепловом методе посадки колеса (колесного центра) и прессовом методе посадки зубчатого колеса на ось, ТЗ – комбинированный при тепловом методе посадки зубчатого колеса и прессовом методе посадки колеса (колесного центра) на ось];
7 – условный номер или товарный знак предприятия, производившего формирование колесной пары;
8 – месяц и год формирования колесной пары;
9 – клейма технического контроля предприятия-изготовителя и представителя приемки, принявшего колесную пару;
10 – клеймо балансировки;
11 – клейма переформирования колесной пары;
12 – номер ремонтного предприятия, производившего переформирование;
13 – месяц и год (две последние цифры) переформирования;
14 – клейма технического контроля ремонтного предприятия, и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования.
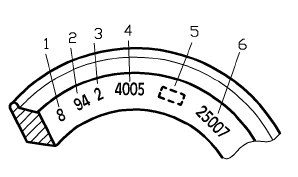
1 — условный номер или товарный знак предприятия-изготовителя;
2 — год (две последние цифры) изготовления;
3 — марка стали;
4 — номер плавки;
5 — клейма заказчика;
6 — порядковый номер бандажа по системе нумерации предприятия-изготовителя.
На импортных бандажах наносятся следующие знаки: знак фирмы, две последние цифры года изготовления, номер плавки, номер бандажа. При сквозной нумерации плавок (не по годам) год изготовления не наносится. Порядковый номер бандажа отдельными фирмами не наносится.
Рисунок 28 – Знаки маркировки и клейма на наружной грани бандажа
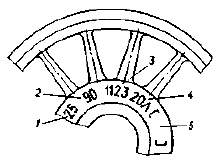
1 — условный номер или товарный знак предприятия-изготовителя;
2 — год (две последние цифры) изготовления;
3 — порядковый номер центра по системе нумерации предприятия-изготовителя;
4 — обозначение марки стали;
5 — клейма технического контроля предприятия-изготовителя и представителя приемки
Рисунок 29 – Знаки маркировки и клейма на наружном торце ступицы центра

1 — год (две последние цифры) изготовления;
2 — марка стали колеса;
3 — номер плавки;
4 — условный номер или товарный знак предприятия-изготовителя;
5 — клейма технического контроля предприятия-изготовителя и представителя приемки;
6 — порядковый номер колеса по системе нумерации предприятия-изготовителя
Рисунок 30 – Знаки маркировки и клейма наружной боковой поверхности обода цельнокатаного колеса
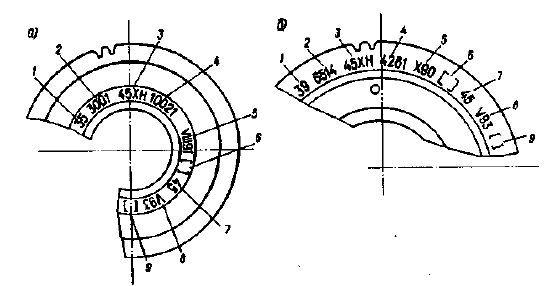
а) на зубчатом колесе; б) на венце зубчатого колеса:
1 — условный номер или товарный знак предприятия-изготовителя;
2 — порядковый номер зубчатого колеса (венца);
3 — марка стали;
4 — номер плавки;
5 — месяц (римскими цифрами) и год (две последние цифры) изготовления;
6 — клейма технического контроля предприятия-изготовителя и представителя приемки;
7 — условный номер предприятия, производившего установку зубчатого колеса или венца;
8 — месяц и год (две последние цифры) установки;
9 — клейма технического контроля предприятия, производившего установку
Рисунок 31 – Знаки маркировки и клейма зубчатого колеса и венца
12.3. При обработке осей и венцов зубчатых колес перенос знаков с необработанной поверхности на торец оси и боковую грань венца производится под контролем ОТК на заводе, а в ремонтных депо – под контролем приемщика локомотивов и МВПС.
Перенос знаков и правильность обработки и состояния осей соответствию технической документации удостоверяется постановкой клейма работника ОТК и представителя заказчика («Серп и молот») с постановкой условного номера, присвоенного предприятию, производившему обработку.
12.4. Новые оси, бандажи, цельнокатаные колеса, центры, венцы и зубчатые колеса, поступающие от заводов-изготовителей без приемочных клейм инспектора-приемщика, а также с неясной маркировкой, браковать с представлением рекламации.
12.5. Клеймение колесных пар могут производить только работники, имеющие право производить освидетельствование колесных пар.
12.6. При формировании колесных пар и смене оси, необходимо наносить клейма и знаки на торце оси (или цилиндрическом пояске конца оси с торцевым упором) колесной пары (рисунки 25 – 27).
Сторона колесной пары, на торце оси которой находятся знаки и клейма, относящиеся к изготовителю оси, считается правой.
При смене и насадке зубчатого колеса или венца на них наносятся знаки и клейма (рисунок 31 позиции 6 – 9).
12.7. При полном освидетельствовании колесных пар на левом торце осей ставятся знаки и клейма (рисунок 32). Впереди вышеуказанных клейм при смене бандажа дополнительно ставится клеймо «СБ», а при перепрессовке одного из колесных центров (цельнокатаного колеса) – клеймо «ЛД» или «ПД» в зависимости от того, с какой стороны колесной пары перепрессовывался колесный центр. При перепрессовке зубчатого колеса – клеймо «ЛЗД» или «ПЗД» – левого или правого зубчатого колеса.
При сборке колесной пары тепловым методом после распрессовки – клеймо «ЛДТ» или «ПДТ» – левого или правого колесного центра (цельнокатаного колеса), клеймо «ЛЗДТ» или «ПЗДТ» – левого или правого зубчатого колеса.
12.8. После постановки клейм торцы осей с торцовым упором необходимо обработать. Параметр шероховатости поверхности Ra должен быть не более 1,25 мкм.
Запрещается заварка или зачеканка знаков и клейм изготовления на правом торце оси. Они должны сохраняться на все время эксплуатации оси, а клейма формирования (переформирования) колесной пары должны сохраняться до следующего переформирования.
При заполнении всех секторов левого торца оси производится зачистка знаков предыдущих полных освидетельствований или механическая обработка. Далее торец вновь используется для постановки знаков полного освидетельствования колесной пары. Если при этом не производится перепрессовка колесного центра (цельнокатаного колеса) и на торце оси имеются клейма о ранее производившейся перепрессовке, последнее необходимо сохранить до следующей перепрессовки соответствующего центра (цельнокатаного колеса).
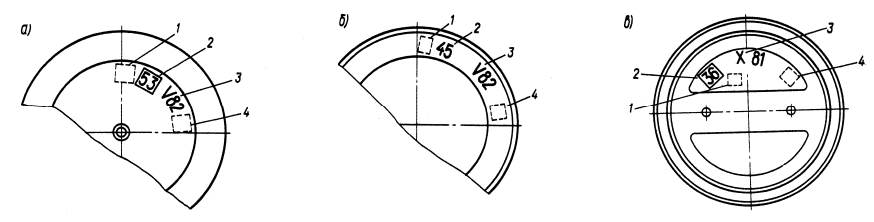
а) тепловозов с торцевыми упорами качения; б) тепловозов с торцевым упором скольжения; в) электровозов и МВПС на подшипниках качения без торцевого упора;
1 – место постановки клейм смены бандажей, спрессовки левого или правого центра (цельнокатаного колеса);
2 — условный номер ремонтного предприятия;
3 — месяц (римскими цифрами) и год (две последние цифры) производства полного освидетельствования;
4 — клейма технического контроля и приемщика локомотивов (инспектора- приемщика).
Рисунок 32 – Знаки и клейма на левом торце оси колесной пары
12.9. При ремонте и освидетельствовании колесных пар в условиях ремонтных депо нигде и никаких клейм ставить не требуется, за исключением ремонтных депо, которые производят полное освидетельствование и ремонт колесных пар со сменой составных частей.
12.10. Колесные пары, не имеющие на осях клейм и знаков завода-изготовителя, или при неясности имеющихся клейм и знаков разрешается эксплуатировать при условии, что на осях имеется знак переформирования. При неясности или отсутствии знаков и клейм формирования см. пункт 4.1 таблицы 9.
12.11. Инспекторы-приемщики на заводах клейма «Серп и молот» получают непосредственно от ОАО «РЖД». Остальные знаки и клейма изготавливаются или заказываются непосредственно ремонтными предприятиями и выдаются соответствующим работникам под расписку.
12.12. Каждая выдача знаков и клейм записывается в прошнурованную книгу с указанием даты, наименования пункта, наименования знаков и клейм, фамилии и должности лиц, получивших знаки и клейма. Клейма, знаки и книга их учета хранятся в сейфе или металлическом запираемом ящике.
12.13. Запрещается передача знаков и клейм одного ремонтного предприятия другому, а также выдача их работникам, не имеющим удостоверения на право производства освидетельствования колесных пар.
12.14. Притупившиеся или сломанные знаки и клейма приводятся в полную негодность стачиванием их на наждачном круге и списываются, о чем делается отметка в книге регистрации выдачи знаков и клейм против ранее сделанной записи об их выдаче.
На приведенные в негодность клейма «Серп и молот» составляется акт. Получение от ОАО «РЖД» новых клейм взамен пришедших в негодность производится с обязательным предъявлением указанного акта.
13. Окраска колесных пар
13.1. Колесная пара, принятая после формирования, полного и обыкновенного освидетельствования окрашивается в соответствии с требованиями действующих чертежей и ГОСТ Р 54893 и ГОСТ 31365 (определяющих технические требования в части окраски).
13.2. Окраску производить:
13.2.1. Средней части осей:
локомотивов, МВПС (в том числе предподступичные и подступичные части оси между лабиринтными кольцами и ступицами колес, а также открытые поверхности оси между центрами и подшипниковыми узлами осевых редукторов) – эмалью черного или темно-серого цвета.
13.2.2. Центров: тепловозных, электровозных, МВПС – согласно требованию чертежа.
13.2.3. Наружных граней бандажей на всю ширину – эмалью белого цвета.
13.2.4. Мест соединения ступицы колесного центра или цельнокатаного колеса с подступичной частью оси по внутреннему обработанному торцу ступицы и подступичной части оси прицепных вагонов МВПС по их внутренним торцам ровным и плотным слоем по всей окружности полосой шириной от 30 до 40 мм (в местах соединения оси со ступицей) – эмалью белого цвета.
13.2.5. Контрольных полос:
- в месте соединения ступицы с подступичной частью оси у прицепных вагонов МВПС поперек окрашенного эмалью места – эмалью красного цвета;
- на бандажах в местах постановки контрольных отметок на всю толщину бандажа – эмалью красного цвета.
Дополнительно:
а) на бандажах с наплавленными гребнями с нанесением желтой полосы шириной 10 мм на всю толщину бандажа с правой стороны от красной полосы (при расположении контрольных полос в зоне контакта бандажа с рельсом);
б) на бандажах с упрочненными гребнями с нанесением зеленой полосы шириной 10 мм на всю толщину бандажа с левой стороны от красной полосы (при расположении контрольных полос в зоне контакта бандажа с рельсом);
- на ободьях центров продолжение полосы на бандаже на всю толщину обода – эмалью белого цвета.
Ширина контрольной полосы должна быть в пределах от 30 до 40 мм.
13.2.6. У колесных пар, подкатываемых под ТПС при ТР-2 и ТР-3, разрешается окрашивать только наружные грани бандажей, места сопряжения ступицы с подступичной частью оси.
14. Транспортирование, хранение колесных пар и их составных частей
14.1. Условия и правила хранения
14.1.1. Хранение колесных пар осуществляется на приспособленных площадках, которые должны обеспечивать сохранность колесных пар от механических повреждений. Срок длительного хранения колесных пар на путях отстоя – 2 года, после чего необходимо производить ревизию первого объема буксового узла.
14.1.2. При хранении колесных пар места в буксах под установку скоростемеров и других аппаратов должны быть закрыты технологическими заглушками, предупреждающими попадание в буксу влаги, песка, грязи.
14.1.3. При длительном хранении колесных пар буксы не реже одного раза в два месяца проворачивают от 5 до 8 оборотов.
14.1.4. Колесные пары должны храниться на специальных подставках (рельсах).
14.1.5. При хранении колесных пар должны быть исключены произвольный перекат и касание колесных пар между собой. Допускается закреплять на рельсах колесные пары деревянными клиньями. Подшипники опоры редуктора и корпуса моторно-осевых подшипников качения должны быть закрыты защитными кожухами.
14.1.6. У колесных пар составные части, которые имеют свободу перемещения относительно оси, должны быть закреплены технологическим приспособлением
14.1.7. Состояние антикоррозионных покрытий при длительном хранении колесных пар проверяется ежемесячно комиссией, назначенной руководителем предприятия, с отражением результатов осмотра в специально заведенной книге.
14.1.8. Формы отчетности о проведенных осмотрах колесных пар, находящихся на хранении, устанавливаются приказом руководителя предприятия, производящего хранение колесных пар.
14.2. Консервация
14.2.1. Шейки осей и зубья зубчатых колес покрывают солидолом жировым по ГОСТ1033, смазкой пушечной по ГОСТ 19537 или другим антикоррозионным составом. Шейки осей и зубья зубчатых колес защищают покрышками – поясами из деревянных планок, нанизанных на проволоку или веревку или прибитых к металлической или киперной ленте. Металлическая лента и гвозди не должны касаться шейки оси. При длительном хранении разрешается дополнительно обертывать шейки и зубчатые колеса мешковиной или пергамином.
14.2.2. Консервация подшипниковых узлов колесных пар производится в соответствии с требованиями руководства по техническому обслуживанию и ремонту «Узлы с подшипниками качения железнодорожного тягового подвижного состава».
14.2.3. При консервации необходимо:
- очистить места консервации от грязи, пыли, песка и ржавчины, обеспечивая установленные требования к поверхностям;
- протереть смазываемые места ветошью, смоченной в уайт-спирите (уайт-спирит не должен попадать на поверхности упругих неметаллических деталей) или дизельном топливе;
- нанести антикоррозионный состав на поверхности равномерным слоем, применяя деревянные лопаточки, кисти;
- контролировать недопустимость в смазке наличия посторонних твердых включений (стружки и др.).
14.3. Транспортирование
14.3.1. Погрузка колесных пар на железнодорожный транспорт осуществляется в соответствии с согласованными в установленном порядке схемами погрузки. При погрузке на платформу или автомашину колесные пары располагают симметрично, подклинивают деревянными клиньями, прибитыми к доскам-прокладкам, прикрепленным к полу платформы. Размеры клиньев – согласно указаний по отгрузке колесных пар.
14.3.2. Колесные пары привязывают к полу отожженной проволокой диаметром не менее 6 мм (исключая привязывание за шейки осей), обеспечивающей их крепление и исключающей возможные удары колесных пар друг о друга.
Не допускается привязывать колесные пары за шейки осей.
14.3.3. Перед транспортировкой шейки осей и зубья зубчатых колес покрывают техническим вазелином, солидолом или другим антикоррозионным составом. Шейки осей и зубья зубчатых колес следует защитить покрышками – поясами из деревянных планок, нанизанных на проволоку или веревку или прибитых к металлической или киперной ленте. Металлическая лента и гвозди не должны касаться шейки оси.
Погрузка производится специальными чалками.
Кроме того, при транспортировке колесных пар должны соблюдаться требования руководства по техническому обслуживанию и ремонту «Узлы с подшипниками качения железнодорожного тягового подвижного состава».
14.3.4. Колесные пары с подшипниками качения, кроме тепловоза ЧМЭЗ, должны отправляться в ремонт в сборе с буксами. При транспортировке отверстия букс под установку приводов скоростемеров, регуляторов «Дако» и других аппаратов должны быть закрыты заглушками, предупреждающими попадание в буксу влаги, песка, грязи. При транспортировке колесных пар электровозов, тепловозов и МВПС буксы необходимо заполнить консистентной смазкой. Подшипник опоры редуктора закрыть защитным кожухом, а подшипники рычагов реактивных моментов колесных пар дизель-поездов обмотать мешковиной.
14.3.5. Запрещается:
- сбрасывать колесные пары и их составные части;
- ударять или устанавливать колесные пары одну на другую;
- привязывать проволоку за шейку оси при укреплении колесных пар;
- запрещается захватывать крюками и цепями подъемных механизмов и приспособлений шейки и предподступичные части осей колесных пар;
- хранить на земле без установки на рельсы.
14.3.6. На каждую колесную пару, отправляемую в ремонт или из ремонта, отправитель груза обязан прикреплять металлическую или деревянную планку с выбитыми на ней или написанными краской наименованием отправителя, пункта назначения и даты отправки. На болт крепления передней крышки правой буксы должна ставиться металлическая пластина с выбитым на ней номером колесной пары.
Кроме того, отправитель обязан выслать почтой в пункт назначения колесных пар пересылочную ведомость по утвержденной форме, формуляры колесных пар тепловозов, электровозов и МВПС.
15. Требования безопасности и природоохранные мероприятия
15.1. Обеспечение безопасности труда при осмотре, освидетельствовании, ремонте и формировании колесных пар должно производиться в соответствии с требованиями ГОСТ 12.3.002.
15.2. Дополнительные требования безопасности труда, обусловленные местными особенностями в организации и проведении ремонта и формирования колесных пар, должны устанавливаться в местных инструкциях по охране труда для рабочих соответствующих профессий, технологической документации на производственные процессы и стандартах предприятий по безопасности труда.
15.3. При проведении работ, регламентируемых настоящей инструкцией, должны быть предусмотрены меры защиты работающих и окружающей среды от воздействия опасных и вредных производственных факторов по ГОСТ 12.0.003.
15.4. Концентрации веществ, обладающих вредными свойствами, и уровни опасных и вредных производственных факторов на рабочих местах в производственных омещенииях не должны превышать предельно допустимых значений, установленных стандартами предприятий и санитарными нормами.
15.5. Концентрация выделяемых в окружающую среду вредных веществ и загрязнений, уровни распространяемых шума и вибрации, сопутствующих ремонту и формированию колесных пар, не должны превышать предельно допустимых значений, установленных стандартами и санитарными нормами.
15.6. Технологические позиции, на которых происходит выделение в окружающую среду вредных веществ с концентрацией превышающей допустимые уровни, должны располагаться в изолированных местах и иметь вытяжное вентиляционное оборудование.
16. Метрологическое обеспечение
16.1. Все средства измерений и средства допускового контроля, применяемые при осмотре, освидетельствовании, ремонте и формировании колесных пар должны обеспечивать выполнение измерительного и допускового контроля параметров колесных пар с необходимой точностью.
16.2. Подразделение – балансодержатель средств измерений и средств допускового контроля должно обеспечивать метрологическое подтверждение пригодности их к применению, а именно:
- средства измерений, используемые в сфере государственного регулирования обеспечения единства измерений, подвергаются поверке в соответствии с методиками поверки;
- средства измерений, используемые вне сферы государственного регулирования обеспечения единства измерений, а также средства допускового контроля, подвергаются калибровке в соответствии с методиками калибровки.
16.3. Поверка средств измерений осуществляется через межповерочный интервал, устанавливаемый в методиках поверки.
16.4. Калибровка средств измерений и средств допускового контроля осуществляется через установленный межкалибровочный интервал в соответствии с методиками калибровки, утвержденными в установленном порядке.
16.5. Применение средств измерений и средств допускового контроля при осмотре, освидетельствовании, ремонте и формировании колесных пар с истекшими сроками поверки (калибровки) не допускается.
16.6. Калибровка осуществляется центрами метрологии железных дорог (ДЦМ) или центральными заводскими лабораториями, аккредитованными в системе калибровки средств измерений в ОАО «РЖД» (СКРЖД) в соответствии с областью аккредитации. В случае необходимости проведения калибровки средств измерений и средств допускового контроля, не входящих в область аккредитации ДЦМ, их калибровка может быть проведена на договорной основе юридическими лицами, аккредитованными в СКРЖД или Российской системе калибровки (РСК).
Ответственность за ненадлежащее выполнение калибровочных работ и соблюдение требований соответствующих нормативных документов несет юридическое лицо, метрологической службой которого выполнены калибровочные работы.
16.7. При контроле геометрических параметров колесных пар выбор универсальных средств измерений линейных размеров общепромышленного применения осуществляется в соответствии с ГОСТ 8.051 «ГСИ. Погрешности, допускаемые при измерении линейных размеров до 500 мм».
Для линейных размеров колесных пар свыше 500 мм допускаемая погрешность измерений принимается равной (от 0,20 до 0,33) Т, где Т – допуск на размер. В допускаемую погрешность измерений входят погрешность средств измерений, погрешность отклонений от нормальных условий измерений, а также погрешность базирования средств измерений на измерительной позиции.
Приложение А (обязательное)
Перечень технической документации, применяемой при осмотре, освидетельствовании, ремонте и формировании колесных пар тягового подвижного состава
Таблица А.1
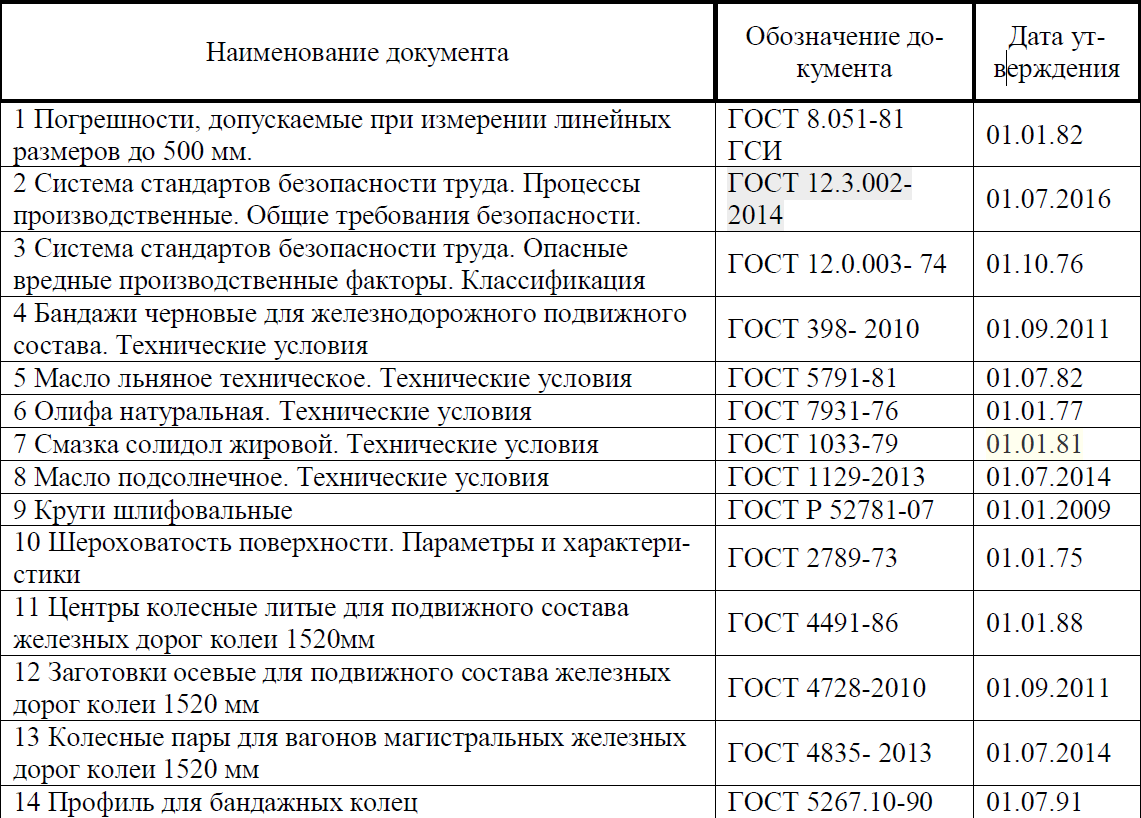
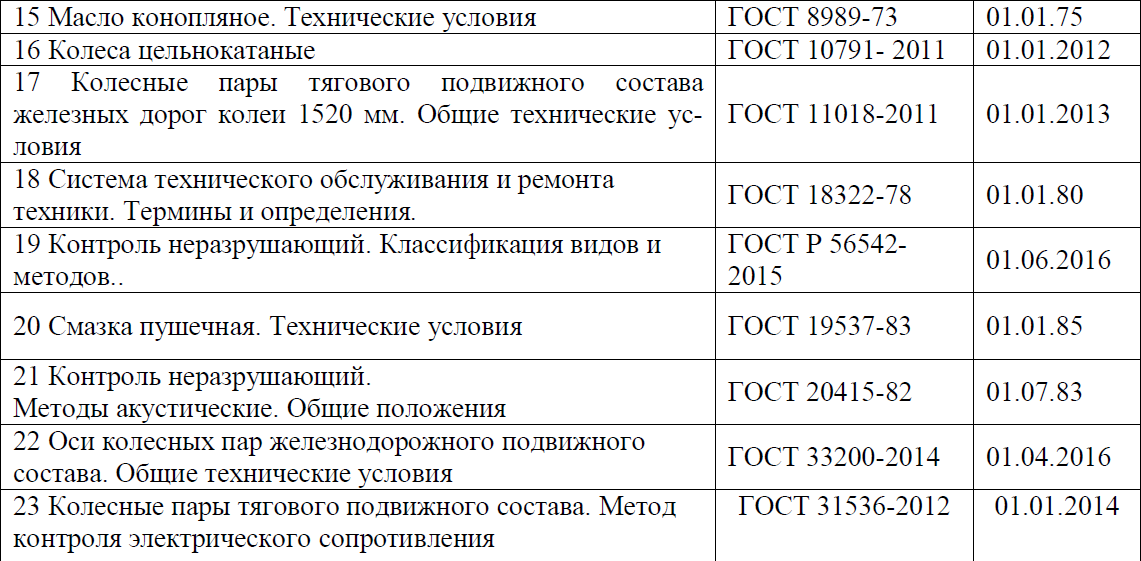
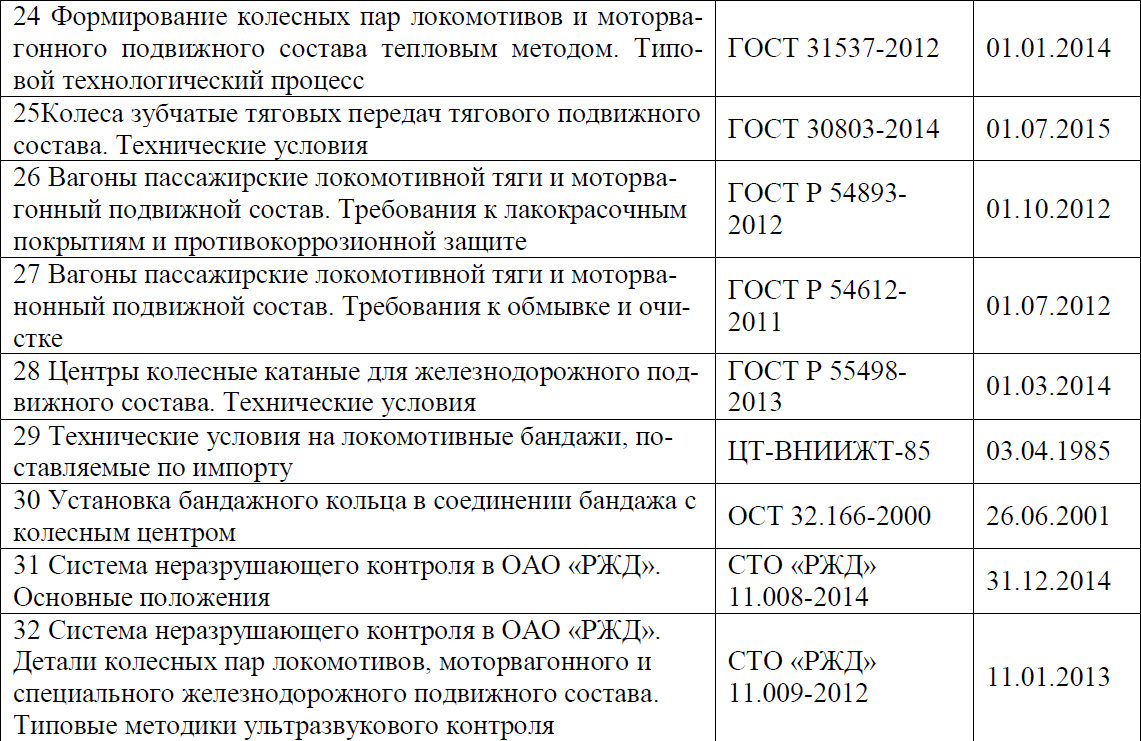
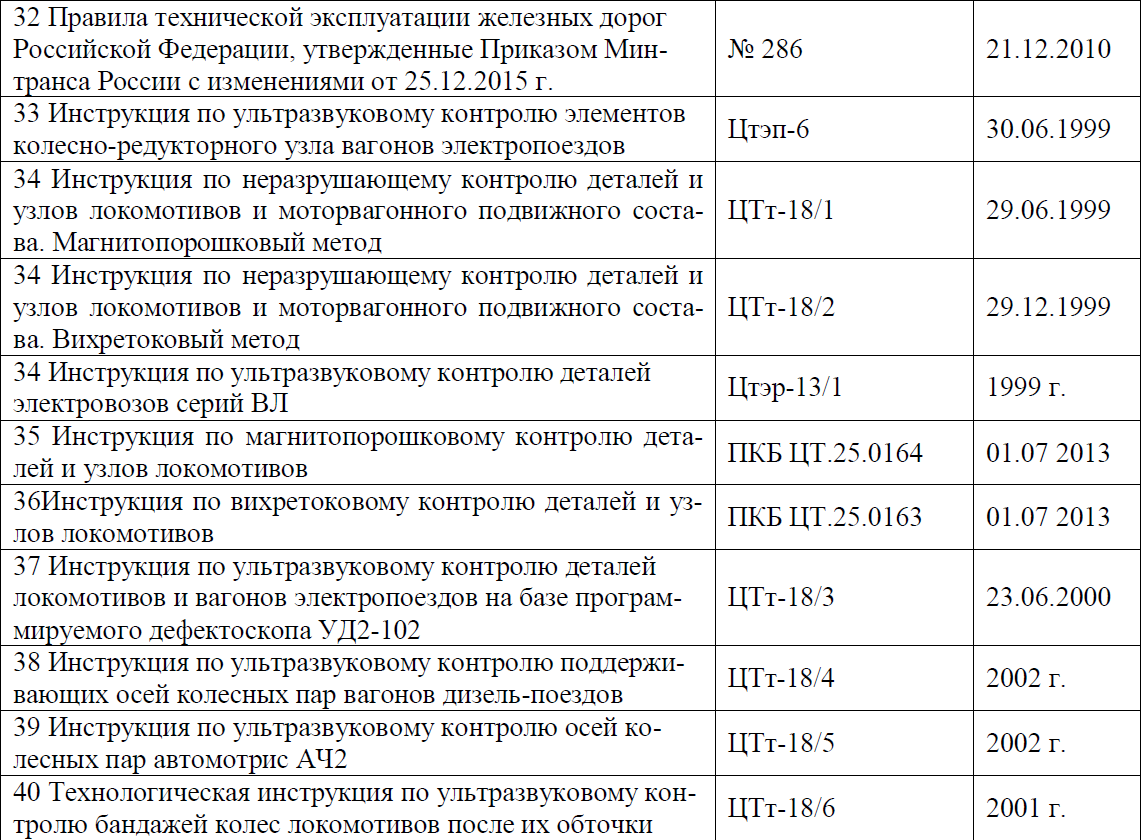
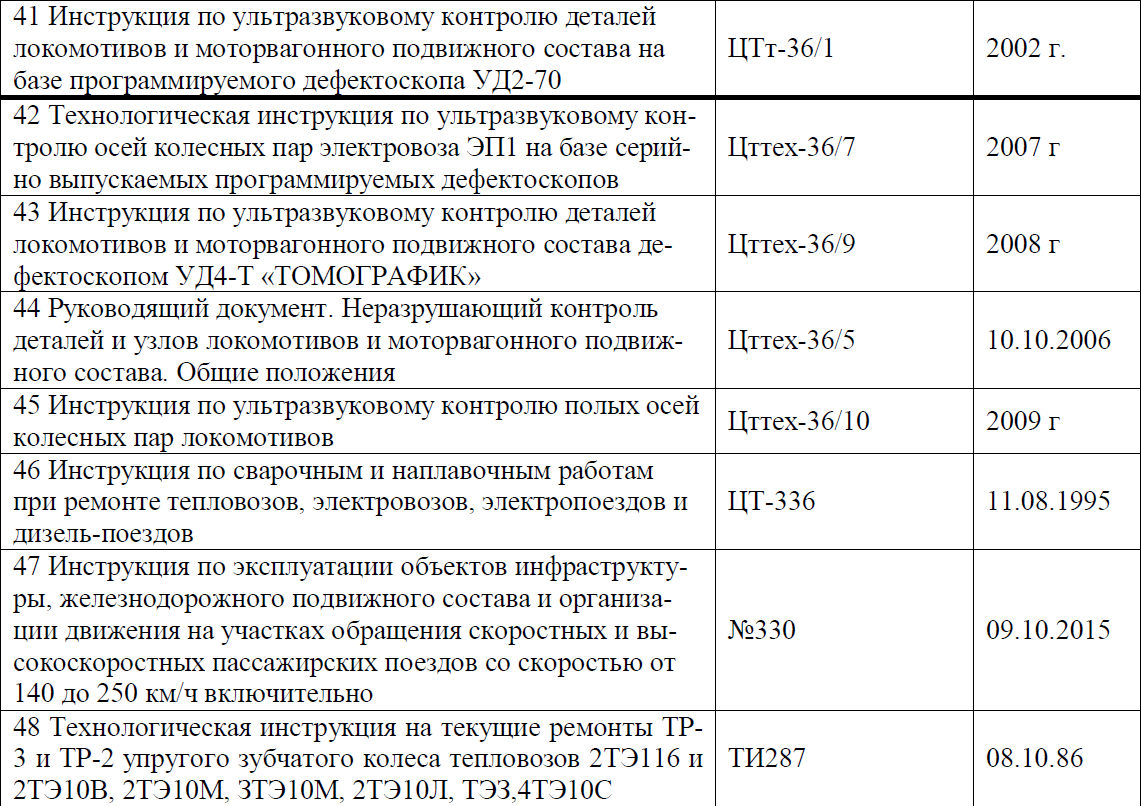
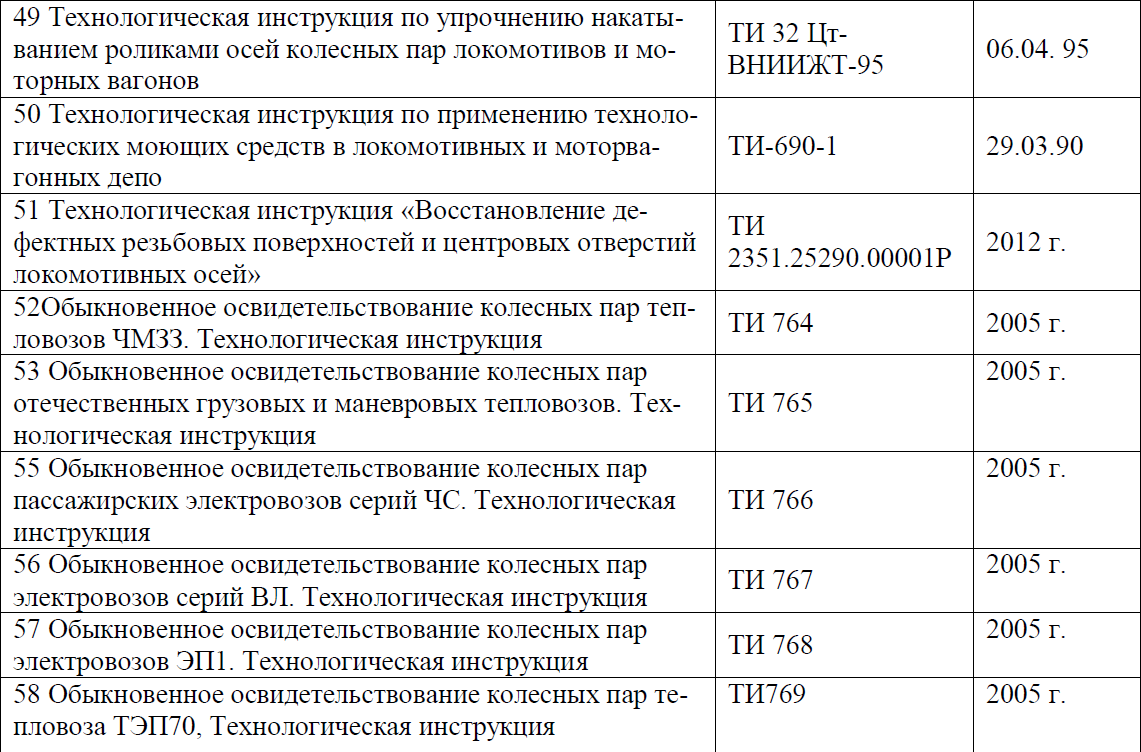
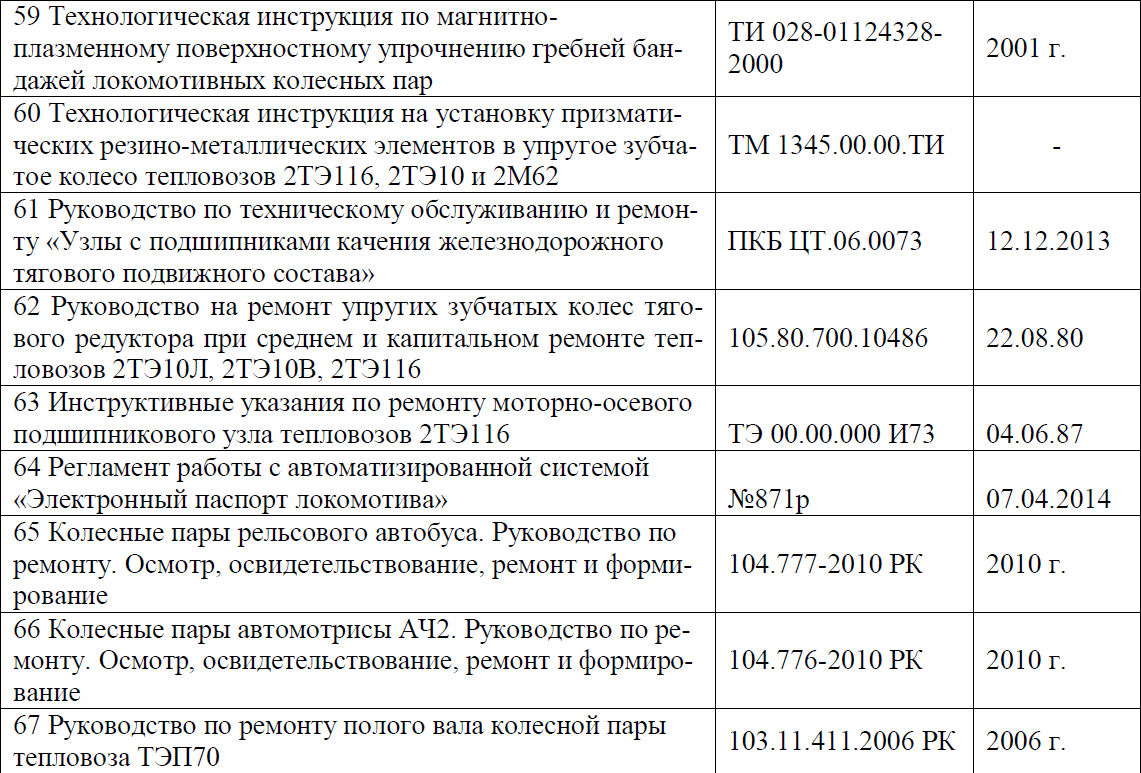
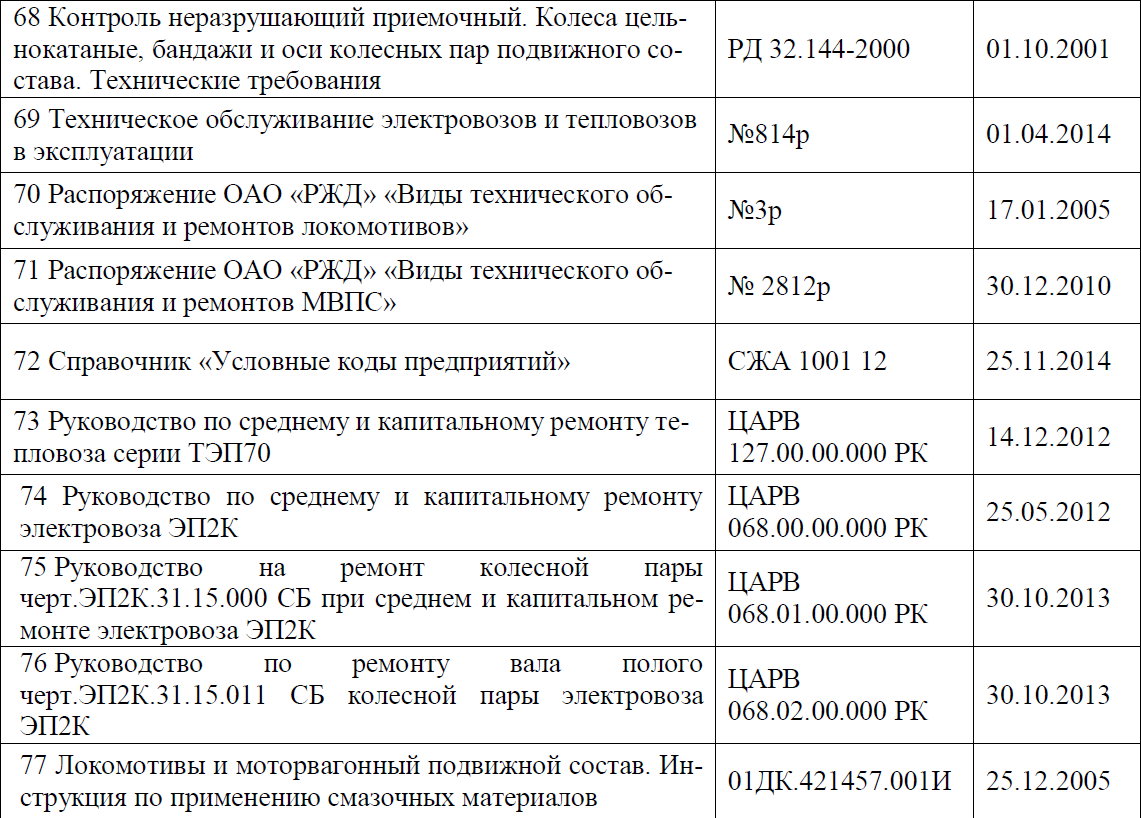
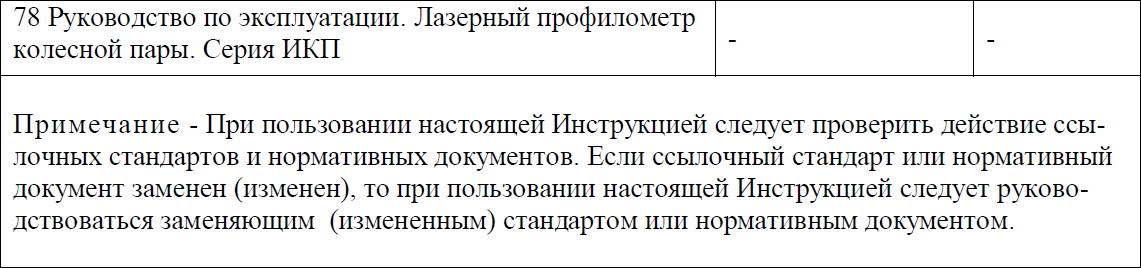
Приложение Б (рекомендуемое)
Формуляр колесной пары
Б.1. Формуляр колесной пары оформляют на листах формата А4 в соответствии с ГОСТ 2.610. Пример оформления титульного и последующих листов приведен на рисунках Б.1.1 – Б.1.4
Рисунок Б.1.1 – Титульный лист формуляра
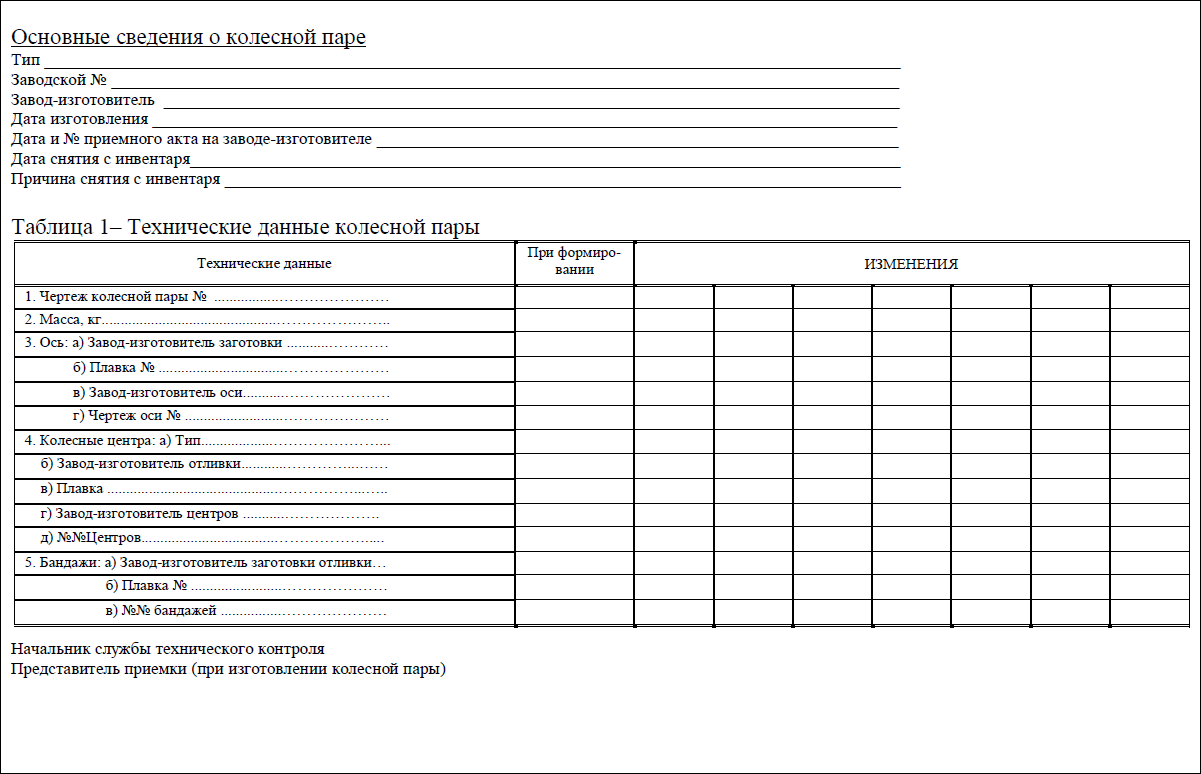
Рисунок Б.1.2 – второй лист формуляра
Таблица 2 – Сведения об эксплуатации колесной пары
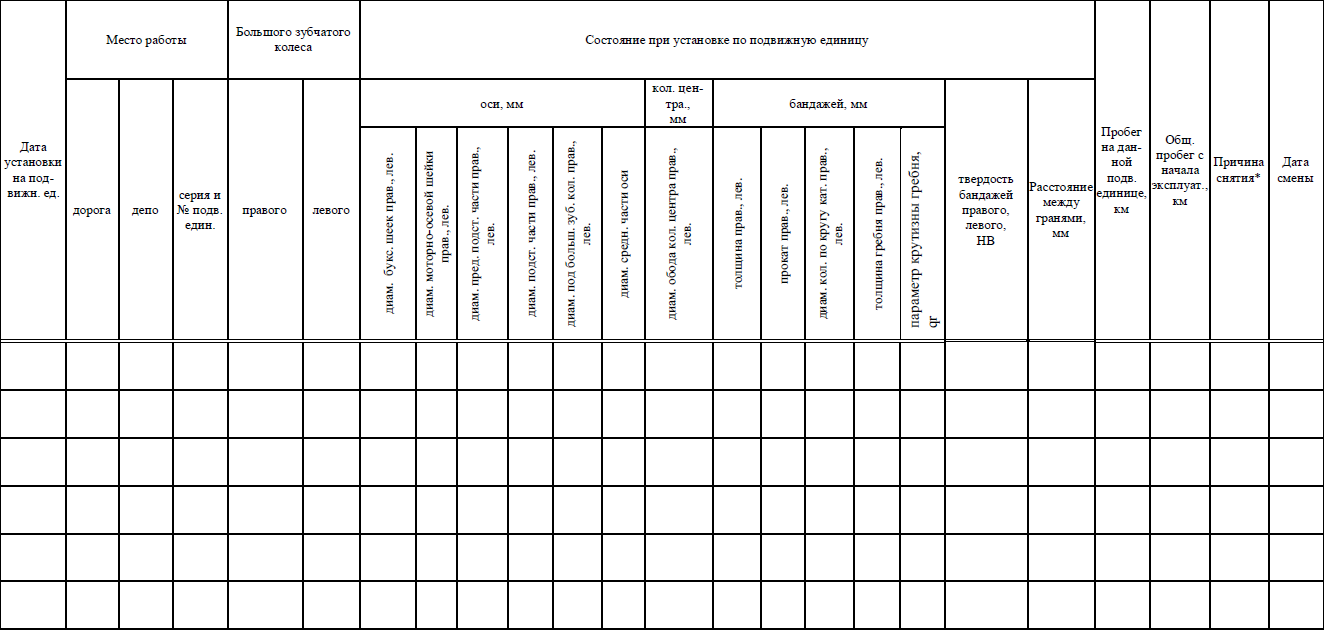
* рекомендуемые записи в графе «Причина снятия»: «Неисправна» – в случае неплановой замены по причине неисправности колесной пары, «ТЭД» – в случае снятия по причине неисправности ТЭД, «ТР-3 » или «КР-1», «КР-2» – в случае плановой замены при выполнении ТР-3 или КР-1, КР-2.
Рисунок Б.1.3 – Третий лист формуляра
Таблица 3 – Сведения об освидетельствовании и ремонте колесной пары

