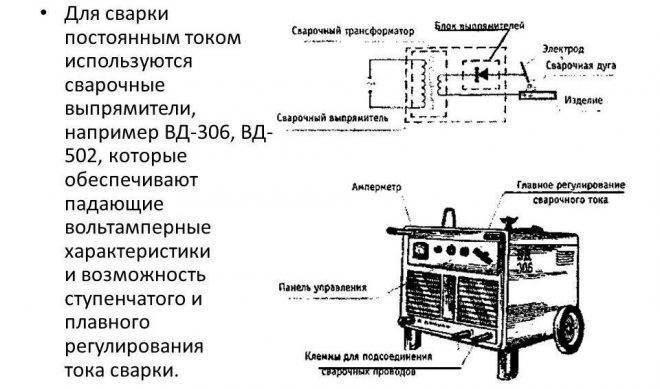
[Сварочный выпрямитель] является преобразователем напряжения переменного сетевого тока в постоянный ток. За такое изменение несут ответственность полупроводниковые диоды.
Помимо блокового преобразовывающего устройства, в конструкцию выпрямительного устройства для сварки входят:
защитные и измерительные элементы;
Вышеуказанные компоненты сварочного выпрямителя объединяются в общем блоке, при этом используется схема сварочного выпрямителя, позволяющая своими руками правильно подключить устройство.
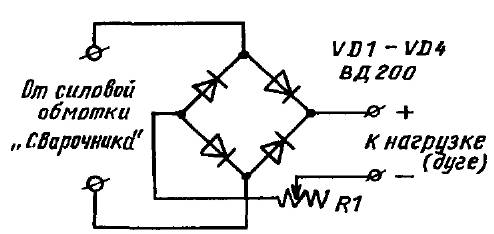
С этой целью используется две распространенных схемы, первая принципиальная схема предусматривает подключение однофазным выпрямительным мостом – аппарат будет эксплуатироваться на 2-х полупериодах; вторая схема – для нее используется подключение трехфазным выпрямительным мостом – аппарат будет функционировать за счет 2-х токопроводящих основ.
Особенности назначения выпрямительного устройства
Данная категория аппаратов применяется как генератор электрического напряжения между двумя точками, побуждающий возникновение сварочной электрической дуги.
Похожая схема применяется в электродуговом сваривании, с использованием плавких электродов с разным видом покрытия.
С помощью сварочных выпрямителей появляется возможность работать электродами с диаметром до 1,2 мм и обрабатывать разные виды сталей своими руками.
Используя электроды со специальным рабочим покрытием в сочетании со сварочным выпрямителем, можно сваривать цветмет и различные сплавы.
Также применение сварочного выпрямителя напряжения типа ВДУ, оборудованного автоматическим источником подачи присадочного материала, позволяет своими руками работать сваркой: аргонодуговой, угольной дугой, под флюсом.
Исходя из вышесказанного, можно сделать вывод: выпрямитель используется при обработке любых металлических изделий посредством напряжения постоянного тока.
Схема функционирования выпрямительных устройств
Для функционирования выпрямительного прибора применяется следующая принципиальная схема. Сетевой или генерируемый ток подается на входную обмотку трансформатора.
При помощи трансформатора снижается стандартный показатель тока до показателя, который будет соответствовать величине холостого хода сварки.
Далее осуществляется выпрямление высокочастотного тока до стабильного показателя.
Полупроводниковый диод преобразует переменный ток в постоянный ток.
Завершающий блок поддерживает, стабилизирует готовые технические характеристики, позволяет им оставаться неизменными.
По указанной схеме может эксплуатироваться любой выпрямительный вариант устройства из ниже рассмотренных моделей, цена на них также приемлема, как и технические характеристики.
Виды сварочных выпрямительных устройств
На данный момент производство выпускает выпрямительные устройства в следующих вариантах:
Выпрямитель типа ВДМ – состоит из диодного моста, который выравнивает характеристики сглаживающего конденсатора, переменного тока и понижающего трансформатора.
Сварочный выпрямитель ВДМ применяют в бытовой и коммунальной электро-хозяйственной сфере. Основным достоинством ВДМ выпрямителей является невысокая цена.
Недостаток сварочного ВДМ выпрямителя заключается в минимальном периоде включения.
Выпрямитель универсальный многопостового типа. Многопостовые сварочные выпрямители питаются от 3-х фазной электрической сети.
При этом каждый многопостовой вывод имеет индивидуальный блок управления, конструкция которого состоит из реостата управления и ограничителя регулятора (дросселя).
За счет этого многопостовые сварочные выпрямители демонстрируют высокие вольтамперные технические характеристики.
Такой аппарат может применяться при максимально длительном режиме включения.
Благодаря этому многопостовые сварочные выпрямители используются в ходе длительных и масштабных сварочных работ.
Многопостовые сварочные выпрямители нашли свое применение на заводах по изготовлению металлических конструкций, в цехах серийного производства и на стройплощадках.
Выпрямительное устройство инверторного типа – аппарат особой категории, отличающийся оригинальностью конструкции, которая обусловлена сборкой основных узлов.
Инверторный прибор состоит из электрического фильтра, сглаживающего на порядок активное напряжение переменного тока.
За фильтром место понижающего трансформатора, который оперирует высокочастотными токами, за ним находится мост. Благодаря подобной сборке, инверторный прибор помещается в компактном корпусе.
Подобные выпрямители удобны в транспортировке, поэтому им отдают предпочтение домашние умельцы и хозяева аварийных бригад, которым приходится всегда возить с собой подобное оборудование, цена на него не слишком высока.
Как видно из вышесказанного, современное производство предлагает потребителям разные виды выпрямительных устройств для сварочных аппаратов, при этом их цена может составлять от 10 тыс. до 100 тыс. рублей.
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Выпрямительному устройству модели 1202 все чаще отдают предпочтение профессионалы, так как возможно его применением с удвоением мощности напряжения.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Прибор ВД 306 М1 используют при сварке электродами с покрытием. Устройство ВД 306 М1 позволяет обрабатывать стальные детали.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Виды сварки и устройство выпрямителя
Существует масса новейших методов соединения металлов и их сплавов, как правило, они основаны на лёгких и надёжных мобильных, инверторных, сварочных аппаратах. Эти изделия работают на принципе выпрямителя, но их конечные характеристики, отличаются от традиционных устройств. К относительно новым видам сварки относятся следующие способы соединения металлов:
- Сварка методом MIG/MAG, которая работает на принципах сварки металлов в активной или защитной среде газа с полуавтоматической подачей присадочной проволоки в зону плавления;
- сварка методом TIG, где процесс происходит в защитной среде инертного газа, с использованием неплавких электродов и наплавляемой полосы присадочного материала;
- сварка методом ММА, где используются принципы инвертора в режиме постоянного тока, но электроды, покрытые и возможна смена полярности.
Популярность высокотехнологичных методов вполне объяснима, но не утрачивает значение и использование старых методов сварки металлов. Причина заключается в предсказуемости параметров, глубине провара и использовании доступных комплектующих.
Основным недостатком метода сварки, с применением выпрямителя, кроме большого веса, является его нагрузка на питающие электросети общего использования. Это воздействие снижается за счёт питания через трёхфазное напряжение 380 V, оно же позволяет перераспределить нагрузку во вторичной цепи и создать многопостовые выпрямители.
Констукция устройства
Конструктивно устройство выпрямления напряжения и создания мощного сварочного тока выглядит следующим образом, а именно:
- необходимость понижения входного напряжения означает наличие трансформатора, он преобразует переменный 50 Гц ток 220/380 В, в низковольтное напряжение;
- мощный диодный мост выпрямляет переменное напряжение в циклическое постоянное;
- сглаживающий конденсаторный фильтр большой ёмкости, преобразует пульсирующее напряжение в, практически, линейное постоянное напряжение;
- блок регулировки силы тока;
- дроссели, ограничивающие нарастание сварочного тока.
Конструкция аппаратов может несколько отличаться от упрощённой схемы для улучшения технических характеристик, но по этому принципу можно собрать выпрямитель своими руками. Он позволит выполнять простые сварочные работы дома и на даче.
Сварочный выпрямитель: принцип работы и характеристики
Принцип работы сварочного трансформатора заключается в том, что он работает на переменном токе 220/380 V с понижением напряжения во вторичной обмотке, а устройство выпрямителя подразумевает наличие мощного диодного моста после вторичной, понижающей обмотки трансформатора. Такое конструктивное решение даёт преимущества при регулировке сварочного тока и может быть организовано по следующим схемам:
- выпрямление однофазное, более подходит для бытовых условий и отличается сравнительной простотой;
- выпрямление по трёхфазной схеме, делает возможным снижение пульсации в первичной и вторичной обмотках;
- схема выпрямления по шестифазной системе, позволяющая организовать многопостовой сварочный пункт.
Кроме того, сварочный выпрямитель дуга, которого позволяет добиться устойчивого плавления покрытого электрода и соединяемых заготовок, может отличаться по способам регулирования выходных характеристик, а именно:
- трансформаторная регулировка достигается изменением схемы подключения обмоток;
- регулировка характеристик с помощью дросселя и мощного реостата;
- тиристорная или транзисторная регулировка с кольцевой, трёхфазной или шестифазной схемой выпрямления.
С помощью марки изделия и руководства по эксплуатации можно определить вольт-амперные характеристики конкретного изделия, которые могут быть падающими, пологопадающими и жёсткими или комбинированными. Например, выпрямитель ВД 306 сконструирован, как аппарат с падающей характеристикой, а аппараты серии ВДГ и ВС имеют жёсткую характеристику и предназначены для сварки в защитном газе плавящимися электродами.
Так, выпрямитель ВСВУ-160 предназначен для сварки неплавящимися электродами, поэтому перед приобретением агрегата необходимо предварительно ознакомиться с инструкцией и техническими характеристиками модели. При этом ВСВУ обладает всеми свойствами универсального аппарата. 
Модели сварочных выпрямителей и их параметры
Стабильные технические характеристики, простота и малая зависимость от перепадов температуры заставляют потребителей забыть о большой массе сварочных выпрямителей, хотя эти показатели находятся в пределах от 30 кг до 900 кг. Вес выпрямителей объясняется наличием тяжёлых трансформаторов и силовых полупроводниковых элементов с радиаторами охлаждения, а также необходимо учитывать систему охлаждения и вес корпуса. Это обстоятельство становится маловажным, особенно при организации производственного процесса с большим количеством сварочных постов. Рассмотрим параметры такого аппарата.
Мощный выпрямитель ВДМ-1201 У3 используется для ручной дуговой сварки и питает постоянным током многопостовой рабочий пункт. Этот аппарат подходит для профессиональной поточной сварки металлоконструкций в холодных или отапливающих помещениях и обладает следующими характеристиками:
- напряжение питания 380 В, трёхфазное;
- потребляемая мощность 102 кВА, при потребляемом токе 160 А;
- на выходе выдаёт сварочный ток 1250 А, на каждый пост от 60 до 315 А;
- КПД равно 80%, а класс защиты IP-23;
- продолжительность работы ПВ 100% и на каждый пост не менее 60%;
- холостой ход с напряжением 80 В, обслуживает до 8 постов;
- крутизна вольт-амперной характеристики 0,02 В/А;
- вес 400 кг и срок службы не менее 5 лет.
Нужно отметить наличие регулировки тока сварки непосредственно с рабочего места, которое может быть удалено от самого аппарата. Имеется индикация режимов работы агрегата и эффективная система охлаждения. Следует отметить, что, несмотря на несколько устаревшую конструкцию, сварочные выпрямители в состоянии составить конкуренцию некоторым современным аппаратом, более дёшевы и долговечны.
Что имеем в итоге?
Подводя итоги, нужно сказать, что выбор каждого человека определяется решаемыми задачами и денежными ресурсами, но выбор выпрямителя, особенно для производства, будет верным решением. Мы рассказали о свойствах трансформаторных выпрямителей, основных характеристиках и принципе действия и надеемся, что эта информация будет вам полезна.
Выпрямитель сварочный бытовой ,, Контакт,, .Напряжение — 220 в Мощность — 4 квт Ток нагрузки — постоянный и переменный Ток сварки — 65, 80, 100 А Ток запуска 120 А Ток заряда 0 . 9 А Частота 50 Гц Режим работы повторно — кратковременный 14 мин . Имеется сварочная маска.
Общая информация
Выпрямитель для сварки — это один из классических типов сварочного оборудования наравне с трансформатором. Он применяется уже ни одно десятилетие и сумел в полной мере раскрыть все свои достоинства и недостатки. Основная функция выпрямителя — преобразование переменного тока в постоянный, чтобы использовать его для поджига дуги и дальнейшего формирования шва.
Стандартный выпрямитель для ММА сварки (ручная дуговая сварка с использованием электрода с покрытием) состоит из силовой части (чаще всего трансформатора), выпрямительного блока, а также из компонентов, выполняющих роль защиты, запуска и регулировки аппарата.

Это простейшее описание, по которому можно понять устройство сварочного выпрямителя. Конечно, на деле все гораздо сложнее. Каждый компонент, будь то силовой трансформатор или выпрямительный блок, состоит из множества дополнительных элементов.
Но, несмотря на кажущуюся сложность устройства аппарата, он все еще гораздо надежнее инвертора или полуавтомата. А все потому, что в его основе не используются электронные компоненты. А ведь именно они чаще всего выходят из строя, если вы используете инвертор. Феноменальная надежность — это основное достоинство выпрямителя по сравнению с другими аппаратами (не считая сварочного трансформатора).
При желании можно собрать сварочный выпрямитель своими руками в домашних условиях. Конечно, если вы обладаете достаточными навыками. Тем более, схема сварочного выпрямителя есть в открытом доступе и ее несложно найти при необходимости.

