МОН 721 — это комплект оборудования для проверки магнитных индикаторов.
МОН 721 используется для проверки качества магнитных индикаторов (порошков и суспензий), применяемых при магнитопорошковом методе неразрушающего контроля изделий в соответствии с ГОСТ 21105–87.
С помощью устройства проверки магнитных индикаторов МОН 721, входящего в состав комплекта УКМ, обеспечивается проверка следующих типов магнитных индикаторов:
- — магнитный порошок ПЖВ5-160 (сухой);
- — магнитный порошок ПЖВ5-71 (сухой);
- — масляная суспензия на основе порошка ПЖВ5-71;
- — водная суспензия на основе концентрата ДИАГМА 1100 (черного цвета);
- — водная суспензия на основе концентрата ДИАГМА 1200 (красного цвета);
- — водная люминесцентная магнитопорошковая суспензия на основе концентрата СК ЛУ 1500Р
Значение напряженности магнитного поля на поверхности мер моделей дефектов, устанавливаемых на устройство МОН 721, контролируется с помощью входящего в состав комплекта УКМ измерителя напряженности магнитного поля МФ-117.
Рабочие условия применения:
— температура окружающего воздуха — от плюс 5 до плюс 40°С;
— относительная влажность воздуха, при температуре плюс 25°С — до 90%.
| Наименование параметра | Значение |
| Тангенциальная составляющая напряженности магнитного поля на поверхности меры моделей дефектов устройства МОН 721 | от 100 до 1000 А/м |
| Диапазон измерения напряженности магнитного поля измерителем МФ-117 | от ±10 до ± 200000 А/м |
| Габаритные размеры комплекта, упакованного в транспортную тару | 720×550×350 мм |
| Масса комплекта, упакованного в транспортную тару | 10 кг |
-

Прайс-лист на продукцию
-
Каталог
-
Опросный лист


-
РАЗРАБОТКА
Универсальные измерители разработаны таким образом, чтобы пользователь мог получить исчерпывающую информацию об измеряемом объекте.
-
АССОРТИМЕНТ
Широкий спектр источников питания, как регулируемых так и не регулируемых. Источники питания имеют максимальную защиту.
-
ЭФФЕКТИВНОСТЬ
Приборы способны распознать различные дефекты в металлических деталях (трещины, полости, неоднородность металла).
-

Средства неразрушающего контроля
установки ФЗК и др.
-
Установки дефектоскопные
2-ДФ-201А и др.
-
Комплексы ВТК
ВД-233.1 и др.
-
Комплекты МПК
МПК 301.01 и др.
-
Дефектоскопы
ТЧ-209 и др.
-
Комплекты фонарей
ФОЖ-4 и др.
-
Специализированные осветители
ОСМ-540 и др.
-
Намагничивающие устройства
МСН 10.05 и др.
-
Стандартные образцы
СОП-051 и др.
-
Магнитные индикаторы
СК ЛУ 1500 Р и др.
-
Оборудование НК
Б2-618 и др.
-
Электронные приборы
В7-358.242 и др.
-
Метрологическое оборудование
М-101 и др.
-
Источники питания
Б3-405 и др.
-
Специальное оборудование
ПС 24 и др.















Обратитесь к нам или региональному дилеру для получения более подробной информации о сертификатах, характеристиках, отзывах, стоимости, наличии на складе и сроках поставки оборудования МИКРОАКУСТИКА.
Мы гарантируем ответ в течение 8 рабочих часов!
адрес для заявок: mca@nt-rt.ru
-

029 — Громова Марина
Здравствуйте! Я могу вам чем-то помочь?

Оператор набирает сообщение
Здравствуйте! Какая продукция Вас интересует?
Задайте вопрос прямо сейчас:
евгешка
Свой
- Регистрация
- 09.04.2014
- Сообщения
- 45
- Реакции
- 2
-
#1
Помогите найти руководство по эксплуатации к прибору мон 721. У кого ни спрошу есть только паспорт и все
Джек
Свой
- Регистрация
- 29.04.2014
- Сообщения
- 26
- Реакции
- 14
-
#2
Пожалуйста, читайте!
Вложения
-
РЭ МОН-721.pdf
2.5 MB
· Просмотры: 130
евгешка
Свой
- Регистрация
- 09.04.2014
- Сообщения
- 45
- Реакции
- 2
евгешка
Свой
- Регистрация
- 09.04.2014
- Сообщения
- 45
- Реакции
- 2
-
#4
Я вот не могу понять, если у нас НО только с естественными дефектами, я обязательно должна проверять выявляемость порошка и напряженность. А если бы были с искуственными, то тогда все на НО проверить можно. Хотя в ГОСТе по Магнитке, указано либо с искуственными либо с естественными, проверяется на НО. Запуталась что то
Джек
Свой
- Регистрация
- 29.04.2014
- Сообщения
- 26
- Реакции
- 14
-
#5
Вообще, от НО с естественными дефектами, как правило, сейчас стараются уходить и заменять их на НО с искусственными. Что касается проверки выявляющей способности суспензии, порошка или КМС, то ее надо проводить вне зависимости от того, с какими у вас дефектами НО. Если Вы имеете в виду ГОСТ 21105, то его требования в некоторой части устарели и нуждаются в пересмотре!
Последнее редактирование: 08.10.2015

![]()
Предназначен для проверки качества магнитных индикаторов (порошков и суспензий), применяемых при магнитопорошковом методе неразрушающего контроля изделий в соответствии с ГОСТ 21105–87.
С помощью устройства проверки магнитных индикаторов МОН 721, входящего в состав комплекта УКМ, обеспечивается проверка следующих типов магнитных индикаторов:
— магнитный порошок ПЖВ5-160 (сухой);
— магнитный порошок ПЖВ5-71 (сухой);
— масляная суспензия на основе порошка ПЖВ5-71;
— водная суспензия на основе концентрата ДИАГМА 1100 (черного цвета);
— водная суспензия на основе концентрата ДИАГМА 1200 (красного цвета);
— водная люминесцентная магнитопорошковая суспензия на основе концентрата СК ЛУ 1500 Р.
Значение напряженности магнитного поля на поверхности мер моделей дефектов, устанавливаемых на устройство МОН 721, контролируется с помощью входящего в состав комплекта УКМ измерителя напряженности магнитного поля МФ-117.
Рабочие условия применения:
— температура окружающего воздуха — от плюс 5 до плюс 40°С;
— относительная влажность воздуха, при температуре плюс 25°С, — до 90 %.
Утвержден
Департаментом вагонного хозяйства,
Департаментом пассажирских сообщений
РУКОВОДЯЩИЙ ДОКУМЕНТ
МАГНИТОПОРОШКОВЫЙ МЕТОД НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
ДЕТАЛЕЙ ВАГОНОВ
РД 32.159-2000
Настоящий руководящий документ распространяется на неразрушающий контроль деталей и узлов грузовых и пассажирских вагонов магнитопорошковым методом.
Предисловие
1 РАЗРАБОТАН Государственным унитарным предприятием «Всероссийский научно-исследовательский институт железнодорожного транспорта (ГУП ВНИИЖТ) МПС России»
ИСПОЛНИТЕЛИ: Заведующий отделением Управления безопасностью движения и неразрушающих методов контроля, к.т.н. Л.Н. Косарев
Старший научный сотрудник, к.т.н. Г.Г. Газизова
Научный сотрудник Н.И. Олефиренко
2 ВВЕДЕН ВЗАМЕН технологической инструкции N 637-96 ПКБ ЦВ
ВНЕСЕНЫ Изменение N 1, утвержденное Заместителем начальника Департамента вагонного хозяйства ОАО «РЖД» В.А. Чижовым, Заместителем начальника Департамента дальних пассажирских перевозок ОАО «РЖД» В.С. Фетисовым, введенное в действие в 2004 г; Изменение N 2, утвержденное главным инженером Департамента вагонного хозяйства ОАО «РЖД» А.Ф. Комиссаровым и Заместителем начальника Департамента дальних пассажирских перевозок ОАО «РЖД» В.С. Фетисовым, введенное в действие в 2007 г.
1. Область применения
1.1 Настоящий руководящий документ (РД) распространяется на неразрушающий контроль деталей и узлов грузовых и пассажирских вагонов магнитопорошковым методом (магнитопорошковый контроль).
1.2 РД устанавливает общие требования к средствам и методикам проведения магнитопорошкового контроля деталей при всех видах планового ремонта вагонов.
1.3 РД предназначен для руководителей подразделений НК на ремонтных предприятиях и дефектоскопистов.
1.4 Перечень деталей вагонов, подлежащих магнитопорошковому контролю, с указанием способов и средств контроля приведен в приложении А.
1.5 РД соответствует требованиям ГОСТ 21105.
1.6 Настоящий РД применяется совместно со следующими документами:
РД 32.174-2001 Неразрушающий контроль деталей вагонов. Общие положения. Утв. 25.04.2001 г.
ЦВ/3429 Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар. Утв. 31.12.76 г.
ЦВ/587 Грузовые вагоны железных дорог колеи 1520 мм. Руководство по деповскому ремонту. Утв. 21.08.98 г.
ЦВ/627 Грузовые вагоны колеи 1520 мм. Руководство по капитальному ремонту вагонов колеи 1520 мм. Утв. 31.12.98 г.
РД 32 ЦВ 052-99 Инструкция по ремонту тележек грузовых вагонов. Утв. 31.05.99 г.
ЦВ-ВНИИЖТ-494 Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации. Утв. 16.09.97 г.
РТМ 32 ЦВ-201-88 Инструкция по сварке и наплавке при ремонте вагонов и контейнеров. Утв. 11.11.88 г.
ЦВ-201-98 Инструкция по сварке и наплавке при ремонте грузовых вагонов. Утв. 10.03.98 г.
ЦВ-ЦЛ-292 Инструкция по ремонту тормозного оборудования вагонов, Утв. 23.09.94 г.
3-ЦВРК-2001 Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками. Утв. 12.03.98 г.
ЦЛ-230 Основные условия ремонта и модернизации пассажирских вагонов на заводах МПС. Утверждены 8.08.94 г.
Л2.003/12-4694 РВ Редукторно-карданные приводы вагонных генераторов пассажирских ЦМВ. Руководство по ремонту. Утв. 11.12.95 г.
1.7 С вводом в действие настоящего РД утрачивает силу «Технологическая инструкция по испытанию на растяжение и неразрушающему контролю деталей вагонов» N 637-96 ПКБ ЦВ в части раздела «Магнитопорошковый метод».
ЦЛ-201-03 Инструкция по сварке и наплавке при ремонте пассажирских вагонов, Утв. 24.09.03 г.
(Измененная редакция, Изм. N 1).
2. Нормативные ссылки
2.1 В настоящем РД использованы ссылки на следующие нормативные документы:
ГОСТ 33-82 Нефтепродукты. Метод определения кинематической и расчет динамической вязкости
ГОСТ 305-86 Топливо дизельное. Технические условия
ГОСТ 380-94 Сталь конструкционная обыкновенного качества. Марки
ГОСТ 982-80 Масло трансформаторное. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 4220-75 Калий двухромовокислый. Технические условия
ГОСТ 5100-85 Сода кальцинированная техническая. Технические условия
ГОСТ 8433-81 Вещества вспомогательные ОП-7 и ОП-10. Технические условия
ГОСТ 9849-86 Порошок железный. Технические условия
ГОСТ 10227-86 Топливо для реактивных двигателей. Технические условия
ГОСТ 15171-78 Присадка АКОР-1. Технические условия
ГОСТ 19906-74 Нитрит натрия технический. Технические условия
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические условия
ГОСТ 28369-89 Контроль неразрушающий. Облучатели ультрафиолетовые. Общие требования и методы испытаний
ГОСТ Р 51232-98 Вода питьевая. Общие требования к организации и методам контроля качества
ГОСТ 3.1502-85 ЕСТД. Формы и правила выполнения документации на технический контроль
РД 32.174-2001 Неразрушающий контроль деталей вагонов. Общие положения. Утв. 25.04.2001 г.
ПР 32.140-99 Правила по метрологии. Метрологическое обеспечение стандартных образцов предприятий отрасли. Порядок разработки, аттестации, утверждения и регистрации, контроля и надзора
ТУ 6-36-05800165-1009-93 Порошок магнитный черный
ТУ 2662-003-41086427-97 Материалы индикаторные цветные для магнитопорошковой дефектоскопии «ДИАГМА 1100, ДИАГМА 1200, ДИАГМА 0473, ДИАГМА 0400»
ТУ 6-01-1043-79 Сульфанол.
ТУ 2379-001-73527608-2004 Материалы индикаторные для неразрушающего контроля магнитопорошковым методом «МИНК-030», «МИНК-010», «МИНК-200», «МИНК-070М».
ТУ 2662-003-73527608-2005 Материалы индикаторные для неразрушающего контроля магнитопорошковым методом «МИНК-045Л», «МИНК-043Л».
В настоящем РД ссылки на разделы, пункты и рисунки делаются следующим образом:
— ссылка на раздел В.3 приложения В: «раздел В.3»;
— ссылка на пункт 8.2.1 раздела 8: «п. 8.2.1»;
— ссылка на рисунок 3.1 раздела 3: «рисунок 3.1».
(Измененная редакция, Изм. N 1, 2).
3. Термины, определения и сокращения
3.1 В настоящем РД использованы термины с соответствующими определениями (таблица 3.1).
Таблица 3.1
Термины и их определения
|
Термин |
Определение |
|
Магнитный порошок |
Порошок, состоящий из мелкоизмельченных ферромагнитных частиц, имеющих естественную окраску или прочно соединенных с цветными или люминесцентными красителями |
|
Магнитная суспензия |
Взвесь магнитного порошка в дисперсионной среде, содержащей, при необходимости, кондиционирующие добавки |
|
Концентрат магнитной суспензии |
Смесь для приготовления водной суспензии, содержащая магнитный порошок и кондиционирующие добавки |
|
Кондиционирующие добавки |
Вещества, используемые для придания магнитной суспензии смачивающих и антикоррозионных свойств, а также обеспечения устойчивости к коагуляции магнитных частиц |
|
Магнитный индикатор |
Магнитный порошок или суспензия, используемые при магнитопорошковом контроле для визуализации дефектов |
|
Коагуляция |
Процесс образования агломератов магнитных частиц в результате их взаимного притяжения |
|
Полюсное намагничивание |
Намагничивание, при котором магнитные силовые линии пересекают поверхность детали |
|
Продольное намагничивание |
Полюсное намагничивание, при котором магнитные силовые линии направлены вдоль продольной оси детали |
|
Поперечное намагничивание |
Полюсное намагничивание, при котором магнитные силовые линии направлены перпендикулярно продольной оси детали |
|
Циркулярное намагничивание |
Намагничивание, при котором магнитные силовые линии замыкаются преимущественно в детали |
|
Намагничивающий ток |
Переменный, постоянный или импульсный электрический ток, используемый для намагничивания детали |
|
Магнитное поле рассеяния дефекта |
Локальное магнитное поле, возникающее в зоне дефекта вследствие магнитной поляризации его границ (ГОСТ 24450) |
|
Способ приложенного поля |
Способ магнитопорошкового контроля, при котором магнитный индикатор наносят на контролируемую поверхность одновременно с намагничиванием |
|
Способ остаточной намагниченности |
Способ магнитопорошкового контроля, при котором магнитный индикатор наносят на контролируемую поверхность после прекращения намагничивания |
|
Сухой способ |
Способ магнитопорошкового контроля, при котором в качестве магнитного индикатора используют сухой магнитный порошок |
|
Мокрый способ |
Способ контроля, при котором в качестве магнитного индикатора используют магнитную суспензию |
|
Индикаторный рисунок дефекта |
Рисунок, образованный магнитными частицами на поверхности контролируемой детали в местах возникновения магнитных полей рассеяния (ГОСТ 24450) |
|
Ложное осаждение магнитных частиц |
Скопление магнитных частиц на поверхности контролируемой детали, причиной возникновения которого не является магнитное поле рассеяния дефекта |
|
Дефектограмма |
Отображение индикаторного рисунка дефектов в виде фотографии или отпечатка на липкой ленте |
|
Зона контроля |
Участок детали, подвергаемый контролю |
|
Зона достаточной намагниченности |
Участок поверхности детали, в пределах которого значение тангенциальной составляющей вектора напряженности магнитного поля достаточно для выявления дефектов |
3.2 В настоящем РД использованы следующие сокращения:
НК — неразрушающий контроль;
КМС — концентрат магнитной суспензии;
НУ — намагничивающее устройство;
СНУ — седлообразное намагничивающее устройство;
СОП — стандартный образец предприятия;
СПП — способ приложенного поля;
СОН — способ остаточной намагниченности;
Зона ДН — зона достаточной намагниченности;
УФ-облучатель — ультрафиолетовый облучатель.
4. Общие положения
4.1 Магнитопорошковый контроль основан на притяжении магнитных частиц силами неоднородных магнитных полей, возникающих над дефектами в намагниченной детали.
4.2 При магнитопорошковом контроле выявляются поверхностные дефекты типа нарушений сплошности металла: трещины различного происхождения, флокены, закаты, надрывы, волосовины, расслоения, дефекты сварных соединений в деталях, изготовленных из ферромагнитных материалов.
4.3 Результаты магнитопорошкового контроля зависят от магнитных свойств материала, формы, размеров и шероховатости поверхности контролируемой детали, местоположения и направления выявляемых дефектов, режима намагничивания, свойств применяемого магнитного индикатора и способа его нанесения.
4.4 Магнитопорошковый контроль деталей проводят по операционным картам по ГОСТ 3.1502 или технологическим картам, составленным на основе настоящего РД и утвержденным главным инженером предприятия.
4.5 В технологической карте магнитопорошкового контроля должны быть указаны:
— наименование детали;
— обозначение нормативных и технологических документов, на основе которых она разработана;
— характеристики детали (марка стали, шероховатость, твердость и цвет поверхности);
— зоны контроля; типы дефектов, подлежащих выявлению, их возможное направление;
— эскиз детали и схема намагничивания;
— размеры зоны ДН;
— тип применяемого дефектоскопа и (или) НУ; вспомогательные средства контроля;
— тип магнитного индикатора (при использовании суспензии — ее состав);
— способ контроля (СПП или СОН);
— требуемое значение напряженности магнитного поля на поверхности детали или значение намагничивающего тока;
— величина зазора между соленоидом и контролируемой поверхностью;
— освещенность и другие параметры контроля;
— операции контроля в последовательности их проведения;
— технологическая оснастка рабочего места, необходимая для проведения контроля (способ установки, закрепления и вращения детали, способ перемещения НУ);
— критерии оценки результатов контроля в соответствии с требованиями нормативных и технологических документов по техническому обслуживанию и ремонту вагонов и их составных частей или ссылка на эти документы;
— подписи лиц, разработавших и утвердивших технологическую карту.
Допускается указывать другие сведения, необходимые для проведения контроля.
4.6 Типовые методики магнитопорошкового контроля деталей вагонов, необходимые для составления технологических карт, приведены в приложении Б.
Образец технологической карты магнитопорошкового контроля приведен в приложении В.
4.7 Общие требования к организации работ, технологической оснастке и оборудованию рабочих мест, к персоналу, средствам контроля, оценке и оформлению результатов контроля, требования безопасности установлены в РД 32.174.
5. Средства контроля
5.1 Дефектоскопы и вспомогательные средства контроля
5.1.1 При магнитопорошковом контроле деталей применяют переносные, передвижные и стационарные дефектоскопы и (или) НУ.
5.1.2 В зависимости от принципа действия и функционального назначения в состав дефектоскопа входят:
— блок питания или управления;
— НУ (соленоиды, электромагниты, постоянные магниты, гибкие токопроводящие кабели или стержни, электроконтакты для пропускания электрического тока по контролируемой детали или ее части и т.п.);
— вспомогательные устройства и приспособления.
5.1.3 Основные типы дефектоскопов и (или) НУ, применяемых при магнитопорошковом контроле деталей, приведены в приложении Г.
5.1.4 Типы дефектоскопов и НУ выбирают с учетом формы и размеров контролируемой детали, а также необходимой для выявления дефектов напряженности магнитного поля (таблица Г.1).
5.1.5 К вспомогательным средствам контроля относятся:
— устройства для нанесения магнитных индикаторов на контролируемую поверхность деталей;
— устройства для осмотра контролируемой поверхности деталей;
— приборы и устройства для проверки режима намагничивания и степени размагничивания деталей;
— приборы и устройства для проверки выявляющей способности магнитных индикаторов.
Основные типы вспомогательных средств контроля приведены в приложении Д.
5.1.6 Устройства для нанесения магнитных индикаторов должны обеспечивать равномерное распределение магнитных частиц на контролируемой поверхности деталей.
5.1.7 Устройства для нанесения магнитных индикаторов изготавливают из немагнитных материалов (алюминий, медь, латунь, пластмасса и т.п.).
5.1.8 Для нанесения магнитного порошка применяют распылители — емкости диаметром (40 — 50) мм, покрытые проволочной сеткой с ячейками размером от 0,5 до 1,0 мм.
5.1.9 При нанесении магнитной суспензии вручную применяют фляжки, кружки, лейки, распылители, ванночки, поддоны для ее сбора. В состав дефектоскопов стационарного типа входят механизированные устройства, обеспечивающие перемешивание, подачу и сбор (циркуляцию) суспензии.
5.1.10 При осмотре деталей применяют переносные светильники, УФ-облучатели по ГОСТ 28369, а также различные оптические устройства (лупы, эндоскопы и др.).
5.1.11 Для проверки режимов намагничивания и степени размагничивания деталей применяют приборы для измерения напряженности магнитного поля.
5.1.12 Дефектоскопы и НУ не реже одного раза в 6 месяцев подвергаются проверке технического состояния комиссией в составе: главный инженер предприятия (председатель); руководитель подразделения НК; старший мастер цеха, инженер по технике безопасности; электрик. При проверке технического состояния выполняют следующие работы:
— очистку НУ от загрязнений и остатков магнитного индикатора и продувку их сжатым сухим воздухом;
— проверку соответствия технических характеристик дефектоскопа (напряженности магнитного поля, создаваемой входящим в комплект дефектоскопа НУ, величины намагничивающих токов и др.) требованиям руководства по эксплуатации;
— проверку надежности заземления вторичной электрической цепи дефектоскопа, предназначенной для питания переносных светильников; металлических частей корпуса дефектоскопа и других механизмов, находящихся на рабочем месте и подлежащих заземлению в соответствии с требованиями безопасности;
— проверку соответствия сопротивления изоляции токоведущих частей дефектоскопа от металлических частей корпуса требованиям эксплуатационной документации;
— проверку состояния изоляции подводящих проводов и их защитных шлангов (при этом особое внимание следует обращать на места их присоединения к составным частям дефектоскопа);
— осмотр защитных кожухов выключателей, разъемов и штепсельных соединений;
— проверку состояния всех вспомогательных приборов и устройств;
— проверку режимов намагничивания контролируемых деталей по п. 7.2.1.9.
При обнаружении неисправностей дефектоскопов и НУ принимают меры к их устранению.
(Измененная редакция, Изм. N 1).
5.1.13 Результаты проверки технического состояния и калибровки дефектоскопов заносят в пронумерованный и прошнурованный журнал (приложение Л).
5.1.14 Выявляющую способность магнитных индикаторов проверяют с помощью СОП с искусственными дефектами, при этом могут применяться специализированные приборы (Приложение Д).
(Измененная редакция, Изм. N 1).
5.1.15 Работоспособность (порог чувствительности) средств контроля проверяют с помощью СОП с искусственными дефектами.
Допускается проверку работоспособности средств контроля проводить с помощью СОП с естественными дефектами (трещинами) при обеспечении выявляющей способности магнитных индикаторов по п. 6.1.5 и режима намагничивания деталей по п. 7.2.1.9.
5.1.16 Требования к СОП для проверки выявляющей способности магнитных индикаторов и работоспособности средств контроля приведены в Приложении Е.
5.2 Магнитные индикаторы
5.2.1 В качестве магнитных индикаторов применяют магнитные порошки и суспензии.
5.2.2 Магнитные индикаторы поставляют потребителям в виде магнитных порошков или концентратов магнитных суспензий (КМС) — черных, цветных и люминесцентных.
5.2.3 Для обеспечения необходимого контраста при контроле деталей со светлой поверхностью рекомендуется применять черный магнитный порошок, при контроле деталей с темной поверхностью — цветные или люминесцентные магнитные порошки.
5.2.4 Типы магнитных порошков и КМС, их основные характеристики, способ применения и назначение приведены в таблице Ж.1.
Допускается применять другие магнитные порошки и КМС с аналогичными характеристиками (в т.ч. зарубежные), разрешенные к применению департаментами вагонного хозяйства и хозяйства пассажирских сообщений ОАО «РЖД».
(Измененная редакция, Изм. N 2).
5.2.5 При поступлении с предприятия-изготовителя и после истечения гарантийного срока хранения магнитный порошок или КМС проверяют в дорожных или заводских лабораториях на соответствие требованиям технических условий. При проверке магнитных порошков типа ПЖВ 2 — 5 по ГОСТ 9849 определяют процентное содержание углерода, гранулометрический состав, влажность, выявляющую способность.
По результатам проверки магнитных индикаторов должен быть оформлен акт. Магнитные индикаторы могут быть использованы по назначению при получении положительных результатов проверки.
5.2.6 Магнитные порошки или КМС проверяют перед их использованием на наличие сертификата качества, этикетки или ярлыка с указанием даты выпуска и гарантийного срока хранения, отсутствие каких-либо повреждений упаковки.
5.2.7 В качестве дисперсионной среды для приготовления магнитных суспензий используют технические масла, дизельное топливо, смеси масел с дизельным топливом или керосином, воду с кондиционирующими добавками.
5.2.8 Дисперсионная среда магнитных суспензий должна быть чистой, прозрачной и обеспечивать хорошее смачивание контролируемой поверхности.
5.2.9 Дисперсионная среда для приготовления суспензий на основе люминесцентных магнитных порошков не должна светиться при ультрафиолетовом облучении и гасить люминесценцию порошка.
5.2.10 Составы и способы приготовления магнитных суспензий приведены в таблицах Ж.2 и Ж.3.
Составы и способы приготовления магнитных суспензий на основе магнитных порошков и концентратов, разрешенных к применению департаментами вагонного хозяйства и хозяйства пассажирских сообщений ОАО «РЖД», но не приведенных в таблицах Ж.2 и Ж.3, — в соответствии с рекомендациями инструкций по их применению.
(Измененная редакция, Изм. 2).
5.2.11 При использовании в качестве дисперсионной среды магнитных суспензий технических масел или масляных смесей, не указанных в таблице Ж.3, необходимо определять их кинематическую вязкость по ГОСТ 33 в лабораторных условиях, при этом:
— вязкость дисперсионной среды суспензий на основе магнитного порошка типа ПЖВ5-71 по ГОСТ 9849 должна быть в диапазоне от 5 x 10-6 до 36 x 10-6 м2/с (от 5 до 36 сСт) при температуре контроля;
— вязкость дисперсионной среды суспензий на основе черного магнитного порошка по ТУ 6-36-05800165-1009 должна быть не более 10 x 10-6 м2/с (10 сСт) при температуре контроля.
5.2.12 Магнитные порошки и КМС хранят в закрытых емкостях в соответствии с требованиями инструкций по их применению.
5.2.13 Магнитные суспензии хранят в плотно закрытых емкостях, изготовленных из немагнитных материалов.
5.2.14 Водные магнитные суспензии при хранении и использовании необходимо оберегать от попадания в них технических масел, керосина и других загрязняющих материалов, которые могут вызвать коагуляцию магнитных частиц.
5.2.15 Магнитные суспензии, приготовленные с применением технических масел и смеси масел с дизельным топливом или керосином, необходимо оберегать от попадания в них воды и загрязнений, которые могут вызвать коагуляцию магнитных частиц.
6. Подготовка к проведению контроля
6.1 Подготовка средств контроля
6.1.1 Подготовка средств контроля включает в себя:
— внешний осмотр и подготовку к работе дефектоскопа, НУ, вспомогательных приборов и устройств;
— приготовление и проверку выявляющей способности магнитного индикатора;
— проверку работоспособности (порога чувствительности) средств контроля;
— проверку наличия на рабочем месте средств для очистки деталей, необходимого слесарного инструмента, переносного светильника, лупы, мелков, и т.п.
При проведении проверки работоспособности средств контроля с помощью СОП с искусственными дефектами проверку выявляющей способности магнитных индикаторов допускается не проводить.
6.1.2 При внешнем осмотре дефектоскопа и вспомогательных приборов и устройств проверяют:
— целостность корпусов блока питания, НУ и других узлов;
— надежность соединения шнура питания и соединительных кабелей;
— надежность заземления;
— исправность переключателей и тумблеров блока управления (питания), НУ и других узлов;
— исправность подвижных узлов (механизмов зажима и поворота контролируемых деталей; перемещения соленоидов; шарнирных и раздвижных полюсов электромагнитов и постоянных магнитов).
6.1.3 Подготовку к работе дефектоскопов, вспомогательных приборов и устройств осуществляют в соответствии с требованиями эксплуатационных документов на них. При подготовке к работе дефектоскопов, работающих от электрической сети, по показаниям вольтметра и амперметра на панели блока управления (питания) дефектоскопа проверяют соответствие напряжения питания и намагничивающего тока требованиям эксплуатационных документов на дефектоскопы.
При проверке намагничивающего тока дефектоскопа контролируемые детали и другие объекты из ферромагнитных материалов должны быть удалены от НУ на расстояние не менее 100 мм.
6.1.4 Магнитную суспензию требуемого состава приготовляют в соответствии с приложением Ж. Суспензию, приготовленную заранее или используемую повторно, следует тщательно размешать и осмотреть визуально. Изменение цвета, слипание магнитных частиц, наличие посторонних примесей, комков и нитевидных сгустков свидетельствуют об ухудшении качества суспензии.
6.1.5 Проверку выявляющей способности магнитных индикаторов проводят в соответствии с Приложением И:
— на участке контроля с помощью прибора МОН 721;
— в дорожных или заводских лабораториях — с помощью прибора МФ-10СП.
(Измененная редакция, Изм. N 1).
