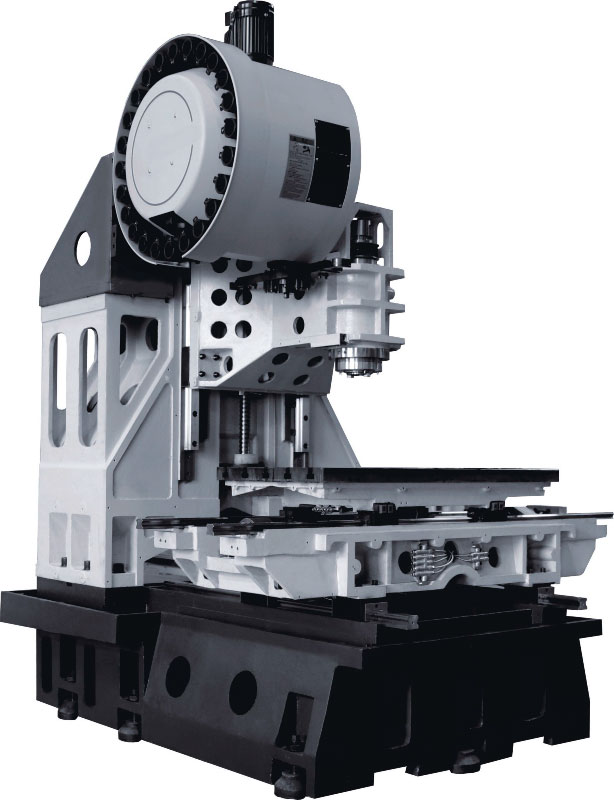
Вертикально-фрезерный обрабатывающий центр KVL650 это современный, высоко скоростной, производительный обрабатывающий центр с ЧПУ для еденичного и серийного производства. Предназначен для высокопроизводительной и точной обработки заготовок из стали, чугуна, цветных металлов. Система ЧПУ FANUCидеально подходит для обработки деталей имеющих сложную геометрическую форму, например, пресс-формы. Станок позволяет выполнять такие операции как фрезерование, сверление, зенкерование, растачивание, нарезание резьбы,обработка двухмерных и трехмерных изогнутых поверхностей.
Вертикально-фрезерные обрабатывающие центры серии KVL применяются во всех отраслях машиностроительной и автомобильной промышленности, приборостроении, авиа и энергетической промышленности.
Особенности
- Цельнолитая чугунная станина и колонна станка усилены ребрами жесткости, что обеспечивает высокую надежность, жесткость и виброустойчивость при тяжелых режимах резания. Станина выполнена методом проектирования конечных элементов (FEA) из высокопрочного серого чугуна марки Mehanit.
- Мощный высокоскоростной шпиндель 8 000/10 000 об/мин мощностью 11/15 кВт и 12 000 об/мин мощностью 7,5/11 кВт производства ROYAL или VYUCHENG (Тайвань).
- Линейные направляющие качения роликового типа по осям X,Y,Z производства HIWIN или PMI (Тайвань) обеспечивают высокую скорость и точность перемещений по осям.
- Масляное охлаждение шпинделя исключает возможность перегрева шпинделя при длительной работе на максимальных режимах резания, обеспечивает постоянство точностных параметров за счет отсутствия термических расширений шпинделя.
- Функция жесткого нарезания резьбы и автоматичиское отключение станка по М коду расширяют функционал станка.
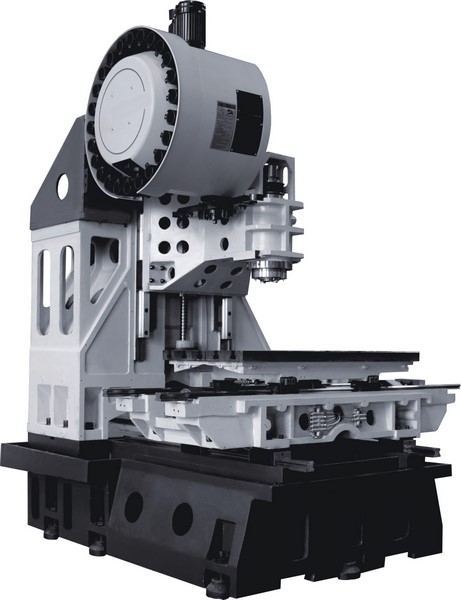
Цельнолитая станина увеличенной массы
Станина отливается из чугуна марки Mehanite с утолщенными стенками. Для снятия внутренних напряжений и придания большей прочности и жесткости проходит естественное старение. Масса станка напрямую влияет на жесткость конструкции, стенки литья толще, отсутствуют вибрации при обработке, более длительный срок службы оборудования, возможно применение прогрессивных режимов резания, обработка легированных и жаропрочных сталей.

Шпиндель
Шпиндель производства компании ROYAL или VYUCHENG (Тайвань), характеризуется высокой точностью и повышенной жесткостью. В шпиндельном блоке устанавливаются эксклюзивные подшипники класса P4 (в передней опоре — 3 подшипника, в задней опоре 2 подшипника), а сборка всего комплекта шпинделя выполняется при постоянной температуре. Передача крутящего момента происходит за счет ременной передачи. Крутящий момент достигает 70/95,5 Нм (постоянный/ пиковый). Для шпинделя предусмотрена бесступенчатая регулировка скорости вращения в его диапазоне скоростей. С помощью встроенного датчика положения шпиндель может выполнять свою ориентацию и функцию жесткого нарезания резьбы.

Система ЧПУ FANUC PLUS 0i-MF (5)
В базовой комплектации устанавливается обновлённая система ЧПУ FANUC PLUS0i-MF (5), LCD монитор 10,4 дюймов c manualguideна русском языке.
- Удобное использование, высочайшее качество изготовления, исключительная надежность системы, простота программирования.
- Интерфейс на русском языке.
- Система ЧПУ оборудована портом USB и сетевым портом, находящимся на передней панели для удобного использования, функция передачи данных, пульт перемещений MPG.
- Наиболее распространённая система ЧПУ в России, что позволит с легкостью найти оператора станка для вашего производства.
- Наличие сервисного центра в России и склада запасных частей, позволит устранить вынужденную остановку станка в минимальные сроки.

Система ЧПУ Siemens 828D
- Изысканная и надежная система ЧПУ.
- Система ЧПУ оборудована портом USB и сетевым портом, находящимся на передней панели для удобного использования.
- Функция передачи данных, пульт перемещений MPG.
- Литая панель управления изготовлена из износостойкого пластика, клавиши клавиатуры покрыты пленкой. Высокая надежность и водонепроницаемость обеспечивают хорошую работу системы управления в жестких условиях эксплуатации.
- Компактность и функциональность 4-х осевой обработки.
- Цветной дисплей и большой размер клавиатуры максимально удобно подходят для работы оператора станка.
- Интерфейс на русском языке.
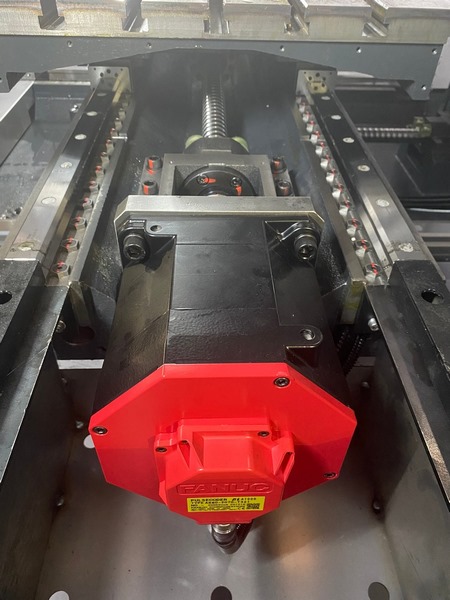
Приводы подач по осям X/Y/Z
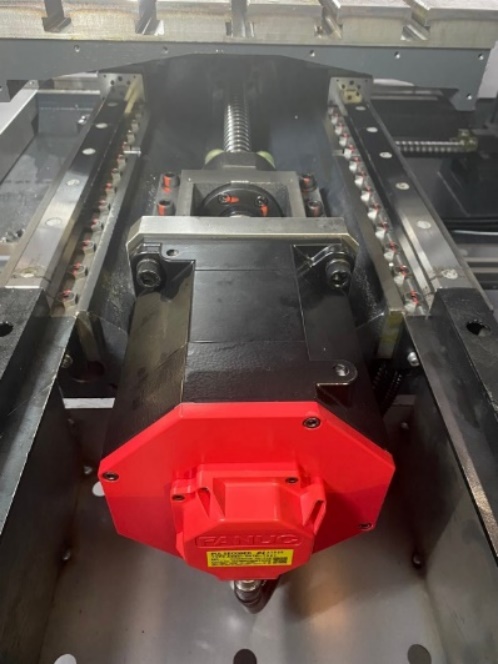
На станках серии KVL установлены оригинальные приводы подач от производителя FANUC (Япония) или Siemens (Германия), что обеспечивает высокую надежность, скорость и плавность перемещений.

