РД 10-69-94
РУКОВОДЯЩИЕ ДОКУМЕНТЫ ГОСГОРТЕХНАДЗОРА РОССИИ
ТИПОВЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА РЕМОНТ ПАРОВЫХ И ВОДОГРЕЙНЫХ КОТЛОВ
ПРОМЫШЛЕННОЙ ЭНЕРГЕТИКИ
РАЗРАБОТАНЫ И ВНЕСЕНЫ Управлением по котлонадзору за подъемными сооружениями по заданию Госгортехнадзора России
Технические условия разработаны по заданию Госгортехнадзора России. Коллектив авторов: Антикайн П.А., Воронкин И.М., Жоголь В.Ф., Зыков А.К., Новиков А.Ф., Самарец Г.Н., Хапонен Н.А., Худошин А.А.
УТВЕРЖДЕНЫ Заместителем Председателя Госгортехнадзора России Карнаухом Н.Н. 1994 г.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. «Типовые технические условия на ремонт паровых и водогрейных котлов промышленной энергетики» (ТУ) разработаны в соответствии с Правилами устройства и безопасной эксплуатации паровых и водогрейных котлов (далее Правила по котлам) и нормативно-технической документацией, согласованной с Госгортехнадзором России, на основании Технического задания «ДИЭКС», согласованного с Госгортехнадзором России 15.04.93 г.
1.2. Технические условия распространяются на операции по ремонту элементов, работающих под давлением, паровых котлов, котлов-утилизаторов (в том числе газо- и жаротрубных) и энерготехнологических агрегатов (ЭТА) с давлением свыше 0,07 МПа до 4,0 МПа и водогрейных котлов с температурой нагрева воды свыше 115 °С, используемых в промышленной энергетике и отопительных котельных.
1.3. Технические условия определяют необходимый объем, технологию и организацию работ по ремонту элементов котлов.
Настоящие ТУ включают только технические требования и основные технологические приемы ремонта наиболее часто встречающихся повреждений котлов.
1.5. До начала ремонтных работ на основании требований и указаний настоящих ТУ и чертежей на котел ремонтная организация должна разработать технологическую документацию на ремонт (включая подготовку места ремонта под сварку или наплавку).
1.6. Ответственность за полноту выполненных работ, качество ремонта несет организация или лицо, проводившие ремонт.
2. ОСНОВНЫЕ И СВАРОЧНЫЕ МАТЕРИАЛЫ
2.1. Для ремонта паровых и водогрейных котлов и их деталей, работающих под давлением, должны применяться основные материалы в соответствии с Правилами по котлам, указанные в таблицах 1-4 приложения 1, и сварочные материалы, указанные в таблице приложения 2.
2.2. Используемые для ремонта материалы и полуфабрикаты должны иметь сертификаты, подтверждающие соответствие их стандартам. Материалы и полуфабрикаты должны иметь соответствующую маркировку. При отсутствии сертификата или маркировки следует провести необходимые испытания в соответствии с нормативно-технической документацией (НТД).
2.3. Используемые для ремонта электроды должны удовлетворять требованиям ГОСТ 9466, ГОСТ 9467 и ГОСТ 10052. Контроль качества присадочных материалов должен осуществляться в соответствии с технической документацией на их изготовление.
3. ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ РАБОТ, ПЕРСОНАЛУ, СРЕДСТВАМ И ОБЪЕКТУ РЕМОНТНЫХ ОПЕРАЦИЙ
3.1. Организация проведения ремонтных работ возлагается на владельца котла.
3.2. Работы по ремонту котла, сдача-приемка котла после ремонта владельцу должны выполняться специализированной организацией, для которой такой вид деятельности предусмотрен уставом, располагающей необходимым оборудованием и материалами, нормативно-технической документацией на ремонт и контроль качества, обученными и аттестованными в установленном порядке специалистами и персоналом.
3.3. Ремонтная организация (предприятие), выполняющая ремонт, должна получить разрешение (лицензию) на проведение указанных работ в органе госгортехнадзора в установленном порядке.
3.4. К сварочным работам по ремонту котла, включая прихватку и наплавку, допускаются сварщики, аттестованные в соответствии с Правилами аттестации сварщиков, утвержденных Госгортехнадзором России, и имеющие удостоверение сварщика установленного образца. При этом сварщики могут быть допущены к тем видам работ, которые указаны в удостоверении.
3.6. Специалисты по ремонту котлов должны пройти проверку знаний Правил по котлам, настоящих технических условий, норм и инструкций, регламентирующих выполнение работ и контроль качества в порядке, установленном Госгортехнадзором России.
3.7. Слесари, выполняющие ремонтные работы, должны иметь квалификацию не ниже 4-го разряда и практические навыки по ремонту котлов.
3.8. По каждому ремонтируемому котлу до начала ремонтных работ составляются:
-
акт о техническом состоянии котла до ремонта;
-
проект организации работ и технологические указания по проведению сварочных работ;
-
спецификация на оборудование, запасные элементы, инструмент, оснастку, такелажные приспособления.
3.9. Если в процессе ремонта будут выявлены дополнительные дефекты, то на них также составляется акт.
3.10. При проведении ремонтных работ может применяться ручная электродуговая, аргонодуговая, механизированная в СО и газовая сварка.
и газовая сварка.
Технология сварки и наплавки, применяемая при ремонте котлов, должна быть аттестована в соответствии с Правилами по котлам. Сварочные работы должны проводиться при положительной температуре окружающего воздуха. Допускается выполнять сварку в условиях отрицательной температуры при соблюдении требований НТД (ПТД) и создании необходимых условий для сварщиков (защита от ветра, дождя, снегопада).
3.11. Для своевременного и качественного ремонта котлов должны быть заранее изготовлены запасные части по требуемой номенклатуре: трубы, фланцы, пробки, патрубки, заготовки для заплат и т.п., а также необходимое количество соответствующих электродов, имеющих паспорт, согласно приложению 2.
3.12. Подробное описание проведенных ремонтных работ должно быть зафиксировано в ремонтном журнале в соответствии со ст.9.5.2 Правил по котлам. Запись делается за подписью лица, ответственного за исправное состояние и безопасную эксплуатацию котла. В частности, должны быть зафиксированы сведения об объеме выполненных работ по очистке котла и замене элементов котла, а также сведения о способах и размерах выборки недопустимых дефектов (коррозионных поражений, трещин и т.п.), примененных материалах и электродах, технологии сварки и сведения о сварщиках, о методах, объемах и результатах контроля.
4. РЕМОНТ БАРАБАНОВ, КОЛЛЕКТОРОВ, КОРПУСОВ, КАМЕР, ЖАРОВЫХ ТРУБ КОТЛОВ
4.1. Ремонт барабанов, коллекторов, корпусов котлов, жаровых труб и камер наплавкой при наличии коррозионных повреждений производят в случае, если толщина его стенки после выборки дефектов окажется меньше расчетной по ОСТ 108.031.08-85 — ОСТ 108.031.10-85 «Котлы стационарные и трубопроводы пара и горячей воды. Нормы расчета на прочность» и составляет не менее 50% номинальной. Это требование в равной мере может быть отнесено к штуцерам и другим элементам. Наплавка является неприемлемой, если толщина стенки в месте выборки менее 3 мм.
4.2. Более глубокие разъедания на значительной поверхности устраняют вырезкой дефектных участков и вваркой заплат, заменой обечаек, штуцеров или других элементов.
4.3. На котлах типа ДКВР, ДЕ, КЕ коррозионные разъедания стенок барабанов допускаются без ремонта при глубине до 10% от толщины стенки при условии тщательного контроля за развитием коррозионных повреждений.
4.4. Трещины глубиной до 1/3 толщины стенки барабана ремонтируют как поверхностные, а большей глубины — как сквозные.
4.5. Границы трещин определяются магнитной (МПД) или цветной (ЦД) дефектоскопией. По границам трещин наносят керны и производят сверление на расстоянии 10-30 мм от них для предупреждения распространения их в длину. Сверления должны выполняться последовательно сверлами нескольких диаметров, начиная с диаметра 4-5 мм, с рассверливанием их уступами с тем, чтобы обеспечить плавное раскрытие металла для заварки выборки в месте трещины.
Трещины глубиной свыше 1/3 глубины стенки барабана необходимо разделывать насквозь.
4.6. Выборка трещин в корпусе котла, барабана, жаровой трубе, коллекторе должна производиться только механическим путем и иметь чашеобразную форму разделки с углом скоса 12-15°. Полнота выборки дефектного металла контролируется МПД или ЦД.
4.7. Сварочные работы на котле должны вестись под наблюдением специалиста по сварке ремонтной организации.
4.8. Перед выполнением сварочных работ на барабане, корпусе котла, жаровой трубе или коллекторе, независимо от наличия удостоверения, сварщик должен сварить контрольное соединение из той же стали, той же конструкции шва с применением рекомендуемых электродов и на том же режиме сварки.
Контрольное соединение должно быть проверено теми же методами, что и основные сварные соединения. Сварщик может быть допущен к выполнений сварочных работ при положительных результатах этой проверки.
4.9. Наплавка в местах выборки коррозионных поражений или трещин должна производиться на участке, выходящем за пределы зоны наплавки на 5-8 мм с каждой стороны с усилением не менее 2 мм. Усиление удаляется зашлифовкой заподлицо с основным металлом.
4.10. Заплаты необходимо устанавливать вместо удаленного металла отдулин, массовых глубоких коррозионных поражений или растрескивания металла.
Выпучины в барабанах и корпусах котлов допускаются без выправки при расположении их вне зоны сварных швов и трубных отверстий, если прогиб (высота), определенный относительно наименьшего размера их основания, не превышает 2%, но не более 1% диаметра барабана.
При большем прогибе возможность эксплуатации котла при расчетных или сниженных параметрах может быть допущена на основании заключения специализированной или экспертной организации.
4.11. Вырезка для установки заплаты должна превышать по своим размерам зону поврежденного металла в каждую сторону на 20-50 мм.
Заплата подгоняется по радиусу барабана и размерам вырезанного отверстия.
4.12. Вырезка для заплаты должна иметь форму овала или прямоугольника с плавными округлениями углов радиусом не менее 100 мм.
4.13. Толщина листа заплаты должна быть такой же, как толщина ремонтируемого элемента.
4.14. Заплата должна устанавливаться в корпусе котла, барабане, коллекторе, жаровой трубе или газовой коробке встык.
4.15. Заготовку заплаты следует вальцевать на требуемый радиус кривизны цилиндра перед вырезкой заплаты.
4.16. Вырезка дефектного участка должна выполняться газовой или плазменной резкой. Вырезку участка корпуса или жаровой трубы производят снаружи к центру котла. После вырезки механическим способом удаляют грат и обеспечивают V-образную разделку с углом 30° и притуплением 1,0-1,5 мм.
4.17. Заплата должна устанавливаться эксцентрично с зазором в месте начала сварки большим по сравнению с другими местами.
4.18. Вварка заплаты для исключения короблений и снижения остаточных напряжений должна производиться обратно-ступенчатым способом.
4.19. Усиление сварного стыкового шва приварки заплаты необходимо снимать заподлицо, или оставляют усиление не более 2 мм с плавным переходом.
4.20. Одиночные коррозионные язвенные поражения на корпусе жаротрубного котла при остаточной толщине стенки менее 3 мм удаляются сквозной засверловкой или фрезерованием. При диаметре до 30 мм может быть установлена сплошная круглая пробка из механически обработанного прутка. Цилиндрическая круглая пробка должна иметь плотное прилегание к отверстию, не иметь признаков расслоения металла или других видимых дефектов. Ее высота должна равняться двойной толщине стенки корпуса котла. Пробка должна выступать в обе стороны на половину толщины корпуса котла. Для сварки необходимо применять электроды диаметром до 3 мм. Сварка короткой дугой со смещением «замка» последующего слоя относительно предыдущего на 10-15 мм с зачисткой от шлака и брызг после наложения каждого слоя. Катет сварного шва должен быть не менее половины толщины стенки корпуса котла. Сварка должна осуществляться с обеих сторон (изнутри и снаружи). Металл корпуса котла по обе стороны от отверстия должен быть зачищен до металлического блеска на расстоянии не менее 20 мм от кромки отверстия.
4.21. При размере коррозионного поражения корпуса от 30 до 100 мм и остаточной толщине менее 3 мм ремонт производится установкой патрубка с заглушкой. Отверстие под патрубок выполняется сверлением с обеспечением зазора в пределах, установленных стандартом для конструктивных элементов принятого углового соединения.
Во внутрь корпуса патрубок должен выступать на величину, равную его наружному диаметру. Наружу патрубок должен выступать на 8-12 мм. Изнутри котла патрубок должен иметь плоскую заглушку.
Толщина трубы и плоской заглушки должна определяться расчетами на прочность по ОСТ 108.031.08-10-85 «Котлы стационарные паровые и трубопроводы пара и горячей воды. Нормы расчета на прочность». Катеты сварных швов, крепящих патрубок изнутри и снаружи корпуса котла, и катет сварного шва плоского донышка должны определяться расчетом.
Патрубок и заглушка должны быть изготовлены из материала, соответствующего металлу корпуса (барабана) котла.
4.22. Ремонт штуцеров барабанов котлов производят подваркой, бандажированием или их заменой.
4.22.1. Ремонтная подварка выполняется, когда толщина стенки штуцера после устранения дефекта окажется меньше расчетной, но будет не менее 3 мм.
4.22.2. Бандажирование производят для укрепления штуцеров, имевших ремонтные выборки дефектов. Длина бандажа вдоль образующей штуцера должна превышать длину выборки на 10-15 мм, толщина бандажа должна быть не менее толщины ремонтируемого штуцера. Бандажные втулки на ремонтируемый штуцер следует надевать горячей посадкой на штуцер или сваркой двух половин втулки, плотно прижатых к штуцеру перед сваркой.
4.22.3. Замена штуцера необходима при утонении стенки до толщины менее 3 мм или при полной выборке металла штуцеров при повторных ремонтах.
5. РЕМОНТ ПОВЕРХНОСТЕЙ НАГРЕВА
5.1. Перед ремонтом необходимо произвести очистку внутренних и наружных поверхностей труб. Работы проводятся после останова и расхолаживания котла до температуры не выше 40 °С.
5.2. Очистка внутренних поверхностей экранных, кипятильных или пароперегревательных труб может выполняться химическим или механическим способами.
Химическая очистка внутренних поверхностей должна осуществляться по инструкции завода-изготовителя котла или по инструкции специализированной организации.
Механическая очистка от накипи должна выполняться шарошечными головками с электрическим или пневматическим приводом. Диаметр шарошечной головки в сложенном виде должен быть на 3-4 мм меньше номинального внутреннего диаметра трубы. Места зачистки шарошками омывают водой для охлаждения шарошек и смыва разрушенных отложений.
Качество очистки проверяют визуальным осмотром с подсветом электрической лампой и прогонкой контрольным шаром. Диаметр шара должен регламентироваться НТД (ПТД).
5.3. Очистка наружной поверхности трубной системы котла при рыхлых отложениях выполняется металлическими щетками. При твердых отложениях пиками, шиберами, затупленными зубилами или нераскидными шароками. После механической очистки необходимы обдувка или обмывка водой (приняв меры защиты обмуровки от разрушения водой). Обивку шлака необходимо начинать сверху.
5.4. Дефектные участки труб или трубы допускается удалять газовой, плазменной или механической резкой; трубы, закрепленные по концам в вальцовочных соединениях, выбивают, стремясь не повредить гнезда.
5.5. Общие требования к сварочным работам при замене дефектных труб или их участков изложены в шестом разделе.
5.6. При замене труб, стыкуемых угловым швом с барабаном или коллектором, удаляют механическим способом остатки наплавленного металла заподлицо с поверхностью. Поверхность барабана или коллектора вокруг отверстия на расстоянии 10-15 мм, отверстия на всю глубину и концы устанавливаемых труб тщательно зачищают.
5.7. При стыковой сварке труб снимают фаску и обеспечивают перпендикулярность плоскости реза к оси трубы. Сборка стыка производится с применением приспособлений, обеспечивающих смещение кромок не более 1,5 мм и излом оси не более 1,5 мм на 290 мм.
5.8. Угловые сварные швы приварки труб поверхностей нагрева к барабанам и камерам и стыковые швы должны быть многослойными (не менее двух слоев).
5.9. Гибка ремонтных труб должна производиться в холодном состоянии на трубогибочных станках. Выполняется выборочный контроль овальности и утонения гнутых труб в объеме не менее 10%. Овальность не должна превышать 20% и утонение не более 20%.
5.10. Покоробленные экранные и кипятильные трубы подлежат подгибке или рихтовке, если погнутость или смещение выходит за пределы допускаемых отклонений. Отклонение труб от плоскости общего ряда не должно превышать 10 мм.
В зависимости от характера и величины коробления, расположения покоробленного участка и конструкции крепления рихтовку производят с нагревом трубы или без нагрева.
Отдельные трубы рихтуют с помощью нагрева их с выпуклой стороны погнутого участка. Нагрев производят на длине 200-250 мм и ширине 30-40 мм.
Рихтовку экранных и кипятильных труб производят при помощи специальных приспособлений, домкратов, клиньев, талей и других устройств, а также регулировкой натяжения креплений.
Змеевики пароперегревателя и экономайзера выравнивают регулировкой длины подвесок и восстановлением дистанционных креплений.
Правку труб с нагревом выполняют при их значительной погнутости. Трубы из углеродистой стали нагревают до 1050 °С. Правку заканчивают при температуре не ниже 750 °С.