Существует много разновидностей сварочных выпрямителей. Основные отличия заключаются в их силовой части. В продаже есть выпрямители на основе трансформатора, с дросселем, с тиристорами, с транзисторами и даже есть инверторный выпрямитель. У каждого типа есть свои достоинства и недостатки, но на деле больших отличий при использовании вы не заметите. Так что выбирайте аппарат исходя из технических характеристик и стоимости.
Модели сварочных выпрямителей и их параметры
Стабильные технические характеристики, простота и малая зависимость от перепадов температуры заставляют потребителей забыть о большой массе сварочных выпрямителей, хотя эти показатели находятся в пределах от 30 кг до 900 кг. Вес выпрямителей объясняется наличием тяжёлых трансформаторов и силовых полупроводниковых элементов с радиаторами охлаждения, а также необходимо учитывать систему охлаждения и вес корпуса. Это обстоятельство становится маловажным, особенно при организации производственного процесса с большим количеством сварочных постов. Рассмотрим параметры такого аппарата.
Мощный выпрямитель ВДМ-1201 У3 используется для ручной дуговой сварки и питает постоянным током многопостовой рабочий пункт. Этот аппарат подходит для профессиональной поточной сварки металлоконструкций в холодных или отапливающих помещениях и обладает следующими характеристиками:
- напряжение питания 380 В, трёхфазное;
- потребляемая мощность 102 кВА, при потребляемом токе 160 А;
- на выходе выдаёт сварочный ток 1250 А, на каждый пост от 60 до 315 А;
- КПД равно 80%, а класс защиты IP-23;
- продолжительность работы ПВ 100% и на каждый пост не менее 60%;
- холостой ход с напряжением 80 В, обслуживает до 8 постов;
- крутизна вольт-амперной характеристики 0,02 В/А;
- вес 400 кг и срок службы не менее 5 лет.
Нужно отметить наличие регулировки тока сварки непосредственно с рабочего места, которое может быть удалено от самого аппарата. Имеется индикация режимов работы агрегата и эффективная система охлаждения. Следует отметить, что, несмотря на несколько устаревшую конструкцию, сварочные выпрямители в состоянии составить конкуренцию некоторым современным аппаратом, более дёшевы и долговечны.
Принцип работы
Принцип работы сварочного выпрямителя можно описать довольно просто. Сначала аппарат понижает получаемое напряжение сети 380В до параметра напряжения холостого хода. Затем он преобразовывает переменный ток в постоянный. И в конечном итоге производится регулировка сварочного тока. Можно приступать к сварке.
В этом смысле трансформаторы и выпрямители очень похожи. Отличие заключается в типе получаемого тока: трансформатор использует для сварки переменный ток, а выпрямитель — постоянный.
В остальном оба аппарата похожи. При этом варить на постоянном токе гораздо проще, чем на переменном. Поэтому трансформатор — это тот же выпрямитель, только еще более сложный в применении.
Специфика выбора надежного сварочного выпрямителя
При выборе сварочного выпрямителя наиболее важными для покупателей выступает сразу несколько характеристик. Среди которых:
- материал для сварки;
- условия работы;
- имеющиеся денежные средства.
В бытовом и профессиональном секторе наиболее оптимальным решением становятся однопостовые сварочные выпрямители. При своей достаточно приемлемой стоимости они обладают целым спектром очевидных преимуществ. Аппараты позволяют получать качественные сварные соединения в любых условиях, неприхотливы и дешевы в обслуживании. Они способны работать с наиболее распространенными видами сырья: углеродистые и низколегированные стали. Агрегаты легко обеспечивают постоянный ток в течение продолжительного периода времени для выполнения широкого спектра сварочных операций, включая наплавку и резку.
Достоинства и недостатки
Преимущества сварочных аппаратов-выпрямителей в основном заключаются в большой надежности агрегата. Аппарат может использовать практически в любых условиях, даже если вокруг грязь, пыль и прочие «недруги», способные на раз-два уничтожить инвертор. Также с помощью выпрямителя можно выполнять сложные сварочные работы. Например, варить нержавеющую сталь или цветной металл.
При умелом поджиге дуга горит очень стабильно и позволяет вести аккуратный шов. Также выпрямитель можно использовать для большинства ходовых сварочных технологий, начиная от MMA, заканчивая TIG, MIG, MAG технологиями. Еще один немаловажный плюс — это возможность организации сразу нескольких сварочных постов от одного аппарата. Это значит, что вы сразу несколько человек могут варить, используя один лишь выпрямитель. Такой аппарат называется выпрямитель сварочный многопостовой и применяется на производстве.
Недостатки у такого аппарата тоже есть, и порой они критичны. Первое, что вам нужно знать — выпрямитель очень тяжелый и неповоротливый. У вас не получится в одиночку закинуть его в багажник и отвезти на дачу. Также могут быть трудности с транспортировкой аппарата на стройплощадку.
Еще один минус — это высокая стоимость комплекта оборудования. Сам выпрямитель стоит не очень дорого, а вот сопутствующее ему оборудование может оказаться не по карману. Впрочем, об этом мы подробнее рассказываем далее. Также учитывайте, что выпрямитель потребляет очень много электроэнергии, и вы можете быть не готовы к большим счетам.
Последний минус, который можно назвать одновременно плюсом — это необходимость высокой квалификации для формирования качественного шва. Если вы новичок, то будьте готовы к годам постоянной практики. С другой стороны, если вы научитесь варить выпрямителем, то после него сможете варить чем угодно. И это несомненное достоинство.
Принцип работы и схемы
Если для маломощных схем постоянного тока применяют однотактные или мостовые однофазные выпрямители, то для питания более мощных нагрузок необходимы порой выпрямители трехфазные. Трехфазные выпрямители позволяют получать большие величины постоянных токов с малыми уровнями пульсаций выходного напряжения, что сказывается на снижении требований к характеристикам сглаживающего выходного фильтра. Итак, для начала рассмотрим однотактный трехфазный выпрямитель, изображенный на рисунке ниже:
В приведенной на рисунке однотактной схеме к выводам вторичных обмоток трехфазного трансформатора подключены всего три выпрямительных диода. Нагрузка присоединена к цепи между общей точкой, в которой сходятся катоды диодов, и общим выводом трех вторичных обмоток трансформатора. Давайте теперь рассмотрим временные диаграммы токов и напряжений, имеющих место во вторичных обмотках трансформатора и на одном из диодов трехфазного однотактного выпрямителя:

Некоторым устройствам постоянного тока требуется большее напряжение питания, чем может дать однотактная схема, приведенная выше. Поэтому в некоторых случаях больше подходит схема трехфазного двухтактного выпрямителя. Принципиальная его схема приведена на рисунке ниже. Как мы уже отмечали, требования к фильтру снижаются, вы сможете увидеть это по диаграммам. Данная схема известна как трехфазный мостовой выпрямитель Ларионова:
Взгляните теперь на диаграммы и сравните их с однотактной схемой. Выходное напряжение в мостовой схеме легко представляется в виде суммы напряжений как бы двух однотактных выпрямителей, работающих в противоположных фазах. Напряжение Ud = Ud1+Ud2. Количество фаз на выходе очевидно больше и частота пульсаций сети больше.
В данном конкретном случае – шесть фаз постоянного напряжения вместо трех, которые были в однотактной схеме. Вот почему требования к сглаживающему фильтру снижаются, и в некоторых случаях без него можно полностью обойтись.
Три фазы обмоток вкупе с двумя полупериодами выпрямления дают основную частоту пульсаций равную шестикратной частоте сети (6*50 = 300). Это видно по диаграммам напряжений и токов. Мостовое включение можно рассмотреть как объединение двух однотактных трехфазных схем с нулевой точкой, причем диоды 1, 3 и 5 — это катодная группа диодов, а диоды 2, 4 и 6 — анодная группа. Два трансформатора будто бы объединены в один. В каждый момент прохождения тока через диоды – в процессе участвуют одновременно два диода — по одному из каждой группы.
Интересно почитать: что такое клистроны.
Открывается катодный диод, к которому приложен более высокий потенциал относительно анодов противоположной группы диодов, и в анодной группе открывается именно тот из диодов, потенциал к которому приложен более низкий по отношению к катодам диодов катодной группы.
Будет интересно➡ Что такое электродвижущая сила (ЭДС) и как ее рассчитать

Переход рабочих промежутков времени между диодами происходит в моменты естественной коммутации, диоды работают по порядку. В итоге потенциал общих катодов и общих анодов может быть измерен по верхней и нижней огибающим графиков фазных напряжений (см. диаграммы). Мгновенные значения выпрямленных напряжений равны разности потенциалов катодной и анодной групп диодов, то есть сумме ординат на диаграмме между огибающими.
Выпрямленный ток вторичных обмоток показан на диаграмме для активной нагрузки. Таким же образом можно получить от трехфазного трансформатора более шести фаз постоянного напряжения: девять, двенадцать, восемнадцать и даже больше. Чем больше фаз (чем больше пар диодов) в выпрямителе, тем меньше уровень выходных пульсаций напряжения.

Мостовой тип устройства
Трехфазная мостовая схема выпрямления использует шесть диодов (или тиристоров, если требуется управление). Выходное напряжение характеризуется тремя значениями: минимальным U, средним U и пиковым напряжением. Полноволновой трехфазный выпрямитель похож на мост Гейца. Схема полноволнового трехфазного устройства. Обычный трехфазный выпрямитель не использует нейтраль. Для сети 230 В / 400 В между двумя входами выпрямителя. Действительно, между 2 входами всегда есть составное напряжение U (= 400 В). Неконтролируемое устройство означает, что нельзя отрегулировать среднее выходное U для этого входного U. Неконтролируемое выпрямление использует диоды.

Управляемый выпрямитель позволяет регулировать среднее выходное напряжение, воздействуя на задержки срабатывания тиристора (используется вместо диодов). Эта команда требует сложной электронной схемы.
Диод ведёт себя как тиристор, загружаемый без задержки. Выходное U трехфазного выходного напряжения. Всего 7 кривых: 6 синусоид и красная кривая, соединяющая верхнюю часть синусоид («синусоидальные шапки»). 6 синусоидов представляют собой 3 напряжения, составляющие U между фазами и 3 одинаковыми напряжениями, но с противоположным знаком:
U31 = -U13U23 = -U32U21 = -U12.
Красная кривая представляет U на выходе выпрямителя, то есть на клеммах резистивной нагрузки. Это U не относится к нейтрали. Она плавает. Это U колеблется между 1,5 В max и 1,732 Вmax (корень из 3). Umax — пиковое значение одного напряжения и составляет 230×1,414 = 325 В.
Свойства трехфазного напряжения
Кривая, действующая только на резистивной нагрузке, неконтролируемое выпрямление (с диодами), не возвращается на ноль, в отличие от моночастотного устройства (мост Грейца). Таким образом, пульсация значительно ниже и размеры индуктора и / или сглаживающего конденсатора менее ограничительны, чем для моста Гейца. Для получения ненулевого выходного U требуется по меньшей мере две фазы. Минимальное, максимальное и среднее значение напряжения. Численно, для сети 230 В / 400 В выпрямленное напряжение колеблется между минимальным напряжением: 1,5 В мин = 1,5 х (1,414×230) = 488 В, и максимальным: 1,732 Вмакс = 1,732 х (1,414×230) = 563 В.
Среднее значение трехфазного выпрямленного напряжения: avg = 1,654Vmax = 1,654 x (1,414×230) = 538 В. Выходное напряжение трехфазного выходного выпрямителя (зум). 3-фазный полноволновый выпрямитель MDS 130A 400V. 5 терминалов: 3 фазы, + и -. Этот выпрямитель содержит 6 диодов. Таким образом, можно суммировать следующие моменты:
- 6 диодов, 2 диода на фазу — слабая пульсация по сравнению с одноволновым выпрямителем (мост Гейца);
- среднее значение выпрямленного напряжения: 538 В для сети 230 В / 400 В;
- нейтраль не используется трехфазным выпрямителем.
Интересно почитать! Что такое варистор и где его применяют.
Работа диодного моста
Он состоит из четырёх диодов, и эта конфигурация подключается через нагрузку. Во время положительного полупериода входных сигналов диодов D1 и D2 в прямом направлении смещены, а D3 и D4 обращены назад. Когда напряжение, превышающее пороговый уровень диодов D1 и D2, начинает проводиться — ток начинает протекать через него, как показано на рисунке ниже на красной линии. Во время отрицательного полупериода входного сигнала AC диоды D3 и D4 смещены вперёд, а D1 и D2 обращены в обратном направлении. Ток нагрузки начинает протекать через диоды D3 и D4, когда эти диоды начинают проводить, как показано на рисунке.
Будет интересно➡ Что такое электролиз и где он применяется на практике
В обоих случаях направление тока нагрузки одинаковое, как показано на рисунке одностороннее, что означает DC. Таким образом, при использовании мостового выпрямителя входной ток AC преобразуется в DC. Выход на нагрузке с помощью этого мостового выпрямителя имеет пульсирующий характер, но для получения чистого DC требуется дополнительный фильтр, такой как конденсатор. Такая же операция применима для различных мостовых выпрямителей, но в случае управляемых выпрямителей запускается тиристор, чтобы управлять током для нагрузки.
Режим 1 (от α до π). В положительном полупериоде подаваемого переменного сигнала SC1 T1 и T2 являются прямым смещением и могут быть включены под углом α. Напряжение нагрузки равно положительному мгновенному напряжению питания AC.
Режим 2 (π toπ + α). При wt = π входное питание равно нулю, а после π оно становится отрицательным. Но индуктивность противодействует любым изменениям для поддержания DC нагрузки и в том же направлении.

Особенности использования
Первое, на что нужно обратить внимание, если вы хотите использовать выпрямитель в быту — это напряжение вашей электросети. Вряд ли оно превышает 220В, а зачастую цифра даже меньше. Конечно, в продаже существуют аппараты, способные работать от напряжения 220В, но они встречаются редко. Большинство выпрямителей требуют 380В для полноценной работы. Такую электросеть еще называют промышленной трехфазной. Чтобы решить эту проблему, необходимо использовать генератор, выдающий 380В.
Отсюда вытекает главный недостаток выпрямителя. Это мощный аппарат, дающий вам множество возможностей, который при этом стоит не очень дорого. Но для его работы придется докупать недешевый генератор и каждый раз возиться с подключением. Именно по этой причине многие новички предпочитают купить маломощный инвертор и включить его в розетку, вместо того, чтобы мучиться с трансформатором или выпрямителем.

Также учитывайте, что для стабильной работы недостаточно просто подключить выпрямитель к 380В и приступить к работе. Выпрямитель (как и трансформатор) очень требователен к самой электросети. Она должна быть не просто стабильна, но и иметь запас по мощности. Это необходимо для поджига дуги и ее стабильного горения.
Также учитывайте, что с выпрямителем не так просто поджечь дугу, даже если с напряжением в сети все отлично. Здесь важно иметь навык или просто много практиковаться. Выпрямитель не оснащен дополнительным функционалом вроде форсажа дуги или горячего старта. Так что вам придется поджигать дугу, опираясь на свой опыт и навыки.
Что такое сварочный выпрямитель
Устройство является преобразовательным блоком с возможностью регулировки силы тока (ампераж) и напряжения (вольтаж). На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
В зависимости от назначения выпрямители отличаются уровнем сложности и функционалом. Тем не менее, принципиальная рабочая схема остается типовой. Его основу составляет преобразователь – трансформатор, модулирующий нужное для конкретной ситуации напряжение. Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Разновидности выпрямительных устройств

В зависимости от внешних характеристик, различают три типа сварочных выпрямителей:
- Крутопадающие внешние характеристики. Такие аппараты востребованы для ручной дуговой сварки и для работы с неплавящимся электродом в среде защитных газов. В устройство выпрямителей входит понижающий трансформатор с высоким рассеиванием магнитного поля. Сварочный ток настраивается путем корректировки дистанции между первичной и вторичной обмотками трансформатора.
- Жесткие внешние характеристики. Выпрямители этого типа используются для сварочных работ с плавящимся электродом в углекислом газе или другой защитной газовой среде, под флюсом, с использованием порошковой проволоки.
- Универсальные. Такие устройства позволяют получать падающие и жесткие внешние характеристики. Поэтому они подходят для широкого перечня сварочных процессов – ручных и автоматизированных, плавящимися и неплавящимися электродами, в газовых средах, под флюсом. В конструкцию входят понижающий трансформатор и дроссели насыщения.
Сварочные выпрямители на диодных мостах с различными техническими характеристиками дают возможность сваривать металлические элементы толщиной от 1 до 50 мм. Они удобны в работе и обслуживании, просты в настройке, мобильны. К недостаткам можно отнести слабую устойчивость к перепадам напряжения питающего тока и длительным коротким замыканиям.
Устройство и принцип работы сварочного выпрямителя
Ниже перечислены основные элементы, которые включаются в любую схему оборудования такого рода. Итак, сварочный выпрямитель состоит из:
- трансформатора – узла, позволяющего регулировать напряжение. Сетевой ток проходит через трансформатор и преобразуется. В результате снижается силовая нагрузка;
- блока выпрямления, который состоит из набора полупроводников, преобразующий переменный ток в постоянный;
- регуляторов частотности и силы тока;
- накопителей – сглаживают импульсы.
Чтобы разобраться в принципе работы оборудования, необходимо обратить внимание на механику работы полупроводников. Они открыты для прохождения электродов исключительно в положительном полупериоде. При условии, что схема содержит несколько полупроводников генерируется соответствующее количество полупериодных кривых. Они накладываются друг на друга, образуя постоянное напряжение.
Принцип действия
Если описать процесс работы сварочного трансформатора, он будет выглядеть так:
- На входную обмотку силового элемента подается переменный ток (сетевой).
- Здесь стандартная величина тока уменьшается до значения, соответствующего холостому ходу сварки.
- На выпрямляющем элементе происходит стабилизация тока до постоянной величины, а полупроводниковый диод преобразует импульсный ток в постоянный.
- За счет устройства регулирования полученные значения силы тока стабилизируются и поддерживаются на стабильном уровне.
По подобной схеме эксплуатируется любой сварочный аппарат постоянного тока, однако кажущаяся простота работы не должна вводить пользователя в заблуждение. Есть несколько недостатков, осложняющих сварочный процесс.
Использование сварочных выпрямителей
Сварочные выпрямители применяются в работе при прямой и обратной полярности, с низкими и высокими токами. При выборе силовых параметров учитывается толщина заготовки, пластичность и тугоплавкость материала.
Устройства подходят для подключения:
- тугоплавких вольфрамовых электродов;
- легкоплавных угольных расходников;
- насадок автоматов и полуавтоматов.
Принципиальная схема сварочного выпрямителя всегда идет в комплекте к оборудованию. Она используется специалистами при необходимости ремонта сварочного аппарата.
Область применения
Сфера использования устройств определяется конкретными их компонентами, а также требованиями к электрическим сетям.

