Содержание
- ВСН 182-82 Инструкция по технологии монтажа воздуховодов с бесфланцевыми конструкциями стыков
- 1. ОБЩИЕ ПОЛОЖЕНИЯ
- 2. КОНСТРУКЦИИ СОЕДИНЕНИЙ
- 3. ТЕХНОЛОГИЯ МОНТАЖА ВОЗДУХОВОДОВ
- 4. КОМПЛЕКТНОСТЬ ПОСТАВКИ, ТРАНСПОРТИРОВКА И СКЛАДИРОВАНИЕ
- 5. ИСПЫТАНИЕ И ПРИЕМКА
- 6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ВСН 182-82 Инструкция по технологии монтажа воздуховодов с бесфланцевыми конструкциями стыков
ГЛАВМОССТРОЙ при МОСГОРИСПОЛКОМЕ
ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ
ИНСТРУКЦИЯ
ПО ТЕХНОЛОГИИ МОНТАЖА ВОЗДУХОВОДОВ
С БЕСФЛАНЦЕВЫМИ КОНСТРУКЦИЯМИ СТЫКОВ
Ордена Ленина Главное управление по жилищному
и гражданскому строительству в г. Москве
ГЛАВМОССТРОЙ при МОСГОРИСПОЛКОМЕ
ИНСТРУКЦИЯ
ПО ТЕХНОЛОГИИ МОНТАЖА ВОЗДУХОВОДОВ
С БЕСФЛАНЦЕВЫМИ КОНСТРУКЦИЯМИ СТЫКОВ
Настоящая Инструкция разработана лабораторией инженерного оборудования зданий НИИМосстроя с участием отдела № 7 Государственного проектного института (ГНИ) «Проектпромвентиляция» на основании проведенных экспериментальных исследований и обобщения опыта монтажа объектов с новыми конструкциями бесфланцевых соединений стальных вентиляционных воздуховодов, уплотняемых герметизирующими лентами на основе невулканизированных каучуков. «Инструкция» содержит сведения по областям применения рекомендуемых соединений, их конструкциям, технологии сборки и герметизации, а также по технике безопасности.
«Инструкция» согласована с Управлением монтажных, электромонтажных и санитарно-технических работ Главмосстроя, Главмосмонтажспецстроем, трестами Моссантехстрой №№ 1 и 2.
Применение герметизирующей ленты для выполнения вентиляционных работ согласовано с городской санитарно-эпидемиологической станцией и Управлением пожарной охраны ГУВД Мосгорисполкома,
«Инструкцию» разработали: к.т.н. Я.Б. Алескер, инженеры НИИМосстроя С.С. Бывшев, Н.Н. Кузнецова, Н.В. Митрофанова и ГПИ Проектпромвентиляиия В.Я. Меклер, В.И. Павленко.
Главмосстрой
при
Мосгорисполкоме
Ведомственные строительные нормы
Инструкция по технологии монтажа с бесфланцевыми конструкциями стыков
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая «Инструкция» распространяется на монтаж воздуховодов и фасонных деталей круглого сечения спирально-сварной, спирально-замковой и прямошовной конструкции диаметром до 630 мм с гладкими концами.
1.2. Для воздуховодов прямошовной конструкции с целью обеспечения их жесткости и формоустойчивости в процессе транспортирования и монтажа на расстоянии 60 мм от концов воздуховодов следует выполнять двойной зиг.
1.3. Соединения с применением герметизирующих лент обеспечивают соосность установки воздуховодов, жесткость и прочность отдельных стыков и укрупненных блоков воздуховодов.
1.4. Для выполнения монтажных работ рекомендуется самоклеящаяся герметизирующая лента из невулканизированных бутилкаучуков производственного объединения Мосстройпластмасс Главмоспромстройматериалов «Герлен» (ТУ 400-1-165-79).
1.5. Температура транспортируемого воздуха при постоянном режиме работы систем допускается до 40 ° С, при периодическом — до 60 ° С.
Утверждена
Техническим управлением Главмосстроя
2 августа 1882 г.
Срок введения в действие
1 октября 1982г.
2. КОНСТРУКЦИИ СОЕДИНЕНИЙ
2.1. В конструкциях бесфланцевых соединений воздуховодов герметичность стыков обеспечивается с помощью герметизирующих лент, а прочность и жесткость (для вертикальных воздуховодов — самонесущая способность) с помощью монтажных фиксирующих элементов. Сборка отдельных деталей и мелких узлов воздуховодов в укрупненные блоки осуществляется также с помощью монтажных фиксирующих элементов.
2.2. Конструкция с иглоконусными фиксирующими элементами (рис.1) может выполняться либо без предварительного прокалывания (пробивки) отверстий в стенках воздуховодов с расположением болта между воздуховодами, либо путем образования отверстия под болт на одном из концов воздуховодов.
2.3. Конструкция с винтовыми фиксаторами (рис. 2) предназначена для сборки воздуховодов и укрупнения их узлы на нулевой отметке. На концах воздуховодов должны быть монтажные отверстия. Отверстия могут выполняться как на заготовительных предприятиях, так и в процессе монтажа системы. В монтажных условиях отверстия выполняются на нулевой отметке путем их просверливания электродрелями, прокалывания с помощью дыроколов (чертеж — №937/1 треста «Сантехдеталь» и др.) либо пробивки с помощью ручных пробойников.
3. ТЕХНОЛОГИЯ МОНТАЖА ВОЗДУХОВОДОВ
3.1. До начала монтажа необходимо сделать разбивку вентиляционной системы на укрупненные узлы (в соответствии с местными условиями), определить и наметить последовательность их монтажа, а также установки креплений. При использовании рекомендуемых соединений длина укрупненных блоков допускается до 12-15 м.
3.2. Сборка блоков осуществляется в следующей последовательности:
размечают места установки фиксирующих элементов и отверстий в стенках воздуховодов и фасонных деталей;
пробивают или прокалывают отверстия;
соблюдая соосность собираемых воздуховодов, устанавливают фиксирующие элементы и жестко закрепляют их с помощью монтажных болтов;
производят уплотнение стыка путем наклеивания герметизирующей ленты;
собирают отдельные детали и мелкие узлы на инвентарных подставках в укрупненные блоки;
устанавливают хомуты и другие средства крепления воздуховодов;
стропят собранный узел и траверсу инвентарными или полуавтоматическими стропами;
поднимают узел воздуховода на проектную отметку и подвешивают его к заранее установленному креплению;
проверяют правильность положения с монтированного узла и соединяют его с ранее смонтированным узлом воздуховода с помощью монтажных фиксирующих элементов, уплотняют стык с помощью герметизирующей ленты.
3.3. В качестве герметизирующего материала используются герметизирующая лента «Герлен» — нетвердеющая герметизирующая эластопластичная лента, изготовляемая на основе синтетического каучука, мягчителя, смол и наполнителей.
При изготовлении герметизирующую ленту «Герлен» закатывают вместе с прокладочным материалом (силиконизированной бумагой) в рулоны на картонные втулки.
3.4. Герметизирующая лента предназначена для поверхностной герметизации. Поверхностная герметизация может быть местной (для локальных повреждений и неплотностей воздуховодов) и общей (для герметизации стыков в целом).
3.5. Имеются две разновидности ленты «Герлен»: недублированная (типа «Герлен») и дублированная нетканым материалом (типа «Герлен-Д»). Для выполнения рекомендуемых соединений следует использовать лент: «Герлен-Д». При выполнении бандажных соединений в желобок бандажей могут укладываться полоски недублированной ленты «Герлен».
3.6. Герметизирующая лента выпускается следующих размеров:
ширина — 80, 100, 120, 200 мм,
по толщине ±0,5 мм.
При широком использовании ленты для вентиляционных работ возможно изготовление ленты шириной 50-60 мм.
В обозначении герметизирующей ленты после названия указывается ширина ленты. Например, «Герлен-100» означает, что герметизирующая лента имеет ширину 100 мм.
3.7. Рекомендуется следующая ширина ленты для соединения воздуховодов:
диаметром до 400 мм — 50-80 мм,
диаметром более 400 мм — 100-120 мм.
3.8. Герметизирующая лента «Герлен-Д» должна соответствовать требованиям технических условий и не иметь разрывов и сквозных отверстий.
Температуростойкость должна быть не менее 60 ° , водопоглощение не более 0,3%. Прочность при растяжении не менее 1,5 кг/см 2 . Показатели температуростойкости, водопоглощения и прочности при растяжении определяются заводом-изготовителем. Определение водопоглощения производятся после экструдирования ленты перед поступлением ее на дублирование.
Показатель температуростойкости ленты определяется согласно ТУ 400-1-165-79 по провисанию ленты в зазоре между двумя стеклянными пластинами, на которые нанесена лента, после двухчасового термостатирования.
3.9. Процесс герметизация выключает следующие стадии:
подготовка поверхности деталей и узлов;
пооперационный контроль и окончательный контроль качества герметизации;
ремонт дефектных участков.
3.10. Достаточно прочное сцепление герметика с подложкой (субстратом) обеспечивается при правильной подготовке поверхности, подлежащей герметизации. Предварительная обработка поверхности заключается в ее очистке от различного рода загрязнений и коррозии. При герметизации поверхность очищают от металлической стружки, пыли, грязи волосяными щетками или ветошью (чистыми обтирочными концами).
3.11. Герметизируемая поверхность должна быть сухой.
Оптимальными условиями нанесения герметиков являются температура 18-25ºС и относительная влажность воздуха 50-75%.
Работы по герметизации не рекомендуется производить при отрицательных температурах, когда поверхность, на которую наносят герметик, может быть покрыта незаметной пленкой льда, а также в дождливую погоду.
3.12. При нанесении герметика на сильно нагретые поверхности (при работе на солнце и т.п.) он может быстро подвулканизироваться со стороны поверхности, и требуемая адгезия не будет обеспечена.
3.13. При наклеивании ленты рекомендуется соблюдать следующие технологические приемы. Край ленты освобождается от защитной силиконизированной бумаги на 20-30 мм, лента приклеивается на месте стыка и конец идет внахлест со свободным краем длиной 20-30 мм.
При наклеивании ленты запрещается ее вытягивать. Наклеивать прикатывать ленту (вручную или резиновым валиком от центра к краям в поперечном направлении) следует так, чтобы поверхность ленты была ровной, баз складок, вздутий и воздушных пузырей. Лента должна плотно приклеиваться на все неровности поверхности.
3.14. Контроль качества робот по герметизации стыков лентой осуществляется пооперационной проверкой:
соответствия времени применения герметизирующей ленты ее жизнеспособности;
качества подготовки поверхности (степень ее очистки) и ее температуры;
качества приклеивания ленты.
Поверхность ленты должна быть без складок, вздутий и воздушных пузырей. Лента должна быть плотно приклеена без пропусков.
3.15. При обнаружении негерметичности воздуховодов (трещина, пробой в металле) производят ремонт путем наложения герметизирующей ленты на место дефекта. В случае неудовлетворительного качества герметизации на большой поверхности, приводящего к нарушению герметичности конструкции, поверхность полностью очищают от герметика и производят полную повторную герметизацию.
3.16. Крепления воздуховодов с бесфланцевыми стыками, уплотняемыми герметизирующими лентами, устанавливаются согласно СНиП III-28-75, как для воздуховодов с фланцевыми соединениями.
3.17. Крепление подвесок и растяжек непосредственно к крепежным элементам бесфланцевых стыков не допускается.
3.18. При необходимости окраски бесфланцевых стыков воздуховодов, уплотняемых герметизирующими лентами (например, в зданиях с повышенными эстетическими требованиями) нанесение лакокрасочных материалов производится по дублирующему слою ткани.
4. КОМПЛЕКТНОСТЬ ПОСТАВКИ, ТРАНСПОРТИРОВКА И СКЛАДИРОВАНИЕ
4.1. Монтажно-заготовительное предприятие должно комплектовать заказы на бесфланцевые конструкции воздуховодов фасонных деталей соответствующим количеством фиксирующих элементов (по 3 штуки на каждое соединение).
4.2. Прямые участки воздуховодов транспортируются в вертикальном положении. Допускается укладка воздухо водов меньшего сечения в воздуховоды большего сечения.
4.3. Запрещается бросать воздуховоды при погрузке и разгрузке с транспортных средств.
4.4. Складирование и хранение воздуховодов на приобъектных складах следует производить с соблюдением следующих требований:
прямые участки устанавливать вертикально на деревянные инвентарные подкладки (ТУ-100-1-225-75);
фасонные части укладывать в штабели высотой не более 2-х метров, не допуская повреждений их торцов.
4.5. При контейнерной доставке воздуховоды следует оставлять в контейнерах.
4.6. Герметизирующая лента «Герлен-Д» доставляется на место строительства в рулонах, уложенных в картонные коробки по 4 рулона. В коробках между рядами рулонов устанавливают прокладки из гофрированного картона (ГОСТ 7376-55). Рулоны устанавливают в вырезы прокладок и фиксируют картонными вкладышами. На наружную поверхность рулона надевают картонное кольцо. Масса коробки с «Герленом» не должна превышать 25 кг.
4.7. При транспортировке герметизирующей ленты «Герлен-Д» должны быть приняты меры по предохранению её от повреждений, увлажнения и загрязнения.
4.8. Коробки с рулонами ленты должны хранится и транспортироваться в положении, обеспечивающем вертикальное расположение рулонов.
4.9. При погрузочно-разгрузочных работах коробки с рулонами бросать категорически запрещается.
4.10. Герметизирующая лента должна храниться в закрытом сухом помещении.
Срок хранения ленты – 6 месяцев со дня изготовления.
5. ИСПЫТАНИЕ И ПРИЕМКА
5.1. Приемка работ по монтажу воздуховодов с бесфланцевыми стыками производится на основе результатов предпусковых испытаний, а также наружного осмотра и проверки действия смонтированных систем.
5.2. При предпусковых испытаниях должны быть выявлены неплотности в воздуховодах и местах соединения.
5.3. Степень неплотностей в воздуховодах и их соединениях определяется по величине подсоса или утечки воздуха.
В соответствии со СНиП III-28-75 величина подсоса или утечки воздуха в воздуховодах не должна превышать при длине сети до 50 метров — 10%, а при большей длине сети — 15% производительности вентилятора.
На основе исследований и опыта монтажа экспериментальных объектов установлено, что величина утечки воздуха при применении герметизирующих лент «Герлен-Д» не превышает 1,0-1,5%.
5.4. Воздуховоды, уплотняемые лентой «Герлен-Д», до испытаний должны непрерывно проработать в течение 7 час.
5.5. Выявленные в результате испытаний неплотности должны быть устранены при помощи герметизирующей ленты «Герлен-Д».
5.6. В приемочных актах следует освидетельствовать качество выполнения герметизационных работ.
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. При производстве вентиляционных работ с герметизирующими лентами необходимо выполнять требования СНиП III-4-80 «Техника безопасности в строительстве» (разделы 2, 4, 12, 14), «Указания по пожарной безопасности для рабочих и инженерно-технических работников Главмосстроя»; «Правил пожарной безопасности при производстве строительно-монтажных работ», утвержденных ГУПО МВД СССР, а также требования настоящей «Инструкции».
6.2. Рабочие, выполняющие работы по герметизации, должны быть обучены безопасным приемам выполнения работ. До начала герметизации они должны пройти инструктаж по технике безопасности.
6.3. При работе необходимо пользоваться хирургическими резиновыми или биологическими перчатками. В случае длительной работы с герметизирующей лентой под резиновые перчатки следует надевать хлопчатобумажные перчатки. Перед тем, как надевать резиновые перчатки, руки рекомендуется намылить мылом и дать им просохнуть. После окончания работы резиновые перчатки следует сразу же снять и вымыть.
6.4. Рабочие, выполняющие работы с герметизирующей лентой, должны быть обеспечены бытовыми помещениями в соответствии с существующими санитарными нормами.
Рис.1. Конструкция бесфланцевого соединения воздуховодов, уплотняемых герметизирующими лентами, с иглоконусными фиксирующими элементами:
а) общий вид соединения, б) узел соединения в разрезе, в) нижняя пластина с иглоконусными элементами;
1, 2 — воздуховоды; 3 — иглоконусные элементы;
4, 5 — нижняя и верхняя пластины; 6, 7 — болт с гайкой;
8 — плоская грань болта (предотвращает взаимный поворот пластин);
9 — герметизирующая лента; 10 — отверстие под болт на конце воздуховода
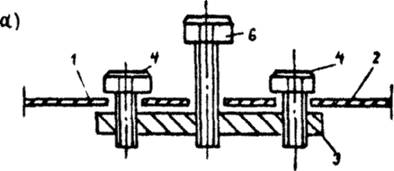
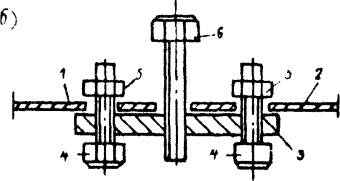
Рис. 2. Узел бесфланцевого соединения воздуховодов с винтовыми фиксирующими элементами;
а, б — варианты с верхним и нижним расположением болтов, 1, 2 — воздуховоды; 3 — пластина; 4 — болт с головкой; 5 — гайка, 6 — вспомогательный съемный болт
1. Общие положения . 1
2. Конструкции соединений . 2
3. Технология монтажа воздуховодов . 2
4. Комплектность поставки, транспортировка и складирование . 4
Источник
Инструкция По Технологии Монтажа Воздуховодов С Фланцевыми Конструкциями Стыков
Инструкция разработана Всесоюзным научно-исследовательским институтом по технологии монтажа воздуховодов с нефланцевыми конструкциями стыков » Производство работ по герметизации фланцевых соединений круглых и. При работе по герметизации стыков лентой « Герлен» необходимо.


