Ремонт манометров
При
ремонте следует всегда помнить, что
качество ремонта и производительность
труда всегда зависит от следующих
факторов: культуры производства
(абсолютная чистота рабочих мест и
помещения); глубоких знаний конструкции
и условий эксплуатации ремонтируемых
приборов; опыта мастера; оснащенности
рабочих мест необходимым оборудованием;
наличия и исправности инструмента.
Основными
причинами, вызывающими неисправности
пружинных манометров, являются: износ
цапф осей сектора и шестерни, разработка
подшипников, окисление (ржавление)
отдельных частей прибора, загрязнение
прибора; изменение упругих свойств
пружины; перегрузка прибора, в результате
которой появляется остаточная деформация
или поломка пружины; сотрясение прибора,
следствием чего является изменение
положения стрелки, поломка или изгиб
концов осей, повреждение подшипников,
трещины стекол, корпусов.
Некоторые
из перечисленных неисправностей
обнаруживаются при поверке, другие при
разборке прибора и осмотре деталей.
Классификация видов ремонта манометров
Объем
ремонта пружинного манометра определяется
характером неисправностей прибора.
Текущий
войсковой ремонт пружинного манометра
заключается в исправлении небольших
дефектов, (замене стекла, окраске прибора,
замене винтов, исправлении резьбы на
штуцере, регулировке прибора).
Средний
ремонт предусматривает полную разборку
прибора (без выпайки пружины) и чистку
его. При среднем ремонте регулировка
прибора производится под старую шкалу.
Капитальный
ремонт заключается в восстановлении
прибора с заменой его основных деталей,
как, например, пружины, передаточного
механизма, целиком или частично (замены
сектора, шестерни, волоска и т. д.). При
этом виде ремонта производятся полная
разборка прибора, регулировка его и в
большинстве случаев градуировка и
переписывание шкалы.
После
выполнения каждого из перечисленных
трех видов ремонта манометр обязательно
поверяют.
В
ремонт направляются приборы, забракованные
при внешнем осмотре на месте эксплуатации,
и приборы, неисправность которых
выявляется при обязательной поверке.
Вид
ремонта и объем работ определяют: внешним
ремонтом без вскрытия прибора; осмотром
со вскрытием; поверкой прибора.
Внешним
осмотром можно обнаружить повреждение
стекла, циферблата, резьбы на штуцере,
окраски корпуса, уход стрелки с нуля,
уход контрольной стрелки на величину
больше допускаемого давления.
Осмотром
вскрытого прибора определяется состояние
пружины и деталей передаточного
механизма, а также отсутствие или наличие
коррозии.
Поверкой
прибора устанавливается соответствие
его показаний, требуемым нормам,
изложенным в ГОСТе и инструкции
Госстандарта РФ.
Наиболее характерные дефекты приборов, их причины и способы устранения
Наиболее
характерные дефекты манометров, их
причины и способы устранения приведены
в таблице
|
Дефекты |
Способы |
|
Погрешность |
Тщательно |
|
Погрешность |
Под Отрегулировать |
|
Уход |
Проверить |
|
Погрешность |
Проверить |
|
Стрелка |
Проверить |
|
Большая |
Прибор |
|
Колебание |
Стрелку |
|
Повреждена |
Дефектную
Если |
МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ
СССР
ВПО «СОЮЗЭНЕРГОРЕМОНТ»
РУКОВОДСТВО
ПО КАПИТАЛЬНОМУ РЕМОНТУ
ПОКАЗЫВАЮЩИХ МАНОМЕТРОВ
ДЛЯ ТОЧНЫХ ИЗМЕРЕНИЙ ТИПА МТИ
РК 34-38-025-87

СОЮЗТЕХЭНЕРГО
Москва 1989
СОСТАВЛЕНОЦКБ ВПО «Союзэнергоремонт»
ИСПОЛНИТЕЛИЮ.В. ИЛОВАЙСКИЙ, Я.Е. РОЗЕНЦВИТ, И.А. ХОРПЯКОВ
УТВЕРЖДЕНОСоюзэнергоремонтом 15.12.87
Главный инженер Р.И. КОСТЮК
СОГЛАСОВАНОГлавтехуправлением 10.12.87
Заместитель начальника А.П. БЕРСЕНЕВ
|
РУКОВОДСТВО ПО |
РК 34-38-025-87 |
Срок введения 15.01.88 г.
1. ВВЕДЕНИЕ
1.1. Настоящее руководство по капитальному ремонту (в дальнейшем
— Руководство) показывающих манометров для точных измерений типа
МТИ (в дальнейшем — приборы) производства Московского
производственного объединения «Манометр» является основным
техническим документом, требования которого обязательны для
предприятий Минэнерго СССР, выполняющих капитальный ремонт приборов
указанного типа.
1.2. Руководство распространяется на приборы моделей 1216, 1218
и 1246 с верхним пределом измерений до 10,0 МПа (100,0
кгс/см2).
1.3. Руководство может быть использовано при текущем ремонте
указанных приборов, а также при подготовке их к периодической
ведомственной или государственной поверке.
1.4. Руководство составлено на основании результатов анализа
капитального ремонта приборов на предприятиях Минэнерго СССР и
конструкторской документации 3.5011.218-01 Московского
производственного объединения «Манометр» с учетом требования ГОСТ
2.602-68, ГОСТ 2405-80 и ТУ 25.05.1481-77.
1.5. Руководство составлено на максимальный объем работ на
примере капитального ремонта прибора модели 1218, который изображен
на рис. 1.
1.6. Отдельные операции, предусмотренные Руководством, могут
быть упрощены или исключены в зависимости от степени износа или
других дефектов составных частей конкретного ремонтируемого
прибора.
1.7. Все иллюстрации приведены в конце текстовой части
Руководства.
1.8. Перечень документации, используемой с Руководством,
приведен в обязательном приложении 1.
1.9. Перечень средств измерения и контроля, а также установок и
приборов, применяемых при ремонте, испытаниях, юстировке и
первичной поверке, приведен в рекомендуемом приложении 2.
1.10. Эскизы на изготовление составных частей, предназначенных
для замены дефектных, изображены на картах в рекомендуемом
приложении 3.
1.11. Перечень документов, упомянутых в Руководстве, приведен в
справочном приложении 4.
1.12. Номенклатура запасных частей к приборам с пределами
измерений до 10,0 МПа (100,0 кгс/см2), поставляемых
заводом-изготовителем для замены дефектных, приведена в справочном
приложении 5.
1.13. Основные неисправности и способы их устранения приведены в
справочном приложении 6.
1.14. Общие технические сведения о ремонтируемых приборах.
1.14.1. Приборы предназначены для измерения избыточного давления
газов, паров и жидкостей, нейтральных в отношении воздействия на
углеродистые стали, медные и алюминиевые сплавы.
Условия эксплуатации для каждого прибора изложены в его паспорте
— 3.9060.363 ПС (см. обязательное приложение 1).
1.14.2. Приборы применяются на предприятиях Минэнерго СССР для
измерения давления горючего газа.
1.14.3. Основные параметры приборов приведены в таблице.
ОСНОВНЫЕ ПАРАМЕТРЫ ПРИБОРОВ
|
Модель |
Верхний предел измерений избыточного давления |
Цена деления шкалы для приборов класса |
Масса, кг |
||||
|
0,6 |
1,0 |
||||||
|
кПа (кгс/см2) |
МПа (кгс/см2) |
кПа (кгс/см2) |
МПа (кгс/см2) |
кПа (кгс/см2) |
МПа (кгс/см2) |
||
|
1218 |
60 (0,6) |
— |
0,5 (0,005) |
— |
0,5 (0,005) |
— |
Не более 1,8 |
|
100 (1,0) |
0,5 (0,005) |
1,0 (0,010) |
|||||
|
160 (1,6) |
1,0 (0,010) |
2,0 (0,020) |
|||||
|
250 (2,5) |
2,0 (0,020) |
2,0 (0,020) |
|||||
|
400 (4,0) |
2,0 (0,020) |
5,0 (0,050) |
|||||
|
1216 |
600 (600) |
5,0 (0,050) |
5,0 (0,050) |
||||
|
— |
1,0 (10) |
— |
0,005 (0,05) |
— |
0,01 (0,1) |
||
|
1,6 (16) |
0,01 (0,10) |
0.02 (0,2) |
|||||
|
2,5 (25) |
0,02 (0,2) |
0,02 (0,2) |
|||||
|
1246 |
4,0 (40) |
0,02 (0,20) |
0,05 (0,5) |
||||
|
6,0 (60) |
0,05 (0,50) |
0,05 (0,5) |
|||||
|
10,0 (100) |
0,05 (0,50) |
0,10 (1,0) |
1.15. Общие сведения о конструкции и принципе действия
ремонтируемых приборов.
1.15.1. Приборы аналогичны по конструкции и принципу действия, а
имеющиеся конструктивные различия в их чувствительных элементах
(трубчатых пружинах) не носят принципиального характера, что
позволяет применять к ним одинаковую методику ремонтных работ
(дефектации, разборки, ремонта, сборки, проверки, регулировки,
юстировки), испытаний и первичной поверки после ремонта.
1.15.2. Степень защиты каждого прибора от проникновения пыли и
влаги соответствует IP40 по ГОСТ 14254-80, а осуществляет эту
защиту его оболочка, составными частями которой является корпус 2,
ободок 5, стекло 6 и уплотнительная прокладка 4 (рис. 1).
Примечание. Номера позиций и условные обозначения,
указанные в текстовой части Руководства, соответствуют номерам
позиций и условным обозначениям на рисунках.
1.15.3. Каждый прибор имеет корректор нуля 18 — 20 (см. рис. 2,
где изображен прибор модели 1218 без ободка, стекла, уплотнительной
прокладки и отсчетного устройства).
1.15.4. Принцип действия каждого прибора основан на
уравновешивании измеряемого избыточного давления силой упругой
деформации его чувствительного элемента — одновитковой трубчатой
(манометрической) пружины. Перемещение конца трубчатой пружины 4,
пропорциональное измеряемому давлению Р, через тягу 5 передается
сектору 1, установленному на оси 7 (см. рис. 3, где приведена
кинематическая схема прибора). С помощью зубчатого зацепления
сектор поворачивает трибку 2, на оси которой укреплена стрелка 3.
Принцип действия корректора нуля 9 основан на изменении положения
конца трубчатой пружины 4 поворотом эксцентрика корректора 8, конец
которого соединен пружиной корректора 6 с концом трубчатой
пружины.
2. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Капитальный ремонт (в дальнейшем — ремонт) следует
выполнять согласно требованиям и рекомендациям настоящего
Руководства и «Общего руководства по капитальному ремонту средств
тепловой автоматики и измерений. К0 34-38-003-87» (в дальнейшем —
К0 34-38-003-87).
2.2. Требования к организации ремонта, а также требования
безопасности изложены в разделе 2 К0 34-38-003-87.
2.3. Требования к демонтажу приборов с объекта, к сдаче в ремонт
и приемке из ремонта изложены в разделах 3 и 4 К0 34-38-003-87.
2.4. Каждый прибор, поступающий в ремонт, подлежит стендовой
дефектации (раздел 3). Допускается не проводить стендовую
дефектацию, если характер неисправности прибора известен.
2.5. Стендовая дефектация (раздел 3), проверка, регулировка,
юстировка, испытания и первичная поверка (раздел 7) должны
проводиться в отапливаемом и вентилируемом производственном
помещении при температуре окружающего воздуха (23 ± 2) °С,
влажность которого должна быть не более 80 %, атмосферное давление
должно быть в пределах от 83,9 до 106,6 кПа (от 630 до 800 мм рт.
ст.).
2.6. Неисправности, выявленные при стендовой дефектации, следует
уточнить при разборке прибора (раздел 4), а также при дефектации
составных частей разобранного прибора (раздел 5).
2.7. Грузопоршневой манометр (см. рекомендуемое приложение 2),
специализированный стенд или другое устройство для создания
избыточного давления, применяемые при стендовой дефектации,
испытаниях и первичной поверке, должны создавать давление, значение
которого составляет не менее 130 % от значения верхнего предела
измерений ремонтируемого (проверяемого) прибора, и обеспечивать
плавное и равномерное изменение этого давления по всему диапазону,
а также постоянство давления при отсчете показаний и выдержке
проверяемого прибора под давлением.
2.8. В зависимости от верхнего предела измерений проверяемого
прибора должны применяться следующие рабочие среды:
до 0,25 МПа (2,5 кгс/см2) включительно — воздух или
азот;
свыше 0,25 МПа (2,5 кгс/см2) — трансформаторное
масло, дистиллированная вода или любая неагрессивная жидкость
плотностью от 0,8 до 1,2 кг/дм3.
2.9. Грузопоршневой манометр должен быть установлен по
уровню.
2.10. Проверяемый и контрольный (образцовый) приборы должны
находиться в положении, удобном для отсчета показаний.
2.11. Торец штуцера проверяемого прибора и торец штуцера
образцового прибора должны находиться в одной горизонтальной
плоскости или должно быть учтено давление, создаваемое столбом
рабочей жидкости. Отклонение лицевой плоскости проверяемого прибора
и образцового прибора от вертикального положения не должно быть
более 5° в любую сторону.
2.12. Каждый образцовый прибор, применяемый при стендовой
дефектации или при проверке, юстировке, испытаниях и первичной
поверке (раздел 8), должен удовлетворять следующим требованиям:
верхний предел измерений должен составлять не менее 130 % от
верхнего предела измерений проверяемого (поверяемого) прибора;
абсолютная погрешность должна быть выражена в тех же единицах
измерений, что и у проверяемого (поверяемого);
предел допускаемой основной погрешности не должен превышать 1/4
предела допускаемой основной погрешности проверяемого (поверяемого)
прибора.
2.13. Каждый отремонтированный, отрегулированный, прошедший
юстировку и первичную поверку прибор должен пройти государственную
или ведомственную поверку в соответствии с ГОСТ 8.002-86, ГОСТ
8.513-84, ГОСТ 2405-80 и МИ 925-85. Допускается совмещать первичную
поверку с ведомственной.
2.14. Метрологическое обеспечение ремонта приборов должно
соответствовать требованиям ГОСТ 1.25-76.
3. СТЕНДОВАЯ ДЕФЕКТАЦИЯ
3.1. Технические требования к стендовой
дефектации
3.1.1. Общие технические требования к стендовой дефектации
приборов изложены в разделе 5 К0 34-38-003-87.
3.1.2. Перед стендовой дефектацией каждый прибор должен быть
выдержан в помещении, где проводится дефектация, не менее 24 часов,
очищен от загрязнений, следов коррозии и подвергнут внешнему
осмотру.
3.1.3. При стендовой дефектации каждого прибора следует
проверить:
наличие всех его составных частей;
прочность, герметичность и наличие остаточной деформации его
чувствительного элемента (трубчатой пружины в сборе с держателем и
наконечником);
его работоспособность в целом при плавном изменении (повышении,
понижении) подаваемого давления;
действие корректора нуля.
3.1.4. Давление, подаваемое в проверяемый прибор, следует
изменять плавно, без скачков и всплесков. Скорость изменения
давления не должна превышать 5 % от верхнего предела измерений
проверяемого прибора в секунду.
3.2. Порядок стендовой дефектации
3.2.1. Для проведения стендовой дефектации следует произвести
частичную разборку прибора согласно п.п. 4.3.1 — 4.3.4.
3.2.2. Осмотреть прибор с целью проверки наличия всех его
составных частей и определения общего технического состояния
держателя 2 в сборе с трубчатой пружиной 4 и передаточным
механизмом 7, 9, 11, 12 (здесь и в дальнейшем все номера позиций,
указанные в тексте настоящего раздела, соответствуют позиционным
обозначениям на рис. 2).
При обнаружении пробоин, трещин, вмятин, вздутий на трубчатой
пружине 4 или срезов, сколов, забоин и других дефектов резьбы
штуцера 22, препятствующих надежному и герметичному соединению с
испытательным устройством, а также при отсутствии отдельных
составных частей передаточного механизма (в дальнейшем — механизм)
или при обнаружении видимых дефектов, препятствующих перемещению
стрелки, прибор не подвергается дальнейшей стендовой дефектации, а
подлежит разборке (раздел 4) и дефектации его составных частей
(раздел 5).
3.2.3. Установить шаблон-циферблат и стрелку прибора. При этом
стрелка должна быть установлена так, чтобы ее указательный конец
находился на нулевой отметке шкалы шаблон — циферблата.
3.2.4. Снять защитный колпачок 1 и установить прибор на
испытательное устройство (грузопоршневой манометр, автоматический
задатчик или специальный стенд с источником избыточного
давления).
3.2.5. Проверить действие корректора нуля, перемещая с его
помощью стрелку в обе стороны от нулевой отметки шкалы шаблон —
циферблата. У исправного прибора корректор нуля должен смещать
стрелку в каждую сторону от любой отметки шкалы не менее чем на 2 и
не более чем на 4 % от значения верхнего предела измерений
прибора.
По окончании проверки действия корректора стрелка прибора должна
быть установлена на нулевую отметку шкалы шаблон — циферблата.
3.2.6. Плавно повысить давление до значения, равного 130 % от
значения верхнего предела измерений проверяемого прибора.
3.2.7. Проверить прочность и герметичность чувствительного
элемента, а также наличие остаточной деформации трубчатой пружины
путем выдержки прибора в течение 15 мин под давлением, равным 130 %
от значения верхнего предела измерений проверяемого прибора. Плавно
снизить давление до значения, равного верхнему пределу измерений
проверяемого прибора, и отключить источник давления. Провести
отсчет показаний проверяемого прибора по истечении 2 мин.
Чувствительный элемент герметичен, если показания проверяемого
прибора не изменились. Плавно снизить давление до нулевого
значения. При этом стрелка должна устанавливаться на нулевую
отметку шкалы. Отклонение стрелки от нулевой отметки
свидетельствует об остаточной деформации трубчатой пружины.
Примечание. На время выдержки проверяемого прибора под
давлением пружинный образцовый манометр следует отключить.
3.2.8. Места нарушения герметичности, выявленные при проверке,
рекомендуется маркировать любой клеевой краской (гуашью, бытовой
побелкой и т.п.) для удобства обнаружения этих мест при
ремонте.
3.2.9. При обнаружении нарушения герметичности или остаточной
деформации трубчатой пружины 4 дальнейшая стендовая дефектация не
проводится, а прибор подлежит разборке и ремонту.
Чувствительный элемент, не выдержавший испытаний на прочность,
подлежит замене.
3.2.10. Проверить работоспособность прибора при плавном
изменении давления в диапазоне от нулевого значения до верхнего
предела измерений проверяемого прибора. При этом отсчет показаний
следует вести по проверяемому прибору, а контроль действительного
значения — по контрольному.
При проверке работоспособности прибора следует обратить особое
внимание на плавность движения стрелки проверяемого прибора и
зубчатого зацепления трибки с сектором механизма.
Неравномерное (скачкообразное) движение стрелки свидетельствует
о неисправности в механизме.
3.2.11. Снять прибор с испытательного устройства и надеть на
штуцер 22 защитный колпачок 1.
3.2.12. Снять шаблон-циферблат и стрелку прибора.
4. РАЗБОРКА
4.1. Общие указания по разборке прибора изложены в разделе 6 К0
34-38-003-87.
4.2. Для дефектации составных частей следует произвести полную
разборку прибора.
Допускается неполная разборка прибора, если это не препятствует
дефектации его составных частей.
4.3. Порядок разборки
4.3.1. Отвернуть винты 14, снять ободок 5, стекло 6 и
уплотнительную прокладку 4 (рис. 1).
4.3.2. Снять стрелку 13.
4.3.3. Отвернуть винты 12 и снять циферблат 3.
4.3.4. Снять защитный колпачок 1 (здесь и в дальнейшем все
номера позиций, указанные в настоящем разделе, соответствуют
позиционным обозначениям на рис. 2).
Примечание. Операции, перечисленные в п.п. 4.3.1 — 4.3.4,
выполняются перед стендовой дефектацией (см. п. 3.2.1).
4.3.5. Отсоединить тягу 15 от наконечника 13.
4.3.6. Отвернуть винты 6 и снять механизм в сборе с нижней
планкой 7, верхней планкой 9, спиральной пружиной 11, сектором 12,
винтом шибера 16, шибером 17 и тягой 15.
4.3.7. Отвернуть винт шибера 16, снять шибер 17, тягу 15 и шайбу
(на рис. 2 не показана).
4.3.8. Выпрессовать штифт 5 и высвободить наружный конец
спиральной пружины 11. Снять спиральную пружину.
4.3.9. Отвернуть винты 3 и поочередно снять верхнюю планку 9,
сектор 12, трибку (на рис. 2 не показана) и нижнюю планку 7.
Допускается производить разборку механизма (п.п. 4.3.7, 4.3.8 и
4.3.9), не снимая его с держателя 2 (п. 4.3.6).
4.3.10. Вывести нижний конец пружины корректора 14 из зацепления
с эксцентриком корректора 19.
4.3.11. Отвернуть винты 21 крепления корпуса 8 к держателю 2.
Снять корпус 8 в сборе с корректором.
4.3.12. Снять с наконечника 13 пружину корректора 14.
4.3.13. Разборку корректора следует производить только при
необходимости ремонта или замены его дефектных составных частей.
Для разборки корректора необходимо отвернуть винты 18 (2 шт.), а
затем снять эксцентрик корректора 19, пружинную шайбу 2 и корпус
корректора (на рис. 2 не показан, см. рис. 4).
4.3.14. Составные части разобранного прибора должны быть очищены
от загрязнений и следов коррозии, а затем промыты пожаробезопасным
моющим средством «Вертолин-74» марки А (ТУ 38.10960-81) или другим
аналогичным средством, не агрессивным по отношению к углеродистым
сталям, медным и алюминиевым сплавам.
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ДЕФЕКТАЦИИ И РЕМОНТУ СОСТАВНЫХ
ЧАСТЕЙ ПРИБОРА
5.1. Общие технические требования к дефектации и ремонту
составных частей, а также рекомендации по их ремонту изложены в
разделах 7 и 8 К0 34-38-003-87.
5.2. Составные части с дефектами, которые перечислены в разделе
7 К0 34-38-003-87, а также в настоящем разделе, подлежат замене.
Допускается замена только отдельных дефектных деталей неразъемных
составных частей без замены составной части в целом. Для замены
дефектных деталей составных частей прибора, не поставляемых
заводом-изготовителем в качестве отдельных запасных частей,
рекомендуется изготавливать их на месте проведения ремонта по
эскизам, которые приведены в картах 1 — 28 рекомендуемого
приложения 3.
5.3. Резьбовые крепежные изделия не должны иметь дефектов,
перечисленных в разделе 7 К0 34-38-003-87.
5.4. Дефектация оболочки
5.4.1. Дефектацию оболочки, состоящей из корпуса 2, ободка 5,
стекла 6 и уплотнительной прокладки 4, следует проводить путем
визуального контроля с целью определения общего технического
состояния всех ее составных частей (здесь и в дальнейшем все номера
позиций, указанные в п. 5.4, соответствуют позиционный обозначениям
на рис. 1).
5.4.2. Корпус 2 и ободок 5 не должны иметь следующих дефектов:
повреждений защитно-декоративного покрытия (следов коррозии,
царапин, раковин, вздутий, отслоений, шелушений и других дефектов,
ухудшающих внешний вид), трещин, пробоин, вмятин и других
механических повреждений.
При наличии дефектов защитно-декоративного покрытия корпус и
ободок должны быть окрашены заново (см. раздел 8 К0 34-38-003-87).
Внутренние поверхности корпуса и ободка следует окрасить эмалью
МЧ-240 ГОСТ 5971-78 черного цвета, а наружные поверхности — эмалью
МЛ-165 ГОСТ 12034-77 зелено-голубого цвета.
Механические повреждения корпуса и оболочки следует устранять
методами, которые изложены в разделе 8 К0 34-38-003-87. После
устранения механических повреждений корпус и крышка должны быть
окрашены вышеуказанными эмалями.
5.4.3. Стекло 6 не должно иметь трещин, царапин, раковин,
пузырей, помутнений и других дефектов, препятствующих правильному
отсчету показаний прибора.
5.4.4. Уплотнительная прокладка 4 должна быть эластичной и не
иметь надрывов, трещин, вздутий, вмятин и других дефектов,
нарушающих ее уплотнительные свойства. Для замены дефектной
прокладки ее рекомендуется изготавливать по эскизу, который
приведен на карте 28.
5.5. Дефектация и ремонт корпуса
5.5.1. Корпус (рис. 6) не должен иметь дефектов, перечисленных в
п. 5.4.2, а также должен соответствовать следующим техническим
требованиям:
резьба (М3-6H) в отверстиях Б не должна иметь забоин, сколов или
срезов витков, препятствующих свободному и надежному завинчивание
винта с резьбой М3-6g;
диаметр отверстия Б не должен быть более 16,3 мм;
отклонение плоскостности торцовой поверхности Г не должно быть
более 0,3 мм;
шероховатость всех поверхностей должна соответствовать
Rz 20 мкм.
5.5.2. Вместо дефектных резьб Б допускается выполнять резьба
ремонтного размера М4-6Н или М5-6Н. При этом соответствующие
отверстия в ободке (рис. 5) должны быть расточены до размеров 4,2
или 5,2 мм. Допускается выполнять новое отверстие с резьбой М3-6Н,
ось которого смещена от оси дефектного отверстия 20 — 30° по
часовой стрелке. При этом на ободке должно быть выполнено отверстие
диаметром 4,2 мм с аналогичным смещением оси.
5.5.3. Если диаметр отверстия В (см. рис. 6) превышает 16,3 мм,
то рекомендуется рассверлить (расточить) дефектное отверстие до
диаметра 20 мм и запрессовать в него переходную втулку,
изготовленную из любого алюминиевого сплава или другого цветного
металла, с прямой осевой накаткой по наружной поверхности.
Переходная втулка должна быть изготовлена со следующими
размерами:
наружный диаметр после накатки — (20-0,01) мм;
внутренний диаметр — (16+0,12) мм;
высота — 5,0 мм.
5.5.4. Плоскостность поверхности Г (см. рис. 6) допускается
восстанавливать путем проточки или шабрения. При этом толщина
снимаемого слоя металла не должна быть более 0,5 мм.
5.6. Дефектация и ремонт ободка
5.6.1. Ободок (см. рис. 5) не должен иметь дефектов,
перечисленных в п. 5.4.2, а также соответствовать следующим
требованиям:
не должен быть деформирован;
линейные и угловые размеры должны соответствовать справочным
размерам, которые приведены на рис. 5;
шероховатость обработанных поверхностей должна соответствовать
Rz 20 мкм.
5.6.2. Деформированный ободок должен быть восстановлен и
отрихтован.
5.6.3. В зависимости от ремонта корпуса (см. п. 5.5) должны быть
выполнены новые отверстия для крепления ободка или расточены
существующие до размеров, указанных в п. 5.5.2.
5.6.4. При восстановлении покрытия (окраске) ободка допускается
не окрашивать поверхность В (см. рис. 5).
5.7. Дефектация и ремонт чувствительного
элемента
5.7.1. Чувствительный элемент — неразъемный узел, состоящий из
держателя 2 со штуцером 1, трубчатой пружины 4 и наконечника 3, не
должен иметь дефектов, перечисленных в разделе 7 К0 34-38-003-87
(здесь и в дальнейшем номера позиций и условные обозначения,
указанные в п. 5.7, соответствуют позиционным и условным
обозначениям на рис. 7), а также должен удовлетворять следующим
техническим требованиям:
должен быть герметичен и не иметь остаточной деформации
трубчатой пружины 4 после проверки по п.п. 3.2.6 и 3.2.7;
рабочий ход точки N при давлении, равном верхнему пределу
измерений прибора, должен быть в пределах от 4 до 6 мм, а
гистерезис не должен превышать:
0,3 % от величины рабочего хода — для прибора класса точности
0,6;
0,5 % от величины рабочего хода — для прибора класса точности
1,0;
на трубчатой пружине 4 не должно быть вмятин, вздутий, раковин и
следов коррозионных разрушений;
резьба на штуцере 1 (M20?1,5-8g) не должна иметь забоин, сколов,
трещин и других дефектов, препятствующих свободному завинчиванию и
нарушающих герметичность соединения;
шестигранник Б не должен иметь сколов граней, а размер между
параллельными плоскостями не должен быть менее 26,5 мм;
резьба в отверстиях В и Г (М4-6Н), а также в отверстии Д (М3-6Н)
не должна иметь дефектов, препятствующих свободному и надежному
завинчиванию винтов с соответствующей резьбой (М3-6g и М4-6g);
на трубчатой пружине 4 должна быть нанесена маркировка,
указывающая номинальное значение давления (МПа, кПа или
кгс/см2);
пайки в местах соединения трубчатой пружины 4 с держателем 2 и
наконечником 3 должны быть покрыты грунтом ФЛ-03К ГОСТ 9109-81;
поверхность чувствительного элемента кроме поверхности А, должна
быть покрыта блестящим шеллачный лаком ТУГАУ 1578.
5.7.2. Допускается замена отдельных дефектных составных частей
(трубчатой пружины 4, наконечника 3 или держателя 2)
чувствительного элемента без замены всего узла. При этом пайку мест
соединения трубчатой пружины с держателем и наконечником следует
выполнять припоем марки ПОССу 40-2 по ГОСТ 21930-76 бескислотным
способом. Швы паек должны быть ровными, переходы — плавными. Ширина
швов должна быть не более 2,5 мм. Утяжины припоя должны быть не
более 1,5 мм. На поверхности трубчатой пружины 4 допускаются
наплывы припоя толщиной не более 0,3 мм на длине не более 15 мм от
места пайки.
При пайке не допускается перегрев тела трубчатой пружины, кроме
мест пайки.
5.7.3. Допускается устранение негерметичности чувствительного
элемента в местах соединения трубчатой пружины 4 с держателем 2 или
наконечником 3 путем пайки припоем ПОССу 40-2 бескислотным
способом.
Устранение негерметичности на остальных частях трубчатой пружины
не допускается.
5.7.4. При наличии мелких вмятин или забоин на резьбе штуцера 1
допускается устранять эти дефекты путем прогонки (прорезки)
дефектной резьбы плашкой 2650-01000 (20,0?1,5) по ГОСТ 9740-71, а
резьбы в отверстиях В, Г и Д с аналогичными дефектами допускается
прогонять метчиками 2621-2633 (3,0?0,5) и 2621-2659 (4,0?0,5) по
ГОСТ 3266-81.
5.7.5. После устранения негерметичности или пайки, связанной с
заменой дефектной составной части, чувствительный элемент должен
быть подвергнут проверке на прочность и герметичность по п.п. 3.2.6
и 3.2.7. При этом контроль создаваемого давления следует вести по
образцовому прибору.
5.7.6. Измерить рабочий ход точки N с помощью индикатора
часового типа ИЧ-10M по ГОСТ 577-68, закрепленного на штативе Ш-ПН
по ГОСТ 10197-70. По результатам измерений определить гистерезис
чувствительного элемента, который не должен превышать значений,
указанных в п. 5.7.1.
Рекомендуется совмещать операции по п.п. 5.7.5 и 5.7.6.
5.8. Дефектация корректора
5.8.1. Дефектацию корректора следует выполнять путем визуального
контроля его составных частей, а также путем поворота корпуса
корректора с помощью ключа, который изображен на карте 8
рекомендуемого приложения 3. Корпус корректора 4 вместе с
эксцентриком корректора 1 должны поворачиваться без заеданий и
надежно фиксироваться в любом положении диапазона поворота без
осевого и радиального качания (см. рис. 4). Если не обеспечивается
фиксация эксцентрика, то следует заменить пружинную шайбу 5 (см.
рис. 4).
5.8.2. Составные части корректора (эксцентрик корректора 1,
шайба 2, корпус корректора 4, пружинная шайба 5) не должны иметь
видимых механических повреждений (трещин, сколов, раковин и других
дефектов) и следов коррозии (см. рис. 4). Для замены дефектных
составных частей корректора допускается их изготовление по эскизам,
которые выполнены на картах 1 — 8 рекомендуемого приложения 3.
5.8.3. Стойка 2 должна быть надежно закреплена (расклепана) на
эксцентрике корректора 1 (рис. 8). Качание стойки не
допускается.
5.8.4. Пружина 2 не должна иметь остаточной деформации после
растягивания ее на длину до 25 мм (рис. 9). На пружине не должно
быть трещин, надломов и следов коррозии. Ушки 1 не должна иметь
трещин и следов коррозии. Ушки должны быть плоскими. Допускается
отклонение плоскостности ушек не более 0,3 мм.
5.9. Дефектация механизма
5.9.1. Крепежные резьбовые детали, а также составные части
зубчатой передачи узла механизма (рис. 10) должны удовлетворять
требованиям, изложенным в разделе 7 К034-38-003-37.
5.9.2. Нижняя планка 1 и верхняя планка 8 должны быть плоскими
(см. рис. 10). Деформированные планки следует выправлять и
рихтовать. Допуск плоскостности планок 0,07 мм.
Планки, указанные выше, не должны иметь трещин, надломов и
других механических повреждений.
5.9.3. Диаметр отверстий А и Б в верхней планке (см. рис. 13) и
соответствующих отверстий в нижней планке не должен быть более 1,35
мм.
5.9.4. Стойка 2 должна быть надежно закреплена (расклепана) на
верхней планке 1 без осевого и радиального качания (см. рис. 13).
Для устранения качания стойки следует расклепать ее выходной конец.
При этом положение стойки должно соответствовать указанному на рис.
13.
5.9.5. Трибка (рис. 12) должна соответствовать следующим
требованиям:
диаметр шеек А и Г должен быть не менее 1,26 мм, а шероховатость
поверхностей шеек должна соответствовать Rz 12,5
мкм;
диаметр зубчатого колеса Б не должен быть менее 4,66 мм, а
шероховатость поверхности Б должна соответствовать Rz 20
мкм;
диаметр окружности впадин В не должен быть менее 2,70 мм;
диаметр шейки Д не должен быть менее 1,20 мм, а шероховатость
поверхности шейки должна соответствовать Rz 12,5
мкм;
диаметр выходной части Е оси трибки не должен быть менее 1,06
мм;
конусность выходной части оси между шейкой Д и торцом Е не
должна быть более 0,52°;
допуск прямолинейности образующей конуса И 0,01 мм;
допуск круглости и цилиндричности поверхностей А, Б, Г и Д 0,035
мм;
допуск биения относительно оси трибки в направлении,
перпендикулярном к образующей конуса К 0,01 мм;
расстояние К между шейками А и Г не должно быть менее 7,85
мм;
зубья зубчатого колеса не должны иметь видимых следов износа,
сколов, трещин и других дефектов, препятствующих надежному
сопряжению с зубьями сектора (рис. 14). Профиль каждого зуба должен
соответствовать профилю с модулем 0,3 исходного контура по
9587-81.
5.9.6. Узел сектора с осью (рис. 14) должен соответствовать
следующим требованиям:
поверхность Е сектора 1 должна быть плоской;
ширина паза Д должна быть не более 3,15 мм, а шероховатость
поверхности паза Д должна соответствовать Rz 12,5
мкм;
диаметр шеек В и Г оси сектора 2 должен быть не менее 1,26 мм, а
шероховатость поверхностей шеек должна соответствовать
Rz 12,5 мкм;
ось сектора 2 не должна быть погнута, а также не иметь сколов
трещин и следов коррозии;
втулка 3 в сборе с осью сектора 2 должна быть надежно закреплена
(развальцована) на секторе 1 без осевого и радиального качания;
радиус А зубчатой части сектора не должен быть менее 34,4 мм, а
радиус Б — менее 31,9 мм;
характеристика зубчатой части сектора приведена на карте 18
рекомендуемого приложения 3.
Деформированный сектор 1 следует выправить и отрихтовать. Допуск
плоскостности поверхности Е 0,07 мм (рис. 14).
5.9.7. Спиральная пружина (рис. 11) должна соответствовать
следующим требованиям:
диаметр отверстия А в колодочке 1 не должен быть более 1,18
мм;
колодочка 1 не должна иметь сколов и трещин;
спираль 2 не должна иметь остаточной деформации (потери
упругости), изломов и касающихся друг друга витков.
При небольших деформациях допускается восстановление формы
спирали с помощью пинцета.
5.9.8. Каждая колонка 2 (рис. 10) не должна иметь сколов,
забоин, трещин и других механических повреждений, а также дефектов
резьбы, препятствующих свободному и надежному завинчиванию винта с
резьбой M3-6g. Мелкие вмятины и забоины резьбы следует устранять
путем прогонки (прорезки) ее метчиком 2621-2633 (3,0?0,5) по ГОСТ
3266-81.
Высота каждой колонки, определяемая по уступам на ней (см. карту
10 рекомендуемого приложения 3), не должна быть менее 8,05 мм.
Разность высот пары колонок должна быть не более 0,02 мм.
5.9.9. Упор сектора 10 и упор оси сектора 11 не должны иметь
трещин, следов надлома, а также коррозионных разрушений (см. рис.
10).
5.9.10. Дефектный механизм или дефектная спираль 2 его
спиральной пружины (см. рис. 11) подлежат замене (см. справочное
приложение 5).
Допускается замена дефектных составных частей механизма
составными частями, изготовленными по соответствующим эскизам,
которые приведены на картах 9 — 24 рекомендуемого приложения 3, без
замены механизма в целом.
5.10. Дефектация отсчетного устройства
5.10.1. Циферблат 3 должен быть чистым без подтеков и пятен,
числовые отметки, деления и реперные точки шкалы 11 должны быть
четкими.
Отслоения или вздутия покрытия на лицевой стороне циферблата не
допускаются (см. рис. 1).
5.10.2. Стрелка (рис. 15) должна удовлетворять следующим
требованиям:
стрелка 1 должна быть плоской. Допуск плоскостности поверхности
Б 0,1 мм;
указательный конец В должен иметь ножевидную форму, плоскости
которого расположены перпендикулярно к плоскости Б;
стрелка 1 должна быть надежно закреплена на втулке 2 без осевого
и радиального качания;
диаметр отверстия А должен соответствовать размеру И выходной
оси трибки (рис. 12) и обеспечивать плотную посадку на ней втулки 2
без осевого и радиального качания. При этом конец оси трибки не
должен выступать на выходе из отверстия А;
стрелка не должна иметь трещин, изломов, следов коррозии и
дефектов покрытия (вздутия, шелушения и отслоения).
5.10.3. Деформированную стрелку допускается выправлять и
рихтовать, при дефектах покрытия следует покрыть стрелку грунтом
марки ВЛ-02 по ГОСТ 12707-77, а поверхность Б, кроме того, и эмалью
черного цвета марки МЧ-240 по ГОСТ 5971-78 или марки МЧ-277 ТУ
6.10.1299-72.
5.11. Требования к защитному покрытию составных частей,
упомянутые в рекомендуемом приложении 4, соответствуют ГОСТ
9.301-86.
6. СБОРКА
6.1. Сборку прибора следует выполнять в последовательности,
обратной разборке (раздел 4). При этом установку уплотнительной
прокладки 4, стекла 6 и ободка 5 (см. рис. 1) следует выполнять
после окончания операций по регулировке и юстировке
отремонтированного прибора (п. 8.5).
6.2. Сборка должна проводиться согласно требованиям и
рекомендациям, изложенным в разделе 9 К0 34-38-003-87, а также при
соблюдении условий, приведенных в настоящем разделе.
6.3. Сборка механизма
6.3.1. Нижняя планка 1 и верхняя планка 8 собранного механизма
должны быть параллельны. Допуск параллельности внутренних
плоскостей нижней и верхней планок относительно друг друга 0,01 мм.
Для обеспечения параллельности допускается шлифовка шлифовальной
шкуркой (ГОСТ 6456-82) внутренних поверхностей планок в местах их
сопряжения с поверхностями уступов на колонках 2 (здесь и в
дальнейшем все номера позиций, указанные в п. 6.3, соответствуют
номерам позиций на рис. 10).
6.3.2. Ось трибки 5 и ось сектора 9 у собранного механизма
должны вращаться свободно, без заеданий, затираний, а также без
торцового и осевого качания.
6.3.3. Винты 2, кроме винта крепления упоров 10 и 11, должны
завинчиваться с применением клея марки БФ4 по ГОСТ 12172-74.
6.3.4. Спиральная пружина (см. рис. 11) должна устанавливаться
(напрессовываться) на ось трибки так, чтобы ее витки были
направлены по часовой стрелке. Наружный конец спирали должен быть
закреплен в отверстии стойки на верхней планке 8 штифтом 6.
6.3.5. Оси трибки 5, сектора 9, а также зубья трибки и сектора
собранного механизма должны быть смазаны часовым маслом по ГОСТ
7935-74 или приборным маслом марки МВП по ГОСТ 1805-76.
6.4. Собранный механизм (см. рис. 10) должен быть установлен на
держателе 2 таким образом, чтобы его крепежные винты 6 находились
примерно посредине пазов в нижней планке 7 (здесь и в дальнейшем
все номера позиций, указанные в настоящем разделе, соответствуют
номерам позиций на рис. 2).
6.5. После установки держателя 2 в корпус 8 следует соединить
пружиной корректора 14 наконечник 13 с эксцентрикой корректора, а
затем соединить тягой 15 наконечник 13 с сектором 12. При этом
шибер 17 должен быть закреплен винтом шибера 16 примерно посредине
паза на кулисе сектора 12.
6.6. Перед вводом в зацепление зубчатой части сектора 12 с
зубьями трибки (рис. 2 не показана, см. рис. 10) следует создать
предварительный натяг спиральной пружины 11 путем поворота трибки
примерно на полоборота по часовой стрелке. При этом зубья сектора
должны входить в зацепление с зубьями трибки примерно на 2 — 3 зуба
от левого края сектора.
Смазать трущиеся части в местах соединения наконечника с
сектором и эксцентриком часовым или приборным маслом.
6.7. По окончании сборки механизма с чувствительным элементом
следует установить вместо циферблата шаблон-циферблат и стрелку
прибора. При этом указательный конец стрелки должен находиться на
нулевой отметке шкалы.
6.8. По окончании регулировки и юстировки отремонтированного
прибора следует установить стекло 6, уплотнительную прокладку 4 и
ободок 5 (см. рис. 1).
7. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННОМУ ПРИБОРУ
7.1. Прибор не должен иметь дефектов, ухудшающих его внешний
вид, а эмалевое покрытие корпуса должно соответствовать III классу
для полуглянцевых поверхностей по ГОСТ 9.032-74.
7.2. Прибор (чувствительный элемент прибора) должен быть
герметичен после трехминутной выдержки под давлением, равным его
верхнему пределу измерений.
7.3. Предел допускаемой основной погрешности с учетом
коэффициента 0,8 должен быть:
— 0,48 % — для прибора класса точности 0,6;
— 0,8 % — для прибора класса точности 1,0.
Предел допускаемой основной погрешности выражается в процентах
от верхнего предела измерений.
Примечание. Для обеспечения
производственно-эксплуатационного запаса по основной погрешности
показаний при выпуске прибора из ремонта вводится коэффициент 0,8
К, где К — класс точности прибора.
7.4. Вариация показаний прибора не должна превышать абсолютного
значения предела допускаемой основной погрешности, указанного в п.
7.3.
7.5. Каждый прибор должен соответствовать требованиям п.п. 7.3 и
7.4 при соблюдении следующих условий:
1) прибор должен быть установлен в нормальном рабочем
положении;
2) давление должно изменяться (повышаться и понижаться) плавно,
т.е. скорость изменения измеряемого давления не должна превышать 5
% от значения верхнего предела измерений проверяемого прибора в
секунду;
3) температура прибора и окружающего воздуха должна быть (23 ±
2) °С;
4) относительная влажность окружающего воздуха должна быть не
более 80 %;
5) атмосферное давление должно быть в пределах от 83,9 до 106,6
кПа (от 630 до 800 мм рт. ст.);
6) стрелка прибора должна быть установлена корректором на
нулевую отметку шкалы;
7) вибрация и удары должны отсутствовать или не достигать
величины, вызывающей колебания стрелки более 0,1 длины наименьшего
деления шкалы;
 давление должно создаваться:
давление должно создаваться:
нейтральным газом — для прибора с верхним пределом измерений до
0,25 МПа (2,5 кгс/см2);
неагрессивной жидкостью плотностью от 0,8 до 1,2
кг/дм3 — для прибора с верхним пределом измерений свыше
0,25 МПа (2,5 кгс/см2);
9) торец штуцера проверяемого прибора и торец штуцера
образцового прибора должны находиться в одной горизонтальной
плоскости или должно быть учтено давление, создаваемое столбом
рабочей жидкости.
7.6. Каждый прибор должен выдерживать перегрузку давлением,
равным 130 % от его верхнего предела измерений.
После выдержки без давления в течение не менее 1 ч прибор должен
вновь соответствовать требованиям п.п. 7.3 и 7.4.
7.7. Корректор нуля должен обеспечивать смещение стрелки в
каждую сторону от любой отметки шкалы не менее чем на 2 и не более
чем на 4 % от верхнего предела измерений прибора.
Корректор должен обеспечивать установку стрелки прибора на
нулевой отметке шкалы с пределом допускаемой основной погрешности,
указанной в п. 7.3.
7.8. Технические требования к отсчетному устройству
отремонтированного прибора.
7.8.1.Стекло (или другой прозрачный материал) должно быть
чистым, прозрачным и не иметь окраски, а также дефектов,
перечисленных в п. 5.4.3.
7.8.2. Циферблат должен быть чистым, без подтеков и пятен, а
числовые значения, основные и промежуточные интервалы, деления
шкалы должны быть четкими и соответствовать требованиям ГОСТ
24844-81.
7.8.3. На шкале прибора, градуированного в кПа или МПа, около
числовых отметок допускается нанесение реперных точек, расстояние
между которыми должно соответствовать предельному значению основной
погрешности в кгс/см2.
Диаметр реперной точки вычисляется по формуле:

(1)
где а — диаметр реперной точки, мм;
С — 0,3 — 0,4;
К — класс точности прибора;
l— длина шкалы, мм.
7.8.4. Ножевидный указательный конец стрелки должен быть
расположен перпендикулярно плоскости циферблата и перекрывать
наименьшую по длине отметку шкалы в пределах от 0,3 до 0,7 ее
длины. Толщина указательного конца стрелки не должна быть более
ширины наименьшей отметки шкалы.
7.9. Прибор должен сохранять работоспособность при наклонах
корпуса до 5 °С в любую сторону по отношение к нормальному рабочему
положению (под нормальным рабочим положением понимается
вертикальное положение оси симметрии циферблата прибора). Изменение
показаний прибора при указанных наклонах не должно превышать
половины абсолютной величины предела допускаемой основной
погрешности показаний (п. 7.3).
8. ПРОВЕРКА, РЕГУЛИРОВКА, ЮСТИРОВКА, ПЕРВИЧНАЯ ПОВЕРКА И
ИСПЫТАНИЯ
8.1. Проверка, регулировка, юстировка, первичная поверка и
испытания каждого отремонтированного прибора должны проводиться в
соответствии с требованиями и рекомендациями, изложенными в разделе
10 К0 34-38-003-87, а также при соблюдении условий, изложенных в п.
7.5. При этом рекомендуется применять источники избыточного
давления и образцовые приборы, перечень которых приведен в
рекомендуемом приложении 2.
8.2. Средства для создания избыточного давления должны
удовлетворять требованиям п.п. 2.7 и 2.9, а образцовые приборы —
п.п. 2.10, 2.11 и 2.12.
8.3. Погрешность каждого образцового прибора должна быть
выражена в тех же единицах измерения, что и проверяемого
(поверяемого) прибора.
8.4. Проверка измерительной части прибора
8.4.1. По окончании операций по установке шаблон-циферблата (п.
6.7) установить стрелку прибора так, чтобы ее указательный конец
находился на нулевой отметке шкалы шаблон-циферблата. Затем
выполнить операции по п.п. 3.2.4 и 3.2.5. При этом должны быть
соблюдены условия, указанные в п. 2.11.
8.4.2. Плавно, со скоростью, указанной в п. 7.5, повысить
давление до значения, равного верхнему пределу измерений
проверяемого прибора, проверяя его показания. Проверка показаний
прибора класса точности 0,6 должна проводиться не менее чем на
десяти отметках шкалы шаблон-циферблата класса точности 1,0 — не
менее чем на пяти отметках шкалы, в том числе на отметке верхнего
предела измерений проверяемого прибора. При этом отметки должны
быть приблизительно равномерно расположены по всей шкале
шаблон-циферблата. Выдержать прибор в течение 3 мин под давлением,
равным его верхнему пределу измерений. Отключить источник давления
или проверяемый прибор и проверить герметичность его
чувствительного элемента по истечении 2 мин. Чувствительный элемент
герметичен, если показания проверяемого прибора не изменились.
Примечание. На время пятиминутной выдержки проверяемого
прибора под давлением образцовый пружинный манометр должен быть
разгружен путем снижения воздействующего на него давления до
нулевого значения или до 5 — 10 % от его верхнего предела
измерений.
8.4.3. Плавно снизить давление до нулевого значения. При этом
следует проверить показания проверяемого прибора по тем же отметкам
шкалы шаблон-циферблата, по которым проводилась проверка по п.
8.4.2, включая нулевую.
8.4.4. Если чувствительный элемент прибора заменялся,
подвергался пайке, связанной с устранением нарушений герметичности
или с заменой его любой составной части, то он подлежит проверке на
прочность и герметичность. В этом случае следует совмещать операции
по проверке показаний прибора (п.п. 8.4.2 и 8.4.3) с проверкой
прочности и герметичности его чувствительного элемента (п.п. 3.2.6
и 3.2.7).
8.4.5. По результатам проверки по п.п. 8.4.2, 8.4.3 или 8.4.4
определить погрешность и вариации показаний отремонтированного
прибора.
Основную погрешность и вариацию показаний проверяемого прибора
при прямом и обратном ходе (соответственно ? и ?’) следует
определять по формулам:

(2)

(3)
где Рд — действительное значение измеряемого
давления, определяемое по образцовому прибору, кПа, МПа или
кгс/см2;
Р и Р’ — показания проверяемого прибора,
соответствующие при прямом и обратном ходе, кПа, МПа или
кгс/см2;
РN — верхний предел измерений проверяемого
прибора, кПа, МПа или кгс/см2.
Вариацию показаний (В) прибора следует определять по
формуле:

(4)
где Р’, Р и PN — то же, что в
формуле (3).
Основная погрешность и вариация показаний отремонтированного
прибора при условиях, перечисленных в п. 2.5, не должны превышать
значений, указанных в п.п. 7.3 и 7.4.
8.4.6. Проверку корректора нуля (п. 7.7) следует проводить путем
подачи избыточного давления, при котором стрелка проверяемого
прибора установится на любой отметке шкалы шаблон-циферблата. После
чего поворотом оси корректора нуля до отказа в одну, а затем в
другую сторону определить значение диапазона коррекции по смещению
стрелки относительно проверяемой отметки шкалы.
8.5. Регулировка и юстировка прибора
8.5.1. Характер работ по регулировке механизма определяется
результатами расчетов по п. 8.4.5, а корректора нуля — результатами
проверки по п. 8.4.6.
8.5.2. Если величина и знак погрешности одинаковы на всех
проверяемых отметках шкалы шаблон-циферблата, то погрешность
устранить перестановкой стрелки.
8.5.3. Если величина погрешности растет пропорционально
увеличению давления, то следует произвести регулировку
механизма:
при отрицательной погрешности («размах шкалы» сужен) — шибер,
соединяющий тягу с сектором, следует переместить в сторону оси
сектора;
при положительной погрешности («размах шкалы» расширен) — шибер
переместить в противоположную сторону.
8.5.4. Если величина погрешности растет непропорционально
увеличении давления, то сначала регулировку следует производить
поворотом всего механизма (у правильно отрегулированного прибора
при установке стрелки на средней отметке шкалы шаблон-циферблата
угол между осью сектора и тягой составляет 90°).
Таким путем следует привести погрешность к одному знаку. Затем
произвести регулировку в соответствии с п.п. 8.5.2 и 8.5.3.
8.5.5. Регулировку корректора нуля, т.е. изменение (расширение
или сужение) диапазона смещения стрелки, следует выполнять путем
подгибания эксцентрика корректора 19 с целью увеличения или
уменьшения плеча рычага, воздействующего на растяжение пружины
корректора 14 (см. рис. 2).
8.5.6. Юстировку следует проводить путем повторения операций по
п.п. 8.5.2 и 8.5.3 до тех пор, пока погрешность и вариация
показаний регулируемого прибора будут соответствовать п.п. 7.3 и
7.4.
8.5.7. По окончании регулировки и юстировки все резьбовые
соединения механизма прибора следует зафиксировать синтетическим
клеем БФ-4 (ГОСТ 12172-74) или нитроэмалью НЦ-1125 (ГОСТ 9198-83)
белого или красного цвета.
8.5.8. Снять стрелку и шаблон-циферблат. Установить циферблат и
стрелку прибора. При этом стрелка должна быть установлена так,
чтобы ее указательный конец находился на нулевой отметке шкалы
циферблата.
8.6. Первичная поверка
8.6.1. После выполнения окончательной сборки (п. 6.8)
отремонтированный прибор должен быть подготовлен к приемо-сдаточным
испытаниям, а также к ведомственной или государственной поверке
путем проведения его первичной поверки.
8.6.2. При первичной поверке следует определить основную
погрешность (п. 7.3) и вариацию (п. 7.4) показаний прибора, а также
диапазон смещения корректора нуля (п. 7.7).
8.6.3. Порядок и условия проведения первичной поверки
соответствуют порядку и условиям, которые изложены в п.п. 7.5 и
8.3, но при первичной поверке не проводится проверка герметичности
и прочности чувствительного элемента (п. 8.4.4).
8.6.4. Поверка прибора по п. 7.3 со шкалой, градуированной в кПа
или МПа, допускается по реперным точкам (п. 7.8.3) или при их
отсутствии — по таблицам, содержащим предельно допустимые значения
показаний в кПа или МПа.
При поверке по реперным точкам стрелка поверяемого прибора
должна устанавливаться на участке шкалы, ограниченном внутренней
стороной реперных точек.
8.6.5. Поверку прибора по п. 7.4 со шкалой градуированной в кПа
или МПа, допускается проводить по одной реперной точке, или
числовой отметке шкалы, соответствующей 45 — 65 % от верхнего
предела измерений проверяемого прибора.
8.6.6. При снижении давления до нуля после поверки прибора
стрелка должна установиться на нулевой отметке шкалы, отклонение от
нулевой отметки не должно превышать абсолютного значения предела
допускаемой основной погрешности (п. 7.3).
8.7. Приемо-сдаточные испытания
8.7.1. Каждый отремонтированный и прошедший первичную поверку
прибор должен быть подвергнут приемо-сдаточным испытаниям по ГОСТ
2405-80.
8.7.2. Приемо-сдаточные испытания проводятся техническим
контролером предприятия-исполнителя ремонта с целью проверки
соответствия каждого отремонтированного прибора техническим
требованиям настоящего Руководства.
8.7.3. Проверку прибора по п.п. 7.1, 7.8, 9.2 и 9.3 следует
проводить путем внешнего осмотра.
8.7.4. Проверку по п.п. 7.3 и 7.4 следует проводить по методике
поверки (п. 8.6) при соблюдении условий, изложенных в п. 7.5.
8.7.5. Проверку по п. 7.9 следует проводить путем наклона
прибора (влево, вправо, вперед, назад) до 5° относительно оси
симметрии циферблата. Наклоны прибора следует выполнять при
положении стрелки на любой отметке шкалы, соответствующей 40 — 60 %
от верхнего предела измерений проверяемого прибора.
8.7.6. Если в процессе приемо-сдаточных испытаний будет
обнаружено несоответствие прибора хотя бы одному из требований
настоящего Руководства, прибор должен быть возвращен на повторный
ремонт. Повторные испытания забракованного прибора проводятся после
устранения дефектов в полном объеме приемо-сдаточных испытаний. В
зависимости от результатов анализа дефектов, обнаруженных при
испытаниях, допускается повторные испытания проводить только по
пунктам несоответствия и пунктам, по которым приемо-сдаточные
испытания не проводились.
8.7.7. В паспорте каждого прибора, прошедшего приемо-сдаточные
испытания, должна быть сделана соответствующая отметка (запись) о
приемке.
8.8. Каждый отремонтированный прибор, принятый техническим
контролером предприятия-исполнителя ремонта, должен быть проверен
ведомственной метрологической службой в соответствии с ГОСТ 513-84.
Допускается совмещать первичную поверку (п. 8.6) с
приемо-сдаточными испытаниями (п. 8.7) и с ведомственной поверкой в
соответствии с ГОСТ 8.002-86, ГОСТ 513-84 и МИ 925-85.
9. МАРКИРОВКА
9.1. Маркировка отремонтированных приборов, а также
транспортировочной тары для них должна соответствовать требованиям
раздела 11 К0 34-38-003-87.
9.2. На циферблате каждого прибора должны быть нанесены
следующие обозначения:
1) единица давления — кПа, МПа или кгс/см2;
2) класс точности;
3) тип прибора — МТИ;
4) ГОСТ 2405-80;
5) товарный знак предприятия-изготовителя;
6) заводской номер прибора;
7) год выпуска;
знак государственного реестра — по ГОСТ 8.383-80;
9) надпись «Сделано в СССР».
Способ нанесения маркировки — методом офсетной печати и
вручную.
9.3. На наружной поверхности задней стенки корпуса 8 (см. рис.
2) должна быть закреплена табличка или сделана надпись эмалью
черного, синего или желтого цвета марки МЧ-240 или МЛ-165 — шрифт
ПО-5 ГОСТ 2930-62. Надпись на корпусе или текст на табличке должны
содержать следующие сведения о ремонте:
наименование или товарный знак предприятия, выполнявшего
ремонт;
дата выпуска из ремонта.
9.4. Каждый прибор, выпускаемый из ремонта, должен быть
опломбирован путем выдавливания соответствующего оттиска на замазке
9 (ГОСТ 15.364-74), которой заполнена чаша 8 (см. рис. 1).
9.5. На ящике для упаковки приборов в соответствии с ГОСТ
14192-77 должны быть нанесены основные, дополнительные и
информационные, а также манипуляционные знаки «Осторожно, хрупкое»,
«Верх, не кантовать», «Боится сырости» и надпись «Не бросать».
10. КОНСЕРВАЦИЯ, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
10.1. Каждый отремонтированный и прошедший государственную или
ведомственную поверку прибор, подлежащий хранению более 24 ч или
транспортированию, должен быть подвергнут консервации в
соответствии с ГОСТ 23216-78, завернут в оберточную бумагу (ГОСТ
8273-75) и перевязан шпагатом (ГОСТ 16266-70, ГОСТ 17308-85) или
клеевой лентой (ГОСТ 18251-72).
10.2. Завернутые в бумагу приборы должны быть уложены в
деревянные или фанерные ящики (ГОСТ 2991-85), выстланные внутри
битумизированной бумагой (ГОСТ 515-77) или толем (ГОСТ
10999-76).
Вид внутренней упаковки ВУ-3, категория упаковки КУ-1, тип
упаковки ТЭ или ТФ-12, вариант временной зашиты ВЗ-0 — по ГОСТ
9.014-78 и ГОСТ 23216-78.
10.3. Внутрь каждого ящика под крышку должен быть вложен
упаковочный лист, содержащий ел едущие сведения:
наименование или товарный знак предприятия, выполнившего
ремонт;
обозначение типа и модели прибора;
количество приборов в ящике;
подпись ответственного за упаковку.
10.4. Масса (брутто) каждого ящика с упакованными в нем
приборами должна быть не более 25 кг.
10.5. Транспортирование и хранение
10.5.1. Упакованные приборы, уложенные в контейнеры или
пакетированные, допускается транспортировать любым видом транспорта
при условии предохранения ее от сильной тряски, ударов и прямого
воздействия атмосферных осадков.
10.5.2. При транспортировании приборов железнодорожным
транспортом вид отправки — мелкие или малотоннажные.
10.5.3. Приборы должны транспортироваться соответственно
следующим правилам перевозки грузов, действующим на данном виде
транспорта:
1) Правилам перевозки грузов автомобильным транспортом, М.:
Транспорт, 1966;
2) Правилам перевозки грузов, М.: Транспорт, 1983;
3) Техническим условиям перевозки и крепления грузов. Изд. МПС,
1969;
4) Правилам перевозки грузов, утвержденным министерством речного
флота 14.08.78 № 114;
5) Общим специальным правилам перевозки грузов, утвержденным
Минморфлотом СССР, 1979;
6) Руководству по грузовым перевозкам на внутренних воздушных
линиях СССР, утвержденному Министерством гражданской авиации
28.03.75.
При транспортировании на самолетах приборы должны находиться в
отапливаемых герметизированных отсеках.
10.5.4. Условия транспортирования — 5 (Ж2) по ГОСТ 15150-69.
10.5.5. Условия хранения при транспортировании — 5 (ОЖ4) по ГОСТ
15150-69.
10.5.6. Приборы должны храниться на стеллажах в сухом,
отапливаемом и вентилируемом помещении.
Условия хранения приборов без упаковки -1 (Л) по ГОСТ
15150-69.

Рис. 1. Прибор модели 1218 (3.5011.218СБ):
1 — держатель; 2 — корпус; 3 — циферблат; 4 —
уплотнительная прокладка; 5 — ободок; 6 — стекло; 7 — экран; 8 —
чаша; 9 — замазка; 10 — механизм; 11 — шкала; 12, 14 — винт; 13 —
стрелка

Рис. 2. Прибор модели 1218 (3.5011.218-01СБ) (вид
без ободка, стекла, уплотнительной прокладки и отсчетного
устройства):
1 — защитный колпачок; 2 — держатель; 3, 6, 18,
21 — винт; 4 — трубчатая пружина; 5 — штифт; 7 — нижняя планка; 8 —
корпус; 9 — верхняя планка; 10 — стойка; 11 — спиральная пружина;
12 — сектор; 13 — наконечник; 14 — пружина корректора; 15 — тяга;
16 — винт шибера; 17 — шибер; 19 — эксцентрик корректора; 20 —
пружинная шайба; 22 — штуцер

Рис. 3. Кинематическая схема прибора:
1 — сектор; 2 — трибка; 3 — стрелка; 4 —
трубчатая пружина; 5 — тяга; 6 — пружина корректора; 7 — ось
сектора; 8 — эксцентрик корректора; 9 — корректор нуля; Р —
измеряемое давление

Рис. 4. Корпус (3.680.013СБ) (в сборе с
корректором) Поз. 2. Рис. 1
1 — эксцентрик корректора; 2 — шайба; 3 — корпус;
4 — корпус корректора; 5 — пружинная шайба; 6 — винт

Рис. 5. Ободок (3.9392.038) Поз. 5. Рис. 1
Все размеры приведены для справок

Рис. 6. Корпус (3.9210.174) Поз. 3. Рис. 4

Рис. 7. Держатель с пружиной (3.6816.011СБ) Поз.
2; 4 и 13. Рис. 2
1 — штуцер держателя; 2 — держатель; 3 —
наконечник; 4 — трубчатая пружина

Рис. 8. Эксцентрик (3.6823.001СБ), Поз. 1. Рис.
4
1 — эксцентрик корректора (карта 4); 2 — стойка
(карта 3)
Размеры приведены для справок.
Допуск соосности детали поз. 2 относительно общей
оси диаметром 1,0 мм.
Места расклепки покрыть лаком АК-113 ТУ
6-10-1296-72

Рис. 9. Пружина корректора (3.6843.001 СБ). Поз.
14. Рис. 2
1 — ушко (карта 6); 2 — пружина (карта 7)

Рис. 10. Узел механизма (3.6826.026-01СБ); Поз.
10. Рис. 1
1 — планка нижняя (карта 9); 2 — колонка (карта
10); 3 — винт (карта 11); 4 — спиральная пружина (рис. 11); 5 —
трибка (рис. 12); 6 — штифт (карта 12); 7 — шайба (карта 13); 8 —
планка верхняя (рис. 13); 9 — сектор (рис. 14); 10 — упор сектора
(карта 14); 11 — упор оси сектора (карта 15)

Рис. 11. Спиральная пружина (3.6843.002). Поз. 4.
Рис. 10
1 — колодочка (карта 27); 2 — спираль

Рис. 12. Трибка (3.9401.064). Поз. 5. Рис. 10

Рис. 13. Планка верхняя (3.6885.009СБ) Поз. 8.
Рис. 10
1 — планка верхняя (карта 16); 2 — стойка (карта
17)
Размеры приведены для справок.
Место расклепки покрыть лаком АК-113 ТУ
6-10-1296-72

Рис. 14. Узел сектора с осью (3.6820.013.СБ) Поз.
9. Рис. 10
1 — сектор (карта 18); 2 — ось сектора (карта
19); 3 — втулка (карта 20)

Рис. 15. Стрелка (3.6800.006.СБ). Поз. 13. Рис.
1
1 — стрелка; 2 — втулка
Приложение 1
Обязательное
ПЕРЕЧЕНЬ НОРМАТИВНО-ТЕХНИЧЕСКОЙ
ДОКУМЕНТАЦИИ, ИСПОЛЬЗУЕМОЙ ВМЕСТЕ С РУКОВОДСТВОМ
|
Наименование документа |
Обозначение документа |
Год утверждения издания, кем издан |
|
1. «Общее руководство по капитальному ремонту средств тепловой |
К0 34-38-003-87 |
Утвержден ВПО «Союзэнергоремонт» 24.03.87 |
|
2. «Методические указания. Государственная система обеспечения |
МИ 925-85 |
«Стандартиздат» 1986 г. |
|
3. «ГСИ. Поверка средств измерений. Организация и порядок |
ГОСТ 8.513-84 |
«Стандартиздат» 1985 г. |
|
4. «Манометры, вакуумметры и мановакуумметры, для точных |
3.9060.615.ПС |
Московское ПО «Манометр» |
Приложение 2
Рекомендуемое
ПЕРЕЧЕНЬ СРЕДСТВ ИЗМЕРЕНИЯ И КОНТРОЛЯ, А ТАКЖЕ
УСТАНОВОК И ПРИБОРОВ, ПРИМЕНЯЕМЫХ ПРИ РЕМОНТЕ, ИСПЫТАНИЯХ,
ЮСТИРОВКЕ И ПЕРВИЧНОЙ ПОВЕРКЕ
|
Наименование |
Тип |
Назначение |
Изготовитель |
Примечание |
|
1. Манометр избыточного давления грузопоршневой (ГОСТ |
МП-2,5 |
Испытания и поверка манометров с верхним пределом изменений от |
Опытный завод «Эталон», г. Казань |
Классы точности 0,02 и 0,05 |
|
2. То же |
МП-6 |
То же от 0,25 МПа (2,5 кгс/см2) до 0,40 МПа (4,0 |
Опытный завод «Эталон», г. Иркутск |
То же |
|
3. -«- |
МП-60 |
То же от 0,60 МПа (6,0 кгс/см2) до 4,0 МПа (40,0 |
Опытный завод «Эталон» г. Донецк |
-«- |
|
4. -«- |
МП-250 |
То же от 6,00 МПа (60 кгс/см2) до 10,00 МПа (100,0 |
— |
— |
|
5. Автоматический задатчик давления (ТУ 50-87-75 ВК) |
АЗД-2,5 |
Задание точных значений давления при регулировке и поверке |
Опытный завод «Эталон», г. Киев |
Классы точности 0,02 и 0,05 |
|
6. Манометры образцовые (ТУ 25-05-1664-74), в том числе с |
Контроль показаний и поверка манометров со следующими верхними |
Московское ПО «Манометр» |
Классы точности 0,15 и 025 |
|
|
0,16 (1,6) |
МО 1227 |
0,10 (1,0) |
То же |
То же |
|
0,25 (2,5) |
То же |
0,16 (1,6) |
-«- |
-«- |
|
0,40 (4,0) |
-«- |
0,25 (2,5) |
-«- |
-«- |
|
0,60 (6,0) |
МО 1227 |
0,40 (4,0) |
Московское ПО «Манометр» |
Классы точности 0,15 и 0,25 |
|
1,00 (10,0) |
То же |
0,60 (6,0) |
То же |
То же |
|
1,60 (16,0) |
-«- |
1,00 (10,0) |
-«- |
-«- |
|
2,50 (25,0) |
-«- |
1,60 (16,0) |
-«- |
-«- |
|
4,00 (40,0) |
МО 1226 |
2,50 (25,0) |
-«- |
-«- |
|
6,00 (60,0) |
То же |
4,00 (40,0) |
-«- |
-«- |
|
10,00 (100,0) |
-«- |
6,00 (60,0) |
-«- |
-«- |
|
16,00 (160,0) |
-«- |
10,00 (100,0) |
-«- |
-«- |
|
7. Психрометр аспиреционный (электрический) ТУ 25-08-809-70 |
М-34 |
Измерение температуры и определение влажности окружающего |
Сафоновский завод «Гидрометприбор» |
Цена деления шкалы 0,5 °С |
|
8. Лупа часовая ГОСТ 25706-83 |
ЛП-1-7* |
Визуальный контроль мелких составных частей |
— |
— |
|
9. Линейка ГОСТ 427-75 |
Модель 188 |
Проверка габаритных размеров |
Карачаровский инструментальный завод |
— |
|
10. Угольник ГОСТ 3749-77 |
УП-2-60 |
Проверка прямых углов |
Ленинградский инструментальный завод |
— |
|
11. Индикатор часового типа ГОСТ 577-68 |
ИЧ-10М |
Кировский инструментальный завод «Красный инструментальщик» |
Класс точности 0,0 |
|
|
12. Набор резьбовых шаблонов ГОСТ 519-77 |
М 60° |
Проверка резьбы |
Ленинградский инструментальный завод |
— |
|
13. Предельные резьбовые калибры, в том числе: пробки по ГОСТ 14809-69, ГОСТ 14810-69 и ГОСТ 17763-72 |
Модель 600 |
Проверка резьбы |
— |
— |
|
14. Образцы шероховатости ГОСТ 9378-75 |
— |
Проверка чистоты обработки поверхностей путем сравнения с |
— |
— |
|
15. Набор щупов ГОСТ 882-75 |
№ 2 |
Измерение зазоров между сопрягаемыми составными частями прибора, |
Ленинградский инструментальный завод |
— |
|
16. Плита ГОСТ 10905-86 |
2-2-160?160 |
Проверка плоскостности составных частей прибора |
Ставропольский инструментальный завод |
— |
|
17. Микрометры ГОСТ 6507-78, |
||||
|
в том числе: |
МК25-2 |
Проверка линейных размеров составных частей прибора |
Московский инструментальный завод «Калибр» |
— |
|
МК100-1 |
||||
|
МК150-1 |
Примечания: 1. Настоящий перечень может быть дополнен на
основании требований соответствующей технологической документации,
разработанной предприятием-исполнителем ремонта с учетом местных
условий.
2. Приведенные средства измерений могут быть заменены
аналогичными, обеспечивавшими необходимую точность измерений.
Приложение 3
Рекомендуемое
ЭСКИЗЫ НА ИЗГОТОВЛЕНИЕ СОСТАВНЫХ ЧАСТЕЙ,
ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЗАМЕНЫ ДЕФЕКТНЫХ
Карты 1 — 28
|
Корпус корректора (3.9211.044) Количество на изделие, шт. 1 |
Поз. 4 |
Рис. 4 |
Карта 1 |

1. *Размер для справок.
2. Материал — пруток ЛС59-1Т кр.Н.Т-22-0 ГОСТ 2060-73.
3. Неуказанные предельные отклонения размеров: отверстий — по
H13, валов — по h13; остальные — по 
.
4. Допуск перпендикулярности шлица В относительно оси А 5°.
5. Смещение осей отверстий от номинального расположения не более
0,1 мм.
6. Покрытие — Н3.Х.
|
Шайба пружинная (3.9169.156) Количество на изделие, шт. 1 |
Поз. 5 |
Рис. 4 |
Карта 2 |

1. *Размер для справок.
2. Материал — лента 65Г-0,4-С ГОСТ 2283-79.
3. Неуказанные предельные отклонения размеров: отверстий — по
H14, валов — по h14, остальных — по
.
4. HV 420 … 470.
5. Покрытие — хим.окс.пром.
|
Стойка (3.9221.256) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 8 |
Карта 3 |

1. *Размер для справок.
2. Материал — пруток ЛС59-1Т-кр НТ-5 ГОСТ 2060-73.
3. Неуказанные предельные отклонения размеров: отверстий — по
H13, валов — по h13, остальных — по
.
4. Покрытие — хим.пас.
|
Эксцентрик корректора (3.9207.036) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 8 |
Карта 4 |


1. *Размер для справок.
2. Материал — лента Л63пт 1,5 ГОСТ 931-78.
3. Неуказанные предельные отклонения размеров: отверстий — по
H14, валов — по h14, остальных — по 
4. Покрытие — хим.пас.
|
Шайба (3.9169.157) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 4 |
Карта 5 |

1. *Размер для справок.
2. Материал — лента У8А-С-Н-0,5 ГОСТ 2283-79.
|
Ушко (3.9302.070) Количество на изделие, шт. 2 |
Поз. 1 |
Рис. 9 |
Карта 6 |

1. *Размеры для справок.
2. Материал — лента ЛС59-1-Т-Н-0.8 ГОСТ 2208-75.
3. Неуказанные предельные отклонения размеров: отверстий — по
H14, валов — по h14, остальных — по
.
4. Покрытие — Н9.
|
Пружина (3.9600.110) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 9 |
Карта 7 |

1. Материал — проволока II?08 ГОСТ 9389-75.
2. Навивка правая.
3. Число рабочих витков 15.
4. Навить виток к витку.
5. Покрытие — Кg5.хр.
|
Ключ корректора (3.9386-003) Количество на изделие, шт. 1 |
Карта 8 |

1. *Размер для справок.
2. Материал — лист П-ВГ-08кп-шт ГОСТ 9045-80.
3. Неуказанные предельные отклонения размеров: отверстий — по
H14, валов — по h14, остальных — по
.
4. Покрытие — М6.Н3.
|
Планка нижняя (3.9205.625) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 1 |
Карта 9 |

1. *Размер для справок.
2. Материал — полоса БрОФ 6,5-0,15-пт-2 ГОСТ 1761-79.
3. Неуказанные предельные отклонения размеров: отверстий — по
H13, валов — по h13, остальных — по —
.
4. Допуск параллельности осей отверстий Б, В и Г относительно
оси отверстия А 0,02 мм.
5. Покрытие — хим.пас.
|
Колонка (3.9221.175) Количество на изделие, шт. 2 |
Поз. 2 |
Рис. 10 |
Карта 10 |

1. *Размеры для справок.
2. Материал — пруток ЛС59-1т кр. НТ-8 ГОСТ 2060-73.
3. Неуказанные предельные отклонения размеров: отверстий — по
H13, валов — по h13.
4. Покрытие — хим.пас.
|
Винт (5-110-363) Количество на изделие, шт. 4 |
Поз. 3 |
Рис. 10 |
Карта 11 |

1. Материал — пруток ЛС59-1Т ГОСТ 15527-70.
2. Предельное отклонение от соосности осей головки и шлица
относительно оси стержня 0,15 мм.
3. Покрытие — Н6.
|
Штифт (9-149-031) Количество на изделие, шт. 1 |
Поз. 6 |
Рис. 10 |
Карта 12 |

1. Материал — пруток Бр 0Ц4-3 ГОСТ 5221-77.
2. Покрытие — хим.пас.
|
Шайба (3.9160.019) Количество на изделие, шт. 1 |
Поз. 7 |
Рис. 1 |
Карта 13 |

1. Материал — лента Л63-М-Н-0,5?200 ГОСТ 2208-75.
2. Покрытие — хим.пас.
|
Упор сектора (3.9600.097) Количество на изделие, шт. 1 |
Поз. 10 |
Рис. 10 |
Карта 14 |

1. *Размер для справок.
2. Материал — лента Л63-М-Н-1?300 ГОСТ 2208-75.
3. Неуказанные предельные отклонения размеров — по

4. Неуказанные радиусы 1 мм.
5. Покрытие — хим.пас.
|
Упор сектора (3.9600.137) Количество на изделие, шт. 1 |
Поз. 11 |
Рис. 10 |
Карта 15 |

1. *Размер для справок.
2. Материал — лента Бр.ОФ 6,5-0,15-T-0,2-H ГОСТ 1761-79.
3. Неуказанные предельные отклонения размеров: валов — по h14,
остальных — по 
4. Покрытие — хим.пас.
|
Планка верхняя (3.9205.188) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 13 |
Карта 16 |

1. *Размеры для справок.
2. Материал — полоса Бр.ОФ 6,5-0,15-T-2 ГОСТ 1761-79.
3. Неуказанные предельные отклонения размеров: отверстий — по
H13, валов — по h13; остальных — по
4. Допуск параллельности осей отверстий в общей плоскости 0,02
мм.
5. Покрытие — хим.пас.
|
Стойка (3.9221.178) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 13 |
Карта 17 |

1. *Размеры для справок.
2. Материал — проволока КРНТ4 ЛС59-1 ГОСТ 1066-80.
3. Отжечь.
4. Покрытие — хим.пас.
|
Сектор (3.9404.043) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 14 |
Карта 18 |

