Интерферометры
Интерферометры относятся к весьма точным оптико-механическим приборам. Они применяются в основном для проверки концевых мер длины, размеров и формы особо точных изделий и основаны на использовании явления интерференции световых волн. Интерферометры для линейных измерений делятся на контактные (ИКПВ — вертикальные, ИКПГ — горизонтальные) и бесконтактные. Контактные интерферометры имеют одинаковые интерференционные трубки с возможностью регулирования цены деления от 0,05 до 0,2 мкм.
Принцип действий
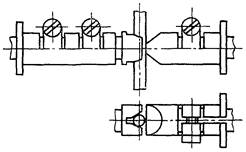
В трубке интерферометра (рис. 8.21) свет от лампы 1 направляется конденсором 2 через диафрагму 3 на разделительную полупрозрачную пластину 6. Часть лучей, пройдя через полупрозрачную пластину 6 и компенсатор 11, отразится от зеркала 12, закрепленного на верхнем конце измерительного стержня 13, и через компенсатор 11 вновь вернется к полупрозрачной пластине 6. Другая часть пучка света, отразившись от рабочей поверхности разделительной полупрозрачной пластины 6, попадает на поворотное зеркало 5 и после отражения также возвратится к полупрозрачной пластине 6.
Таким образом, на рабочей поверхности полупрозрачной пластины 6 обе части пучка света интерферируют при небольшой разнсти хода. Объектив 7 проектирует интерференционную картину полос равной толщины в плоскость сетки 8. Интерференционные полосы и нанесенную на сетку шкалу наблюдают через окуляр 10. Интерференционные полосы равной толщины образуются в результате поворота зеркала 5 на небольшой угол относительно поверхности зеркала 12. При освещении белым светом на фоне шкалы видна одна черная (ахроматическая) полоса и по обе стороны от нее несколько окрашенных полос убывающей интенсивности. Черная полоса служит указателем при отсчетах по шкале, имеющей по 50 делений в обе стороны от нуля, который смещается пропорционально перемещению измерительного стержня 13.

Рис. 8.21. Схема трубки интерферометра: 1- лампа; 2- конденсатор; 3- диафрагма; 4- шторка; 5- поворотное зеркало; 6- полупрозрачная пластина; 7- объектив; 8 — сетка; 9 — механизм перемещения окуляра; 10- окуляр; 11- компенсатор; 12- зеркало; 13- измерительный стержень; 14- объект измерения.

Рис. 8.22. Вертикальный контактный интерферометр: 1 — кронштейн; 2 — кремальера; 3 — стойка; 4 — основание; 5 — винт; 6 — винт микроподачи; 7 — стол; 8 — теплозащитный экран; 9 — хомут трубки; 10 — трубка интерферометра
Вертикальный контактный интерферометр (рис. 8.22) имеет жесткое литое основание 4 и стойку 3. По направляющей стойки может перемещаться с помощью кремальеры 2 кронштейн 1, несущий трубку интерферометра 10. На хомуте трубки 9 закреплен теплозащитный экран 8. Стол 7 можно перемещать в вертикальном направлении винтом микроподачи 6 и стопорить в установленном положении винтом 5.
В последнее время отечественная промышленность стала выпускать бесконтактные лазерные интерферометры с цифровым отсчетом. Они позволяют измерять абсолютным методом детали больших размеров (до 60 м и более) с высокой производительностью и точностью. Цена деления таких приборов составляет от 0,1 до 0,01 мкм; погрешность измерения составляет 0,5 мкм на 1 м. Схема одной из конструкций бесконтактного лазерного интерферометра представлена на рис. 8.23.
Поступающий от источника лазерного луча 1 пучок света полупрозрачной пластиной 3 делится на два потока. Один направляется на неподвижное зеркало 2 и, отразившись от него, возвращается к пластине 3. Другой, проходящий сквозь пластину 3, попадает на неподвижное зеркало 8. Отразившись от неподвижного зеркала 8 и V-образного рефлектора 4, пучок возвращается к пластине 3, где интерферирует с первым пучком.

Рис. 8.23. Схема бесконтактного лазерного интерферометра: 1 — источник лазерного луча; 2 — неподвижное зеркало; 3 — пластина; 4 — V-образный рефлектометр; 5 — основание рефлектометра; 6 — измерительный стол; 7 — основание измерительного стола; 8 — неподвижное зеркало; 9 — приемник; 10 — основание; 11 — показывающий прибор; 12 — корпус
При помощи лазерных интерферометров проверяют двух- или трехкоординатные измерительные машины, микроскопы, прецизионные станки и другие точные механизмы.
Похожие материалы
Интерферометр
вертикальный
1.Основное
назначение и область применения
интерферометра
Интерферометрами
называют оптико – механические приборы
для измерения линейных размеров, в
которых оптико-механическое преобразование
происходит с использованием интерференции
света.
Основным
назначением
их является измерение и аттестация
концевых мер длины, измерение контркалибров,
аттестация образцовых деталей и т.п.
Интерферометры
применяются
как при точных измерениях длин, в
частности в станкостроении и машиностроении,
так и для оценки качества оптических
поверхностей и проверки оптических
систем в целом.