Пневматический узел
На станках серии KVL установлен пневматический узел, который отвечает за разжим, зажим и подготовку шпинделя к смене инструмента. После фильтрации сжатый воздух подается в нужные точки. При перепаде давления имеющийся ресивер позволит безопасно произвести смену инструмента без создания аварийной ситуации.

Линейные направляющие качения и ШВП
На станке установлены линейные направляющие качения роликового типа по осям X/Y/Z производства HIWIN или PMI (Тайвань) и ШВП (Тайвань), обеспечивающие высокую скорость и точность позиционирования.

Подготовка для установки 4-й оси
Во всех станках серии KVL предусмотрена подготовка под установку 4-ой оси (место в электрошкафу под привод 4-ой оси,отверстия в кожухах для проводов, система ЧПУ с поддержкой 4-й оси). Система ЧПУ позволяет работать в режиме полной 4-ой оси (непрерывная обработка) так и в индексном режиме. Для установки 4-ой оси потребуется приобрести поворотный стол и привод оси в электрошкаф.

Обмыв рабочей зоны станка
Позволяет сократить время на ежедневное техническое обслуживание станка.
Технические характеристики KVL650 |
|
|---|---|
| Характеристика | Значение |
| Рабочая зона | |
| Размеры рабочего стола, мм | 850×400 |
| Наибольшая нагрузка на стол, кг | 400 |
| T-пазы стола | 3x18x100 |
| Перемещение по оси X, мм | 650 |
| Перемещение по оси Y, мм | 400 |
| Перемещение по оси Z, мм | 500 |
| Расстояние от торца шпинделя до поверхности рабочего стола, мм | 100 — 600 |
| Расстояние от оси шпинделя до направляющих колонны, мм | 451 |
| Шпиндель | |
| Обороты шпинделя, Мин-1 | 20 — 10 000 (12 000) |
| Мощность электродвигателя главного привода (пост./30 мин.), кВт | 7,5 / 11 |
| Направляющие и ШВП | |
| Тип направляющих по осям X/Y/Z, тип | Шариковые |
| Ширина направляющих по осям X/Y/Z, мм | 35 / 35 / 35 |
| Количество направляющих по осям X/Y/Z, Шт. | 2 / 2 / 2 |
| Диаметр и шаг ШВП, мм x мм | Ø32 х 16 |
| Класс точности ШВП, класс | С3 |
| Мощность двигателей по осям X/Y/Z, кВт | 1,2 / 1,2 / 2,5 |
| Крутящий момент двигателей по осям X/Y/Z, Нм | 8 / 8 / 20 |
| Инструментальная система | |
| Тип хвостовика инструмента, тип | ВТ-40 |
| Емкость магазина инструмента, Шт. | 20 (тип рука) |
| Время смены инструмента, сек. | 2,5 |
| Максимальный диаметр инструмента (без инструмента в соседних позициях), мм | Ø 78 (Ø 120) |
| Максимальная длина инструмента, мм | 300 |
| Максимальная масса инструмента, кг | 8 |
| Скорость перемещений | |
| Быстрые перемещения по осям Х/Y/Z, м/мин | 48 / 48 / 32 |
| Рабочая подача по осям Х/Y/Z, м/мин | 10 |
| Точность | |
| Точность позиционирования по осям X/Y/Z, мм | ±0,008 |
| Повторяемость по осям X/Y/Z, мм | ±0,005 |
| Энергопотребление | |
| Напряжение, В | 380 |
| Частота, Гц | 50 |
| Прочие характеристики | |
| Максимальная потребляемая мощность станка, кВА | 15 |
| Давление воздуха, бар | 6-8 |
| Габаритные размеры | |
| Длина х Ширина х Высота (c транспортером стружки), мм | 3440x2145x2660 |
| Масса KVL650 , кг | 4100 |
Комплектация поставки
- Система ЧПУ FANUCPLUS 0i-MF (5) на русском языке c ManualGuide и пультом MPG, экран 10,4” LCD.
- Шпиндель ВТ-40 производства Тайвань,12 000 об/мин, мощность главного двигателя 7,5/11 кВт, прямой привод, главный двигатель FANUC.
- Масляное охлаждение шпинделя.
- Обдув конуса шпинделя при смене инструмента.
- Система подачи СОЖ в зону резания.
- Линейные направляющие по осям X/Y/Z шарикового типа производства Тайвань.
- Привода по осям X/Y/ZFANUC.
- ШВП по осям X/Y/Z производства Тайвань.
- Автоматическое устройство смены инструмента (тип рука) на 20 позиций производства Тайвань.
- Электрошкаф с теплообменником.
- Ресивер.
- Трансформатор.
- Автоматическая система смазки.
- Освещение рабочей зоны.
- Трех цветная сигнальная лампа.
- Пистолет для обдува воздухом рабочей зоны.
- Пистолет СОЖ.
- Жесткое нарезание резьбы метчиком.
- Компоненты электрошкафа Siemens/Schneider.
- Транспортер для удаления стружки ленточного типа с тележкой.
- Подготовка под установку 4-ой оси (место в электрошкафу под привод 4-ой оси,отверстия в кожухах для проводов, система ЧПУ с поддержкой 4-й оси).
- Обмыв зоны резания СОЖ.
- Сепаратор СОЖ дискового типа.
- Автоматическое отключение станка по коду М30.
- Полностью закрытая зона обработки кабинетного типа (с крышей).
- Рым-болты М24 для подъема станка.
- Комплект опор для монтажа станка.
- Руководство по эксплуатации на русском языке.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о KVL650:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Вертикальный многоцелевой обрабатывающий центр KVL предназначен для обработки деталей, требующих высокой точности, имеющих сложную форму, например, пресс-формы. Такие операции как фрезерование, сверление, зенкерование, растачивание, нарезание резьбы, обработка двухмерных и трехмерных изогнутых поверхностей, обработка наклонных поверхностей могут быть осуществлены за одну установку, тем самым реализуя процесс программирования и сокращая производственный цикл для обеспечения значительных экономических выгод для пользователей.
Область применения

Военная промышленность

Авиастроение

Автомобильная промышленность

Двигателестроение

Приборостроение

Машиностроение
Получаемые изделия
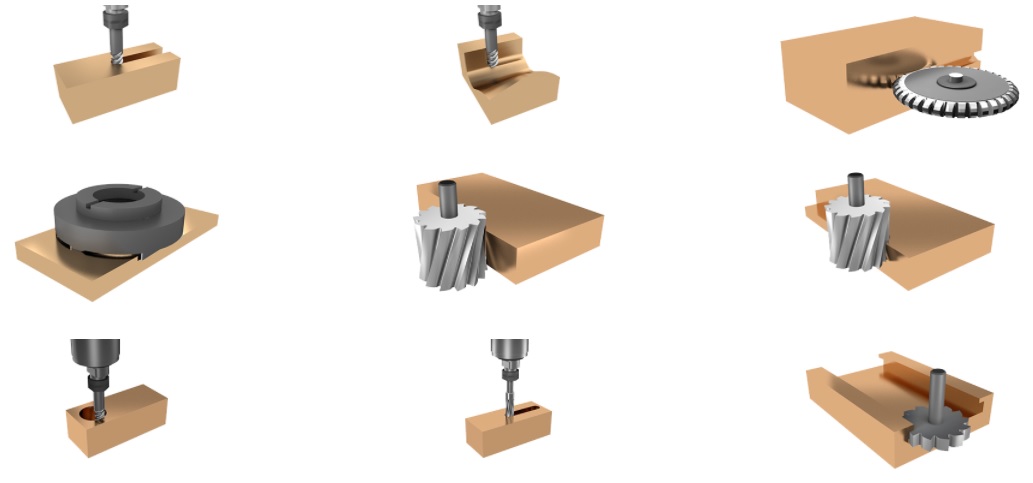
Схемы обработки
Особенности

Основные компоненты станины изготавливаются из высококачественного чугуна — механита
Проходят термическую обработку и искусственное старение (снятие внутренних напряжений), что дает возможность применять высокоскоростные режимы обработки, тем самым обеспечивается отсутствие вибраций и высокая точность.
В конструкции станка заложена цельнолитая станина с усиленной массой
Масса станка напрямую влияет на жесткость конструкции. Стенки литья толще, следовательно отсутствуют вибрации при обработке, более длительный срок службы оборудования, возможно применение прогрессивных режимов резания.
На станках установлена система ЧПУ Fanuc
Самая распространённая в мире система. Является одной из самых стабильных.
На шпинделе и ШВП используется подшипники NSK (Япония)
Качественные подшипники шпинделя — гарантия надежной и долговечной работы шпинделя.
Конструктивные особенности