Если при сварочных работах требуется выполнить глубокий провар детали, а также минимизировать разбрызгивание металла, аппараты вновь станут незаменимы. Однако где бы не применялись устройства, необходимо обеспечить их хранение в сухом месте. Тогда они прослужат дольше.
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
- регулировка осуществляется посредством изменений в работе трансформатора;
- модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
- тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
- транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
- инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
- Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
- Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
- Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Конструкционные особенности и принцип действия полупроводниковых сварочных выпрямителей
Конструкция выпрямителя в классическом варианте включает следующие компоненты:
- Диодные мосты. Диоды в сварочных выпрямителях собирают по мостовым схемам – одно- или трехфазной. Востребована трехфазная схема, обеспечивающая стабильность сварочной дуги, она подходит для элементов различной толщины, позволяет осуществлять не только сварку, но и резку. Для резки устанавливают высокое значение силы тока.
- Понижающий трансформатор. На этом устройстве происходит уменьшение напряжения и повышение силы тока.
- Охлаждающая система. Обычно это вентилятор, обеспечивающий постоянный воздушный поток к полупроводниковым элементам, которые нагреваются во время работы. В некоторых аппаратах устанавливают датчики перегрева.
- Датчики контроля напряжения. При напряжении питания, превышающем предельное значение, датчики подают сигнал автомату на отключение.
- Пусковая и измерительная аппаратура.
- Регуляторы, позволяющие установить значения тока в соответствии с толщиной свариваемого металла.
Принцип работы сварочного выпрямителя
- Ток из электросети или от электрогенератора попадает на первичную обмотку понижающего трансформатора.
- На вторичную обмотку поступает ток пониженного напряжения и повышенной силы.
- Ток пониженного напряжения поступает на выпрямительные диодные мосты. Полупроводниковые элементы открывают ток в одном направлении, и закрывают – в противоположном. Производители чаще всего используют селеновые и кремниевые полупроводники. Селеновые элементы стоят недорого и способны выдерживать значительные перегрузки, кремниевые обеспечивают высокий КПД, но плохо переносят перегрузки.
Виды регулирования силы тока на выходе:
- Ступенчатая регулировка – наиболее часто встречающийся вариант. Разные модели могут иметь разный шаг, но в любом варианте такая настройка является грубой.
- Тонкая настройка. Осуществляется методом дроссельного насыщения. Дроссель (комплекс из нескольких катушек) устанавливается между диодами и трансформатором.
- Точная регулировка с использованием тиристорного блока.
Точность регулировки напрямую влияет на удобство проведения работ и качество полученного результата.
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Достоинства и недостатки
Преимущества сварочных аппаратов-выпрямителей в основном заключаются в большой надежности агрегата. Аппарат может использовать практически в любых условиях, даже если вокруг грязь, пыль и прочие «недруги», способные на раз-два уничтожить инвертор. Также с помощью выпрямителя можно выполнять сложные сварочные работы. Например, варить нержавеющую сталь или цветной металл.
При умелом поджиге дуга горит очень стабильно и позволяет вести аккуратный шов. Также выпрямитель можно использовать для большинства ходовых сварочных технологий, начиная от MMA, заканчивая TIG, MIG, MAG технологиями. Еще один немаловажный плюс — это возможность организации сразу нескольких сварочных постов от одного аппарата. Это значит, что вы сразу несколько человек могут варить, используя один лишь выпрямитель. Такой аппарат называется выпрямитель сварочный многопостовой и применяется на производстве.
Недостатки у такого аппарата тоже есть, и порой они критичны. Первое, что вам нужно знать — выпрямитель очень тяжелый и неповоротливый. У вас не получится в одиночку закинуть его в багажник и отвезти на дачу. Также могут быть трудности с транспортировкой аппарата на стройплощадку.
Еще один минус — это высокая стоимость комплекта оборудования. Сам выпрямитель стоит не очень дорого, а вот сопутствующее ему оборудование может оказаться не по карману. Впрочем, об этом мы подробнее рассказываем далее. Также учитывайте, что выпрямитель потребляет очень много электроэнергии, и вы можете быть не готовы к большим счетам.
Последний минус, который можно назвать одновременно плюсом — это необходимость высокой квалификации для формирования качественного шва. Если вы новичок, то будьте готовы к годам постоянной практики. С другой стороны, если вы научитесь варить выпрямителем, то после него сможете варить чем угодно. И это несомненное достоинство.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Преимущества и минусы

Главным достоинством выпрямителей считается то, что они могут работать практически при любых условиях. Им не помешает грязная среда, множество пыли и ограниченное место работы.
При помощи агрегата можно даже варить нержавейку или цветные конструкции.
Если поджигать арку умело, то она будет гореть стабильно, а шов получится ровным. Выпрямители активно применяют почти во всех существующих технологиях, если идет речь о ходовой сварке.
Выпрямитель актуальны для ММА-сварки, а также работах по технологиям TIG, MAG и MIG. Кроме этого, один и тот же аппарат одновременно могут эксплуатировать 2-3 человека.
Это возможно благодаря существованию не одного поста для работы. Подобные сварочные выпрямители активно применяются на крупномасштабном производстве. Коллективная работа в несколько раз повышает производительность труда.
Если говорить о минусах сварочных выпрямителей, в первую очередь стоит отметить его большой вес. Аппарат достаточно сложно перемещать с места на место или перевозить куда-либо.
Для этого вам понадобятся напарники и специальное оборудование. У вас не получится просто погрузить аппарат в кузов или прицеп и отвезти в место назначения. Придется потрудиться.
Чтобы купить полный комплект, нужно потратить не одну сотню долларов. Кроме этого, сварочные выпрямители не очень выгодные с точки зрения потребления электроэнергии. Вы можете быть крайне удивлены, когда получите коммунальные счета на оплату.
Выполнять работу на таком аппарате смогут только те, у кого есть опыт работы в сварочном деле. Когда новичок берёт его в руки, то ему нужно практиковаться не один год.
Но только тогда, когда у вас получится научиться варить с выпрямителем, остальные механизмы будут даваться вам легко.
Специфика применения

Чтобы начать работу, нужно побеспокоиться о том, как обеспечить необходимое напряжение электросети. Обычный сварочный выпрямитель как правило требует 380В, а не с 220В, как в жилом доме.
Мы должны проверить, чтобы сеть выдавала необходимый объём напряжения. Такая мощная электросеть называется промышленной трехфазной. Для решения вопроса необходимо купить генератор, который будет выдавать нужные показатели.
Новичков это может отпугнуть, потому что такие механизмы стоят больше десятка долларов. Для того, чтобы работа была грамотной, стоит покупать дорогой генератор и подключать его каждый раз.
Поэтому многие начинающие сварщики отдают предпочтение упрощенным инверторам. С ним трудится просто: просто подключил в розетку и начинаешь варить. Не нужны никакие дополнительные конструкции или действия.
Для стабильной работы сварочного выпрямителя необходимо не только подключить его к нужной сети, но и обеспечить стабильность напряжения. Она должна обладать запасом для отжига арки и быть стабильной в процессе эксплуатации.
Необходимо не забывать, что при использовании выпрямителя очень сложно поджечь дугу. Это вопреки тому, что напряжение будет стабильно.
В подобных вопросах важен опыт и наличие практики. Взаимодействовать с дугой необходимо самостоятельно, опираясь на свои знания.
При этом сварочный выпрямитель считают стабильным агрегатом, с которым необходимо работать. Он удобный в использовании и имеет высокую известность в 21 веке.
Значимый плюс, о котором нужно вспомнить — возможность использования аппарата при любых условиях (мороз, жара, дождь). Он легко выдерживает удары и перемещения на километровые расстояния, а еще — непростые условия хранения.
Виды сварочных выпрямителей
Аппараты классифицируют по разным показателям. Например, по сфере применения: бытовые, профессиональные и полупрофессиональные модели. Разница между тремя этими классами выпрямителей заключается в рабочем напряжении. Различают аппараты и по способу регулировки напряжения: витковому, магнитному, импульсному и фазовому.
Сварочные выпрямители, в свою очередь, могут различаться количеством фаз: от 1 до 3. Однофазное оборудование – бытовое, его применяют только при одном держателе электродов. Трехфазные модели состоят из 6-12 полупроводниковых диодов, подключенных параллельно. Для двухфазного оборудования характерно последовательное или параллельное подключение мостов. Наибольшим спросом пользуются трехфазные, поскольку они способны работать с металлом разной толщины.
Для бытового использования обычно выбирают инверторные модели. Конструктивно они отличаются тем, что напряжение понижает трансформатор, а за подачу постоянного напряжения – выпрямляющий блок. Преобразование значений происходит при высокой частоте.
Сварочный выпрямитель: принцип работы и характеристики
Принцип работы сварочного трансформатора заключается в том, что он работает на переменном токе 220/380 V с понижением напряжения во вторичной обмотке, а устройство выпрямителя подразумевает наличие мощного диодного моста после вторичной, понижающей обмотки трансформатора. Такое конструктивное решение даёт преимущества при регулировке сварочного тока и может быть организовано по следующим схемам:
- выпрямление однофазное, более подходит для бытовых условий и отличается сравнительной простотой;
- выпрямление по трёхфазной схеме, делает возможным снижение пульсации в первичной и вторичной обмотках;
- схема выпрямления по шестифазной системе, позволяющая организовать многопостовой сварочный пункт.
Кроме того, сварочный выпрямитель дуга, которого позволяет добиться устойчивого плавления покрытого электрода и соединяемых заготовок, может отличаться по способам регулирования выходных характеристик, а именно:
- трансформаторная регулировка достигается изменением схемы подключения обмоток;
- регулировка характеристик с помощью дросселя и мощного реостата;
- тиристорная или транзисторная регулировка с кольцевой, трёхфазной или шестифазной схемой выпрямления.
С помощью марки изделия и руководства по эксплуатации можно определить вольт-амперные характеристики конкретного изделия, которые могут быть падающими, пологопадающими и жёсткими или комбинированными. Например, выпрямитель ВД 306 сконструирован, как аппарат с падающей характеристикой, а аппараты серии ВДГ и ВС имеют жёсткую характеристику и предназначены для сварки в защитном газе плавящимися электродами.
Очень важно, для обеспечения качества, подобрать вольтамперные характеристики модели для выполнения тех работ, которыми вы будете заниматься.
Так, выпрямитель ВСВУ-160 предназначен для сварки неплавящимися электродами, поэтому перед приобретением агрегата необходимо предварительно ознакомиться с инструкцией и техническими характеристиками модели. При этом ВСВУ обладает всеми свойствами универсального аппарата.