5.11. Стыки труб поверхностей нагрева с дефектами, устранение которых местной подваркой недопустимо, удаляют.
5.12. При ремонте вальцовочных соединений допускается их обварка в соответствии с рекомендациями, изложенными в письмах Госгортехнадзора (N 11-40/221 от 25.03.81 г., N 11-40/420 от 10.10.78 г.).
6. РЕМОНТ СВАРНЫХ СОЕДИНЕНИЙ
6.1. Дефекты по внешнему осмотру сварных соединений котла должны быть исправлены следующим образом:
-
а) чрезмерные усиления сварных швов должны удаляться механическим способом, недостаточные усиления должны исправляться подваркой с предварительной зачисткой шва;
-
б) наплывы следует снять механическим способом и, в случае необходимости, подварить;
-
в) подрезы подвариваются с предварительной зачисткой места подварки швами нормального сечения;
-
г) незаплавленные кратеры и пористость на поверхности шва следует снять до здорового металла без оставления острых углов и подварить;
-
д) несплошности (свищи) в сварных соединениях допускается устранять путем выбора механическим способом места дефекта до здорового металла с последующей заваркой.
Заварка дефектного места без предварительной разделки шва запрещается.
-
е) сквозные прожоги или непровары в корневом слое, выполненном ручной или автоматической аргонодуговой сваркой, исправляют ручной или аргонодуговой сваркой с применением присадочной проволоки соответствующей марки.
6.2. Форма выборки в поперечном сечении должна быть чашеобразная с углом скоса кромок 12-15°.
Ширина разделки должна быть равна ширине шва +1,0-1,5 мм на сторону.
Выборку дефектного металла следует производить абразивным инструментом или воздушнодуговой сваркой с дальнейшей механической обработкой на глубину не менее 1 мм.
6.3. Перед исправлением стыков с трещинами необходимо определить с применением неразрушающего контроля границы (концы) трещин. По границам (концам) трещин следует выполнить сверления диаметром 2-3 мм, после чего должен быть удален дефектный металл. Полноту удаления дефекта необходимо проверить травлением поверхности выборки раствором азотной кислоты, магнитопорошковой или цветной дефектоскопией.
6.4. При ремонте местной подваркой с предварительным удалением дефектного металла (для трещин — после определения их протяженности) концы выборки необходимо вывести плавно на поверхность элемента (трубы, барабана и др.).
6.5. Перед ремонтной заваркой участок стыка следует подогреть до температуры 100-150 °С. Корневые слои шва следует варить электродами диаметром 2,5-3 мм. Последующие слои следует наплавлять электродами диаметром 3-4 мм.
Все сварочные работы, включая прихватку и наплавку, должны выполняться ручной дуговой сваркой электродами d 2-4 мм.
6.6. Выборку протяженностью до 300 мм варить на проход. Свыше 300 мм до 1000 мм в нижней части кольцевого шва и на продольных швах сварку вести от центра к краям; при вертикальном и потолочном положении сварку вести обратно-ступенчатым швом.
6.7. В случае необходимости выборки дефектов по всему сечению кольцевого шва сварку его производить обратно-ступенчатым швом, предварительно разделив все кольцо на участки 300 мм.
7. РЕМОНТ ВАЛЬЦОВОЧНЫХ СОЕДИНЕНИЙ
7.1. Прочное и плотное вальцовочное соединение трубы с трубной решеткой барабана, камерой или трубной доской достигается раздачей конца трубы до возникновения напряженного контакта между стенками трубы и отверстия.
7.2. Дефектные вальцовочные соединения должны устраняться:
— заменой дефектного конца (или всей) трубы на новый, привариваемый к оставшейся трубе с последующей развальцовкой;
— расточкой трубных отверстий.
Если устранение дефектных вальцовочных соединений не удается обеспечить подбором труб с плюсовым допуском по диаметру, следует применять следующие способы вальцевания труб:
— холодной раздачей труб;
— раздачей концов труб с нагревом;
— насадкой на концы труб рубашек из труб большего диаметра;
— приваркой к концам труб патрубков большого диаметра или точечных штуцеров;
— установкой между трубой и стенкой трубного отверстия кольца большего диаметра.
Указанные способы могут применяться при условии, что это не вызовет уменьшения перемычек между смежными отверстиями более чем на 5%.
7.3. Значения нормируемой максимальной величины раздачи для труб из сталей марок 10 и 20 в зависимости от толщины стенки приведены в табл.7.1.
Таблица 7.1
|
Толщины стенки, мм |
4 |
4 |
|
Величина раздачи, % от наружного диаметра для труб из сталей марок: |
||
|
10 |
10 |
8 |
|
20 |
8 |
5 |
7.4. Подготовленные к вальцовке наружные концы труб должны быть зачищены на длину 50-80 мм до металлического блеска. Продольные и спиральные риски должны быть выведены полностью.
7.5. Поверхности отверстий в трубных решетках барабанов или трубных досках необходимо зачистить от налета ржавчины, заусенцев, пыли, грязи до металлического блеска, а также удалить продольные и спиральные риски. Допускаются единичные спиральные риски глубиной не более 0,5 мм и шириной не более 1 мм, выходящие на одну из поверхностей барабана или трубной доски, при этом расстояние от риски до другой поверхности должно быть не менее 4 мм.
7.7.* Диаметр, овальность и конусность отверстий не должны превышать значений, приведенных в табл.7.2.
________________
* Нумерация соответствует оригиналу.
Таблица 7.2
Отклонения по диаметру, овальность и конусность отверстий
|
Номинальный наружный диаметр трубы, мм |
Наименьший диаметр отверстия, мм |
Допуск на диаметр отверстия, мм |
Допустимая овальность и конусность трубного отверстия, мм |
Наибольший зазор по диаметру между трубой и стенкой отверстия |
|
|
мм |
% от наружного диаметра трубы |
||||
|
25 |
25,3 |
+0,28 |
0,19 |
0,88 |
3,52 |
|
32 |
32,4 |
+0,34 |
0,19 |
1,14 |
3,57 |
|
38 |
38,4 |
+0,34 |
0,23 |
1,14 |
3,00 |
|
42 |
42,4 |
+0,34 |
0,23 |
1,14 |
2,72 |
|
51 |
51,4 |
+0,40 |
0,23 |
1,20 |
2,35 |
|
57 |
57,2 |
+0,40 |
0,27 |
1,40 |
2,46 |
|
60 |
60,5 |
+0,40 |
0,27 |
1,40 |
2,34 |
|
76 |
76,6 |
+0,40 |
0,27 |
1,60 |
2,11 |
|
83 |
83,7 |
+0,46 |
0,27 |
1,86 |
2,24 |
|
102 |
102,8 |
+0,46 |
0,31 |
2,06 |
2,02 |
|
108 |
108,9 |
+0,46 |
0,31 |
2,26 |
2,09 |
|
133 |
134,1 |
+0,53 |
0,36 |
2,73 |
2,05 |
7.8.* Отверстия с искаженной формой стенок (овальностью, конусностью) должны быть исправлены при помощи развертки, расточки или рассверливания.
7.8.* Чистота обработки отверстий должна быть не ниже 40.
________________
* Нумерация соответствует оригиналу.
7.9. При установке труб не допускается перекос их концов в трубных отверстиях.
Длина выступающих концов труб должна находиться в пределах, приведенных в табл.7.3.
Таблица 7.3
Длина выступающих концов труб
|
Наименование труб |
Наружный диаметр, мм |
Длина выступающего конца трубы, мм |
||
|
нормальная |
минимальная |
максимальная |
||
|
Пароперегревательные и |
38 |
9 |
6 |
12 |
|
экономайзерные* |
51-60 |
11 |
8 |
15 |
|
Экономайзерные* |
83 |
12 |
9 |
18 |
|
Кипятильные и экранные* |
102-108 |
15 |
9 |
18 |
|
Кипятильные и экранные** |
83 |
18 |
16 |
22 |
_______________
* Для камер с фасками или барабанов.
** Для камер без фасок.
7.10. Выверенные трубы по концам и шагу должны быть закреплены в отверстиях привальцовкой (прихваткой) при помощи бортовочной вальцовки до устранения зазора между наружной поверхностью трубы и стенкой отверстия. Окончательная вальцовка выполняется крепежной вальцовкой до получения полной раздачи конца трубы, необходимой геометрии и плотности соединения.
7.11. Показателем надежности вальцовочного соединения служит степень развальцовки. Величина ее определяется по формуле:

где: Н — степень развальцовки трубы;
d —
—
внутренний диаметр трубы до прихватки и развальцовки, мм;
d — внутренний диаметр трубы после развальцовки, мм;
— внутренний диаметр трубы после развальцовки, мм;
D — наружный диаметр трубы до прихватки и развальцовки, мм;
D — диаметр трубного отверстия, измеренный до установки трубы, мм.
7.12. В случае появления разрывов колокольчиков при пробной вальцовке, необходимо концы труб перед вальцовкой на длине 200-250 мм подвергать отпуску. Отпуск производить нагревом до температуры 600-650 °С (коричнево-красноватый цвет металла), выдержкой при этой температуре (из расчета 3 мин на каждый миллиметр толщины стенки) с охлаждением нагретых концов труб в сухом песке. Допускается обертка нагретых концов двумя слоями листового асбеста до полного охлаждения их на воздухе.
7.13. Качество и надежность (прочность, плотность) вальцовочного соединения характеризуется следующими данными:
7.13.1. Внутренняя поверхность развальцованной трубы должна быть гладкой, без вмятин и задиров.
7.13.2. Высота бортовочного колокольчика:
 ,
,
где  — длина вступающего конца трубы, мм (по табл.7.2)
— длина вступающего конца трубы, мм (по табл.7.2)
.
7.13.3. Переход от развальцованной части к колокольчику должен быть чистым, без следов подрезов и наката.
7.14. В вальцовочных соединениях не допускаются:
7.14.1. Трещины, плены, расслоения на концах труб.
7.14.2. Подрезы и резкие накаты в местах перехода неразвальцованной трубы в разбортованную часть.
7.14.3. Отжатия трубы в гнезде.
7.14.4. Щели и загрязнения между трубой и отверстием.
7.14.5. Отступления по максимальной и минимальной величине выступающих концов, а также отклонения угла разбортовки от 15°.
7.14.6. Недоход основания бортовочного колокольчика до кромки трубной решетки или заход его за кромку расстояния свыше 4 мм.
7.14.7. Уменьшение толщины стенки конца разбортованной трубы более чем на 20%.
7.15. Вальцовочные соединения, забракованные по дефектам, перечисленным в п.7.14, подлежат замене.
7.16. Вальцовочные соединения считаются выдержавшими гидравлическое испытание, если при его проведении пробным давлением не обнаружены признаки разрыва, течи, слезки, потения, остаточные деформации.
7.17. Дефектные соединения, обнаруженные по появлению просочившихся капель воды, необходимо подвальцевать крепежной вальцовкой, после чего произвести повторное гидравлическое испытание. Если дефект не устраняется и труба уже перевальцована, то она подлежит замене.
Перевальцовка трубы определяется визуально и измерением внутреннего диаметра развальцованной трубы в месте соединения ее с трубной решеткой барабана.
7.18. Допускается вместо трубы устанавливать в трубное отверстие заглушку, изготовленную из отрезка трубы. Требования по установке заглушки в трубное отверстие те же, как и для установки трубы. Все установленные заглушки должны быть зарегистрированы в ремонтном журнале котла, и при ближайшем капитальном ремонте котла подлежат замене трубами.
8. РЕМОНТ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
8.1. Трещины вокруг заклепочных отверстий при их незначительной протяженности удаляют развертыванием отверстий после удаления заклепок. Развернутые отверстия и металл, прилегающий к ним, обязательно проверяют на полноту удаления трещин.
8.2. Определение границ трещин и удаление дефектного металла необходимо выполнять в соответствии с пунктом 6.3 ТУ.
8.3. Разделку трещины необходимо производить в соответствии с указаниями технологии ремонта. Для снижения напряжений после сварки из-за усадки наплавленного металла выполняют предварительный подогрев кромок. В случае необходимости заварки трещин в кромках склепанных листов для уменьшения напряжений в сварном шве перед сваркой удаляют соседние заклепки.
8.4. Течи заклепочных швов при отсутствии в них трещин устраняют чеканкой. После этого допускается обваривать заклепки.
8.5. Если при ремонте удалялась часть заклепок, то на их месте устанавливают новые. Диаметр отверстия под заклепку выбирают по диаметру нагретой заклепки с тем, чтобы она могла быть вставлена и полностью заполнила отверстие при клепке. Длина заклепки определяется как сумма толщин соединяемых листов, в том числе и накладок, величины на усадку стержня заклепки и на образование замыкающей головки.
8.6. Часть заклепки, необходимая для образования замыкающей головки и усадки при клепке, принимается для заклепок с полукруглой головкой, равной 1,5 диаметра стержня. Перед клепкой проверяется соосность отверстий в соединяемых листах и при необходимости производится их развертка. Заклепки диаметром более 8 мм расклепывают в нагретом состоянии; перед клепкой их нагревают до 1150 °С. Клепка должна быть закончена при температуре 700-800 °С. Установленную в отверстие заклепку со стороны закладной головки укрепляют поддержкой, а с противоположной стороны осаживают молотком весом 3-4 кг. После осаживания заклепки с помощью обжимки, по которой ударяют молотком, формируют замыкающую головку. При этом для придания головке правильной формы обжимку поворачивают, каждый раз меняя ее наклон.
8.7. Вновь установленные заклепки признаются дефектными и должны быть заменены в случаях:
— неполного заполнения отверстия стержнем заклепки, определяемого по дребезжащему звуку, издаваемому при ударе молотком по головке заклепки;
— неплотного прилегания головок заклепки к поверхности листа;
— обитой в сторону замыкающей головки в результате небрежных клепальных работ;
— маломерной замыкающей головки из-за недостаточной длины головки;
— рваных краев или трещин у головки, свидетельствующих о пережоге металла или о его плохом качестве;
— расплющенного между листами стержня заклепки.
8.8. Неплотности заклепочного шва при отсутствии в нем трещин (течь, пропаривание, отложение солей на наружной поверхности шва) устраняют подчеканкой кромок и головок заклепок с наружной и внутренней сторон, заменой дефектных заклепок или переклепкой дефектного участка шва. При этом в случае отложения солей на наружной поверхности шва ремонту должна предшествовать проверка на отсутствие трещин каустической хрупкости.
8.9. При местных небольших повреждениях заклепочных соединений трещинами каустической хрупкости в основных листах и накладках удаляют поврежденную часть и устанавливают заплаты или переносят заклепочный шов на здоровую часть листа с установкой более широкой накладки.
При больших повреждениях заменяют продольные и поперечные заклепочные швы барабана сварными или заменяют барабан новым.
8.10. При повреждении заклепочного шва искривлением торца кромки и уменьшением ее ширины заменяют участок заклепочного шва.
8.11. В случае единичных трещин (надрывов) между заклепочными отверстиями в основных листах и накладках между отверстиями и кромкой шва производят:
— удаление заклепок, вырубку и заварку трещин с последующей установкой новых заклепок;
— удаление заклепок и участка накладки продольного шва, вырубку и заварку трещин с последующей установкой участка накладки и новых заклепок;
— замену участков основных листов и накладок заклепочного шва.
8.12. Коррозионные разъедания головок заклепок, основных листов и накладок ликвидируют заменой поврежденных заклепок, наплавкой мест коррозионных разъеданий листов и накладок или заменой участков основных листов и накладок.
8.13. Коррозионные разъедания обрабатывают абразивным инструментом до удаления продуктов коррозии и создания плавных переходов. После такой обработки проводится тщательный контроль на отсутствие трещин в местах разъедания. При отсутствии трещин вопрос о необходимости ремонта наплавкой решается с учетом размеров получившихся выборок металла.
8.14. Значительные коррозионные разъедания стенок устраняют, вваривая вставки в следующей последовательности:
8.14.1. На стенке делается разметка контура вырезаемого участка таким образом, чтобы рез проходил посредине перемычки между отверстиями соседних заклепок или связей.
8.14.2. Высверливаются или выжигаются все заклепки в удаляемой части и по одной соседней заклепке на остающемся участке.
8.14.3. Имеющиеся на удаляемом участке связи удаляются в первую очередь высверливанием или выжиганием головок.
8.14.4. По выполненной разметке вырезают дефектный участок.
8.14.5. Производят подготовку кромок отверстия для последующей вварки вставки, после чего вокруг вырезанного отверстия удаляют один ряд связей (если они имеются).
8.14.6. По шаблону готовят вставку. Для промежуточных вставок размер принимают с учетом выгиба на 3-8 мм в сторону огня с тем, чтобы после вварки ее и остывания металла в сварном шве не возникло недопустимых напряжений (этим приемом пользуются с учетом размеров вставки и ее толщины).
8.14.7. Вставку пригоняют по месту, обеспечивая необходимую разделку под сварной шов. Производят разметку под отверстия для заклепок и связей. Сверловку отверстий производят с учетом последующей развертки до нужного размера.
8.14.8. С помощью временных болтов или других приспособлений вставку закрепляют на месте и выполняют прихватки. Сварной шов выполняют обратно-ступенчатым способом участками 250-300 мм для уменьшения остаточных напряжений и деформаций в сварном соединении.
8.14.9. Во время сварки необходимо следить за тем, чтобы не нарушалось необходимое сочленение вставки с элементами конструкции. Участки сварного шва, проходящие через заклепочный шов, заваривают после установки и клепки заклепок.