- Рисунок Б.1.4 – Четвертый лист формуляра
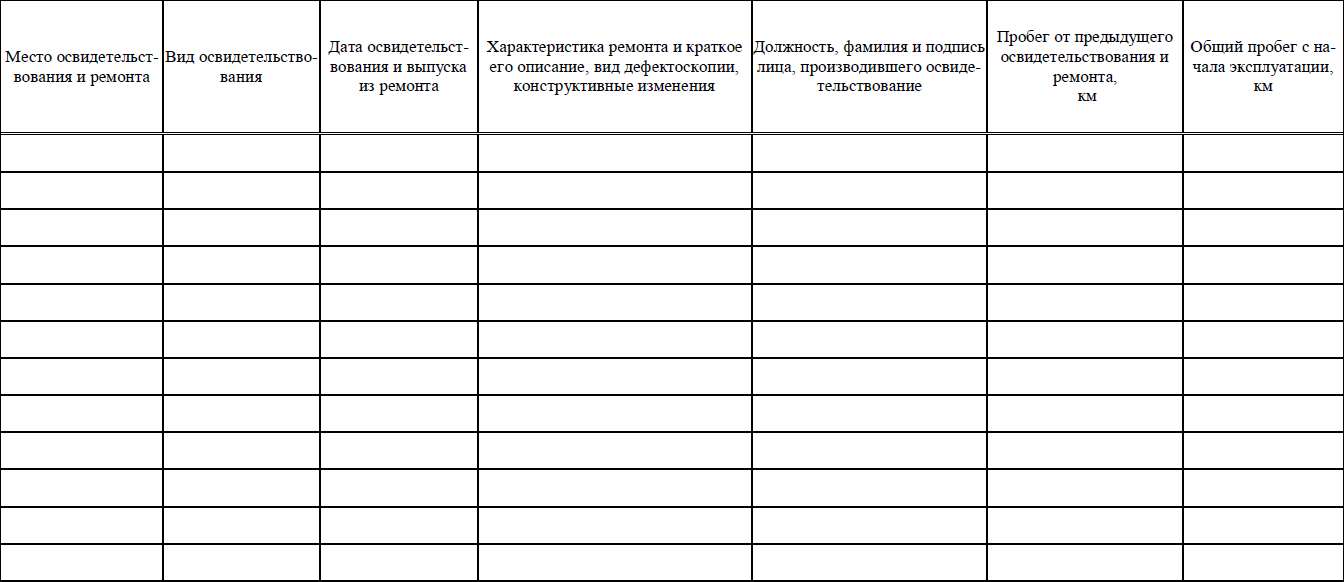
Приложение В (рекомендуемое)
Формуляр большого зубчатого колеса
В.1. Формуляр большого зубчатого колеса оформляют на листах формата А4 в соответствии с ГОСТ 2.610. Пример оформления титульного и последующих листов приведен на рисунках В.1.1 – В.1.3