1. *Размеры для справок.
2. Материал — полоса Бр.ОФ 6,5-0,15-т-1,5 ГОСТ 1761-79.
3. Неуказанные предельные отклонения размеров: отверстий — по
H13, валов — по h13, остальных — по 
4. Характеристика зубчатого сектора: модуль (m) 0,3;
число зубьев (z) 214; исходный контур по ГОСТ 9587-81;
коэффициент смещения (х) — 0,3; степень точности 9-F ГОСТ
9178-81; длина общей нормали 21,98 мм; делительный диаметр
(d) 64,2 мм; число зубьев сектора — 32.
5. Покрытие — хим.пас. (до нарезки зуба).
|
Ось сектора (3.9426.145) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 14 |
Карта 19 |

1. Материал — серебрянка Б-25?13 Н2 ГОСТ 14955-77.
2. Неуказанные предельные отклонения размеров: отверстий — по
H13, валов — по h13, остальных — по
3. НРС48 … 55 светлая закалка.
4. Допуски круглости и цилиндричности 0,01 мм.
|
Втулка (3.9240.265) Количество на изделие, шт. 1 |
Поз. 3 |
Рис. 14 |
Карта 20 |

1. *Размер для справок.
2. Материал — пруток ЛС59-1т кр.НТ-6 ГОСТ 2060-73.
3. Отжечь.
4. Покрытие — хим.пас.
|
Колодочка (3.9223.040) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 11 |
Карта 21 |

1. *Размер для справок.
2. Материал — проволока ЛС59-1т.кр.-НТ-4 ГОСТ 2060-73.
3. Неуказанные предельные отклонения размеров: отверстий — по
H13, валов — по h13.
4. Покрытие — хим.пас.
|
Шибер (3.9302.012) Количество на изделие, шт. 1 |
Поз. 17 |
Рис. 2 |
Карта 22 |

1. *Размер для справок.
2. Материал — пруток ЛС59-1т-кр. НТ-8 ГОСТ 2060-73.
3. Неуказанные предельные отклонения размеров: отверстий — по
H14, валов — по h14, остальных — по
4. Покрытие — хим.пас.
|
Винт шибера (3.9119.213) Количество на изделие, шт. 1 |
Поз. 16 |
Рис. 2 |
Карта 23 |

1. Материал — проволока Бр.0Ц4-3 ГОСТ 5221-77.
2. Неуказанные предельные отклонения размеров: отверстий — по
H13, валов — по h12, остальных — по
3. Допуски цилиндричности и круглости поверхности А 0,01 мм.
|
Тяга (3.9422.044) Количество на изделие, шт. 1 |
Поз. 15 |
Рис. 2 |
Карта 24 |

1. *Размер для справок.
2. Материал — лист ЛС59-1т-1 ГОСТ 931-78.
3. Допуск параллельности осей отверстий в общей плоскости 0,15
мм.
4. Покрытие — хим.пас.
|
Стойка (3.9221.174) Количество на изделие, шт. 1 |
Поз. 10 |
Рис. 2 |
Карта 25 |

1. *Размер для справок.
2. Материал — пруток ЛС59-1т.кр.-НТ-6 ГОСТ 2060-73.
3. Неуказанные предельные отклонения размеров: отверстий — по
H14, валов — по h14, остальных — по
4. Покрытие — хим.пас.
|
Экран (3.9809.010) Количество на изделие, шт. 1 |
Поз. 7 |
Рис. 11 |
Карта 26 |

1. *Размер для справок.
2. Материал — лист П-ВГ-08хп-шт ГОСТ 9045-80.
3. Неуказанные предельные отклонения размеров: отверстий — по
H14, валов — по h14, остальных — по —
4. Покрытие — Кg6.хр./эмаль ПФ-218 ГС светло-серая ГОСТ
21227-75.
|
Стекло (3.9900.057) Количество на изделие, шт. 1 |
Поз. 6 |
Рис. 1 |
Карта 27 |

Материал — стекло по ГОСТ 10958-78.
|
Уплотнительная прокладка (3.9535.493) Количество на изделие, шт. 1 |
Поз. 4 |
Рис. 1 |
Карта 28 |