С БЕСФЛАНЦЕВЫМИ КОНСТРУКЦИЯМИ СТЫКОВ Инструкция по технологии монтажа с бесфланцевыми конструкциями стыков. устанавливаются согласно СНиП III-28-75, как для воздуховодов с фланцевыми соединениями.
В состав работ, последовательно выполняемых при монтаже приточной системы вентиляции, входят: — сбор изготовленных деталей вентиляции; — монтаж вентиляционной системы по проектной схеме; — пусконаладочные работы вентиляционной системы. Вентиляция — регулируемый воздухообмен в помещениях служит главным образом для создания условий воздушной среды, благоприятных для здоровья человека, отвечающих требованиям технологического процесса, сохранения оборудования и строительных конструкций здания, хранения материалов и продуктов. Человек в зависимости от рода деятельности (энергетических затрат) выделяет в окружающий воздух тепло (100 ккал/час и больше), водяные пары (40-70 г/час) и углекислоту (23-45 л/час); производственные процессы могут сопровождаться неизмеримо большими выделениями тепла, водяных паров, вредных паров, газов и пыли. В результате этого воздух в помещении утрачивает гигиенические качества, благоприятные для самочувствия, здоровья и работоспособности человека. Гигиенические требования к вентиляции сводятся к поддержанию определенных метеорологических условий воздуха (температура, влажность и подвижность) и его чистоты. Сущность вентиляции заключается в следующем: приточный воздух перемешивается с воздухом помещения и в результате происходящего при этом теплообмена или массообмена в помещении создаются заданные параметры воздуха. Работы следует выполнять, руководствуясь требованиями следующих нормативных документов: СНиП 3.01.01-85*. Организация строительного производства; СНиП 3.05.01-85. Внутренние санитарно-технические системы; СНиП 3.05.05-84. Технологическое оборудование и технологические трубопроводы; СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования; СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство. Организация и технология выполнения работ В соответствии со СНиП 3.01.01-85* «Организация строительного производства» до начала выполнения строительно-монтажных (в том числе подготовительных) работ на объекте Генподрядчик обязан получить в установленном порядке разрешение от Заказчика на выполнение монтажных работ. Основанием для начала работ может служить Акт освидетельствования скрытых работ по подготовке помещений к монтажу вентиляции. Монтаж систем вентиляции осуществляют в соответствии с требованиями СНиП, Рабочего проекта, Проекта производства работ и инструкций заводов-изготовителей оборудования. Замена предусмотренных проектом материалов и оборудования допускается только по согласованию с проектной организацией и заказчиком. Требования к монтажу систем вентиляции сводятся к тому, чтобы были обеспечены проектные параметры воздушной среды в вентилируемых помещениях. Этого достигают максимальной герметизацией систем воздуховодов и оборудования, необходимой звукоизоляцией, надлежащими условиями для эксплуатации, ремонта и замены оборудования. Сокращение сроков выполнения монтажно-сборочных работ, при сохранении их высокого качества, достигается при высокой индустриализации работ, заключающейся в использовании стандартных секций вентиляционных камер, блоков и узлов воздуховодов (фасонных частей — диффузор, конфузор, колена, тройники, крестовины; регулирующих устройств — клапанов, шиберов, дроссельных устройств; креплений; подвесок; скоб; кронштейнов; фланцев) заводского изготовления или выполненных в мастерских соответствующим механическим оборудованием. На месте, как правило, только собирают изготовленные детали, применяя механизмы для перемещения заготовок и вентиляционного оборудования. До начала монтажа вентиляционных систем должны быть полностью закончены и приняты заказчиком следующие работы: — монтаж междуэтажных перекрытий, стен и перегородок; — устройство фундаментов или площадок для установки вентиляторов, кондиционеров и другого вентиляционного оборудования; — строительные конструкции вентиляционных камер приточных систем; — гидроизоляционные работы в местах установки кондиционеров, приточных вентиляционных камер, мокрых фильтров; — устройство полов (или соответствующей подготовки) в местах установки вентиляторов на пружинных виброизоляторах, а также «плавающие» основания для установки вентиляционного оборудования; — устройство опор для установки крышных вентиляторов, выхлопных шахт и дефлекторов на покрытиях зданий; — подготовка отверстий в стенах, перегородках, перекрытиях и покрытиях, необходимых для прокладки воздуховодов; — устройство фундаментов, оснований и площадок для установки вентиляционного оборудования; — нанесение на внутренних и наружных стенах всех помещений вспомогательных отметок, равных проектным отметкам чистого пола плюс 500 мм; — оштукатуривание (или облицовка) поверхностей стен и ниш в местах прокладки воздуховодов; — подготовлены монтажные проемы в стенах и перекрытиях для подачи крупногабаритного оборудования и воздуховодов и смонтированы кран-балки в вентиляционных камерах; — установлены в соответствии с рабочей документацией закладные детали в строительных конструкциях для крепления оборудования и воздуховодов; — обеспечена возможность включения электроинструментов, а также электросварочных аппаратов на расстоянии не более 50 м одного от другого; — остеклены оконные проемы в наружных ограждениях, утеплены входы и отверстия; — выполнены мероприятия, обеспечивающие безопасное производство монтажных работ. Приемка объекта под монтаж должна производиться работниками монтажной организации по акту. При приемке объекта под монтаж должны проверяться: — соблюдение всех требований СНиПа и действующих технических условий; — наличие и правильное оформление актов на скрытые работы; — геометрические размеры и привязки к строительным конструкциям фундаментов под вентиляционное оборудование и кондиционеры, опорных конструкций на кровле здания для установки крышных вентиляторов и дефлекторов, отверстий для прохода воздуховодов, монтажных проемов; — правильность установки закладных деталей; — устройство ограждений проемов, настилов и навесов. Погрузка заготовок на автотранспортные средства на заготовительных предприятиях должна производиться силами предприятия, разгрузка на объекте — силами монтажного участка. При перевозках воздуховодов в зависимости от их вида и габаритов следует предусматривать: для воздуховодов небольших сечений — контейнеризацию или пакетирование; для воздуховодов больших сечений — телескопическую укладку; для полуфабрикатов — специальную упаковку. Погрузочно-разгрузочные и такелажные работы на объектах рекомендуется производить с максимальным использованием средств механизации с помощью рабочих, входящих в состав бригад монтажников. К работам по подъему и перемещению грузов допускаются лица не моложе 18 лет, прошедшие специальное обучение по программе такелажников и получившие соответствующее удостоверение. В качестве механизированных грузоподъемных средств на объектах следует использовать лебедки, автопогрузчики, автокраны, стреловые краны на пневмоколесном и гусеничном ходу, башенные и козловые краны. Строповку воздуховодов и вентоборудования рекомендуется производить инвентарными грузозахватными средствами. Стропы следует выбирать в зависимости от вида, массы поднимаемого груза и способа строповки. Поднимаемый груз следует удерживать от вращения оттяжками из пеньковых канатов диаметром 20-25 мм или оттяжками из стальных канатов диаметром 8-12 мм. Для горизонтальных элементов вентсистем (укрупненные узлы воздуховодов) следует применять две оттяжки, для вертикальных (секции кондиционеров, крышные вентиляторы, воздуховоды и др.) — одну. Способ монтажа воздуховодов следует выбирать в зависимости от их положения (горизонтальное, вертикальное), размещения относительно конструкций (внутри или снаружи здания, у стены, у колонн, в межферменном пространстве, в шахте, на кровле здания) и характера здания (одно- или многоэтажное, промышленное, общественное и т.п.). В качестве фасонных частей сложной геометрической формы, а также для присоединения вентиляционного оборудования, воздухораспределителей, шумоглушителей и других устройств, расположенных в подшивных потолках, камерах и т.п., следует применять гибкие воздуховоды из стеклоткани СПЛ, металлотканевые, алюминиевой фольги и др. Применение гибких воздуховодов в качестве прямых звеньев не допускается. В целях снижения аэродинамического сопротивления детали из гибких рукавов в смонтированном положении должны иметь минимальную степень сжатия. Монтаж металлических воздуховодов должен производиться, как правило, укрупненными блоками в следующей последовательности: — разметка мест установки средств крепления воздуховодов; — установка средств крепления; — согласования со строителями мест расположения и способов крепления грузоподъемных средств; — установка грузоподъемных средств; — доставка к месту монтажа деталей воздуховодов; — проверка комплектности и качества доставленных деталей воздуховодов; — сборка деталей воздуховодов в укрупненные блоки; — установка блока в проектное положение и закрепление его; — установка заглушек на верхних торцах вертикальных воздуховодов, расположенных на высоте до 1,5 м от пола. Длина блока определяется размерами сечения и типом соединения воздуховодов, условиями монтажа и наличием грузоподъемных средств. Длина укрупненных блоков горизонтальных воздуховодов, соединяемых на фланцах, не должна превышать 20 м. В процессе монтажа воздуховодов должен осуществляться пооперационный контроль в соответствии с Картой операционного контроля. Монтаж вентиляторов должен производиться в следующей последовательности: — приемка помещений венткамер; — доставка вентилятора или отдельных его деталей к месту монтажа; — установка грузоподъемных средств; — строповка вентилятора или отдельных деталей; — подъем и горизонтальное перемещение вентилятора к месту установки; — установка вентилятора (сборка вентилятора) на опорных конструкциях (фундаменте, площадке, кронштейнах); — проверка правильности установки и сборки вентилятора; — закрепление вентилятора к опорным конструкциям; — проверка работы вентилятора. В процессе монтажа вентиляторов должен осуществляться пооперационный контроль в соответствии с Картами операционного контроля. После окончания работ по монтажу систем вентиляции и кондиционирования воздуха производятся предпусковые индивидуальные и комплексные испытания, которые следует выполнять в соответствии с требованиями СНиП 3.05.01-85 и СНиП 3.05.05-84. Участие представителей вентиляционной, электромонтажной организаций и заказчика в индивидуальных испытаниях является обязательным и оформляется соответствующими записями в «Журнале заявок на прокрутку электропривода совместно с механизмом». Индивидуальные испытания вентиляционного оборудования на холостом режиме проводятся монтажной организацией под руководством выделенного для этой цели инженерно-технического работника. Для проведения индивидуальных испытаний вентиляционного оборудования заказчик назначает ответственное лицо, уполномоченное отдавать распоряжения на подачу и снятие напряжения с электроустановок. Пуск электродвигателей при испытании систем вентиляции и кондиционирования воздуха осуществляется представителем электромонтажной организации. Комплексное опробование оборудования производится заказчиком с участием представителей проектных и подрядных строительных организаций. Монтажные специализированные организации совместно с эксплуатационным персоналом обеспечивают круглосуточное дежурство для наблюдения за работой и правильной эксплуатацией оборудования. Индивидуальные испытания систем вентиляции и кондиционирования воздуха допускаются лишь после полной сборки и установки вентиляционного оборудования, монтажа ограждений движущихся частей, проверки состояния электропроводки, заземления и правильности подключения электропитания. Перед началом комплексного испытания и регулировки системы вентиляции и кондиционирования воздуха необходимо убедиться в отсутствии людей в кондиционерах и приточных камерах, а также удалить все посторонние предметы и инструменты из воздуховодов, фильтров, циклонов. Если при производстве предпусковых испытаний систем вентиляции и кондиционирования воздуха обнаружены посторонние шумы или вибрация оборудования, превышающая допустимую, следует немедленно прекратить испытания. После отключения от электропитания вентиляционного оборудования нельзя влезать и входить внутрь воздуховодов, бункеров и укрытий до полной остановки оборудования. После окончания предпусковых испытаний и регулировки, а также во время перерывов (окончание работ, обед) вентиляционное оборудование должно быть отключено от электропитания. Требования к качеству и приемке работ Контроль и оценку качества работ при монтаже системы вентиляции выполняют в соответствии с требованиями нормативных документов: СНиП 3.01.01-85*. Организация строительного производства; СНиП 3.05.01-85. Внутренние санитарно-технические системы; СНиП 3.05.05-84. Технологическое оборудование и технологические трубопроводы. С целью обеспечения необходимого качества монтажа системы вентиляции монтажно-сборочные работы должны подвергаться контролю на всех стадиях их выполнения. Производственный контроль подразделяется на входной, операционный (технологический), инспекционный и приемочный. Контроль качества выполняемых работ должен осуществляться специалистами или специальными службами, оснащенными техническими средствами, обеспечивающими необходимую достоверность и полноту контроля, и возлагается на руководителя производственного подразделения (прораба, мастера), выполняющего вентиляционные работы. Входной контроль проводится с целью выявления отклонений от требований проекта и соответствующих стандартов у изделий вентиляционной системы. Входной контроль осуществляется путем проверки внешним осмотром и замерами, а также контрольными испытаниям в случаях сомнений в правильности характеристик или отсутствии необходимых данных в сертификатах и паспортах заводов-изготовителей. Результаты входного контроля оформляются Актом. При входном контроле надлежит проверять соответствие поступающих на объект монтажных материалов и изделий действующим стандартам, техническим условиям и другим документам и требованиям. При отсутствии сертификатов качество изделий и материалов должно быть подтверждено результатами лабораторных испытаний. Количество изделий и материалов, подлежащих входному контролю, должно соответствовать нормам, приведенным в технических условиях и стандартах. Торцы прямых участков воздуховодов должны быть перпендикулярны их осям или смежным поверхностям. Отклонение от перпендикулярности торца не должно превышать 10 мм на 1000 мм длины стороны или диаметра поперечного сечения воздуховода. Угловые размеры воздуховодов (отводов, узлов ответвлений, переходов и т. д.) должны соответствовать требованиям монтажных проектов. При этом допустимое отклонение не должно превышать ±1° 30’. Соединительные детали, предназначенные для монтажа воздуховодов на фланцах и бесфланцевых соединениях (бандажных, реечных и др.), должны соответствовать требованиям технической документации на тип соединения, утвержденной в установленном порядке. Закрепление фланцев на воздуховодах из стали толщиной 0,5-1,5 мм должно выполняться с помощью отбортовки, а при толщине стали св. 1,5 мм — электродуговой сваркой сплошным швом. При толщине стали более 1 мм допускается закрепление фланцев без отбортовки прихватками электродуговой сваркой через 50-60 мм с последующей герметизацией зазора между фланцами и воздуховодами. Способы герметизации должны быть определены технологией предприятия изготовителя. Отбортовка фланцевых воздуховодов должна перекрывать фланец не менее 6 мм и не должна перекрывать болтовые отверстия. Сквозные разрывы в отбортовке допускаются не более четырех на одном торце воздуховода. Закрепление фланцев от перемещения их вдоль оси фланцевого воздуховода круглого сечения с отбортовкой на фланцы должно производиться любым способом с обязательным обеспечением возможности их вращения вокруг оси. При этом отбортовка должна плотно прилегать к зеркалу фланца воздуховода. Для воздуховодов из листа толщиной более 1,5 мм фланцы из углового проката должны быть приварены с внутренней стороны, а фланцы плоские — с наружной стороны изделия. При этом кромки торцов воздуховодов не должны выступать за зеркало фланца. Воздуховоды, изготовленные из неоцинкованной стали, их соединительные крепежные детали (включая внутренние поверхности фланцев) должны быть огрунтованы (окрашены) на заготовительном предприятии в соответствии с проектом (рабочим проектом). Качество покрытий, швов, отбортовки, крепления соединительных изделий, крепежных деталей, элементов жесткости и шин, внешний вид изделий, а также комплектность, маркировка и упаковка проверяются визуально. В комплект поставки воздуховодов должны входить изделия, указанные в монтажном проекте (ведомостях, эскизах), за исключением обеспыливающих и регулирующих устройств — циклонов, заслонок и клапанов (всех типов), шумоглушителей, изготовляемых по соответствующим типовым чертежам и ТУ, и средства крепления. В комплект воздуховодов, соединяемых на бесфланцевых соединениях, должны входить бандажи, рейки и другие детали, предусмотренные технической документацией на эти виды соединений, утвержденной в установленном порядке. Каждый комплект воздуховодов должен сопровождаться монтажным проектом (ведомости, эскизы, схемы) в одном экземпляре и накладной предприятия-изготовителя с отметкой отдела технического контроля. Изделия воздуховодов должны иметь маркировочные знаки, нанесенные на внутреннюю или наружную поверхность на расстоянии 100-300 мм от торца изделия масляной краской, отличающейся по цвету от основной краски. Допускается маркировать изделия с помощью маркировочных табличек или иным способом, обеспечивающим возможность выявления принадлежности изделия к данному комплекту воздуховодов. Маркировочный знак должен соответствовать требованиям монтажного проекта и утвержденному на предприятии-изготовителе эталонному образцу. Операционный контроль осуществляется в ходе выполнения производственных операций с целью обеспечения своевременного выявления дефектов и принятия мер по их устранению и предупреждению. Контроль проводится под руководством мастера, прораба, в соответствии с Картой операционного контроля монтажа узлов вентиляции. При операционном (технологическом) контроле надлежит проверять соответствие выполнения основных производственных операций по монтажу требованиям, установленным строительными нормами и правилами, проектом схемы вентиляции, и другими нормативными документами. При осуществлении контроля качества работ на каждой из указанных ниже стадий должны быть проверены. При установке центробежных вентиляторов: — соответствие проекту характеристик вентиляторов и электродвигателя; — привязка вентилятора к строительным конструкциям; — прочность соединения вала электромотора с рабочим колесом вентилятора; — соосность вала вентилятора и электродвигателя при соединении их на муфте; — выверка параллельности осей электродвигателя и вентилятора при соединении их на клиноременной передаче; — балансировка рабочего колеса; — прочность установки ограждения ременных передач и муфт; — горизонтальность опорной конструкции под вентилятор, установленной на пружинные амортизаторы, и прочность крепления их к строительным конструкциям; — надежность крепления вентиляторов к опорным конструкциям; — вертикальность вала крышных вентиляторов; — плотность фланцевых соединений на входном и выходном патрубках вентилятора; — прочность опорных конструкций; — зазор между кромкой входного цилиндрического или конического патрубка и краем рабочего колеса. При установке осевых вентиляторов: — балансировка лопастей и зазор между кромкой лопасти и внутренней поверхностью обечайки; — надежность крепления вентилятора к опорным конструкциям; — прочность опорных конструкций. При установке циклонов, скрубберов: -привязка циклонов, скрубберов к строительным конструкциям; — плотность фланцевых соединений; — вертикальность аппаратов; — надежность креплений опорных конструкций к основанию; — прочность опорных конструкций; — надежность крепления аппаратов к опорным конструкциям; — плавность работы мигалок. При сборке воздуховодов, воздухораспределительных и регулирующих устройств: — положение поперечных швов и разъемных соединений воздуховодов относительно строительных конструкций; — вертикальность стояков; — отсутствие изломов, кривизны и винтообразности на прямых участках воздуховодов; — уклоны в разводящих участках воздуховодов, по которым транспортируется воздух с высокой относительной влажностью; — тщательность и правильность поставки прокладок во фланцевых соединениях; — надежность и внешний вид креплений воздуховодов, воздухораспределительных устройств, зонтов, местных отсосов (особое внимание должно быть обращено на крепления воздуховодов, подлежащих изоляции или уже изолированных); — правильность установки мягких вставок; — плавность работы регулирующих устройств и удобство управления ими; — тщательность покраски воздуховодов и других элементов вентиляционных систем и соответствие вида покраски проекту. Проверка габаритов, размеров и привязок вентиляционных устройств производится путем соответствующих промеров. Горизонтальность установленного оборудования и других элементов устройств определяется с помощью уровня. Вертикальность установленного оборудования и других элементов устройств определяется с помощью отвеса или уровня. Совпадение отметок элементов устройств, установленных на определенном расстоянии друг от друга, определяется с помощью водяного уровня. Проверка уклона производится уровнем, устанавливаемым на специальную рейку. Правильность затяжки болтов, посредством которых оборудование крепится к опорным конструкциям, определяется следующими признаками: фундаментные болты в напряженном состоянии отзываются на простукивание четким звуком без дребезжания; хорошо затянутая гайка с плотно надетым на нее гаечным ключом пружинит при ударе по рычагу ключа молотком. Проверка правильности установки прокладок во фланцевых соединениях воздуховодов производится щупом или путем контрольной разборки одного или нескольких соединений. Проверка соосности валов вентиляторов с электродвигателями производится с помощью специального индикатора. Равномерность зазора между муфтами проверяется щупом или штангенциркулем. Проверка положения шкивов (при соединении вентиляторов с электродвигателями на клиноременной передаче) производится путем натяжки шнура в плоскости торцов шкивов. При одинаковой ширине шкивов торцы должны лежать на одной прямой. При разной ширине шкивов расстояние до торцовых кромок шкива должно быть одинаковым с обеих сторон шкива. При проверке баланса колеса вентилятора намечают мелом точку на ободе колеса и приводят его во вращение. После остановки замечают положение отмеченной точки и вновь приводят колесо во вращение. При наличии баланса колесо не должно возвращаться в свое первоначальное положение. Результаты операционного контроля должны быть зарегистрированы в Журнале производства работ по устройству вентиляции. При инспекционном контроле надлежит проверять качество вентиляционных работ выборочно по усмотрению заказчика или генерального подрядчика с целью проверки эффективности ранее проведенного производственного контроля. Этот вид контроля может быть проведен на любой стадии монтажа вентиляционной системы. Результаты контроля качества, осуществляемого техническим надзором заказчика, авторским надзором, инспекционным контролем, и замечания лиц, контролирующих производство и качество работ, должны быть занесены в Журнал производства работ по устройству вентиляции и фиксируются также в Общем журнале работ (Рекомендуемая форма приведена в Приложении 1*, СНиП 3.01.01-85*). Вся приемо-сдаточная документация должна соответствовать требованиям СНиП 3.01.01-85*. Генеральный подрядчик должен предъявлять представителю заказчика журнал вентиляционных работ, акты освидетельствования на скрытые работы, протоколы, исполнительную документацию, сертификаты и паспорта на примененные материалы, оборудование и изделия для сопоставления с требованиями проекта, технических условий, норм и стандартов. Качество производства работ обеспечивается выполнением требований к соблюдению необходимой технологической последовательности при выполнении взаимосвязанных работ и техническим контролем за ходом работ, изложенным в Проекте организации строительства и Проекте производства работ, а также в Схеме операционного контроля качества работ. Безопасность труда При производстве гидроизоляционных работ следует руководствоваться действующими нормативными документами: СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования; СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство; ГОСТ 12.3.002-75* «Процессы производственные. Общие требования безопасности»; РД 102-011-89. Охрана труда. Организационно-методические документы; ОСТ 36-108-83. «Монтаж систем промышленной вентиляции и кондиционирования воздуха. Требования безопасности». Ответственность за выполнение мероприятий по технике безопасности, охране труда, промсанитарии, пожарной и экологической безопасности возлагается на руководителей работ, назначенных приказом. Ответственное лицо осуществляет организационное руководство монтажными работами непосредственно или через бригадира. Распоряжения и указания ответственного лица являются обязательными для всех работающих на объекте. Охрана труда рабочих должна обеспечиваться выдачей администрацией необходимых средств индивидуальной защиты (специальной одежды, обуви и др.), выполнением мероприятий по коллективной защите рабочих (ограждения, освещение, вентиляция, защитные и предохранительные устройства и приспособления и т.д.), санитарно-бытовыми помещениями и устройствами в соответствии с действующими нормами и характером выполняемых работ. Рабочим должны быть созданы необходимые условия труда, питания и отдыха. Работы выполняются в спецобуви и спецодежде. Все лица, находящиеся на строительной площадке, обязаны носить защитные каски. Решения по технике безопасности должны учитываться и находить отражение в организационно-технологических картах и схемах на производство работ. Сроки выполнения работ, их последовательность, потребность в трудовых ресурсах устанавливается с учетом обеспечения безопасного ведения работ и времени на соблюдение мероприятий, обеспечивающих безопасное производство работ, чтобы любая из выполняемых операций не являлась источником производственной опасности для одновременно выполняемых или последующих работ. При разработке методов и последовательности выполнения работ следует учитывать опасные зоны, возникающие в процессе работ. При необходимости выполнения работ в опасных зонах должны предусматриваться мероприятия по защите работающих. Место ведения монтажных работ необходимо обеспечить огнетушителями. Санитарно-бытовые помещения, автомобильные и пешеходные дороги должны размещаться вне опасных зон. В вагончике для отдыха рабочих должны находиться и постоянно пополняться аптечка с медикаментами, носилки, фиксирующие шины и другие средства для оказания первой медицинской помощи. Все работающие на строительной площадке должны быть обеспечены питьевой водой. Работа с механизмами, приспособлениями, инвентарем и инструментами должна вестись в соответствии с инструкциями по их эксплуатации. Работы на высоте более 1,3 м должны производиться с подмостей, имеющих надежные ограждения. При производстве монтажных работ запрещается: а) допускать к работе лиц моложе 18 лет; б) допускать к работе лиц, не прошедших медицинское освидетельствование, обучение по специальности и инструктаж по технике безопасности; в) приступать к работе с неисправными приспособлениями; г) допускать соприкосновение электрических проводов с газовыми баллонами; д) допускать нагрев газовых баллонов, в том числе солнечными лучами; е) допускать попадание масел в кислородные баллоны. Рабочие, выполняющие монтажные работы, обязаны знать: — опасные и вредные для организма производственные факторы выполняемых работ; — вредные вещества и компоненты используемых материалов и характер их воздействия на организм человека; — правила личной гигиены; — инструкции по технологии производства монтажных работ, содержанию рабочего места, по технике безопасности, производственной санитарии, противопожарной безопасности; — правила оказания первой медицинской помощи. Лицо, ответственное за безопасное производство работ, обязано: — ознакомить рабочих с Рабочей технологической картой под роспись; — следить за исправным состоянием инструментов, механизмов и приспособлений; — разъяснить работникам их обязанности и последовательность выполнения операций. Монтаж систем вентиляции и кондиционирования воздуха следует вести только при наличии проекта производства работ, технологических карт или монтажных схем. При отсутствии указанных документов монтажные работы вести запрещается. В проектах производства работ следует предусматривать рациональные режимы труда и отдыха в соответствии с различными климатическими зонами страны и условиями труда. Порядок выполнения монтажа систем вентиляции и кондиционирования воздуха, определенный проектом производства работ, должен быть таким, чтобы предыдущая операция полностью исключала возможность производственной опасности при выполнении последующих. Монтаж воздуховодов должен, как правило, производиться крупными блоками с применением подъемных механизмов. При выполнении электросварочных работ для обеспечения защиты людей от опасного и вредного воздействия электрического тока, электрической дуги, электромагнитного поля, статического электричества, а также соблюдения правил пожарной и взрывопожарной безопасности, а также санитарных правил при сварке, наплавке и резке металлов. Под монтируемым вентиляционным оборудованием или воздуховодами не должны находиться люди. Нельзя закреплять подвешиваемый воздуховод или блок воздуховодов за фермы, перекрытия и другие строительные конструкции в местах, не предусмотренных проектом производства работ. Монтаж воздуховодов с лесов, подмостей и площадок должен производиться не менее чем двумя рабочими. Совмещения отверстий фланцев при соединении воздуховодов следует производить только оправками. Запрещается проверять совпадение отверстий соединяемых фланцев пальцами рук. При монтаже дефлекторов и вентиляционных шахт складирование заготовок и инструмента на кровле, имеющей уклон, допускается только при условии принятия мер, предусмотренных проектом производства работ, против их падения, скольжения по скату или сдувания ветром. Не допускается выполнение вентиляционных работ на кровле зданий во время гололеда, тумана, исключающего видимость в пределах фронта работ, грозы и ветра скоростью 15 м/с и более. Перемещать тяжелое вентиляционное оборудование и его части необходимо по специально изготовленному настилу с применением катков или специальных тележек. Спускать оборудование в подвал следует по специально сделанной, проверенной на допустимую нагрузку наклонной эстакаде с обязательным использованием тяговой и тормозной лебедок. Торможение спуска оборудования посторонними предметами, в том числе подклиниванием, запрещается. Поднимать и устанавливать вентиляционное оборудование на фундаменты, кронштейны или площадки следует с помощью автомобильных или других кранов, домкратов и талей соответствующей грузоподъемности только с разрешения мастера или производителя работ рабочими, обученными безопасным методам труда и имеющими удостоверения на право управления грузоподъемными механизмами. Установку крупногабаритного и тяжеловесного оборудования следует производить под наблюдением производителя работ или мастера. Установку вентиляторов и другого вентиляционного оборудования на кронштейны, анкерные болты и другие закладные детали, заделанные в стены или перекрытия, можно производить только после затвердевания цемента и достижения им проектной прочности. Работу по монтажу систем вентиляции и кондиционирования воздуха разрешается производить только исправным инструментом. Гаечные ключи должны точно соответствовать размерам гаек и болтов, не иметь сбитых скосов на гранях и заусенцев на рукоятке. Не следует отвертывать или завертывать гайки ключом больших (по сравнению с головкой) размеров с подкладкой металлических пластин между гранями гайки и ключа, а также удлинять гаечные ключи путем присоединения другого ключа или трубы. Применять электрические машины (электрифицированный инструмент) следует с соблюдением требований ГОСТ 12.2.013.0-91 и ОСТ 36-108-83; применять ручные электрические машины допускается только в соответствии с назначением, указанным в паспорте; перед началом работы следует проверить исправность машины: исправность кабеля (шнура), четкость работы выключателя, работу на холостом ходу; при работе машиной класса I следует применять индивидуальные средства защиты (диэлектрические перчатки, резиновые коврики, галоши). Машинами классов II и III разрешается производить работы без применения индивидуальных средств зашиты. Машина должна быть отключена от сети штепсельной вилкой: — при смене рабочего инструмента, установке насадок и регулировке; — при переносе машины с одного рабочего места на другое; — при перерыве в работе; — по окончании работы или смены. Запрещается: — оставлять машины без надзора присоединенными к питающей сети; — передавать машины лицам, не имеющим права пользоваться ими; — работать машинами с приставных лестниц; — превышать предельно допустимую продолжительность работы машины, указанную в паспорте; — эксплуатировать машину при обнаружении какого-либо повреждения в ней (появлении дыма или запаха, вытекании смазки, появлении повышенного шума или вибрации). Машины должны подвергаться проверке не реже одного раза в 6 мес. Места монтажа должны быть хорошо освещены. Светильники общего освещения, присоединенные к электросети напряжением 127 и 220 В, должны устанавливаться на высоте не менее 2,5 м от уровня земли, пола, настила. При высоте подвеса менее 2,5 м светильники должны подсоединяться к сети напряжением не выше 42 В. При монтаже систем вентиляции и кондиционирования воздуха в проектах производства работ следует предусматривать установку крепежных деталей, за которые монтажник систем вентиляции может закрепиться при работе на высоте. При выполнении работ по окраске воздуховодов и их деталей, а также герметизации воздуховодов с применением составов, содержащих вредные вещества, следует соблюдать Санитарные правила при окрасочных работах с применением ручных распылителей. Места выполнения электросварочных работ открытой дугой должны быть ограждены с помощью несгораемых ширм, щитов и т.п. При производстве электросварочных работ на открытом воздухе над установками и сварочными постами должны быть сооружены навесы из несгораемых материалов. При отсутствии навесов электросварочные работы во время дождя или снегопада должны быть прекращены. Для предохранения от падающих при электросварке капель расплавленного металла и шлака под местом сварки в местах прохода людей необходимо устанавливать плотный помост, покрытый листами кровельного железа или асбестового картона. При монтаже вентиляционных устройств на кровлях с уклоном более 20°, а также независимо от уклона на мокрых и покрытых инеем или снегом кровлях рабочие должны применять предохранительные пояса, а также трапы шириной не менее 0,3 м с поперечными планками для упора ног; трапы во время работы должны быть закреплены. Перед допуском к работе по монтажу систем вентиляции и кондиционирования воздуха руководители организаций обязаны обеспечить обучение и проведение инструктажа по технике безопасности на рабочем месте. К самостоятельным верхолазным работам по монтажу воздуховодов и деталей вентиляционных систем допускаются лица (рабочие и инженерно-технические работники) не моложе 18 лет, прошедшие медицинский осмотр и признанные годными, имеющие стаж верхолазных работ не менее одного года, прошедшие обучение безопасным методам работы и получившие соответствующее удостоверение и имеющие тарифный разряд не ниже третьего. Рабочие, впервые допускаемые к верхолазным работам, должны в течение одного года работать под непосредственным надзором опытных рабочих, назначенных приказом руководителя, организации. Обучение рабочих безопасным методам и приемам верхолазной работы и проверку их знаний необходимо проводить ежегодно. К электросварочным работам допускаются лица, прошедшие соответствующее обучение, инструктаж и проверку знаний правил безопасной работы с оформлением в специальном журнале и имеющие квалификационное удостоверение. К электросварочным работам на высоте не допускаются лица, имеющие медицинские противопоказания, предусмотренные соответствующими перечнями Министерства здравоохранения РФ. К работе с ручными электрическими машинами (электрифицированным инструментом) допускаются лица, прошедшие производственное обучение и имеющие квалификационную группу по технике безопасности. К работам с монтажным поршневым пистолетом допускаются рабочие не моложе 18 лет, с незаконченным средним или средним образованием и имеющие квалификацию не ниже третьего разряда, проработавшие на монтажных работах не менее 2 лет и прошедшие медицинский осмотр. Ответственность за правильную организацию безопасного ведения работ на объекте возлагается на производителя работ и мастера. В целях безопасности ведения работ на объекте бригадир обязан: — перед началом смены лично проверить состояние техники безопасности во всех рабочих местах руководимой им бригады и немедленно устранить обнаруженные нарушения. Если нарушения не могут быть устранены силами бригады или угрожают здоровью или жизни работающих, бригадир должен доложить об этом мастеру или производителю работ и не приступать к работе; — постоянно в процессе работы обучать членов бригады безопасным приемам труда, контролировать правильность их выполнения, обеспечивать трудовую дисциплину среди членов бригады и соблюдение ими правил внутреннего распорядка и немедленно устранять нарушения техники безопасности членами бригады; — обеспечить безопасную работу членов бригады при работе с кранами, визуальную, радио- или проводниковую связь крановщика, стропальщика и монтажников; — организовать работы в соответствии с проектом производства работ; — не допускать до работы членов бригады без средств индивидуальной защиты, спецодежды и спецобуви; — следить за чистотой рабочих мест, ограждением опасных мест и соблюдением необходимых габаритов; — не допускать нахождения в опасных зонах членов бригады или посторонних лиц. Не допускать до работы лиц с признаками заболевания или в нетрезвом состоянии, удалять их с территории строительной площадки.
Строительные конструкции вентиляционных камер приточных систем; Способ монтажа воздуховодов следует выбирать в зависимости от их. Отбортовка фланцевых воздуховодов должна перекрывать фланец не менее 6 мм и. инструкции по технологии производства монтажных работ, содержанию.