6.1.6 Проверку работоспособности средств контроля проводят с помощью СОП с искусственными или естественными дефектами последовательным выполнением следующих операций:
6.1.6.1 СОП размагничивают и проверяют качество размагничивания нанесением магнитной суспензии на СОП. При этом над дефектом на рабочей поверхности СОП не должно быть четкого индикаторного рисунка. Допускается слабое скопление магнитных частиц на рабочей поверхности СОП в зоне дефектов.
6.1.6.2 Проводят магнитопорошковый контроль СОП (намагничивают, наносят магнитный индикатор, осматривают). Сравнивают полученный индикаторный рисунок с дефектограммой, приведенной в паспорте на СОП.
6.1.6.3 Средства контроля считаются работоспособными, если над дефектами на рабочей поверхности СОП образовался индикаторный рисунок, вид которого соответствует дефектограмме, приведенной в паспорте на СОП.
6.1.6.4 Средства контроля считаются неработоспособными при отсутствии индикаторного рисунка над дефектами на рабочей поверхности СОП или при образовании нечеткого размытого индикаторного рисунка не по всей длине дефекта, а также при наличии фона из магнитных частиц.
6.1.6.5 Индикаторный рисунок над дефектами на СОП может отсутствовать при:
— неправильном взаимном расположении СОП и НУ, отсутствии удлинителей при намагничивании СОП и т.п.
— недостаточной напряженности магнитного поля на рабочей поверхности СОП;
— ухудшении качества магнитного порошка или суспензии.
6.1.6.6 Нечеткий индикаторный рисунок над дефектами может получиться при недостаточной концентрации магнитных частиц в суспензии, а фон — при их избыточной концентрации.
6.1.6.7 При отсутствии или образовании нечеткого индикаторного рисунка над дефектами на СОП проверяют напряженность магнитного поля на рабочей поверхности СОП по методике, приведенной в разделе К.3.
Если измеренное значение напряженности магнитного поля соответствует значению, приведенному в паспорте на СОП, необходимо заменить магнитный индикатор.
6.1.6.8 Результаты проверки работоспособности средств контроля записывают в журнал установленной формы (приложение Л).
6.2 Подготовка деталей
6.2.1 Перед проведением контроля детали должны быть очищены до металла. При этом с контролируемой поверхности должны быть удалены ржавчина, шлак, окалина, загрязнения, смазка, слой старой растрескавшейся краски и другие покрытия, мешающие проведению контроля.
6.2.2 Детали, подвергавшиеся машинной мойке, дополнительно очищают вручную, если на подлежащей контролю поверхности этих деталей остаются загрязнения.
6.2.3 При очистке деталей применяют волосяные и металлические щетки, скребки, губки, ветошь и салфетки, не оставляющие ворса на очищаемой поверхности.
Применение металлических щеток, скребков и других инструментов для очистки поверхности деталей после их намагничивания не допускается.
6.2.4 Перед проведением контроля проводят осмотр поверхности деталей с применением, при необходимости, луп. При этом выявляют наличие рисок, задиров, забоин, электроожогов и других видимых глазом дефектов.
6.2.5 Выявленные при осмотре дефекты устраняют зачисткой или другими методами в соответствии с требованиями нормативной и технологической документации по техническому обслуживанию и ремонту вагонов и их составных частей.
6.2.6 Детали с обнаруженными при осмотре недопустимыми дефектами магнитопорошковому контролю не подлежат.
6.2.7 При использовании водных суспензий, приготовленных на основе концентратов, контролируемые поверхности деталей для обезжиривания протирают ветошью, смоченной в суспензии, предназначенной для проведения контроля.
(Измененная редакция, Изм. N 2).
6.2.8 При использовании магнитного порошка подлежащие контролю поверхности детали тщательно очищают от масляных загрязнений и просушивают для исключения прилипания магнитных частиц к их поверхности.
6.2.9 При использовании черных магнитных порошков для контроля деталей с темной поверхностью на очищенную контролируемую поверхность наносят тонкий слой светлой краски или алюминиевого порошка так, чтобы через этот слой просвечивала поверхность детали.
7. Проведение контроля
7.1 Основные операции и способы контроля
7.1.1 Магнитопорошковый контроль включает в себя следующие основные операции:
— намагничивание деталей;
— нанесение магнитных индикаторов на контролируемую поверхность;
— осмотр контролируемой поверхности и обнаружение дефектов.
7.1.2 Контроль деталей проводят способом приложенного поля (СПП) или способом остаточной намагниченности (СОН).
7.1.2.1 При контроле СПП магнитный индикатор наносят на контролируемую поверхность при намагничивании детали. При этом индикаторные рисунки дефектов образуются в процессе намагничивания. Намагничивание прекращают после стекания магнитной суспензии с контролируемой поверхности. Осмотр контролируемой поверхности проводят при намагничивании и (или) после прекращения намагничивания.
7.1.2.2 При контроле СОН деталь сначала намагничивают, затем после прекращения намагничивания на контролируемую поверхность наносят магнитный индикатор и осматривают ее.
7.1.3 Способы контроля деталей вагонов приведены в Приложении А. Способы контроля деталей, не указанных в Приложении А, выбирают по ГОСТ 21105 в зависимости от коэрцитивной силы Hc и остаточной индукции Br материала. При отсутствии сведений о Hc и Br материала детали контролируют СПП.
7.2 Намагничивание деталей
7.2.1 Способы и режимы намагничивания
7.2.1.1 При контроле деталей применяют полюсное (продольное или поперечное) и циркулярное намагничивание.
7.2.1.2 Полюсное намагничивание осуществляют с помощью соленоидов, электромагнитов, постоянных магнитов, а также с помощью кабеля, положенного на поверхность детали.
7.2.1.3 Циркулярное намагничивание осуществляют: пропусканием электрического тока по детали или части ее; по проводнику, проходящему через сквозное отверстие в детали; по кабелю, намотанному на деталь в форме кольца.
7.2.1.4 Способ намагничивания выбирают в зависимости от формы и размеров детали, а также направления подлежащих выявлению дефектов.
7.2.1.5 При выборе способа намагничивания следует учитывать, что наилучшее выявление дефектов обеспечивается, если силовые линии магнитного поля направлены перпендикулярно протяженным дефектам (рисунок 7.1). Дефекты могут не выявиться, если угол ![]() между силовыми линиями магнитного поля и направлением дефектов меньше, чем 30°.
между силовыми линиями магнитного поля и направлением дефектов меньше, чем 30°.
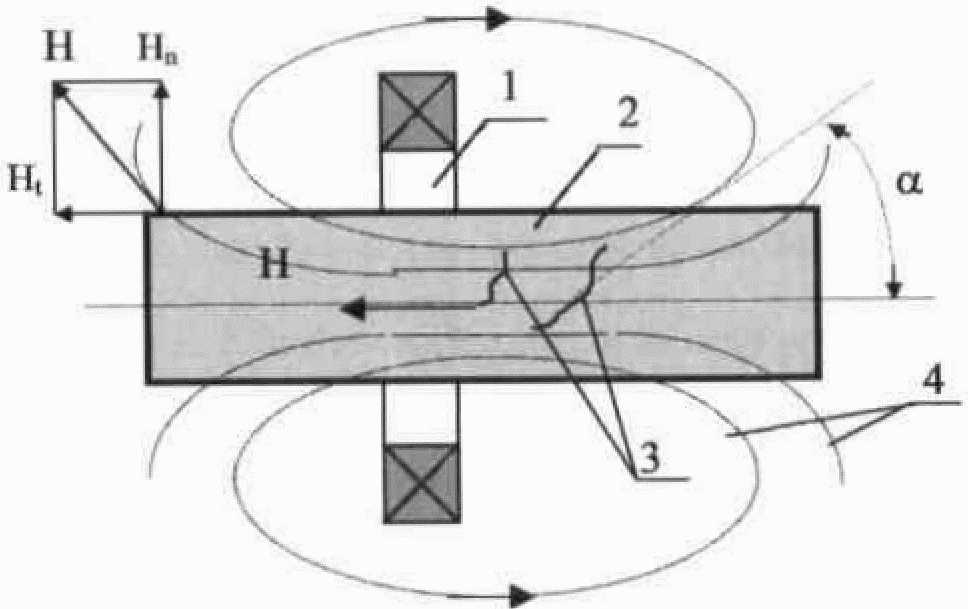
1 — соленоид; 2 — деталь; 3 — дефекты (трещины);
4 — силовые линии магнитного поля; Ht и Hn соответственно
тангенциальная и нормальная составляющие вектора
напряженности магнитного поля H; ![]() — угол
— угол
между направлением силовых линий
и протяженными дефектов
Рисунок 7.1 — Составляющие вектора напряженности H
магнитного поля и направление выявляемых дефектов
7.2.1.6 Вектор напряженности магнитного поля H в любой точке на поверхности намагниченной детали может быть разложен на две составляющие: тангенциальную Ht, направленную по касательной к поверхности детали, и нормальную Hn, направленную перпендикулярно поверхности детали (рисунок 7.1).
Магнитное поле над дефектом формируется тангенциальной составляющей вектора напряженности магнитного поля Ht.
Для выявления дефектов на контролируемой поверхности детали при намагничивании должно выполняться условие Hn/Ht <= 3.
7.2.1.7 Если направление подлежащих выявлению дефектов неизвестно или выявлению подлежат дефекты всех направлений, детали последовательно намагничивают в двух или трех направлениях.
7.2.1.8 Режимы намагничивания (требуемые для выявления дефектов значения тангенциальной составляющей вектора напряженности магнитного поля Ht на подлежащей контролю поверхности) деталей вагонов приведены в Приложении А.
Для деталей, не указанных в приложении А, режим намагничивания выбирают по ГОСТ 21105 в зависимости от применяемого способа контроля.
При контроле деталей СПП режим намагничивания для обеспечения требуемой напряженности магнитного поля выбирают в зависимости от коэрцитивной силы материала Hc (или твердости) и минимальных размеров подлежащих выявлению дефектов.
При контроле деталей СОН выбирают режим намагничивания, обеспечивающий техническое магнитное насыщение материала.
Выбранные режимы намагничивания проверяют путем выявления дефектов на СОП.
7.2.1.9 Режимы намагничивания деталей проверяют путем измерения не реже одного раза в 6 месяцев тангенциальной составляющей Ht вектора напряженности магнитного поля на поверхности детали в соответствии с методикой, приведенной в разделе К.3.
При контроле СПП дополнительно измеряют нормальную составляющую Hn вектора напряженности магнитного поля и проверяют соответствие отношения Hn/Ht требованиям п. 7.2.1.6.
(Измененная редакция, Изм. N 1).
7.2.1.10 Применяют следующие виды намагничивающего тока: при контроле СПП — переменный, постоянный и импульсный (последовательность импульсов); при контроле СОН — импульсный (не менее 3-х импульсов), постоянный.
Виды намагничивающих токов основных типов дефектоскопов, применяемых при контроле деталей, приведены в таблице Г.1.
(Измененная редакция, Изм. N 1).
7.2.2 Намагничивание соленоидами
7.2.2.1 Соленоидом намагничивают часть детали, находящуюся внутри и с двух его внешних сторон (рисунок 7.2). Длина L зоны достаточного намагничивания (ДН) зависит при этом от формы и размеров детали, положения соленоида относительно детали и величины зазора между корпусом соленоида и контролируемой поверхностью.
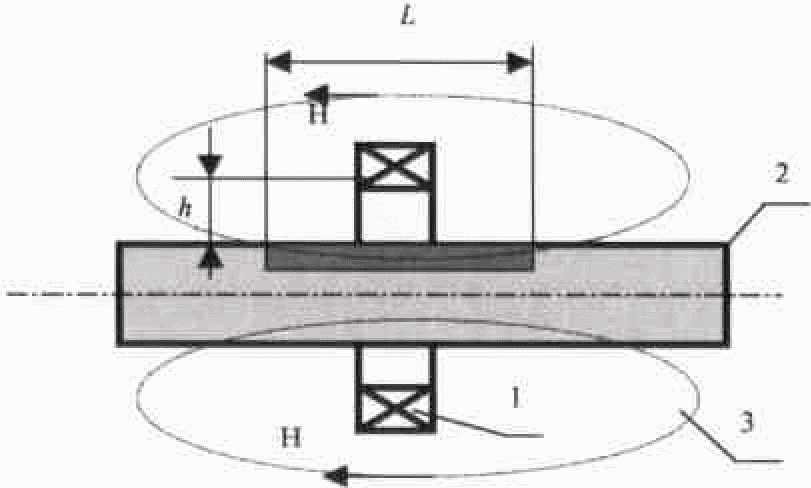
1 — соленоид; 2 — деталь; 3 — силовые линии
магнитного поля; L — длина зоны ДН; h — зазор
между соленоидом и контролируемой поверхностью детали;
H — вектор напряженности магнитного поля
Рисунок 7.2 — Зона ДН при намагничивании детали соленоидом
При намагничивании соленоидами длину зоны ДН определяют в зависимости от диаметра или максимального размера поперечного сечения детали (таблица Б.4) и уточняют экспериментально путем измерения составляющей Ht вектора напряженности магнитного поля на поверхности детали. Для обеспечения достаточной длины L зоны ДН деталь следует размещать в соленоиде симметрично или так, чтобы зазор h между корпусом соленоида и контролируемой поверхностью детали сверху был больше, чем снизу.
7.2.2.2 Намагничивание соленоидами длинных деталей (l/d >= 5, где l — длина детали, d — максимальный размер поперечного сечения) осуществляют:
— непрерывным перемещением соленоида вдоль детали;
— дискретным перемещением соленоида вдоль детали — по участкам. Скорость непрерывного перемещения соленоида должна быть такой, чтобы он за 10 с перемещался на расстояние, равное длине зоны ДН.
Длину участков при дискретном перемещении соленоида принимают равной длине зоны ДН. Смежные участки должны перекрывать друг друга не менее чем на 20 мм.
7.2.2.3 Для намагничивания участков детали, прилегающих к торцам, соленоид устанавливают так, чтобы конец детали входил в отверстие соленоида не менее чем на 30 мм. Затем соленоид перемещают по направлению от конца детали к ее середине.
7.2.2.4 Для улучшения выявляемости дефектов при намагничивании участков детали, прилегающих к торцам, используют удлинительные наконечники длиной не менее 50 мм и сечением, близким к сечению контролируемой детали. Удлинительные наконечники изготовляют из стали любой марки по ГОСТ 380. Удлинительные наконечники должны прилегать к торцам детали.
7.2.2.5 При намагничивании длинных деталей с переменным сечением определяют длину зоны ДН для отдельных участков детали, в пределах которых сечение изменяется незначительно, и каждый участок намагничивают как отдельную деталь, перемещая соленоид от концов участка к его середине.
7.2.2.6 Детали с односторонней массивной частью намагничивают перемещением соленоида от конца детали с меньшим сечением к массивной части. При проведении контроля следует учитывать, что на участке, прилегающем к массивной части, длина зоны ДН увеличивается в 1,2 — 1,5 раза по сравнению с другими участками.
7.2.2.7 При намагничивании длинных деталей двумя одинаковыми соленоидами их располагают соосно на расстоянии, близком к диаметрам соленоидов. При этом между соленоидами создается равномерное магнитное поле. Направления магнитных полей, создаваемых соленоидами, должны совпасть, о чем свидетельствует их притяжение друг к другу при включении. В противном случае соленоиды отталкиваются. Необходимо обеспечить возможность перемещения соленоидов (или хотя бы одного из них) вдоль их общей оси, а также возможность фиксации их относительно друг друга.
7.2.2.8 Короткие детали (l/d < 5) при намагничивании соленоидами для устранения размагничивающего влияния полюсов составляют в цепочки (рисунок 7.3 а) или приставляют к их торцам удлинительные наконечники (рисунок 7.3 б).
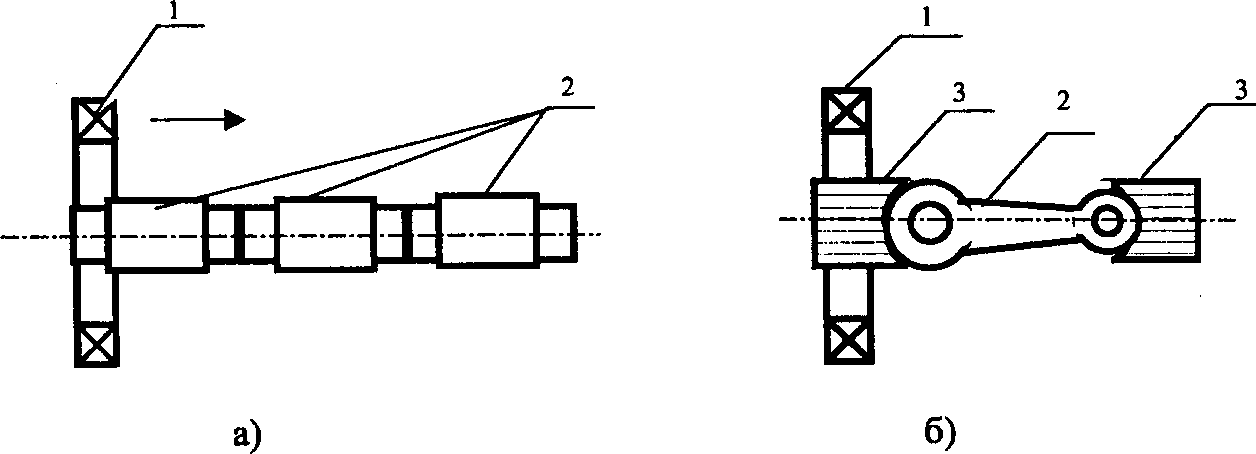
1 — соленоид; 2 — детали; 3 — удлинительные наконечники
Рисунок 7.3 — Намагничивание коротких деталей составлением
их в цепочку (а) и с использованием удлинительных
наконечников (б)
Площадь соприкосновения деталей, составленных в цепочку, должна составлять не менее 1/3 площади их торцевых поверхностей.
7.2.3 Намагничивание с помощью СНУ
7.2.3.1 Седлообразные намагничивающие устройства (СНУ) применяют при контроле деталей длиной не менее 600 мм и диаметром (максимальным размером поперечного сечения) не менее 100 мм, в тех случаях, когда требуемое для выявления дефектов значение тангенциальной составляющей вектора напряженности магнитного поля не превышает 25 А/см (средней части оси колесной пары, хвостовика корпуса автосцепки, тягового хомута и т.п.).
7.2.3.2 Длинные детали намагничивают непрерывным и дискретным (по участкам) перемещением СНУ вдоль детали. При этом необходимо учитывать наличие на поверхности детали между дугами СНУ неконтролируемой зоны, в которой дефекты не выявляются из-за того, что нормальная составляющая напряженности магнитного поля превышает тангенциальную более, чем в 3 раза (см. п. 7.2.1.8).
7.2.3.3 СНУ необходимо располагать над деталью так, чтобы зазор между дугой СНУ и поверхностью детали составлял 40 — 60 мм (рисунок 7.4).
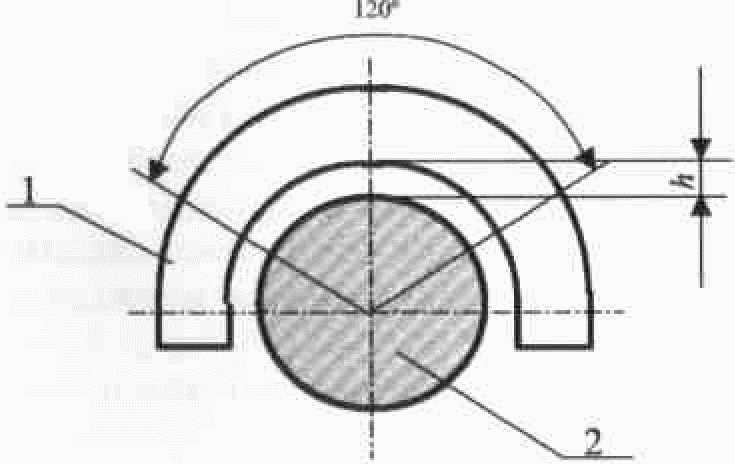
1 — СНУ; 2 — деталь; h — зазор между корпусом СНУ и деталью
Рисунок 7.4 — Намагничивание детали СНУ
7.2.3.4 При применении СНУ намагничивается только верхняя часть детали в пределах 120° (рисунок 7.4). Поэтому цилиндрические детали намагничивают с применением СНУ не менее трех раз, поворачивая их каждый раз на угол не более 120° или вращая со скоростью не более 5 оборотов в минуту.
(Измененная редакция, Изм. N 1).
7.2.4 Намагничивание электромагнитами и постоянными магнитами
7.2.4.1 Электромагниты и постоянные магниты (далее — магниты) применяют при контроле участков деталей крупногабаритных и (или) сложной формы, если известны зоны контроля и преимущественное направление возможных дефектов (диски цельнокатаных колес, боковые рамы, надрессорные балки, кронштейны, сварные швы рамы тележек и т.п.).
Постоянные магниты применяют для намагничивания деталей с толщиной стенки не более 25 мм.
7.2.4.2 Постоянные магниты для намагничивания деталей, изготовленных из магнитотвердых материалов (например, колец подшипников), не применяют из-за трудности их размагничивания после проведения контроля.
7.2.4.3 Магнит устанавливают на контролируемую поверхность детали так, чтобы его полюса находились по разные стороны от предполагаемых дефектов (рисунок 7.5).
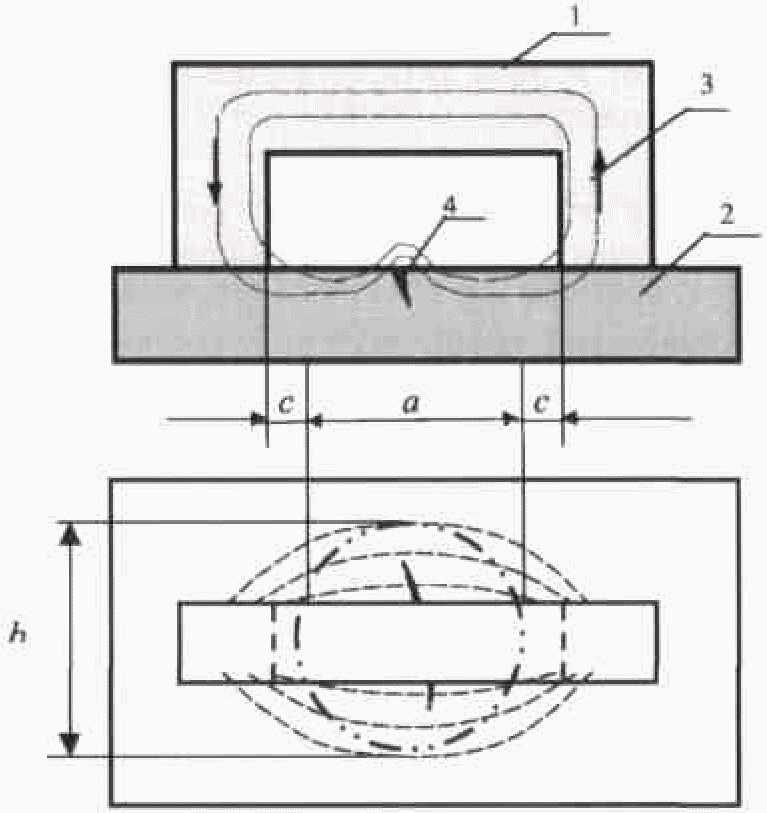
1 — магнит; 2 — деталь; 3 — силовые линии магнитного поля;
4 — трещина; a и b — длина и ширина зоны контроля;
c = 5 … 15 мм — ширина неконтролируемой зоны
на поверхности детали вблизи полюсов магнита
Рисунок 7.5 — Намагничивание детали электромагнитом
или постоянным магнитом
При определении длины a и ширины b зоны ДН следует учитывать, что на поверхности детали вблизи полюсов магнита образуются неконтролируемые зоны длиной c = 5 — 15 мм (рисунок 7.5), в которых дефекты не выявляются. Конкретное значение длины c неконтролируемой зоны зависит от конструкции магнита, магнитных свойств материала, размеров детали и определяется экспериментально.
7.2.5 Намагничивание гибкими кабелями или стержнями
7.2.5.1 Дефектоскопы с токопроводящими гибкими кабелями или стержнями применяют для продольного и циркулярного намагничивания деталей различной формы.
7.2.5.2 Для продольного намагничивания гибкий кабель наматывают в виде соленоида непосредственно на контролируемую деталь или на жесткий каркас из немагнитного материала, в который помещают эту деталь. При этом между кабелем и поверхностью детали должен быть обеспечен зазор от 10 до 20 мм. Для обеспечения зазора могут быть использованы шайбы из немагнитного материала диаметром от 20 до 40 мм, надеваемые на кабель.
При намагничивании короткой детали допускается наматывать на нее кабель без зазора с расстоянием между витками не более 5 мм. При этом намагничивается только поверхность детали под витками кабеля.
7.2.5.3 Схемы циркулярного намагничивания с помощью стержня и гибкого кабеля деталей, имеющих форму кольца, приведены на рисунке 7.6.
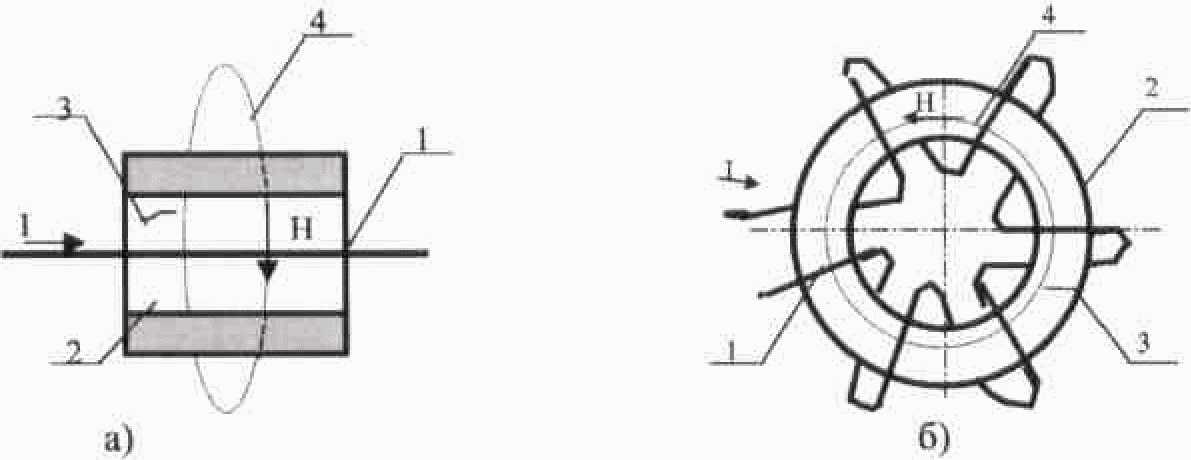
1 — стержень (или кабель); 2 — деталь; 3 — трещина;
4 — силовые линии магнитного поля; H — вектор напряженности
магнитного поля; I — намагничивающий ток
Рисунок 7.6 — Циркулярное намагничивание
с помощью стержня (а) и гибкого кабеля (б) деталей,
имеющих форму кольца
При намагничивании в соответствии с рисунком 7.6 а стержень или гибкий кабель помещают в центре отверстия детали. При смещении кабеля от центра на поверхности детали возникают локальные магнитные полюса, мешающие выявлению дефектов.
При намагничивании в соответствии с рисунком 7.6 б гибкий кабель наматывают на деталь равномерно или локально — от 3 до 6 витков, которые при намагничивании перемещают вдоль окружности кольца не менее трех раз.
7.3 Нанесение магнитных индикаторов на контролируемую поверхность
7.3.1 Магнитные индикаторы наносят на контролируемую поверхность сухим или мокрым способом.
7.3.2 Сухой способ нанесения магнитного индикатора не применяют при контроле колец подшипников, шеек оси колесной пары, средней части оси с применением СНУ; шеек валов и других мелких деталей круглого сечения диаметром менее 60 мм, а также деталей с резьбой (валики, болты и т.п.).
(Измененная редакция, Изм. N 1).
7.3.3 Магнитный порошок наносят на контролируемую поверхность детали тонким слоем, перемещая распылитель зигзагообразно вдоль детали с шагом не более 30 мм. Распылитель следует располагать при этом на расстоянии 30 — 50 мм от контролируемой поверхности.
7.3.4 Магнитный порошок наносят равномерно по всей контролируемой поверхности детали. При намагничивании детали магнитный порошок начинает перемещаться по поверхности детали и скапливаться вблизи НУ. При этом на участки поверхности, оказавшиеся без порошка, следует подсыпать порошок, а излишки — сдувать слабым потоком воздуха, например, с помощью резиновой груши. При включенном соленоиде магнитный порошок наносят перемещением распылителя в пределах зоны ДН детали по направлению к соленоиду.
7.3.5 Магнитную суспензию наносят на контролируемую поверхность: поливом слабой струей, не смывающей осевшие над дефектами магнитные частицы; распылением; погружением детали в емкость с суспензией.
7.3.6 Перед нанесением на контролируемую поверхность магнитную суспензию необходимо тщательно перемешать лопаткой из немагнитного материала (дерева, пластмассы, алюминия, меди) или взбалтыванием емкости с суспензией так, чтобы магнитные частицы равномерно распределились по всему объему дисперсионной среды и при нанесении суспензии оставались во взвешенном состоянии.
При проведении контроля с применением стационарных дефектоскопов (установок, стендов), в состав которых входят механизированные устройства, обеспечивающие циркуляцию суспензии, следует предварительно включить режим перемешивания суспензии.
7.3.7 При нанесении магнитной суспензии поливом или распылением необходимо обеспечить наклон контролируемой поверхности детали для равномерного стекания суспензии.
7.3.8 На вертикальные поверхности детали магнитную суспензию следует наносить с помощью распылителей, располагая их на расстоянии 100 — 300 мм от контролируемой поверхности.
7.3.9 Способ погружения предварительно намагниченной детали в емкость с суспензией применяют при контроле СОН деталей небольших размеров из магнитотвердых материалов, а также деталей с резьбой (болтов, шпилек, валиков, колец и т.п.).
7.4 Осмотр контролируемой поверхности
7.4.1 Осмотр поверхности деталей проводят после стекания основной массы суспензии и прекращения намагничивания.
При контроле деталей с использованием магнитных порошков ПЖВ3 — ПЖВ5 по ГОСТ 9849, осмотр контролируемой поверхности следует начинать до прекращения намагничивания.
