ВОЕННОЕ МИНИСТЕРСТВО СОЮЗА ССР
РУКОВОДСТВО
ПО РЕМОНТУ
7,62-мм РЕВОЛЬВЕРОВ
обр. 1895 Г.
19 5 0
От Главного артиллерийского управления.
С выходом в свет настоящего Руководства отменяется «Руководство по ремонту 7,62-мм револьвера системы Нагана обр. 1895 г.» издания 1946 г.
ВВЕДЕНИЕ
Настоящее Руководство содержит в себе основные указания по дефектации и ремонту 7,62-мм револьверов обр. 1895 г.
Руководством учтены все изменения технических требований к отдельным деталям и сборкам револьверов и опыт ремонта их в войсках за период 1946—1948 гг.
Руководство предназначается в качестве основной ремонтной документации для войсковых ремонтных органов и совместно с Наставлением по стрелковому делу (НСД) дает все необходимые указания по ремонту револьверов.
Способы и объем ремонта, указанные в Руководстве, приняты с учетом технического оснащения ремонтных органов согласно соответствующим табелям.
В зависимости от технического оснащения ремонтного органа указания о способах и объеме ремонта обозначаются римскими цифрами (I) и (II) в скобках. Способы ремонта, обозначенные цифрой (I), предназначены для ремонтного органа, не имеющего токарного станка и сварочного аппарата; цифрой (II)—для вышестоящего ремонтного органа, имеющего необходимое для ремонта оборудование.
Если способы ремонта и методы выявления дефектов являются одинаковыми для всех ремонтных органов независимо от их технического оснащения, то в Руководстве делается ссылка только на нижестоящий ремонтный орган.
Руководство состоит из раздела «Общие указания» и четырех частей.
Первая часть содержит последовательность и объем проверок при дефектации револьверов как в собранном, так и в разобранном виде и указания по устранению общих неисправностей.
Вторая часть дает основные указания по дефектации и ремонту 7,62-мм револьверов обр. 1895 г.
В отдельных случаях указания о способах ремонта дополнены рисунками.
Места обработки деталей на рисунках показаны жирными линиями, причем размеры на рисунках даны только те, которые необходимы для выполнения данных ремонтных операций.
Четвертая часть содержит технологические карты на отдельные трудоемкие работы, на которые имеются ссылки в других частях настоящего Руководства.
На рисунках технологических карт цифровые выноски в кружках обозначают порядковые номера операций по карте.
В конце Руководства даны приложения: ведомости, инструкции и рисунки, поясняющие его содержание.
Для облегчения пользования Руководством в конце его даны чертежи (с 1 по 2), на которых цифры обозначают порядковые номера рассматриваемых в тексте дефектов.
Для накопления опыта по устранению неисправностей револьверов все замечания и предложения по содержанию Руководства направлять в соответствующие округа и далее в ГАУ.
ОБЩИЕ УКАЗАНИЯ
Ремонту каждого револьвера должна предшествовать дефектация, позволяющая устанавливать техническое состояние оружия и определять объем работ, необходимый для его восстановления.
При подготовке револьвера к дефектации необходимо:
— проверить, разряжено ли оружие;
— очистить от смазки и грязи все наружные поверхности;
— удалить смазку из канала ствола.
Дефектацию револьвера следует начинать с проверки работы механизмов на собранном оружии, а затем в процессе разборки переходить к осмотру и проверке отдельных механизмов и деталей.
Если при дефектации невозможно проверить механизмы револьвера их работой вследствие отсутствия или поломки отдельной детали, то проверку производить с временно поставленными запасными деталями.
При дефектации, ремонте и контроле качества отремонтированных револьверов следует пользоваться указанными в Руководстве войсковыми калибрами и приборами (Приложение 1).
Для качественного выполнения ремонта отдельных деталей и сборок револьвера Руководством предусмотрены простейшие приборы и приспособления, ведомость которых и рисунки даны в Приложении 2.
Недостающие для производства ремонта простейшие детали револьверов (если их нет в ЗИП) должны изготовляться средствами ремонтных органов; ведомость таких деталей и рисунки даны в Приложении 3
При наличии оборудования химическую очистку деталей от ржавчины и оксидирование их производить, руководствуясь инструкциями (Приложения 4 и 5).
Для определения температур нагрева при закалке и отпуске, а также для определения твердости металла напильником после закалки деталей пользоваться таблицей (Приложение 6).
Характеристика некоторых обозначений, встречающихся в Руководстве, дана в Приложении 7.
Марки сталей, указанные на рисунках для изготовления деталей, выбраны по ГОСТ 380-41 и ГОСТ В-1050-41.
Марки электродов для электродуговой сварки выбраны по ГОСТ 2246-43.
ЧАСТЬ ПЕРВАЯ
УКАЗАНИЯ О ДЕФЕКТАЦИИ РЕВОЛЬВЕРОВ И УСТРАНЕНИЕ ОБЩИХ НЕИСПРАВНОСТЕЙ
ПОСЛЕДОВАТЕЛЬНОСТЬ И ОБЪЕМ ПРОВЕРОК ПРИ ДЕФЕКТАЦИИ
При дефектами 7,62-мм револьверов обр. 1895 г. в собранном виде необходимо проверить:
1. Соответствует ли номер на барабане номеру на рамке.
2. Состояние канала ствола: износ канала, скругление или скрошенность углов полей нарезов, следы ржавчины, раковины, раздутие и пр. (проверяется при отделенном барабане).
3. Нет ли забоин на дульном срезе ствола, на устье внутренних конусов канала ствола, на мушке и на прицельной прорези рамки.
4. Соединение ствола с рамкой (совпадение рисок на стволе и рамке с рисками на шомпольной трубке).
5. Соответствует ли форма прицельной прорези на рамке форме мушки.
6. Прочно ли соединена мушка со стволом и совмещается ли риска на стволе с риской на мушке.