- Рисунок В.1.1 – Титульный лист формуляра

- Рисунок В.1.2 – второй лист формуляра
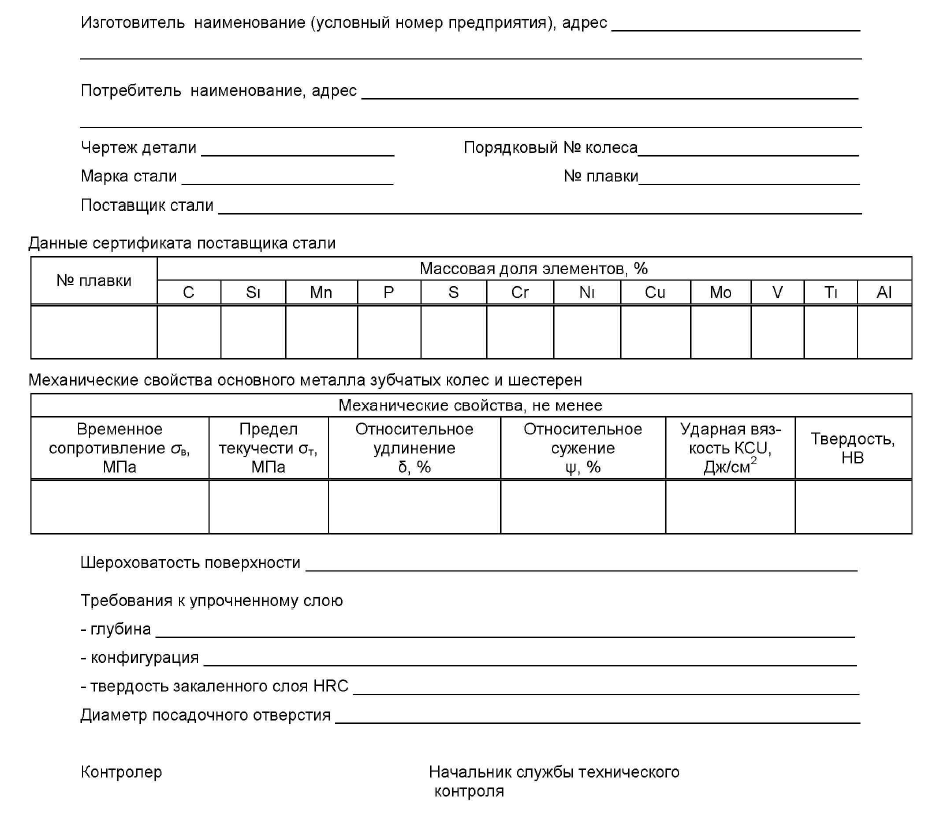

- Рисунок В.1.3 – Третий лист формуляра
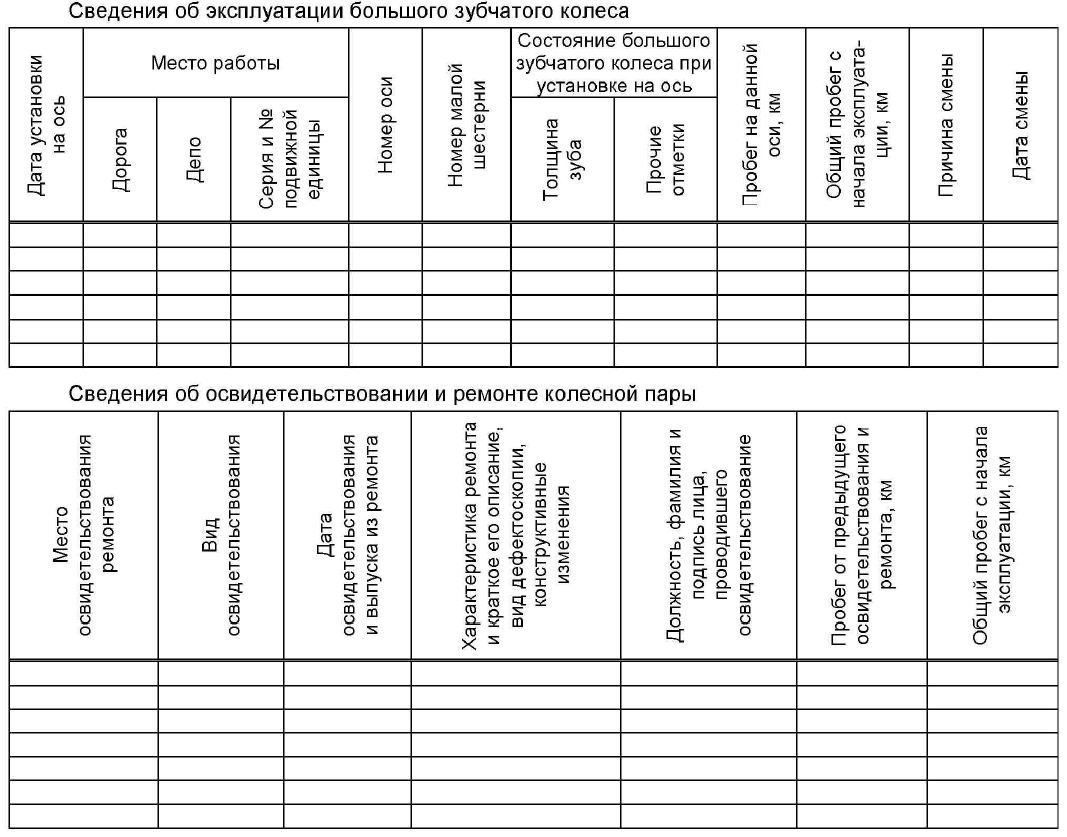
Приложение Г (справочное)
Перечень учетных форм, используемых в эксплуатации и на предприятиях, производящих формирование, освидетельствование и ремонт колесных пар тягового подвижного состава
- Книга учета обточек бандажей колесных пар тягового подвижного состава ТУ-16
- Книга учета состояния бандажей колесных пар локомотивов, моторвагонного подвижного состава ТУ-17
- Карманная книжка обмера бандажей колесных пар локомотивов, моторвагонного подвижного состава ТУ-18
- Книги регистрации освидетельствования колесных пар локомотивов, моторвагонного подвижного состава ТУ-21 и ТУ-21л
- Книга записи ремонта локомотивов и моторвагоннного подвижного состава ТУ-28
- Технический паспорт (формуляр) колесной пары
- Технический паспорт (формуляр) зубчатого колеса
- Журнал монтажа подшипников качения ТУ-93
- Журнал осмотра и ремонта подшипников качения ТУ-92
- Журналы регистрации ответственных деталей локомотивов, моторвагонного подвижного состава, забракованных по трещинам и другим дефектам, обнаруженным дефектоскопом ТУ-132, ТУ-132л
- Журналы регистрации результатов дефектоскопии основных деталей локомотивов, моторвагонного подвижного состава ТУ-138, ТУ-138л
- Журнал технического состояния локомотивов и моторвагонного подвижного состава ТУ-152
- Журнал регистрации результатов неразрушающего контроля деталей колесных пар локомотивов, признанных годными ТУ-180л.
Приложение Д (рекомендуемое)
Форма удостоверения на право освидетельствования колесных пар.
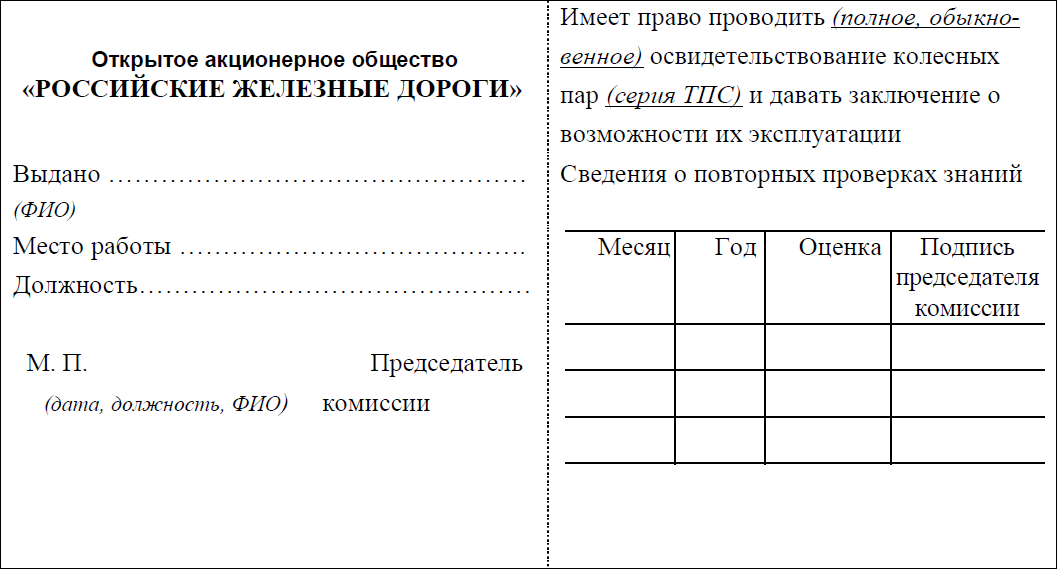
Приложение Е (рекомендуемое)
Перечень средств измерений и допускового контроля
Таблица Е.1
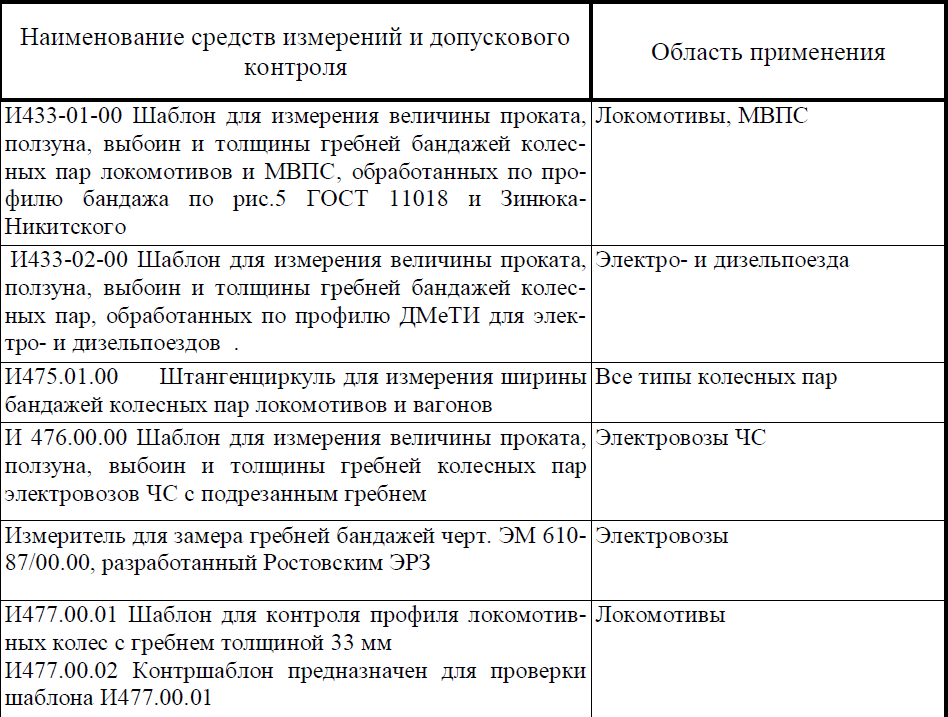
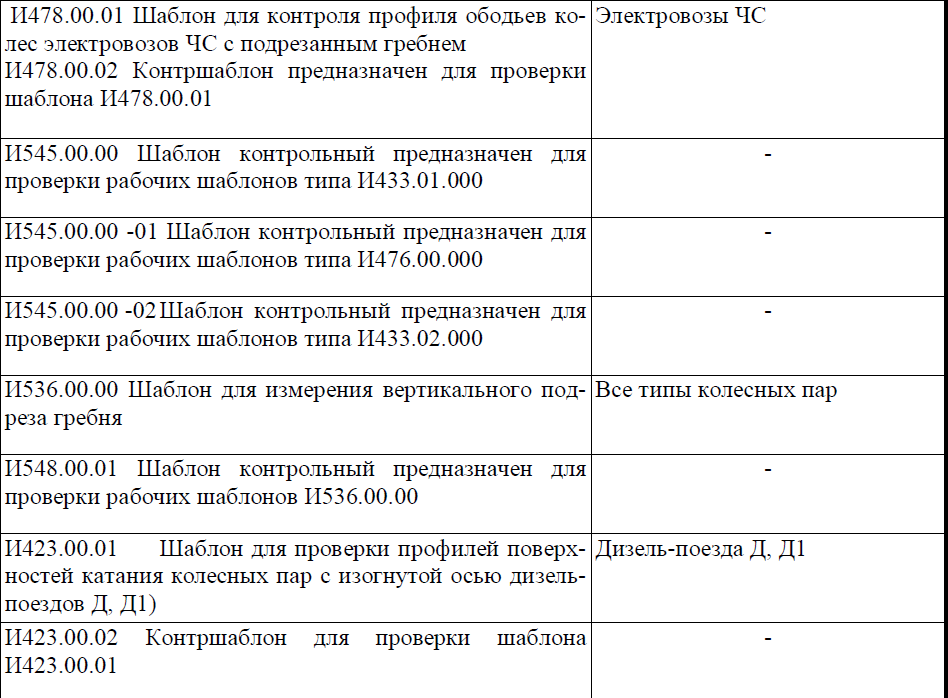
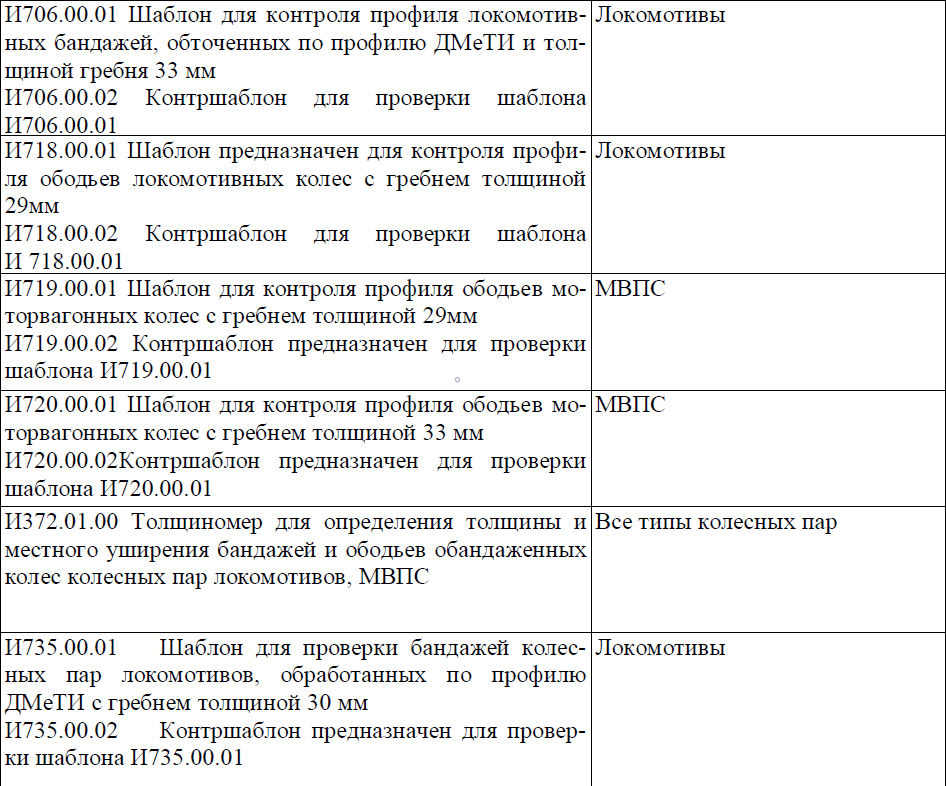
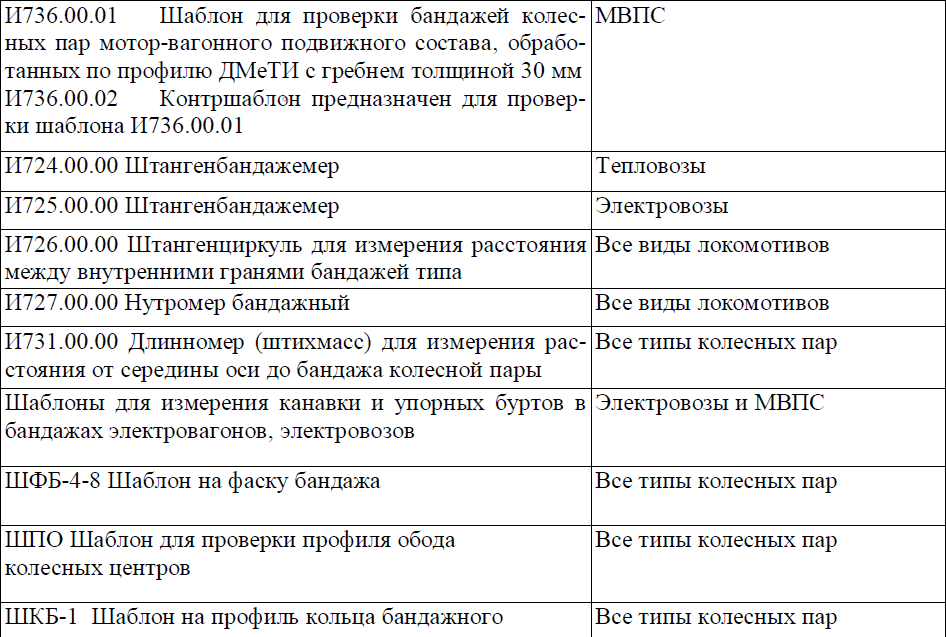
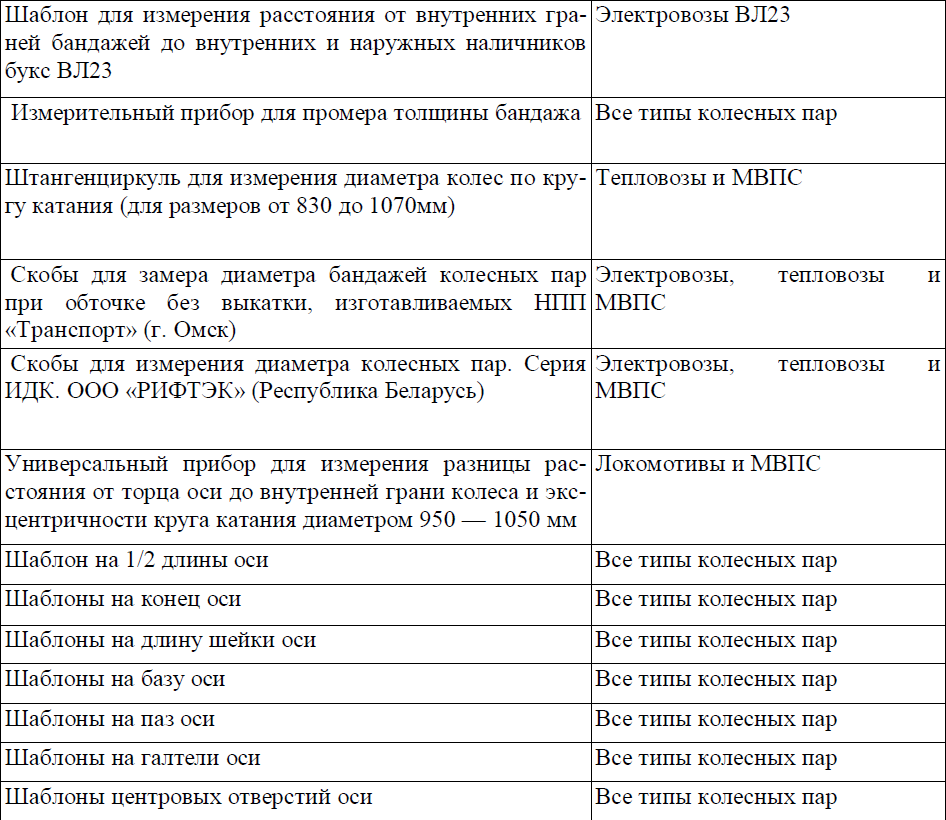
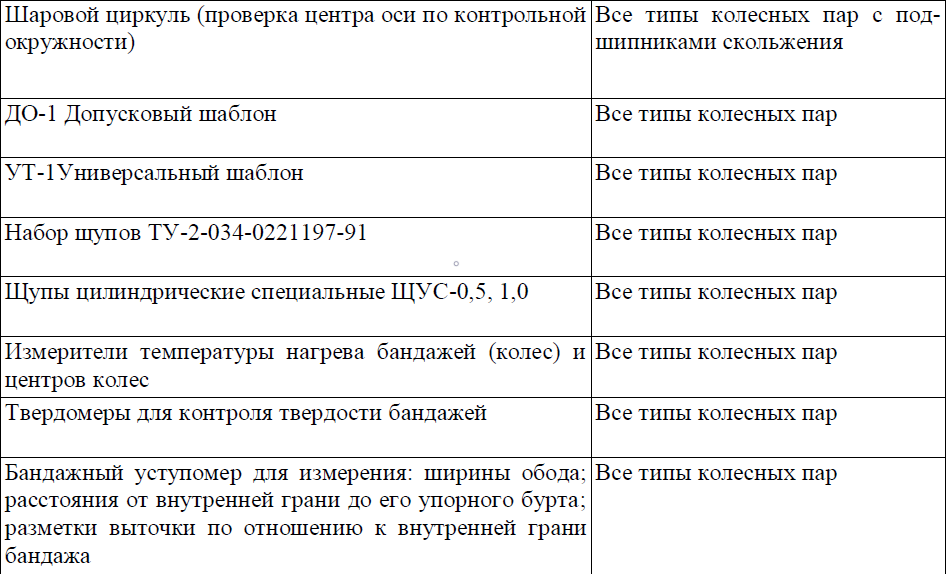
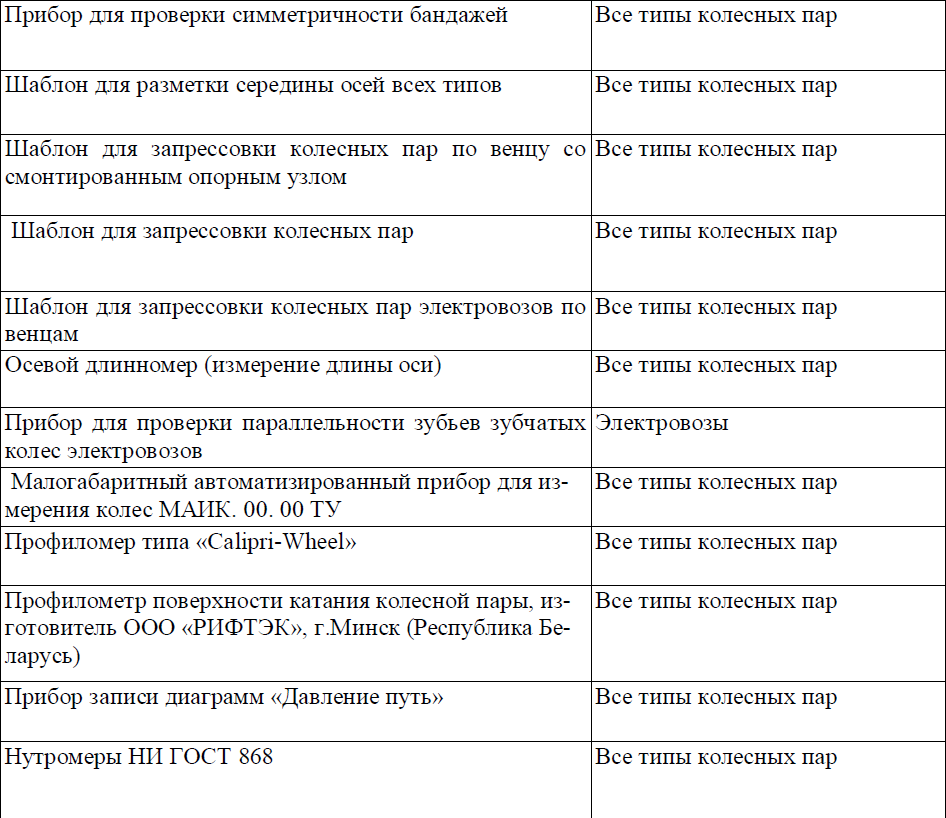
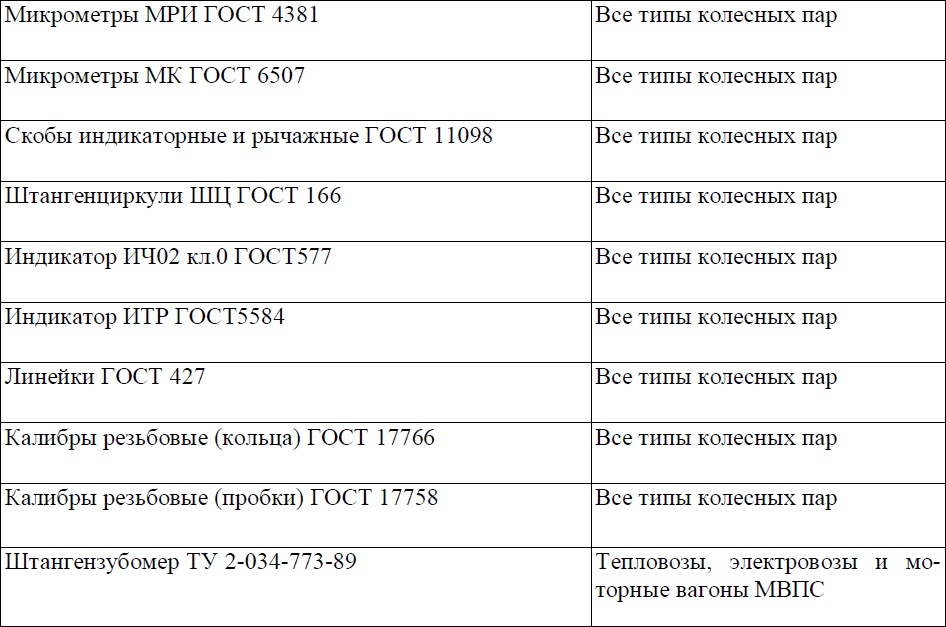
Приложение Ж (обязательное)
Перечень оборудования, при наличии которого предприятию дается право на производство полного освидетельствования колесных пар
1. Карусельный или лоботокарный станок
2. Колесотокарный станок
3. Стационарный или переносной центровочный станок
4. Токарные станки
5. Стенд для балансировки колесных пар1
6. Установка индукционного нагрева
7. Средства для проведения неразрушающего контроля (УЗК, МПК, ВТК)
8. Гидравлический пресс с самопишущим прибором для записи диаграмм запрессовки и проверки на сдвиг
9. Оборудование для очистки колесных пар
10. Станок или приспособление для накатки осей
11. Гидравлический пресс для закатки бандажного кольца
12. Приспособление для гибки бандажных колец
13. Шеечные и шеечно- шлифовальные станки
Примечание – При выполнении ремонта колесных пар только со сменой бандажей ремонтный пункт может не иметь оборудования по позициям 3, 4, 5, 8.
____________________1 – Для ремонта колесных пар, для которых предусмотрена балансировка
Приложение И (обязательное)
Перечень оборудования, при наличии которого предприятию дается право на производство обыкновенного освидетельствования колесных пар
1. Колесотокарный станок
2. Станок или приспособление для обточки и накатки осей
3. Стационарный или переносной центровочный станок
4. Средства для проведения неразрушающего контроля (УЗК, МПК, ВТК)
5. Оборудование для очистки колесных пар
Приложение К (справочное)
Перечень номеров, присвоенных предприятиям промышленности, заводам и депо для клеймения колесных пар и их составных частей
При клеймении колесных пар и их составных частей используют номера предприятий, заводов и депо в соответствии с таблицей К.1
Таблица К.1
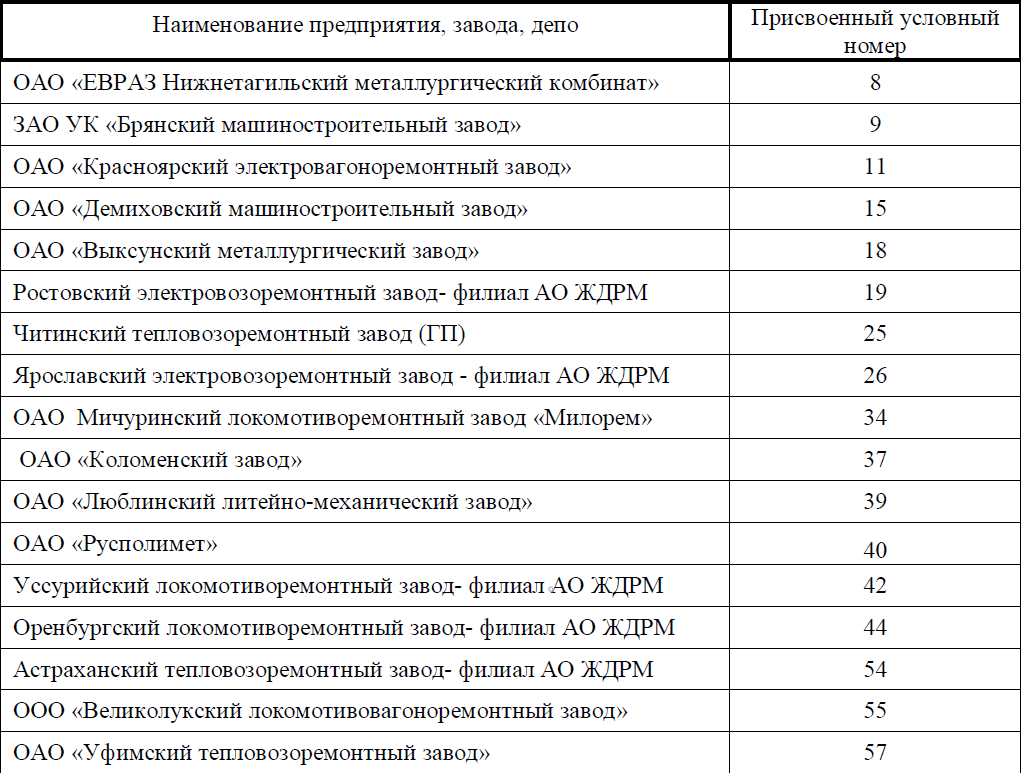
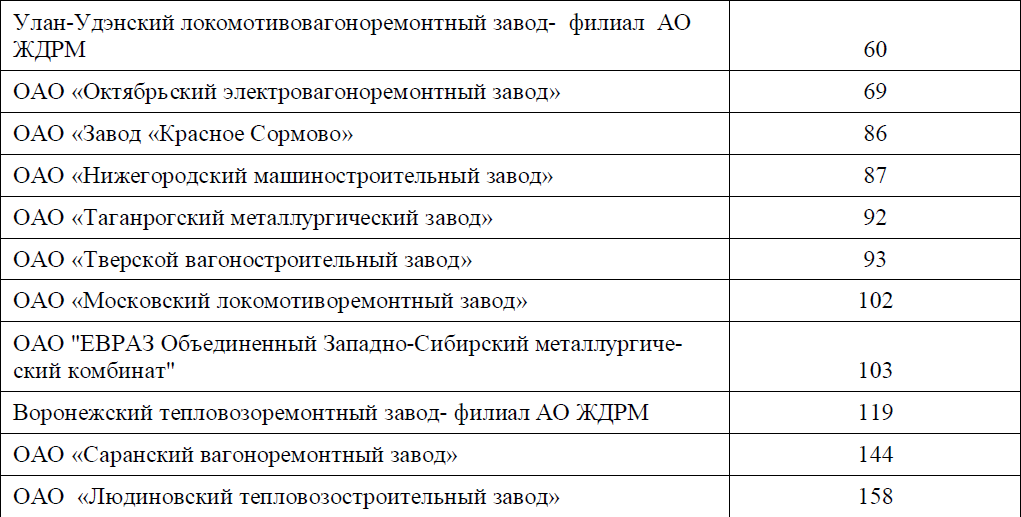
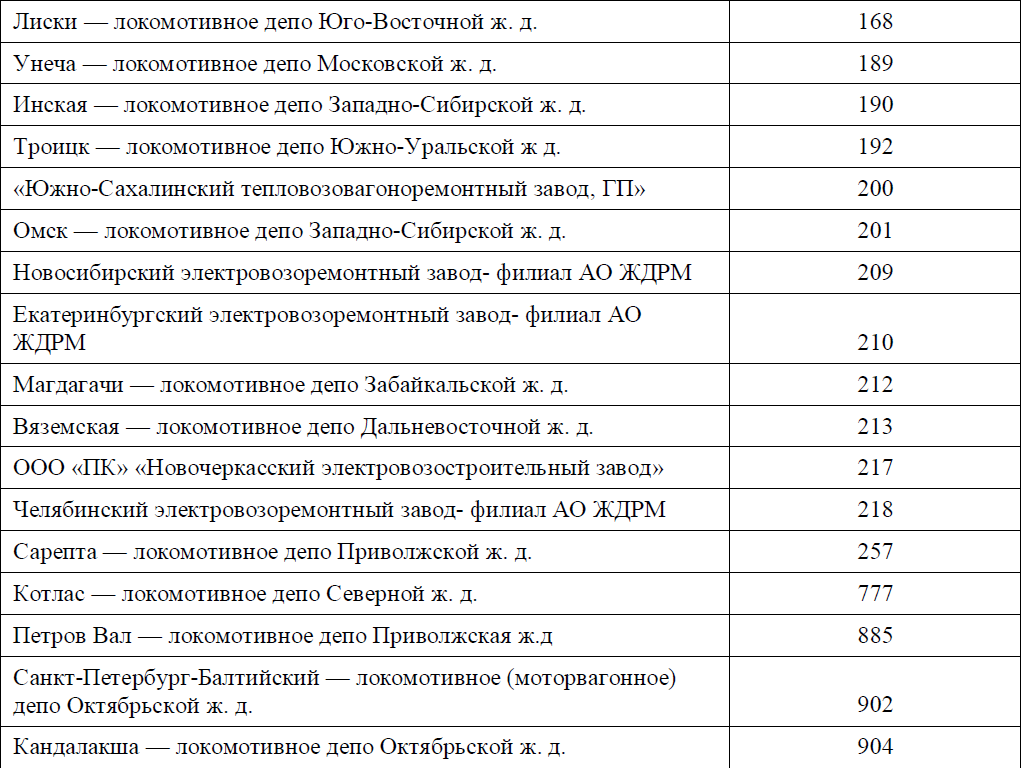
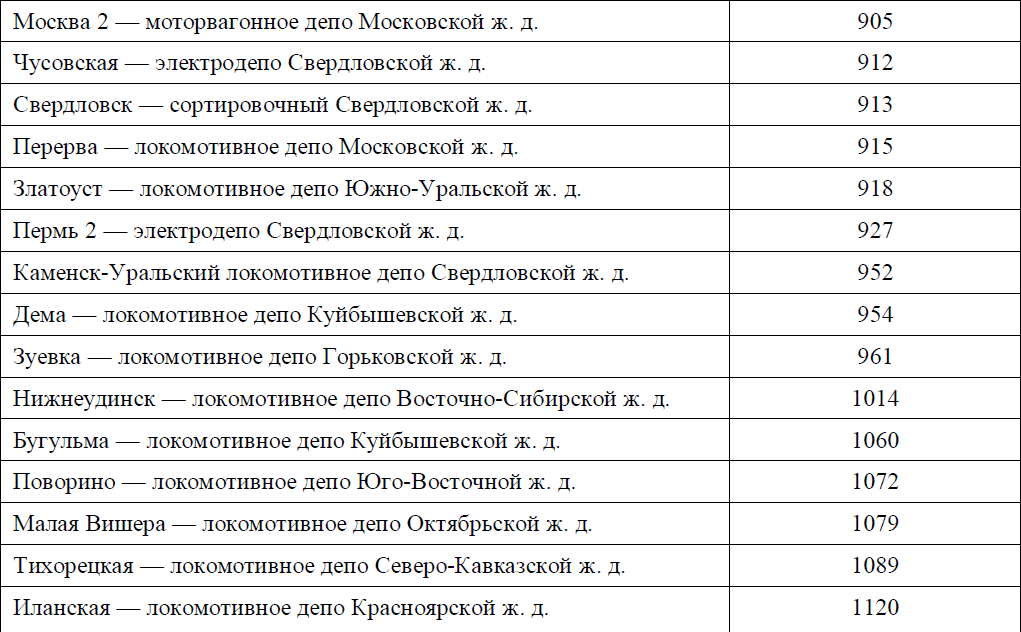
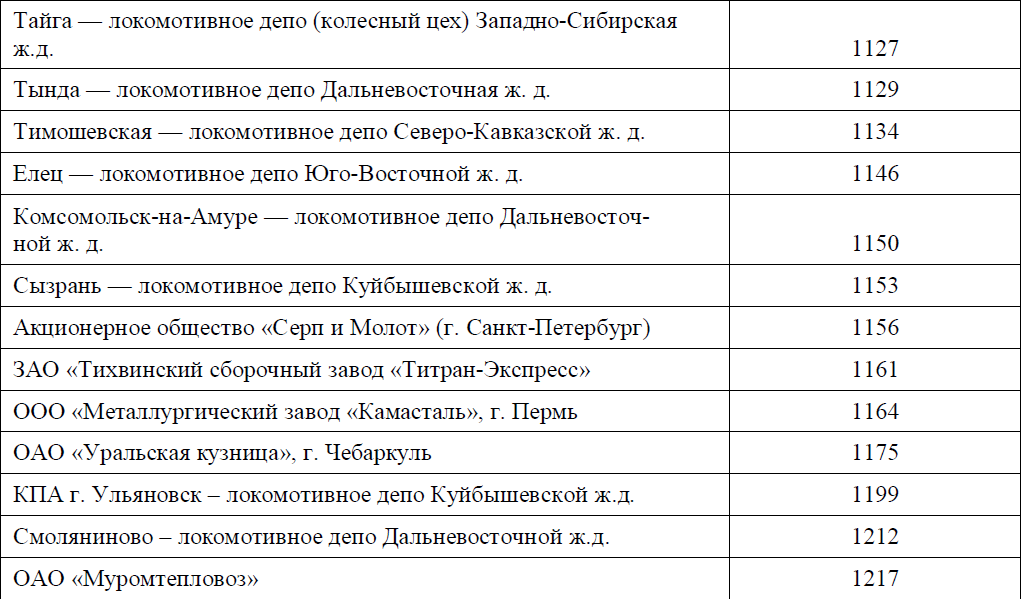
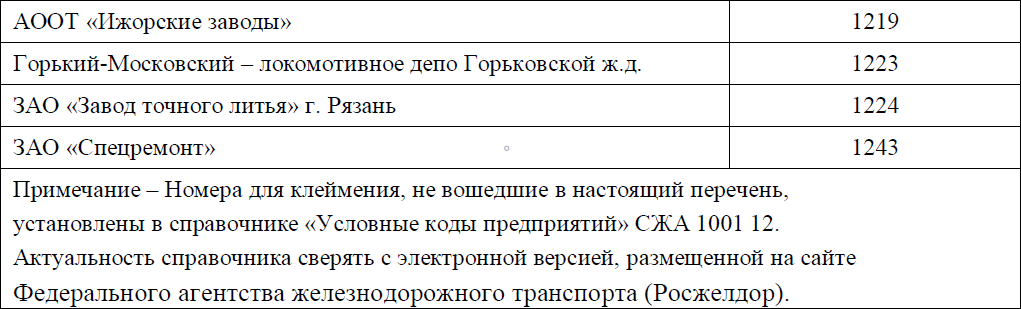
Приложение Л (справочное)
Рекомендуемые размеры при соединении бандажа с колесным центром
Лист регистрации изменений
МИНИСТЕРСТВО ПУТЕЙ СООБЩЕНИЯ РОССИИ
![]()
ИНСТРУКЦИЯ
ПО ФОРМИРОВАНИЮ, РЕМОНТУ И
СОДЕРЖАНИЮ
КОЛЕСНЫХ ПАР ТЯГОВОГО
ПОДВИЖНОГО
СОСТАВА ЖЕЛЕЗНЫХ ДОРОГ
КОЛЕИ
1520 ММ
№ЦТ-329
(с изменениями и дополнениями, утвержденными указанием МПС России
от 23.08.2000 № К-2273у)
ОГЛАВЛЕНИЕ
1.
ВВЕДЕНИЕ………………………………………………………………………………………………………………………………………………………………….. 3
2. ОБЩИЕ ПОЛОЖЕНИЯ…………………………………………………………………………………………………………………………………………….. 3
3. ТЕХНИЧЕСКОЕ СОДЕРЖАНИЕ И ОСНОВНЫЕ
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОЛЕСНЫМ ПАРАМ В ЭКСПЛУАТАЦИИ…………………………………………………………………………………………………………………………………………………………. 5
4. ВИДЫ, СРОКИ И ПОРЯДОК
ОСВИДЕТЕЛЬСТВОВАНИЯ КОЛЕСНЫХ ПАР………………………………………………… 9
5. НЕИСПРАВНОСТИ КОЛЕСНЫХ ПАР И
СПОСОБЫ ИХ УСТРАНЕНИЯ……………………………………………………….. 12
6. РЕМОНТ И ФОРМИРОВАНИЕ КОЛЕСНЫХ ПАР………………………………………………………………………………………………. 20
6.1.
Общие требования……………………………………………………………………………………………………………………………………….. 20
6.2.
Обработка новых и старогодних осей.……………………………………………………………………………………………. 21
6.3.
Обработка новых и старогодних центров, цельнокатаных и зубчатых колес.……… 23
6.4.
Ремонт зубчатых колес.…………………………………………………………………………………………………………………………… 25
6.5.
Расточка новых и старогодних бандажей.…………………………………………………………………………………… 26
6.6.
Насадка (смена) бандажей.………………………………………………………………………………………………………………………. 27
6.7.
Прессовые работы……………………………………………………………………………………………………………………………………….. 29
6.8.
Тепловой метод формирования колесных пар…………………………………………………………………………… 35
6.9.
Обточка бандажей и ободьев цельнокатаных колес по профилю………………………………… 36
6.10.
Формирование колесных пар……………………………………………………………………………………………………………… 44
7. ПРОВЕРКА, ПРИЕМКА И ИСКЛЮЧЕНИЕ ИЗ
ИНВЕНТАРЯ КОЛЕСНЫХ ПАР…………………………………………….. 45
8. МАРКИРОВАНИЕ И КЛЕЙМЕНИЕ КОЛЕСНЫХ
ПАР И ИХ ЭЛЕМЕНТОВ……………………………………………………… 46
9. ОКРАСКА КОЛЕСНЫХ ПАР………………………………………………………………………………………………………………………………… 52
10. ТРАНСПОРТИРОВАНИЕ, ХРАНЕНИЕ
КОЛЕСНЫХ ПАР И ИХ ЭЛЕМЕНТОВ……………………………………………… 53
11. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И
ПРИРОДООХРАННЫЕ МЕРОПРИЯТИЯ…………………………………………….. 54
12. МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ……………………………………………………………………………………………………………… 54
Приложение 1…………………………………………………………………………………………………………………………………………………………… 56
Приложение 2…………………………………………………………………………………………………………………………………………………………… 59
Приложение 3…………………………………………………………………………………………………………………………………………………………… 59
Приложение 4…………………………………………………………………………………………………………………………………………………………… 60
Приложение 5…………………………………………………………………………………………………………………………………………………………… 61
Приложение 6…………………………………………………………………………………………………………………………………………………………… 66
Приложение 7…………………………………………………………………………………………………………………………………………………………… 68
Приложение 8…………………………………………………………………………………………………………………………………………………………… 70
Приложение 9…………………………………………………………………………………………………………………………………………………………… 74
Приложение 10…………………………………………………………………………………………………………………………………………………………. 76
Приложение 11…………………………………………………………………………………………………………………………………………………………. 78
Приложение 12…………………………………………………………………………………………………………………………………………………………. 78
Приложение 13…………………………………………………………………………………………………………………………………………………………. 78
1. ВВЕДЕНИЕ
1.1. Настоящая Инструкция распространяется
на колесные пары всех типов локомотивов и моторвагонного подвижного состава
(МВПС) колеи 1520 мм. Локомотивы и МВПС далее именуются тяговый подвижной
состав (ТПС).
(В редакции указания МПС России от 23.08.2000 №
К-2273у)
1.2.
Инструкцией устанавливаются порядок, сроки, нормы и требования, которым должны
удовлетворять колесные пары при их формировании, ремонте (освидетельствовании)
и техническом содержании.
1.3. Вся вновь издаваемая
эксплуатационная и ремонтная документация по колесным парам должна строго
соответствовать настоящей Инструкции и ГОСТ 11018, а действующая документация
должна быть приведена в соответствии с ними.
1.4. Требования настоящей
Инструкции обязательны при изготовлении, ремонте, техническом обслуживании и
эксплуатации колесных пар.
(В редакции указания МПС России от 23.08.2000 №
К-2273у)
1.5. Инструкция от 31.12.85г. №
ЦТ/4351 действует в части, касающейся изготовления и ремонта колесных пар
паровозов.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. В соответствии с Правилами
технической эксплуатации железных дорог Российской Федерации (далее ПТЭ) каждая
колесная пара должна удовлетворять требованиям настоящей Инструкции. Колесные
пары ТПС с подшипниками качения должны также удовлетворять требованиям
действующей Инструкции по содержанию и ремонту узлов с подшипниками качения
локомотивов и моторвагонного подвижного состава.
Колесные
пары ТПС, эксплуатирующегося со скоростями свыше 140 км/ч должны, кроме того,
удовлетворять требованиям действующей Инструкции по техническому обслуживанию и
эксплуатации сооружений, устройств подвижного состава и организации движения на
участках обращения скоростных пассажирских поездов.
Изготовление и ремонт ведомых зубчатых колес
тяговых редукторов с упругими резинометаллическими элементами, узлов и деталей
приводов колесных пар с опорно-рамным и опорно-осевым подвешиванием тяговых
электродвигателей должны производиться согласно требованиям соответствующих
действующих чертежей, правил ремонта, технологических инструкций, ремонтных
руководств и ГОСТ 11018.
Выполнение
требований указанной технической документации обязательно для всех работников,
связанных с формированием, освидетельствованием, ремонтом и эксплуатацией
колесных пар.
2.2. Каждая колесная пара
должна иметь на оси четко поставленные знаки о времени и месте формирования,
полного освидетельствования и клейма о приемке ее при формировании и полном
освидетельствовании. Элементы колесной пары должны иметь знаки и клейма,
установленные соответствующими стандартами, техническими условиями и настоящей
Инструкцией. После ремонта в странах СНГ и Латвии допускается эксплуатация
колесных пар и их отдельных элементов без клейма «Серп и молот» при наличии
остальных предусмотренных клейм (раздел 8).
2.3. Колесные пары должны
подвергаться осмотру под ТПС, обыкновенному и полному освидетельствованию, в
соответствии с порядком, установленным настоящей Инструкцией.
2.4. Полное освидетельствование
должно производиться на заводах и в локомотивных депо, имеющих разрешение МПС и
обязательный минимум оборудования, приспособлений, средств измерений и контроля
согласно приложениям 1 и 2.
2.5. Ответственность за
содержание инструментов и средств измерений в исправном состоянии, а также за
своевременную поверку (калибровку) средств измерений возлагается на начальника
колесного цеха или мастера, руководящего ремонтом и формированием колесных пар.
Контроль
за организацией и своевременностью поверки (калибровки) средств измерения
осуществляется:
на
заводе — начальником отдела технического контроля;
в
депо — главным инженером или заместителем начальника депо по ремонту.
(В редакции указания МПС России от 23.08.2000 №
К-2273у)
2.6. Состояние оборудования,
приспособлений и инструмента для ремонта (освидетельствования) колесных пар, а также
соблюдение требований настоящей Инструкции на заводах и в депо ежегодно должно
проверяться комиссиями под председательством главного инженера (или его
заместителя — на заводе) с участием ОТК и приемщиков локомотивов
(инспекторов-приемщиков на заводе).
(В редакции указания МПС России от 23.08.2000 №
К-2273у)
2.7. Элементы каждой колесной
пары в депо и на заводах должны проверяться магнитным и ультразвуковым
дефектоскопами в сроки, установленные настоящей Инструкцией, с соблюдением
требований действующих инструкций, инструктивных указаний и руководств по
ультразвуковой дефектоскопии и магнитному контролю.
Проверки
элементов колесных пар должны выполняться дефекто-скопистами, выдержавшими
испытание на право контроля деталей ТПC. Комплексные проверки дефектоскопии элементов колесных пар должны
периодически (не реже I
раза в год) проводить контрольные мастера ОТК, заводские инспектора-приемщики и
приемщики локомотивов, где они есть.
Результаты
проверок должны регистрироваться в соответствующей документации.
(В редакции указания МПС России от 23.08.2000 №
К-2273у)
2.8. В пунктах формирования,
ремонта и эксплуатации колесных пар должны вестись книги, журналы, ведомости по
учету, ремонту (освидетельствованию) колесных пар по установленным МПС формам,
а также паспорта колесных пар ТПС. Эти документы должны разборчиво заполняться
только чернилами и подписываться ответственными лицами. Исправления допускаются
только красными чернилами за подписью лица, внесшего исправление с расшифровкой
фамилии и инициалов.
2.9. Технический паспорт
установленной МПС формы (приложение  должен составляться на каждую вновь
должен составляться на каждую вновь
сформированную колесную пару ТПС. Номер паспорта должен соответствовать номеру
оси колесной пары.
Технические
характеристики вновь сформированной колесной пары, должны быть занесены в
паспорт за подписью начальника или мастера отдела технического контроля
завода-изготовителя и инспектора-приемщика (приемщика локомотивов) и заверены
печатью. В дальнейшем в паспорт заносят все данные, связанные с эксплуатацией и
ремонтом колесной пары.
При
отсутствии технического паспорта подкатка колесной пары под ТПС запрещается.
Паспорт подкаченной колесной пары должен храниться в паспорте ТПС.
При
замене оси колесной пары в паспорте должен быть зачеркнут номер замененной оси
и красными чернилами внесен номер новой оси.
(В редакции указания МПС России от 23.08.2000 №
К-2273у)
2.10. В случае утери паспорта
колесной пары выписывается дубликат при одном из видов освидетельствования
колесной пары до смены элементов на основании имеющихся на них клейм, а также
проведения обмеров для занесения в дубликат паспорта необходимых данных
согласно форме, приведенной в приложении 8.
В
верхнем правом углу паспорта должна быть запись «Дубликат». Дубликат паспорта
подписывается:
на
заводе — начальником отдела технического контроля и заводским
инспектором-приемщиком;
в
депо — заместителем начальника депо по ремонту и приемщиком локомотивов.[1]
Подписи
заверяются печатью предприятия с указанием даты выписки дубликата.
2.11. Сварочные работы на
колесных парах необходимо производить в соответствии с требованиями действующих
инструктивных указаний по сварочным работам при ремонте ТПС.
Сварочные
работы должны выполняться сварщиками, сдавшими испытания на право производства
этих работ.
(В редакции указания МПС России от 23.08.2000 №
К-2273у)
2.12. Запрещается подкатывать
под ТПС и эксплуатировать колесные пары, не отвечающие требованиям настоящей
Инструкции.
3. ТЕХНИЧЕСКОЕ СОДЕРЖАНИЕ И
ОСНОВНЫЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОЛЕСНЫМ ПАРАМ В ЭКСПЛУАТАЦИИ
3.1. Колесные пары для
определения их технического состояния и пригодности к эксплуатации подвергаются
осмотру с регистрацией в книге формы ТУ-28:
—
под ТПС — при всех видах технических обслуживании
и текущих ремонтов ТР-1, ТР-2, каждой проверке ТПС в эксплуатации;
—
при первой подкатке под ТПС новой колесной пары
(после формирования) и после производства полного освидетельствования, если
после них прошло не более 2 лет. При этом проверка даты формирования и
освидетельствования производится по клеймам на торце (бурте) оси;
—
после крушений, аварий, схода с рельсов, если
отсутствуют повреждения элементов колесной пары, требующие их замены.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
3.2. Осмотр колесных пар под
ТПС должны производить:
—
машинист — при каждой приемке ТПС (локомотивов в
доступных местах, моторвагонного подвижного состава в доступных местах по
доступной осмотру стороне); в эксплуатации при стоянках локомотивов на станциях
и в пунктах оборота; при техническом обслуживании ТО-2 моторвагонного
подвижного состава (в случае производства последнего локомотивными бригадами);
—
мастер — при техническом обслуживании ТО-3 ТПС;
—
мастер или бригадир (где смены слесарей
возглавляет бригадир) — при техническом обслуживании ТО-2 ТПС (по
мотор-вагонному подвижному составу — в случае производства ТО-2 ремонтными
бригадами пункта технического обслуживания);
—
мастер и приемщик локомотивов — при техническом
обслуживании ТО-4, ТО-5, текущих ремонтах ТР-1 и ТР-2 ТПС, при первой подкатке
новых колесных пар.
3.3. При осмотре колесных пар
проверять:
—
на бандажах и ободьях цельнокатаных колес — отсутствие трещин, ползунов
(выбоин), плен, раздавленностей, вмятин, отколов, раковин, выщербин, ослабления
бандажей на ободе центра (остукиванием молотком), сдвига бандажа (по
контрольным меткам на бандаже и ободе центра), предельного проката (предельной
высоты гребня) или износа, вертикального подреза гребня, ослабления бандажного
кольца, опасной формы гребня и остроконечного наката, являющегося признаком
возможности опасной формы гребня.
Предельный
прокат (предельная высота гребня) и наличие опасной формы гребня проверяются
шаблоном УТ-1 при технических обслуживаниях ТО-2 (при их выполнении в крытых
помещениях), ТО-3, ТО-4, ТО-5, текущих ремонтах ТР-1, ТР-2 и ежемесячных
обмерах колесных пар. Допускается при проведении технического обслуживания ТО-2
(для МВПС — ремонтными бригадами) контролировать опасную форму гребня шаблоном
ДО-1. После выявления колес с опасной формой гребня с помощью этого шаблона
необходимо шаблоном УТ-1 измерить величину этого параметра и по результатам
этого измерения принимать решение о допуске их к эксплуатации или о назначении
ремонта;
- на колесных центрах, цельнокатаных колесах
и ступицах дискового тормоза — отсутствие трещин в спицах, дисках,
ступицах, ободьях, признаков ослабления или сдвига ступиц на оси; - на открытых частях осей — отсутствие
поперечных, косых и продольных трещин, плен, протертых мест, электроожога
и других дефектов; - отсутствие нагрева букс;
- состояние зубчатой передачи тяговых
редукторов ТПС (при текущих ремонтах, когда это предусмотрено по циклу); - отсутствие нагрева моторно-осевых
подшипников, опорных подшипников тяговых редукторов при постановке ТПС на
смотровую канаву.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
3.4. В соответствии с ПТЭ
номинальное расстояние между внутренними гранями колес у ненагруженной колесной
пары должно быть 1440 мм. У локомотивов и вагонов, обращающихся в поездах со
скоростью:
—
до 120 км/ч отклонения допускаются в сторону
увеличения и уменьшения не более 3 мм;
—
от 120 км/ч до 140 км/ч отклонения допускаются в
сторону увеличения не более 3 мм и в сторону уменьшения не более 1 мм.
3.5. В соответствии с ПТЭ
запрещается выпускать из ТО-2, ТО-3, текущих ремонтов и допускать к следованию
в поездах подвижной состав с трещиной в любой части оси колесной пары, ободе,
диске, спице, ступице и бандаже, а также при следующих износах и повреждениях
колесных пар, нарушающих нормальное взаимодействие пути и подвижного состава.
(В редакции указания
МПС России от 23.08.2000 № К-2273у)
3.5.1. При скоростях движения до
120 км/ч:
—
при прокате по кругу катания у локомотивов, а
также у моторвагонного подвижного состава дальнего следования — более 7 мм, у
моторвагонного подвижного состава в поездах местного и пригородного сообщения —
более 8 мм;
—
при высоте гребня бандажа, измеряемого шаблоном
УТ-1, более 37 мм или менее 27 мм для колес локомотивов с профилем по рисунку
15; более 35 мм или менее 27 мм для колес локомотивов с профилями ДМеТИ и МВПС
дальнего сообщения; более 36 мм или менее 27 мм для МВПС местного и
пригородного сообщения; более 39 мм или менее 27 мм для колес локомотивов с
профилем Зинюка-Никитского;
—
при толщине гребня более 33 мм или менее 25 мм,
измеряемой на расстоянии 20 мм от вершины гребня — для колес локомотивов
—
при толщине гребня более 34 мм или менее 25 мм,
измеряемой шаблоном УТ-1 в сечении гребня, расположенном на расстоянии 13 мм от
поверхности круга катания колеса.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
3.5.2. При скоростях движения от
120 км/ч до 140 км/ч:
—
при прокате по кругу катания у локомотивов, моторвагонного подвижного
состава более 5 мм;
—
при высоте гребня бандажа, измеряемого шаблоном УТ-1,
более 35 мм или менее 27 мм для колес локомотивов с профилем по рисунку 15;
более 33 мм или менее 27 мм для колес локомотивов с профилями ДМеТИ и МВПС;
более 37 мм или менее 27 мм для колес локомотивов с профилем Зинюка-Никитского;
—
при толщине гребня более 33 мм или менее 25 мм,
измеряемой на расстоянии 20 мм от вершины гребня — для колес локомотивов с
чертежной высотой гребня 30 мм и на расстоянии 18 мм от вершины гребня колес с
чертежной высотой гребня 28 мм;
—
при толщине гребня более 34 мм или менее 25 мм,
измеряемой шаблоном УТ-1 в сечении гребня, расположенном на расстоянии 13 мм от
поверхности круга катания колеса.
3.5.3. При вертикальном подрезе
гребня высотой более 18мм. Контроль вертикального подреза гребня бандажа и
опасной формы гребня производится специальным шаблоном (рис. 1) и шаблоном
ДО-1. Измерение опасной формы гребня у ТПС производится универсальным
измерительным шаблоном УТ-1.
(В редакции указания МПС России от 23.08.2000 № К-2273у)