Инструкция по технологии монтажа воздуховодов с бесфланцевыми конструкциями стыков. ВСН 182-91. Гайки шестигранные для фланцевых соединений на Ру свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см2). Технические.
ГЛАВМОССТРОЙ при МОСГОРИСПОЛКОМЕ ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ ИНСТРУКЦИЯ ПО ТЕХНОЛОГИИ МОНТАЖА ВОЗДУХОВОДОВ С БЕСФЛАНЦЕВЫМИ КОНСТРУКЦИЯМИ СТЫКОВ ВСН 182-82 Москва — 1983 Ордена Ленина Главное управление по жилищному и гражданскому строительству в г. Москве ГЛАВМОССТРОЙ при МОСГОРИСПОЛКОМЕ ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ ИНСТРУКЦИЯ ПО ТЕХНОЛОГИИ МОНТАЖА ВОЗДУХОВОДОВ С БЕСФЛАНЦЕВЫМИ КОНСТРУКЦИЯМИ СТЫКОВ ВСН 182-82 Главмосстрой Москва — 1983 Настоящая Инструкция разработана лабораторией инженерного оборудования зданий НИИМосстроя с участием отдела № 7 Государственного проектного института (ГНИ) «Проектпромвентиляция» на основании проведенных экспериментальных исследований и обобщения опыта монтажа объектов с новыми конструкциями бесфланцевых соединений стальных вентиляционных воздуховодов, уплотняемых герметизирующими лентами на основе невулканизированных каучуков. «Инструкция» содержит сведения по областям применения рекомендуемых соединений, их конструкциям, технологии сборки и герметизации, а также по технике безопасности. «Инструкция» согласована с Управлением монтажных, электромонтажных и санитарно-технических работ Главмосстроя, Главмосмонтажспецстроем, трестами Моссантехстрой №№ 1 и 2. Применение герметизирующей ленты для выполнения вентиляционных работ согласовано с городской санитарно-эпидемиологической станцией и Управлением пожарной охраны ГУВД Мосгорисполкома, «Инструкцию» разработали: к.т.н. Я.Б. Алескер, инженеры НИИМосстроя С.С. Бывшев, Н.Н. Кузнецова, Н.В. Митрофанова и ГПИ Проектпромвентиляиия В.Я. Меклер, В.И. Павленко. 1. ОБЩИЕ ПОЛОЖЕНИЯ 1.1. Настоящая «Инструкция» распространяется на монтаж воздуховодов и фасонных деталей круглого сечения спирально-сварной, спирально-замковой и прямошовной конструкции диаметром до 630 мм с гладкими концами. 1.2. Для воздуховодов прямошовной конструкции с целью обеспечения их жесткости и формоустойчивости в процессе транспортирования и монтажа на расстоянии 60 мм от концов воздуховодов следует выполнять двойной зиг. 1.3. Соединения с применением герметизирующих лент обеспечивают соосность установки воздуховодов, жесткость и прочность отдельных стыков и укрупненных блоков воздуховодов. 1.4. Для выполнения монтажных работ рекомендуется самоклеящаяся герметизирующая лента из невулканизированных бутилкаучуков производственного объединения Мосстройпластмасс Главмоспромстройматериалов «Герлен» (ТУ 400-1-165-79). 1.5. Температура транспортируемого воздуха при постоянном режиме работы систем допускается до 40 ° С, при периодическом — до 60 ° С. 2. КОНСТРУКЦИИ СОЕДИНЕНИЙ 2.1. В конструкциях бесфланцевых соединений воздуховодов герметичность стыков обеспечивается с помощью герметизирующих лент, а прочность и жесткость (для вертикальных воздуховодов — самонесущая способность) с помощью монтажных фиксирующих элементов. Сборка отдельных деталей и мелких узлов воздуховодов в укрупненные блоки осуществляется также с помощью монтажных фиксирующих элементов. 2.2. Конструкция с иглоконусными фиксирующими элементами (рис.1) может выполняться либо без предварительного прокалывания (пробивки) отверстий в стенках воздуховодов с расположением болта между воздуховодами, либо путем образования отверстия под болт на одном из концов воздуховодов. 2.3. Конструкция с винтовыми фиксаторами (рис. 2) предназначена для сборки воздуховодов и укрупнения их узлы на нулевой отметке. На концах воздуховодов должны быть монтажные отверстия. Отверстия могут выполняться как на заготовительных предприятиях, так и в процессе монтажа системы. В монтажных условиях отверстия выполняются на нулевой отметке путем их просверливания электродрелями, прокалывания с помощью дыроколов (чертеж — №937/1 треста «Сантехдеталь» и др.) либо пробивки с помощью ручных пробойников. 3. ТЕХНОЛОГИЯ МОНТАЖА ВОЗДУХОВОДОВ 3.1. До начала монтажа необходимо сделать разбивку вентиляционной системы на укрупненные узлы (в соответствии с местными условиями), определить и наметить последовательность их монтажа, а также установки креплений. При использовании рекомендуемых соединений длина укрупненных блоков допускается до 12-15 м. 3.2. Сборка блоков осуществляется в следующей последовательности: размечают места установки фиксирующих элементов и отверстий в стенках воздуховодов и фасонных деталей; пробивают или прокалывают отверстия; соблюдая соосность собираемых воздуховодов, устанавливают фиксирующие элементы и жестко закрепляют их с помощью монтажных болтов; производят уплотнение стыка путем наклеивания герметизирующей ленты; собирают отдельные детали и мелкие узлы на инвентарных подставках в укрупненные блоки; устанавливают хомуты и другие средства крепления воздуховодов; стропят собранный узел и траверсу инвентарными или полуавтоматическими стропами; поднимают узел воздуховода на проектную отметку и подвешивают его к заранее установленному креплению; проверяют правильность положения с монтированного узла и соединяют его с ранее смонтированным узлом воздуховода с помощью монтажных фиксирующих элементов, уплотняют стык с помощью герметизирующей ленты. 3.3. В качестве герметизирующего материала используются герметизирующая лента «Герлен» — нетвердеющая герметизирующая эластопластичная лента, изготовляемая на основе синтетического каучука, мягчителя, смол и наполнителей. При изготовлении герметизирующую ленту «Герлен» закатывают вместе с прокладочным материалом (силиконизированной бумагой) в рулоны на картонные втулки. 3.4. Герметизирующая лента предназначена для поверхностной герметизации. Поверхностная герметизация может быть местной (для локальных повреждений и неплотностей воздуховодов) и общей (для герметизации стыков в целом). 3.5. Имеются две разновидности ленты «Герлен»: недублированная (типа «Герлен») и дублированная нетканым материалом (типа «Герлен-Д»). Для выполнения рекомендуемых соединений следует использовать лент: «Герлен-Д». При выполнении бандажных соединений в желобок бандажей могут укладываться полоски недублированной ленты «Герлен». 3.6. Герметизирующая лента выпускается следующих размеров: длина — 12 м, ширина — 80, 100, 120, 200 мм, толщина — 3 мм. Допускаемые отклонения: по длине ±0,1 м, по ширине ±5 мм, по толщине ±0,5 мм. При широком использовании ленты для вентиляционных работ возможно изготовление ленты шириной 50-60 мм. В обозначении герметизирующей ленты после названия указывается ширина ленты. Например, «Герлен-100» означает, что герметизирующая лента имеет ширину 100 мм. 3.7. Рекомендуется следующая ширина ленты для соединения воздуховодов: диаметром до 400 мм — 50-80 мм, диаметром более 400 мм — 100-120 мм. 3.8. Герметизирующая лента «Герлен-Д» должна соответствовать требованиям технических условий и не иметь разрывов и сквозных отверстий. Температуростойкость должна быть не менее 60 ° , водопоглощение не более 0,3%. Прочность при растяжении не менее 1,5 кг/см2. Показатели температуростойкости, водопоглощения и прочности при растяжении определяются заводом-изготовителем. Определение водопоглощения производятся после экструдирования ленты перед поступлением ее на дублирование. Показатель температуростойкости ленты определяется согласно ТУ 400-1-165-79 по провисанию ленты в зазоре между двумя стеклянными пластинами, на которые нанесена лента, после двухчасового термостатирования. 3.9. Процесс герметизация выключает следующие стадии: подготовка поверхности деталей и узлов; нанесение герметика; пооперационный контроль и окончательный контроль качества герметизации; ремонт дефектных участков. 3.10. Достаточно прочное сцепление герметика с подложкой (субстратом) обеспечивается при правильной подготовке поверхности, подлежащей герметизации. Предварительная обработка поверхности заключается в ее очистке от различного рода загрязнений и коррозии. При герметизации поверхность очищают от металлической стружки, пыли, грязи волосяными щетками или ветошью (чистыми обтирочными концами). 3.11. Герметизируемая поверхность должна быть сухой. Оптимальными условиями нанесения герметиков являются температура 18-25ºС и относительная влажность воздуха 50-75%. Работы по герметизации не рекомендуется производить при отрицательных температурах, когда поверхность, на которую наносят герметик, может быть покрыта незаметной пленкой льда, а также в дождливую погоду. 3.12. При нанесении герметика на сильно нагретые поверхности (при работе на солнце и т.п.) он может быстро подвулканизироваться со стороны поверхности, и требуемая адгезия не будет обеспечена. 3.13. При наклеивании ленты рекомендуется соблюдать следующие технологические приемы. Край ленты освобождается от защитной силиконизированной бумаги на 20-30 мм, лента приклеивается на месте стыка и конец идет внахлест со свободным краем длиной 20-30 мм. При наклеивании ленты запрещается ее вытягивать. Наклеивать прикатывать ленту (вручную или резиновым валиком от центра к краям в поперечном направлении) следует так, чтобы поверхность ленты была ровной, баз складок, вздутий и воздушных пузырей. Лента должна плотно приклеиваться на все неровности поверхности. 3.14. Контроль качества робот по герметизации стыков лентой осуществляется пооперационной проверкой: соответствия времени применения герметизирующей ленты ее жизнеспособности; качества подготовки поверхности (степень ее очистки) и ее температуры; качества приклеивания ленты. Поверхность ленты должна быть без складок, вздутий и воздушных пузырей. Лента должна быть плотно приклеена без пропусков. 3.15. При обнаружении негерметичности воздуховодов (трещина, пробой в металле) производят ремонт путем наложения герметизирующей ленты на место дефекта. В случае неудовлетворительного качества герметизации на большой поверхности, приводящего к нарушению герметичности конструкции, поверхность полностью очищают от герметика и производят полную повторную герметизацию. 3.16. Крепления воздуховодов с бесфланцевыми стыками, уплотняемыми герметизирующими лентами, устанавливаются согласно СНиП III-28-75, как для воздуховодов с фланцевыми соединениями. 3.17. Крепление подвесок и растяжек непосредственно к крепежным элементам бесфланцевых стыков не допускается. 3.18. При необходимости окраски бесфланцевых стыков воздуховодов, уплотняемых герметизирующими лентами (например, в зданиях с повышенными эстетическими требованиями) нанесение лакокрасочных материалов производится по дублирующему слою ткани. 4. КОМПЛЕКТНОСТЬ ПОСТАВКИ, ТРАНСПОРТИРОВКА И СКЛАДИРОВАНИЕ 4.1. Монтажно-заготовительное предприятие должно комплектовать заказы на бесфланцевые конструкции воздуховодов фасонных деталей соответствующим количеством фиксирующих элементов (по 3 штуки на каждое соединение). 4.2. Прямые участки воздуховодов транспортируются в вертикальном положении. Допускается укладка воздухо водов меньшего сечения в воздуховоды большего сечения. 4.3. Запрещается бросать воздуховоды при погрузке и разгрузке с транспортных средств. 4.4. Складирование и хранение воздуховодов на приобъектных складах следует производить с соблюдением следующих требований: прямые участки устанавливать вертикально на деревянные инвентарные подкладки (ТУ-100-1-225-75); фасонные части укладывать в штабели высотой не более 2-х метров, не допуская повреждений их торцов. 4.5. При контейнерной доставке воздуховоды следует оставлять в контейнерах. 4.6. Герметизирующая лента «Герлен-Д» доставляется на место строительства в рулонах, уложенных в картонные коробки по 4 рулона. В коробках между рядами рулонов устанавливают прокладки из гофрированного картона (ГОСТ 7376-55). Рулоны устанавливают в вырезы прокладок и фиксируют картонными вкладышами. На наружную поверхность рулона надевают картонное кольцо. Масса коробки с «Герленом» не должна превышать 25 кг. 4.7. При транспортировке герметизирующей ленты «Герлен-Д» должны быть приняты меры по предохранению её от повреждений, увлажнения и загрязнения. 4.8. Коробки с рулонами ленты должны хранится и транспортироваться в положении, обеспечивающем вертикальное расположение рулонов. 4.9. При погрузочно-разгрузочных работах коробки с рулонами бросать категорически запрещается. 4.10. Герметизирующая лента должна храниться в закрытом сухом помещении. Срок хранения ленты – 6 месяцев со дня изготовления. 5. ИСПЫТАНИЕ И ПРИЕМКА 5.1. Приемка работ по монтажу воздуховодов с бесфланцевыми стыками производится на основе результатов предпусковых испытаний, а также наружного осмотра и проверки действия смонтированных систем. 5.2. При предпусковых испытаниях должны быть выявлены неплотности в воздуховодах и местах соединения. 5.3. Степень неплотностей в воздуховодах и их соединениях определяется по величине подсоса или утечки воздуха. В соответствии со СНиП III-28-75 величина подсоса или утечки воздуха в воздуховодах не должна превышать при длине сети до 50 метров — 10%, а при большей длине сети — 15% производительности вентилятора. На основе исследований и опыта монтажа экспериментальных объектов установлено, что величина утечки воздуха при применении герметизирующих лент «Герлен-Д» не превышает 1,0-1,5%. 5.4. Воздуховоды, уплотняемые лентой «Герлен-Д», до испытаний должны непрерывно проработать в течение 7 час. 5.5. Выявленные в результате испытаний неплотности должны быть устранены при помощи герметизирующей ленты «Герлен-Д». 5.6. В приемочных актах следует освидетельствовать качество выполнения герметизационных работ. 6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ 6.1. При производстве вентиляционных работ с герметизирующими лентами необходимо выполнять требования СНиП III-4-80 «Техника безопасности в строительстве» (разделы 2, 4, 12, 14), «Указания по пожарной безопасности для рабочих и инженерно-технических работников Главмосстроя»; «Правил пожарной безопасности при производстве строительно-монтажных работ», утвержденных ГУПО МВД СССР, а также требования настоящей «Инструкции». 6.2. Рабочие, выполняющие работы по герметизации, должны быть обучены безопасным приемам выполнения работ. До начала герметизации они должны пройти инструктаж по технике безопасности. 6.3. При работе необходимо пользоваться хирургическими резиновыми или биологическими перчатками. В случае длительной работы с герметизирующей лентой под резиновые перчатки следует надевать хлопчатобумажные перчатки. Перед тем, как надевать резиновые перчатки, руки рекомендуется намылить мылом и дать им просохнуть. После окончания работы резиновые перчатки следует сразу же снять и вымыть. 6.4. Рабочие, выполняющие работы с герметизирующей лентой, должны быть обеспечены бытовыми помещениями в соответствии с существующими санитарными нормами. Рис.1. Конструкция бесфланцевого соединения воздуховодов, уплотняемых герметизирующими лентами, с иглоконусными фиксирующими элементами: а) общий вид соединения, б) узел соединения в разрезе, в) нижняя пластина с иглоконусными элементами; 1, 2 — воздуховоды; 3 — иглоконусные элементы; 4, 5 — нижняя и верхняя пластины; 6, 7 — болт с гайкой; 8 — плоская грань болта (предотвращает взаимный поворот пластин); 9 — герметизирующая лента; 10 — отверстие под болт на конце воздуховода Рис. 2. Узел бесфланцевого соединения воздуховодов с винтовыми фиксирующими элементами; а, б — варианты с верхним и нижним расположением болтов, 1, 2 — воздуховоды; 3 — пластина; 4 — болт с головкой; 5 — гайка, 6 — вспомогательный съемный болт СОДЕРЖАНИЕ
АТК 24.200.02-90, Заглушки фланцевые стальные. Конструкции, размеры и Монтаж и демонтаж конструкций и оборудования на поверхности. ВНиР В3-8, Выпуск 8. ВСН 182-82, Инструкция по технологии монтажа воздуховодов с бесфланцевыми конструкциями стыков. ВСН 220-86, Инструкция по.