Цельнолитая станина увеличенной массы
Станина отливается из чугуна марки Mehanite с утолщенными стенками. Для снятия внутренних напряжений и придания большей прочности и жесткости проходит естественное старение. Масса станка напрямую влияет на жесткость конструкции, стенки литья толще, отсутствуют вибрации при обработке, более длительный срок службы оборудования, возможно применение прогрессивных режимов резания, обработка легированных и жаропрочных сталей. Специальная конструкция станины, с увеличенной шириной направляющих у основания колоны, в месте соединения колоны с основанием — наиболее рациональное решение в соотношении жесткость — устойчивость — стоимость компоновки станка, что позволило увеличить жесткость, повысить устойчивость системы за счет смещения центра тяжести станка вниз. Специальная форма колонны в виде «трапеции» позволила значительно снизить деформации в системе жесткости станка под действием веса перемещающихся узлов, а также снизило чувствительность станка к внешним динамическим нагрузкам — от привода, со стороны основания.
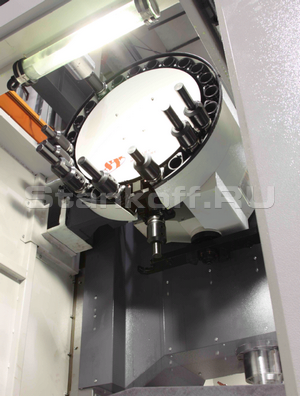
Автоматическая система смены инструмента
Дисковый инструментальный магазин устанавливается на стороне колонны. При смене инструмента режущий инструмент приводится в движение и позиционируется при помощи роликового кулачка. Устройство смены инструментов (УСИ) манипулятора завершит возврат и выполнит перемещение ножа после достижения шпинделем положения смены инструмента. Механизм роликового кулачка УСИ может бесшумно работать на высокой скорости после предварительной нагрузки, чтобы смена инструмента выполнялась быстро и точно.

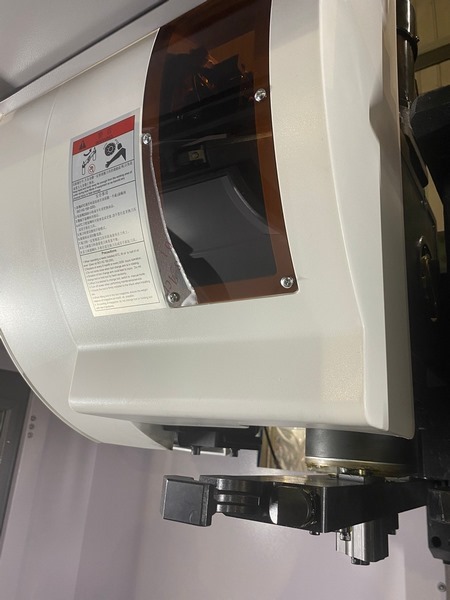
Шпиндель
Шпиндель производства мировой компании ROYAL (Тайвань), характеризуется высокой точностью и повышенной жесткостью. В шпиндельном блоке устанавливаются эксклюзивные подшипники класса P4, а сборка всего комплекта шпинделя выполняется при постоянной температуре. После калибровки динамического баланса и пусковых испытаний могут быть обеспечены долговечность срока службы и надежность. Для шпинделя предусмотрена бесступенчатая регулировка скорости в его диапазоне скоростей. С помощью встроенного датчика положения шпиндель может выполнять свою ориентацию и функцию жесткого нарезания резьбы.

Линейные направляющие качения
В качестве пары направляющих трех осей используются линейные роликовые направляющие PMI (Тайвань), имеющие преимущества меньшего трения, меньшей вибрации на высокой скорости, отличаются высокой точностью позиционирования, а также обеспечивают высокую эффективность работы сервопривода. Таким образом, точность и стабильность станка значительно улучшаются.

Система ЧПУ Fanuc OI MF (Япония)
Система ЧПУ FANUC 0I MF представляет одну из систем ЧПУ с полностью цифровой структурой, отличающуюся высокой скоростью обработки, высокой степенью надежности и хорошим показателем эффективности. Она может управлять 4-мя осями координат и 2-мя шпинделями одновременно. Система FANUC 0I MF, новейший цифровой сервопривод и интегрированный PMC составляют полностью цифровую систему управления с превосходным динамическим качеством и высокой точностью регулировки.
Шабрение
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. Технология прецизионного (высокоточного) выравнивания поверхности изделия из металла специальным режущим инструментом позволяет получить поверхность с неравномерностью порядка единиц микрона. Шабрение практически не поддаётся механизации и остаётся одной из самых трудоёмких слесарных работ. Шабрят чаще всего тогда, когда нужно пригнать поверхности двух деталей так, чтобы они прилегали друг к другу наиболее плотно и обеспечивалась высокая точность контакта.
Параметры точности
| Стандарт точности | Стандарт ISO | Тестовый показатель | ||
| Точность | Ось X | Точность позиционирования, мм | ± 0,005 | 0,004 |
| Повторяемость, мм | ± 0,003 | 0,003 | ||
| Ось Z | Точность позиционирования, мм | ± 0,005 | 0,004 | |
| Повторяемость, мм | ± 0,003 | 0,003 |
| Параметры | Стандарт ISO | Стандарт SMTCL |
| Параллельность перемещение оси Х поверхности стола | 0,03 / 500 | 0,04 / 500 |
| Параллельность перемещение оси Y поверхности стола | 0,03 / 500 | 0,035 / 500 |
| Точность повторяемости | ± 0,003 | ± 0,0025 |
| Точность позиционирования | ± 0,005 | ± 0,004 |
Дополнительная оснастка:

Вакуумная оснастка
Предназначена для фиксации заготовки во время обработки на станках фрезерной, гравировальной, токарной, расточной и шлифовальной групп. В основном используется при работе с плоским листовым материалом, однако с успехом применяется и для деталей с криволинейной поверхностью. Применяют для работы с различными материалами, но в основном с легкообрабатываемыми, в том числе для сухой обработки и обработки с СОЖ. В числе важных технологических преимуществ выделяют сокращение времени обработки детали из-за уменьшения количества переустановов детали, возможность сквозной обработки, сокращение брака и повышение точности обработки листовой заготовки за счет поверхностного закрепления и единства баз, снижение вспомогательного времени.
Страна изготовления: Китай
| Рабочая зона | |
| Размеры рабочего стола, мм | 750 х 400 |
| Наибольшая нагрузка на стол, кг | 350 |
| Т-пазы стола | 3 х 14 х 125 |
| Перемещение по оси Х, мм | 650 |
| Перемещение по оси Y, мм | 420 |
| Перемещение по оси Z, мм | 500 |
| Расстояние от торца шпинделя до поверхности рабочего стола, мм | 120 — 620 |
| Расстояние от центра шпинделя до колонны, мм | 470 |
| Параметры обработки | |
| Максимальный диаметр сверления, мм | 30 |
| Максимальная нарезаемая резьба | М16 |
| Фрезерование, см³/мин | 150 |
| Шпиндель | |
| Обороты шпинделя, мин−1 | 10000 |
| Мощность электродвигателя главного привода (пост./30 мин.), кВт | 5,5/7,5 |
| Инструментальная система | |
| Тип хвостовика инструмента | ВТ40 |
| Емкость магазина инструмента | 20 |
| Время смены инструмента, сек | 1,7 |
| Максимальный диаметр инструмента, мм | 80 |
| Максимальная длина инструмента, мм | 300 |
| Максимальный вес инструмента, кг | 8 |
| Скорость перемещений | |
| Быстрые перемещения по осям Х / Y / Z, м/мин | 40 / 40 / 30 |
| Точность | |
| Точность позиционирования, мм | 0,008 |
| Повторяемость, мм | 0,005 |
| Энергопотребление | |
| Потребляемая мощность, кВт | 25 |
| Напряжение, В | 380 |
| Частота, Гц | 50 |
| Прочие характеристики | |
| Объем бака СОЖ, л | 160 |
| Давление воздуха, Бар | 6 — 8 |
| Габаритные размеры: | |
| длина, мм | 2100 |
| Ширина, мм | 2400 |
| Высота, мм | 2700 |
| Вес, кг | 4000 |
Отзывы о Вертикальном обрабатывающем центре KVL650
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
НАЗНАЧЕНИЕ:
Вертикально-фрезерный обрабатывающий центр серии KVL — это современный, высокоскоростной, производительный обрабатывающий центр с ЧПУ для единичного и серийного производства. Предназначен для высокопроизводительной и точной обработки заготовок из стали, чугуна, цветных металлов.
Система ЧПУ FANUC идеально подходит для обработки деталей имеющих сложную геометрическую форму, например, пресс-формы. Станок позволяет выполнять такие операции как фрезерование, сверление, зенкерование, растачивание, нарезание резьбы, обработка двухмерных и трехмерных изогнутых поверхностей.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Вертикально-фрезерные обрабатывающие центры серии KVL применяются во всех отраслях машиностроительной и автомобильной промышленности, приборостроении, авиа и энергетической промышленности.
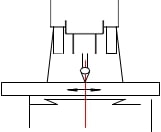
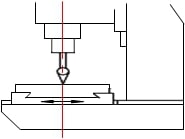
СХЕМЫ ОБРАБОТКИ:
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
|
СТАНИНА Станина отливается из чугуна марки Mehanite с утолщенными стенками. Для снятия внутренних напряжений и придания большей прочности и жесткости проходит естественное старение. Масса станка напрямую влияет на жесткость конструкции, стенки литья толще, отсутствуют вибрации при обработке, более длительный срок службы оборудования, возможно применение прогрессивных режимов резания, обработка легированных и жаропрочных сталей. Специальная конструкция станины, с увеличенной шириной направляющих у основания колоны, в месте соединения колоны с основанием — наиболее рациональное решение в соотношении жесткость — устойчивость — стоимость компоновки станка, что позволило увеличить жесткость, повысить устойчивость системы за счет смещения центра тяжести станка вниз. Специальная форма колонны в виде «трапеции» позволила значительно снизить деформации в системе жесткости станка под действием веса перемещающихся узлов, а также снизило чувствительность станка к внешним динамическим нагрузкам — от привода, со стороны основания. |