7.4.2 При осмотре используют, при необходимости, лупы по ГОСТ 25706. При осмотре деталей с резьбой применение луп является обязательным.
7.4.3 При использовании черных или цветных (нелюминесцентных) магнитных порошков освещенность контролируемой поверхности деталей при осмотре должна быть не менее 1000 лк. При этом следует применять комбинированное освещение (общее и местное). Для местного освещения применяют переносные светильники с непрозрачным отражателем, обеспечивающим рассеяние света и защиту глаз дефектоскописта от слепящего воздействия источника света.
7.4.4 При использовании люминесцентных магнитных порошков осмотр поверхности деталей проводят с применением источников ультрафиолетового излучения (УФ-облучателей) в спектральном диапазоне (315 — 400) нм. При этом УФ-облученность контролируемой поверхности должна быть не менее 800 мкВт/см2.
7.4.5 Участок осмотра деталей при использовании УФ-облучателей должен быть затемнен. При этом допускается подсветка, обеспечивающая освещенность контролируемой поверхности видимым светом не более 10 лк. Дефектоскопист должен пройти адаптацию в условиях затемнения не менее 5 мин.
7.4.6 Образование на контролируемой поверхности детали индикаторного рисунка свидетельствует о возможном наличии дефекта.
Вид индикаторного рисунка зависит от типа и размеров дефектов, а также от типа применяемого при контроле магнитного индикатора. Над поверхностными усталостными трещинами по всей их длине образуется индикаторный рисунок в виде четкого тонкого плотного валика магнитного порошка.
7.4.7 Следует отличать индикаторные рисунки дефектов от ложных скоплений магнитного порошка, которые могут возникать:
— в местах резкого изменения площади поперечного сечения детали при намагничивании постоянным магнитным полем;
— на рисках с острыми краями (магнитные частицы могут попадать в риски, но валик при этом не образуется);
— в местах касания друг с другом двух предварительно намагниченных деталей или касания намагниченной детали каким-либо острым предметом, например, отверткой;
— на границе зон термического влияния основного металла (вблизи сварного шва);
— на границе участков, подвергавшихся механической обработке, например, накатке.
В большинстве перечисленных выше случаев образуются размытые неплотные скопления магнитного порошка, причины образования которых следует уточнить при повторном намагничивании детали.
Чтобы отличить трещину от риски, следует тщательно зачистить место скопления порошка мелким наждачным полотном и повторно провести контроль, наблюдая с помощью лупы за образованием скопления магнитного порошка. Образование валика магнитного порошка при этом свидетельствует о наличии трещины.
7.4.8 При образовании на контролируемой поверхности скопления магнитного порошка в виде характерного индикаторного рисунка, свидетельствующего о наличии дефекта, деталь следует протереть ветошью, размагнитить и повторить контроль.
7.4.9 Если на контролируемой поверхности образовалось скопление магнитного порошка в виде линии, составляющей с направлением силовых линий магнитного поля угол меньше 45°, при проведении повторного контроля следует изменить положение детали относительно НУ так, чтобы этот угол стал близким к 90°.
7.4.10 По виду индикаторных рисунков необходимо определить число и длину выявленных дефектов. При этом длину протяженного дефекта принимают равной длине валика магнитного порошка. Группу из нескольких дефектов, расстояние между которыми меньше длины минимального из них, принимают за один протяженный дефект.
7.4.11 Каждый выявленный дефект отмечают краской, мелом или цветным карандашом.
7.4.12 При необходимости сохранения индикаторных рисунков изготовляют дефектограммы.
7.4.13 Дефектограмма в виде отпечатка индикаторного рисунка дефектов на липкой ленте может быть получена при проведении контроля с использованием магнитного порошка, водной или керосиновой суспензии. Для получения дефектограммы поверхность детали с индикаторным рисунком дефектов просушивают, накладывают на нее липкую ленту, прижимают ленту к поверхности детали, аккуратно снимают и приклеивают на лист белой бумаги.
8. Размагничивание и очистка деталей
после проведения контроля
8.1 Детали, имеющие трущиеся при эксплуатации поверхности, а также детали, находящиеся с ними в контакте после сборки (кольца роликовых подшипников, шейки оси колесной пары, шейки валов), после проведения контроля подвергают размагничиванию.
8.2 Размагничивание осуществляют воздействием на контролируемую деталь магнитным полем, изменяющимся по направлению и убывающим по величине от начального значения до нуля. При этом начальное значение напряженности размагничивающего поля должно быть не меньше, чем значение напряженности намагничивающего поля.
8.3 Для размагничивания деталей обычно применяют те же НУ, что и при намагничивании. Детали устанавливают относительно НУ так, чтобы направление силовых линий магнитного поля при размагничивании и намагничивании совпадало.
8.4 Для размагничивания дефектоскопами, в которых не предусмотрен режим автоматического размагничивания, детали помещают в соленоид, включают его и плавно (в течение 5 с и более) перемещают относительно детали (или деталь относительно соленоида) до удаления их друг от друга на расстояние не менее 0,5 м, после чего соленоид выключают.
8.5 Для размагничивания дефектоскопами, в которых предусмотрен режим автоматического размагничивания, детали помещают в соленоид или наматывают на них кабель и подвергают воздействию убывающими по амплитуде токами — переменными или знакопеременными импульсными.
8.6 Детали, намагниченные постоянными магнитами или электромагнитами постоянного тока, труднее поддаются размагничиванию в сравнении с деталями, намагниченными переменным или импульсным токами. В этом случае для повышения эффективности процесс размагничивания повторяют многократно или увеличивают его продолжительность.
8.7 Остаточная намагниченность внутренних и наружных колец роликовых подшипников после размагничивания должна быть меньше, чем 3 А/см, других деталей — меньше, чем 5 А/см.
8.8 Детали с обработанными поверхностями после проведения контроля необходимо очищать от остатков магнитного индикатора, смывая их при необходимости дисперсионной средой используемой суспензии и протирая ветошью.
9. Оценка и оформление результатов контроля
9.1 Оценку результатов контроля проводят в соответствии с требованиями РД 32.174.
9.2 Результаты контроля элементов колесных пар регистрируют в журнале формы ВУ-53.
10. Требования безопасности
10.1 Все работы при проведении магнитопорошкового контроля деталей необходимо проводить с соблюдением требований безопасности, установленных в РД 32.174.
Приложение А
(обязательное)
ПЕРЕЧЕНЬ
ДЕТАЛЕЙ ВАГОНОВ, СПОСОБЫ И СРЕДСТВА
МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
Таблица А.1
Колесная пара и буксовый узел
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Ось колесной пары в сборе |
Шейки и предподступичные части (открытые) |
СПП 20 |
МД-12ПШ или МД-12ПЭ; установки серии Р8617 или МД-14ПКМ |
|
Средняя часть |
МД-13ПР или МД-12ПС, установки серии Р8617 или МД-14ПКМ |
||
|
Подступичная часть (открытая) |
МД-12ПЭ или МД-12ПС |
||
|
Внутренние кольца роликовых подшипников, напрессованные на шейки оси |
Наружная поверхность |
СОН 180 |
Установки серии Р8617 или МД-14ПКМ |
|
Колесо цельнокатаное |
Обод, приободная зона диска, переход от диска к ступице |
СПП 30 |
Электромагнит МЭД 120 или постоянный магнит УН-5 |
|
Гребень |
Электромагнит МЭД 120 |
||
|
Ось колесной пары свободная |
Вся поверхность |
СПП 20 |
МД-12ПЭ или МД-12ПС |
|
Внутреннее кольцо роликового подшипника свободное |
Наружная поверхность |
СОН 180 |
Установка УМДП-01 (проект 9402) |
|
Наружное кольцо роликового подшипника свободное |
Внутренняя и наружная поверхности |
СОН 180 |
Установка УМДП-01 (проект 9402) |
|
Упорное кольцо роликового подшипника свободное |
Вся поверхность |
СОН 180 |
Установка УМДП-01 (проект 9402) |
|
Стопорная планка |
Вся поверхность |
СПП 20 |
МД-12ПШ |
Таблица А.2
Тележки грузовых вагонов
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Боковая рама тележек 18-100, 18-493 и 18-101 |
Внутренний угол буксового проема; наружный угол буксового проема; наклонный пояс, сопряжение полок и ребро усиления над буксовым проемом; кромки горизонтальной полки над буксовым проемом; кромки технологических отверстий; нижний угол рессорного проема; верхний угол рессорного проема; ребро усиления рессорного проема; опорная поверхность буксового проема |
СПП 15 |
Электромагнит МЭД 120 |
|
Надрессорная балка тележек 18-100, 18-493 и 18-101 |
Опорная поверхность подпятника; внутренний бурт подпятника; наружный бурт подпятника; зона перехода от наружного бурта подпятника к верхнему поясу; зона перехода от верхнего пояса к опорам скользунов; верхний пояс; кромки технологических отверстий в верхнем поясе; боковые стенки; нижний пояс; кромки технологических отверстий в нижнем поясе; наклонная плоскость для клина; углы между ограничительными буртами и наклонной плоскостью для клина |
СПП 15 |
Электромагнит МЭД 120 |
|
Соединительная балка тележки 18-101 |
Опорная поверхность и бурт центрального подпятника; верхний лист в зоне сварного соединения с плитой центрального подпятника; сварное соединение верхнего листа с плитой центрального подпятника; сварное соединение верхнего листа с крайним пятником; сварное соединение нижнего листа с крайним пятником; нижний лист в зоне крайних пятников; сварной шов приварки опоры скользунов |
СПП 15 |
Электромагнит МЭД 120 |
|
Шкворень |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
Таблица А.3
Тележки рефрижераторных вагонов
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Надрессорная балка тележек КВЗ-И2 и ЦМВ |
Сварные соединения боковой стенки с верхней и нижней пластинами; опорная поверхность подпятника; внутренний бурт подпятника; наружный бурт подпятника; места крепления съемного подпятника |
СПП 15 |
Электромагнит МЭД 120 |
|
Рама тележек КВЗ-И2 и ЦМВ |
Верхняя стенка продольной балки; нижняя стенка продольной балки; боковые стенки продольной балки; сварной шов верхней накладки продольной балки; сварной шов нижней накладки продольной балки; сварной шов внутренней поперечной балки |
СПП 15 |
Электромагнит МЭД 120 |
|
Люлечная (опорная) балка |
Поверхность цапф |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Люлечная подвеска |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Тяга подвески тележки КВЗ-И2 |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Тяга подвески тележки ЦМВ |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Валики люлечного и рессорного подвешивания |
Цилиндрическая поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Наконечник эллиптической рессоры тележки ЦМВ |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Хомут эллиптической рессоры тележки ЦМВ |
Наружные поверхности |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Шкворень |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
Таблица А.4
Тележки пассажирских вагонов
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Надрессорная балка тележек КВЗ-ЦНИИ и КВЗ-5 |
Сварные соединения боковой стенки с верхней и нижней пластинами; опорная поверхность подпятника; внутренний бурт подпятника; наружный бурт подпятника; сварное соединение опорной плиты с кронштейном гасителя колебаний; сварное соединение кронштейна поводка с опорной плитой; кронштейн гасителя колебаний |
СПП 15 |
Электромагнит МЭД 120 |
|
Рама тележек КВЗ-ЦНИИ и КВЗ-5 |
Верхняя стенка продольной балки; нижняя стенка продольной балки; боковые стенки продольной балки; сварной шов верхней накладки продольной балки; сварной шов нижней накладки продольной балки; сварной шов внутренней поперечной балки |
СПП 15 |
Электромагнит МЭД 120 |
|
Серьга центрального подвешивания |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Тяга подвески тележек КВЗ-ЦНИИ |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Тяга поводка тележек КВЗ-ЦНИИ |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Валики люлечного подвешивания |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Стержень предохранительный |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Шкворень |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
Таблица А.5
Тормозная рычажная передача
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Подвеска тормозного башмака грузовых и рефрижераторных вагонов |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Подвеска тормозного башмака пассажирских вагонов |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Тормозная тяга |
Сварной шов и околошовные зоны длиной от 100 до 150 мм |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
Таблица А.6
Энергосиловое оборудование рефрижераторных вагонов
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Коленчатый вал дизеля |
Шейки шатунные и коренные |
СПП 25 |
МД-12ПЭ или УНМ-300/2000 (гибкий кабель) |
|
Шатун дизеля |
Вся поверхность |
СПП 25 |
МД-12ПШ или МД-12ПЭ |
|
Головки |
Электромагнит МЭД 120 |
||
|
Вал распределительный дизеля |
Вся поверхность |
СПП 25 |
МД-12ПШ или МД-12ПЭ |
|
Шатунный болт дизеля |
Вся поверхность |
СПП 25 |
МД-12ПШ или МД-12ПЭ |
|
Коленчатый вал компрессора |
Вся поверхность |
СПП 25 |
МД-12ПШ или МД-12ПЭ |
|
Вал кулачковый топливного насоса |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
|
Вал привода топливного насоса |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
|
Поршневой палец |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
|
Толкатель |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
Таблица А.7
Электрическое оборудование и привод генератора
пассажирских вагонов
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Шестерня-вал редуктора ТРКП |
Вся поверхность, включая зубья и резьбу |
СПП 50 |
МД-12ПШ и Электромагнит МЭД 120; или УНМ-300/2000 (гибкий кабель) |
|
Вал редуктора ТРКП |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
|
Вилка со шлицевой втулкой карданного вала ТРКП |
Вся поверхность, включая шлицы |
СПП 35 |
МД-12ПШ или МД-12ПЭ, электромагнит МЭД 120 |
|
Вал ведомый привода ТК-2 |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
|
Вал полый |
Вся поверхность |
То же |
МД-12ПШ или МД-12ПЭ |
|
Кронштейн опоры |
Вся поверхность, включая шлицы и резьбу |
СПП 50 |
МД-12ПШ и электромагниты МД-4К или МЭД-120 |
|
Валик опоры момента |
Вся поверхность |
СПП 25 |
МД-12ПШ или МД-12ПЭ |
|
Вал шлицевой |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
|
Фланцевые вилки |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
|
Вилка со шлицами привода МАБ-11 и ВБА-32/2 |
Вся поверхность, включая шлицы |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
|
Вал генератора |
Хвостовик |
СПП 30 |
МД-12ПШ или МД-12ПЭ |
|
Крестовина карданного вала |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ; электромагнит МЭД-120 |
|
Вал ведомой шестерней |
Вся поверхность |
СПП 30 |
МД-12ПШ или МД-12ПЭ; электромагнит МЭД-120 |
Таблица А.8
Автосцепное устройство
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Корпус автосцепки |
Зона перехода от хвостовика к головной части; перемычка хвостовика; кромки отверстия для клина тягового хомута; поверхность хвостовика; верхние углы окна для замка и замкодержателя; нижние углы окна для замка и замкодержателя; угол сопряжения боковой и ударной поверхностей большого зуба; угол сопряжения тяговой и боковой поверхностей большого зуба; кромки контура большого зуба |
СПП 20 |
МД-12ПШ или МД-12ПЭ, или МД-12ПС, электромагнит МЭД 120 |
|
Тяговый хомут, корпус хомут поглощающего аппарата Р-5П |
Тяговые полосы; соединительные планки; зоны перехода от соединительных планок к тяговым полосам; зоны перехода от задней опорной части к тяговым полосам; зона перехода от ушек для болтов к тяговой полосе; зоны перехода от приливов отверстия для клина к тяговым полосам |
СПП 20 |
МД-12ПС или МД-14ПКМ (разъемный соленоид) |
|
Клин тягового хомута |
Вся поверхность |
СПП 35 |
МД-12ПШ или МД-12ПЭ |
|
Валик тягового хомута |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Маятниковая подвеска |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Стяжной болт поглощающего аппарата |
Вся поверхность, включая резьбу |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
Таблица А.9
Транспортеры
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Ролик |
Вся цилиндрическая поверхность |
СОН 180 |
МД-12ПШ или МД-12ПЭ |
|
Водило |
Вся цилиндрическая поверхность |
СПП 25 |
МД-12ПШ или МД-12ПЭ |
|
Серьга |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Цапфа |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
Таблица А.10
Винтовая упряжь
|
Наименование детали |
Зоны контроля по РД 32.174 |
Способ контроля, напряженность магнитного поля на поверхности детали, А/см, не менее <*> |
Типы применяемых дефектоскопов и намагничивающих устройств |
|
Крюк тяговый |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Винт винтовой Упряжи |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Ось (валик рессорный) |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Серьга стяжки |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Скоба стяжки |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Стержень буферного прибора |
Вся поверхность |
СПП 20 |
МД-12ПШ или МД-12ПЭ |
|
Коренной лист рессоры |
Вся поверхность |
СПП 50 |
МД-12ПШ или МД-12ПЭ |
———————————
<*> В таблицах А.1 — А.10 приведены значения тангенциальной составляющей Ht вектора напряженности магнитного поля.
Табл. А.1 — А.10 (Измененная редакция, Изм. N 1).
По согласованию с МПС России допускается применение дефектоскопов других типов с техническими характеристиками не хуже указанных в таблицах А.1 — А.10.
Приложение Б
(рекомендуемое)
ТИПОВЫЕ МЕТОДИКИ
МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ДЕТАЛЕЙ ВАГОНОВ
Таблица Б.1
Детали колесной пары
|
Номер п/п |
Наименование деталей, зоны контроля, выявляемые дефекты |
Способ, средства, особенности технологии и операции контроля (примеры) |
Схема намагничивания <*> |
|
1 |
Средняя часть оси колесной пары |
Способ контроля: СПП Средства контроля: 1 Дефектоскоп МД-12ПС; магнитные суспензии (раздел Ж.2 — Ж.3) 2 Дефектоскоп МД-13ПР: магнитный порошок (раздел Ж.1) 3 Установки серии Р8617 или МД-14ПКМ, в состав которых входят СНУ или разъемный соленоид Технологическая оснастка рабочего места: Роликовые опоры для установки и вращения колесной пары, кронштейн для подвешивания СНУ Операции контроля (примеры): 1 Контроль средней части оси дефектоскопом МД-12ПС 1.1 Установить колесную пару на роликовые опоры (рисунок Б.1.1). 1.2 Опустить СНУ над средней частью оси на расстоянии 130 … 150 мм от ступицы одного из колес так, чтобы между дугой СНУ и поверхностью оси был зазор 40 … 60 мм. 1.3 Включить СНУ. 1.4 Нанести магнитную суспензию на ось в пределах зоны ДН слева от СНУ до ступицы и справа от СНУ. 1.5 После стекания суспензии водной в течение менее 5 … 10 с, масляной — 10 … 15 с, осмотреть поверхность средней части оси с двух сторон от СНУ. Выключить СНУ. 1.6 Переместить СНУ вдоль оси на расстояние 110 … 130 мм от предыдущего положения и повторить операции по п.п. 1.2 — 1.5. 1.7 Переместить СНУ на расстояние 350 … 370 мм и повторить операции по п.п. 1.2 — 1.5. 1.8 Последовательно перемещая СНУ вдоль оси на расстояния 110 … 130 и 350 … 370 мм относительно предыдущего положения, провести контроль по п.п. 1.2 — 1.5 всей поверхности средней части оси до ступицы следующего колеса. 1.9 Повторить контроль по п.п. 1.1 — 1.8, дважды провернув колесную пару на (120 +/- 10)°. 1.10 Для размагничивания включить СНУ и провести его по всей длине средней части оси от ступицы одного колеса к другому. Переместить СНУ к середине средней части оси, остановить и поднять на 0,3 … 0,5 м от оси, выключить СНУ. |
Средняя часть оси
Рисунок Б.1.1 |
|
Зоны контроля: все открытые поверхности средней части оси Выявляемые дефекты: трещины поперечные и наклонные под углом более 30° к образующей оси |
|||
|
2 Контроль средней части оси дефектоскопом МД-13ПР 2.1 Раскрыть разъемный соленоид и опустить его максимально вниз. 2.2 Установить колесную пару на роликовые опоры. 2.3 Отрегулировать высоту соленоида так, чтобы зазор между его витками и осью сверху был не меньше, чем снизу (рисунок Б.1.2). 2.4 Переместить тележку к ступице одного из колес. 2.5 Замкнуть витки соленоида. 2.6 Нанести равномерно по всей длине средней части оси сухой магнитный порошок. 2.7 Включить намагничивание и перемещение соленоида. 2.8 Осмотреть поверхность средней части оси с двух сторон от соленоида в пределах зоны ДН. 2.9 Остановить соленоид у ступицы второго колеса, выключить намагничивание, осмотреть поверхность оси. 2.10 Отметить мелом границы проконтролированного участка средней части оси. 2.11 Провернуть ось на 1/5 полного оборота (72 +/- 5)°, переместить соленоид к ступице одного из колес и повторить контроль по п.п. 2.6 — 2.10. 2.12 Провести контроль всей поверхности средней части оси по п. 2.11 не менее чем за пять проходов. 2.13 Включить соленоид и переместить его к середине средней части оси; выключить соленоид |
Средняя часть оси
Рисунок Б.1.2 |
||
|
2 |
Шейка и предподступичная часть оси Зоны контроля: вся поверхность |
Способ контроля: СПП Средства контроля: дефектоскопы МД-12МШ или МД-12ПЭ; магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Роликовые опоры для вращения колесной пары, устройство для механизированного вращения колесной пары, штанга для подвешивания соленоида |
|
|
Выявляемые дефекты: трещины поперечные и наклонные |
Операции контроля: Контроль шейки и предподступичной части оси дефектоскопом МД-12ПШ 1 Включить вращение колесной пары. 2 Подвести соленоид к шейке оси так, чтобы она входила в отверстие соленоида на 30 … 50 мм (рисунок Б.1.3). 3 Приподнять соленоид так, чтобы зазор между корпусом соленоида и контролируемой поверхностью шейки оси был не менее 40 мм. 4 Включить соленоид. 5 Нанести суспензию на шейку и предподступичную часть. 6 Дать стечь суспензии водной в течение 5 … 10 с, масляной — 10 … 15 с и осмотреть поверхность шейки. 7 За время стекания суспензии переместить соленоид к ступице колеса и вернуть в исходное положение. 8 Осмотреть шейку и предподступичную часть при вращении оси, обращая внимание на галтели шеек и предподступичной части. 9 Выключить соленоид и остановить вращение оси. 10 Для размагничивания установить соленоид на середине шейки оси. Включить соленоид и медленно отвести его от шейки на расстояние не менее 0,5 м. Выключить соленоид. 11 Удалить с поверхности шейки оси остатки магнитного порошка, протерев ее ветошью. Примечание — Допускается проводить контроль шеек и предподступичных частей оси при вращении оси вручную в трех положениях оси, поворачивая ее на (120 +/- 10)°. |
Шейка оси колесной пары
Рисунок Б.1.3 |
|
|
3 |
Кольца подшипников, напрессованные на шейки оси колесной пары Зоны контроля: вся поверхность Выявляемые дефекты: трещины поперечные и продольные |
Способ контроля: СОН Средства контроля: установки серии Р8617 или МД-14ПКМ (соленоиды импульсного тока для продольного намагничивания колец подшипников, контактные головки для циркулярного намагничивания колец пропусканием тока по оси); магнитные суспензии (разделы Ж.2 — Ж.3). Технологическая оснастка рабочего места: Роликовые опоры для вращения колесной пары Операции контроля: Контроль внутренних колец подшипников 1 Установить колесную пару на роликовые опоры. 2 Надеть соленоиды на внутренние кольца (рисунок Б.1.4). 3 Прижать контактные головки к торцам оси. 4 Намагнитить кольца одновременным пропусканием по соленоидам и по оси колесной пары не менее трех импульсов тока. Снять контактные электроды и соленоиды с колец. 5 Включить вращение колесной пары и нанести на кольца магнитную суспензию. 6 После стекания суспензии в течение 5 … 10 с осмотреть поверхность колец не менее чем за два их полных оборота при вращении, обращая внимание на галтели. Остановить вращение колесной пары. 7 Надеть на кольца соленоид и включить режим намагничивания. Плавно отвести соленоид от колец на расстояние не менее 0,5 м. 8 Аналогично размагнитить вторую пару колец. 9 Протереть поверхности колец для удаления остатков магнитного порошка. |
Внутренние кольца подшипников, напрессованные на оси
Рисунок Б.1.4 |
|
4 |
Ось колесной пары свободная Зоны контроля: Вся поверхность, кроме резьбовых и торцевых частей Выявляемые дефекты: трещины поперечные и наклонные |
Способ контроля: СПП Средства контроля: дефектоскопы МД-12ПС или МД-12ПЭ; магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Стенд, обеспечивающий вращение оси колесной пары и перемещение СНУ или соленоида Операции контроля: 1 Контроль оси колесной пары дефектоскопом МД-12ПС 1.1 Установить СНУ над осью у торца (рисунок Б.1.5 а), при этом зазор между осью и СНУ должен быть не более 40 … 60 мм. 1.2 Включить СНУ и нанести суспензию на участок оси в пределах зоны ДН с внешней стороны СНУ. 1.3 Дать стечь суспензии в течение 5 … 10 с и осмотреть поверхность оси в пределах зоны ДН. 1.4 Медленно переместить СНУ вдоль оси, одновременно нанося суспензию перед СНУ в пределах зоны ДН (рисунок Б.1.5 б). 1.5 Осмотреть поверхность оси за движущимся СНУ, обращая внимание на галтели шейки и предподступичной части. 1.6 Довести СНУ до другого торца оси. Начальное и конечное положения СНУ относительно двух торцов оси должны быть симметричными (рисунок Б.1.5 а). Прекратить нанесение суспензии, выключить СНУ. 1.7 Повторить контроль оси еще два раза, поворачивая ее на (120 +/- 10)°. 1.8 Для размагничивания оси установить СНУ над одной из подступичных частей оси, включить СНУ. Плавно переместить СНУ к шейке оси и отвести от нее на расстояние не менее 0,5 м, выключить СНУ. 1.9 Установить СНУ над другой подступичной частью и повторить операцию по п. 1.8. |
Ось колесной пары свободная
а)
б) Рисунок Б.1.5 |
|
2 Контроль оси колесной пары дефектоскопом МД-12ПЭ 2.1 Подвести соленоид к торцу оси так, чтобы ее конец входил в отверстие соленоида на 30 … 50 мм (рисунок Б.1.6 а). 2.2 Включить устройство для вращения оси. 2.3 Включить соленоид. 2.4 Нанести суспензию на поверхность шейки. 2.5 Медленно переместить соленоид вдоль оси, одновременно нанося суспензию перед соленоидом в пределах зоны ДН (рисунок Б.1.6 б). 2.6 Осмотреть поверхность оси за движущимся соленоидом, обращая внимание на галтели шейки и предподступичной части. 2.7 Довести соленоид до конца оси, прекратить нанесение суспензии, выключить соленоид и устройство для вращения колесной пары. 2.8 Для размагничивания оси установить соленоид над подступичной частью оси, включить соленоид. Плавно переместить соленоид к шейке оси и отвести от нее на расстояние не менее 0,5 м. Выключить соленоид. |
Ось колесной пары
а)
б) Рисунок Б.1.6 |
||
|
5 |
Цельнокатаное колесо (гребень) Зоны контроля: упрочненная поверхность гребня Выявляемые дефекты: трещины продольные и поперечные Примечание — Применяется при необходимости подтверждения результатов вихретокового контроля |
Способ контроля: СПП Средства контроля: Электромагнит МЭД 120; магнитные суспензии (раздел Ж.2 и Ж.3). Технологическая оснастка рабочего места: Роликовые опоры, обеспечивающие вращение колесной пары, механизированное устройство для вращения колесной пары Операции контроля 1 Установить электромагнит на гребень колеса под углом к окружности катания так, чтобы один полюс опирался на вершину гребня, а другой — на поверхность катания за зоной упрочнения (рисунок Б.1.7 а). 2 Включить электромагнит. 3 Нанести суспензию на поверхность гребня между полюсами электромагнита (рисунок Б.1.7 б). 4 После стекания суспензии в течение 5 … 10 с выключить электромагнит и осмотреть контролируемый участок гребня. 5 Повернуть электромагнит на (90 +/- 10)° и повторить контроль, выполняя операции по п.п. 2 — 4. 6 Устанавливая электромагнит вдоль гребня с шагом не более 150 мм и выполняя операции по п.п. 2 — 5, проконтролировать всю поверхность гребня |
Цельнокатаное колесо (гребень)
Рисунок Б.1.7 |
|
6 |
Цельнокатаное колесо Зоны контроля: приободная зона диска, переход от диска к ступице Выявляемые дефекты: трещины круговые и радиальные Примечание — Применяется при необходимости подтверждения результатов вихретокового контроля |
Способ контроля: СПП Средства контроля: постоянный магнит УН-5 или электромагнит МЭД-120; магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Механизированное устройство для вращения колесной пары Операции контроля 1. Установить магнит одним полюсом на обод, другим — на диск колеса (рисунок Б.1.8 а). При использовании электромагнита включить его. 2. Нанести суспензию с помощью распылителя на поверхность диска между полюсами магнита. 3. После стекания суспензии в течение 5 … 10 с осмотреть контролируемый участок. Выключить электромагнит. 4. Повернуть магнит на (90 +/- 10)° и повторить контроль, выполняя операции по п.п. 2 — 3. 5. Устанавливая магнит вдоль обода с шагом не более 150 мм и выполняя операции по п.п. 2 — 4, проконтролировать всю поверхность перехода от диска к ободу. 6. Установить магнит одним полюсом на ступицу, другим — на диск колеса (рисунок Б.1.8 б) и проконтролировать переход от диска к ступице, выполняя операции по п.п. 2 — 5. |
Цельнокатаное колесо
а)
б) Рисунок Б.1.8 |
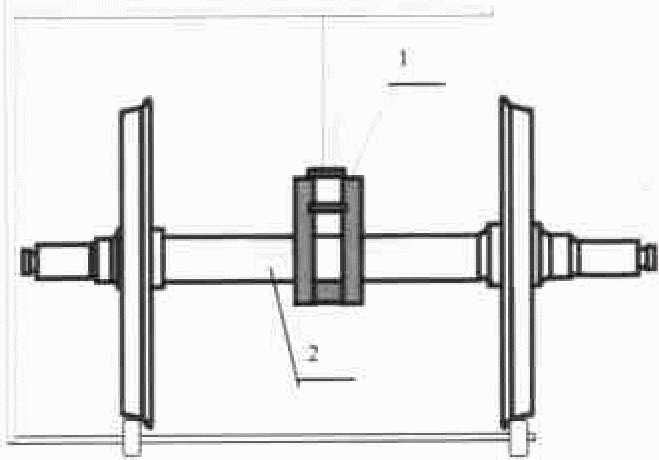
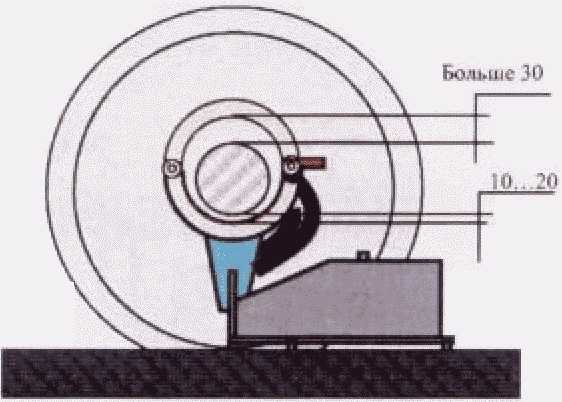
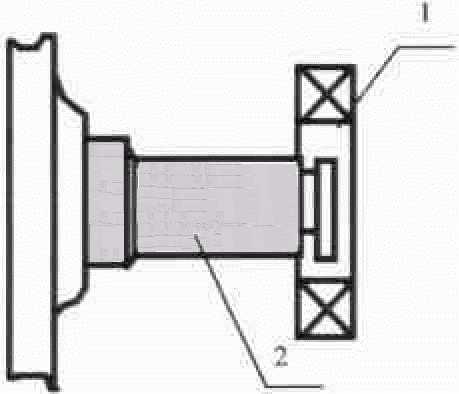
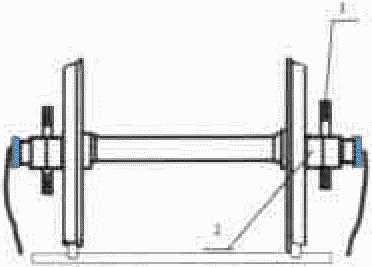
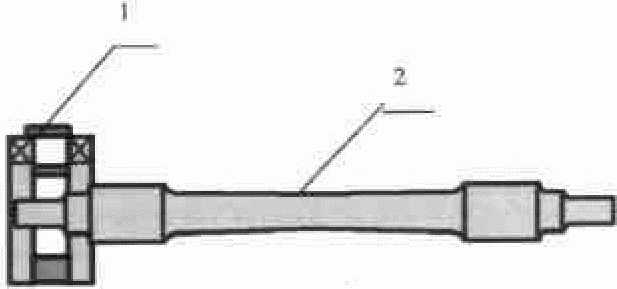
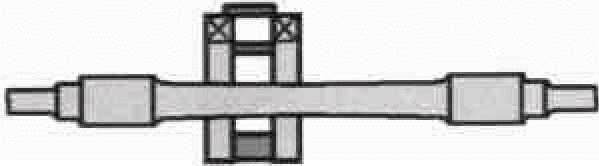
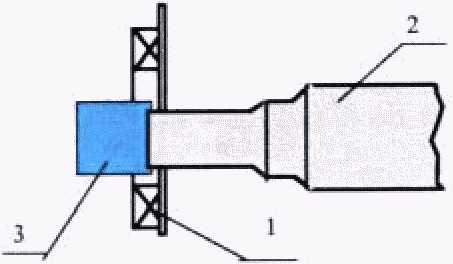
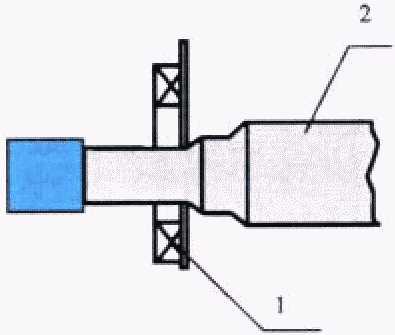

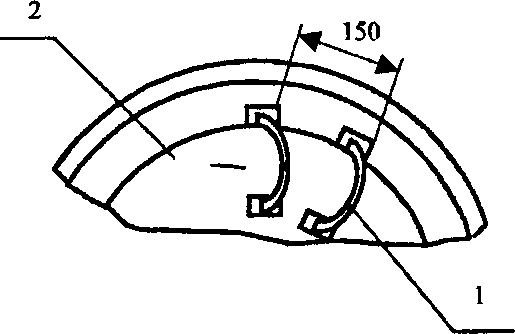
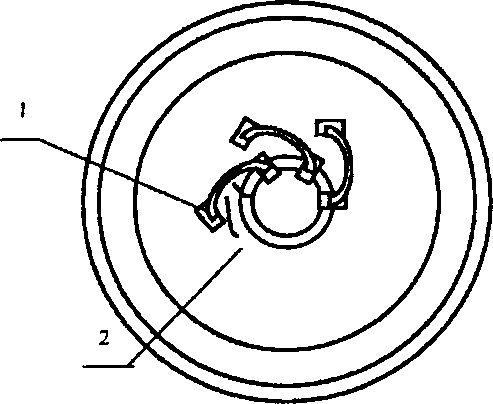
———————————
<*> Условные обозначения: 1 — НУ (соленоид, электромагнит, гибкий кабель); 2 — контролируемая деталь; 3 — удлинительные наконечники; 4 — подставка из немагнитного материала.