2.Технические
и метрологические характеристики
вертикального интерферометра
Характеристики
трубки вертикального интерферометра
(ИКПВ):
цена
деления шкалы – регулируемая,
предпочтительные
цены деления 0,05; 0,1 и 0,2 мкм,
число
деления шкалы 100(±50), т.е. диапазон
показаний соответственно 5, 10, и 20 мкм;
измерительное
усилие: (150±19)сН
Характеристики
прибора (ИКПВ):
Диапазон
измерения: до 150 мм;
Допускаемая
погрешность: δ
= ±(0,03 + nc
*(∆λ/λ))
мкм, где
n
-число делений от нулевого штриха до
поверяемого;
c
— цена деления;
λ
– длина волны светофильтра;
∆λ
– погрешность аттестации длины волны
светофильтра;
∆λ/
λ
– относительная погрешность аттестации
длины волны.
Численные
значения погрешности изменения наружных
размеров: для размеров от 1 до 18 мм –
0,25 мкм; от 18 до 80 мм – 0,3 мкм и от 80 до 120
мм – 0,4 мкм.
Случайная
погрешность не более 0,02мкм.
3.Устройство
и принцип действия вертикального
интерферометра
Оптическая
схема интерферометра (ИКПВ)
Смотреть
рисунок 8.12 в альбоме
Оптической
схемой контактного интерферометра
является известная схема
Майкельсона.
Лучи
от лампы
1 собираются
конденсором 2
в параллельный поток и проходят диафрагму
3.
Для работы в монохроматическом свете
(монохромат — одноцветный) на пути лучей
после диафрагмы может устанавливаться
светофильтр 4.
Длина волны лучей, пропускаемых
светофильтром, установленным на данной
трубке, аттестуется и маркируется на
трубке. Если нужно работать в белом
свете, то светофильтр убирается с пути
лучей.
Затем
лучи падают на разделительную пластину
6,
имеющую на нижней поверхности
полупрозрачное покрытие. Здесь поток
лучей разделяется на два пучка.
Первый
пучок идет в горизонтальном направлении,
доходит до регулировочного зеркала 5,
отражается от него, возвращается на
пластину 6,
проходит через нее и сквозь объектив 7
попадает на пластину 8
со шкалой.
Второй
пучок идет в вертикальном направлении,
проходит через компенсатор 11
до зеркала 12,
соединенного со стержнем
13,
отражается от этого зеркала на той
высоте, которая будет определена
положением наконечника, т.е. размером
объекта, установленного на столе под
трубкой. Отраженный луч вновь проходит
сквозь компенсатор 11
и, преломившись от нижней поверхности
пластины 6, пройдя через объектив
7,
тоже проходит на пластину 8.
Компенсатор
11 служит
для уравнивания оптической длины хода
обоих пучков лучей света – без компенсатора
горизонтальный пучок проходит дважды
через стеклянную среду, тогда как
вертикальный идет только в воздушном
пространстве.
В
плоскости пластины 8 оба пучка
интерферируют, и через окуляр
10
на фоне шкалы видна картина интерференции.
Если
на пути лучей поставить светофильтр 4,
то поток будет состоять из лучей одной
длины волны и картина интерференции
будет иметь вид ряда темных полос; если
же светофильтр убрать с пути потока, то
лучи будут «белого» света, т.е. будут
состоять из лучей разной длины волны,
и тогда картина интерференции будет
иметь вид ряда радужных полос с одной
черной полосой в середине.
При
изменении размера детали переместиться
стержень 13,
а вместе с ним и зеркало
12,
из-за чего измениться величина оптической
разности хода вертикального и
горизонтального пучка света.Это
вызовет сдвиг картины интерференции,
что будет видно по смещению черной
полосы картины на фоне шкалы в поле
зрения окуляра трубки интерферометра.
Чувствительность
рассмотренной схемы можно регулировать,
изменяя расстояние между полосами
интерференции, т.е. меняя угол наклона
между зеркалами
5 и
12.
Эту регулировку выполняют поворотом
регулировочного зеркала 5.
Достоинством
рассмотренной схемы является наличие
при белом свете в картине интерференции
черной полосы, которая используется
при работе трубки в виде индекса
(стрелки). Ее устанавливают на нулевой
штрих шкалы и по ней затем считывают
отклонение от установленного размера.
Конструкции
контактных интерферометров включают
трубку и устройства для установки трубки
и базирования детали.
Трубка
контактного интерферометра состоит из
осветителя 1
на
штанге, углового корпуса 2.
Ручки светофильтра 3,
микроскопа 4,
присоединительного
цилиндра 5,
окуляра 6
и теплового экрана 7.
Устройство
ИКПВ
Смотреть
рисунок 8.11 в альбоме
Контактный
интерферометр (ИКПВ)
1.осветитель
2.корпус
3.ручка
светофильтра
4.микроскоп
5.присоединительный
цилиндр
6.окуляр
7.защитный
экран
4.Методика
работа
Объект
измерения – концевая мера длины с
номинальной длиной 2…10 мм.
Интерферометр
установлен на цену деления шкалы 0,1 мкм.
1.Устанавливают
концевые меры на стол прибора.
2.Устанавливают
интерферометр на номинальный размер
меры.
3.
Проверяют установку цены деления в
соответствии с инструкцией на приборе.
4.