9. КОНТРОЛЬ КАЧЕСТВА И НОРМЫ ОЦЕНКИ РЕМОНТНЫХ РАБОТ
9.1. Контроль качества ремонтных работ должен обеспечить обнаружение недопустимых дефектов, снижающих надежность эксплуатации.
9.2. Качество ремонта сварных соединений должно отвечать требованиям к сварным соединениям Правил по котлам.
9.3. В процессе проведения ремонта необходимо осуществлять пооперационный контроль за выполнением требований технологии на ремонтные работы.
9.4. Обработанные под сварку или вальцовку элементы котла должны быть тщательно осмотрены. Сварка может производиться лишь после того, как ответственным лицом за сварку будет установлена правильность сборки и зачистки под сварку.
9.5. Перед началом работ, с целью отработки оптимальных режимов сварки, проверки применяемой партии электродов и свариваемости материалов, необходимо произвести сварку контрольных образцов и подвергнуть их исследованию. Контрольные образцы свариваются в условиях, аналогичных производственным с сохранением тех же режимов сварки и применением тех же основных и присадочных материалов. После получения положительных результатов испытаний контрольных образцов сварщик может быть допущен к выполнению работ по ремонту котла.
9.6. После ремонта барабана составляется сварочный формуляр с указанием мест и величины выборки металла, а также мест сварки и наплавки, с указанием фамилий сварщиков, выполнявших сварочные и наплавочные работы.
9.7. Проверяется выполнение указаний настоящих ТУ.
9.8. Производится внешний осмотр поверхностей, подвергавшихся выборке металла, на отсутствие резких переходов, острых углов и проверяется требуемая чистота поверхности.
9.9. После выполнения сварочных и наплавочных работ вся поверхность вновь наплавленного металла, а также околошовная зона на расстоянии 20-30 мм зачищается абразивным инструментом до металлического блеска с чистотой поверхности не ниже 40.
9.10. Исправленные стыки и наплавки должны быть подвергнуты 100% внешнему осмотру и контролю физическими методами (ультразвуковому контролю или просвечиванию) на отсутствие дефектов.
Отсутствие трещин контролируется магнитопорошковой или ультразвуковой дефектоскопией.
9.11. Допуски по геометрическим размерам отремонтированных участков должны отвечать требованиям НТД.
9.12. При визуальном и измерительном контроле сварных соединений не допускаются:
— трещины всех видов и направлений;
— непровары между основным металлом и швом, а также между валиками шва;
— непровары в корне шва;
— наплывы (натеки) и брызги металла;
— незаваренные кратеры;
— свищи, прожоги, скопления;
— подрезы;
— отклонения размеров шва сверх установленных норм.
Нормы поверхностных дефектов в сварных соединениях должны соответствовать приведенным в табл.9.1.
Таблица 9.1
Нормы поверхностных дефектов в сварных соединениях
|
Дефект |
Допустимый максимальный размер, мм |
Число дефектов |
|
Выпуклость стыкового шва с наружной стороны |
Устанавливается НТД или конструкторской документацией в зависимости от вида сварки и типа соединения |
|
|
Западания (углубления) между валиками и чешуйчатость поверхности шва |
0,12РП* + 0,6; но не более 2 |
— |
|
Одиночные включения |
0,12РП + 0,2, но не более 2,5 |
При РП от 2 до 10 — 0,2РП + 3 |
|
Выпуклость корня шва при односторонней сварке труб без подкладных колец |
1,5 при Двн до 25 вкл. |
|
|
Вогнутость корня шва при односторонней сварке труб без подкладных колец |
0,12РП + 0,4, но не более 1,5 |
_______________
* РП — следующий размерный показатель:
-
номинальная толщина сваренных деталей — для стыковых сварных соединений деталей одинаковой толщины (при предварительной обработке концов деталей путем расточки, раздачи, калибровки или обжатия номинальная толщина сваренных деталей в зоне обработки);
-
номинальная толщина более тонкой детали — для стыковых сварных соединений деталей различной номинальной толщины (при предварительной обработке конца более тонкой детали — ее номинальная толщина в зоне обработки);
-
расчетная высота углового шва — для угловых, тавровых и нахлесточных сварных соединений (для угловых и тавровых сварных соединений с полным проплавлением за размерный показатель допускается принимать номинальную толщину более тонкой детали);
-
удвоенная номинальная толщина более тонкой детали (из двух сваренных) — для торцевых сварных соединений (кроме соединений вварки труб в трубные доски);
-
номинальная толщина стенки труб — для сварных соединений вварки труб в трубные доски.
При радиографическом контроле сварных соединений через две стенки нормы оценки качества следует принимать по тому же размерному показателю, что и при контроле через одну стенку.
Расстояние по поверхности сканирования между двумя соседними несплошностями не менее условной протяженности несплошности с большим значением этого показателя (несплошности являются одиночными);
эквивалентные площади и количество одиночных несплошностей не превышают нормы, установленные в НТД, согласованной с Госгортехнадзором России.
9.12.* При магнитопорошковом контроле нормы оценки качества должны соответствовать нормам для визуального контроля (п.9.11 и табл.9.1).
________________
* Нумерация соответствует оргиналу.
9.13. При ультразвуковом контроле качество сварных соединений считается удовлетворительным, если:
-
выявленные несплошности не являются протяженными (условная протяженность несплошности не должна превышать условную протяженность соответствующего эталонного отражателя);
-
расстояние по поверхности сканирования между двумя соседними несплошностями должно быть не менее условной протяженности несплошности с большим значением этого показателя (несплошности являются одиночными);
-
эквивалентные площади и количество одиночных несплошностей не должно превышать норм, установленных в НТД, согласованной с Госгортехнадзором России.
9.14. При радиографическом контроле качество сварных соединений считается удовлетворительным, если на снимке не будут зафиксированы трещины, непровары (за исключением случаев, оговоренных НТД) прожоги, свищи, недопустимые выпуклость и вогнутость корня шва (табл.9.1), а размер, число и суммарная приведенная площадь одиночных включений и скоплений не превышают норм, приведенных и табл.9.2 и НТД.
Таблица 9.2
Нормы допустимых дефектов сварных соединений, выявленных при радиографическом контроле
|
Дефект |
Размерный показатель сварного соединения (РП), мм |
Максимальный размер, мм |
Число дефектов на 100 мм шва |
|
Одиночные включения |
От 2,0 до 15 включительно |
0,15РП+0,5 |
Суммарное число одиночных включений и скоплений: 0,25РП+12 при РП от 2 до 40. 0,1РП+18, но не более 27 при РП свыше 40 |
|
Свыше 15 до 40 включительно |
0,05РП+2,0 |
||
|
Свыше 40 |
0,025РП+3,0, но не более 5 |
||
|
Одиночные скопления |
От 2,0 до 15 включительно |
1,5(0,15РП+0,5) |
|
|
Свыше 15 до 40 включительно |
1,5(0,05РП+2,0) |
||
|
Свыше 40 |
1,5(0,025РП+3), но не более 8,0 |
||
|
Одиночные протяженные включения |
От 2,0 до 5 включительно |
0,15РП+5, но не более 14 |
2 |
|
Свыше 5 до 50 включительно |
3 |
||
|
Свыше 50 |
4 |
Примечание. Нормы по суммарной приведенной площади устанавливаются НТД.
9.15. После осмотра и контроля, в случае отсутствия дефектов, проводится гидравлическое испытание.
10. ОФОРМЛЕНИЕ ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ НА РЕМОНТНЫЕ РАБОТЫ
10.1. Качество выполненных ремонтных работ с применением сварки, а также качество примененных материалов, полуфабрикатов, ремонтных деталей и элементов должно быть подтверждено соответствующими документами.
Организация, выполнившая ремонт, оформляет следующую техническую документацию:
— ремонтный формуляр;
— журнал сварочных работ;
— акты по результатам внешнего осмотра и измерений сварных соединений;
— журнал ультразвукового или радиографического контроля сварных соединений или заключение по результатам такого контроля;
— протоколы механических испытаний образцов из контрольных сварных соединений;
— протоколы металлографических исследований образцов из контрольных сварных соединений;
— акты проверки технологических свойств электродов;
— акты на заварку (вырезку) контрольных сварных соединений;
— выписки (копии) из удостоверений сварщиков;
— сертификаты на сварочные материалы, трубы, лист, штуцера, фланцы, фасонные детали, арматуру и крепежные изделия, а также другая документация, подтверждающая соответствие деталей и элементов котлоагрегатов чертежам и техническим условиям, полученным от завода-изготовителя.
10.2. Особое внимание обращается на наличие в сертификатах на фасонные детали и элементы, работающие под давлением, ссылки на разрешение (наименование органа госгортехнадзора, номер и дата разрешения), выданное заводам-изготовителям фacoнныx деталей. Детали и сборочные единицы, изготовленные заводами или ремонтными организациями, не имеющими разрешения органов госгортехнадзора на право изготовления, применяться не должны.
10.3. Ремонтный формуляр трубного элемента должен содержать сведения об объеме выполненных ремонтных работ с отражением их на схеме и в таблице сведений о сварке и контроле ее качества. Его составляет организация, выполняющая ремонтные работы, на основании рабочих чертежей, сертификатов и других документов, оформленных в соответствии с требованиями Единой системы конструкторской документации и рекомендуемыми формами ремонтных формуляров, которые представляет заказчик до начала ремонта и уточняет в натуре.
10.4. В таблицу сведений по сварке включаются: номер стыка, сведения о способе сварки, присадочных материалах и сварщиках, результаты контроля сварных соединений неразрушающими методами и внешним осмотром.
10.5. Ремонтный формуляр оформляют на стандартном формате (ГОСТ 2.301) со штампом установленного образца: по форме, приведенной в приложении 3.
10.6. По окончании ремонта ремонтный формуляр подписывают руководитель ремонта, руководитель сварочных работ и представитель заказчика.
10.7. На все выполненные сварочные работы ведется журнал сварочных работ, который заполняется ежедневно. Этот журнал является первичным документом и хранится в делах ремонтной организации. При сварке элементов с толщиной стенки менее 6 мм, когда не рекомендуется выбивать клеймо рядом со стыком, в журнале сварочных работ сварщик подтверждает личной подписью выполненную им сварку стыков. Рекомендуемая форма журнала сварочных работ приведена в приложении 4.
10.8. Результаты контроля качества сварных соединений внешним осмотром и измерениями оформляются актом, который хранится в делах ремонтной организации. В подтверждение проведенного контроля сварных соединений внешним осмотром и измерениями (только при положительных результатах) в ремонтный формуляр, в таблицу сведений по сварке заносят номер и дату акта.
10.9. Контроль качества сварных соединений просвечиванием или ультразвуковой дефектоскопией выполняется дефектоскопистами с отражением параметров и результатов контроля соответственно в журнале контроля сварных соединений просвечиванием или в журнале ультразвукового контроля сварных соединений. Оценки качества стыков в баллах заносят в таблицу сведений по сварке и контролю сварных соединений ремонтного формуляра. Журналы по контролю являются первичными документами, их оформляют в одном экземпляре и хранят в делах ремонтной организации. Гамма — или рентгеноснимки также хранятся в делах ремонтной организации.
10.10. При необходимости по требованию заказчика ремонтная организация должна представить (с ремонтной документацией) заключения по результатам контроля просвечиванием или ультразвуковой дефектоскопией, оформленные протоколы в соответствии с ГОСТ 7512 и ГОСТ 14782. Исправление дефектов сварных соединений производят с оформлением всей документации, предусмотренной на сварочные работы при ремонте.
10.11. Сертификаты на электроды и сварочную проволоку, выдаваемые заводами-изготовителями, должны содержать сведения, подтверждающие соответствие этих материалов требованиям ГОСТ или технических условий. В ремонтном формуляре делается запись номеров сертификатов и даты их выдачи. Сертификаты прилагают к ремонтному формуляру, а их копии хранят в делах ремонтной организации.
10.12. При отсутствии сертификатов к ремонтному формуляру прилагают документы, их заменяющие (протоколы механических испытаний и анализа химического состава); один экземпляр этих документов оставляют в делах ремонтной организации. Перед применением электродов проводят испытания их технологических свойств. Результаты испытания отражают в акте, а в таблице сведений по сварке и контролю ремонтного формуляра проставляют номер и дату этого акта. Акт хранят в делах ремонтного предприятия.
10.13. Результаты контроля качества ремонта поверхностей нагрева прогонкой шара отражаются в протоколе, оформляемом в двух экземплярах, один из которых передают заказчику. Также протоколом оформляют и контроль качества приварки шипов.
10.14. После завершения ремонта ремонтная организация передает заказчику в сброшюрованном виде следующую документацию:
-
а) ремонтные формуляры;
-
б) акты на заварку контрольных сварных соединений или на вырезку производственных сварных стыков;
-
в) протоколы механических испытаний и металлографических исследований образцов из контрольных сварных соединений;
-
г) сертификаты на: сварочные материалы, трубы, лист, штуцеры, фланцы, фасонные детали, элементы, арматуру, крепежные изделия;
-
д) протокол прогонки шара;
-
е) копии удостоверений сварщиков.
Объем документации может быть скорректирован с учетом выполненных работ при ремонте, параметров объекта и требований правил котлонадзора.
10.15. При ремонте барабанов котлов с применением сварки дополнительно оформляется следующая техническая документация:
-
акты осмотра барабана до и после ремонта;
-
ремонтный формуляр барабана;
-
ремонтный формуляр трубных отверстий и штуцеров;
-
технология на выполнение ремонта;
-
акт на замену штуцеров;
-
заключения по результатам ультразвукового, магнитопорошкового контроля и просвечивания на отсутствие дефектов после ремонта;
-
заключение по результатам контроля наплавленных участков, выполненного ультразвуковым методом после гидравлического испытания;
-
сертификаты на электроды;
-
акт проверки технологических свойств электродов;
-
копии удостоверений сварщиков.
10.16. В актах осмотра барабана до и после ремонта отражают: наименование котла; краткую характеристику обнаруженных дефектов; сведения о средствах обнаружения и удаления дефектов; сведения о проведенных сварочных и наплавочных работах; заключение о пригодности барабана к эксплуатации после ремонта. К актам прикладывают необходимые заключения по контролю неразрушающими методами, эскизы и фотографии.
10.17. Ремонтный формуляр барабана должен содержать развертку барабана и таблицу сведений о сварке. На развертку барабана наносят: расположение и номера трубных отверстий и штуцеров; расположение и номера сварных швов барабана, обнаруженных дефектов и выборок; необходимые размеры и поясняющие надписи. В таблице сведений о сварке указывают номера дефектов, сведения о сварочных материалах и сварщиках, дату сварки.
10.18. В ремонтном формуляре на трубные отверстия и штуцера вносят развертки дефектных трубных отверстий и штуцеров, а также таблицу сведений о сварке. Нумерацию разверток трубных отверстий и штуцеров выполняют одинаковой с нумерацией их в ремонтном формуляре барабана. Все обнаруженные дефекты в трубных отверстиях и на штуцерах, а также выполненные выборки с указанием размеров и поясняющими надписями отражают на развертках трубных отверстий.
10.19. Замена штуцеров оформляется актом, в котором указываются: номера штуцеров согласно ремонтному формуляру, дата замены, размеры, номер сертификата и марка стали патрубка, сведения о сварке и контроле. Акт подписывается представителями заказчика и ремонтной организации. Форма ремонтного формуляра барабана приведена в приложении 5.
11. МЕРЫ БЕЗОПАСНОСТИ, ИСПОЛЬЗУЕМОЕ ОБОРУДОВАНИЕ,
ПРИБОРЫ И ТРЕБОВАНИЯ К ПЕРСОНАЛУ
11.1. Перед проведением ремонта котел должен быть остановлен, охлажден, отключен от действующих трубопроводов, очищен от накипи, отложений.
11.2. Ремонтируемый котел должен быть отключен от всех трубопроводов воды и пара. Применяемые для отключения котла заглушки, устанавливаемые между фланцами трубопроводов, должны быть достаточной прочности, иметь выступающую часть хвостовых, по которой определяется наличие поставленной заглушки.
11.3. Перед началом работ по ремонту котел должен быть надежно разобщен с газопроводом или мазутопроводом, идущими на горелку.
11.4. Открывать люки, разбалчивать фланцевые соединения и открывать лючки можно только после полного снижения давления до атмосферного и удаления воды из водяного объема.
11.5. Выполнение работ внутри котла и газоходов допускается производить при температуре не выше 50-60 °С по письменному разрешению (наряду-допуску, определяющему место, время и условие проведения работ, необходимые меры безопасности, состав бригады и лиц, ответственных за безопасность работ) заведующего котельной, выдаваемому после соответствующей проверки места работы. Пребывание одного и того же лица внутри котла или газохода при температуре 50-60 °С не должно превышать 20 минут.
11.6. Перед началом работ топка и газоходы должны быть хорошо провентилированы, освещены и надежно защищены от возможного проникновения газов от соседних работающих котлов.
11.7. Рабочие и инженерно-технические работники, участвующие в работах по подготовке и проведению работ внутри котла, измерении толщины стенки и проверки состояния сварных швов, должны пройти обучение по технике безопасности труда в соответствии с ГОСТ 12.0.004 «Организация обучения работающих безопасности труда. Общие положения», а также руководствоваться действующими положениями и инструкциями.
11.8. Магнитная порошковая дефектоскопия, замер толщины стенки, а также проверка качества сварных швов с применением ультразвуковой дефектоскопии должны производиться дефектоскопистом, имеющим квалификацию не ниже II уровня в соответствии с требованиями «Правил аттестации специалистов неразрушающего контроля». Дефектоскопист должен иметь удостоверение установленного образца.