(Измененная редакция, Изм. N 1).
Таблица Б.2
Детали автосцепного устройства
|
Номер п/п |
Наименование деталей, зоны контроля, выявляемые дефекты |
Способ, средства и операции контроля |
Схема намагничивания <*> |
|
1 |
Корпус автосцепки (хвостовик) Зоны контроля: вся поверхность хвостовика; переход от хвостовика к головной части; перемычка хвостовика Выявляемые дефекты: трещины поперечные и наклонные на поверхности хвостовика; трещины продольные на перемычке |
Способ контроля: СПП Средства контроля: Дефектоскопы МД-12ПШ или МД-12ПЭ (длина зоны ДН — 120 … 160 мм); магнитные индикаторы (разделы Ж.1 — Ж.3). Технологическая оснастка рабочего места: Поворотный стенд для закрепления корпуса автосцепки, кронштейн, для подвешивания и перемещения соленоида вдоль хвостовика корпуса автосцепки Операции контроля (примеры) Контроль хвостовика корпуса автосцепки дефектоскопом МД-12ПШ 1 Закрепить корпус автосцепки на поворотном стенде так, чтобы одна из плоскостей хвостовика была расположена под углом не менее 10° к горизонтали. 2 Установить соленоид у перемычки под углом (35 +/- 5)° к оси хвостовика так, чтобы хвостовик частично входил в отверстие соленоида (рисунок Б.2.1 а), включить соленоид. 3 Нанести суспензию на все открытые для осмотра поверхности хвостовика в зоне перемычки. 4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность перемычки и торец хвостовика, выключить соленоид. 5 Надеть соленоид на хвостовик в зоне перемычки, максимально приподняв его (положение I см. рисунок Б.2.1 б). 6 Включить соленоид. 7 Нанести суспензию в пределах зоны ДН на две верхние плоскости. 8 После стекания суспензии в течение 5 … 10 с, осмотреть две верхние плоскости в пределах зоны ДН. 9 Медленно перемещать соленоид вдоль хвостовика, одновременно нанося перед ним суспензию на две верхние плоскости хвостовика. 10 Остановить соленоид, по возможности приблизив его к головке (положение II см. рисунок Б.2.1 б). 11 Нанести суспензию на участки, примыкающие к головке, включая переход от хвостовика к головке, и прекратить нанесение суспензии. 12 После стекания суспензии в течение 5 … 10 с осмотреть две верхние плоскости хвостовика, обращая внимание на зоны перехода от хвостовика к голове, выключить соленоид и вернуть его к перемычке. 13 Повернуть корпус автосцепки на 180° и повторить контроль по п.п. 6 — 12. |
Корпус автосцепки (хвостовик)
Рисунок Б.2.1 |
|
2 |
Корпус автосцепки (перемычка хвостовика, головная часть) Зоны контроля: углы окна для замка и замкодержателя; перемычка хвостовика |
Способ контроля: СПП Средства контроля: Электромагнит МЭД 120; магнитные индикаторы (разделы Ж.1 — Ж.3). Технологическая оснастка рабочего места: Поворотный стенд для закрепления корпуса автосцепки Операции контроля (примеры) Контроль хвостовика и головки корпуса автосцепки электромагнитом 1 Установить электромагнит на участок детали с предполагаемой трещиной (по результатам вихретокового контроля) так, чтобы его полюса были по разные стороны от трещины (рисунок Б.2.2 а и б). 2 Включить электромагнит. 3 Нанести суспензию на участок детали между полюсами электромагнита. 4 После стекания суспензии в течение 5 … 10 с выключить электромагнит, снять его с поверхности детали и осмотреть поверхность детали. |
Корпус автосцепки (головная часть)
а) Корпус автосцепки (перемычка хвостовика)
б) Рисунок Б.2.2 |
|
3 |
Тяговый хомут Зоны контроля: тяговые полосы; соединительные планки. Выявляемые дефекты: трещины поперечные на тяговых полосах, трещины любого направления в переходах к тяговым полосам |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПС; магнитные индикаторы (разделы Ж.1 — Ж.3). Технологическая оснастка рабочего места: Кантователь для закрепления тягового хомута, кронштейн для подвешивания и перемещения соленоида вдоль тяговых полос Операции контроля (примеры) Контроль тягового хомута дефектоскопом МД-12ПС 1 Установить СНУ над одной из тяговых полос и сдвинуть к соединительной планке (рисунок Б.2.3). 2 Включить СНУ. 3 Нанести суспензию на тяговую полосу в пределах зоны ДН с обеих сторон от СНУ. При этом необходимо следить, чтобы суспензия попадала и на поверхность соединительной планки. 4 Осмотреть тяговую полосу и соединительную полосу в пределах зоны ДН с обеих сторон от СНУ, выключить СНУ. 5 Медленно переместить СНУ вдоль тяговой полосы к задней опорной части хомута, нанося суспензию перед СНУ. 6 После стекания суспензии в течение 5 … 10 с осмотреть тяговую полосу и заднюю опорную часть хомута. 7 Установить СНУ над другой тяговой полосой и провести контроль по п.п. 2 — 6. 8 Перевернуть тяговый хомут и провести контроль по п.п. 1 — 7. |
Тяговый хомут
Рисунок Б.2.3 |
|
4 |
Клин тягового хомута, валик тягового хомута, маятниковая подвеска, стяжной болт Зоны контроля: вся поверхность Выявляемые дефекты: трещины поперечные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ; магнитные индикаторы (разделы Ж.1 и Ж.3). Технологическая оснастка рабочего места: Подставка из немагнитного материала для размещения одной или двух деталей должна входить в рабочее отверстие соленоида; кронштейн для подвешивания и перемещения соленоида вдоль деталей на подставке. Особенности технологии контроля Контролируется одна деталь или от 2-х до 4-х деталей в зависимости от их длины, составленных в цепочку на немагнитной подставке и плотно прижатых друг к другу торцами. Операции контроля (примеры) 1 Контроль клина тягового хомута дефектоскопом МД-12ПШ 1.1 Детали расположить на подставке, плотно прижав их одинаковыми торцами друг к другу так, чтобы конец одной из крайних деталей входил в отверстие соленоида на 30 … 50 мм (рисунок Б.2.4). 1.2 Включить соленоид. 1.3 Медленно переместить соленоид, одновременно нанося магнитную суспензию на детали перед соленоидом. Остановить соленоид в положении, когда конец другой крайней детали будет входить в отверстие соленоида на 30 … 50 мм. 1.4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность деталей и выключить соленоид. 1.5 Перевернуть детали и повторить операции по п.п. 1.2 — 1.4, перемещая при этом соленоид в противоположном направлении. |
Клин тягового хомута
Рисунок Б.2.4 |
|
2 Контроль стяжного болта поглощающего аппарата дефектоскопом МД-12ПШ 2.1 Расположить на подставке деталь так, чтобы один его конец с резьбовой частью входил в рабочее отверстие соленоида на 30 … 50 мм (рисунок Б.2.5). 2.2 Включить соленоид. 2.3 Нанести магнитную суспензию на всю деталь. 2.4 Медленно переместить соленоид к головке болта и вернуть его в исходное положение. 2.5 После стекания суспензии в течение 5 … 10 с осмотреть поверхность болта с применением лупы (при осмотре резьбы). Выключить соленоид. 2.6 Перевернуть болт и повторить операции по п.п. 2.2 — 2.5. |
Стяжной болт поглощающего аппарата
Рисунок Б.2.5 |
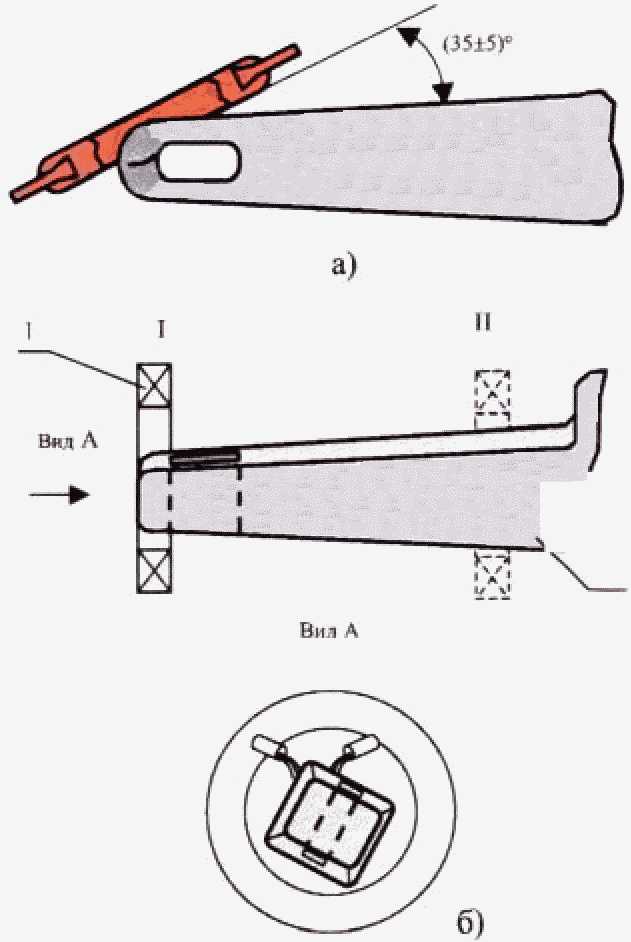
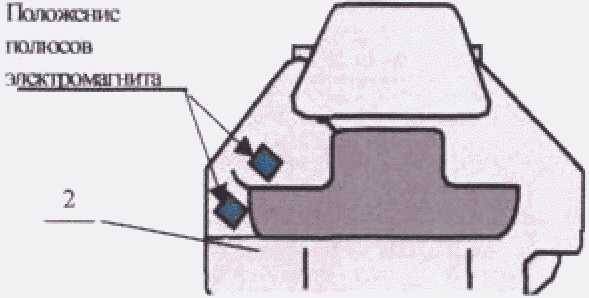
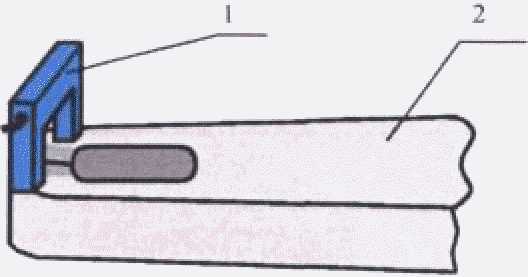
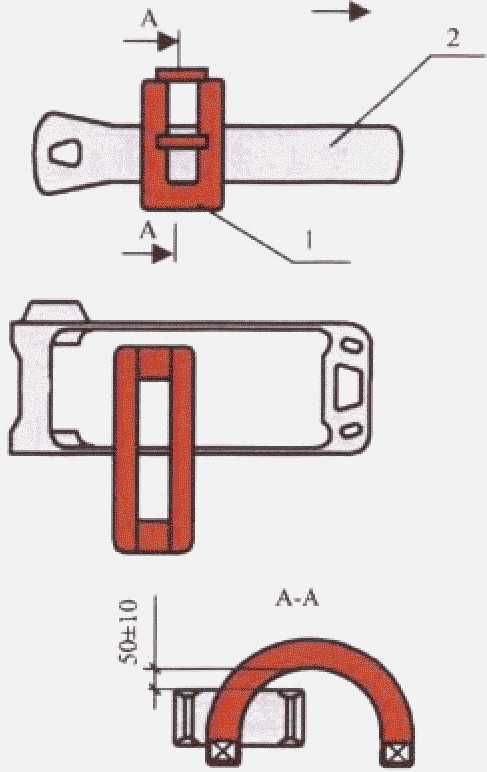
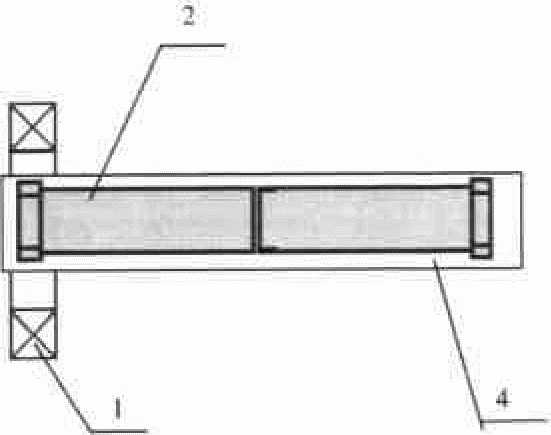
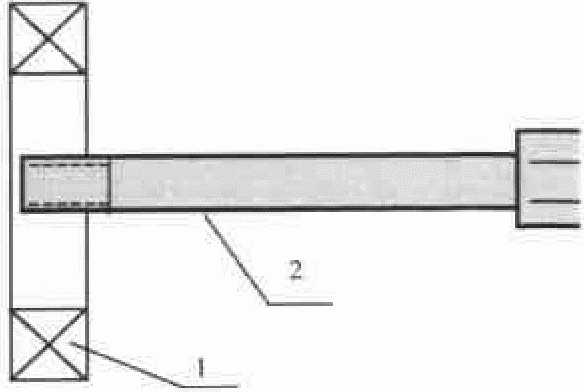
———————————
<*> Условные обозначения: 1 — НУ (соленоид, электромагнит, гибкий кабель); 2 — контролируемая деталь; 3 — удлинительные наконечники; 4 — подставка из немагнитного материала.
(Измененная редакция, Изм. N 1).
Таблица Б.3
Другие детали вагонов различной формы
|
Номер группы деталей |
Наименование группы деталей, зоны контроля, выявляемые дефекты |
Способ, средства и операции контроля |
Схема намагничивания <*> |
|
1 |
Детали длиной более 250 мм круглого сечения: вал кулачковый топливного насоса, вал привода топливного насоса, вал распределительный дизеля, вал привода ТК-2, вал опоры момента, вал полый, шкворни, вал коленчатый компрессора, толкатель Зоны контроля: вся поверхность Выявляемые дефекты: трещины поперечные |
Способ контроля: СПП Средства контроля: дефектоскопы МД-12ПШ или МД-12ПЭ (один или два одинаковых дефектоскопа); магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Стенд, обеспечивающий перемещение соленоидов вдоль контролируемой детали Особенности технологии контроля: 1 Контроль проводится с применением одного или двух одинаковых соленоидов, закрепленных на кронштейне на расстоянии, равном 1 … 1,5 диаметрам рабочих отверстий соленоидов. 2 Контроль проводится при непрерывном или дискретном (по участкам) перемещении одного или двух соленоидов вдоль детали. Операции контроля (примеры): 1 Контроль вала кулачкового топливного насоса дефектоскопом МД-12ПШ при непрерывном перемещении соленоида: 1.1 Установить вал на опоры или подставку. 1.2 Установить соленоид так, чтобы один конец вата входил в отверстие соленоида на 30 … 50 мм (рисунок 1 а). 1.3 Включить соленоид и нанести суспензию на вал в пределах зоны ДН. 1.4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность вала в пределах зоны ДН, обращая внимание на галтели и переходы от одного диаметра к другому. 1.5 Медленно перемещать соленоид вдоль вала до другого его конца, нанося суспензию перед соленоидом в пределах зоны ДН (рисунки Б.3.1 б и в). 1.6 После стекания суспензии в течение 5 … 10 с осмотреть поверхность вала, выключить соленоид. 1.7 Повернуть вал на (180 +/- 10)° и повторить контроль, выполняя операции по п.п. 1.3 — 1.6. Примечания: 1 При дискретном перемещении соленоида наносят суспензию и осматривают поверхность детали в пределах зоны ДН с двух внешних сторон соленоида. 2 При максимальном диаметре детали более 100 мм контроль проводят трижды, поворачивая ее каждый раз на (120 +/- 10)°. |
Вал кулачковый топливного насоса
а)
б)
в) Рисунок Б.3.1 |
|
2 Контроль вала распределительного дизеля дефектоскопом МД-12ПЭ при непрерывном перемещении соленоида: 2.1 Закрепить вал в центрах из магнитного материала или установить его на опоры, приставив к его концу со стороны соленоида без магнитопровода удлинитель из магнитного материала 2.2 Установить соленоид так, чтобы один конец вала входил в отверстие соленоида на 30 … 50 мм (рисунок Б.3.2 а), включить соленоид. 2.3 Медленно перемещать соленоид вдоль вала до другого его конца, нанося суспензию перед движущимся соленоидом в пределах зоны ДН (рисунки Б.3.2 б и в). 2.4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность вала, обращая внимание на галтели и переходы от одного диаметра к другому, выключить соленоид. 2.5 Повернуть вал на (180 +/- 10)° и повторить контроль, выполняя операции по п.п. 2.3 — 2.4. Примечание — При дискретном перемещении соленоида наносят суспензию и осматривают поверхность детали в пределах зоны ДН со стороны соленоида без магнитопровода (со стороны выключателя на корпусе соленоида) |
Вал распределительный дизеля
а)
б)
в) Рисунок Б.3.2 |
||
|
3 Контроль тяги поводка двумя дефектоскопами МД-12ПШ при дискретном перемещении соленоидов. 3.1 Закрепить два одинаковых соленоида на кронштейне или каретке на расстоянии, равном 1 … 1,5 диаметрам рабочих отверстий соленоидов, отвести соленоиды в крайнее левое положение. 3.2 Установить деталь на опору или подставку. 3.3 Установить соленоиды так, чтобы конец детали входил в отверстие первого соленоида (рисунок Б.3.3 а). 3.4 Включить соленоиды. 3.5 Нанести суспензию на поверхность детали между соленоидами. 3.6 После стекания суспензии в течение 5 … 10 с осмотреть поверхность детали между соленоидами, обращая внимание на галтели и участки перехода от одного диаметра к другому, выключить соленоиды. 3.7 Провести контроль всей детали по участкам, перемещая соленоиды и выполняя операции по п.п. 3.4 — 3.6. Длина участков определяется расстоянием между соленоидами. Смежные участки должны перекрывать друг друга не менее чем на 20 мм. 3.8 Повернуть деталь на (180 +/- 10)° и повторить контроль, выполняя операции по п.п. 3.4 — 3.7. |
Тяга поводка
а)
б) Рисунок Б.3.3 |
||
|
2 |
Детали, имеющие плоские поверхности: шатуны дизеля и компрессора, листы рессорные, наконечник эллиптической рессоры, серьга транспортера и т.п. Зоны контроля: вся поверхность, шлицевые участки шатунов Выявляемые дефекты: трещины поперечные |
Способ контроля: СПП Средства контроля: Дефектоскопы МД12ПШ или МД-12ПЭ (один или два одинаковых дефектоскопа); магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Стенд, обеспечивающий перемещение соленоидов вдоль детали (до 1200 мм), например, стенд СМК-12. Особенности технологии контроля: При проведении контроля необходимо обеспечить наклон контролируемой поверхности детали на угол не менее 10° к горизонтали для стекания суспензии. Операции контроля (примеры): Контроль шатуна двумя дефектоскопами МД-12ПШ 1 Соленоиды закрепить на каретке и отвести в крайнее левое положение. 2 Установить шатун на подставку так, чтобы одна из его головок входила в отверстие крайнего соленоида, а плоская поверхность была наклонена на угол не менее 10° к горизонтали (рисунок Б.3.4). 3 Включить соленоид и нанести суспензию на поверхность шатуна между соленоидами и на головку, входящую в соленоид. 4 Осмотреть поверхность шатуна между соленоидами и головку, входящую в соленоид, обращая внимание на участки, на которых могут возникать дефекты. 5 Переместить соленоиды вдоль детали, повторить контроль по п.п. 2 — 4. 6. Повернуть деталь на 180° и повторить контроль по п.п. 3 — 5. |
Шатун
Рисунок Б.3.4 |
|
3 |
Детали со шлицевыми участками: шатуны, вилка со шлицами, валы шестерни со шлицами Зоны контроля: шлицевые участки Выявляемые дефекты: трещины продольные |
Способ контроля: СПП Средства контроля: электромагнит МЭД 120; магнитные суспензии (разделы Ж.2 и Ж.3). Операции контроля (пример): Контроль шлицевых участков и головки шатуна с применением электромагнитов 1. Установить электромагнит на поверхности детали так, чтобы его полюса находились по разные стороны от предполагаемых трещин (рисунки Б.3.5 а и б). 2. Включить электромагнит и нанести суспензию на поверхность детали между полюсами электромагнита. 3. После стекания суспензии осмотреть поверхность детали между полюсами электромагнита, исключая участки, примыкающие к полюсам в пределах 20 … 25 мм. Выключить электромагнит. 4. Переставляя электромагнит с шагом, не превышающим двойную ширину полюсов, проконтролировать участок детали, подверженный образованию трещин. Примечание — Контроль плоских деталей проводят дважды, поворачивая их на 180°, а деталей круглого сечения — дважды или трижды в зависимости от их размеров, поворачивая соответственно на (180 +/- 10)° или (120 +/- 10)°. |
Шатун
а)
б) Рисунок Б.3.5 |
|
4 |
Короткие детали длиной менее 250 мм: валики люлечного и рессорного подвешивания, стопорные планки, водил транспортера, палец поршневой крестовины карданного вала. Зоны контроля: вся поверхность Выявляемые дефекты: трещины поперечные |
Способ контроля: СПП Средства контроля: дефектоскопы МД-12ПШ или МД-12ПЭ (один или два одинаковых дефектоскопа); магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Стенд, обеспечивающий перемещение соленоидов вдоль детали, (например, стенд СМК-12) Особенности технологии контроля: От 2 до 6 деталей в зависимости от их длины укладывают на подставку из немагнитного материала в ряд и/или используют удлинители. Операции контроля (примеры): 1 Контроль валиков дефектоскопом МД-12ПШ: 1.1 Детали уложить на подставку из немагнитного материала (рисунки Б.3.6 а и б). 1.2 Отвести соленоид в крайнее левое положение. 1.3 Установить соленоид так, чтобы один конец подставки с деталями входил в отверстие соленоида на 30 … 50 мм. 1.4 Включить соленоид и нанести суспензию на детали в пределах зоны ДН. 1.5 После стекания суспензии в течение 5 … 10 с осмотреть поверхность деталей в пределах зоны ДН, обращая внимание на галтели и переходы от одного диаметра к другому. 1.6 Медленно перемещать соленоид вдоль деталей, нанося суспензию перед соленоидом в пределах зоны ДН. 1.7 После стекания суспензии в течение 5 … 10 с осмотреть поверхность деталей. 1.8 Повернуть детали на (180 +/- 10) и повторить контроль, выполняя операции по п.п. 1.3 — 1.7. 2 Контроль стопорных планок дефектоскопом МД-12ПШ: 2.1 Детали уложить в 2 — 3 ряда на подставке из немагнитного материала (рисунок Б.3.7). Обеспечить наклон подставки с деталями на угол не менее 10° к горизонтали. 2.2 Установить соленоид так, чтобы один конец подставки с деталями входил в отверстие соленоида на 30 … 50 мм. 2.3 Включить соленоид и нанести суспензию на детали в пределах зоны ДН. 2.4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность деталей в пределах зоны ДН. 2.5 Медленно перемещать соленоид вдоль деталей, нанося суспензию перед соленоидом в пределах зоны ДН. 2.6 После стекания суспензии в течение 5 … 10 с осмотреть поверхность деталей. 2.7 Повернуть детали на 180° и повторить контроль, выполняя операции по п.п. 2.2 — 2.6. |
Валики люлечного и рессорного подвешивания
Рисунок Б.3.6 |
|
Стопорная планка
Рисунок Б.3.7 |
|||
|
5 |
Серьга центрального подвешивания Зоны контроля: вся поверхность Выявляемые дефекты: Трещины продольные и поперечные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ; магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Подставка для детали должна входить в отверстие соленоида, штанга для подвешивания соленоида и перемещения соленоида вдоль детали Операции контроля: Контроль серьги центрального подвешивания дефектоскопом МД-12ПШ: 1 Расположить серьгу на подставке так, чтобы она одним концом входила в отверстие соленоида (рисунок Б.3.8 а). 2 Развернуть соленоид так, чтобы его ось составляла с продольной осью серьги угол (35 +/- 5)° (рисунок Б.3.8 б). 3 Включить соленоид. 4 Нанести суспензию на части серьги в пределах зоны ДН (200 мм). 5 После стекания суспензии в течение 5 … 10 с осмотреть поверхность серьги вблизи зоны ДН и выключить соленоид. 6 Развернуть соленоид на 90° так, чтобы другой угол серьги входил в отверстие соленоида, повторить операции по п.п. 3 — 5. 7 Повернуть серьгу другим концом к соленоиду, повторить операции по п.п. 2 — 6. 8 Перевернуть серьгу на другую сторону и повторить операции по п.п. 1 — 6. |
