На этой странице на примере ленточной пилорамы спектр 70 мы познакомим Вас с устройством наших станков и дадим некоторые рекомендации по установке, настройке ленточнопильного оборудования, а также заточке ленточных пил.
СТАНОК
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1. ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ (ленточная пилорама спектр — 70) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
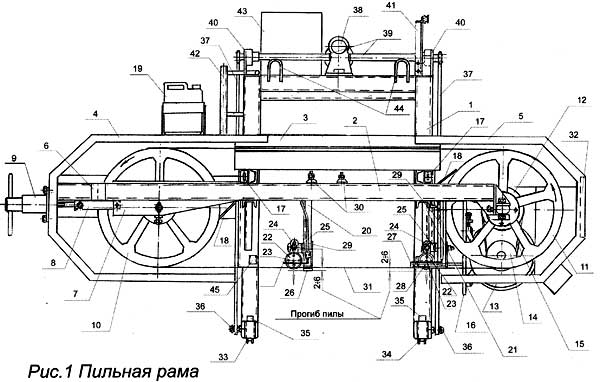
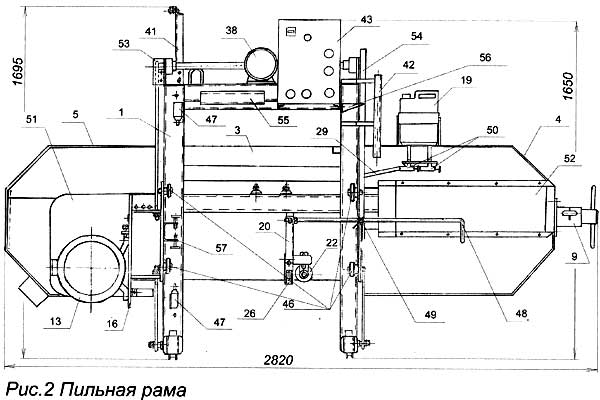
Станок ленточнопильный горизонтальный «Спектр-70» рис.1 (в дальнейшем по тексту «ленточная пилорама») применяется для пиления древесины любой твердости на доски, брус, рейку. Пиление происходит перемещением пильной рамы с режущим инструментом (ленточной пилой) по неподвижным рельсовым направляющим ленточной пилорамы. Применение ленточной пилорамы позволяет:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Видео работы ленточной пилорамы Спектр |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2. «Ленточные пилорамы» — работа и устройство: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2.1 Основные узлы и детали ленточной пилорамы:
Станина ленточной пилорамы имеет П — образную форму и подошвы с роликами перемещения пильной рамы по рельсам и войлочные щетки, которые очищают направляюще от опилок. Подъем пильной рамы осуществляется двумя ползунами, расположенных на стойках станины. Перемещение осуществляет двусторонняя, синхронно связанная цепная передача, приводимая в движение электрическим мотором, через редуктор. Рама выполнена двух швеллеров, которые расположены параллельно и соединены между собой. На одном торце рамы неподвижно закреплен ведущий пильный шкив, на другой ведомый, имеющий возможность продольного перемещения. Пила ленточной пилорамы натягивается пружинно-винтовым механизмом, пружина демпфирует тепловое расширение пильной ленты. При изготовлении ленточной пилорамы тарируется натяжение для пилы шириной 35 сантиметров. Риски Ш корпусе натяжителя и шайбе равны усилию натяжения 525 килограмм. В передней балке ленточной пилорамы и на ползуне ведомого шкива расположены два замка для съема и установки пильной ленты. На кронштейнах расположенных в середине рамы установлены две направляющие ленточной пилы (подвижная и неподвижная), которые оснащены опорными роликами и системой регулировки и планкой. Крутящий момент передается от двигателя пилорамы на ведущий шкив — клиноременной передачей. Бачек для СОЖ закреплен сверху на защите пильных шковов. Подача жидкости регулируется кранами, расположенными на бачке. Пульт управления ленточной пилорамой расположен на верхней перемычке станка. Направляющие разборные из 3-х секций, что удобно при транспортировке. Снизу расположены опорные пластины, в которые ввинчены анкерные болты. Сверху направляющих ленточной пилорамы опоры бревна. Бревно на рельсовых направляющих фиксируется четырьмя винтовыми зажимами и упором, который обеспечивает 90 градусов. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3. РЕГУЛИРОВАНИЕ ПИЛЬНЫХ ШКИВОВ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3.2. В первую очередь производится регулировка шкивов в вертикальной плоскости, выставляя их под прямым углом по отношению к пильной раме. Для этого на ползуне ведомого шкива снизу к его оси ввинчен болт Ml0, а на ведущем шкиву регулировка осуществляется за счет установки проставных шайб или пластин. Данная операция .производится предприятием-изготовителем. 3.3 Для регулирования положения пильных шкивов горизонтальной плоскости в торцах рамы со стороны ведущего шкива ввинчены два болта Ml2, а к оси ведомого шкива — один. Производить регулировку шкивов ленточной пилорамы необходимо в следующей последовательности: 3.3.1 Выключить автомат подачи электропитания на пульте управления. 3.3.2 Открыть защитные кожухи пильных шкивов. 3.3.3 Установить ленточную пилу на шкивах таким образом, чтобы она выступала за края шкивов на величину высоты зуба плюс 2-5 мм. 3.3.4 Закрыть подвижные разъемы (замки). 3.3.5 Натянуть ленточную пилу, повернув гайку механизма натяжения на величину оптимальную для данного типа ленточных пил (из расчета 6-8 кг/мм кв.). 3.3.6. Вращая рукой за ведомый шкив по ходу пиления (против часовой стрелки) необходимо смотреть какое положение займет ленточная пила на шкивах. Если лента сбегает наружу на равную величину с обоих шкивов, то не ослабляя натяжения пилы отпустите стопорную гайку Ml6, крепящую ось ведомого шкива к пильной раме (ползуну пильной рамы). 