Автор
DELL · Опубликовано 33 минуты назад
«Почему такие осциллограммы при подаче на вход корректора меандра? Подаю 5мв через антиRIAA с генератора ГЗ-112. Собственно вопрос в чем, почему такая не симметрия «полок»?»
ALSS:» Независимо от схемотехники и примененных элементов источник безобразия один — не хватает тока для перезаряда конденсаторов цепей коррекции. И выходов из этой ситуации два — 1) увеличивать ток при неизменной цепи коррекции или 2) уменьшать потребляемый цепью коррекции ток уменьшением емкостей конденсаторов и увеличением сопротивления резисторов.
Есть и третий — забить и забыть, уповая на редкость сильных сигналов от головки…
А пока хотел бы уточнить, что величина входного сигнала на входе корректора после антиRIAA-цепи должна быть размахом номинальным 14 мВ (±7 мВ), предельным 100 мВ (±50 мВ) на любой частоте, для удобства наблюдений я смотрю на 10 кГц.
И еще — длительность фронтов сформированного меандра д. б. 16-20 мкс, не меньше, иначе от 20-50 нс с выхода генератора, например, Г3-112, выбросы и перегрузка совершенно бешеные.»
Выпрямитель сварочный с универсальными характеристиками ВДУ-306МТ предназначен для использования в качестве источника питания постоянным током одного сварочного поста при:
- ручной дуговой сварке, резке и наплавке металлов (ММА) штучными покрытыми электродами;
- механизированной сварке плавящимся электродом в среде защитных инертных или активных газов (МИГ/МАГ) газов, либо с использованием самозащитной порошковой проволоки при комплектации агрегата соответствующим полуавтоматом;
- ручной сварке плавящимся электродом в среде инертных (ТИГ) газов.
Конструктивное исполнение «Трасса» — на платформе с амортизаторами повышенной вибростойкости — для работы в тяжелых климатических условиях в составе передвижных сварочных единиц.
Выпрямитель ВДУ-306МТ является новейшей разработкой и существенно отличается от всех известных выпрямителей серии ВДУ своими сварочными свойствами. Использование надежных силовых тиристоров, управляемых микроконтроллером, обеспечивает формирование внешних характеристик для различных видов сварки.
При ручной дуговой сварке покрытым электродом ВДУ-306МТ обеспечивает:
комбинированную внешнюю вольтамперную характеристику; плавное регулирование сварочного тока в диапазоне от 30 до 315А без промежуточных переключений; дистанционное регулирование сварочного тока на расстоянии до 30м; выбор и установку наклона рабочего участка внешней характеристики. Это позволяет получить как высокую стабильность тока, так и возможность его быстрого изменения при манипулировании длиной дуги, например для удержания ванны при сварке в вертикальном и потолочном положениях; режим «горячий старт» — регулируемое увеличение тока при зажигании дуги, что обеспечивает практически безупречное зажигание, а также высокое качество начального участка шва; режим форсирования тока короткого замыкания
В зависимости от типа покрытия электрода и пространственного положения сварного шва обеспечивается с одной стороны, малое разбрызгивание, а с другой — энергичный перенос капли без прилипания электрода к ванне, что особенно важно при сварке вертикальных и потолочных швов; функцию защиты от прилипания, которая ограничивает ток длительного короткого замыкания, благодаря чему снижается прочность прилипания электрода к детали, предупреждается отслоение покрытия электрода и облегчается повторное зажигание; ограничение напряжения холостого хода безопасной величиной 12В;
При механизированной сварке обеспечивается:
- плавная, в том числе дистанционная, настройка сварочного напряжения;
- оптимизация динамических параметров при сварке с короткими замыканиями, снижающая разбрызгивание;
- возможность подключения и работы с различными типами подающих механизмов, в том числе предназначенных для сварки в монтажных условиях самозащитной порошковой проволокой.
Аттестованы АЦ «Газпром», включены в:
|
| Аттестованы ОАО «ВНИИСТ», включены в:
РД 08.00-60.30.00-КТН-050-1-05 «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов». |
При любом способе сварки рабочие параметры задаются в цифровом виде в абсолютных значениях. Значения тока и напряжения, характеризующие режим сварки, отображаются на цифровых индикаторах. Предусмотрено хранение в памяти и воспроизведение заранее установленных режимов, в том числе подобранных сварщиком.
Температура эксплуатации от -40 до +400С.
| Технические характеристики: | ММА | МИГ/МАГ | ТИГ |
| Номинальный сварочный ток, А (при ПН-100%) | 315 | ||
| Номинальное напряжение дуги, В | 32 | 29 | 22 |
| Пределы регулирования сварочного тока, А | 30 — 350 | 50 — 350 | 30 — 350 |
| Пределы регулирования рабочего напряжения, В | 21 — 34 | 15 — 32 | 11 — 24 |
| Коэффициент наклона внешних характеристик, В/А | 0,4 — 2,0 | ∞ | |
| Напряжение холостого хода, В | 12 | 85 | |
| Номинальное напряжение питающей сети, В | 380 | ||
| Номинальная частота, Гц | 50 | ||
| Число фаз питающей сети | 3 | ||
| Потребляемая мощность, кВА | 23 | ||
| Габаритные размеры, мм | 710 х 670 х 750 | ||
| Масса, кг | 182 |
Техника безопасности
Выпрямитель для сварки является устройством, работающим от трехфазной сети питания
В связи с этим, в процессе сварки необходимо соблюдать некоторые меры предосторожности:. Характеристика выпрямителя ВД-306
Характеристика выпрямителя ВД-306
- Перед началом процесса нужно изучить правила по выполнению сварочных работ и инструкцию по эксплуатации от производителя.
- Запрещается использовать установку в металлических резервуарах. Железные стенки могут привести к поражению электричеством.
- Не допускается включение в сеть прибора с отсутствующим защитным кожухом или поврежденной изоляцией на сварочных кабелях.
- При проведении процесса нужно пользоваться средствами индивидуальной защиты: перчатки, очки и т. д.
- Для защиты глаз оператора от излучения сварочной дуги применяется специализированная маска.
- Не допускается контакт изоляции проводов и внутренних комплектующих с агрессивными жидкостями.
- Запрещено перемещать прибор и касаться токоведущих частей, если он включен в сеть. При замене электрода устройство нужно отключить.
Из вышеперечисленного следует, что данная модель является аппаратом для ручной электродуговой сварки. Им можно сваривать металлические детали из среднеуглеродистых и малоуглеродистых сталей. Изделие соответствует требованиям безопасности, и оборудовано специализированным зажимом для подключения заземления.

Техника безопасности на рабочем месте сварщика
Неисправности и их решение
Выпрямитель снабжен обмотками высокого напряжения, считающимися слабым местом любого сварочного оборудования. При неправильном применении они сгорают полностью или частично. В таких случаях требуется замена или перемотка. Неисправности затрагивают и плату управления.
Особенно часто выходят из строя следующие компоненты:
- диоды выпрямительного моста;
- дорожки;
- трансформаторы управляющего блока.
В первую очередь проверяют диодный мост. Компонент достаточно надежен, однако при неправильной эксплуатации он выходит из строя. При сгорании дорожек плату придется заменять, ремонт в этом случае невозможен. Такой способ не считается лучшим решением, новые электронные компоненты стоят дорого.
Поэтому имеющийся блок пытаются восстановить:
- прозванивают универсальным тестером узлы аппарата, неисправность которых может сделать аппарат неработоспособным;
- заменяют вышедшие из строя детали;
- запускают аппарат, тестируют его.
Модельный ряд
Маркировка ВД-306 означает выпрямитель дуговой, 30 А номинальный ток, 6 вариант модели. Агрегат уже несколько десятилетий эксплуатируется в различных условиях, где другие сварочные аппараты не выдерживают и быстро ломаются. Поэтому на его базе созданы модернизированные устройства. Серия ВД-306 имеет множество модификаций. Наиболее популярные у сварщиков модели:
- ВД-306Д для крупного производства и работе в полевых условиях;
- выпрямитель ВД-306Ш работает от сети 380Вт и потребительской 220Вт;
- усовершенствованный ВД-306М1 позволяет варить дополнительно переменкой;
- ВД-306И модернизированный современный инверторный аппарат на базе выпрямителя.
Кроме этого имеются модели, выполненные в различных климатических исполнениях, для работы в условиях севера, тропиков.
Related Posts via Categories
- Ресанта САИ 160 – для сварки в бытовых условиях
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Форсаж 161 – российский инвертор для качественной электродуговой сварки
- EWM PICO 162 – настоящее немецкое качество
- Как выбрать сварочный инвертор – подбираем оборудование для сварки
- Blueweld Prestige 164 – надежный и удобный в эксплуатации сварочный инвертор
- Foxweld Master 202 – качественная ММА-сварка без проблем
Устройство и принцип работы сварочного выпрямителя
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.
Достоинства и недостатки
К преимуществам сварочного выпрямителя относятся:
- наличие дополнительных функций, например «легкого розжига»;
- простота настройки, бесперебойная работа;
- горение устойчивой дуги даже при малой силе тока;
- широкий диапазон рабочих температур;
- качественная система вентиляции, надежно защищающая аппарат от перегрева;
- возможность питания как от бытовой, так и от промышленной электрической сети;
- встроенная защита от замыканий;
- экономный расход электроэнергии.

Недостатками являются:
- частый выход регуляторов из строя (неисправность легко устраняется своими руками, однако аппарат может подвести в неподходящий момент);
- поломка транзисторов (требуется сложный ремонт).
Общие сведения
Данный аппарат характеризуется разнообразием выполняемых работ. В зависимости от типа исполнения, выпрямитель можно использовать в следующих видах сварочных работ:
- Электрическая дуговая сварка. В качестве присадочного материала используют покрытые электроды.
- Работы в среде защитного газа. В этом случая оборудование комплектуют подающим механизмом типа ПДГО-510.
- Сварка под флюсом. Для работы в полуавтоматическом режиме. В данных работах присадочным материалом является порошковая проволока.
- Работы манипулятором. Некоторые модели оснащены выпрямителем, в качестве источника тока.
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.

Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Это интересно: Технология сварки алюминия электродом — рассматриваем досконально
Устройство сварочного выпрямителя
Если объяснять простыми словами, что представляет собой сварочный выпрямитель — это устройство, которое преобразует переменный ток в постоянный. В сварочных работах последний вид тока обеспечивает большую мощность и стабильность дуги. Но поскольку в сети используется только переменный, то необходимо устройство, которое будет его преобразовывать.
Схематическое устройство сварочного выпрямителя
Само устройство довольно требовательно к расчетным данным, но принцип его работы достаточно понятен. Входящий ток поступает на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке появляется электрический ток, но с другими параметрами. Будет понижено напряжение, и повышена сила тока. Следующий этап — трансформация. Это именно то, для чего конструируются выпрямители.
Происходит это вследствие прохождения синусоиды переменного тока через систему диодов. Суть его работы заключается в следующем: переменный ток проходит через выпрямитель. При движении синусоиды вверх диод пропускает поток электронов, но при изменении направления (прохождении через ноль) блокирует движение. На выходе из выпрямителя направленный поток электронов образуется только в одну сторону.
Наиболее практично сделать сварочный выпрямитель на тиристорах своими руками. Не использовать простые диоды, а сконструировать более сложную цепь, используя конденсаторы, тиристоры. Явным плюсом окажется более точная и гибкая настройка силы тока. Мощный трансформатор, который можно задействовать для конструкции, — можно извлечь из б/у микроволновки.
Преимущества, которые дает дроссель для сварочного аппарата
Сварочный дроссель является регулятором силы тока, применяемого для сварки. Непосредственной его задачей является компенсация недостающего сопротивления. Его можно подключить к вторичной обмотке трансформатора. Это позволяет сместить фазы между проходящим током и его напряжением, что облегчает зажигание электрической дуги в начале процесса. Она горит при этом намного более ровно, и это позволяет достичь достаточно высокого качества сварного шва. Без дросселя сила тока всегда будет максимальной, что может создать проблемы в процессе сварки.
Схема сварочного полуавтомата.
Дроссель может входить в конструкцию как сварочного аппарата, который использует в процессе сварки электроды, так и в состав полуавтомата. Сварочный полуавтомат, имеющий его, куда меньше разбрызгивает металл при работе, сам процесс сварки проходит намного мягче, чем при его отсутствии, а сварной шов при этом проваривается на большую глубину. Так что преимущества использования такой детали не вызывают сомнений, и ее можно установить не только на , но и на аналогичный аппарат заводского изготовления. Особенно это касается недорогих моделей, склонных к неполадкам. Это немало облегчит работу на нем и повысит качество сварки.
Сварочный выпрямитель: принцип работы и характеристики
Принцип работы сварочного трансформатора заключается в том, что он работает на переменном токе 220/380 V с понижением напряжения во вторичной обмотке, а устройство выпрямителя подразумевает наличие мощного диодного моста после вторичной, понижающей обмотки трансформатора. Такое конструктивное решение даёт преимущества при регулировке сварочного тока и может быть организовано по следующим схемам:
- выпрямление однофазное, более подходит для бытовых условий и отличается сравнительной простотой;
- выпрямление по трёхфазной схеме, делает возможным снижение пульсации в первичной и вторичной обмотках;
- схема выпрямления по шестифазной системе, позволяющая организовать многопостовой сварочный пункт.
Кроме того, сварочный выпрямитель дуга, которого позволяет добиться устойчивого плавления покрытого электрода и соединяемых заготовок, может отличаться по способам регулирования выходных характеристик, а именно:
- трансформаторная регулировка достигается изменением схемы подключения обмоток;
- регулировка характеристик с помощью дросселя и мощного реостата;
- тиристорная или транзисторная регулировка с кольцевой, трёхфазной или шестифазной схемой выпрямления.
С помощью марки изделия и руководства по эксплуатации можно определить вольт-амперные характеристики конкретного изделия, которые могут быть падающими, пологопадающими и жёсткими или комбинированными. Например, выпрямитель ВД 306 сконструирован, как аппарат с падающей характеристикой, а аппараты серии ВДГ и ВС имеют жёсткую характеристику и предназначены для сварки в защитном газе плавящимися электродами.
Так, выпрямитель ВСВУ-160 предназначен для сварки неплавящимися электродами, поэтому перед приобретением агрегата необходимо предварительно ознакомиться с инструкцией и техническими характеристиками модели. При этом ВСВУ обладает всеми свойствами универсального аппарата.
Констукция устройства
Конструктивно устройство выпрямления напряжения и создания мощного сварочного тока выглядит следующим образом, а именно:
- необходимость понижения входного напряжения означает наличие трансформатора, он преобразует переменный 50 Гц ток 220/380 В, в низковольтное напряжение;
- мощный диодный мост выпрямляет переменное напряжение в циклическое постоянное;
- сглаживающий конденсаторный фильтр большой ёмкости, преобразует пульсирующее напряжение в, практически, линейное постоянное напряжение;
- блок регулировки силы тока;
- дроссели, ограничивающие нарастание сварочного тока.
Конструкция аппаратов может несколько отличаться от упрощённой схемы для улучшения технических характеристик, но по этому принципу можно собрать выпрямитель своими руками. Он позволит выполнять простые сварочные работы дома и на даче.
https://youtube.com/watch?v=aCpY2NQdI2o
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Общая информация
Переменный или постоянный ток — что лучше? В 21 веке этот вопрос не дает покоя многим сварщикам. Раньше сварочный аппарат в любом случае работал на переменке, и у мастера фактически не было выбора. Но с появлением на рынке выпрямителей и инверторов, выбор увеличился в сотни раз. И теперь уже непросто разобраться, какой аппарат выбрать.
Мы решили помочь вам и рассказать об особенностях как переменного, так и постоянного тока.
Начнем с переменки. Переменный ток — это основа. Именно его мы получаем из розетки, когда подключаем сварочный аппарат или любой другой электроприбор. Сварочники старого формата (трансформаторы) работали на переменном токе. Такой аппарат позволял из 220 Вольт получить сварочный ток силой в несколько сотен Ампер. Чего более чем достаточно для ручной дуговой сварки.

Но времена изменились. Технологический прогресс не стоял на месте, и со временем появились аппараты, которые научились преобразовывать поступающий из сети переменный ток в постоянный. К таким аппаратам относится выпрямитель и инвертор. Учтите, что когда говорят сварочный инвертор переменного тока, имеют в виду, что данное устройство использует для питания переменный ток, но преобразовывает его в постоянный.
Что все это значит на практике?
Когда в продаже появились аппараты постоянного тока, сварщики получили уникальную возможность сравнить их с традиционными аппаратами на переменке. И они были удивлены. По сравнению с современными инверторами и выпрямителями, трансформаторы были гораздо сложнее в применении.
Все дело в характеристиках переменного тока. Из-за них дуга поджигается неохотно, горит нестабильно. В итоге швы получаются менее ровными и прочными. Это особенно заметно, когда работу выполняет не совсем опытный мастер.
Также оказалось, что аппараты на переменном токе генерируют бОльший шум, который влияет на работоспособность сварщика. К тому же, классический трансформатор потребляет больше сварочных электродов, а металл в процессе работ постоянно разбрызгивается.

На этом месте вы наверняка подумали: «Ну и зачем тогда нужны аппараты на переменном токе, если у так много недостатков?». На самом деле, не все так просто. Не зря вопрос «Что лучше: постоянный или переменный ток?» вызывает столько вопросов и обсуждений.
Аппараты на переменке (трансформаторы) незаменимы, когда необходим недорогой, но при этом мощный и надежный сварочник. Также сварка на переменном токе отлично зарекомендовала себя при сварке металлов, на поверхности которых есть окисная пленка. Это, прежде всего, алюминий и нержавеющая сталь.Трансформаторы хорошо справляются и со сваркой загрязненных деталей, ели нет возможности их очистить и зашлифовать.
Также аппараты переменного тока легко переносят сварку в полевых условиях, неприхотливы к хранению и эксплуатации, могут варить даже самый толстый металл благодаря большому запасу по мощности.
Пара слов о сварочной дуге
Выше мы упомянули, что при сварке на переменном токе дуга горит нестабильно. Это действительно так, и эта проблема требует особого внимания, если вы начинающий сварщик. Когда мы говорим о нестабильности, мы имеем в виду, что дуга как бы «гуляет» при формировании шва. Она отклоняется от оси, и порой это даже заметно невооруженным глазом.
Также новичкам порой непросто поджечь дугу, поскольку аппарат переменного тока практически никак не способствует этому. Новички часто поджигают дугу неправильно, и во время сварки она может погаснуть из-за слишком сильного колебания.