Серьга центрального подвешивания
Рисунок Б.3.8 |
|
6 |
Подвеска тормозного башмака грузового вагона Зоны контроля: вся поверхность Выявляемые дефекты: Трещины продольные и поперечные Примечание — Зоны вокруг отверстий рекомендуется контролировать вихретоковым методом |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ; магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Подставка для детали, штанга для подвешивания соленоида и перемещения соленоида Операции контроля: Контроль подвески тормозного башмака дефектоскопом МД-12ПШ: 1 Расположить подвеску на подставке так, чтобы ее концы входили в отверстие соленоида (рисунок Б.3.9 а). 2 Включить соленоид. 3 Нанести суспензию на части подвески в пределах 200 мм со стороны соленоида. 4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность подвески, включая зоны вокруг отверстий. 5 Повернуть подвеску так, чтобы ее средняя часть входила в отверстие соленоида. 6 Развернуть соленоид так, чтобы один из углов подвески входил в отверстие соленоида (рисунок Б.3.9 б). 7 Нанести суспензию на среднюю часть и углы подвески. 8 После стекания суспензии в течение 5 … 10 с осмотреть поверхность средней части и углов подвески. Выключить соленоид. 9 Перевернуть подвеску на другую сторону и повторить операции по п.п. 1 — 8. |
Подвеска тормозного башмака грузового вагона
Рисунок Б.3.9 |
|
7 |
Опорная (люлечная) балка, цапфа транспортера Зоны контроля: поверхность цапф Выявляемые дефекты: трещины поперечные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ; магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Подставка для детали, штанга для подвешивания соленоида и перемещения соленоида Операции контроля (пример): Контроль опорной балки дефектоскопом МД-12ПШ: 1 Подвести соленоид к одной из цапф балки так, чтобы ее конец входил в отверстие соленоида на 30 … 50 мм (рисунок Б.3.10). 2 Включить соленоид. 3 Нанести суспензию на всю поверхность цапфы. 4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность цапфы. Выключить соленоид. 5 Повернуть балку на 180° и повторить операции по п.п. 2 — 4. 6 Подвести соленоид к другой цапфе и повторить операции по п.п. 2 — 5. |
Балка люлечного подвешивания
Рисунок Б.3.10 |
|
8 |
Подвески, тяги подвески тележек, подвеска тормозного башмака пассажирского вагона, серьга стяжки, скоба стяжки Зоны контроля: вся поверхность Выявляемые дефекты: трещины поперечные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ; магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Подставка для детали, штанга для подвешивания соленоида и перемещения соленоида Операции контроля (пример): Контроль подвески тележки КВЗ-ЦНИИ дефектоскопом МД-12ПШ: 1 Установить тягу на опоры так, чтобы ее концы входили в отверстие соленоида на 30 … 50 мм (рисунок Б.3.11 а и б). 2 Включить соленоид. 3 Нанести суспензию на часть тяги в пределах зоны ДН (200 мм). 4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность тяги в пределах зоны ДН. Выключить соленоид. 5 Медленно переместить соленоид к другому концу тяги, одновременно нанося перед ним суспензию. Остановить соленоид в положении, при котором другой конец тяги входит в отверстие соленоида на 30 … 50 мм. 6 После стекания суспензии в течение 5 … 10 с осмотреть поверхность тяги. Выключить соленоид. |
Подвеска тележки КВЗ-ЦНИИ
Рисунок Б.3.11 |
|
9 |
Тормозные тяги Зоны контроля: зоны сварных швов Выявляемые дефекты: трещины поперечные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ; магнитные индикаторы (разделы Ж.1 и Ж.3). Технологическая оснастка рабочего места: Подставка для детали, штанга для подвешивания соленоида и перемещения соленоида Операции контроля (пример): Контроль тяги тормозной дефектоскопом МД-12ПШ: 1 Расположить тягу на подставке так, чтобы один ее конец входил в отверстие соленоида на 30 … 50 мм (рисунок Б.3.12). 2 Включить соленоид. 3 Нанести суспензию на часть тяги в пределах зоны ДН (200 мм). 4 После стекания суспензии осмотреть поверхность тяги в зоне ДН, обращая внимание на зоны сварных швов. 5 Медленно переместить соленоид к другому концу тяги, одновременно нанося перед ним суспензию. Остановить соленоид в положении, при котором другой конец детали входит в отверстие соленоида на 30 … 50 мм. 6 После стекания суспензии в течение 5 … 10 с осмотреть поверхность тяги. Выключить соленоид. |
Тормозная тяга
Рисунок Б.3.12 |
|
10 |
Коленчатый вал дизеля Зоны контроля: поверхность всех шеек Выявляемые дефекты: трещины поперечные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПЭ или устройство УНМ-300/2000 (гибкий кабель для импульсного тока); магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: центры для закрепления и вращения коленчатого вала; разъемное кольцо из неэлектропроводного материала, обеспечивающее зазор между шейкой вала и кабелем 20 … 30 мм Операции контроля (пример): Контроль коленчатого вала устройством УНМ-300/2000 1 Надеть разъемное кольцо на первую шейку и намотать на него два витка кабеля. Сдвинуть кольцо к одной из щек (рисунок Б.3.13). 2 Нажатием кнопки «Пуск» пропустить по кабелю импульсный ток и намагнитить шейку. 3 Одновременно с намагничиванием нанести суспензию на поверхность шейки. 4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность шейки, обращая внимание на галтели. 5 Нажать кнопку «Стоп». 6 Переместить кольцо с кабелем к другой щеке и повторить операции по п.п. 2.2 — 2.5. 7 Провернуть вал на (180 +/- 10)° и повторить операции по п.п. 2.2 — 2.6. 8 Переключить дефектоскоп в режим размагничивания импульсным током и размагнитить шейку. 9 Проконтролировать все шейки по п.п. 1 — 8. |
Коленчатый вал
Рисунок Б.3.13 |
|
11 |
Участки крупногабаритных деталей: диски колес, участки боковой рамы и надрессорной балки тележек, корпуса автосцепки, тягового хомута и т.п. Зоны контроля: поверхность детали, подверженная образованию трещин Выявляемые дефекты: трещины любого направления |
Способ контроля: СПП Средства контроля: электромагнит МЭД 120; магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Подставка для размещения детали Операции контроля (пример): Контроль технологического окна надрессорной балки электромагнитом 1 Деталь расположить на подставке с наклоном более 10° к горизонтали для стекания суспензии. 2 Установить электромагнит на контролируемый участок детали (рисунок Б.3.14). 3 Включить электромагнит и нанести суспензию на поверхность детали между полюсами. 4 После стекания суспензии осмотреть поверхность детали между полюсами, исключая участки примыкающие к полюсам на 20 … 25 мм. 5 Выключить электромагнит. 6 Повернуть электромагнит на угол не менее 60° и повторить контроль по п.п. 3 — 5. 7 Переставить электромагнит с шагом, равным не более 2/3 межполюсного пространства и повторить контроль, выполняя операции по п.п. 3 — 6. |
Надрессорная балка
Рисунок Б.3.14 |
|
12 |
Ролик транспортера Зоны контроля: вся поверхность Выявляемые дефекты: трещины поперечные |
Способ контроля: СОН Средства контроля: устройство УНМ-300/2000 (гибкий кабель для импульсного тока); магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Технологическая оснастка рабочего места: Кабель, намотанный на каркас из немагнитного материала в виде соленоида, состоящего из трех витков, диаметр которого превышает диаметр детали не менее чем на 50 мм. Операции контроля (пример): Контроль ролика транспортера 1 Вставить деталь в соленоид (рисунок Б.3.15). К концам детали приставить удлинители. 2 Подключить концы кабеля к блоку питания устройства. 3 Намагнитить деталь пропусканием по кабелю не менее 3-х импульсов тока. 4 Нанести суспензию на деталь. 5 Осмотреть поверхность детали, обращая внимание на галтели и места перехода от одного диаметра к другому. |
Ролик транспортера
Рисунок Б.3.15 |
|
13 |
Кронштейн опоры Зоны контроля: Поверхность кронштейна в зоне перехода к фланцу Выявляемые дефекты: трещины любого направления |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПЭ; магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Подставка для детали, штанга для подвешивания соленоида и перемещения соленоида Операции контроля: Контроль кронштейна опоры дефектоскопом МД-12ПЭ: 1 Установить кронштейн на подставке так, чтобы он входил в отверстие соленоида (рисунок Б.3.16). 2 Включить соленоид. 3 Нанести суспензию на часть кронштейна в пределах зоны ДН (120 мм). 4 После стекания суспензии в течение 5 … 10 с осмотреть поверхность кронштейна. Выключить соленоид. Примечание — Допускается контролировать кронштейн опоры вихретоковым методом. |
Кронштейн опоры
Рисунок Б.3.16 |
|
14 |
Шестерня-вал Зоны контроля: вся поверхность, включая шлицы Выявляемые дефекты: трещины поперечные и продольные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ; электромагнит МЭД 120; магнитные суспензии (разделы Ж.2 и Ж.3). Операции контроля (пример): Контроль шестерни-вала дефектоскопом МД-12ПШ: 1 Установить вал на подставке так, чтобы его конец с резьбой входил в отверстие соленоида на 30 … 50 мм (рисунок Б.3.19). 2 Включить соленоид. 3 Нанести суспензию на поверхность вала в пределах зоны ДН. 4 После стекания суспензии осмотреть с применением лупы поверхность вала в зоне ДН, обращая внимание на резьбу. 5 Медленно переместить соленоид вдоль вала, одновременно нанося перед ним суспензию. 6 Остановить соленоид в положении, при котором другой конец вала входит в соленоид на 30 … 50 мм. Нанести суспензию на поверхность вала. 7 После стекания суспензии в течение 5 … 10 с осмотреть поверхность вала с применением лупы, обращая внимание на шлицы и резьбу. Выключить соленоид. 8 Перевернуть вал на 180° и повторить операции по п.п. 2 — 7. 9 Шлицевые участки вала контролировать с помощью электромагнита, устанавливая его так, чтобы угол между линией, соединяющей полюса электромагнита, и направлением зубьев составлял не менее 60°. |
Шестерня-вал
Рисунок Б.3.17 |
|
15 |
Вилка со шлицами Зоны контроля: вся поверхность, включая шлицы Выявляемые дефекты: трещины продольные и поперечные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ; электромагнит МЭД 120; магнитные суспензии (разделы Ж.2 и Ж.3). Операции контроля (пример): Контроль вилки со шлицами дефектоскопом МД-12ПШ: 1 Установить вилку на подставке так, чтобы его конец со шлицами входил в отверстие соленоида на 30 … 50 мм (рисунок Б.3.20). 2 Включить соленоид. 3 Нанести суспензию на поверхность вилки в пределах зоны ДН. 4 После стекания суспензии осмотреть поверхность вилки в зоне ДН. 5 Медленно переместить соленоид вдоль вилки, одновременно нанося перед ним суспензию. 6 Остановить соленоид в положении, в котором другой конец вилки входит в соленоид на 30 … 50 мм. Нанести суспензию на поверхность вала. 7 После стекания суспензии в течение 5 … 10 с осмотреть поверхность вилки, обращая внимание на шлицы. Выключить соленоид. 8 Перевернуть вилку на 180° и повторить операции по п.п. 2 — 7. 9 Шлицевые участки вилки контролировать с помощью электромагнита, устанавливая его так, чтобы угол между линией, соединяющей полюса электромагнита, и направлением зубьев составлял не менее 60°. |
Вилка со шлицами
Рисунок Б.3.18 |
|
16 |
Валы шлицевые, вал с ведомой шестерней Зоны контроля: вся поверхность, включая шлицы и резьбу Выявляемые дефекты: трещины продольные и поперечные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ или устройство УНМ-300/2000 (гибкий кабель для импульсного тока); магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Кабель, намотанный на каркас из немагнитного материала в виде соленоида, состоящего из трех витков, диаметр которого превышает максимальный размер поперечного сечения детали не менее чем на 50 мм; Операции контроля (пример): Контроль шлицевого вала с помощью устройства УНМ-300/2000 1 Установить каркас с кабелем так, чтобы в него входила резьбовая часть вала (рисунок Б.3.21). Подключить концы кабеля к блоку питания устройства. 2 Нажать кнопку «Пуск» и намагнитить часть вала пропусканием по кабелю импульсного тока. 3 Одновременно с намагничиванием нанести суспензию в пределах зоны ДН на вал. 4 Осмотреть поверхность вала с применением лупы, обращая внимание на резьбу, галтели и места перехода от одного диаметра к другому. 5 Медленно переместить соленоид к другому концу вала, нанося суспензию перед соленоидом, повторить операцию по п. 4. Нажать кнопку «Стоп». 6 Перевернуть вал на 180° и повторить операции по п.п. 2 — 5. |
Вал шлицевой
Рисунок Б.3.19 |
|
17 |
Участки деталей без разборки узлов: Вал генератора Зоны контроля: Поверхность хвостовика Выявляемые дефекты: трещины поперечные |
Способ контроля: СПП Средства контроля: дефектоскоп МД-12ПШ или МД-12ПЭ; магнитные индикаторы (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Стенд, позволяющий устанавливать деталь или узел так, чтобы был доступ к контролируемой части детали Операции контроля (пример): Контроль хвостовика вала генератора дефектоскопом МД-12ПШ 1 Установить соленоид так, чтобы конец вала или удлинитель, приставленный к нему, входил в отверстие соленоида на 30 … 50 мм (рисунок Б.3.22 а и б). 2 Включить соленоид и нанести суспензию на всю свободную поверхность вала. Во время стекания суспензии поднять соленоид так, чтобы между его корпусом и контролируемой поверхностью был зазор не менее 50 мм. В таком положении переместить соленоид вдоль детали и вернуть в исходное положение. 3 После стекания суспензии в течение 5 … 10 с осмотреть поверхность вала. Выключить соленоид. 4 Повернуть вал на (180 +/- 10)° и повторить контроль, выполняя операции по п.п. 2 — 3. |
Хвостовик вала генератора
Рисунок Б.3.20 |
|
18 |
Детали с резьбой: шатунный болт дизеля, винт винтовой упряжи, шпильки, стержень буферного прибора, оси и др. Зоны контроля: вся поверхность детали, включая участки с резьбой Выявляемые дефекты: трещины поперечные |
Способ контроля: СОН Средства контроля: устройство УНМ-300/2000 (гибкий кабель для пропускания импульсного тока); магнитные суспензии (разделы Ж.2 и Ж.3). Технологическая оснастка рабочего места: Кабель, намотанный на каркас из немагнитного материала в виде соленоида, состоящего от трех до шести витков, диаметр которого не более двух диаметров детали. Операции контроля (пример): Контроль болта 1 Вставить деталь в соленоид (рисунок Б.3.23). 2 Подключить концы кабеля к блоку питания устройства. 3 Намагнитить часть детали пропусканием по кабелю не менее 3-х импульсов тока. 4 Передвинуть деталь или соленоид так, чтобы внутри соленоида оказалась не намагниченная ее часть. 5 Повторить операцию по п. 3. 6 Нанести суспензию на деталь поливом или окунанием. 7 Осмотреть резьбовую часть детали с применением лупы. |
Болт
Рисунок Б.3.21 |
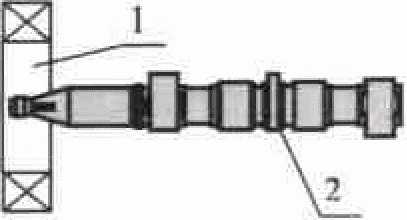
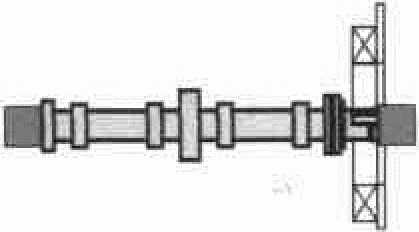
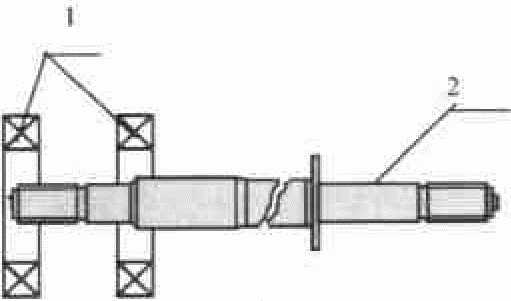
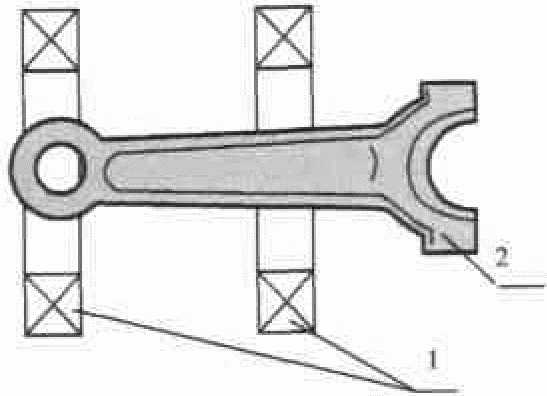
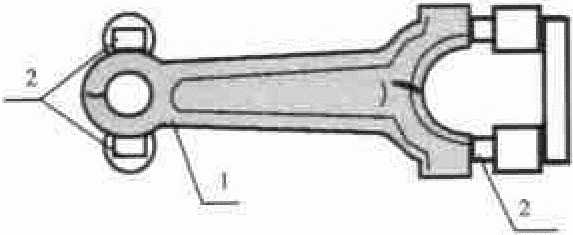
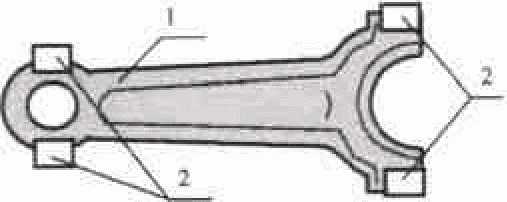
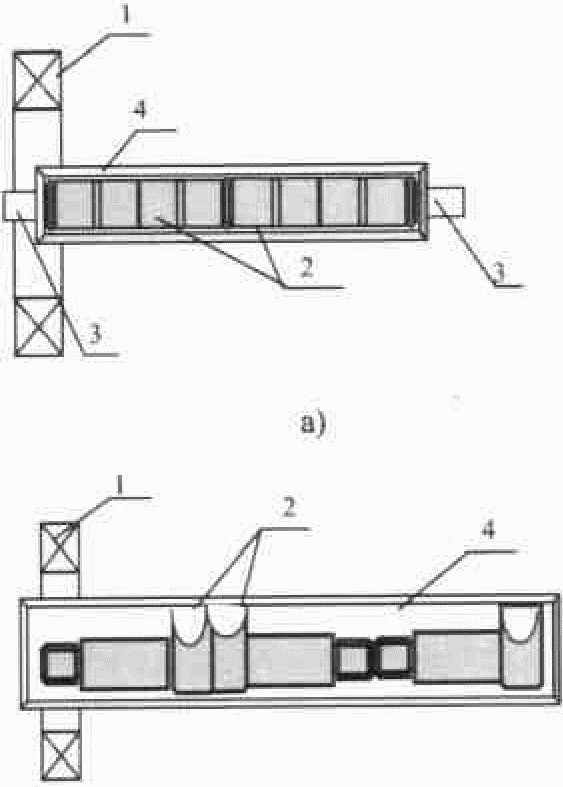
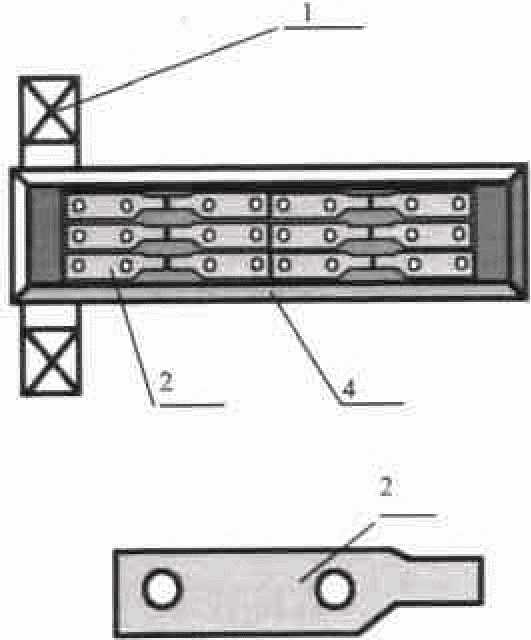
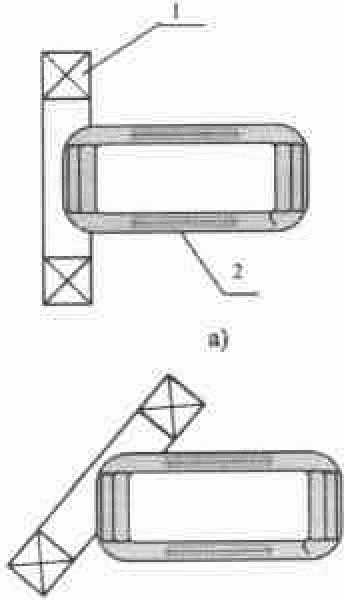
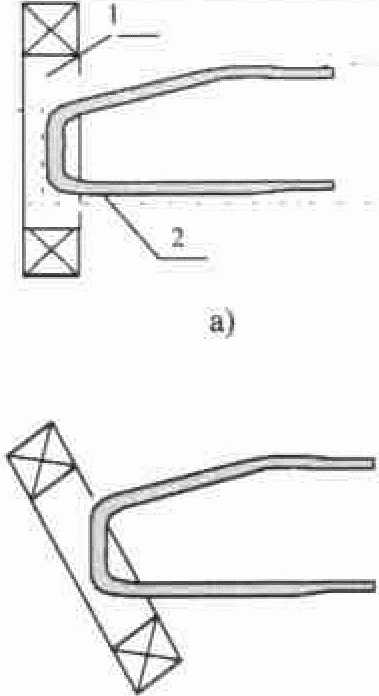
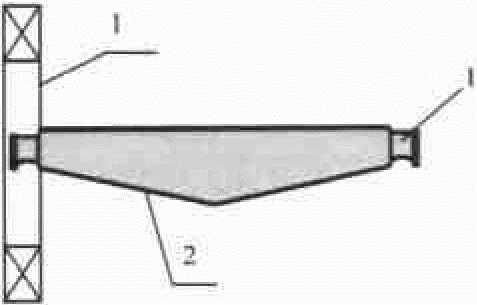
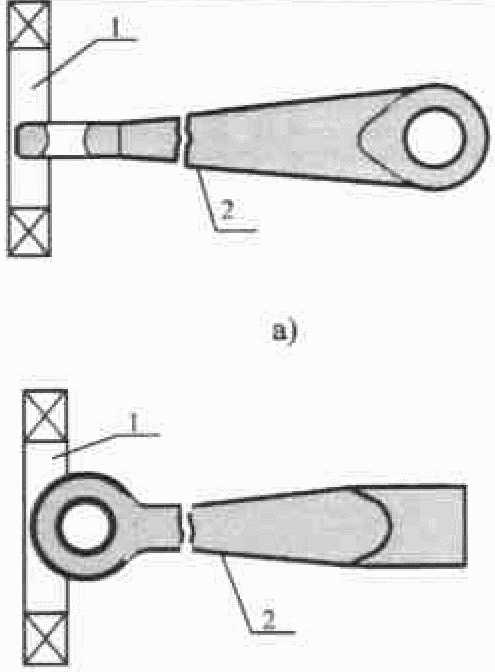
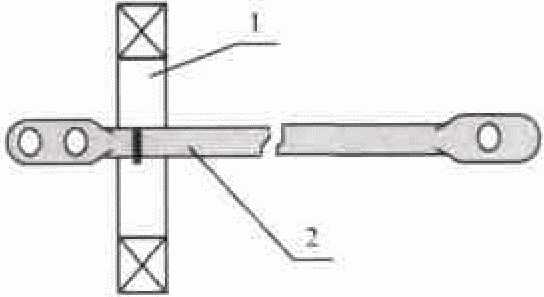
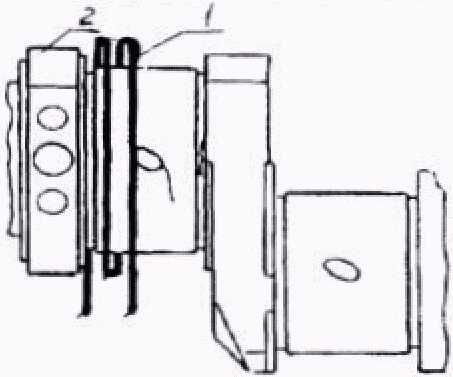
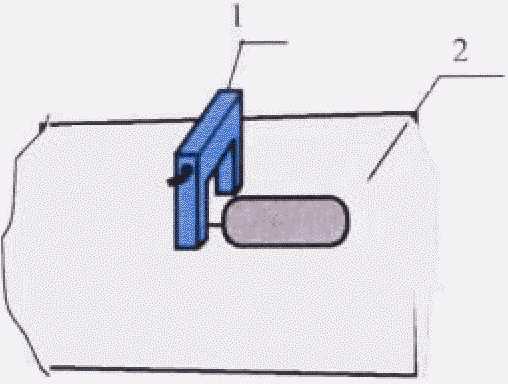
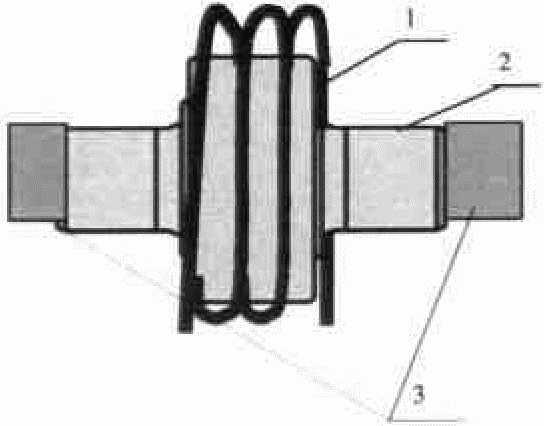
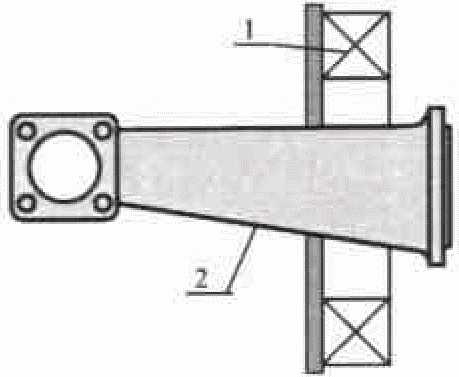
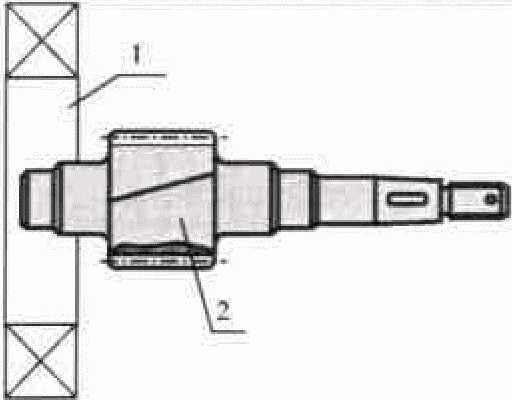
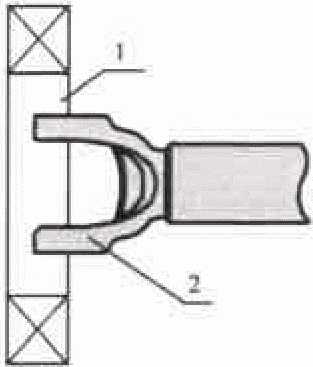
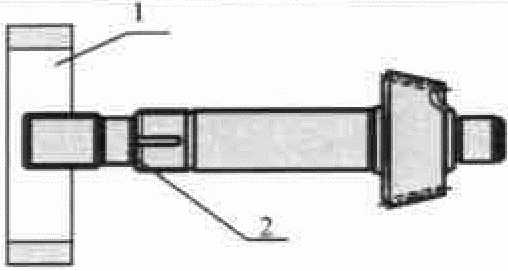
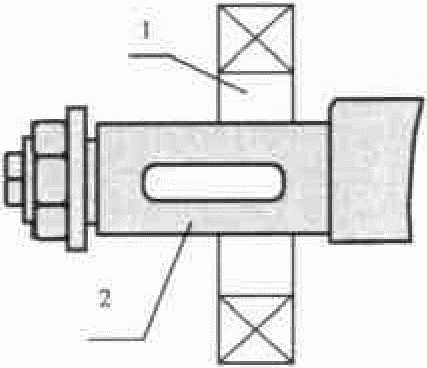
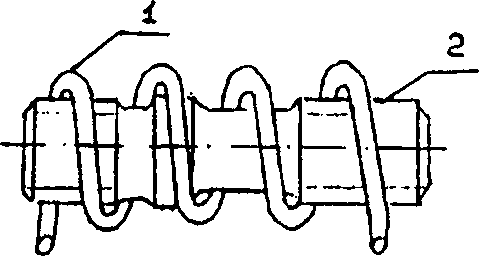
———————————
<*> Условные обозначения: 1 — НУ (соленоид, электромагнит, гибкий кабель); 2 — контролируемая деталь; 3 — удлинительные наконечники; 4 — подставка из немагнитного материала.
(Измененная редакция, Изм. N 1).
Таблица Б.4
Длина зоны ДН в зависимости от максимального размера
поперечного сечения детали при намагничивании соленоидами
|
Тип дефектоскопа |
Напряженность магнитного поля, А/см <*> |
Длина зоны ДН, мм: |
||||||||
|
Максимальный размер поперечного сечения (диаметр) детали, мм: |
||||||||||
|
60 |
80 |
100 |
120 |
140 |
160 |
180 |
200 |
220 |
||
|
МД-12ПШ |
15 |
570 |
570 |
530 |
530 |
510 |
410 |
370 |
— |
— |
|
20 |
530 |
530 |
530 |
530 |
510 |
330 |
330 |
— |
— |
|
|
30 |
370 |
370 |
370 |
370 |
350 |
230 |
190 |
— |
— |
|
|
40 |
270 |
250 |
250 |
250 |
230 |
150 |
150 |
— |
— |
|
|
50 |
210 |
170 |
170 |
170 |
150 |
— |
— |
— |
— |
|
|
60 |
170 |
130 |
— |
— |
— |
— |
— |
— |
— |
|
|
МД-12ПЭ |
15 |
230 |
230 |
220 |
220 |
200 |
180 |
160 |
140 |
— |
|
20 |
220 |
220 |
210 |
200 |
180 |
160 |
140 |
130 |
— |
|
|
30 |
160 |
140 |
120 |
110 |
100 |
80 |
70 |
50 |
— |
|
|
40 |
100 |
70 |
50 |
— |
— |
— |
— |
— |
— |
|
|
50 |
90 |
— |
— |
— |
— |
— |
— |
— |
— |
|
|
МД-12ПС |
15 |
150 |
150 |
130 |
120 |
110 |
100 |
90 |
80 |
70 |
|
20 |
130 |
130 |
120 |
110 |
100 |
90 |
80 |
70 |
60 |
|
|
30 |
80 |
70 |
60 |
50 |
40 |
40 |
— |
— |
— |
|
|
МД-13ПР |
15 |
240 |
240 |
240 |
240 |
240 |
240 |
230 |
220 |
210 |
|
20 |
230 |
230 |
230 |
230 |
230 |
230 |
220 |
210 |
200 |
|
|
30 |
190 |
190 |
140 |
140 |
140 |
140 |
120 |
120 |
120 |
|
|
40 |
160 |
160 |
90 |
90 |
90 |
90 |
80 |
80 |
80 |
|
|
50 |
130 |
130 |
60 |
60 |
60 |
60 |
50 |
50 |
50 |
———————————
<*> Приведены значения тангенциальной составляющей вектора напряженности магнитного поля на поверхности детали.