. Для этого:
а)
падают поток лучей белого света, убирая
светофильтр с пути светового потока;
б)
совмещают оптическую ось окуляра с осью
картины интерференции; наблюдая в
окуляр, устанавливают ось окуляра против
нулевого штриха шкалы;
в)
ставят образцовую меру точкой в центре
под
измерительным наконечником, предварительно
нажимая на рычаг арретира, чтобы поднять
измерительный стержень с наконечником.
После этого повторяют подъем – опускание
наконечника 2- 3 раза для получения
устойчивых показаний;
г)
устанавливают шкалу окончательно на
нуль.
5.Основные
источники погрешности
Основным
составляющим погрешности интерферометра
является погрешность от температурных
деформаций.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Измерительная информационная система ИКПВ-К (контактный интерферометр)

Измерительная информационная система (ИИС) на базе стандартизованного средства измерений, интерферометра контактного вертикального ИКПВ, предназначена для автоматизированной поверки образцовых концевых мер длины (КМД) в диапазоне 0,1-100 мм при полном соответствии стандартизованной методике поверки образцовых концевых мер длины МИ 2079-90.


Преимущества контактного интерферометра
— устранение субъективных погрешностей измерения, вносимых оператором;
— повышение точности юстировки и отсчета показаний прибора;
— повышение разрешающей способности измерения до 0.001мкм;
— снижение утомляемости оператора за счет дистанционного наблюдения
интерференционной картины на мониторе компьютера;
— автоматизация отсчета показаний и обработки результатов измерений;
— повышение производительности процесса поверки в 2-3 раза;
— автоматический ввод номиналов и исходных отклонений КМД образцового
набора посредством подключения базы данных набора;
— табличное представление результатов поверки, автоматическая выдача протокола;
— формирование приложения к свидетельству на основе протокола;
— компьютерное документирование и архивирование результатов поверки с возможностью
их передачи в локальную компьютерную сеть предприятия.
| Метрологические характеристики | |
| цена деления шкалы, мкм | регулируемая, от 0,05 до 0,2 |
| дискретность цифрового отсчета, мкм | от 0,003 до 0,012 |
| диапазон показаний, мкм | от ±1,75 до ±7 |
| пределы допускаемой основной погрешности показаний, мкм | от ±0,04 до ±0,07 |
| диапазон измерений, мм | 0,1 — 100 |
| Рекомендуемый системные требования | |
| процессор | Core i3 — 1600 MHz |
| оперативная память | 1 Gb |
| свободное место на жестком диске | 100 Mb |
| видеокарта | 32 Mb |
| операционная система | Windows XP, Windows Vista, Windows 7 |
| приложения | MS Word, MS Excel |
Узнать подробности можно по телефонам:
+7 916 549-46-71 и +7 499 973-38-63 (доб. 143), либо с помощью формы обратной связи.
Форма обратной связи с ЦРСИ ГИЦ МГТУ «СТАНКИН»
РЕКОМЕНДАЦИЯ
ГОСУДАРСТВЕННАЯ
СИСТЕМА ОБЕСПЕЧЕНИЯ
ЕДИНСТВА ИЗМЕРЕНИИ
ПРОВОЛОЧКИ И РОЛИКИ. МЕТОДИКА ПОВЕРКИ
МИ
2078-90
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
1991
СОДЕРЖАНИЕ
РЕКОМЕНДАЦИИ
|
РЕКОМЕНДАЦИЯ Государственная система обеспечения единства ПРОВОЛОЧКИ И РОЛИКИ. МЕТОДИКА ПОВЕРКИ |
МИ |
Дата
введения 01.07.91
Настоящая рекомендация распространяется на проволочки и
ролики по ГОСТ 2475 для
измерения среднего диаметра наружной резьбы, а также толщины зубьев и ширины
впадин шлицевых валов и втулок с эвольвентным профилем и устанавливает методику
их первичной и периодической поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки проволочек и роликов должны быть
выполнены операции и применены средства поверки с характеристиками, указанными
в табл. 1.
Таблица 1
|
Наименование |
Номер |
Наименование |
Проведение |
|
|
первичной |
периодической |
|||
|
Внешний осмотр |
3.1 |
— |
Да |
Да |
|
Проверка размагниченности |
3.2 |
Частицы из низкоуглеродистой стали |
Да |
Нет |
|
Определение метрологических |
3.3 |
— |
— |
— |
|
Определение шероховатости рабочих |
3.3.1 |
Средства поверки шероховатости в микроскоп интерференционный |
Да |
Нет |
|
Определение огранки проволочек и роликов |
3.3.2 |
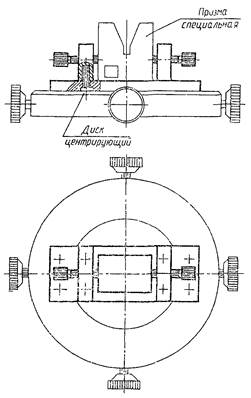
профилограф-профилометр по ГОСТ Средства поверки в соответствии с табл. 3; стойка типа С-1 по ГОСТ наконечники измерительные типов НГП-8; НГЛ-1; специальная переходная втулка (приложение 1); вставки призматические специальные № 3 — 9 призмы специальные № 10, 11, 12 (приложение 3); диск центрирующий подставка специальная вставки призматические к приспособление для установки призм (приложение 6) |
Да |
Да |
|
Определение рабочего диаметра и отклонения формы |
3.3.3 |
Средства поверки в стойка типа С-1 по ГОСТ наконечники измерительные плоскопараллельные плоскопараллельные концевые |
Да |
Да |
Примечание. Допускается применение других средств поверки, аттестованных
в установленном порядке и обеспечивающих поверку с требуемой точностью.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. Температура окружающего воздуха в помещении, где
проводят поверку, должна быть:
(20 ± 5) °С — при поверке проволочек;
(20 ± 3) °С — при поверке роликов.