|
ШПИНДЕЛЬ Шпиндель производства компании ROYAL или VYU CHENG (Тайвань), характеризуется высокой точностью и повышенной жесткостью. В шпиндельном блоке устанавливаются эксклюзивные подшипники класса P4 (в передней опоре — 3 подшипника, в задней опоре 2 подшипника), а сборка всего комплекта шпинделя выполняется при постоянной температуре. Передача крутящего момента происходит за счет ременной передачи. Крутящий момент достигает 70 / 95,5 Нм (постоянный/ пиковый). Для шпинделя предусмотрена бесступенчатая регулировка скорости вращения в его диапазоне скоростей. С помощью встроенного датчика положения шпиндель может выполнять свою ориентацию и функцию жесткого нарезания резьбы. |

|
СИСТЕМА ЧПУ FANUC PLUS 0i-MF (5) В базовой комплектации устанавливается обновлённая система ЧПУ FANUC PLUS 0i-MF (5), LCD монитор 10,4 дюймов c manual guide на русском языке.
|
|
ПРИВОДЫ ПОДАЧ ПО ОСЯМ X/Y/Z На станках серии KVL установлены оригинальные приводы подач от производителя FANUC (Япония), что обеспечивает высокую надежность, скорость и плавность перемещений. |

|
ПНЕВМАТИЧЕСКИЙ УЗЕЛ На станках серии KVL установлен пневматический узел, который отвечает за разжим, зажим и подготовку шпинделя к смене инструмента. После фильтрации сжатый воздух подается в нужные точки. При перепаде давления имеющийся ресивер позволит безопасно произвести смену инструмента без создания аварийной ситуации. |

|
ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ КАЧЕНИЯ И ШВП На станке установлены линейные направляющие качения роликового типа по осям X/Y/Z производства HIWIN или PMI (Тайвань) и ШВП (Тайвань), обеспечивающие высокую скорость и точность позиционирования. |

|
ПОДГОТОВКА ДЛЯ УСТАНОВКИ 4-ОЙ ОСИ Во всех станках серии KVL предусмотрена подготовка под установку 4-ой оси (место в электрошкафу под привод 4-ой оси, отверстия в кожухах для проводов, система ЧПУ с поддержкой 4-й оси). Система ЧПУ позволяет работать в режиме полной 4-ой оси (непрерывная обработка) так и в индексном режиме. Для установки 4-ой оси потребуется приобрести поворотный стол и привод оси в электрошкаф. |

|
ОБМЫВ РАБОЧЕЙ ЗОНЫ СТАНКА Позволяет сократить время на ежедневное техническое обслуживание станка. |
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:

|
Станина станка проходит несколько этапов старения перед окончательной механообработкой обработкой. Достоверно известно, что тепловые деформации составляют существенную долю в общем балансе погрешностей при изготовлении деталей. Погрешности вызванные тепловыми деформациями составляют до 30-70% от общей погрешности обработки. Особенно заметно их влияние при выполнении чистовых операций. При разработке конструкции станка конструкторами завода учтено воздействие тепловых деформаций, распределение механических напряжений при помощи систем математического моделирования, что позволило добиться внушительных результатов по точности сборки станка. |
ПАРАМЕТРЫ ТОЧНОСТИ:
| Стандарт точности | Стандарт ISO | Тестовый показатель | ||
| Точность | Ось X | Точность позиционирования, мм | ± 0,005 | 0,004 |
| Повторяемость, мм | ± 0,003 | 0,003 | ||
| Ось Z | Точность позиционирования, мм | ± 0,005 | 0,004 | |
| Повторяемость, мм | ± 0,003 | 0,003 |
| Параметры | Схема | Стандарт ISO |
| Параллельность перемещение оси Х поверхности стола |
|
0,03 / 500 |
| Параллельность перемещение оси Y поверхности стола |
|
0,03 / 500 |
| Точность повторяемости |

|
± 0,003 |
| Точность позиционирования |

|
± 0,005 |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
 |
АВТОМАТИЧЕСКИЯ СИСТЕМА СМЕНЫ ИНСТРУМЕНТА
Станок оснащен автоматической системой смены инструмента OKADA (Тайвань) на 20 и 24 позиции в зависимости от модели станка. Устройство кулачкового типа с поворотным кронштейном обеспечивает смену инструмента за 2 -2,5 секунды. Перед сменой инструмента в принудительном порядке производится обдув конуса шпинделя. Этот тип манипулятора является лучшим выбором для быстрой и надежной работы станка. |
 |
СИСТЕМА ПОДАЧИ СОЖ
Станок оснащен системой подачи СОЖ и отдельным соплом для обдува воздухом. Кольцо на шпинделе (за исключением модели KVL650) с форсунками подачи СОЖ обеспечивает дополнительное направленное охлаждение и стабилизирует процесс резания. Станки опционально могут быть оснащены системой подачи СОЖ через шпиндель под высоким давлением 20 бар. |

|
АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ
Автоматическая импульсная система смазки обеспечивает централизованную своевременную смазку по основным движущимся элементам – направляющим и ШВП, что сокращает их износ в разы. |
 |
ТРАНСПОРТЁР ДЛЯ УДАЛЕНЯ СТРУЖКИ ЛЕНТОЧНОГО ТИПА С ТЕЛЕЖКОЙ
Эффективно удаляет стружку из зоны резания и позволяет работать на станке без остановок на обслуживание. С конвейером поставляется корзина для сбора стружки. |
 |
ТЕПЛООБМЕННИК ЭЛЕКТРОШКАФА
Теплообменник электрошкафа обеспечивает охлаждение компонентов электрошкафа при работе оборудования в двух-трех сменном режиме. Компенсирует перепады температур в цехе, особенно при превышении температурных норм эксплуатации. |
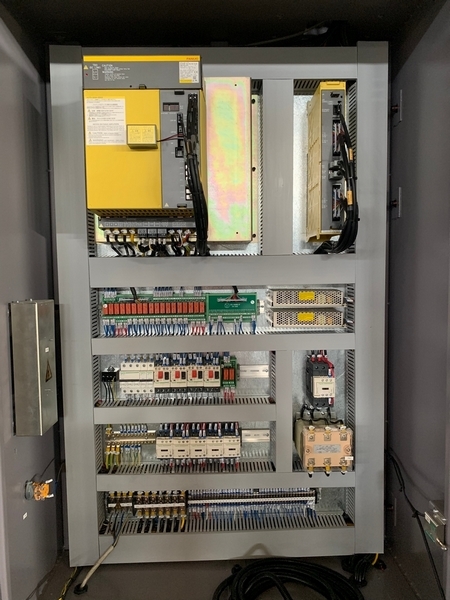 |
ЭЛЕКТРОКОМПОНЕНТЫ OMRON/SCHNEIDER
Электрошкаф полностью соответствует нормам СЕ, что указывает на соответствие продукции всем необходимым требованиям законодательства Европейского Союза. Основные компоненты установленной электроники принадлежат компаниям Omron и Schneider. |
 |
ТЕЛЕСКОПИЧЕСКАЯ ЗАЩИТА НАПРАВЛЯЮЩИХ ПО ВСЕМ ОСЯМ
Полностью закрытая рабочая зона станка(с крышей) с защитными телескопическими кожухам по осям X/Y/Z обеспечивает надежность и защиту от протекания СОЖ. |
 |
МАХОВИК ПЕРЕМЕЩЕНИЙ ПО ОСЯМ
Поворотная стойка системы ЧПУ FANUC оснащена маховичком, который позволяет в разы сократить время наладки станка, обеспечивает перемещение рабочих органов станка по 4-м осям (в случае дополнительной установки 4-ой оси). |
 |
СИГНАЛЬНАЯ ЛАМПА
Основная функция сигнальной лампы — цветовая визуализация состояния станка, удаленно сообщает оператору о состоянии режима работы. |
 |
ОСВЕЩЕНИЕ РАБОЧЕЙ ЗОНЫ
Современное LED освещение в положении сбоку обеспечивает полное освещение рабочего пространства станка и контроля рабочей зоны в процессе эксплуатации. |
 |
ПИСТОЛЕТ ОБДУВА ВОЗДУХОМ И СОЖ
Пистолет для обдува рабочей зоны сжатым воздухом и СОЖ облегчает удаление стружки с заготовки и уборки рабочей зоны станка. |