Материал — шнур 4С ?3 по ГОСТ 6467-79.
Приложение 4
Справочное
ПЕРЕЧЕНЬ ДОКУМЕНТОВ, УПОМЯНУТЫХ В
РУКОВОДСТВЕ
|
Наименование документа |
Обозначение документа |
Год утверждения, издания, кем утвержден, |
Номер пункта, карты настоящего Руководства |
|
1. СТАНДАРТЫ: |
|||
|
1.1. |
ГОСТ 1.25-76 |
2.14 |
|
|
1.2. |
ГОСТ 2.602-68 |
1.4 |
|
|
1.3. |
ГОСТ 8.002-86 |
2.13; 5.8 |
|
|
1.4. |
ГОСТ 8.383-80 |
9.2 |
|
|
1.5. |
ГОСТ 8.513-84 |
2.13; 8.8; прилож. 1 |
|
|
1.6. |
ГОСТ 9.014-78 |
10.2 |
|
|
1.7. |
ГОСТ 9.032-74 |
7.1 |
|
|
1.8. |
ГОСТ 9.301-86 |
5.11 |
|
|
1.9. |
ГОСТ 427-75 |
прилож. 2 |
|
|
1.10. |
ГОСТ 515-77 |
10.2 |
|
|
1.11. |
ГОСТ 519-77 |
прилож. 2 |
|
|
1.12. |
ГОСТ 577-68 |
5.7.6, прилож. 2 |
|
|
1.13. |
ГОСТ 882-75 |
прилож. 2 |
|
|
1.14. |
ГОСТ 931-78 |
карты 4 и 24 |
|
|
1.15. |
ГОСТ 1066-80 |
карта 17 |
|
|
1.16. |
ГОСТ 1761-79 |
карты: 9; 15; 16 и 18 |
|
|
1.17. |
ГОСТ 1805-76 |
6.3.5 |
|
|
1.18. |
ГОСТ 2060-73 |
карты: 1; 3; 10; 20; 21 и 25 |
|
|
1.19. |
ГОСТ 2208-75 |
карты: 6; 13 и 14 |
|
|
1.20. |
ГОСТ 2283-79 |
карты 2 и 5 |
|
|
1.21. |
ГОСТ 2405-80 |
1.4; 2.13 и 8.7.1 |
|
|
1.22. |
ГОСТ 2930-62 |
9.3 |
|
|
1.23. |
ГОСТ 2991-85 |
10.2 |
|
|
1.24. |
ГОСТ 3266-61 |
5.7.4 и 5.9.8 |
|
|
1.25. |
ГОСТ 3749-77 |
прилож. 2 |
|
|
1.26. |
ГОСТ 5221-77 |
карты 12 и 23 |
|
|
1.27. |
ГОСТ 5971-78 |
5.4.2 и 5.10.3 |
|
|
1.28. |
ГОСТ 6456-82 |
6.3.1 |
|
|
1.29. |
ГОСТ 6467-79 |
карта 28 |
|
|
1.30. |
ГОСТ 6507-78 |
прилож. 2 |
|
|
1.31. |
ГОСТ 7935-74 |
6.3.5 |
|
|
1.32. |
ГОСТ 8273-75 |
10.1 |
|
|
1.33. |
ГОСТ 8291-83 |
прилож. 2 |
|
|
1.34. |
ГОСТ 9045-80 |
карты 8 и 26 |
|
|
1.35. |
ГОСТ 9109-81 |
5.7.1 |
|
|
1.36. |
ГОСТ 9178-81 |
карта 18 |
|
|
1.37. |
ГОСТ 9198-83 |
8.5.7 |
|
|
1.38. |
ГОСТ 9389-75 |
карта 7 |
|
|
1.39. |
ГОСТ 9587-81 |
5.9.5, карта 18 |
|
|
1.40. |
ГОСТ 9740-71 |
5.7.4 |
|
|
1.41. |
ГОСТ 10197-70 |
5.7.6 |
|
|
1.42. |
ГОСТ 10905-86 |
прилож. 2 |
|
|
1.43. |
ГОСТ 10958-78 |
карта 27 |
|
|
1.44. |
ГОСТ 10999-76 |
10.2 |
|
|
1.45. |
ГОСТ 12034-77 |
5.4.2 |
|
|
1.46. |
ГОСТ 12172-74 |
6.3.3 |
|
|
1.47. |
ГОСТ 12707-77 |
5.10.3 |
|
|
1.48. |
ГОСТ 14192-77 |
9.5 |
|
|
1.49. |
ГОСТ 14254-80 |
1.15.2 |
|
|
1.50. |
ГОСТ 14809-69 |
прилож. 2 |
|
|
1.51. |
ГОСТ 14810-69 |
прилож. 2 |
|
|
1.52. |
ГОСТ 14955-77 |
карта 19 |
|
|
1.53. |
ГОСТ 15150-69 |
10.5.4; 10.5.5 и 10.5.6 |
|
|
1.54. |
ГОСТ 15527-70 |
карта 11 |
|
|
1.55. |
ГОСТ 16266-70 |
10.1 |
|
|
1.56. |
ГОСТ 17308-85 |
10.1 |
|
|
1.57. |
ГОСТ 17763-72 |
прилож. 2 |
|
|
1.58. |
ГОСТ 18251-72 |
10.1 |
|
|
1.59. |
ГОСТ 19904-74 |
карты 8 и 26 |
|
|
1.60. |
ГОСТ 21227-75 |
карта 26 |
|
|
1.61. |
ГОСТ 21930-76 |
5.7.2 |
|
|
1.62. |
ГОСТ 23216-78 |
10.1 и 10.2 |
|
|
1.63. |
ГОСТ 24844-81 |
7.8.2 |
|
|
1.64. |
ГОСТ 25706-83 |
прилож.2 |
|
|
1.65. |
ОСТ 6.15.364-74 |
9.4 |
|
|
1.66. |
МИ 925-85 |
2.13; 8.8 и прилож. 1 |
|
|
2. ТЕХНИЧЕСКИЕ УСЛОВИЯ: |
|||
|
2.1. |
ТУ 6.10.1296-72 |
Рис. 8 и 13 |
|
|
2.2. |
ТУ 6.10.1299-72 |
5.10.3 |
|
|
2.3. |
ТУ 25.05.1481-77 |
1.4 |
|
|
2.4. |
ТУ 25.05.1664-74 |
прилож. 2 |
|
|
2.5. |
ТУ 25.08.809-70 |
прилож. 2 |
|
|
2.6. |
ТУ 38.10960-81 |
4.3.14 |
|
|
2.7. |
ТУ 50.87-75 ВК |
прилож. 2 |
|
|
2.8. |
ТУ ГАУ 1578 |
5.7.1 |
|
|
2.9. Технические условия перевозки и крепления грузов |
— |
МПС, 1962 г. |
10.5.3 |
|
3. ПРАВИЛА: |
|||
|
3.1. Правила перевозки грузов автомобильным транспортом |
— |
Москва, 1986 г. изд. «Транспорт» |
10.5.3 |
|
3.2. Правила перевозки грузов |
— |
Москва, 1983 г. изд. «Транспорт» |
10.5.3 |
|
3.3. Правила перевозки грузов |
— |
Утв. Министерством речного флота 14.08.78 № 114 |
10.5.3 |
|
3.4. Общие специальные правила перевозки грузов |
— |
Утв. Минморфлотом СССР, 1979 г. |
10.5.3 |
|
4. РУКОВОДСТВА: |
|||
|
4.1. Общее руководство по капитальному ремонту средств тепловой |
К0 34-38-003-87 |
Утв. ВПО «Союзэнергоремонт» 24.03.87 |
2.1; 2.2; 2.3; 3.1.1; 4.1; 5.1; 5.2; 5.3; 5.4.2; |
|
4.2. Руководство по грузовым перевозкам на внутренних воздушных |
— |
Утв. Министерством гражданской авиации СССР 28.03.75 г. |
10.5.3 |
|
5. КОНСТРУКТОРСКИЕ ДОКУМЕНТЫ: |
|||
|
5.1. Манометры, вакуумметры и мановакуумметры для точных |
3.5011.218-01 |
Московское ПО «Манометр» |
1.4 |
|
5.2. Манометры, вакуумметры и мановакуумметры для точных |
3.9060.615 ПС |
То же |
1.4.1; прилож.1 |
Приложение 5
Справочное
НОМЕНКЛАТУРА ЗАПАСНЫХ ЧАСТЕЙ К ПРИБОРАМ С
ПРЕДЕЛОМ ИЗМЕРЕНИЙ ДО 10,0 МПа (100,0 кгс/см2),
ПОСТАВЛЯЕМЫХ ЗАВОДОМ-ИЗГОТОВИТЕЛЕМ ДЛЯ ЗАМЕНЫ ДЕФЕКТНЫХ
|
Наименование |
Обозначение |
Количество на прибор, шт. |
Номер рис. |
Номер позиции |
|
1. Стрелка |
3.6800.006 |
1 |
1 |
13 |
|
2. Механизм |
3.6826.026-01 |
1 |
1 |
10 |
|
трибка Z = 14; |
||||
|
сектор Z = 214; |
||||
|
модуль Z = 0,3 |
||||
|
3. Винт шибера М 2,5 |
3.9119.213 |
1 |
2 |
16 |
|
4. Шибер |
3.9302.012 |
1 |
2 |
17 |
|
5. Спираль |
3.9603.001 |
1 |
11 |
2 |
|
6. Циферблат |
3.9806.001* |
1 |
1 |
3 |
Примечание. Дополнительные обозначения циферблата (п. 6)
зависят от значения верхнего предела измерений, класса точности
прибора, а также от единицы измерения — МПа, кПа или
кгс/см2. Эти сведения должны быть указаны при
заказе на поставку.
Приложение 6
Справочное
ОСНОВНЫЕ НЕИСПРАВНОСТИ ПРИБОРА И СПОСОБЫ ИХ
УСТРАНЕНИЯ
|
Признак |
Возможная причина |
Способ устранения |
|
1. Прибор не реагирует на изменение давления |
Неплотности в местах присоединения трубчатой пружины к держателю |
Устранить неплотности; заменять узел держателя с пружиной; |
|
Нарушено зацепление сектора с трибкой |
Восстановить зацепление сектора с трибкой |
|
|
Нарушено соединение тяги с сектором или трубчатой пружиной |
Восстановить соединение тяги с сектором или трубчатой |
|
|
2. При постоянном давлении стрелка двигается к нулю |
Неплотности в местах присоединения трубчатой пружины к держателю |
Устранить неплотности; заменить узел держателя с пружиной; |
|
3. Погрешность показаний превышает допустимую и постоянна по |
Неправильно установлена стрелка |
Переставить стрелку |
|
4. Показания прибора завышены, причем погрешность растет с |
Неправильно закреплена тяга, связывающая трубчатую пружину с |
Передвинуть крепление тяги (шибер) дальше от оси сектора |
|
5. Показания прибора занижены, причем погрешность растет с |
То же |
Передвинуть крепление тяги (шибер) ближе к оси сектора |
|
6. Погрешность показаний меняется не пропорционально изменению |
Неправильно собран или установлен механизм |
Изменить угол между тягой и сектором путем поворота механизма, |
|
7. Стрелка двигается рывками, с заеданиями; при постукивании по |
Износ зубьев сектора |
Заменить сектор |
|
Большой люфт в осях деталей механизма |
Заменить ось сектора, верхнюю или нижнюю планку; заменить весь |
|
|
Ослаблен натяг спиральной пружины механизма |
Вывести сектор из зацепления с трибкой, создать предварительный |
|
|
Дефект спиральной пружины механизма |
Устранить дефект спиральной пружины; заменить пружину |
|
|
Нарушено крепление спиральной пружины механизма |
Закрепить пружину |
|
|
8. Показания прибора завышены, особенно в начале шкалы, а |
Остаточная деформация трубчатой пружины |
Заменить пружину; заменить держатель с пружиной |
|
9. При повороте корпуса корректора нуля стрелка прибора не |
Пружина корректора вышла из зацепления с эксцентриком нуля |
Восстановить зацепление пружины корректора с эксцентриком |
|
Потеря упругости (остаточная деформация) или обрыв пружины |
Заменить пружину корректора |
|
|
10. Диапазон коррекции установки стрелки заужен, т.е. смещение |
Мало плечо рычага растяжения пружины корректора, образуемое |
Отогнуть поводок эксцентрика корректора |
|
Частичная потеря упругости пружины корректора |
Замена пружины корректора |
|
|
11. Стрелка самопроизвольно смещается после установки ее |
Отсутствие фиксации эксцентрика корректора из-за потери |
Заменить пружинную шайбу |
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов, (страниц) в докум. |
№ докум. |
Входящий № сопроводительного документа и дата |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
Новых |
Аннулированных |
||||||
СОДЕРЖАНИЕ
1. Введение. 1
2. Общие технические требования. 2
3. Стендовая дефектация. 3
4. Разборка. 4
5. Технические требования к дефектации и ремонту составных
частей прибора. 5
6. Сборка. 9
7. Технические требования к отремонтированному прибору. 10
8. Проверка, регулировка, юстировка, первичная поверка и
испытания. 11
9. Маркировка. 13
10. Консервация, упаковка, транспортирование и хранение. 14
Приложение 1. Перечень нормативно-технической документации,
используемой вместе с руководством.. 19
Приложение 2. Перечень средств измерения и контроля, а также
установок и приборов, применяемых при ремонте, испытаниях,
юстировке и первичной поверке. 20
Приложение 3. Эскизы на изготовление составных частей,
предназначенных для замены дефектных. 21
Приложение 4. Перечень документов, упомянутых в руководстве.
32
Приложение 5. Номенклатура запасных частей к приборам с пределом
измерений до 10,0 МПа (100,0 кгс/см2), поставляемых
заводом-изготовителем для замены дефектных. 33
Приложение 6. Основные неисправности прибора и способы их
устранения. 33
МИНИСТЕРСТВО ЭНЕРГЕТИКИ И ЭЛЕКТРИФИКАЦИИ СССР
ВПО «СОЮЗЭНЕРГОРЕМОНТ»
РУКОВОДСТВО
ПО КАПИТАЛЬНОМУ РЕМОНТУ
ПОКАЗЫВАЮЩИХ МАНОМЕТРОВ
ДЛЯ ТОЧНЫХ ИЗМЕРЕНИЙ ТИПА МТИ
РК 34-38-025-87
СОЮЗТЕХЭНЕРГО
Москва 1989
СОСТАВЛЕНО ЦКБ ВПО «Союзэнергоремонт»
ИСПОЛНИТЕЛИ Ю.В. ИЛОВАЙСКИЙ, Я.Е. РОЗЕНЦВИТ, И.А. ХОРПЯКОВ
УТВЕРЖДЕНО Союзэнергоремонтом 15.12.87
Главный инженер Р.И. КОСТЮК
СОГЛАСОВАНО Главтехуправлением 10.12.87
Заместитель начальника А.П. БЕРСЕНЕВ
|
РУКОВОДСТВО ПО |
РК 34-38-025-87 |
Срок введения 15.01.88 г.
1. ВВЕДЕНИЕ
1.1. Настоящее руководство по капитальному ремонту (в
дальнейшем — Руководство) показывающих
манометров для точных измерений типа МТИ (в
дальнейшем — приборы) производства Московского производственного объединения
«Манометр» является основным техническим
документом, требования которого обязательны для предприятий Минэнерго СССР,
выполняющих капитальный ремонт приборов указанного типа.
1.2.
Руководство распространяется на приборы моделей 1216, 1218 и 1246 с верхним
пределом измерений до 10,0 МПа (100,0 кгс/см2).
1.3.
Руководство может быть использовано при текущем ремонте указанных приборов, а
также при подготовке их к периодической ведомственной или государственной
поверке.
1.4. Руководство составлено на основании результатов анализа
капитального ремонта приборов на предприятиях Минэнерго СССР и конструкторской
документации 3.5011.218-01 Московского производственного объединения «Манометр» с учетом
требования ГОСТ 2.602-68, ГОСТ 2405-80 и ТУ 25.05.1481-77.
1.5.
Руководство составлено на максимальный объем работ на примере капитального ремонта прибора модели 1218, который изображен на рис. 1.
1.6.
Отдельные операции, предусмотренные
Руководством, могут быть упрощены или исключены в зависимости от степени износа или других дефектов
составных частей конкретного ремонтируемого прибора.
1.7.
Все иллюстрации приведены в конце текстовой
части Руководства.
1.8.
Перечень документации, используемой с Руководством, приведен в обязательном
приложении 1.
1.9.
Перечень средств измерения и контроля, а также установок и приборов,
применяемых при ремонте, испытаниях, юстировке и первичной поверке, приведен в
рекомендуемом приложении 2.
1.10. Эскизы на изготовление составных частей, предназначенных
для замены дефектных, изображены на картах в рекомендуемом приложении 3.
1.11. Перечень документов, упомянутых в Руководстве, приведен в
справочном приложении 4.
1.12. Номенклатура запасных частей к приборам с пределами
измерений до 10,0 МПа (100,0 кгс/см2), поставляемых
заводом-изготовителем для замены дефектных,
приведена в справочном приложении 5.
1.13. Основные неисправности и способы их устранения приведены
в справочном приложении 6.
1.14. Общие технические сведения о ремонтируемых приборах.
1.14.1. Приборы предназначены
для измерения избыточного давления газов, паров и жидкостей, нейтральных в отношении воздействия на углеродистые
стали, медные и алюминиевые сплавы.
Условия эксплуатации для каждого прибора изложены в
его паспорте — 3.9060.363 ПС (см. обязательное приложение 1).
1.14.2. Приборы применяются на предприятиях Минэнерго СССР для
измерения давления горючего газа.
1.14.3. Основные параметры
приборов приведены в таблице.
ОСНОВНЫЕ ПАРАМЕТРЫ ПРИБОРОВ
|
Модель |
Верхний предел измерений избыточного давления |
Цена деления шкалы для приборов класса точности |
Масса, |
||||
|
0,6 |
1,0 |
||||||
|
кПа (кгс/см2) |
МПа (кгс/см2) |
кПа (кгс/см2) |
МПа (кгс/см2) |
кПа (кгс/см2) |
МПа (кгс/см2) |
||
|
1218 |
60 (0,6) |
— |
0,5 |
— |
0,5 |
— |
Не |
|
100 (1,0) |
0,5 |
1,0 (0,010) |
|||||
|
160 (1,6) |
1,0 (0,010) |
2,0 |
|||||
|
250 (2,5) |
2,0 |
2,0 |
|||||
|
400 (4,0) |
2,0 |
5,0 (0,050) |
|||||
|
1216 |
600 (600) |
5,0 |
5,0 |
||||
|
— |
1,0 (10) |
— |
0,005 |
— |
0,01 (0,1) |
||
|
1,6 (16) |
0,01 (0,10) |
0.02 |
|||||
|
2,5 (25) |
0,02 |
0,02 |
|||||
|
1246 |
4,0 (40) |
0,02 |
0,05 |
||||
|
6,0 (60) |
0,05 |
0,05 |
|||||
|
10,0 (100) |
0,05 |
0,10 (1,0) |
1.15. Общие сведения о конструкции и принципе
действия ремонтируемых приборов.
1.15.1. Приборы аналогичны по
конструкции и принципу действия, а имеющиеся конструктивные различия в их
чувствительных элементах (трубчатых пружинах) не носят принципиального
характера, что позволяет применять к ним
одинаковую методику ремонтных работ (дефектации, разборки, ремонта, сборки,
проверки, регулировки, юстировки), испытаний и
первичной поверки после ремонта.
1.15.2. Степень защиты каждого
прибора от проникновения пыли и влаги соответствует IP40 по ГОСТ 14254-80, а
осуществляет эту защиту его оболочка, составными частями которой является корпус 2, ободок 5,
стекло 6 и уплотнительная прокладка 4 (рис. 1).
Примечание. Номера позиций и условные обозначения, указанные в
текстовой части Руководства, соответствуют номерам позиций и условным обозначениям на
рисунках.
1.15.3. Каждый прибор имеет корректор нуля 18 — 20 (см. рис. 2, где изображен прибор модели 1218 без ободка, стекла,
уплотнительной прокладки и отсчетного устройства).
1.15.4. Принцип действия каждого прибора основан на уравновешивании измеряемого
избыточного давления силой упругой деформации его чувствительного элемента —
одновитковой трубчатой (манометрической) пружины.
Перемещение конца трубчатой пружины 4,
пропорциональное измеряемому давлению Р, через тягу 5 передается сектору 1, установленному
на оси 7 (см. рис. 3, где приведена
кинематическая схема прибора). С помощью зубчатого зацепления сектор
поворачивает трибку 2, на оси которой укреплена стрелка 3. Принцип действия
корректора нуля 9 основан на изменении положения конца трубчатой пружины 4
поворотом эксцентрика корректора 8, конец которого соединен пружиной корректора
6 с концом трубчатой пружины.
2. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Капитальный ремонт (в дальнейшем — ремонт)
следует выполнять согласно требованиям и рекомендациям настоящего Руководства и
«Общего руководства по капитальному ремонту средств тепловой автоматики и
измерений. К0 34-38-003-87» (в дальнейшем — К0 34-38-003-87).
2.2. Требования к организации ремонта, а также требования
безопасности изложены в разделе 2 К0 34-38-003-87.
2.3. Требования к демонтажу приборов с объекта,
к сдаче в ремонт и приемке из ремонта изложены в разделах 3 и 4 К0 34-38-003-87.
2.4.
Каждый прибор, поступающий в ремонт, подлежит стендовой дефектации (раздел 3). Допускается не проводить стендовую
дефектацию, если характер неисправности прибора известен.
2.5. Стендовая дефектация (раздел 3),
проверка, регулировка, юстировка, испытания и первичная поверка (раздел 7)
должны проводиться в отапливаемом и вентилируемом производственном помещении
при температуре окружающего воздуха (23 ± 2) °С, влажность которого должна быть
не более 80 %, атмосферное давление должно быть в пределах от 83,9 до 106,6 кПа
(от 630 до 800 мм рт. ст.).
2.6.
Неисправности, выявленные при стендовой дефектации, следует уточнить при
разборке прибора (раздел 4), а также при дефектации
составных частей разобранного прибора (раздел 5).
2.7. Грузопоршневой манометр (см. рекомендуемое
приложение 2),
специализированный стенд или другое устройство для создания избыточного
давления, применяемые при стендовой дефектации, испытаниях и первичной поверке,
должны создавать давление, значение которого составляет не менее 130 % от
значения верхнего предела измерений ремонтируемого (проверяемого) прибора, и
обеспечивать плавное и равномерное изменение этого давления по всему диапазону,
а также постоянство давления при отсчете показаний и выдержке проверяемого
прибора под давлением.
2.8.
В зависимости от верхнего предела измерений проверяемого прибора должны
применяться следующие рабочие среды:
до
0,25 МПа (2,5 кгс/см2) включительно — воздух или азот;
свыше
0,25 МПа (2,5 кгс/см2) — трансформаторное масло, дистиллированная
вода или любая неагрессивная жидкость плотностью от 0,8 до 1,2 кг/дм3.
2.9. Грузопоршневой манометр должен быть
установлен по уровню.
2.10. Проверяемый и контрольный (образцовый)
приборы должны находиться в положении, удобном для отсчета показаний.
2.11. Торец штуцера проверяемого прибора и торец
штуцера образцового прибора должны находиться в одной горизонтальной плоскости
или должно быть учтено давление, создаваемое столбом рабочей жидкости.
Отклонение лицевой плоскости проверяемого прибора и образцового прибора от
вертикального положения не должно быть более 5° в любую сторону.
2.12. Каждый образцовый прибор, применяемый при
стендовой дефектации или при проверке, юстировке, испытаниях и первичной
поверке (раздел 8),
должен удовлетворять следующим требованиям:
верхний
предел измерений должен составлять не менее 130 % от верхнего предела измерений
проверяемого (поверяемого) прибора;
абсолютная
погрешность должна быть выражена в тех же единицах измерений, что и у
проверяемого (поверяемого);
предел
допускаемой основной погрешности не должен превышать 1/4 предела допускаемой
основной погрешности проверяемого (поверяемого) прибора.
2.13. Каждый отремонтированный,
отрегулированный, прошедший юстировку и первичную поверку прибор должен пройти
государственную или ведомственную поверку в соответствии с ГОСТ 8.002-86,
ГОСТ 8.513-84,
ГОСТ 2405-80
и МИ 925-85.
Допускается совмещать первичную поверку с ведомственной.
2.14. Метрологическое обеспечение ремонта
приборов должно соответствовать требованиям ГОСТ 1.25-76.
3. СТЕНДОВАЯ ДЕФЕКТАЦИЯ
3.1. Технические
требования к стендовой дефектации
3.1.1. Общие технические требования к стендовой
дефектации приборов изложены в разделе 5 К0 34-38-003-87.
3.1.2.
Перед стендовой дефектацией каждый прибор должен быть выдержан в помещении, где
проводится дефектация, не менее 24 часов, очищен от загрязнений, следов
коррозии и подвергнут внешнему осмотру.
3.1.3.
При стендовой дефектации каждого прибора следует проверить:
наличие
всех его составных частей;
прочность,
герметичность и наличие остаточной деформации его чувствительного элемента
(трубчатой пружины в сборе с держателем и наконечником);
его
работоспособность в целом при плавном изменении (повышении, понижении)
подаваемого давления;
действие
корректора нуля.
3.1.4.
Давление, подаваемое в проверяемый прибор, следует изменять плавно, без скачков
и всплесков. Скорость изменения давления не должна превышать 5 % от верхнего предела измерений проверяемого
прибора в секунду.
3.2.
Порядок стендовой дефектации
3.2.1. Для
проведения стендовой дефектации следует произвести частичную разборку прибора
согласно п.п. 4.3.1
— 4.3.4.
3.2.2. Осмотреть прибор с целью проверки наличия всех его составных частей и определения
общего технического состояния держателя 2 в сборе с трубчатой пружиной 4 и
передаточным механизмом 7, 9, 11, 12 (здесь и в дальнейшем все номера позиций, указанные в
тексте настоящего раздела, соответствуют позиционным обозначениям на рис. 2).
При обнаружении пробоин, трещин, вмятин, вздутий на трубчатой пружине 4 или срезов,
сколов, забоин и других дефектов резьбы штуцера 22, препятствующих надежному и
герметичному соединению с испытательным устройством, а также при отсутствии
отдельных составных частей передаточного механизма (в дальнейшем — механизм)
или при обнаружении видимых дефектов, препятствующих перемещению стрелки,
прибор не подвергается дальнейшей стендовой дефектации, а подлежит разборке
(раздел 4) и дефектации его составных
частей (раздел 5).
3.2.3. Установить
шаблон-циферблат и стрелку
прибора. При этом стрелка должна быть установлена так, чтобы ее указательный
конец находился на нулевой отметке шкалы шаблон — циферблата.
3.2.4. Снять защитный колпачок 1 и
установить прибор на испытательное устройство (грузопоршневой манометр,
автоматический задатчик или специальный стенд с источником избыточного
давления).
3.2.5. Проверить действие корректора
нуля, перемещая с его помощью стрелку в обе стороны от нулевой отметки шкалы
шаблон — циферблата. У исправного прибора корректор нуля должен смещать стрелку
в каждую сторону от любой отметки шкалы не менее чем на 2 и не более чем на 4 % от значения
верхнего предела измерений прибора.
По окончании проверки действия корректора стрелка прибора должна
быть установлена на нулевую отметку шкалы шаблон — циферблата.
3.2.6. Плавно повысить давление до
значения, равного 130 % от значения верхнего предела измерений проверяемого
прибора.
3.2.7. Проверить прочность и
герметичность чувствительного элемента, а также наличие остаточной деформации
трубчатой пружины путем выдержки прибора в течение 15 мин под
давлением, равным 130 % от значения верхнего
предела измерений проверяемого прибора. Плавно снизить давление до значения,
равного верхнему пределу измерений проверяемого прибора, и отключить источник
давления. Провести отсчет показаний проверяемого прибора по истечении 2 мин.
Чувствительный элемент герметичен, если показания проверяемого прибора не
изменились. Плавно снизить давление до нулевого значения. При этом стрелка
должна устанавливаться на нулевую отметку шкалы. Отклонение стрелки от нулевой
отметки свидетельствует об остаточной деформации трубчатой пружины.
Примечание. На время выдержки проверяемого прибора под
давлением пружинный образцовый манометр следует отключить.
3.2.8.
Места нарушения герметичности, выявленные при проверке, рекомендуется
маркировать любой клеевой краской (гуашью, бытовой побелкой и т.п.) для
удобства обнаружения этих мест при ремонте.
3.2.9.
При обнаружении нарушения герметичности или остаточной деформации трубчатой
пружины 4 дальнейшая стендовая дефектация не проводится, а прибор подлежит
разборке и ремонту.
Чувствительный
элемент, не выдержавший испытаний на прочность, подлежит замене.
3.2.10.
Проверить работоспособность прибора при плавном изменении давления в диапазоне
от нулевого значения до верхнего предела измерений проверяемого прибора. При
этом отсчет показаний следует вести по проверяемому прибору, а контроль
действительного значения — по контрольному.
При
проверке работоспособности прибора следует обратить особое внимание на
плавность движения стрелки проверяемого прибора и зубчатого зацепления трибки с
сектором механизма.
Неравномерное
(скачкообразное) движение стрелки свидетельствует о неисправности в механизме.
3.2.11.
Снять прибор с испытательного устройства и надеть на штуцер 22 защитный колпачок
1.
3.2.12.
Снять шаблон-циферблат и стрелку прибора.
4. РАЗБОРКА
4.1. Общие указания по разборке прибора изложены
в разделе 6 К0 34-38-003-87.
4.2.
Для дефектации составных частей следует произвести полную разборку прибора.
Допускается
неполная разборка прибора, если это не препятствует дефектации его составных
частей.
4.3.
Порядок разборки
4.3.1. Отвернуть винты 14, снять ободок 5,
стекло 6 и уплотнительную прокладку 4 (рис. 1).
4.3.2.
Снять стрелку 13.
4.3.3.
Отвернуть винты 12 и снять циферблат 3.
4.3.4. Снять защитный колпачок 1 (здесь и в
дальнейшем все номера позиций, указанные в настоящем разделе, соответствуют
позиционным обозначениям на рис. 2).
Примечание. Операции, перечисленные в п.п. 4.3.1 — 4.3.4,
выполняются перед стендовой дефектацией (см. п. 3.2.1).
4.3.5.
Отсоединить тягу 15 от наконечника 13.
4.3.6. Отвернуть винты 6 и снять механизм в
сборе с нижней планкой 7, верхней планкой 9, спиральной пружиной 11, сектором 12,
винтом шибера 16, шибером 17 и тягой 15.
4.3.7. Отвернуть винт шибера 16, снять шибер 17,
тягу 15 и шайбу (на рис. 2
не показана).
4.3.8. Выпрессовать штифт 5 и высвободить
наружный конец спиральной пружины 11. Снять спиральную пружину.
4.3.9. Отвернуть винты 3 и поочередно снять
верхнюю планку 9, сектор 12, трибку (на рис. 2 не показана) и нижнюю планку 7.
Допускается
производить разборку механизма (п.п. 4.3.7, 4.3.8 и 4.3.9), не снимая его с держателя 2 (п. 4.3.6).
4.3.10.
Вывести нижний конец пружины корректора 14 из зацепления с эксцентриком
корректора 19.
4.3.11.
Отвернуть винты 21 крепления корпуса 8 к держателю 2. Снять корпус 8 в сборе с
корректором.
4.3.12.
Снять с наконечника 13 пружину корректора 14.
4.3.13.
Разборку корректора следует производить только при необходимости ремонта или
замены его дефектных составных частей. Для разборки корректора необходимо
отвернуть винты 18 (2 шт.), а затем снять эксцентрик корректора 19, пружинную
шайбу 2 и корпус корректора (на рис. 2 не
показан, см. рис. 4).
4.3.14. Составные части разобранного прибора
должны быть очищены от загрязнений и следов коррозии, а затем промыты
пожаробезопасным моющим средством «Вертолин-74» марки А (ТУ 38.10960-81) или
другим аналогичным средством, не агрессивным по отношению к углеродистым
сталям, медным и алюминиевым сплавам.
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ДЕФЕКТАЦИИ И РЕМОНТУ СОСТАВНЫХ
ЧАСТЕЙ ПРИБОРА
5.1. Общие технические требования к дефектации и
ремонту составных частей, а также рекомендации по их ремонту изложены в
разделах 7 и 8 К0 34-38-003-87.
5.2. Составные части с дефектами, которые
перечислены в разделе 7 К0 34-38-003-87,
а также в настоящем разделе, подлежат замене. Допускается замена только
отдельных дефектных деталей неразъемных составных частей без замены составной
части в целом. Для замены дефектных деталей составных частей прибора, не
поставляемых заводом-изготовителем в качестве отдельных запасных частей,
рекомендуется изготавливать их на месте проведения ремонта по эскизам, которые
приведены в картах 1 — 28 рекомендуемого приложения 3.
5.3. Резьбовые крепежные изделия не должны иметь
дефектов, перечисленных в разделе 7 К0 34-38-003-87.
5.4. Дефектация оболочки
5.4.1.
Дефектацию оболочки, состоящей из корпуса 2, ободка 5, стекла 6 и
уплотнительной прокладки 4, следует проводить путем визуального контроля с
целью определения общего технического состояния всех ее составных частей (здесь
и в дальнейшем все номера позиций, указанные в п. 5.4, соответствуют позиционный обозначениям на рис. 1).
5.4.2. Корпус 2 и ободок 5 не должны иметь
следующих дефектов: повреждений защитно-декоративного покрытия (следов
коррозии, царапин, раковин, вздутий, отслоений, шелушений и других дефектов,
ухудшающих внешний вид), трещин, пробоин, вмятин и других механических
повреждений.
При
наличии дефектов защитно-декоративного покрытия корпус и ободок должны быть
окрашены заново (см. раздел 8 К0
34-38-003-87). Внутренние поверхности корпуса и ободка следует окрасить
эмалью МЧ-240 ГОСТ 5971-78 черного цвета, а
наружные поверхности — эмалью МЛ-165 ГОСТ 12034-77
зелено-голубого цвета.
Механические
повреждения корпуса и оболочки следует устранять методами, которые изложены в
разделе 8 К0
34-38-003-87. После устранения механических повреждений корпус и крышка
должны быть окрашены вышеуказанными эмалями.
5.4.3. Стекло 6 не должно иметь трещин, царапин,
раковин, пузырей, помутнений и других дефектов, препятствующих правильному
отсчету показаний прибора.
5.4.4.
Уплотнительная прокладка 4 должна быть эластичной и не иметь надрывов, трещин,
вздутий, вмятин и других дефектов, нарушающих ее уплотнительные свойства. Для
замены дефектной прокладки ее рекомендуется изготавливать по эскизу, который
приведен на карте 28.
5.5.
Дефектация и ремонт корпуса
5.5.1.
Корпус (рис. 6) не должен иметь дефектов,
перечисленных в п. 5.4.2, а
также должен соответствовать следующим техническим требованиям:
резьба
(М3-6H)
в отверстиях Б не должна иметь забоин, сколов или срезов витков, препятствующих
свободному и надежному завинчивание винта с резьбой М3-6g;
диаметр
отверстия Б не должен быть более 16,3 мм;
отклонение
плоскостности торцовой поверхности Г не должно быть более 0,3 мм;
шероховатость
всех поверхностей должна соответствовать Rz 20 мкм.
5.5.2. Вместо дефектных резьб Б допускается
выполнять резьба ремонтного размера М4-6Н или М5-6Н. При этом соответствующие
отверстия в ободке (рис. 5) должны быть расточены до размеров 4,2
или 5,2 мм. Допускается выполнять новое отверстие с резьбой М3-6Н, ось которого
смещена от оси дефектного отверстия 20 — 30° по часовой стрелке. При этом на
ободке должно быть выполнено отверстие диаметром 4,2 мм с аналогичным смещением
оси.
5.5.3.
Если диаметр отверстия В (см. рис. 6) превышает
16,3 мм, то рекомендуется рассверлить (расточить) дефектное отверстие до
диаметра 20 мм и запрессовать в него переходную втулку, изготовленную из любого
алюминиевого сплава или другого цветного металла, с прямой осевой накаткой по
наружной поверхности. Переходная втулка должна быть изготовлена со следующими
размерами:
наружный
диаметр после накатки — (20-0,01) мм;
внутренний
диаметр — (16+0,12) мм;
высота
— 5,0 мм.
5.5.4.
Плоскостность поверхности Г (см. рис. 6)
допускается восстанавливать путем проточки или шабрения. При этом толщина
снимаемого слоя металла не должна быть более 0,5 мм.
5.6. Дефектация и ремонт ободка
5.6.1.
Ободок (см. рис. 5) не должен иметь дефектов,
перечисленных в п. 5.4.2, а
также соответствовать следующим требованиям:
не
должен быть деформирован;
линейные
и угловые размеры должны соответствовать справочным размерам, которые приведены
на рис. 5;
шероховатость
обработанных поверхностей должна соответствовать Rz 20 мкм.
5.6.2.
Деформированный ободок должен быть восстановлен и отрихтован.
5.6.3.
В зависимости от ремонта корпуса (см. п. 5.5)
должны быть выполнены новые отверстия для крепления ободка или расточены
существующие до размеров, указанных в п. 5.5.2.
5.6.4.
При восстановлении покрытия (окраске) ободка допускается не окрашивать
поверхность В (см. рис. 5).
5.7. Дефектация и ремонт чувствительного элемента
5.7.1. Чувствительный элемент — неразъемный
узел, состоящий из держателя 2 со штуцером 1, трубчатой пружины 4 и наконечника
3, не должен иметь дефектов, перечисленных в разделе 7 К0 34-38-003-87
(здесь и в дальнейшем номера позиций и условные обозначения, указанные в п. 5.7, соответствуют позиционным и условным
обозначениям на рис. 7),
а также должен удовлетворять следующим техническим требованиям:
должен
быть герметичен и не иметь остаточной деформации трубчатой пружины 4 после
проверки по п.п. 3.2.6 и 3.2.7;
рабочий
ход точки N
при давлении, равном верхнему пределу измерений прибора, должен быть в пределах
от 4 до 6 мм, а гистерезис не должен превышать:
0,3
% от величины рабочего хода — для прибора класса точности 0,6;
0,5
% от величины рабочего хода — для прибора класса точности 1,0;
на
трубчатой пружине 4 не должно быть вмятин, вздутий, раковин и следов
коррозионных разрушений;
резьба
на штуцере 1 (M20×1,5-8g) не должна иметь забоин, сколов, трещин
и других дефектов, препятствующих свободному завинчиванию и нарушающих герметичность
соединения;
шестигранник
Б не должен иметь сколов граней, а размер между параллельными плоскостями не
должен быть менее 26,5 мм;
резьба
в отверстиях В и Г (М4-6Н), а также в отверстии Д (М3-6Н) не должна иметь
дефектов, препятствующих свободному и надежному завинчиванию винтов с соответствующей
резьбой (М3-6g
и М4-6g);
на
трубчатой пружине 4 должна быть нанесена маркировка, указывающая номинальное
значение давления (МПа, кПа или кгс/см2);
пайки
в местах соединения трубчатой пружины 4 с держателем 2 и наконечником 3 должны
быть покрыты грунтом ФЛ-03К ГОСТ 9109-81;
поверхность
чувствительного элемента кроме поверхности А, должна быть покрыта блестящим
шеллачный лаком ТУГАУ 1578.
5.7.2. Допускается замена отдельных дефектных
составных частей (трубчатой пружины 4, наконечника 3 или держателя 2) чувствительного
элемента без замены всего узла. При этом пайку мест соединения трубчатой
пружины с держателем и наконечником следует выполнять припоем марки ПОССу 40-2
по ГОСТ 21930-76
бескислотным способом. Швы паек должны быть ровными, переходы — плавными.
Ширина швов должна быть не более 2,5 мм. Утяжины припоя должны быть не более 1,5
мм. На поверхности трубчатой пружины 4 допускаются наплывы припоя толщиной не
более 0,3 мм на длине не более 15 мм от места пайки.
При
пайке не допускается перегрев тела трубчатой пружины, кроме мест пайки.
5.7.3.
Допускается устранение негерметичности чувствительного элемента в местах
соединения трубчатой пружины 4 с держателем 2 или наконечником 3 путем пайки
припоем ПОССу 40-2 бескислотным способом.
Устранение
негерметичности на остальных частях трубчатой пружины не допускается.
5.7.4. При наличии мелких вмятин или забоин на
резьбе штуцера 1 допускается устранять эти дефекты путем прогонки (прорезки)
дефектной резьбы плашкой 2650-01000 (20,0×1,5) по ГОСТ 9740-71,
а резьбы в отверстиях В, Г и Д с аналогичными дефектами допускается прогонять
метчиками 2621-2633 (3,0×0,5) и 2621-2659 (4,0×0,5) по ГОСТ 3266-81.
5.7.5. После устранения негерметичности или
пайки, связанной с заменой дефектной составной части, чувствительный элемент
должен быть подвергнут проверке на прочность и герметичность по п.п. 3.2.6 и 3.2.7. При этом контроль создаваемого давления
следует вести по образцовому прибору.
5.7.6. Измерить рабочий ход точки N с помощью индикатора часового типа ИЧ-10M по ГОСТ 577-68,
закрепленного на штативе Ш-ПН по ГОСТ 10197-70.
По результатам измерений определить гистерезис чувствительного элемента,
который не должен превышать значений, указанных в п. 5.7.1.
Рекомендуется
совмещать операции по п.п. 5.7.5 и 5.7.6.
5.8. Дефектация корректора
5.8.1.
Дефектацию корректора следует выполнять путем визуального контроля его
составных частей, а также путем поворота корпуса корректора с помощью ключа,
который изображен на карте 8 рекомендуемого приложения 3. Корпус корректора 4 вместе с эксцентриком корректора 1
должны поворачиваться без заеданий и надежно фиксироваться в любом положении
диапазона поворота без осевого и радиального качания (см. рис. 4). Если не обеспечивается фиксация
эксцентрика, то следует заменить пружинную шайбу 5 (см. рис. 4).
5.8.2.
Составные части корректора (эксцентрик корректора 1, шайба 2, корпус корректора
4, пружинная шайба 5) не должны иметь видимых механических повреждений (трещин,
сколов, раковин и других дефектов) и следов коррозии (см. рис. 4).
Для замены дефектных составных частей корректора допускается их изготовление по
эскизам, которые выполнены на картах 1 — 8 рекомендуемого приложения 3.
5.8.3.
Стойка 2 должна быть надежно закреплена (расклепана) на эксцентрике корректора
1 (рис. 8). Качание стойки не допускается.
5.8.4.
Пружина 2 не должна иметь остаточной деформации после растягивания ее на длину
до 25 мм (рис. 9). На пружине не должно быть трещин, надломов и следов
коррозии. Ушки 1 не должна иметь трещин и следов коррозии. Ушки должны быть
плоскими. Допускается отклонение плоскостности ушек не более 0,3 мм.
5.9. Дефектация механизма
5.9.1. Крепежные резьбовые детали, а также
составные части зубчатой передачи узла механизма (рис. 10)
должны удовлетворять требованиям, изложенным в разделе 7 К034-38-003-37.
5.9.2.
Нижняя планка 1 и верхняя планка 8 должны быть плоскими (см. рис. 10).
Деформированные планки следует выправлять и рихтовать. Допуск плоскостности
планок 0,07 мм.
Планки,
указанные выше, не должны иметь трещин, надломов и других механических повреждений.
5.9.3.
Диаметр отверстий А и Б в верхней планке (см. рис. 13) и
соответствующих отверстий в нижней планке не должен быть более 1,35 мм.
5.9.4.
Стойка 2 должна быть надежно закреплена (расклепана) на верхней планке 1 без
осевого и радиального качания (см. рис. 13). Для устранения качания стойки
следует расклепать ее выходной конец. При этом положение стойки должно
соответствовать указанному на рис. 13.
5.9.5. Трибка (рис. 12)
должна соответствовать следующим требованиям:
диаметр
шеек А и Г должен быть не менее 1,26 мм, а шероховатость поверхностей шеек
должна соответствовать Rz
12,5 мкм;
диаметр
зубчатого колеса Б не должен быть менее 4,66 мм, а шероховатость поверхности Б
должна соответствовать Rz
20 мкм;
диаметр
окружности впадин В не должен быть менее 2,70 мм;
диаметр
шейки Д не должен быть менее 1,20 мм, а шероховатость поверхности шейки должна
соответствовать Rz
12,5 мкм;
диаметр
выходной части Е оси трибки не должен быть менее 1,06 мм;
конусность
выходной части оси между шейкой Д и торцом Е не должна быть более 0,52°;
допуск
прямолинейности образующей конуса И 0,01 мм;
допуск
круглости и цилиндричности поверхностей А, Б, Г и Д 0,035 мм;
допуск
биения относительно оси трибки в направлении, перпендикулярном к образующей
конуса К 0,01 мм;
расстояние
К между шейками А и Г не должно быть менее 7,85 мм;
зубья
зубчатого колеса не должны иметь видимых следов износа, сколов, трещин и других
дефектов, препятствующих надежному сопряжению с зубьями сектора (рис. 14).
Профиль каждого зуба должен соответствовать профилю с модулем 0,3 исходного
контура по 9587-81.
5.9.6.
Узел сектора с осью (рис. 14) должен соответствовать
следующим требованиям:
поверхность
Е сектора 1 должна быть плоской;
ширина
паза Д должна быть не более 3,15 мм, а шероховатость поверхности паза Д должна
соответствовать Rz
12,5 мкм;
диаметр
шеек В и Г оси сектора 2 должен быть не менее 1,26 мм, а шероховатость
поверхностей шеек должна соответствовать Rz 12,5
мкм;
ось
сектора 2 не должна быть погнута, а также не иметь сколов трещин и следов
коррозии;
втулка
3 в сборе с осью сектора 2 должна быть надежно закреплена (развальцована) на
секторе 1 без осевого и радиального качания;
радиус
А зубчатой части сектора не должен быть менее 34,4 мм, а радиус Б — менее 31,9
мм;
характеристика
зубчатой части сектора приведена на карте 18 рекомендуемого приложения 3.
Деформированный
сектор 1 следует выправить и отрихтовать. Допуск плоскостности поверхности Е
0,07 мм (рис. 14).
5.9.7.
Спиральная пружина (рис. 11) должна соответствовать
следующим требованиям:
диаметр
отверстия А в колодочке 1 не должен быть более 1,18 мм;
колодочка
1 не должна иметь сколов и трещин;
спираль
2 не должна иметь остаточной деформации (потери упругости), изломов и
касающихся друг друга витков.
При
небольших деформациях допускается восстановление формы спирали с помощью
пинцета.
5.9.8. Каждая колонка 2 (рис. 10)
не должна иметь сколов, забоин, трещин и других механических повреждений, а
также дефектов резьбы, препятствующих свободному и надежному завинчиванию винта
с резьбой M3-6g. Мелкие вмятины и забоины резьбы следует
устранять путем прогонки (прорезки) ее метчиком 2621-2633 (3,0×0,5) по ГОСТ 3266-81.
Высота
каждой колонки, определяемая по уступам на ней (см. карту 10 рекомендуемого
приложения 3), не должна быть менее 8,05 мм. Разность высот пары
колонок должна быть не более 0,02 мм.
5.9.9.
Упор сектора 10 и упор оси сектора 11 не должны иметь трещин, следов надлома, а
также коррозионных разрушений (см. рис. 10).
5.9.10.
Дефектный механизм или дефектная спираль 2 его спиральной пружины (см. рис. 11)
подлежат замене (см. справочное приложение 5).
Допускается
замена дефектных составных частей механизма составными частями, изготовленными
по соответствующим эскизам, которые приведены на картах 9 — 24 рекомендуемого
приложения 3, без замены механизма в целом.
5.10. Дефектация отсчетного устройства
5.10.1.
Циферблат 3 должен быть чистым без подтеков и пятен, числовые отметки, деления
и реперные точки шкалы 11 должны быть четкими.
Отслоения
или вздутия покрытия на лицевой стороне циферблата не допускаются (см. рис. 1).
5.10.2.
Стрелка (рис. 15) должна удовлетворять следующим требованиям:
стрелка
1 должна быть плоской. Допуск плоскостности поверхности Б 0,1 мм;
указательный
конец В должен иметь ножевидную форму, плоскости которого расположены
перпендикулярно к плоскости Б;
стрелка
1 должна быть надежно закреплена на втулке 2 без осевого и радиального качания;
диаметр
отверстия А должен соответствовать размеру И выходной оси трибки (рис. 12)
и обеспечивать плотную посадку на ней втулки 2 без осевого и радиального
качания. При этом конец оси трибки не должен выступать на выходе из отверстия
А;
стрелка
не должна иметь трещин, изломов, следов коррозии и дефектов покрытия (вздутия,
шелушения и отслоения).
5.10.3. Деформированную стрелку допускается
выправлять и рихтовать, при дефектах покрытия следует покрыть стрелку грунтом
марки ВЛ-02 по ГОСТ 12707-77, а поверхность Б, кроме того, и эмалью
черного цвета марки МЧ-240 по ГОСТ
5971-78 или марки МЧ-277 ТУ 6.10.1299-72.
5.11. Требования к защитному покрытию составных
частей, упомянутые в рекомендуемом приложении 4,
соответствуют ГОСТ 9.301-86.
6. СБОРКА
6.1.
Сборку прибора следует выполнять в последовательности, обратной разборке
(раздел 4). При этом установку уплотнительной прокладки 4, стекла 6
и ободка 5 (см. рис. 1) следует выполнять после
окончания операций по регулировке и юстировке отремонтированного прибора (п. 8.5).
6.2. Сборка должна проводиться согласно
требованиям и рекомендациям, изложенным в разделе 9 К0 34-38-003-87,
а также при соблюдении условий, приведенных в настоящем разделе.
6.3.
Сборка механизма
6.3.1. Нижняя планка 1 и верхняя планка 8
собранного механизма должны быть параллельны. Допуск параллельности внутренних
плоскостей нижней и верхней планок относительно друг друга 0,01 мм. Для
обеспечения параллельности допускается шлифовка шлифовальной шкуркой (ГОСТ 6456-82)
внутренних поверхностей планок в местах их сопряжения с поверхностями уступов
на колонках 2 (здесь и в дальнейшем все номера позиций, указанные в п. 6.3,
соответствуют номерам позиций на рис. 10).
6.3.2.
Ось трибки 5 и ось сектора 9 у собранного механизма должны вращаться свободно,
без заеданий, затираний, а также без торцового и осевого качания.
6.3.3. Винты 2, кроме винта крепления упоров 10
и 11, должны завинчиваться с применением клея марки БФ4 по ГОСТ 12172-74.
6.3.4.
Спиральная пружина (см. рис. 11) должна устанавливаться
(напрессовываться) на ось трибки так, чтобы ее витки были направлены по часовой
стрелке. Наружный конец спирали должен быть закреплен в отверстии стойки на
верхней планке 8 штифтом 6.
6.3.5. Оси трибки 5, сектора 9, а также зубья
трибки и сектора собранного механизма должны быть смазаны часовым маслом по ГОСТ 7935-74
или приборным маслом марки МВП по ГОСТ 1805-76.
6.4.
Собранный механизм (см. рис. 10) должен быть установлен на
держателе 2 таким образом, чтобы его крепежные винты 6 находились примерно
посредине пазов в нижней планке 7 (здесь и в дальнейшем все номера позиций,
указанные в настоящем разделе, соответствуют номерам позиций на рис. 2).
6.5.
После установки держателя 2 в корпус 8 следует соединить пружиной корректора 14
наконечник 13 с эксцентрикой корректора, а затем соединить тягой 15 наконечник 13
с сектором 12. При этом шибер 17 должен быть закреплен винтом шибера 16
примерно посредине паза на кулисе сектора 12.
6.6.
Перед вводом в зацепление зубчатой части сектора 12 с зубьями трибки (рис. 2
не показана, см. рис. 10) следует создать
предварительный натяг спиральной пружины 11 путем поворота трибки примерно на
полоборота по часовой стрелке. При этом зубья сектора должны входить в зацепление
с зубьями трибки примерно на 2 — 3 зуба от левого края сектора.
Смазать
трущиеся части в местах соединения наконечника с сектором и эксцентриком
часовым или приборным маслом.
6.7. По окончании сборки механизма с
чувствительным элементом следует установить вместо циферблата шаблон-циферблат
и стрелку прибора. При этом указательный конец стрелки должен находиться на
нулевой отметке шкалы.
6.8. По окончании регулировки и юстировки
отремонтированного прибора следует установить стекло 6, уплотнительную
прокладку 4 и ободок 5 (см. рис. 1).
7. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННОМУ ПРИБОРУ
7.1. Прибор не должен иметь дефектов, ухудшающих
его внешний вид, а эмалевое покрытие корпуса должно соответствовать III классу для полуглянцевых поверхностей по
ГОСТ 9.032-74.
7.2.
Прибор (чувствительный элемент прибора) должен быть герметичен после
трехминутной выдержки под давлением, равным его верхнему пределу измерений.
7.3. Предел допускаемой основной погрешности с
учетом коэффициента 0,8 должен быть:
—
0,48 % — для прибора класса точности 0,6;
—
0,8 % — для прибора класса точности 1,0.
Предел допускаемой основной погрешности выражается в
процентах от верхнего предела измерений.
Примечание. Для обеспечения производственно-эксплуатационного запаса
по основной погрешности показаний при выпуске прибора из ремонта вводится
коэффициент 0,8 К, где К — класс точности прибора.
7.4. Вариация показаний прибора не должна
превышать абсолютного значения предела допускаемой основной погрешности,
указанного в п. 7.3.
7.5. Каждый прибор должен соответствовать
требованиям п.п. 7.3
и 7.4
при соблюдении следующих условий:
1)
прибор должен быть установлен в нормальном рабочем положении;
2)
давление должно изменяться (повышаться и понижаться) плавно, т.е. скорость изменения
измеряемого давления не должна превышать 5 % от значения верхнего предела
измерений проверяемого прибора в секунду;
3)
температура прибора и окружающего воздуха должна быть (23 ± 2) °С;
4)
относительная влажность окружающего воздуха должна быть не более 80 %;
5)
атмосферное давление должно быть в пределах от 83,9 до 106,6 кПа (от 630 до 800
мм рт. ст.);
6)
стрелка прибора должна быть установлена корректором на нулевую отметку шкалы;
7)
вибрация и удары должны отсутствовать или не достигать величины, вызывающей
колебания стрелки более 0,1 длины наименьшего деления шкалы;
давление должно создаваться:
нейтральным
газом — для прибора с верхним пределом измерений до 0,25 МПа (2,5 кгс/см2);
неагрессивной
жидкостью плотностью от 0,8 до 1,2 кг/дм3 — для прибора с верхним
пределом измерений свыше 0,25 МПа (2,5 кгс/см2);
9)
торец штуцера проверяемого прибора и торец штуцера образцового прибора должны
находиться в одной горизонтальной плоскости или должно быть учтено давление,
создаваемое столбом рабочей жидкости.
7.6.
Каждый прибор должен выдерживать перегрузку давлением, равным 130 % от его
верхнего предела измерений.
После
выдержки без давления в течение не менее 1 ч прибор должен вновь
соответствовать требованиям п.п. 7.3 и 7.4.
7.7. Корректор нуля должен обеспечивать смещение
стрелки в каждую сторону от любой отметки
шкалы не менее чем на 2 и не более чем на 4 % от верхнего предела измерений
прибора.
Корректор должен обеспечивать установку стрелки
прибора на нулевой отметке шкалы с пределом допускаемой основной погрешности,
указанной в п. 7.3.
7.8. Технические
требования к отсчетному устройству отремонтированного прибора.
7.8.1. Стекло (или другой прозрачный материал)
должно быть чистым, прозрачным и не иметь окраски, а также дефектов,
перечисленных в п. 5.4.3.
7.8.2. Циферблат
должен быть чистым, без подтеков и пятен, а числовые значения, основные и
промежуточные интервалы, деления шкалы должны быть четкими и соответствовать
требованиям ГОСТ 24844-81.
7.8.3. На
шкале прибора, градуированного в кПа или МПа, около числовых отметок
допускается нанесение реперных точек, расстояние между которыми должно
соответствовать предельному значению основной погрешности в кгс/см2.
Диаметр реперной точки вычисляется по формуле:
(1)
где
а — диаметр реперной точки, мм;
С — 0,3 — 0,4;
К — класс точности
прибора;
l — длина шкалы, мм.
7.8.4.
Ножевидный указательный конец стрелки должен быть расположен перпендикулярно
плоскости циферблата и перекрывать наименьшую по длине отметку шкалы в пределах
от 0,3 до 0,7 ее длины. Толщина указательного конца стрелки не должна быть более
ширины наименьшей отметки шкалы.
7.9. Прибор должен сохранять работоспособность
при наклонах корпуса до 5 °С в любую сторону по отношение к нормальному
рабочему положению (под нормальным рабочим положением понимается вертикальное
положение оси симметрии циферблата прибора). Изменение показаний прибора при
указанных наклонах не должно превышать половины абсолютной величины предела
допускаемой основной погрешности показаний (п. 7.3).
8. ПРОВЕРКА, РЕГУЛИРОВКА, ЮСТИРОВКА, ПЕРВИЧНАЯ ПОВЕРКА И
ИСПЫТАНИЯ
8.1. Проверка, регулировка, юстировка, первичная
поверка и испытания каждого отремонтированного прибора должны проводиться в
соответствии с требованиями и рекомендациями, изложенными в разделе 10 К0 34-38-003-87,
а также при соблюдении условий, изложенных в п. 7.5. При этом рекомендуется применять
источники избыточного давления и образцовые приборы, перечень которых приведен
в рекомендуемом приложении 2.
8.2.
Средства для создания избыточного давления должны удовлетворять требованиям п.п.
2.7 и 2.9, а образцовые приборы — п.п. 2.10, 2.11 и 2.12.
8.3. Погрешность каждого образцового прибора
должна быть выражена в тех же единицах измерения, что и проверяемого
(поверяемого) прибора.
8.4.
Проверка измерительной части прибора
8.4.1.
По окончании операций по установке шаблон-циферблата (п. 6.7) установить стрелку прибора так, чтобы ее указательный конец
находился на нулевой отметке шкалы шаблон-циферблата. Затем выполнить операции
по п.п. 3.2.4 и 3.2.5. При этом должны быть соблюдены условия, указанные в п. 2.11.
8.4.2. Плавно, со скоростью, указанной в п. 7.5, повысить давление до значения, равного
верхнему пределу измерений проверяемого прибора, проверяя его показания.
Проверка показаний прибора класса точности 0,6 должна проводиться не менее чем
на десяти отметках шкалы шаблон-циферблата класса точности 1,0 — не менее чем
на пяти отметках шкалы, в том числе на отметке верхнего предела измерений
проверяемого прибора. При этом отметки должны быть приблизительно равномерно
расположены по всей шкале шаблон-циферблата. Выдержать прибор в течение 3 мин
под давлением, равным его верхнему пределу измерений. Отключить источник
давления или проверяемый прибор и проверить герметичность его чувствительного
элемента по истечении 2 мин. Чувствительный элемент герметичен, если показания
проверяемого прибора не изменились.
Примечание. На время пятиминутной выдержки проверяемого прибора под
давлением образцовый пружинный манометр должен быть разгружен путем снижения
воздействующего на него давления до нулевого значения или до 5 — 10 % от его
верхнего предела измерений.
8.4.3. Плавно снизить давление до нулевого
значения. При этом следует проверить показания проверяемого прибора по тем же
отметкам шкалы шаблон-циферблата, по которым проводилась проверка по п. 8.4.2,
включая нулевую.
8.4.4. Если чувствительный элемент прибора
заменялся, подвергался пайке, связанной с устранением нарушений герметичности
или с заменой его любой составной части, то он подлежит проверке на прочность и
герметичность. В этом случае следует совмещать операции по проверке показаний
прибора (п.п. 8.4.2
и 8.4.3)
с проверкой прочности и герметичности его чувствительного элемента (п.п. 3.2.6
и 3.2.7).
8.4.5. По результатам проверки по п.п. 8.4.2,
8.4.3 или 8.4.4
определить погрешность и вариации показаний отремонтированного прибора.
Основную
погрешность и вариацию показаний проверяемого прибора при прямом и обратном
ходе (соответственно γ и
γ’) следует определять по формулам:
(2)
(3)
где
Рд — действительное
значение измеряемого давления, определяемое по образцовому прибору, кПа, МПа
или кгс/см2;
Р и Р’ — показания проверяемого прибора,
соответствующие при прямом и обратном ходе, кПа, МПа или кгс/см2;
РN
— верхний предел измерений проверяемого прибора, кПа, МПа или кгс/см2.
Вариацию
показаний (В) прибора следует определять по формуле:
(4)
где
Р’, Р и PN — то же, что в
формуле (3).
Основная
погрешность и вариация показаний отремонтированного прибора при условиях,
перечисленных в п. 2.5, не должны превышать значений,
указанных в п.п. 7.3 и 7.4.
8.4.6. Проверку корректора нуля (п. 7.7)
следует проводить путем подачи избыточного давления, при котором стрелка
проверяемого прибора установится на любой
отметке шкалы шаблон-циферблата. После чего поворотом оси корректора
нуля до отказа в одну, а затем в другую сторону определить значение диапазона
коррекции по смещению стрелки относительно проверяемой отметки шкалы.
8.5.
Регулировка и юстировка прибора
8.5.1.
Характер работ по регулировке механизма определяется результатами расчетов по
п. 8.4.5, а корректора нуля — результатами проверки по п. 8.4.6.
8.5.2. Если величина и знак погрешности