Относительная влажность воздуха в помещении, где проводят
поверку, не должна превышать 80 %.
2.2. Перед проведением поверки должны быть выполнены
следующие подготовительные работы:
проволочки и ролики очищают от смазки, промывают бензином по
ГОСТ 1012 и
высушивают (протирают чистой льняной салфеткой по ГОСТ
11680);
средства поверки подготавливают к работе в соответствии с их
техническими описаниями и инструкциями по эксплуатации.
2.3. Приборы и принадлежности к ним, применяемые в ходе
поверки проволочек и роликов, должны находиться в помещении, подготовленном для
проведения поверки, не менее суток, а концевые меры и подготовленные для
поверки проволочки и ролики — не менее двух суток.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1.
Внешний осмотр
При внешнем осмотре проверяют соответствие внешнего вида,
комплектности проволочек и роликов, а также их маркировки требованиям ГОСТ 2475.
Комплектность проволочек и роликов, находящихся в эксплуатации,
не устанавливают.
3.2.
Проверка размагниченности проволочек и роликов
Размагниченность проволочек и роликов проверяют опробованием
на частицах из низкоуглеродистой стали массой до 0,1 г.
Размагниченность проволочек допускается проверять соприкосновением
двух подвешенных проволочек. Если проволочки не притягиваются и не
отталкиваются друг от друга, сохраняя состояние покоя, то они размагничены.
3.3.
Определение метрологических характеристик
3.3.1. Шероховатость рабочих поверхностей
проволочек и роликов определяют методом сравнения с цилиндрическими
образцами шероховатости с использованием средств поверки шероховатости в
соответствии с табл. 2.
Таблица 2
|
Интервалы номинальных диаметров |
Средства |
||
|
Приборы |
Образцы для сравнения шероховатости |
||
|
Наименование |
Увеличение |
||
|
От |
Микроскоп стереоскопический типа МБС |
56× |
Аттестованная проволочка с |
|
» |
То |
32× |
То |
|
» |
Лупа |
10× |
» |
|
» |
То |
7× |
» |
|
» |
» |
4× |
Цилиндрические образцы шероховатости Аттестованные ролики с шероховатостью |
Примечание. В качестве образца для сравнения шероховатости применяют
аттестованную проволочку (ролик) любого диаметра из данного интервала.
При отсутствии аттестованных проволочек (роликов) и
цилиндрических образцов шероховатости шероховатость рабочих поверхностей
проволочек и роликов определяют на измерительных интерференционных микроскопах
типа МИИ, при этом шероховатость поверхности должна быть не более Rz ≤
0,2 мкм.
Для определения шероховатости роликов допускается применять
профилометр.
3.3.2. Огранку проволочек и роликов
определяют на контактных измерительных приборах в призматической канавке,
используя при этом специальные призматические вставки или специальные призмы.
Измерительные приборы, а также призматические вставки (№ 3 —
9) и специальные призмы (№ 10 — 12) выбирают в соответствии с табл. 3.
3.3.2.1. При определении огранки на контактных приборах с
горизонтальным расположением измерительной оси на стержень пинольной трубки
устанавливают и закрепляют втулку (приложение 1) с призматической вставкой (приложение 2) так, чтобы призматический паз
вставки располагался вертикально или горизонтально.
Таблица 3
|
Интервалы |
Номер |
Средства |
Измерительное |
|
Приборы |
|||
|
Наименование |
|||
|
От |
3 |
Интерферометр контактный горизонтальный головки измерительные пружинные типов 01ИГПР, 02ИГПР по ГОСТ |
0,7 — 0,8 |
|
» |
4 |
||
|
» |
5 |
||
|
» |
6 |
||
|
» |
7 |
||
|
От |
7 |
Интерферометр контактный горизонтальный типа ИКПГ или длиномер горизонтальный типа ИКУ-2 или оптиметр горизонтальный типа ОГ-500-1 головки измерительные пружинные типов головки измерительные пружинно-оптические типов 01П, 02П |
1,5 — 2,0 |
|
» |
8 |
||
|
» |
9 |
||
|
От |
10 |
Оптиметр вертикальный типа ОВ-200-1 головки измерительные пружинные типов головки измерительные пружинно-оптические типов 01П, 02П |
1,5 — 2,0 |
|
» |
11 |
||
|
» |
12 |
Примечание. Допускается при поверке проволочек диаметром свыше
0,204 мм применять призматические вставки к микрометрам по ГОСТ 4380
с параметром шероховатости их рабочих поверхностей Rа = 0,04 мкм.
На стержень измерительной головки устанавливают ленточный
наконечник типа НГЛ-1 или НГЛ-1,6, ориентируя его так, чтобы его «ленточка»
располагалась перпендикулярно к пазу призматической вставки (черт. 1).