7. Плавно ли вращается шомпольная трубка на стволе и совмещается ли канал шомпольной трубки с каналом оси барабана.
8. Перемещение и поворот шомпола в шомпольной трубке и оси барабана и надежно ли удерживается шомпол в шомпольной трубке при выдвижении его вперед.
9. Становится ли шомпол против камор барабана при повороте шомпольной трубки вверх до отказа (при горизонтальном положении револьвера стволом вправо); свободно ли при этом шомпол входит в каморы барабана и не выпадает ли при таком положении шомпольной трубки ось барабана.
10. Плавно ли вращается дверца, удерживается ли она в крайних и среднем положениях пружиной и энергично ли становится дверца под действием пружины в верхнее и нижнее положение.
11. Постановку курка на боевой взвод при взведении его за спицу и взведение курка действием на спусковой крючок.
12. Спускается ли курок с боевого взвода.
13. Усилие на спуск курка с боевого взвода.
14. Энергично ли действует спусковой крючок.
15. Выход бойка за переднюю плоскость казенника (проверяется при отделенном барабане).
16. Отбой курка.
17. Не срывается ли курок с боевого взвода.
18. Не запрокидывается ли курок за боевой взвод (проверяется при отделенной крышке);
19. Поворачивается ли барабан на 1/7 оборота собачкой; продвигается ли при этом барабан вперед и отходит ли он назад после прекращения давления на спусковой крючок; не заклинивается ли барабан в рамке.
20. Не утыкается ли дульце гильзы в задний срез ствола.
21. Удерживается ли зубом дверцы барабан от вращения в левую сторону.
22. Удерживается ли соском дверцы барабан от вращения в левую сторону и свободно ли вкладываются проверочные патроны в каморы барабана.
23. Заскакивает ли зуб дверцы в зарубку на пояске барабана до момента постановки курка на боевой взвод.
24. Вращается ли барабан в правую сторону при спущенном курке.
25. Находится ли сосок спускового крючка в выемке на пояске барабана и удерживается ли соском барабан от вращения в правую сторону при взведенном курке.
26. Нет ли качки щек или средника в соединении с крышкой и рамкой.
27. Не выступают ли глазки над поверхностью щек.
28. Нет ли отколов и трещин в щеках или среднике.
29. Полностью ли довинчены все винты.
После дефектации револьверов в собранном виде необходимо определить возможность устранения в данном ремонтном органе выявленных дефектов.
Если техническое оснащение данного ремонтного органа не позволяет произвести требуемого ремонта, то дальнейшую дефектацию (в разобранном виде) револьвера не производить.
Если в данном ремонтном органе ремонт может быть выполнен, то дефектацию продолжить в разобранном виде.
При дефектации в разобранном виде в 7,62-мм револьвере обр. 1895 г. необходимо проверить:
1. Соответствует ли номер на боковой крышке номеру на рамке.
2. Не имеют ли детали поломок, трещин, изгибов, вмятин, побитости и других дефектов.
3. Нет ли качки осей курка, спускового крючка и казенника в соединении с рамкой.
4. Нет ли качки затылка в соединении с рукояткой рамки.
5. Нет ли скруглений, скрошенности или смятия на боевом взводе курка, шептале спускового крючка, бойке, упоре шомпольной трубки, перемычке шомпола, зубе пружины шомпола, опорных плечах рычага (шатуна) и курка, соске и уступе на спусковом крючке, соске и левой рабочей грани на дверце и на зубьях храпового колеса барабана.
6. Прочно ли сидит шпилька бойка в отверстии курка.
7. Не разворочено ли отверстие в рамке для соска боевой пружины.
8. Не разворочены ли прорези на головках винтов.
9. Не забита и не сорвана ли резьба на винтах и в сопряженных с ними деталях.
10. Все ли детали имеются налицо.
УСТРАНЕНИЕ ОБЩИХ НЕИСПРАВНОСТЕЙ
Ниже приводятся указания по устранению общих неисправностей, относящихся ко всем деталям револьвера за исключением деталей, особо оговоренных в настоящем Руководстве.
1. Ржавчина и пороховой нагар на поверхностях деталей и в канале ствола
Ржавчина и пороховой нагар на поверхностях деталей и в канале ствола выявляются осмотром.
(I) Обнаруженную ржавчину и пороховой нагар удалять способом, указанным в НСД (в Наставлении по стрелковому делу).
Если ржавчина и пороховой нагар с поверхностей деталей не удаляются указанным в НСД способом, то удалить их деревянными палочками или кардовой щеткой, а в канале ствола — стальным или латунным ершиком.
(II) Ржавчину со всех деталей рекомендуется удалять в ванне, содержащей раствор ингибированной соляной кислоты (см. Приложение 4).
Примечания.
1. Применять для удаления ржавчины или твердого порохового нагара наждачный порошок или другие абразивные (шлифующие) материалы воспрещается.
2. Применять при чистке канала ствола керосин, стальные и латунные ершики можно только под наблюдением оружейного техника.
2. Трещины
Трещины в металлических и деревянных деталях (щечки, средник) не допускаются.
(I) Детали с трещинами браковать и заменять их из числа запасных за исключением деталей, которые ремонтируются согласно указаниям настоящего Руководства.
При наличии в канале ствола трещин, видимых в хорошо вычищенном канале в виде темных полосок, расположенных в продольном или поперечном направлении, а также трещин в патроннике, рамке револьвера отправить револьвер в вышестоящий ремонтный орган.
3. Изгиб деталей
(I) Разрешается править только те изогнутые детали, о которых даны указания в настоящем Руководстве.
Правку деталей производить без нагрева, медным или деревянным молотком, на гладкой стальной или свинцовой плите, а в отдельных случаях (изгиб осей рамки револьвера и т.п.) при помощи специальных приспособлений.
При правке соблюдать правила предохранения деталей от забоин и вмятин.