Монтаж опусков от магистральных воздуховодов, проходящих в Отделом механизации и технологии строительства Госстроя СССР. Приемочный контроль смонтированных конструкций осуществляют согласно СНиП 3.05. 01-85.. Установка креплений, сборка фланцевых соединений на высоте.
Современные офисы‚ жилые дома‚ промышленные здания нуждаются в обеспечении нормального воздухообмена и в устройстве полноценной вентиляции. Для сооружения организованной системы производится монтаж воздуховодов. Устанавливают их и внутри строений‚ и снаружи. Но полноценная система вентиляции нужна и дома, вы с этим согласны?
Зная принципы обустройства системы и нюансы соединения воздуховодов в определенной последовательности‚ удастся создать функциональную вентиляционную сеть. Но как правильно это сделать? Давайте разбираться вместе — в этом материале рассмотрены разновидности воздуховодов, использующиеся при создании вентсистем.
А также подробно разобраны особенности монтажа гибких и жестких каналов. Статья для наглядности дополнена тематическими фото, схемами, подробными видеоинструкциями по установке и креплению воздуховодов.
Содержание статьи:
- Принцип классификации воздуховодов
- Аэродинамический расчет воздуховода
- Особенности монтажа воздуховодов
- Общие правила монтажа
- Виды соединений жестких воздуховодов
- Методы крепления воздуховодов
- Монтаж гибких труб
- Выводы и полезное видео по теме
Принцип классификации воздуховодов
Воздуховодами называют систему труб, приспособленную для движения по ней воздушного потока и устроенную определенным образом.
Их применяют при монтаже систем вентиляции в домах‚ сети воздуховодов образуют системы вентиляции и кондиционирования‚ с их помощью подключают промышленные и кухонные вытяжки‚ используют в системах воздушного отопления.
Исходя из конструктивного исполнения‚ их делят на круглые и прямоугольные. Круглые воздуховоды эргономичны‚ воздух движется по ним почти бесшумно‚ вибрация при работе незначительная.
Соединяют элементы воздуховода с круглым сечением без использования дополнительных элементов.
Галерея изображений
Фото из
Воздуховоды используются для формирования направленного потока воздуха, перемещаемого для подачи или отвода из помещения по каналам
Устройство систем вентилирования с воздуховодами производится преимущественно в промышленных цехах пищевой и химической промышленности, в автосервисах и мастерских, работающих с горючими и токсичными веществами
С помощью воздуховода вытяжка подключается к вентиляционной системе для отвода отработанного воздуха за пределы помещения
Воздуховодные каналы приточных систем вентилирования оснащаются решетками, через которые свежий воздух поставляется в помещение
В бытовых условиях воздуховоды чаще всего используются на кухнях при устройстве принудительной системы с вытяжкой
В частных домах воздуховоды используют в системах вентилирования наземных и подземных конструкций. В основном их ставят там, где требуется искусственно стимулируемая система вентиляции
Если дверные и оконные проемы бань, квартир, загородных домов выполнены с использованием герметичных пластиковых конструкций, устройство вентиляции с воздуховодами просто необходимо
Воздуховоды прокладывают как открытым способом, так и скрытым, т.е. с размещением их в коробах, в строительных конструкциях, за фальш-потолками или в перегородках из гипсокартона
Канальная система вентилирования
Вентиляция предприятия пищевой промышленности
Подключение воздуховода к вытяжке
Решетки на воздуховодах приточной системы
Пластиковый воздуховод на кухне
Воздуховод в подвале частного дома
Воздуховоды с вытяжкой в предбаннике
Прокладка воздуховодов за фальш-потолком
Прямоугольное сечение воздуховода предпочтительнее тогда, когда систему нужно сделать незаметной, спрятав ее под отделкой.
Этим и удовлетворительным уровнем пропускной способности обусловлен их выбор при устройстве системы вентиляции в жилых домах. Кроме того, воздуховоды бывают жесткими и гибкими.

Металлические воздуховоды с прямоугольной формой сечения в разрезе имеют типовые размеры‚ колеблющиеся в пределах от 10 х 10 до 400 х 320 см. Прямые звенья имеют длину от 1 до 2.5 м
У первых сечение может быть как круглым‚ так и прямоугольным‚ а вторые в разрезе имеют только круг. Их использование уместно в точках разветвления. Производят гибкие воздуховоды (гофру) в основном из алюминиевой фольги‚ полиэфира‚ хотя есть и изделия из силикона‚ текстиля‚ резины, устойчивой к агрессивной химии.
К вентиляторам‚ приточным и вытяжным анемостатам‚ решеткам их подсоединяют напрямую, но иногда, чтобы связать такой воздуховод с основной системой‚ дополнительно нужны соединительно-монтажные детали.
Внутри поверхность гибких воздуховодов не отличается особой гладкостью, поэтому повышенное аэродинамическое сопротивление создает дополнительные шумы.

Гибкие воздуховоды могут быть как каркасными‚ так и бескаркасными. Каркас образует проволока — полимерная либо стальная. Свитую в пружину проволоку‚ покрывают синтетическим материалом‚ фольгированной лентой или полимером. Этот вид труб иногда оснащают покрытием — теплоизоляционным или шумопоглощающим
Структура у гибких воздуховодов многослойная. Для большей жесткости между слоями размещают стальную проволоку. Наиболее часто вентканалы в жилых домах прокладывают из труб ПВХ‚ обладающих высокими звукопоглощающими и теплоизоляционными характеристиками.
Применяют гофру в тем местах, где скорость движения воздушной массы не превышает 30 м/с‚ а давление не выше 5 т. Па.
Воздуховодные каналы по своей конструкции могут быть встроенными‚ в виде вентиляционных шахт‚ и внешними‚ проложенными по стенам и потолкам. Первые располагают внутри стен.
Чтобы они работали эффективно их поверхность внутри должна быть максимально гладкой‚ тогда воздух будет циркулировать свободно‚ не натыкаясь ни на какие помехи. Внизу шахта имеет отверстие‚ позволяющее очищать воздуховод.
Подвешенные и приставные короба используют для устройства внешних воздуховодов. Они представляют собой сборку, состоящую из труб и соединителей, различных по размеру и форме. Исходя из такого признака‚ как наличие изоляции‚ воздуховоды бывают изолированными и без изоляции.
Основываясь на дизайне помещений и конструктивных особенностях строения‚ останавливают выбор на каком-то конкретном виде воздуховодов.

а-з — установка горизонтальных воздуховодных каналов; и-к — вертикальных каналов; а, и — крепление к стенам; б, в, г, к — фиксация к колоннам; д, в — к перекрытиям; е, з — к формам и прогонам. Конструктивные элементы: 1 — консоль; 2 — тяга; 3 — хомут; 4 — воздуховод; 5 — траверса; 6 — стяжной болт; 7 — накладка
Установке системы должен предшествовать качественный аэродинамический расчет. Потребуется определить давление в системе‚ объем воздушных масс‚ проходящих по воздуховоду‚ его сечение‚ тип воздухообмена.
Аэродинамический расчет воздуховода
Чтобы определить размер воздуховода в разрезе, нужен эскизный вариант воздушной сети. Сначала вычисляют площадь сечения.
Для круглой трубы диаметр находят из формулы:
D = √4S/π
Если сечение прямоугольное его площадь находят, умножив длину стороны на ширину: S = A x B.
Вычислив сечение и применив формулу S = L/3600V, находят объем воздухозамещения L в мᶾ/ч.
Скорость движения воздуха в воздуховоде в районе приточной решетки рекомендуют брать в пределах от 2 до 2.5 м/с для офисов и жилья и от 2.5 до 6 м/с на производстве.
В магистральных воздуховодах — от 3.5 до 6 в первом случае, от 3.5 до 5 — во втором и от 6 до 11 м/с — в третьем. Если скорость будет превышать эти показатели, возрастет уровень шума сверх нормативного значения. Коэффициент 3600 согласовывает между собой секунды и часы.

Использование табличных значений упростит процесс расчета. Иногда чтобы уменьшить шум в системе, применяют трубы с сечением, превышающим по размерам расчетную величину. С экономической точки зрения такое решение нерационально. Объемные каналы стоят дороже и крадут пространство
Из таблицы, ориентируясь на скорость воздушного потока, можно взять и ориентировочный расход воздушной массы.
Вам также может быть полезна подробная информация о расчете площади воздуховодов с примерами вычислений, рассмотренная в другой нашей статье.
Особенности монтажа воздуховодов
Независимо от вида и возлагаемых на вентиляционную систему функций основную задачу, заключающуюся в транспортировке воздуха‚ выполняют в ней каналы для транспортировки воздушного потока. Изо всех работ по монтажу системы самым сложным моментом является установка воздуховодов.
Даже при грамотно выполненном расчете‚ нарушив технологию‚ никогда не выйдет создать систему‚ работающую без сбоев.
Кроме основных задач‚ вентиляция может выполнять и ряд дополнительных функций:
- осуществлять контроль чистоты поставляемого в помещение воздуха;
- поддерживать заданный процент влажности;
- освобождать от всяких примесей воздух‚ удаляемый из здания.
При устройстве вытяжной вентиляции нужен всего один воздуховод. В приточно-вытяжной системе потребуется прокладка двух независимых воздуховодов для того‚ чтобы по одному из них поступал в помещение чистый воздух‚ а по другому уходил использованный.

Прокладка каналов для приточной, вытяжной и комбинированной вентиляции производится в соответствии с общими правилами. Устройства, побуждающие движение воздуха устанавливаются либо на входе в систему, либо на выходе из помещения
Общие правила монтажа
Существуют документы, в которых прописаны требования к монтажу и работе воздуховодов. К ним относятся СП 60.13330 и СП 73.13330.2012. Первый называется «Отопление‚ вентиляция и кондиционирование» а второй — «Внутренние санитарно-технические системы зданий».
Кроме того‚ производители‚ выпускающие воздуховоды‚ прилагают к ним свои инструкции.
К требованиям, подлежащим неукоснительному исполнению‚ относятся:
- Полное растяжение гибких воздуховодов при их установке.
- Отсутствие провисаний во избежание потерь давления.
- Обязательное заземление т.к. магистраль имеет свойство копить статическое электричество.
- Не планировать монтаж гибких и полужестких воздуховодов, если вертикальный отрезок системы представляет собой трассу, охватывающую больше чем 2 этажа.
- Устанавливать исключительно жесткие трубы в цокольных этажах‚ подвалах‚ в конструкциях из бетона‚ в местах контакта с грунтом.
- На этапе проектирования и при монтаже гибких и прочих воздуховодов следует учитывать тот момент, что в работающей системе вентиляции траектория воздуха представляет из себя спираль.
- На поворотах закладывать радиус‚ равняющийся минимум двум диаметрам трубы.
- Через стены воздуховод проводить, используя специальные гильзы из металла и переходники.
- Поврежденный при установке воздуховод‚ подлежит обязательной замене.
Наиболее часто воздуховоды крепят к стенам‚ потолку‚ в пространстве между потолочными фермами. Неизменным остается то, что центра воздуховодов и плоскости конструкций должны оставаться параллельными по отношению друг к другу.
Нормативами регламентируется и минимальная дистанция от воздухопровода до других конструкций.

Минимальные расстояния можно взять из таблицы. Необходимо учесть, что при пересечении воздуховодами строительных конструкций все соединения должны быть удалены от точек прохождения не меньше чем на метр
При прокладке воздуховодов возможны 2 варианта. Первый — объединенные трубы составляют систему с общей отводящей трубой. Второй — каждое помещение имеет индивидуальный воздуховод.
Виды соединений жестких воздуховодов
При монтаже системы вентиляции рекомендуется делать как можно меньше соединений. Объединяют воздуховоды при помощи фланцевого и бандажного крепления.
В первом случае фасонные элементы и концы труб дополняют фланцами, затем соединяют с использованием саморезов‚ при помощи клепок, располагая их через каждые 200 мм‚ или применив сварку. В качестве уплотнения для фланцев практикуют использование резиновых прокладок.
Изготовление фланцев — процесс сложный и не очень выгодный для производителя.

За формирование фланцевых соединений не стоит браться, не имея опыта в выполнении подобных работ. Если взялись, делать их лучше на земле, а затем подвешивать уже готовую конструкцию
Бандажное или бесфланцевое соединение более выгодно как в финансовом плане‚ так и по затратам времени. Оно предусматривает наложение на стык бандажа‚ представляющего собой тонкие металлические полосы или рейки. Этот тип соединения также нельзя назвать совершенным.
Главное — герметичность невысокая‚ из-за чего стыки становятся местами утечки воздуха, а при минусовой температуре здесь накапливается конденсат.

При формировании узлов соединения как жестких, так и гибких воздуховодов важно обеспечить герметичность и исключить утечку в точках подключения к оборудованию
Существует и третий способ соединения при монтаже жестких воздуховодов — шина и уголок. Это изобретение инженеров фирмы Metz из Германии. Сейчас оно успешно отвоевывает позиции у первых двух методов. Для нарезки шин не нужно дорогостоящего оборудования, а уголок изготавливают путем штамповки.
Методы крепления воздуховодов
Существует 4 способа крепления воздуховодов:
- шпилька плюс профиль;
- шпилька и траверса;
- шпилька плюс хомут;
- перфолента.
Первый из этих методов любят использовать профессионалы. Используемый профиль имеет L или Z-образную форму. Вторым в основном крепят тяжелые воздуховоды. Снижает нагрузку на крепеж и обеспечивает дополнительную жесткую поддержку короба уголок‚ устанавливаемый под нижний угол.
В месте крепления профиля подкладывают уплотнители из резины. Они нужны для снижения шума и гашения вибрации.

На фото изображены способы крепления воздуховодов с использованием шпильки и разной формы профиля. Этот способ предпочитают всем остальным специалисты
Когда выполняют монтаж тепло- и звукоизолированных воздуховодов‚ где ширина магистрали составляет больше 60 см‚ применяют второй способ крепления. Нагрузка от самого воздуховода приходится на траверсу, а от горизонтальных перемещений страхуют шпильки.
Для лучшей изоляции от шумов необходима и прокладка резинового профиля. Размещают его между телом воздуховода и траверсой.
Для установки круглых воздуховодов — простых либо изолированных используют третий способ — шпилька и хомут. На небольших участках воздуховода‚ выполненного из гибких труб‚ можно обойтись одними хомутами. Простой и дешевый способ — фиксация с помощью перфоленты.

Перфолента упрощает работу и позволяет выполнить монтаж воздуховодов за более короткое время. В ней предусмотрены отверстия для болтов и заклепок
Для круглого воздуховода из перфолент делают петлю, а для прямоугольного — подсоединяют ее к болтам. Применяют этот метод для систем с диаметром не более 20 см‚ т.к. конструкция не обладает достаточной жесткостью.
С тыльной стороны осуществляют фиксацию воздуховода прямо к потолочным конструкциям посредством анкерного соединения или с использованием струбцины.
Монтаж гибких труб
Гибкие воздуховоды монтировать проще, чем жесткие.
Технология состоит из следующих операций:
- Резки. Воздуховод‚ для улучшения аэродинамических характеристик‚ растягивают‚ отмеряют и намечают длину. Далее‚ делают разрез по витку.
- Соединения. Воздуховод одевают на патрубок с заходом минимум 5 см. При этом обязательно учитывают на направление продвижения воздуха‚ отмеченное цветной меткой на гибкой трубе. Правильная установка снижает уровень шума в системе.
- Герметизации. Герметизируют стык с применением герметика или специальной алюминиевой ленты. Фиксируют воздуховод при помощи шлангового хомута.
В случае выполнения монтажа теплоизолированных рукавов применяют такую же технологию, но когда воздуховод отрезают или соединяют его участки‚ предварительно заворачивают слой изоляции.
Голый каркас стыкуют или отрезают‚ герметизируют соединение и только тогда возвращают изоляцию на место. После этого ее нужно зафиксировать повторно и заизолировать.