При определении огранки на приборах с вертикальным
расположением оси на стержень измерительной головки устанавливают ленточный
наконечник (типа НГЛ-8 или НГЛ-1,6), а на предметном столике при помощи центрирующего
диска (приложение 4) и
специальных приспособлений (приложения 5 и 6)
устанавливают либо специальную втулку (приложение 1) с призматической вставкой (приложение 2), либо специальную призму
(приложение 3), в зависимости
от номинального размера поверяемой проволочки (ролика).
Черт. 1
3.3.2.2. Определение огранки проволочек и роликов производят
в следующей последовательности: проверяемую проволочку (ролик) помещают во впадину
призматической канавки соответствующей вставки или призмы так, чтобы середина
рабочей части проволочки (ролика) располагалась под измерительным наконечником.
Измерительный наконечник прибора приводят в контакт с рабочей поверхностью
проволочки (ролика) и устанавливают показания прибора приблизительно на нуль.
Затем, равномерно поворачивая проволочку (ролик) вокруг своей оси, фиксируют 6
— 8 показаний по шкале прибора (поворот проволочки (ролика) — при отведенном
наконечнике).
За значение огранки проволочки (ролика) принимают наибольшую
разность отсчетов, зафиксированную при полном обороте проволочки (ролика)
вокруг своей оси. Эта разность не должна превышать значение допуска на диаметр,
указанное в ГОСТ 2475.
3.3.3. Определение рабочего диаметра и
отклонения формы проволочек и роликов проводят при помощи средств поверки,
выбираемых в соответствии с табл. 4.
Измерение рабочего диаметра каждой проволочки (ролика)
производят в трех сечениях: в среднем и двух крайних, расположенных на
расстоянии 1/3 длины рабочей части от ее границы, а в
каждом сечении — в двух взаимно перпендикулярных направлениях.
Таблица 4
|
Интервалы |
Средства |
|
|
Наименование |
Измерительное |
|
|
От |
Интерферометр контактный горизонтальный |
0,7 |
|
От |
Интерферометр контактный горизонтальный головки измерительные пружинные типа |
1,5 |
|
От |
Головки измерительные оптиметр горизонтальный типа ОГ-500-1 длиномер горизонтальный типа ИКУ- 2 или |
1,5 |
|
От |
Оптиметр вертикальный типа ИКПВ головки измерительные |
1,5 |
Результаты этих измерений используются
при оценке отклонения рабочего диаметра проволочки (ролика) от номинального
значения, а также при оценке отклонения формы их рабочей поверхности.
3.3.3.1. При измерении рабочего диаметра проволочек
диаметрами до 3 мм на приборах с горизонтальным расположением оси следует
применять пару ленточных наконечников с рабочей поверхностью одинаковой ширины
НГЛ-1 или НГЛ-1,6.
Наконечники устанавливают так, чтобы их «ленточки»
располагались горизонтально, а рабочие плоскости наконечников были бы параллельны
друг другу (отклонение от параллельности не более 0,1 мкм).
Измеряемую проволочку подвешивают на кронштейне или помещают
вертикально между наконечниками.
При применении контактных интерферометров следует установить
цену деления шкалы 0,1 или 0,2 мкм.
Проволочки рабочим диаметром до
0,917 мм измеряют в паре с плоскопараллельной концевой мерой длины, при этом
подбор концевых мер длины l и l1 осуществляют по формуле
[l — (l1 + dпр)] ≤ 0,005,
где l — плоскопараллельная концевая
мера длины, по которой настраивают прибор на нуль, мм;
l1 —
плоскопараллельная концевая мера длины, в паре с которой измеряется проволочка,
мм;
dпр — номинальный диаметр проволочки, мм.
При измерении проволочек в паре с плоскопараллельной концевой
мерой последнюю устанавливают так, чтобы ее длинное ребро располагалось
горизонтально.
При измерении проволочек с рабочим диаметром 1,000 мм и
более прибор настраивают по плоскопараллельной концевой мере (или блоку
плоскопараллельных концевых мер), размер которой подбирают близким (в пределах
0,005 мм) к номинальному диаметру измеряемой проволочки.
Допускается определение рабочего диаметра производить
методом сравнения с проволочкой, действительный размер которой определен на
интерферометре с ценой деления 0,1 мкм путем сравнения с образцовыми
плоскопараллельными концевыми мерами 2-го разряда.
3.3.3.2. При измерении проволочек с рабочими диаметрами
свыше 3 мм и роликов на приборах с вертикальным расположением измерительной оси
на предметный столик притирают плоскую подкладку (концевую меру размером 4 — 5
мм).
Ленточный наконечник измерительного прибора устанавливают
так, чтобы его «ленточка» располагалась вдоль длинного ребра подкладки, а
рабочая плоскость наконечника была параллельна плоскости подкладки (отклонение
от параллельности не более 0,1 мкм).
Измерения выполняют в следующей последовательности.
Первоначально подбирают меру или блок из концевых мер,
близких (в пределах 0,005 мм) по размеру к номинальному диаметру поверяемой
проволочки (ролика) и по нему устанавливают показание прибора на нуль. Затем на
плоскую подкладку предметного столика помещают поверяемую проволочку (ролик),
располагая последнюю так, чтобы «ленточка» наконечника была перпендикулярна к
оси проволочки (ролика), и фиксируют показания прибора.