4. Вмятины
(I) Детали с вмятинами, препятствующими нормальной работе механизмов, выправить на соответствующих оправках медным или стальным молотком.
Приподнятый металл по краю вмятины зачистить личным, напильником или шабером.
5. Забоины и задирины на деталях
(I) При наличии на деталях забоин и задирин зачищать только приподнятый металл, не затрагивая основной поверхности детали.
6. Разворот прорезей у винтов
Разворот прорезей у винтов, приводящий к срыву лезвия отвертки при вывинчивании и ввинчивании винтов, не допускается.
(I) Для исправления прорези зажать винт в тиски с медными или алюминиевыми прокладками, осторожно осадить молотком приподнятый металл у краев прорези и прочистить ее ножовкой соответствующей толщины (не углубляя прорези); развод зубьев у полотна ножовки должен быть сошлифован на камне.
При значительном развороте прорези — заменить винт.
7. Забитость или срыв резьбы
(I) При наличии забитости наружной резьбы на деталях зачистить резьбу прогонкой плашками, а при наличии забитости внутренней резьбы в отверстиях деталей — прогонкой метчиками. Если плашек и метчиков нет, то резьбу осторожно зачистить трехгранным надфилем или крючком-шабером.
Срыв резьбы допускается, если он не превышает 1/4 всей длины свинчивания с сопряженной деталью,
8. Потертость оксидировки
(I) В случае нарушения оксидировки на головках винтов в результате зачистки их при ремонте заворонить винты горячим способом.
Для этого протереть детали ветошью насухо, нагреть их до синего цвета побежалости и быстро опустить в сосуд с ружейной смазкой.
После охлаждения протереть детали и смазать ружейной смазкой.
Примечание. Воронение должно быть закончено за один нагрев, так как при повторном нагреве зачерненные участки портятся.
Указанным способом допускается воронение мушки револьвера. Потертость оксидировки на остальных деталях допускается.
(II) При наличии оборудования оксидировку всех ремонтируемых и вновь изготовляемых деталей производить согласно указаниям инструкции (Приложение 5).
9. Несоответствие номеров деталей основным номерам револьвера
Номера на барабане и боковой крышке револьвера должны соответствовать номеру на рамке револьвера.
(I) Если номера на боковой крышке револьвера не соответствуют номеру на левой стенке рамки, то осторожно забить номера зубилом; номер на барабане револьвера зачистить личным напильником и наждачным полотном.
Новые номера, соответствующие основному номеру (на левой стенке рамки) нанести при помощи клейм (приложение 1) рядом со старыми номерами.
10. Наплавка и сварка деталей
При ремонте деталей наплавкой в местах перехода от наплавленного слоя к основному металлу допускаются небольшие черновины и раковины. Допускается также повторная сварка или наплавка с предварительной подготовкой под сварку, если нет пережога металла или глубоких раковин.
При короблении деталей после наплавки допускается правка таких деталей без нагрева. Закаленные детали, отремонтированные наплавкой, должны быть вторично термически обработаны и опробованы на твердость напильником.
ЧАСТЬ ВТОРАЯ
ДЕФЕКТАЦИЯ И РЕМОНТ 7,62-мм РЕВОЛЬВЕРА ОБР. 1895 г.
ДЕФЕКТАЦИЯ И РЕМОНТ РАМКИ СО СТВОЛОМ
(черт. 1)
Состояние рамки со стволом определяется осмотром наружных и внутренних поверхностей, а также проверкой канала ствола войсковым калибром К-2 (Приложение 1).
Неисправности, встречающиеся в рамке со стволом, и способы их устранения указаны ниже.
1. Износ канала ствола, скругление или скрошенность углов полей нарезов
(I) Тщательно протереть канал ствола, осмотреть его и обмерить войсковым калибром К-2.
При скруглении или скрошенности углов полей нарезов или при вхождении калибра К-2 в канал ствола с дульной части на длину более 10 мм отправить револьвер в вышестоящий ремонтный орган, если он не удовлетворяет нормальному бою.
2. Следы ржавчины или раковины в канале ствола
(I) При наличии в канале ствола следов ржавчины или раковин, вследствие чего револьвер не удовлетворяет нормальному бою, отправить револьвер в вышестоящий ремонтный орган.
3. Раздутие канала ствола
Раздутие ствола определяется наличием на поверхности канала теневого поперечного кольца, обнаруживаемого при осмотре канала.
(I) При наличии раздутия, независимо от его места и величины, отправить револьвер в вышестоящий ремонтный орган.
4. Изгиб ствола
Изгиб ствола, незаметный на глаз, выявляется в процессе стрельбы по отклонению средней точки попадания от контрольной более 5 см при исправном состоянии мушки и прицельной прорези на рамке.
(I) Изгиб ствола допускается, если бой револьвера по кучности удовлетворяет нормальным условиям (пробоины вмещаются в круг диаметром 15 см) и если отклонение средней точки попадания от контрольной более 5 см устраняется перемещением мушки вправо или влево не более чем на 0,75 мм от середины основания для мушки на стволе или заменой ее на более низкую или более высокую, как указано в НСД.
При низком бое револьвера допускается опиловка мушки до предела нормальной видимости ее в прорези рамки.
Если устранить влияние изгиба ствола на нормальный бой регулировкой мушки невозможно, то отправить револьвер в вышестоящий ремонтный орган.
5. Забоины на устье внутренних конусов канала ствола
(I) Забоины на устье внутренних конусов канала ствола осторожно зачистить надфилем.
6. Забоины на дульном срезе ствола
(I) Зачистить приподнятый металл у забоин личным напильником или надфилем.
7. Отвинчивание ствола

 Взять револьвер левой рукой за рукоятку и направить дульную часть ствола вправо, выдвинуть шомпол вперед до отказа и повернуть шомпольную трубку вверх, до совмещения передней ее риски с риской на венчике ствола; при правильно завинченном стволе риска, нанесенная на левой стороне шомпольной трубки, должна совместиться с риской на рамке (рис. 1).