Рис.
1. Шаблон для контроля вертикального подреза
гребня бандажа
а) Гребень бракуется
б) Гребень не
бракуется
3.5.4. При ползуне (выбоине) на
поверхности катания у локомотивов, моторвагонного подвижного состава более 1,0
мм.
При
обнаружении в пути следования у прицепного вагона МВПС ползуна (выбоины) глубиной
более 1,0 мм, но не более 2,0 мм, разрешается довести его без отцепки от поезда
со скоростью не выше 100 км/ч до ближайшего локомотивного депо.
При
наличии ползуна на колесных парах локомотивов и МВПС допускается их следование
без отцепки от поезда до ближайшей станции со скоростью указанной в таблице 1,
где колесные пары с ползунами должны быть заменены.
Таблица 1
|
Колесная пара |
Глубина ползуна, мм |
Допускаемая |
|
локомотива и моторного вагона МВПС |
1—2 |
15 |
|
2 — 4 |
10 |
|
|
более 4 |
Передвижение локомотива (вагона) без качения колесных пар с |
|
|
прицепного вагона МВПС |
2 — 6 |
15 |
|
6—12 |
10 |
|
|
более 12 |
Передвижение вагона без качения колесных пар с ползунами по |
|
|
* При этом колесные пары должны быть вывешены или Для |
В таблице 2 приведена длина ползуна в зависимости
от его глубины и диаметра колеса.
Таблица 2
В
миллиметрах
|
Диаметр колес по кругу |
Длина ползуна при его |
||||||||||||
|
0,5 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
1250 |
50 |
71 |
100 |
122 |
141 |
158 |
173 |
186 |
199 |
211 |
223 |
233 |
244 |
|
1220 |
49 |
70 |
99 |
121 |
139 |
156 |
171 |
184 |
197 |
209 |
220 |
231 |
241 |
|
1050 |
46 |
65 |
92 |
112 |
129 |
145 |
158 |
171 |
183 |
194 |
204 |
214 |
223 |
|
950 |
44 |
62 |
87 |
107 |
123 |
137 |
151 |
162 |
174 |
184 |
194 |
203 |
212 |
(В редакции указания МПС России от 23.08.2000 № К-2273у)
3.6. Запрещается выдавать в
поезда ТПС с колесными парами, имеющими хотя бы один из следующих дефектов или
отступлений:
—
выщербину, раковину или вмятину на поверхности
катания глубиной более 3,0 мм и длиной: у локомотива и моторного вагона более
10,0 мм, а у прицепного вагона более 25,0 мм;
—
выщербину или вмятину на вершине гребня длиной
более 4,0 мм;
—
разницу прокатов у левой и правой стороны
колесной пары более 2 мм;
—
ослабление бандажа на колесном центре, зубчатого
колеса на оси или ступице колесного центра, пальцев тягового привода в
отверстиях приливов колесного центра, цельнокатаного колеса или колесного
центра на оси;
—
опасную форму гребня (параметр крутизны — менее
6,0 мм для профилей с чертежной высотой гребня 30 мм и более; и менее 5,5 мм —
для профилей с чертежной высотой гребня 28,0), измеряемую универсальным
шаблоном УТ-1;
—
остроконечный накат гребня в зоне поверхности на
расстоянии 2 мм от вершины гребня и до 13 мм от круга катания;
—
толщину гребня более 23 мм и менее 21 мм у 2-й и
5-й колесных пар электровозов ЧС2, ЧС2т, ЧС4, ЧС4т (до № 263) при измерении на
расстоянии 16,25 мм от вершины гребня и более 24 мм и менее 19,5 мм при
измерении шаблоном УТ-1;
—
острые поперечные риски и задиры на шейках и
предподступичных частях осей;
—
протертое место на средней части оси локомотива
глубиной более 4,0 мм, а на оси моторвагонного подвижного состава — более 2,5
мм;
—
местное или общее увеличение ширины бандажа или
обода цельнокатаного колеса более 6,0 мм;
—
ослабление бандажного кольца более, чем в 3-х
местах: по его окружности суммарной длиной ослабленного места более 30 % общей
длины окружности кольца — для локомотивов и более 20 % для МВПС, а также ближе
100 мм от замка кольца;
—
толщину бандажей колесных пар менее (мм):
·
электровозов, кроме ВЛ22 в/и*, ВЛ23, ВЛ8, ВЛ60 в/и — 45 (на ВЛ10, ВЛ11 в/и,
ВЛ15, ВЛ80 в/и, ВЛ85 в бесснежное время по разрешению начальника дороги
допускается — 40);
·
электровозов В Л 22 в/и, В Л 23, ВЛ8, В Л 60 в/и
и тепловозов с нагрузкой на ось 23 т и выше— 40;
·
тепловозов с нагрузкой на ось менее 23 т — 36;
·
моторных вагонов моторвагонного подвижного
состава — 35;
—
толщиной ободьев цельнокатаных колес менее (мм):
—
тепловозов ТГМ (ТГМ-3, ТГМ-4, ТГМ-6) — 30;
—
прицепных вагонов моторвагонного подвижного
состава — 25;
—
трещины в ободе, диске, ступице и бандаже колеса
ТПС;
—
кольцевые выработки на поверхности катания у
основания гребня глубиной более 1,0 мм, на конусности 1:3,5 более 2,0 мм и
шириной более 15,0 мм.
При
наличии кольцевых выработок на других участках поверхности катания бандажа
нормы браковки — как для кольцевых выработок, расположенных у гребня.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
3.7. Обнаруженные дефекты при
осмотре колесных пар под ТПС должны записываться в журнал технического состояния
локомотива и в книгу записи ремонта.
3.8. У колесных пар ТПС на
каждом техническом обслуживании ТО-3 и плановом ремонте, но не реже одного раза
в течение календарного месяца производить измерения проката (высоты гребня),
толщины бандажей (ободьев цельнокатаных колес), толщины гребней, параметра
крутизны (опасной формы) гребня и диаметра бандажей (колес)**.
В случае, если конструкция ходовых частей ТПС не позволяет производить
непосредственное измерение диаметра бандажей без их демонтажа, допускается
вместо обмера производить оценку диаметров расчетным способом, исходя из
толщины бандажа и диаметра колесного центра. В случае обточки бандажей без
выкатки и перенодкатки колесных пар измерения обточенных и замененных колесных
пар проводятся как до, так и после обточки (переподкатки). Результаты замеров
следует заносить в книгу в соответствии с формой, утвержденной МПС России.
Замеры должны выполняться работником, назначенным начальником депо, после сдачи
им экзаменов комиссии депо на знание настоящей Инструкции.
Периодичность контрольных обмеров колесных пар
начальниками депо, их заместителями и приемщиками локомотивов устанавливается
начальником службы локомотивного хозяйства в зависимости от положения с износом
гребней бандажей в различных депо дороги.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
4. ВИДЫ, СРОКИ И ПОРЯДОК
ОСВИДЕТЕЛЬСТВОВАНИЯ КОЛЕСНЫХ ПАР
4.1. Колесные пары за время
своей работы, помимо осмотров под ТПС, должны подвергаться обыкновенному и
полному освидетельствованию.
4.2. Все виды
освидетельствования колесных пар должны производиться работниками, получившими
право на выполнение этих работ, после соответствующей проверки знаний
(экзаменов).
4.3. Удостоверение на право
производства освидетельствований колесных пар обязаны иметь:
—
начальники, заместители начальников, технологи и мастера колесных цехов,
начальники ОТК и мастера ОТК колесных цехов, заводские инспектора-приемщики и
приемщики локомотивов в депо, заместители начальников депо по ремонту и главные
инженеры заводов и депо, мастера цехов периодического ремонта в депо
(В редакции указания МПС России от 23.08.2000 №
К-2273у).
4.4. Экзамены на право
производства освидетельствования колесных пар должны производиться комиссиями в
составе:
—
на заводах — дорожного ревизора по безопасности движения по локомотивному
хозяйству, главного инженера завода, начальника ОТК и инспектора-приемщика
Главного управления локомотивного хозяйства МПС (там, где они имеются);
—
в депо, производящих ремонт колесных пар со сменой элементов, — дорожного
ревизора по безопасности движения по локомотивному хозяйству и главного
инженера службы локомотивного хозяйства. Эти же комиссии экзаменуют заводских
инспекторов-приемщиков, начальников ОТК, главных инженеров
локомотивостроительных и локомотиворемонтных заводов, а также приемщиков
локомотивов всех локомотивных депо;
—
в остальных депо — ревизора отделения по безопасности движения поездов по
локомотивному хозяйству, начальника или заместителя начальника локомотивного
(технического) отдела отделения дороги.
Работники,
имеющие право на освидетельствование колесных пар, должны подвергаться не реже,
чем 1 раз в 2 года повторным экзаменам теми же комиссиями. Результаты экзаменов
оформляются актом. Форма выдаваемого удостоверения приведена в приложении 4.
Проверка
знаний настоящей Инструкции остальными работниками, связанными с эксплуатацией
и ремонтом колесных пар, должна выполняться комиссией, назначаемой
руководителем предприятия в указанные сроки. Результаты проверки знаний
оформляются протоколом.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
4.5. Обыкновенное
освидетельствование колесных пар производится во всех случаях подкатки их под
ТПС в депо, за исключением указанных в п. 3.1, в том числе при ТР-2 колесных
пар моторных вагонов электропоездов.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
4.6. Полное освидетельствование
колесных пар ТПС производится:
- при ремонте на заводах и в депо,
выполняющих ремонт колесных пар ТПС со сменой элементов (хотя бы одного
элемента); - при неясности клейм и знаков последнего
полного освидетельствования; - при наличии повреждений колесной пары после
крушения, аварии, столкновения или схода с рельсов, а также любых видимых
повреждений, выявленных при внешнем осмотре, кроме отклонений, выявленных
на профиле бандажа, которые могут быть устранены обточкой.
4.7. Колесная пара, выкаченная
из-под ТПС до очистки и освидетельствования, должна быть осмотрена с целью
выявления сдвига бандажей на колесных центрах, ступиц на оси, трещин на средней
части оси, на центрах, бандажах или цельнокатаных колесах.
4.8. При обыкновенном
освидетельствовании колесных пар должны выполняться все проверки,
предусмотренные осмотром колесных пар под ТПС и дополнительно проводиться:
—
очистка от грязи и смазки или обмывка в моечной
машине;
—
проверка установленных клейм и знаков;
—
проверка магнитным дефектоскопом открытых,
частей осей, зубьев зубчатых колес, пальцев тягового привода, у локомотивов с
гидравлическими и механическими приводами, имеющими кожуха (корпуса), не
позволяющие выполнять магнитную дефектоскопию, проверку состояния зубьев
прямозубых зубчатых колес провести ультразвуковой дефектоскопией (УЗД);
—
проверка ультразвуковым дефектоскопом шеек и
подступичных частей осей моторвагонного подвижного состава. При отсутствии ультразвукового
дефектоскопа демонтировать внутренние кольца подшипников и произвести магнитную
дефектоскопию шеек;
—
проверка соответствия размеров всех элементов
колесной пары установленным нормам допусков и износов (согласно приложению 5);
—
проверка состояния пружинных пакетов и заклепок
зубчатых колес, плотность насадки косозубых венцов, а также болтов, крепящих
венцы зубчатых колес;
—
проверка состояния упругих элементов, дисков
тарелок;
—
крепление стопорных колец упругих зубчатых колес
тепловозов;
—
ревизия узлов с подшипниками качения в случаях,
когда это предусмотрено Инструкцией по содержанию и ремонту узлов с
подшипниками качения локомотивов и моторвагонного подвижного состава
(приложение 11);
—
проверка УЗД удлиненных ступиц колесных центров на
электровозах серий ВЛ-8, ВЛ-Юв/и, ВЛ-Пв/и, ВЛ-15, ВЛ-23, ВЛ-бОв/и, ВЛ-65,
ВЛ-80в/и, ВЛ-85, ЧС2, ЧС2Т (кроме колесных пар с приваренными кольцами на
внутренних торцевых поверхностях ступиц);
—
окраска открытых мест оси.
Обыкновенное
освидетельствование колесных пар должны производить мастер, приемщик и
дефектоскопист с записью результатов освидетельствования в книгу формы ТУ-21
(приложение 10) и паспорт колесной пары.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
4.9. При полном
освидетельствовании колесных пар должны выполняться все работы, предусмотренные
обыкновенным освидетельствованием и дополнительно производится:
- замена забракованных элементов;
- очистка колесной пары от краски (на литых необработанных
поверхностях колесных центров допускается неполная очистка от краски, не
мешающая визуальному контролю за наличием трещин); - осмотр пластин пакетов и пазов зубчатых
колес электровозных колесных пар со снятием боковых шайб; - проверка магнитным дефектоскопом призонных
болтов зубчатых колес (при их постановке); - проверка плотности посадки призонных болтов
зубчатых колес остукиванием двухсотграммовым молотком по головке болта, с
от-ворачиванием гаек или с помощью специального устройства, определяющего
по звуку плотность посадки болтов; - проверка ультразвуковым дефектоскопом
закрытых частей осей (для движущих колесных пар дизель-поездов и
автомотрис — только подступичных частей осей); - переформирование с проверкой неразрушающим
контролем всех элементов колесных пар электровозов со сроком службы
колесных пар более 8 лет; - постановка клейм и знаков полного
освидетельствования.
(В редакции указания МПС России от 23.08.2000 №
К-2273у)
4.10. Ремонтные пункты,
выполняющие ремонт колесных пар со сменой элементов и полное
освидетельствование должны быть оборудованы устройствами, позволяющими
производить очистку элементов колесной пары от старой краски до металла.
Разрешается
производить очистку колесных пар металлическими щетками.
4.11. Для механизированной очистки
колесных пар в моечных машинах применяются растворы с техническими моющими
средствами (ТМС) на основе поверхностно-активных веществ (ПАВ). Концентрация
растворов, их температура должны выдерживаться в соответствии с технологической
документации, утвержденной в установленном порядке.
При
обмывке колесных пар ТПС раствором с ТМС роликовые подшипники опоры корпуса
редуктора, для предупреждения попадания в них моющей жидкости, должны быть
заполнены консистентной смазкой и закрыты защитным кожухом.
5. НЕИСПРАВНОСТИ КОЛЕСНЫХ ПАР
И СПОСОБЫ ИХ УСТРАНЕНИЯ
5.1. Неисправности осей,
требующие ремонта или замены, приведены в таблице 3.
(В редакции указания МПС России от 23.08.2000 №
К-2273у)
Таблица
3
|
Неисправности |
Способы устранения |
|
5.1.1. Трещины |
|
|
а) на |
Ось |
|
б) на |
Устранить |
|
5.1.2. |
|
|
а) на |
Не допускаются. Колесную пару, имеющую на средней части оси продольную |
|
б) на |
Независимо |
|
5.1.3. |
|
|
а) на |
Не |
|
б) на цилиндрических |
У локомотивов и моторных вагонов моторвагонного У прицепных вагонов моторвагонного подвижного состава |
|
в) на |
У локомотивов и моторных вагонов не допускаются и |
|
5.1.4. |
Допускаются, но без каких бы то ни было признаков расслоения |
|
5.1.5. Риски |
13 эксплуатации допускается оставлять без исправления мелкие без |
|
5.1.6. |
Колесную пару изъять из эксплуатации. Шейки и предподступичные |
|
5.1.7. Риски, |
|
|
а) |
Риски и задиры глубиной до 0.5 мм не ближе 100 мм и глубиной до |
|
б) |
Риски и задиры на шейках глубиной до 0,5 мм не более трех не |
|
в) |
Острые края забоин глубиной до 0,8 мм не ближе 60 мм от торна |
|
г) |
Коррозию устранить шлифовальной шкуркой с зернистостью 5 или 6 с |
|
5.1.8. |
Устранить обточкой и шлифовкой на станке или восстановлением |
|
5.1.9. Допуск |
Устранить обточкой и шлифовкой на станке |
|
5.1.10. |
Ось бракуется при превышении допуска прямолинейности, |
|
5.1.11. Радиус |
Восстановить обточкой на станке в пределах допустимого |
|
5.1.12. Смятие |
Разрешается исправление галтелей на станке галтельным резцом в |
|
5.1.13. |
При протертости более допустимого значения, ось бракуется. При |
|
5.1.14. |
Ось бракуется. Буксовые шейки восстанавливают по отработанной и |
|
5.1.15. Смятая |
|
|
а) на |
Разрешается оставлять в ‘эксплуатации при обыкновенном |
|
б) на |
Дефектную резьбу срезать, отверстия заварить, просверлить вновь |
|
5.1.16. |
Восстановить до чертежных размеров электронаплавкой с |
|
5.1.17. |
Выполнить работы согласно п. 4.9. Номер оси восстановить но |
|
5.1.18. |
Колесной паре произвести полное освидетельствование. |
|
5.1.19. |
Следы электроду! оно! о ожога на средней части оси (свободной от |
|
5.1.20. |
Колесную пару выкатить для шлифовки и дефектоскопии. |
|
5.1.21. Риски |
Устранить обточкой. |
|
5.1.22. Непрохождение |
Заготовка оси бракуется (разрешается ее повторная |
|
5.1.23. Риски |
Устранит |
Примечания:
- Волосовинами
называются продольные тонкие расслоения металла, получившиеся вследствие раскатки
газовых пузырей или неметаллических включений, имевшихся в металле. - Под строчечным
понимается расположение волосовин на поверхности оси по ее образующей. - Волосовины,
составляющие одну строчку и имеющие длину на шейке менее 10.0 мм, на
подступичной и нреднодстуннчиой части менее 15,0 мм и на средней, част и
оси менее 25 мм. принимаются за одну волосовину длиной, равной общему
отрезку прямой, на которой они расположены. - Расположение
волосовин, при котором в любом месте их число на площади размером 50 х 50
мм превышает 5 шт. считается скученным. При этом волосовины длиной до 1,0
мм при нестрочечном их расположении не учитываются. - У забракованной оси
поверхность шеек, клейма и знаки зарубить крестообразно зубилом. - Пол пленой понимается
топкое, местное «ячыкообразное» отслоение металла частично соединенное с
основным металлом
(Таблица 3 в редакции указания МПС России от
23.08.2000 № К-2273у, в том числе: номер таблицы, пункты 5.1.9, 5.1.14, 5.1.19 в новой
редакции, пункт 5.1.23 и пункт 6
примечаний введены вновь)
5.2. Неисправности бандажей и
ободьев цельнокатаных колес, требующие ремонта или замены приведены
в таблице 4.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
Таблица 4
|
Неисправности |
Способы устранения |
|
5.2.1. Трещины |
|
|
а) |
Бандаж |
|
б) |
|
|
5.2.2. |
|
|
а) на |
Устранить обточкой на станке до полного исчезновения |
|
б) на |
Устраняется вырубкой или шлифовальной машинкой с плавным |
|
б) на |
Устраняется |
|
в) на внутренней |
Бандаж бракуется |
|
5.2.3. |
Устранить обточкой на станке до полною исчезновения |
|
5.2.4. |
Разрешается оставлять без исправления до первой выкатки или |
|
5.2.5. |
|
|
5.2.6. Сколы, |
Колесная пара бракуется |
|
5.2.7. Задир |
Устранить обточкой на станке до полного исчезновения |
|
5.2.8. Задир |
Устранить обточкой на станке до полного исчезновения |
|
5.2.9. Ползун |
Устранить обточкой. При обнаружении в пути следования |
|
5.2.10. |
Если при сдвиге контрольной отметки звук при ударе по бандажу |
|
5.2.11. Прокат |
Устранить обточкой на станке до полной ликвидации проката и |
|
5.2.12. Местное |
Устранить обточкой на станке до полного исчезновения |
|
5.2.13. |
Устранить обточкой на станке до полного исчезновения При ремонте |
|
5.2.14. Вертикальный |
Устранить обточкой на станке до полного исчезновения |
|
5.2.15. |
Устранить обточкой на станке или при помощи переносного |
|
5.2.16. |
Устранить механической обработкой |
|
5.2.17. |
Бандаж или цельнокатаное колесо бракуется > |
|
5.2.18. Навар |
Устранить обточкой на станке до полного исчезновения |
|
5.2.19. |
Не допускается. Устранить путем замены бандажного кольца или |
|
5.2.20. |
Бандаж бракуется |
|
5.2.21. Зазор между |
Допускается не более 0,5 мм по всей окружности на глубину не |
|
5.2.22. |
Устранить обточкой или сменой бандажей, иерепрессовкой центров и |
|
5.2.23. Высота |
Устранить обточкой на станке, доведя высоту гребня до чертежных |
Примечания:
1.
Под раковиной понимается дефект
металлургического происхождения в виде неметаллических включений (песка,
шлака), закатанных внутрь металла, и пустот от усадки металла при неравномерном
остывании, выходящих на поверхность катания колеса по мере его износа.
2.
Под вышербинами понимается
выкрашивание кусочков металла на поверхности катания.
3.
У забракованного бандажа
клейма и знаки зарубить крестообразно зубилом.
4.
Исключен
5.
Под пленой понимается
тонкое, местное «языкообразное» отслоение металла частично соединенное с
основным металлом, располагается только с наружной боковой поверхности обода
колеса.
(Таблица 4 в редакции
указания МПС России от 23,08.2000 №
К-2273у, в том числе: номер таблицы,
пункты 5.2.1, 5.2.10, 5.2.11, 5.2.15, 5.2.16, 5.2.21 в новой редакции, пункт
5.2.5 и пункт 4 примечаний исключены, пункт 5.2.23 введен вновь)
5.3.
Неисправности колесных центров, зубчатых и цельнокатаных колес, требующие
ремонта или замены приведены в таблице 5.
Таблица
5
|
Неисправности |
Способы устранения |
|
5.3.1. Ослабление |
Колесную |
|
5.3.2. |
Колесную пару изъять из эксплуатации для перенасадки зубчатого |
|
5.3.3. |
Центр или зубчатое колесо бракуются. |
|
5.3.4. |
Колесную пару, имеющую хотя бы одну трещину в спице или ободе, |
|
5.3.5. |
Колесную пару изъять из эксплуатации. Устранить заваркой в |
|
5.3.3. |
Центр или зубчатое колесо бракуются. |
|
5.3.4. |
Колесную пару, имеющую хотя бы одну трещину спице или ободе, изъять |
|
5.3.5. |
Колесную пару изъять из эксплуатации. Устранить заваркой в |
|
5.3.6. Трещины |
Устранить заваркой в соответствии с действующими Инструктивными |
|
5.3.7. Допуск |
Устранить обточкой или наплавкой с последующей механической |
|
5.3.8. |
Восстановить наплавкой с последующей обработкой. |
|
5.3.9. Плены, |
Устранить согласно действующих стандартов, технических условий |
|
5.3.10. |
Устранить расточкой или наплавкой с последующей обработкой, |
|
5.3.11. Износ внутренней |
Восстанавливать наплавкой с последующей обработкой до чертежных |
|
5.3.12. Износ |
Произвести выпрессовку оси и восстановить ступицу наплавкой с |
|
5.3.13. Износ |
Произвести выпрессовку оси и восстановить ступицу наплавкой с |
|
5.3.14. Излом |
Зубчатое колесо (венец) бракуется. |
|
5.3.15. Вмятины, |
Разрешается оставлять в работе зубчатые колеса (венцы), если |
|
5.3.16. Отколы |
Разрешается оставлять в эксплуатации и при обыкновенном |
|
5.3.17. |
Зубчатое колесо (венец) бракуется. 1ри обыкновенном и полном освидетельствовании |
|
5.3.18. |
Венец зубчатого колеса бракуется. |
|
5.3.19. |
Подкатывать колесные пары с ослабленными заклепками не |
|
5.3.20. |
При обыкновенном и полном освидетельствованиях не допускается. В |
|
5.3.21. |
Допускается однократный сдвиг. При повторном сдвиге колесную |
|
5.3.22. |
Болты заменить. Разрешается увеличить диаметр отверстия во фланце |
|
5.3.23. |
Центр бракуется, подлежит спрессовке с оси. Возможна повторная |
|
5.3.24. |
Зубчатое колесо бракуется |
|
5.3.25. |
Разрешается оставлять в эксплуатации при обыкновенном и полном освидетельствовании |
|
5.3.26. |
Зачистить поверхность дорожки качения. При этом, радиальный |
|
5.3.27. |
То же |
|
5.3.28. |
То же |
|
5.3.29. |
Зачистить поверхность дорожки качения. При этом, радиальный зазор |
|
5.3.30. |
То же |
|
5.3.31. |
То же |
|
5.3.32. |
При наличии трещин тарелка бракуется |
|
5.3.33. |
То же |
|
5.3.34. Трещины |
Восстановить электросваркой в местах разрыва и трещин, зачистить |
|
5.3.35. |
Выправить стопорное кольцо |
|
5.3.36. |
Местную (торцовую) выработку на внутренних поверхностях |
|
5.3.37. |
Ролик бракуется и подлежит замене |
|
5.3.38. |
При огранке ролика шириной более 3 мм — ролик бракуется |
|
5.3.39. |
Амортизатор бракуется |
|
5.3.40. |
При подрезе более 2 мм — аммортизатор бракуется |
|
5.3.41. |
При перекосе металлических втулок более 2 мм или распрессовке элементов, |
|
5.3.42. |
Амортизатор бракуется |
|
5.3.43. |
Втулки заменить. |
6. РЕМОНТ И ФОРМИРОВАНИЕ
КОЛЕСНЫХ ПАР
6.1. Общие
требования
6.1.1. Для колесных пар ТПС
устанавливаются следующие виды ремонта:
—
без смены элементов — обточка ободьев цельнокатаных
колес и бандажей, обточка, накатка и шлифовка шеек осей, замена заклепок и
пластинчатых пакетов зубчатых колес колесных пар, опробование на прессе
колесных пар с признаками ослабления, крепление зубчатого венца, замена
призонных болтов, а также ремонт упругих зубчатых колес, не требующий
распрессовки центров, наплавка гребней и плазменное упрочнение гребней
бандажей;
—
со сменой элементов — замена осей, колесных
центров, цельнокатаных колес, бандажей, зубчатых колес или их венцов и других
деталей, требующих для их замены спрессовки колеса (центра). К ремонту колесных
пар со сменой элементов также относится перепрессовка ослабших колесных
центров, зубчатых колес.
6.1.2. Одиночные колесные пары
ТПС, направляемые для смены или ремонта отдельных элементов на завод или в
депо, имеющие право на производство полного освидетельствования, должны
подвергаться полному освидетельствованию с постановкой установленных клейм.
Замененные элементы таких колесных пар должны удовлетворять требованиям
настоящей Инструкции по допускам полного освидетельствования.
6.1.3. Перед обработкой новых
цельнокатаных колес, бандажей, колесных центров, зубчатых колес, венцов и
центров зубчатых колес, поковок осей они должны быть проверены контрольным
мастером ОТК, а в депо — приемщиком локомотивов и мастером, которые
устанавливают соответствие их действующим стандартам и техническим условиям, а
также наличие на них установленной маркировки и актов технической приемки
завода-изготовителя (сертификатов).
6.2.
Обработка новых и старогодних осей.
6.2.1. Для правильной обработки
осевых шеек на торцах новой (сверленой и несверленой) оси предварительно
разделываются центровые отверстия согласно рисунку 2.