Примечания:
1 Для деталей переменного сечения определяют длину зоны ДН отдельных участков.
2 Длину зоны ДН, определенную по таблице Б.4, следует уточнить экспериментально в соответствии с разделом К.3.
Приложение В
(рекомендуемое)
ТЕХНОЛОГИЧЕСКАЯ КАРТА
МАГНИТОПОРОШКОВОГО КОНТРОЛЯ
(ОБРАЗЕЦ)
|
Предприятие: |
Контроль магнитопорошковый |
На листах |
2 |
||
|
Утверждаю: |
Дата «__» 200_ г. |
Деталь: Ось (шейки и предподступичные части) Узел: Колесная пара |
Марка стали: Ос.В по ГОСТ 4828-83 Тверд. HRC: 20 Шерохов. Ra, мкм: 2,5 Цвет: Светлый |
Способ контроля: СПП Ht, А/см … 20 Длина зоны ДН, мм: 110 … 130 |
Лист 1 |
|
(Главный инженер предприятия) |
|||||
|
Тип вагона: грузовой |
Требования документов по техническому обслуживанию и ремонту |
||||
|
Технологические операции |
Средства контроля |
||||
|
1. Подготовительные операции 1.1 Очистить шейки оси от грязи и смазки. 1.2 Осмотреть контролируемую поверхность с целью выявления видимых глазом дефектов. 1.3 Протереть контролируемую поверхность ветошью, смоченной в суспензии. 2. Операции контроля 2.1 Включить устройство для вращения колесной пары. 2.2 Подвести соленоид к шейке оси так, чтобы она входила в отверстие соленоида на 30 … 50 мм (рисунок 1). 2.3 Приподнять соленоид так, чтобы зазор между корпусом соленоида и контролируемой поверхностью шейки оси был не менее 40 мм |
Средства для очистки: обтирочный материал, щетки волосяные, моющие средства Дефектоскоп МД-12ПШ Магнитный индикатор: суспензия (состав): магнитный порошок ПЖВ5-71 — (180 +/- 20) г трансформаторное масло — 0,3 л керосин — 0,7 л Вспомогательные средства: Распылитель, лампа переносная (12 В), лупа x4, мел |
Виды работ, при которых проводится контроль: При всех видах освидетельствования колесных пар со снятием внутренних колец роликового подшипника Зоны контроля: Поверхности шейки и предподступичной части оси, галтели Критерии браковки: Трещины на шейке и предподступичной части оси не допускаются (ЦВ/3429) |
|||
|
Деталь: Ось (шейки и предподступичные части) Узел: Колесная пара |
Контроль магнитопорошковый |
Лист 2 |
|||
|
Технологические операции |
Эскиз детали, схема намагничивания |
||||
|
2.4 Включить соленоид. 2.5 Нанести суспензию на шейку и предподступичную часть оси. 2.6 При стекании суспензии переместить соленоид к ступице колеса и вернуть в исходное положение по п. 2.2. 2.7 После стекания суспензии (водной — в течение 5 … 10 с, масляной 10 … 15 с) осмотреть шейку и предподступичную часть при вращении оси, обращая внимание на галтели шеек и предподступичной части. 2.8 Выключить соленоид и остановить вращение оси. 2.9 Для размагничивания установить соленоид на середине шейки оси. Включить соленоид и медленно отвести его от шейки на расстояние не менее 0,5 м. Выключить соленоид. 2.10 Удалить с поверхности шейки оси остатки магнитного порошка, протерев ее ветошью |
Рисунок 1 |
Рисунок 2 |
|||
|
Технологическая оснастка рабочего места: Роликовые опоры для установки и вращения колесной пары, механизированное устройство для вращения оси, штанга для подвешивания соленоида Примечание — Допускается проводить контроль шейки и предподступичной части оси при вращении оси вручную в трех положениях — с поворотом оси каждый раз на 120°. |
|||||
|
Составил инженер по НК ___________________ |
Начальник технического отдела _______________ |
Начальник цеха (ст. мастер) ______________ |
Приемщик _________ |
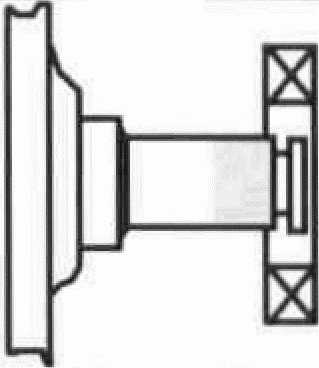
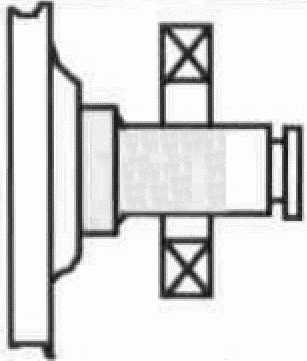
(Измененная редакция, Изм. N 1).
Приложение Г
(справочное)
ДЕФЕКТОСКОПЫ И НАМАГНИЧИВАЮЩИЕ УСТРОЙСТВА
Типы дефектоскопов и НУ, применяемых при магнитопорошковом контроле деталей, приведены в таблице Г.1.
Допускается применение дефектоскопов других типов отечественного и иностранного производства с техническими характеристиками не хуже указанных в таблице Г.1.
Таблица Г.1
Дефектоскопы и намагничивающие устройства
|
Тип дефектоскопа, НУ или установки |
Составные части |
Технические характеристики |
Назначение, способ контроля |
|||||
|
Напряженность магнитного поля, А/см, не менее |
Вид намагничивающего тока, максимальное значение тока, А, не менее |
Диаметр рабочего отверстия соленоида (или расстояние между полюсами электромагнита), мм, не менее |
Напряжение питания, В |
Габаритные размеры, мм, не более |
Масса, кг, не более |
|||
|
МД-12ПШ ТУ32ЦШ 2603-83 |
Блок питания |
В центре соленоида 180 <*> |
Переменный 45 |
200 |
220 |
275 x 520 x 320 |
45 |
Шейки оси колесной пары и другие детали диаметром (максимальным размером поперечного сечения) до 160 мм, СПП |
|
Соленоид |
36 |
9 |
||||||
|
МД-12ПЭ ТУ32ЦШ 2603-83 |
Блок питания |
В центре соленоида 120 <*> |
Переменный 36 |
235 |
220 |
275 x 520 x 320 |
45 |
Шейки оси колесной пары и другие детали диаметром до 180 мм, СПП |
|
Соленоид эксцентричный |
36 |
9 |
||||||
|
МД-12ПС ТУ32ЦШ 2603-83 |
Блок питания |
Под дугой 150 <*> |
Переменный 45 |
270 (диаметр дуги) |
220 |
275 x 520 x 320 |
45 |
Средняя часть оси колесной пары (мокрый способ), тяговый хомут, корпус автосцепки и другие детали длиной более 600 мм, СПП |
|
СНУ |
36 |
17 |
||||||
|
МД-13ПР ТУ32ЦШ 2603-83 |
Блок питания |
В центре соленоида 160 |
Переменный 1320 |
240 |
220 |
380 x 280 x 15 |
14 |
Средняя часть оси колесной пары (сухой способ), СПП |
|
Блок контроля с разъемным соленоидом |
3,5 |
82 |
||||||
|
УМДП-01 (проект 9402) ТУ32ЦШ 2603-83 |
Блок питания |
160 |
Импульсный 5000 |
380 |
1000 x 1350 x 1750 |
450 |
Внутренние и наружные кольца диаметром от 160 до 240 мм роликового подшипника буксового узла колесной пары, СОН |
|
|
Стенд с центральным стержнем, намагничивающим и размагничивающим соленоидами Блок подачи суспензии Блок удаления остатков суспензии |
||||||||
|
Установки серии Р8617 |
Блок питания |
380 |
||||||
|
Разъемный соленоид (модификации Р8617 и РУ8617) |
150 |
Переменный |
240 |
4 |
82 |
Средняя часть оси (сухой способ) |
||
|
СНУ (модификация РМ8617) |
Под дугой 150 <*> |
Переменный 46 |
270 (диаметр дуги) |
36 |
17 |
Средняя часть оси колесной пары (мокрый способ) СПП |
||
|
Неразъемный соленоид |
180 <*> |
Переменный 45 |
200 |
36 |
9 |
Шейки оси при снятых кольцах |
||
|
Неразъемный соленоид |
200 (на поверхности кольца) |
Импульсный |
4 |
1 |
Внутренние кольца, напрессованные на шейки оси |
|||
|
Контактные головки с электродами |
4 |
1 |
Внутренние кольца, напрессованные на шейки оси |
|||||
|
МД-14ПКМ модификации 09-00-00 и 09-00-00-02 |
Блок питания |
380 |
300 x 350 x 450 |
33 |
||||
|
Неразъемный соленоид НС 200 |
180 |
Переменный 40 |
200 |
42 |
11,2 |
Шейка оси и другие детали диаметром (максимальным размером поперечного сечения) до 160 мм |
||
|
Неразъемный соленоид НС 270 |
105 |
Переменный 30 |
270 |
42 |
9,0 |
Детали диаметром до 230 мм |
||
|
Разъемный соленоид РС 200 |
Переменный 900 |
200 |
4 |
Детали диаметром до 160 мм |
||||
|
Импульсный 1200 |
Кольца роликовых подшипников |
|||||||
|
Разъемный соленоид РС 280 |
Переменный 800 |
280 |
4 |
Детали диаметром до 240 мм, средняя часть оси, тяговый хомут |
||||
|
Импульсный 1100 |
Кольца роликовых подшипников |
|||||||
|
МД-14ПКМ модификации 09-00-00 и 09-00-00-02 |
СНУ |
Под дугой 150 <*> |
Переменный, 46 |
270 (диаметр дуги) |
36 |
17 |
Средняя часть оси колесной пары (мокрый способ), тяговый хомут, корпус автосцепки и другие детали длиной более 600 мм, СПП |
|
|
Гибкий кабель |
Переменный 900 |
— |
4 |
Длина 3 м, сечение 70 мм2 |
Детали сложной формы, а также имеющие сквозные отверстия (серьги) |
|||
|
Импульсный 1200 |
— |
То же |
Детали из магнитотвердых материалов (рессоры, кольца, шейки коленчатых валов), СОН |
|||||
|
Электромагнит |
180 |
Переменный 40 |
120 |
42 |
Участки крупногабаритных деталей, СПП |
|||
|
УНМ-300/2000 (УНМД-300/2000) ТУ 25 06. (КЫ2.218.001)-85 |
Блок питания |
В центре соленоида |
Переменный 6 |
70 |
220 |
300 x 350 x 450 |
30 |
Детали диаметром (максимальным размером поперечного сечения) не более 50 мм (болты, валики, стопорные планки), СПП |
|
Соленоид 2-х секционный |
160 |
Постоянный 2 |
27 |
То же, СОН |
||||
|
Электромагнит |
160 |
Постоянный |
170 |
27 |
Участки крупногабаритных деталей, СПП |
|||
|
Гибкий кабель |
— |
Переменный 300 |
— |
8 |
Длина 6 м, сечение 50 мм2 |
Детали различной формы, СПП |
||
|
Гибкий кабель |
— |
Импульсный 2000 |
— |
8 |
Длина 6 м, сечение 10 мм2 |
То же, СОН |
||
|
УН-5 ТУ 4276-002-5743622-99 (Иа3.254.001) |
Постоянный магнит с гибким магнитопроводом |
170 (между полюсами при расстоянии 100 мм) |
— |
— |
— |
150 x 45 x 25 (размеры одного полюса) |
1,8 |
Участки деталей с толщиной стенки не более 25 мм, СПП |
|
ЭМПД-12/36 |
Переносной электромагнит |
50 |
Переменный |
100 |
12 или 36 |
— |
1,5 |
Участки крупногабаритных деталей |
|
МЭД 40 |
Переносной электромагнит |
50 |
Переменный |
40 |
36 |
— |
1,5 |
Участки крупногабаритных деталей |
|
МЭД 120 <1> |
120 |
|||||||
|
МСН-14 |
Постоянный магнит с гибким магнитопроводом |
50 (на пластине из стали 10 размером 800 x 1500 x 15 мм) |
— |
— |
— |
69 (диаметр полюсного наконечника) |
2,8 |
Участки деталей с толщиной стенки не более 25 мм, СПП |
(Измененная редакция, Изм. 1).
———————————
<1> Поставка будет осуществляться с 2002 г.
<*> Напряженность магнитного поля определяется при отсутствии контролируемой детали.
Примечания:
1. Дефектоскопы типов ДКМ, ДГЭ и ДГС всех модификаций сняты с производства и подлежат замене соответственно на дефектоскопы типов МД-12ПШ, МД-12ПЭ и МД-12ПС.
2. Допускается применение дефектоскопов типов ДКМ, ДГЭ и ДГС (переменного тока) при наличии эксплуатационных документов на них, а также при соответствии значений напряженности магнитного поля, создаваемых указанными дефектоскопами, аналогичным характеристикам дефектоскопов типов МД-12ПШ, МД-12ПЭ и МД-12ПС (таблица Г.1).
Г.1 Дефектоскоп магнитопорошковый МД-12П
Г.1.1 Дефектоскоп МД-12П (ТУ 32ЦШ 2603-83) выпускается в трех модификациях: МД-12ПШ (шеечный); МД-12ПЭ (эксцентричный); МД-12ПС (седлообразный).
Г.1.2 Дефектоскопы МД-12П всех модификаций состоят из блока управления и НУ соответствующего типа (рисунок Г.1).
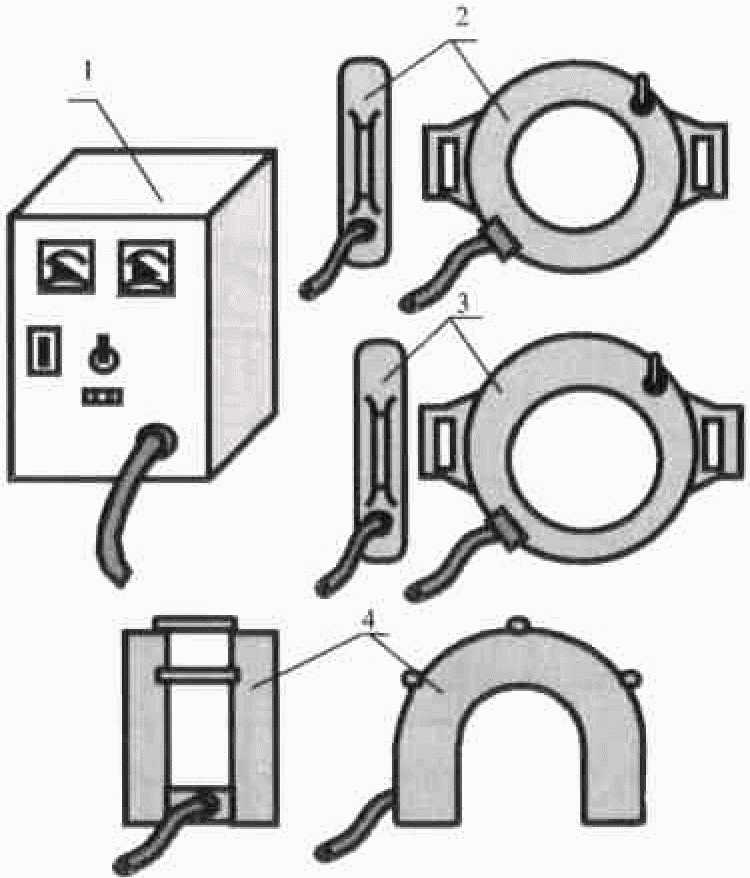
1 — блок питания; 2 — соленоид дефектоскопа МД-12ПШ;
3 — эксцентричный соленоид дефектоскопа МД-12ПЭ;
4 — СНУ дефектоскопа МД-12ПС
Рисунок Г.1 — Основные блоки дефектоскопа МД-12П
всех модификаций
Г.1.3 Блок управления предназначен для питания НУ и переносного светильника током напряжением соответственно 36 и 12 В. На лицевой панели блока управления расположены разъем и розетка для подключения соответственно НУ и переносного светильника, выключатели сети и переносного светильника, а также стрелочные индикаторы напряжения сети и намагничивающего тока.
Г.1.4 НУ дефектоскопов МД-12П всех модификаций имеют помещенную в пластмассовый корпус катушку, по которой пропускается переменный ток. На корпусе НУ имеется тумблер для его включения.
Г.1.5 Дефектоскоп МД-12ПШ предназначен для контроля шеек оси колесных пар и других деталей диаметром или максимальным размером поперечного сечения не более 150 мм. НУ дефектоскопа выполнено в виде круглого соленоида с рабочим отверстием диаметром 200 мм. Магнитное поле по мере удаления от торцов корпуса соленоида симметрично убывает. Помещенные внутрь соленоида протяженные детали постоянного сечения намагничиваются симметрично относительно торцов корпуса соленоида (рисунок Г.2 а).
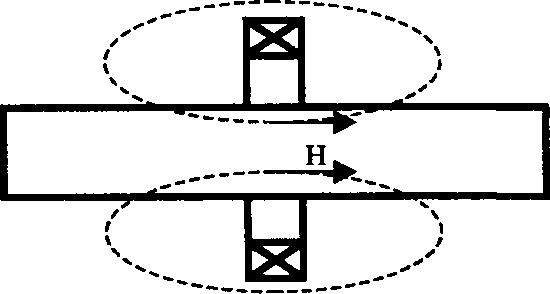
а)
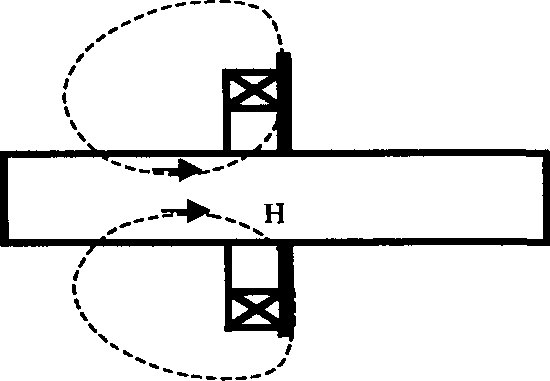
б)
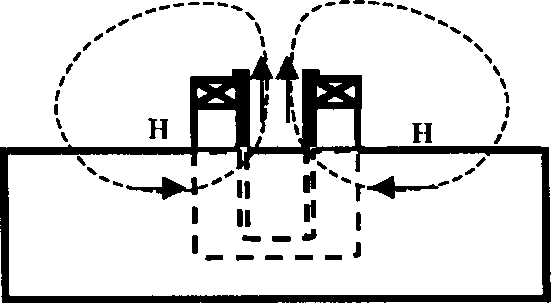
в)
H — вектор напряженности магнитного поля
Рисунок Г.2 — Силовые линии магнитного поля,
создаваемого на поверхности детали НУ дефектоскопов
МД-12ПШ (а), МД-12ПЭ (б) и МД-12ПС (в)
Г.1.6 Дефектоскоп МД12-ПЭ предназначен для контроля осей колесных пар и других деталей диаметром или максимальным размером поперечного сечения не более 180 мм. НУ дефектоскопа выполнено в виде эксцентричного соленоида с рабочим отверстием диаметром 235 мм. В корпусе соленоида с одной из сторон катушки помещен плоский кольцевой магнитопровод. Эксцентричный соленоид создает несимметричное магнитное поле (рисунок Г.2 б). При проведении контроля детали осматривают со стороны, противоположной магнитопроводу (на этой стороне соленоида имеется тумблер для его включения).
Г.1.7 Дефектоскоп МД-12ПС предназначен для контроля деталей длиной более 600 мм, диаметром или максимальным размером поперечного сечения не менее 100 мм, а также крупногабаритных деталей и узлов, намагничивание которых с помощью неразъемных соленоидов дефектоскопов МД-12ПШ и МД-12ПЭ невозможно (средняя часть оси колесной пары в сборе, тяговый хомут). НУ дефектоскопа МД-12ПС выполнено в виде соленоида, изогнутого в виде седла (далее — СНУ).
При намагничивании деталей СНУ необходимо учитывать характер распределения магнитного поля вокруг его проводников, обусловленный особенностями его конструкции (рисунок Г.2 в). В центре СНУ между проводниками магнитное поле имеет большую нормальную составляющую Hn, а необходимая для выявления дефектов тангенциальная составляющая Ht практически отсутствует. Поэтому на часть поверхности детали, находящуюся между проводниками катушки под центральной частью СНУ, магнитную суспензию не наносят. Контролируют (наносят магнитную суспензию и осматривают) участки детали, находящиеся с двух внешних сторон от проводников СНУ.
Г.2 Дефектоскоп магнитопорошковый МД-13ПР
Г.2.1 Дефектоскоп МД-13ПР (ТУ 32ЦШ 2603-83) предназначен для контроля средней части оси сформированной колесной пары сухим способом нанесения магнитного индикатора. Дефектоскоп МД-13ПР может быть использован при контроле средней части оси мокрым способом, если блок контроля и проводники соленоида защищены от попадания на них суспензии.
Дефектоскоп состоит из блока управления и блока контроля с разъемным соленоидом (рисунок Г.3).
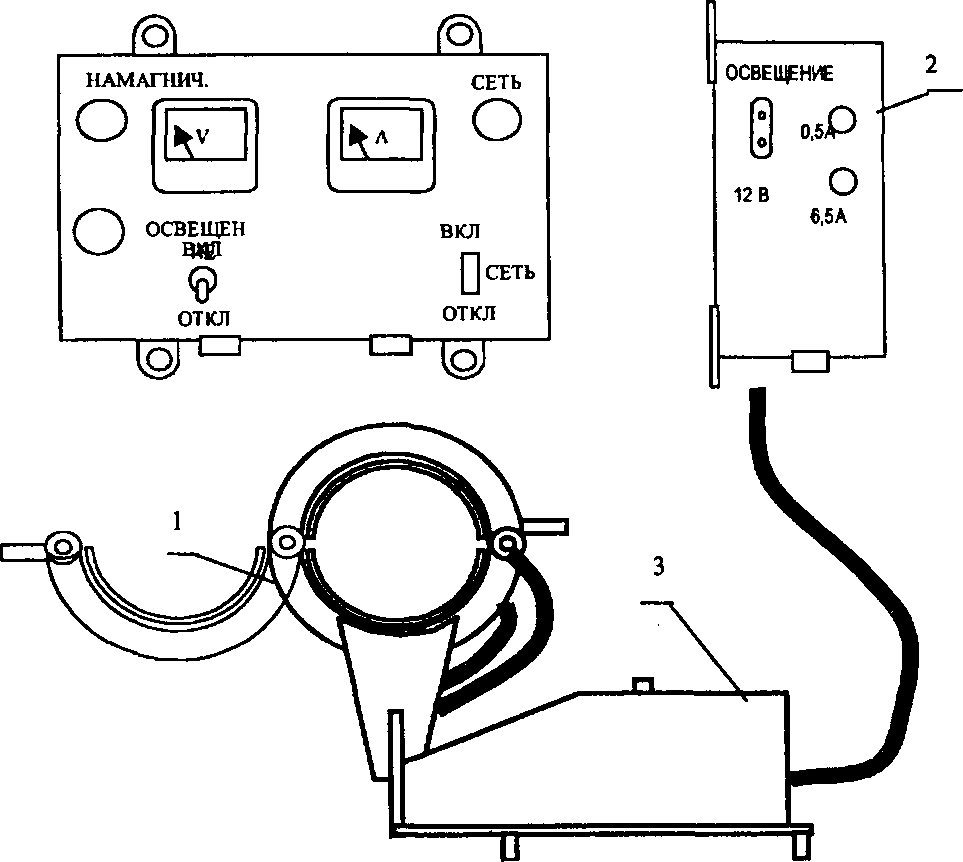
1 — разъемный соленоид; 2 — блок управления;
3 — блок контроля
Рисунок Г.3 — Основные блоки дефектоскопа МД-13ПР
(Измененная редакция, Изм. N 2).
Г.2.2 Блок управления предназначен для подключения блока контроля к сети 220 В (50 Гц). На лицевой панели блока управления расположены стрелочные индикаторы напряжения сети и намагничивающего тока, выключатели сети и переносного светильника на 12 В.
Г.2.3 Блок контроля преобразует напряжение сети 220 В (50 Гц) в напряжение питания соленоида 3,5 В. Диаметр рабочего отверстия соленоида — 240 мм. Блок контроля и соленоид размещены на тележке, которая перемещается вдоль контролируемой средней части оси. Блок контроля имеет подъемное устройство с рычажной подачей, позволяющее устанавливать соленоид на нужной высоте.
Г.3 Устройство намагничивающее УНМ-300/2000
Г.3.1 Устройство УНМ-300/2000 (УНМД-3 00/2000) (ТУ 25 06. (КЫ2.218.001)-85) состоит из блока питания переносного типа и комплекта НУ, включающего двухсекционный соленоид, электромагнит, гибкие силовые кабели различного сечения для импульсного и переменного тока, две пары ручных электроконтактов с кабелями для намагничивания импульсным и переменным током (рисунок Г.4).
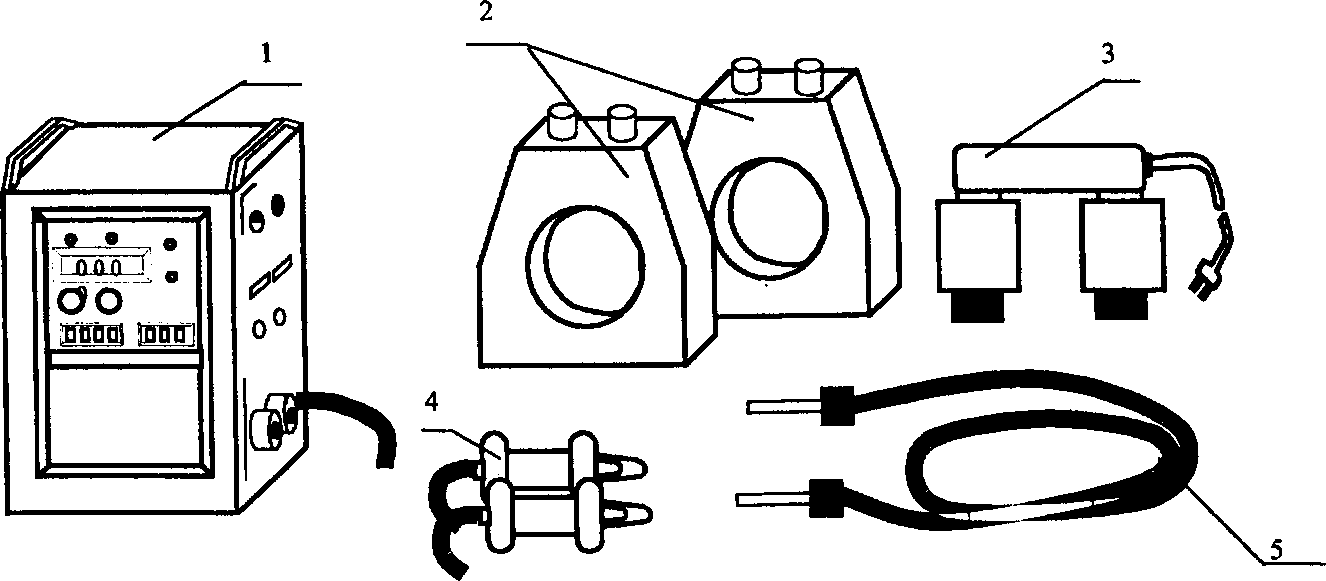
1 — блок питания; 2 — двухсекционный соленоид;
3 — электромагнит; 4 — ручные электроконтакты
с кабелями; 5 — гибкий кабель
Рисунок Г.4 — Устройство намагничивающее УНМ-3 00/2000
Г.3.2 Питание устройства осуществляется от сети 220 В (50 Гц). Устройство обеспечивает следующие виды намагничивающего тока: переменный, импульсный (одиночные импульсы и последовательность однополярных импульсов) и постоянный. Устройство обеспечивает автоматическое размагничивание контролируемой детали переменным или импульсным током за время не более 45 с.
Г.3.3 Блок питания снабжен цифровым индикатором тока. На панели управления блока питания предусмотрены переключатели режимов работы и видов намагничивающего тока, а также потенциометры для регулирования намагничивающего тока.
Г.3.4 Электроконтакты предназначены для локального циркулярного намагничивания участков крупногабаритных деталей пропусканием по ним импульсного или переменного тока. Электроконтакты снабжены гибкими кабелями длиной по 3 м каждый и ручками, на одной из которых расположена кнопка для включения тока.
Г.3.5 Гибкие силовые кабели сечением 10 и 50 мм2 и длиной 6 м каждый предназначены для циркулярного или полюсного намагничивания различных по форме деталей при пропускании по ним соответственно импульсного или переменного тока.
Г.3.6 Соленоид предназначен для полюсного намагничивания и состоит из двух секций с рабочим отверстием диаметром 70 мм. Каждая секция соленоида может использоваться как отдельное НУ. Секции соленоида соединяются кабелем длиной 0,5 м, что создает удобство при намагничивании протяженных деталей. Секции соленоида питаются постоянным или переменным током. Плавное регулирование тока обеспечивается с помощью потенциометра.
Г.3.7 Электромагнит постоянного тока имеет конструкцию шарнирного типа, что позволяет контролировать детали сложной геометрической формы. Игольчатая конструкция полюсных наконечников обеспечивает хороший контакт полюсов с контролируемой поверхностью.