Гибкий теплоизолированный рукав применяют и в системах вытяжной вентиляции‚ кондиционирования‚ и для подачи воздуха. Слой утепления предотвращает тепловые потери и появление конденсата
Точки крепления должны находиться на расстоянии 1.5 – 3 м друг от друга. Допускается провисание между ними не более 5 см на 1 м. Если воздуховод располагают параллельно и выше потолочных конструкций‚ расстояние между осями хомутов равняется 100 см.
Когда воздуховод занимает вертикальное положение‚ расстояние между крепежом увеличивают максимум до 180 см. Охват воздуховода хомутом не может быть меньше‚ чем ½ диаметра первого.
При необходимости выполнения поворотов нужен максимально большой радиус. С уменьшением этого параметра падает давление. Оптимально, когда радиус на изгибе равняется 2 диаметрам трубы.

Часто изгибы гибких воздуховодов выполняют непосредственно за соединением трубы с каналом. Если сделать этот переход под небольшим углом‚ воздуховоды из металла могут покрыться трещинами. Большое число таких соединений повлечет за собой значительные потери давления
Незащищенный от атмосферных воздействий и ультрафиолета гибкий воздуховод недолго прослужит, если его установить на открытом воздухе.
Гибкий воздуховод‚ выполненный из металлической полиэфирной ленты‚ контактируя с трубой системы отопления, обязательно провиснет и быстро состарится. Нельзя допускать и соприкосновений воздуховодов изготовленных из разных металлов — это также негативно отражается на их сроке эксплуатации.
Немалый урон наносит синтетическим воздуховодам статическое электричество. При большом его скоплении и возникновении разряда может даже произойти взрыв. Такая ситуация возможна‚ когда в воздухе‚ движущемуся с немалой скоростью‚ присутствуют пары природных растворителей.
Поможет в этом случае заземление. Для этого заземляющий провод подсоединяют к проволоке‚ образующей каркас воздуховода. Если это вытяжная установка‚ расположенная над оборудованием‚ спиральную проволоку подводят к его корпусу.
Выводы и полезное видео по теме
Здесь вы увидите‚ как специалисты выполняют монтаж воздуховодов:
Воздуховоды из пластика и их монтаж:
Важно изначально иметь грамотный проект прокладки воздуховодов. Ознакомившись с видами и особенностями монтажа воздуховодов разных типов‚ можно заняться устройством несложной системы самостоятельно.
Громоздкие и сложные в исполнении конструкции лучше поручить профессионалам.
Вы обладаете не только теоретическими знаниями, но и практическим опытом монтажа вентканалов? Возможно вы заметили несоответствие информации или технические ошибки в рассмотренном материале? Напишите нам, пожалуйста, об этом в комментариях под статьей.
Если же у вас возникли вопросы или вы хотите уточнить какой-то момент по установке воздуховодов, спрашивайте совет — постараемся помочь вам.
![]()
Menu
-
+7 (905) 839-76-67 -
ekb@freshair74.ru
Menu

Горшков Алексей Сергеевич
Директор компании ООО «Чистый Воздух»
-
+7 (905) 839-76-67 -
FreshAir74@mail.ru
Монтаж воздуховодов
Монтаж воздуховодов – это достаточно сложная техническая процедура при установке разных устройств климатической техники.


Какие воздуховоды выбрать
Основной задачей воздуховодов является обеспечение процессов воздухообмена в различных жилых и промышленных помещениях.


-
обустройство -
Монтаж воздуховодов в Екатеринбурге
-
производятся
-
счет
-
называют
-
траектория
-
наименее
-
независимых
-
строительство
-
кронштейны
-
кровля
-
обработка
-
сопротивления
-
уголок
-
комплектующие
-
заявка
-
низкоскоростные
-
разницы
-
основания
-
статья
-
анкер
-
связаться
-
гладкую
-
рабочую
-
популярностью
-
функции
-
подключение
-
одевают
-
комплексы
-
сетях
-
компоненты
-
агрегат
-
вибрация
-
мм
-
строительные
-
выбор
-
демонтаж
-
приточно-вытяжная
-
услуг
-
фасонные
-
зависимость
-
секциями
-
клапаны
-
ошибки
-
стоить
-
заказчик
-
весом
-
проведения
-
потерям
-
внешняя
-
поставку
-
полным
-
опытом
-
руб
-
механическая
-
определяются
-
расходы
-
трубопровод
-
провести
-
слоями
-
подвесных
-
обладает
-
подачу
-
пвх
-
неизолированных
-
массивных
-
существуют
-
количество
-
полимерные
-
общую
-
притоке
-
блоку
-
дюбелях
-
канальных
-
прохождения
-
текстильными
-
принудительная
-
низкому
-
организация
-
рекомендации
-
избежать
-
струбцины
-
исполнения
-
центральных
-
снизу
-
корпус
-
корпус
-
тело
-
остаются
-
начинаются
-
скоростях
-
переходник
-
потолочный
-
естественный
-
синтетическому
-
вентсистем
-
несложным
-
конфигурация
-
сайт
-
главных
-
дезинфекция
-
d
-
первых
-
разработка
-
предпочтительными
-
предпочтительными
-
положениями
-
москва
-
спб
-
последний
-
резки
-
нарушение
-
максимальных
- Содержание:
-
1. Общие правила установки вентиляции и монтаж воздуховодов
-
2. Расстояния воздуховодов до других частей и конструкций
-
3. Способы крепления воздуховодов, фасонных изделий и отдельных элементов
-
4. Установка воздуховодов прямоугольной форсы из жесткого металла
-
5. Техника безопасности при установке воздуховодов
-
6. Разновидности воздуховодов
-
7. Как выбрать воздуховоды
-
+7 (905) 839-76-67 -
ekb@freshair74.ru
Монтаж воздуховодов
Монтаж систем воздуховодов – это достаточно сложная техническая процедура при установке разных устройств климатической техники. Часто такие виды оборудования являются мультизадачными, т.е. могут выполнять разные функции. и стоимость их достаточно не маленькая
Кроме обычного закачивания вентилятором извне свежего воздуха и выведения отработанного из помещения, аппараты способны контролировать температуру, поддерживать нужный уровень влажности, определять степень загрязненности закачиваемого снаружи воздуха, удалять из него пыль, мусор и т.д.
-
1. Общие правила установки вентиляции и монтаж воздуховодов
-
2. Расстояния воздуховодов до других частей и конструкций
-
3. Способы крепления воздуховодов, фасонных изделий и отдельных элементов
-
4. Установка воздуховодов прямоугольной форсы из жесткого металла
-
5. Техника безопасности при установке воздуховодов
-
6. Разновидности воздуховодов
-
7. Как выбрать воздуховоды
Структура вентиляции имеет свои особенности в каждой конкретной модели. Но основную функцию перекачки оптимальных воздушных потоков в разных направлениях выполняют специальные технические устройства – трубы-воздуховоды.
Чтобы все оборудование работало максимально эффективно, нужно правильно определить типы и модели. Их параметры должны соответствовать установленным требованиям. А так же цена на материал должна быть приемлемой.
Установка и монтаж должен осуществляться и рассчитывается непосредственно
в соответствии с определенными правилами. Даже если проект составлен целиком и полностью правильно, любые отклонения от установленной технологии монтажа могут стать причиной серьезных сбоев при эксплуатации данного оборудования.
Современные типы воздуховодов – с одним или двумя каналами (вытяжные или приточно-вытяжные), а так же разной производительностью и эффективностью.
1.
В основном вся информация: правила, нормативы, требования и прочие, касающиеся установки воздуховодов разного типа, содержатся в пакетах нормативных документов (СП 60.13330 и СП 73.13330.2012).
Многие другие дополнительные требования к каждой конкретной модели воздуховодов ,без которых не обойтись, производители прописывают в их инструкциях.
Обязательные правила, которые требуется выполнять
Вентиляционные трубы и каналы изготавливаются из мягких и полумягких материалов. При монтаже они должны быть растянуты. Важно гибкие элементы устанавливать таким образом, чтобы они имели ровный горизонтальный вид и занимали минимум места, т.е. чтобы нигде не было провисания. Потому что любое искривление воздуховода приводит к падению давления внутри.
При монтаже все отдельные элементы требуется обязательно заземлить. Потому что порядок работы электрических механизмов и постоянное движение воздуха под давлением внутри приводит к накоплению статического электричества.
Когда вентиляция находится в постоянном движении (работе), то потоки воздуха внутри двигаются по спирали. Этом аэродинамический нюанс специалисты обязательно должны принимать во внимание, когда составляют проект.
Если вертикальный отрезок шахты или магистрали тянется на 2 этажа и больше, то он должен состоять только из жестких элементов. То же самое относится к тем частям воздуховодов, которые находятся в подвалах, цоколях и т.д., вступая в прямой контакт с землей или бетоном.
При монтаже нельзя использовать поврежденные элементы. Если в процессе работы на тех или иных отдельных частях образовались какие-то дефекты (порезы, дыры), то их обязательно надо заменить. Это же требование относится к теплоизолятору, если он используется.
Когда ведется прокладка и разводка воздуховодов сквозь стены и прочие сплошные части строений, то внутри отверстия должна быть сначала установлена соответствующая гильза, а уже внутри нее – труба воздуховода.
Если воздухопровод имеет крутой угол (поворот), то это снижает его аэродинамические свойства. Поэтому размер угла на повороте должен быть в 2 раза больше, чем диаметр самой трубы.

2.
Отдельные конструкционные части воздуховодов могут размещаться и крепиться к разным плоскостям. Внутренние оси и площадь каждого воздуховода необходимо направлять параллельно поверхностям они должны быть герметичные (для этого дополнительно швы промазываются герметиком).
Все расстояния строго регламентируются правилами. Самые маленькие промежутки между разными элементами должны быть:
-
если сечение воздуховодов круглое, то он должен иметь такое положение, при котором его поверхность будет находиться на расстоянии 10 см от потолка или стен, от других конструкций – на расстоянии 50 см; -
минимальный размер промежутка между воздуховодами и другими видами коммуникаций должен быть более 25 см; -
два воздуховода с круглым сечением должны быть отдалены друг от друга на расстояние более 25 см; -
промежуток между воздуховодами и электропроводкой должен быть не менее 30 см.

Для разновидности прямоугольных воздуховодов есть отдельные нормативы. Они должны быть отдалены от других коммуникаций и конструкций:
-
минимум 10 см, если канал имеет ширину от 10 до 40 см; -
минимум 20 см, если ширина воздуховода составляет от 40 до 80 см; -
минимум 40 см, если ширина воздуховода от 80 до 150 см.
Все стыки каналов не должны находиться ближе 100 см от сквозных отверстий в стенах.
3.
Шпилька для воздуховодов (крепежное изделие в виде стержня) и профиль
Применение такого метода крепления чаще всего. Здесь основу составляют профили в виде латинских букв «Z» и «L», изготовленные из прочного и легкого металла. Мастер в процессе соединения и монтажа, при помощи саморезов крепит профиль к магистрали аналогичным способом.

Изгибы профиля (на углах буквы «Z») дополнительно поддерживают основной короб и уменьшает нагрузку. Таким образом вся система надежно скрепляется и фиксируется, исключая расшатывание, т.е. получает упругость, крепость, жесткость.
Профиль типа «Z» — это достаточно распространенный элемент крепежа в тех случаях, когда речь идет о крупных и тяжелых конструкциях.
Затем, в той точке, в которой скрепляются друг с другом эти отдельные части, используется уплотнительная резиновая прокладка, чтобы уменьшить тряску и неприятные звуки, возникающие при потоках воздуха внутри воздуховодов.
Шпилька и траверсы для воздуховодов
Этот способ крепежа обычно применяется при установке крупных воздуховодов, у которых ширина сечения – более 60 см. Здесь опорой крепления служат траверсы, по бокам в качестве ограничителей выступают шпильки.

Чтобы вся конструкция получилась устойчивой и бесшумной, используется дополнительный профиль из резины.
Такая технология монтажа преимущественно применяется в тех воздуховодах, функционирование которых возможно при высоком уровне шумо- и теплоизоляции. Сам по себе воздуховод получается наглухо закрытым со всех сторон.
Шпильки и хомуты для воздуховодов
Рассмотрим назначение данного метода: чаще всего применяется при установке круглых каналов любого типа – как самых простых, не имеющих никаких дополнительных элементов, так и изолированных.

Например, технология соединения каналов небольшого размера, изготовленных из мягкого металла, допускает использование в качестве крепления только хомутов без шпилек.
Перфорированная лента для крепления воздуховодов
Такой крепежный элемент пригоден для воздуховодов, включают разные формы сечения. Если нужно крепить круглые трубы, то перфоленту сворачивают в виде петли.

Но конструкция получается недостаточно жесткой, она может трястись, когда внутри канала двигается воздух. Этот метод преимущественно рекомендуется использовать при монтаже отдельных небольших сегментов воздуховодов, диаметр которых не превышает 20 см.
4.
Трассы Воздуховодов из прочного металла, устанавливаемые в горизонтальном положении, обычно имеют большие размеры и толщину металла 1-1,5 мм, поэтому предназначаются преимущественно для больших предприятий, цехов и в производственных помещениях.
Чтобы все работы по сборке, монтажу и установке проводились безопасно, основная их часть больших соединений до 30 метров приходится собирать внизу, на земле.
Когда сегмент собран полностью, проверен, руководитель работ убедился в его надежности – только тогда его предлагают поднимать соответствующими подъемными механизмами.
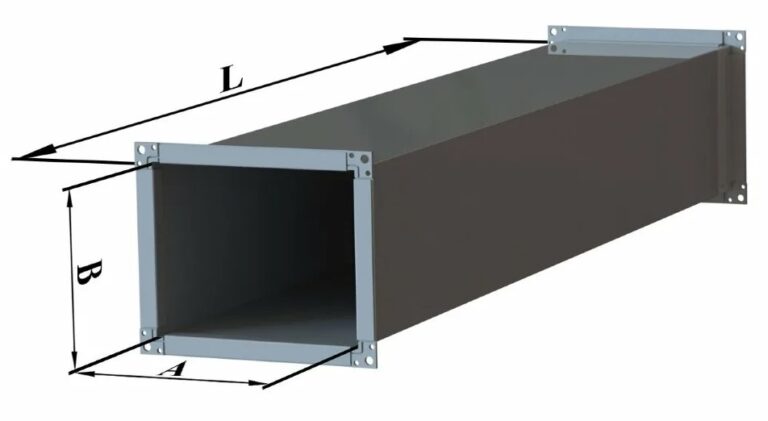
Основные этапы монтажа, сборки, крепления и установки горизонтальных металлических воздуховодов
- Фиксация крепежа в намеченных местах. Расположение требуемых элементов в верхней части конструкции, либо изготовление воздуховодов отдельных балок.
- Установка подъемных механизмов, вышек, лесов и прочих опорных конструкций.
- Сборка больших узлов из прямых отдельных частей.
- Крепление в нужных точках готовой конструкции воздуховода.
- Подъем готовой конструкции, установка и закрепление на подготовленных крепежных элементах.
- Стыковка отдельных частей с ранее собранными участками.

Часто металлические воздуховоды прокладываются между фермами или реализуют проход под перекрытиями зданий. Такие технологии считаются намного более сложными, но при этом они имеют одно большое важное преимущество: дают возможность не загромождать пространство, сохранять интерьер в максимально эстетичном виде.
Гибкие и полужесткие воздуховоды в вентиляционные каналы используются преимущественно не на промышленных предприятиях, а в обычных жилых домах или коттеджах, бытовых вентиляциях. Эта работа тоже выполняется в несколько шагов.
Сначала потребуется произвести расчеты при помощи маркера или карандаша обозначить на потолке, где требуется установить тот или иной отдельный элемент воздуховода. Это делается в соответствии со схемой, которая должна быть в проектной документации.

После этого проводится монтаж с помощью крепежных элементов. Промежутки между ними должны быть не более 40 см, чтобы исключить возможные провисания.
На этом расстоянии устанавливаются дюбеля вдоль всей очерченной линии, на них крепятся хомуты.
Дальше, если требуется отрезать лишнюю часть, то это надо сделать при помощи специального монтажного ножа или ножниц, а проволочный каркас нужно перекусить плоскогубцами или другим подходящим инструментом (в некоторых случаях проще заменить или изготовить замеренную деталь).
Выполнять эту работу можно только в специальных защитных рукавицах, иначе можно легко поранить руки.
Если длины воздуховода недостаточно и требуется ее увеличить, то внутрь противоположных концов вставляется специальный соединительный фланец, труба закрепляется хомутами и соединяется фланцем.

Конец основной части воздуховодов прикрепляется к вентиляционной решетке. Для этого используются специальный патрубок или фланец. Если решетки нет, то воздуховод крепится там, где она будет.
Другая часть воздуховода натягивается таким образом, чтобы проходила через подготовленные крепежные элементы до места стыка с основной вентиляционной магистралью. Если проект предусматривает несколько отверстий вентиляции, то для каждого должен быть соответствующий отвод.
Установка воздуховода с теплоизоляцией
Монтаж такого типа воздуховода в целом не отличается от других, но имеет некоторые свои особенности. Если требуется укоротить (т.е. отрезать) или удлинить (т.е. нарастить) трубу, то сначала надо отвернуть изоляцию. После этого происходит скрепление детали.
В подобных случаях место стыка должно быть надежно закрыто, загерметизировано, чтобы не было выхода воздуха наружу.
После этого теплоизолирующий слой надо вернуть в исходное положение, снова закрепить и дополнительно заизолировать сверху. Для этого используется алюминиевая лента, разные дополнительные виды крепежа (в том числе хомуты).
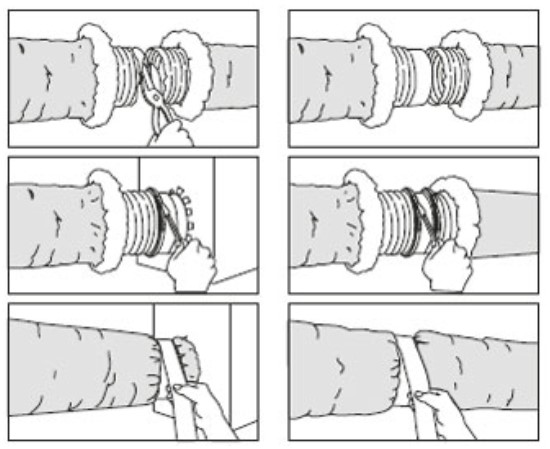
5.
Специалисты обращают внимание, что монтаж простых пластиковых труб домашней вентиляции – это одно, а установка тяжелого объемного громоздкого воздуховода на крупном промышленном предприятии – технологический процесс совсем другой.
Работы на большой высоте с такими сложными конструкциями всегда сопровождаются высоким риском и различными ситуациями
Но там все работы выполняются только профессиональными монтажниками, имеющими соответствующие допуски.

Если установка вентиляции ведется в частном доме или на любом другом небольшом объекте, то там тоже требуется соблюдать определенные правила, чтобы минимизировать различные внешние воздействия и сложные факторы.
Даже небольшая высота может быть травмоопасной, поэтому для работы нужно выбирать самые надежные леса, стремянки, подмостки и прочие опорные конструкции. Ни в коем случае нельзя вести работы, стоя на стремянке или лестнице без страховки.
6.
Воздуховод – это специальный герметичный канал, труба, по которому перетекает воздух из помещения наружу или наоборот. Каналы – это несколько разных труб с разным сечением, соединенных в единую конструкцию в соответствии с определенной схемой. Вентиляционные каналы воздуховодов делят на разные типы и виды по нескольким критериям:
-
жесткость материала; -
форма сечения; -
материал (металлические, пластиковые); -
наличие или отсутствие изоляции.
Гибкие воздуховоды
Трубы из мягкого металла (в том числе гофрированные) обычно имеют хорошие показатели аэродинамики. Это позволяет сделать работу вентиляции максимально тихой, не раздражающей своим постоянным гулом и дребезжанием.
Такие каналы рекомендуется преимущественно использовать при монтаже, установке и прокладке воздуховодов, не имеющих большой длины.

Воздуховоды из мягких металлов могут быть с каркасами или без них. Следует отметить, что каркас нужен для придания всей конструкции требуемой жесткости, упругости, прочности.
С наружной стороны пружина имеет специальную обшивку из синтетики или полимеров. Другой вариант – она может быть обвернута лентой из алюминия. ВК из мягких металлов могут иметь только круглое сечение. Нередко такие воздуховоды устанавливают не в «голом» виде, а покрыв дополнительными материалами для звуко- или теплоизоляции.
Полужесткие воздуховоды
Вентиляционные каналы из полужестких металлов имеют примерно тот же самый принцип устройства. Здесь присутствует армирующий каркас, который представляет собой спираль из прочной упругой стальной проволоки, покрытой снаружи минватой.