Взять револьвер левой рукой за рукоятку и направить дульную часть ствола вправо, выдвинуть шомпол вперед до отказа и повернуть шомпольную трубку вверх, до совмещения передней ее риски с риской на венчике ствола; при правильно завинченном стволе риска, нанесенная на левой стороне шомпольной трубки, должна совместиться с риской на рамке (рис. 1).
(I) Если риска на левой стороне шомпольной трубки не совмещается с риской на рамке в результате отвинчивания ствола, то зажать ствол в тисках с медными прокладками (дульной частью вниз) и при помощи деревянного (дубового) бруска, вставленного в рамку, довернуть рамку до совмещения рисок (рис. 2).
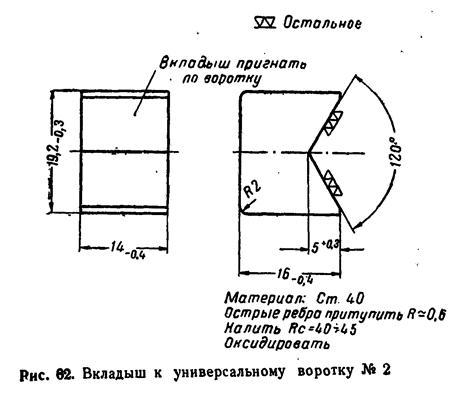
 Для проверки прочности соединения ствола с рамкой зажать переднюю часть рамки в горизонтальном положении в тисках с деревянными прокладками, надеть на дульную часть ствола раздвижной универсальный вороток № 2 со специальными вкладышами (см. приложение 2, рис. 61 и 62) и подвесить к ручке воротка груз в 3 кг на расстоянии 200 мм от оси канала ствола (рис. 3); ствол при этом не должен отвинчиваться.
Для проверки прочности соединения ствола с рамкой зажать переднюю часть рамки в горизонтальном положении в тисках с деревянными прокладками, надеть на дульную часть ствола раздвижной универсальный вороток № 2 со специальными вкладышами (см. приложение 2, рис. 61 и 62) и подвесить к ручке воротка груз в 3 кг на расстоянии 200 мм от оси канала ствола (рис. 3); ствол при этом не должен отвинчиваться.
Если ствол отвинчивается, то отправить револьвер в вышестоящий ремонтный орган.
8. Качка шомпольной трубки на стволе
Шомпольная трубка должна плавно вращаться на стволе от усилия руки, причем, будучи повернута в верхнее положение до упора, не должна возвращаться обратно от собственного веса. Продольная качка шомпольной трубки на стволе допускается.
(I) При свободном вращении шомпольной трубки обжать верхнюю часть трубки в тисках с медными прокладками.
9. Изгиб рамки
(I) Выправить рамку медным молотком на свинцовой плите.
При резком изгибе рамки, не поддающемся правке, отправить револьвер в вышестоящий ремонтный орган.
10. Качка или излом осей курка, спускового крючка и казенника
Качка осей, заметная при давлении на них пальцами руки в разных направлениях, не допускается.
Обозначение осей на поверхности рамки с выступанием масла при неоднократном взведении и спускании курка в собранном револьвере допускается.
(1) При качке или изломе осей курка, спускового крючка и казенника револьвер отправить в вышестоящий ремонтный орган.
(2) Изготовить новые оси (приложение 3, рис. 77) и поставить в рамку (карта 1).
11. Разрыв или трещина перемычки около винта скобы в рамке
 (1 на черт. 1)
(1 на черт. 1)
(I) Выпилить поврежденный участок и зачистить надфилем (рис. 4).
12. Разворот отверстия для соска боевой пружины
 Боевая пружина должна прочно удерживаться своим соском в рамке и сниматься с рамки с некоторым усилием.
Боевая пружина должна прочно удерживаться своим соском в рамке и сниматься с рамки с некоторым усилием.
(I) При развороте отверстия для соска боевой пружины отделить от рамки правую щеку, положить рамку плоскостью рукоятки на стальную плиту и осадить молотком приподнятый металл вокруг отверстия.
Если после этого сосок боевой пружины не будет прочно удерживаться в отверстии рамки, то осадить металл вокруг отверстия специальным гнетком (приложение 2, рис. 63), как указано на рис. 5, и зачистить отверстие  круглым надфилем.
круглым надфилем.
13. Качка затылка в соединении с рамкой
(2 на черт. 2)
Качка затылка, ощущаемая рукой, не допускается
(I) Подтянуть заклепки затылка и зачистить места подтяжки заклепок личным напильником.
Если устранить качку затылка подтяжкой заклепок невозможно, то револьвер отправить в вышестоящий ремонтный орган.
(II) Высверлить старые заклепки с наружной стороны затылка сверлом диаметром 2 мм, изготовить новые заклепки (рис. 6), поставить заклепки на место, расклепать их и зачистить (рис. 7).

14. Изгиб кольца для шнура
(I) Выправить кольцо на оправке по контуру исправного кольца и опробовать прочность соединения его с головкой винта кольца.
Если кольцо выправить невозможно, то заменить его новым (см. ниже п. 15).
15. Срыв или отсутствие кольца для шнура
Кольцо для шнура должно прочно держаться в головке винта и не вырываться из него от усилия руки. (I) Изготовить кольцо вновь (рис. 8).

 Развести концы кольца на расстояние 9—10 мм, вставить один конец кольца в отверстие головки винта и поставить кольцо на край свинцовой плиты. Затем, направив другой конец кольца в отверстие винта, молотком сжать кольцо (рис. 9).
Развести концы кольца на расстояние 9—10 мм, вставить один конец кольца в отверстие головки винта и поставить кольцо на край свинцовой плиты. Затем, направив другой конец кольца в отверстие винта, молотком сжать кольцо (рис. 9).