3.3.7 Затем отпустите контргайку М12 и вверните болт Ml2 на малую величину, после чего затяните контргайку М12 и стопорную гайку М16. 3.3.8 Повторите пункт 3.3.6 и при сбеге ленты повторите регулировку до получения правильного результата. 3.3.9 Если лента сбегает внутрь на ровную величину, то необходимо ослабить натяжение ленточной пилы. 3.3.10. Отпустить стопорную гайку Ml6, контргайку М12 и вывернуть болт М12 на малую величину, после чего затяните гайки М12 и М16. 3.3.11 Если лента приняла положение согласно инструкции, то регулировка выполнена правильно. 3.3.12 Если ленточная пила при вращении сразу сбегает с ведущего шкива, то регулировку следует начать именно с него. 3.3.13 Для этого в зависимости от направления с бегания ленты (наружу или внутрь) отпустите левую или правую стопорные гайки Ml6 и произведите регулировку в той же последовательности, что и на ведомом шкиве. 3.3.14 После регулировки все гайки затянуть. 3.3.15 Закрыть дверцы кожухов пильных шкивов. 3.3.16 Включить автомат подачи эл. энергии на пульте управления. 3.3.17 Кратковременно включить привод пильных шкивов и убедиться в правильности положения пильной ленты. Станок готов к работе. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4. ТРЕБОВАНИЯ К ПИЛЬНЫМ ЛЕНТАМ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1. В процессе эксплуатации ленточной пилорамы для увеличения срока службы ленточной пилы необходимо производить правильное ее натяжение на шкивах. 1.1 Величину натяжения, в зависимости от ее ширины, определяют по прибору «Тензометр». 1.2 Внимание! Ленточная пила не должна находиться в работе больше 2-х часов. По истечении данного времени она должна быть снята со станка и вывешена в свободном состоянии не менее чем на 24 часа для снятия усталостных напряжений. 2 Используйте правильную смазку для лезвия ленточной пилы. В качестве смазочно-охлаждающей жидкости (СОЖ), в большинстве случаев, хватает просто воды, либо воды с добавлением моющего средства («Fairy» и т.п.). Однако, при низких температурах лучше всего применять смесь из 50%-80% дизтошшва или керосина и 50%-20% моторного масла, либо масла для смазки шин бензопил. Неплохие результаты при пилении хвойных пород дает так же применение скипидара. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3. Всегда ослабляйте натяжение ленточной пилы. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Когда Вы закончите работу, снимите натяжение с пилы. При работе лезвия нагреваются и растягиваются, а затем при остывании сжимаются на десятые доли миллиметра во время каждого периода охлаждения.» Поэтому ленты, оставленные на шкивах под нагрузкой, перегружают сами себя, и на них образуется отпечаток от двух шкивов, который вызывает появление трещин во впадинах между зубьями. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4. Используйте правильный развод зубьев. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Развод правильный, если в пространстве между полотном пилы и обрабатываемой древесиной у Вас находится 65-70% опилок и 30-35% воздуха. Если у Вас слишком большой развод зубьев для имеющейся массы или толщины древесины, то в пропиле будет находиться слишком много воздуха и недостаточно опилок. У Вас будут чрезмерно большие потери на опилки, и как следствие, большая шероховатость обрабатываемой древесины. Если же развод недостаточный, Вы не получите достаточно сильного воздушного потока для удаления опилок из пропила. Признаком этого являются горячие опилки. Это может нанести самый разрушительный вред пиле: рабочие интервалы будут короткими, пила преждевременно выйдет из строя. Опилки должны быть холодными на ощупь. И, наконец, при недостаточном разводе и неправильном угле заточки пила будет вырезать на доске волну. С нашей точки зрения, Вы не можете работать при одной и той же разводке зубьев с бревнами разного диаметра, строевым лесом и брусом. Вы должны сортировать лесоматериал. На каждые 20-25 сантиметров увеличения в размере необходимо увеличивать разводку примерно на 18% в зависимости от того, древесина твердая или мягкая, влажная или сухая. Единственный способ добиться нужной разводки — провести контрольные распилы определенного бревна. Увеличивайте разводку на 5-8 сотых миллиметра с каждой стороны до тех пор, пока не станут, видны следы зубьев. Это означает, что Вы работаете