11.9. При проведении работ внутри котла должна использоваться электроосветительная аппаратура с источниками питания не выше 12 В. Использование в качестве источника питания автотрансформаторов запрещается.
11.10. В качестве ультразвуковых дефектоскопов могуг быть использованы дефектоскопы, имеющие автономный источник питания с напряжением не более 12 В, укомплектованные наклонными искателями с углом наклона акустической оси 55-60° с рабочей частотой 2,5 и 5,0 МГц, а также стандартные испытательные образцы по ГОСТ 14782-86.
11.11. Зачистка поверхности (корпуса котла, жаровой трубы, днищ, поворотных газовых камер и труб пучков) может производиться шлифовальными машинами с пневмоприводом или электроприводом напряжением не выше 42 В с применением индивидуальных средств защиты от поражения электрическим током согласно ГОСТ 12.2.013 ватных ковриков, защищающих рабочего от воздействия вибрации.
11.12. Перед закрытием лазов необходимо проверить, нет ли внутри котла людей или посторонних предметов.
12. ПУСК КОТЛА В ЭКСПЛУАТАЦИЮ ПОСЛЕ РЕМОНТА
12.1. После ремонта котла в случаях, предусмотренных Правилами по котлам, должно быть проведено внеочередное техническое освидетельствование.
12.2. После окончания ремонтных работ необходимо провести тщательный наружный и внутренний осмотры и убедиться в полноте и надлежащем качестве выполненных ремонтных операций.
12.3. После осмотра с разрешения производителя работ следует закрыть лючки и лазы котла.
12.4. Провести гидравлическое испытание котла. При заполнении котла водой воздушники и предохранительный клапан должны быть открыты. После заполнения котла водой закрыть воздушники и предохранительный клапан. При давлении в котле около 10% пробного производят осмотр котла на предмет течей. Поднимают давление до 50-60% пробного и производят повторный осмотр. Затем поднимают давление до полного пробного. При обнаружении неплотностей снижают давление до нуля и устраняют причины. Пробное давление должно выдерживаться не менее 5 мин. без падения давления, течи, слезок, потения и заметных деформаций элементов котла.
12.5. Удалить заглушки с питательной и паровой магистралей со спускных и дренажных линий.
12.6. Предварительная приемка котла из ремонта осуществляется на основании наружного и внутреннего осмотров, гидравлического испытания и ремонтной документации. Сдача работ при предварительной приемке осуществляется производителем работ, приемка — представителем владельца котла.
12.7. Окончательная приемка котла осуществляется владельцем котла после того, как котел проработал после ремонта в течение 72 часов без дефектов.
13. ПЕРЕЧЕНЬ ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
3. ГОСТ 5254-80. Ручная дуговая сварка. Соединения сварные. Основные типы и конструктивные размеры.
12. ГОСТ 12.2.013-87. Машины ручные электрические. Общие требования по безопасности и методы испытаний.
13. ОСТ 26-2044-83. Швы стыковых и угловых сварных соединений аппаратов, работающих под давлением. Методика ультразвукового контроля.
14. ОСТ 108.030.39-80. Барабаны сварные стационарных паровых котлов. Общие технические требования.
15. ОСТ 108.030.40-79. Элементы трубных поверхностей нагрева, трубы соединительные в пределах котла, коллектора стационарных паровых котлов. Общие технические требования.
16. ОСТ 108.031.08-85 — ОСТ 108.031.10-85 (СТ СЭВ 5307-85 — СТ СЭВ 5309-85). Котлы стационарные и трубопроводы пара и горячей воды. Нормы расчета на прочность.
18. РД 34.15.027-89. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РТМ-1С-89). М., Энергоатомиздат, 1991.
ПРИЛОЖЕНИЕ 1
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ РЕМОНТА ПАРОВЫХ И ВОДОГРЕЙНЫХ КОТЛОВ
Таблица 1
Листовая сталь
|
НТД |
Предельные параметры |
Обязательные механические испытания* |
Контроль* |
|||||||||||
|
Марка стали |
на лист |
на сталь |
S, мм |
р, МПа (кгс/см |
t, °С |
|
|
|
|
КС |
КСА |
на из- гиб |
макро- струк- туры |
дефек- тоско- пия |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
Ст3пс3 |
||||||||||||||
|
Ст3сп3 |
||||||||||||||
|
Ст4пс3 |
||||||||||||||
|
Ст4сп3 |
ГОСТ 14637*** |
ГОСТ 380** |
12 |
1,6(16) |
200 |
+ |
+ |
+ |
— |
+ |
+ |
+ |
— |
— |
|
Ст3Гпс3 |
||||||||||||||
|
Ст3пс4 |
||||||||||||||
|
Ст3сп5 |
||||||||||||||
|
Ст3Гпс4 |
||||||||||||||
|
20 |
ГОСТ 1577 |
ГОСТ 1050 |
12 |
1,6(16) |
300 |
+ |
+ |
+ |
— |
+ |
+ |
+ |
— |
— |
|
15К,16К |
ГОСТ 5520 |
ГОСТ 5520 |
не огра- ниче- но |
не огра- ничено |
450 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
18К, 20К |
||||||||||||||
|
22К |
ГОСТ 5520 |
ГОСТ 5520 |
не огра- ниче- но |
не огра- ничено |
350 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
ТУ 108.1025 |
ТУ 108.1025 |
|||||||||||||
|
ТУ 24-3-15-870 |
ТУ 24-3-15-870 |
|||||||||||||
|
ТУ 14-2-538 |
ТУ 14-2-538 |
|||||||||||||
|
15ГС |
ТУ 108.1268 |
ТУ 108.1268 |
то же |
то же |
450 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
17ГС, 17Г1С |
ГОСТ 19281 |
ГОСТ 19281 |
« |
« |
350 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
ГОСТ 5520 |
||||||||||||||
|
14ХГС |
ГОСТ 19281 |
ГОСТ 19281 |
25 |
« |
350 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
16ГС, 09Г2С |
ГОСТ 19281 |
ГОСТ 19281 |
не огра- ниче- но |
« |
450 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
10Г2С1 |
ГОСТ 5520 |
« |
450 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |




________________
* Нормируемые показатели и объем контроля листов должны соответствовать указанным в НТД. Категория качества и дополнительные виды испытаний, предусмотренные в НТД, выбираются конструкторской организацией. Требования, предусмотренные таблицей (отмеченные знаком +), но отсутствующие в технической документации, должны быть подтверждены испытаниями или контролем до начала ремонтных работ.
** Углеродистые стали обыкновенного качества (ГОСТ 380) не допускается использовать для деталей, обогреваемых радиационным излучением топки или горячими газами с температурой выше 600 °С.
*** Для плоских фланцев при рабочем давлении до 2,5 МПа (25 кгс/см ) и температуре до 300 °С допускается применение листа из стали Ст3сп 3, 4 и 5-й категорий и при давлении до 1,6 МПа (16 кгс/см) и температуре до 200 °С — листа из стали Ст2сп, Ст3сп, Ст3пс, Ст2пс, Ст3кп, Ст2кп 2 и 3-й категорий.
) и температуре до 300 °С допускается применение листа из стали Ст3сп 3, 4 и 5-й категорий и при давлении до 1,6 МПа (16 кгс/см) и температуре до 200 °С — листа из стали Ст2сп, Ст3сп, Ст3пс, Ст2пс, Ст3кп, Ст2кп 2 и 3-й категорий.
Таблица 2
Бесшовные трубы
|
Марка стали |
НТД |
Предельные параметры |
Обязательные испытания |
Контроль |
|||||||||||||||
|
на трубы |
на сталь |
t, °C |
р, МПа (кгс/см |
механические испытания |
технологи- ческие |
дефек- тоскопия |
микро- структуры |
||||||||||||
|
|
|
|
|||||||||||||||||
2.1. Трубы для поверхностей нагрева
|
|||||||||||||||||||
|
10, 20 |
ГОСТ 8731 |
||||||||||||||||||
|
ГОСТ 8733 |
ГОСТ 1050 |
400 |
5(50) |
+ |
+ |
+ |
+ |
— |
— |
||||||||||
|
ТУ 14-3-858 |
|||||||||||||||||||
|
10, 20 |
ТУ 14-3-190 |
ГОСТ 1050 |
450 |
6,4 (64) |
+ |
+ |
+ |
+ |
— |
— |
|||||||||
|
20 |
ТУ 14-3-460 |
ТУ 14-3-460 |
500 |
не ограни- чено |
+ |
+ |
+ |
+ |
+ |
— |
|||||||||
|
15ГС |
ТУ 14-3-460 |
ТУ 14-3-460 |
450 |
« |
+ |
+ |
+ |
+ |
+ |
— |
|||||||||
|
Плавниковые трубы |
|||||||||||||||||||
|
20 |
ТУ 14-3-341 |
ТУ 14-3-341 |
500 |
« |
+ |
+ |
+ |
+ |
— |
— |

Продолжение табл.2
2.2. Трубы для коллекторов и трубопроводов
|
|||||||||||||
|
Марка стали |
НТД |
Предельные параметры |
Обязательные испытания |
Техноло- логичес- кие ис- |
Контроль |
||||||||
|
на трубы |
на сталь |
t, °C |
р, МПа (кгс/см |
|
|
|
|
КС |
макро- |
дефек- тоско- пия |
микро- |
||
|
10, 20 |
ГОСТ 8731 |
ГОСТ 1050 |
300 |
1,6(16) |
+ |
+ |
+ |
— |
— |
+ |
— |
— |
— |
|
ГОСТ 8733 |
|||||||||||||
|
10, 20 |
ТУ 14-3-190 |
ГОСТ 1050 |
425 |
6,4(64) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
— |
— |
|
20 |
ТУ 14-3-460 |
ТУ 14-3-460 |
450 |
не огра- ничено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
— |
|
20 |
ГОСТ 550 (группа А) |
ГОСТ 1050 |
425 |
5(50) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
— |
|
15ГС |
ТУ 14-3-460 ТУ 14-3-420 |
ТУ 14-3-460 ТУ 14-3-420 |
450 |
не ограни- чено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
— |
|
16ГС |
ТУ 108-1267 |
ОСТ 108.030.113 |
450 |
то же |
+ |
+ |
+ |
+ |
+ |
— |
+ |
+ |
— |
|
ТУ 3-923 |
ТУ 3-923 |
_______________
 Нормируемые показатели и объем контроля труб должны соответствовать указанным в НТД. Дополнительные виды испытаний, предусмотренные НТД, выбираются конструкторской организацией. Требования, предусмотренные таблицей (отмеченные знаком +), но отсутствующие в технической документации на трубы должны быть подтверждены испытаниями или контролем до начала ремонтных работ.
Нормируемые показатели и объем контроля труб должны соответствовать указанным в НТД. Дополнительные виды испытаний, предусмотренные НТД, выбираются конструкторской организацией. Требования, предусмотренные таблицей (отмеченные знаком +), но отсутствующие в технической документации на трубы должны быть подтверждены испытаниями или контролем до начала ремонтных работ.
 Технологические испытания следует проводить при диаметре труб:
Технологические испытания следует проводить при диаметре труб:
-
до 60 мм — на загиб вокруг оправки или на раздачу;
-
свыше 60 мм до 108 мм — на раздачу или на сплющивание;
-
свыше 108 мм до 273 мм — на сплющивание или на загиб полосы;
-
более 273 мм и толщине стенки до 25 мм — на загиб полосы.
Для труб, используемых в вальцовочных соединениях, испытания на раздачу обязательны.
 Для необогреваемых участков труб поверхностей нагрева (кроме труб из аустенитной стали) допускается увеличение температуры на 20 °С, но не более чем до 500 °С для углеродистых, 470 °С — для кремнемарганцовистых сталей.
Для необогреваемых участков труб поверхностей нагрева (кроме труб из аустенитной стали) допускается увеличение температуры на 20 °С, но не более чем до 500 °С для углеродистых, 470 °С — для кремнемарганцовистых сталей.
 Допускается применение труб по ГОСТ 8731 и ГОСТ 8733, изготовленных из слитка методом пилигриммовой прокатки при условии проведения сплошного ультразвукового контроля.
Допускается применение труб по ГОСТ 8731 и ГОСТ 8733, изготовленных из слитка методом пилигриммовой прокатки при условии проведения сплошного ультразвукового контроля.
Таблица 3
Сварные трубы
|
Марка стали |
НТД |
Предельные параметры |
Обязательные испытания |
Техноло- |
Дефек- |
|||||||||||||||||||||||||||||||||
|
на трубы |
на сталь |
t, °C |
p, МПа (кгс/см |
Механические испытания |
||||||||||||||||||||||||||||||||||
|
Основной металл |
Сварной шов |
|||||||||||||||||||||||||||||||||||||
|
|
|
|
КС |
|
КС |
|||||||||||||||||||||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
||||||||||||||||||||||||||
3.1. Трубы поверхностей нагрева для котлов производительностью до 1 т/ч
|
||||||||||||||||||||||||||||||||||||||
|
Ст2сп2 Ст3сп2 |
ГОСТ 10705 (группа В) |
ГОСТ 380 |
300 |
1,6(16) |
+ |
— |
+ |
— |
— |
— |
+ |
+ |
||||||||||||||||||||||||||
|
Ст3пс2 08,10, 20 |
ГОСТ 10705 (группа В) |
ГОСТ 1050 |
300 |
2,5(25) |
+ |
— |
+ |
— |
— |
— |
+ |
+ |
||||||||||||||||||||||||||
3.2. Трубы для трубопроводов в пределах котла
|
||||||||||||||||||||||||||||||||||||||
|
Ст3сп3 Ст3сп4 |
ГОСТ 10706 (группа В) |
ГОСТ 380 |
115 |
1(10) |
+ |
+ |
+ |
+ |
+ |
+ |
— |
+ |
||||||||||||||||||||||||||
|
Ст3сп5 |
ГОСТ 10705 (группа В) |
ГОСТ 380 |
300* 1,6(16) |
+* |
+ |
+ |
+ |
+ |
+ |
— |
+ |
+ |
||||||||||||||||||||||||||
|
________________ |
||||||||||||||||||||||||||||||||||||||
|
10, 20 |
ГОСТ 10705 (группа В) |
ГОСТ 1050 |
300 |
1,6(16) |
+ |
+ |
+ |
+ |
+ |
— |
+ |
+ |
||||||||||||||||||||||||||
|
20 |
ГОСТ 20295 |
ГОСТ 1050 |
350 |
2,5(25) |
+ |
+ |
+ |
+ |
+ |
+** |
— |
+ |
||||||||||||||||||||||||||
|
17ГС, 17Г1С, |
ТУ 14-3-620 |
ТУ 14-1-1921 |
300 |
1,6(16) |
+ |
+ |
+ |
+ |
+ |
+ |
— |
+ |
||||||||||||||||||||||||||
|
17Г1СУ |
ТУ 14-1-1950 |
|||||||||||||||||||||||||||||||||||||
|
17ГС, 17Г1С |
ГОСТ 20295 |
ГОСТ 19281 |
425 |
2,5(25) |
+ |
+ |
+ |
+ |
+ |
+** |
— |
+ |
||||||||||||||||||||||||||
|
17ГС, 17Г1С, |
ТУ 14-3-1138 |
ТУ 14-1-1950 |
425 |
2,5(25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||||||||||||||||||||
|
17Г1СУ |
||||||||||||||||||||||||||||||||||||||
3.2.2. Трубы со спиральным швом
|
||||||||||||||||||||||||||||||||||||||
|
Ст3сп5 |
ТУ 14-3-954 |
ТУ 14-1-4636 |
300 |
2,5(25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||||||||||||||||||||
|
20 |
ТУ 14-3-808 |
ТУ 14-1-2471 |
350 |
2,5(25) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
||||||||||||||||||||||||||
|
20 |
ГОСТ 20295 |
ГОСТ 1050 |
350 |
2,5(25) |
+ |
+ |
+ |
+ |
+ |
+** |
— |
+ |
||||||||||||||||||||||||||
|
17ГС, 17Г1С |
ГОСТ 20295 |
ГОСТ 19281 |
350 |
2,5(25) |
+ |
+ |
+ |
+ |
+ |
+** |
— |
+ |
||||||||||||||||||||||||||
|
17Г1С, 17Г1СУ |
ТУ 14-3-954 |
ТУ 14-1-4248 |

_______________
** Для труб диаметром 530-820 мм.
Нормируемые показатели и объем контроля сварных труб должны соответствовать требованиям, указанным в НТД. Дополнительные виды испытаний, предусмотренные НТД, выбираются конструкторской организацией. Требования, предусмотренные таблицей (отмеченные знаком +), но отсутствующие в технической документации на трубы, должны быть подтверждены испытаниями или контролем до начала ремонтных работ.
Технологические испытания следует проводить при диаметре сварных труб:
-
до 60 мм — на загиб вокруг оправки или на раздачу;
-
свыше 60 мм до 108 мм — на раздачу или на сплющивание;
-
свыше 108 мм до 152 мм — на сплющивание;
-
свыше 152 мм до 530 мм — на сплющивание или на загиб полосы.
Для сварных труб, используемых в вальцовочных соединениях, испытания на раздачу обязательны.
Радиографическому контролю или УЗК должны подвергаться сварные швы по всей длине.