одинаковы на всех проверяемых отметках шкалы шаблон-циферблата, то погрешность
устранить перестановкой стрелки.
8.5.3. Если величина погрешности растет
пропорционально увеличению давления, то следует произвести регулировку
механизма:
при
отрицательной погрешности («размах шкалы» сужен) — шибер, соединяющий тягу с
сектором, следует переместить в сторону оси сектора;
при
положительной погрешности («размах шкалы» расширен) — шибер переместить в
противоположную сторону.
8.5.4.
Если величина погрешности растет непропорционально увеличении давления, то
сначала регулировку следует производить поворотом всего механизма (у правильно
отрегулированного прибора при установке стрелки на средней отметке шкалы
шаблон-циферблата угол между осью сектора и тягой составляет 90°).
Таким
путем следует привести погрешность к одному знаку. Затем произвести регулировку
в соответствии с п.п. 8.5.2 и 8.5.3.
8.5.5.
Регулировку корректора нуля, т.е. изменение (расширение или сужение) диапазона
смещения стрелки, следует выполнять путем подгибания эксцентрика корректора 19
с целью увеличения или уменьшения плеча рычага, воздействующего на растяжение
пружины корректора 14 (см. рис. 2).
8.5.6.
Юстировку следует проводить путем повторения операций по п.п. 8.5.2
и 8.5.3 до тех пор, пока погрешность и вариация показаний
регулируемого прибора будут соответствовать п.п. 7.3 и 7.4.
8.5.7. По окончании регулировки и юстировки все
резьбовые соединения механизма прибора следует зафиксировать синтетическим
клеем БФ-4 (ГОСТ 12172-74)
или нитроэмалью НЦ-1125 (ГОСТ 9198-83) белого или красного цвета.
8.5.8. Снять стрелку и шаблон-циферблат. Установить
циферблат и стрелку прибора. При этом стрелка должна быть установлена так,
чтобы ее указательный конец находился на нулевой отметке шкалы циферблата.
8.6. Первичная поверка
8.6.1.
После выполнения окончательной сборки (п. 6.8)
отремонтированный прибор должен быть подготовлен к приемо-сдаточным испытаниям,
а также к ведомственной или государственной поверке путем проведения его
первичной поверки.
8.6.2.
При первичной поверке следует определить основную погрешность (п. 7.3) и вариацию (п. 7.4) показаний прибора, а также диапазон смещения корректора
нуля (п. 7.7).
8.6.3.
Порядок и условия проведения первичной поверки соответствуют порядку и
условиям, которые изложены в п.п. 7.5 и 8.3, но при первичной поверке не
проводится проверка герметичности и прочности чувствительного элемента (п. 8.4.4).
8.6.4.
Поверка прибора по п. 7.3 со
шкалой, градуированной в кПа или МПа, допускается по реперным точкам (п. 7.8.3) или при их отсутствии — по
таблицам, содержащим предельно допустимые значения показаний в кПа или МПа.
При
поверке по реперным точкам стрелка поверяемого прибора должна устанавливаться
на участке шкалы, ограниченном внутренней стороной реперных точек.
8.6.5.
Поверку прибора по п. 7.4 со
шкалой градуированной в кПа или МПа, допускается проводить по одной реперной
точке, или числовой отметке шкалы, соответствующей 45 — 65 % от верхнего
предела измерений проверяемого прибора.
8.6.6.
При снижении давления до нуля после поверки прибора стрелка должна установиться
на нулевой отметке шкалы, отклонение от нулевой отметки не должно превышать
абсолютного значения предела допускаемой основной погрешности (п. 7.3).
8.7. Приемо-сдаточные испытания
8.7.1. Каждый отремонтированный и прошедший первичную поверку
прибор должен быть подвергнут приемо-сдаточным испытаниям по ГОСТ 2405-80.
8.7.2. Приемо-сдаточные
испытания проводятся техническим контролером предприятия-исполнителя ремонта с
целью проверки соответствия каждого отремонтированного прибора техническим
требованиям настоящего Руководства.
8.7.3. Проверку прибора по п.п. 7.1, 7.8, 9.2 и 9.3 следует проводить путем внешнего
осмотра.
8.7.4. Проверку по п.п. 7.3 и 7.4 следует проводить по методике поверки (п. 8.6) при соблюдении условий, изложенных
в п. 7.5.
8.7.5. Проверку по п. 7.9 следует проводить путем наклона
прибора (влево, вправо, вперед, назад) до 5° относительно оси симметрии
циферблата. Наклоны прибора следует выполнять при положении стрелки на любой
отметке шкалы, соответствующей 40 — 60 % от верхнего предела измерений
проверяемого прибора.
8.7.6. Если в процессе приемо-сдаточных испытаний будет обнаружено несоответствие прибора хотя
бы одному из требований настоящего Руководства, прибор должен быть возвращен на
повторный ремонт. Повторные испытания забракованного прибора проводятся после
устранения дефектов в полном объеме приемо-сдаточных испытаний. В зависимости от результатов анализа
дефектов, обнаруженных при испытаниях, допускается повторные испытания
проводить только по пунктам несоответствия и пунктам, по которым приемо-сдаточные испытания не проводились.
8.7.7. В паспорте каждого
прибора, прошедшего приемо-сдаточные испытания, должна быть сделана
соответствующая отметка (запись) о приемке.
8.8.
Каждый отремонтированный прибор, принятый техническим контролером
предприятия-исполнителя ремонта, должен быть проверен ведомственной
метрологической службой в соответствии с ГОСТ 513-84. Допускается
совмещать первичную поверку (п. 8.6) с приемо-сдаточными испытаниями (п. 8.7) и с ведомственной поверкой в
соответствии с ГОСТ 8.002-86, ГОСТ 513-84 и МИ 925-85.
9. МАРКИРОВКА
9.1. Маркировка отремонтированных приборов, а
также транспортировочной тары для них должна соответствовать требованиям
раздела 11 К0 34-38-003-87.
9.2. На циферблате каждого прибора должны быть
нанесены следующие обозначения:
1)
единица давления — кПа, МПа или кгс/см2;
2)
класс точности;
3)
тип прибора — МТИ;
4)
ГОСТ 2405-80;
5)
товарный знак предприятия-изготовителя;
6)
заводской номер прибора;
7)
год выпуска;
знак государственного реестра — по ГОСТ 8.383-80;
9)
надпись «Сделано в СССР».
Способ
нанесения маркировки — методом офсетной печати и вручную.
9.3. На наружной поверхности задней стенки
корпуса 8 (см. рис. 2)
должна быть закреплена табличка или сделана надпись эмалью черного, синего или
желтого цвета марки МЧ-240 или МЛ-165 — шрифт ПО-5 ГОСТ 2930-62.
Надпись на корпусе или текст на табличке должны содержать следующие сведения о
ремонте:
наименование
или товарный знак предприятия, выполнявшего ремонт;
дата
выпуска из ремонта.
9.4. Каждый прибор, выпускаемый из ремонта,
должен быть опломбирован путем выдавливания соответствующего оттиска на замазке
9 (ГОСТ 15.364-74), которой заполнена чаша 8 (см. рис. 1).
9.5. На ящике для упаковки приборов в
соответствии с ГОСТ 14192-77
должны быть нанесены основные, дополнительные и информационные, а также
манипуляционные знаки «Осторожно, хрупкое», «Верх, не кантовать», «Боится
сырости» и надпись «Не бросать».
10. КОНСЕРВАЦИЯ, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И
ХРАНЕНИЕ
10.1. Каждый отремонтированный и прошедший
государственную или ведомственную поверку прибор, подлежащий хранению более 24
ч или транспортированию, должен быть подвергнут консервации в соответствии с ГОСТ 23216-78,
завернут в оберточную бумагу (ГОСТ 8273-75)
и перевязан шпагатом (ГОСТ 16266-70, ГОСТ 17308-85)
или клеевой лентой (ГОСТ 18251-72).
10.2. Завернутые в бумагу приборы должны быть
уложены в деревянные или фанерные ящики (ГОСТ 2991-85),
выстланные внутри битумизированной бумагой (ГОСТ 515-77)
или толем (ГОСТ 10999-76).
Вид
внутренней упаковки ВУ-3, категория упаковки КУ-1, тип упаковки ТЭ или ТФ-12,
вариант временной зашиты ВЗ-0 — по ГОСТ 9.014-78
и ГОСТ 23216-78.
10.3.
Внутрь каждого ящика под крышку должен быть вложен упаковочный лист, содержащий
ел едущие сведения:
наименование
или товарный знак предприятия, выполнившего ремонт;
обозначение
типа и модели прибора;
количество
приборов в ящике;
подпись
ответственного за упаковку.
10.4.
Масса (брутто) каждого ящика с упакованными в нем приборами должна быть не
более 25 кг.
10.5. Транспортирование и
хранение
10.5.1.
Упакованные приборы, уложенные в контейнеры или пакетированные, допускается
транспортировать любым видом транспорта при условии предохранения ее от сильной
тряски, ударов и прямого воздействия атмосферных осадков.
10.5.2.
При транспортировании приборов железнодорожным транспортом вид отправки —
мелкие или малотоннажные.
10.5.3. Приборы должны транспортироваться соответственно
следующим правилам перевозки грузов, действующим на данном виде транспорта:
1)
Правилам перевозки грузов автомобильным транспортом, М.: Транспорт, 1966;
2)
Правилам перевозки грузов, М.: Транспорт, 1983;
3)
Техническим условиям перевозки и крепления грузов. Изд. МПС, 1969;
4)
Правилам перевозки грузов, утвержденным министерством речного флота 14.08.78 № 114;
5)
Общим специальным правилам перевозки грузов, утвержденным Минморфлотом СССР, 1979;
6)
Руководству
по грузовым перевозкам на внутренних воздушных линиях СССР, утвержденному
Министерством гражданской авиации 28.03.75.
При
транспортировании на самолетах приборы должны находиться в отапливаемых
герметизированных отсеках.
10.5.4. Условия транспортирования — 5 (Ж2) по ГОСТ 15150-69.
10.5.5. Условия хранения при транспортировании —
5 (ОЖ4) по ГОСТ 15150-69.
10.5.6. Приборы должны храниться на стеллажах в
сухом, отапливаемом и вентилируемом помещении.
Условия
хранения приборов без упаковки -1 (Л) по ГОСТ 15150-69.
Рис. 1.
Прибор модели 1218 (3.5011.218СБ):
1 — держатель; 2 — корпус; 3 — циферблат; 4 —
уплотнительная прокладка; 5 — ободок; 6 — стекло; 7 — экран; 8 — чаша; 9 —
замазка; 10 — механизм; 11 — шкала; 12, 14 — винт; 13 — стрелка
Рис. 2.
Прибор модели 1218 (3.5011.218-01СБ) (вид без ободка, стекла, уплотнительной прокладки и
отсчетного устройства):
1 — защитный колпачок; 2 — держатель; 3,
6, 18, 21 — винт; 4 — трубчатая пружина; 5 — штифт; 7 — нижняя
планка; 8 — корпус; 9 — верхняя планка; 10 —
стойка; 11 — спиральная пружина; 12 — сектор; 13 — наконечник; 14 —
пружина корректора; 15 — тяга; 16 — винт шибера; 17 —
шибер; 19 — эксцентрик корректора; 20 —
пружинная шайба; 22 — штуцер
Рис. 3.
Кинематическая схема прибора:
1 — сектор; 2 — трибка; 3 — стрелка; 4 —
трубчатая пружина; 5 — тяга; 6 — пружина корректора; 7 — ось сектора; 8 —
эксцентрик корректора; 9 — корректор нуля; Р — измеряемое давление
Рис. 4.
Корпус (3.680.013СБ) (в сборе с корректором) Поз. 2. Рис. 1
1 — эксцентрик корректора; 2 — шайба; 3
— корпус; 4 — корпус корректора; 5 — пружинная шайба; 6 — винт
Рис. 5.
Ободок (3.9392.038) Поз. 5. Рис. 1
Все размеры приведены для
справок
Рис. 6. Корпус (3.9210.174) Поз. 3. Рис. 4
Рис. 7. Держатель с пружиной (3.6816.011СБ) Поз. 2; 4 и 13. Рис. 2
1 — штуцер держателя; 2 — держатель; 3 — наконечник; 4 — трубчатая пружина
Рис. 8.
Эксцентрик (3.6823.001СБ), Поз. 1. Рис. 4
1 — эксцентрик корректора (карта 4); 2 —
стойка (карта 3)
Размеры
приведены для справок.
Допуск
соосности детали поз. 2 относительно общей оси диаметром 1,0 мм.
Места
расклепки покрыть лаком АК-113 ТУ 6-10-1296-72
Рис. 9. Пружина корректора (3.6843.001 СБ). Поз.
14. Рис. 2
1 — ушко (карта 6); 2 — пружина (карта
7)
Рис. 10.
Узел механизма (3.6826.026-01СБ); Поз. 10. Рис. 1
1 — планка нижняя (карта 9); 2 — колонка (карта 10); 3 — винт (карта 11); 4
— спиральная пружина (рис. 11); 5 —
трибка (рис. 12); 6 — штифт (карта 12); 7 — шайба (карта 13);
8 — планка верхняя (рис. 13); 9 —
сектор (рис. 14); 10 — упор сектора (карта 14);
11 — упор оси сектора (карта 15)
Рис. 11. Спиральная пружина (3.6843.002).
Поз. 4. Рис. 10
1 — колодочка (карта 27); 2 — спираль
Рис. 12. Трибка (3.9401.064). Поз. 5. Рис. 10
Рис. 13. Планка верхняя (3.6885.009СБ) Поз. 8. Рис. 10
1 — планка верхняя (карта 16); 2 — стойка
(карта 17)
Размеры приведены для
справок.
Место расклепки покрыть лаком
АК-113 ТУ 6-10-1296-72
Рис. 14. Узел сектора с осью (3.6820.013.СБ) Поз. 9. Рис. 10
1 — сектор (карта 18); 2 — ось
сектора (карта 19); 3 — втулка (карта 20)
Рис. 15. Стрелка (3.6800.006.СБ). Поз. 13. Рис. 1
1 — стрелка; 2 — втулка
Приложение 1
Обязательное
ПЕРЕЧЕНЬ НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ, ИСПОЛЬЗУЕМОЙ ВМЕСТЕ С РУКОВОДСТВОМ
|
Наименование |
Обозначение |
Год |
|
1. «Общее руководство по капитальному ремонту средств |
К0 |
Утвержден |
|
2. «Методические указания. Государственная система |
МИ |
«Стандартиздат» 1986 г. |
|
3. «ГСИ. Поверка средств измерений. Организация и |
ГОСТ 8.513-84 |
«Стандартиздат» 1985 г. |
|
4. «Манометры, вакуумметры и мановакуумметры, для |
3.9060.615.ПС |
Московское |
Приложение 2
Рекомендуемое
ПЕРЕЧЕНЬ СРЕДСТВ ИЗМЕРЕНИЯ И КОНТРОЛЯ, А ТАКЖЕ УСТАНОВОК И
ПРИБОРОВ, ПРИМЕНЯЕМЫХ ПРИ РЕМОНТЕ, ИСПЫТАНИЯХ, ЮСТИРОВКЕ И ПЕРВИЧНОЙ ПОВЕРКЕ
|
Наименование |
Тип |
Назначение |
Изготовитель |
Примечание |
|
1. Манометр избыточного давления грузопоршневой (ГОСТ |
МП-2,5 |
Испытания |
Опытный |
Классы |
|
2. То же |
МП-6 |
То от |
Опытный |
То |
|
3. -«- |
МП-60 |
То от |
Опытный |
-«- |
|
4. -«- |
МП-250 |
То от |
— |
— |
|
5. Автоматический задатчик давления (ТУ 50-87-75 ВК) |
АЗД-2,5 |
Задание |
Опытный |
Классы |
|
6. Манометры образцовые (ТУ 25-05-1664-74), в |
Контроль |
Московское |
Классы |
|
|
0,16 (1,6) |
МО |
0,10 (1,0) |
То |
То |
|
0,25 (2,5) |
То |
0,16 (1,6) |
-«- |
-«- |
|
0,40 (4,0) |
-«- |
0,25 (2,5) |
-«- |
-«- |
|
0,60 |
МО 1227 |
0,40 |
Московское ПО «Манометр» |
Классы точности 0,15 и 0,25 |
|
1,00 (10,0) |
То же |
0,60 |
То же |
То же |
|
1,60 (16,0) |
-«- |
1,00 (10,0) |
-«- |
-«- |
|
2,50 |
-«- |
1,60 (16,0) |
-«- |
-«- |
|
4,00 |
МО 1226 |
2,50 |
-«- |
-«- |
|
6,00 (60,0) |
То же |
4,00 |
-«- |
-«- |
|
10,00 (100,0) |
-«- |
6,00 |
-«- |
-«- |
|
16,00 (160,0) |
-«- |
10,00 (100,0) |
-«- |
-«- |
|
7. Психрометр аспиреционный (электрический) ТУ 25-08-809-70 |
М-34 |
Измерение температуры и определение влажности |
Сафоновский завод «Гидрометприбор» |
Цена деления шкалы 0,5 °С |
|
8. Лупа часовая ГОСТ |
ЛП-1-7* |
Визуальный контроль мелких составных частей |
— |
— |
|
9. Линейка ГОСТ 427-75 |
Модель 188 |
Проверка |
Карачаровский инструментальный завод |
— |
|
10. |
УП-2-60 |
Проверка прямых углов |
Ленинградский инструментальный завод |
— |
|
11. Индикатор часового |
ИЧ-10М |
Кировский инструментальный завод «Красный инструментальщик» |
Класс точности 0,0 |
|
|
12. Набор резьбовых шаблонов ГОСТ 519-77 |
М 60° |
Проверка резьбы |
Ленинградский инструментальный завод |
— |
|
13. пробки по ГОСТ |
Модель 600 |
Проверка резьбы |
— |
— |
|
14. |
— |
Проверка чистоты обработки поверхностей путем |
— |
— |
|
15. Набор |
№ 2 |
Измерение зазоров между сопрягаемыми составными |
Ленинградский инструментальный завод |
— |
|
16. Плита ГОСТ |
2-2-160×160 |
Проверка плоскостности составных частей прибора |
Ставропольский инструментальный завод |
— |
|
17. |
||||
|
в том числе: |
МК25-2 |
Проверка линейных размеров составных частей |
Московский инструментальный завод «Калибр» |
— |
|
МК100-1 |
||||
|
МК150-1 |
Примечания: 1. Настоящий перечень может быть
дополнен на основании требований соответствующей технологической документации,
разработанной предприятием-исполнителем ремонта с учетом местных условий.
2. Приведенные средства измерений могут быть
заменены аналогичными, обеспечивавшими необходимую точность измерений.
Приложение 3
Рекомендуемое
ЭСКИЗЫ НА ИЗГОТОВЛЕНИЕ СОСТАВНЫХ ЧАСТЕЙ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ
ЗАМЕНЫ ДЕФЕКТНЫХ
Карты 1 — 28
|
Корпус корректора (3.9211.044) Количество на изделие, шт. 1 |
Поз. 4 |
Рис. 4 |
Карта 1 |
1. *Размер для справок.
2. Материал — пруток ЛС59-1Т кр.Н.Т-22-0 ГОСТ 2060-73.
3. Неуказанные предельные отклонения размеров: отверстий — по H13, валов — по h13; остальные — по .
4. Допуск перпендикулярности шлица В относительно оси А 5°.
5. Смещение осей отверстий от номинального расположения не более 0,1 мм.
6. Покрытие — Н3.Х.
|
Шайба пружинная (3.9169.156) Количество на изделие, шт. 1 |
Поз. 5 |
Рис. 4 |
Карта 2 |
1. *Размер для справок.
2. Материал —
лента 65Г-0,4-С ГОСТ
2283-79.
3. Неуказанные
предельные отклонения размеров: отверстий — по H14, валов — по h14,
остальных — по .
4. HV 420 … 470.
5. Покрытие — хим.окс.пром.
|
Стойка (3.9221.256) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 8 |
Карта 3 |
1. *Размер для справок.
2. Материал — пруток ЛС59-1Т-кр НТ-5 ГОСТ 2060-73.
3. Неуказанные предельные отклонения размеров: отверстий — по H13, валов — по h13, остальных — по .
4. Покрытие — хим.пас.
|
Эксцентрик корректора (3.9207.036) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 8 |
Карта 4 |
1. *Размер для справок.
2. Материал — лента Л63пт 1,5
ГОСТ
931-78.
3. Неуказанные предельные отклонения размеров: отверстий — по H14, валов — по h14,
остальных — по
4. Покрытие — хим.пас.
|
Шайба (3.9169.157) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 4 |
Карта 5 |
1. *Размер для
справок.
2. Материал —
лента У8А-С-Н-0,5 ГОСТ
2283-79.
|
Ушко (3.9302.070) Количество на изделие, шт. 2 |
Поз. 1 |
Рис. 9 |
Карта 6 |
1.
*Размеры для справок.
2. Материал —
лента ЛС59-1-Т-Н-0.8 ГОСТ 2208-75.
3. Неуказанные
предельные отклонения размеров: отверстий — по H14, валов — по h14, остальных —
по .
4. Покрытие — Н9.
|
Пружина (3.9600.110) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 9 |
Карта 7 |
1. Материал —
проволока IIα08 ГОСТ
9389-75.
2. Навивка правая.
3. Число рабочих витков 15.
4. Навить виток к витку.
5. Покрытие —
Кg5.хр.
|
Ключ корректора (3.9386-003) Количество на изделие, шт. 1 |
Карта 8 |
1. *Размер для справок.
2. Материал — лист П-ВГ-08кп-шт ГОСТ 9045-80.
3. Неуказанные предельные
отклонения размеров: отверстий — по H14, валов — по h14, остальных — по .
4. Покрытие —
М6.Н3.
|
Планка нижняя (3.9205.625) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 1 |
Карта 9 |
1. *Размер для справок.
2. Материал —
полоса БрОФ 6,5-0,15-пт-2 ГОСТ
1761-79.
3. Неуказанные
предельные отклонения размеров: отверстий — по H13, валов — по h13, остальных — по —
.
4. Допуск
параллельности осей отверстий Б, В и Г относительно оси отверстия А 0,02 мм.
5. Покрытие — хим.пас.
|
Колонка (3.9221.175) Количество на изделие, шт. 2 |
Поз. 2 |
Рис. 10 |
Карта 10 |
1. *Размеры для справок.
2. Материал — пруток ЛС59-1т кр. НТ-8 ГОСТ 2060-73.
3. Неуказанные
предельные отклонения размеров: отверстий — по H13, валов — по h13.
4. Покрытие — хим.пас.
|
Винт (5-110-363) Количество на изделие, шт. 4 |
Поз. 3 |
Рис. 10 |
Карта 11 |
1. Материал — пруток ЛС59-1Т ГОСТ
15527-70.
2. Предельное
отклонение от соосности осей головки и шлица относительно оси стержня 0,15 мм.
3. Покрытие — Н6.
|
Штифт (9-149-031) Количество на изделие, шт. 1 |
Поз. 6 |
Рис. 10 |
Карта 12 |
1. Материал — пруток Бр 0Ц4-3 ГОСТ 5221-77.
2. Покрытие — хим.пас.
|
Шайба (3.9160.019) Количество на изделие, шт. 1 |
Поз. 7 |
Рис. 1 |
Карта 13 |
1. Материал — лента Л63-М-Н-0,5×200 ГОСТ 2208-75.
2. Покрытие — хим.пас.
|
Упор сектора (3.9600.097) Количество на изделие, шт. 1 |
Поз. 10 |
Рис. 10 |
Карта 14 |
1. *Размер для справок.
2. Материал —
лента Л63-М-Н-1×300 ГОСТ 2208-75.
3. Неуказанные
предельные отклонения размеров — по
4. Неуказанные
радиусы 1 мм.
5. Покрытие — хим.пас.
|
Упор сектора (3.9600.137) Количество на изделие, шт. 1 |
Поз. 11 |
Рис. 10 |
Карта 15 |
1. *Размер для справок.
2. Материал — лента Бр.ОФ 6,5-0,15-T-0,2-H ГОСТ
1761-79.
3. Неуказанные
предельные отклонения размеров: валов — по h14,
остальных — по
4. Покрытие — хим.пас.
|
Планка верхняя (3.9205.188) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 13 |
Карта 16 |
1. *Размеры для справок.
2. Материал —
полоса Бр.ОФ 6,5-0,15-T-2 ГОСТ
1761-79.
3. Неуказанные
предельные отклонения размеров: отверстий — по H13, валов — по h13; остальных — по
4. Допуск
параллельности осей отверстий в общей плоскости 0,02 мм.
5. Покрытие — хим.пас.
|
Стойка (3.9221.178) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 13 |
Карта 17 |
1. *Размеры для справок.
2. Материал —
проволока КРНТ4 ЛС59-1 ГОСТ 1066-80.
3. Отжечь.
4. Покрытие — хим.пас.
|
Сектор (3.9404.043) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 14 |
Карта 18 |
1. *Размеры для справок.
2. Материал —
полоса Бр.ОФ 6,5-0,15-т-1,5 ГОСТ
1761-79.
3. Неуказанные
предельные отклонения размеров: отверстий — по H13, валов — по h13,
остальных — по
4. Характеристика
зубчатого сектора: модуль (m) 0,3;
число зубьев (z) 214; исходный
контур по ГОСТ
9587-81; коэффициент смещения (х)
— 0,3; степень точности 9-F ГОСТ
9178-81; длина общей нормали 21,98 мм;
делительный диаметр (d) 64,2
мм; число зубьев сектора — 32.
5. Покрытие — хим.пас. (до нарезки зуба).
|
Ось сектора (3.9426.145) Количество на изделие, шт. 1 |
Поз. 2 |
Рис. 14 |
Карта 19 |
1. Материал —
серебрянка Б-25×13 Н2 ГОСТ
14955-77.
2. Неуказанные предельные
отклонения размеров: отверстий — по H13, валов — по h13, остальных — по
3. НРС48 … 55 светлая
закалка.
4. Допуски круглости и цилиндричности 0,01 мм.
|
Втулка Количество |
Поз. 3 |
Рис. 14 |
Карта 20 |
1. *Размер для справок.
2. Материал — пруток ЛС59-1т кр.НТ-6 ГОСТ 2060-73.
3. Отжечь.
4. Покрытие —
хим.пас.
|
Колодочка (3.9223.040) Количество на изделие, шт. 1 |
Поз. 1 |
Рис. 11 |
Карта 21 |
1. *Размер для справок.
2. Материал —
проволока ЛС59-1т.кр.-НТ-4 ГОСТ 2060-73.
3. Неуказанные
предельные отклонения размеров: отверстий — по H13, валов — по h13.
4. Покрытие — хим.пас.
|
Шибер (3.9302.012) Количество на изделие, шт. 1 |
Поз. 17 |
Рис. 2 |
Карта 22 |
1. *Размер для справок.
2. Материал —
пруток ЛС59-1т-кр. НТ-8 ГОСТ 2060-73.
3. Неуказанные
предельные отклонения размеров: отверстий — по H14, валов — по h14,
остальных — по
4. Покрытие — хим.пас.
|
Винт шибера (3.9119.213) Количество на изделие, шт. 1 |
Поз. 16 |
Рис. 2 |
Карта 23 |
1. Материал — проволока Бр.0Ц4-3 ГОСТ 5221-77.
2. Неуказанные
предельные отклонения размеров: отверстий — по H13, валов — по h12, остальных — по
3. Допуски цилиндричности и круглости поверхности А 0,01 мм.
|
Тяга (3.9422.044) Количество на изделие, шт. 1 |
Поз. 15 |
Рис. 2 |
Карта 24 |
1. *Размер для
справок.
2. Материал —
лист ЛС59-1т-1 ГОСТ 931-78.
3. Допуск
параллельности осей отверстий в общей плоскости 0,15 мм.
4. Покрытие — хим.пас.
|
Стойка (3.9221.174) Количество на изделие, шт. 1 |
Поз. 10 |
Рис. 2 |
Карта 25 |
1. *Размер для справок.
2. Материал — пруток ЛС59-1т.кр.-НТ-6 ГОСТ 2060-73.
3. Неуказанные
предельные отклонения размеров: отверстий — по H14, валов — по h14, остальных — по
4. Покрытие — хим.пас.
|
Экран Количество |
Поз. 7 |
Рис. 11 |
Карта 26 |
1. *Размер для справок.
2. Материал —
лист П-ВГ-08хп-шт ГОСТ 9045-80.
3. Неуказанные предельные
отклонения размеров: отверстий — по H14, валов — по h14, остальных — по —
4. Покрытие — Кg6.хр./эмаль ПФ-218 ГС светло-серая ГОСТ 21227-75.
|
Стекло (3.9900.057) Количество на изделие, шт. 1 |
Поз. 6 |
Рис. 1 |
Карта 27 |
Материал — стекло по ГОСТ
10958-78.
|
Уплотнительная прокладка Количество на изделие, шт. 1 |
Поз. 4 |
Рис. 1 |
Карта 28 |
Материал — шнур 4С Æ3 по ГОСТ
6467-79.
Приложение 4
Справочное
ПЕРЕЧЕНЬ ДОКУМЕНТОВ, УПОМЯНУТЫХ В РУКОВОДСТВЕ
|
Наименование |
Обозначение |
Год утверждения, издания, кем утвержден, издан |
Номер пункта, карты настоящего |
|
1. СТАНДАРТЫ: |
|||
|
1.1. |
ГОСТ 1.25-76 |
2.14 |
|
|
1.2. |
ГОСТ 2.602-68 |
1.4 |
|
|
1.3. |
ГОСТ |
2.13; 5.8 |
|
|
1.4. |
ГОСТ 8.383-80 |
9.2 |
|
|
1.5. |
ГОСТ 8.513-84 |
2.13; 8.8; прилож. 1 |
|
|
1.6. |
ГОСТ |
10.2 |
|
|
1.7. |
ГОСТ |
7.1 |
|
|
1.8. |
ГОСТ |
5.11 |
|
|
1.9. |
ГОСТ 427-75 |
прилож. |
|
|
1.10. |
ГОСТ |
10.2 |
|
|
1.11. |
ГОСТ 519-77 |
прилож. |
|
|
1.12. |
ГОСТ |
5.7.6, |
|
|
1.13. |
ГОСТ 882-75 |
прилож. |
|
|
1.14. |
ГОСТ 931-78 |
карты |
|
|
1.15. |
ГОСТ 1066-80 |
карта |
|
|
1.16. |
ГОСТ |
карты: |
|
|
1.17. |
ГОСТ 1805-76 |
6.3.5 |
|
|
1.18. |
ГОСТ 2060-73 |
карты: 1; 3; 10; 20; 21 и 25 |
|
|
1.19. |
ГОСТ 2208-75 |
карты: |
|
|
1.20. |
ГОСТ |
карты |
|
|
1.21. |
ГОСТ |
1.4; 2.13 и 8.7.1 |
|
|
1.22. |
ГОСТ 2930-62 |
9.3 |
|
|
1.23. |
ГОСТ |
10.2 |
|
|
1.24. |
ГОСТ |
5.7.4 |
|
|
1.25. |
ГОСТ |
прилож. |
|
|
1.26. |
ГОСТ |
карты |
|
|
1.27. |
ГОСТ 5971-78 |
5.4.2 |
|
|
1.28. |
ГОСТ |
6.3.1 |
|
|
1.29. |
ГОСТ |
карта |
|
|
1.30. |
ГОСТ 6507-78 |
прилож. |
|
|
1.31. |
ГОСТ |
6.3.5 |
|
|
1.32. |
ГОСТ 8273-75 |
10.1 |
|
|
1.33. |
ГОСТ |
прилож. |
|
|
1.34. |
ГОСТ 9045-80 |
карты |
|
|
1.35. |
ГОСТ |
5.7.1 |
|
|
1.36. |
ГОСТ |
карта |
|
|
1.37. |
ГОСТ |
8.5.7 |
|
|
1.38. |
ГОСТ |
карта |
|
|
1.39. |
ГОСТ |
5.9.5, |
|
|
1.40. |
ГОСТ 9740-71 |
5.7.4 |
|
|
1.41. |
ГОСТ 10197-70 |
5.7.6 |
|
|
1.42. |
ГОСТ |
прилож. |
|
|
1.43. |
ГОСТ |
карта |
|
|
1.44. |
ГОСТ 10999-76 |
10.2 |
|
|
1.45. |
ГОСТ |
5.4.2 |
|
|
1.46. |
ГОСТ |
6.3.3 |
|
|
1.47. |
ГОСТ |
5.10.3 |
|
|
1.48. |
ГОСТ 14192-77 |
9.5 |
|
|
1.49. |
ГОСТ |
1.15.2 |
|
|
1.50. |
ГОСТ |
прилож. |
|
|
1.51. |
ГОСТ |
прилож. |
|
|
1.52. |
ГОСТ |
карта |
|
|
1.53. |
ГОСТ |
10.5.4; |
|
|
1.54. |
ГОСТ |
карта |
|
|
1.55. |
ГОСТ 16266-70 |
10.1 |
|
|
1.56. |
ГОСТ 17308-85 |
10.1 |
|
|
1.57. |
ГОСТ |
прилож. |
|
|
1.58. |
ГОСТ |
10.1 |
|
|
1.59. |
ГОСТ 19904-74 |
карты |
|
|
1.60. |
ГОСТ 21227-75 |
карта |
|
|
1.61. |
ГОСТ 21930-76 |
5.7.2 |
|
|
1.62. |
ГОСТ |
10.1 и 10.2 |
|
|
1.63. |
ГОСТ 24844-81 |
7.8.2 |
|
|
1.64. |
ГОСТ |
прилож.2 |
|
|
1.65. |
ОСТ |
9.4 |
|
|
1.66. |
МИ 925-85 |
2.13; 8.8 и прилож. 1 |
|
|
2. ТЕХНИЧЕСКИЕ УСЛОВИЯ: |
|||
|
2.1. |
ТУ |
Рис. |
|
|
2.2. |
ТУ |
5.10.3 |
|
|
2.3. |
ТУ |
1.4 |
|
|
2.4. |
ТУ |
прилож. |
|
|
2.5. |
ТУ |
прилож. |
|
|
2.6. |
ТУ |
4.3.14 |
|
|
2.7. |
ТУ |
прилож. |
|
|
2.8. |
ТУ |
5.7.1 |
|
|
2.9. Технические условия перевозки и крепления |
— |
МПС, 1962 г. |
10.5.3 |
|
3. ПРАВИЛА: |
|||
|
3.1. Правила перевозки грузов автомобильным транспортом |
— |
Москва, |
10.5.3 |
|
3.2. Правила перевозки грузов |
— |
Москва, 1983 г. изд. «Транспорт» |
10.5.3 |
|
3.3. Правила перевозки грузов |
— |
Утв. Министерством речного флота 14.08.78 № 114 |
10.5.3 |
|
3.4. Общие специальные |
— |
Утв. Минморфлотом СССР, 1979 г. |
10.5.3 |
|
4. РУКОВОДСТВА: |
|||
|
4.1. Общее |
К0 |
Утв. ВПО «Союзэнергоремонт» 24.03.87 |
2.1; 2.2; 2.3; 3.1.1; 4.1; |
|
4.2. Руководство по |
— |
Утв. Министерством гражданской авиации СССР 28.03.75 г. |
10.5.3 |
|
5. КОНСТРУКТОРСКИЕ ДОКУМЕНТЫ: |
|||
|
5.1. Манометры, вакуумметры и мановакуумметры для точных |
3.5011.218-01 |
Московское ПО «Манометр» |
1.4 |
|
5.2. |
3.9060.615 ПС |
То же |
1.4.1; прилож.1 |
Приложение 5
Справочное
НОМЕНКЛАТУРА ЗАПАСНЫХ ЧАСТЕЙ К ПРИБОРАМ С ПРЕДЕЛОМ ИЗМЕРЕНИЙ ДО 10,0 МПа (100,0 кгс/см2), ПОСТАВЛЯЕМЫХ
ЗАВОДОМ-ИЗГОТОВИТЕЛЕМ ДЛЯ ЗАМЕНЫ ДЕФЕКТНЫХ
|
Наименование |
Обозначение |
Количество на прибор, шт. |
Номер рис. |
Номер позиции |
|
1. Стрелка |
3.6800.006 |
1 |
1 |
13 |
|
2. Механизм |
3.6826.026-01 |
1 |
1 |
10 |
|
трибка Z |
||||
|
сектор Z = 214; |
||||
|
модуль Z = 0,3 |
||||
|
3. Винт шибера М 2,5 |
3.9119.213 |
1 |
2 |
16 |
|
4. Шибер |
3.9302.012 |
1 |
2 |
17 |
|
5. Спираль |
3.9603.001 |
1 |
11 |
2 |
|
6. Циферблат |
3.9806.001* |
1 |
1 |
3 |
Примечание. Дополнительные обозначения циферблата (п. 6)
зависят от значения верхнего предела измерений, класса точности прибора, а
также от единицы измерения — МПа, кПа или кгс/см2. Эти сведения должны быть указаны при заказе на поставку.
Приложение 6
Справочное
ОСНОВНЫЕ НЕИСПРАВНОСТИ
ПРИБОРА И СПОСОБЫ ИХ УСТРАНЕНИЯ
|
Признак |
Возможная причина |
Способ устранения |
|
1. Прибор не реагирует |
Неплотности в местах присоединения трубчатой |
Устранить неплотности; заменять узел держателя с |
|
Нарушено зацепление сектора с трибкой |
Восстановить зацепление сектора с трибкой |
|
|
Нарушено соединение тяги с сектором или трубчатой пружиной |
Восстановить соединение тяги с сектором или |
|
|
2. При постоянном давлении |
Неплотности в местах присоединения трубчатой пружины |
Устранить неплотности; заменить узел держателя с |
|
3. Погрешность показаний |
Неправильно установлена стрелка |
Переставить стрелку |
|
4. Показания прибора |
Неправильно закреплена тяга, связывающая трубчатую |
Передвинуть крепление тяги (шибер) дальше от оси |
|
5. Показания прибора |
То же |
Передвинуть крепление тяги (шибер) ближе к оси сектора |
|
6. Погрешность показаний |
Неправильно собран или установлен механизм |
Изменить угол между тягой и сектором путем |
|
7. Стрелка двигается |
Износ зубьев сектора |
Заменить сектор |
|
Большой люфт в осях деталей механизма |
Заменить ось сектора, верхнюю или нижнюю планку; заменить |
|
|
Ослаблен натяг спиральной пружины |
Вывести сектор из зацепления с трибкой, создать |
|
|
Дефект спиральной пружины механизма |
Устранить дефект спиральной пружины; заменить |
|
|
Нарушено крепление спиральной пружины механизма |
Закрепить пружину |
|
|
8. Показания прибора |
Остаточная деформация трубчатой пружины |
Заменить пружину; заменить держатель с пружиной |
|
9. При повороте корпуса |
Пружина корректора вышла из зацепления с |
Восстановить зацепление пружины корректора с |
|
Потеря упругости (остаточная деформация) или обрыв |
Заменить пружину корректора |
|
|
10. |
Мало плечо рычага растяжения пружины корректора, |
Отогнуть поводок эксцентрика корректора |
|
Частичная потеря упругости пружины корректора |
Замена пружины корректора |
|
|
11. |
Отсутствие фиксации эксцентрика корректора из-за потери |
Заменить пружинную шайбу |
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов, (страниц) в |
№ докум. |
Входящий № сопроводительного документа и дата |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
Новых |
Аннулированных |
||||||
СОДЕРЖАНИЕ
1. Введение. 1
2. Общие технические требования. 2
3. Стендовая дефектация. 3
4. Разборка. 4
5. Технические требования к дефектации и ремонту
составных частей прибора. 5
6. Сборка. 9
7. Технические требования к отремонтированному прибору. 10
8. Проверка, регулировка, юстировка, первичная поверка
и испытания. 11
9. Маркировка. 13
10. Консервация, упаковка, транспортирование и хранение. 14
Приложение 1. Перечень нормативно-технической
документации, используемой вместе с руководством.. 19
Приложение 2. Перечень средств измерения и контроля, а
также установок и приборов, применяемых при ремонте, испытаниях, юстировке и
первичной поверке. 20
Приложение 3. Эскизы на изготовление составных частей,
предназначенных для замены дефектных. 21
Приложение 4. Перечень документов, упомянутых в
руководстве. 32
Приложение 5. Номенклатура запасных частей к приборам с
пределом измерений до 10,0 МПа (100,0 кгс/см2), поставляемых
заводом-изготовителем для замены дефектных. 33
Приложение 6. Основные
неисправности прибора и способы их устранения. 33
—
РК 34-38-024-87
ВЗРЫВОЗАЩИЩЕННЫЕ ПОКАЗЫВАЮЩИЕ ЭЛЕКТРОКОНТАКТНЫЕ МАНОМЕТРЫ ТИПА ВЭ-16 рб
Руководство по капитальному ремонту
СОСТАВЛЕНО ЦКБ Союзэнергоремонта
СОСТАВИТЕЛИ Ю.В.Иловайский, Я.Е.Розенцвит, И.А.Хорпяков
УТВЕРЖДЕНО ВПО «Союзэнергоремонтом» 10.11.87 г.
Главный инженер Р.И.Костюк
СОГЛАСОВАНО Главтехуправлением 05.11.87 г.
Заместитель начальника А.П.Берсенев
1. ВВЕДЕНИЕ
1.1. Настоящее руководство по капитальному ремонту (в дальнейшем — Руководство) взрывозащищенных электроконтактных манометров типа ВЭ-16рб (в дальнейшем — приборы) производства Томского манометрового завода является основным техническим документом, требования которого обязательны для предприятий Минэнерго СССР, выполняющих капитальный ремонт приборов указанного типа.
1.2. Руководство распространяется на приборы со следующими верхними пределами измерений, МПа: 0,10 (1,00); 0,16 (1,60); 0,25 (2,50); 0,40 (4,00); 0,60 (6,00); 1,00 (10,0); 1,60 (16,0); 2,50 (25,0); 4,00 (40,0); 6,00 (60,0); 10,0 (100,0).
1.3. Руководство может быть использовано при текущем ремонте этих приборов, а также при подготовке их к периодической ведомственной или государственной поверке.
1.4. Руководство разработано на основании результатов анализа капитального ремонта приборов на предприятиях Минэнерго СССР и конструкторской документации 5Ш2.830.111 Томского манометрового завода с учетом требований ГОСТ 2.602-68*, ГОСТ 13717-84 и ТУ 25.02.31-75.
________________
* На территории Российской Федерации действует ГОСТ 2.602-95. Здесь и далее. — Примечание изготовителя базы данных.
1.5. Руководство составлено на максимальный объем работ при капитальном ремонте. Описание ремонтных работ дано применительно к манометру типа ВЭ-16рб (5Ш2.830.111-01) общепромышленного исполнения, который изображен на рис.2 в обязательном приложении 1.
1.6. Отдельные операции, предусмотренные Руководством, могут быть упрощены или исключены в зависимости от степени износа или других дефектов составных частей конкретного ремонтируемого прибора.
1.7. Все иллюстрации к текстовой части Руководства приведены в обязательном приложении 1.
1.8. Перечень нормативно-технической документации, используемой вместе с Руководством, приведен в обязательном приложении 2.
1.9. Перечень средств измерения и контроля, а также установок и приборов, применяемых при ремонте, испытаниях, юстировке и первичной поверке, приведен в рекомендуемом приложении 3.
1.10. Эскизы на изготовление составных частей, предназначенных для замены дефектных, изображены на картах в рекомендуемом приложении 4.
1.11. Перечень документов, упомянутых в Руководстве, приведен в справочном приложении 5.
1.12. Номенклатура запасных частей к приборам с пределом измерений до 10,0 МПа (100 кгс/см ), поставляемых заводом-изготовителем для замены дефектных, приведен в справочном приложении 6.
), поставляемых заводом-изготовителем для замены дефектных, приведен в справочном приложении 6.
1.13. Основные неисправности и способы их устранения приведены в справочном приложении 7.
1.14. Общие технические сведения о ремонтируемых приборах
1.14.1. Приборы предназначены для работы в помещениях всех классов и наружных установках с защитой от воздействия дождя, снега, брызг воды и пыли, в которых по условиям работы возможно образование взрывоопасных смесей, газов и паров 1, 2, 3 категорий групп А, Б и Г согласно классификации «Правил изготовления взрывозащищенного электрооборудования» (ПИВЭ).
1.14.2. Приборы применяются на предприятиях Минэнерго СССР для измерения давления горючего газа, а также для управления с помощью контактного устройства внешними электрическими цепями в схемах сигнализации, автоматики и блокировки.
1.15. Класс точности приборов — 1,5.
1.16. Верхние пределы измерений приборов указаны в п.1.2.
1.17. Масса каждого прибора — не более 5,9 кг.
1.18. Общие сведения о конструкции и принципе действия ремонтируемых приборов.
1.18.1. Приборы имеют взрывозащищенное исполнение «ВЗГ». Взрывозащищенность каждого прибора обеспечивается конструкцией его литой оболочки из алюминиевого сплава марки АК7 (АЛ9В) по ГОСТ 2685-75.
1.18.2. Составными частями каждой оболочки являются: основание 15, корпус 30 со стеклом 28, запорным кольцом 26, прокладкой 27, кнопкой 7 для перемещения указателей задатчика 6 (минимального значения уставки) и 8 (максимального значения уставки), крышки 19 со штуцером 23, контргайкой 22, уплотнительными кольцами 17 и 20.
Примечания.
-
1. Все номера позиций, указанные в текстовой части Руководства, соответствуют позиционным обозначениям на иллюстрациях, которые приведены в обязательном приложении 1-2. Номера позиций, указанные в п.1.18, кроме п.1.18.6, соответствуют позиционным обозначениям на рис.2.
1.18.3. Составными частями каждого прибора являются: держатель 32 со штуцером 14, защитным колпачком 1 и жиклером 24; контактное устройство 31 с указателями задатчика 6, 8 и подвижными контактами 5; циферблат 9 со шкалой 10 и упором 3; стрелка 4 с поводком (стержнем) 12 для перемещения перекидного контакта контактного устройства 31.
1.18.4. Корпус 29 крепится к основанию 15 винтами 25-ВМ6-8х30.58.029 (ГОСТ 1491-80), а крышка 19 — специальными винтами 18.
Отверстия, где находятся головки винтов 25, заполнены оконной замазкой (ОСТ 6-15-364-74).
1.18.5. На торцевой стороне контактного устройства 31 закреплена табличка 13.
1.18.6. Электрический монтаж выполнен проводом марки ПВ сечением 1,0 мм (ТУ 16.505.364-69).
1.18.7. Приборы действуют по одинаковому принципу. Принцип действия каждого прибора основан на уравновешивании измеряемого давления силой упругой деформации его чувствительного элемента — одновитковой трубчатой пружины. На рис.1 приведены кинематическая и электрическая (принципиальная) схемы прибора. Перемещение конца трубчатой пружины 1 с наконечником 11, пропорциональное величине измеряемого давления  , через тягу 12 передается сектору 10, установленному на оси 13. С помощью зубчатого зацепления сектор поворачивает трибку 2, на оси которой укреплена стрелка 5, механически связанная через электрически изолированный поводок 7 с перекидным (подвижным) контактом 6 контактного устройства. Когда стрелка 5 подходит к указателю 8 (максимального значения уставки) с подвижным контактом 9 или к указателю 3 (минимального значения уставки) с подвижным контактом 4, перекидной контакт 6 замыкается с соответствующим подвижным контактом (9 или 4), включая внешнюю электрическую цепь.
, через тягу 12 передается сектору 10, установленному на оси 13. С помощью зубчатого зацепления сектор поворачивает трибку 2, на оси которой укреплена стрелка 5, механически связанная через электрически изолированный поводок 7 с перекидным (подвижным) контактом 6 контактного устройства. Когда стрелка 5 подходит к указателю 8 (максимального значения уставки) с подвижным контактом 9 или к указателю 3 (минимального значения уставки) с подвижным контактом 4, перекидной контакт 6 замыкается с соответствующим подвижным контактом (9 или 4), включая внешнюю электрическую цепь.
Установка указателей 3 и 8 с соответствующими подвижными контактами 4 и 9 на требуемую отметку шкалы осуществляется поворотом оси поводка, кнопка которого выведена на наружную сторону стекла.
1.19. Приборы аналогичны по конструкции и принципу действия. Имеющиеся различия в чувствительных элементах не носят принципиального характера, что позволяет применять одинаковую методику ремонтных работ (дефектации, разборки, ремонта, сборки, регулировки, юстировки) и первичной поверки после ремонта.
2. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Капитальный ремонт (в дальнейшем — ремонт) приборов должен выполняться зарегистрированными в органах Госгортехнадзора специализированными цехами или лабораториями (предприятиями или мастерскими), соответственно оборудованными и имеющими на то разрешение вышестоящей организации.
2.2. Ремонт следует выполнять согласно требованиям и рекомендациям настоящего Руководства, «Общего руководства по капитальному ремонту средств тепловой автоматики и измерений КО 34-38-003-87» (в дальнейшем — КО 34-38-003-37), а также «Правил изготовления взрывозащищенного электрооборудования» (ПИВЭ).
2.3. Требования к организации ремонта, а также требования безопасности изложены в разделе 2 КО 34-38-003-87.
2.4. Требования к демонтажу приборов с объекта; к сдаче в ремонт и приемке из ремонта изложены в разделах 3 и 4 КО 34-38-003-87.
2.5. Метрологическое обеспечение ремонта приборов должно соответствовать требованиям ГОCT 1.25-76.
2.6. Каждый прибор, поступающий в ремонт, подлежит стендовой дефектации (раздел 3). Допускается не проводить стендовую дефектацию, если характер неисправности прибора известен.
2.7. Неисправности, выявленные при стендовой дефектации, следует уточнить при разборке прибора (раздел 4), а также при дефектации составных частей разобранного прибора (раздел 5).
2.8. Каждый отремонтированный, отрегулированный, прошедший юстировку и первичную поверку прибор должен пройти государственную или ведомственную поверку в соответствии с ГОСТ 8.002-86*, ГОСТ 8.513-84**, ГОСТ 13717-84 и МИ 925-85. Допускается совмещать первичную проверку с ведомственной.
________________
* На территории Российской Федерации действуют ПР 50.2.002-94. Здесь и далее;
** На территории Российской Федерации действуют ПР 50.2.006-94. Здесь и далее. — Примечание изготовителя базы данных.
3. СТЕНДОВАЯ ДЕФЕКТАЦИЯ
3.1. Технические требования к стендовой дефектации
3.1.1. Общие технические требования к стендовой дефектации изложены в разделе 5 КО 34-38-003-67.
3.1.2. Стендовая дефектация должна проводиться в отапливаемом и вентилируемом производственном помещении при температуре окружающего воздуха (23±2) °С, влажность которого должна быть не более 80%.
3.1.3. Грузопоршневой манометр типа МП (см. приложение 3), специализированный стенд или другое устройство для создания избыточного давления, применяемые при стендовой дефектации, испытаниях и первичной поверке, должны создавать давление, значение верхнего предела которого должно составлять не менее 125% значения верхнего предела измерений ремонтируемого (проверяемого) прибора, и обеспечивать плавное и равномерное изменение этого давления по всему диапазону.
3.1.4. При стендовой дефектации для контроля действительного значения испытательного давления следует применять показывающий манометр с классом точности 0,6 или 1,0, диаметр корпуса которого должен быть не менее 160 мм. Значение верхнего предела измерений этого манометра должно составлять 125% значения верхнего предела измерений проверяемого прибора.
3.2. Порядок стендовой дефектации
3.2.1. Разобрать оболочку по пп.4.3.
3.2.2. Вывести указатели задатчика 6 и 8 за пределы шкалы 10 (здесь и в дальнейшем все номера позиций, указанные в тексте настоящего раздела, соответствуют позиционным обозначениям на рис.3, где изображен прибор без корпуса и крышки).
3.2.3. Проверить сопротивление изоляции токоведущих цепей прибора путем измерения сопротивления этих цепей постоянному току по отношению к оболочке (основанию) и между собой.
Измерения следует проверить с помощью мегаомметра типа М 4100/3 (ГОСТ 23706-79*) на номинальное испытательное напряжение 500 В. Испытательное напряжение следует прикладывать поочередно к каждой выводной клемме и к клемме заземления прибора, а затем попарно ко всем трем выводным клеммам.
________________
* На территории Российской Федерации действует ГОСТ 23706-93. Здесь и далее. — Примечание изготовителя базы данных.
У исправного прибора сопротивление изоляции должно быть не менее 20 МОм.
3.2.4. Осмотреть прибор с целью проверки наличия всех его составных частей и определения общего технического состояния держателя 2 в сборе с трубчатой пружиной 10, передаточным механизмом 7 (в дальнейшем — механизм) и контактным устройством 21.
3.2.5. При обнаружении пробоин, трещин, вмятин, вздутий на трубчатой пружине 10 или срезов, сколов, забоин и других дефектов резьбы штуцера 1, препятствующих надежному и герметичному соединению с испытательным устройством, а также при отсутствии отдельных составных частей механизма 7 или при обнаружения видимых дефектов, препятствующих перемещению стрелки 4, прибор не подвергается дальнейшей стендовой дефектации, а подлежит разборке (раздел 4) и дефектации его составных частей (раздел 5).
3.2.6. Установить стрелку 4, если она смещена, на нулевую отметку шкалы 5.
3.2.7. Установить прибор на поверочное устройство (грузопоршневой манометр, автоматический задатчик давления или специальный стенд с источником избыточного давления).
3.2.8. Проверить работоспособность прибора при плавном изменении давления в диапазоне от нулевого значения до верхнего предела измерений проверяемого прибора. При этом отсчет показаний следует вести по проверяемому прибору, а контроль действительного значения давления — по контрольному.
При проверке работоспособности прибора следует обратить особое внимание на плавность движения стрелки 4 и зубчатого зацепления трибки 14 с сектором 17 механизма 7.
Неравномерное (скачкообразное) движение стрелки свидетельствует о неисправности в механизме 7.
3.2.9. Проверить герметичность и прочность чувствительного элемента, а также отсутствие остаточной деформации трубчатой пружины 10 выдержкой прибора в течение 15 мин под давлением, равным 125% значения верхнего предела измерений проверяемого прибора. Плавно снизить давление до значения, равного верхнему пределу измерений проверяемого прибора, и отключить источник давления. Провести отсчет показаний проверяемого прибора по истечении 2 мин. Чувствительный элемент герметичен, если показания проверяемого прибора не изменились. Плавно снизить давление до нулевого значения. При этом стрелка 4 должна установиться на нулевой отметке шкалы 5. Отклонение стрелки от нулевой отметки свидетельствует об остаточной деформации трубчатой пружины 10.
3.2.10. При обнаружении нарушения герметичности или при наличии остаточной деформации трубчатой пружины 10 дальнейшая стендовая дефектация не проводится, а прибор подлежит разборке и ремонту.
3.2.11. Места нарушения герметичности, выявленные при проверке по п.3.2.9, рекомендуется маркировать любой клеевой краской (гуашью, бытовой побелкой и т.п.) для удобства обнаружения этих мест при ремонте.
3.2.12. Подсоединить к выводным клеммам 13 сигнальные лампы по схеме, приведенной на рис.4.
3.2.13. Установить указатель задатчика 8 (максимального значения уставки) на числовую отметку шкалы 5, соответствующую примерно 10-15% значения верхнего предела измерений проверяемого прибора.
3.2.14. Плавно поднять давление до верхнего предела измерений, а затем плавно снизить до нулевого значения. При этом проверить срабатывание контакта как при прямом ходе стрелки 4, так и при обратном ходе. Контроль срабатывания контакта вести по соответствующей сигнальной лампе ЛС2 (см. рис.4).
3.2.15. Вывести указатель задатчика 8 за предел (максимальный) шкалы, а указатель задатчика 6 (минимального значения уставки) установить на числовую отметку шкалы, соответствующую примерно 85-90% значения верхнего предела измерений проверяемого прибора.
3.2.16. Проверить срабатывание контакта по методике, изложенной в п.3.2.14. При этом контроль срабатывания контакта вести по сигнальной лампе ЛС1 (см. рис.4).
3.2.17. Вывести указатель задатчика 6 за предел (минимальный) шкалы, отсоединить от выводных клемм сигнальные лампы, снять прибор с проверочного устройства и надеть на штуцер 1 защитный колпачок.
4. РАЗБОРКА
4.1. Общие указания по разборке изложены в разделе 6 КО 34-38-003-87.
4.2. Для дефектации составных частей следует произвести полную разборку прибора.
Допускается неполная разборка прибора, если это не препятствует дефектации его составных частей.
4.3. Разборка оболочки
4.3.1. Отвернуть специальные винты 18 и снять крышку в сборе с уплотнительным кольцом 20, шайбой 21, контргайкой 22 и штуцером 23 (здесь и в дальнейшем все номера позиций, указанные в тексте пп.4.3, 4.4 и 4.5, соответствуют позиционным обозначениям на рис.2).
4.3.2. Снять уплотнительное кольцо 17.
4.3.3. Удалить из отверстий в основании 15 замазку 16.
4.3.4. Отвернуть винты 25 и снять корпус в сборе со стеклом 28, запорным кольцом 26, прокладкой 27 и кнопкой 7.
4.3.5. Снять прокладку 29.
4.3.6. Снять защитный колпачок 1.
4.4. Разборка крышки
4.4.1. Отвернуть на один оборот контргайку 22.
4.4.2. Вывернуть из крышки 19 штуцер 23 вместе с контргайкой 22.
4.4.3. Отвернуть и снять со штуцера контргайку.
4.5. Разборка корпуса
4.5.1. Разборку корпуса 30 следует производить только при необходимости замены стекла 28.
4.5.2. Разборку корпуса следует производить в следующем порядке:
-
снять запорное кольцо 26;
-
вынуть из корпуса 30 стекло 28 в сборе с кнопкой 7;
-
снять прокладку 27.
4.6. Разборка прибора
4.6.1. Отвернуть винты 18 и отсоединить провода 19 (здесь и в дальнейшем все номера позиций, указанные в тексте п.4.6, соответствуют позиционным обозначениям на рис.3).
4.6.2. Отвернуть гайки 3 и снять контактное устройство 21 с указателями задатчика 6 и 8.
4.6.3. Снять стрелку 4 с помощью съемника.
4.6.4. Отвернуть винт 20 крепления циферблата 22 и снять циферблат.
4.6.5. Отвернуть винты 16 крепления держателя 2 к основанию 12 и снять держатель в сборе с механизмом 7.
4.6.6. Отсоединить тягу 15 от наконечника 11, отвернуть винты 9 крепления механизма 7 к держателю 2 и снять механизм.
4.7. Разборка механизма
4.7.1. Выпрессовать штифт 11 и высвободить конец пружины 1 (здесь и в дальнейшем все номера позиций, указанные в п.4.7, соответствуют позиционным обозначениям на рис.5).
4.7.2. Отвернуть ось — винт 8. Снять тягу 7, ползунок 9 и шайбу 10.
4.7.3. Отвернуть винты 6. Снять верхнюю плату 3, сектор 5 и трибку 4 в сборе с пружиной 1. Пружину 1 снимать с трибки только в случае необходимости ее замены или при замене трибки.
4.8. Разборка контактного устройства
4.8.1. Разборку контактного устройства следует производить только при необходимости замены или ремонта его дефектных составных частей (пружин, контактов, изоляторов и т.п.).
4.8.2. Разборку контактного устройства следует производить в следующем порядке: отвернуть винты 1 и снять табличку 2, отвернуть винты 13 и поочередно снять со стоек 9 кронштейна 10 стойку 12 с указателями задатчика 3 и 4, изоляторы 14, прокладки 11, контактодержатели 5, 6, 7 и втулки 8 (все номера позиций, указанные в п.4.8, соответствуют позиционным обозначениям на рис.6).
4.9. Разборка основания
4.9.1. Разборку основания (демонтаж клеммных выводов) следует производить только при необходимости замены дефектных клеммных выводов 6 (здесь и в дальнейшем все номера позиций, указанные в п.4.9, соответствуют позиционным обозначениям на рис.7).
4.9.2. Отвернуть контактные винты 3 и отсоединить провода 1.
4.9.3. Демонтаж клеммных выводов следует производить в следующем порядке: отвернуть винты 2 и снять скобы 4, выпрессовать клеммные выводы 6.
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ДЕФЕКТАЦИИ И РЕМОНТУ СОСТАВНЫХ ЧАСТЕЙ ПРИБОРА
5.1. Общие требования к дефектации и ремонту составных частей изложены в разделах 7 и 8 КО 34-38-003-87.
5.2. Составные части с дефектами, которые перечислены в настоящем разделе, подлежат замене. Допускается замена только отдельных дефектных деталей этих составных частей (контакт-деталей, пружин, поводков и других деталей неразъемных составных частей) без замены составной части в целом.
Обязательной замене, независимо от технического состояния, при каждом капитальном ремонте подлежат уплотнительные кольца, прокладки и другие составные части, предназначенные для обеспечения герметичности оболочки прибора. Эти составные части, а также другие составные части, не поставляемые заводом-изготовителем в качестве отдельных запасных деталей, рекомендуется изготавливать на месте проведения ремонта по эскизам, которые приведены на картах 1-24 рекомендуемого приложения 4.
5.3. Дефектация оболочки
5.3.1. Дефектацию оболочки следует производить путем визуального контроля всех ее составных частей, измерения линейных размеров, проверки плоскостности и шероховатости обработанных поверхностей сопрягаемых составных частей с целью определения зазоров, обеспечивающих взрывозащищенность прибора. Размеры зазоров не должны быть более, указанных на рис.2 под условным обозначением «Взрыв!».
5.3.2. На поверхностях составных частей оболочки (крышки, основания и корпуса), обозначенных на соответствующих рисунках 8, 7, 9 знаком «Взрыв!», не должно быть следующих дефектов: сколов, трещин, забоин, вмятин и других механических повреждений. На этих поверхностях допускается пористость не более 20 пор на 1,0 см, в том числе с максимальным диаметром 0,5 мм на площади до 70% и с максимальным диаметром 1,0 мм на площади до 30% контролируемой поверхности. На остальных поверхностях допускаются отдельные раковины с максимально допустимым размером 2×2 мм, глубиной не более 1,5 мм, в количестве не более 5 шт., а также пористость 10 пор на 1,0 см на площади до 25% контролируемой поверхности.
5.3.3. Каждая составная часть оболочки должна быть подвергнута гидравлическим испытаниям согласно «Правилам изготовления взрывозащищенного электрооборудования» (ПИВЭ).
5.3.4. Составные части, образующие взрывозащищающую оболочку, должны выдерживать в течение 1 мин следующие гидравлические испытания:
-
корпус (рис.9) и основание (рис.7) — давление 0,75 МПа (7,5 кгс/см
 );
); -
крышка (рис.8) — давлением 0,4 МПа (4,0 кгс/см
).
5.3.5. Составные части считаются годными, если после испытаний не обнаружено течей и отпотеваний.
Составные части, выдержавшие испытания по п.5.3.4, следует клеймить (см. раздел 9).
5.3.6. Покрытие оболочки не должно иметь следующих дефектов:
-
сколов, раковин, царапин, следов коррозии, отслоения, шелушения и других дефектов, снижающих его защитные свойства и ухудшающих товарный вид прибора в целом.
5.4. Дефектация и ремонт крышки
5.4.1. Крышка (рис.8) должна соответствовать техническим требованиям, которые изложены в п.5.3, а также следующим техническим требованиям:
-
шероховатость поверхностей Г, И и К не должна быть более
20; -
диаметр Д не должен быть более 75,3 мм;
-
диаметр Е не должен быть менее 104,8 мм;
-
отклонение от плоскостности поверхности И не должно быть более 0,02 мм.
5.4.2. Допускается восстановление плоскостности поверхности И, если ее отклонение не более 0,5 мм, путем шабрения с последующей притиркой на специальной плите с применением абразивного порошка.
5.4.3. Резьба Ж (М27х1,5-7Н) не должна иметь следующих дефектов: срезов витков, следов выкрашивания и заусенцев, повреждений любого вида более, чем на двух витках.
5.4.4. Покрытие поверхности В не должно иметь дефектов, указанных в п.5.3.6.