при смешанном воздухе с опилками в пропорции 50/50. После этого уменьшите разводку зубьев на 8-10 сотых с каждой стороны, и Вы достигните нужного результата. Обратите внимание: Вы должны разводить только верхнюю восьмушку зуба, а не среднюю или нижнюю. Вам не нужно, что бы впадина между зубьями заполнялась полностью при пилении. Когда Вы работаете с мягкой древесиной, будь она влажной или сухой, стружка увеличивается в объеме в 4-7 раз по сравнению с ее состоянием на клеточном уровне. Твердые породы дерева, влажного или сухого, увеличиваются в объеме лишь в 1/2-3 раза. Это означает, что, если Вы распиливаете 45-ги сантиметровые сосновые бревна, Вам потребуется развести зубья на 20% больше, чем когда работаете с 45-ти сантиметровыми дубовыми бревнами. Всегда разводите зубья перед заточкой. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5. Правильно затачивайте пилу. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Существует только один способ заточки ленточных пил. Камень должен пройти по поверхности зуба вниз, вокруг основания впадины между зубьями и вверх вдоль обратной стороны зуба одним непрерывным движением. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6. Установите правильный угол заточки. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Благодаря глубоким галлетам, мы можем использовать уменьшенные углы заточки, которые передают меньше тепла на кончик зуба. В серии лент используется угол наклона крюка 10 Градусов, который способен проникать в большинство поверхностей древесных пород от средне твердых до средне мягких. Предостережение: Не доверяйте шкалам и измерительным линейкам на Вашем заточном станке! Штифты и направляющие на нем изнашиваются. В процессе работы изменяется Профиль камня. Р — шаг зуба, это расстояние между двумя зубьями; Н — высота зуба, это расстояние от основания зуба до его вершины.
Возникающие проблемы и их решения
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5. ПОДГОТОВКА ЛЕНТОЧНОЙ ПИЛОРАМЫ К РАБОТЕ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5.1 Перед работой необходимо:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ЛЕНТОЧНОЙ ПИЛОРАМЫ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
При техническом обслуживании необходимо произвести подтяжку крепежа и, в случае необходимости, замену смазки в подшипниках измерить сопротивление изоляции на электрическую прочность.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Станок выполнен в соответствии с требованиями безопасности по ГОСТ 25223, ГОСТ 12.2.026.0, и ГОСТ РМЭК602041. При работе на ленточной пилораме — обязательно соблюдать следующие правила:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8. РЕКОМЕНДАЦИИ ПО УСТАНОВКЕ РЕЛЬСОВОГО ПУТИ ПОЛОРАМЫ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
На качество работы станка помимо тех факторов, которые указаны в паспорте (правильная регулировка пильных шкивов, правильная разводка и заточка зубьев пилы), большую роль играет качество монтажа рельсового пути. Так при некачественном монтаже могут наблюдаться различные дефекты на пласте распиливаемого материала, а именно «волнистость» поверхности, «конусность», «ступенчатость», «не параллельность» и т.д. Выставляются рельсы по уровню в поперечном и продольном направлении. Для нормальной работы станка необходимо прочное основание-фундамент. При этом прямолинейность рельсовых направляющих проверяют с помощью тонкого шнура и линейки. Под пластины подкладывают стальные прокладки разной толщины и окончательно притягивают их к фундаменту. При правильном монтаже и аккуратном обращении со станком фирма гарантирует высокое качество распиливаемого древесного материала, отклонение по толщине распила на длине 6 метров — не более 2 мм. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9. НЕИСПРАВНОСТИ СТАНКА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ СПОСОБ УСТРАНЕНИЯ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ПОДШИПНИКИ, ПРИМЕНЯЕМЫЕ В КОНСТРУКЦИИ ПИЛОРАМЫ
РЕМНИ КЛИНОВЫЕ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10. ЭЛЕКТРООБОРУДОВАНИЕ ЛЕНТОЧНОЙ ПИЛОРАМЫ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
10.1 .Общие сведения Станок ленточнопильный горизонтальный подключается к трехфазной сети 380В, частотой 50 Гц. На станке ленточнопильном горизонтальном установлены электродвигатель главного привода «Ml», электродвигатель подъема и Опускания пильной рамы «М2».