Жесткие воздуховоды
Для изготовления жестких воздуховодов обычно используются тонкие листы металла. Такие каналы могут быть с прямыми швами или спиралевидными.

Прямые обычно имеют круглое, овальное или квадратное сечение. Изготавливаются из раскатанного или развальцованного листа металла.
Спирально-навивные бывают только круглыми. Это трубы стандартной классической формы, которые изготавливаются из тонколистового металла.
7.
Это должны делать только специалисты. Они знают, как надо учитывать разные факторы (основные тактико-технические характеристики, объемы выводимых или закачиваемых воздушных масс).
Инженеры знают, как выбрать самое лучшее решение для каждого конкретного проекта с учетом всех индивидуальных технических, архитектурных и прочих особенностей здания и гарантируют качественно выполненные работы.
Жесткость воздховодов
В обычном жилом помещении можно использовать воздуховоды из мягких металлов, потому что здесь не образуется много шума, поэтому жильцы не будут испытывать большие неудобства.
Но воздуховоды из мягких и полумягких металлов имеют достаточно громоздкие размеры и форму.
Поэтому здесь проблема решается следующим образом: прокладывается прямоугольный короб, который выполняет функции основной магистрали, а от него отходят гибкие части к вентиляционным отверстиям с решетками.
Для монтажа более крупной вентиляции на предприятии или в большом многоквартирном доме используются более жесткие воздуховоды.
-
простые фильтры с сетчатой структурой; -
фильтры высокой очистки, состоящие из сложно переплетенных тонких волокон; -
угольные фильтры, предотвращающие проникновение вредных газов и запахов.
Материалы
Материал зависит от того, в каких условиях планируется эксплуатация вентиляции и сложностью монтажа. Если температура воздуха будет преимущественно в районе 80 градусов, а влажность – около 60 %, то подойдут воздуховоды из оцинкованной холодно- или горячекатанной стали.

Если температура или влажность выше указанных значений, то применяются трубы из нержавеющей стали или углеродистой стали.

Для помещений, в которых присутствуют агрессивные химические вещества, пригодны воздуховоды из пенопласта, алюминия или углеродистой стали.

Теплоизоляцие воздуховодов
Теплоизоляция обеспечивает защиту основной магистрали от накопления конденсирующейся влаги. Утепление предохраняет и защищает от коррозии, продлевает общий срок службы воздуховодов. В офисах и других небольших помещениях теплоизоляция не требуется.
Она используется обычно на тех воздуховодах, которые прокладываются прямо на улице или в помещениях без отопления.