Рис. 2. Отверстия центровые для осей: а — несверленых; б —
сверленных; в — с торцевым креплением подшипников гайкой
6.2.2. На торцах осей
электровозов с подшипниками скольжения нанести контрольную окружность диаметром
160 мм. Ширина и глубина контрольной окружности должна быть 0,5 мм. На осях с
подшипниками качения контрольную окружность нанести согласно чертежу.
6.2.3. При каждой обработке
колесных пар на станке следует предварительно проверить правильность
расположения центровых отверстий и при необходимости восстановить их соосность
с контрольными окружностями.
Если
чертежом не предусмотрены контрольные окружности, проверить правильность
расположения центровых отверстий по кромкам или поверхностям шеек оси, и при
необходимости, восстановить их соосность.
6.2.4. После механической обработки
оси упрочняются накатыванием роликами в шейках под подшипники,
предподступичных, под-ступичных и средних частях, в галтелях перехода от одних
частей к другим по нормативной документации на накатывание осей, утверж-
денной в установленном
порядке. Упрочняющую накатку шеек, предподступичных и подступичных частей и
галтелей между этими частями старогодних осей производить после каждой их
обточки.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.2.5. Новая пли старогодняя
обработанная ось должна иметь шероховатость поверхности и размеры в полном
соответствии с чертежами, техническими условиями и настоящей Инструкцией. При
этом параметр шероховатости поверхностей оси должен быть:
—
шеек под моторно-осевые подшипники маневровых и
промышленных локомотивов — Ra
не более 1,25 мкм, магистральных локомотивов — Ra не более 0,63 мкм (допускается Ra не более 1,25 мкм по
согласованию с заказчиком);
—
шеек под подшипники качения и подступичных
частей — Ra
не более 1,25 мкм;
—
средней части (кроме осей промышленных
тепловозов, не подвергающихся накатке) и торцов осей с упорными подшипниками
скольжения — Ra
не более 2,5 мкм;
—
торцов осей с упорными подшипниками качения и
осей тепловозов с дышловым приводом — Ra не более 10 мкм.
На
шейках под подшипники качения не допускается непостоянство диаметра в
поперечном и продольном сечениях более 0,015 мм, радиальное биение (при
проверке в центрах) — более 0,05 мм на оси. На подступичных частях оси не
допускается непостоянство диаметра в поперечном и продольном сечениях более
0,05 мм. В случае конусообразности больший диаметр должен быть обращен к
середине оси.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.2.6. Обточку шеек осей
разрешается производить как до запрессовки, так и после запрессовки оси и
обточки поверхности катания колесной пары.
6.2.7. Обточку и шлифовку шеек и
предподступичных частей осей, бывших в эксплуатации, необходимо производить при
наличии на них следующих дефектов: недопустимых рисок и задиров, забоин шейки и
предподступичной части оси, а также при недопустимой местной выработке шейки
под моторно-осевой подшипник;
—
свыше установленных допусков непостоянства
диаметра в поперечном и продольном сечениях, радиального биения;
—
радиусов галтелей менее допустимых;
—
повреждений от коррозии;
—
продольных плен и волосовин.
После
обточки и шлифовки размеры шеек, предподступичных частей, их непостоянства
диаметра в поперечном и продольном сечениях и радиусы галтелей должны
находиться в пределах установленных норм, а шероховатость — соответствовать
шероховатости, установленной для новой оси.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.2.8. Для плавного захода оси в
ступицу при запрессовке наружный конец подступичной части оси обтачивается на конус
с разностью диаметров 0,9—1,8 мм на длине 4—10 мм для всех типов осей, за
исключением электровозных, для которых длина запрессовочного конуса должна быть
17—20 мм и осей колесных пар моторного вагона электросекций и немоторных
вагонов дизель-поездов — 7—15 мм.
Переход
от запрессовочного конуса к цилиндрической поверхности подступичной части оси
должен быть плавным.
Предпочтительно
выполнять заходную часть оси длиной 10 — 15 мм скругленой, радиусом (рис. 3),
величина которого определяется по формуле:
R = (1±0,06)D0n,
где D0n — диаметр подступичной части оси.
Плавный переход от фаски к
торцу выполнять радиусом 3 мм.

Рис. 3.
6.2.9. При изготовлении новых
осей для запрессовки в старые центры разрешается увеличивать диаметр их подступичных
частей против размера по чертежу в пределах норм, указанных в приложении 5.
6.2.10. Галтели, центровые
отверстия, пазы в торцах осей должны проверяться шаблонами. При проверке
галтелей допускается просвет между галтелью и шаблоном не более 0,4 мм.
6.2.11. Середина оси обозначается
керном и определяется относительно торцов оси при подшипниках скольжения и
относительно упорных
торцов предподстуличных частей при подшипниках качения. Размер керна по
диаметру должен быть не более 2,0 мм.
Разница
размеров от торцов оси до керна при подшипниках скольжения и относительно
упорных торцов предподступичных частей при подшипниках качения должна быть не
более 1,0 мм.
6.2.12. Разрешается перетачивать
бывшие в эксплуатации маломерные оси отечественного производства в оси других
типов меньших размеров. При этом оси, забракованные по наличию поперечных
третий, переточке не подлежат.
6.2.13. Перед запрессовкой новые и
старогодние оси проверяются магнитным дефектоскопом по всей длине. Кроме того,
каждая заготовка должна быть подвергнута сквозному прозвучиванию ультразвуковым
дефектоскопом. При непрозвучивании ось бракуется. Такую ось разрешается
подвергнуть повторной термообработке и проверке ультразвуком.
6.3. Обработка
новых и старогодних центров, цельнокатаных и зубчатых колес.
6.3.1. После окончательной
обработки новые и старогодние колесные центры, цельнокатаные и зубчатые колеса,
центры зубчатых колес должны иметь шероховатость поверхностей и размеры в полном
соответствии с чертежами, техническими условиями и настоящей Инструкцией. Зубья
зубчатых колес (венцы) должны быть проверены магнитным дефектоскопом.
6.3.2. При насадке нового центра
на старую ось для обеспечения требуемого натяга диаметр отверстия ступицы
разрешается выполнять в соответствии с диаметром подступичной части оси.
6.3.3. Во избежание задиров при
запрессовке и распрессовке отверстия ступиц должны иметь запрессовочный конус с
закруглениями кромок согласно чертежам.
Предпочтительно
выполнять заходную часть отверстия ступиц длиной 10 — 15 мм скругленой,
радиусом (рис. 4); величина которого определяется по формуле:
R = (1±0,06) D0n,
где D0n — посадочный диаметр
отверстия ступицы.
Плавный переход от фаски к
торцу выполнять радиусом 3,0 мм.
6.3.4. Отверстия в ступицах
колесных центров, цельнокатаных и зубчатых колес должны быть соосны с ободом,
без вмятин и забоин, а их ось — перпендикулярна торцовым поверхностям ступицы и
боковым граням обода. Допуск непостоянства диаметра отверстия в поперечном и
продольном сечениях не более 0,05 мм. В случае конусообразности больший диаметр
должен быть обращен к середине оси. Отклонение от крутости на немоторных
колесных парах электропоездов и дизель-поездов не более 0,013 мм, остальных —
не более 0,025 мм.
При
этом шероховатость поверхности отверстия ступицы колесного центра или
цельнокатаного колеса колесной пары Ra не более 2,5 мкм — при тепловом способе формирования, Ra, не более 5 мкм — при
прессовом способе формирования.
Разность
толщины стенок ступицы в разных местах по окружности допускается не более 5,0
мм (4,0 мм для ступицы колеса немоторных вагонов электропоездов и
дизель-поездов, а для тепловозов с дышловым приводом — не более 10 мм).
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.3.5. Чистовую расточку
отверстий ступиц центров и запрессовку осей разрешается производить как до, так
и после насадки бандажей у всех типов колесных пар. На центрах колес с
удлиненной ступицей (под зубчатое колесо) отверстие ступицы растачивать после
напрессовки зубчатого колеса.

Рис. 4
6.3.6. Во всех
случаях, когда отклонение от профиля продольного сечения или крутости
посадочной поверхности ступицы более допустимых значений или на посадочной поверхности
имеются задиры, раковины или черновины, отверстие ступицы колесного центра или
зубчатого колеса расточить для насадки на ось большего диаметра или
восстановить наплавкой (кроме зубчатых и цельнокатаных колес) для посадки на
ось того же или меньшего диаметра. Увеличение или уменьшение диаметра отверстий
ступиц допускается в пределах норм на изменение размеров подступичных частей
осей.
При
расточке ступицы старогоднего центра с бандажом установка центра на станке
производится по обточенным поверхностям бандажа.
6.3.7. Посадочная поверхность
обода по образующей должна быть параллельной оси. Допускается:
- непостоянство диаметра в продольном сечении
не более 0,1 мм; - непостоянство диаметра в поперечном сечении
не более 0,2 мм при диаметре обода до 1175 мм; - шероховатость поверхности сопряжения с
бандажом Ra не более 5,0 мкм; - уменьшение диаметра и ширины обода —
согласно приложению 5; - разность в толщине обода в разных местах не
более 5,0 мм; - разность расстояний между ободьями у одной
колесной пары — не более 1,0 мм.
Уклон боковых граней
проверяется шаблоном.
Кромки
обода закругляют радиусом 2,0 мм или делают фаску 2 х 45°.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.3.8. Старую колесную пару после
снятия с нее бандажей следует установить на станок для обработки колесных
центров до полного удаления черновик. Допускается оставление не более 2-х
черновик площадью 16 см2 (наибольшая длина черновины — 40 мм). После
проточки ободья должны удовлетворять требованиям п. 6.3.7 настоящей Инструкции.
6.3.9. Отверстия для водил в
дисковых центрах колесных пар сверлятся перпендикулярно поверхности диска с
закруглением кромок радиусом 3 — 4 мм. Прожигание этих отверстий автогеном
запрещается.
6.3.10. При обработке пазов в венцах и центрах зубчатых колес электровозов
особое внимание следует обращать на совпадение пазов венца с пазами центра.
Точность обработки должна обеспечивать совпадение всех пазов венца с пазами
центра при совмещении какого-либо паза с любым пазом центра. Несовпадение
допускается не более 0,2 мм.
Углы
в пазах венца подлежат закруглению радиусом 5 мм и не должны иметь грубых рисок
от резца.
6.4. Ремонт
зубчатых колес.
6.4.1. При ремонте колесных пар у
зубчатых колес следует убедиться в отсутствии трещин, предельного износа и других
дефектов на зубьях, плотность посадки венцов на ободе и зубчатых колес с
пластинчатыми пакетами, кроме того, снять шайбы, проверить износ пазов,
перебрать пакеты с заменой негодных пластин и прокладок. Размеры пазов должны
соответствовать установленным нормам. Пластинчатые пакеты поставить в пазы с
натягом в пределах от 0,4 до 1,0 мм.
Проверить
состояние элементов упругих зубчатых колес тепловозов.
6.4.2. При неплановых ремонтах
колесных пар в депо боковые шайбы зубчатых колес электровозов следует снять при
наличии ослабления пружинных пакетов в том случае, если перемещение венца
зубчатых колес по окружности превышает 0,75 мм. При этом, не допускается
наличие в пружинных пакетах изломанных пластин. Пружинные пакеты перебрать с
заменой негодных пластин и прокладок.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.4.3. При переборке пластин
пакетов соблюдаются следующие условия:
—
толщина каждого конца прокладки должна быть
меньше толщины ее средней части на 1,8 — 2,0 мм:
—
толщина пластин должна соответствовать нормам
допусков:
—
общая толщина собранного пакета в его средней
части должна быть больше полусуммы ширины верхней и нижней части паза центра
зубчатого колеса на 0,4 — 1,0 мм. Измерение пакета должно производиться в
сжатом состоянии.
6.4.4. Для удобства и быстрого
нахождения центра отверстия под заклепку во время сборки шайб на одинаковом
расстоянии от центра отверстия под заклепку в обе стороны по диаметру
необходимо ставить 2 керна.
6.4.5. Трещины, которые разрешено
устранять согласно п. 5.3.17 настоящей Инструкции, могут выводиться шлифованием
вручную абразивным кругом по ГОСТ 2424-83. Абразивные круги следует применять
мягкие или средней жесткости (СМ или 2М), зернистостью 20П — 40П. Тип плоский
ПП или конический типа 3 ГОСТ 2424-83, заправленный по профилю (рис. 5).
Шлифование производить до полного устранения трещин с торца и по длине. Форма
выкружки показана на рис. 6. Допускается производить машинную зачистку по всей
длине впадины шлифованием или лезвийной обработкой, при этом допустимое уменьшение
толщины ножки зуба — не более 3 мм. Переход от обработанной поверхности к
впадине должен быть плавным без острых ступенек и заглубления впадины.
Допускается обработка всех впадин. После выведения трещин произвести магнитную
дефектоскопию зачищенных мест. Допускается обработанные места подвергать
упрочнению наклепом с помощью пневматического молотка, оснащенного бойком (рис.
7) или многобойковым наконечником, а также дробенаклепом по технологии,
утвержденной в установленном порядке.
6.4.6. При установке зубчатого
венца на колесный центр допускается зазор не более 0,1 мм на длине не более 1/3
окружности и увеличение диаметра отверстий под призонные болты не более чем на
2 мм (для электросекций — не более чем на 4 мм).
(В редакции указания МПС России от 23.08.2000 № К-2273у)

6.4.7. При ремонте упругих
зубчатых колес тепловозов необходимо проверить диск зубчатого венца магнитным
дефектоскопом на наличие трещин. Боковые тарелки проверить методом
неразрушающего контроля.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.4.8.
При ремонте разорванные стопорные кольца следует соединить электросваркой.
6.4.9. При ремонте ролики упругих
зубчатых колес — проверить на огранку, сколы, трещины.
6.4.10. При разборке упругих
зубчатых колес — проверить амортизаторы на наличие перекосов втулок и трещин в
резиновом слое.
6.4.11. При наличии других
дефектов ремонт элементов упругих зубчатых колес производить в соответствии с
требованиями действующих технологических инструкций.
6.5. Расточка
новых и старогодних бандажей.
6.5.1. Перед расточкой бандажи
подобрать по твердости (по телу бандажа) по данным сертификата.
Разность
твердости бандажей на одной колесной паре локомотива и моторвагонного
подвижного состава допускается НВ 24.
6.5.2. Для обеспечения
необходимой плотности насадки (натяга) на обод, внутренний диаметр нового или
старогоднего бандажа должен быть меньше диаметра обода центра на 1,2 — 1,6мм на
каждые 1000 мм диаметра обода колесного центра.
6.5.3. Внутреннюю поверхность
бандажа расточить с обеспечением шероховатости Ra не более 5,0 мкм и соблюдением размеров
упорного бурта и выточки согласно чертежу. При этом высоту бурта разрешается
уменьшить не более чем на 2,0 мм против чертежного размера.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.5.4. Радиусы сопряжения
элементов профиля выточки под бандажное кольцо должны быть не менее 2,5 мм,
параметр шероховатости поверхности выточки должен быть Ra не более 5 мкм. На кромках выточки, выходящих
на внутреннюю посадочную поверхность бандажа, должны быть фаски шириной 1,5 мм
под углом 45°.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.5.5. При расточке бандажа
непостоянство диаметра в поперечном сечении допускается не более 0,2 мм при
диаметре до 1175 мм и не более 0,3 мм при диаметре до 1250 мм.
Непостоянство
диаметра в продольном сечении внутренней поверхности бандажа — не более 0,1 мм.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.5.6. На обработанной внутренней
поверхности бандажа у бурта и выточки на ширине до 10 мм черновины не
допускаются. На остальной части этой поверхности не допускаются черновины
площадью более 16 см2 (наибольшая длина черновины 40 мм). Черновин с площадью
до 16 см2 должно быть не более 2 штук.
6.5.7. При обнаружении в процессе
расточки внутренних дефектов металла (расслоений, раковин, трещин,
неметаллических включений), которые не будут удалены при окончательной
обработке внутренней поверхности, новый бандаж бракуется с составлением акта для
предъявления рекламации заводу-изготовителю.
6.5.8. Для рационального
использования старогодних бандажей разрешается растачивать их для насадки на
другие центры.
6.6. Насадка
(смена) бандажей.
6.6.1. Снятие старогодних
бандажей производится нагреванием бандажа до температуры не выше 300°С. Перед
нагревом бандажа выбить или вырезать на станке бандажное кольцо. Негодные
бандажи разрешается разрезать газовой горелкой с соблюдением особой
осторожности с целью недопущения повреждения обода колесного центра.
Рекомендуется снятие бандажей после вырезки бандажного кольца прессовым
способом.
Запрещается
применение искусственного охлаждения колесных центров после снятия с них
бандажей и самих бандажей (старогодних).
6.6.2. Расточенные новые или
старогодние бандажи, а также центры обмерить для проверки натяга, непостоянства
диаметра в поперечном и продольном сечениях. В случае конусообразности
внутренней поверхности бандажа ее направление должно совпадать с направлением
конусообразности цилиндрической поверхности обода колесного центра, причем
разница значений отклонений непостоянства диаметров в продольных сечениях
бандажа и обода должна быть не более 0,05 мм, а больший натяг на ширине бандажа
должен приходиться на его наружную часть.
Запрещается
производить обмер не остывших до температуры окружающего воздуха бандажей и
центров. Внутренняя обработанная поверхность нового бандажа должна быть
проверена магнитным дефектоскопом или ультразвуковым дефектоскопом в случае
использования бандажа с наплавленной поверхностью.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.6.3. Нагрев бандажей для
насадки на центр производится на электрическом или газовом горне,
обеспечивающем равномерный нагрев до 250 — 300°С. Разность температур различных
участков бандажа при нагреве допускается не более 50°С. Контроль температуры
нагрева осуществляется по
диаграмме нагрева или термоиндикаторными карандашами, а также другими приборами
и устройствами, позволяющими контролировать температуру бандажа и
автоматическое отключение нагревателя, не допуская превышение температуры
нагрева бандажа.
6.6.4. Результаты измерения
температуры нагрева бандажа, знаки заводов-изготовителей насаживаемого бандажа
и оси колесной пары заносятся в цеховой журнал учета насадки бандажей и
заверяются подписями исполнителя и мастера. В случае насадки бандажей на центры
без оси вместо маркировки оси записывается в цеховой журнал заводская
маркировка центра.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.6.5. Внутреннюю поверхность
бандажа и наружную поверхность обода колесного центра перед нагревом протереть
сухой чистой ветошью.
6.6.6. Запрещается:
—
производить насадку бандажей вне помещения;
—
насаживать на центры неравномерно нагретые
бандажи;
—
насаживать бандажи на центры, у которых отверстия
ступиц окончательно расточены под запресовку осей;
—
при смене бандажей ставить прокладки между
бандажом и ободом.
6.6.7. Укрепление бандажей на
колесных центрах производить бандажным кольцом из проката по ГОСТ 5267.10-90
(рис. 8). Кольцо заводить в выточку бандажа только утолщенной стороной.
Бандажное кольцо сгибать на специальном станке из цельного или составного
куска, состоящего не более чем из четырех частей, сваренных на контактной
машине, газовой или электросваркой с зачисткой швов заподлицо. Запрещается
сваривать встык бандажное кольцо, заведенное в паз, или приваривать его к
бандажу или ободу колесного центра.
6.6.8. Бандажное кольцо
заводится в выточку бандажа сразу после его насадки.
Заводка кольца при бандаже, остывшем до температуры ниже 200°С,
запрещается. Зазор между концами кольца более 2,0 мм не допускается.
Запрещается
производить обрубку излишка бандажного кольца на бандаже без подкладки.

6.6.9. После заводки бандажного
кольца прижимной бурт бандажа необходимо обжать на специальном прессе с усилием
на ролик не более 50х104 Н (50 тс). Калибровку манометра пресса
проводить не реже одного раза в месяц. Обжатие бурта бандажа должно быть
закончено при его температуре не ниже 100°С. Бандажное кольцо после обжатия
бурта должно сидеть плотно, что определяется по звуку от ударов слесарным
молотком.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.6.10. Колесная пара или колесо
после заводки и завальцовки бандажного кольца должны медленно остывать.
Запрещается искусственное охлаждение, а также выставление колесной пары за
пределы помещения до полного ее остывания. Плотность насадки бандажа должна
гарантироваться двумя проверками натяга перед насадкой (техником по замерам и
мастером или контрольным мастером ОТК). Плотность насадки бандажа проверяется
после его остывания по звуку от ударов слесарным молотком по поверхности
катания в разных точках.
6.6.11. Для контроля за сдвигом
бандажа после его насадки на обод на наружных гранях бандажа и обода нанести
контрольные отметки на одной прямой по радиусу колеса.
Контрольная
отметка на бандаже в виде 4 — 5 кернов глубиной 1,5 — 2,0мм должна начинаться
на расстоянии не менее 10 мм от кромки упорного бурта и располагаться на длине
24 мм с равными интервалами между кернами. Контрольная отметка на ободе
колесного центра должна быть в виде канавки глубиной до 1,0 мм, наносимой
притупленным инструментом. Контрольные отметки ставятся на колесных парах со
спицевыми центрами — против одной из спиц, на колесных парах с двухдисковыми
центрами — против прилива с заводской маркировкой центра, а на однодисковых
центрах — против одного из технологических отверстий.
В
паспорт колесной пары записывается значение твердости бандажей, указанное в
сертификатах.
6.6.12. При смене одного бандажа подборка
твердости производится по данным паспорта колесной пары и сертификата. В случае
отсутствия данных о твердости остающегося бандажа в паспорте колесной пары
твердость вновь насаживаемою бандажа должна соответствовать НВ 285 — 293.
6.7.
Прессовые работы
6.7.1. Прессовые работы при
ремонте и формировании колесных пар производятся на специальном гидравлическом
прессе, оборудованном самопишущим прибором для записи диаграммы запрессовки и
двумя манометрами.
Класс
точности самопишущего прибора должен быть не ниже 1,5 %, погрешность хода
диаграммы — не более 2,5 %, толщина линии записи — не более 0,6 мм, ширина
диаграммной ленты — не менее 100 мм, масштаб записи по длине должен быть не
менее 1:2, а 1,0 мм диаграммы по высоте должен соответствовать усилию не более
25 кН (2,5 тс).
Манометр,
предназначенный для контроля усилия при запрессовке, должен иметь класс
точности не ниже 1,5 %. Манометр, предназначенный для контроля усилия при
распрессовке должен иметь на шкале контрольную черту, показывающую максимально
допустимое усилие для пресса.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.2. Не реже одного раза в год
проводится калибровка рабочего манометра и самопишущего прибора. При
расхождениях в показаниях манометра и самопишущего прибора ниже установленных
классов точности (1,5 %) назначается внеочередная их калибровка.
Каждый
раз после поверки манометра или самопишущего прибора следует производить
пробную запрессовку оси в присутствии контрольного мастера ОТК на заводе или
мастера в депо.
Кроме
того, один раз в год и во всех случаях неисправности манометры и самопишущий
прибор должны подвергаться поверке с ремонтом, пломбированием и записью
результатов поверки в паспорт каждого прибора в соответствии с действующими
положениями Госстандарта России.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.3. Манометры должны быть
запломбированы, самопишущий прибор заперт и запломбирован. Ключи от
самопишущего прибора и пломбиры должны храниться у контрольного мастера ОТК на
заводе или мастера в депо.
Если
конструкция самопишущего прибора требует установки и снятия диаграммною бланка
при каждой запрессовке, такой самопишущий прибор не пломбируется, но кожух его
должен быть сблокирован с электромотором пресса так, чтобы запрессовка не могла
производиться при открытом кожухе самопишущего прибора.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.4. Зарядку самопишущего
прибора лентой должен производить контрольный мастер ОТК на заводе или мастер в
депо. Изъятие ленты из прибора и оформление диаграммы производится по окончании
запрессовочной операции или после выхода диаграммы наружу из футляра.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.5. У каждого пресса должна
быть вывешена таблица перевода показаний манометра на усилие плунжера и таблица
допустимых запрессовочных усилий для колесных пар различных типов.
6.7.6. При установке колесных пар
на пресс необходимо обеспечить совпадение геометрических осей прессуемых
элементов колесной пары и упорных приспособлений с геометрической осью плунжера
пресса. Горизонтальность оси колесной пары проверять по уровню.
6.7.7. Вспомогательные
приспособления (упорные кольца, стаканы, шайбы), применяемые при прессовых
работах, должны находиться в исправном состоянии и их размеры — соответствовать
типам колесных пар. Поверхность упорных стаканов, соприкасающаяся с плунжером
пресса, должна быть сферической.
Состояние
вспомогательных приспособлений должны проверять ежемесячно контрольные мастера ОТК
на заводе и мастера в депо.
6.7.8. При распрессовке колесных
пар самопишущий прибор и манометр, предназначенный для контроля усилий
запрессовки, следует выключать во избежание их повреждений.
Усилие
распрессовки контролировать по второму манометру, предназначенному для данной
цели, не допуская при этом превышения предельного усилия пресса.
Перед
распрессовкой колесных пар с маслосъемом надлежит произвести подпрессовку масла
в зону соединения колесного центра (зубчатого колеса) с осью до выхода масла из
под ступицы.
6.7.9. Во избежание повреждения
колесного центра колесных пар электровозов серии ЧС, разрешается
распрессовывать колесный центр при насаженном бандаже.
6.7.10. В случае, если колесная
пара не поддается распрессовке предельным усилием, бандаж следует снять или
произвести подогрев ступицы центра колеса, или применять одновременно обе
операции. Если колесная пара при этом не распрессовывается, то разрешается:
—
при негодной оси отрезать ее газовой горелкой у
ступицы колеса и затем выжечь середину подступичной части оси, а остатки
выпрессовать;
—
при годной оси и негодном центре колеса ступицу
центра подрезать с наружного торца газовой горелкой по кругу вокруг оси, не
задевая подступичную часть оси.
6.7.11. При распрессовке колесных
пар, оси или центры которых годны для дальнейшей работы, запрещается:
—
наносить удары кувалдой по оси или ступице
колеса для получения первоначального сдвига;
—
производить расспрессовку осей с шейками под
подшипники качения без применения упорных стаканов;
—
применять упорные стаканы с одним упором в
предподступичную часть оси.
6.7.12. После распрессовки
колесной пары ее элементы необходимо тщательно осмотреть для определения их
пригодности к дальнейшему использованию. При этом оси и зубья зубчатых колес
(венцов) проверить магнитным дефектоскопом.
6.7.13. При необходимости
спрессовки только одного колеса или центра подступичная часть оси под другим
колесом и зубчатым колесом проверяется ультразвуковым дефектоскопом, а
освободившаяся подступичная часть оси — магнитным дефектоскопом.
6.7.14. Перед напрессовкой
элементы колесных пар проверяются и подбираются по размерам. Посадочные
поверхности ступиц центров (колес) и подступичные части оси тщательно очищаются
насухо протираются и смазываются натуральной олифой по ГОСТ 7931-76 или термообработанным
растительным маслом (льняным по ГОСТ 5791-81, конопляным по ГОСТ 8989-73 или
подсолнечным но ГОСТ 1129-73).
Допускается
применение альтернативных смазок, используемых в зарубежной практике, а именно:
жир свиной (чистый), смазка на основе дисульфида молибдена.
6.7.15. Запрессовку осей в центры
(колеса) и напрессовку зубчатых колес — производить с усилиями, указанными в
таблице 6. Скорость движения плунжера гидравлического пресса при запрессовке не
должна превышать 3 мм/с.
При
применении новой конструкции заходных частей ступицы и оси (по 6.2.8 и 6.3.3),
использовании альтернативных смазок (6.7.14) или при изменении механических
свойств материала колесного центра, необходимо обеспечить усилия, указанные в
табл. 6, путем подбора диапазона рабочего натяга.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.16. Диаметры посадочных
поверхностей оси и отверстия в ступицах центров (колес) при подборе по натягу
должны измеряться в трех сечениях по длине посадки и по двум взаимно перпендикулярным
направлениям. Величина натяга посадки должна быть в пределах от 0,9-10 3 до
1,5-10 3 диаметра сопрягаемых деталей.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.17. В процессе запрессовки проверяется
положение элементов колесной пары относительно середины оси средствами,
установленными технологическим процессом ремонтного пункта, для проведения
запрессовки, а после окончания запрессовки — правильность положения элементов
колесной пары относительно галтелей предподступичных частей или середины оси.
Разница
расстояний от галтелей предподступичных частей или середины оси до внутренних
граней бандажей допускается не более 2 мм.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.18. Напрессовка зубчатых колес
на удлиненные ступицы центров производится при помощи упорных муфт, которые
должны обеспечивать возможность выхода торца ступицы центра относительно торца
ступицы зубчатого колеса в соответствии с требованиями чертежа.
6.7.19. В процессе запрессовки надлежит следить за
согласованностью показаний манометра и самопишущего прибора (индикатора).
Таблица 6
|
Наименование |
Усилие |
|||
|
с |
без |
|||
|
наименьшее |
наибольшее |
наименьшее |
наибольшее |
|
|
Оси электровозов и |
44,1×104 |
63.6×104 |
39,2х104 |
58.8×104 |
|
Оси моторвагонного |
||||
|
моторных вагонов* |
39,2×104 |
56,8×104 |
34,3×104 |
49×104 |
|
прицепных |
38,2х104 |
56,8×104 |
29.4×104 |
42,1×104 |
|
Зубчатые колеса: |
||||
|
электровозов, тепловозов и |
19,6×104 |
29,4×104 |
||
|
то же при напрессовке их |
14,7×104 |
24,5×104 |
Для
моторных колесных пар дизель-поездов Д1 до № 376 усилие запрессовки 85х104
— 120×104 Н (85 — 120 тс).
(Таблица 6 в редакции указания МПС России от 23.08.2000 № К-2273у)
Примечание:
При вычислении по данной таблице усилий запрессовки результат подсчета округлять
до 4.9х104 Н (5 тс) в сторону повышения для нижнею предела и в
сторону уменьшения для верхнего.
6.7.20. По форме нормальная
индикаторная диаграмма запрессовки должна иметь плавную нарастающую, несколько
выпуклую вверх кривую на всей длине с начала до конца запрессовки (рис. 9).
Длина
диаграммы должна быть не менее 85 % ее теоретической длины. Теоретическая длина
диаграммы прессового соединения оси и колеса (центра) колесной пары может быть
определена по формуле:
L = (L1 +
H)i,
где
L1 —
длина контакта ступицы колесного центра с осью, мм;
Н —дополнительное продвижение
ступицы (если предусмотрено чертежом) после момента полного соприкосновения с
осью ее контактирующей поверхности, мм;
i —
передаточное число привода индикатора (масштаб диаграммы по длине).
Не
допускается скачкообразное повышение усилия запрессовки без продвижения оси.
(В редакции указания МПС России от 23.08.2000 № К-2273у)

Рис.
9. Нормальная
индикаторная диаграмма запрессовки оси
6.7.21. В зависимости от конструктивных
особенностей колесных пар допускаются следующие отклонения от нормальной формы
за-прессовочной диаграммы:
а) в начальной
точке диаграммы (зона перехода конической части в цилиндрическую)
скачкообразное повышение до 4,9-104Н (5 тс) с последующим
горизонтальным участком до 5 % теоретической длины диаграммы (рис. 10);


Рис.
10. Диаграммы со
скачкообразным повышением давления в начале запрессовки и последующим
горизонтальным участком, а также скачкообразным давлением в койне запрессовки
б)
наличие площадок или впадин на диаграмме в местах расположения выточек масляных
канавок на ступицах, при этом количество площадок и впадин должно
соответствовать числу выточек (рис. 11);
в)
вогнутость диаграммы с непрерывным нарастанием давления при условии, что вся
кривая, кроме оговоренных в предыдущем абзаце площадок и впадин, помещается
выше прямой, соединяющей начало кривой с точкой, указывающей па данной
диаграмме минимально допустимое давление для данного типа оси (рис. 12);
г) горизонтальная прямая на диаграмме в конце
запрессовки на длине, не превышающей 15% теоретической длины диаграммы, или
падение усилия не более 5 % наивысшего усилия запрессовки на длине, не
превышающей 10% теоретической длины диаграммы (рисунки 13 и 14);


д)
скачкообразное повышение усилия в конце диаграммы, если конструкцией колесной
пары или технологией формирования предусмотрена напрессовка до упора в
какой-либо элемент (рисунок 10);
е)
колебание усилия в конце запрессовки с амплитудой не более 3 % наивысшего
усилия запрессовки на длине, не превышающей 15 % теоретической длины диаграммы
при напрессовке колес с удлиненной ступицей электровозных, тепловозных и
моторвагонного подвижного состава (рисунок 14а).
По
согласованию с МПС допускаются другие отклонения от нормальной формы
запрессовочной диаграммы.
(В редакции указания МПС России от 23.08.2000 № К-2273у)