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.2.3ащита и блокировки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Защита электродвигателей и аппаратов от коротких замыканиях осуществляется автоматическими выключателями.
Руководство по электрооборудованию к изделию не отражает, незначительных конструктивных изменений в изделии, внесенных изготовителем после подписания к выпуску в свет данного руководства, а так же изменений по комплектующим изделиям и документации, поступающей с ним. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.4. Указания по технике безопасности. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Предприятие изготовитель обращается ко всем потребителям с просьбой сообщить обо всех замеченных конструктивных недостатках пилорамы как общих, так и по технике безопасности. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
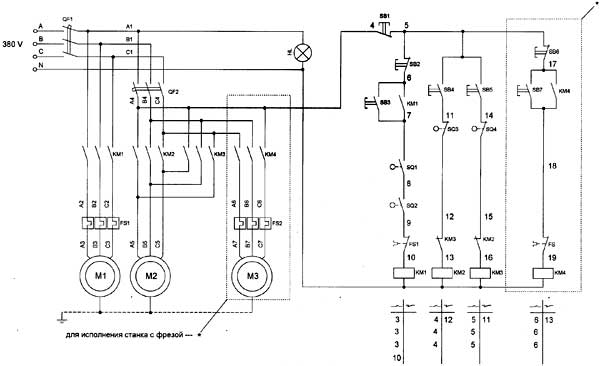
Ленточная пилорама Спектр 70 – схема электрическая принципиальная |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Перечень покупного электрооборудования
* — дополнительная комплектация только для станка с фрезой. Расположение основных узлов ленточной пилорамы спектр 70.
Перечень основных узлов ленточной пилорамы «Спектр-70» (рис. 1,2)
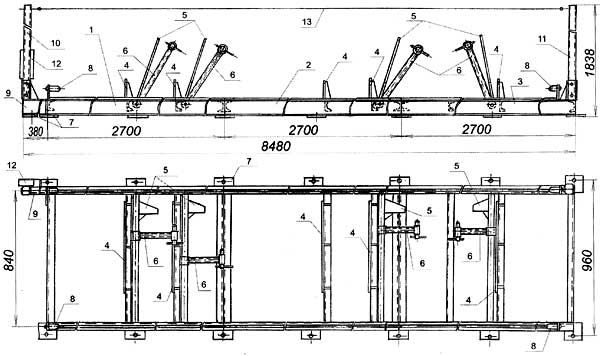
Перечень основных узлов ленточной пилорамы «Спектр-70» (рис.3)
Ленточная пилорама Спектр 70 – рельсовые направляющие
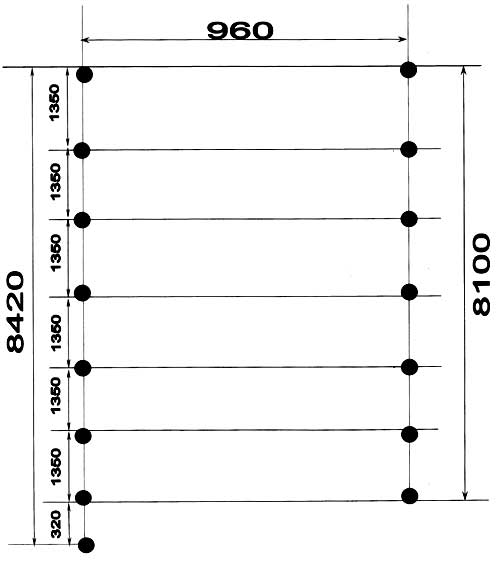
Ленточная пилорама Спектр 70 – схема расположения анкерных болтов
|
 ВНИМАНИЕ!
ВНИМАНИЕ!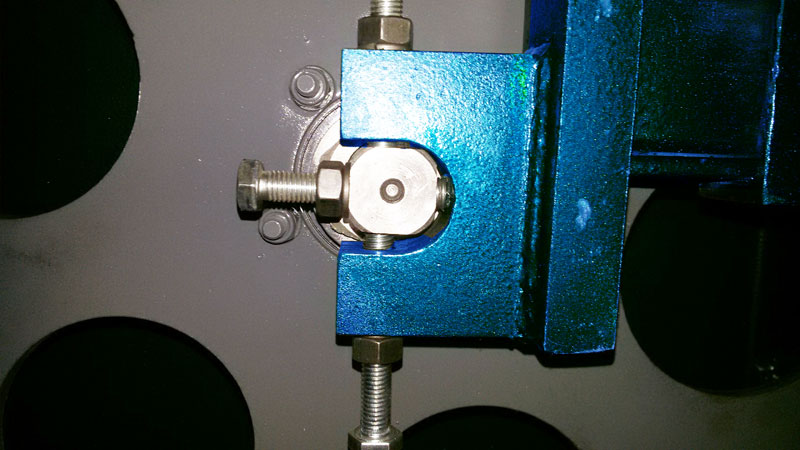 3.1. В станке предусмотрена регулировка положения обоих шкивов по отношению друг к другу в горизонтальной и вертикальной плоскостях. Необходимо добиться, чтобы ленточная пила при натяжении 6-8 кг/мм кв. в сечении на одну ветвь не сходила с ободов пильных шкивов.