|
СЕПАРАТОР СОЖ ДИСКОВОГО ТИПА
Сепаратор СОЖ предназначен для удаления масляных загрязнений из охлаждающей жидкости, что повышает эксплуатационные свойства СОЖ. |
|
РЕСИВЕР |
|
|
ЖЕСТКОЕ НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКОМ |
|
|
АВТОМАТИЧЕСКОЕ ОТКЛЮЧЕНИЕ СТАНКА ПО КОДУ М30 |
|
|
РЫМ-БОЛТЫ М24 ДЛЯ ПОДЪЕМА СТАНКА |
|
|
ПОРТ RS-232 |
|
|
КОМПЛЕКТ ОПОР ДЛЯ МОНТАЖА СТАНКА |
|
|
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ НА РУССКОМ ЯЗЫКЕ |
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
 |
МАСЛЯНОЕ ОХЛАЖДЕНИЕ ШПИНДЕЛЯ
Система масляного охлаждения с динамическим контролем температуры предотвращает перегрев и температурную деформацию шпинделя, гарантируя точность обработки и длительный срок его службы. Особенно важно при обработке алюминия и легких сплавов на высоких оборотах шпинделя длительное время, где нужно обеспечить максимальный отвод тепла от подшипников шпинделя. |
 |
ПОВОРОТНЫЙ СТОЛ (4-Я ОСЬ) GSA (ТАЙВАНЬ)
Опционально станок может быть оснащен поворотным столом в комплектации с трех кулачковым патроном и задней бабкой производства GSA (Тайвань), что позволит значительно расширить технологические возможности оборудования, обрабатывать криволинейные элементы на телах вращения с одновременным применением 4-х осей. |
 |
ПОДАЧА СОЖ ЧЕРЕЗ ШПИНДЕЛЬ 20 БАР
Опционально станки KVL могут быть оснащены системой подачи СОЖ под высоким давлением 20 БАР через шпиндель станка, что позволит повысить качество обработанных поверхностей, выполнять сверление глубоких отверстий (более L > 3D), увеличить производительность обработки и повысить стойкость режущего инструмента. |
|
ДАТЧИК ПРИВЯЗКИ ИНСТРУМЕНТА RENISHAW TS27R |
|
|
ДАТЧИК ИЗМЕРЕНИЯ ДЕТАЛИ RENISHAW OMP 60 |
|
|
ZF (ГЕРМАНИЯ), VJLTKM 2K250 |
|
|
ЗАМЕНА НА СИСТЕМУ ЧПУ SIEMENS 828D/MITSUBISHI M80A |
|
|
УСТАНОВКА КОНУСА BT-50 С ЗАМЕНОЙ ИНСТРУМЕНТАЛЬНОГО МАГАЗИНА |
|
|
ШПИНДЕЛЬ BT-40, 10 000 ОБ/МИН + МАСЛЯНОЕ ОХЛАЖДЕНИЕ |
|
|
ДВИГАТЕЛЬ 15/18,5 КВТ ДЛЯ КОНУСА BT-40 (МАКСИМАЛЬНЫЕ ОБОРОТЫ 8000 ОБ/МИН) |
|
|
УЛОВИТЕЛЬ МАСЛЯННОГО ТУМАНА |
|
|
УВЕЛИЧЕНИЕ ИНСТРУМЕНТАЛЬНОГО МАГАЗИНА С 24 ПОЗИЦИЙ ДО 32 |
|
|
КОНДИЦИОНЕР ЭЛЕКТРОШКАФА |
|
|
СТАНДАРТ СЕ ЭЛЕКТРОШКАФА |
КОМПЛЕКТУЮЩИЕ:
 |
СИСТЕМА ЧПУ, ПРИВОДА FANUC (ЯПОНИЯ) |
 |
ШПИНДЕЛЬНЫЙ УЗЕЛ ROYAL,VYUCHENG (ТАЙВАНЬ) |
 |
ПОДШИПНИКИ ШПИНДЕЛЯ NSK (ЯПОНИЯ) |
 |
СИСТЕМЫ ИЗМЕРЕНИЯ ИНСТРУМЕНТА RENISHAW (АНГЛИЯ) |
 |
ШВП И ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ PMI/HIWIN (ТАЙВАНЬ) |
 |
ОСНОВНЫЕ ЭЛЕКТРОКОМПОНЕНТЫ SCHNEIDER (ФРАНЦИЯ) |
 |
СИСТЕМА СМЕНЫ ИНСТРУМЕНТА OKADA (ТАЙВАНЬ) |
 |
СИСТЕМА ПНЕВМАТИКИ HINAKA (ТАЙВАНЬ) |
ОБРАБАТЫВАЮЩИЙ ЦЕНТР KMT серии KVL.
Изображение модели KVL650 (VM740S)*
ОПИСАНИЕ ЗАВОДА NEWAY:
Завод NEWAY – молодое, динамичное и быстроразвивающиеся предприятие, входит в корпорацию NIG. Производством станков занимается с 2009 г., общая площадь завода более 200 000 кв. м. Цеха завода построены по Японским технология, оснащены высокотехнологичным оборудованием, перепад температуры не превышает 2°С.
Процесс старения отливок
Завод самостоятельно отливает станины для производства станков из высокопрочного чугуна специальных марок. Все станины проходят естественное старение для придания большей твердости, прочности и снятия внутренних напряжений.
Высокотехнологичное оборудование для производства станков KMT
|
Горизонтальный обрабатывающий центр STARRAGHECKERT (Германия.) |
Расточной фрезерный центр SIP 7000 (Швейцария) |
|
Портальный обрабатывающий центр с ЧПУ ZAYER (Испания) |
Портальный обрабатывающий центр с ЧПУ ZAYER (Испания) |
|
Портальный шлифовальный станок с ЧПУ FAVRETTO (Италия) |
Универсальный шлифовальный станок с ЧПУ KELLENBERGER (Швейцария) |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СТАНКА KVL:
|
Цельнолитая станина увеличенной массы · Станина отливается из чугуна марки Mehanite с утолщенными стенками. Для снятия внутренних напряжений и придания большей прочности и жесткости проходит естественное старение. Масса станка напрямую влияет на жесткость конструкции, стенки литья толще, отсутствуют вибрации при обработке, более длительный срок службы оборудования, возможно применение прогрессивных режимов резания, обработка легированных и жаропрочных сталей. Специальная конструкция станины, с увеличенной шириной направляющих у основания колоны, в месте соединения колоны с основанием — наиболее рациональное решение в соотношении жесткость — устойчивость — стоимость компоновки станка, что позволило увеличить жесткость, повысить устойчивость системы за счет смещения центра тяжести станка вниз. Специальная форма колонны в виде «трапеции» позволила значительно снизить деформации в системе жесткости станка под действием веса перемещающихся узлов, а также снизило чувствительность станка к внешним динамическим нагрузкам — от привода, со стороны основания. |
|
|
Автоматическая система смены инструмента · Дисковый инструментальный магазин устанавливается на стороне колонны. При смене инструмента режущий инструмент приводится в движение и позиционируется при помощи роликового кулачка. Устройство смены инструментов (УСИ) манипулятора завершит возврат и выполнит перемещение ножа после достижения шпинделем положения смены инструмента. Механизм роликового кулачка УСИ может бесшумно работать на высокой скорости после предварительной нагрузки, чтобы смена инструмента выполнялась быстро и точно. |
|
Шпиндель · Шпиндель производства мировой компании ROYAL (Тайвань), характеризуется высокой точностью и повышенной жесткостью. В шпиндельном блоке устанавливаются эксклюзивные подшипники класса P4, а сборка всего комплекта шпинделя выполняется при постоянной температуре. После калибровки динамического баланса и пусковых испытаний могут быть обеспечены долговечность срока службы и надежность. Для шпинделя предусмотрена бесступенчатая регулировка скорости в его диапазоне скоростей. С помощью встроенного датчика положения шпиндель может выполнять свою ориентацию и функцию жесткого нарезания резьбы |
|
|
Линейные направляющие качения · В качестве пары направляющих трех осей используются линейные роликовые направляющие PMI (Тайвань), имеющие преимущества меньшего трения, меньшей вибрации на высокой скорости, отличаются высокой точностью позиционирования, а также обеспечивают высокую эффективность работы сервопривода. Таким образом, точность и стабильность станка значительно улучшаются. |
|
|
Система ЧПУ Fanuc 0i MF (Япония) · Система ЧПУ FANUC 0I MF представляет одну из систем ЧПУ с полностью цифровой структурой, отличающуюся высокой скоростью обработки, высокой степенью надежности и хорошим показателем эффективности. Она может управлять 4-мя осями координат и 2-мя шпинделями одновременно. Система FANUC 0I MF, новейший цифровой сервопривод и интегрированный PMC составляют полностью цифровую систему управления с превосходным динамическим качеством и высокой точностью регулировки. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
|
Модель |
KVL650 (VM702S) |
|
|
Рабочая зона |
||
|
Размеры рабочего стола |
мм |
750х420 |
|
Наибольшая нагрузка на стол |
кг |
350 |
|
T-пазы стола |
3х14х125 |
|
|
Перемещение по оси X |
мм |
650 |
|
Перемещение по оси Y |
мм |
420 |
|
Перемещение по оси Z |
мм |
500 |
|
Расстояние от торца шпинделя до поверхности рабочего стола |
мм |
120-620 |
|
Параметры обработки |
||
|
Максимальный диаметр сверления |
мм |
30 |
|
Максимальная нарезаемая резьба |
М16 |
|
|
Фрезерование |
См3/мин |
150 |
|
Шпиндель |
||
|
Обороты шпинделя |
Мин-1 |
10 000 |
|
Мощность электродвигателя главного привода (пост./30 мин.) |
кВт |
5,5/7,5 |
|
Инструментальная система |
||
|
Тип хвостовика инструмента |
ВТ40 |
|
|
Емкость магазина инструмента |
20 |
|
|
Время смены инструмента |
сек |
1,7 |
|
Перемещения |
||
|
Быстрые перемещения по осям Х/Y/Z, |
м/мин |
40/40/30 |
|
Точность |
||
|
Точность позиционирования |
мм |
0,008 |
|
Повторяемость |
мм |
0,004 |
|
Энергопотребление |
||
|
Потребляемая мощность |
KVA |
15 |
|
Напряжение |
В |
380 |
|
Частота |
Гц |
50 |
|