6.7.22. При определении предельных
усилий (максимального и минимального) по диаграмме доверительная граница
погрешности не должна быть более 2-Ю4 Н (2 тс). Повышение усилия в виде скачка
в конце диаграммы при определении предельных усилий в учет не принимается.
Если конечное значение
усилия запрессовки на 10% меньше или больше предельного значения, указанного в
таблице 6, изготовитель в присутствии инспектора-приемщика Департамента
локомотивного хозяйства МПС России или приемщика локомотивов в депо может
провести проверку прессовой посадки путем трехкратного приложения контрольной
осевой нагрузки с выдержкой не менее 5 с. Для проверки уменьшенного конечного
усилия запрессовки, но не более чем на 10 % от минимального значения по таблице
6, контрольная осевая нагрузка должна быть равной 1,2 от фактического усилия
запрессовки. Для проверки увеличенного конечного усилия, но не более чем на 10%
от максимального значения, контрольная осевая нагрузка должна соответствовать
наибольшему усилию запрессовки по таблице 4. Диаграмма контрольных испытаний
прикладывается к соответствующей диаграмме запрессовки.
Для
упрощения проверки годности диаграмм запрессовки допускается использовать
накладной шаблон, разработанный Научно-исследовательским институтом тепловозов
и путевых машин (ВНИТИ МПС России), с единой областью годных диаграмм, который
строится на базе статистического анализа диаграмм для конкретного производства и
утверждается в установленном порядке. По изготовлению накладных шаблонов
потребителям обращаться в Научно-исследовательский институт тепловозов и
путевых машин (ВНИТИ).
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.23. В случае, если при запрессовке
центра на ось будет получена неудовлетворительная диаграмма или усилие не будет
соответствовать указанному в табл. 6 настоящей Инструкции, а также длина
диаграммы будет менее 85 % теоретической, колесная пара подлежит забраковке и
распрессовке.
Вместо
забракованной колесной пары следует подобрать новую пару «колесо-ось».
(В редакции указания МПС россии от 23.08.2000
№ К-2273у)
6.7.24. При запрессовке колеса на
ось после наплавки внутренней поверхности отверстия ступицы нижний предел
запрессовочного усилия для всех типов центров должен быть поднят на 9,8 104
(10 тс).
6.7.25. На бланке диаграммы, кроме
кривой изменения давления, записать следующие данные:
—
дата запрессовки;
—
тип колесной пары;
—
номер оси;
—
тип и номер колесного центра, зубчатого колеса;
—
правый, левый;
—
диаметр подступичной части оси и отверстия
ступицы, измеренные с точностью до 0,01 мм;
—
величина натяга и конечное давление в Н (тс);
—
с бандажом или без него;
—
ступица наплавлена или нет;
—
порядковый номер диаграммы в текущем году.
На
диаграмме принятой запрессовки делается надпись: «принята»; на непринятой: —
«брак» с указание причин брака.
Диаграмму принятой запрессовки подписывает
начальник или мастер цеха, производящий запрессовку, а также контрольный мастер
ОТК и инспектор-приемщик на заводе и приемщик локомотивов в депо.
На
диаграмме забракованной запрессовки должны быть все те данные, что и на
принятой.
6.7.26. Опробованием на прессе
осей с признаками ослабления, а также зубчатых колес производится на
максимально допустимом давлении согласно табл. 6 со снятием диаграмм усилий,
которые оформляются так же, как и диаграммы запрессовки.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.27. Диаграммы принятых
запрессовок и контрольных проверок на сдвиг после приемки колесных пар хранятся
в сейфе или запирающемся металлическом ящике в течение 10 лет. Забракованные
диаграммы запрессовки — в течение 1 года.
6.8. Тепловой
метод формирования колесных пар
6.8.1. Тепловой метод формирования
может быть применен только на колесных парах, у которых предусмотрены каналы
для подачи масла под давлением в зону соединения оси со ступицей (масло-съем).
6.8.2. Формирование колесных пар
тепловым методом производится по ОСТ 32.63.
Перед
введением теплового метода формирования колесных пар с изменением материала
антикоррозионного покрытия или технологии его применения должны быть проведены
испытания по программе, согласованной с разработчиком РТМ.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.8.3. Шероховатость подступичной
части обработанной оси и ее геометрические отклонения должны соответствовать
требованиям п. 6.2.5, а шероховатость отверстия ступицы (колеса) и ее
геометрические отклонения — п. 6.3.4.
Диаметры,
отклонения от круглости, профиля продольного сечения и шероховатость
поверхностей отверстия ступицы и подступичной части оси должны фиксироваться в
специальном журнале.
6.8.4. Соответствие шероховатости
поверхности и формы сопрягаемых поверхностей требованиям чертежа, проверка
качества исходных материалов для антикоррозионного покрытия и качества
покрытия, метод контроля температуры нагрева колеса и необходимые для данного
контроля приборы должны быть предусмотрены технологической инструкцией
предприятия, утвержденной в установленном порядке.
6.8.5. Исключен указанием МПС России от
23.08.2000 № К-2273у)
6.8.6. Применение
антикоррозионного покрытия для подступичных частей оси — согласно ОСТ 32.63.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.8.7. Для посадки на ось колесо
нагревается в электропечи до 240 — 260 °С. При достижении заданной температуры
должно быть обеспечено автоматическое отключение источника нагрева. Допускается
нагрев только ступицы (без бандажа) при помощи индукционного нагревателя.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.8.8. Температура нагрева под
посадку и для полимеризации должна записываться автоматически на протяжении
всего процесса.
6.8.9. Сопряжение оси с колесом
производится в приспособлении, обеспечивающем правильное положение колеса на
оси. Величина натяга при посадке колеса или колесного центра должно быть в
пределах от 0,85-10 3 до 1,4-10′»‘ диаметра сопрягаемых деталей, при
посадке зубчатого колеса — от 0,5-10″3 до 0,7-10 3 диаметра сопрягаемых
деталей.
(В редакции указания МП С России от 23.08.2000 № К-2273у)
6.8.10. Каждая колесная пара
проверяется на качество сопряжения оси с колесом на гидравлическом прессе или
другом приспособлении путем трехкратного приложения наибольшего осевого усилия,
указанного в таблице 4 (допускаемая погрешность ± 2 тс) с выдержкой не менее 5
с, с записью диаграммы. При этом сдвиг оси на ступице не допускается.
Оборудование
для выполнения такой проверки должно отвечать требованиям п. п. 6.7.1 —6.7.8.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.8.11. Диаграммы записи
температуры и проверки на прочность соединения колеса с осью оформляются и
хранятся в соответствии с пп. 6.7.25 и 6.7.27 настоящей Инструкции.
6.9. Обточка
бандажей и ободьев цельнокатаных колес по профилю
6.9.1.
Для получения требуемого профиля следует обточить внутреннюю торцовую грань,
гребень и поверхность катания бандажа и обода цельнокатаного колеса.
Применяемые профили ободьев колес ТПС приведены на рис. 15 — 23.
Локомотивостроительные
и локомотиворемонтные заводы производят обточку бандажа по рисунку 15.
Локомотивные депо имеют право обтачивать бандажи по любому приведенному в
инструкции профилю.
Обточка
с выкаткой или без выкатки колесных пар из-под ТПС производится па специальных
станках.
В
целях уменьшения шероховатости поверхности бандажей разрешается применять
накатку роликом обработанной поверхности бандажей по кругу катания.
(В редакции указания МПС России от 23.08.2000 № К-2273у)

|
Размеры профиля бандажа |
|||||||||||
|
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
k |
|
х, |
0 |
8,55 |
14,23 |
25,35 |
28,71 |
31,66 |
32,95 |
44,97 |
70 |
100 |
134 |
|
у, |
20,0 |
2,02 |
0 |
5,19 |
10,00 |
16,32 |
19,86 |
28,73 |
30 |
31,5 |
36,36 |
|
Точка |
l |
m |
n |
о |
p |
q |
r |
s |
|
x, MM |
140 |
14,23 |
14,23 |
45,64 |
-5,93 |
23,18 |
-0,73 |
33,0 |
|
y, mm |
42,36 |
9,00 |
14,5 |
15,25 |
30 |
20 |
27 |
20 |
Рис.
15. Профиль бандажа
локомотива по рис. 3 ГОСТ 11018-87 с гребнем толщиной 33 мм.

Размеры профиля бандажа
контролируют шаблоном типа И718
|
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
k |
|
х, |
0 |
6,80 |
12,0 |
19,48 |
24,71 |
27,66 |
28,95 |
40,97 |
70 |
100 |
134 |
|
у, |
20,0 |
2,30 |
0 |
3,13 |
10,00 |
16,32 |
19,86 |
28,73 |
30,2 |
3.1,7 |
36,36 |
|
Точка |
l |
m |
n |
о |
p |
q |
r |
s |
|
x, MM |
140 |
12.0 |
12.0 |
41.64 |
-9.93 |
26.4 |
-4.73 |
29 |
|
y, mm |
42,56 |
7.0 |
10.5 |
15.25 |
30 |
20 |
27 |
20 |
Рис. 16. Профиль бандажа локомотива
с гребнем толщиной 29 мм

Размеры профиля бандажа
контролируют шаблоном типа И720
|
Точка |
а |
b |
с |
d |
е |
f |
g |
|
х, |
0 |
5,45 |
27,26 |
34,84 |
47,08 |
70 |
100 |
|
у, |
28,0 |
6,54 |
6,25 |
19,37 |
26,86 |
28 |
29,5 |
|
Точка |
h |
i |
j |
k |
l |
s |
t |
|
х, |
124 |
130 |
16,43 |
47,83 |
45 |
34,05 |
1,13 |
|
у, |
32,93 |
38,93 |
12,5 |
11,87 |
28 |
18 |
18 |
Рис. 17. Профиль бандажа
моторвагонного подвижного состава с гребнем толщиной 33 мм

Размеры профиля бандажа
контролируют шаблоном типа И719
|
Точка |
а |
b |
с |
d |
е |
f |
g |
|
х, |
0 |
6,74 |
22,35 |
30,92 |
43,17 |
70 |
100 |
|
у, |
28,0 |
4,31 |
4,55 |
19,37 |
26,86 |
28,2 |
29,7 |
|
Точка |
h |
i |
j |
k |
l |
s |
t |
|
х, |
124 |
130 |
14.48 |
43.91 |
45.00 |
30.12 |
1.13 |
|
у, |
33.13 |
39.13 |
9.10 |
11.87 |
28 |
18 |
18 |
Рис. 18 Профиль бандажа
моторвагонного подвижного состава с гребнем толщиной 29 мм

|
Точка |
1 |
m |
11 |
0 |
Р |
q |
г |
s |
|
х, мм |
140 |
12,0 |
12,0 |
41,64 |
-9,93 |
26,4 |
-4,73 |
29 |
|
у, мм |
42,56 |
7,0 |
10.5 |
15,25 |
30 |
20 |
27 |
20 |
|
Точка |
а |
b |
с |
d |
е |
f |
g |
|
х, мм |
0 |
6,74 |
22,35 |
30,92 |
43,17 |
70 |
100 |
|
у, мм |
28,0 |
4,31 |
4,55 |
19,37 |
26,86 |
28,2 |
29,7 |
|
Размеры профиля бандажа |
||||||||||
|
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
|
х, |
0 |
27,57 |
33,0 |
42,08 |
70,0 |
135,0 |
140,0 |
14,46 |
45,31 |
85,0 |
|
у, |
14,46 |
8,36 |
20,0 |
27,45 |
32,0 |
37,42 |
42,42 |
14,46 |
14,26 |
148,0 |
Рис. 19 Профиль бандажа по
предложению Зинюка-Никитского с гребнем толщиной 33 мм

|
Размеры профиля бандажа контролируют |
||||||||||
|
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
|
х, |
0 |
22,91 |
29,0 |
38,08 |
66,0 |
135,0 |
140,0 |
12,02 |
41,31 |
81,0 |
|
у, |
12,02 |
6,94 |
20,0 |
27,45 |
32,0 |
37,75 |
42,75 |
12,02 |
14,26 |
148,0 |
Рис. 20 Профиль бандажа по
предложению Зинюка-Никитского с гребнем толщиной 29 мм.

|
Размеры профиля бандажа |
||||||||||
|
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
х, |
27 |
30 |
33 |
37 |
45 |
60 |
80 |
100 |
110 |
135 |
|
у, |
8,06 |
14,06 |
18 |
21,35 |
24,94 |
27,02 |
28,85 |
30,27 |
31,00 |
35,36 |
Рис. 21 Профиль бандажа
ДМеТИ ЛБ с гребнем толщиной 33 мм.

|
Размеры профиля бандажа |
||||||||||
|
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
х, |
23 |
25 |
30 |
35 |
40 |
50 |
60 |
75 |
85 |
100 |
|
у, |
5,95 |
10,36 |
18 |
21,93 |
24,14 |
25,86 |
27,05 |
28,41 |
29,13 |
30,05 |
Рис. 22 Профиль бандажа ДМеТИ
ЛР с гребнем толщиной 30 мм.

|
Размеры профиля бандажа |
||||||||||
|
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
х, |
36 |
30 |
33 |
37 |
45 |
70 |
80 |
100 |
110 |
124 |
|
у, |
6,02 |
14,06 |
18,00 |
21,35 |
24,94 |
28,00 |
28.85 |
30,27 |
31.08 |
33,07 |
Рис. 22а Профиль бандажа
ДМеТИ ВБ для электро- и дизельпоездов с гребнем толщиной 33 мм

|
Размеры профиля бандажа |
||||||||||
|
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
х, |
23 |
25 |
30 |
35 |
40 |
50 |
60 |
75 |
85 |
100 |
|
у, |
5,95 |
10,36 |
18 |
21,93 |
24,14 |
25,86 |
27,05 |
28,41 |
29,13 |
30,05 |
Рис. 22б Профиль бандажа ДМеТИ ВБ для электро- и дизельпоездов
с гребнем толщиной 30 мм

Размеры профиля бандажа
контролируют шаблоном типа И478
|
Точка |
а |
b |
с |
d |
e |
f |
|
х, |
0 |
3,09 |
16,15 |
23,26 |
35,70 |
70.00 |
|
у, |
25,00 |
5,88 |
3,66 |
16,73 |
24,54 |
26,25 |
|
Точка |
g |
h |
j |
i |
k |
s |
|
х, |
100.00 |
134,00 |
140,00 |
10,00 |
36,44 |
23.00 |
|
у, |
27,75 |
32,61 |
38,61 |
7,0 |
9,56 |
16,25 |
Рис.
23. Профиль бандажа средней колесной пары электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т до №
263 с подрезанным гребнем толщиной 23 мм
6.9.2. Обточку бандажей по
профилю после насадки необходимо производить только после полного их
естественного остывания.
6.9.3. Проверка обточенных
бандажей и ободьев цельнокатаных колес производится профильным шаблоном.
Отклонения (просветы) от нормальных профилей, обточенных по чертежным размерам
с толщинами гребней, указанных в Инструкции (рисунки 15 — 23) допускаются не
более 0,5 мм по поверхности катания и толщине гребня, 1 мм — по высоте гребня.
При этом шаблон должен быть плотно прижат к внутренней грани бандажа или обода.
Разрешается зазор 0,5 мм между концом шаблона и внутренней гранью бандажа в
случае отсутствия просвета между шаблоном и поверхностью катания. Для
промежуточных профилей, у которых толщина гребней отличается от значений,
приведенных на рисунках 15 — 23, отклонения (просветы) от нормального профиля
контролируются только по поверхности катания и высоте гребня.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.9.4. Бандажи движущих колесных
пар тепловозов с гидравлической и механической передачей обтачиваются у всего
комплекта под один диаметр независимо от того, что колесные пары не имеют
одинакового проката. На этих тепловозах комплектом считаются колесные пары, приводимые
в движение от одного дизеля.
6.9.5. Шероховатость поверхностей
катания и рабочих граней гребней бандажей и ободьев цельнокатаных колес
проверяют прибором или методом сравнения с эталоном. На внутренней боковой
грани обработанного бандажа не допускаются черновины глубиной более 1,0 мм с
суммарной площадью, превышающей 50 см2. Наружная боковая грань
бандажа и обода цельнокатаного колеса не обтачивается.
6.9.6. Для устранения
поверхностных дефектов и неровностей прокатки разрешается обточка наружной грани
бандажа или обода цельнокатаного колеса с условием, что при обточке не будут
срезаны клейма, поставленные в горячем состоянии на заводе-изготовителе, и
ширина бандажа (обода) будет не менее допустимой.
6.9.7. Перед и после обточки
бандажей выкаченной колесной пары должны быть измерены расстояния от внутренних
граней бандажей до середины оси при подшипниках скольжения и до галтелей
буксовых шеек осей при подшипниках качения. Разница этих расстояний допускается
не более 2,0 мм при новых бандажах и не более 3,0 мм при старых.
6.9.8. В целях экономии
старогодних бандажей и цельнокатаных колес за счет сохранения уплотненной их
части разрешается оставлять на обточенном гребне черновику глубиной не более
2,0 мм, расположенную от вершины гребня в пределах от 10 до 18 мм, а на
поверхности катания равномерно расположенную черновику глубиной до 2,0 мм.
Толщина
новых бандажей ТПС допускается более, чем на чертеже, где это возможно по
конструкции экипажа.
6.9.9. Запрещается выпускать из ремонта
и нового формирования колесные пары с бандажом или ободом цельнокатаного колеса
с отклонениями от допустимых размеров, указанных в приложении 5.
6.9.10. При формировании новых
колесных пар у наружных граней бандажей должны быть фаски 6×45 ° с отклонением
в большую или меньшую сторону 1,0 мм.
Отступление
в размерах фаски при обточке бандажей колесных пар как в целом на бандаже, так
и на отдельных его местах допускаются в сторону увеличения на 4,0 мм и в
сторону уменьшения на 1,0 мм.
6.9.11. Острые глубокие следы
насечек в упорных буртах бандажей и цельнокатаных колес (полученных от
закрепления на станке зубчатыми секторами) подлежат зачистке с плавным
переходом.
6.9.12. При обточке бандажей
колесных пар ТПС без выкатки допускаются:
—
просвет между профильным шаблоном, прижатым к
внутренней грани, и бандажом до 1,0 мм по всему профилю бандажа, кроме зазора
по толщине гребня, которую разрешается оставлять после обточки до 27,0 мм для
пассажирских и 26,0 мм для грузовых локомотивов (при измерении серийными «абсолютными»
шаблонами) и 26,0 мм — для пассажирских и 25,0 мм для грузовых (при измерении
шаблонами УТ-1). При этом разница толщин гребней левой и правой сторон на одной
колесной паре после обточки должна быть не более 2 мм;
—
разница диаметра бандажей по кругу катания одной
колесной пары не более 1,0 мм;
—
шероховатость поверхности катания Ra не более 20 мкм.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.10.
Формирование колесных пар
6.10.1. Формированием колесных пар
считается изготовление колесных пар из новых элементов. Замена отдельных частей
колесной пары (осей, центров, венцов, зубчатых колес) новыми или годными, но
бывшими в эксплуатации, считается ремонтом колесных пар со сменой
элементов.
6.10.2. Вновь сформированная
колесная пара должна соответствовать утврежденным чертежам, техническим
условиям и действующим стандартам, а также фирменной технической документации
для импортных локомотивов.
6.10.3. Для колесных пар с
двусторонней прямозубой зубчатой передачей для обеспечения параллельности
зубьев венца одного зубчатого колеса к зубьям венца другого зубчатого колеса
устанавливается следующий порядок формирования:
а)
перед напрессовкой центров зубчатых колес произвести разметку и строжку пазов в
венцах и центрах зубчатых колес. Обработку пазов в венцах и центрах зубчатых
колес можно производить без разметки при условии, что обработка пазов будет
вестись при помощи приспособления, обеспечивающего совпадение всех пазов центра
с пазами венца в пределах установленных допусков при совмещении какого-либо
паза венца с любым пазом центра;
б)
выполнить напрессовку центров зубчатых колес на удлиненные ступицы колесных
центров и произвести чистовую обработку отверстий ступиц колес под запрессовку;
в)
надеть венцы на центры зубчатые колес в произвольном положении и прижать
шайбами на временных болтах и напрессовать колесные центры на ось;
г)
поворачивая венцы на центрах и совмещая различные пазы венцов с различными
пазами центров, находится такое положение, при котором параллельность зубьев
обоих венцов полностью совпадает или будет иметь отклонение не более 0,5 мм;
д)
заложить в пазы пружинные пакеты, вторично проверить параллельность зубьев,
затем приклепать шайбы.
6.10.4. При поставке зубчатых
колес в собранном виде (как запасные части) разрешается насадку одного
зубчатого колеса производить на гидравлическом прессе, а насадку другого колеса
— тепловым методом.
Нагрев ступицы зубчатого колеса следует производить равномерно до 200 —
250°С, не допуская перегрева остальных деталей колесной пары (венец, ось,
ступица колесного центра).
6.10.5. Колесные пары локомотивов
с конструкционной скоростью свыше 120 км/ч и моторных вагонов моторвагонного
подвижного состава с конструкционной скоростью свыше 130 км/ч должны
подвергаться динамической балансировке, кроме колесных пар с несъемными без
распрессовки колес деталями, имеющими свободу перемещения относительно осей
колесных пар. Для таких колесных пар должна производиться статическая
балансировка колесных центров.
Колесные
пары немоторных вагонов моторвагонного подвижного состава (электро- и
дизель-поездов) с конструкционными скоростями свыше 130 км/ч, также должны
подвергаться динамической балансировке. Допустимый небаланс указывается в
чертежах, утвержденных в установленном порядке.
(В редакции указания МГТС
России от 23.08.2000 № К-2273у) 6.10.6. С целью продления ресурса работы
бандажа, после формирования, ремонта и обточки колесных пар по требованию
заказчика на локомотиворемонтных заводах и в локомотивных депо следует
выполнять плазменное упрочнение гребней бандажей колесных пар, а на дорогах,
где отмечается систематическое появление выщербин на поверхности катания,
следует выполнять плазменное упрочнение поверхности катания бандажей.
7. ПРОВЕРКА, ПРИЕМКА И ИСКЛЮЧЕНИЕ
ИЗ ИНВЕНТАРЯ КОЛЕСНЫХ ПАР
7.1. При проверке и приемке
колесной пары и ее элементов должно быть установлено их соответствие
требованиям настоящей Инструкции.
7.2. Проверку и приемку колесной
пары на ТР-3 и при обыкновенном освидетельствовании должны производить мастер и
приемщик локомотивов (где имеется).
7.3. Проверку и приемку
колесных пар при формировании и полном освидетельствовании должен производить в
локомотивном депо мастер и приемщик локомотивов, на заводе мастер ОТК, а также
инспектор приемщик Главного управления локомотивного хозяйства МГТС (где
имеется).
7.4. Мастер колесного цеха
отвечает за качество ремонта и обработку элементов или формирование колесной
пары в целом на своем производственном участке. Он обязан организовать и строго
соблюдать правильный технологический процесс и производить пооперационную
приемку работ от исполнителей. На заводе мастер обязан предъявлять и сдавать
отремонтированные элементы или в целом колесную пару контрольному мастеру ОТК,
в локомотивном депо приемщику локомотивов.
7.5. Контрольный мастер отдела
технического контроля, инспектор-приемщик Главного управления локомотивного
хозяйства МПС и
приемщик локомотивов в депо
отвечают за качество ремонта или обработки элементов колесной пары в целом. Они
обязаны контролировать выполнение технологического процесса и производить
приемку от мастера элементов колесных пар как нового формирования, так и
отремонтированных.
7.6. На заводах и в
локомотивных депо контрольному мастеру ОТК, инспектору-приемщику Главного
управления локомотивного хозяйства МПС или приемщику локомотивов до приемки
колесной пары в целом должны быть предъявлены:
- диаграммы запрессовки а также диаграммы
контрольной проверки колеса (колесного центра) на сдвиг: при тепловом
методе формирования и прессовом методе, если от формирования или
выпрессовки оси прошло более 10 лет; - сертификаты на новые элементы;
- паспорт колесной пары и зубчатого колеса
(приложение 9). (В редакции указания МПС России от 23.08.2000 № К-2273у)
7.7. На принятой колесной паре
после полного освидетельствования или формирования, а также на принятых
отдельных элементах должны быть поставлены приемочные клейма, предусмотренные
настоящей Инструкцией.
Передняя
крышка буксы должна быть опломбирована после ревизии первого и второго объема и
технического обслуживания при ТР-2.
7.8. Колесные пары, поступающие
в депо после ремонта или формирования, должны быть приняты мастером депо по
наружному осмотру с проверкой основных размеров и наличия клейм на элементах
колесных пар (без вскрытия букс).
Подкатка колесных пар под
ТПС без паспорта запрещается.
7.9. Исключение из инвентаря
колесной пары разрешается производить при необходимости одновременной замены
оси и одного колесного центра (цельнокатаного колеса) вследствие их износа или
повреждений, которые не могут быть устранены ремонтом.
Исключение
из инвентаря колесных пар, имеющих меньшее количество забракованных элементов,
а также годных колесных пар устаревших типов и серий может быть произведено
только с разрешения Главного управления локомотивного хозяйства МПС.
7.10. Исключение колесных пар из
инвентаря должно производиться, как правило, в пунктах, ремонтирующих- колесные
пары со сменой элементов и в качестве исключения в пунктах, производящих
освидетельствование колесных пар.
7.11. Исключение колесных пар из
инвентаря должно производиться комиссией в составе:
—
на заводе — главного инженера завода, начальника
отдела технического контроля, инспектора-приемщика Главного управления
локомотивного хозяйства МПС, начальника колесного цеха, главного технолога и
главного бухгалтера, при отсутствии инспектора Главного управления
локомотивного хозяйства МПС — с участием представителя службы локомотивного
хозяйства — владельца ремонтною фонда;
—
в депо — главного инженера (или заместителя
начальника депо), мастера, приемщика локомотивов и главною технолога (там, где
они имеются), главного (старшего) бухгалтера.
Исключение
колесных пар из инвентаря оформляется актом формы ТУ-120 с утверждением
руководителем предприятия.
8. МАРКИРОВАНИЕ И КЛЕЙМЕНИЕ
КОЛЕСНЫХ ПАР И ИХ ЭЛЕМЕНТОВ
8.1. При формировании, ремонте
и освидетельствовании колесных пар применяются следующие знаки и клейма:
—
клеймо в форме прямоугольника с закругленными
углами, указывающее присвоенный условный номер ремонтному пункту, которому
разрешено производить: изготовление элементов, формирование и полное
освидетельствование;
—
цифры и буквы для обозначения даты (месяца и две
последние цифры года) и других данных. Цифры и буквы должны быть высотой от 6
до 10 мм, согласно действующим стандартам, техническим условиям и чертежам;
—
клеймо приемки («Серп и молот») или
прямоугольник с номером и серпом и молотом;
—
клеймо контрольного мастера ОТК, требования к
клейму (ОТК) устанавливаются заводом (ремонтным пунктом), производящим ремонт;
—
клейма в форме круга с буквами «Ф» или «ФТ»,
обозначающие формирование новой колесной пары прессовым или тепловым методом;
—
клеймо в форме круга с буквой «Б», обозначающее
динамическую балансировку колесной пары;
—
клеймо в форме круга с буквой «Д», обозначающее
переформирование колесной пары (спрессовка с оси всех элементов);
—
клеймо в форме круга с буквами «ЛД», обозначающее
перепрессовку левого, а с буквами «ПД» — правого колесного центра или
цельнокатаного колеса;
—
клеймо в форме круга с буквами «СБ»,
обозначающее смену бандажей;
—
клейма и знаки, обозначающие межоперационную,
внутрицеховую, межцеховую приемку элементов колесной пары, вид и порядок
применения которых устанавливаются приказом руководителя предприятия. Эти
клейма и знаки не должны ставиться в местах, предусмотренных для расположения
знаков и клейм, установленных настоящей Инструкцией.
8.2. Новые элементы колесных
пар, поступающие на ремонтные пункты, должны иметь следующие четко обозначенные
знаки и клейма (маркировку), предусмотренные стандартами и техническим
условиями;
—
необработанные (в черном виде) оси на средней
или под-ступичной части согласно рис. 24;

—
окончательно обработанные оси на правом торце:
локомотивов согласно рис. 25, 26; моторвагонного подвижного состава (в т. ч.
моторных и прицепных вагонов) согласно рис. 27;
—
бандажи на боковой наружной грани согласно рис.
28,
—
литые центры на наружной стороне ступицы или
диска согласно рис. 29. Размещение и размеры знаков маркировки — по рабочим
чертежам центров или по отдельным чертежам маркировки в установленном порядке;
—
катаные дисковые центры на наружной стороне
диска согласно техническим условиям;
—
цельнокатаные колеса на наружной боковой
поверхности обода согласно рис. 30;
—
зубчатое колесо или венец ТПС согласно рис. 31.
(В редакции указания МПС России от 23.08.2000 № К-2273у)

Рис.
25. Знаки и клейма на
правом торце колесной пары:
а — тепловоза с наружными
буксовыми шейками и торцовым упором скольжения; б — электровоза на подшипниках
качения без торцового упора: 1 — условный номер предприятия-изготовителя
необработанной оси; 2 — месяц (римскими цифрами) и год (две последние цифры)
изготовления необработанной оси; 3 — порядковый номер плавки и номер оси; 4 —
клейма технического контроля предприятия-изготовителя и представителя приемки,
проверивших правильность переноса маркировки и принявших обработанную ось; 5 —
условный номер предприятия-изготовителя, обработавшего ось; 6 — клейма метода
формирования колесной пары (Ф — прессовый, ФГ — тепловой); 7 — условный номер
предприятия, производившего формирование колесной пары; 8 — месяц (римскими
цифрами) и год (две последние цифры) формирования колесной пары; 9 — клейма
технического контроля предприятия-изготовителя и представителя приемки,
принявших колесную пару; 10 — клейма балансировки; 11 — клейма переформирования
колесной пары; 12 — номер ремонтного пункта, производившего переформирование;
13 — месяц (римскими цифрами) и год (две последние цифры) переформирования; 14
— клейма технического контроля ремонтного пункта и инспектора-приемщика
(приемщика локомотивов), принявших колесную пару после переформирования

Рис. 26. Знаки и клейма на правом
торце оси колесной пары локомотива с внутренними буксовыми шейками, а
также колесных пар электровозов с наружными буксовыми шейками на подшипниках
скольжения и тепловозов с торцовыми упорами качения:
1 —
условный номер предприятия-изготовителя необработанной оси; 2 — месяц (римскими
цифрами) и год (две последние цифры) изготовления необработанной оси; 3 —
порядковый номер плавки и номер оси; 4 — клейма техническою контроля
предприятия-изготовителя и представителя приемки, проверивших правильность
переноса маркировки и принявших обработанную ось; 5 — условный номер
предприятия-изготовителя, обработавшего ось: 6 — клейма метода формирования
колесной пары (Ф — прессовый, ФГ — тепловой); 7 — условный номер предприятия,
производившего формирование колесной пары; 8 — месяц (римскими цифрами) и год
(две последние цифры) формирования колесной пары; 9 — клейма технического
контроля предприятия-изготовителя и представителя приемки, принявших колесную
пару; 10 — клейма балансировки; 11 — клейма переформирования колесной пары; 12
— номер ремонтного пункта, производившего переформирование; 13 — месяц
(римскими цифрами) и год (две последние цифры) переформирования; 14 — клейма
технического контроля ремонтного пункта и инспектора-приемщика (приемщика
локомотивов), принявших колесную пару после переформирования

Рис. 27. Знаки и клейма на правом торце колесной пары
моторвагонного подвижного состава: 1 — клеймо технического контроля; 2 —
условный номер предприятия, производившего обработку и перенесшего знаки
маркировки; 3 — порядковый помер оси, начинающийся с номера завода-изготовителя
поковки; 4 —— клейма приемщика MПC; 5 — год (две последние
цифры); 6 — клейма формирования и балансировки; 7 — условный номер предприятия,
сформировавшего колесную пару; 8 — клеймо технического контроля; 9 — дата
формирования.

Рис. 28. Знаки и клейма на наружней грани бандажа:
1 — условный номер
предприятия изготовителя; 2 — год (две последние цифры) изготовления; 3 — марка
бандажа; 4 — клейма приемки; 5 — номер плавки; 6 — порядковый номер бандажа по
системе нумерации предприятия-изготовителя. На импортных бандажах наносятся
следующие знаки: знак фирмы, две последние цифры года изготовления, номер
плавки, номер бандажа. При сквозной нумерации плавок (не по годам) год
изготовления не наносится. Порядковый номер бандажа отдельными фирмами не
наносится.