3.3.3.3. При определении действительного значения рабочего
диаметра проволочки (в каждом из шести сечений) к результату измерения следует
прибавить поправку, учитывающую упругие деформации, в соответствии с табл. 5 и 6.
Таблица 5
|
Интервалы номинальных диаметров |
Поправка, мкм |
|
1,010 |
0,20 |
|
От 1,023 до 3,106 |
0,15 |
|
» 3,175 » 4,980 |
0,10 |
Примечание. Поправки даны с учетом упругих деформаций при
использовании приборов с измерительным усилием 0,4 — 0,5 H, а
также с учетом использования измерительного наконечника типа НГЛ-1; при
использовании наконечника типа НГЛ-1,6 поправка не учитывается
Таблица 6
|
Интервалы номинальных диаметров |
Поправка, мкм |
|
От 0,101 до 0,115 |
0,08 |
|
» 0,130 »0,183 |
0,07 |
|
» 0,202 »0,289 |
0,06 |
Примечание. Поправки даны с учетом упругих деформаций при использовании
приборов с измерительным усилием 0,4 — 0,5 Н, а также с учетом использования
измерительного наконечника типа НГЛ-1; при использовании наконечника типа
НГЛ-1,6 поправка не учитывается.
Наибольшая разность между измеренным значением рабочего диаметра
проволочки (с учетом поправки) или ролика в любой точке и номинальным ее
значением определяет отклонение рабочего диаметра проволочки или ролика от
номинального.
Отклонение любого из шести диаметров проволочки или ролика
от номинального значения не должно выходить за пределы, указанные в ГОСТ 2475.
3.3.4. Действительный размер проволочки (ролика),
необходимый для вычисления поправки, учитывающей действительное отклонение
рабочих диаметров проволочек (роликов) при определении номинального размера
резьбы, определяют как среднее арифметическое из двух измерений, проведенных в
среднем сечении в двух взаимно перпендикулярных направлениях рабочей части проволочки
(ролика).
Для проволочек и роликов, находящихся в эксплуатации,
допускается отклонение их рабочих диаметров от номинального в пределах
удвоенного допуска на диаметр. При этом отклонения формы рабочей поверхности не
должны превышать значений, установленных для проволочек и роликов, выпускаемых
из производства. В документе о поверке проволочек и роликов, находящихся в
эксплуатации следует указывать действительную поправку к номинальному размеру
(разность между действительным и номинальным размерами) или действительный
размер проволочки (ролика), определенный в среднем сечении рабочей части.
Форма протокола и пример его заполнения приведены в
приложении 8.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. Положительные результаты первичной поверки проволочек и
роликов предприятие-изготовитель оформляет отметкой в этикетке, заверенной
поверителем.
4.2. На проволочки и ролики, признанные годными при
государственной периодической поверке, выдают свидетельство по форме,
установленной Госстандартом СССР.
4.3. Положительные результаты периодической ведомственной
поверки оформляют отметкой в документе, составленном ведомственной
метрологической службой.
4.4. Проволочки и ролики, не соответствующие требованиям ГОСТ 2475,
бракуют, к применению не допускают и на них выдают извещение о непригодности с
указанием причин.
ПРИЛОЖЕНИЕ 1
СПЕЦИАЛЬНАЯ ПЕРЕХОДНАЯ ВТУЛКА
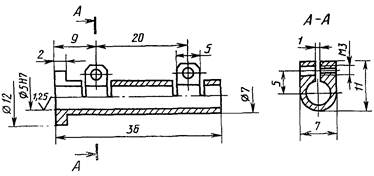
Черт. 2
1. Материал — сталь марки 45 по ГОСТ
1050.
2. Твердость не менее 56 — 60 HRCэ.
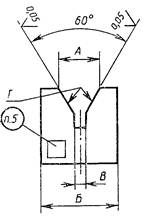
ПРИЛОЖЕНИЕ 2
СПЕЦИАЛЬНЫЕ ПРИЗМАТИЧЕСКИЕ ВСТАВКИ
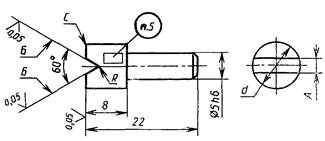
Черт. 3
Черт. 4
|
Номер |
А |
d |
R |
B |
M |
|
|
Номин. |
Пред. |
|||||
|
3 4 |
0,13 0,20 |
±0,008 |
6 |
0,05 |
— |
— |
|
5 6 |
0,36 0,60 |
±0,01 |
— |
0,2 |
0,5 |
|
|
7 8 |
1,20 2,20 |
±0,02 ±0,03 |
— |
0,3 0,5 |
1,2 2,5 |
|
|
9 |
4,40 |
±0,05 |
9 |
— |
1,0 |
5,0 |
1. Материал — сталь марки ШХ15 по ГОСТ 801.
2. Твердость поверхностей Б не менее — 62 — 65 HRCэ.
3. Допуск плоскостности поверхностей Б и С —
0,001 мм.
4. Допуск перпендикулярности поверхности С относительно оси
симметрии — 0,02 мм.
5. Маркируется номер вставки.