При наличии дефектов поверхность В должна быть окрашена заново.
Химическая подготовка поверхности В к окрашиванию должна удовлетворять требованиям ГОСТ 9.402-80* и раздела 8 КО 34-38-003-87.
________________
* На территории Российской Федерации действует ГОСТ 9.402-2004. Здесь и далее. — Примечание изготовителя базы данных.
Для окраски поверхности В следует применять эмаль красного цвета марки МЛ-12 (ГОСТ 9754-76).
На вновь окрашенной поверхности В не допускается наличие полос, царапин, следов захвата от рук и других дефектов, ухудшающих товарный вид.
Остальные требования к покрытию по ГОСТ 9.032-74.
5.5. Дефектация и ремонт основания
5.5.1. Основание 5 (рис.7) должно соответствовать техническим требованиям п.5.3, а также следующим техническим требованиям:
-
шероховатость поверхностей В, Г и Д не должна быть более
12,5; -
отклонение от плоскостности поверхности Г не должно быть более 0,05 мм, а поверхности В — не более 0,02 мм.
5.5.2. Допускается восстановление плоскостности поверхностей В и Г путем шабрения с последующей притиркой.
5.5.3. Технические требования к покрытию поверхности Е и восстановлению (окрашиванию) его аналогичны требованиям, изложенным в п.5.4.4.
5.5.4. Клеммные выводы 6 не должны иметь трещин, сколов и других видимых дефектов изолятора, нарушающих герметичность основания 5, а также снижающих его изоляционную и механическую прочность. Контактные винты 3, винт заземления 7, винты 2 и другие детали резьбовых соединений не должны иметь дефектов, перечисленных в разделе 7 КО 34-38-003-87.
5.5.5. При дефектах резьбы в теле основания 7 допускается рассверловка отверстий и нарезка резьбы следующих ремонтных размеров: для МЗ — (М4-7Н); для М5-(М6-7Н); для М6 — (М8-7Н). При этом глубина каждого отверстия должна оставаться прежней.
5.6. Дефектация и ремонт корпуса
5.6.1. Корпус (рис.9) должен соответствовать техническим требованиям п.5.3, а также следующим техническим требованиям:
-
максимальный диаметр отверстия Б не должен быть более 24,05 мм (измерять диаметр отверстия Б в корпусе следует в сборе с основанием, которое изображено на рис.7);
-
максимальный диаметр отверстия Ж не должен быть более 138,2 мм;
-
шероховатость поверхностей Б, В, Ж и И не должна быть более
12,5 м; -
отклонение плоскостности поверхности В не должно быть более 0,05 мм.
5.6.2. Допускается восстановление плоскостности поверхности В путем шабрения с последующей притиркой.
5.6.3. Технические требования к покрытию поверхностей Г и Е и восстановлению его аналогичны требованиям, изложенным в п.5.3.6 и п.5.4.4. Поверхность Г следует окрашивать эмалью белого цвета марки АК-1102 (ТУ 6-10-1408-78 Ш-У2), а поверхность Е — эмалью красного цвета марки МЛ-12 (ГОСТ 9754-76).
5.6.4. При дефектах резьбы в отверстиях Д (6 отверстий) допускается рассверловка отверстия с дефектной резьбой и нарезка резьбы М8-7Н. При этом винт 25 (рис.2) должен быть заменен на винт с резьбой М8-7g. При этом глубина каждого отверстия Д должна оставаться прежней, а соответствующее отверстие в основании (рис.7) должно быть рассверлено до диаметра не более 8,2 мм.
5.7. Дефектация стекла
5.7.1. Стекло 1 в сборе с механизмом, состоящим из втулки 6, кнопки 7, пружины 3, гайки 5, прокладки 2 и поводка 4 для перемещения указателей задатчика, должно соответствовать требованиям п.5.3 (здесь и в дальнейшем все номера позиций, указанные в п.5.7, соответствуют позиционным обозначениям на рис.10).
5.7.2. Стекло 1, предохраняющее отсчетное устройство, не должно иметь цветовой окраски, пузырей, трещин, царапин и других дефектов, препятствующих отсчету показаний, и должно соответствовать требованиям ГОСТ 10958-78.
5.7.3. Поводок 4 должен быть надежно закреплен (расклепан) на торцовой части кнопки 7 без осевого и радиального качания, а также не должен иметь сколов, трещин, изломов, следов коррозии и повреждений покрытия.
5.7.4. Пружина 3 не должна иметь остаточной деформации и должна обеспечивать фиксацию поводка 5 в любом положении.
5.7.5. Кнопка 7 не должна иметь повреждений (сколов, забоин, вмятин и других дефектов шлица), препятствующих надежному введению в него специального ключа или отвертки.
При нажатии специальным ключом на торец кнопки она должна свободно поворачиваться вокруг своей оси без заеданий и затираний.
5.7.6. Диаметральные зазоры не должны быть:
-
зазор А — более 0,15 мм;
-
зазор Б — более 0,25 мм.
5.7.7. Резьбовые части гайки 5 и втулки 6 не должны иметь сколов, забоин, следов среза резьбы и других дефектов, препятствующих свободному навинчиванию гайки на торцовую (резьбовую) часть втулки.
5.7.8. Обязательной замене подлежит уплотнительная прокладка 2. Прокладку изготавливают по эскизу, который приведен на карте 2 рекомендуемого приложения 4.
Примечание. Для замены дефектных пружин 3, поводка 4, гайки 5, втулки 6 или кнопки 7 допускается изготовление их по соответствующим эскизам, которые выполнены на картах 3-7 рекомендуемого приложения 4.
5.8. Дефектация и ремонт чувствительного элемента
5.8.1. Чувствительный элемент, т.е. держатель 2 в сборе с трубчатой пружиной 4 и наконечником 3, должен быть герметичен после испытаний по п.3.2.9, а трубчатая пружина 4, кроме того, не должна иметь остаточной деформации (здесь и в дальнейшем все номера позиций и условные обозначения, указанные в п.5.8, соответствуют позиционным обозначениям на рис.11).
5.8.2. Чувствительный элемент должен соответствовать следующим техническим требованиям:
-
резьба на штуцере 1 (М20х1,5 — 8g) не должна иметь дефектов, перечисленных в п.5.4.3;
-
шероховатость поверхности Е должна быть не более
20; -
квадрат Ж не должен иметь сколов граней, а размер между параллельными плоскостями не должен быть менее 16,7 мм;
-
резьба (МЗ-7Н) в отверстии Б и в отверстиях В не должна иметь дефектов, препятствующих свободному завинчиванию винтов с соответствующей резьбой;
-
диаметр отверстия Д не должен быть более 1,46 мм.
5.8.3. Допускается замена отдельных составных частей (держателя 2, трубчатой пружины 4 или наконечника 3) чувствительного элемента. При этом пайку мест соединения трубчатой пружины с держателем или наконечником следует выполнять припоем марки ПОССу 40-2 ГОСТ 21930-76 бескислотным способом. Швы А и Г должны быть ровными, переходы плавными. Ширина швов И и К должна быть не более 2,5 мм. Утяжины припоя должны быть не более 1,5 мм. На пружине 4 допускаются наплывы припоя толщиной не более 0,3 мм на длине не более 15 мм от места пайки.
При пайке не допускается перегрев тела пружины, кроме мест пайки.
5.8.4. Допускается устранение негерметичности чувствительного элемента в зонах А и Г путем пайки припоем ПОССу 40-2 бескислотным способом.
Устранение негерметичности на остальных частях трубчатой пружины или держателя не допускается.
5.8.5. При наличии мелких вмятин или забоин на резьбе штуцера 1 допускается устранение этих дефектов путем прогонки дефектной резьбы соответствующей плашкой.
При наличии аналогичных дефектов резьбы в отверстиях Б и В допускается устранение этих дефектов путем прогонки резьбы соответствующим метчиком.
5.9. Дефектация и ремонт отсчетного устройства
5.9.1. Циферблат 1 должен быть чистым, без подтеков и пятен. Числовые отметки и деления шкалы 4 должны быть четкими (здесь и в дальнейшем все номера позиций и условных обозначений, указанные в пп.5.9.3 и 5.9.4, соответствуют обозначениям на рис.12).
5.9.2. Отслоения или вздутие покрытия на лицевой стороне циферблата не допускаются.
5.9.3. Упор 2 не должен иметь трещин, сколов и изломов. Для замены дефектного упора допускается изготовление его по эскизу, который приведен на карте 8 рекомендуемого приложения 4.
5.9.4. Втулка 3 не должна иметь сколов, трещин и других дефектов и должна быть плотно запрессована в соответствующем отверстии на циферблате. При необходимости замены дефектной втулки допускается изготовление ее по эскизу, который приведен на карте 9 рекомендуемого приложения 4.
5.9.5. Стрелка 3 не должна быть деформирована, а также не должна иметь трещин, изломов, следов коррозии, дефектов покрытия (вздутий, шелушения и отслоения).
Деформированную стрелку допускается выправлять, при дефектах покрытия — следует покрыть стрелку грунтом марки ВЛ-02 ГОСТ 12707-77, а поверхность Б — эмалью черного цвета марки М4-277-ТУ6-10-1299-72 (здесь и в дальнейшем все номера позиций, указанные в пп.5.9.6 и 5.9.7, соответствуют позиционным обозначениям на рис.13).
5.9.6. Стержень 1 не должен быть изогнут, а также не должен иметь сколов, трещин и других дефектов изолятора.
Допускается замена дефектного стержня на стержень, изготовленный по эскизу, приведенному на карте 10 рекомендуемого приложения 4.
5.9.7. Диаметр отверстия в гильзе 2 не должен быть более 1,1 мм.
Допускается замена дефектной гильзы на гильзу, изготовленную по эскизу, приведенному на карте 11 рекомендуемого приложения 4.
5.10. Дефектация и ремонт механизма
5.10.1. Крепежные резьбовые детали, а также составные части зубчатой передачи механизма (рис.5) должны удовлетворять требованиям раздела 7 КО 34-38-003-87.
5.10.2. Для замены дефектного штифта 11 (рис.5) или шайбы 10 допускается их изготовление по соответствующим эскизам, приведенным на картах 12 (штифт) и 13 (шайба) рекомендуемого приложения 4.
5.10.3. Пружина 1 (рис.5) не должна иметь остаточной деформации (потери упругости), изломов и касающихся друг друга витков.
При небольших деформациях допускается восстановление формы пружины с помощью пинцета.
5.10.4. Нижняя плата 1 (рис.14) в сборе со стойками 2 должна соответствовать следующим техническим требованиям:
-
ширина паза Б в нижней плате (рис.15) не должна быть более 4,5 мм, диаметр отверстий В и Г не должен быть более 2,57 мм, а отверстий Д и Е не должен быть более 1,62 мм;
-
плата должна быть плоской, отклонение от плоскостности не должно быть более 0,1 мм;
-
резьбовые отверстия А (МЗ-7Н) в стойках (рис.16) не должны иметь дефектов, препятствующих свободному завинчиванию винтов с соответствующей резьбой;
-
диаметр уступа Б (рис.16) не должен быть менее 4,12 мм, а высота В каждой стойки не должна быть менее 12,01 мм;
-
разность высот В (рис.14) у пары стоек не должна быть более 0,01 мм.
5.10.5. Верхняя плата (рис.17) должна соответствовать следующим техническим требованиям:
-
плата должна быть плоской, отклонение от плоскостности поверхности В не должно быть более 0,1 мм;
-
шероховатость поверхности В не должна быть более
25; -
диаметр отверстий А и Б не должен быть более 4,23 мм, а отверстий Г и Д — более 1,62 мм.
5.10.6. Трибка (рис.18) должна соответствовать следующим техническим требованиям:
-
диаметр шеек А и Г не должен быть менее 1,54 мм, а шероховатость поверхностей этих шеек не должна быть более
12,5; -
диаметр зубчатого колеса Б не должен быть менее 4,6 мм, а шероховатость поверхности Б не должна быть более
20; -
диаметр выходной части Д оси трибки не должен быть менее 1,3 мм, а диаметр Ж — менее 1,04 мм;
-
конусность выходной части Е между точками Д и Ж не должна быть более 0°52′;
-
осевое биение поверхности Б не должно быть более 0,02 мм, а точки Ж — более 0,03 мм;
-
зубья В не должны иметь видимых следов износа, сколов, трещин и других дефектов.
5.10.7. Сектор (рис.19) должен соответствовать следующим техническим требованиям:
-
зубья А не должны иметь следов износа, сколов, трещин и других дефектов;
-
диаметр шеек В и Д не должен быть менее 1,54 мм, а шероховатость их поверхностей не должна быть более
12,5; -
отклонение от плоскостности поверхности Г не должно быть более 0,1 мм;
-
отклонение от перпендикулярности оси Б к плоскости Г не должно быть более 0,5 мм;
-
ширина паза Е не должна быть более 3,10 мм.
Допускается замена дефектной оси 1 (5Ш8.310.000-1) без замены сектора, замена дефектного сектора 2 (5Ш6.376.000-5) — без замены оси (см. справочное приложение 6).
5.10.8. Тяга (рис.20) должна соответствовать следующим техническим требованиям:
-
тяга не должна иметь трещин, изломов и других дефектов, а также не должна быть погнута (погнутую тягу допускается выправлять);
-
отклонение от плоскостности поверхности Б не должно быть более 0,2 мм;
-
диаметр отверстия А не должен быть более 3,58 мм, а отверстия В — не более 1,55 мм.
5.10.9. Ось-винт (рис.21) должен соответствовать следующим техническим требованиям:
-
шлиц А не должен иметь забоин, вмятин и других дефектов, препятствующих свободному введению в него соответствующей отвертки;
-
диаметр шейки Б не должен быть менее 3,38 мм;
-
шероховатость поверхности Б не должна быть более
12,5; -
резьба В (M2,5-6g) должна соответствовать требованиям, предъявляемым к резьбовым крепежным изделиям (см. разд.7 КО 34-38-003-87).
5.10.10. Ползунок (рис.22) должен соответствовать следующим техническим требованиям:
-
ширина уступа А не должна быть менее 2,88 мм;
-
шероховатость поверхностей А не должна быть более
12,5; -
резьба Б (М2,5-6Н) должна соответствовать требованиям, предъявляемым к резьбовым крепежным изделиям (см. раздел 7 КО 34-38-003-87), и не должна иметь дефектов, препятствующих свободному навинчиванию ее на ось-винт (рис.21).
5.11. Дефектация и ремонт контактного устройства
5.11.1. Дефектацию очищенного и промытого контактного устройства (рис.6) следует проводить путем внешнего осмотра всех его составных частей с помощью лупы типа ЛП-1-7 (ГОСТ 25706-83), а также путем проверки вручную плавности поворота контактодержателей 5, 6, 7 указателей задатчика 3, 4 и фиксации этих указателей (здесь и в дальнейшем все номера позиций, указанные в пп.5.11.3 и 5.11.4, соответствуют позиционным обозначениям на рис.6).
(ГОСТ 25706-83), а также путем проверки вручную плавности поворота контактодержателей 5, 6, 7 указателей задатчика 3, 4 и фиксации этих указателей (здесь и в дальнейшем все номера позиций, указанные в пп.5.11.3 и 5.11.4, соответствуют позиционным обозначениям на рис.6).
5.11.2. Детали резьбовых крепежных изделий, примененные в контактном устройстве, должны удовлетворять требованиям, изложенным в разделе 7 КО 34-38-003-87.
5.11.3. Изоляторы 14, изоляционные прокладки 11 (в дальнейшем — прокладки) и втулки 8 не должны иметь сколов, трещин, следов пригара и других видимых дефектов, снижающих механическую и электрическую прочность этих составных частей.
5.11.4. Спиральные пружины контактодержателей 5, 6, 7 не должны иметь остаточной деформации, трещин, изломов витков и должны обеспечивать удержание контактодержателей в исходном положении при любом рабочем положении указателей задатчика.
Исходным положением для контактодержателей являются:
-
для контактодержателя 5 — прижим его к указателю задатчика 3 в направлении по часовой стрелке;
-
для контактодержателя 6 — прижим его к указателю задатчика 4 в направлении против часовой стрелки;
-
для контактодержателя 7, выведенного из зацепления со стрелкой, — прижим его рабочего контакта к рабочему контакту контактодержателя 5 в направлении против часовой стрелки.
5.11.5. Рабочие контакты не должны иметь сколов, трещин, раковин, следов пригара или перегрева и других видимых механических повреждений. Шероховатость поверхностей этих контактов не должна быть более  12,5.
12,5.
Допускается замена дефектных контактов (контакт-деталей) без замены их держателей. Контакт-детали следует изготовлять из серебряной проволоки марки СР M900-1M (ГОСТ 7222-75) диаметром 1,0 мм.
5.11.6. Допускается не полная замена контактного устройства с дефектными составными частями, а лишь замена любой его дефектной составной части (пружины, контактодержателя, изолятора, прокладки и других составных частей).
5.11.7. Стойка 12 (рис.6) в сборе с указателями задатчика изображена на рис.23.
Указатели задатчика 1 и 2, закрепленные на стойке 4 с помощью оси-винта 3 и двух пружинных шайб 6, должны свободно, без задиров и затираний, поворачиваться вокруг оси-винта 3 и надежно фиксироваться под любым углом поворота (pиc.23).
При отсутствии надежной фиксации указателей задатчика следует заменить пружинные шайбы 6, которые допускается изготавливать по эскизу, приведенному на карте 14 рекомендуемого приложения 4.
5.11.8. Стойка с указателями (рис.23) не должна иметь следующих дефектов составных частей:
-
толщина пластины 5 не должна быть менее 0,6 мм;
-
диаметр шейки А оси-винта 3 не должен быть менее 3,2 мм;
-
резьба на оси-винте 3 и в стойке 4 не должна иметь сколов, забоин и других дефектов, препятствующих свободному завинчиванию оси-винта;
-
все ее составные части не должны иметь сколов, трещин, коррозионных разрушений и повреждений защитного покрытия.
Допускается изготовление для замены дефектной оси-винта 3 и пластины 5 по эскизам, которые приведены на картах 15 и 16 рекомендуемого приложения 4.
5.11.9. Каждый указатель (рис.24) должен соответствовать следующим техническим требованиям:
-
указатель 1 не должен быть деформирован и не должен иметь сколов, трещин, следов коррозии и повреждений покрытия;
-
стержни 2 и 3 не должны быть погнуты, а также не должны иметь трещин, сколов и надломов;
-
втулка 4 не должна иметь трещин, сколов и других повреждений, снижающих ее механическую и электрическую (изоляционную) прочность.
Допускается выправление деформированного указателя 1 и замена дефектных стержней 2, 3 и втулки 4 изготовленными по соответствующим эскизам, которые приведены на картах 17 и 18 рекомендуемого приложения 4.
5.11.10. При наличии дефектов покрытия указателей задатчика они должны быть окрашены заново.
Химическая подготовка к окрашиванию должна соответствовать требованиям ГОСТ 9.402-80 и раздела 8 КО 34-38-003-87. Для окраски следует применять эмаль марки МЛ-12 (ГОСТ 9754-76). Цвет эмали для каждого указателя должен соответствовать цвету, которым он был окрашен до ремонта. Указатель задатчика максимального значения уставки рекомендуется окрашивать эмалью красного цвета, а указатель задатчика минимального значения уставки — эмалью зеленого, синего или голубого цветов.
6. СБОРКА
6.1. Сборка должна производиться в соответствии с общими требованиями раздела 9 КО 34-38-003-87 в последовательности, обратной разборке (раздел 4). При этом такие операции, как установка держателя (рис.11) в сборе с механизмом (рис.5) на основание (рис.7), установка циферблата (рис.12) и стрелки (рис.13), следует производить после проверки, регулировки и юстировки измерительной части прибора по пп.8.5 и 8.6; установка контактного устройства (рис.6) — после проверки прибора по п.8.7, а установка крышки (рис.8) и корпуса (рис.9) — после испытания, проверки, регулировки и юстировки контактного устройства по п.8.9.
6.2. Основные условия, которые необходимо соблюдать при сборке
6.2.1. Пружина 1 должна устанавливаться так, чтобы ее витки были направлены по часовой стрелке. Центральный конец пружины должен быть закреплен на оси трибки 4, а наружный конец — в отверстии на стойке нижней платы 2 с помощью штифта 11 (рис.5).
6.2.2. Плата нижняя 2 и плата верхняя 3 (рис.5) должны быть параллельны. Допуск параллельности ±0,1 мм. Для обеспечения параллельности плат допускается шлифовать поверхность В нижней платы (рис.17), торцовые поверхности В стоек 2 (рис.14) или обтачивать торцовые части Б уступов на этих стойках.
6.2.3. Оси трибки, сектора и их зубчатая передача должны быть смазаны часовым маслом (ГОСТ 7935-74) или приборным маслом МВП (ГОСТ 1805-76).
6.2.4. Собранный механизм должен быть установлен на держателе таким образом, чтобы его крепежные винты находились примерно посредине пазов в нижней плате.
6.2.5. При соединении тягой 15 наконечника 11 с сектором 17 (рис.3) следует закрепить ползунок 9 (рис.5) на кулисе сектора примерно посредине.
Перед вводом в зацепление сектора 5 с трибкой 4 необходимо создать предварительный натяг спиральной пружины 1 (рис.5) путем поворота трибки примерно на полоборота по часовой стрелке. При этом зубья сектора должны входить в зацепление с зубьями трибки примерно на 2-3 зуба от левого края сектора.
6.2.6. По окончании операций по юстировке измерительной части прибора (п.8.6) сборочные операции должны выполняться в следующей последовательности:
-
подсоединение проводов 1 под контактные винты 3 клеммных выводов 6 (рис.7);
-
установка циферблата (рис.12);
-
установка стрелки (рис.13) на ось трибки 4 (рис.5).
Примечание. Допускается выполнять операции по п.6.2.6, не снимая прибора с испытательной установки или грузопоршневого манометра.
6.2.7. Сборка контактного устройства (рис.6), если производилась его разборка, должна производиться посекционно в последовательности, обратной последовательности разборки его по п.4.8.2.
При этом оси контактодержателей должны быть смазаны часовым или приборным маслом.
6.2.8. Но окончании операций по проверке показаний прибора (п.8.7) следует установить собранное контактное устройство (рис.6).
6.2.9. При установке собранного контактного устройства следует ввести в паз контактодержателя перекидного контакта 5 поводок 12 (рис.2).
6.2.10. По окончании первичной поверки прибора следует произвести сборку его оболочки, т.е. установить крышку 19 с уплотнительным кольцом 17 и корпус 30 с уплотнительным кольцом 29 (рис.2).
При сборке оболочки сопрягаемые поверхности ее составных частей, где образуется зазор под условным обозначением «Взрыв!» (рис.2), следует покрывать тонким слоем жидкой (сметанообразной) оконной замазки (ОСТ 6-15-364-74), толщина которого должна быть не более 0,1 мм.
По окончании сборки следует удалить подтеки замазки, образованные после завинчивания винтов 18 и 25 (рис.2).
7. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ОТРЕМОНТИРОВАННОМУ ПРИБОРУ
7.1. Прибор не должен иметь дефектов, ухудшающих его внешний вид, а эмалевое покрытие его оболочки должно соответствовать III классу для категории полуглянцевых поверхностей по ГОСТ 9.032-74.
7.2. Предел допускаемой основной приведенной погрешности показаний прибора (с учетом коэффициента 0,8 К) не должен превышать ±1,2% его верхнего предела измерений.
Погрешность показаний прибора после замыкания контактов не лимитируется.
Примечание. Для обеспечения производственно-эксплуатационного запаса по основной погрешности при выпуске приборов из ремонта вводится коэффициент 0,8 К, где К — класс точности прибора.
7.3. Предел основной допускаемой приведенной погрешности срабатывания контактного устройства (с учетом коэффициента 0,8 К) не должен превышать ±2,0% его верхнего предела измерений.
7.4. Вариация показаний прибора не должна превышать абсолютного значения предела допускаемой основной погрешности (п.7.2).
7.5. Вариация срабатывания контактного устройства не должна превышать абсолютной величины основной допускаемой погрешности срабатывания (п.7.3).
7.6. Прибор должен быть герметичен после выдержки в течение 3 мин под избыточным давлением, равным его верхнему пределу измерений.
7.7. Прибор должен выдерживать перегрузку давлением, равным 125% его верхнего предела измерений, а после выдержки без давления в течение не менее 1 ч — соответствовать требованиям пп.7.2 и 7.3.
7.8. Прибор должен сохранять работоспособность при наклонах корпуса до 10° в любую сторону по отношению к нормальному рабочему положению (под нормальным рабочим положением понимается вертикальное положение оси симметрии циферблата прибора). Изменение показаний прибора при указанных наклонах не должно превышать половины абсолютной величины предела допускаемой основной погрешности показаний, а изменение точности срабатывания контактного устройства не должно превышать 1,25% верхнего предела измерений прибора.
7.9. Диапазон уставок, задаваемых контактным устройством, должен быть от 5 до 100% верхнего предела измерений прибора.
7.10. Минимальный диапазон уставок, задаваемых контактным устройством, должен быть не более трехкратного абсолютного значения предела основной допускаемой погрешности срабатывания (п.7.3).
7.11. Электрическая изоляция цепей контактного устройства относительно корпуса (оболочки) прибора должна выдерживать в течение одной минуты при температуре окружающего воздуха (23±2) °С и относительной влажности не более 80% исполнительное напряжение практически синусоидального тока напряжением 1500 В частотой 50 Гц.
7.12. Сопротивление изоляции цепей контактного устройства относительно оболочки прибора при температуре окружающего воздуха (23±2) °С и относительной влажности не более 80% должно быть не менее 20 МОм.
8. ПРОВЕРКА, РЕГУЛИРОВКА, ЮСТИРОВКА, ИСПЫТАНИЯ И ПЕРВИЧНАЯ ПОВЕРКА
8.1. Проверка, регулировка, испытания и первичная поверка отремонтированного прибора должны проводиться в соответствии с требованиями и рекомендациями, которые изложены в разделе 10 КО 34-38-003-87.
8.2. Технические требования к средствам для создания давления и к приборам для измерения давления
8.2.1. Грузопоршневой манометр, автоматический задатчик или другое устройство для создания избыточного давления должны соответствовать требованиям п.3.1.3, а также обеспечивать постоянство давления при отсчете показаний и выдержке проверяемого прибора под давлением.
В зависимости от верхнего предела измерений проверяемого прибора должны применяться следующие рабочие среды:
-
до 0,25 МПа (2,5 кгс/см
) включительно — воздух или азот; -
свыше 0,25 МПа (2,5 кгс/cм
) — трансформаторное масло, дистиллированная вода или любая неагрессивная жидкость плотностью от 0,8 до 1,2 кг/дм.
 .
.8.2.2. Грузопоршневой манометр должен быть установлен по уровню.
8.2.3. Образцовый (контрольный) прибор должен удовлетворять следующим требованиям:
-
верхний предел измерений должен быть равен или выше предела измерений проверяемого (поверяемого) прибора;
-
абсолютная погрешность должна быть выражена в тех же единицах измерений, что и у проверяемого;
-
предел допускаемой основной погрешности должен составлять ±0,4% верхнего предела измерений.
8.2.4. Проверяемый и образцовый приборы должны находиться в положении, удобном для отсчета показаний.
8.2.5. Торец штуцера проверяемого прибора и торец штуцера образцового прибора должны находиться в одной горизонтальной плоскости или должно быть учтено давление, создаваемое столбом рабочей жидкости. Отклонение лицевой плоскости проверяемого прибора и образцового прибора от вертикального положения не должно быть более 5° в любую сторону.
8.3. Испытания и первичная поверка должны проводиться при следующих условиях:
-
температуре окружающего воздуха (23±2) °С;
-
относительной влажности воздуха не более 80%;
-
вибрации и тряске, вызывающих колебания стрелки прибора не более 1/10 длины деления шкалы.
8.4. Отремонтированный прибор должен быть проверен на соответствие техническим требованиям, изложенным в разделах 7 и 9 настоящего Руководства.
8.5. Проверка измерительной части прибора
8.5.1. По окончании сборки механизма (рис.5) с держателем (рис.11) следует установить шаблон-циферблат и стрелку прибора.
При этом стрелка должна быть установлена на нулевой отметке шкалы шаблона-циферблата.
8.5.2. Держатель (рис.11) в сборе с механизмом (рис.5),стрелкой и шаблоном-циферблатом следует установить на грузопоршневой манометр, специальный испытательный стенд или устройство с источником избыточного давления. При этом должны быть выполнены требования по пп.8.2.4 и 8.2.5.
8.5.3. Плавно повышая давление, проверить показания прибора на 5 числовых отметках шкалы шаблона-циферблата (включая конечную). При этом заданное действительное значение давления следует устанавливать по грузам грузопоршневого манометра или по образцовому манометру, а показания отсчитывать по проверяемому.
Допускается устанавливать давление по проверяемому прибору, а показания отсчитывать по образцовому.
8.5.4. На конечной отметке шкалы, соответствующей верхнему пределу измерений проверяемого прибора, проверить герметичность чувствительного элемента, выдержав прибор под давлением, равным его верхнему пределу измерений, в течение 3 мин. Отключить источник давления и провести отсчет показаний проверяемого прибора по истечении 2 мин. Чувствительный элемент герметичен, если показания проверяемого прибора не изменились.
Примечание. При применении пружинного образцового манометра на время выдержки под давлением он должен быть отключен.
8.5.5. Плавно понижая давление, проверить показания прибора на тех же числовых отметках шкалы (включая нулевую), по которым проводилась проверка при повышении давления (п.8.5.3).
8.5.6. Прибор, чувствительный элемент которого заменялся или ремонтировался, подлежит проверке прочности и герметичности его чувствительного элемента по методике, изложенной в п.3.2.9. При этом следует проверить показания прибора на 5 числовых отметках шкалы шаблона-циферблата аналогично проверке, изложенной в п.8.5.3 и п.8.5.5.
8.5.7. По результатам проверки пп.8.5.3 и 8.5.5 или п.8.5.6 определить основную приведенную погрешность и вариацию показаний прибора.
Основную приведенную погрешность прибора при прямом и обратном ходе (соответственно  и
и  ) следует определять по формулам:
) следует определять по формулам:
 %, (1)
%, (1)
 %, (2)
%, (2)
где  — действительное значение измеряемого давления, определяемое по образцовому прибору, МПа (кгс/см);
— действительное значение измеряемого давления, определяемое по образцовому прибору, МПа (кгс/см);
 и
и  — соответственно показания проверяемого прибора, соответствующие , при прямом и обратном ходе, МПа (кгс/см);
— соответственно показания проверяемого прибора, соответствующие , при прямом и обратном ходе, МПа (кгс/см);
 — верхний предел измерений проверяемого прибора, МПа (кгс/см).
— верхний предел измерений проверяемого прибора, МПа (кгс/см).
Вариацию показаний ( ) прибора следует определять по формуле:
) прибора следует определять по формуле:
 %, (3)
%, (3)
где , и — то же, что в формуле (2).
8.6. Регулировка и юстировка измерительной части прибора
8.6.1. Характер работ по регулировке определяется результатами проверки по пп.8.5.3 и 8.5.5 или 8.5.6, а также результатами расчетов по п.8.5.7.
8.6.2. Если величина и знак погрешности одинаковы на всех отметках шкалы, то погрешность следует устранять перестановкой стрелки.
8.6.3. Если величина погрешности растет пропорционально увеличению давления, то следует произвести регулировку механизма:
-
при отрицательной погрешности («размах шкалы» сужен) — ползунок, соединяющий тягу с сектором, следует переместить в сторону оси сектора;
-
при положительной погрешности («размах шкалы» расширен) — ползунок переместить в противоположную сторону.
8.6.4. Если величина погрешности растет непропорционально увеличению давления, то сначала регулировку следует производить поворотом всего механизма (у правильно отрегулированного прибора при установке стрелки на средней отметке шкалы угол между осью сектора и тягой составляет 90°).
Таким способом привести погрешность к одному знаку. Затем произвести регулировку в соответствии с пп.8.6.2 и 8.6.3.
8.6.5. Юстировку следует проводить путем повторения операций по пп.8.6.2 и 8.6.3 до тех пор, пока погрешность и вариация показаний прибора будут соответствовать требованиям пп.7.2 и 7.4.
8.6.6. По окончании юстировки следует снять стрелку, заменить шаблон-циферблат циферблатом прибора и вновь установить стрелку.
8.7. Проверить показания прибора на двух отметках шкалы — нулевой и верхней — при плавном повышении и понижении давления. В случае необходимости скорректировать установку стрелки.
Примечание. При наличии упора на циферблате проверяемого прибора стрелку установить на первой числовой отметке шкалы. В этом случае необходимо предварительно создать давление, соответствующее первой числовой отметке шкалы.
8.8. После окончания операций по установке контактного устройства на прибор (п.6.2.8) следует выполнять операции по п.8.9.
8.9. Испытания, проверка, регулировка и юстировка контактного устройства
8.9.1. Испытать электрическую прочность токоведущих цепей прибора с помощью универсальной пробойной установки типа УПУ-1М (АЭ2.771.001-ТУ) мощностью 0,25 кВ·А на номинальное напряжение 1500 В. Испытания следует проводить практически синусоидальным током напряжением 1500 В частотой 50 Гц.
Методика испытаний электрической прочности изоляции изложена в разделе 10 КО 34-38-003-87.
8.9.2. Измерить сопротивление изоляции токоведущих цепей прибора в соответствии с п.3.2.3.
8.9.3. Подключить к выводным клеммам сигнальные лампы по схеме, приведенной на рис.4 (см. обязательное приложение 1).
8.9.4. Один из указателей задатчика установить на числовую отметку в первой трети шкалы, а второй — вывести за пределы шкалы. Плавно повысить давление до появления (исчезновения) сигнала и зафиксировать действительное значение давления по образцовому прибору. После этого вновь повысить давление (на величину не менее абсолютного значения предела допускаемой основной погрешности срабатывания контактного устройства), а затем плавно снизить его до исчезновения (появления) сигнала. В момент исчезновения (появления) сигнала зафиксировать действительное значение давления по образцовому прибору.
Аналогичную проверку произвести в средней части шкалы и на одной из числовых отметок последней трети шкалы прибора.
8.9.5. Вывести проверенный указатель задатчика за пределы шкалы и провести проверку второго указателя задатчика аналогично проверке первого (п.8.9.4.).
8.9.6. Определить основную погрешность и вариацию срабатывания контактного устройства прибора (пп.7.3 и 7.5.).
Основную погрешность срабатывания контактного устройства следует определять как разность между значением давления, на которое установлен указатель задатчика, и действительным значением измеряемого давления, при котором произошло срабатывание контакта.
Вариацию срабатывания контактного устройства следует определять как разность значений измеряемого давления при замыкании и размыкании контактов.
8.9.7. Регулировка контактного устройства производится для повышения точности срабатывания (замыкания или размыкания) его контактов при заданном значении давления. Регулировка производится путем подгибания концов указателей задатчика и подвижных контактов (кроме перекидного контакта).
8.9.8. Юстировка контактного устройства сводится к повторению операций по пп.8.9.4, 8.9.5, 8.9.6 и 8.9.7 до тех пор, пока погрешность и вариация срабатывания контактного устройства будут соответствовать требованиям пп.7.4 и 7.6.
8.9.9. По окончании регулировки и юстировки резьбовые соединения механизма и контактного устройства прибора следует зафиксировать синтетическим клеем БФ-4 (ГОСТ 12172-74) или нитроэмалью (белого или красного цвета) марки НЦ-1125 (ГОСТ 9198-83).
8.10. Отремонтированный и отрегулированный прибор должен быть подготовлен к государственной или ведомственной поверке путем проведения первичной поверки в соответствии с ГОСТ 8.513-84, МИ 925-85 и ГОСТ 13717-84.
8.11. По окончании сборки оболочки (п.6.2.10 ) прибор, прошедший первичную поверку (п.8.10), должен пройти государственную или ведомственную поверку в соответствии с ГОСТ 8.002-86, ГОСТ 8.513-84, ГОСТ 2405-80*, ГОСТ 12997-84**, ГОСТ 13717-84 и МИ 925-85.
________________
* На территории Российской Федерации действует ГОСТ 2405-88. Здесь и далее. — Примечание изготовителя базы данных.
** На территории Российской Федерации действует ГОСТ Р 52931-2008. Здесь и далее. — Примечание изготовителя базы данных.
9. МАРКИРОВКА
9.1. Маркировка должна соответствовать требованиям раздела 11 КО 34-38-003-87.
9.2. Изоляция проводов, соединяющих контактные выводы контактного устройства с выводными контактами на основании прибора, должна иметь цветовое различие.
9.3. Составные части оболочки, выдержавшие гидравлические испытания (п.5.3.5), клеймить «ГИ-Р» — шрифт ПО-5 ГОСТ 2930-62. Клеймение выполнять путем нанесения буквы «Р» через тире в дополнение к существующему клейму завода-изготовителя — «ГИ».
9.4. На циферблате прибора должны быть нанесены:
-
единица измерения;
-
класс точности;
-
год выпуска;
-
порядковый номер;
ГОСТ 13717-84;
-
знак государственного реестра.
9.5. Под стеклом прибора должна быть помещена табличка с обозначением:
-
товарного знака предприятия-изготовителя;
-
рабочего напряжения;
-
частоты и величины максимального тока;
IP40.
9.6. На стекле должно быть нанесено условное обозначение взрывозащищенности «ВЗГ».
9.7. Каждый отремонтированный прибор должен быть опломбирован путем нанесения оттиска клейма технического контролера на замазке 16 в одном из отверстий, где расположена головка винта 25 (рис.2).
9.8. На задней стороне оболочки отремонтированного прибора, т.е. на основании 15 (рис.2), должна быть сделана надпись эмалью марки ЭП-51 ГОСТ 9640-85 белого, синего или черного цвета. Надпись должна содержать:
-
тип прибора;
-
наименование или товарный знак предприятия, выполнявшего ремонт;
-
дата выпуска из ремонта;
-
обозначение настоящего Руководства.
Допускается обозначение настоящего Руководства указывать не на оболочке, а в паспорте прибора.
9.9. На ящике для упаковки приборов в соответствии с ГОСТ 14192-77* должны быть нанесены основные, дополнительные и информационные надписи и манипуляционные знаки, означающие «Осторожно, хрупкое!» и «Верх, не кантовать», надпись «Не бросать».
________________
* На территории Российской Федерации действует ГОСТ 14192-96. Здесь и далее. — Примечание изготовителя базы данных.
10. КОНСЕРВАЦИЯ, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
10.1. Каждый отремонтированный и прошедший государственную или ведомственную поверку прибор, подлежащий хранению более 24 ч и транспортированию, должен быть законсервирован.
Консервация прибора должна соответствовать требованиям ГОСТ 23216-78.
10.2. Упаковка
10.2.1. Каждый прибор, подлежащий хранению и транспортированию, должен быть завернут в оберточную бумагу (ГОСТ 8273-75) и перевязан шпагатом (ГОСТ 16266-70*, ГОСТ 17308-85*) или клеевой лентой (ГОСТ 18251-72**).
________________
* На территории Российской Федерации действует ГОСТ 17308-88. Здесь и далее. — Примечание изготовителя базы данных.
** На территории Российской Федерации действует ГОСТ 18251-87. Здесь и далее. — Примечание изготовителя базы данных.
10.2.2. Вид упаковки ВУ-1, категория упаковки КУ-1, тип упаковки TЭ или TФ-12 (ГОСТ 23216-78).
10.2.3. Завернутые в бумагу приборы должны быть уложены в деревянные (ТЭ) или фанерные ящики (ГОСТ 2991-85), выстланные внутри битумизированной бумагой (ГОСТ 515-77) или толем (ГОСТ 10999-76).
Масса каждого ящика с приборами (брутто) должна быть не более 50 кг.
10.2.4. Внутрь каждого ящика под крышку должен быть вложен упаковочный лист, содержащий следующие сведения:
-
наименование или товарный знак предприятия, выполнившего ремонт;
-
обозначение типа прибора;
-
верхний предел измерений прибора;
-
количество приборов в ящике;
-
упаковочный лист должен быть подписан лицом, ответственным за упаковку.
10.3. Транспортирование и хранение
10.3.1. Условия транспортирования — 5 (Ж2) по ГОСТ 15150-69.
Упакованные приборы, уложенные в контейнеры или пакетированные, допускается транспортировать любым видом транспорта при условии предохранения их от сильной тряски, ударов и прямого воздействия атмосферных осадков.
10.3.2. Условия хранения — 1 (Л) по ГОСТ 15150-69.
Приборы должны храниться в упаковке на стеллажах в сухом отапливаемом и вентилируемом помещении.
Приложение 1
Обязательное
ИЛЛЮСТРАЦИИ К ТЕКСТОВОЙ ЧАСТИ РУКОВОДСТВА
Рис.1. Кинематическая схема прибора:
1 — трубчатая пружина; 2 — трубка; 3 — указатель (минимального значения уставки); 4 — подвижный контакт (минимального значения уставки); 5 — стрелка прибора; 6 — перекидной контакт; 7 — изоляционный поводок; 8 — указатель (максимального значения уставки); 9 — подвижный контакт (максимального значения уставки); 10 — сектор; 11 — наконечник; 12 — тяга; 13 — ось сектора; — измеряемое давление
Рис.2. Манометр типа ВЭ-16рб:
1 — защитный колпачок; 2 — провод установочный; 3 — упор; 4 — стрелка; 5 — подвижный контакт (минимального значения уставки); 6 — указатель задатчика (минимального значения уставки); 7 — кнопка; 8 — указатель задатчика (максимального значения уставки); 9 — циферблат: 10 — шкала; 11 — болт заземления; 12 — поводок (стержень); 13 — табличка; 14 — штуцер держателя; 15 — основание; 16 — замазка; 17, 20, 29 — уплотнительное кольцо; 18 — винт специальный; 19 — крышка; 21 — шайба; 22 — контргайка; 23 — штуцер; 24 — жиклер; 25 — винт; 26 — кольцо запорное; 27 — прокладка уплотнительная; 28 — стекло; 30 — корпус; 31 — контактное устройство; 32 — держатель
Рис.3. Манометр типа ВЭ-16рб (вид без корпуса и крышки):
1 — штуцер; 2 — держатель; 3 — гайка; 4 — стрелка; 5 — шкала; 6 — указатель задатчика (минимального значения уставки); 7 — механизм; 8 — указатель задатчика (максимального значения уставки); 9, 16, 18, 20 — винт; 10 — трубчатая пружина; 11 — наконечник; 12 — основание; 13 — клемма выводная; 14 — трибка; 15 — тяга; 17 — сектор; 19 — провод; 21 — контактное устройство; 22 — циферблат
Рис.4. Схема соединений сигнальных ламп при проверке контактного устройства прибора:
Кл — выводные клеммы; Ку — контактное устройство; Лс1 — сигнальная лампа (максимального значения уставки); Лс2 — сигнальная лампа (минимального значения уставки); Тп — трансформатор разделительный (понижающий)
Рис.5. Механизм (5Ш6.062.001.СБ). Поз.7 на рис.3:
1 — пружина; 2 — плата нижняя; 3 — плата верхняя; 4 — трибка; 5 — сектор; 6 — винт; 7 — тяга; 8 — ось-винт; 9 — ползунок; 10 — шайба; 11 — штифт
Рис.6. Контактное устройство (5Ш5.280.0017СБ). Поз.21 на рис.3:
1 — винт; 2 — табличка; 3 — указатель задатчика (минимального значения уставки); 4 — указатель задатчика (максимального значения уставки); 5 — контактодержатель (минимального значения); 6 — контактодержатель (максимального значения); 7 — контактодержатель (перекидного контакта); 8 — втулка; 9 — стойка; 10 — кронштейн; 11 — прокладка; 12 — стойка; 13 — винт; 14 — изоляторы
Рис.7. Основание (5Ш6.120.003.СБ). Поз.12 на рис.3:
1 — провод; 2 — винт; 3 — винт контактный; 4 — скоба; 5 — основание; 6 — клеммный вывод; 7 — винт заземления
Рис.8. Крышка (5Ш8.040.000).Поз. 19 на рис.2
Рис.9. Корпус (5Ш8.020.004). Поз.30 на рис.2
Рис.10. Стекло (5Ш6.436.001.СБ). Поз.28 на рис.2:
1 — стекло; 2 — прокладка (уплотнительная); 3 — пружина; 4 — поводок; 5 — гайка; 6 — втулка; 7 — кнопка
Рис.11. Держатель (5Ш6.152.012СБ). Поз.2 на рис.3:
1 — штуцер держателя; 2 — держатель; 3 — наконечник; 4 — трубчатая пружина
Рис.12. Циферблат (5Ш6.050.002СБ). Поз.22 на рис.3:
1 — циферблат; 2 — упор; 3 — втулка; 4 — шкала
Рис.13. Стрелка (5Ш6.057.004СБ). Поз.4 на рис.3:
1 — стержень; 2 — гильза; 3 — стрелка
Рис.14. Плата нижняя (5Ш6.120.001CБ). Поз.2 на рис.5:
1 — плата нижняя; 2 — стойки (2 шт.)
Рис.15. Плата нижняя (5Ш8.070.000). Поз.1 на рис.14
Рис.16. Стойка (5Ш8.130.000). Поз.2 на рис.14
Рис 17. Плата верхняя (5Ш8.070.003). Поз.3 на рис.5
Рис.18. Трибка (5Ш8.470.001). Поз.4 на рис.5
Рис.19. Сектор (5Ш6.376.000СБ). Поз.5 на рис.5:
1 — ось; 2 — сектор
Рис.20. Тяга (5Ш8.352.001). Поз.7 на рис.5
Рис.21. Ось-винт (5Ш8.318.000). Поз.8 на рис.5
Рис.22. Ползунок (5Ш8.205.000). Поз.9 на рис.5
Рис.23. Стойка с указателями (5Ш6.057.007СБ). Поз.12 на рис.6
1 — указатель задатчика (максимального значения уставки); 2 — указатель задатчика (минимального значения уставки); 3 — ось-винт; 4 — стойка; 5 — пластина: 6 — шайбы (пружинные)
Рис.24. Указатель (5Ш6.057.006СБ). Поз.1 и 2 на рис.23
1 — указатель; 2, 3 — стержень; 4 — втулка
Приложение 2
Обязательное
ПЕРЕЧЕНЬ НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ, ИСПОЛЬЗУЕМОЙ ВМЕСТЕ С РУКОВОДСТВОМ
|
Наименование документа |
Обозначение документа |
Год утверждения, издания, кем издан |
|
1. Общее руководство по капитальному ремонту средств тепловой автоматики и измерений |
КО 34-38-003-87 |
Утвержден ВПО «Союзэнергоремонт» 24.03.87 |
|
2. Правила изготовления взрывозащищенного электрооборудования |
ПИВЭ |
Утверждены Госкомитетом по электротехнике при Госплане СССР 16.01.63 |
|
3. ГСИ. Методические указания. Государственная система обеспечения единства измерений. Манометры, вакуумметры, мановакуумметры, показывающие и самопишущие. Методика поверки |
МИ 925-85 |
Стандартиздат, 1986 |
|
4. ГСИ. Поверка средств измерений. Организация и порядок проведения |
ГОСТ 8.513-84 |
Стандартиздат, 1985 |
|
5. Техническое описание и инструкция по эксплуатации |
5Ш0.283.013 ТО |
Томский манометровый завод |
|
6. Инструкция по регулировке и поверке |
5Ш0.283.113 Д |
То же |
Приложение 3
Рекомендуемое
ПЕРЕЧЕНЬ СРЕДСТВ ИЗМЕРЕНИЯ И КОНТРОЛЯ, A TAКЖE УСТАНОВОК И ПРИБОРОВ, ПРИМЕНЯЕМЫХ ПРИ РЕМОНТЕ, ИСПЫТАНИЯХ, ЮСТИРОВКЕ И ПЕРВИЧНОЙ ПОВЕРКЕ
|
Наименование |
Тип |
Назначение |
Изготовитель |
Примечание |
|
1. Манометр избыточного давления грузопоршневой (ГОСТ 8291-83) |
МП-2,5 |
Испытания и проверка манометров с верхним пределом измерений от 0,10 МПа (1,0 кгс/см |
Опытный завод «Эталон», г.Казань |
Класс точности 0,05 |
|
2. То же |
МП-6 |
То же |
Опытный завод «Эталон», г.Иркутск |
То же |
|
3. « |
МП-60 |
То же |
Опытный завод «Эталон», г.Донецк |
-«- |
|
4. « |
МП-250 |
То же |
— |
-«- |
|
5. Автоматический задатчик давления (ТУ 50-87-75 ВК) |
АЗД-2,5 |
Задание точных значений давления при регулировке и поверке манометров с верхним пределом измерений до 0,25 МПа (2,5 кгс/см |
Опытный завод «Эталон», г.Киев |
Класс точности 0,05 |
|
6. Манометры образцовые (ТУ 25-05-1664-74), в том числе с верхними пределами измерений, МПа (кгс/см |
Контроль показаний и поверка манометров со следующими верхними пределами измерений, МПа (кгс/см |
Московское ПО «Манометр» |
Класс точности 0,4 |
|
|
0,16 (1,6) |
МО 11202 |
0,10 (1,0) |
То же |
То же |
|
0,25 (2,5) |
То же |
0,16 (1,6) |
-«- |
-«- |
|
0,40 (4,0) |
-«- |
0,25 (2,5) |
-«- |
-«- |
|
0,60 (6,0) |
-«- |
0,40 (4,0) |
-«- |
-«- |
|
1,00 (10,0) |
-«- |
0,60 (6,0) |
-«- |
-«- |
|
1,60 (16,0) |
-«- |
1,00 (10,0) |
-«- |
-«- |
|
2,50 (25,0) |
-«- |
1,60 (16,0) |
-«- |
-«- |
|
4,00 (40,0) |
-«- |
2,50 (25,0) |
-«- |
-«- |
|
6,00 (60,0) |
-«- |
4,00 (40,0) |
-«- |
-«- |
|
10,00 (100,0) |
МО 11203 |
6,00 (60,0) |
-«- |
-«- |
|
16,00 (160,0) |
То же |
10,00 (100,0) |
-«- |
-«- |
|
7. Мегаомметр на номинальное напряжение 500 В ГОСТ 23706-79 |
M4100/3 |
Измерение сопротивления изоляции токоведущих цепей прибора |
Завод «Мегаомметр», г.Умань |
Класс точности 1,0 |
|
8. Комбинированный прибор ТУ 25-04-3365-78 |
Ц4342 |
Измерение напряжения и «прозвонка» электрических цепей прибора |
Завод «Электро- измеритель», г.Житомир |
Класс точности 4,0 |
|
9. Универсальная пробойная установка на номинальное напряжение 1500 В, частотой 50 Гц, мощностью 0,25 кВ·А АЭ2.771.001-ТУ |
УПУ-1М |
Испытание электрической прочности изоляции электрических цепей прибора |
— |
— |
|
или аппарат (пробойная установка) ТУ 25-04-676-75 |
В4Ф5-3 |
То же |
Завод «Мегомметр», г.Умань |
— |
|
10. Психрометр аспирационный (электрический) ТУ 25-08-809-70 |
М-34 |
Измерение температуры и определение влажности окружающего воздуха |
Сафоновский завод «Гидрометприбор» |
Цена деления шкалы 0,5 °С |
|
11. Лупа часовая ГОСТ 25706-83 |
ЛП-1-7 |
Визуальный контроль мелких составных частей |
— |
— |
|
12. Линейка ГОСТ 427-75 |
Проверка габаритных размеров |
Карачаровский инструментальный завод, г.Москва |
— |
|
|
13. Угольник ГОСТ 3749-77 |
УП-2-60 |
Проверка прямых углов |
Ленинградский инструментальный завод |
— |
|
14. Индикатор часового типа ГОСТ 577-68 |
ИЧ-10М |
Кировский инструментальный завод |
Класс точности 0,0 |
|
|
15. Набор резьбовых шаблонов ГОСТ 519-77 |
М 60° |
Проверка резьбы |
Ленинградский инструментальный завод |
— |
|
16. Предельные резьбовые калибры, в том числе: |
Модель 600 |
Проверка резьбы |
— |
— |
|
17. Образцы шероховатости ГОСТ 9378-75* |
— |
Проверка чистоты обработки поверхностей путем сравнения с образцами шероховатости |
— |
— |
|
18. Набор щупов ГОСТ 882-75 |
N 2 |
Измерение зазоров между сопрягаемыми составными частями оболочки прибора |
Ленинградский инструментальный завод |
Класс точности 1,0 |
|
19. Плита ГОСТ 10905-86 |
2-2-160×160 |
Проверка плоскостности составных частей прибора |
Ставропольский инструментальный завод |
То же |
|
20. Микрометры ГОСТ 6507-78* |
МК25-2 |
Проверка линейных размеров составных частей прибора |
Московский завод «Калибр» |
-«- |
|
Примечания.
|
________________
* На территории Российской Федерации действуют ГОСТ 9378-93 и ГОСТ 6507-90, соответственно. Здесь и далее. — Примечание изготовителя базы данных.
Приложение 4
Рекомендуемое
ЭСКИЗЫ НА ИЗГОТОВЛЕНИЕ СОСТАВНЫХ ЧАСТЕЙ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЗАМЕНЫ ДЕФЕКТНЫХ
|
Уплотнительное кольцо (5Ш8.240.000-01). Поз.17 на рис.2 Количество на изделие, 1 шт. |
Карта 1 |
|
Материал |
Покрытие ЛПК одной стороны |
|
Лист 08КП ГОСТ 16523-70 |
Хим. фосф./эмаль МЛ-12 Красная ГОСТ 9754-76 |
Допускается замена эмали МЛ-12 на эмаль ПФ-115 красного цвета ГОСТ 6465-76.
|
Прокладка (5Ш8.683.005) Поз.2 на рис.10 Количество на изделие, 1 шт. |
Карта 2 |
Материал-пластикат ПП-В, листовой, ОСТ 6-19-503-79.
|
Пружина (5Ш8.383.000) Поз.3 на рис.10 Количество на изделие, 1 шт. |
Карта 3 |
1. * Размер для справок.
3. Число рабочих витков 4-5.
4. Число полных витков 6-7.
5. Направление навивки пружины любое.
6. Допускается навивка с неравномерным шагом.
|
Поводок (5Ш8.344.001) Поз.4 на рис.10 Количество на изделие, 1 шт. |
Карта 4 |
1. * Размер для справок.
2. Материал — лист  .
.
3. Неуказанные предельные отклонения размеров: по  .
.
4. Покрытие — Н3М9Н3 по ГОСТ 9.306-85.
|
Гайка (5Ш8.934.000) Поз.5 на рис.10 Количество на изделие, 1 шт. |
Карта 5 |
1. * Размер для справок.
2. Материал — латунь ЛС-59-1 ГОСТ 15527-70*.
________________
* На территории Российской Федерации действует ГОСТ 15527-2004. Здесь и далее. — Примечание изготовителя базы данных.
3. Неуказанные предельные отклонения размеров: валов — по h14; остальных — по .
4. Покрытие — Н6 по ГОСТ 9.301-86.
|
Втулка (5Ш8.227.003). Поз.6 на рис.10 Количество на изделие, 1 шт. |
Карта 6 |
1. * Размер для справок.
3. Неуказанные предельные отклонения размеров:
-
отверстий — по H14, валов — по h14, остальных — по
.
4. Покрытие — Н6 по ГОСТ 9.301-86.
|
Кнопка (5Ш8.337.001). Поз.7 на рис.10 Количество на изделие, 1 шт. |
Карта 7 |
1. Неуказанные предельные отклонения размеров: отверстий — по H14; остальных — по .
3. * Размеры и шероховатость поверхности после покрытия.
|
Упор (5Ш8.366.000) Поз.2 на рис.12 |
Карта 8 |
1. Материал — сталь 20 ГОСТ 1050-74*.
________________
* На территории Российской Федерации действует ГОСТ 1050-88. Здесь и далее. — Примечание изготовителя базы данных.
2. Неуказанные предельные отклонения размеров: валов — по h14, остальных — по .
3. Покрытие — Ц9 хр.
|
Втулка (5Ш7.860.004). Поз.3 на рис.12 Количество на изделие, 1 шт. |
Карта 9 |
2. Неуказанные предельные отклонения размеров: отверстий — по H14, валов — по h14.
|
Стержень (5Ш6.366.000). Поз.1 на рис.13 Количество на изделие, 1 шт. |
Карта 10 |
1. * Размер для справок.
2. Неуказанное предельные отклонения размеров: валов — по h14.
|
Позиция |
Наименование |
|
1 |
Материалы |
|
Аминопласт, цвет серый ГОСТ 9359-80 |
|
|
2 |
Детали Пров. ДКРНМ 2 Л63 ГОСТ 1066-80* |
________________
* На территории Российской Федерации действует ГОСТ 1066-90. Здесь и далее. — Примечание изготовителя базы данных.
|
Гильза (5Ш8.236.000). Поз.2 на pиc.13 Количество на изделие, 1 шт. |
Карта 11 |
2. Неуказанные предельные отклонения размеров: валов — по h14, остальных — по  .
.
3. Покрытие — хим. пас. по ГОСТ 9.301-86.
|
Штифт (5Ш8.962.001). Поз.11 на рис.5 Количество на изделие, 2 шт. |
Карта 12 |
1. Материал — провол. лат. кр. T1,5 Л63 ГОСТ 1066-80.
2. Допускаются замена материала на БР 0Ц4-3 ГОСТ 1761-79*.
________________
* На территории Российской Федерации действует ГОСТ 1761-92. Здесь и далее. — Примечание изготовителя базы данных.
3. Покрытие — хим. пас. по ГОСТ 9.301-86.
|
Шайба (5Ш8.942.000). Поз.10 на рис.5 Количество на изделие, 1 шт. |
Карта 13 |
1. * Размер для справок.
2. Материал — лента 0,8 КП-ПН-НТ-1-0-1 ГОСТ 503-81.
3. Допускается замена материала на сталь 10 КП, по ГОСТ 1050-74.
4. Покрытие — Ц9 по ГОСТ 9.301-86.
|
Шайба (5Ш8.943.001). Поз.6 на рис.23 Количество на изделие, 2 шт. |
Карта 14 |
1. * Размер для справок.
2. Материал — лента Бр ОФ 6,5-0,15-Т-0,20-Н ГОСТ 1761-79.
3. Покрытие — хим. пас. по ГОСТ 9.301-86.
|
Ось — винт (5Ш8.318.001). Поз.3 на рис.23 Количество на изделие, 1 шт. |
Карта 15 |
1. * Размеры для справок.
2. Неуказанные предельные отклонения размеров: валов — по h14, остальных — по .
3. Покрытие — хим. пас. по ГОСТ 9.301-86.
|
Пластина (5Ш8.610.002). Поз.5 на рис.23 Количество на изделие, 1 шт. |
Карта 16 |
1. * Размер для справок.
3. Допускается замена материала латуни Л63 на ЛС 59-1 ГОСТ 15527-70.
4. Неуказанные предельные отклонения размеров: валов — по h14, остальных — по .
5. Длина развертки 16,4 мм.
6. Покрытие — хим. пас. по ГОСТ 9.301-86.
|
Стержень (5Ш8.352.002). Поз.2 и 3 на рис.24 Количество на изделие, 4 шт. |
Карта 17 |
Материал-сталь A12 ГОСТ 1414-75E
|
Втулка (5Ш7.860.000). Поз.4 на рис.24 Количество на изделие, 2 шт. |
Карта 18 |
|
Для указателя задатчика |
|
Количество, шт. |
|
Максимального значения уставки |
18,5-0,52 |
1 |
|
Минимального значения уставки |
10-0,36 |
1 |