Эти особенности отталкивают многих новичков от покупки трансформатора, поскольку они беспокоятся о качестве работ. Но мы считаем, что трансформатор — это наоборот отличный тренажер для оттачивания мастерства сварки. Если вы научитесь варить трансформатором, то сможете использовать любой другой аппарат без каких-либо трудностей. К тому же, трансформатор — это отличная основа для переделки и модификации. Его можно легко переделать в аппарат постоянного тока, если вы обладаете знаниями в области электротехники.
Достоинства и недостатки
К преимуществам сварочного выпрямителя относятся:
- наличие дополнительных функций, например «легкого розжига»;
- простота настройки, бесперебойная работа;
- горение устойчивой дуги даже при малой силе тока;
- широкий диапазон рабочих температур;
- качественная система вентиляции, надежно защищающая аппарат от перегрева;
- возможность питания как от бытовой, так и от промышленной электрической сети;
- встроенная защита от замыканий;
- экономный расход электроэнергии.

Недостатками являются:
- частый выход регуляторов из строя (неисправность легко устраняется своими руками, однако аппарат может подвести в неподходящий момент);
- поломка транзисторов (требуется сложный ремонт).
Области применения
Значительная масса делает аппарат неприемлемым вариантом для домашних работ, несмотря на простоту и надежность конструкции. Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже. Кроме того стоимость выпрямителя достаточно высока для рядового пользователя.
Потому данные устройства с успехом эксплуатируют на различных промышленных предприятиях, где требуется соединение толстолистовых изделий с глубокой проваркой шва. Как показывает практика при условии своевременного технического обслуживания и соблюдения требований безопасности, устройство способно проработать 20 и более лет.
Приложение 3
Зачистку сварных швов от шлака следует производить только после полного остывания шва и обязательно в очках с простыми стеклами. Обмоткн изготовлены из алюминиевого обмоточного провода марки АПСД.
Вид внешних характеристик показан на рис 5,6 и 7. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
Диапазон регулировки тока зависит от внешних характеристик.
В правой верхней части передней стенки установлен блок управления выпрямителем Претензии о несоответствии примененной комплектации со схемами и перечнями паспорта предприятием-изготовителем не принимаются. Драгоценные материалы, указанные в ГОСТ 2.
Читайте дополнительно: Смета на монтаж электрооборудования образец
Принципиальная электрическая схема приведена на рис. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. При сварке на ПХ на прямой полярности к разъему «—» подключить кабель, соединенный с электродом. Все работы по ремонту и обслуживанию следует проводить только после отключения от сети.
Заземлить в зависимости от полярности сварки один из выходных зажимов выпрямителя. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Запрещено эксплуатация без защитного кожуха. Вид внешних характеристик показан на рис 5,6 и 7.
Информация о файле
При нарушении вентиляции пускатель КМ2, в цепи которого находятся контакты реле КVЗ, отключает трансформатор Т1 от сети. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. Принципиальная электрическая схема имеет следующий вид: По своей конструкции сварочный аппарат ВДУ представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. При обслуживании и эксплуатации выпрямителя необходимо соблюдать требования нормативных документов по безопасности труда, действующие в регионе выполнения сварочных работ.
Каждый выпрямитель выполняется только на одно из указанных в табл. Драгоценные материалы, указанные в ГОСТ 2. Силовой выпрямительный блок состоит из шести тиристоров VS1-VS6 7 типа Т—Т, собранных по шестифазной схеме выпрямления с уравнительным реактором. При правильном охлаждении выпрямителя воздух должен засасываться со стороны вентилей. ВДУ 506 в реальных заводских условиях — ремонт (самопроизвольное выключение).
Содержание
- Общая информация об устройстве и его назначении
- Под какие виды сварки используется
- Подходящие электроды
- Виды и классификация сварочных выпрямителей
- Устройство и принципиальная схема выпрямителя
- Как работает
- Регулировка тока
- Подключение балластника
- Сфера применения
- Отличительные особенности
- Плюсы и минусы оборудования
- Сложность обслуживания
- Частые неисправности и их исправление
- Как сделать самому
- Лучшие бренды
Сварочный выпрямитель является усовершенствованным вариантом трансформатора. Он не только вырабатывает ток с нужными напряжением и силой, но и стабилизируют его частоту.
Этим он отличается от агрегатов с переменными преобразователями. Дополнительно прибор снабжают конденсаторами и фильтрами, превращающими импульсы в равномерный электроток.

Общая информация об устройстве и его назначении
Сварщик знает, что такое сварочный выпрямитель: устройство имеет вид преобразовательного блока с регулировкой напряжения и силы тока. На выходе выпрямителя находятся 2 провода с отрицательной и положительной клеммами.
При подсоединении одной из них к электроду, а другой — к обрабатываемой детали возбуждается мощная электрическая дуга, расплавляющая металл.
Оборудование классифицируют по сложности конструкции, наличию дополнительных функций.
Однако принцип сборки всех устройств одинаков: трансформатор, выдающий нужное напряжение, включают в цепь вместе с полупроводниками, пропускающими положительный компонент синусоиды тока.
Под какие виды сварки используется
Выпрямитель для сварочного аппарата применяется при следующих технологических процессах:
- Электродуговой метод с использованием электродов, обработанных различными составами. За счет применения таких стержней поддерживается устойчивая дуга. Это помогает получить однородный прочный шов.
- Сварка крупных металлических деталей. Регулировка параметров тока позволяет выполнять работы с заготовками толщиной до 5 см. Вместе с этим аппарат используется и для соединения тонкостенных деталей. Установкой выпрямителя объясняется расширение области применения сварочных агрегатов.
- Расплавление кромок обрабатываемых деталей или сердцевины используемого электрода.
- Сварка с применением присадочной проволоки. Выпрямители незаменимы при работе с неплавкими электродами, покрытыми вольфрамом.
- Соединение деталей из нержавеющей, низкоуглеродистой стали, чугуна, сложно свариваемых сплавов.
- Резка металлических заготовок. Для этого повышают силу тока, благодаря чему дуга начинает прожигать материал.
Подходящие электроды
Для сварки с выпрямителем могут использоваться стержни любых марок:
- электроды, работающие с постоянными параметрами (УОНИ-13/55);
- универсальные стержни (ОЗС-12, МР-3, АНО-4);
- специализированные электроды.

Виды и классификация сварочных выпрямителей
На основании строения выделяют следующие типы устройств, включающие:
- регулирующий трансформатор;
- дроссель — индукционный компонент, сглаживающий резкие перепады напряжения;
- тиристоры, понижающие или повышающие вольт-амперные параметры;
- транзисторы — компоненты, подавляющие скачки импульсов;
- инверторы — преобразователи, повышающие частоту, регулирующие силу тока.
Классификация приборов по возможности параметров функционирования имеет следующие разновидности:
- 3-фазные для ручной дуговой сварки. Создаются на основе габаритных моделей трансформаторов. Коэффициент полезного действия агрегатов этого типа достаточно низок. Функциональность устройств ограничивается магнитным или металлическим шунтом, создающим дополнительное сопротивление.
- Полуавтоматы и автоматы. Для изменения характеристик силового потока используется магнитное поле. Реостатная обмотка дает возможность уменьшения или увеличения количества витков. На этом основывается вольт-амперная регулировка. Для изменения параметров импульсов предусмотрен осциллограф. На первом этапе ток выпрямляется, на втором — приобретает высокую переменную частоту.
- 3-фазные дроссельные приборы для аргонодуговой сварки. Они снабжены вспомогательным сердечником с обмоткой, выполняющим функции накопителя заряда, передаваемого выпрямляющему конденсатору.
Устройство и принципиальная схема выпрямителя
Электрическая цепь прибора включает следующие компоненты:
- Силовой трансформатор. По принципу действия он схож с преобразователем, работающим с переменными параметрами.
- Выпрямительный узел с полупроводниками. Для превращения переменного тока в постоянный в схему включают кремниевые диоды (неуправляемые переключатели), тиристоры (регулируемые вентили).
- Пусковой блок. Устройство автоматически отключает сварочный агрегат при выходе выпрямителя из строя.
- Панель управления. Включает средства регулировки параметров, измерительные приборы.
- Блок защиты от токовых перегрузок. Препятствует выходу аппарата из строя по причине перегрева. Подобные ситуации часто возникают из-за несоблюдения сварщиком технологии работ.
- Охлаждающая система. Схема этого блока содержит вентилятор и несколько радиаторов. Для поддержания нормальной температуры в корпусе выпрямителя после включения агрегата охлаждающая система периодически запускается на некоторое время.
Рекомендуется включать в электрическую цепь трехфазный выпрямитель, снабженный соответствующим трансформатором. В таком случае скачки напряжения будут менее выраженными, это повысит коэффициент полезного действия сварочного оборудования, улучшит качество шва.
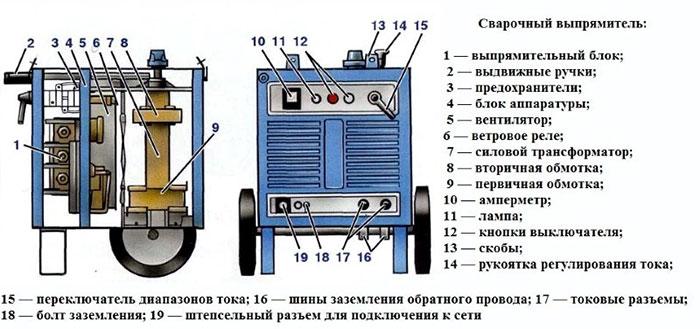
Как работает
Принцип функционирования выпрямителя таков:
- Электричество попадает на первичную обмотку понижающего трансформатора.
- Электромагнитная индукция увеличивает силу тока. Наибольшее значение напряжения холостого хода в современных выпрямителях составляет 48 В.
- Напряжение переходит на диоды. Полупроводники пропускают электричество только в одном направлении. Диоды поддерживают постоянное напряжение, устраняя колебания. Во время работы сварочного аппарата элементы сильно нагреваются, поэтому их периодически охлаждают вентиляторы. При критическом повышении температуры срабатывает термодатчик, аппарат отключается.
- Специальные приборы контролируют напряжение. При его повышении активируется автомат, принцип работы которого заключается в прекращении подачи питания на трансформатор.
Напряжение, необходимое для сварки металла, устанавливают с помощью регулятора.

Регулировка тока
Параметры работы выпрямителя регулируются электрическим или электромеханическим способом. Во втором случае операцию выполняют элементы, расположенные до основного блока. На вентили подается переменный ток, имеющий требующиеся для сварки характеристики. Электрическая регулировка возможна при наличии тиристоров.
Подключение балластника
Балластный реостат, включенный в электрическую цепь, позволяет сварщику настраивать аппарат в соответствии с выбранной технологией.
Принцип действия основывается на изменении сопротивления.
Чем оно выше, тем ниже сила тока. Балластный реостат представляет собой пружину, характер ее работы зависит от размера витка, общей длины детали, материала изготовления. Элемент подсоединяют к контакту регулятора, движением которого меняют сопротивление.

Сфера применения
Положительные качества сварки с постоянным током позволяют применять ее при обработке следующих материалов:
- коррозионно-устойчивых, легированных и термостойких сталей;
- титана;
- сплавов никеля и меди;
- чугуна.
Сварочные выпрямители широко применяются во всех отраслях промышленности, на производственных и строительных площадках, в домашних мастерских.
Отличительные особенности
От сварки с переменным током процесс, протекающий с постоянным параметрами, отличается:
- стабильностью горения дуги (особенность обеспечивается отсутствием нулевых показателей электричества);
- увеличенной глубиной провара соединения;
- меньшим количеством образующихся брызг;
- повышенной прочностью, снижением количества дефектов шва.
Плюсы и минусы оборудования
К преимуществам выпрямителей относятся:
- высокая мощность при компактных размерах;
- способность выработки тока с постоянными параметрами;
- подача однополярного заряда на электрод, способствующая быстрому появлению дуги;
- экономный расход электрической энергии;
- сниженный риск случайного возгорания;
- возможность контроля качества шва на этапе его формирования;
- расширение функциональности оборудования;
- сниженный расход присадочной проволоки (экономия становится ощутимой при использовании выпрямителя в промышленных условиях).
Вместе с положительными качествами устройства имеют и отрицательные стороны, к которым относятся:
- потеря мощности;
- ухудшение качества работы аппарата при снижении напряжения в сети;
- неустойчивость к воздействию влаги;
- чувствительность к коротким замыканиям в питающей сети.

Сложность обслуживания
Перед началом работы купленный преобразователь продувают. Для этого используют бытовой фен, устанавливая среднюю мощность. Нельзя оставлять внутри корпуса скопившиеся влагу и пыль. Они негативно влияют на функционирование медной обмотки трансформатора. Продувку проводят каждые 3 месяца.
После длительного бездействия прокачивают полупроводники агрегата. Выпрямитель включают, давая ему функционировать в нескольких режимах. Начинают с минимальных параметров.
После 2-часовой прокачки прибор будет работать стабильно. В процессе сварки следят за состоянием основных узлов аппарата. Трансформатор не должен перегреваться.
Частые неисправности и их исправление
В процессе эксплуатации оборудования возникают такие поломки:
- Отказ прибора от запуска после подключения к сети. Неисправность связана с повреждением питающего кабеля, смещением клемм в вилке. Необходимо проверить и заменить данные детали. Реже проблема возникает из-за отсутствия напряжения в сети, выходе одного из узлов аппарата из строя, физическом износе полупроводников. В 2 последних случаях обращаются в сервисный центр.
- Залипание электрода, появление посторонних звуков. В таком случае проверяют исправность конденсаторов и полупроводников, замеряют напряжение в электросети, осматривают обмотку дросселя.
- Периодическое отключение преобразователя в процессе сварки. Связано с повреждением компонентов охлаждающей системы, порывом обмотки трансформатора. В последнем случае необходимо накрутить на сердечник новую жилу.
- Ухудшение параметров работы устройства. Замеряют температуру корпуса, проверяют исправность вентилятора, делают перерыв, помогающий прибору остывать.
- Колебание напряжения холостого хода. В этом случае проверяют регулировочную ручку, предохранители, клеммы блока запуска.
Как сделать самому
Человек, разбирающийся в электротехнике, может собрать сварочный выпрямитель своими руками. На первом этапе составляют чертеж, отображающий все элементы системы.
При выборе деталей учитывают толщину электродов, с которым будет работать аппарат. Так, для функционирования совместно со стрежнями диаметром 3 мм агрегат должен выдавать силу тока в 150 А.
Основными компонентами электрической схемы являются:
- Трансформатор. Рекомендуется выбирать готовые устройства. Однако при необходимости блок можно собрать самостоятельно.
- Выпрямительный блок. Сюда подается напряжение с вторичной обмотки. Для обустройства узла применяют конденсаторы, диоды, дроссель. Блок собирают по мостовой схеме. Проходящее по диодам электричество является пульсирующим. Оно не подходит для сварки, поэтому в схему вводят конденсаторы, сглаживающие колебания. Дроссель делает ток стабильным, он задерживает переменную составляющую, пропуская постоянную. Элемент собирают из железного сердечника и медной проволоки с изоляцией. Между компонентами дросселя оставляют зазор.
- Радиаторы охлаждения. Они отводят тепло, выделяемое диодами. Их устанавливают в комплекте с вентиляторами.
- Основание агрегата. Все узлы размещают на прочной текстолитовой пластине. Между компонентами схемы должно оставаться расстояние, обеспечивающее циркуляцию воздуха.
Для изготовления сварочного выпрямителя используют конденсаторы, выдерживающие высокое напряжение. Применяемые в радиотехнике детали для этого не подойдут.
Лучшие бренды
Наиболее популярными считаются следующие модели устройств:
- Выпрямитель LINEAR 410 /S от Telwin. Мощность прибора достигает 15 кВт, максимальная сила тока — 350 А.
- Модель Combi 4.135 Turbo от Blueweld.
- MIGSTAR-160 от BRIMA. Устройство применяется в промышленных и в бытовых условиях.
Нужный аппарат выбирают с учетом назначения и требуемых для качественной работы параметров.
Сварочный выпрямитель является усовершенствованным вариантом трансформатора. Он не только вырабатывает ток с нужными напряжением и силой, но и стабилизируют его частоту.
Этим он отличается от агрегатов с переменными преобразователями. Дополнительно прибор снабжают конденсаторами и фильтрами, превращающими импульсы в равномерный электроток.