Таблица 4
Стальные поковки
|
Марка стали |
НТД |
Предельные параметры |
Обязательные испытания* Механические испытания |
Контроль* |
|||||||||
|
на поковки** |
на сталь |
t, °C |
p, МПа (кгс/см |
|
|
|
|
КС |
Н |
Мак- ро- |
дефек- |
||
|
Ст2сп3 |
|||||||||||||
|
Ст3сп3 |
ГОСТ 8479 |
ГОСТ 380 |
200 |
1,6(16) |
+ |
+ |
+ |
— |
+ |
+ |
— |
— |
|
|
Ст4сп3 |
(группа IV) |
||||||||||||
|
15, 20, 25 |
ГОСТ 8479 |
ГОСТ 1050 |
450 |
6,4(64) |
+ |
+ |
+ |
+ |
+ |
+ |
— |
— |
|
|
20 |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
450 |
не ограни- чено |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
10Г2, 10Г2С |
ГОСТ 8479 |
ГОСТ 4543 |
450 |
то же |
+ |
+ |
+ |
+ |
+ |
+ |
— |
+ |
|
|
22К |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
350 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
15ГС, 16ГС |
ОСТ 108.030.113 |
ОСТ 108.030.113 |
450 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
_______________
* Нормируемые показатели и объем контроля должны соответствовать указанным в НТД. Категория, группа качества поковок и дополнительные испытания, предусмотренные НТД, выбираются конструкторской организацией. Требования, предусмотренные таблицей (отмеченные знаком +), но отсутствующие в технической документации на поковки, должны быть подтверждены испытаниями или контролем до начала ремонтных работ.
** Круглый прокат, применяемый согласно статье 4.5.2 Правил по котлам, допускается использовать по НТД на прокат при условиях, указанных в табл.4, т.е. изготовлять из тех же марок стали, на те же параметры, при выполнении того же контроля механических свойств (на растяжение и ударную вязкость) и сплошного радиографического контроля или УЗК. При диаметре проката более 80 мм контроль механических свойств следует производить на образцах тангенциального направления.
Таблица 5
Стальные отливки
|
Марка стали |
НТД |
Предельные параметры |
Обязательные испытания* |
Дефекто- скопия |
|||||||
|
Механические испытания |
|||||||||||
|
на отливку |
на сталь |
t,°C |
р, МПа (кгс/см |
|
|
|
|
КС |
Н |
||
|
15Л, 20Л, 25Л, 30Л, 35Л |
ГОСТ 977 (группа 2) |
ГОСТ 977 |
300 |
5(50) |
+ |
+ |
+ |
— |
— |
— |
— |
|
20Л, 25Л, 30Л, 35Л |
ГОСТ 977 (группа 3) |
ГОСТ 977 |
350 |
не ограни- чено |
+ |
+ |
+ |
— |
+ |
— |
+ |
|
25Л |
ОСТ 108.961.03 |
ОСТ 108.961.03 |
425** |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
20ГСЛ |
ОСТ 108.961.03 |
ОСТ 108.961.03 |
450 |
« |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
_______________
* Нормируемые показатели и объем контроля должны соответствовать указанным в НТД. Группа качества и дополнительные виды испытаний, предусмотренные НТД, выбираются конструкторской организацией. Требования, предусмотренные таблицей (отмеченные знаком +), но отсутствующие в технической документации, должны быть подтверждены испытаниями или контролем до начала ремонтных работ.
** Для отливок, изготавливаемых по ОСТ 108.961.03 из стали 25Л с толщиной стенки во внефланцевой части до 55 мм, предельная температура их применения устанавливается до 450 °С.
Таблица 6
Чугунные отливки
|
Марка чугуна |
НТД |
Наименование элемента |
Предельные параметры |
Обязательные испытания |
|||||||||||||||
|
Механические испытания |
|||||||||||||||||||
|
Ду, |
t,°C |
р, МПа (кгс/см |
|
|
|
Н |
|||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
||||||||||
6.1. Чугунные отливки для необогреваемых элементов котлов
|
|||||||||||||||||||
|
Сч10 |
ГОСТ 1412 |
80 |
130 |
3(30) |
+ |
— |
— |
+ |
|||||||||||
|
300 |
200 |
0,8(8) |
|||||||||||||||||
|
Сч20, Сч25, |
ГОСТ 1412 |
100 |
300 |
3(30) |
|||||||||||||||
|
Сч30, Сч35 |
200 |
1,3(13) |
+ |
— |
— |
+ |
|||||||||||||
|
300 |
0,8(8) |
||||||||||||||||||
|
Кч33-8, Кч35-10 |
ГОСТ 1215 |
200 |
300 |
1,6(16) |
+ |
— |
+ |
+ |
|||||||||||
|
Кч37-12 |
|||||||||||||||||||
|
Вч35, Вч40, |
ГОСТ 7293 |
200 |
350 |
4(40) |
+ |
+ |
+ |
+ |
|||||||||||
|
Вч45 |
600 |
130 |
0,8(8) |
||||||||||||||||
6.2. Чугунные отливки для обогреваемых элементов котлов
|
|||||||||||||||||||
|
Сч10 |
ГОСТ 1412 |
Чугунные котлы: |
60 |
130 |
1,5(15) |
+ |
— |
— |
+ |
||||||||||
|
Сч20, Сч25, |
ГОСТ 1412 |
Конвективные экономайзеры: |
300 |
3(30) |
+ |
— |
— |
+ |
|||||||||||
|
Кч33-8, |
ГОСТ 1215 |
60 |
350 |
5(50) |
+ |
— |
+ |
+ |
|||||||||||
|
Котлы-утилизаторы с ребристьми трубами |
|||||||||||||||||||
|
Вч35, Вч40, |
ГОСТ 7293 |
350 |
2,5(25) |
+ |
+ |
+ |
+ |
_______________
Нормируемые показатели и объем контроля должны соответствовать указанным в стандартах.
Внутренний диаметр чугунных отливок для обогреваемых элементов не должен быть более 60 мм.
Температура горячих газов для обогреваемых элементов из серого чугуна (ГОСТ 1412) не должен быть выше 550 °С и из ковкового чугуна (ГОСТ 1215) — 650 °С.
Предельные параметры ребристых труб с залитыми стальными трубами определяются свойствами металла стальных труб, но не выше 9 МПа (90 кгс/см) и 350 °С.
 Применение чугуна Сч10 допускается с временным сопротивлением не ниже 120 МПа (12 кгс/см).
Применение чугуна Сч10 допускается с временным сопротивлением не ниже 120 МПа (12 кгс/см).
Таблица 7
Крепеж
|
Марка стали |
НТД |
Предельные параметры рабочей среды |
Обязательные испытания |
Макро- |
|||||||||
|
Шпильки |
Гайки |
Механические испытания (шпилек и болтов) |
|||||||||||
|
на крепеж |
на сталь |
t,°C |
р, МПа (кгс/см |
t,°C |
p, МПа (кгс/см |
|
|
|
|
КС |
Н |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Ст5сп2 |
|||||||||||||
|
Ст3сп3 |
ГОСТ 20700 |
ГОСТ 380 |
200 |
2,5(25) |
350 |
2,5(25) |
+ |
+ |
+ |
— |
— |
— |
— |
|
Ст4сп3 |
|||||||||||||
|
Ст3сп6 |
|||||||||||||
|
Ст3сп5 |
ГОСТ 20700 |
ГОСТ 380 |
350 |
1,6(16) |
350 |
2,5(25) |
+ |
+ |
+ |
— |
+ |
— |
— |
|
Ст3сп3 |
|||||||||||||
|
Ст3пс3 |
ГОСТ 1759.0 |
ГОСТ 380 |
— |
— |
350 |
2,5(25) |
— |
— |
— |
— |
— |
+ |
— |
|
Ст3кп3 |
|||||||||||||
|
10, 10кп |
ГОСТ 20700 |
ГОСТ 1050 |
— |
— |
350 |
2,5(25) |
— |
— |
— |
— |
— |
+ |
— |
|
20 |
ГОСТ 20700 |
ГОСТ 1050 |
|||||||||||
|
ГОСТ 1759.0 |
ГОСТ 10702 |
400 |
2,5(25) |
400 |
10(100) |
+ |
+ |
+ |
+ |
+ |
+ |
— |
|
|
25 |
ГОСТ 20700 |
ГОСТ 1050 |
400 |
2,5(25) |
400 |
10(100) |
+ |
+ |
+ |
+ |
+ |
+ |
— |
|
ГОСТ 10702 |
|||||||||||||
|
30, 35, 40 |
ГОСТ 20700 |
ГОСТ 1050 |
425 |
10(100) |
425 |
20(200) |
+ |
+ |
+ |
+ |
+ |
+ |
— |
|
ГОСТ 1759.0 |
ГОСТ 10702 |
||||||||||||
|
45 |
ГОСТ 20700 |
ГОСТ 1050 |
425 |
10(100) |
425 |
20(200) |
+ |
+ |
+ |
+ |
+ |
+ |
— |
|
ГОСТ 10702 |
|||||||||||||
|
09Г2С |
ОСТ 26-2043 |
ГОСТ 19281 |
425 |
10(100) |
— |
— |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
_______________
Нормируемые показатели и объем контроля должны соответствовать указанным в стандартах. Категории, группы качества и дополнительные испытания, предусмотренные стандартами, выбираются конструкторской организацией. Предусмотренные таблицей требования (отмеченные знаком +), но отсутствующие в технической документации, должны быть подтверждены испытаниями или контролем до начала ремонтных работ.
Применение болтов допускается по ГОСТ 20700 до давления 3 МПа (30 кгс/см) и температуры 300 °С. В остальных случаях должны применяться шпильки.
Применение шпилек по ГОСТ 1759.0 допускается до температуры 300 °С.
Материал шпилек, болтов из углеродистых сталей по ГОСТ 380, предназначенных для работы при температуре выше 200 °С, должен быть испытан на ударную вязкость после механического старения.
Материал для гаек должен подвергаться контролю только по твердости.
 Гайки из полуспокойной и кипящей стали допускается применять, если оборудование установлено в помещении с температурой выше 0 °С.
Гайки из полуспокойной и кипящей стали допускается применять, если оборудование установлено в помещении с температурой выше 0 °С.
По ГОСТ 1759.4 и ГОСТ 1759.5 следует применять болты и шпильки из стали 20 классов прочности 4 или 5, из сталей 30 и 35 — классов прочности 5 или 6; гайки из сталей Ст3 и 20 — класса прочности 4, сталей 30 и 35 — класса прочности 5.
ПРИЛОЖЕНИЕ 2
Сварочные материалы для сварки котлов и трубопроводов
|
Марка стали свариваемых деталей |
Способ сварки |
||
|
Ручная дуговая сварка покрытыми электродами |
Аргонодуговая сварка (в т.ч. с добавкой в аргон до 25% углекислого газа) |
Дуговая сварка в углекислом газе (в т.ч. с добавкой в углекислый газ до 25% аргона) |
|
|
Марки применяемых сварочных материалов |
|||
|
электродов |
проволоки |
||
|
Ст2сп |
ЦУ-6, ЦУ-7 |
Св-08ГА-2 |
Св-08Г2С |
|
Ст3сп |
УОНИИ 13/45 |
Св-08ГС |
ПП-АН8 |
|
Ст3пс |
УОНИИ 13/55 |
Св-08Г2С |
|
|
Ст3Гпс |
ТМУ-21У, ЦУ-5 |
АП-АН2 |
|
|
Ст4сп |
АНО-4 |
||
|
Ст4пс |
АНО-13 |
||
|
08, 10 |
АНО-18 |
||
|
15, 20 |
АНО-21 |
||
|
15К, 16К |
АНО-24 |
||
|
18К, 20К |
ОЗС-4, ОЗС-6 |
||
|
15Л, 20Л |
ОЗС-21 МР-3 |
||
|
25, 22K |
ЦУ-7 |
Св-08ГС |
|
|
25Л, 10Г2 |
УОНИИ 13/55 |
Св-08Г2С |
|
|
ТМУ-21У |
АП-АН2 |
||
|
ЦУ-5 |
|||
|
15ГС, 16ГС, |
|||
|
17ГС, 17Г1С, |
|||
|
17Г1СУ, |
|||
|
09Г2С, 10Г2С, |
|||
|
10Г2С1, 10ГСЛ, |
|||
|
14ХГС |
ПРИЛОЖЕНИЕ 3
Ремонтный формуляр N ______________
Приводится рисунок элемента, например расположение сварных соединений топочного экрана (вид из топки) с указанием номеров сварных соединений правой (а), левой (б) стенок топки.
Примечания.
-
1. Формуляр составлен на
_________________________________________________________основании _________________________________________________________________________________
(наименование документов)
-
2. Материал коллектора ____________________________ 3. Материал труб ____________________________
Сведения о сварных соединениях
Присадочный материал
Изде- лие (узел) и N схемы форму- ляра
Дата про- веде- ния сварки (начало — окон- чание)
Номер стыка по схеме или форму- ляру
Марка стали, диаметр и толщина стенки труб, мм
Способ и темпе- ратура подогрева стыка
Способ сварки и тип стыка (верти- кальный, горизон- тальный, пово- ротный)
Марка, диаметр
Номер партии и серти- фиката
Фамилия, имя, отчество сварщика; клеймо
Резуль- таты внешнего осмотра сварного соеди- нения, N и дата состав- ления акта
Контроль качества сварных соединений
|
УЗД |
Просвечивание |
Механические испытания и металлографическое исследование |
||||||
|
Оценка, балл |
Номер и дата заклю- чения |
Оценка, балл |
Номер и дата заклю- чения |
Времен- ное соро- тивление, МПа |
Ударная вязкость, Дж/м |
Угол изгиба |
Оценка (удовлетво- рительно или неудовле- творительно) |
Номер и дата протокола |
|
Ремонтный формуляр N |
||||||||||||||
|
Ремонтный формуляр на |
Начало ремонта |
Конец ремонта |
Масштаб |
|||||||||||
|
Подпись |
Дата |
|||||||||||||
|
Лист |
Листов |
|||||||||||||
ПРИЛОЖЕНИЕ 4
Журнал сварочных работ
Электростанция ____
____________________________________________________________
Ремонтная организация _________________________________________________________
Котел, турбина, ст. N ___________________ Энергоблок N ____________________________
_____________________________________________________________________________
(наименование узла, трубопровода, номера формуляра)
|
Сварочные материалы |
||||||||||||
|
N пп |
Дата свар- |
Дата прове- дения термо- обра- ботки |
Номер сварного соеди- |
Марка стали, диаметр и толщина стенки труб |
Способ сврки, защитный газ, с подклад- ным кольцом или без него |
Марка |
Номер серти- фиката и партии |
Фами- |
Клей- |
Под- |
Отметка о вырезке и переварке забрако- ванного стыка |
Под- |
Правильность заполнения журнала проверил _______________________________ (подпись)
Начальник лаборатории сварки и металлов ________________________________ (подпись)
«____» _________________ 199 ___ г.