Материал — полипропилен 21020, белый, 002, сорт 1, ТУ 6-05-1756-78.
Допускается замена на полиэтилен 17204-070, белый, 001, сорт 1, ГОСТ 16337-77Е.
|
Прокладка (5Ш8.683.006). Поз.27 на рис.2 Количество на изделие, 1 шт. |
Карта 19 |
1. * Размер для справок.
2. Материал-пластина 1, рулон, МБС-М-1,5 ГОСТ 7338-77*.
________________
* На территории Российской Федерации действует ГОСТ 7338-90. Здесь и далее. — Примечание изготовителя базы данных.
|
Штуцер (5Ш8.652.000). Поз.23 на рис.2 Количество на изделие, 1 шт. |
Карта 20 |
1. * Размеры для справок.
2. Материал — шестигранник  .
.
3. Неуказанные предельные отклонения размеров: отверстий — по H14, валов — по h14, остальных — по .
4. Покрытие — Кд.9хр.
|
Кольцо уплотнительное (5Ш8.680.000). Поз.20 на рис.2 Количество на изделие, 1 шт. |
Карта 21 |
2. Допускается зачистка облоя.
|
Шайба (5Ш8.946.000). Поз.21 на рис.2 Количество на изделие, 1 шт. |
Карта 22 |
1. * Размер для справок.
2. Неуказанные предельные отклонения размеров: отверстий — по H14, валов — по h14.
3. Покрытие — Ц12 хр. по ГОСТ 9.301-86.
|
Жиклер (5Ш7.064.000). Поз.24 на рис.2 Количество на изделие, 1 шт. |
Карта 23 |
2. Неуказанные предельные отклонения размеров: отверстий — по H14, валов — по h14, остальных — по .
3. Покрытие — хим. пас. по ГОСТ 9.301-86.
|
Винт специальный (5Ш8.906.000). Поз.18 на рис.2 Количество на изделие, 6 шт. |
Карта 24 |
1. * Размер для справок.
2. Материал — сталь 10 ГОСТ 1050-74.
3. Неуказанные предельные отклонения размеров: валов — по h14, остальных — по .
4. Покрытие — хим. окс.
Приложение 5
Справочное
ПЕРЕЧЕНЬ ДОКУМЕНТОВ, УПОМЯНУТЫХ В РУКОВОДСТВЕ
|
Обозначение документа |
Номер пункта, карты настоящего Руководства |
|
ГОСТ 1.25-76 |
2, 5 |
|
ГОСТ 2.602-68 |
1.4 |
|
ГОСТ 8.002-86 |
2.8; 8.11 |
|
ГОСТ 8.513-84 |
2.8; 8.10; 8.11; приложение 2 |
|
ГОСТ 9.032-74 |
5.4.4; 7.1 |
|
ГОСТ 9.301-86 |
Карты: 5, 6, 7, 11, 12, 13, 14, 15, 16, 22, 23 |
|
ГОСТ 9.306-85 |
Карта 4 |
|
ГОСТ 9.402-80 |
5.4.4; 5.11.10 |
|
ГОСТ 427-75 |
Приложение 3 |
|
ГОСТ 503-81 |
Карта 13 |
|
ГОСТ 515-77 |
10.2.3 |
|
ГОСТ 519-77 |
Приложение 3 |
|
ГОСТ 577-68 |
Приложение 3 |
|
ГОСТ 882-75 |
Приложение 3 |
|
ГОСТ 1050-74 |
Карты: 8, 13, 24 |
|
ГОСТ 1051-73 |
Карта 20 |
|
ГОСТ 1066-80 |
Карты 10, 12 |
|
ГОСТ 1414-75E |
Карта 17 |
|
ГОСТ 1491-80 |
1.18.1; 8.10 |
|
ГОСТ 1761-79 |
Карты: 12, 14 |
|
ГОСТ 1805-76 |
6.2.3 |
|
ГОСТ 2405-80 |
8.11 |
|
ГОСТ 2685-75 |
1.18.1; 8.10 |
|
ГОСТ 2748-77 |
Карта 9 |
|
ГОСТ 2930-62 |
9.3 |
|
ГОСТ 2991-85 |
10.2.3 |
|
ГОСТ 3749-77 |
Приложение 3 |
|
ГОСТ 6465-76 |
Карта 1 |
|
ГОСТ 6507-78 |
Приложение 3 |
|
ГОСТ 7222-75 |
5.11.5 |
|
ГОСТ 7338-77 |
Карта 19 |
|
ГОСТ 7935-74 |
6.2.3 |
|
ГОСТ 8273-75 |
10.2.1 |
|
ГОСТ 8291-83 |
Приложение 3 |
|
ГОСТ 8560-78 |
Карта 20 |
|
ГОСТ 9198-83 |
8.9.9 |
|
ГОСТ 9359-80 |
Карта 10 |
|
ГОСТ 9378-75 |
Приложение 3 |
|
ГОСТ 9389-75 |
Карта 3 |
|
ГОСТ 9640-85 |
9.8 |
|
ГОСТ 9754-76 |
5.4.4; 5.6.3; 5.11.10; карта 1 |
|
ГОСТ 10905-86 |
Приложение 3 |
|
ГОСТ 10958-78 |
5.7.2 |
|
ГОСТ 10999-76 |
10.2.3 |
|
ГОСТ 12172-74 |
8.9.9 |
|
ГОСТ 12707-77 |
5.9.5 |
|
ГОСТ 12997-84 |
8.11 |
|
ГОСТ 13717-84 |
1.4; 2.8; 8.11; 9.4 |
|
ГОСТ 14192-77 |
9.9 |
|
ГОСТ 14809-69 |
Приложение 3 |
|
ГОСТ 14810-69 |
Приложение 3 |
|
ГОСТ 15150-69 |
10.3.1; 10.3.2 |
|
ГОСТ 15152-69 |
Карта 21 |
|
ГОСТ 15527-70 |
Карты: 5, 6, 11, 16, 23 |
|
ГОСТ 16266-70 |
10.2.1 |
|
ГОСТ 16337-77Е |
Карта 18 |
|
ГОСТ 16523-70 |
Карты: 1, 4 |
|
ГОСТ 17308-85 |
10.2.1 |
|
ГОСТ 17756-72 |
Приложение 3 |
|
ГОСТ 17763-72 |
Приложение 3 |
|
ГОСТ 18251-72 |
10.2.1 |
|
ГОСТ 19904-74* |
Карта 4 |
|
_________________ * На территории Российской Федерации действует ГОСТ 19904-90. — Примечание изготовителя базы данных. |
|
|
ГОСТ 21930-76 |
5.8.3 |
|
ГОСТ 23216-78 |
10.1; 10.2.2 |
|
ГОСТ 23706-79 |
3.2.3; приложение 3 |
|
ГОСТ 25706-83 |
5.11.1; приложение 3 |
|
МИ 925-85 |
2.8; 8.10; 8.11; приложение 2 |
|
ОСТ 6-15-364-74 |
1.18.4; 6.2.10 |
|
ПИВЭ |
5.3.3; приложение 2 |
|
ТУ 6-05-1756-78 |
Карта 18 |
|
ТУ 6-10-1299-72 |
5.9.5 |
|
ТУ 6-10-1408-78 |
5.6.3 |
|
ТУ 16-505.364-69 |
1.18.6 |
|
ТУ 25-02.31-75 |
1.4 |
|
ТУ 25-04-676-75 |
Приложение 3 |
|
ТУ 25-04-3365-78 |
Приложение 3 |
|
ТУ 25-05-1664-74 |
Приложение 3 |
|
ТУ 25-08-809-70 |
Приложение 3 |
|
ТУ 50-87-75 ВК |
Приложение 3 |
|
АЭ2.771.001-ТУ |
8.9.1; приложение 3 |
|
КО 34-38-003-87 |
2.2; 2.3; 2.4; 3.1.1; 4.1; 5.1; 5.4.4; 5.5.4; 5.10.1; 5.10.9: 5.10.10; 5.11.2; 5.11.10; 6.1; 8.1; 8.9.1; 9.1; приложение 2 |
|
5Ш0.283.013 ТО |
Приложение 2 |
|
5Ш0.283.113 Д |
Приложение 2 |
|
5Ш2.830.111 |
1.4 |
Приложение 6
Справочное
НОМЕНКЛАТУРА ЗАПАСНЫХ ЧАСТЕЙ К ПРИБОРАМ С ПРЕДЕЛОМ ИЗМЕРЕНИЙ ДО 10,0 МПа (100,0 кгс/см), ПОСТАВЛЯЕМЫХ ЗАВОДОМ-ИЗГОТОВИТЕЛЕМ ДЛЯ ЗАМЕНЫ ДЕФЕКТНЫХ
|
Наименование |
Обозначение |
Количество на прибор, шт. |
Номер рис. |
Номер позиции |
|
1. Устройство контактное |
5Ш5.280.001-01 |
1 |
3 |
21 |
|
2. Стрелка |
5Ш6.057.004-01 |
1 |
3 |
4 |
|
3. Механизм |
5Ш6.062.001 |
1 |
3 |
7 |
|
4. Держатель |
6Ш6.152.012 |
1 |
3 |
2 |
|
5. Сектор |
5Ш6.376.000-05 |
1 |
3 |
17 |
|
6. Стекло |
5Ш6.436.001-01 |
1 |
2 |
28 |
|
7. Клемма |
5Ш6.625.000 |
3 |
3 |
13 |
|
8. Циферблат |
5Ш7.021.016 |
1 |
3 |
22 |
|
9. Спиральная пружина |
5Ш7.053.002 |
1 |
5 |
1 |
|
10. Корпус |
5Ш8.020.004-01 |
1 |
2 |
30 |
|
11. Крышка |
5Ш8.040.000-01 |
1 |
2 |
19 |
|
12. Основание |
5Ш8.060.000-01 |
1 |
2 |
15 |
|
13. Плата нижняя |
6Ш8.070.001-01 |
1 |
5 |
2 |
|
14. Плата верхняя |
5Ш8.070.003-01 |
1 |
5 |
3 |
|
15. Стойка |
5Ш8.120.000-03 |
2 |
14 |
2 |
|
16. Колонка |
5Ш8.130.000-01 |
1 |
— |
— |
|
17. Ползунок |
5Ш8.205.000-01 |
1 |
5 |
9 |
|
18. Ось |
5Ш8.310.000-01 |
1 |
19 |
1 |
|
19. Ось-винт |
5Ш8.318.000-01 |
1 |
5 |
8 |
|
20. Тяга |
5Ш8.352.001-02 |
1 |
5 |
7 |
|
21. Упор |
5Ш8.366.000-02 |
1 |
12 |
2 |
|
22. Трибка |
5Ш8.470.001 |
1 |
5 |
4 |
Приложение 7
Справочное
ОСНОВНЫЕ НЕИСПРАВНОСТИ ПРИБОРА И СПОСОБЫ ИХ УСТРАНЕНИЯ
|
Признак |
Возможная причина |
Способ устранения |
|
1. Прибор не реагирует на изменение давления |
Неплотности в местах присоединения трубчатой пружины к держателю или наконечнику; трещины в трубчатой пружине |
Устранить неплотности; заменить узел держателя с пружиной; заменить пружину |
|
Нарушено зацепление сектора с трибкой |
Восстановить зацепление сектора с трибкой |
|
|
Нарушено соединение тяги с сектором или трубчатой пружиной |
Восстановить соединение тяги с сектором или трубчатой пружиной |
|
|
2. При постоянном давлении стрелка двигается к нулю |
Неплотности в местах присоединения трубчатой пружины к держателю или наконечнику; трещины в трубчатой пружине |
Устранить неплотности; заменить узел держателя с пружиной; заменить пружину |
|
3. Погрешность показаний превышает допустимую и постоянна по величине и знаку во всем диапазоне |
Неправильно установлена стрелка |
Переставить стрелку |
|
4. Показания прибора завышены, причем погрешность растет с ростом давления («размах шкалы» увеличен) |
Неправильно закреплена тяга, связывающая трубчатую пружину с сектором |
Передвинуть крепление тяги (ползунок) дальше от оси сектора |
|
5. Показания прибора занижены, причем погрешность растет с ростом давления («размах шкалы» уменьшен) |
То же |
Передвинуть крепление тяги |
|
6. Погрешность показаний меняется непропорционально изменению давления |
Неправильно собран или установлен передаточный механизм |
Изменить угол между тягой и сектором путем поворота передаточного механизма, затем произвести подрегулировку перестановкой ползунка и стрелки |
|
7. Стрелка двигается рывками, с заеданиями; при постукивании по корпусу стрелка смещается на величину, большую чем половина допустимой погрешности |
Износ зубьев сектора |
Заменить сектор |
|
Большой люфт в осях деталей передаточного механизма |
Заменить ось, плату или весь механизм |
|
|
Ослаблен натяг спиральной пружины передаточного механизма |
Вывести сектор из зацепления с трибкой, создать предварительный натяг пружины и снова ввести сектор в зацепление |
|
|
Дефект спиральной пружины передаточного механизма |
Устранить дефект спиральной пружины; заменить пружину |
|
|
Нарушено крепление спиральной пружины передаточного механизма |
Закрепить пружину |
|
|
8. Показания прибора завышены, особенно в начале шкалы, а регулировка передаточного механизма не дает результатов |
Остаточная деформация трубчатой пружины |
Заменить пружину; заменить держатель с пружиной |
|
9. При перестановке указателя подвижной контакт не перемещается |
Дефект спиральной пружины подвижного контакта |
Заменить спиральную пружину |
|
Нарушено крепление спиральной пружины подвижного контакта |
Закрепить спиральную пружину |
|
|
10. При перестановке указателя подвижней контакт перемещается с опозданием |
Ослаблен натяг спиральной пружины подвижного контакта |
Освободить наружный конец спиральной пружины, создать предварительный натяг и закрепить пружину |
|
Загрязнены втулка и ось подвижного контакта |
Промыть втулку и ось, продуть сжатым воздухом и смазать часовым маслом |
|
|
11. Погрешность срабатывания контакта контактного устройства превышает допустимую |
Конечная часть указателя смещена относительно стрелки |
Подогнуть конечную часть указателя или подвижного контакта |
|
Ослаблен натяг спиральной пружины подвижного контакта |
Освободить наружный конец спиральной пружины, создать предварительный натяг и закрепить пружину |
|
|
Загрязнены втулка и ось подвижного контакта |
Промыть втулку и ось, продуть сжатым воздухом и смазать часовым маслом |
|
|
12. Вариация срабатывания контакта контактного устройства превышает допустимую |
Дефект спиральной пружины перекидного контакта |
Заменить спиральную пружину |
|
Ослаблен натяг спиральной пружины подвижного контакта |
Освободить наружный конец спиральной пружины, создать предварительный натяг и закрепить пружину |
|
|
Загрязнены втулка и ось подвижного контакта |
Промыть втулку и ось, продуть сжатым воздухом и смазать часовым маслом |
|
|
13. Перекидной контакт не следует за стрелкой |
Перекидной контакт вышел из зацеплений со стрелкой |
Восстановить зацепление перекидного контакта со стрелкой |
|
14. При замыкании контактов контактного устройства отсутствует выходной электрический сигнал |
Обрыв спиральной пружины перекидного контакта или подвижных контактов указателей |
Заменить спиральную пружину |
|
Обрыв в проводах, соединяющих контактное устройство с клеммной коробкой |
Заменить дефектный провод |
|
|
Нарушен электрический контакт в местах присоединения проводов |
Восстановить контакт |
|
|
Пригар или загрязнение контактных шпилек |
Зачистить контактные шпильки, промыть и протереть насухо |
|
|
15. Указатель не устанавливается на требуемой отметке или самопроизвольно смещается |
Повреждено резьбовое соединение между стойкой и осью-винтом |
Заменить ось-винт или стойку |
|
Нарушено фрикционное сцепление указателя со сферической прокладкой |
Завернуть до отказа ось-винт Заменить пружинные шайбы |
Содержание
- Обезжиривание кислородных манометров
- Обезжиривание растворителем
- 2011-11-16-16-19-19 | Технические описания
- Кислородные манометры – книга «МАНОМЕТРЫ» от НПО «ЮМАС»
Для начала разберемся, что такое кислородный манометр и что может считаться кислородной средой. Кислородные манометры – приборы, измеряющие давление кислорода Согласно ГОСТ 12.2.052–81/19/, кислородными являются среды с долей кислорода 23 % и более.
Основным условием, которым должен руководствоваться специалист при работе с кислородными приборами является тот факт – что руки, спецодежда, приборы и его полость запачканные маслом или жиром при соприкосновении с кислородом могут привести к пожару или взрыву.
В соответствии с подпунктом 4.18 – ГОСТ 2405-88 «Кислородный манометр по окончании проверки встряхивают, держа штуцером вниз, над чистым листом бумаги. При обнаружении жировых пятен на бумаге после ее высыхания прибор должен быть забракован, а полость чувствительного элемента – обезжирена.»
Подпункт 6.3 – ГОСТ 2405-88 «На циферблатах приборов для измерения давления газообразного кислорода должна быть надпись «Кислород, маслоопасно». Конструкция измерительной полости прибора должна обеспечивать проведение обезжиривания в условиях эксплуатации.»
Форма условного обозначения кислородного исполнения выглядит следующим образом:


Для внешнего отличия кислородных приборов их зачастую окрашивают в голубой цвет: 
Для обезжиривания манометров в собранном виде внутреннюю измерительную полость промывают растворителем с помощью шприца или других устройств, позволяющих вводить жидкость во входной канал штуцера. Растворитель должен находиться в обезжириваемых полостях не менее 20 мин.
Кислородные манометры – приборы, измеряющие давление кислорода. Согласно ГОСТ 12.2.052–81/19/, кислородными являются среды с долей кислорода 23 % и более.
Соприкосновение кислорода с минеральными маслами и некоторыми органическими веществами вызывает взрыв, возникающий даже при их малых долях. Мощность такого взрыва, как и его возникновение, не определяется количеством масла.
Кислородные манометры конструктивно практически не отличаются от общепромышленных. Требования к диапазонам измерения, классам точности, размерам корпусов и т. п. одинаковы (см. главу 1). Повышенные требования сохраняются к надежности. Они идентичны газовым. Принципиальная отличительная особенность кислородных манометров – строгое соблюдение предельно допустимых концентраций масла на поверхностях измерителя, которые контактируют с кислородсодержащими средами. Такие концентрации не должны превышать значений, приведенных в табл. 2.7.
Предельно допустимые концентрации жировых загрязнений
на поверхностях, контактирующих с кислородсодержащими
средами, при различных значениях давления по ГОСТ 12.2.052–81/19/
Температура, К( о С)
Содержание жировых загрязнений , мг/м 2 , не более, при давлении кислорода, МПа
Св.333(60) до 423(150) включ.
Недопустимо также наличие масла, которое может определяться визуально, на внешних частях кислородных манометров.
Кислородные манометры обязательно должны иметь на шкале прибора полные или условные обозначения: кислород, маслоопасно (см. табл.1.9). Кроме этого, для внешнего отличия кислородных манометров от промышленных европейские стандарты рекомендуют окрашивать корпус и (или) часть шкалы в голубой цвет. ГОСТ 2405-88/4/ такие требования не регламентирует. Однако ГОСТ 12.2.052-81/19/ регламентирует обязательность окраски кислородного оборудования в голубой цвет или нанесение на него полосы этого же цвета.
При выборе материала уплотнительной прокладки между штуцером прибора и посадочным гнездом (см. рис.2.10) рекомендуется руководствоваться данными табл. 2.8.
м атериалы, рекомендуемые для изготовления прокладок,
используемых при монтаже кислородных манометров
по ГОСТ 12.2.052–81/19/
Толщина прокладки, мм
Рабочее давление, МПа
Листовая фибра (ГОСТ 14613–83)
Резина В-14, В-14-1, Н-1, Н-10, Р-24
Резина ТМКЩ (ГОСТ 7338–77)
Паронит ПОН (ГОСТ 481–80)
Фторопласт-3 (ГОСТ 13744–87)
Фторопласт-4 (ГОСТ 10007–80)
Асбестовый картон (ГОСТ 2850–80)
Фторопластовый уплотнительный материал ФУМ
Парониты допускается применять при температуре до +200 о С. До 400 о С выдерживают уплотнительные прокладки из асбеста.
Кислородный манометр обеспечивается техническим паспортом с отметкой организации производителя, поверителя и датами изготовления и поверки.
Контрольно-измерительные приборы кислородного оборудования на территории Российской Федерации должны проходить государственную и ведомственную поверку в соответствии с требованиями ПР 50.2.002-94/20/ и ПР 50.2.006-99/21/.
Межповерочный интервал кислородных манометров такой же, как и обычных технических средств измерения. Однако их поверка из-за недопустимости наличия масла или его остатков на внутренних поверхностях измерителя требует соблюдения ряда технологий и повышенного внимания. Кроме того, поверка кислородных манометров как функция особой важности – прерогатива государственных метрологических органов.
Исключение контакта масла с рабочими поверхностями кислородных манометров может быть достигнуто несколькими путями. Например, масляная среда в поверочной установке после соответствующих технических мероприятий заменяется на допустимую для этих целей жидкость. В качестве рабочей жидкости могут использоваться: дистиллированная вода (ГОСТ 6709–72), жидкости ПЭФ 70/60, ПЭФ130/100, ПЭФ 240 (ТУ 6-01-652–71), глицерин (ГОСТ 6824–76), смесь глицерина с дистиллированной водой, а также другие жидкости, не вступающие в реакцию с измеряемой средой.
Другой метод, исключающий контакт масляной среды поверочной установки с кислородным манометром, предусматривает использование разделительной камеры с масляной и немасляной средами. Масляная среда посредством немасляной передает давление на кислородный манометр. На рис. 2.14 приведена принципиальная схема разделительной камеры П. В. Индрика, состоящей из верхнего 1 и нижнего 2 колпаков, прижимной гайки 3 , обеспечивающей путем плотного соединения герметизацию сосуда, входного 4 и выходного 5 каналов. Поверяемый манометр устанавливается в посадочное гнездо 6 , а разделительная камера подсоединяется с помощью штуцера 7 к установке, генерирующей давление. Разделительная камера заполняется водой.
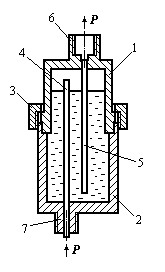
Рис. 2.14. Принципиальная схема разделительной камеры П. В. Индрика: 1 – верхний колпак; 2 – нижний колпак; 3 – прижимная гайка; 4 – входной канал; 5 – выходной канал; 6 – посадочное гнездо манометра; 7 – штуцер подводящего давления
При повышении давления в поверочной установке создается давление в разделительной камере, и вода поступает в поверяемый манометр. Наличие входного и выходного каналов с трубками, высота которых близка к высоте рабочего пространства разделительной камеры, обеспечивает устойчивое разделение масляной и не масляной сред. Такой метод поверки кислородных манометрических приборов нашел широкое применение, однако требует соблюдения специальной технологии контроля состояния не масляной среды.
Известны другие конструкции разделительных камер (рис. 2.15). В корпусе 1 имеется штуцер подводящего давления 2. Герметичность корпуса обеспечивается крышкой 3. Внутренняя полость корпуса заполнена маслом от мас ляного пресса. Внутри корпуса на соединительном штуцере закреплена резиновая оболочка 4 , наполненная водой. В результате при создании прессом давления масляной среды через подводящий штуцер оно поступает во внутреннюю полость корпуса и через резиновую оболочку передается на выходной штуцер 5, на котором устанавливается кислородный манометр. Погрешностью передачи давления, вносимой резиновой оболочкой, можно пренебречь.
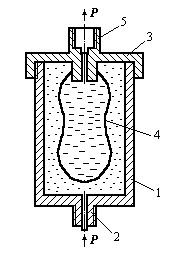
Рис. 2.15. Схема разделительной камеры с разделительной оболочкой: 1 – корпус; 2 – подводящий штуцер; 3 – крышка; 4 – разделительная резиновая оболочка; 5 – выходной штуцер
В процессе поверки манометров обязателен тест-контроль внутренних поверхностей чувствительного элемента и подводящего штуцера на наличие масла. Он заключается в промывке внутренних поверхностей прибора растворителем и последующем контроле концентрации масла в нем.
В качестве растворителей могут использоваться хладоны 113 и 114В2, трихлорэтилен, тетрахлорэтилен, обеспечивающие остаточное содержание жировых загрязнений не более 20 мг/м 2 . Наиболее часто применяется в этих целях хладон 113, который особенно опасен своей токсичностью при высоких температурах.
В промышленных условиях для обезжиривания используется бензин-растворитель БР-1 «Галоша».
Содержание масла на открытой поверхности проверяют, согласно ГОСТ 12.2.052-81/19/, непосредственно путем осмотра контролируемой поверхности с ультрафиолетовыми осветителями с пороговой чувствительностью 100 мг/м 2 или протирая участки поверхности салфеткой из стеклянного волокна марки Э толщиной 0,06-0,08 мм, размером 20х20 см.
Наличие следов масла на салфетке определяют несколькими способами:
качественным – облучением в люминесцентном приборе, для чего расправленную салфетку подносят к щели прибора; отсутствие светящегося пятна на салфетке свидетельствует о достаточной чистоте поверхности;
количественным – салфетку промывают в фарфоровой чашке или стакане, заполненном 100 см 3 растворителя в течение 3-5 минут; 10 см 3 растворителя вливают в кювету люминесцентного прибора и определяют содержание масла в нем.
к онтроль за отсутствием масла на внутренних поверхностях манометра осуществляют следующим образом: шприцем во входное отверстие штуцера впрыскивают горячую воду, взбалтывают ее внутри прибора, а затем выливают в сосуд с чистой водой или вытряхивают на белый лист бумаги. Появление на поверхности воды радужной пленки или жировых разводов на бумаге свидетельствует о наличии масляной фракции. в ыливать промывочную жидкость необходимо только в воду, так как в других средах масло, как фракция с большим удельным весом может опускаться на дно и не будет заметна при визуальной оценке.
Наличие масла после промывки загрязненных поверхностей растворителем определяют выливанием отработанной жидкости на впитывающую бумагу. Затем с помощью флюоресценции поверхности этой бумаги в ультрафиолетовом свете определяют наличие масла. Масляные вкрапления и водяное смачивание имеют различные интенсивности люминесценции.
Для контроля флюоресценции в ультрафиолетовом свете рекомендуется использовать: флюориметр объективный ФР-1, прибор типа 833, прибор ПЛКД-1, «Малютка», «Свет», а также импортные аналоги, близкие по техническим параметрам.
Для обезжиривания манометров в собранном виде внутреннюю измерительную полость промывают растворителем с помощью шприца или других устройств, позволяющих вводить жидкость во входной канал штуцера. Растворитель должен находиться в обезжириваемых полостях не менее 20 мин.
Содержание масла в хладоне-113 перед обезжириванием должно соответствовать нормам, указанным в табл.2.9/22/ .
Предельно допустимые концентрации масла в не отработанном растворителе (хладон 113) /22/
Давление измеряемой кислородсодержащей среды, МПа
Концентрация масла в хладоне 113
перед обезжириванием, мг/дм 3
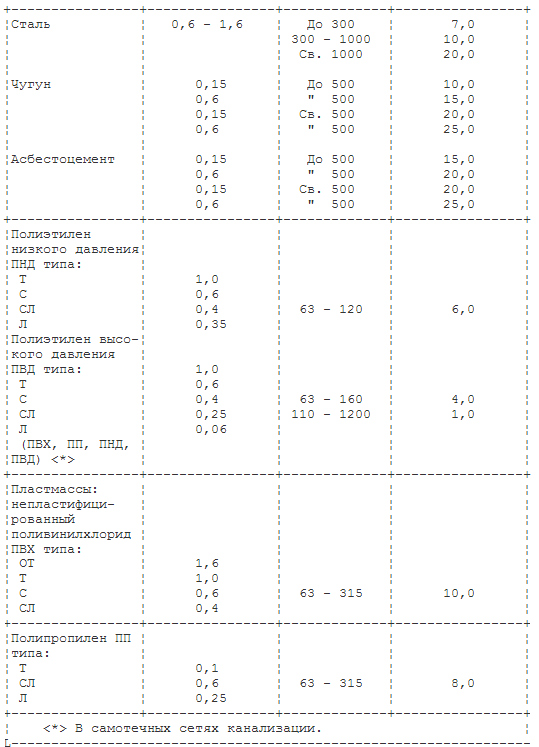
Обезжиривание кислородных манометров
Взаимодействие сжатого газообразного кислорода с органическими веществами (жирами, смазками) приводит к их самовоспламенению и взрыву. Поэтому так важно при работе с соответствующим оборудованием исключить такой контакт для всех приборов. Одно из обязательных мероприятий при этом – обезжиривание кислородных манометров, выполняющих контрольно-измерительную функцию. Проводится оно после каждой государственной поверки прибора.
Как определить наличие органических масел внутри манометра? Для этого во входное отверстие штуцера при помощи шприца нужно впрыснуть горячую воду. После энергичного взбалтывания вылить ее в пробирку с обыкновенной чистой водой или на белый бумажный лист. О присутствии масла скажет радужная пленка на поверхности жидкости или жирные пятна на бумаге.
Обезжиривание растворителем
При наличии масляной фракции внутри прибора необходимо провести тщательное обезжиривание манометра. Для этого в полость его трубчатой пружины впрыскивают хлорсодержащие растворители (трихлорэтилен, перхлорэтилен, хладон 113), которые должны находиться внутри измерительного прибора, как минимум, 20 минут. После выдержки их удаляют вакуумированием или путем свободного стекания в приготовленный сосуд.
Качество обезжиривания растворителем контролируется проверкой его последней порции. Отработанную жидкость выливают на впитывающую бумажную салфетку и путем флуоресценции ее поверхности в ультрафиолетовом свете определяют наличие масляных вкраплений. По сравнению с водяным смачиванием они имеют другую интенсивность люминесценции.
Обезжиривание манометра хлорсодержащими растворителями обеспечивает не более 20 мг/кв.м. остаточного содержания жировых загрязнений.
Что касается проверки содержания масла на внешней поверхности манометра, то она выполняется двумя способами: ультрафиолетовыми осветителями и специальной тонкой салфеткой из стеклянного волокна.
В последнем случае наличие жировых загрязнений проверяется люминесцентным прибором или, так называемым, количественным методом. При нем использованная салфетка промывается в 100 см 3 растворителя. После чего 10 см 3 этого р
2011-11-16-16-19-19 | Технические описания
Кислородные манометры – приборы, измеряющие давление кислорода. Согласно ГОСТ 12.2.052–81/19/, кислородными являются среды с долей кислорода 23 % и более.
Соприкосновение кислорода с минеральными маслами и некоторыми органическими веществами вызывает взрыв, возникающий даже при их малых долях. Мощность такого взрыва, как и его возникновение, не определяется количеством масла.
Поэтому главным условием при упаковке и транспортировании кислородных манометров является следующее: их категорически запрещается брать перчатками и руками на которых могут находиться следы минерального масла, а так же выкладывать их при упаковке на столы, предварительно не обезжиренные растворителем. Палеты следует резать обезжиренными резаками или ножницами по количеству отгружаемых приборов.
Кислородные манометры конструктивно практически не отличаются от общепромышленных. Требования к диапазонам измерения, классам точности, размерам корпусов и т. п. одинаковы. Повышенные требования сохраняются к надежности. Они идентичны газовым. Принципиальная отличительная особенность кислородных манометров – строгое соблюдение предельно допустимых концентраций масла на поверхностях измерителя, которые контактируют с кислородсодержащими средами.
Недопустимо также наличие масла, которое может определяться визуально, на внешних частях кислородных манометров.
Кислородные манометры обязательно должны иметь на шкале прибора полные или условные обозначения: кислород, маслоопасно. Кроме этого, для внешнего отличия кислородных манометров от промышленных европейские стандарты рекомендуют окрашивать корпус и (или) часть шкалы в голубой цвет. ГОСТ 2405-88/4/ такие требования не регламентирует. Однако ГОСТ 12.2.052-81/19/ регламентирует обязательность окраски кислородного оборудования в голубой цвет или нанесение на него полосы этого же цвета.
В процессе поверки манометров обязателен тест-контроль внутренних поверхностей чувствительного элемента и подводящего штуцера на наличие масла. Он заключается в промывке внутренних поверхностей прибора растворителем и последующем контроле концентрации масла в нем.
В промышленных условиях для обезжиривания используется бензин-растворитель БР-1 «Галоша».
Контроль за отсутствием масла на внутренних поверхностях манометра осуществляют следующим образом: шприцем во входное отверстие штуцера впрыскивают горячую воду, взбалтывают ее внутри прибора, а затем выливают в сосуд с чистой водой или вытряхивают на белый лист бумаги. Появление на поверхности воды радужной пленки или жировых разводов на бумаге свидетельствует о наличии масляной фракции. Выливать промывочную жидкость необходимо только в воду, так как в других средах масло, как фракция с большим удельным весом может опускаться на дно и не будет заметна при визуальной оценке.
Для обезжиривания манометров в собранном виде внутреннюю измерительную полость промывают растворителем с помощью шприца или других устройств, позволяющих вводить жидкость во входной канал штуцера.
Растворитель должен находиться в обезжириваемых полостях не менее 20 мин.
Таким образом правила эксплуатации, транспортирования и хранения сводятся к следующему:
Транспортировка и хранение кислородных манометров должны осуществляться только в специальной форме и коробке защищенной от проникновения маслосодержащих жидкостей.
Эксплуатация кислородных манометров должна осуществляться там, где отсутствуют жировые загрязнения на поверхностях, контактирующих с кислородсодержащими средами.
Кислородные манометры – книга «МАНОМЕТРЫ» от НПО «ЮМАС»
Кислородные манометры – приборы, измеряющие давление кислорода. Согласно ГОСТ 12.2.052–81/19/, кислородными являются среды с долей кислорода 23 % и более.
Соприкосновение кислорода с минеральными маслами и некоторыми органическими веществами вызывает взрыв, возникающий даже при их малых долях. Мощность такого взрыва, как и его возникновение, не определяется количеством масла.
Кислородные манометры конструктивно практически не отличаются от общепромышленных. Требования к диапазонам измерения, классам точности, размерам корпусов и т. п. одинаковы (см. главу 1). Повышенные требования сохраняются к надежности. Они идентичны газовым. Принципиальная отличительная особенность кислородных манометров – строгое соблюдение предельно допустимых концентраций масла на поверхностях измерителя, которые контактируют с кислородсодержащими средами. Такие концентрации не должны превышать значений, приведенных в табл. 2.7.
Предельно допустимые концентрации жировых загрязнений
на поверхностях, контактирующих с кислородсодержащими
средами, при различных значениях давления по ГОСТ 12.2.052–81/19/
Температура, К( о С)
Содержание жировых загрязнений , мг/м 2 , не более, при давлении кислорода, МПа
Св.333(60) до 423(150) включ.
Недопустимо также наличие масла, которое может определяться визуально, на внешних частях кислородных манометров.
Кислородные манометры обязательно должны иметь на шкале прибора полные или условные обозначения: кислород, маслоопасно (см. табл.1.9). Кроме этого, для внешнего отличия кислородных манометров от промышленных европейские стандарты рекомендуют окрашивать корпус и (или) часть шкалы в голубой цвет. ГОСТ 2405-88/4/ такие требования не регламентирует. Однако ГОСТ 12.2.052-81/19/ регламентирует обязательность окраски кислородного оборудования в голубой цвет или нанесение на него полосы этого же цвета.
При выборе материала уплотнительной прокладки между штуцером прибора и посадочным гнездом (см. рис.2.10) рекомендуется руководствоваться данными табл. 2.8.
материалы, рекомендуемые для изготовления прокладок,
используемых при монтаже кислородных манометров
по ГОСТ 12.2.052–81/19/
Толщина прокладки, мм
Рабочее давление, МПа
Листовая фибра (ГОСТ 14613–83)
Резина В-14, В-14-1, Н-1, Н-10, Р-24
Резина ТМКЩ (ГОСТ 7338–77)
Паронит ПОН (ГОСТ 481–80)
Фторопласт-3 (ГОСТ 13744–87)
Фторопласт-4 (ГОСТ 10007–80)
Асбестовый картон (ГОСТ 2850–80)
Фторопластовый уплотнительный материал ФУМ
Парониты допускается применять при температуре до +200 о С. До 400 о С выдерживают уплотнительные прокладки из асбеста.
Кислородный манометр обеспечивается техническим паспортом с отметкой организации производителя, поверителя и датами изготовления и поверки.
Контрольно-измерительные приборы кислородного оборудования на территории Российской Федерации должны проходить государственную и ведомственную поверку в соответствии с требованиями ПР 50.2.002-94/20/ и ПР 50.2.006-99/21/.
Межповерочный интервал кислородных манометров такой же, как и обычных технических средств измерения. Однако их поверка из-за недопустимости наличия масла или его остатков на внутренних поверхностях измерителя требует соблюдения ряда технологий и повышенного внимания. Кроме того, поверка кислородных манометров как функция особой важности – прерогатива государственных метрологических органов.
Исключение контакта масла с рабочими поверхностями кислородных манометров может быть достигнуто несколькими путями. Например, масляная среда в поверочной установке после соответствующих технических мероприятий заменяется на допустимую для этих целей жидкость. В качестве рабочей жидкости могут использоваться: дистиллированная вода (ГОСТ 6709–72), жидкости ПЭФ 70/60, ПЭФ130/100, ПЭФ 240 (ТУ 6-01-652–71), глицерин (ГОСТ 6824–76), смесь глицерина с дистиллированной водой, а также другие жидкости, не вступающие в реакцию с измеряемой средой.
Другой метод, исключающий контакт масляной среды поверочной установки с кислородным манометром, предусматривает использование разделительной камеры с масляной и немасляной средами. Масляная среда посредством немасляной передает давление на кислородный манометр. На рис. 2.14 приведена принципиальная схема разделительной камеры П. В. Индрика, состоящей из верхнего 1 и нижнего 2 колпаков, прижимной гайки3, обеспечивающей путем плотного соединения герметизацию сосуда, входного 4 и выходного 5каналов. Поверяемый манометр устанавливается в посадочное гнездо 6, а разделительная камера подсоединяется с помощью штуцера 7 к установке, генерирующей давление. Разделительная камера заполняется водой.
Рис. 2.14. Принципиальная схема разделительной камеры П. В. Индрика: 1 – верхний колпак; 2 – нижний колпак; 3 – прижимная гайка; 4 – входной канал; 5 – выходной канал; 6 – посадочное гнездо манометра; 7 – штуцер подводящего давления
При повышении давления в поверочной установке создается давление в разделительной камере, и вода поступает в поверяемый манометр. Наличие входного и выходного каналов с трубками, высота которых близка к высоте рабочего пространства разделительной камеры, обеспечивает устойчивое разделение масляной и не масляной сред. Такой метод поверки кислородных манометрических приборов нашел широкое применение, однако требует соблюдения специальной технологии контроля состояния не масляной среды.
Известны другие конструкции разделительных камер (рис. 2.15). В корпусе 1 имеется штуцер подводящего давления 2. Герметичность корпуса обеспечивается крышкой 3. Внутренняя полость корпуса заполнена маслом от масляного пресса. Внутри корпуса на соединительном штуцере закреплена резиновая оболочка 4, наполненная водой. В результате при создании прессом давления масляной среды через подводящий штуцер оно поступает во внутреннюю полость корпуса и через резиновую оболочку передается на выходной штуцер 5, на котором устанавливается кислородный манометр. Погрешностью передачи давления, вносимой резиновой оболочкой, можно пренебречь.
Рис. 2.15. Схема разделительной камеры с разделительной оболочкой: 1 – корпус; 2 – подводящий штуцер; 3 – крышка; 4 – разделительная резиновая оболочка; 5 – выходной штуцер
В процессе поверки манометров обязателен тест-контроль внутренних поверхностей чувствительного элемента и подводящего штуцера на наличие масла. Он заключается в промывке внутренних поверхностей прибора растворителем и последующем контроле концентрации масла в нем.
В качестве растворителей могут использоваться хладоны 113 и 114В2, трихлорэтилен, тетрахлорэтилен, обеспечивающие остаточное содержание жировых загрязнений не более 20 мг/м 2 . Наиболее часто применяется в этих целях хладон 113, который особенно опасен своей токсичностью при высоких температурах.
В промышленных условиях для обезжиривания используется бензин-растворитель БР-1 «Галоша».
Содержание масла на открытой поверхности проверяют, согласно ГОСТ 12.2.052-81/19/, непосредственно путем осмотра контролируемой поверхности с ультрафиолетовыми осветителями с пороговой чувствительностью 100 мг/м 2 или протирая участки поверхности салфеткой из стеклянного волокна марки Э толщиной 0,06-0,08 мм, размером 20х20 см.
Наличие следов масла на салфетке определяют несколькими способами:
качественным – облучением в люминесцентном приборе, для чего расправленную салфетку подносят к щели прибора; отсутствие светящегося пятна на салфетке свидетельствует о достаточной чистоте поверхности;
количественным – салфетку промывают в фарфоровой чашке или стакане, заполненном 100 см 3 растворителя в течение 3-5 минут; 10 см 3 растворителя вливают в кювету люминесцентного прибора и определяют содержание масла в нем.
контроль за отсутствием масла на внутренних поверхностях манометра осуществляют следующим образом: шприцем во входное отверстие штуцера впрыскивают горячую воду, взбалтывают ее внутри прибора, а затем выливают в сосуд с чистой водой или вытряхивают на белый лист бумаги. Появление на поверхности воды радужной пленки или жировых разводов на бумаге свидетельствует о наличии масляной фракции. выливать промывочную жидкость необходимо только в воду, так как в других средах масло, как фракция с большим удельным весом может опускаться на дно и не будет заметна при визуальной оценке.
Наличие масла после промывки загрязненных поверхностей растворителем определяют выливанием отработанной жидкости на впитывающую бумагу. Затем с помощью флюоресценции поверхности этой бумаги в ультрафиолетовом свете определяют наличие масла. Масляные вкрапления и водяное смачивание имеют различные интенсивности люминесценции.
Для контроля флюоресценции в ультрафиолетовом свете рекомендуется использовать: флюориметр объективный ФР-1, прибор типа 833, прибор ПЛКД-1, «Малютка», «Свет», а также импортные аналоги, близкие по техническим параметрам.
Для обезжиривания манометров в собранном виде внутреннюю измерительную полость промывают растворителем с помощью шприца или других устройств, позволяющих вводить жидкость во входной канал штуцера. Растворитель должен находиться в обезжириваемых полостях не менее 20 мин.
Содержание масла в хладоне-113 перед обезжириванием должно соответствовать нормам, указанным в табл.2.9/22/.
Предельно допустимые концентрации масла в не отработанном растворителе (хладон 113) /22/
Давление измеряемой кислородсодержащей среды, МПа