Общая информация об устройстве и его назначении
Сварщик знает, что такое сварочный выпрямитель: устройство имеет вид преобразовательного блока с регулировкой напряжения и силы тока. На выходе выпрямителя находятся 2 провода с отрицательной и положительной клеммами.
При подсоединении одной из них к электроду, а другой – к обрабатываемой детали возбуждается мощная электрическая дуга, расплавляющая металл.
Оборудование классифицируют по сложности конструкции, наличию дополнительных функций.
Однако принцип сборки всех устройств одинаков: трансформатор, выдающий нужное напряжение, включают в цепь вместе с полупроводниками, пропускающими положительный компонент синусоиды тока.
Под какие виды сварки используется
Выпрямитель для сварочного аппарата применяется при следующих технологических процессах:
- Электродуговой метод с использованием электродов, обработанных различными составами. За счет применения таких стержней поддерживается устойчивая дуга. Это помогает получить однородный прочный шов.
- Сварка крупных металлических деталей. Регулировка параметров тока позволяет выполнять работы с заготовками толщиной до 5 см. Вместе с этим аппарат используется и для соединения тонкостенных деталей. Установкой выпрямителя объясняется расширение области применения сварочных агрегатов.
- Расплавление кромок обрабатываемых деталей или сердцевины используемого электрода.
- Сварка с применением присадочной проволоки. Выпрямители незаменимы при работе с неплавкими электродами, покрытыми вольфрамом.
- Соединение деталей из нержавеющей, низкоуглеродистой стали, чугуна, сложно свариваемых сплавов.
- Резка металлических заготовок. Для этого повышают силу тока, благодаря чему дуга начинает прожигать материал.
Подходящие электроды
Для сварки с выпрямителем могут использоваться стержни любых марок:
- электроды, работающие с постоянными параметрами (УОНИ-13/55);
- универсальные стержни (ОЗС-12, МР-3, АНО-4);
- специализированные электроды.

Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.

Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.

Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.

Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Виды и классификация сварочных выпрямителей
На основании строения выделяют следующие типы устройств, включающие:
- регулирующий трансформатор;
- дроссель – индукционный компонент, сглаживающий резкие перепады напряжения;
- тиристоры, понижающие или повышающие вольт-амперные параметры;
- транзисторы – компоненты, подавляющие скачки импульсов;
- инверторы – преобразователи, повышающие частоту, регулирующие силу тока.
Рекомендуем к прочтению Разновидности аппаратов для сварки
Классификация приборов по возможности параметров функционирования имеет следующие разновидности:
- 3-фазные для ручной дуговой сварки. Создаются на основе габаритных моделей трансформаторов. Коэффициент полезного действия агрегатов этого типа достаточно низок. Функциональность устройств ограничивается магнитным или металлическим шунтом, создающим дополнительное сопротивление.
- Полуавтоматы и автоматы. Для изменения характеристик силового потока используется магнитное поле. Реостатная обмотка дает возможность уменьшения или увеличения количества витков. На этом основывается вольт-амперная регулировка. Для изменения параметров импульсов предусмотрен осциллограф. На первом этапе ток выпрямляется, на втором – приобретает высокую переменную частоту.
- 3-фазные дроссельные приборы для аргонодуговой сварки. Они снабжены вспомогательным сердечником с обмоткой, выполняющим функции накопителя заряда, передаваемого выпрямляющему конденсатору.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.

Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Устройство и принципиальная схема выпрямителя
Электрическая цепь прибора включает следующие компоненты:
- Силовой трансформатор. По принципу действия он схож с преобразователем, работающим с переменными параметрами.
- Выпрямительный узел с полупроводниками. Для превращения переменного тока в постоянный в схему включают кремниевые диоды (неуправляемые переключатели), тиристоры (регулируемые вентили).
- Пусковой блок. Устройство автоматически отключает сварочный агрегат при выходе выпрямителя из строя.
- Панель управления. Включает средства регулировки параметров, измерительные приборы.
- Блок защиты от токовых перегрузок. Препятствует выходу аппарата из строя по причине перегрева. Подобные ситуации часто возникают из-за несоблюдения сварщиком технологии работ.
- Охлаждающая система. Схема этого блока содержит вентилятор и несколько радиаторов. Для поддержания нормальной температуры в корпусе выпрямителя после включения агрегата охлаждающая система периодически запускается на некоторое время.
Рекомендуется включать в электрическую цепь трехфазный выпрямитель, снабженный соответствующим трансформатором. В таком случае скачки напряжения будут менее выраженными, это повысит коэффициент полезного действия сварочного оборудования, улучшит качество шва.

Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.

Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Как работает
Принцип функционирования выпрямителя таков:
- Электричество попадает на первичную обмотку понижающего трансформатора.
- Электромагнитная индукция увеличивает силу тока. Наибольшее значение напряжения холостого хода в современных выпрямителях составляет 48 В.
- Напряжение переходит на диоды. Полупроводники пропускают электричество только в одном направлении. Диоды поддерживают постоянное напряжение, устраняя колебания. Во время работы сварочного аппарата элементы сильно нагреваются, поэтому их периодически охлаждают вентиляторы. При критическом повышении температуры срабатывает термодатчик, аппарат отключается.
- Специальные приборы контролируют напряжение. При его повышении активируется автомат, принцип работы которого заключается в прекращении подачи питания на трансформатор.
Напряжение, необходимое для сварки металла, устанавливают с помощью регулятора.

Выбор выпрямителя по типу регулирования сварочного тока в выпрямителях
Виды регулирования сварочного тока:
- Электромеханическое витковое. При этом способе ток приобретает нужное значение перед выпрямительным блоком. Простыми и надежными в эксплуатации являются выпрямители с трансформаторами, которые оснащены секционированными обмотками высшего напряжения. Эти обмотки последовательно включаются переключателем, вызывая ступенчатое изменение величины тока во вторичной цепи трансформатора. Обычно их применяют для полуавтоматической сварки в среде защитных газов.
- Электромеханическое с помощью вольтодобавочных трансформаторов. Они подключаются в одном или противоположном направлении со вторичными обмотками трансформатора.
- Тиристорное. Распространенный вариант – регулирование с помощью тиристоров, которые часто называют управляемым полупроводниковым вентилем. Управление сварочным током осуществляется вариацией времени открытия тиристоров. Такое плавное регулирование может осуществляться дистанционно. Получаемая в этом случае дуга отличается высокой стабильностью.
- Магнитное. Осуществляется в выпрямителе, оснащенным трансформатором с магнитной коммутацией или дросселем насыщения.
- Импульсное. Широтное, частотное и амплитудное. Реализовано в моделях с транзисторным регулятором.
Регулировка тока
Параметры работы выпрямителя регулируются электрическим или электромеханическим способом. Во втором случае операцию выполняют элементы, расположенные до основного блока. На вентили подается переменный ток, имеющий требующиеся для сварки характеристики. Электрическая регулировка возможна при наличии тиристоров.
Рекомендуем к прочтению Как сделать сварочный аппарат самостоятельно
Подключение балластника
Балластный реостат, включенный в электрическую цепь, позволяет сварщику настраивать аппарат в соответствии с выбранной технологией.
Принцип действия основывается на изменении сопротивления.
Чем оно выше, тем ниже сила тока. Балластный реостат представляет собой пружину, характер ее работы зависит от размера витка, общей длины детали, материала изготовления. Элемент подсоединяют к контакту регулятора, движением которого меняют сопротивление.

Динамическая характеристика

Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
Еще один полезный технический параметр, характеризующий работу устройства — динамическая характеристика (ДХ) вашего блока питания, который должен обладать быстрой реакцией на изменения электропараметров дуги (тока, напряжения). Это зависит от времени восстановления напряжения от нулевых показаний в режиме короткого замыкания до напряжения повторного появления дуги.
Это время и есть ДХ блока питания. Оно не должно быть более 25 Вольт/0,05 секунд. Эта ДХ сказывается при замыкании раскаленного металла на деталь, в момент перехода трансформатора в короткозамкнутый режим. При этом сила тока КЗ в обмотке вторичной может достигать двойной величины, а сварочные аппараты для сварки руками, из-за такого соотношения, могут иметь отрицательный фактор.
Для устойчивого горения сварочной дуги важное свойство имеет так называемая эластичность дуги. Она продолжает гореть при увеличении ее длины
Эластичность дуги величина количественная, ее критерием является ее максимальная длина, при которой дуга способна существовать.
Дуга возгорается только при достижении нужного напряжения в начальном полупериоде. Дуга тока переменного гаснет и зажигается 100 раз/сек отдельными вспышками. Это возможно изменить потенциалом холостого хода и сдвигом фаз между потенциалом холостого хода и дуговым током. Уменьшить паузы длительности горения электродуги можно, увеличив потенциал холостого хода.
Но не рекомендуется (из-за электробезопасности) увеличивать его больше 80 В. Это решается применением схемотехники, например, включив дросселя, создающие сдвиг фаз напряжения и тока. Электродуга, после доработки поддерживаемая самоиндукцией, может и не прерываться.
Плюсы и минусы оборудования
К преимуществам выпрямителей относятся:
- высокая мощность при компактных размерах;
- способность выработки тока с постоянными параметрами;
- подача однополярного заряда на электрод, способствующая быстрому появлению дуги;
- экономный расход электрической энергии;
- сниженный риск случайного возгорания;
- возможность контроля качества шва на этапе его формирования;
- расширение функциональности оборудования;
- сниженный расход присадочной проволоки (экономия становится ощутимой при использовании выпрямителя в промышленных условиях).
Вместе с положительными качествами устройства имеют и отрицательные стороны, к которым относятся:
- потеря мощности;
- ухудшение качества работы аппарата при снижении напряжения в сети;
- неустойчивость к воздействию влаги;
- чувствительность к коротким замыканиям в питающей сети.

Сложность обслуживания
Перед началом работы купленный преобразователь продувают. Для этого используют бытовой фен, устанавливая среднюю мощность. Нельзя оставлять внутри корпуса скопившиеся влагу и пыль. Они негативно влияют на функционирование медной обмотки трансформатора. Продувку проводят каждые 3 месяца.
После длительного бездействия прокачивают полупроводники агрегата. Выпрямитель включают, давая ему функционировать в нескольких режимах. Начинают с минимальных параметров.
После 2-часовой прокачки прибор будет работать стабильно. В процессе сварки следят за состоянием основных узлов аппарата. Трансформатор не должен перегреваться.
Частые неисправности и их исправление
В процессе эксплуатации оборудования возникают такие поломки:
- Отказ прибора от запуска после подключения к сети. Неисправность связана с повреждением питающего кабеля, смещением клемм в вилке. Необходимо проверить и заменить данные детали. Реже проблема возникает из-за отсутствия напряжения в сети, выходе одного из узлов аппарата из строя, физическом износе полупроводников. В 2 последних случаях обращаются в сервисный центр.
- Залипание электрода, появление посторонних звуков. В таком случае проверяют исправность конденсаторов и полупроводников, замеряют напряжение в электросети, осматривают обмотку дросселя.
- Периодическое отключение преобразователя в процессе сварки. Связано с повреждением компонентов охлаждающей системы, порывом обмотки трансформатора. В последнем случае необходимо накрутить на сердечник новую жилу.
- Ухудшение параметров работы устройства. Замеряют температуру корпуса, проверяют исправность вентилятора, делают перерыв, помогающий прибору остывать.
- Колебание напряжения холостого хода. В этом случае проверяют регулировочную ручку, предохранители, клеммы блока запуска.
Рекомендуем к прочтению Обзор выпрямителя ВД-306
Как сделать самому
Человек, разбирающийся в электротехнике, может собрать сварочный выпрямитель своими руками. На первом этапе составляют чертеж, отображающий все элементы системы.
При выборе деталей учитывают толщину электродов, с которым будет работать аппарат. Так, для функционирования совместно со стрежнями диаметром 3 мм агрегат должен выдавать силу тока в 150 А.
Основными компонентами электрической схемы являются:
- Трансформатор. Рекомендуется выбирать готовые устройства. Однако при необходимости блок можно собрать самостоятельно.
- Выпрямительный блок. Сюда подается напряжение с вторичной обмотки. Для обустройства узла применяют конденсаторы, диоды, дроссель. Блок собирают по мостовой схеме. Проходящее по диодам электричество является пульсирующим. Оно не подходит для сварки, поэтому в схему вводят конденсаторы, сглаживающие колебания. Дроссель делает ток стабильным, он задерживает переменную составляющую, пропуская постоянную. Элемент собирают из железного сердечника и медной проволоки с изоляцией. Между компонентами дросселя оставляют зазор.
- Радиаторы охлаждения. Они отводят тепло, выделяемое диодами. Их устанавливают в комплекте с вентиляторами.
- Основание агрегата. Все узлы размещают на прочной текстолитовой пластине. Между компонентами схемы должно оставаться расстояние, обеспечивающее циркуляцию воздуха.
Для изготовления сварочного выпрямителя используют конденсаторы, выдерживающие высокое напряжение. Применяемые в радиотехнике детали для этого не подойдут.
Самодельный аппарат: блок-схема

Принципиальная электрическая схема блока питания сварочного аппарата.
Блок питания вставляется в соответствующую коробку из пластмассы или металла. Он снабжается необходимыми элементами: соединительными разъемами, различными выключателями, клеммами и регуляторами. Сварочный аппарат можно оборудовать ручками для переноски и колесиками.
Такую конструкцию довольно хорошего качества сварки можно выполнить самостоятельно. Главный секрет такого аппарата — это минимальное понимание сварочного процесса, выбор материала, а также мастерство и терпение при изготовлении этого устройства,.
Но для сборки аппарата самостоятельно вы должны хотя бы немного понять и изучить основные навыки, момент возникновения и горения электродуги и теорию плавления электрода. Знать характеристики сварочных трансформаторов и их магнитопроводов.
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий.
Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения.
Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.

Сварочный выпрямитель
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.

Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.

Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая.
Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором.
Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.

Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.

Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины.
Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов.
В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Источник: https://stankiexpert.ru/spravochnik/svarka/savrochniy-vypryamitel.html
Что представляет собой сварочный выпрямитель. Схема и разновидности
16.02.2019
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его.
Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
 Устройство сварочного выпрямителя
Устройство сварочного выпрямителя
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
 Схема сварочного выпрямителя
Схема сварочного выпрямителя
Применение сварочных выпрямителей
- Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
- Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
- К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Роботизированная сварка: применение сварочных роботов
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
Виды выпрямителей:
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Что представляет собой сварочный выпрямитель. Схема и разновидности Ссылка на основную публикацию 

Источник: https://svarkaprosto.ru/oborudovanie/svarochnyj-vypryamitel
Технические характеристики сварочных выпрямителей
[Сварочный выпрямитель] является преобразователем напряжения переменного сетевого тока в постоянный ток. За такое изменение несут ответственность полупроводниковые диоды.
Помимо блокового преобразовывающего устройства, в конструкцию выпрямительного устройства для сварки входят:
- защитные и измерительные элементы;
- трансформатор;
- прибор управления.
Вышеуказанные компоненты сварочного выпрямителя объединяются в общем блоке, при этом используется схема сварочного выпрямителя, позволяющая своими руками правильно подключить устройство.

С этой целью используется две распространенных схемы, первая принципиальная схема предусматривает подключение однофазным выпрямительным мостом – аппарат будет эксплуатироваться на 2-х полупериодах; вторая схема – для нее используется подключение трехфазным выпрямительным мостом – аппарат будет функционировать за счет 2-х токопроводящих основ.
Особенности назначения выпрямительного устройства
- Данная категория аппаратов применяется как генератор электрического напряжения между двумя точками, побуждающий возникновение сварочной электрической дуги.
- Похожая схема применяется в электродуговом сваривании, с использованием плавких электродов с разным видом покрытия.
- С помощью сварочных выпрямителей появляется возможность работать электродами с диаметром до 1,2 мм и обрабатывать разные виды сталей своими руками.
Используя электроды со специальным рабочим покрытием в сочетании со сварочным выпрямителем, можно сваривать цветмет и различные сплавы.
Также применение сварочного выпрямителя напряжения типа ВДУ, оборудованного автоматическим источником подачи присадочного материала, позволяет своими руками работать сваркой: аргонодуговой, угольной дугой, под флюсом.
Исходя из вышесказанного, можно сделать вывод: выпрямитель используется при обработке любых металлических изделий посредством напряжения постоянного тока.
Схема функционирования выпрямительных устройств
Для функционирования выпрямительного прибора применяется следующая принципиальная схема. Сетевой или генерируемый ток подается на входную обмотку трансформатора.
При помощи трансформатора снижается стандартный показатель тока до показателя, который будет соответствовать величине холостого хода сварки.
Далее осуществляется выпрямление высокочастотного тока до стабильного показателя.
ВАЖНО ЗНАТЬ: Сборка сварочного аппарата постоянного тока своими руками
- Видео:
- Полупроводниковый диод преобразует переменный ток в постоянный ток.
- Завершающий блок поддерживает, стабилизирует готовые технические характеристики, позволяет им оставаться неизменными.
- По указанной схеме может эксплуатироваться любой выпрямительный вариант устройства из ниже рассмотренных моделей, цена на них также приемлема, как и технические характеристики.
Виды сварочных выпрямительных устройств
На данный момент производство выпускает выпрямительные устройства в следующих вариантах:
Выпрямитель типа ВДМ – состоит из диодного моста, который выравнивает характеристики сглаживающего конденсатора, переменного тока и понижающего трансформатора.
Сварочный выпрямитель ВДМ применяют в бытовой и коммунальной электро-хозяйственной сфере. Основным достоинством ВДМ выпрямителей является невысокая цена.
Недостаток сварочного ВДМ выпрямителя заключается в минимальном периоде включения.
Выпрямитель универсальный многопостового типа. Многопостовые сварочные выпрямители питаются от 3-х фазной электрической сети.
- При этом каждый многопостовой вывод имеет индивидуальный блок управления, конструкция которого состоит из реостата управления и ограничителя регулятора (дросселя).
- За счет этого многопостовые сварочные выпрямители демонстрируют высокие вольтамперные технические характеристики.
- Такой аппарат может применяться при максимально длительном режиме включения.
- Видео:
- Благодаря этому многопостовые сварочные выпрямители используются в ходе длительных и масштабных сварочных работ.
- Многопостовые сварочные выпрямители нашли свое применение на заводах по изготовлению металлических конструкций, в цехах серийного производства и на стройплощадках.
- Выпрямительное устройство инверторного типа – аппарат особой категории, отличающийся оригинальностью конструкции, которая обусловлена сборкой основных узлов.
- Инверторный прибор состоит из электрического фильтра, сглаживающего на порядок активное напряжение переменного тока.
За фильтром место понижающего трансформатора, который оперирует высокочастотными токами, за ним находится мост. Благодаря подобной сборке, инверторный прибор помещается в компактном корпусе.
Подобные выпрямители удобны в транспортировке, поэтому им отдают предпочтение домашние умельцы и хозяева аварийных бригад, которым приходится всегда возить с собой подобное оборудование, цена на него не слишком высока.
Как видно из вышесказанного, современное производство предлагает потребителям разные виды выпрямительных устройств для сварочных аппаратов, при этом их цена может составлять от 10 тыс. до 100 тыс. рублей.
ВАЖНО ЗНАТЬ: Как выбрать сварочный полуавтомат?
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Выпрямительному устройству модели 1202 все чаще отдают предпочтение профессионалы, так как возможно его применением с удвоением мощности напряжения.
- Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
- На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
- Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.

ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
- В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
- В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
- А также возможность осуществлять своими руками резку расплавленного металла.
- Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
- Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Прибор ВД 306 М1 используют при сварке электродами с покрытием. Устройство ВД 306 М1 позволяет обрабатывать стальные детали.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
ВАЖНО ЗНАТЬ: Какие лучше выбрать электроды для инверторной сварки?
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
- Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
- Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
- Видео:
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.

Источник: https://rezhemmetall.ru/svarochnye-vypryamiteli.html
Устройство сварочного выпрямителя и принцип работы
Среди различных аппаратов для электродуговой сварки выделяются устройства, способные не только повышать силу тока, необходимую для плавления кромок металлов, но и выравнивать переменную частоту напряжения до постоянного значения.
Это позволяет лучше формировать швы, уменьшает разбрызгивание жидкого металла, и дает более прочное соединение. Называется такой агрегат — сварочный выпрямитель.
Как он устроен и за счет чего происходит преобразование тока? Какие разновидности аппаратов существуют?

Выпрямитель — что это такое?
Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается (V), и преобразовывается. Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
К выходящим клеммам устройства подсоединяются два кабеля (+ и -), один из которых крепится к свариваемому изделию, а второй заканчивается держателем или горелкой. В зависимости от конкретного полюса крепления к свариваемым частям определяется полярность и режим выполнения работы. Сварка происходит за счет замыкания дуги между соединяемой поверхностью и концом плавящегося электрода.
Преимущества использования
Эксплуатация выпрямителей в производстве при сварочных процессах дает несколько преимуществ перед обычными трансформаторами:
- более стабильное горение дуги;
- малое количество брызг расплавленного присадочного и основного металла;
- ровная поверхность шва с мелким чешуйчатым рисунком;
- лучшая свариваемость цветных и легированных металлов;
- экономия расходных материалов.
Применение выпрямителей
Устройства с постоянным током большой силы позволяют проводить сварочные работы покрытыми электродами на многих видах стали. В зависимости от возможностей регулировки, некоторые агрегаты способны сваривать металлы до 50 мм толщины (с разделкой кромок). При обратной регулировке выпрямителя, сварщик способен выполнять соединения на тонких изделиях с толщиной стенки 1 мм.
Сварочное устройство способно плавить как кромки основного металла, так и стержни электродов. Диаметр последних бывает от 2 до 6 мм. Кроме покрытых электродов выпрямители могут работать с присадочной проволокой, подающейся с катушки. Для этого их активно внедряют в полуавтоматы.
Преобразователи сварочного тока используются и для сварки неплавящимися электродами (вольфрамовыми, угольными). В этом случае сварочную ванну защищают инертными газами, подающимися в горелку через кабель-канал. Так, используя сварочный выпрямитель, можно сваривать чугун, нержавейку, и малоуглеродистую сталь.
Кроме сварки, агрегаты применяются для разрезания металлов электрической дугой. Данное действие возможно благодаря увеличению силы тока, которая прожигает сталь, не позволяя краям отверстия сходиться вновь. В отличие от трансформаторов, преобразователи с постоянным током позволяют экономить электроды при одинаковом объеме работ.
Устройство и принцип работы
Устройство сварочного выпрямителя включает в себя несколько блоков, обеспечивающих выполнение рабочего процесса. Основные элементы агрегата следующие:
- понижающий трансформатор;
- диоды;
- охлаждающий модуль;
- измерительные приборы;
- регуляторы тока.
Принцип работы выпрямителя заключается в подаче перемененного тока на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке создается поток напряжения с уменьшенным значением V, и возросшей силой тока А. Холостой ход работы аппарата не должен превышать 48V.
Это напряжение поступает на диоды. В качестве последних используются кремниевые элементы. Диод является полупроводником, обеспечивающим прохождение тока только в одну сторону. Это устраняет колебание его частоты и в зону сварки подается уже постоянное напряжение.

Поскольку диоды при этом нагреваются, то рядом с ними располагаются радиаторы и вентилятор. Постоянный обдув холодным воздухом позволяет увеличить продолжительность активной работы устройства, без перерыва на охлаждение.
Для контроля характеристик тока в систему устанавливаются амперметр и вольтметр. Многие модели снабжаются датчиком перегрева. При превышении показателей V срабатывает блок защиты, отключающий возможность сварки.
Чтобы настраивать силу тока в соответствии с толщиной свариваемого соединения используется несколько видов регулировки.
Способы регулировки тока в выпрямителях
Чтобы изменять значение ампер в сварочном преобразователе предусмотрено несколько вариантов управления. Большинство выпрямителей имеют ступенчатую регулировку за счет секционированного подключения первичной обмотки. Такой переключатель ставится в виде рукоятки, с двумя или тремя положениями.
Если требуется сразу повысить силу тока до возможности производить сварку толстых пластин или резку, то часть первичной обмотки «отсекается», и ток идет по укороченной схеме.
Для возвращения напряжение в обратную сторону схема переключается на более длинную часть первичной обмотки, и сила тока становится меньше, что удобно для сварки тонких листов.
Кроме грубой регулировки, воздействующей на трансформатор, в выпрямителях применяется тонкая настройка при помощи дросселя насыщения. Он устанавливается между кремниевыми диодами (выпрямляющим блоком) и понижающим трансформатором. Дроссель представляет собой ряд катушек, через которые проходит напряжение. Переключая рычаг управления, изменяется длина пути тока в обмотках и его сила.
Большинство моделей преобразователя имеет рукоятку на крышке корпуса, которая приводит в движение винтовой вал и платформу со вторичной обмоткой трансформатора. Изменение расстояния между обмотками также служит способом регулировки силы тока.
Самым эффективным для изменения сварочного напряжения является тиристорный блок. Его внедрение в схему позволяет контролировать длину подачи напряжения и его воздействие на металл. Благодаря тиристорам можно моделировать жесткую, пологопадающую и крутопадающую характеристики тока.
Разновидности аппаратов
Выпрямители для сварки имеют несколько разновидностей по типу подключения диодов и параметрам входящего напряжения. Их можно разделить на:
- однофазные (с однополупериодной конструкцией, полумостовой и полномостовой);
- двухфазные (с последовательным и параллельным подключением мостов);
- трехфазные (с количеством от 6 до 12 диодов в параллельных и последовательных схемах).
Из часто встречающихся на производстве выпрямителей применяют трехфазные модели, позволяющие работать с металлами разной толщины, и выполнять не только сварку, но и резку материалов.
Встречаются и многопостовые аппараты, дающие возможность подсоединять к ним до шести электрододержателей одновременно.
Чтобы обеспечить индивидуальные условия для каждого рабочего, в схему включают защиту от индукции и балластный реостат, для регулировки тока на месте.
В быту выпрямители применяются в составе сварочных инверторов. В этих аппаратах понижающий трансформатор изменяет силу тока, после чего выпрямляющий блок производит постоянное напряжение.
Далее оно преобразуется обратно в переменное, но с очень высокой частотой. И хотя сварка такими устройствами выполняется на переменном токе, благодаря его модернизации, получаются качественные и ровные швы.
Инверторы отличаются компактностью и легкостью.
Обслуживание и ремонт
Чтобы выпрямитель для сварки хорошо работал, требуется проводить грамотное обслуживание аппарата и своевременный ремонт.
В первое, включается проверка всех токопроводящих частей на сохранность изоляции, надежность крепления клемм, и удаление пыли с внутренних элементов. Перед введением в эксплуатацию аппарат должен быть заземлен.
Винт для регулировки хода вторичной обмотки требуется периодически смазывать. Запрещается работать с выпрямителем без защитного кожуха.
Из самых частых поломок встречается перегрев и сильный гул аппарата. Если наблюдаются такие симптомы, то это может означать:
- крыльчатка вентилятора не соответствует требуемой величине и ее необходимо заменить;
- заклинил вал вентилятора охлаждения;
- замкнула первичная обмотка трансформатора, которую следует перемотать;
- нарушена изоляция листов сердечника или его шпилек.
Среди других распространенных поломок выпрямителя требующих ремонта — понижение выходного напряжения. Это могло произойти из-за замыкания или обрыва во вторичной обмотке. Если магнитный пускатель включается на одну секунду и отключается, то причина кроется в неработающем диоде, или замыкании тока на кожух аппарата.
Выпрямитель позволяет производить сварочные работы с получением более качественных швов на различных металлах. Благодаря преобразованию тока от трансформатора в постоянное напряжение, возможна сварка и резка устойчивой дугой, и экономией расходных материалов.
- Поделись с друзьями
- 1
- 0
- 0
- 0
Источник: https://svarkalegko.com/oborudovanie/chto-takoe-svarochnyj-vypryamitel-i-kak-on-rabotaet.html
Характеристики сварочных выпрямителей
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций.
Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией.
Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Виды сварки и устройство выпрямителя
Существует масса новейших методов соединения металлов и их сплавов, как правило, они основаны на лёгких и надёжных мобильных, инверторных, сварочных аппаратах. Эти изделия работают на принципе выпрямителя, но их конечные характеристики, отличаются от традиционных устройств. К относительно новым видам сварки относятся следующие способы соединения металлов:
- Сварка методом MIG/MAG, которая работает на принципах сварки металлов в активной или защитной среде газа с полуавтоматической подачей присадочной проволоки в зону плавления;
- сварка методом TIG, где процесс происходит в защитной среде инертного газа, с использованием неплавких электродов и наплавляемой полосы присадочного материала;
- сварка методом ММА, где используются принципы инвертора в режиме постоянного тока, но электроды, покрытые и возможна смена полярности.
Популярность высокотехнологичных методов вполне объяснима, но не утрачивает значение и использование старых методов сварки металлов. Причина заключается в предсказуемости параметров, глубине провара и использовании доступных комплектующих.
Основным недостатком метода сварки, с применением выпрямителя, кроме большого веса, является его нагрузка на питающие электросети общего использования. Это воздействие снижается за счёт питания через трёхфазное напряжение 380 V, оно же позволяет перераспределить нагрузку во вторичной цепи и создать многопостовые выпрямители.
Констукция устройства
Конструктивно устройство выпрямления напряжения и создания мощного сварочного тока выглядит следующим образом, а именно:
- необходимость понижения входного напряжения означает наличие трансформатора, он преобразует переменный 50 Гц ток 220/380 В, в низковольтное напряжение;
- мощный диодный мост выпрямляет переменное напряжение в циклическое постоянное;
- сглаживающий конденсаторный фильтр большой ёмкости, преобразует пульсирующее напряжение в, практически, линейное постоянное напряжение;
- блок регулировки силы тока;
- дроссели, ограничивающие нарастание сварочного тока.
Конструкция аппаратов может несколько отличаться от упрощённой схемы для улучшения технических характеристик, но по этому принципу можно собрать выпрямитель своими руками. Он позволит выполнять простые сварочные работы дома и на даче.
Важно помнить, что необходимо предусмотреть индикацию режимов работы и воздушное охлаждение сварочного аппарата потому, что выпрямительные диоды при сварке сильно нагреваются.
Сварочный выпрямитель: принцип работы и характеристики
Принцип работы сварочного трансформатора заключается в том, что он работает на переменном токе 220/380 V с понижением напряжения во вторичной обмотке, а устройство выпрямителя подразумевает наличие мощного диодного моста после вторичной, понижающей обмотки трансформатора. Такое конструктивное решение даёт преимущества при регулировке сварочного тока и может быть организовано по следующим схемам:
- выпрямление однофазное, более подходит для бытовых условий и отличается сравнительной простотой;
- выпрямление по трёхфазной схеме, делает возможным снижение пульсации в первичной и вторичной обмотках;
- схема выпрямления по шестифазной системе, позволяющая организовать многопостовой сварочный пункт.
Кроме того, сварочный выпрямитель дуга, которого позволяет добиться устойчивого плавления покрытого электрода и соединяемых заготовок, может отличаться по способам регулирования выходных характеристик, а именно:
- трансформаторная регулировка достигается изменением схемы подключения обмоток;
- регулировка характеристик с помощью дросселя и мощного реостата;
- тиристорная или транзисторная регулировка с кольцевой, трёхфазной или шестифазной схемой выпрямления.
С помощью марки изделия и руководства по эксплуатации можно определить вольт-амперные характеристики конкретного изделия, которые могут быть падающими, пологопадающими и жёсткими или комбинированными.
Например, выпрямитель ВД 306 сконструирован, как аппарат с падающей характеристикой, а аппараты серии ВДГ и ВС имеют жёсткую характеристику и предназначены для сварки в защитном газе плавящимися электродами.
Очень важно, для обеспечения качества, подобрать вольтамперные характеристики модели для выполнения тех работ, которыми вы будете заниматься.
Так, выпрямитель ВСВУ-160 предназначен для сварки неплавящимися электродами, поэтому перед приобретением агрегата необходимо предварительно ознакомиться с инструкцией и техническими характеристиками модели.
При этом ВСВУ обладает всеми свойствами универсального аппарата.