ДЕФЕКТАЦИЯ И РЕМОНТ ПРИЦЕЛЬНЫХ ПРИСПОСОБЛЕНИЙ
(черт. 1)
Дефекты, влияющие на точность прицеливания
1. Забитость вершины мушки или прорези нарамке (3 на черт. 1).
Зачистить приподнятый металл личным напильником или надфилем, не нарушая формы и размеров мушки и прорези.
2. Мушка свободно перемещается в пазу основания для мушки на стволе
(4 на черт. 1).
 Соединение мушки с основанием должно быть прочным. Смещение мушки при давлении на нее сбоку пальцами руки не допускается.
Соединение мушки с основанием должно быть прочным. Смещение мушки при давлении на нее сбоку пальцами руки не допускается.
Посадка мушки должна соответствовать рис. 10.
 (I) При наличии смещения мушки проверить паз для мушки на стволе мушкой, не бывшей в употреблении. Мушка при этом не должна входить в паз под давлением пальцев руки.
(I) При наличии смещения мушки проверить паз для мушки на стволе мушкой, не бывшей в употреблении. Мушка при этом не должна входить в паз под давлением пальцев руки.
При наличии износа паза расширить лапку мушки.
Для этого зажать в тисках подставку для мушки (приложение 2, рис. 64), вложить в нее мушку и легкими ударами молотка по гнетку (приложение 2, рис. 65), поставленному на лапку, раздать лапку (рис. 11).
Затем подчистить надфилем боковые грани лапки и поставить мушку в паз на стволе до совмещения рисок.
Примечание. Мушка должна отделяться и ставиться в паз на стволе легкими ударами молотка по медному гнетку, поставленному своим концом на лапку мушки сбоку.
3. Несоответствие формы прицельной прорези форме мушки.
 Форма прицельной прорези на рамке должна соответствовать форме мушки.
Форма прицельной прорези на рамке должна соответствовать форме мушки.
При треугольной форме мушки прорезь должна быть треугольная, при прямоугольной — полукруглая.
(I) При наличии на револьвере треугольной прорези и прямоугольной мушки переделать треугольную прорезь на полукруглую согласно рис. 12.
4. Наличие нескольких рисок на мушке.
Риска на мушке должна быть совмещена с риской на основании для мушки.
(I) При наличии нескольких рисок зачистить риски личным напильником и нанести новую риску по риске на основании для мушки после приведения револьвера к нормальному бою.
ДЕФЕКТАЦИЯ И РЕМОНТ ШОМПОЛА С ШОМПОЛЬНОЙ ТРУБКОЙ
(черт. 1 и 2)
Шомпол туго движется в канале шомпольной трубки
Для проверки движения шомпола в канале шомпольной трубки положить револьвер на ладонь левой руки горизонтально стволом вправо, повернуть шомпол на себя, выдвинуть его вперед, повернуть шомпольную трубку до отказа вверх и продвинуть шомпол до отказа назад.
Шомпол при этом должен плавно, без особых усилий, перемещаться в канале шомпольной трубки.
Если эти требования не выполняются, то неисправны шомпол или шомпольная трубка.
Причины неисправности.
1. Изгиб шомпола.
(I) Отделить шомпол и проверить его прямолинейность слесарной линейкой.
При изгибе выправить шомпол легкими ударами медного молотка на стальной плите.
После правки проверить движение шомпола в канале шомпольной трубки.
2. Помятость шомпольной трубки..
(I) Осмотреть, не имеет ли шомпольная трубка вмятин, затрудняющих перемещение шомпола в ней.
 При наличии вмятин выправить шомпольную трубку, для чего отделить шомпол и пружину шомпола от шомпольной трубки, вставить в отверстие шомпольной трубки оправку (приложение 2, рис. 66) срезанной частью в сторону вмятины и при помощи рукоятки повернуть оправку несколько раз до устранения помятости (рис. 13).
При наличии вмятин выправить шомпольную трубку, для чего отделить шомпол и пружину шомпола от шомпольной трубки, вставить в отверстие шомпольной трубки оправку (приложение 2, рис. 66) срезанной частью в сторону вмятины и при помощи рукоятки повернуть оправку несколько раз до устранения помятости (рис. 13).
После правки проверить движение шомпола в канале шомпольной трубки.
Канал шомпольной трубки не совмещается с каналом оси барабана
Для проверки совмещения канала шомпольной трубки с каналом оси барабана положить собранный револьвер на ладонь левой руки горизонтально стволом вправо, повернуть шомпол на себя, выдвинуть его вперед, повернуть шомпольную трубку доотказа вниз и продвинуть шомпол назад.
Шомпол при этом должен свободно, без утыкания, входить в канал оси барабана.
Если это не происходит, то неисправен упор шомпольной трубки.
Причина неисправности.
Износ или смятие упора шомпольной трубки (5 на черт. 2).
(I) При наличии износа или смятия упора шомпольной трубки, вызывающем несовмещение канала шомпольной трубки с каналом оси барабана, револьвер отправить в вышестоящий ремонтный орган.
(II) Наплавить на изношенный или смятый упор шомпольной трубки слой металла и обработать его (карта 2),
Шомпол свободно перемещается в шомпольной трубке
Придать револьверу вертикальное положение (рукояткой вниз) и выдвинуть шомпол вверх; при этом шомпол, не удерживаемый рукой, не должен опускаться от собственного веса.
Если шомпол опускается от собственного веса, то это указывает на неисправность пружины шомпола.
Причины неисправности.
1. Изгиб пружины шомпола.
(I) Проверить работу пружины. Пружина шомпола должна своим зубом давить на шомпол и удерживать его от свободного перемещения в шомпольной трубке
При наличии изгиба зажать один конец пружины в тисках и вручную выправить пружину.
Если после правки пружины шомпол не будет удерживаться в шомпольной трубке, то заменить пружину.
2. Износ или излом зуба пружины шомпола.