Прочие характеристики |
||
|
Объем бака СОЖ |
л |
160 |
|
Давление воздуха |
bar |
6-8 |
|
Габаритные размеры |
||
|
Длина х Ширина х Высота |
м |
2,0×2,34×2,7 |
|
Масса |
т |
4,0 |
СТОИМОСТЬ ОБОРУДОВАНИЯ
|
Наименование оборудования |
Цена с НДС, USD |
Срок поставки |
|
KVL650 (VM702S) Вертикальный обрабатывающий центр Стандартная комплектация: · Система ЧПУ FANUC 0i MF · Передача информации через порт RS-232 · Автоматическое устройство смены инструмента (тип рука) · Транспортер для удаления стружки ленточного типа · Кабинетная защита зоны резания · Жесткое нарезание резьбы метчиком · Рабочее освещение и лампа индикации состояния станка · Автоматическая система смазки · Пистолет для обдува воздухом рабочей зоны · Система обдува конуса шпинделя при смене инструмента · Система подачи СОЖ в зону резания · Электрошкаф с теплообменником · Документация на русском языке Опции, включенные в комплектацию: — увеличение мощности шпинделя до 7,5/11 кВт — масляное охлаждение шпинделя |
60 100 |
апрель |
|
Дополнительные опции (при заказе оборудования) |
Цена с НДС, USD |
|
Подача СОЖ через шпиндель 20 bar |
8 600 |
|
Подготовка для установки 4-ой оси |
6 000 |
|
Поворотный гидравлический стол GSA (ф170мм) + ручная задняя бабка |
14 500 |
|
Датчик привязки инструмента Renishaw TS27R |
4 000 |
|
Датчик измерения детали Renishaw OMP 60 |
18 000 |
|
Замена на систему ЧПУ Siemens 828D |
8 000 |
|
Предохранитель двери |
2 000 |
|
Прямой привод шпинделя 12 000об/мин |
21 000 |
|
Прямой привод шпинделя 15 000об/мин |
28 000 |
|
Оптические линейки по осям XYZ Hidenhain |
23 400 |
|
Увеличение высоты колонны на 200мм |
6 000 |
|
СЕ стандарт |
2 00 |
|
Сервопривод Fanuc α-мотор |
8 000 |
Токарно-винторезный станок KMT серии KC
окарно-винторезные станки серии KC предназначены для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, различной сложности. Обрабатываемый материал: сталь, чугун, легированные сплавы (нержавейка), цветные металлы и легкие сплавы.
Описание
ДОКУМЕНТАЦИЯ ЧПУ FANUC 0iMC
Руководство оператора по обслуживанию
Руководство оператора. Токарная обработка
Руководство оператора. Фрезерная обработка
Руководство по техобслуживанию
ДОКУМЕНТАЦИЯ ЧПУ FANUC 0iMD
Руководство по техобслуживанию
Руководство по эксплуатации на многоцелевых станках
Руководство по эксплуатации на токарных станках
Руководство по эксплуатации. Общее
ДОКУМЕНТАЦИЯ ЧПУ FANUC 0iMMB
Руководство по техобслуживанию
Руководство по эксплуатации
ДОКУМЕНТАЦИЯ ЧПУ FANUC 21iTB
Руководство по эксплуатации
ДОКУМЕНТАЦИЯ ЧПУ FANUC 21iM
Руководство по эксплуатации
ДОКУМЕНТАЦИЯ ЧПУ FANUC 30i 31i 32i — MA
Руководство по эксплуатации на многоцелевых станках
Руководство по эксплуатации на токарных станках
Руководство по эксплуатации. Общее
Руководство пользователя. Том 1
ДОКУМЕНТАЦИЯ ЧПУ FANUC 30i 31i 32i — MB
Руководство по техобслуживанию
Руководство по эксплуатации на многоцелевых станках
Руководство по эксплуатации на токарных станках
Руководство по эксплуатации. Общее
ДОКУМЕНТАЦИЯ FANUC MANUAL GUIDE
B-63874RU_06 MANUAL GUIDE i
Руководство для токарных станков
ДОКУМЕНТАЦИЯ ЧПУ SIEMENS 828D
Дополнительные функции
Измерительные циклы
Основные функции
Расширенное программирование
Справочник пользователя. Токарная обработка
Справочник по программированию. Основы
Справочник пользователя. Фрезерование
ДОКУМЕНТАЦИЯ ЧПУ SIEMENS 840D
Компоненты управления
Расширенное программирование
Руководство NCU Руководство оператора HMI-Advanced
Руководство оператора HMI-Embedded
Руководство по диагностике
Руководство по программированию циклов
Руководство по программированию. Основы
Системные переменные
Списки параметров ЧПУ
Справочник по диагностике
Справочник по программированию измерительные циклы
Справочник пользователя. Токарная обработка
Справочник пользователя. Фрезерование
Справочник пользователя
Учебное пособие по токарной обработке ShopTurn
ДОКУМЕНТАЦИЯ ЧПУ HEIDENHAIN iTNC530
Инструкция для оператора диалог открытым текстом
Инструкция по обслуживанию для оператора
Обзорный каталог Обучение программированию ЧПУ
Общие сведения Опции и аксессуары
Осевые и шпиндельные серводвигатели
Приводные системы и блоки
Руководство по использованию циклов измерительных систем
Руководство пользователя DIN ISO программирование
Руководство пользователя по программированию Smart.NC
Руководство пользователя по программированию открытым текстом
Руководство пользователя по программированию циклов
Системы с OEM модулем
Системы с интерфейсом HSCI
Функции адаптивного контроля
ДОКУМЕНТАЦИЯ ЧПУ HEIDENHAIN iTNC620
Обучение программированию ЧПУ (1)
Опции и аксессуары
Осевые и шпиндельные сервоприводы
Приводные системы и блоки
Руководство по программированию V600
Руководство пользователя V530
Руководство пользователя V600
Руководство пользователя диалог открытым текстом
Руководство пользователя по DIN ISO программированию
Руководство пользователя по программированию циклов
Системы с интерфейсом HSCI
ДОКУМЕНТАЦИЯ ЧПУ MITSUBISHI M70
Программирование NAVI LATHE
Программирование NAVI MILL
Руководство по программированию
ДОКУМЕНТАЦИЯ ЧПУ MITSUBISHI M700
Mitsubishi M700_70 Руководство по программированию (токарная версия) IB-1500057(RUS)D
Инструкция по эксплуатации
Программирование NAVI LATHE
Программирование NAVI MILL
Руководство по программированию L версии
Руководство по программированию M версии
Тип направляющих: роликовые качения
Размер рабочего стола:
650 х 400 — 1500 х 800 мм
Мощность: 5,5 — 18,5 кВт
Вес: 3500 — 11 000 кг
:
Вертикальные многоцелевые обрабатывающие центры серии KVL предназначены для обработки деталей, требующих высокой точности, имеющих сложную форму, например, пресс-формы. Такие операции как фрезерование, сверление, зенкерование, растачивание, нарезание резьбы, обработка двухмерных и трехмерных изогнутых поверхностей, обработка наклонных поверхностей могут быть осуществлены за одну установку, тем самым реализуя процесс программирования и сокращая производственный цикл для обеспечения значительных экономических выгод для пользователей.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Военная промышленность
![]()
![]()
![]()
Авиастроение
![]()
![]()
![]()
Автомобильная промышленность
![]()
![]()
![]()
Двигателестроение
![]()
![]()
![]()
Приборостроение
![]()
![]()
![]()
Машиностроение
![]()
![]()
![]()
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:
![]()
![]()
![]()
![]()
СХЕМА ОБРАБОТКИ:
![]()
![]()
![]()
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
|
Основные компоненты станины изготавливаются из высококачественного чугуна — механита.
Проходят термическую обработку и искусственное старение (снятие внутренних напряжений), что дает возможность применять высокоскоростные режимы обработки, тем самым обеспечивается отсутствие вибраций и высокая точность. |
| В конструкции станка заложена цельнолитая станина с усиленной массой.
Масса станка напрямую влияет на жесткость конструкции. Стенки литья толще, следовательно отсутствуют вибрации при обработке, более длительный срок службы оборудования, возможно применение прогрессивных режимов резания. |
|
| На станках установлена система ЧПУ FANUC.
Самая распространённая в мире система. Является одной из самых стабильных. |
|
| На шпинделе и ШВП используются подшипники NSK (Япония).
Качественные подшипники шпинделя — гарантия надежной и долговечной работы шпинделя. |
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
|
Цельнолитая станина увеличенной массы Станина отливается из чугуна марки Mehanite с утолщенными стенками. Для снятия внутренних напряжений и придания большей прочности и жесткости проходит естественное старение. Масса станка напрямую влияет на жесткость конструкции, стенки литья толще, отсутствуют вибрации при обработке, более длительный срок службы оборудования, возможно применение прогрессивных режимов резания, обработка легированных и жаропрочных сталей. Специальная конструкция станины, с увеличенной шириной направляющих у основания колоны, в месте соединения колоны с основанием — наиболее рациональное решение в соотношении жесткость — устойчивость — стоимость компоновки станка, что позволило увеличить жесткость, повысить устойчивость системы за счет смещения центра тяжести станка вниз. Специальная форма колонны в виде «трапеции» позволила значительно снизить деформации в системе жесткости станка под действием веса перемещающихся узлов, а также снизило чувствительность станка к внешним динамическим нагрузкам — от привода, со стороны основания. |