Текст документа сверен по:
официальное издание
М.: Госгортехнадзор России, 1994
ГЛАВА СЕДЬМАЯ РЕМОНТ ПОВЕРХНОСТЕЙ НАГРЕВА КОТЛА 7-1. ПОДГОТОВКА К РЕМОНТУ ПОВЕРХНОСТЕЙ НАГРЕВА [c.90]
ОСОБЕННОСТИ РЕМОНТА ПОВЕРХНОСТЕЙ НАГРЕВА КОТЛОВ ВЫСОКОГО ДАВЛЕНИЯ [c.125]
Во время ремонта поверхностей нагрева котлов широко применяется сварка, особенно газовая. [c.132]
По окончании ремонта поверхностей нагрева котла необходимо произвести их тщательный осмотр. При осмотре следует обратить внимание [c.138]
В целях повышения качества работ и лучшего использования ремонтного персонала необходимо проводить специализацию бригад на весь период ремонта, которым должна поручаться одна вполне определенная работа на весь период ремонтов, как, например, ремонт дымососов и вентиляторов, ремонт поверхностей нагрева котлов и пр. При этом необходимо иметь состав бригад постоянным и не допускать переброски отдельных рабочих из одной бригады в другую. [c.230]
Настоящая инструкция предназначена для персонала ремонтных предприятий, а также ремонтного персонала электростанций, осуществляющего организацию и производство электросварочных работ при ремонте поверхностей нагрева котлов. [c.404]
Экономический анализ работы котлов-утилизаторов на некоторых предприятиях цветной металлургии показал, что все они работают крайне неудовлетворительно [85]. Поверхности нагрева котлов-утилизаторов в силу специфических свойств уходящих газов печей цветной металлургии забиваются технологическими продуктами уноса, подвержены сернокислотной коррозии и эрозии, значительное время простаивают на чистках, ремонтах и реконструкциях. [c.158]
Виброочистка позволяет полностью автоматизировать процесс очистки, обеспечивает возможность неограниченной частоты включения. Однако виброочистка может быть установлена только при замене поверхностей нагрева котла-утилизатора или при его капитальном ремонте. [c.168]
При выводе котлов в резерв или при их длительном простое, не сопровождающемся ремонтом поверхностей нагрева, консервацию целесообразно вести путем заполнения раствором аммиака. Аммиачную консервацию можно применять при длительности простоя от 3 сут до [c.116]
Для предотвращения стояночной коррозии металла поверхностей нагрева котлов во время капитального и текущего ремонтов применимы только способы консервации, позволяющие создать на поверхности металла защитную пленку, сохраняющую свои свойства в течение 1—2 мес после слива консервирующего раствора, так как опорожнение и разгерметизация контура в этом случае неизбежны. Срок действия защитной пленки на поверхности металла после обработки ее нитритом натрия может достигать 3 мес. [c.116]
Так как в процессе вальцовки создаются остаточные деформации металла в холодном состоянии, для обеспечения плотных и прочных соединений необходимо выполнять условия, регламентированные ОСТ 108.030.39—80 и Инструкцией по ремонту поверхностей нагрева паровых котлов , приведенные ниже. [c.305]
Инструкция по ремонту поверхностей нагрева паровых котлов Министерства энергетики и электрификации СССР рекомендует производить предварительный выбор величины У в соответствии с указаниями, приведенным в табл. 3.10. Установочное расстояние, выбранное по табл. 3.10, подлежит уточнению опытным порядком. [c.311]
Ремонт поверхностей нагрева заключается в устранении дефектов и повреждений. Это достигается заменой отдельных участков труб, змеевиков, части или всей поверхности нагрева. Удаление дефектных или поврежденных участков производят с применением газовой резки или механическим способом. Трубные элементы для замены дефектных или поврежденных изготавливают, руководствуясь требованиями ОСТ 108.030.40—79 Элементы трубные поверхностей нагрева, трубы соединительные в пределах котла, коллекторы стационарных паровых котлов. Общие технические условия . Выполнение сварочных работ на трубах поверхностей нагрева рассмотрено в предыдущих главах. [c.401]
При изготовлении поверхностей нагрева на котельных заводах применяют в основном контактную сварку и в меньшей степени — ручную электродуговую. Сварку ответственных элементов, ремонт которых затруднен, производят в среде аргона. В частности, этим способом сваривают трубы поверхностей нагрева паропаровых теплообменников. Аргоно-дуговую сварку применяют для подварки корня шва ремонтных электродуговых стыков поверхностей нагрева котлов мощностью 300 Мет и более с целью обеспечения максимальной надежности, а также на монтаже. [c.167]
При монтаже и ремонте паровых котлов электродуговая и газовая сварка труб поверхностей нагрева котлов, экранов, пароперегревателей и экономайзеров, а также трубопроводов в пределах котла в зимних условиях может производиться согласно следующему [c.969]
Инструкция по ремонту поверхностей нагрева паровых котлов (экранов, кипятильной системы и пароперегревателей), Госэнергоиздат, М.—Л. 1953. [c.1005]
Министерство электростанций. Инструкция по ремонту поверхностей нагрева паровых котлов, 1953. [c.140]
При осмотре топки, ремонтах поверхностей нагрева и т. п. котел должен быть отсоединен от дымохода действующих котлов глухими шиберами с плотной промазкой асбестом на глиняном растворе по периметру во избежание попадания продуктов сгорания к месту работ. С этой же целью можно выложить временную кирпичную перегородку в дымоходе отключенного котла. [c.225]
При кратковременных простоях котлов, не связанных с ремонтом поверхностей нагрева, консервацию их проводят заполнением котла деаэрированной водой с поддержанием ее избыточного давления до 10 сут. В случае длительного простоя котельной установки консервацию следует проводить сухим или мокрым методами. [c.117]
При выводе котла в резерв или ремонт должны приниматься меры по консервации поверхностей нагрева котла и калориферов в соответствии с действующими руководящими указаниями по консервации теплоэнергетического оборудования. [c.233]
Восстановление обмуровки в размере до 10 /о от всего ее объема. Проверка и разделка зазоров между обмуровкой и элементами поверхности нагрева котла. Уплотнение газового тракта. Устранение мест присоса воздуха через обмуровку и обшивку. Проверка и ремонт каналов для охлаждения балок [c.79]
Трубы для поверхностей нагрева котлов высокого давления. Основной особенностью ремонта котлов высокого давления является необходимость правильного применения материалов для поверхностей нагрева. [c.125]
ПРИЕМКА ПОВЕРХНОСТЕЙ НАГРЕВА КОТЛА ИЗ РЕМОНТА [c.138]
Наиболее простыми способами удаления наружных загрязнений с поверхностей нагрева котла в период его простоя на ремонте являются обдувка и обмывка. [c.81]
Надо отметить, что в Руководящих указаниях по ремонту поверхностей нагрева котлоагрегатов (Госэнергоиздат, 1946) и в Инструкции по ремонту поверхностей нагрева паровых котлов (Госэнергоиздат, 1953) указаны несколько меньшие допуски на отклонения по шагу и из ряда (-)- 3 и 5 мм), но практически для условий ремонта более приемлемыми являются допуски + 5 и + 10 мм, принятые в Руководящих указаниях по монтажу поверхностей нагрева котлов» (Госэнергоиздат, 1946). [c.129]
Что же касается гнутья труб без песка и нагрева (гнутье в холодную ), то этот способ применяется только для труб с наружным диаметром не более 108 мм, т. е. главным образом для труб поверхности нагрева котла, а также дренажных и вспомогательных трубопроводов. Такое ограничение объясняется большой стоимостью станков для холодного гнутья труб больших диаметров кроме того, применение таких станков не рентабельно при малом объеме работ во время ремонта трубопроводов. Трубогибочные станки.для труб диаметром 1108 мм и менее просты и надежны в работе, стоят недорого и широко распространены на электростанциях. [c.306]
Преимуществом Т-образных котлов является уменьшение в 2 раза сечения каждого из конвективных газоходов, благодаря чему облегчается очистка и ускоряется ремонт поверхностей нагрева. У таких котлов меньше высота окна, через которое выходят газы из топки, вследствие чего при таком же объеме топочной камеры, как у П-образных агрегатов, увеличивается длина средней траектории топочных газов и соответственно улучшаются условия догорания частиц твердого топлива. При меньшей высоте верхнего горизонтального газохода облегчается дистанционирование висящих в нем вертикальных змеевиков пароперегревателя. При этом удельный расход металла в Т-образных котлах лишь незначительно больше, чем в обычных. Увеличение удельного расхода металла в котле ТП-109 связано с тем, что при сухом шлакоудалении и высокой холодной воронке высота этого котла превышает на 5,8 м высоту однотипных Т-образных котлов ТП-100 и ТПЕ-212 с жидким шлакоудалением. [c.8]
В котле АПК дополнительная петля заменена экраном, образованным вертикальными трубами, что несколько усложняет изготовление котла, но дает большую защиту боковых стенок топки котла. Все змеевики / от коллектора 3 идут с небольшим подъемом (6°) в глубь топочной камеры, образуя колосниковую решетку. Нижние петли крайних змеевиков, вертикальные участки труб средних змеевиков и прямые передние трубы образуют экраны. Верхние петли змеевиков составляют конвективную поверхность нагрева котла. Прямые трубы 2 переднего экрана, если рассматривать их с точки зрения циркуляции, являются опускными трубами, змеевики 1 — подъемными. Кожух котла 5 выполнен разборным в виде короба с одинарными стенками. Разборная конструкция кожуха позволяет иметь доступ к трубам для их очистки или ремонта. [c.74]
Трудозатраты, связанные с выборкой трещин и заваркой выборок, значительны (в эти работы входит установка лесов, съем изоляции, шлифовка поверхностей и т. п.). Достаточно велика вероятность, что скорость роста возникающих трещин с течением времени значительно уменьшается и, весьма возможно, рост трещин прекращается на определенном этапе. С учетом этой оговорки следует признать промышленный эксперимент необходимым этапом при решении вопроса о ненужности ремонта. Подобный эксперимент дал положительный результат при изучении воздействия водяной очистки котлов на процесс развития системы трещин в поверхностях нагрева котлов [81]. Так при значительных напряжениях, возникающих от давления, и размахе номинальных напряжений у поверхности деталей, превышающем при водяной очистке предел текучести, образуется и развивается система трещин. Однако, как показывают результаты эксплуатации, после нескольких десятков тысяч циклов (при большом числе испытывавшихся деталей — труб теплообменников) в этих деталях сквозные трещины практически не возникают. [c.140]
Трубы поверхностей нагрева котлов контролируют при каждом ремонте и гидравлическом испытании путем визуального осмотра с целью выявления труб, имеющих большую остаточную деформацию, коррозию, эоловой износ, трещины в сварных соединениях, недопустимую овальность и другие дефекты [27]. Трубы поверхностей нагрева котлов, изготавливаемые по проекту из легированных сталей, контролируют перед монтажом (или перед установкой во время ремонта) в соответствии с [8]. [c.344]
Ремонт поверхностей нагрева паровых котлов [c.136]
РЕМОНТ ПОВЕРХНОСТЕЙ НАГРЕВА ПАРОВЫХ КОТЛОВ [c.136]
Люлька с пневмоприводом (рис. 17-49) предназначена для доставки ремонтного персонала к очагу ремонта поверхностей нагрева котла. Люлька служит рабочим местом при производстве ремонтных ра бот — заварке свищей, замене поврежденных участков поверхностей нагрева и т. п. Разработчик ЦКБ Главэнерго- [c.473]
При ремонте поверхностей нагрева котлов, работающих на газе, встречаются следующие повреждения деформация экранных труб и змеевиков пароперегревателя, местное вздутие труб, трещины на поверхности труб и ряд других. В этих случаях деформированные экранные трубы можно выправить регулировкой натяжения креплений. При значительных деформациях трубу выправляют нагревом в двух местах при одновременном натяге промежуточных креплений или вырезают деформированный зАчасток и заменяют его новым. Трубы, имеющие раздутия, заменяются целиком, или вырезается дефектный участок и вваривается новый. [c.49]
Ремонт поверхностей нагрева котла. Наиболее частые повреждения кипятильных труб — течь, трещины у концов, разъедания, износ, изгиб, вьшучины. [c.242]
При кратковременных простоях котлов, не связанных с ремонтом поверхностей нагрева, консервация их проводится путем заполнения котлов деаэрированной водой с иоддержанием избыточного давления или газовым способом. Если производить аварийный останов (например, из-за разрыва труб поверхностей нагрева), то единственно приемлемым способом является консервация азотом. [c.115]
Инструкция по ремонту поверхностей нагрева паровых котлов, пароперегревателей и экономайзеров, Союзэнергоремтрест, Госэнергоиздат, 1962. [c.356]
Ремонт — поверхность — нагрев
Cтраница 1
Ремонт поверхностей нагрева заключается в устранении дефектов и повреждений. Это достигается заменой отдельных участков труб, змеевиков, части или всей поверхности нагрева. Удаление дефектных или поврежденных участков производят с применением газовой или механической резки. Трубные элементы для замены дефектных или поврежденных изготавливают, руководствуясь требованиями ОСТ 108.030.40 — 79 Элементы трубные поверхностей нагрева, трубы соединительные в пределах котла, коллекторы стационарные паровых котлов. Выполнение сварочных работ на трубах поверхностей нагрева рассмотрено в предыдущих разделах.
[2]
Ремонт поверхностей нагрева заключается в устранении дефектов и повреждений. Это достигается заменой отдельных участков труб, змеевиков, части или всей поверхности нагрева. Удаление дефектных или поврежденных участков производят с применением газовой резки или механическим способом. Трубные элементы для замены дефектных или поврежденных изготавливают, руководствуясь требованиями ОСТ 108.030.40 — 79 Элементы трубные поверхностей нагрева, трубы соединительные в пределах котла, коллекторы стационарных паровых котлов. Выполнение сварочных работ на трубах поверхностей нагрева рассмотрено в предыдущих главах.
[4]
После ремонта поверхности нагрева обычно проводится гидравлическое испытание котлоагрегатов со всей установленной на нем арматурой.
[5]
При ремонте поверхностей нагрева паровых котлов приходится в большом количестве обрабатывать торцы труб. Для этого используют приспособления с приводом от электродвигателя или пневмо-машины, которыми можно также обрабатывать торцы штуцеров, приваренных к барабанам и камерам. Каждое приспособление состоит из резцовой головки, механизма подачи, привода и устройства для закрепления в трубе. Кроме того, изготовляют приспособления с ручным приводом.
[7]
При ремонте поверхностей нагрева котлов, работающих на газе, встречаются следующие повреждения: деформация экранных труб и змеевиков пароперегревателя, местное вздутие труб, трещины на поверхности труб и ряд других.
[8]
Во время ремонта поверхностей нагрева котлов широко применяется сварка, особенно газовая.
[9]
Перед производством ремонтов поверхности нагрева обрабатывают нитритно-аммиач-ным раствором.
[11]
Перед производством ремонтов поверхности нагрева обрабатывают нитритно-аммиачным раствором.
[12]
По окончании ремонта поверхностей нагрева котла необходимо произвести их тщательный осмотр.
[13]
Инструкция по ремонту поверхностей нагрева паровых котлов Министерства энергетики и электрификации СССР рекомендует производить предварительный выбор величины Y в соответствии с указаниями, приведенными в табл. 3.12. Установочное расстояние, выбранное по таблице, подлежит уточнению опытным порядком.
[14]
Инструкция по ремонту поверхностей нагрева паровых котлов Министерства энергетики и электрификации СССР рекомендует производить предварительный выбор величины К в соответствии с указаниями, приведенным в табл. 3.10. Установочное расстояние, выбранное по табл. 3.10, подлежит уточнению опытным порядком.
[15]
Страницы:
1
2
3
4
Содержание страницы
- 1. Ремонт поверхностей нагрева, барабанов. Виды повреждений и дефектов поверхностей нагрева
- 2. Проведение гидравлических испытаний элементов котла, работающих под давлением
- 3. Обследование барабанов и устранение их повреждений
- 4. Техника безопасности при обследовании и ремонте барабанов
1. Ремонт поверхностей нагрева, барабанов. Виды повреждений и дефектов поверхностей нагрева
Наиболее характерными повреждениями труб поверхностей нагрева являются:
- трещины поверхности экранных и кипятильных труб,
- коррозионные разъедания наружных и внутренних поверхностей труб,
- разрывы,
- утонения стенок труб,
- трещины и разрушения колокольчиков.
Причины появления трещин, разрывов и свищей: отложения в трубах котлов солей, продуктов коррозии, сварочного грата, замедляющих циркуляцию и вызывающих перегрев металла, внешние механические повреждения, нарушение водно-химического режима.
Коррозия наружной поверхности труб подразделяется на низкотемпературную и высокотемпературную. Низкотемпературная коррозия возникает в местах установки обдувочных приборов, когда в результате неправильной эксплуатации допускается образование конденсата на занесенных сажей поверхностях нагрева. Высокотемпературная коррозия может иметь место на второй ступени пароперегревателя при сжигании сернистого мазута.
Наиболее часто встречается коррозия внутренней поверхности труб, возникающая при взаимодействии коррозионно-активных газов (кислорода, углекислоты) или солей (хлоридов и сульфатов), содержащихся в котловой воде, с металлом труб. Коррозия внутренней поверхности труб проявляется в образовании оспин, язв, раковин и трещин.
К коррозии внутренней поверхности труб также относятся: кислородная стояночная коррозия, под шламовая щелочная коррозия кипятильных и экранных труб, коррозионная усталость, проявляющаяся в виде трещин в кипятильных и экранных трубах.
Повреждения труб из-за ползучести характеризуются увеличением диаметра и образованием продольных трещин. Деформации в местах гибов труб и сварных соединений могут иметь различные направления.
Основные виды повреждений сварных швов выполненных ручной дуговой сваркой — свищи, возникающие из-за непроваров, шлаковых включений, газовых пор, не сплавления по кромкам труб.
Основными дефектами и повреждениями поверхности пароперегревателя являются: коррозия и окалинообразование на наружной и внутренней поверхности труб, трещины, риски и расслоение металла труб, свищи и разрывы труб, дефекты сварных соединений труб, остаточная деформация в результате ползучести.
Повреждения угловых швов приварки змеевиков и штуцеров к коллекторам, вызывающие нарушением технологии сварки, имеют вид кольцевых трещин вдоль линии сплавления со стороны змеевика или штуцеров.
Характерными неисправностями, возникающими при эксплуатации поверхностного пароохладителя котла являются: внутренняя и наружная коррозия труб, трещины и свищи в сварных швах и на гибах труб, раковины, могущие возникнуть при ремонтах, риски на зеркале фланцев, течи фланцевых соединений вследствие перекоса фланцев. При гидравлическом испытании котла можно определить только наличие не плотностей в пароохладителе. Для выявления скрытых дефектов следует провести индивидуальное гидравлическое испытание пароохладителя.
Барабаны котла.
Характерными повреждениями барабанов котла являются:
- трещины-надрывы на внутренней и наружной поверхности обечаек и днищ,
- трещины-надрывы вокруг трубных отверстий на внутренней поверхности барабанов и на цилиндрической поверхности трубных отверстий,
- межкристаллитная коррозия обечаек и днищ,
- коррозионные разъединения поверхностей обечаек и днищ,
- овальность барабана оддулины (выпучины) на поверхностях барабанов, обращенных в топку, вызванные температурным воздействием факела в случаях разрушения (или выпадения) отдельных частей футеровки.
Металлоконструкции и обмуровка котла.
В зависимости от качества профилактической работы, а также от режимов и сроков эксплуатации котла, его металлоконструкции могут иметь следующие дефекты и повреждения:
- разрывы и изгибы стоек и связей,
- трещины,
- коррозионные повреждения поверхности металла.
В результате длительного воздействия температур имеют место растрескивание и нарушение целостности фасонного кирпича, закрепляемого на штырях к верхнему барабану со стороны топки, а также трещины в кирпичной кладке по нижнему барабану и поду топки.
Особенно часто встречается разрушение кирпичной амбразуры горелки и нарушение геометрических размеров за счет оплавления кирпича.
Устройство для оборудования рабочих мест при ремонте поверхностей нагрева.
Элементы поверхностей нагрева, признанные при осмотре и проверке годными к дальнейшей эксплуатации, ремонтируют в топках и газоходах котлов без демонтажа.