3.1. В станке предусмотрена регулировка положения обоих шкивов по отношению друг к другу в горизонтальной и вертикальной плоскостях. Необходимо добиться, чтобы ленточная пила при натяжении 6-8 кг/мм кв. в сечении на одну ветвь не сходила с ободов пильных шкивов.
г.Воронеж ул. Латнинская, 13, т. +7 (473) 256-46-33, +7 920 407-62-26, e-mail: bbgv@mail.ru
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Здравствуйте уважаемые подписчики и читатели блога Андрея Ноака! Так как я уже давно работаю с деревом, у меня накопилось много знаний по его обработке. В том числе и на ленточных пилорамах. Правильная настройка оборудования — залог качественного материала на выходе. И в этой статье Вы узнаете, как настроить ленточную пилораму.
Оглавление
- 1 Введение
- 2 Этапы подготовки ленточки
- 3 Подбор и настройка оборудования
- 4 Осмотр деталей механизма
- 5 Проверка ленточной пилы
- 6 Несколько слов о самых популярных моделях ленточных пилорам
- 6.1 Авангард
- 6.2 Атлант
- 6.3 МВ-2000
- 7 Видео в тему
Введение
Буду прав на 100% если скажу, что настройка пилорамы является самой важной задачей. Если оборудование неправильно настроить, то может появится так называемая «волна». Такой дефект может получится при распиливании бревна и здесь играют роль множество факторов, которые обязательно нужно учесть. Думаю, каждый знает, как выглядит «волна» — неровности на поверхности доски в месте распиливания.
Кроме волны можно получить заниженные или завышенные толщины пиломатериала, что тоже не является хорошо, так как доски потом после сушки нет возможности прострогать на том же четырехстороннике без дополнительных операций и в размер.
Достаточно подробно о том как получать максимальную прибыль на пилораме я описал в своей новой книге «Как выжать максимум из ленточной пилорамы». Более подробно о ней в разделе мои «КНИГИ», см. верхнее меню.

Этапы подготовки ленточки
Настройка ленточной пилорамы условно делится на несколько этапов:
- Подбор нужных пил и настройка оборудования;
- Осмотр видимых деталей механизма;
- Проверка правильной заточки ленточной пилы.
Обо всем по порядку.
Подбор и настройка оборудования
Человек, который отвечает за качество распилки (оператор или может это технолог на большом производстве) обязан подобрать нужную пилу и установить скорость распиловки древесины. В зависимости от вида материала подбираются нижеперечисленные настройки:
- Опытные настройщики знают, что скорость распиливания должна быть немного меньше предельной. От скорости зависит качество материала на выходе: слишком большая приведет к «волнистой» поверхности, а если низкая — появятся выступы;
- Следующим параметров должно являться давление натяжки ленты. Его нужно смотреть в паспортных характеристиках станка. В среднем на станке ставится давление 170 бар, если же нету датчика силы натяжки ленты, то его нужно установить, так вы значительно сэкономите на качестве и расходе лент;
- Выступ ленточки над шкивом от 0 до 3 мм;
- Не забываем и о выставке шкивов параллельно друг другу;
- Ролики должны быть опущены на сантиметр ниже шкивов и придаю ленточке параллельность.
Такая настройка должна проводится раз на день. Если ленточную пилораму настраивать реже, например, 1 раз в 7 дней, то время самой настройки увеличится, а качество материала будет уменьшатся. После контакта древесины с опорным роликом, то лучше перепроверить регулировку станка.
Осмотр деталей механизма
Очень важно перед работой осмотреть важные детали станка. Обратите внимание на ролики, есть ли на них глубокие дефекты. Они появляются если ролики в процессе работы не вращаются. Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации.
При замене роликов, обратите внимание на посадочные места. Если они разбиты, то нужно провести замену самого ролика. Но если крепление оси и шпильки в норме, а люфт имеется, то менять нужно весь корпус.
Немаловажную роль играют шпильки и гайки. Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить 😀 .