Г.4 Установки серии Р8617
Г.4.1 Установки серии Р8617 предназначены для контроля элементов колесных пар и выпускаются в нескольких модификациях, отличающихся комплектностью. Общий вид базовой модели установки серии Р8617 приведен на рисунке Г.5.
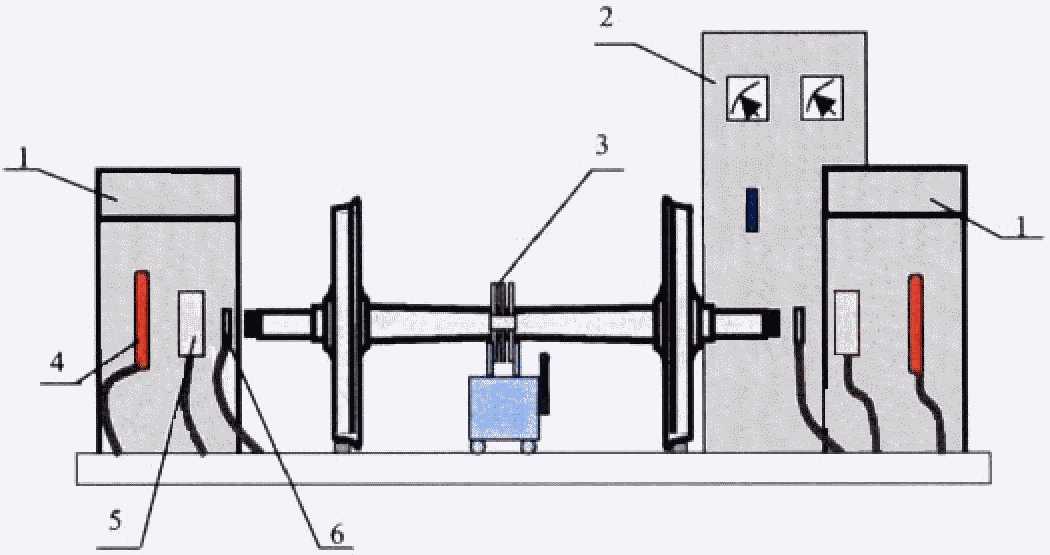
1 — пульт управления;
2 — шкаф с электроаппаратурой; 3 — разъемный
соленоид с тележкой для намагничивания средней части оси;
4 — шеечный соленоид для намагничивания и размагничивания
шейки оси (при снятых внутренних кольцах); 5 — соленоиды
для продольного намагничивания и размагничивания внутренних
колец; 6 — контактные головки с пневматическим приводом
для циркулярного намагничивания внутренних колец
подшипников, напрессованных на шейки оси,
пропусканием импульсного тока
по оси; 5 — гибкий кабель
Рисунок Г.5 — Общий вид базовой модели установки серии Р8617
Г.4.2 В состав базовой модели установки серии Р8617 входят электропривод для перемещения разъемного соленоида, пневмопривод для прижима контактных головок, устройство для вращения колесной пары с пневматическим сбрасывателем, устройство для циркуляции магнитной суспензии.
Для контроля средней части оси в состав базовой модели установки серии Р8617 и модификации РУ8617 входит разъемный соленоид модификации РМ 8617 — СНУ.
Г.5 Установка для контроля свободных колец подшипников УМПД-01 (проект 9402)
Г.5.1 Установка УМДП-01 (проект 9402) (ТУ 32ЦШ 2603-83) предназначена для контроля внутренних и наружных колец диаметром от 160 до 240 мм буксовых роликовых подшипников буксовых узлов колесных пар.
Г.5.2 Установка УМДП-01 обеспечивает намагничивание колец подшипников импульсным током в двух взаимно-перпендикулярных направлениях, а также размагничивание колец после проведения контроля.
Общий вид установки приведен на рисунке Г.6. В состав установки входит механизированное устройство, обеспечивающее циркуляцию (сбор, перемешивание и нанесение) магнитной суспензии.
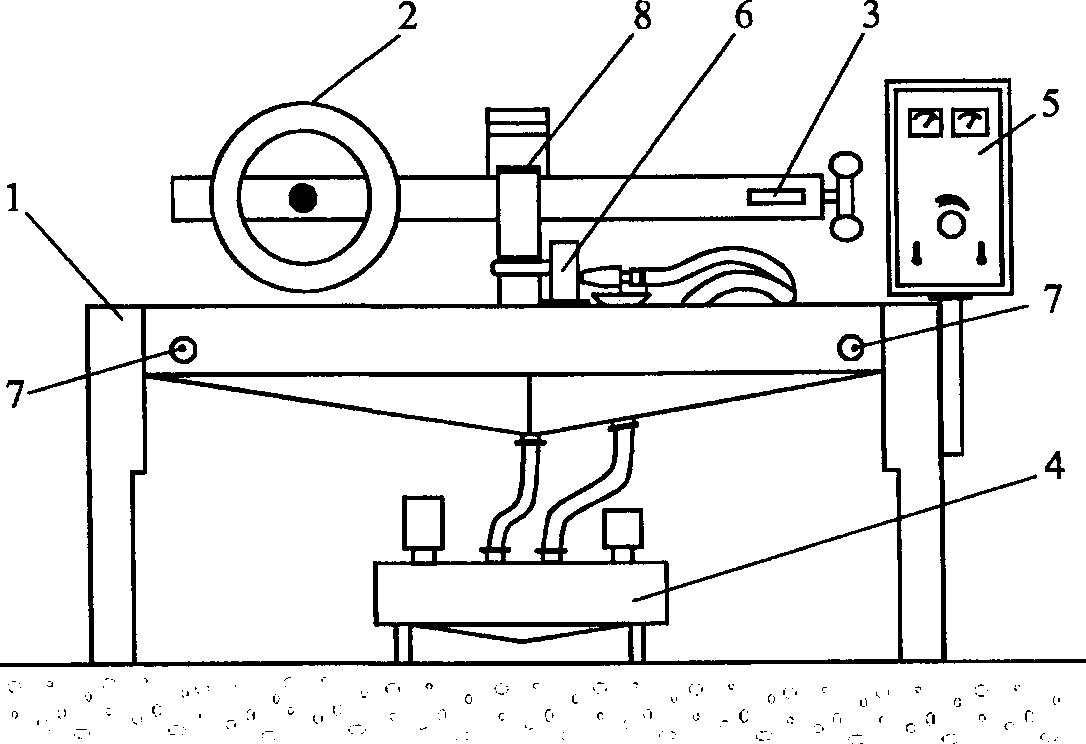
1 — стол рабочий; 2 — намагничивающее устройство
(подвижное комбинированное); 3 — контактная головка
(подвижная); 4 — устройство для циркуляции суспензии;
5 — пульт управления; 6 — опора; 7 — кнопки управления
импульсным намагничиванием; 8 — контролируемое кольцо
подшипника
Рисунок Г.6 — Общий вид установки УМДП-01
Г.6 Дефектоскоп магнитопорошковый МД-14ПКМ
Г.6.1 Дефектоскоп МД-14ПКМ (ТУ 32ЦШ 2603-83) выпускается в двух модификациях: МД-14ПКМ-1009-00-00 и МД-14ПКМ-1009-00-00-02.
Г.6.2 Дефектоскоп МД-14ПКМ-1009-00-00 предназначен для контроля магнитопорошковым методом элементов колесной пары: средней части оси; внутренних колец роликовых подшипников, напрессованных на шейки оси; шеек и предподступичных частей оси при снятых внутренних и лабиринтных кольцах.
Г.6.3 Дефектоскоп МД-14ПКМ-1009-00-00-02 предназначен для контроля магнитопорошковым методом деталей вагонов различной формы. В комплект дефектоскопа входят: блок управления; неразъемные соленоиды диаметром 200 и 270 мм; разъемные соленоиды диаметром 200 и 280 мм; гибкие кабели.
Г.7 Переносные дефектоскопы и устройства с постоянными магнитами
Г.7.1 Устройства намагничивающие УН-5 (ТУ 4276-002-05743622-99. Иа3.254.001) и МСН-14 (рисунок Г.7 а и в) представляют собой два постоянных магнита, соединенных между собой гибким магнитопроводом, что позволяет использовать их для намагничивания деталей сложной формы, имеющих криволинейные поверхности. Устройства не требуют подключения к электрической сети и могут быть использованы для проведения магнитопорошкового контроля деталей в условиях, при которых отсутствует подводка электрической сети.
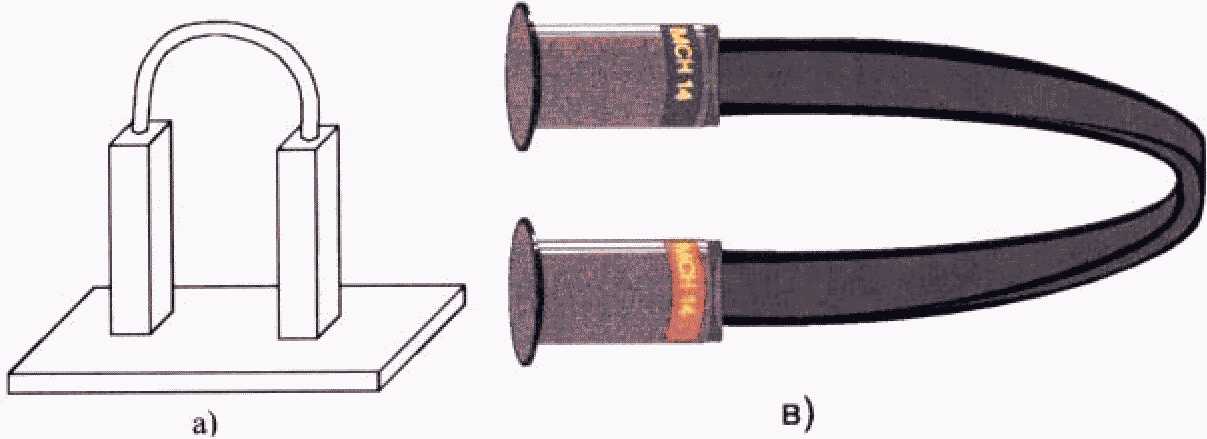
Рисунок Г.7 — Постоянные магниты УН-5 (а) и МСН-14 (в)
Г.7.2 (Исключен, Изм. N 1).
(Измененная редакция, Изм. N 1).
Приложение Д
(справочное)
ВСПОМОГАТЕЛЬНЫЕ СРЕДСТВА КОНТРОЛЯ
Таблица Д.1
Вспомогательные приборы и устройства
|
Наименование |
Технические характеристики |
Назначение |
|
Миллитесламетр портативный универсальный ТП2-2У ТУ 4222-001-42294748-97 |
Диапазон измерения индукции (напряженности) переменного, постоянного и импульсного магнитных полей, мТл — от 0,01 до 1999 (0 — 1600 А/см). Погрешность, %, не более — 5. Габаритные размеры, мм, не более — 165 x 85 x 45. Масса, кг, не более — 0,5. Питание — автономное и от сети 220 В (50 Гц) |
Измерение напряженности магнитного поля дефектоскопов и НУ; проверка режимов намагничивания деталей; проверка степени размагничивания деталей |
|
Магнитометр дефектоскопический МФ-23ИМ ТУ 4276-010-05743622-99. (Иа2.778.006)-99 |
Диапазон измерения напряженности переменного, постоянного, импульсного магнитных полей, А/см — от 18 до 8000. Погрешность, %, не более — 5. Габаритные размеры, мм, не более — 126 x 65 x 30. Масса, кг, не более — 0,3. Питание — автономное и от сети 220 В (50 Гц) |
Измерение напряженности магнитного поля дефектоскопов и НУ; проверка режимов намагничивания деталей; проверка степени размагничивания деталей |
|
Измеритель напряженности магнитного поля МФ-107 (МФ-107А) МКИЯ.422543.001 ТУ |
Диапазон измерения напряженности постоянного магнитного поля, А/см — от 0,4 до 20. Погрешность, %, не более — 5. Габаритные размеры, мм, не более — 125 x 182 x 66. Масса в чехле, кг, не более — 0,95. Питание — от аккумуляторной батареи |
Измерение напряженности магнитного поля дефектоскопов с постоянными магнитами; проверка режимов намагничивания деталей постоянными магнитами; проверка степени размагничивания деталей |
|
Измеритель напряженности магнитного поля МФ-109 МКИЯ.422543.001 ТУ |
Диапазон измерения напряженности постоянного магнитного поля, А/см — от 0,4 до 190. Погрешность, %, не более — 5. Габаритные размеры, мм, не более — 145 x 196 x 86. Масса в чехле, кг, не более — 1,25. Питание от аккумуляторной батареи |
Измерение напряженности магнитного поля дефектоскопов с постоянными магнитами; проверка режимов намагничивания деталей постоянными магнитами; проверка степени размагничивания деталей |
|
Устройство для намагничивания стандартных образцов МОН 721 |
Количество СОП — 3 шт. Минимальная ширина трещин на СОП-2, 10, 25 мкм. Размеры СОП — 38 x 300 x (3,5 — 5). Габаритные размеры — 190 x 310 x 280 мм. Масса не более 3,8 кг |
Проверка выявляющей способности магнитных индикаторов |
|
Прибор для проверки качества магнитных порошков и суспензий МФ-10СП ТУ 25-7759.0066-89 |
Условная чувствительность по шкале прибора, мм — 0 — 100 |
Проверка выявляющей способности магнитных индикаторов |
|
Ультрафиолетовый облучатель КД-3-3Л ТУ 25-06.1887-79 |
УФ-облученность на расстоянии 300 мм, мкВт/см2, не менее — 10000. Спектральный диапазон, нм — 315 — 400. Питание от сети 220 В (50 Гц) |
Осмотр поверхности деталей при применении люминесцентных магнитных индикаторов |
|
Ультрафиолетовый облучатель УФО-3-500 |
УФ-облученность — не менее 700 мкВт/см2 на расстоянии 100 мм. Напряжение питания 36 и 12 В (50 Гц). Габаритные размеры облучателя, мм, не более: длина — 210; диаметр — 120. Масса облучателя, кг, не более — 1,15 |
Осмотр поверхности деталей при применении люминесцентных магнитных индикаторов |
|
Люксметр Ю-116 (Ю-117) ТУ 25-04.3098-76 |
Диапазон измерений, лк: — без насадок — от 5 до 100; — с насадками — от 50 до 10000 |
Проверка освещенности контролируемой поверхности деталей |
|
Вискозиметр капиллярный стеклянный ВПЖ-2 ГОСТ 10028-81 |
Кинематическая вязкость, м/с, не менее — 200 x 10-6 (200 сСт) |
Определение кинематической вязкости дисперсионной среды магнитных суспензий |
|
Измеритель магнитной индукции ИМП-2 ТУ 6684-002-12863479-01 |
Диапазон измерения индукции (напряженности) переменного, постоянного и импульсного магнитных полей, мТл — от 0,1 до 200 (0 — 1600 А/см). Погрешность, %, не более — 5. Габаритные размеры, мм, не более — 130 x 60 x 32. Масса, кг, не более — 0,2. Питание — автономное |
Измерение напряженности магнитного поля дефектоскопов и НУ; проверка режимов намагничивания деталей; проверка степени размагничивания деталей |
(Измененная редакция, Изм. N 1).
Приложение Е
(обязательное)
СТАНДАРТНЫЕ ОБРАЗЦЫ ПРЕДПРИЯТИЯ
Е.1 СОП с искусственными дефектами
Е.1.1 СОП с искусственными дефектами, предназначенные для проверки выявляющей способности магнитных индикаторов, представляют собой пластину, прямоугольный брусок или валик с отношением длины к максимальному размеру поперечного сечения (или диаметру) не менее 5:1. На поверхность СОП наносят один или несколько поверхностных искусственных дефектов. СОП могут быть изготовлены из контролируемых деталей (например, стопорных планок или валиков).
(Измененная редакция, Изм. N 1).
Е.1.2 СОП с искусственными дефектами, предназначенные для проверки работоспособности (порога чувствительности) средств контроля, представляют собой детали или их части (фрагменты). СОП имеют вставки из материала контролируемой детали с поверхностными искусственными дефектами.
Е.1.3 Технические характеристики СОП с искусственными дефектами приведены в таблице Е.1.
Таблица Е.1
Технические характеристики стандартных образцов предприятия
с искусственными дефектами
|
Твердость материала СОП |
Шероховатость поверхности СОП по ГОСТ 2789 |
Ширина раскрытия дефекта, мкм |
|
HRC >= 35 |
Ra <= 2,5 мкм |
2 … 10 |
|
Ra > 2,5 мкм |
10 … 20 |
|
|
HRC < 35 |
Ra <= 2,5 мкм |
10 … 20 |
|
Ra > 2,5 мкм |
20 … 30 |
(Измененная редакция, Изм. N 1).
Е.1.4 Типы СОП с искусственными дефектами для проверки работоспособности средств контроля, зарегистрированные в отраслевом реестре средств измерений и допущенные к применению на железнодорожном транспорте, приведены в таблице Е.2.
Таблица Е.2
Типы стандартных образцов предприятия
с искусственными дефектами
|
Наименование СОП |
Номер типа СОП; регистрационный номер <*> |
Направление искусственных дефектов на детали |
|
Внутреннее кольцо подшипника |
СОП МП 32.01.000-01, МТ 036.2001 |
Поперечные и продольные |
|
Наружное кольцо подшипника |
СОП МП 32.02.000-01, МТ 037.2001 |
Поперечные и продольные |
|
Ролик |
СОП МП 32.03.000-01, МТ 038.2001 |
Поперечные и продольные |
|
Стопорная планка |
СОП МП 32.05.000-01, МТ 040.2001 |
Поперечные |
|
Фрагмент оси колесной пары (шейка, средняя и подступичная части) |
СОП МП 32.04.000-01, МТ 039.2001 |
Поперечные (при применении СОП в составе оси колесной пары в сборе). Поперечные и продольные (при применении СОП в составе свободной оси) |
|
Пластина |
СОП МП 32.07.000-01 МТ 042.2001 |
Поперечные |
|
Валик |
СОП МП 32.08.000-01 МТ 043.2001 |
Поперечные |
———————————
<*> Регистрационный номер в отраслевом реестре средств измерений, допущенных к применению на железнодорожном транспорте.
(Измененная редакция, Изм. N 1).
Е.1.5 При контроле одним дефектоскопом разных деталей допускается проверку работоспособности средств контроля проводить с помощью СОП одного типа, изготовленного из любой контролируемой детали или ее части.
Е.2 СОП с естественными дефектами
Е.2.1 СОП с естественными дефектами, предназначенные для проверки работоспособности средств контроля, представляют собой детали или их фрагменты с невидимыми при осмотре без применения луп дефектами.
Е.2.2 Деталь отбирают с помощью дефектоскопа и магнитного индикатора, применяемых для контроля деталей данного типа.
Е.2.3 Проверяют качество магнитного индикатора и значение тангенциальной составляющей вектора напряженности магнитного поля, создаваемой дефектоскопом.
Е.2.4 Деталь, отобранную для использования в качестве СОП, подвергают магнитопорошковому контролю в соответствии с технологической картой для данного типа деталей. При этом на поверхности детали над дефектом должен образоваться индикаторный рисунок.
Е.2.5 Деталь размагничивают, очищают ветошью, осматривают и наносят магнитный индикатор повторно.
Е.2.5 Деталь считают годной для использования в качестве СОП, если при осмотре без применения лупы дефект на его поверхности не виден, а после размагничивания и повторного нанесения магнитного индикатора валик над дефектом не образуется.
Е.2.6 Повторно проводят магнитопорошковый контроль отобранной детали, измеряют длину валика магнитного порошка, фотографируют индикаторный рисунок дефекта или снимают его отпечаток на липкую ленту.
Е.2.7 На каждый СОП составляют паспорт по прилагаемой форме.
ФОРМА ПАСПОРТА СТАНДАРТНОГО ОБРАЗЦА
ПРЕДПРИЯТИЯ С ЕСТЕСТВЕННЫМИ ДЕФЕКТАМИ
ПАСПОРТ
Стандартного образца предприятия N
Стандартный образец предприятия из стали марки ________________________
по ГОСТ ___________________________ твердость _____________________________
предназначен для проверки средств магнитопорошкового контроля
___________________________________________________________________________
(указать типы контролируемых деталей)
На стандартном образце предприятия имеются ____ поверхностных дефектов.
Размеры дефектов приведены в таблице
|
Номер дефекта |
Длина валика магнитного порошка, мм |
Способ контроля (СОН или СПП) _________________________________________
Способ намагничивания _________________________________________________
(указать намагничивающее устройство)
Значение напряженности магнитного поля, А/см __________________________
Тип и номер дефектоскопа ______________________________________________
Тип магнитного порошка (или концентрата магнитной суспензии), способ
его нанесения _____________________________________________________________
Состав магнитной суспензии ____________________________________________
Стандартный образец предприятия признан годным для проверки средств
магнитопорошкового контроля _______________________________________________
(указать типы контролируемых деталей)
К паспорту прилагается дефектограмма (фотография или отпечаток
на липкой ленте индикаторного рисунка дефектов)
_________ (Главный инженер предприятия)
_________ (Представитель метрологической службы предприятия или дороги)
Приложение Ж
(справочное)
ОСНОВНЫЕ ТИПЫ МАГНИТНЫХ ИНДИКАТОРОВ
Таблица Ж.1
Магнитные порошки и концентраты
|
Наименование |
Цвет |
Способ нанесения (вид дисперсионной среды) |
Назначение |
|
Концентрат магнитной суспензии (КМС) ДИАГМА 1100 ТУ 2662-003-41086427-97 |
Черный |
Мокрый (вода) |
Контроль деталей со светлой поверхностью любой шероховатости |
|
КМС ДИАГМА 1200 ТУ 2662-003-41086427-97 |
Красно-коричневый |
Мокрый (вода) |
Контроль деталей с темной поверхностью любой шероховатости |
|
КМС ДИАГМА 1613 ТУ 2662-001-41086427-97 |
Люминесцентный желто-зеленый |
Мокрый (вода) |
Контроль деталей с темной поверхностью любой шероховатости |
|
КМС ДИАГМА 2623 ТУ 2662-001-41086427-97 |
Люминесцентный серый |
Мокрый (вода) |
Контроль деталей с темной поверхностью любой шероховатости |
|
Магнитный порошок (МП) ДИАГМА 0473 ТУ 2662-003-41086427-97 |
Зеленый |
Сухой |
Контроль деталей с темной поверхностью и шероховатостью Rz > 80 мкм |
|
МП ДИАГМА 0400 ТУ 2662-003-410 |
Серый |
То же |
Контроль деталей с темной поверхностью и шероховатостью Rz > 80 мкм |
|
Порошок железный <*> ПЖВ5-160 ГОСТ 9849-86 |
Темно-серый |
Сухой |
Контроль деталей со светлой поверхностью и шероховатостью Rz > 160 мкм |
|
Порошок железный <*> ПЖВ5-71 ГОСТ 9849-86 |
Темно-серый |
Мокрый (трансформаторное масло, дизельное топливо, смеси масла с дизельным топливом и керосином) |
Контроль деталей со светлой поверхностью любой шероховатости |
|
Сухой |
Контроль деталей со светлой поверхностью и шероховатостью Rz <= 160 мкм |
||
|
Порошок магнитный <*> ТУ 6-36-05800165-1009-93 |
Черный |
Мокрый (трансформаторное масло, дизельное топливо, смеси масла с дизельным топливом и керосином, вода с кондиционирующими добавками) |
Контроль деталей со светлой поверхностью любой шероховатости |
|
Сухой |
Контроль деталей со светлой поверхностью и шероховатостью Rz <= 80 мкм |
||
|
КМС «МИНК-030» ТУ 2379-001-73527608-2004 |
Черный |
Мокрый (вода) |
Контроль деталей со светлой поверхностью любой шероховатости |
|
КМС «МИНК-010» ТУ 2379-001-73527608-2004 |
Красно-коричневый |
Мокрый (вода) |
Контроль деталей с темной поверхностью любой шероховатости |
|
МП «МИНК-070 М» ТУ 2379-001-73527608-2004 |
Черный |
Мокрый (трансформаторное масло, дизельное топливо, смеси масла с дизельным топливом или керосином) |
Контроль деталей со светлой поверхностью любой шероховатости |
|
КМС «МИНК-045Л» ТУ 2662-003-73527608-2005 |
Люминесцентный желто-зеленый |
Мокрый (вода) |
Контроль деталей с темной поверхностью любой шероховатости |
|
МП «МИНК-043Л» ТУ 2662-003-73527608-2005 |
Люминесцентный желто-зеленый |
То же |
То же |
|
МП «МИНК-200» ТУ 2379-001-73527608-2004 |
Зеленый |
Сухой |
Контроль деталей с темной поверхностью и шероховатостью Rz > 80 мкм |
———————————
<*> Можно применять при контроле деталей с темной поверхностью при нанесении контрастного покрытия.
(Измененная редакция, Изм. N 2).
Таблица Ж.2
Водные магнитные суспензии
|
Состав суспензии |
Количество |
Способ приготовления |
|
КМС ДИАГМА 1100 ТУ 2662-003-41086427-97 |
(40 +/- 5) г |
Необходимое количество концентрата развести в небольшом объеме воды до однородной массы и, непрерывно помешивая, добавить оставшуюся воду |
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
|
|
КМС ДИАГМА 1200 ТУ 2662-003-41086427-97 |
(30 +/- 5) г |
Необходимое количество концентрата развести в небольшом объеме воды до однородной массы и, непрерывно помешивая, добавить оставшуюся воду |
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
|
|
КМС ДИАГМА 1613 ТУ 2662-001-41086427-97 |
(20 +/- 5) г |
Необходимое количество концентрата развести в небольшом объеме воды до однородной массы и, непрерывно помешивая, добавить оставшуюся воду |
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
|
|
Порошок магнитный черный ТУ 6-36-05800165-1009-93 |
(25 +/- 5) г |
В теплой воде (30 — 40) °C развести сульфанол, ввести в приготовленный раствор хромпик и соду, тщательно перемешать. Магнитный порошок растереть с небольшим количеством приготовленного раствора до консистенции сметаны; добавить остальную часть раствора и тщательно перемешать |
|
Хромпик калиевый ГОСТ 4220-75 |
(5 +/- 1) г |
|
|
Сода кальцинированная ГОСТ 5100-85 |
(10 +/- 1) г |
|
|
Сульфанол ТУ 6-01-1043-79 |
(2,0 +/- 0,1) г |
|
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
|
|
Порошок магнитный черный ТУ 6-36-05800165-1009-93 |
(25 +/- 5) г |
В теплой воде (30 — 40) °C развести эмульгатор ОП-7 или ОП-10, ввести в приготовленный раствор хромпик и соду, тщательно перемешать. Магнитный порошок растереть с небольшим количеством приготовленного раствора до консистенции сметаны; добавить остальную часть раствора и тщательно перемешать |
|
Хромпик калиевый ГОСТ 4220-75 |
(5 +/- 1) г |
|
|
Сода кальцинированная ГОСТ 5100-85 |
(10 +/- 1) г |
|
|
Эмульгатор ОП-7 или ОП-10 ГОСТ 8433-81 |
(2,0 +/- 0,5) г |
|
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
|
|
Порошок магнитный черный ТУ 6-36-05800165-1009-93 |
(25 +/- 5) г |
В теплой воде (30 — 40) °C развести сульфанол, ввести в приготовленный раствор нитрит натрия, тщательно перемешать. Магнитный порошок растереть с небольшим количеством приготовленного раствора до консистенции сметаны; добавить остальную часть раствора и тщательно перемешать |
|
Нитрит натрия ГОСТ 19906-74 |
(15 +/- 2) г |
|
|
Сульфанол ТУ 6-01-1043-79 |
(2,0 +/- 0,1) г |
|
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
|
|
КМС «МИНК-030» ТУ 2379-001-73527608-2004 |
(25 +/- 5) г |
Необходимое количество концентрата развести в небольшом объеме воды до однородной массы и, непрерывно помешивая, добавить оставшуюся воду |
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
|
|
КМС «МИНК-010» ТУ 2379-001-73527608-2004 |
(25 +/- 5) г |
Необходимое количество концентрата развести в небольшом объеме воды до однородной массы и, непрерывно помешивая, добавить оставшуюся воду |
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
|
|
КМС «МИНК-045Л» ТУ 2662-003-73527608-2005 |
(10 … 15) г |
То же |
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
|
|
МП «МИНК-043Л» ТУ 2662-003-73527608-2005 |
(10 … 15) г |
« |
|
Вода питьевая ГОСТ Р 51232-98 |
до 1 л |
(Измененная редакция, Изм. N 2).