В объем ремонтных работ входят подгибка и рихтовка труб, ремонт опор, подвесок и креплений, вырезка контрольных образцов и установка вставок, ремонт и замена защитных устройств, промывка змеевиков пароперегревателя. При ремонте устраняют дефектные сварные стыки, выполняют приварку к трубам ребер, плавников и других деталей, производят ошиповку труб.
Подгибку (на гнутых участках) и рихтовку (на прямых участках) труб паровых котлов производят в случае выхода труб из проектной плоскости на величину, превышающую предельные отклонения от проектных размеров. Это происходит при короблении труб, а также при отрыве труб от креплений и дистанционирующих деталей, отрыва креплений труб от деталей каркаса.
У прямоточных котлов встречаются перекосы панелей радиационной части и выходы их из проектной плоскости.
Подгибку и рихтовку трубных элементов из углеродистой стали при выходе из ряда на 15–20 мм производят холодным способом, при выходе из ряда на 20 – 30 мм при нагреве участка трубы до 750 – 10500С. При большей деформации изогнутые участки обычно вырезают.
Деформированные трубы из легированной стали, как правило, не рихтуют, а заменяют.
Выпрямленные трубы фиксируют установкой креплений. Оборванные и перегоревшие крепления заменяют.
Подгибку и рихтовку труб производят при помощи домкратов, винтовых скоб, клиньев, струбцин и других приспособлений.
Провисшие и деформированные змеевики выравнивают путем регулирования длины подвесок и восстановления стоек, гребенок, хомутов.
Подтяжку подвесных труб и пружинных опор трубных элементов производят динамометрическими ключами, позволяющими контролировать нагрузку, установленную технической документацией.
Проверка состояния элементов поверхностей нагрева.
На ТЭС используют два вида контроля за состоянием внутренней поверхности экранных труб котлов˸
- в процессе эксплуатации – контроль за температурой металла труб (в случае оборудования котла системой температурного контроля);
- при останове котла (выборочная вырезка контрольных образцов).
Маркировка элементов поверхностей нагрева котла, где устанавливают температурные вставки или делают вырезки, выполняют следующим образом: при проведении маркировки на котлах с вертикально расположенными трубами (котлы с естественной циркуляцией) наблюдатель должен находиться вне топки лицом к фронту котла. Трубы и змеевики маркируют арабскими цифрами. Трубы фронтового и заднего экранов нумеруют слева направо по фронту котла, трубы боковых и двусветных экранов – по направлению от фронта к задней стене;
- на прямоточных котлах с горизонтальной навивкой труб маркировку проводят снизу вверх с указанием номера змеевика (арабскими цифрами) и номера хода (римскими цифрами).
Установку температурных вставок и вырезку образцов труб производят на поверхностях, расположенных в зонах максимальных теплонапряжений и концентраций примесей, где создаются наиболее благоприятные условия для образования отложений и протекания процессов коррозии. Для прямоточных котлов СКД выбирают зону, отвечающую энтальпии среды 1925-2150 кДж/кг. Зоны труб, на которых необходимо производить вырезки контрольных образцов, а также их количество, пересматривают в случае существенного изменения конструкции котлоагрегата или режима ᴇᴦο эксплуатации (переход на новый вид топлива, реконструкция горелочных устройств или поверхностей нагрева и т.д.).
Для наблюдения за температурой экранных труб в них вваривают специальные температурные вставки. Температурная вставка представляет собой отрезок трубы длиной 200-300 мм, диаметром и толщиной стенки, равными экранным трубам. Вставку оснащают двумя термопарами на случай выхода одной из них из строя. Показания термопар выводят на вторичный (регистрирующий) прибор, который затем периодически подключают через 5-7 суток на 2-3 часа. Данные показания записывают в специальный журнал на номинальной нагрузке в установившемся режиме работы котла. Для записи выбирается максимальное значение температуры, определяемой в течение 5-10 минут непрерывных записей по каждой вставке.
При останове котла выборочную вырезку образцов выполняют согласно карте вырезок. На огневой стороне вырезанного образца наносят метку. Далее на середину каждого вырезанного образца с огневой и тыльной сторон наклеивают этикетки со следующими данными˸ дата вырезки, электростанция, номер котла, номер и расположение трубы в котле, солевой или чистый отсек, огневая или тыльная сторона, стрелкой указывается верх или низ трубы.
Далее образцы передают в механические мастерские, где их разрезают, согласно меловым меткам, нанесённым представителями химического цеха.
После распиливания образцы поступают в химлабораторию, где их тщательно осматривают и описывают состояние внутренней поверхности каждого участка. При описании отложений отмечают их цвет, толщину отложений в различных местах, степень равномерности покрытия трубы, характерные особенности (пластинки, слоистая или губчатая масса, отдельные бугорки, сплошной слой и т.п.).
Ремонт поверхностей нагрева без их демонтажа.
Элементы поверхностей нагрева, признанные при осмотре и проверке годными к дальнейшей эксплуатации, ремонтируют в топках и газоходах котлов без демонтажа.
В объем ремонтных работ входят подгибка и рихтовка труб, ремонт опор, подвесок и креплений, вырезка контрольных образцов и установка вставок, ремонт и замена защитных устройств, промывка змеевиков пароперегревателя. При ремонте устраняют дефектные сварные стыки, выполняют приварку к трубам ребер, плавников и других деталей, производят ошиповку труб.
Подгибку (на гнутых участках) и рихтовку (на прямых участках) труб паровых котлов производят в случае выхода труб из проектной плоскости на величину, превышающую предельные отклонения от проектных размеров. Это происходит при короблении труб, а также при отрыве труб от креплений и дистанционирующих деталей, отрыва креплений труб от деталей каркаса.
У прямоточных котлов встречаются перекосы панелей радиационной части и выходы их из проектной плоскости. Подгибку и рихтовку трубных элементов из углеродистой стали при выходе из ряда на 15–20 мм производят холодным способом, при выходе из ряда на 20 – 30 мм при нагреве участка трубы до 750 – 10500С. При большей деформации изогнутые участки обычно вырезают.
Деформированные трубы из легированной стали, как правило, не рихтуют, а заменяют. Выпрямленные трубы фиксируют установкой креплений. Оборванные и перегоревшие крепления заменяют. Подгибку и рихтовку труб производят при помощи домкратов, винтовых скоб, клиньев, струбцин и других приспособлений. Провисшие и деформированные змеевики выравнивают путем регулирования длины подвесок и восстановления стоек, гребенок, хомутов.
Подтяжку подвесных труб и пружинных опор трубных элементов производят динамометрическими ключами, позволяющими контролировать нагрузку, установленную технической документацией.
Установку на место перекошенных и вышедших из проектной плоскости панелей радиационной части производят при помощи винтовых стяжек или ручных рычажных лебедок (рис. 1) после удаления обдувочных аппаратов и других мешающих деталей и освобождения панели от закрепляющих устройств.
Работы по восстановлению правильного положения панелей, правке и рихтовке труб тесно связаны с проверкой и ремонтом креплений труб, их опор, подвесок и дистанционирующих деталей. Детали крепления труб в современных котлах большой мощности являются ответственными элементами, они фиксируют поверхности нагрева в определенном положении и обеспечивают тепловые перемещения трубных элементов и коллекторов в заданных направлениях.
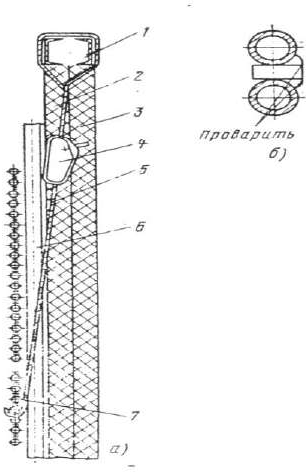
Рисунок 1 — Восстановление провисших труб настенного пароперегревателя котла ТП-100: а – общий вид; 1 – балка каркаса; 2 – обмуровка; 3 – тепловая изоляция; 4 – ручная лебедка; 5 – канат; 6 – труба экрана; 7 – труба настенного пароперегревателя
На рис. 2, 3, 4 приведены распространенные конструкции креплений труб котлов высокого давления. Все конструкции креплений экранов предохраняют трубы от прогиба в сторону топки, но не препятствуют тепловым перемещениям параллельно стенам топки.
При ремонте и замене креплений экранных труб обеспечивают свободу для температурных перемещений, для чего вырезы в скобах 3 должны быть направлены в сторону удлинения труб. Змеевики пароперегревателей имеют не только подвески и крепления, но и дистанционирующие устройства. Их ремонт заключается в проверке и замене поломанных и сгоревших деталей с одновременным выравниванием змеевиков.
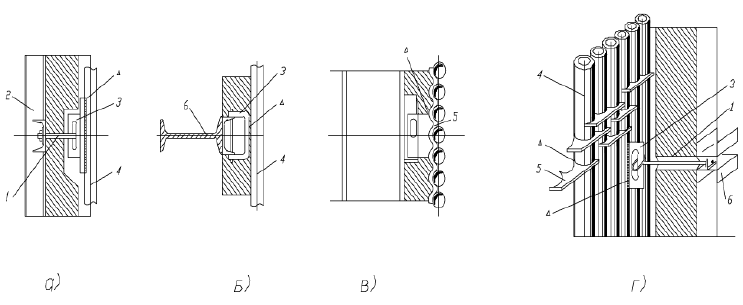
Рисунок 2 — Крепление экранных труб: а – к балке каркаса котла; б и в – к горизонтальной балке, перемещающейся вместе с трубами; г – к балке каркаса с обеспечением некоторой свободы для перемещения труб относительно друг друга (треугольником указаны места сварки) 1 – тяга; 2 – балка; 3 – скоба; 4 – экранные трубы; 5 – планка, приваренная к экранным трубам; 6 – балка каркаса
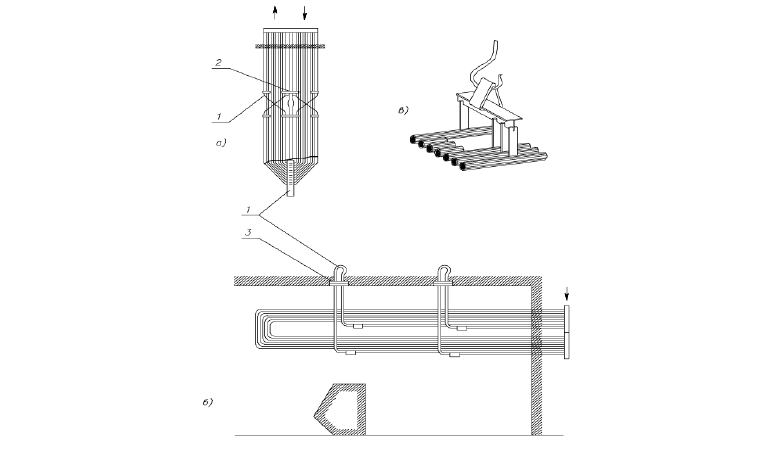
Рисунок 3 — Крепление элементов пароперегревателя: а – вертикальной ширмы; б – горизонтальной ширмы; в – потолочных труб; 1 – обвязочная труба; 2 и 3 – детали крепления труб ширм
Поверхности нагрева прямоточных котлов фиксируются неподвижными креплениями с одной стороны и подвижными креплениями в направлении удлинения труб и панелей при нагревании.
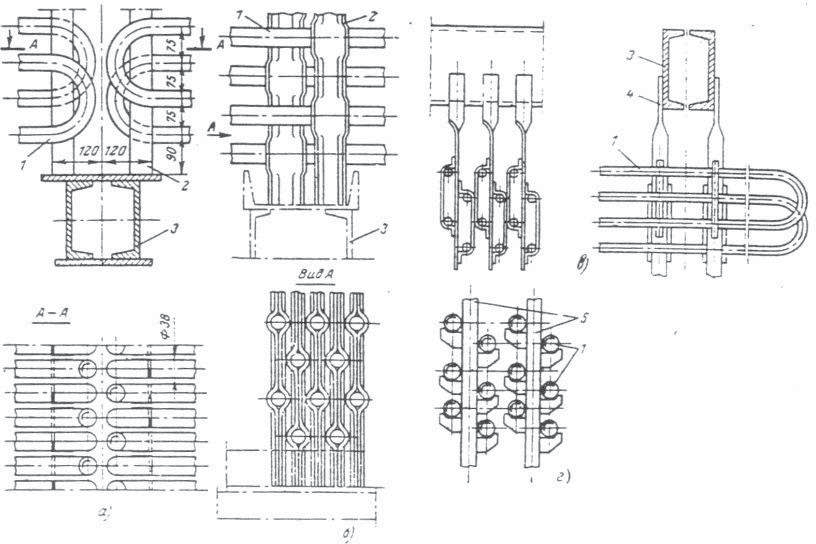
Рисунок 4 — Крепление змеевиков экономайзера: а – на стойках из уголков; б – на стойках из штампо — ванных полос; в – на подвесках из полос; г – на подвесках из труб экономайзера; 1 – труба змеевика; 2 – стойка; 3 – опорная балка; 4 – подвеска из полосы; 5 – подвеска из труб
Типы неподвижных креплений труб прямоточных приведены на рис. 5., подвижных креплений подового экрана и НРЧ, СРЧ и ВРЧ – на рис. 5.
При осмотре неподвижных креплений проверяют прочность сварных швов и при обнаружении обрывов или трещин усиливают сварку. У крепления, изображенного на рис. 6, не должно быть верхнего зазора между косынкой и кронштейном. Появление зазора свидетельствует о нарушении положения труб НРЧ из-за защемления. В этом случае необходимо обнаружить и устранить причину защемления.
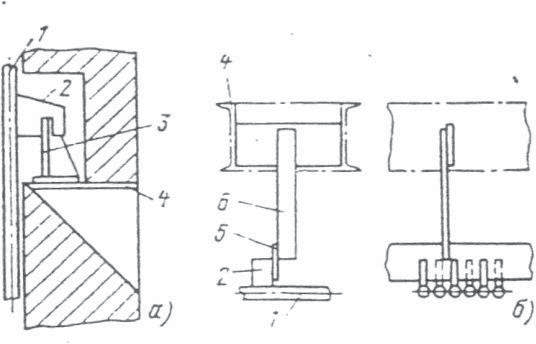
Рисунок 5 — Типы неподвижных креплений: а – труб нижней радиационной части; б – труб потолочного экрана; 1 – труба; 2 – косынка; 3 – кронштейн; 4 – опорная конструкция; 5 – планка; 6 – подвеска
У всех этих креплений проверяют и восстанавливают прочность приварки деталей. Прорези в косынках и планках должны быть направлены в сторону перемещения труб, а запас хода должен быть на 5–10 мм больше теплового перемещения панели.
Панели СРЧ и ВРЧ выполнены в виде лент, поэтому их крепления более сложны.
Большое значение для компенсации тепловых перемещений труб имеет их холодный натяг. В котлах холодный натяг труб осуществлен на стыке фронтового и потолочного экранов и в углах опускного газохода у потолочных труб поворотной камеры. Холодный натяг труб фронтового экрана равен 145 мм, потолочного – 15 мм. Для перемещения труб потолочного экрана в сторону фронтовой стены котла предусмотрено 160 мм. Перемещение труб фронтового экрана вверх воспринимается компенсатором верхней части экрана.
Перемещение потолочных труб поворотного газохода в сторону задней стены компенсируется холодным натягом, равным 45 мм. Величина холодного натяга труб указывается в технической документации на котлы.
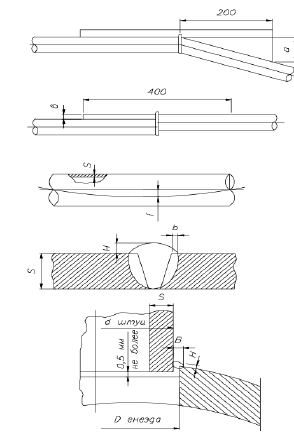
Рисунок 6 — Места наиболее интенсивного золового износа труб Основным методом борьбы с абразивным истиранием труб
поверхностей нагрева является установка защитных накладок. С учетом местного характера абразивного износа защитные устройства устанавливаются на лобовых участках верхних труб конвективных поверхностей нагрева и на участках, расположенных в районе газовых коридоров в непосредственной близости от местных сопротивлений (рис. 6).
На рис. 7, 8 изображены способы установки защиты труб. Крепление индивидуальных манжет на трубах из углеродистой и низколегированной сталей можно производить электросваркой, на трубах из высоколегированных сталей – с помощью хомутов. Крепление групповых манжет производится только хомутом. Приварку и крепление хомутом следует производить только с одной из сторон, обеспечивая тем самым свободу теплового перемещения манжеты вдоль трубы.

Рисунок 7 — Установка защитных накладок на трубах, огибающих амбразуры: 1 – труба; 2 – защитная накладка
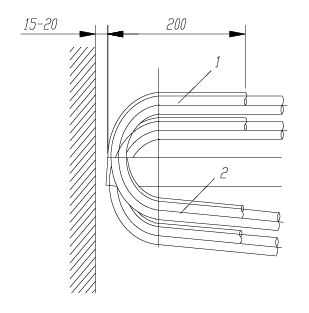
Рисунок 8 — Индивидуальные манжеты для защиты гибов труб: 1 – внешняя манжета; 2 – внутренняя манжета
2. Проведение гидравлических испытаний элементов котла, работающих под давлением
Гидравлические испытания проводятся с целью проверки прочности и плотности узлов и соединений котла, работающих под повышенным давлением пара и воды.