После замены деталей и устранения поломок, оператор должен правильно отрегулировать ролики. Как узнать, что деталь отрегулирована правильно? Я об этом писал выше, но повторюсь, об этом свидетельствует положение ролика. Направление при движении должно быть строго параллельно к опорному столу. Если упустить этот важный момент, то материал на выходе будет покрыт «волнами». Кроме того, очень важно правильно отрегулировать положение пилы. При неправильном положении задняя кромка часто растягивается, в результате можно получить неустойчивое пиление.
Проверка ленточной пилы

Ленточные пилы для заточки…
Очень часто плохая заточка пилы приводит к появлению дефектов на поверхности доски. Очень важно учесть угол заточки: если слишком велик, то пила будет вязнуть в древесине, а если наоборот, слишком мал — скорость пиления по дереву в разы уменьшится. Обратите внимание на величину и неравномерность разводки пилы.
Чтобы продлить качественную работу ленточной пилы, нужно учесть еще ряд важных факторов.
К ним относятся порода древесины, диаметр заготовки, давление натяжки которое в идеале должно быть 170-180 бар, скорость распиливания, а также профессионализм самого оператора.
Несколько слов о самых популярных моделях ленточных пилорам
Если Вы заинтересовались оборудованием, то наверняка информация о самых популярных моделях не станет лишней. Очень хорошо себя зарекомендовали марки: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектр, МВ 2000, Титан.
Авангард
Пилорамы данной марки отличаются производительностью и высоким качеством работы. Кроме точности обработки, станки отличаются низкой энергоемкостью. Авангард-ЛП легкая в транспортировке и установке, так как не требует специального фундамента.
Атлант
Данная модель служит для продольной распилки бревен. На выходе получаются доски, брусья, шпалы. Конструкция Атланта очень мощная и обладает рядом преимуществ. Благодаря данной ЛП Вы сможете получить продукцию с отличным качеством.
МВ-2000
Этот мощный станок распиливает бревна на доски и брусья разной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 отличается повышенной жесткостью и прочностью.
Видео в тему
Подробнее о каждой модели я расскажу в следующей статье, где сравню характеристики и преимущества популярных моделей. Желаю Вам правильной настройки и качественной распилки. С Вами был Андрей Ноак, до свидания и до новых встреч в блоге!
Необходимость настройки ленточной пилорамы
При несоблюдении правил настройки, в процессе пиления появляется поверхность в виде «волны», что приводит к снижению качественных характеристик материала. Настройку ленточных пилорам необходимо проводить ежедневно и после соприкосновения роликов пилорамы с заготовкой из древесины. Производят тщательную проверку и осмотр узлов станка и при необходимости проводят регулировку.

Ленточная пилорама Спектр 70 – схема электрическая принципиальная

Перечень покупного электрооборудования
QF1 QF2 КМ1 КМ2, КМЗДМ4* SB2,SB6* SB3, SB4, SB5, SB7* SBl HLl FSl Блок контактов
Выключатель автоматический ВА-101 3/25 Выключатель автоматический ВА-101-3/2 Магнитный пускатель ПМЛ-2160 Магнитный пускатель-ПМЛ-1100 Кнопка КЕ-011 толкатель красный Кнопка КЕ-011 толкатель черный Кнопка КЕ-201 «Грибок», толкатель красный Арматура светосигнальная ENR-22 (12-К-2-220) Реле тепловое РТЛ 1021 Приставка ПКЛ 1104
Входит в шкаф управления
Электродвигатель АИР M132S4 7.5kw 1500 об/мин Электродвигатель BN63A6 0,09kw 890 об/мин
Эл.двигатель АИР 71В2 1,1 kw, 3000 об/мин Конечный выключатель ВПК 2111
Установлены на пилораме. Для станка с фрезой
Этапы настройки ленточной пилорамы

Очерёдность настройки узлов ленточнопильного станка требует специальных навыков и знаний, но не представляет особой сложности.
C помощью регулировочных болтов, колёс и отвеса, шкивы выставляются в плоскости по вертикали.
Выставление шкивов по горизонтали. Делается это при натянутой ленте специальной нитью, проходящей вдоль пилорамы. После установки колёс в горизонтальной плоскости происходит фиксация «ведущего» колеса, которое далее в наладке не участвует.
Установление люфта между передним краем «ведомого» шкива и межзубовым зазором полотна ленточной пилы проводят при натянутой ленте с помощью раскачивания «ведомого» шкива по горизонтали.
Зазор выставляется между межзубовым зазором ленты и передней кромкой «ведущего» шкива пилорамы методом раскачивания «ведомого» колеса по вертикали.
Инструкция по монтажу и эксплуатации ленточной пилорамы.