Шумоизоляция воздуховодов используется преимущественно в обычных жилых комнатах – спальнях, гостиных, детских.
Но для таких комнат можно решить проблему шума и звукоизоляции другим путем – если использовать трубы с большим сечением и толстыми стенками, либо установив дополнительные элементы виброизоляции и теплоизоляции.
Чтобы определить, трубы с каким сечением требуются для конкретных помещений, рассчитать проект с соблюдением всех норм СНиП и ГОСТ. Обратитесь в нашу компанию. Специалисты предварительно составляют план всей системы воздуховодов, чтобы вычислить общий объем воздуха.
Если вы хотите создать в своем доме или квартире нормальный здоровый микроклимат, то это можно сделать быстро, просто, недорого, с минимальными затратами . Для этого достаточно позвонить в нашу компанию “Чистый Воздух”
Мы подготовим для Вас лучшее техническое и инженерные предложение, исходя из ваших финансовых возможностей.
100% СООТВЕТСТВИЕ ОЖИДАНИЯМ
Полная гарантия соответствия работы. Выполним все работы, прописанные в договоре, качественно, в полном объеме и вовремя. Результат.
ПЕРСОНАЛЬНЫЙ МЕНЕДЖЕР
К вам будет закреплен ответственный
персональный менеджер, который будет вести Ваш объект от заключения договора и до сдачи, а также пост сервис
ПОДБОР ОБОРУДОВАНИЯ ПО БЮДЖЕТУ
Широкий диапазон бюджета на проектирование позволит каждому клиенту грамотно обустроить вентиляцию, исходя из его финансовых возможностей
ИНДИВИДУАЛЬНАЯ КОНЦЕПЦИЯ
Мы не работает по шаблону, а разрабатываем персональную концепцию под каждого клиента и объект. Открытость, честность и внимание.
Интересные объекты:
Полезные статьи:
Выберите интересующий вас раздел:
- ИНН 7448222295
- ОГРН 1207400001720
МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ
СТРОИТЕЛЬНЫХ РАБОТ СССР
УТВЕРЖДАЮ:
Заместитель министра
монтажных и специальных
строительных работ СССР
К. К. Липодат
2 января 1985 г.
ИНСТРУКЦИЯ
ПО ГЕРМЕТИЗАЦИИ ВЕНТИЛЯЦИОННЫХ
И САНИТАРНО-ТЕХНИЧЕСКИХ СИСТЕМ
ВСН 279-85
Минмонтажспецстрой СССР
Центральное бюро научно-технической
информации
Москва — 1985
Инструкция разработана Всесоюзным научно-исследовательским
институтом гидромеханизации, санитарно-технических и специальных строительных
работ (ВНИИГС) совместно с ГПИ Проектпромвентиляция в соответствии с
техническим заданием, утвержденным ГТУ Минмонтажспецстроя СССР 22.11.82, и
является практическим руководством.
При разработке инструкции были использованы и учтены требования
нормативных документов: СНиП 1.01.01-82, СНиП 1.01.02-83, СНиП 1.01.03-83, СНиП
III-28-75, СНиП
III-4-80, СНиП III-29-76, СНиП II-30-76, СНиП II-36-73, СНиП II-34-76, СНиП
II-33-75 и «Инструкции по технологии монтажа воздуховодов с нефланцевыми
конструкциями стыков» ВСН-182-82.
С введением в действие настоящей инструкции утрачивают силу
«Указания по применению фторопластовых уплотнительных материалов в санитарной
технике» ВСН
279-71/Минмонтажспецстрой СССР
Составители: канд. техн. наук С.А. Фихтман, инженеры Л.Н.
Ковальчук и А.С. Галета (ВНИИГС); соисполнители по разделу 1: В.Я. Меклер и
А.С. Галето (ГПИ Проектпромвентиляция).
|
Министерство монтажных и специальных |
Ведомственные строительные нормы |
ВСН 279-85 |
|
Минмонтажспецстрой СССР |
||
|
Инструкция по герметизации соединений вентиляционных |
Взамен ВСН |
|
|
Минмонтажспецстрой СССР |
Настоящая инструкция распространяется на работы
по применению различных уплотняющих материалов для герметизации разъемных
соединений стальных воздуховодов круглого и прямоугольного сечений систем
вентиляции и кондиционирования воздуха, соединений трубопроводов внутренних
систем холодного и горячего водоснабжения, отопления и канализации, монтируемых
на объектах промышленного и гражданского строительства, а также на указанные
работы при сборке укрупненных узлов воздуховодов и санитарно-технических
трубопроводов, выполняемые на заготовительных предприятиях Минмонтажспецстроя
СССР.
1. ГЕРМЕТИЗАЦИЯ СОЕДИНЕНИЙ ВЕНТИЛЯЦИОННЫХ
ВОЗДУХОВОДОВ
Общие положения
1.1. В настоящем разделе рассматриваются
следующие виды соединений стальных вентиляционных воздуховодов круглого и
прямоугольного сечений: фланцевые, бандажные соединения воздуховодов круглого
сечения и реечные соединения воздуховодов прямоугольного сечения.
Кроме указанных, инструкция
распространяется на производство работ по герметизации специального вида
соединений воздуховодов круглого сечения с помощью фиксирующих элементов и
ленты «Герлен», а также на производство работ по герметизации воздуховодов,
требующих повышенной степени плотности.
Примечание. Включение специальных видов соединений и дополнительных работ
по повышению плотности воздуховодов в проектную документацию должно быть
обосновано технико-экономическим расчетом.
1.2. Работы по монтажу
систем вентиляции, кондиционирования воздуха, аспирации и пневмотранспорта
следует начинать по окончании организационно-технической подготовки
производства в соответствии с требованиями СНиП III-1-76, СНиП III-28-75 и СНиП III-4-80.
|
Внесены Всесоюзным |
Утверждены Минмонтажспецстроем СССР «2» января 1985 г. |
Срок введения в действие «1» июля 1985 г. |
1.3. Сортамент герметизирующих материалов должен
соответствовать указанному в проектной документации. Замена сортамента
допускается только по согласованию с организацией — разработчиком проекта.
Производство работ по герметизации фланцевых
соединений круглых и прямоугольных воздуховодов
1.4. Наиболее широкое применение имеют
круглые и прямоугольные фланцы СТД 201 и СТД 202, изготовляемые по ТУ
36-1508-75.
Круглые фланцы изготовляют диаметром
100-2000 мм, прямоугольные — 100х150-1600х2000 мм. Герметизация фланцевых
соединений должна обеспечивать их плотность. Герметизирующие прокладочные
материалы в зависимости от характеристики перемещаемой среды приведены в
приложении 1.
1.5. Прокладки между фланцами не должны
выступать внутрь воздуховодов.
1.6. Прокладки из пористой резины,
монолитной или асбестового картона изготовляют на месте монтажа или в
мастерских, вырезая из листа кольцо или прямоугольник соответствующего размера.
В прокладках пробивают отверстия для болтов и укладывают на плоскость фланца. Плоскость
фланца должна быть ровной, без заусенцев и очищена от ржавчины.
1.7. Ленту ПМЖ-2 укладывают на плоскость
фланца, а затем делают в ней проколы для болтов.
1.8. Прокладки из профилированной резиновой
ленты укладывают на плоскость фланца и в ее тонкой части делают отверстия для
болтов. При соединении круглых фланцев диаметром менее 200 мм необходимо
вырезать сегменты для лучшего прилегания прокладки к плоскости фланца.
1.9. Для изготовления прокладок из
асбестовых шнуровых материалов от шнура отрезают кусок необходимой длины (в
зависимости от периметра фланца) и укладывают его на плоскость фланца. Болты
пропускают через шнур так, чтобы нити шнура огибали болт с обеих сторон.
1.10. Болты во фланцевых соединениях
необходимо затягивать до отказа. Затяжку болтов производить равномерно,
затягивая одновременно болты, расположенные противоположно относительно оси
воздуховода.
1.11. Гайки болтов необходимо располагать с
одной стороны фланца. При установке болтов вертикально гайки предпочтительно
располагать с нижней стороны соединения.
Производство работ по герметизации бандажных
соединений круглых воздуховодов
1.12. Наиболее широкое применение для
круглых воздуховодов имеют бандажи СТД 527А и СТД 134А, изготовляемые по ТУ 36-2050-77.
Бандажи СТД 527А предназначены для соединения воздуховодов диаметром 100-180 мм
включительно, бандажи СТД 134А — для воздуховодов диаметром 200-900 мм
включительно. Бандажи изготовляют из стальной ленты 0,8 КП-М-НТЗ-С по ГОСТ
503-81 толщиной 0,8-1,5 мм и покрывают грунтовкой ГФ-021 по ГОСТ 25129-82.
Продольные и спиральные фланцевые швы воздуховодов должны быть закреплены на
торцах (в местах расположения бандажей) точечной сваркой.
1.13. Бандажи устанавливают на отбортовку
соединяемых воздуховодов.
1.14. Бандажи не должны иметь искривлений,
вмятин, поперечных и продольных трещин и других дефектов, снижающих их
эксплуатационные качества.
1.15. Для обеспечения герметичности
соединения бандажи с внутренней стороны заполняют герметизирующей мастикой
«Бутэпрол».
1.16. Герметизирующая нетвердеющая мастика
«Бутэпрол» выпускается промышленностью по ТУ-21-29-45-76 и представляет собой
однородную массу, изготовляемую на основе бутилкаучука, этиленпропиленового
каучука, наполнителей и пластификаторов. Мастика поставляется в упакованных в
полиэтиленовую пленку брикетах массой 1,5-2 кг. Срок хранения — 1 год со дня
изготовления.
1.17. При нанесении мастику необходимо
нагреть для придания ей вязких свойств (до 50 °С). Нагрев герметика и
заполнение им бандажа выполняют с помощью механизма СТД 449 (ТУ 36 2416-81).
1.18. Мастика сохраняет свои
герметизирующие свойства при температуре от -50 до +70 °С.
1.19. Бандажи с предварительно нанесенной
мастикой «Бутэпрол» должны быть использованы в срок, не превышающий
12 мес.
Расход мастики на одно бандажное соединение
в зависимости от диаметра воздуховода приведен в приложении 2.
Производство работ по герметизации реечных
соединений воздуховодов прямоугольного сечения
1.20. Бесфланцевые соединения металлических воздуховодов прямоугольного
сечения из унифицированных деталей, изготовляемых по ТУ 36-736-78 в
соответствии с ВСН 353-75, выполняют с помощью шин и реек, изготовляемых по ТУ
36-2314-80.
Примечание. Реечные
соединения участков воздуховодов прямоугольного сечения могут быть выполнены с
применением реек других конструкций (Z и С-образной формы), а также без шин. В
последнем случае рейки устанавливают на отбортованные концы воздуховодов.
1.21. Шины и рейки изготовляются в
заводских условиях и на монтажную площадку поставляются партиями по заданным
размерам. Шины могут быть поставлены также установленными на воздуховодах и
закрепленными любым способом (защелочное соединение, прихватка сваркой,
соединение на заклепках или самонарезающих винтах и др.).
1.22. Для герметизации реечных соединений
применяют профилированную резиновую прокладку Т-образной формы, изготовляемую
из резины по ТУ 38-105259-71. Резиновую прокладку устанавливают в ручье шин
(приложение 3,а).
1.23. Сборку участков воздуховодов в
укрупненные блоки производят при предварительно установленных резиновых
прокладках в ручье шин. Совмещение шин между собой и обеспечение соосности
соединяемых воздуховодов выполняют с помощью оправки, вставляемой в отверстие
монтажных угольников. Затем шины на одной из сторон стягивают фиксаторными
клещами и на них на длину 10-15 мм надвигают рейку, после чего легкими ударами
молотка через деревянную прокладку рейку забивают на всю длину. Соединительные
рейки устанавливают сначала на вертикальных сторонах воздуховодов, а затем
горизонтальных. При этом обеспечивается плотное прижатие резиновых прокладок
между собой и герметичность соединения.
1.24. При установке реек на отбортованные
концы воздуховодов профилированную резиновую прокладку устанавливают между
торцами (приложение 3,б), после чего воздуховоды соединяют рейками,
забиваемыми легкими ударами молотка.
1.25. При соединении прямоугольных
воздуховодов с помощью Z-и С-образных реек (без применения резиновых прокладок) в целях
герметизации стык снаружи должен быть промазан густотертой краской или
разогретой до 50 °С мастикой «Бутэпрол» (приложение 3,в).
Масляные и алкидные густотертые краски (ГОСТ
695-77) выпускаются нескольких марок: МА-021, МА-025, ГФ-023 и ПФ-024. Краски
готовы к употреблению и поступают разведенными олифой до требуемой
консистенции. Перед употреблением их необходимо перемешать до образования
однородной массы. Краска наносится и уплотняется шпателем. Время высыхания
готовой краски не более 12 ч. Расход краски составляет 0,008-0,010 кг на 1 м2
воздуховода.
1.26. Максимальная длина укрупненных блоков
прямоугольных воздуховодов, монтируемых горизонтально и соединяемых на шинах и
рейках, зависит от схемы расположения захватов и составляет 6-12 м. В случае
применения специальных траверс длина блоков может быть увеличена до 15 м в
зависимости от конструкции траверсы. Вертикальные воздуховоды монтируют
укрупненными блоками в пределах 1-2 этажей здания.
Производство работ по герметизации специального
вида соединения воздуховодов (с применением ленты «Герлен»)
1.27. В конструкциях бесфланцевых
соединений воздуховодов с лентой «Герлен» прочность и жесткость стыков
обеспечивается с помощью фиксирующих элементов, а плотность — с помощью
герметизирующей ленты.
1.28. Фиксирующий элемент состоит из
верхней и нижней планок, шпильки и гайки. К нижней планке приваривается
шпилька. Металл воздуховодов помещается между нижней и верхней планками. При затягивании
гайки иглоконусные выступы нижней пластины входят в отверстия верхней,
прокалывая металл и осуществляя жесткое соединение воздуховодов. На воздуховоде
по окружности устанавливаются три фиксатора под углом 120°. Чертеж конструкции
иглоконусного фиксирующего элемента приведен в приложении 4.
1.29. Указанными фиксирующими элементами
могут быть соединены воздуховоды спирально-сварной и спирально-замковой
конструкции диаметром до 30 мм с гладкими торцами.
Воздуховоды прямошовной конструкции с целью
обеспечения их жесткости и формоустойчивости в процессе транспортировки и
монтажа на расстоянии 60 мм от концов должны иметь двойной зиг.
1.30. Для уплотнения зазора, образуемого между
концами воздуховодов, используется герметизирующая лента «Герлен», получаемая
на основе невулканизированных бутилкаучуков. Ленту «Герлен» промышленность
выпускает по ТУ 400-1-165-79. При изготовлении герметизирующую ленту закатывают
вместе с прокладочным материалом (силиконизированной бумагой) в рулоны на
картонные втулки.
1.31. Выпускается две разновидности
герметизирующей ленты «Герлен»: недублированная (типа «Герлен») и дублированная
нетканным материалом (типа «Герлен-Д»). Для выполнения рекомендуемых соединений
следует использовать ленту «Герлен-Д».
Герметизирующая лента выпускается следующих
размеров: длина 12 м, ширина 80, 100, 120 и 200 мм; толщина 3 мм.
1.32. Рекомендуется применять следующую
ширину полосы ленты для соединения воздуховодов: 80 мм — при диаметре до 400
мм, 100-120 мм — диаметром свыше 400 мм.
1.33. При использовании герметизирующей
ленты «Герлен-Д» температура транспортируемого воздуха не должна превышать +40
°С (кратковременно разрешается до +60 °С) и не должна быть ниже -30 °С.
1.34. При использовании герметизирующей
ленты «Герлен» необходима предварительная очистка поверхности воздуховода от
загрязнений, пыли и ржавчины. Для этого используют металлические и волосяные
щетки и ветошь. Герметизируемая поверхность должна быть сухой.
1.35. Прочное сцепление ленты «Герлен» с
металлом обеспечивается при положительной температуре (оптимальная температура
от 9 до 25 °С) и относительной влажности 50-70 %.
1.36. При нанесении герметика на сильно
нагретые поверхности (при работе на солнце и т.п.) требуемая адгезия может быть
не обеспечена из-за возможной вулканизации герметика со стороны поверхности.
1.37. При наклеивании ленты рекомендуется
соблюдать следующие технологические приемы. Край ленты освобождают от защитной
силиконизированной бумаги на длину 20-30 мм, ленту приклеивают в месте стыка
внахлест со свободным краем.
При наклеивании ленту запрещается
вытягивать. Наклеивать и прикатывать ленту (вручную или резиновым валиком от
центра к краям в поперечном направлении) следует так, чтобы поверхность ленты
была ровной, без складок, вздутий и воздушных пузырей. Лента должна быть плотно
и без пропусков приклеена на все неровности.
1.38. При работе по герметизации стыков
лентой «Герлен» необходимо осуществлять пооперационную проверку:
соответствия времени применения
герметизирующей ленты ее жизнеспособности;
качества подготовки поверхности (степень ее
очистки);
качества приклеивания ленты.
1.39. Крепление подвесок и растяжек
непосредственно к фиксирующим элементам не допускается.
1.40. При соединении воздуховодов с помощью
ленты «Герлен» производят следующие работы:
размечают места установки фиксирующих
элементов;
соблюдая соосность собираемых воздуховодов,
устанавливают фиксирующие элементы и жестко закрепляют их с помощью монтажных
болтов;
производят уплотнение стыка путем
наклеивания герметизирующей ленты;
устанавливают хомуты и другие средства
крепления воздуховодов.
Производство работ по герметизации воздуховодов,
требующих повышенной степени плотности
1.41. Степень неплотностей в воздуховодах и
других элементах вентиляционных систем определяется по величине подсоса или
утечки воздуха, выявляемой при предпусковых испытаниях. Допустимая величина
подсоса или утечки воздуха зависит от протяженности вентиляционной сети,
производительности вентилятора и регламентируется СНиП III-28-75.
1.42. Монтаж вентиляционных систем,
требующих повышенной степени плотности и выполняемый в зданиях специального
назначения (уникальные здания и сооружения, здания и помещения, предназначенные
для работ с радиоактивными веществами и другими источниками ионизирующих
излучений, здания, в которых производятся, хранятся или применяются
пожароопасные или взрывчатые вещества и другие), должен производиться по особым
указаниям проекта, определяющим способы герметизации соединений и швов
воздуховодов. Уплотнение соединений воздуховодов (фланцевых, бандажных, реечных
и др.) должно выполняться в строгом соответствии с проектом и указаниями
настоящей инструкции.
1.43. При монтаже фланцевых соединений
особое внимание должно быть обращено на качество плоскости фланцев (отсутствие
выступов, выпуклостей, выбоин, заусенцев, ржавчины), соответствие проекту
качества уплотнительных и прокладочных материалов и изделий. Плоскость
фланцевого соединения должна быть строго перпендикулярна оси воздуховода.
1.44. При монтаже бандажных соединений
особое внимание необходимо обращать на равномерность отбортовки торца
воздуховода или зигов, полноту заполнения внутренней полости бандажа
уплотнительным материалом и степень затяжки бандажа. Отбортовка и бандаж не
должны иметь деформаций, превышающих допускаемые нормы; бандаж должен плотно
обхватывать воздуховод.
1.45. При сборке реечных соединений шины и
рейки не должны иметь деформаций, превышающих допускаемые нормы; шины должны
быть плотно укреплены на воздуховодах (отсутствие сквозных зазоров), а рейки —
плотно обхватывать шины или отбортовку. Профилированная резиновая прокладка
должна плотно входить в ручей шины; высота выступающей части прокладки в торце
воздуховода должна быть одинаковой по всему периметру соединения.
1.46. При сборке специального вида
соединения (с герметизирующей лентой «Герлен») необходимо особенно тщательно
очистить поверхность воздуховодов, на которую накладывается лента, от ржавчины
и масляных пятен. Это обеспечивает высокую плотность прилегания мастичного
состава к металлу.
1.47. Значительные утечки и подсосы воздуха
возможны через сквозные зазоры в соединениях воздуховодов, монтируемых без
применения прокладочных и уплотнительных материалов, в телескопических
соединениях круглых воздуховодов на заклепках или самонарезающих шурупах,
планочных или планочно-реечных соединениях прямоугольных воздуховодов, а также
через неплотности швов воздуховодов (фальцевых, замковых, сварных). Для
герметизации указанных зазоров и неплотностей путем наружной промазки
рекомендуются один из следующих составов: герметизирующая паста УН-01,
полиуретановые клеи «Стык-3-8» или «КИП-Д», мастика «Бутэпрол». Характеристика
герметизирующих составов приведена в приложении 5.
1.48. Паста
УН-01 по ТУ 38 101321-72 представляет собой однородную тестообразную массу на
основе полиизобутилена. Паста расфасовывается массой по 5-6 кг в пакеты из
полихлорвиниловой пленки или других материалов. Паста поставляется готовой к
употреблению.
1.49.
Полиуретановый клей «Стык-3-8» холодного отверждения выпускается
промышленностью по ТУ 88 УССР 193.043-82. Клей фасуется в герметично
закрывающиеся банки из белой жести по ГОСТ 6128-81 вместимостью от 2 до 10 л
или бутылки и банки полиэтиленовые по ГОСТ 17000-71 вместимостью от 1 до 5 л.
Перед употреблением клей смешивается с цементом по ГОСТ 965-78; количество
цемента составляет 10 — 15 % массы смеси. Смесь должна готовиться из расчета
возможности ее полного использования в течение рабочей смены; после
полимеризации она не может быть разбавлена и к употреблению не пригодна.
1.50. Полиуретановый клей «КИП-Д»
выпускается промышленностью по ТУ 6-01-1010-78, фасуется в герметичные
оцинкованные фляги по ГОСТ 5799-78. Разгерметизированный клей должен быть
использован в течение 6 ч. Для ускорения отверждения клея в него может быть
введен катализатор УП-606/2 по ТУ 6-09-4135-75 в количестве 0,5 % по массе;
жизнеспособность клея с добавкой катализатора составляет 1,5 ч.
1.51. Паста УН-01, клей «Стык-3-8» или
«КИП-Д», так же как мастика «Бутэпрол» (см. пп. 1.48 и 1.49 настоящей инструкции), наносятся
на металлическую поверхность шпателем. Для придания вязких свойств
герметизирующие составы необходимо нагреть до температуры 40-50 °С. Перед
нанесением герметиков металлические поверхности должны быть тщательно очищены
от ржавчины, окалины, пыли, жировых и других загрязнений.
Контроль качества работ по герметизации
воздуховодов
1.52. Проверка качества работ по
герметизации соединений воздуховодов включает в себя пооперационный контроль:
качества изготовления соединительных частей (фланцев, бандажей, реек и т.п.),
соблюдения соосности и параллельности торцов соединяемых частей, правильности
укладки уплотнительных материалов, равномерности затяжки болтов, соответствия
сортамента и качества применяемых герметизирующих материалов, срока их
годности, качества подготовки металлических поверхностей к нанесению
уплотнительных материалов и др.
Таблица 1
|
Технологическая |
Контролируемый показатель |
Требуемое качество |
Способ контроля |
|
Очистка поверхности металла перед |
Чистота поверхности металла после |
Отсутствие ржавчины, окалины и других |
Визуальный осмотр |
|
Чистота поверхности металла после |
Отсутствие масляных и других жировых |
Протирка чистой тканью (отсутствие |
|
|
Приготовление герметизирующего состава |
Наличие требуемых компонентов |
В соответствии с ТУ и настоящей |
— |
|
Срок хранения компонентов |
Непросроченный срок хранения |
По документации |
|
|
Соотношение компонентов в составе |
В соответствии с настоящей инструкцией |
Взвешивание |
|
|
Нанесение герметизирующего состава |
Толщина слоя |
В соответствии с настоящей инструкцией |
Визуально |
|
Консистенция состава |
Опытным путем (отсутствие густоты либо |
||
|
Время выдержки |
Измерение времени |
||
|
Температура выдержки |
Измерение температуры окружающей среды |
||
|
Герметизация соединения (операция в |
Плотность соединения |
Отсутствие утечек (присосов) воздуха |
Испытание вентиляционной системы на |
1.53. Для обеспечения требуемого качества
герметизации зазоров в швах реечных соединений и других местах воздуховодов путем
поверхностного нанесения герметиков, а также для соблюдения установленных
технологических режимов при производстве работ необходимо контролировать:
качество очистки поверхности воздуховода
перед герметизацией;
качество герметизирующего состава и его нанесение
на поверхность;
плотность прилегания герметизирующих
составов к поверхности воздуховода.
Схема операционного контроля поверхностной
герметизации воздуховодов приведена в табл. 1.
1.54. По истечении срока хранения
уплотнительных материалов, изделий и герметизирующих составов их можно
применять только после проверки на соответствие требованиям технических условий
и настоящей инструкции. При условии соответствия могут быть использованы
потребителем.
Техника безопасности
1.55. При производстве вентиляционных работ
с герметизирующими материалами необходимо выполнять требования: разделов 2, 4,
12 и 14 СНиП III-А.11-70; правил пожарной безопасности при производстве
строительно-монтажных работ, утвержденных ГУПО МВД СССР, санитарных норм, а
также требования настоящей инструкции.
1.56. При выполнении работ по герметизации
рабочие должны быть обучены безопасным приемам выполнения работ и
проинструктированы по технике безопасности.
1.57. При работе с мастичными составами,
клеями, густотертыми красками, лентой «Герлен», применяемыми для герметизации
соединений и швов воздуховодов, необходимо пользоваться резиновыми перчатками.
При длительной работе с герметизирующей лентой «Герлен» под резиновые перчатки
следует надевать хлопчатобумажные.
1.58. Рабочие, выполняющие работы по
герметизации, должны быть обеспечены помещениями в соответствии с существующими
санитарными нормами.
Предельно допустимые концентрации (ПДК)
вредных веществ, содержащихся в составах, применяемых для очистки металлических
поверхностей, приведены в приложении 6.
2. ГЕРМЕТИЗАЦИЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
САНИТАРНО-ТЕХНИЧЕСКИХ СИСТЕМ
Общие положения
2.1. Настоящий раздел инструкции
предназначен для руководства при герметизации разъемных соединений (фланцевых,
резьбовых, раструбных) внутренних систем холодного и горячего водоснабжения,
систем водяного и парового отопления и канализационных систем из чугунных и
полиэтиленовых труб.
2.2. Изготовление и монтаж трубопроводов
указанных систем должен выполняться согласно СНиП III-28-75, СНиП II-30-76,
СНиП II-34-76 и СН
478-80.
2.3. Работы по сборке и герметизации
соединений могут производиться как в условиях заготовительных производств, так
и в условиях монтажной площадки.
Производство работ по герметизации соединений систем
холодного и горячего водоснабжения и систем отопления
2.4. Внутренние водопроводные сети
холодного и горячего водоснабжения и систем водяного или парового отопления
изготовляются из труб стальных водогазопроводных по ГОСТ 3262-75
и труб стальных электросварных по ГОСТ 10704-76, ГОСТ 10705-80 и ГОСТ 8732-78.
2.5.
Разъемные соединения стальных труб производят с помощью фланцев с
соединительным выступом по ГОСТ
12820-80 или на
резьбе.
Соединительные части должны соответствовать
требованиям ГОСТ
8966-75, ГОСТ
8954-75, ГОСТ
8968-75, ГОСТ
8969-75, ГОСТ
8960-75 и должны иметь в торцах у внутренней резьбы фаски, выполненные по
ГОСТ 10549-80.
Резьбы соединительных частей и труб
выполняются в соответствии с ГОСТ 6357-81.
2.6. Для герметизации фланцевых соединений
используются прокладки из различных листовых материалов, устанавливаемые между
фланцами. Поверхность прокладки должна быть ровной, без короблений, складок или
морщин.
2.7. При температуре воды до 100 °С следует
применять прокладки из прокладочного картона по ГОСТ 9347-74 или из технической
резины с тканевой прослойкой по ГОСТ 7338-77. Толщина прокладок 2-4 мм.
2.8. При температуре воды (или пара) выше
100 °С необходимо использовать прокладки из паронита по ГОСТ 481-80
толщиной 2-3 мм, предварительно смоченные в горячей воде. Прокладочный материал
паронит изготовляется из асбеста, каучука и наполнителей (мел и каолин).