Рис. 29. Знаки и
клейма на наружном торце ступицы центра: 1 — условный номер
предприятия-изготовителя; 2 —
год (две последние цифры) изготовления; 3 — порядковый
номер центра по
системе нумерации
предприятия-изготовителя; 4 —
обозначение марки стали; 5 — клейма технического контроля
предприятия-изготовителя и представителя заказчика

Рис.
30. Знаки и клейма наружной боковой поверхности обода цельнокатаного
колеса: 1 — год (две последние цифры) изготовления; 2 — марка стали колеса; 3 —
номер плавки; 4 — условный номер предприятия-изготовителя; 5 — клеима
технического контроля предприятия-изготовителя и представителя заказчика; 6 —
порядковый номер колеса по системе нумерации предприятия-изготовителя

Рис.
31. Знаки и клейма:
а
— на зубчатом колесе; б — на венце зубчатого колеса: 1 — товарный знак или
условный номер предприятия-изготовителя; 2 — порядковый номер зубчатого колеса
(венца); 3 — марка стали: 4 — номер плавки; 5 — месяц (римскими цифрами) и год
(две последние цифры) изготовления; 6 — клейма технического контроля
предприятия-изготовителя и представители заказчика; 7 — условный номер предприятия,
производившего установку зубчатого колеса или венца; 8 — месяц (римскими
цифрами) и год (две последние цифры) установки; 9 — клейма технического
контроля предприятия, производившего установку
8.3. При обработке осей и венцов зубчатых колес перенос
знаков с необработанной поверхности на торец оси и боковую грань венца
производит ОТК на заводе, а в локомотивных депо — приемщик локомотивов.
Перенос знаков и
правильность обработки и состояния осей соответствию технической документации
удостоверяется постановкой клейма контрольного мастера ОТК и приемщика («Серп и
молот») с постановкой условного номера, присвоенного пункту, производившему
обработку.
8.4. Новые оси, бандажи, цельнокатаные колеса,
центры, венцы и зубчатые колеса, поступающие от Российских
заводов-изготовителей без приемочных клейм инспектора-приемщика МПС, а также с
неясной маркировкой, браковать с представлением рекламации, а на поступающих из
стран СНГ — проставлять клейма «Серп и молот» после механической обработки и
отсутствия отклонений на ремонтном пункте, производящем замену элементов.
Отсутствие на этих
элементах клейма ОТК завода-изготовителя при наличии клейм инспектора-приемщика
МПС не может служить основанием для их браковки.
8.5. Клеймение колесных пар могут производить только
работники, имеющие право производить освидетельствование колесных пар.
8.6. При формировании колесных пар и смене оси,
необходимо наносить клейма и знаки на торце оси (или цилиндрическом пояске
конца оси с торцовым упором) колесной пары (см. рис. 25 — 27). Впереди
вышеуказанных клейм при смене бандажей дополнительно ставится клеймо «СБ»
(кроме формирования).
Сторона колесной
пары, на торце оси которой находятся знаки и клейма, относящиеся к изготовителю
оси, считается правой.
При смене зубчатого
колеса или венца на них наносятся знаки и клейма (рис. 31. поз. 6…9).
8.7. При полном освидетельствовании колесных пар на
левом горце осей ставятся знаки и клейма (рис. 32). Впереди вышеуказанных клейм
при смене бандажа дополнительно ставится клеймо «СБ», а при перепрессовке
одного из центров (цельнокатаного колеса) — клеймо «ЛД» или «ПД» в зависимости
от того, с какой стороны колесной пары перепрессовывался колесный центр.
8.8. После постановки клейм торцы осей с торцовым
упором необходимо обработать. Шероховатость поверхности должна соответствовать Ra не более 1,25 мкм.
Запрещается заварка или зачеканка знаков и клейм
изготовления и формирования на правом торце оси. Они должны сохраняться на все
время эксплуатации оси, а клейма формирования (переформирования) колесной пары
должны сохраняться до следующего переформирония.
При заполнении всех
секторов левого торца оси производится заварка знаков предыдущих полных
освидетельствований и после тщательной зачистки или механической обработки
торец вновь используется для постановки знаков полного освидетельствования
колесной пары. Если при этом не производится перепрессовка колесного центра
(цельнокатаного колеса) и на торце оси имеются клейма о ранее производившейся
перепрессовке, последнее необходимо сохранить до следующей перепрессовки
соответствующего центра (цельнокатаного
колеса).
(В
редакции указания МПС России от 23.08.2000 № К-2273у)


Рис.
32. Знаки и клейма на левом торце оси колесной нары: а — локомотива с
внутренними буксовыми шейками, а также колесных нар электровозов с наружными
буксовыми шейками на подшипниках скольжения и тепловозов с торцовыми упорами
качения; б — тепловозов с торцовым упором скольжения; в — электровозов,
моторвагонного подвижного состава на подшипниках качения без торцового упора;
1 — место постановки клейм смены бандажей,
спрессовки левого или правого центра (цельнокатаного колеса); 2 — условный
номер ремонтного пункта; 3 — месяц (римскими цифрами) и год (две последние
цифры) производства полного освидетельствования; 4 — клейма технического
контроля и приемщика МПС России России.
8.9. При ремонте и освидетельствовании колесных пар
в условиях депо нигде и никаких клейм ставить не требуется, за исключением
локомотивных депо, которые по разрешению МПС
производят полное освидетельствование и ремонт колесных пар со сменой
элементов.
8.10. Колесные пары, не имеющие на осях клейм и
знаков завода-изготовителя, или при неясности имеющихся клейм и знаков разрешается
эксплуатировать при условии, что па осях имеется знак «Д».
8.11. Инспектор-приемщик на заводах и приемщики
локомотивов в депо клейма «Серп и молот» получают непосредственно от Главного
управления локомотивного хозяйства МПС. Остальные знаки и клейма изготовляются
или заказываются непосредственно ремонтными пунктами и выдаются соответствующим
работникам под расписку.
8.12. Каждая выдача знаков и клейм записывается в
прошнурованную книгу с указанием даты, наименования пункта, наименования знаков
и клейм, фамилии и должности лиц, получивших знаки и клейма. Клейма, знаки и
книга их учета хранятся в сейфе или металлическом запираемом ящике.
8.13. Запрещается передача знаков и клейм одного
ремонтного пункта другому, а также выдача их работникам, не имеющим
удостоверения на право производства освидетельствования колесных пар.
8.14. Притупившиеся или сломанные знаки и клейма
приводятся в полную негодность стачиванием их на наждачном круге и списываются,
о чем делается отметка в книге регистрации выдачи знаков и клейм против ранее
сделанной записи о их выдаче.
На приведенные в
негодность клейма «Серп и молот» составляется акт. Получение в Главном
управлении локомотивного хозяйства новых клейм взамен пришедших в негодность
производится с обязательным предъявлением указанного акта.
9. ОКРАСКА КОЛЕСНЫХ ПАР
9.1. Колесная пара, принятая после формирования или
полного освидетельствования окрашивается в соответсвии с требованиями
действующих чертежей и ГОСТов (определяющих технические требования в части
окраски).
9.2. Окраску производить:
9.2.1. Средней части осей:
локомотивов,
моторвагонного подвижного состава (в том числе предподступичные и подступичные
части оси между лабиринтными кольцами и ступицами колес, а также открытые
поверхности оси между центрами и подшипниковыми узлами осевых редукторов) —
эмалью черного или темно-серого цвета.
9.2.2. Центров:
тепловозных,
электровозных, моторвагонного подвижного состава — согласно требованию чертежа.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
9.2.3. Наружных граней бандажей — эмалью белого цвета.
9.2.4. Мест соединения ступицы колесного центра или
цельнокатаного колеса с подступичной частью оси по внутреннему обработанному
торцу ступицы и подступичной части оси прицепных вагонов моторвагонного
подвижного состава по их внутренним торцам ровным и плотным слоем по всей
окружности полосой шириной 30— 40 мм (в местах соединения оси со ступицей) —
эмалью белого цвета. •
9.2.5. Контрольных полос:
—
в месте соединения ступицы с подступичной частью
оси у прицепных вагонов моторвагонного подвижного состава поперек окрашенного
эмалью места — эмалью красного цвета;
—
на бандажах в местах постановки контрольных
отметок на всю толщину бандажа с левой стороны от красной полосы (при
расположении контрольных полос в зоне контакта бандажа с рельсом) на бандажах с
наплавленными гребнями и зеленой полосой с упрочненными гребнями с правой
стороны — эмалью красного цвета и дополнительно нанесением желтой полосы
шириной 10 мм на всю толщину бандажа рядом с красной полосой на бандажах с
наплавленными гребнями;
—
на ободьях центров продолжение полосы на бандаже
на всю толщину обода — эмалью белого цвета.
Ширина контрольной полосы должна быть 25 мм.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
9.2.6. У колесных пар, подкатываемых под ТПС при
текущих ремонтах ТР-2 и ТР-3, разрешается окрашивать только наружные грани
бандажей, места сопряжения ступицы с подступичной частью оси.
10. ТРАНСПОРТИРОВАНИЕ,
ХРАНЕНИЕ КОЛЕСНЫХ ПАР И ИХ ЭЛЕМЕНТОВ
10.1. Колесные пары при погрузке их на платформу или
автомашину располагаются на ней симметрично, подклиниваются деревянными
клиньями, прибитыми к доскам—прокладкам, прикрепленными к полу платформы.
Размеры клиньев — согласно указаний по отгрузке колесных пар. Колесные пары
необходимо прочно привязать к полу отожженой проволокой диаметром 6 мм
(исключая привязывание за шейки осей), чтобы ликвидировать возможные удары
колесных пар друг о друга.
Перед
транспортировкой и при длительном хранении шейки осей и зубья зубчатых колес
покрываются техническим вазелином, солидолом или другим антикоррозионным
составом. Перед транспортировкой шейки осей и зубья зубчатых колес следует
защитить покрышками — поясами из деревянных планок, нанизанных на проволоку или
веревку или прибитых к металлический или кпперной ленте. Металлическая лента и
гвозди не должны касаться шейки осн. При длительном хранении разрешается
дополнительно обертывать шейки и зубчатые колеса мешковиной или пергамином.
Погрузка производится специальными чалками.
Состояние
антикоррозионных покрытий при длительном хранении колесных пар проверяется
ежемесячно комиссией, назначенной начальником завода или начальником депо, с
отражением результатов осмотра в специально заведенной книге.
Кроме того, при
транспортировке и длительном хранении колесных пар должны соблюдаться
требования Инструкции по содержанию и ремонту узлов с подшипниками качения
локомотивов и моторвагонного подвижного состава.
10.2. Колесные пары с подшипниками качения, кроме
тепловоза ЧМЭЗ должны отправляться в ремонт в сборе с буксами. При
транспортировке и хранении колесных пар отверстия букс под установку
скоростемеров, регуляторов «Дако» и других аппаратов должны быть закрыты
заглушками, предупреждающими попадание в буксу влаги, песка, грязи. При транспортировке
ко лесных пар электровозов, тепловозов и моторвагонного подвижного состава
буксы необходимо заполнить консистентной смазкой. Подшипник опоры редуктора
закрыть защитным кожухом, а подшипники рычагов реактивных моментов колесных пар
дизель-поездов обмотать мешковиной.
10.3. Запрещается:
—
сбрасывать колесные пары и их элементы;
—
ударять или устанавливать колесные пары одну на
другую;
—
привязывать проволоку за шейку оси при
укреплении колесных пар;
—
захватывать крюками и цепями подъемочных механизмов
за шейки и предподступичные части осей колесных пар;
—
хранить на земле без установки на рельсы.
10.4. На каждую колесную пару, отправляемую в ремонт
или из ремонта отправитель груза обязан прикреплять металлическую или
деревянную планку с выбитыми на ней или
написанными краской наименованием отправителя, пункта назначения и даты
отправки. На болт крепления передней крышки правой буксы должна ставиться
металлическая пластина с выбитым на ней номером колесной пары. Вместо металлической
пластины разрешается набивать номер оси на колесных центрах с наружной стороны
на ободе около постановки рисок сдвига.
Кроме того,
отправитель обязан выслан, почтой в пункт назначения колесных пар пересылочную
ведомость но утвержденной МПС форме, паспорта колесных пар тепловозов,
электровозов и электросекций.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
11. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И
ПРИРОДООХРАННЫЕ МЕРОПРИЯТИЯ
11.1. Обеспечение безопасности труда при осмотре,
освидетельствовании, ремонте и формировании колесных пар должно производиться в
соответствии с требованиями ГОСТ 12.3.002-75.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
11.2. Дополнительные требования безопасности труда,
обусловленные местными особенностями в организации и проведении ремонта и
формирования колесных пар, должны устанавливаться в местных инструкциях по
охране труда для рабочих соответствующих профессий, технологической
документации на производственные процессы и стандартах предприятий по безопасности
труда.
11.3. При проведении работ, регламентируемых
настоящей инструкцией, должны быть предусмотрены меры защиты работающих и
окружающей среды от воздействия опасных и вредных производственных факторов по
ГОСТ 12.0.003-74.
11.4. Концентрации веществ, обладающих вредными
свойствами, и уровни опасных и вредных производственных факторов на рабочих
местах в производственных помещениях не должны превышать предельно-допустимых
значений, установленных стандартами предприятий и санитарными нормами.
11.5. Концентрация выделяемых в окружающую среду
вредных веществ и загрязнений, уровни распространяемых шума и вибрации,
сопутствующих ремонту и формированию колесных пар, не должны превышать
предельно допустимых значений, установленных стандартами и санитарными нормами.
11.6. Технологические позиции, имеющие источники
выделения вредных веществ (окраска, очистка и обмывка), должны располагаться в
изолированных местах и иметь вытяжное вентиляционное оборудование.
12. МЕТРОЛОГИЧЕСКОЕ
ОБЕСПЕЧЕНИЕ
12.1. Все средства измерений, применяемые согласно
приложению 1 настоящей Инструкции при осмотре, освидетельствовании, ремонте и
формировании колесных пар должны обеспечивать погрешность измерений параметров
колесных пар в соответствии с метрологическими нормами.
12.2. Средства измерений для контроля геометрических
величин должны соответствовать допускам измеряемых величин и допускаемой
погрешности измерений.
Для линейных размеров
колесных пар свыше 500 мм допускаемая погрешность измерений принимается равной
(0,2 — 0,33) Т, где Т — допуск на размер. В допускаемую погрешность измерений
входят погрешность средств измерений, отклонений от нормальных условий
измерений, а также погрешности базирования средств измерений на измерительной
позиции.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
12.3. Подвергаются калибровке все средства измерений,
применяемые при осмотре, освидетельствовании, ремонте и формировании колесных
пар, не попадающие в сферу государственного метрологического контроля и
надзора. Поверке подвергаются все средства измерений, перечень которых
составлен по РД 32-110-98.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
12.4. Калибровка осуществляется аккредитованными
метрологическими службами юридических лиц (предприятий, депо).
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
12.5. Калибровка средств измерений производится через
установленный интервал калибровки в соответствии с методикой калибровки,
утвержденной в установленном порядке.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
12.6. Если средство измерений по результатам
калибровки признано пригодным к применению, то на него или на его паспорт
наносится оттиск калибровочного знака или выдается Сертификат о калибровке.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
12.7. Если средство измерений по результатам
калибровки признано непригодным к применению, оттиск калибровочного знака
гасится. Сертификат о калибровке аннулируется, выписывается «Извещение о
непригодности» или делается соответствующая запись в паспорте (формуляре)
средства измерения и составляется акт о его
списании.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
12.8. Ответственность за ненадлежащее выполнение
калибровочных работ и соблюдение требований соответствующих нормативных
документов несет юридическое лицо, метрологической службой которого, выполнены
калибровочные работы.
(В
редакции указания МПС России от 23.08.2000 № К-2273у)
![]()
Инструкцию по формированию и содержанию колесных пар тягового
подвижного состава железных дорог колеи 1520 мм, утвержденную МПС СССР
31.12.85г., № ЦТ/4351 за исключением разделов, касающихся паровозов, считать
недействующей в системе МПС России.
Приложение 1
к
Инструкции
от
14.06.95 № ЦТ-329
ПЕРЕЧЕНЬ ОСНОВНОГО ИЗМЕРИТЕЛЬНОГО ИНСТРУМЕНТА И
ПРИБОРОВ И СРОКИ ПЕРИОДИЧЕСКОЙ КАЛИБРОВКИ СРЕДСТВ ИЗМЕРЕНИЙ И КОНТРОЛЯ
|
Наименование |
Область применения |
Периодичность калибровки |
|
Инструмент, применяемый |
||
|
1. |
Все |
1 раз в |
|
2. Шаблон |
Локомотивы |
Тоже |
|
3. |
Электровозы |
Один |
|
4. |
Электровозы |
Тоже |
|
5. Толщиномер |
Все |
Тоже |
|
6. |
То же |
Тоже |
|
7. Шаблоны |
Локомотивы |
Тоже |
|
8. |
Электровозы |
Один |
|
9. |
Дизель-поезда |
Один |
|
10. Максимальный |
Моторвагон-ный |
Один |
|
11 . |
Электровозы |
Один |
|
12. |
Все |
Один |
|
13. |
Все |
Один |
|
14. |
Все |
Один |
|
15. |
Все |
Один |
|
16. Шаблон |
Электровозы |
Один |
|
17. Исключен |
||
|
18. |
Все типы |
Один |
|
19. для « — |
Все |
Один |
|
20. |
Тепловозы |
Один |
|
21. |
Электровозы, |
То же |
|
22. |
Локомотивы |
Один |
|
23. |
Все |
Тоже |
|
24. |
То же |
Один раз |
|
25. |
Тоже |
Один |
|
26. |
Все |
Один |
|
27. |
Все |
Один |
|
28. Шаблон |
Все |
Один |
|
29. |
Все |
Один |
|
30. |
Все |
Один |
|
31 . |
Все типы |
Один |
|
32. |
Все |
Один |
|
33. |
Все |
Один раз |
|
Допусковый Универсальный |
Все Все |
Один Один |
|
Вагонно-тендерный |
Локомотивы колесных |
Один |
|
Набор |
Все |
Один |
|
Измерители |
Все |
Один |
|
Твердомеры |
Все |
Один |
|
Дополнительный |
||
|
34. Бандажный |
Все |
Один |
|
35. |
Все |
Один |
|
36. |
Все |
Один |
|
37. |
Все |
Один раз |
|
38. |
Все |
Один |
|
39. |
Все |
Один |
|
40. Осевой |
Все |
Один |
|
41. |
Электровозы |
Один |
|
42. Нутромеры |
Все |
Один |
|
43. |
Тоже |
То же |
|
44. |
Тепловозы, |
Один |
|
45. Исключен |
||
|
46. Исключен |
||
|
47. Исключен |
*-Рекомендуемый измерительный
и поверочный инструмент и приборы
Примечание:
При всех видах освидетельствований и ремонта колесных пар с ведомыми зубчатыми
колесами тяговых редукторов с упругими резинометаллическими элементами, а также
узлов и деталей приводов колесных пар с опорно-рамным и опорно-центровым
подвешиванием тяговых электродвигателей должен применяться измерительный,
контрольный инструмент и приборы, предусмотренные соответствующей технической
документацией.
(Приложение 1 в редакции указания МПС России от
23.08.2000 № К-2273у, в том числе: заголовок, пункты 10, 12, 18 — 21, 25, 26,
28, 29, 35, 37 — 39, 42, примечание в новой редакции, пункты 17, 45, 46, 47
исключены, пункты без нумерации введены вновь)
Приложение 2
к Инструкции
от 14.06.95 № ЦТ-329
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ, ПРИ НАЛИЧИИ КОТОРОГО РЕМОНТНОМУ
ПУНКТУ ДАЕТСЯ ПРАВО НА РЕМОНТ КОЛЕСНЫХ ПАР СО СМЕНОЙ ЭЛЕМЕНТОВ
- Карусельный или лоботокарный станок
- Колесотокарный станок
- Шеечные или шеечно-шлифовальные станки
- Стационарный или переносной центровочный
станок - Токарные станки
- Стенд для балансировки колесных пар*
- Горн (индукционный нагреватель)
- Дефектоскопы магнитные и ультразвуковые
- Гидравлический пресс с самопишущим прибором
для записи диаграмм запрессовки и проверки на сдвиг - Оборудование для очистки колесных пар
- Станок или приспособление для накатки осей
- Гидравлический пресс для закатки бандажного
кольца - Приспособление для гибки бандажных колец
Приложение 3
к Инструкции
от
14.06.95 № ЦТ-329
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ, ПРИ НАЛИЧИИ КОТОРОГО РЕМОНТНОМУ
ПУНКТУ ДАЕТСЯ ПРАВО НА РЕМОНТ КОЛЕСНЫХ ПАР БЕЗ СМЕНЫ ЭЛЕМЕНТОВ
- Колесотокарный станок
- Станок или приспособление для обточки и
накатки осей - Стационарный или переносной центровочный
станок - Дефектоскопы магнитные и ультразвуковые
- Оборудование для очистки колесных пар
*
— Для ремонта колесных пар, для которых предусмотрена балансировка
Примечание:
При выполнении ремонта колесных пар только со сменой бандажей ремонтный пункт
может не иметь оборудования по позициям 4, 5, 6,9.
Skip to content
В Поездку