3.2. В первую очередь производится регулировка шкивов в вертикальной плоскости, выставляя их под прямым углом по отношению к пильной раме. Для этого на ползуне ведомого шкива снизу к его оси ввинчен болт Ml0, а на ведущем шкиву регулировка осуществляется за счет установки проставных шайб или пластин. Данная операция .производится предприятием-изготовителем.
3.3 Для регулирования положения пильных шкивов горизонтальной плоскости в торцах рамы со стороны ведущего шкива ввинчены два болта Ml2, а к оси ведомого шкива — один.
Производить регулировку шкивов ленточной пилорамы необходимо в следующей последовательности:
3.3.1 Выключить автомат подачи электропитания на пульте управления.
3.3.2 Открыть защитные кожухи пильных шкивов.
3.3.3 Установить ленточную пилу на шкивах таким образом, чтобы она выступала за края шкивов на величину высоты зуба плюс 2-5 мм.
3.3.4 Закрыть подвижные разъемы (замки).
3.3.5 Натянуть ленточную пилу, повернув гайку механизма натяжения на величину оптимальную для данного типа ленточных пил (из расчета 6-8 кг/мм кв.).
3.3.6. Вращая рукой за ведомый шкив по ходу пиления (против часовой стрелки) необходимо смотреть какое положение займет ленточная пила на шкивах. Если лента сбегает наружу на равную величину с обоих шкивов, то не ослабляя натяжения пилы отпустите стопорную гайку Ml6, крепящую ось ведомого шкива к пильной раме (ползуну пильной рамы).
3.3.7 Затем отпустите контргайку М12 и вверните болт Ml2 на малую величину, после чего затяните контргайку М12 и стопорную гайку М16.
3.3.8 Повторите пункт 3.3.6 и при сбеге ленты повторите регулировку до получения правильного результата.
3.3.9 Если лента сбегает внутрь на ровную величину, то необходимо ослабить натяжение ленточной пилы.
3.3.10. Отпустить стопорную гайку Ml6, контргайку М12 и вывернуть болт М12 на малую величину, после чего затяните гайки М12 и М16.
3.3.11 Если лента приняла положение согласно инструкции, то регулировка выполнена правильно.
3.3.12 Если ленточная пила при вращении сразу сбегает с ведущего шкива, то регулировку следует начать именно с него.
3.3.13 Для этого в зависимости от направления с бегания ленты (наружу или внутрь) отпустите левую или правую стопорные гайки Ml6 и произведите регулировку в той же последовательности, что и на ведомом шкиве.
3.3.14 После регулировки все гайки затянуть.
3.3.15 Закрыть дверцы кожухов пильных шкивов.
3.3.16 Включить автомат подачи эл. энергии на пульте управления.
3.3.17 Кратковременно включить привод пильных шкивов и убедиться в правильности положения пильной ленты. Станок готов к работе.
Предотвращение дефекта «волна»
Существует такая проблема, как возникновение неровностей на поверхности распиливаемой доски, называемая «волной». На появление дефекта влияет несколько факторов:
- неопытность или невнимательность оператора станка;
- неправильная настройка (или её отсутствие) ленточных пилорам;
- качество ленты;
- вид древесины.
Рабочий (оператор)
Качество зависит от рабочего на пилораме
От его профессионализма зависит правильность настройки ленточной пилорамы, выбор скорости пиления и ленты в соответствии с разновидностью лесоматериала.
При малой скорости – доска получается «ребристой», если превышает допустимую – возникают не пропиленные участки в виде «волны».
Настройка играет большую роль в бесперебойной и качественной работе станка.
Станок. Рабочие узлы ленточной пилорамы влияют на качество обработки брёвен, износ одного из них или сбой настройки приведут к дефекту «волна».
Ролики направляющие

С их помощью выставляется положение пилы относительно опорного стола станка. Точность расположения роликов выверяется регулировочной линейкой, которая входит в комплект ленточной пилорамы. Рабочая поверхность контролируется на предмет износа, приводящего к возникновению вибрации пильного полотна, глубокие риски не допускаются.
Изношенные шпильки и контргайки также подлежат замене.
После того как были заменены повреждённые узлы, выполняется полная регулировка роликов пилы. Следует проверить узел привода направляющей ролика на отсутствие зазора.
Станинные ролики. При износе эти детали заменяют и настраивают. Вертикальные направляющие выставляются перпендикулярно станине, контролируют правильность прилегания роликов (верхних и нижних) к направляющим.
Установка станка
При установке важно обеспечить неподвижность положения, особенно если он не прикреплён к полу болтами, как указано в паспорте по эксплуатации. Зазоры не допускаются. В случае установления люфта, под ноги станка подкладывают стальную пластину необходимой толщины. Некоторые модели лесопилок предусматривают наличие дополнительных опорных ног, которые предотвращают прогиб станины.