2.9. Листовой материал для прокладок должен
иметь ровную поверхность. При вырубке прокладок (штампом или вручную) из листа
прокладки не должны расслаиваться и крошиться.
2.10. Внутренний диаметр прокладок во
фланцевом соединении должен соответствовать внутреннему диаметру трубы с
допуском ±3 мм. Наружный диаметр должен быть таким, чтобы прокладка
доходила до болтовых отверстий.
2.11. Диаметры болтов должны
соответствовать диаметрам отверстий соединяемых фланцев. Головки болтов следует
располагать с одной стороны фланцевого соединения.
2.12. Во избежание перекоса в соединении
затяжка гаек должна производиться равномерно в крестообразном порядке. Концы
болтов по окончании затяжки не должны выступать из гаек более чем на половину
своего диаметра.
2.13. Установка между фланцами деформированных
или нескольких прокладок не допускается.
2.14. Листовые прокладочные материалы и
готовые прокладки необходимо хранить в сухих помещениях, защищенных от
воздействия атмосферных осадков и почвенной влаги. Техническую резину следует
хранить при температуре от минус 5 до плюс 30 °С, следя за тем, чтобы на нее не
попадали масло, бензин и другие разрушающие вещества.
2.15. Для герметизации резьбовых соединений
трубопроводов при температуре воды (пара) до 105 °С следует применять прядь
льна с суриковой замазкой.
2.16. Для уплотнения следует применять лен
трепаный заводской обработки по ГОСТ 10330-76. Рассученную прядь льна
равномерно и плотно наматывают на резьбу и по ходу резьбы пропитывают замазкой.
2.17. Для приготовления замазки
используется свинцовый сурик по ГОСТ 19151-73 — минеральная краска в виде
порошка ярко-красного цвета и натуральная олифа по ГОСТ 7931-76, изготовляемая
из льняного или конопляного масла путем его выгонки при температуре от 230-280
°С. Свинцовая замазка состоит из смеси двух частей свинцового сурика и одной
части натуральной олифы (по массе).
Примечание. Вместо свинцового сурика допускается применение
густотертых белил по ГОСТ 12287-77, представляющих собой пасту, состоящую из
смеси сухих свинцовых белил, барита и натуральной олифы.
2.18. Для герметизации резьбовых соединений
трубопроводов при температуре воды (пара) свыше 105 °С следует применять тонкий
асбестовый шнур по ГОСТ 1779-83, пропитанный
замазкой из графита, замешанного на натуральной олифе.
Применение пеньки и заменителей натуральной
олифы не допускается.
2.19. Пропитанный асбестовый шнур должен
быть наложен равномерным слоем по ходу резьбы и не выступать внутрь трубы.
Снаружи соединение необходимо очистить от выступающего уплотнителя.
2.20. В резьбовых соединениях вентилей и
кранов следует применять торцовые прокладки из фибры листовой по ГОСТ 14613-69.
Перед установкой фибровые прокладки должны быть обезжирены.
2.21. Выбор прокладочных материалов в
зависимости от вида и параметров рабочей среды приведен в приложении 7.
Производство работ по герметизации соединений систем
канализации из чугунных труб
2.22. Для сетей внутренней бытовой,
производственной канализации и внутренних водостоков давлением менее 0,1 МПа
применяются чугунные трубы и фасонные части к ним по ГОСТ
6942.0-80 — ГОСТ
6942.24-80. Основным видом соединения канализационных труб и фасонных
частей к ним является раструбное соединение.
2.23. Чугунные канализационные трубы и
фасонные части к ним перед сборкой в узлы должны быть осмотрены, и при наличии
дефектов к сборке не допускаются. Раструбы и гладкие концы труб и фасонных
частей должны быть очищены от грязи.
2.24. Для герметизации концентрического
зазора в раструбном соединении следует применять ленточную паклю, пропитанную
по ГОСТ 16183-77. Пакля изготовляется из пеньковой пряди по ГОСТ 10379-76,
пропитываемой смолой хвойных пород. Содержание смолы в пакле до 30 % сухой
массы пенькового волокна.
2.25. При заделке раструбов пакля ленточная
скручивается в жгут, толщина которого должна быть несколько больше радиального
зазора в раструбе. Жгут вводится в зазор и уплотняется ударами молотка по
конопатке. Уплотнение жгута должно быть равномерным по всему периметру
окружности.
2.26. Зазор в раструбе заполняется
уплотненной смоляной паклей до уровня 30 мм от наружного конца раструба.
Оставшаяся часть зазора заполняется раствором цемента.
2.27. Кроме указанного способа, для заделки
раструбных соединений может быть применена комовая или молотая сера по ГОСТ
127-76, разогретая до жидкого состояния при температуре от 130 до 135 °С.
2.28. При использовании серы на гладкий
конец трубы или фасонной части навивается два витка жгута из просмоленной
ленточной пакли или из пеньковой пряди толщиной 6-7 мм, после чего витки
вводятся в зазор и плотно проконопачиваются по периметру раструбного
соединения. Оставшийся объем в зазоре заливается жидкой серой в один прием без
разрыва струи.
2.29. Чугунные канализационные трубы и
раструбные соединения необходимо оберегать от ударов.
Производство работ по герметизации соединений систем
канализации из пластмассовых труб
2.30. Применение пластмассовых труб для
систем внутренней канализации зданий разрешается в районах с расчетной средней
температурой наружного воздуха наиболее холодной пятидневки не менее -30 °С.
2.31. Трубы пластмассовые канализационные и
фасонные части к ним изготовляются из полиэтилена высокой плотности (ПВП),
полиэтилена низкой плотности (ПНП), полипропилена (ПП) и непластифицированного
поливинилхлорида (ПВХ) по ГОСТ 22689.0-77 — ГОСТ 22689.20-77. Трубы и фасонные
части выпускаются с условным проходом до 100 мм.
2.32. При использовании пластмассовых труб
максимальная температура постоянных канализационных стоков не должна превышать
(°С):
трубы из ПВП и ПНП — 60 (70);
трубы из ПП — 70 (75);
трубы из ПВХ — 50 (60).
Максимальная температура кратковременных
(до 60 °С) стоков в количестве до 30 л не должна превышать (°С):
трубы из ПВП, ПНП и ПП — 100;
трубы из ПВХ — 65 (80).
Примечание. В скобках указаны значения температур для труб и фасонных
частей, которым в установленном порядке присвоен государственный Знак качества.
2.33. К видам разъемных соединений пластмассовых
канализационных труб и фасонных частей к ним относятся:
соединение с помощью резьбового
уплотнительного кольца (трубы из ПВП, ПП и ПВХ);
соединение с помощью накидной гайки и
резиновой прокладки (трубы ПВП, ПНП и ПП).
При соединении труб, изготовленных из ПВП и
ПВХ, с помощью резиновых уплотнительных колец допускается их сборка с фасонными
частями, изготовленными из ПП.
2.34. Уплотнительные кольца по ГОСТ
22689.19-77 изготовляются из резины марки 3318 или теплостойкой мягкой резины.
Кольца поставляются с условным проходом 40, 50, 85 и 100 мм. Толщина колец 6-7
мм.
2.35. При сборке раструбного соединения
кольца устанавливаются во внутреннюю формованную выемку раструба и после
введения в раструб гладкого конца трубы или фасонной части плотно охватывают
его (приложение 8,а). Кольцо в выемке раструба необходимо
установить соосно и без скручивания.
2.36. Соединение труб и фасонных частей с
резиновыми уплотнительными кольцами должно быть герметично при испытании
гидростатическим давлением 0,1 МПа с одновременным изменением угла на 2° между
осями соединенных деталей.
2.37. Уплотнительные прокладки по ГОСТ
22689.20-77 резьбовых соединений изготовляются из резины по ГОСТ 7338-77 с
условным проходом 40, 50, 85 и 100 мм. Прокладки толщиной 2-3 мм устанавливают
между торцами соединяемых деталей и сжимают контролируемым усилием от накидной
гайки. При сборке резьбового соединения прокладки должны быть установлены
строго концентрично относительно оси соединения (приложение 8,б).
2.38. Соединение чугунной канализационной
трубы с полиэтиленовой (или их фасонных деталей) осуществляется с помощью
уплотнительных резиновых колец по ГОСТ 22689.19-77, надеваемых на гладкий конец
полиэтиленовой трубы. Затем конец полиэтиленовой трубы с надетыми кольцами при
легком вращении вводится в раструб чугунной трубы того же диаметра, кольца
равномерно уплотняются по периметру до упора и раструбный зазор заполняется
раствором на расширяющемся цементе (приложение 8,в). Для заделки раструбного
зазора следует применять деревянные конопатки и чеканки.
Примечание. Пластмассовую трубу с керамической канализационной трубой того
же диаметра следует соединять раструбной вставкой с отбуртованным гладким
концом. Раструбная щель заделывается льняной прядью, пропитанной раствором
полиизобутилена в бензине (соотношение по объему 1:1), с последующим
заполнением зазора раствором на расширяющемся цементе.
2.39. Хранение пластмассовых труб, фасонных
частей к ним и резиновых уплотнительных прокладок должно производиться в
складских помещениях в условиях, исключающих механические повреждения,
воздействие прямых солнечных лучей и атмосферных осадков.
Контроль качества выполняемых работ
2.40. При выполнении работ по сборке и
герметизации соединений трубопроводов особое внимание следует обращать на:
качество поверхностей фланцев на выступах
(поверхности должны быть ровными, без ржавчины и жировых пятен);
качество резьб (отсутствие повреждений,
ржавчины и посторонних материалов в резьбах);
чистоту внутренних поверхностей раструбов;
отсутствие заусенцев на гладких концах труб, вводимых в раструб.
Указанный контроль выполняется визуально.
2.41. Необходимо постоянно контролировать
пригодность прокладочных материалов к применению и срок их действия.
2.42. Необходимо контролировать условия
хранения прокладочных материалов согласно техническим условиям.
2.43. Монтаж санитарно-технических систем с
использованием прокладочных и уплотнительных материалов, их испытания на
прочность и плотность и приемка в эксплуатацию должны выполняться в
соответствии с указаниями проекта и существующими нормативами.
Техника безопасности
2.44. Указанные в настоящем разделе
герметизирующие материалы невзрывоопасны.
2.45. При производстве работ, связанных с
разогревом уплотнительных материалов, следует предохраняться от ожогов.
2.46. При вырубке прокладочных материалов,
установке изделий в соединения и креплении соединений необходимо соблюдать
общие правила техники безопасности при производстве механо-монтажных работ.
3. ПРИМЕНЕНИЕ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ДЛЯ ГЕРМЕТИЗАЦИИ
РЕЗЬБОВЫХ СОЕДИНЕНИЙ САНИТАРНО-ТЕХНИЧЕСКИХ СИСТЕМ
Общие положения
3.1. Настоящий раздел инструкции предназначен
для руководства при производстве работ по герметизации резьбовых соединений
стальных трубопроводов внутренних систем холодного и горячего водоснабжения,
отопления и газоснабжения жилых, общественных и производственных зданий с
использованием полимерных уплотняющих материалов:
компаунда КЛТ-30;
фторопластовых уплотнительных материалов
(ФУМ).
3.2. Компаунд (герметик) КЛТ-30 применим
для всех видов резьб на трубах (см. п. 2.5 настоящей инструкции)
независимо от метода их выполнения (нарезкой или накаткой). Ленту ФУМ следует
использовать лишь для герметизации резьбовых соединений, выполненных методом
накатки.
3.3. Сборку и герметизацию соединений с
применением полимерных уплотнительных материалов можно производить как на
монтажной площадке, так и в заготовительном производстве; в последнем случае
следует принимать необходимые меры, исключающие возможности нарушения затяжки
резьбовых соединений (от встряски, ударов) при погрузочно-разгрузочных работах
и транспортировке трубных узлов на монтажную площадку.
Характеристика герметизирующих полимерных материалов
3.4. Компаунд (герметик) КЛТ-30 по ОСТ
38.03271-82 представляет собой растекающуюся однородную смесь на основе
синтетического каучука СКНТ (ГОСТ 13835-73), отверждающуюся под действием влаги
воздуха с образованием резиноподобных материалов (вулканизатов). Вулканизаты
сохраняют эластичные свойства в интервале температур от -60 до +200 °С.
Герметик КЛТ-30 должен соответствовать
требованиям, указанным в табл. 2.
Таблица 2
|
Показатель |
Нормативные требования |
|
Внешний вид |
Однородная |
|
Консистенция |
Вязкотекучая |
|
Жизнеспособность, мин, не менее |
20 |
|
Время отверждения (в слое до 3 мм), ч, не |
24 |
|
Предел прочности при разрыве, МПа, не |
0,8 |
|
Относительное удлинение, % не менее |
120 |
|
Максимальное давление среды, при котором |
2 |
3.5. Герметик КЛТ-30 расфасовывается на
заводе-изготовителе в алюминиевые или пластмассовые тубы вместимостью 0,2-0,3
кг, которые транспортируются в картонных или фанерных ящиках с ячейками (ГОСТ
13841-79, ГОСТ 5959-80).
Маркировка должна соответствовать требованиям
ГОСТ 14192-77.
3.6. Хранение тубов производится при
температуре от -10 до +40 °С в складских помещениях, защищенных от попадания
прямых солнечных лучей, влаги и паров агрессивных сред.
Срок хранения герметика КЛТ-30 не более 12
мес.
3.7. Фторопластовые уплотнительные
материалы выпускаются в виде ленты по ТУ 6-05-1388-70 и шнура по ТУ
6-05-1570-77. Лента и шнур ФУМ являются однокомпонентным материалом, не
требующим обмазочных мастик.
Лента ФУМ должна соответствовать
требованиям, приведенным в табл. 3.
Таблица 3
|
Показатель |
Нормативные требования |
|
Ширина ленты, мм |
10, |
|
Допускаемое отклонение по ширине, мм |
±1,0 |
|
Толщина ленты, мкм |
80 — |
|
Рабочая температура, °С |
от -60 |
|
Предел прочности при разрыве, МПа |
1,0 |
|
Относительное удлинение при разрыве, %, |
100 |
|
Рабочее давление среды в трубопроводах с |
2 |
Примечание. Лента других размеров поставляется по согласованию с
потребителем.
3.8. В разъемных соединениях (сгонах) для
уплотнения между контргайкой и муфтой применяется шнур ФУМ круглого сечения
диаметром 2 мм.
В качестве набивки сальников у задвижек,
вентилей и кранов следует применять шнур ФУМ квадратного сечения со стороной
3-4 мм или круглого сечения диаметром 2-4 мм.
3.9. Шнур ФУМ должен соответствовать
требованиям, приведенным в табл. 4.
Таблица 4
|
Показатель |
Профиль сечения шнура |
|
|
круг |
квадрат |
|
|
Диаметр, мм |
1-8 |
— |
|
Сторона, мм |
— |
3-8 |
|
Рабочая температура, °С |
от |
|
|
Предел прочности при разрыве МПа, не |
2,0 |
2,0 |
|
Относительное удлинение при разрыве, %, |
50 |
50 |
|
Рабочее давление среды в трубопроводах, |
3,6 |
3,6 |
3.10. При изменении технических условий на
изготовление фторопластовых уплотнительных материалов, вызванном изменениями рецептуры,
использование их в системах питьевого водоснабжения допускается только после
согласования с центральными органами санитарного надзора.
3.11. Уплотнительная лента и шнур должны
иметь светлый цвет и ровную поверхность без разрывов и вздутий.
3.12. Лента и шнур ФУМ поставляются в
бухтах массой от 300 до 600 г, упакованных в полиэтиленовые мешки или
пропитанную бумагу и уложенных в картонные или деревянные коробки. Каждая
упаковка снабжается паспортом.
3.13. При хранении фторопластовых
уплотнительных материалов, упакованных в соответствии с указаниями, в закрытых
складских помещениях неизменность их свойств гарантируется в течение 10 лет.
Производство работ по герметизации резьбовых
соединений полимерными материалами
3.14. Процесс герметизации резьбовых
соединений стальных трубопроводов компаундом КЛТ-30 включает следующие стадии:
подготовка поверхности резьб;
нанесение герметика на резьбы
соединительных частей;
3.15. Резьбовые поверхности перед
нанесением герметизирующего покрытия необходимо очистить от ржавчины, окалины,
пыли и других загрязнений. Герметик КЛТ-30 наносится только на сухие и
очищенные поверхности.
Резьбы соединяемых деталей очищают от
загрязнений обтирочными полотнами по ГОСТ 14253-76, ветошью по ГОСТ 5354-74 или
цилиндрической проволочной щеткой до удаления видимых следов загрязнений.
3.16. Нанесение герметика КЛТ-30 на
резьбовые поверхности соединяемых деталей производят выдавливанием его из тубы
через специальную головку, навинчиваемую на тубу (приложение 9).
Толщина герметизирующего слоя должна быть
равной высоте профиля резьбы. Нормы расхода герметика в зависимости от диаметра
резьбовых соединений приведены в приложении 10.
3.17. Свинчивание резьбовых соединений с
применением герметика КЛТ-30 следует осуществлять равномерно, без возвратных
движений.
3.18. При выполнении разъемных соединений
герметиком заполняют фаску у установленной муфты, затем завертывают и плотно
прижимают к муфте гайку.
3.19. Сварку трубопроводов с резьбовыми
соединениями, уплотненными герметиком КЛТ-30, производят на расстоянии не менее
0,4 м от соединения.
3.20. При необходимости разборки резьбовых
соединений, уплотненных герметиком, и повторной сборки старое уплотнение
очищают с помощью проволочной щетки и наносят новое.
3.21. Уплотнение с применением ФУМ
выполняют в такой последовательности: резьбы соединяемых деталей очищают от
загрязнений обтирочными концами или ветошью. От бухты отрезают ленту (шнур) длиной
в зависимости от диаметра трубы (приложение 11). Измерение производят
мерной линейкой.
3.22. Отрезок ленты наматывают на резьбу,
после чего навертывают арматуру или деталь. Намотку выполняют ровным слоем от
сбега резьбы к торцу в направлении движения часовой стрелки.
3.23. При сборке трубопроводов на
строительных площадках для измерения отрезка и отделения его от бухты
используется складной метр и нож.
3.24. При сборке трубных узлов в заводских
условиях бухты ленты и шнура ФУМ крепят к сборочному верстаку на металлической
оси, обеспечивающей вращение бухты. Верстак оснащают мерной линейкой и ножом
для резки.
3.25. Сварку трубопроводов при наличии
резьбовых соединений, расположенных на расстоянии менее 0,4 м от сварного
стыка, выполняют до их сборки.
3.26. Узлы трубопроводов, собранные с
применением полимерных материалов, подлежат гидравлическому или пневматическому
испытанию в соответствии с требованиями СНиП III-28-75. При проведении
испытаний следует руководствоваться ТУ 36-808-77.
3.27. При необходимости разборки резьбового
соединения, уплотненного полимерными материалами, и повторной его сборки старое
уплотнение очищают и наматывают новое.
Контроль качества герметизации резьбовых соединений
3.28. Контроль качества подготовки
поверхности резьб, полнота их заполнения герметиком КЛТ-30 или лентой ФУМ
определяется визуально.
3.29. Контроль размеров резьбы на трубных и
соединительных частях должен производиться в соответствии с ГОСТ 2533-79 или ГОСТ
16093-81. Количество образцов, подлежащих проверке, определяется
заводом-изготовителем.
Монтаж санитарно-технических систем с
использованием герметика КЛТ-30 или фторопластовых уплотнительных материалов и
приемка работ должны производиться согласно главы СНиП по
санитарно-техническому оборудованию зданий и сооружений и главы СНиП по
газоснабжению.
Техника безопасности
3.30. Герметик КЛТ-30 и фторопластовые
уплотнительные материалы невзрывоопасны и нетоксичны.
3.31. Нанесение герметика КЛТ-30 следует
производить в резиновых перчатках.
При попадании на кожу следует смыть теплой
водой с мылом.
Применение растворителей не допускается.
Приложение 1
Виды прокладочных материалов, применяемых при
герметизации фланцевых соединений воздуховодов
|
Наименование |
Перемещаемая |
|
Картон |
Воздух с влажностью не более 60 % и температурой до 70 °С |
|
Канат |
— |
|
Шнур |
— |
|
Резина |
Воздух с влажностью |
|
Резина |
— |
|
Картон |
— |
|
Лента ПМЖ-2 |
— |
|
Шнур |
Воздух с |
|
Картон |
— |
|
Пластины резиновые |
Воздух с |
|
Лента из |
— |
Приложение 2
Расход герметизирующей мастики «Бутэпрол» на
бандажное соединение
|
Диаметр |
Расход, кг |
Диаметр |
Расход, кг |
Диаметр |
Расход, кг |
Диаметр |
Расход, кг |
|
100 |
0,062 |
180 |
0,100 |
315 |
0,170 |
560 |
0,290 |
|
110 |
0,067 |
200 |
0,112 |
355 |
0,190 |
690 |
0,330 |
|
125 |
0,075 |
225 |
0,125 |
400 |
0,215 |
710 |
0,368 |
|
140 |
0,082 |
250 |
0,137 |
450 |
0,238 |
800 |
0,415 |
|
160 |
0,092 |
280 |
0,150 |
500 |
0,264 |
900 |
0,465 |
Приложение 3
Бесфланцевые реечные соединения воздуховодов прямоугольного сечения
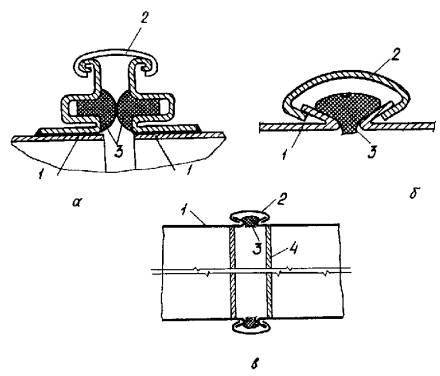
а — с применением шин; б — с применением
реек по отбортованным концам воздуховодов; в — с помощью Z— и С-образных реек; 1 — воздуховод; 2 —
соединительная рейка; 3 — резиновая уплотнительная прокладка Т-образной формы;
4 — густотертая краска
Приложение 4
Конструкция
бесфланцевого соединения воздуховодов с иглоконусными фиксирующими элементами
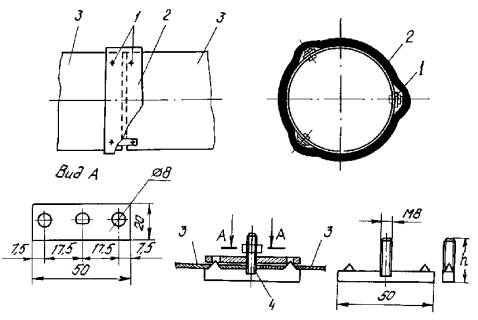
1 — соединение воздуховодов; 2 —
герметизирующая лента; 3 — воздуховоды; 4 — болт с гайкой
Приложение 5
Характеристика составов, используемых для наружной
герметизации соединений и швов воздуховодов
|
Герметизирующие |
Удельный Н/м (г/см3) |
Максимальная °С |
Морозостойкость |
Расход |
Стоимость, |
Прейскурант |
|
Паста УН-01 |
2,7·104 (2,7) |
120 |
-35 |
0,135 |
490 |
№ 04-04 |
|
Клей «Стык» |
0,7·104 (0,7) |
100 |
-60 |
0,035 |
3700 |
Прейскурант утвержден для опытных |
|
Клей «КИП-Д» |
0,5·104 (0,5) |
35 |
-15 |
0,025 |
3900 |
№ 05-02, поз. 18-011 |
|
Мастика |
1,7·104 (1,7) |
70 |
-50 |
0,085 |
575 |
№ 05-18-02 |
|
Краски масляные |
1,2·104 (1,2) |
40 |
-30 |
0,030 |
640 |
— |
Приложение 6
Предельно-допустимые концентрации (ПДК) вредных веществ,
употребляемых в составах, применяемых для очистки металлических поверхностей
Состав………………………………………………………………. ПДК,
мг/м3
Ацетон…………………………………………………………………… 200
Бензин……………………………………………………………………. 300
Уайт-спирит…………………………………………………………… 300
Соляная
кислота………………………………………………………. 5
Приложение 7
Применение прокладочных материалов в зависимости от
вида и параметров рабочей среды
|
Прокладочный |
Параметры |
Рабочая |
|
|
допускаемая |
допускаемое |
||
|
Картон прокладочный (ГОСТ 9347-74) |
30 90 |
0,6 1,0 |
Вода питьевая, вода отопительных систем |
|
Резина техническая листовая (ГОСТ 7338-77) |
30 50 |
0,3 0,6 |
Вода производственная |
|
Паронит (ГОСТ 481-80) |
250 |
5 |
Вода техническая, пар |
|
Лен трепаный (ГОСТ 10330-76) |
105 |
10 |
Вода техническая, вода питьевая, пар |
|
Фибра листовая (ГОСТ 14613-69) |
от -30 до +100 |
0,8 |
Вода техническая, пар |
Приложение 8
Разъемные
соединения полиэтиленовых труб
а — раструбное соединение с помощью резинового
уплотнительного кольца; б — соединение с помощью накидной гайки с резиновой
прокладкой; в — раструбное соединение полиэтиленовой трубы с чугунной с помощью
резиновых колец; 1 — полиэтиленовая труба; 2 — уплотнительные кольца; 3 —
накидная гайка; 4 — чугунная труба; 5 — цементный раствор
Приложение 9
Насадка для тубы
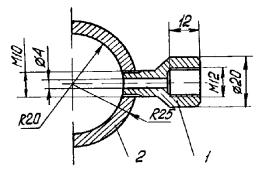
1 — винт; 2 — сектор
Приложение 10
Расход герметика КЛТ-30 на резьбовое соединение
|
Наименование |
Расход |
|||||||
|
Условный |
||||||||
|
10 |
15 |
20 |
25 |
32 |
40 |
50 |
65 |
|
|
На короткую |
0,0015 |
0,0022 |
0,0028 |
0,0036 |
0,0049 |
0,0062 |
0,0078 |
0,0108 |
|
На |
0,0005 |
0,0007 |
0,0009 |
0,0011 |
0,0016 |
0,0021 |
0,0026 |
0,0036 |
Приложение 11
Расход фторопластового материала для уплотнения
резьбовых соединений трубопроводов
|
Условный |
Ширина |
Расход |
|
Уплотнение лентой короткой резьбы |
||
|
10 |
10 |
220 |
|
15 |
10 |
300 |
|
20 |
10 |
400 |
|
15 |
320 |
|
|
25 |
10 |
500 |
|
15 |
400 |
|
|
32 |
15 |
520 |
|
20 |
400 |
|
|
40 |
20 |
500 |
|
50 |
20 |
750 |
|
65 |
20 |
860 |
|
Уплотнение контргайки шнуром |
||
|
10 |
2 |
160 |
|
15 |
2 |
250 |
|
20 |
2 |
320 |
|
25 |
2 |
400 |
|
32 |
2 |
520 |
|
40 |
2 |
650 |
|
50 |
2 |
800 |
|
65 |
2 |
900 |
Примечание. Расход материала в зависимости от точности
размеров и качества резьбы может изменяться в пределах 10-15 %
Приложение 12
Перечень документов, на которые даны ссылки в
настоящей инструкции
ГОСТ
12.4.011-75 ССБТ. Средства
защиты работающих. Классификация
ГОСТ 25129-82 Грунтовка ГФ-021
ГОСТ
3262-75 Трубы
стальные водогазопроводные
ГОСТ
8966-75 Части
соединительные стальные с цилиндрической резьбой для трубопроводов Р1, 6 МПа.
Муфты прямые. Основные размеры
ГОСТ
8954-75 Соединительные
части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые
короткие. Основные размеры
ГОСТ
8969-75 Части
соединительные стальные с цилиндрической резьбой для трубопроводов Р1, 6 МПа.
Сгоны. Основные размеры
ГОСТ
8960-75 Соединительные
части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки.
Основные размеры
ГОСТ
6357-81 Основные
нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ
16093-81 Основные нормы
взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ
10549-80 Выход резьбы.
Сбеги, недорезы, проточки и фаски
ГОСТ
13835-73 Каучук
синтетический термостойкий низкомолекулярный СКТН
ГОСТ
13841-79 Ящики из
гофрированного картона для химической продукции
ГОСТ
5959-80 Ящики из
листовых древесных материалов неразборные для грузов массой до 200 кг
ГОСТ
14192-77 Маркировка
грузов
ГОСТ
14253-76 Полотна
холстопрошивные хлопчатобумажные обтирочные
ГОСТ
5152-77 Набивки
сальниковые
ГОСТ
5354-79 Ветошь
обтирочная сортированная
ГОСТ
2533-79 Калибры для
трубной цилиндрической резьбы. Допуски
ГОСТ
503-81 Лента
холоднокатаная из низкоуглеродистой стали
ГОСТ
695-77 Краски
масляные и алкидные густотертые
ГОСТ
6128-81 Бачки
металлические для химических продуктов
ГОСТ
17000-71 Тара
потребительская из полимерных материалов
ГОСТ
965-78 Портландцемент
белый
ГОСТ
5799-78 Фляги для
лакокрасочных материалов
ГОСТ 10704-76 Трубы стальные
электросварные прямошовные
ГОСТ
10705-80 Трубы
стальные электросварные
ГОСТ 8732-78 Трубы стальные бесшовные
горячеформированные
ГОСТ
12820-80 Фланцы
стальные плоские приварные
ГОСТ 10330-76 Лен трепаный
ГОСТ
19151-73 Сурик
свинцовый
ГОСТ 7931-76 Олифа натуральная
ГОСТ
12287-77 Белила
густотертые
ГОСТ 1779-83 Шнур асбестовый
ГОСТ
9347-74 Картон
прокладочный и уплотнительные прокладки из него
ГОСТ
7338-77 Пластины
резиновые и резинотканевые
ГОСТ
481-80 Паронит
и прокладки из него
ГОСТ
14613-69 Фибра
листовая
ГОСТ
6942.0-80-6942.24-80 Трубы чугунные
канализационные и фасонные части к ним
ГОСТ
16183-77 Пакля
ленточная пропитанная
ГОСТ
10379-76 Пенька
трепаная
ГОСТ
127-76 Сера
техническая
ГОСТ
22689.0-77 –
22689.20-77 Трубы пластмассовые
канализационные и фасонные части к ним
ГОСТ
13835-73 Каучук
синтетический термостойкий низкомолекулярный СКТН
ТУ
21-29-45-76 Мастика
герметизирующая нетвердеющая «Бутэпрол»
ТУ
36-2416-81 Механизм
СТД-449
ТУ
36-2050-77 Бандажи
для соединения воздуховодов
ТУ
36-2314-80 Шины и
рейки
ТУ
400-165-79 Герметизирующая
нетвердеющая эластопластичная лента «Герлен»
ТУ
38-105259-71 Резина для
изготовления Т-образных прокладок
ОСТ
38.03271-81 Компаунды
самовулканизирующиеся типа КЛ
ТУ
38-101321-72 Паста УН-01
ТУ-36-808-77 Узлы и детали из
стальных труб для монтажа внутренних систем отопления, водоснабжения и
газоснабжения зданий
ТУ 88
УССР 193.043-82 Полиуретановый клей
«Стык-3-8»
ТУ
6-01-1010-78 Клей КИП-Д
ТУ
6-09-4135-75 Катализатор
УП-606/2
ТУ
6-05-1388-70 Лента ФУМ
ТУ
6-05-1570-77 Шнур ФУМ
ВСН-182-82 Инструкция по
технологии монтажа воздуховодов с бесфланцевыми конструкциями стыков
ВСН
366-76 Инструкция
по разработке ППР на монтаж систем промышленной вентиляции и кондиционирования
воздуха
ВСН
237-80 Инструкция
по разработке проектов производства работ на монтаж внутренних
санитарно-технических устройств
СОДЕРЖАНИЕ