|
|
Автоматическая система смены инструмента Дисковый инструментальный магазин устанавливается на стороне колонны. При смене инструмента режущий инструмент приводится в движение и позиционируется при помощи роликового кулачка. Устройство смены инструментов (УСИ) манипулятора завершит возврат и выполнит перемещение ножа после достижения шпинделем положения смены инструмента. Механизм роликового кулачка УСИ может бесшумно работать на высокой скорости после предварительной нагрузки, чтобы смена инструмента выполнялась быстро и точно. |
|
|
Шпиндель Шпиндель производства мировой компании ROYAL (Тайвань), характеризуется высокой точностью и повышенной жесткостью. В шпиндельном блоке устанавливаются эксклюзивные подшипники класса P4, а сборка всего комплекта шпинделя выполняется при постоянной температуре. После калибровки динамического баланса и пусковых испытаний могут быть обеспечены долговечность срока службы и надежность. Для шпинделя предусмотрена бесступенчатая регулировка скорости в его диапазоне скоростей. С помощью встроенного датчика положения шпиндель может выполнять свою ориентацию и функцию жесткого нарезания резьбы |
|
|
Линейные направляющие качения В качестве пары направляющих трех осей используются линейные роликовые направляющие PMI (Тайвань), имеющие преимущества меньшего трения, меньшей вибрации на высокой скорости, отличаются высокой точностью позиционирования, а также обеспечивают высокую эффективность работы сервопривода. Таким образом, точность и стабильность станка значительно улучшаются. |
|
|
Система ЧПУ Fanuc 0i MF (Япония) Система ЧПУ FANUC 0I MF представляет одну из систем ЧПУ с полностью цифровой структурой, отличающуюся высокой скоростью обработки, высокой степенью надежности и хорошим показателем эффективности. Она может управлять 4-мя осями координат и 2-мя шпинделями одновременно. Система FANUC 0I MF, новейший цифровой сервопривод и интегрированный PMC составляют полностью цифровую систему управления с превосходным динамическим качеством и высокой точностью регулировки. |
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
| Автоматическая система смазки | |
|
Транспортер для удаления стружки ленточного типа |
|
| Кабинетная защита зоны резания | |
| Автоматическое устройство смены инструмента (тип рука) | |
|
Сигнальная лампа индикации состояния станка |
|
|
Направляющие качения по осям X / Y / Z |
|
|
Система подачи СОЖ в зону резания |
|
| Система ЧПУ FANUC 0i MF | |
| Передача информации через порт RS-232 | |
| Жесткое нарезание резьбы метчиком | |
| Пистолет для обдува воздухом рабочей зоны | |
| Система обдува конуса шпинделя при смене инструмента | |
| Электрошкаф с теплообменником | |
| Инструмент для обслуживания станка | |
| Документация на русском языке |
ДОПОЛНИТЕЛЬНАЯ КОМПЛЕКТАЦИЯ:
|
Поворотный стол (4-я ось) |
|
|
Датчик привязки инструмента RENISHAW OMP60 |
|
|
Датчик привязки инструмента RENISHAW TS27R |
|
|
Масленое охлаждение шпинделя |
|
|
Маслоотделитель СОЖ |
|
|
Пистолет для смыва стружки |
|
|
ZF-редуктор |
|
|
Инструментальный магазин цепного типа на 30 позиций |
|
|
Подача СОЖ через шпиндель |
|
| Сервопривод Fanuc α-мотор | |
| Система ЧПУ SIEMENS 828D | |
| Магазин инструмента на 32 позиций, цепного типа | |
| Шпиндель 10 000 об./мин., ВТ40 | |
| Шпиндель 12 000 об./мин. (прямой привод), ВТ40 | |
| Шпиндель 15 000 об./мин. (прямой привод), ВТ40 | |
| Подготовка для установки 4-ой оси | |
| Поворотный стол GSA, 170 мм | |
| Поворотный стол GSA, 200 мм | |
| Поворотный стол GSA, 250 мм | |
| Поворотный стол GSA, 320 мм | |
| Поворотный стол GSA, 400 мм | |
| Оптические линейки по осям HEIDENHAIN | |
| Предохранитель двери | |
| СЕ стандарт |
ПАРАМЕТРЫ ТОЧНОСТИ:
| Стандарт точности | Стандарт ISO | Тестовый показатель | ||
| Точность | Ось X | Точность позиционирования, мм | ± 0,005 | 0,004 |
| Повторяемость, мм | ± 0,003 | 0,003 | ||
| Ось Z | Точность позиционирования, мм | ± 0,005 | 0,004 | |
| Повторяемость, мм | ± 0,003 | 0,003 |
| Параметры | Схема | Стандарт ISO | Стандарт SMTCL |
| Параллельность перемещение оси Х поверхности стола | 0,03 / 500 | 0,04 / 500 | |
| Параллельность перемещение оси Y поверхности стола | 0,03 / 500 | 0,035 / 500 | |
| Точность повторяемости | ± 0,003 | ± 0,0025 | |
| Точность позиционирования | ± 0,005 | ± 0,004 |
ШАБРЕНИЕ:
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. Технология прецизионного (высокоточного) выравнивания поверхности изделия из металла специальным режущим инструментом позволяет получить поверхность с неравномерностью порядка единиц микрона. Шабрение практически не поддаётся механизации и остаётся одной из самых трудоёмких слесарных работ. Шабрят чаще всего тогда, когда нужно пригнать поверхности двух деталей так, чтобы они прилегали друг к другу наиболее плотно и обеспечивалась высокая точность контакта.
![]()
![]()
![]()
| Модель | KVL510 (VM601S) |
KVL650 (VM702S) |
KVL850 (VM903S) |
KVL1000 (VM1103S) |
KVL1200 (VM1304S) |
KVL1350 (VM1506S) |
| Рабочая зона | ||||||
|
Размеры рабочего стола, мм |
650 х 400 | 750 х 420 | 950 x 520 | 1100 x 520 | 1350 х 600 | 1500 х 800 |
|
Наибольшая нагрузка на стол, кг |
250 | 350 | 600 | 750 | 1000 | 1250 |
|
T — пазы стола |
3 х 14 х 125 | 3 х 14 х 125 | 5 x 18 x 100 | 5 x 18 x 100 | ||
|
Перемещение по оси X, мм |
510 | 650 | 850 | 1000 | 1200 | 1350 |
|
Перемещение по оси Y, мм |
400 | 420 | 520 | 520 | 600 | 800 |
|
Перемещение по оси Z, мм |
500 | 500 | 560 | 560 | 600 | 680 |
|
Расстояние от торца шпинделя до поверхности рабочего стола, мм |
120 — 620 | 120 — 620 | 150 — 710 | 150 — 710 | 150 — 750 | 150 — 830 |
|
Расстояние от центра шпинделя до колонны, мм |
460 | 470 | 590 | 590 | 665 | 868 |
| Параметры обработки | ||||||
|
Максимальный диаметр сверления, мм |
30 | 30 | 40 | 40 | 45 | 50 |
|
Максимальная нарезаемая резьба |
М16 | М16 | М20 | М20 | М24 | М30 |
|
Фрезерование, см3/мин |
150 | 150 | 200 | 200 | 250 | 300 |
| Шпиндель | ||||||
|
Обороты шпинделя, мин-1 |
10 000 | 10 000 | 8 000 | 8 000 | 8 000 | 6 000 |
|
Мощность электродвигателя главного привода (пост./30 мин.), кВт |
5,5 / 7,5 | 5,5 / 7,5 | 7,5 / 11 | 7,5 / 11 | 11 / 15 | 15 / 18,5 |
| Инструментальная система | ||||||
|
Тип хвостовика инструмента |
ВТ40 | ВТ40 | ВТ40 | ВТ40 | ВТ40 | ВТ50 |
|
Емкость магазина инструмента |
20 | 20 | 24 | 20 | 24 | 24 |
|
Время смены инструмента, сек |
1,7 | 1,7 | 1,8 | 1,7 | 1,8 | 2 |
|
Максимальный диаметр инструмента, мм |
80 | 80 | 78 | 78 | 80 | 110 |
|
Максимальная длина инструмента, мм |
300 | 300 | 300 | 300 | 300 | 350 |
|
Максимальный вес инструмента, кг |
8 | 8 | 8 | 8 | 8 | 15 |
| Скорость перемещений | ||||||
|
Быстрые перемещения по осям Х / Y / Z, м/мин |
48 / 48 / 40 | 40 / 40 / 30 | 30 / 30 / 24 | 30 / 30 / 24 | 24 / 24 / 20 | 24 / 24 / 20 |
| Точность | ||||||
|
Точность позиционирования, мм |
0,008 | 0,008 | 0,008 | 0,008 | 0,008 | 0,01 |
|
Повторяемость, мм |
0,005 | 0,005 | 0,005 | 0,005 | 0,005 | 0,006 |
| Энергопотребление | ||||||
|
Потребляемая мощность, кВт |
15 | 25 | 25 | 15 | 25 | 35 |
|
Напряжение, В |
380 | 380 | 380 | 380 | 380 | 380 |
|
Частота, Гц |
50 | 50 | 50 | 50 | 50 | 50 |
| Прочие характеристики | ||||||
|
Объем бака СОЖ, л |
160 | 160 | 300 | 300 | 350 | 400 |
|
Давление воздуха, Бар |
6 — 8 | 6 — 8 | 6 — 8 | 6 — 8 | 6 — 8 | 6 — 8 |
| Габаритные размеры: | ||||||
| Длина, мм | 1900 | 2100 | 4200 | 4200 | 4600 | 5000 |
| Ширина, мм | 2340 | 2400 | 2300 | 2300 | 2500 | 2700 |
| Высота, мм | 2700 | 2700 | 3000 | 3000 | 3200 | 3500 |
|
Вес, кг |
3500 | 4000 | 6000 | 7000 | 9000 | 11000 |