(I) Осмотреть зуб пружины шомпола и проверить, упирается ли он в дно продольного паза шомпола.
При наличии износа или излома зуба пружины заменить пружину.
Выпадение шомпола из шомпольной трубки
Шомпол, выдвинутый до отказа вперед, не должен выниматься или выпадать из шомпольной трубки.
Причины неисправности.
1. Излом или износ упорной стенки продольного паза шомпола
(6 на черт. 1).
(I) При наличии излома упорной стенки продольного паза шомпола или износе ее до размера менее 0,75 мм заменить шомпол.
 (II) Наплавить на упорную стенку продольного паза шомпола слой металла 1,5—2 мм электродуговой сваркой электродом Э42 (диаметр 2 мм) (рис. 14).
(II) Наплавить на упорную стенку продольного паза шомпола слой металла 1,5—2 мм электродуговой сваркой электродом Э42 (диаметр 2 мм) (рис. 14).
 После наплавки зажать шомпол в ручных тисочках, положить его на деревянную подкладку и, вращая шомпол, опилить наплывы металла на цилиндрической части шомпола и на торце его заподлицо с основной поверхностью.
После наплавки зажать шомпол в ручных тисочках, положить его на деревянную подкладку и, вращая шомпол, опилить наплывы металла на цилиндрической части шомпола и на торце его заподлицо с основной поверхностью.
Затем обработать паз шомпола крейцмейселем, довести размеры паза и упорной стенки надфилем до размеров, указанных на рис. 15, зачистить конец шомпола наждачным полотном и притупить углы.
2. Изгиб пружины шомпола.
См. раздел «Шомпол свободно перемещается в шомпольной трубке», п. 1.
3. Износ или излом зуба пружины шомпола.
См. раздел «Шомпол свободно перемещается в шомпольной трубке», п. 2.
Шомпол не закрепляется в шомпольной трубке
Причина неисправности.
Не совмещение зуба пружины шомпола с поперечным пазом шомпола.
(I) Определить, какая из граней зуба пружины шомпола препятствует закреплению шомпола в шомпольной трубке.
Для этого отделить барабан от рамки, прочистить канал оси барабана, вставить ось барабана в рамку револьвера, продвинуть шомпол в канал оси барабана назад и нанести на шомполе чертилкой риску по переднему обрезу шомпольной трубки (рис. 16).

 Затем выдвинуть шомпол из канала оси, повернуть шомпольную трубку вверх до отказа, продвинуть шомпол до совмещения его поперечного паза с зубом пружины и повернуть шомпол от себя до отказа (рис. 17).
Затем выдвинуть шомпол из канала оси, повернуть шомпольную трубку вверх до отказа, продвинуть шомпол до совмещения его поперечного паза с зубом пружины и повернуть шомпол от себя до отказа (рис. 17).
 Если нанесенная риска окажется утопленной в канале шомпольной трубки, то зачистить надфилем заднюю грань зуба пружины. Если риска находится несколько впереди переднего обреза трубки, то зачистить переднюю грань зуба пружины.
Если нанесенная риска окажется утопленной в канале шомпольной трубки, то зачистить надфилем заднюю грань зуба пружины. Если риска находится несколько впереди переднего обреза трубки, то зачистить переднюю грань зуба пружины.
Для зачистки зуба пружины зажать пружину шомпола в тисках с медными прокладками.
Уменьшение толщины зуба пружины шомпола при зачистке допускается до 2 мм (рис. 18).
Если зачисткой зуба до размера 2 мм не обеспечивается совмещение зуба пружины с продольным пазом шомпола, то заменить пружину.
Примечание. Незакрепление шомпола в шомпольной трубке может происходить и вследствие загрязнений канала оси барабана.
ДЕФЕКТАЦИЯ И РЕМОНТ УДАРНО-СПУСКОВОГО МЕХАНИЗМА
(черт. 1)
Затруднительная постановка курка на боевой взвод
Для проверки постановки курка на боевой взвод вложить проверочные патроны в каморы барабана и, действуя на спицу курка, медленно повернуть барабан.
При каждом повороте барабана выступающее дульце гильзы должно входить в устье ствола без утыкания в его задний срез, а курок должен свободно и без особых усилий становиться на боевой взвод.
Барабан при взведенном курке не должен иметь продольной качки; небольшая круговая качка барабана допускается.
Если эти требования не выполняются, то это указывает на неисправность собачки или барабана, или щели для собачки в рамке.
Причины неисправности.
1. Изгиб собачки.
Собачка должна свободно, без трения, перемещаться в щели рамки.
(I) Отделить собачку и проверить слесарной линейкой прямолинейность ее левой плоскости.
При наличии изгиба выправить собачку на стальной плите медным молотком.
После правки поставить собачку на место и проверить, повертывает ли она барабан до совмещения камор барабана с каналом ствола.
2. Изгиб правой стенки щели для собачки в рамке (7 на черт. 1).
 (I) При наличии заклинения исправной собачки в щели рамки зажать рамку в тисках с медными прокладками и при помощи латунного гнетка с прямоугольным сечением 3х7х100 мм, вставленного в щель для собачки, осторожно молотком выправить правую стенку щели (рис. 19). В случае забитости щели зачистить ее надфилем.
(I) При наличии заклинения исправной собачки в щели рамки зажать рамку в тисках с медными прокладками и при помощи латунного гнетка с прямоугольным сечением 3х7х100 мм, вставленного в щель для собачки, осторожно молотком выправить правую стенку щели (рис. 19). В случае забитости щели зачистить ее надфилем.
После правки собрать револьвер и проверить работу собачки. Качка собачки в щели, не влияющая на взаимодействие частей револьвера, допускается.
3. Поднутрение нижней грани зуба храпового колеса барабана
(8 на черт. 1).
 На нижних гранях зубьев храпового колеса не должно быть поднутрения (выемов).
На нижних гранях зубьев храпового колеса не должно быть поднутрения (выемов).