Таблица Ж.3
Магнитные суспензии на основе трансформаторного масла,
дизельного топлива, керосина и смеси масла
с дизельным топливом или керосином
|
Состав суспензии |
Количество |
Способ приготовления |
|
Порошок железный ПЖВ5-71 ГОСТ 9849-86 |
(180 +/- 20) г |
Магнитный порошок растереть с равным по объему количеством масла до получения однородной массы и при непрерывном помешивании ввести остальную часть масла. Суспензию после приготовления необходимо профильтровать для удаления крупных частиц порошка, для чего ее необходимо размешать и после выдержки в течение 2 — 3 с перелить в другую емкость. При этом на дне емкости должны остаться крупные частицы, непригодные для выявления дефектов. Время от момента окончания перемешивания до окончания переливания не должно превышать 10 с |
|
Масло трансформаторное <*> ГОСТ 982-80 |
до 1 л |
|
|
Порошок магнитный черный ТУ 6-36-05800165-1009-93 |
(25 +/- 5) г |
Магнитный порошок растереть с равным по объему количеством дизельного топлива до получения однородной массы и при непрерывном помешивании ввести остальную часть масла |
|
Топливо дизельное ГОСТ 305-86 |
до 1 л |
|
|
Порошок магнитный черный ТУ 6-36-05800165-1009-93 |
(25 +/- 5) г |
Масло трансформаторное смешать с дизельным топливом. Магнитный порошок растереть с равным по объему количеством смеси до получения однородной массы, добавить оставшуюся смесь и тщательно перемешать |
|
Масло трансформаторное ГОСТ 982-80 |
(0,3 +/- 0,1) л |
|
|
Топливо дизельное ГОСТ 305-86 |
(0,7 +/- 0,1) л |
|
|
Порошок магнитный черный ТУ 6-36-05800165-1009-93 |
(25 +/- 5) г |
Масло трансформаторное смешать с керосином и добавить присадку АКОР-1. Магнитный порошок растереть с равным по объему количеством смеси до получения однородной массы, добавить оставшуюся смесь и тщательно перемешать |
|
Масло трансформаторное ГОСТ 982-80 |
(0,3 +/- 0,1) л |
|
|
Керосин <**> ГОСТ 10227-86 |
(0,7 +/- 0,1) л |
|
|
Присадка АКОР-1 ГОСТ 15171-78 |
от 0,5 до 5% от массы порошка |
|
|
МП «МИНК-070 М» ТУ 2379-001-73527608-2004 |
(25 +/- 5) г |
Порошок и небольшое количество масла тщательно перемешать до получения пастообразной массы, и, непрерывно помешивая, добавить оставшееся масло |
|
Масло трансформаторное <*> ГОСТ 982-80 |
до 1 л |
|
|
МП «МИНК-070 М» ТУ 2379-001-73527608-2004 |
(25 +/- 5) г |
Масло трансформаторное смешать с дизельным топливом. Порошок и небольшое количество смеси тщательно перемешать до получения пастообразной массы и, непрерывно помешивая, добавить оставшуюся смесь |
|
Масло трансформаторное <*> ГОСТ 982-80 |
(0,3 +/- 0,1) л |
|
|
Топливо дизельное ГОСТ 305-86 |
(0,7 +/- 0,1) л |
|
|
МП «МИНК-070 М» ТУ 2379-001-73527608-2004 |
(25 +/- 5) г |
То же |
|
Масло трансформаторное <*> ГОСТ 982-80 |
(0,3 +/- 0,1) л |
|
|
Керосин <**> ГОСТ 15171-78 |
(0,7 +/- 0,1) л |
|
|
МП «МИНК-070 М» ТУ 2379-001-73527608-2004 |
(25 +/- 5) г |
Порошок и небольшое количество дизельного топлива тщательно перемешать до получения пастообразной массы и, непрерывно помешивая, добавить оставшееся дизельное топливо |
|
Топливо дизельное ГОСТ 305-86 |
до 1 л |
———————————
<*> Для уменьшения вязкости трансформаторного масла при проведении контроля, особенно при температуру ниже +5 °C, рекомендуется добавлять дизельное топливо или керосин — до 50% от общего объема смеси.
<**> Применение керосина должно быть согласовано с пожарной инспекцией.
(Измененная редакция, Изм. N 2).
Приложение И
(справочное)
ПРОВЕРКА ВЫЯВЛЯЮЩЕЙ СПОСОБНОСТИ МАГНИТНЫХ ИНДИКАТОРОВ
И.1 Проверка выявляющей способности магнитных индикаторов с помощью устройства МОН 721
И.1.1 Устройство МОН 721 используют совместно с прибором для измерения напряженности магнитного поля — магнитометром или миллитесламетром типа ТП2-2У (Приложение Д).
И.1.2 Общий вид устройства МОН 721 приведен на рисунке И.1. Устройство состоит из блока постоянных магнитов с магнитопроводом и трех стандартных образцов с трещинами, минимальная ширина раскрытия которых составляет 2, 10 и 25 мкм. Тип стандартного образца выбирают в соответствии с минимальной шириной раскрытия выявляемых дефектов на контролируемой детали. Стандартный образец устанавливают на магнитопровод и закрепляют с помощью прижима.
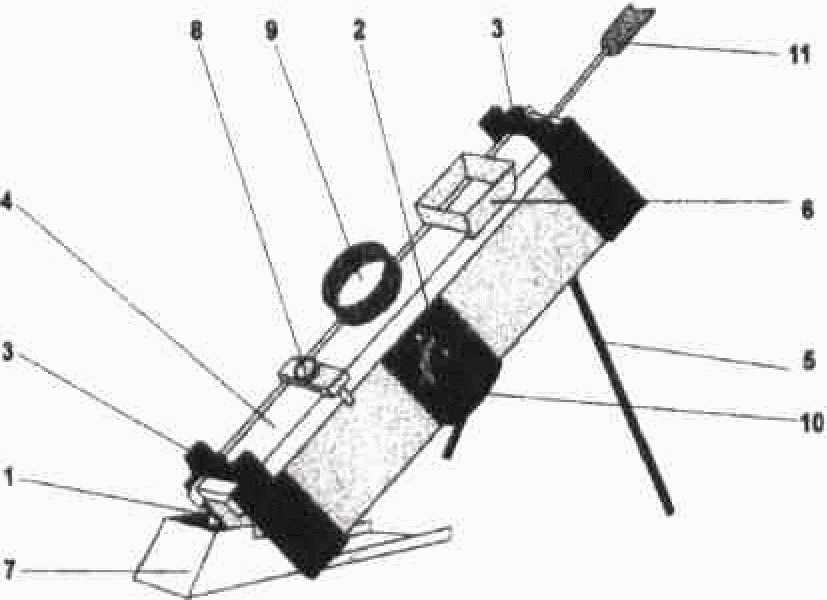
1 — магнитопровод; 2 — рукоятка для вращения блока
постоянных магнитов; 3 — прижимы; 4 — стандартные образцы;
5 — опоры; 6 — загрузочный бункер; 7 — приемный бункер;
8 — гнездо для установки феррозондового преобразователя
измерителя напряженности магнитного поля; 9 — линза;
10 — маховик для фиксации блока постоянных магнитов;
11 — преобразователь с чувствительными элементами Холла
магнитометра или миллитесламетра
Рисунок И.1 — Устройство МОН 721
И.1.3 Предусмотрена возможность регулирования напряженности магнитного поля на поверхности стандартного образца путем вращения блока постоянных магнитов с помощью рукоятки и последующей фиксации их. Требуемое значение напряженности магнитного поля устанавливают с помощью феррозондового измерителя напряженности магнитного поля (или миллитесламетра), преобразователь которого помещают на поверхности стандартного образца.
И.1.4 Проверяемый магнитный индикатор наносят на поверхность стандартного образца через загрузочный бункер, который стекая по поверхности образца собирается в приемном бункере.
И.1.5 Подготовку устройства МОН 721 к работе и проверку выявляющей способности магнитных индикаторов осуществляют в соответствии с руководством по эксплуатации устройства.
И.1.6 Магнитный индикатор оценивают по виду и длине индикаторного рисунка над дефектом стандартного образца при заданном значении напряженности магнитного поля на его поверхности.
И.1.7 Магнитный индикатор считают годным для магнитопорошкового контроля, если по всей длине дефекта на стандартном образце образуется четкий индикаторный рисунок.
И.2 Проверка выявляющей способности магнитных индикаторов с помощью СОП
И.2.1 Для проверки выявляющей способности магнитных индикаторов применяют СОП с искусственными дефектами.
И.2.2 Рабочую поверхность СОП следует тщательно очистить и обезжирить.
И.2.3 СОП намагнитить с помощью дефектоскопа, используемого для намагничивания контролируемой детали, при значении напряженности магнитного поля, указанном в паспорте на СОП. Выключить дефектоскоп.
И.2.4 На рабочую поверхность СОП нанести магнитный индикатор, при этом на поверхности СОП над дефектом должен образоваться индикаторный рисунок.
И.2.5 Полученный индикаторный рисунок необходимо сравнить с дефектограммой, приведенной в паспорте на СОП.
Магнитный индикатор считают годным для магнитопорошкового контроля, если полученный индикаторный рисунок совпадает по виду и длине с индикаторным рисунком дефектограммы, приведенной в паспорте на СОП.
И.3 Определение выявляющей способности магнитных индикаторов (магнитных порошков, применяемых в сухом виде и магнитных суспензий) с помощью прибора МФ-10СП
И.3.1 Внешний вид прибора показан на рисунке И.2. В состав прибора входят электромагнит с магнитопроводом, имеющим два протяженных искусственных дефекта шириной 50 и 100 мкм. По обмотке электромагнита пропускают электрический ток, который регулируют с помощью потенциометров «Грубо» и «Точно» на лицевой панели прибора.
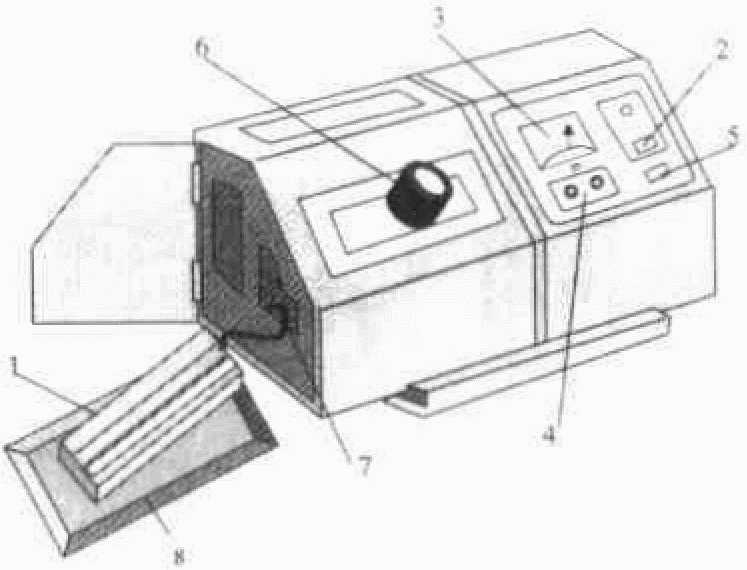
1 — электромагнит; 2 — выключатель «Сеть»;
3 — миллиамперметр; 4 — ручки потенциометров «Грубо»,
«Точно» для регулировки намагничивающего тока;
5 — выключатель «Освещение»; 6 — подвижный окуляр;
7 — направляющие для установки электромагнита;
8 — ванночка для сбора суспензии (в комплект
поставки прибора не входит)
Рисунок И.2 — Прибор МФ-10СП
И.3.2 Работа прибора основана на создании равномерно убывающего магнитного поля вдоль протяженных искусственных дефектов (ИД) в магнитопроводе электромагнита.
И.3.3 Проверка выявляющей способности магнитного индикатора основана на нанесении на рабочую поверхность электромагнита магнитного индикатора и измерения длины индикаторного рисунка (валика магнитного порошка) над искусственными дефектами по шкале прибора.
И.3.4 Для определения длины валика магнитного индикатора:
— переключателем «Сеть» включают намагничивающий ток;
— устанавливают с помощью потенциометров «Грубо» и «Точно» и амперметра на лицевой панели прибора требуемое значение намагничивающего тока — по таблице И.1 в зависимости от типа проверяемого магнитного порошка.
И.3.5 При определении выявляющей способности магнитных порошков электромагнит извлекают из корпуса прибора и устанавливают горизонтально над ванночкой из немагнитного материала рабочей поверхностью вверх. Магнитный порошок равномерно наносят на рабочую поверхность магнитопровода. Включают намагничивающий ток, при этом на рабочей поверхности магнитопровода над искусственными дефектами образуются индикаторные рисунки. Для удаления излишков порошка, образующего мешающий для рассмотрения индикаторных рисунков дефектов фон, необходимо повернуть электромагнит и установить его над ванночкой рабочей поверхностью магнитопровода вертикально. Остатки порошка следует сдуть слабой струей воздуха из резиновой груши.
Таблица И.1
Выявляющая способность наиболее широко применяемых
магнитных индикаторов
|
Тип магнитного индикатора |
Значение намагничивающего тока, мА |
длина по шкале прибора, мм |
|
|
ИД шириной 50 мкм |
ИД шириной 100 мкм |
||
|
Суспензия на основе КМС ДИАГМА 1100 (ТУ 2662-003-41086427-97) |
100 |
65 |
— |
|
Суспензия на основе КМС ДИАГМА 1200 (ТУ 2662-003-41086427-97) |
100 |
65 |
— |
|
Суспензия на основе порошка магнитного черного (ТУ-6-36-05800165-1009-93) |
80 |
85 |
— |
|
Порошок железный в сухом виде ПЖВ5-160 (ГОСТ 9849-86) |
70 |
— |
70 |
|
Порошок железный ПЖВ5-71 ГОСТ 9849-86 |
70 |
— |
70 |
И.3.6 При определении выявляющей способности магнитных суспензий электромагнит устанавливают над ванночкой из немагнитного материала с небольшим наклоном рабочей поверхности магнитопровода к горизонтали (порядка 30°) и включают намагничивающий ток. Магнитную суспензию наносят на рабочую поверхность магнитопровода слабой струей до полного смачивания ее. Для предотвращения смывания образовавшихся индикаторных рисунков дефектов струя должна быть направлена на участки поверхности магнитопровода, находящиеся выше искусственных дефектов, а по участку с дефектами свободно стекать. На рабочей поверхности магнитопровода над искусственными дефектами образуются индикаторные рисунки (рисунок И.3).
И.3.7 Для определения длины индикаторного рисунка электромагнит вставляют в корпус прибора и переключателем «Освещение» включают лампочку, освещающую рабочую поверхность магнитопровода и шкалу прибора. Длину индикаторного рисунка 1 определяют через окуляр по шкале 2, совместив визирную линию окуляра 3 с концом индикаторного рисунка 4 (см. рисунок И.3). За конец индикаторного рисунка принимают точку, в которой появляется первый разрыв индикаторного рисунка.
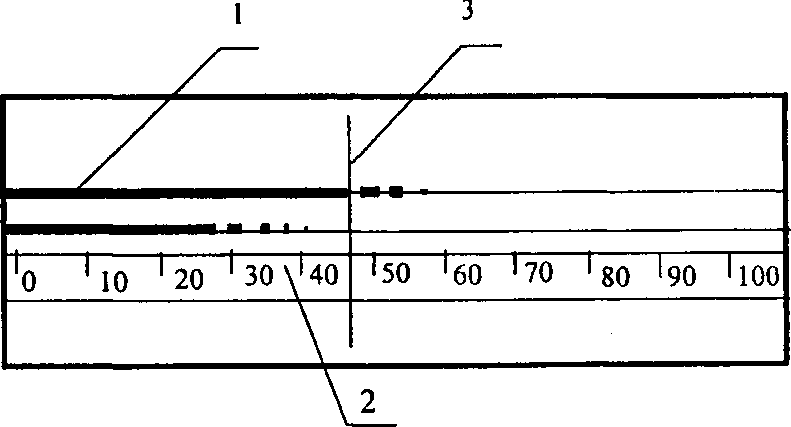
1 — индикаторный рисунок; 2 — шкала; 3 — визирная линия
Рисунок И.3 — Определение длины индикаторного рисунка
по шкале прибора МФ-10СП
Допускается длину индикаторного рисунка определять визуально по шкале на магнитопроводе с помощью лупы с 4-х кратным увеличением. В этом случае электромагнит в корпус прибора не вставляют.
И.3.8 По результатам проверки выявляющей способности магнитного индикатора составляют акт, в котором указывают тип магнитного индикатора, состав суспензии, значение намагничивающего тока, длину индикаторного рисунка над одним из искусственных дефектов.
И.3.9 Магнитный индикатор считают годным для магнитопорошкового контроля, если измеренная длина валика магнитного порошка составляет не менее 90% от значения, указанного в таблице И.1.
И.3.10 При проверке индикаторов других типов, указанных в Приложении Ж, значение намагничивающего тока следует выбирать в диапазоне от 50 до 100 мкА экспериментально, используя контрольный индикатор того же типа и добиваясь получения длины непрерывного валика в диапазоне от 30 до 90 мм. В качестве контрольного применяют магнитный индикатор, срок хранения компонентов которого (магнитного порошка или концентрата магнитной суспензии) не превышает 2 месяцев с момента изготовления. Далее проводят операции по п.п. И.3.4 — И.3.8.
И.3.11 При проверках выявляющей способности индикатора того же типа проводят операции по п.п. И.3.4 — И.3.8.
И.3.12 Магнитный индикатор считают годным для магнитопорошкового контроля, если измеренная длина валика магнитного порошка составляет не менее 90% от значения, определенного для контрольного индикатора.
И.3.13 При оценке выявляющей способности суспензий, приготовленных на основе люминесцентных магнитных порошков, длину индикаторного рисунка определяют с помощью луп при облучении рабочей поверхности магнитопровода источником УФ-излучения с длиной волны 315 — 400 нм.
п. И.3 (Измененная редакция, Изм. N 1).
Приложение К
(справочное)
ИЗМЕРЕНИЕ НАПРЯЖЕННОСТИ МАГНИТНОГО ПОЛЯ
К.1 Общие положения
К.1.1 Для измерения напряженности магнитного поля применяют приборы с чувствительными элементами Холла — миллитесламетры ТП2-2У или магнитометры МФ-23ИФМ (МФ-23ИФ).
Допускается применение других приборов с аналогичными техническими характеристиками, в т.ч. с феррозондовыми преобразователями.
К.1.2 Чувствительные элементы Холла помещают на концах щупов преобразователей. На рисунке К.1 а приведен преобразователь, у которого рабочая поверхность чувствительного элемента Холла параллельна плоскости щупа (далее — преобразователь с плоским щупом). На рисунке К.1 б — приведен преобразователь, у которого рабочая поверхность чувствительного элемента Холла параллельна торцевой поверхности (далее — преобразователь с торцевым щупом).
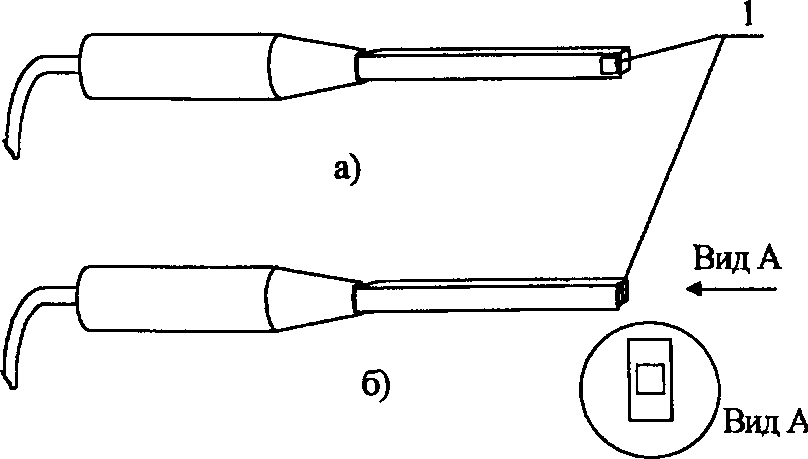
1 — чувствительный элемент Холла
Рисунок К.1 — Схема расположения чувствительного элемента
Холла на преобразователях с плоским (а)
и торцевым (б) щупами
К.1.3 Преобразователи, приведенные на рисунках К.1 а и б, функционально взаимозаменяемы. Оба преобразователя при соответствующей установке их на поверхность контролируемой детали могут быть использованы для измерения как тангенциальной, так и нормальной составляющих вектора напряженности магнитного поля.
К.1.4 При измерении напряженности магнитного поля преобразователь Холла устанавливают так, чтобы рабочая поверхность чувствительного элемента была перпендикулярна вектору напряженности магнитного поля (или его составляющей).
К.1.5 Тип преобразователя выбирают в зависимости от формы контролируемой поверхности (наличия пазов, выступов, искривлений и т.д.), а также от конструктивных особенностей НУ.
К.2 Измерение напряженности магнитного поля намагничивающих устройств дефектоскопов
К.2.1 Прибор для измерения напряженности магнитного поля следует подготовить к работе в соответствии с руководством по эксплуатации.
К.2.2 При измерении напряженности магнитного поля, создаваемого соленоидом, преобразователь устанавливают в его центре так, чтобы плоскость чувствительного элемента Холла была перпендикулярна силовым линиям магнитного поля (рисунок К.2).
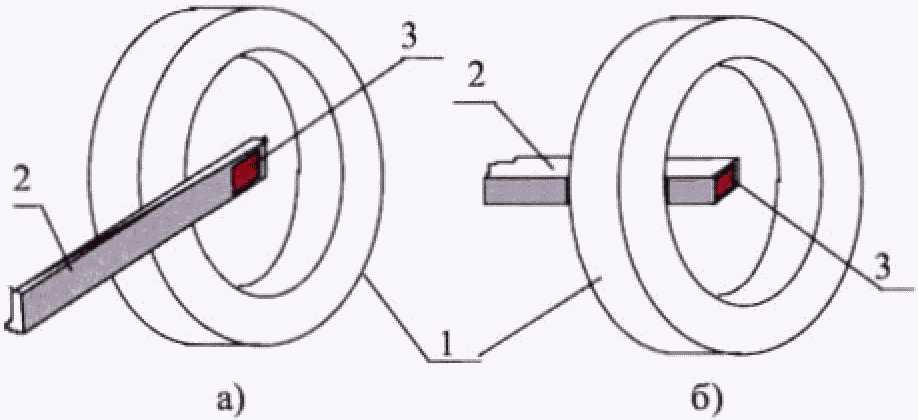
1 — соленоид; 2 — преобразователь;
3 — чувствительный элемент Холла
Рисунок К.2 — Схемы измерения напряженности магнитного поля
соленоида преобразователями с плоским (а)
и торцевым (б) щупами
К.2.3 При измерении напряженности магнитного поля, создаваемого СНУ, преобразователь помещают под его верхней дугой так, чтобы плоскость чувствительного элемента Холла была перпендикулярна силовым линиям магнитного поля (рисунок К.3).
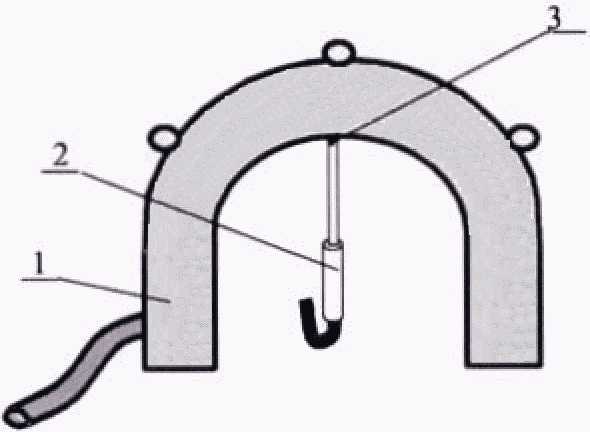
1 — СНУ; 2 — преобразователь;
3 — чувствительный элемент Холла
Рисунок К.3 — Схема измерения напряженности магнитного поля
СНУ преобразователем с плоским щупом
К.2.4 При измерении напряженности магнитного поля, создаваемого электромагнитом (или постоянным магнитом), его устанавливают на пластину из ферромагнитного материала с размерами, указанными в руководстве по эксплуатации электромагнита. Преобразователь устанавливают на пластину в центре между полюсами магнита так, чтобы рабочая поверхность чувствительного элемента Холла была перпендикулярна силовым линиям магнитного поля (рисунок К.4).
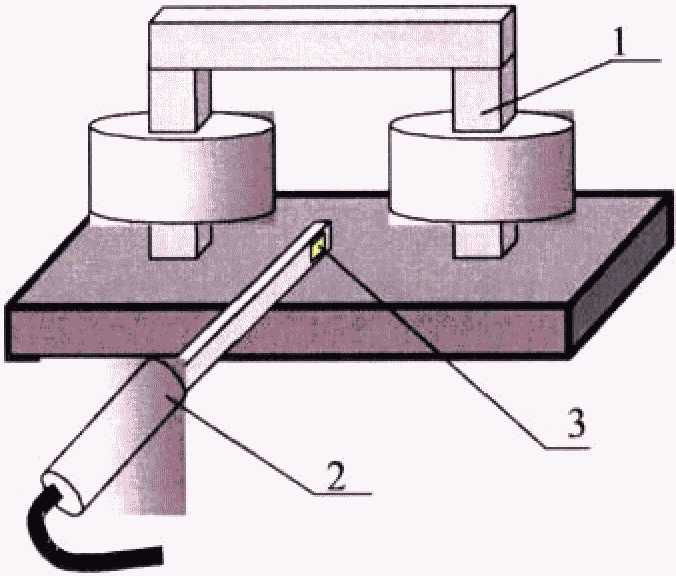
1 — электромагнит; 2 — преобразователь;
3 — чувствительный элемент Холла
Рисунок К.4 — Схема измерения напряженности магнитного поля
электромагнита преобразователем с плоским щупом
К.2.5 Дефектоскоп считается годным к эксплуатации, если измеренное значение напряженности магнитного поля в заданной точке НУ соответствует значению, указанному в руководстве по эксплуатации дефектоскопа.
К.3 Проверка режима намагничивания контролируемой детали
К.3.1 Проверку режима намагничивания контролируемой детали осуществляют измерением тангенциальной Ht и нормальной Hn составляющих вектора напряженности магнитного поля в одной или нескольких точках на поверхности этой детали. Число точек, в которых измеряют напряженность магнитного поля, и их местоположение на контролируемой поверхности зависят от формы детали, а также от типа и конструкции применяемого НУ. При проведении измерений щуп преобразователя с чувствительным элементом Холла должен касаться поверхности детали в точке, в которой проводят измерение. Тангенциальную Ht и нормальную Hn составляющие вектора напряженности магнитного поля измеряют в одной и той же точке.
К.3.3 При продольном намагничивании протяженной детали с помощью соленоида для определения длины зоны ДН измеряют тангенциальную Ht и нормальную Hn составляющие напряженности магнитного поля на поверхности детали у торца соленоида и в нескольких точках по длине детали (рисунок К.5).
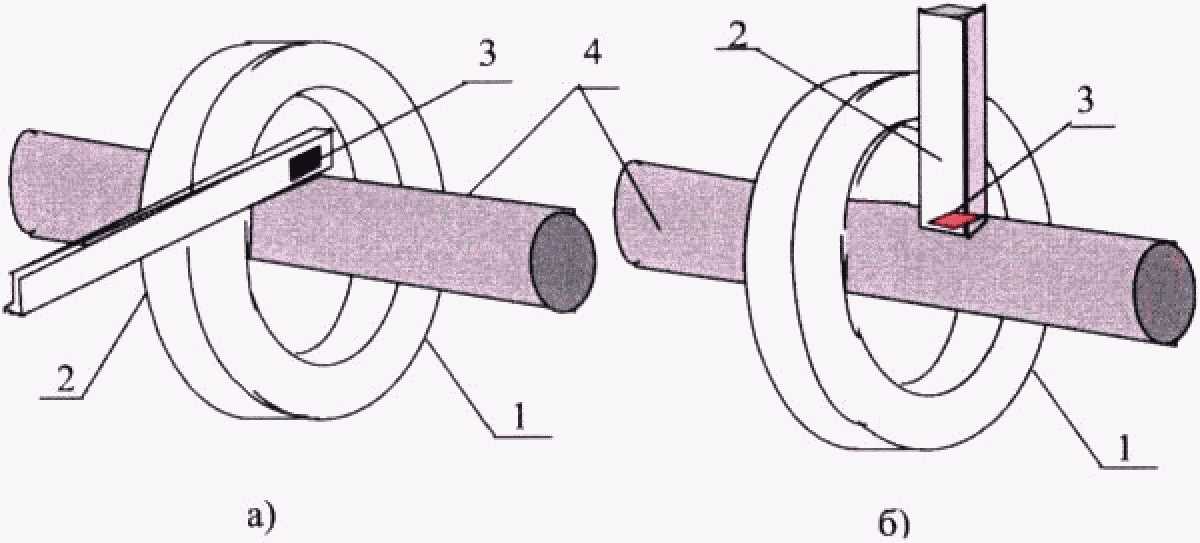
1 — электромагнит; 2 — преобразователь; 3 — чувствительный
элемент Холла; 4 — контролируемая деталь
Рисунок К.5 — Схемы измерения тангенциальной
составляющей вектора напряженности магнитного поля
преобразователем с плоским щупом (а) и нормальной
составляющей — преобразователем с торцевым щупом
Приложение Л
(рекомендуемое)
ФОРМЫ ЖУРНАЛОВ ПРОВЕРКИ СРЕДСТВ КОНТРОЛЯ
ЖУРНАЛ ПРОВЕРКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
И ПЕРИОДИЧЕСКОЙ КАЛИБРОВКИ ДЕФЕКТОСКОПОВ
|
Наименование и номер дефектоскопа |
Дата периодической калибровки |
Дата проверки технического состояния |
Результаты проверки технического состояния, необходимые мероприятия по устранению неисправностей, сроки выполнения |
Подписи лиц, проводивших проверку технического состояния |
Дата проведения работы по устранению неисправностей |
Выполненные работы по устранению неисправностей, заключение о пригодности для дальнейшей эксплуатации |
Подпись лица, проводившего устранение неисправностей |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
ЖУРНАЛ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ СРЕДСТВ КОНТРОЛЯ
(заполняется в начале смены)
|
Дата |
Тип и заводской номер дефектоскопа |
Тип магнитного порошка или состав суспензии |
Тип прибора или устройства для проверки режима намагничивания <*> |
Тип прибора или устройства для проверки магнитного индикатора <*> |
Тип и номер СОП |
Заключение о работоспособности средств контроля |
Подпись дефектоскописта |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
———————————
<*> Графы заполняются при использовании для проверки работоспособности средств контроля СОП с естественными дефектами.
МОН 721 — это комплект оборудования для проверки магнитных индикаторов.
МОН 721 используется для проверки качества магнитных индикаторов (порошков и суспензий), применяемых при магнитопорошковом методе неразрушающего контроля изделий в соответствии с ГОСТ 21105–87.
С помощью устройства проверки магнитных индикаторов МОН 721, входящего в состав комплекта УКМ, обеспечивается проверка следующих типов магнитных индикаторов:
- — магнитный порошок ПЖВ5-160 (сухой);
- — магнитный порошок ПЖВ5-71 (сухой);
- — масляная суспензия на основе порошка ПЖВ5-71;
- — водная суспензия на основе концентрата ДИАГМА 1100 (черного цвета);
- — водная суспензия на основе концентрата ДИАГМА 1200 (красного цвета);
- — водная люминесцентная магнитопорошковая суспензия на основе концентрата СК ЛУ 1500Р
Значение напряженности магнитного поля на поверхности мер моделей дефектов, устанавливаемых на устройство МОН 721, контролируется с помощью входящего в состав комплекта УКМ измерителя напряженности магнитного поля МФ-117.
Рабочие условия применения:
— температура окружающего воздуха — от плюс 5 до плюс 40°С;
— относительная влажность воздуха, при температуре плюс 25°С — до 90%.