ПРИЛОЖЕНИЕ 3
СПЕЦИАЛЬНЫЕ ПРИЗМЫ
Черт. 5
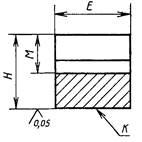
Черт. 6
|
Номер |
Ном |
А |
Б |
В |
М |
Н |
Е |
|
Пред. |
|||||||
|
10 |
8,6 |
±0,1 |
15 |
2,5 |
8 |
15 |
15 |
|
11 |
17,5 |
±0,3 |
30 |
3,0 |
16 |
30 |
|
|
12 |
34,5 |
±0,5 |
45 |
32 |
50 |
1. Материал — сталь марки ШХ15 по ГОСТ 801.
2. Твердость поверхностей Г не менее 62 — 65 HRCэ.
3. Допуск плоскостности поверхностей Г 0,001 мм.
4. Допуск плоскостности поверхности К 0,0005 мм.
5. Маркируется номер призмы.
ПРИЛОЖЕНИЕ 4
ЦЕНТРИРУЮЩИЙ ДИСК
Черт. 7
1. Материал — латунь ЛС-59-1 по ГОСТ
15527.
ПРИЛОЖЕНИЕ 5
СПЕЦИАЛЬНАЯ ПОДСТАВКА
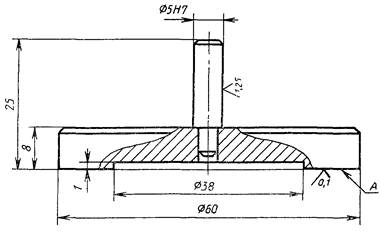
Черт. 8
1. Материал — сталь марки ШХ15 по ГОСТ 801.
2. Твердость не менее 56 — 60 HRCэ.
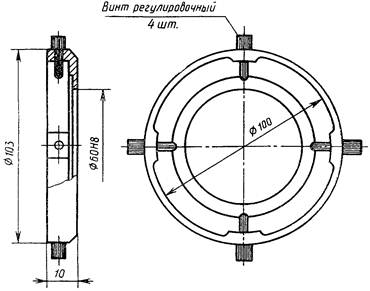
ПРИЛОЖЕНИЕ 6
ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ПРИЗМ
Черт. 9
ПРИЛОЖЕНИЕ 7
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
|
Горизонтальный |
|
|
Диапазон измерения, мм |
до |
|
Цена деления переменная, мкм |
0,05; |
|
Диапазон измерения по шкале соответственно, |
±5; |
|
Предел допускаемой погрешности на |
±(0,03 (где ni — используемый участок шкалы, изменяемый в пределах от 0 |
|
Размах показаний, мкм |
не |
|
Измерительное усилие, сН |
200 |
|
Вертикальный |
|
|
Диапазон измерения, мм |
до |
|
Цена деления переменная, мкм |
0,05; |
|
Диапазон измерения по шкале |
±5; |
|
Предел допускаемой погрешности на |
±(0,03 (где ni — используемый участок шкалы, изменяемый в пределах от 0 |
|
Размах показаний, мкм |
не |
|
Измерительное усилие, сН |
150 |
|
Горизонтальный |
|
|
Диапазон измерения наружных |
до |
|
Цена деления, мкм |
1,0 |
|
Диапазон измерения по шкале, мм |
0,2 |
|
Предел допускаемой погрешности, |
|
|
на участке шкалы от 0 до ±0,06 мм |
±0,2 |
|
на участке свыше ±0,06 мм |
±0,3 |
|
Размах показаний не более, мкм |
0,1 |
|
Измерительное усилие при наружных |
200,0 |
|
Вертикальный |
|
|
Диапазон измерения наружных |
до |
|
Цена деления, мкм |
1,0 |
|
Диапазон измерения по шкале, мм |
0,2 |
|
Предел допускаемой погрешности, |
|
|
на участке шкалы от 0 до ±0,06 мм |
±0,2 |
|
на участке свыше ±0,06 мм |
±0,3 |
|
Размах показаний не более, мкм |
0,1 |
|
Измерительное усилие при наружных измерениях |
200,0 |
|
Горизонтальный |
|
|
Диапазон измерения наружных |
до |
|
Цена деления, мкм |
1,0 |
|
Предел допускаемой погрешности при |
|
|
где L — измеряемый размер |
|
|
Размах показаний не более, мкм |
0,4 |
|
Измерительное усилие не более, сН |
200,0 |
|
Вертикальный |
|
|
Диапазон измерения наружных |
до |
|
Дискретность отсчета, мкм |
0,1 |
|
Предел допускаемой погрешности при |
|
|
где L — измеряемый размер, |
|
|
Размах показаний не более, мкм |
0,4 |
|
Измерительное усилие не более, сН |
200,0 |
ПРОТОКОЛ ПОВЕРКИ ПРОВОЛОЧЕК ДЛЯ ОПРЕДЕЛЕНИЯ
|
Номера |
Номинальный |
Номинальный |
Состав |
Показания |
||||||||
|
Концевая |
Проволочки |
|||||||||||
|
0 |
0 |
0 |
Верхний |
Середина |
Нижний |
|||||||
|
0,130 |
0,13 |
Отдельная |
0 |
0 |
0 |
-0,1 |
0 |
-0,1 |
0 |
-0,2 |
-0,2 |
|
|
0,130 |
0,13 |
Левая |
+0,1 |
+0,1 |
+0,1 |
-0,6 |
-0,5 |
-0,6 |
0,4 |
-0,6 |
-0,6 |
|
|
0,130 |
0,13 |
Правая |
0 |
0 |
0 |
-0,4 |
-0,1 |
-0,3 |
-0,1 |
-0,3 |
-0,4 |
Дата _______________________ Поверитель
_____________________
подпись
ПРИЛОЖЕНИЕ 8
СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ,
ПРИНАДЛЕЖАЩИХ
|
Отклонение меры от номинального |
Поправка на деформацию, мкм (+) |
Отклонение диаметров проволочек от |
Огранка, мкм |
Отклонение диаметра проволочки от |
Отметка о годности |
|||||
|
Верхний край |
Середина |
Нижний край |
||||||||
|
+0,1 |
0,07 |
+0,07 |
+,017 |
+0,07 |
+,017 |
-0,03 |
-0,03 |
0,4 |
+0,12 |
|
|
-0,53 |
-0,43 |
-0,53 |
-0,33 |
-0,53 |
-0,53 |
0,3 |
-0,43 |
|||
|
-0,23 |
+0,07 |
-0,13 |
+0,07 |
-0,13 |
-0,23 |
0,3 |
-0,03 |
_________________
Ф. И. О.