(I) При наличии поднутрения, вызывающего утыкание собачки в зуб храпового колеса барабана, подобрать новую собачку.
 Если подбором собачки утыкание ее в зуб храпового колеса не устраняется и храповое колесо барабана имеет поднутрение не более чем на четырех зубцах, то осторожно зачистить зубец надфилем до устранения поднутрения (выемки), затем зажать барабан в тисках деревянными прокладками и специальным зубильцем (приложение 2, рис. 67) при помощи молотка подрубить основание зубца на глубину около 0,3—0,4 мм (рис. 20).
Если подбором собачки утыкание ее в зуб храпового колеса не устраняется и храповое колесо барабана имеет поднутрение не более чем на четырех зубцах, то осторожно зачистить зубец надфилем до устранения поднутрения (выемки), затем зажать барабан в тисках деревянными прокладками и специальным зубильцем (приложение 2, рис. 67) при помощи молотка подрубить основание зубца на глубину около 0,3—0,4 мм (рис. 20).
Подрубленную стенку зубца осадить сверху (рис. 21) гнетком (приложение 2, рис. 65) при помощи молотка так, чтобы подрубленная стенка зубца приняла свое первоначальное положение и обеспечила нормальный поворот барабана под действием собачки.
При наличии поднутрения более чем на четырех зубцах храпового колеса револьвер отправить в вышестоящий ремонтный орган для замены барабана.
(II) Заменить барабан (карта 3).
4. Износ собачки (10 на черт. 1) или щели (9 на черт. 1) для собачки в рамке.
(I) При наличии износа собачки или щели для собачки в рамке, вызывающем утыкание дулец гильз в задний срез ствола, подобрать новую собачку, имеющую больший размер по ширине.
5. Износ зубьев храпового колеса барабана (11 на черт. 1).
(I) При наличии утыкания дулец гильз в задний срез ствола не более чем на четырех каморах барабана вследствие износа зубьев храпового колеса барабана — восстановить изношенные зубья способом, указанным выше в п. 3.
При наличии утыкания дулец гильз в задний срез ствола во всех каморах барабана вследствие износа всех зубьев храпового колеса барабана и невозможности устранить его подбором собачки с большим размером по ширине — револьвер отправить в вышестоящий ремонтный орган для замены барабана.
(II) Заменить барабан (карта 3).
6. Заклинение барабана в рамке.
См. раздел «Дефектация и ремонт барабана»
Курок не спускается с боевого взвода
При спуске с боевого взвода курок должен доходить до своего переднего положения.
Утыкание рычага (шатуна) в шептало спускового крючка при спуске курка с боевого взвода не допускается.
Если это требование не выполнено, то неисправны курок или рычаг (шатун), или винт рычага, или оси курка и спускового крючка.
Причины неисправности.
1. Износ заплечиков курка и заплечиков рычага (шатуна) (12 на черт. 1).
(I) Отделить боковую крышку рамки, поставить курок на боевой взвод; придерживая его за спицу большим пальцем правой руки и нажимая на спусковой крючок указательным пальцем той же руки, вывести шептало из зацепления с боевым взводом курка. Затем, придерживая курок, медленно произвести спуск его. Нижний конец рычага (шатуна) при этом должен свободно проходить над шепталом спускового крючка.
 При утыкании рычага в шептало отделить рычаг от курка, зажать хвост рычага плоскогубцами, положить рычаг заплечиком на стальную плиту и молотком осадить оба заплечика (рис. 22).
При утыкании рычага в шептало отделить рычаг от курка, зажать хвост рычага плоскогубцами, положить рычаг заплечиком на стальную плиту и молотком осадить оба заплечика (рис. 22).
Затем зачистить заплечики рычага надфилем и пригнать их по месту так, чтобы они плотно прилегали к заплечикам курка.
Для подчистки заплечиков рычага зажать рычаг в ручныес тисочках.
После пригонки заплечиков поставить рычаг на место и проверить работу курка в собранном револьвере.
Если устранить утыкание рычага указанным способом невозможно, то заменить рычаг.
2. Износ винта рычага (шатуна) или отверстия для него в рычаге.
 (I) При диаметре гладкой части винта рычага менее 2,6 мм заменить винт.
(I) При диаметре гладкой части винта рычага менее 2,6 мм заменить винт.
Если винта в запасе нет, то осадить отверстие рычага, для чего положить рычаг на стальную плиту и гнетком (приложение 2, рис. 68) при помощи молотка осадить сверху отверстие сначала с одной стороны, а затем с другой (рис. 23).
После осадки зажать рычаг в ручных тисочках и заправить отверстие круглым надфилем, затем собрать курок и проверить работу его в собранном револьвере.
3. Изгиб оси курка или оси спускового крючка.
Оси курка и спускового крючка должны быть перпендикулярны к плоскости рукоятки рамки.
(I) Проверить угольником перпендикулярность осей к плоскости рукоятки рамки. При изгибе осей положить рамку рукояткой на плиту, ввести погнутую ось в отверстие специальной оправки (приложение 2, рис 69) и, нажимая рукой на верхнюю часть оправки, выправить ось (рис. 24).
 Курок туго спускается с боевого взвода
Курок туго спускается с боевого взвода
 Курок туго спускается с боевого взвода
Курок туго спускается с боевого взводаСпуск курка должен происходить от усилия на хвост спускового крючка не более 5 кг.
(I) Для проверки спуска поставить курок на боевой взвод, присоединить к пружинным весам для проверки усилия на спуск курка (Приложение 1) специальную скобу (Приложение 2, рис. 70), зацепить крючками скобы хвост спускового крючка и, оттягивая весы, спустить курок с боевого взвода. В момент спуска весы должны показывать усилие не более 5 кг.
Если это требование не выполнено, то неисправна боевая пружина или собачка, или щель для собачки в рамке.
Причины неисправности.
1. Сильная боевая пружина.