Возможен торг

Товар доступен для самовывоза. Доставка может быть осуществлена на следующий рабочий день. Подробности можно узнать, связавшись с нашим менеджером.
- Характеристики
- Описание
- Условия оплаты
- Доставка и самовывоз
-
Характеристики
Модель Вертикальный обрабатывающий центр KMT KVL650 (VM702S) Производитель KMT Страна производитель Китай Ось X (мм) 650 Ось Y (мм) 420 Ось Z (мм) 500 Размеры фиксированного стола (мм) 750 х 420 T-образные пазы (мм) 14 Расстояние между T-образными пазами (мм) 125 Вес зажимаемой детали (кг) 350 Выходная мощность (кВт) 25 Габаритные размеры (мм) 2100х2400х2700 Вес (кг) 4000 -
Описание
Вертикальный обрабатывающий центр KMT KVL650 (VM702S)
Вертикальные многоцелевые обрабатывающие центры серии KVL предназначены для обработки деталей, требующих высокой точности, имеющих сложную форму, например, пресс-формы. Такие операции как фрезерование, сверление, зенкерование, растачивание, нарезание резьбы, обработка двухмерных и трехмерных изогнутых поверхностей, обработка наклонных поверхностей могут быть осуществлены за одну установку, тем самым реализуя процесс программирования и сокращая производственный цикл для обеспечения значительных экономических выгод для пользователей.
-
Условия оплаты
При выставлении счета по безналичному платежу Вы можете получить товар после поступления денежных средств на наш расчетный счет или предъявив при получении товара оригинал платежного поручения из банка.
Для получения отсрочки платежа требуется заключение договора и положительная история сотрудничества. Обязательно предоставление учредительных документов.
Для резервирования товара из наличия, требуется запросить счет на оплату. На товар не проходящий по нашей складской программе производится предоплата, которая обговаривается индивидуально.
При наличном расчете не обязательно подъезжать к нам в офис. Вы можете оформить документы и оплатить товар непосредственно при его получении. Все частные лица обязаны самостоятельно оформить заказ на сайте или написать заявку на общий электронный адрес отдела продаж. Внимание: никогда не оплачивайте Ваш заказ не получив подтверждение от сотрудника отдела продаж!
Обращаем Ваше внимание, что на некоторые товарные группы (электротехническая продукция, мелкий инструмент, оснастка) минимальная сумма заказа составляет 10 000 рублей. На заказ менее 1000 рублей может быть применена наценка до 30%.
-
Доставка и самовывоз
Самовывоз:
Самовывоз осуществляется со склада по адресу Санкт-Петербург, ул. Боскитогорская д.9.
Самовывоз крупногабаритного груза осуществляется со склада по адресу СПб, ул. Партизанская д.25
С понедельника по пятницу с 9-30 до 18-00. Возможна отгрузка в выходные и праздничные дни по предварительной договоренности.
При самовывозе уточняйте готовность Вашего заказа на складе.
Все частные лица ожидают звонка от кладовщика, о готовности заказа. Это связано с проверкой работоспособности и комплектности заказа.Доставка по СПб и ЛО:
Город в пределах кольцевой — 600 руб.
Заказ от 25 000 руб — Бесплатно (при покупке по РРЦ).
Колпино, Пушкин, Всеволожск, Кр.Село, Славянка, Петродворец — 1000 руб.
Гатчина, Сестрорецк, Осин.Роща, Приозерск, Ломоносово, Тосно — 1500 руб.Доставка по России:
Мы так же можем отправить Ваш товар любой удобной Вам Транспортной Компанией. Доставка до транспортной компании бесплатна, вы оплачиваете только перевозку между терминалами, согласно действующим тарифам выбранной транспортной компании.
Избранное
Товары отсутствуют
Купить в 1 клик
Оставьте данные и наш оператор
свяжется с Вами
Вход
У Вас нет аккаунта?
Зарегистрироваться
Регистрация
У вас уже есть аккаунт?
Войти
Мы используем cookie-файлы, чтобы получать статистику, которая помогает показывать вам самые интересные и выгодные предложения. Вы можете отключить cookie-файлы в настройках. Продолжая пользоваться сайтом без изменения настроек, вы даете согласие на использование ваших cookie-файлов. Всегда рады видеть вас на нашем сайте!
Наши станки и оборудование
Наша компания ООО «Авгур» работает с 2002 года. Мы постоянно обновляем парк станков. И стабильно работаем на рынке. С нами постоянно работают: международные проекты ITER, Курчатовский Институт, Renault. Сотни наших клиентов довольны результатом. Мы в свою очередь выполняем нашу работу в срок

Для производства заготовок есть два ленточнопильных станка. Максимальный размер заготовки 650х550.

| Модель | CFV800Xi |
| Размер стола, мм | 500х300 |
| Рабочая зона, мм | 500х300 |
| Максимальная нагрузка на стол, кг | 300 |
| Максимальные перемещения X/Y/Z, мм | 450/250/450 |

| Модель | CFV750 |
| Размер стола, мм | 850х500 |
| Рабочая зона, мм | 800х500 |
| Максимальная нагрузка на стол, кг | 500 |
| Максимальные перемещения X/Y/Z, мм | 750/450/450 |

| Модель | CFV800Xi |
| Размер стола, мм | 850х500 |
| Рабочая зона, мм | 850х500 |
| Максимальная нагрузка на стол, кг | 500 |
| Максимальные перемещения X/Y/Z, мм | 800/500/500 |

| Модель | NEX-106 |
| Максимальный диаметр установки над станиной, мм | 350 |
| Максимальный диаметр установки над салазками, мм | 288 |
| Максимально обрабатываемый диаметр заготовки, мм | 240 |
| Максимальная длина обрабатываемой заготовки, мм | 288 |
| Диаметр отверстия в шпинделе, мм | 80 |
| Максимальный диаметр прутка, мм | 43 |

| Модель | SVL1050 |
| Размер стола, мм | 1000х550 |
| Рабочая зона, мм | 850х550 |
| Максимальная нагрузка на стол, кг | 800 |
| Максимальные перемещения X/Y/Z, мм | 850/550/550 |

| Модель | KVL-650 |
| Размер стола, мм | 750х420 |
| Рабочая зона, мм | 650х420 |
| Максимальная нагрузка на стол, кг | 350 |
| Максимальные перемещения X/Y/Z, мм | 650/420/500 |

| Предназначено для финишной обработки небольших деталей при больших сериях. |

| Межоперационный контроль и приемка продукции. |

| Для лазерной маркировки изделий и резки резины в мелкосерийных объемах. |

Для финишной доработки деталей и подготовки покраске и сборки продукции.

Участок токарной обработки с универсальными и ЧПУ станком.

Для мелкосерийной обработки есть парк фрезерных универсальных станков.