Оформите PRO подписку
Для доступа к этим данным вам необходимо оформить PRO подписку
-
Доступ к PRO функциям сервиса
-
Отключение рекламы
-
Полная, ежедневно обновляемая информация о компаниях России
Перейти к оформлению
Технологические инструкции
ПКБ ЦТ.01.0001Р «Комплект документов на типовой технологический процесс технического обслуживания обыкновенного освидетельствования и ремонта колесных пар электровозов ВЛ10, ВЛ11, ВЛ15, ВЛ80, ВЛ82, ВЛ85»
ПКБ ЦТ.01.0002Р «Комплект документов на типовой технологический процесс технического обслуживания обыкновенного освидетельствования и ремонта колесных пар тепловозов 2ТЭ116, ТЭ10, ТЭМ2, М62»
ПКБ ЦТ.01.0008Р «Комплект документов на типовой технологический процесс текущего ремонта ТР-3 асинхронных электродвигателей НВА-22, НВА-55 электровоза ЭП1»
ПКБ ЦТ.06.0001 «Руководство по техническому обслуживанию и текущему ремонту тяговых электродвигателей локомотивов»
ПКБ ЦТ.06.0002 «Руководство по техническому обслуживанию и текущему ремонту поршневых компрессоров локомотивов»
ПКБ ЦТ.06.0004 «Руководство по техническому обслуживанию и текущему ремонту электропневматических контакторов локомотивов»
ПКБ ЦТ.06.0005 «Руководство по осмотру и обыкновенному освидетельствованию колесных пар локомотивов»
ПКБ ЦТ.06.0039 «Руководство по техническому обслуживанию, текущему и заводскому ремонту электровозов ВЛ80в/и»
ПКБ ЦТ.06.0040 «Руководство по установке вентиляторов в кабине машиниста электровозов ВЛ80в/и, ВЛ10в/и, ВЛ11в/и»
ПКБ ЦТ.06.0041 «Руководство по установке вентиляторов в кабине машиниста электровозов ЧС6, ЧС7, ЧС8, ЧС200»
ПКБ ЦТ.06.0042 «Руководство по установке вентиляторов в кабине машиниста тепловозов 2 (3)ТЭ10в/и, 2ТЭ116, М62в/и, ТЭП70, ТЭМ2в/и, ТЭМ7в/и, ЧМЭ3в/и»
ПКБ ЦТ.06.0045 «Руководство по техническому обслуживанию, текущему и деповскому ремонту тепловоза 2ТЭ116»
ПКБ ЦТ.06.0046 «Руководство по техническому обслуживанию и текущему и деповскому ремонту электровозов 2(3)Эс5К, Э5К»
ПКБ ЦТ.06.0050 «Вибрационное диагностирование узлов локомотивов»
ПКБ ЦТ.06.0051 «Руководство по техническому обслуживанию, текущему и деповскому ремонту тепловоза ТЭП70»
ПКБ ЦТ.06.0059 «Требования по проведению неразрушающего контроля деталей КМБ (КРБ) локомотивов при плановых видах ремонта»
ПКБ ЦТ.06.0064 «Тепловизионный контроль узлов и деталей локомотивов»
ПКБ ЦТ.06.0072 «Руководство по техническому обслуживанию и текущему ремонту тепловозов ТЭМ18в/и»
ПКБ ЦТ.06.0073 «Узлы с подшипниками качения на железнодорожного тягового подвижного состава. Руководство по техническому обслуживанию и ремонту»
ПКБ ЦТ.06.0090 «Разработка технологических процессов для технического обслуживания и текущего ремонта локомотивов их агрегатов, узлов или деталей»
ПКБ ЦТ.06.0093 «Водяные насосы дизелей 5Д49 и ПД4Д. Руководство по текущему ремонту»
ПКБ ЦТ.06.0094 «Масляные насосы дизелей 5Д49 и ПД4Д. Руководство по текущему ремонту»
ПКБ ЦТ.06.0099 «Руководство по текущему и среднему ремонтам турбокомпрессора ТК33Н-01(02)»
ПКБ ЦТ.07.0001 «Перечень технологических операций разборки, ремонта и сборки тележек электровоза 2ЭС5К»
ПКБ ЦТ.25.0002 «Технологическая инструкция изготовление стале-баббитовых вкладышей моторно-осевых подшипников»
ПКБ ЦТ.25.0003 «Перезаливка баббитом Б16 вкладышей моторно-осевых подшипников электровозов.. Технологическая инструкция (на опытную партию)»
ПКБ ЦТ.25.0007 «Техническое обслуживание и ремонт тягового электродвигателя НБ-520В электровоза ЭП1»
ПКБ ЦТ.25.0009 «Текущий ремонт ТР-3 колесно-редукторного блока электровоза ЭП1»
ПКБ ЦТ.25.0011 «Техническое обслуживание и ремонт асинхронных электродвигателей НВА-22, НВА-55 электровозаЭП1»
ПКБ ЦТ.25.0014 «Технологическая инструкция техническое обслуживание и ремонт разрядников и ограничителей перенапряжений электровозов переменного тока»
ПКБ ЦТ.25.0015 «Техническое обслуживание и ремонт тягового трансформатора ОНДЦЭ-5700/25-У2 электровоза ЭП1»
ПКБ ЦТ.25.0018 «Техническое обслуживание и текущие ремонты тележек тепловозаЧМЭ3»
ПКБ ЦТ.25.0025 «Техническое обслуживание и ремонт электропневматических контакторов электровоза ЭП1»
ПКБ ЦТ.25.0027 «Техническое обслуживание и ремонт контроллеров машиниста КМ-87, КМ-27 электровоза ЭП-1»
ПКБ ЦТ.25.0028 «Техническое обслуживание и ремонт быстродействующих выключателей ВБ-8 электровоза ЭП-1»
ПКБ ЦТ.25.0044 «Техническое обслуживание и ремонт электропневматических контакторов электровоза 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.25.0046 «Техническое обслуживание и ремонт электромагнитных контакторов электровоза 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.25.0056 «Техническое обслуживание ТО-5 локомотивов»
ПКБ ЦТ.25.0058 «Обкаточные испытания электровозов после текущего ремонта ТР-3»
ПКБ ЦТ.25.0061 «Обыкновенное освидетельствование колесных пар электровозов серий 2ЭС5К, 2ЭС4К, 3ЭС5К»
ПКБ ЦТ.25.0064 «Обыкновенное освидетельствование колесных пар тепловозов серий ТЭМ18Д, ТЭМ3»
ПКБ ЦТ.25.0067 «Типовой технологический процесс на сушку, пропитку и покрытие обмоток тяговых и вспомогательных электрических машин локомотивов»
ПКБ ЦТ.25.0069 «Очистка от загрязнений и нанесение защитного электроизоляционного покрытия на поверхности стеклопластиковых изоляторов при ремонте электроподвижного состава»
ПКБ ЦТ.25.0070 «Техническое обслуживание и ремонт щелочных никель-кадмиевых аккумуляторных батарей»
ПКБ ЦТ.25.0071 «Настройка коммутации тяговых электродвигателей электровозов»
ПКБ ЦТ.25.0072 «Техническое обслуживание и текущий ремонт главного контроллера ЭКГ-8Ж»
ПКБ ЦТ.25.0073 «Ремонт токоотводящих устройств электровозов ВЛ10, ВЛ10У, ВЛ11»
ПКБ ЦТ.25.0074 «Нанесение и восстановление полос безопасности на лобовых частях локомотивов при ремонте»
ПКБ ЦТ.25.0075 «Инструкция по тепловому контролю и диагностике узлов локомотивов»
ПКБ ЦТ.25.0077 «Техническое обслуживание и ремонт тяговых трансформаторов типа ОНДЦЭ-4350/П-У2 электровозов 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.25.0078 «Техническое обслуживание и ремонт токоприемника ТАсС-10»
ПКБ ЦТ.25.0081 «Устранение неисправностей локомотивов в парках прибытия п отправления»
ПКБ ЦТ.25.0082 «Техническое обслуживание и ремонт тягового электродвигателя ЭД-118А»
ПКБ ЦТ.25.0084 «Техническое обслуживание и ремонт главного выключателя ВОВ-25-4М электровозов переменного тока»
ПКБ ЦТ.25.0086 «Определение и регулирование развески электровозов ВЛ10в/и, ВЛ80в/и, ВЛ-11, ВЛ82»
ПКБ ЦТ.25.0087 «Сборка букс и регулировка их положения на оси колесной пары электровозов ВЛ10,ВЛ11,ВЛ15,ВЛ80,ВЛ82,ВЛ85»
ПКБ ЦТ.25.0088 «Инструкция по приготовлению и применению охлаждающей жидкости для систем охлаждения двигателей тепловозов и дизель-поездов»
ПКБ ЦТ.25.0090 «Пропитка изоляции обмоток тяговых и вспомогательных электрических машин локомотивов и электропоездов в деповских условиях»
ПКБ ЦТ.25.0092 «Техническое обслуживание и ремонт токоприемников электровозов постоянного и переменного тока»
ПКБ ЦТ.25.0093 «Ремонт, уход и содержание песочниц на электровозах»
ПКБ ЦТ.25.0094 «Техническое обслуживание и ремонт дугогасительных камер электрических аппаратов электровозов переменного тока»
ПКБ ЦТ.25.0097 «Формирование, проверка, рамонт и эксплуатация резино-металлических амортизаторов буксовых поводков локомотивов и моторвагонного подвижного состава» (с изм. 03.08.2017г)
ПКБ ЦТ.25.0098 «Техническое обслуживание и ремонт электродвигателей П-11М,ДМК-1/50,ДМК-1»
ПКБ ЦТ.25.0099 «Техническое обслуживание и ремонт тягового двигателя ТЛ-2К»
ПКБ ЦТ.25.00100 «Технологическая инструкция по техническому обслуживанию и ремонту систем осушки сжатого воздуха»
ПКБ ЦТ.25.0101 «Инструкция по применению электроизоляционных эмалей ГФ-92-ХС красно-коричневой, ГФ-92-ХС серой и КО-983 при текущем ремонте и техническом обслуживании локомотивов и моторвагонного подвижного состава»
ПКБ ЦТ.25.00102 «Техническое обслуживание фильтров воздухозаборных устройств электровозов»
ПКБ ЦТ.25.00103 «Технология подготовки, заправки, подбивки и уход в эксплуатации моторно-осевых подшипников тяговых двигателей локомотивов»
ПКБ ЦТ.25.00107 «Обслуживание и ремонт компрессоров КТ6,КТ7, КТ6эл»
ПКБ ЦТ.25.00108 «Технологическая инструкция на текущий и средний ремонт тяговых электродвигателей типа НБ-412К в условиях депо»
ПКБ ЦТ.25.0109 «Технологическая инструкция на средний ремонт в условиях депо асинхронных электрических машин электровозов и электропоездов переменного тока»
ПКБ ЦТ.25.0110 «Руководство по техническому обслуживанию и текущему ремонту электрических машин электровозов»
ПКБ ЦТ.25.0113 «Руководство по техническому обслуживанию и ремонту гидравлических и фрикционных гасителей колебаний локомотивов»
ПКБ ЦТ.25.00115 «Инструкция по содержанию локомотивных приемных катушек»
ПКБ ЦТ.25.0116 «Инструкция по техническому обслуживанию и автоматической локомотивной сигнализации с устройствами проверки бдительности и контроля скорости движения»
ПКБ ЦТ.25.0123 «Ремонт и содержание датчика усл N 418»
ПКБ ЦТ.25.0124 «Техническое обслуживание, ремонт и испытание кранов машиниста усл.№ 394, №394М, №395, №395М и кранов вспомогательного тормоза локомотива усл. №254»
ПКБ ЦТ.25.00127 «Ремонт устройство блокировки тормозов локомотива»
ПКБ ЦТ.25.00130 «Техническое обслуживание и ремонт люлечного подвешивания электровозов»
ПКБ ЦТ.25.0132 «Ремонт редуктора мотор-компрессора электровоза ВЛ80»
ПКБ ЦТ.25.00134 «Техническое обслуживание и ремонт резисторов электровозов переменного тока двойного питания»
ПКБ ЦТ.25.0135 «Ремонт водяных насосов дизелей типа Д100»
ПКБ ЦТ.25.0136 «Техническое обслуживание и ремонт контроллера машиниста типа КМ-2200 тепловозов с реостатным торможением»
ПКБ ЦТ.25.00142 «Проведение вибрационного диагностирования подшипников качения колесно-моторных, колесно-моторных блоков, тяговых электродвигателей и колесных пар локомотивов»
ПКБ ЦТ.25.00144 «Техническое обслуживание и текущий ремонт форсунок дизелей типа 10Д100, д49, 11д45, 14д40, пд1м, к6s310DR»
ПКБ ЦТ.25.00147 «Техническое обслуживание и текущий ремонты механической части электровоза 2ЭС5К»
ПКБ ЦТ.25.00154 «Контроль технического состояния электрооборудования локомотивов без демонтажа при проведении технического обслуживания и текущего ремонта»
ПКБ ЦТ.25.0156 «Текущий ремонт коёсно-моторного блока с моторно-осевыми подшипниками качения электровоза 2ЭС6»
ПКБ ЦТ.25.0157 «Текущий ремонт колесно-моторного блока с моторно-осевыми подшипниками качения тепловоза 2ТЭ25А»
ПКБ ЦТ.25.0163 «Инструкция по вихретоковому контролю деталей и узлов локомотивов»
ПКБ ЦТ.25.0164 «Инструкция по магнитопорошковому контролю деталей и узлов локомотивов»
ПКБ ЦТ.25.0169 «Техническое обслуживание и ремонт групповых кулачковых переключателей отечественных электровозов постоянного тока»
ПКБ ЦТ.25.0172 «Ремонт места установки поглащающего аппарата автосцепного устройства в буферном брусе электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ60, ВЛ15, ВЛ85»
ПКБ ЦТ. 25.0185 «Тяговый электродвигатель ЭД 150АУ1 техническое обслуживание и текущий ремонт»
ПКБ ЦТ.40.0011 «Ведомость документации для технического обслуживания и текущего ремонта электровозов ЭП-1в/и»
ПКБ ЦТ.40.0012 «Ведомость документации для технического обслуживания и текущего ремонта тепловоза ТЭП70в/и»
ПКБ ЦТ.40.0016 «Ведомость документации для технического обслуживания и текущего ремонта электровозов ВЛ80в/и»
ПКБ ЦТ.40.0018 «Ведомость документации для технического обслуживания и текущего ремонта тепловоза ТЭМ2»
ПКБ ЦТ.40.0023 «Регламент технической оснащенности для технического обулуживания и ремонта электровозов переменного тока»
ПКБ ЦТ.46.0003 «Регламент метрологической оснащенности при техническом обслуживании и ремонту механического оборудования электровозов переменного тока»
ПКБ ЦТ.46.0005 «Регламент метрологической оснащенности при техническом обслуживании и ремонту тяговых двигателей электровозов переменного тока»
ПКБ ЦТ.46.0006 «Регламент метрологической оснащенности для технического обслуживания и ремонта вспомогательных электрических машин электровозов переменного тока»
ПКБ ЦТ.46.0007 «Регламент метрологической оснащенности для технического обслуживания и ремонта электрического оборудования электровозов переменного тока»
ПКБ ЦТ.46.0008 «Регламент метрологической оснащенности для технического обслуживания и ремонта тяговых трансформаторов, реакторов, индуктивных шунтов и дросселей электровозов переменного тока»
ПКБ ЦТ.46.0009 «Регламент метрологической оснащенности для технического обслуживания и ремонта электронного оборудования электровозов переменного тока»
ПКБ ЦТ.46.0010 «Регламент метрологической оснащенности для технического обслуживания и ремонта тормозного оборудования локомотивов»
ПКБ ЦТ.46.0011 «Регламент метрологической оснащенности для технического обслуживания и ремонта устройств безопасности движения локомотивов»
ПКБ ЦТ.46.0024 «Регламент технологической оснащенности экипировки и техническое обслуживания электровозов ВЛ10в/и, ВЛ80в/и»
ПКБ ЦТ.46.0025 «Регламент технологической оснащенности. Текущий ремонт ТР электровозов ВЛ10в/и,ВЛ80в/и»
ПКБ ЦТ.46.0030 «Регламент технологической оснащенности. Экипировка и техническое обслуживание ТО электровозов 2ЭС5К, 3ЭС5К, Э5К»
ПКБ ЦТ.46.0048 «Регламент технологической оснащенности. Экипировка и техническое обслуживание ТО маневровых тепловозов ТЭМ2в/и»
ПКБ ЦТ.46.0049 «Регламент технологической оснащенности. Текущий ремонт ТР маневровых тепловозов ТЭМ2в/и»
ПКБ ЦТ.46.0050 «Регламент технологической оснащенности. Деповской ремонт ДР маневровых тепловозов ТЭМ2в/и»
ТИ4 «Ремонт толкателей и привода топливных насосов дизелей 2Д100 и 10Д100»
ТИ 10 «Технологическая инструкция на ремонт электрических машин при МПР и БМП электропоезда ЭР-9 и ЭР-9п» Москва 1966г.
ТИ 18 «Технологическая инструкция на осмотр, ремонт и поверку счетчиков киловатт-часов постоянного тока типа Д600 и СКВТ-Д621 с добавочным сопротивлением тип Р60ОМ и наружным шунтом 150 (для Д621)»
ТИ 19 «Технологическая инструкция на осмотр, ремонт и поверку счетчиков электроэнергии переменного тока тип СО-И 442» 1966г.
ТИ 27 «Технологическая инструкция на ремонт механизма управления дизелей 2Д100 и 10Д100»
ТИ 112 «Временная технологическая инструкция на изготовление и установку войлочных кольцевых уплотнений кожухов зубчатых передач тяговых электродвигателей локомотивов»
ТИ131 «Технологическая инструкция по балансировке карданных валов тепловозов 2ТЭ10Л»
ТИ 153 «Техническое обслуживание и текущий ремонт механического оборудования электровозов ЧС4 и ЧС4»
ТИ 162 «Технологическая инструкция на деповской ремонт свинцово-кислотной аккумуляторной батареи типа 24ЭН-80»
ТИ 187 «Технологическая инструкция на ремонт и сборку колесно-моторного блока электровозов с косозубой передачей»
ТИ 194 «Технологическая инструкция по замеру габарита нижней части кожухов эубчатой передачи электровозов»
ТИ 207 «Очистка загрязненного фильтрующего пакета (черт.2ТЭ10Л.01.248, черт.Т751.01.01) из паропласта ППУ-ЭФ2 ТУ24.4.07.040-72»
ТИ 208 «Технологическая инструкция на изготовление фильтрующих пакетов (черт.2ТЭ10Л.01.10.248, черт.Т751.01.01) из поропласта ППУ-ЭФ2 ТУ24.4.07.040-72.»
ТИ 231 «Технологическая инструкция на установку разъемных дистанционных колец на колесных парах тепловозов ТЭМ2А и М62 колеи 1520 (1524) мм»
ТИ 234 «Технологическая инструкция по комбинированной термической обработке конструкционных деталей из поликапроамида, применяемых на локомотивах»
ТИ 240 «Технологическая инструкция по монтажу и эксплуатации полиэтиленовых клапанов для смазки валиков рессорного подвешивания тепловозов»
ТИ 242 «Технологическая инструкция по монтажу пластмассовых прокладок нагнетательного клапана топливных насосов дизелей тепловозов»
ТИ 264 «Ремонт масляного насоса типа МШ 120 дизеля 1А-5Д49»
ТИ 265 «Ремонт водяных насосов типа 4ВЦ50/12-02 дизеля 1А-5Д49»
ТИ 266 «Технологическая инструкция на разборку и сборку колесно-моторного блока с тяговыми электродвигателями ЭДТ-200Б, ЭД-107, ЭД-107А, ЭД-118А, в условиях депо. Часть I, II»
ТИ269 «Технологическая инструкция на проверку сопротивлений ослабления поля тяговых двигателей тепловозов 2ТЭ10Л»
ТИ 273 «Технологическая инструкция на техническое обслуживание моторно-осевых узлов тяговых электродвигателей тепловозов»
ТИ275 «Ремонт турбокомпрессора ТК-34»
ТИ 278 «Ремонт гильз цилиндров дизелей типа Д100»
ТИ 283 «Установка наделка из поликапроамида на осевой упор с применением полимерных композиций и уход в процессе эксплуатации локомотива»
ТИ 286 «Ремонт коренных подшипников коленчатого вала дизеля 1А-5Д49»
ТИ 287 «Технологическая инструкция на текущие ремонты ТР-2 и ТР-3 упругого зубчатого колеса тепловозов»
ТИ 290 «Технологическая инструкция пошив изделий из ткани огнеупорнопротивогнилостной пропитки с защитным полимерным покрытием «ВИНИЛИСкожа-Т» марки ОПП»
ТИ 291 «Разборка, сборка и регулировка дизеля 1-А-5Д49»
ТИ 293 «Техническое обслуживание и ремонт вентильных разрядников переменного тока типа РВЭ-25М» 1978г.
ТИ 294 «Монтаж и эксплуатация полнопоточных фильтров тонкой очистки масла со сменными бумажными фильтрующими элементами на тепловозах»
ТИ 295 «Технологическая инструкция на ремонт польстерного устройства тягового электродвигателя типа ЭД107А (дополнение к ТИ266 ч.1)»
ТИ 296 «Ремонт привода насосов дизеля 1А-5Д49.. Технологическая инструкция»
ТИ 297 «Техническое обслуживание ТО-2, ТО3 и текущие ремонты ТР-1, ТР-2 тяговых электродвигателей электровозов ВЛ22, ВЛ23, ВЛ8, ВЛ10, ВЛ11»
ТИ 298 «Капитальный ремонт якорей с полной заменой обмотки тяговых электродвигателей ЭДТ-200Б,ЭД-107,ЭД-107А тепловозов в условиях депо»
ТИ 300 «Ремонт коренных подшипников и коленчатого вала дизелей 2Д100и 10Д100»
ТИ 302 «Ремонт вертикальной передачи дизелей 2Д100 и 10Д100»
ТИ 304 «Ремонт вентиляторов охлаждения тяговых электродвигателей тепловозов 2ТЭ10Л, 2ТЭ10В, ТЭП10Л, ТЭ10, ТЭП10, ТЭ3, ТЭ7»
ТИ 306 «Ремонт валов приводов силовых механизмов тепловозов ТЭ10, ТЭП10,2ТЭ10Л,ТЭП10Л и 2ТЭ10В»
ТИ308 «Ремонт шатунно-поршневой группы дизелей 2Д100 и 10Д100»
ТИ 310 «Реостатные испытания тепловозов типа ТЭ10»
ТИ312 «Техническое обслуживание и текущий ремонт главных генераторов типа МПТ-99/47А ГП-311Б, ГП-311В, ГП-300, ГП-312»
ТИ313 «Текущий ремонт электроаппаратуры тепловозов ТЭ3, 2ТЭ10Л, М62, ТЭП60, ТЭМ1, ТЭМ2 (I редакция)»
ТИ 315 «Ремонт распределительных редукторов тепловозов ТЭ10,ТЭП10, 2ТЭ10,ТЭП10Л,2ТЭ10Л и 2ТЭ10В»
ТИ 317 «Техническое обслуживание и текущий ремонт локомотивных скоростимеров типа 3СЛ-2М» 1983г.
ТИ318 «Техническое обслуживание и текущий ремонт двухмашинных агрегатов тепловозов типа ТЭ10, ТЭП60, М62, ТЭ3, ТЭМ1, ТЭМ2, ТЭ1, ТЭ2»
ТИ 319 «Ремонт топливного насоса дизелей 2Д100 и 10Д100»
ТИ 320 «Ремонт масляных насосов дизелей типа Д100»
ТИ 321 «Ремонт гидромеханического редуктора тепловозов ТЭ3, ТЭ7»
ТИ 323 «Ремонт секций, жалюзи и утеплительных чехлов холодильника тепловозов ТЭ3 и ТЭ10»
ТИ 324 «Ремонт привода вентилятора холодильника тепловозов ТЭ10, ТЭП10, 2ТЭ10, ТЭП10Л, 2ТЭ10Л, 2ТЭ10В»
ТИ 326 «Ремонт регуляторов частоты вращения всережимного и объединенного дизелей типа Д100»
ТИ 330 «Технологическая инструкция по ремонту воздухоохладителей дизелей 10Д100»
ТИ 331 «Ремонт привода масляного и водяного насосов и регулятора дизелей Д100»
ТИ332 «Ремонт теплообменников тепловозов 2ТЭ10Л и 2ТЭ10В»
ТИ 334 «Деповской ремонт устройства автоматической локомотивной сигнализации непрерывного типа (АЛСН)» 1983г.
ТИ 337 «Единая технология на перезаливку вкладышей подшипников коленчатого вала дизелей типа Д 100»
ТИ 339 «Технологическая инструкция на ремонт, уход и содержание песочниц на тепловозах (1редакция)»
ТИ 344 «Ремонт глушителя, выхлопных коллекторов и выхлопных коробок дизелей типа Д100»
ТИ 346 «Технологическая инструкция по ремонту тахогенераторов при текущем ремонте электровозов ВЛ80т, ВЛ80с» 1982г.
ТИ 351 «Ремонт лопастных насосов тепловозов»
ТИ 400 «Техническое обслуживание ТО-3 гильз цилиндров и поршней дизеля типа Д100»
ТИ 401 «Техническое обслуживание ТО-3 картера дизеля Д100»
ТИ 402 «Техническое обслуживание ТО-3 вертикальной передачи дизелей типа Д100»
ТИ 403 «Техническое обслуживание ТО-3 нагнетателя II ступени и воздухоохладителя дизеля 10Д100»
ТИ 404 «Техническое обслуживание ТО-3 турбокомпрессоров ТК-34»
ТИ 407 «Техническое обслуживание ТО-3 тяговых электродвигателей тепловозов 2ТЭ10Л, 2ТЭ10В,ТЭ3»
ТИ 410 «Опрессовка водяной системы дизеля типа Д100»
ТИ 411 «Техническое обслуживание ТО-3 пневматического тормозного оборудования тепловозов 2ТЭ10Л и ТЭ3»
ТИ 413 «Ремонт коленчатого вала, демпфера и муфты соединительной дизеля 1А-5Д49»
ТИ 415 «Техническое обслуживание ТО-3 и текущие ремонты выпрямительных установок УВКТ-5У2 и блоков БВК-1012 тепловозов серии 2ТЭ116»
ТИ 416 «Техническое обслуживание ТО-3 и текущий ремонт кожухов тяговой передачи тепловозов ТЭ3,2ТЭ10Л,М62,2ТЭ10В,2ТЭ116,ТЭМ1,ТЭМ2»
ТИ 417 «Технология применения клеевых композиций при ремонте деталей локомотивов» 1978г.
ТИ 418 «Ремонт охладителя масла дизеля1А-5Д49»
ТИ 419 «Применение эластомера ГЭН-150(В) при ремонте деталей и узлов локомотивов»
ТИ 420 «Технологическая инструкция на техническое обслуживание и ремонт аппаратов и устройств электропневматического тормоза локомотивов и моторвагонного подвижного состава» 1978г.
ТИ 421 «Технологическая инструкция осмотр, ремонт и поверка электронных счетчиков типа Ф440» 1982г.
ТИ 425 «Техническое обслуживание и текущие ремонты полупроводниковых преобразовательных установок отечественных электровозов переменного тока»
ТИ 426 «Ремонт компрессоров типа ЭК-7»
ТИ 427 «Технологическая инструкция по обеспечению гарантированных осевых зазоров в задних подшипниках букс электровозов ЧС4»
ТИ 428 «Ремонт и упрочнение стеклопластиковых кожухов зубчатых передач электровозов ВЛ10,ВЛ11,ВЛ80 всех индексов»
ТИ 430 «Ремонт турбокомпрессора 6ТК»
ТИ 431 «Безразборная промывка лабиринтов турбокомпрессоров ТК-34 (Дополнение к ТИ 275 )»
ТИ 432 «Ремонт охладителя наддувочноговоздуха дизеля 1А-5Д49»
ТИ 436 «Технология вклейки в стенке дугогасительных камер контакторов и выключателей вставок из микалекса»
ТИ 440 «Ремонт привода тахометра дизеля 1А-5Д49»
ТИ 441 «Техническое обслуживание ТО-3 и текущие ремонты вспомогательной электроаппаратуры тепловоза 2ТЭ116»
ТИ 442 «Ремонт привода компрессора тепловоза 2ТЭ116»
ТИ 443 «Ремонт коллекторов и труб выпускных дизеля 1А-5Д49»
ТИ 445 «Техническое обслуживание ТО-2 и текущий ремонты электронных блоков управления выпрямительно-инверторных преобразователей (БУВИП) электровоза ВЛ80р»
ТИ 446 «Ремонт механизма управления топливными насосами и предельного выключателя дизеля 1А-5Д49»
ТИ 448 «Техническое обслуживание и ремонт системы управления выпрямительной установкой ВВЭ-250/250»
ТИ 456 «Технологическая инструкция изготовление и монтаж полиэтиленовых труб в сифонных узлах резервуаров установок пожаротушения тепловозов и дизель поездов»
ТИ 461 «Монтаж и эксплуатация сменных двухступенчатых фильтроэлементов из синтетических материалов в фильтрах грубой очистки топлива на тепловозах 2ТЭ10М и ТЭ3»
ТИ 463 «Ремонт вентилятора охлаждения тягового генератора тепловоза 2ТЭ116»
ТИ 465 «Ремонт шатунно-поршневой группы, втулки и крышки цилиндра дизеля 14Д40»
ТИ 466 «Ремонт валов коленчатых и коренных подшипников дизелей 14Д40и 11Д45»
ТИ 467 «Ремонт антивибратора дизеля 14Д40»
ТИ 475 «Ремонт водяного насоса дизеля 14Д40»
ТИ 480 «Наладка рекуперативной схемы электровозов постоянного тока в локомотивных депо»
ТИ 481 «Техническое обслуживание ТО-2 и текущий ремонты блоков системы формирования импульсов выпрямительно-инверторного преобразователя БСФИ ВИП электровоза ВЛ80р»
ТИ 482 «Техническое обслуживание и ремонт электропневматических контакторов отечественных электровозов постоянного тока»
ТИ 483 «Техническое обслуживание и ремонт электропневматических контакторов отечественных электровозов переменного тока» 1982г.
ТИ 484 «Осмотр и ремонт электромагнитных контакторов при технических обслуживаниях и текущих ремонтах отечественных электровозов постоянного тока»
ТИ 485 «Капитальный ремонт электродвигателей НБ-430А и НБ-431 в условиях локомотивных депо»
ТИ 490 «Техническое обслуживание и текущий ремонт электродвигателя ДК-409»
ТИ 491 «Предупреждение разжижения дизельного масла топливом на дизелях 10Д100 тепловозов типаТЭ10»
ТИ 493 «Техническое обслуживание и ремонт быстродействующих выключателей БВЭ-2 и быстродействующих контакторов БК-78Т»
ТИ 496 «Техническое обслуживание и ремонт противобоксовочной защиты электровозов ВЛ60к» 1984г.
ТИ 497 «Техническое обслуживание и ремонт электромагнитных контакторов отечественных электровозов переменного тока и двойного питания»
ТИ 498 «Подготовка исключенного из инвентаря тягового подвижного состава к сдаче в металлолом» 1984г.
ТИ 499 «Подготовка и вклейка вставок из микалекса в стенки и перегородки дугогасительных камер быстродействующих выключателей типа БВП-105»
ТИ 501 «Технологическая инструкция по техническому обслуживанию и ремонту авторежимов» 1984г.
ТИ 502 «Нанесение антикоррозийного покрытия на внутренние поверхности резервуаров установок пенного пожаротушения тепловозов типов ТИП08, ТЭ3, ТЭ10, ТЭП60»
ТИ 505 «Очистка секций радиатора холодильника тепловозов методом пневмогидроудара без снятия с тепловоза»
ТИ511 «Восстановление изношенной резьбы в остове тягового электродвигателя ЭД-118А»
ТИ 512 «Техническое обслуживание и текущие ремонты челюстных тележек тепловозов ТЭ3,ТЭ7, ТЭ10, 2ТЭ10Л, ТЭМ1, ТЭМ2, ТЭМ2А, М62, ТЭП10»
ТИ 513 «Восстановление разбега тягового электродвигателя на оси колесной пары тепловозов М62, 2М62, ТЭМ2А»
ТИ 567 «Тепловоз ТЭП-70 Валопровод к редуктору гидронасосов. Редуктор гидронасосов. Гидромашина МИ 250/100. Техническое обслуживание и текущий ремонт»
ТИ 673 «Техническое обслуживание и ремонт контакторов 1КП-003, 1КМ.015,1КМ.016»
ТИ 676 «Техническое обслуживание ТО-2 электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т, ЧС6, ЧС7, ЧС8, ЧС200, работающих в скоростном движении»
ТИ 678 «Техническое обслуживание и ремонт контроллеров машиниста отечественных электровозов переменного тока»
ТИ 681 «Техническое обслуживание и текущий ремонт блока световой сигнализации при желтом с красным огне на локомотивном светофоре типа Л143» 1988г.
ТИ 686 «Монтаж и эксплуатация сменных фильтрующих элементов в фильтрах тонкой и грубой очистки топлива на тепловозах типа ТЭ10, М62, 2ТЭ116 и ТЭ3»
ТИ 695 «Техническое обслуживание и ремонт БУРТ-12, БУРТ-125 и БИ-940 электровозов ВЛ80т, ВЛ80с»
ТИ 696 «Техническое обслуживание и текущий ремонт «блока включения ЭПТ при экстренном торможении типа Л175» 1989г.
ТИ 697 «Ремонт места установки поглощающего аппарата автосцепного устройства в буферном брусе электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ60, ВЛ15, ВЛ85»
ТИ 700 «Техническое обслуживание и ремонт токоприемников электровозов ЧС-4, ЧС-4Т, ЧС-8»
ТИ 701 «Техническое обслуживание и ремонт блоков управления реостатным торможением БУРТ-16 электровозов ВЛ80т, ВЛ80с»
ТИ 702 «Техническое обслуживание и ремонт блоков управления выпрямительно-инверторными преобразователями БУВИП-133 и панелей питания ПП-290 электровозов ВЛ80р, ВЛ85»
ТИ 704 «Турбокомпрессор PDH-50V. Инструкция по техническому обслуживанию и текущему ремонту»
ТИ 708 «Техническое обслуживание и текущий ремонт устройства контроля бдительности типа Л116»
ТИ 709 «Техническое обслуживание и ремонт тяговых трансформаторов отечественных электровозов переменного тока и двойного питания»
ТИ 711 «Топливные насосы дизелей типа Д100 и Д49, 11Д45, 14Д40, ПД1М, К6S310ДR»
ТИ 714 «Техническое обслуживание и текущие ремонты механической части электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ82» 1992г
ТИ 719 «Техническое обслуживание и текущие ремонты механической части электровозов ВЛ15, ВЛ85» 1993г
ТИ 720 «Техническое обслуживание и текущий ремонт электронно-блочной аппаратуры электропоездов ЭР9в/и»
ТИ 721 «Эластичная муфта привода вспомогательного оборудования тепловозов типа М62. Технологическая инструкция по техническому обслуживанию и техническому ремонту»
ТИ 722 «Техническое обслуживание и ремонт тягового электродвигателя 5АL4442nP электровозов ЧС8»
ТИ 723 «Редуктор с нагнетателем дизеля14Д40У2. Технологическая инструкция по техническому обслуживанию и текущему ремонту»
ТИ 724 «Техническое обслуживание и ремонт разрядников и ограничителей перенапряжений электровозов переменного тока» 1993г.
ТИ 725 «Техническое обслуживание и текущий ремонт электронно-блочной аппаратуры управления тепловозов 2ТЭ116
ТИ 727 «Техническое обслуживание и текущий ремонт асинхронных электродвигателей АЭ92-4, АЭ92-402, АНЭ225L 4УХЛ2» 1994г.
ТИ 728 «Техническое обслуживание и ремонт тягового электродвигателяТЛ-3»
ТИ 729 «Техническое обслуживание и текущие ремонты ТР-1,ТР-2 тележек электровозов ЧС7,ЧС8»
ТИ 731 «Определение и регулирование развески электровозов ВЛ10в/и, ВЛ80в/и, ВЛ11, ВЛ82» 2000г.
ТИ 732 «Обработка триботехническим составом «НИОД» деталей и узлов локомотивных компрессоров»
ТИ 733 «Обработка триботехническим составом»НИОД» зубчатой передачи тяговых редукторов локомотивов»
ТИ 734 «Обработка триботехническим составом РВС деталей и узлов локомотивных компрессоров»
ТИ 735 «Обработка триботехническим составом «РВС» тепловозных двигателей»
ТИ 736 «Обработка триботехническим составом <<НИОД>> тепловозных двигателей»
ТИ 737 «Определение и регулирование развески электровозов ВЛ15, ВЛ85, ВЛ60, ЭП-1»
ТИ 738 «Определение и регулирование развески электровозов серии ЧС»
ТИ 739 «Определение и регулирование развески тепловозов»
ТИ 743 «Техническое обслуживание ТО-2 электровоза ЧС2к»
ТИ 745 «Обыкновенное и полное освидетельствование колесных пар со сменой бандажей электровозов ЧС2К»
ТИ 748 «Технологическая инструкция ремонт буксового узла колесной пары тепловоза ЧМЭ3»
ТИ 749 «Регулирование развески локомотивов»
ТИ 750 «Текущий ремонт ТР электровоза ЧС2К»
ТИ 751 «Обыкновенное и полное освидетельствование колесных пар со сменой бандажей тепловозов ЧМЭ3»
ТИ 752 «Техническое обслуживание и ремонт тягового электродвигателя НБ-514»
ТИ 753 «Техническое обслуживание и ремонт тяговых электродвигателей AL4846еТэлектровозов ЧС2»
ТИ 754 «Техническое обслуживание и ремонт тягового электродвигателя НБ-418»
ТИ 756 «Техническое обслуживание и текущие ремонты механической части электровозов ВЛ10, ВЛ11, ВЛ80, ВЛ82» 2004г.
ТИ 765 «Обыкновенное освидетельствование колесных пар отечественных грузовых и маневровых тепловозов»
ТИ 768 «Обыкновенное освидетельствование колесных пар электровоза ЭП-1» 2005г.
ТИ 769 «Обыкновение освидетельствование колесных пар тепловоза ТЭП70»
Инструкции ЦТ
ЦТ-6 Общие технические требования к противопожарной защите тягового подвижного состава.
ЦТ-21-01 Методические рекомендации по предупреждению электротравматизма локомотивных бригад при осмотре крышевого оборудования электровозов, электропоездов и тепловозов.
ЦТ-31 О внесении изменений в положение о приемщике.
ЦТ-40 Положение о локомотивной бригаде ОАО «РЖД».
ЦТ-44 Типовой устав локомотивного депо железной дороги.
ЦТ-59/р «Об утверждении «Памятки машинисту локомотива по предупреждению случаев обрывов автосцепок в грузовых поезда»
ЦТ-67 Положение о приемщике локомотивов Дирекции тяги-филиала ОАО «РЖД».
ЦТ-291 Инструкция о порядке расследования и учета случаев порч, неисправностей, непланового ремонта, повреждений и отказов локомотивов и моторвагонного подвижного состава.
ЦТ-310 Инструкция о порядке пересылки локомотивов и моторвагонного подвижного состава.
ЦТ-329 Инструкция по формированию, ремонту и содержанию ко-лесных пар тягового подвижного состава железных дорог колеи 1520 мм.
ЦТ-330 Инструкция по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонногоподвижного состава.
ЦТ-336 Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов .
ЦТ-342 Положение о техническом знаке российских железных дорог для локомотивов и моторвагонного подвижного состава.
ЦТ-397 Инструкция по эксплуатации комплексов средств сбора и регистрации данных кпд-3 и расшифровке диаграммных лент.
ЦТ-401 Должностная инструкция дежурному по основному, оборотному локомотивному депо, пункту оборота локомотивов и подмены локомотивных бригад.
ЦТ-468 Правила технического обслуживания и текущего ремонта тепловозов 2ТЭ116.
ЦТ-479 Правила текущего ремонта и технического обслуживания электропоездов.
ЦТ-519 Правила технического обслуживания и текущего ремонта тепловозов ТЭМ2, ТЭМ2А, ТЭМ2У, ТЭМ2УМ.
ЦТ-533 Инструкция по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава.
ЦТ-535 Типовая инструкция по охране труда для слесарей по ремонту электроподвижного состава ТОИ Р-32-ЦТ-535-98.
ЦТ-555 Типовая инструкция по охране труда для локомотивных бригад.
ЦТ-594 Должностная инструкция машинисту-инструктору бригад путевых машин и моторно-рельсового транспорта.
ЦТ-613 Инструкция по эксплуатации локомотивных скоростемеров зсл-2м приводов к ним и по расшифровке скоростемерных лент.
ЦТ-635 Правила текущего ремонта и технического обслуживания электровозов переменного тока.
ЦТ-647 Инструкция о порядке эксплуатации, технического обслуживания и ремонта локомотивов, использующихся в пассажирском движении.
ЦТ-685 Инструкция по техническому обслуживанию электровозов и тепловозов в эксплуатации.
ЦТ-725 Правила текущего ремонта и технического обслуживания электровозов постоянного тока.
ЦТ-775 Инструкция по постановке, консервации и содержанию локомотивов и моторвагонного подвижного состава в запасе МПС России и резерве железной дороги.
ЦТ-781 Инструкция о порядке и методах измерений при учетных операциях с нефтепродуктами на предприятиях МПС.
ЦТ-814 Инструкция по подготовке к работе и техническому обслуживанию электровозов в зимних и летних условиях.
ЦТ-833 Типовая инструкция по охране труда для машиниста пескоподающей Установки.
ЦТ-835 Типовая инструкция по охране труда для работников баз топлива и нефтепродуктов.
ЦТ-901 Инструкция о порядке пользования локомотивной аппаратурой системы автоматического управления торможением поездов САУТ-Ц.
ЦТ-902 Инструкция по техническому обслуживанию локомотивной аппаратуры системы автоматического управления торможением поездов САУТ-Ц.
ЦТ-911 Типовая инструкция по охране труда для работников химико-технических лабораторий федерального железнодорожного транспорта.
ЦТ-912 Положение о машинисте-инструкторе локомотивных бригад.
ЦТ-922 Положение о технике по расшифровке лент скоростемеров.
ЦТ-926 Отраслевые правила по охране труда на базах твердого топлива железных дорог.
ЦТ-950 Инструкция о порядке присвоения восьмизначных идентификационных номеров тяговому подвижному составу.
ЦТ-2315 Правила передачи локомотивов и моторвагонного подвижного состава с одной железной дороги на другую.
ЦТ-2510 Положение о локомотивном депо железной дороги.
ЦТ-4221 Инструкция о порядке перенумерования тягового подвижного состава.
ЦТ-4418 Инструкция о порядке исключения из инвентаря железных дорог тягового подвижного состава.
ЦТ-4443 Технические требования на переоборудование (реконструкцию) базы запаса паровозов для обеспечения хранения.
ЦТ-4651 Инструкция о порядке пользования устройством контроля бдительности машиниста УКБМ в системе автоматической локомотивной сигнализации АЛСН.
ЦТ-4710 Инструкция о порядке пользования локомотивными устройствами унифицированной системы автоматического управления тормозами (САУТ-У).
ЦТ-БД-35 Рекомендации по минимизации случаев образования ползунов и наваров на колесных парах пассажирских вагонов.
ЦТВР-205 Правила капитального ремонта тепловозов типа ТЭМ1, ТЭМ2 .
ЦТ-ЦТВР-147 Правила капитального ремонта КР1 и КР2 дизель поездов типа ДР-1 и их моторных и прицепных вагонов .
ЦТРТ-14/97 Технические указания по подготовке, эксплуатации и обслуживанию тепловозов и дизель поездов в зимних условиях.
ЦТК-10-2001 Положение по устройству и содержанию домов и комнат отдыха локомотивных бригад.
ЦТлб-3/2 Типовая должностная инструкция машинисту электровоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/3 Типовая должностная инструкция машинисту тепловоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/4 Типовая должностная инструкция помощника машиниста электровоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/5 Типовая должностная инструкция помощника машиниста тепловоза эксплуатационного локомотивного депо ОАО «РЖД».
ЦТлб-3/6 Типовая должностная инструкция машинисту инструктору локомотивных бригад эксплуатационного локомотивного депо ОАО «РЖД».
ЦТ-18/6 Технологическая инструкция по ультразвуковому контролю бандажей колес локомотивов после их обточки.
ЦТРтр-36/12 «Инструкция по ультразвуковому контролю деталей колесных пар электровозов серии Э5К, 2ЭС5К, 2ЭС4К, ЭП2К, 2ЭС6»
ЦТРтр-36/8-1 «Инструкция по ультразвуковому контролю валов якорей тяговых электродвигателей локомотивов с использованием унифицированных стандартных образцов СО-2 или СО-3Р»
ЦТтех-36/7 «Технологическая инструкция по ультразвуковому контролю деталей электровоза серии ЭП-1»
ЦТ-ЦВ-ЦЛ-590 Инструкция по восстановлению и упрочнению индукционно-металлургическим способом деталей узлов трения подвижного состава.
ЦТ-ЦП-ЦВ-581 Правила надзора за воздушными резервуарами подвижного состава железных дорог российской федерации.
ЦТ-ЦТВР-409 Основные условия ремонта и модернизации тягового подвижного состава, узлов и агрегатов на ремонтных заводах МПС России.
ЦТ-ЦТВР-4677 Правила ремонта электрических машин тепловозов .
ЦТ-ЦТВР-4782 Правила ремонта электрических машин электроподвижного состава.
ЦТ-ЦУВС-ЦТВР-4806 Инструкция о порядке проведения работ по оценке качества кабин отремонтированных локомотивов на соответствие санитарно-гигиеническим требованиям.
ЦТ-ЦУО-175 Инструкция по обеспечению пожарной безопасности на локомотивах и моторвагонном подвижном составе.
ЦТ-ЦШ-659 Инструкция по техническому обслуживанию комплексного локомотивного устройства безопасности.
ЦТ-ЦШ-857 Инструкция по техническому обслуживанию автоматической локомотивной сигнализации непрерывного типа (АЛСН) и устройств контроля бдительности машиниста .
ЦТ-ЦШ-889 Инструкция о порядке пользования автоматической локомотивной сигнализацией непрерывного типа (АЛСН) и устройствами контроля бдительности машиниста.
ЦТ-ЦШ-907 Инструкция по эксплуатации комплексного локомотивного устройства безопасности.
ЦТ-ЦЭ-844 Инструкция о порядке использования токоприемников электроподвижного состава при различных условиях эксплуатации.
ЦТ-ЦЭ-860 Инструкция о порядке действий локомотивных бригад и работников дистанций электроснабжения при повреждениях токоприемников контактной сети и комиссионном их рассмотрении.
ЦУВС-552 Инструкция О порядке организации и проведения предрейсовых медицинских осмотров работников локомотивных бригад.
ЦУКС-788 Инструкция о порядке осмотров зданий и сооружений, эксплуатируемых организациями федерального железнодорожного транспорта.
ЦУО-112 Правила пожарной безопасности на железнодорожном транспорте.
ЦУО-130 Инструкция по служебному расследованию, учету пожаров и последствий от них на железнодорожном транспорте.
ЦУО-286 Инструкция о порядке служебного расследования и учета на железнодорожном транспорте несчастных случаев с людьми, не связанных с производством.
ЦЧУ-250 Инструкция по учету наличия, состояния и использования локомотивов и моторвагонного подвижного состава.
ЦЧУ-493 Инструкция по составлению отчетности о выполнении установленной продолжительности непрерывной работы локомотивных бригад грузового движения.
ЦЧУ-919 Инструкция по учету выполнения графика движения пассажирских, пригородных и грузовых поездов.
ЦЧУ-4832 Инструкция по заполнению маршрутов машиниста.
ЦЧУЛ-68 Инструктивные указания о порядке составления учетных форм по локомотивному хозяйству.
ЦШ-ЦТ-907 Инструкция по эксплуатации комплексного локомотивного устройства безопасности.
Ш-280У О порядке служебного расследования случаев внезапной смерти работников, обеспечивающих движение поездов.
Ш-895у Указание об учете локомотивов и моторвагонного подвижного состава, прошедших капитальный ремонт КРП.
Другие инструкции
Правила технической эксплуатации железных дорог Российской Федерации (ПТЭ с изменениями от 01.09.2016г)
«Инструкция по осмотру, освидетельствованию, ремонту и формированию колесных пар локомотивов и моторвагонного подвижного состава железных дорог колеи 1520 мм» утвержденная Распоряжением ОАО «РЖД» №2631р от 22 декабря 2016г.
Колесные пары тягового подвижного состава железных дорог колеи 1520 мм. Руководство по эксплуатации, техническому обслуживанию и ремонту КМБШ.667120.001РЭ.
«Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог» утвержденное распоряжением ОАО «РЖД» №2745р от 28 декабря 2010г
«Правила технического обслуживания тормозного оборудования и управления тормозами железнодорожного подвижного состава» утвержденные Советом по железнодорожному транспорту государств-участников Содружества (протокол от «6-7» мая 2014г №60) (Взамен ЦТ-ЦВ-ЦЛ-ВНИИЖТ-277 с изменениями от 19.05.2016г.)
«Инструкция по применению смазочных материалов в локомотивах и моторвагонном подвижном составе» 01ДК.421457.001 И.
«Руководство по техническому обслуживанию, ремонту и испытанию тормозного оборудования локомотивов и моторвагонного подвижного состава» утвержденное распоряжение ОАО «РЖД» от 12 мая 2015 г. №1191р (Дополнение инструкции ЦТ-533)
«Инструкция по подготовке к работе и техническому обслуживанию электровозов в зимних и летних условиях» утвержденное распоряжением ОАО «РЖД» №77р от 20 января 2012г
ТИ №62763926.021.73.001/2010 «Технологическая инструкция по обмывке кузовов грузовых, пассажирских и маневровых локомотивов»
РК 103.11.369-2005 Инструкция по обкаточным испытаниям после заводского ремонта электровозов переменного и постоянного тока.
РД 32 103.929-93 Испытание электровозов серии ЧС4, ЧС4Т после капитальных ремонтов КР-1, КР-2.
103.25200.60025 «Технологическая инструкция на капитальный ремонт вентильных разрядников типа РВЭ-25М и РВМК-IV-VM-VI»
ТИ 103.11394-2005 «Технологическая инструкция по восстановлению вкладышей МОП тепловозов ЧМЭ3»
«Технологическая инструкция по заливке моторно-осевых подшипников локомотивов баббитом Б16»
И 103.11.379-2005 «Инструкция по обкаточным испытаниям тепловозов после среднего и капитального ремонта»
103.25200.60027 «Технологическая инструкция на капитальный ремонт электрических печей типа ПЭТ и электрокалориферов»
H613 Ин «Модернизация электропневматического клапана автостопа»
Р1224 Ин «Модернизация электропневматического клапана автостопа»
P1835 Ин «Установка верхних рукояток бдительности РБв (РБС)»
Р1634 «Каталог деталей тепловоза ТЭМ2, подлежащих неразрушающему контролю»
Р1487 «Технологическая инструкция и каталог норм выхода лома цветных металлов при разделке списанных тепловозов»
Технологическая инструкция по обмывке кузовов грузовых, пассажирских и маневровых локомотивов ТИ №62763926.021.73.001/2010
Инструкция по эксплуатации локомотивных устройств безопасности №Л230 от 19.10.2016г.
ПОТ РО-32-ЦТ-668-99 «Правила по охране труда при техническом обслуживании и текущем ремонте тягового подвижного состава и грузоподъемных кранов на железнодорожном ходу»
ТОИ Р-32-ЦТ-833–01 «Типовая инструкция по охране труда для машиниста пескоподающей установки»
ТОИ Р-32-ЦТ-728-99 «Типовая инструкция по охране труда для слесаря по ремонту тепловозов и дизель-поездов»
ТОИ Р-32-ЦТ-832-01 «Типовая инструкция по охране труда для экипировщика локомотивов»
ТИ РО-13153-ЦТ-911-02 «Типовая инструкция по охране труда для работников химико-технических лабораторий федерального железнодорожного транспорта»
ИОТ РЖД – 4100612 – ЦТ – 115 – 2017 «Инструкция по охране труда для локомотивных бригад ОАО «РЖД» Утвержденная распоряжением ОАО «РЖД» №2585р от 12.12.2017г»
ПОТ РЖД – 4100612 – ЦТ – 103 – 2017 «Правила по охране труда при эксплуатации локомотивов ОАО «РЖД» Утвержденная распоряжением ОАО «РЖД» №2050р от 09.10.2017г»
ИОТ РЖД-4100612-ЦТ-031-2014 «Инструкции по охране труда машинистов локомотивов, работающих без помощников машинистов при эксплуатации локомотивов ОАО «РЖД»