Модели сварочных выпрямителей и их параметры
Стабильные технические характеристики, простота и малая зависимость от перепадов температуры заставляют потребителей забыть о большой массе сварочных выпрямителей, хотя эти показатели находятся в пределах от 30 кг до 900 кг.
Вес выпрямителей объясняется наличием тяжёлых трансформаторов и силовых полупроводниковых элементов с радиаторами охлаждения, а также необходимо учитывать систему охлаждения и вес корпуса.
Это обстоятельство становится маловажным, особенно при организации производственного процесса с большим количеством сварочных постов. Рассмотрим параметры такого аппарата.
Мощный выпрямитель ВДМ-1201 У3 используется для ручной дуговой сварки и питает постоянным током многопостовой рабочий пункт. Этот аппарат подходит для профессиональной поточной сварки металлоконструкций в холодных или отапливающих помещениях и обладает следующими характеристиками:
- напряжение питания 380 В, трёхфазное;
- потребляемая мощность 102 кВА, при потребляемом токе 160 А;
- на выходе выдаёт сварочный ток 1250 А, на каждый пост от 60 до 315 А;
- КПД равно 80%, а класс защиты IP-23;
- продолжительность работы ПВ 100% и на каждый пост не менее 60%;
- холостой ход с напряжением 80 В, обслуживает до 8 постов;
- крутизна вольт-амперной характеристики 0,02 В/А;
- вес 400 кг и срок службы не менее 5 лет.
Нужно отметить наличие регулировки тока сварки непосредственно с рабочего места, которое может быть удалено от самого аппарата. Имеется индикация режимов работы агрегата и эффективная система охлаждения. Следует отметить, что, несмотря на несколько устаревшую конструкцию, сварочные выпрямители в состоянии составить конкуренцию некоторым современным аппаратом, более дёшевы и долговечны.
Важно, что ремонт выпрямителя обойдётся значительно дешевле починки современных инверторных аппаратов.
Что имеем в итоге?
Подводя итоги, нужно сказать, что выбор каждого человека определяется решаемыми задачами и денежными ресурсами, но выбор выпрямителя, особенно для производства, будет верным решением.
Мы рассказали о свойствах трансформаторных выпрямителей, основных характеристиках и принципе действия и надеемся, что эта информация будет вам полезна.
Источник: https://electrod.biz/oborudovanie/harakteristiki-svarochnyih-vyipryamiteley.html
Что это такое?
Данное устройство состоит из несколько полупроводниковых блоков, которые выпрямляют ток до значения, достаточного для проведения работ. Как и любое другое сварочное оборудование, выпрямитель имеет два контакта – положительный и отрицательный.
Один крепится на заготовку, второй оснащен горелкой или электродным держателем. Полярность работ зависит от типа выпрямителя и необходимого режима работы.
Соединение происходит за счет возбуждения сварочной дуги между электродом и соединяемой поверхностью.
Отличия от устройств с переменным током
Работа классического сварочного трансформатора сопровождается сильной пульсацией выпрямленного тока. Это негативно отражается на качестве соединения, которое содержит большое количество дефектов. Кроме того, сварка трансформатором сопровождается большим количеством брызг расплава, что ведет к перерасходу присадочных материалов. Выпрямители для дуговой сварки лишены данного недостатка, благодаря вышеупомянутым блокам. Сварочный ток отличается большей стабильностью, улучшая качество шва.
Некоторые сварщики ошибочно полагают, что при глубокой проварке предпочтительнее использовать трансформатор. Однако исследования показывают, что применение выпрямителя только повышает качественные характеристики соединения.
Плюсы и минусы оборудования
По сравнению с трансформатором, выпрямитель обладает рядом преимуществ:
- Экономное потребление энергии;
- Стабильность электрической дуги;
- Качество соединения;
- Малое количество брызг;
- Работа с нержавейкой;
- Простота и надежность конструкции, которые обеспечивают комфортную регулировку;
- Высокий КПД.
- Небольшие габариты и малый вес.
Наряду с достоинствами имеется ряд недостатков, которых гораздо меньше:
- Повышенные требования к стабильности напряжения в сети;
- Повышение качества сопровождается незначительной потерей мощности;
- Слабая защита от коротких замыканий, особенно длительных;
- Более высокая стоимость.
Положительные качества обеспечивают устойчивый интерес к оборудованию, несмотря на недостатки.
Стоимость оборудования
Цена на сварочные выпрямители формируется с учетом нескольких факторов, среди которых мощность, максимальный ток, количество постов и габариты. Примером простого оборудования для любителей можно назвать выпрямитель Telwin Quality 220 AC/DC. Аппарат мощностью 6 кВт с максимальным током 160 А и весом 30 кг обойдется покупателю в 11-13 тысяч рублей.

Профессиональные устройства отличаются внушительными габаритами, повышенными характеристиками, количеством постов до 3-х штук. Например, выпрямитель Blue Weld Omegatronic 400 CE 813140, имеющий мощность 16,5 кВт и максимальный ток 350 А, будет стоить порядка 100 тысяч рублей.
Использование рассмотренных аппаратов постоянного тока дает пользователю массу преимуществ при проведении сварочных работ. Срок бесперебойной работы оборудования можно увеличить, если следовать элементарным рекомендациям, указанным выше. Для разовых или редких работ с минимальной силой тока (характерно для тонких заготовок) можно подобрать изделия от 10 тысяч рублей. Более полный набор характеристик с увеличенным ресурсом и техническими возможностями отличает профессиональное оборудование, стоящее десятки и сотни тысяч рублей.
Вы имели возможность работать со сварочными выпрямителями? Поделитесь своим мнением о той или иной модели в комментариях или по этому оборудованию.
Применение выпрямителей
Рассматриваемые устройства пользуются спросом как среди новичков, так и профессионалов. Основное предназначение – сварка покрытыми электродами на различных видах стали. Технические характеристика большинства агрегатов позволяют работать с электродами различного сечения, до 6 мм включительно.
Некоторые модели рассчитаны на использование электродной проволоки – они являются основным узлом полуавтоматов.
Давно налажен выпуск выпрямителей для работы в среде защитного газа неплавящимися электродами.
Аппараты большой мощности способны работать с металлом, толщиной до 50 мм. Подобная технология соединения требует предварительной подготовки кромок. Реверсивная регулировка позволяет опытному сварщику работать с тонколистовыми материалами, толщина которых составляет 1-1,5 мм.
Помимо соединения выпрямители активно используются при электрической резке металла. Данная технология подразумевает использование аппаратов имеющих большую силу тока.
Преимущества и недостатки сварочных выпрямителей
Если сравнивать с трансформаторами, выпрямительные аппараты обеспечивают существенную экономию расхода электродов. Эти устройства подходят для работы с металлами, имеющими самые разные технические характеристики. На постоянном токе выполняют сварку теплоустойких, высоколегированных сталей, чугуна, титана и его сплавов, а также сплавов на базе никеля и меди.
Другие преимущества сварки на постоянном токе, по сравнению со сваркой на переменном:
- стабильная дуга, благодаря отсутствию нулевых значений силы тока;
- увеличение толщины проплавления металлических элементов;
- снижение образования металлических брызг;
- повышение прочностных характеристик ровного, с мелким чешуйчатым рисунком, шва;
- уменьшение количества дефектов в сварном шве.
Как и все аппараты для сварки, выпрямители имеют свои минусы. Это – значительная масса аппарата и частичная потеря части.
Принцип работы
Принципиальная конструкция сварочного выпрямителя содержит следующие узлы:
- Трансформатор понимающего типа;
- Полупроводниковый диод;
- Радиаторы охлаждения;
- Контрольно-измерительные приборы (амперметр и вольтметр);
- Механизм регулировки силы тока;
- Датчики безопасности.
Переменный ток, который поступает в аппарат, проходит несколько стадий:
- Ток поступает на первичную обмотку трансформатора.
- Переход на вторичную обмотку. Действие происходит благодаря явлению электромагнитной индукции. При этом сила тока увеличивается, а показатель напряжения падает до безопасного уровня. Среднее значение составляет 46В.
- Напряжение поступает на полупроводниковые диоды. Они обеспечивают одностороннее движение тока, исключая вероятность колебаний.
- Выпрямленный ток поступает на держатель.

Способы регулировки тока
Механизм регулировки зависит от конструкции аппарата. Классические устройства оснащены ступенчатой регулировкой. Сам переключатель имеет два или более положения. Изменение силы тока происходит за счет ограничения работы трансформатора. Данная схема применялась еще на самых первых моделях выпрямителей.
Более продвинутой считают технологию, применяемую на инверторных сварочных выпрямителях. Он основан на установке дросселей насыщения, которые помещают между полупроводниковыми диодами и понижающим трансформатором.
Трехфазный сварочный тиристорный выпрямитель оснащен наиболее современным регулировочным механизмом. Тиристорный блок позволяет осуществлять тщательный контроль над напряжением и силой тока, устанавливая необходимые показатели, в зависимости от типа соединения и характеристик металла.
Виды сварочных выпрямителей по количеству обслуживаемых потребителей
По количеству потребителей, питающихся от одного аппарата, различают сварочные одно- и многопостовые выпрямители.
Однопостовые
Для выполнения небольших сварочных работ одним сварщиком можно купить сварочный выпрямитель однопостовой серии ВД. К таким моделям подключается только один сварочный кабель. На большее количество кабелей мощности этого аппарата недостаточно.
Основные характеристики однопостового выпрямительного аппарата:
- компактные размеры и небольшая масса;
- система защит, обеспечивающая безопасность работы, – от перегрева, перегруза по напряжению и других нештатных ситуаций;
- небольшая мощность.Такое сварочное оборудование применяется, в основном, в бытовых работах. В быту часто используются выпрямители с однофазным трансформатором, работающим от бытовой электросети напряжением 220 В, частотой 50 Гц.
Многопостовые
Многопостовые выпрямители ВДМ применяются для проведения сварочных работ несколькими пользователями. Допустимые режимы сварки – ручная дуговая плавящимися электродами, в углекислом газе, под флюсом. Влияние постов друг на друга при работе исключено. Смена режимов – простая, быстрая и удобная.
Разновидности аппаратов: основные типы
По типу конструкции различают три вида выпрямителей:
- однофазные;
- двухфазные;
- трехфазные.
На промышленных предприятиях чаще всего используют трехфазные аппараты с большим количеством диодов. Они выгодно отличаются тем, что способным работать с различными металлами, независимо от толщины заготовки. Производственные модели, как правило, представляют собой многопостовые агрегаты. Эксплуатация таких агрегатов подразумевает использование балластных реостатов для индивидуальной регулировки тока каждого поста.
Инверторный выпрямитель знаком многим владельцам частных домов и загородных участков. Данные устройства характеризуются многоступенчатым процессом выпрямления тока. Инверторы отличаются малым весом и компактными размерами, что является несомненным преимуществом для устройства бытового назначения.
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.
Использовать проволоку без обмазки также допустимо, но только при условии большого опыта в сварных вопросах. Для неопытного сварщика справиться с ней будет практически нереально.

Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
На заметку! Расчеты для изготовления трансформаторов осуществляются по единой методике, поэтому данная задача не представляет трудностей даже для малоопытного сварщика со школьными знаниями электричества.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Электролитический конденсатор в составе схемы необходим в качестве сглаживающего фильтра для снижения пульсаций.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.

Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
Оно может происходить при касании проволоки о металл без зажигания дуги. Если в это время на конденсаторе нет сопротивления, он мгновенно разрядится, произойдет щелчок, электрод разрушится или прилипнет к металлу.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Обслуживание и ремонт
Сварочные выпрямители нуждаются как в ежедневном, так и в периодическом техническом обслуживании. Это залог безотказной работы оборудования. Ежесменный осмотр включает в себя следующие процедуры:
- Осмотр изоляции.
- Проверка крепления клемм и заземления.
- Удаление пыли и грязи с внутренних частей корпуса.
Все обнаруженные дефекты подлежат немедленному устранению.
Симптомами неисправности является частое срабатывание температурных датчиков и увеличение шума в процессе эксплуатации. Причиной могут быть следующими:
- Замыкание первичной обмотки трансформатора.
- Выход из строя вентилятора системы охлаждения;
- Нарушение изоляции листов сердечника.
Эксплуатация неисправного оборудования запрещена.