ИНФОРМАЦИОННЫЕ
ДАННЫЕ
1. РАЗРАБОТАНА И ВНЕСЕНА Министерством станкостроительной
и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
И.А. Медовой, Г.С. Кудинова, Е.В. Незабытовская
2. Утверждены НПО «ВНИИМ им. Д.И. Менделеева»
3. Зарегистрирована ВНИИМС 26.06.90
4. ВЗАМЕН ГОСТ
8.297-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ
ДОКУМЕНТЫ
Контактный интерферометр
Cтраница 2
Отечественная промышленность выпускает вертикальный ( ИКПВ) и горизонтальный ( ИКПГ) контактные интерферометры с пределами измерения соответственно 150 и 500 мм. Минимальная предельная погрешность измерений контактных интерферометров равна 0 03 мкм.
[16]
Контроль задаваемых измерительному стержню преобразователя перемещений осуществляется или по концевым мерам или с помощью образцовых отсчетных устройств ( чаще всего трубок контактных интерферометров, оптикаторов или клиновых приспособлений), а также с помощью описанных ниже специальных стендов и устройств.
[17]
Образцовые плоскопараллельные концевые меры длины 3-го разряда длиной до 100 мм поверяют по образцовым концевым мерам длины 2-го разряда техническим интерференционным методом или на контактных интерферометрах. Концевые меры 3-го разряда служат для поверки образцовых концевых мер длины 4-го разряда и концевых мер длины класса 1, а также для поверки некоторых мер и измерительных приборов, показанных на поверочной схеме.
[18]
При точных измерениях малых наружных диаметров, но при относительно высокой жесткости деталей могут быть использованы вертикальный и горизонтальный оптиметры, ультраоптиметр и вертикальный и горизонтальный контактные интерферометры.
[20]
Наличие экранов в контактных интерферометрах значительно облегчает их использование. Предельная погрешность показаний 6, мкм, зависит от числа делений п шкалы, отсчитанных от нулевого штриха, цены деления шкалы с, мкм, и погрешности измерения длины световой волны АК по аттестату ( А.
[21]
Наличие экранов в контактных интерферометрах значительно облегчает их использование.
[22]
Отечественная промышленность выпускает вертикальный ( ИКПВ) и горизонтальный ( ИКПГ) контактные интерферометры с пределами измерения соответственно 150 и 500 мм. Минимальная предельная погрешность измерений контактных интерферометров равна 0 03 мкм.
[24]
Оптические преобразователи могут быть подразделены на два вида: интерференционные и проекционные. К интерференционным, например, относится контактный интерферометр типа ПИУ, где воспринятая при помощи механического контакта измеряемая величина преобразуется в интерференционную картину.
[25]
Прецизионные измерительные системы могут быть аттестованы на контактном интерферометре типа АИУ-1, разработанном ВНИИМС, для поверки показаний измерительных головок с ценой деления шкалы от 0 01 до 0 2 мкм. В контактном интерферометре ( рис. 60) используется трубка 10 с двойным изображением полос интерференции света, имеющая экранную насадку. Ручка 3 стопорит кронштейн в выбранном положении.
[26]
Различают бесконтактный и контактный относительные методы интерференционных измерений. Первый основывается на применении бесконтактного интерференционного компаратора, второй — контактного интерферометра.
[27]
Относительный интерференционный метод измерения может быть бесконтактным или контактным. Первый основывается на применении бесконтактного интерференционного компаратора, второй — контактного интерферометра.
[28]
Оптико-механические приборы разнообразны по назначению и принципу действия как оптической, так и механической измерительных систем. К ним относятся оптикаторы, оптиметры, длиномеры, измерительные машины, контактные интерферометры, измерительные микроскопы и проекторы.
[29]
Интерферометр контактный с переменной ценой деления шкалы типа ПИУ системы И. В настоящее время завод Калибр готовит к производству новую, улучшенную модель контактного интерферометра.
[30]
Страницы:
1
2
3