Котел подвергается гидравлическим испытаниям в следующих случаях:
- при освидетельствовании;
- после замены трубной системы или отдельной ее части;
- перед проведением паровой пробы;
- после замены или глушения змеевиков экономайзера;
- после замены котельной арматуры;
- после подвальцовки труб испарительного пучка или пароперегревателя;
- после заварки свищей в стенках труб или глушения труб;
- при обнаружении признаков неплотности корпуса котла или экономайзера.
Испытательное давление указывается в инструкции по эксплуатации котла и обычно составляет 120 -125 % от рабочего. В некоторых случаях (для уточнения места течи или неплотностей, после подвальцовки труб пароперегревателя, после глушения труб котла и др.) пробное давление разрешается уменьшить до рабочего. Температура воды, заполняющей котел при проведении испытаний, не должна быть ниже температуры стенок труб и коллекторов с целью предотвращения отпотевания этих элементов.
Для проведения гидравлических испытаний необходимо подготовить котел следующим образом:
- снимаются все крышки лазов и щиты на внутреннем и наружном кожухах, вскрывается топочный лаз;
- производится наружная механическая чистка корней труб испарительного пучка и пароперегревателя;
- демонтируются секции ГОУ (для высоконапорных котлов);
- проверяется открытие клапана подачи питательной воды на сообщительной трубе между экономайзером и паровым коллектором;
- закрываются клапаны на всех коллекторах, кроме воздушных клапанов;
- стопорятся штоки предохранительных клапанов котла;
- котел заполняется водой до ее появления из воздушных клапанов, после чего воздушные клапаны закрываются.
Подъем давления в котле производится с помощью специального пресса, присоединяемого к одному из клапанов котла (место присоединения указывается в инструкции по эксплуатации), либо с помощью штатного питательного насоса[60].
Подъем давления в котле осуществляется плавно, с выдержками для осмотра котла при давлениях: 1,0; 2,0; 3,5 МПа (10, 20, 35 кгс/см ) и при полном рабочем давлении. При выдержках производится осмотр корпуса котла, экономайзера, фланцевых соединений арматуры и других элементов, находящихся под давлением. При обнаружении неплотностей, давление в котле плавно снижается до атмосферного, неисправности устраняются, после чего повторно производятся гидравлические испытания котла.
После осмотра котла при рабочем давлении, давление поднимается до пробного испытательного, с выдержкой при нем 5 минут. При пробном давлении осмотр котла не производится! После выдержки при пробном давлении, давление плавно снижается до рабочего и производится осмотр котла. Котел считается выдержавшим испытания, если не обнаружены течи и деформации. Нестекающие капли на местах вальцовочных соединений труб с коллекторами браковочным признаком не считаются.
После проведения испытаний производится плавное (в течение 2 — 3 минут) снижение давления до атмосферного.
При необходимости допускается производить гидравлические испытания отдельно корпуса котла и экономайзера.
Паровая проба котла
Паровая проба производится для проверки герметичности узлов и соединений котла, работающих под давлением воды и пара.
Паровая проба производится в следующих случаях:
- при первой разводке котла после его изготовления;
- после окончания заводского ремонта котла;
- после замены котельной арматуры;
- после вскрытия лазовых затворов коллекторов.
Перед паровой пробой в обязательном порядке проводятся гидравлические испытания котла. Котел, не выдержавший гидравлические испытания, к паровой пробе не допускается!
Паровая проба котла производится в следующей последовательности:
- котел подготавливается к действию в соответствии с инструкцией по эксплуатации;
- производится разводка котла при открытом клапане продувания пароперегревателя;
- в процессе подъема давления пара в котле от 0 до 0,5 МПа постоянно производится осмотр и прослушивание котла;
- при достижении давления пара в котле 3,0 МПа (30кгс/см) закрывается клапан продувания пароперегревателя, горение котла выключается, производится осмотр и прослушивание котла;
- при отсутствии неплотностей открывается продувание пароперегревателя, производится повторная разводка котла, давление пара в котле поднимается до рабочего;
- выключается горение, закрывается клапан продувания пароперегревателя, производится осмотр и прослушивание котла;
- контролируется отсутствие травления пара через предохранительные клапаны.
Котел считается выдержавшим паровую пробу, если при выдержке его под полным рабочим давлением в течение 30 мин. не проявляются какие либо неисправности.
После паровой пробы снижение давления пара в котле от рабочего до значения 1,5 МПа (15кгс/см) должно производиться в результате его естественного остывания. После достижения давления пара в котле 1,5 МПа дальнейшее снижение давления разрешается производить через клапан продувания пароперегревателя.
Пневматические испытания наружного кожуха
Наружный кожух высоконапорного котла работает в условиях повышенного давления воздуха, подаваемого в топку котла компрессором ТНА. Периодически наружный кожух ВНК должен подвергаться испытаниям на прочность и плотность пробным давлением воздуха.
Как правило, испытания на прочность и плотность наружного кожуха ВНК производятся в следующих случаях:
- если произошел взрыв газов в топке котла;
- если котел находился в бездействии более 1 года;
- если при осмотре котла выявлена необходимость проведения испытаний;
- после проведения ремонта с заменой отдельных листов, а также применении сварки при ремонте отдельных элементов кожуха, работающих под давлением (за исключением случаев выреза и вварки участков днищ при замене секций экономайзера, выполненных в соответствии с инструкцией по эксплуатации);
- при полном освидетельствовании котла, но не реже чем через 6 лет эксплуатации.
При проведении испытаний пробное давление воздуха Устанавливается в зависимости от рабочего давления — Р. При рабочем Давлении до 5,0 кгс/см пробное давление принимается равным 1,5 Р, но не менее 2,0 кгс/см. При рабочем давлении более 5,0 кгс/см пробное.
Давление принимается равным 1,25 Р но не менее 3,0 кгс/см.
Пневматические испытания проводятся комиссией так же, как и при полном освидетельствовании котла. Перед испытанием на прочность и плотность наружный кожух должен быть тщательно осмотрен и только при отсутствии дефектов (деформаций, трещин, надрывов) может быть допущен к проведению испытаний.
Для проведения пневматических испытаний проводятся следующие действия и мероприятия:
- снимается вся изоляция с наружного кожуха;
- собирается схема трубопроводов.
- наружный кожух герметизируется, устанавливаются необходимые заглушки (на фланцах подвода воздуха и отвода газов в ГТ ТНА), вместо одной из штатных крышек горловин устанавливается заглушка с предохранительным клапаном, имеющим сечение в 4.
- открываются и закрепляются двери и люки котельного отделения;
- производится подъем давления в кожухе до рабочего с остановками через каждые 0,5 кгс/см, в период остановок кожух осматривается, проверяется на ощупь и с помощью свечи;
- при достижении рабочего давления осмотры прекращаются, обслуживающий персонал выводится из котельного отделения в безопасные места, после чего давление поднимается до пробного;
- пробное давление выдерживается в течение 5 мин., после чего плавно снижается до рабочего, производится осмотр наружной обшивки котла. Нахождение обслуживающего персонала в котельном отделении до снижения давления в кожухе до рабочего запрещено.
Котел считается выдержавшим испытания, если не обнаружено разрывов, трещин, деформаций, отсутствуют пропуски воздуха в сварных швах и по основному металлу.
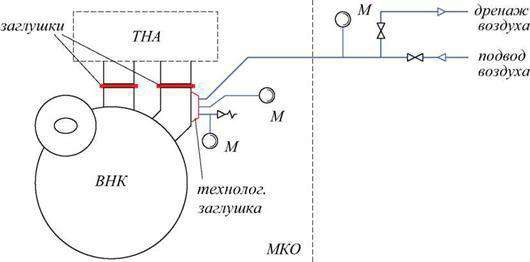
Рисунок 9 — Схема проведения пневматических испытаний наружного кожуха ВНК
Очень широкое применение в составе судовых и корабельных КТЭУ нашли водотрубные котлы с естественной циркуляцией, Они значительно легче и экономичнее огнетрубных котлов,
Водотрубными называют такие паровые котлы, у которых внутри труб, омываемых снаружи горячими продуктами сгорания топлива, циркулирует вода и пароводяная смесь.
3. Обследование барабанов и устранение их повреждений
Металл барабана работает в тяжелых условиях. С одной стороны находится под высоким внутренним давлением, с другой стороны на него отрицательно действует частичные теплосмены и агрессивное действие котловой воды. Барабан изготавливается из низколегированной марганцовистой стали 16ГНМА. Толщина стенки – 115мм.
Повреждение барабанов и методы их устранения. Повреждения барабанов котлов появляется в тех случаях, когда в стенке барабана возникают дополнительные напряжения, вызванные снижением прочности металла при наличии в нем посторонних включений и других пороков, или быстрым нагревом и охлаждением. У кромок трубных отверстий при теплосменах дополнительные напряжения возникают значительно больше, чем вдали от них. Появление трещин и их развитие связано с коррозионными процессами. При наличии в котловой воде незначительного количества растворенного кислорода.
Опасными также являются напряжения, вызванные растрескиванием защитной магнетитовой пленки при нарушениях режима работы котла. Характер трещин зависит от резкого изменения температуры, независимо от давления. Трещины возникают также под действием повышенных напряжений в зонах приварки внутрибарабанных сепарационных устройств, а также в местах стыковки различных устройств. Качество сварных швов контролируется рентгеноскопией или радиоактивными изотопами. Обследование и определение объёмов и методов контроля металла барабанов производится в соответствии с инструкцией и принято называть «Инструкция по исследованию металла и условия эксплуатации котлов высокого давления».
Обследование производится один раз в 3-4 года в период капитального ремонта. В случае выполнения ремонта наплавки и приварки барабана, осмотр отремонтированных мест производится один раз в 2 года в период среднего ремонта. Выявленные дефекты подлежат исправлению. Места разборки внутрибарабанных устройств и снятие тепловой изоляции, определяются электростанцией совместно с ремонтной организацией в соответствии с объёмом исследований. Демонтаж внутрибарабанных устройств, приваренных кронштейном корпуса барабана, производится газовой резкой. Длина кронштейнов должна оставаться не менее 15мм. Все детали сепарации при выемке из барабана должны быть заклеймены и сложены в одно место на площадке.
Перед устранением трещин, определяют характер и границы их распространения. Для этого обрабатывают до блеска места специальными составами, осматривают с помощью лупы и выявляют границы трещин. Глубину трещин определяют засверловкой с последующим травлением (соляной кислотой). Трещины в барабанах снимают шлифовальными машинками.
Материалы, применяемые при ремонте барабанов, должны соответствовать требованиям действующих ГОСТов и технических условий.
К сварке и наплавке поврежденных участков барабана привлекаются высококвалифицированные сварщики, имеющие удостоверение на выполнение ответственных работ. Перед началом работ должны пройти инструктаж и отработать технику сварки и наплавки на образцах, имитирующих реальные условия работы. Ультразвуковая дефектоскопия должна производится обязательно.
4. Техника безопасности при обследовании и ремонте барабанов
При ремонтных работах в котельной необходимо соблюдать следующие правила безопасности: все рабочие, занятые ремонтом и очисткой котлоагрегата перед началом работ проходят инструктаж по ведению безопасных работ; их снабжают спецодеждой и обувью и допускают к горячим работам, если температура на рабочем месте не более 40-500С. При этом по указанию мастера 30-минутная работа должна обязательно чередоваться с 15-минутным отдыхом вне топки, котла или газохода.
Перед допуском к производству ремонтных или котлоочистительных работ топку и газоходы котлоагрегата следует тщательно вентилировать и хорошо осветить. Мастер должен тщательно осмотреть место работы с целью выявления, не произойдутли обвал кирпичей, разрушение сводов, стен или глыб шлака; далее он должен назначить на период работ рабочего, который должен находиться снаружи, у лаза и наблюдать за ходом работы, поддерживая постоянную связь с работающими в барабане котла или в глубине газохода.
При ремонте и очистке газоходов рабочие должны соблюдать особую осторожность, так как в них возможно догорание топлива в непровентилированных углах, унесенного дымовыми газами. В этих очагах выделяется оксид углерода (СО — угарный газ), очень вредный для человека, Поэтому эти очаги при обнаружении следует немедленно ликвидировать. Следует помнить, что при очистке газоходов одно из основных требований безопасности — надежная вентиляция. Ремонтные работы в газоходах; экономайзерах и золоулавливателях следует выполнять по наряду, после их очистки от золы. При этом на обдувочных линиях пара следует обязательно отключать задвижки.
До начала производства работ внутри барабана или коллектора котла, соединенного с другими работающими котлами, трубопроводами ( паропровод, питательные, дренажные, спускные линии и т.п.), а также перед внутренним осмотром или ремонтом элементов, работающих под давлением, котел должен быть отсоединен от всех трубопроводов заглушками, если на них установлена фланцевая арматура.
В случае если арматура трубопроводов пара и воды бесфланцевая, отключение котла должно производиться двумя запорными органами, при наличии между ними дренажного устройства диаметром условного прохода менее 32 мм, имеющего прямое соединение с атмосферой. Приводы задвижек, а также вентилей открытых дренажей и линии аварийного слива воды из барабана должны быть заперты на замок так, чтобы исключалась возможность ослабления их плотности при запертом замке. Ключи от замков должны храниться у ответственного за исправное состояние и безопасную эксплуатацию котла, если на предприятии не установлен другой порядок их хранения.
Толщина заглушек, применяемых для отключения котла, устанавливается исходя из расчета на прочность. Заглушка должна иметь выступающую часть (хвостовик), по которой определяется ее наличие. При установке прокладок между фланцами и заглушкой прокладки должны быть без хвостовиков.
Допуск людей внутрь котла, а также открывание запорной арматуры после удаления людей из котла должны производиться только по письменному разрешению (наряду-допуску), выдаваемому в установленном порядке.
§ 28. Осмотр и дефектация элементов поверхностей нагрева
§ 29. Виды повреждений труб поверхностей нагрева котлов и их причины
§ 30. Общие указания по ремонту трубных элементов
§ 31. Ремонт и замена труб экранов и радиационной части прямоточных котлов
§ 32. Ремонт и замена радиационных, ширмовых и конвективных частей пароперегревателя
§ 33. Ремонт и замена секций паропарового теплообменника
§ 34. Ремонт и замена змеевиков конвективной шахты котла
§ 35. Проверка и ремонт опор и креплений труб
§ 36. Замена золозащитных устройств
Поверхностями нагрева называются части котла, в которых обогреваемая среда (пар, вода, воздух) получает тепло; к ним условно относят и все подводящие и отводящие трубы, раздающие и собирающие камеры (коллекторы) и другие элементы, разграничивающие указанные части между собой, а также опоры и крепления труб. По стадиям процесса генерации (производства) пара различают поверхности нагрева водоподогревательные, испарительные (парогенерирующие) и пароперегревательные (первичный и промежуточный пароперегреватели).
В соответствии с циркуляром Главтехуправления Министерства энергетики и электрификации СССР введена единая система наименования и маркировки элементов поверхностей нагрева паровых котлов (табл. 10). В соответствии с этой системой не допускаются произвольные наименования, как, например, «потолочный пароперегреватель», «ширмовый пароперегреватель», «верхний экономайзер» и т. д. В каждом котле имеется один экономайзер (конвективная водоподогревательная часть), один первичный пароперегреватель, один или два промежуточных пароперегревателя (с различными параметрами пара). Система устанавливает наименования и сокращенные обозначения типовых поверхностей нагрева котлов и их элементов.
Части поверхностей нагрева, включенные по обогреваемой среде и газам последовательно и разграниченные камерами, называются ступенями (для нижней радиационной части подового экрана — НРЧ I, НРЧ II, для средней радиационной части — СРЧ I, СРЧ II, для ширм — ШI, ШII, для конвективной части пароперегревателя — ПКI, ПКII, для впрысков — Впр.I, Bnp.II и т. д.). В обозначения элементов промежуточного пароперегревателя добавляют буквы ПП (Шпп, ПКпп и т. д.). Ступени в свою очередь могут делиться на ходы, т. е. на части, включенные по обогреваемой среде последовательно, а по газам — параллельно. Трубы, змеевики, отдельные ширмы и камеры называются элементами поверхностей нагрева.
В котлах большой производительности поверхности нагрева секционируются, т. е. компонуются в виде двух или более параллельных контуров таким образом, что потоки обогреваемой среды, протекающие по контурам, не смешиваются между собой. Параллельные контуры, состоящие из отдельных ступеней, называются секциями. Секции экранов обычно называются панелями.
Теплообменники, предназначенные для регулирования температуры пара промежуточного пароперегревателя при помощи тепла газов и свежего пара, называются газопаропаровыми в отличие от паропаровых, вынесенных из газохода и получающих тепло только от свежего пара.
В учебном пособии по ремонту оборудования котельных цехов электростанций * описан ремонт элементов поверхностей нагрева котельных агрегатов в объеме типовой номенклатуры: изготовление новых трубных элементов, замена поврежденных труб и змеевиков, ремонт труб на месте установки, ремонт креплений и др. В настоящем учебном пособии рассматриваются главным образом специальные виды работ по ремонту элементов поверхностей нагрева, а также приводятся более подробные сведения о тех видах работ, которые в определенном пределе составляют типовой объем работ, а сверх этого предела считаются специализированными. К специализированным работам по ремонту поверхностей нагрева относят замену радиационных поверхностей топки, а также ремонт и замену ширм, змеевиков конвективных частей пароперегревателей и водяных экономайзеров, замену золозащитных устройств.
* Цешковский А. А. Ремонт оборудования котельных цехов электростанций. М., «Высшая школа», 1973.
Страницы: 1 2