Древесина
Некоторые характеристики лесоматериала оказывают влияние на качество распила, в частности на появление «волны».
Разная плотность древесины. В середине бревно менее плотное, чем в верхних слоях, поэтому стружки при распиливании центральной части образуется больше. При распиле этих зон пила не справляется с выноской опилок, она начинает греться и выгибаться, получается «волна».

Параметры ленточной пилорамы сложно выбрать так, чтобы одновременно хорошо распиливались твёрдые внешние и мягкие внутренние слои. Нужно переделать схему распила или провести дополнительную операцию по выравниванию бруса.
«Волна» образуется при обработке замёрзшей древесины. Если лесоматериал проморожен одинаково, то проблемы такой не возникает, но если приходится пилить частично подмороженные брёвна, то возникнет дефект «волны», как при обработке древесины разной плотности.
При пилении брёвен с наличием большого количества сучков возникает риск появления «волны». Нужно постепенно уменьшать, а затем увеличивать скорость распиливания при их обрабатывании.
При обработке смолистой поверхности бревна, опил налипает на полотно пилорамы, что приводит к его утолщению, оно греется, натяжение ослабевает, получается «волна».
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно;
- «ведомый» – перемещается продольно.

Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Проверка и настройка ленточной пилы

Корректное натяжение полотна пилы – основополагающий фактор, оказывающий влияние на качественные характеристики древесину и время службы пилы. Натяжка ленты осуществляется в соответствии с выбранным видом полотна пилы, параметры указываются в технической документации завода-изготовителя. Пильная лента насаживается на шкивы, слегка натягивается, закрепляется болтами, затем натягивается до нужной величины.
Проверяется ход пилы на направляющих и шкивах. Нужно убедиться, что лента пилы верно расположена на направляющих. Затем на несколько секунд включить электрический привод, отключить. Вскрыть кожухи и посмотреть положение полотна на шкивах. Если зазор между выступом колёс и задней кромкой ленты – от 1 до 2 мм, то настройка сделана правильно.
Если превышает данный диапазон, или полотно перемещается по выступу колеса, то делают регулировку хода ленты пилы. При повороте шурупа в правую сторону – полотно придвинется к выступу натяжного колеса, если в левую сторону – удалится от выступа. Закрыть кожухи. Снова проверить работу пилорамы.
Установка и настройка направляющих «кубиков»

Крепёжные винты направляющих ослабляются и прижимаются к верхней грани полотна. Нужно убедиться, что «кубик» не будет вдавливаться в ленту и не испортит её. Затем они опять затягиваются, и если «кубик» имеет верную наладку – его верхняя грань и настроечная линейка будут расположены параллельно.
Установка щётки.Щётка оказывает влияние на эффективность и точность пиления, эксплуатационный срок ленточного полотна, рабочих шкивов, опорных роликов. При установке нужно отслеживать, чтобы щетина не задевала дна зубьев пилы.
Конструкция ленточной пилы
Домашними изобретателями предложены различные варианты конструкций станков с ленточными пилами. Для самостоятельной сборки подойдет модель пилорамы с вертикальным расположением режущего полотна, состоящая из следующих основных узлов и деталей:
- рамы (каркаса);
- стола для распиловки;
- привода;
- шкивов;
- пилы.
Эти конструктивные элементы станка и более мелкие детали с базовыми размерами схематически представлены на чертеже ниже.

В качестве привода очень часто используют электродвигатели, работающие от сети напряжением 220 V.При этом, чем массивнее планируется распиливать заготовки, тем более мощный рекомендуется устанавливать двигатель. Трехфазные моторы (рассчитанные на 380 V) тоже применяют. Но для стационарных сетей такой вариант связан с некоторыми дополнительными проблемами: понадобится приспособить электродвигатель к сети 220 V, установив для этого фазосдвигающий и пусковой конденсаторы. Вместо электрических вполне можно использовать и бензиновые (дизельные) двигатели внутреннего сгорания.
Сплошное режущее полотно фиксируется на шкивах. Распиливание заготовок происходит за счет его движения по замкнутой овальной или круговой траектории.
Можно сделать небольшой настольный станок. Модель из электролобзика показана на фото ниже. Ориентируясь по нему, собрать устройство не вызовет никаких проблем, даже без детального описания всего процесса.

Важно! В общем случае размеры создаваемого оборудования зависят от предстоящих задач, которые планируется решать с его помощью. Для роспуска бревен на брус либо доски потребуется крупногабаритный агрегат. Владельцам квартир с лоджиями подойдет только настольный мини-станок.