(I) Проверить усилие на спуск курка с боевого взвода. Если усилие на спуск более 5 кг, то подобрать менее сильную боевую пружину.
Примечание. Постановка цилиндрических вкладышей между нижним пером боевой пружины и спусковой скобой, с целью уменьшения усилия на спуск, категорически запрещается.
2. Изгиб собачки.
См. раздел «Затруднительная постановка курка на боевой взвод», п. 1.
3. Изгиб правой стенки щели для собачки в рамке.
См. раздел «Затруднительная постановка курка на боевой взвод», п. 2.
Курок легко спускается с боевого взвода
Спуск курка с боевого взвода должен происходить от усилия на хвост спускового крючка не менее 3,6 кг.
Проверку спуска производить, как указано выше (см. раздел «Курок туго спускается с боевого взвода».
При этом в момент спуска весы должны показывать усилие не менее 3,6 кг.
Если это требование не выполнено, то неисправны курок или шептало спускового крючка, или боевая пружина.
Причины неисправности.
1. Скругление боевого взвода курка или шептала спускового крючка
(13 на черт. 1).
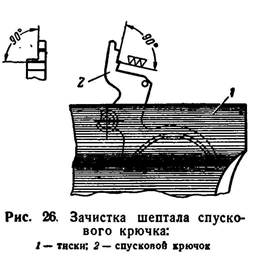
(I) Зажать курок или спусковой крючок в тисках с медными прокладками и осторожно зачистить трехгранным надфилем боевой взвод курка (рис. 25) или шептало спускового крючка (рис. 26).
Скругление боевого взвода курка или шептала спускового крючка, не влияющее на нормальный спуск курка, допускается без ремонта.
2. Осадка боевой пружины.
(I) Осевшую боевую пружину заменить.
 После постановки новой пружины проверить работу ударно-спускового механизма.
После постановки новой пружины проверить работу ударно-спускового механизма.

Курок срывается с боевого взвода
Срыв курка с боевого взвода при давлении на спицу его снизу не допускается. Если же курок срывается с боевого «взвода, то неисправны курок или шептало спускового крючка.
Причина неисправности.
Скругление боевого взвода курка или шептала спускового крючка
(14 на черт. 1).
См. раздел «Курок легко спускается с боевого взвода», п. 1.
Осечки
Причины неисправности.
1. Утыкание бойка в верхний край казенника
(15 на черт. 1) или в гребень ползуна (16 на черт. 1).
(I) Взвести курок, спустить его с боевого взвода и, удерживая спусковой крючок в крайнем заднем положении, отвести курок назад до выхода бойка из канала казенника; затем выколоткой или спичкой приподнять боек вверх и подать курок вперед. Боек при этом должен свободно войти в канал казенника.
Боек, опущенный вниз, не должен утыкаться в верхний гребень ползуна.
При утыкании бойка заменить его шпильку. Шпилька бойка должна прочно сидеть в отверстии курка и не смещаться от давления на нее выколоткой усилием руки.
При смещении шпильки бойка раскернить ее концы и зачистить заподлицо с поверхностью курка.
Если заменой шпильки устранить утыкание бойка невозможно, то заменить боек.
2. Малый выход бойка.
(I). Взвести и спустить курок с боевого взвода и, удерживая спусковой крючок в крайнем заднем положении, подать курок вперед доотказа.
Выход бойка из казенника при этом должен быть в пределах 1,3—1,7 мм.
Выход бойка проверять при снятом барабане войсковым калибром К-1 пистолета ТТ (приложение 1).
При выходе бойка менее 1,3 мм заменить боек.
3. Излом или скрошенность бойка.
 (I) При наличии излома заменить боек.
(I) При наличии излома заменить боек.
При наличии скрошенности заправить боек надфилем (рис. 27) и проверить выход его из казенника калибром К-1. Заправленный боек должен иметь правильную полусферическую форму.
4. Большой отбой (отход) курка.
(I) Взвести и спустить курок с боевого взвода и, придерживая хвост спускового крючка в крайнем заднем положении, определить положение шпильки бойка относительно заднего среза рамки.
Отбой (отход) курка считается нормальным, если расстояние А (рис. 28) между шпилькой бойка и срезом рамки не более половины диаметра шпильки.
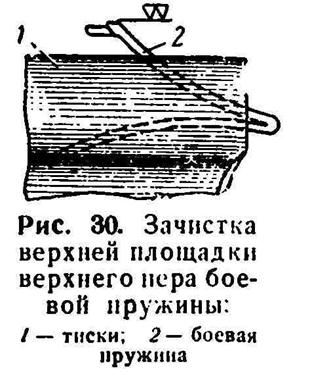
При большем отбое курка зажать
боевую пружину в тисках с медными прокладками, осторожно зачистить надфилем нижнюю площадку верхнего пера боевой пружины и притупить углы (рис. 29).

5. Выступание шпильки бойка над боковой поверхностью курка.
(I) Проверить, прочно ли сидит шпилька бойка в отверстии курка, давлением на ее конец выколоткой.
Смещение шпильки при этом от усилия руки не допускается.
При наличии смещения подобрать повышенную шпильку.
При наличии трещины в головке курка (около отверстия для шпильки бойка) заменить курок.
6. Выступание головки винта рычага (шатуна) над плоскостью курка.
(I) Проверить, до отказа ли ввинчен винт рычага. Если винт ввинчен не до отказа, то ввинтить его. При самоотвинчивании винта рычага заменить винт.
Неэнергично действует спусковой крючок
Спусковой крючок после прекращения давления на его хвост под действием нижнего пера боевой пружины должен энергично повернуться на своей оси и занять первоначальное положение.
Если это не происходит, то неисправна боевая пружина или курок, или барабан.
Причины неисправности.
1. Ослабление боевой пружины.
(I) При наличии ослабления заменить боевую пружину. После постановки новой пружины проверить работу ударно-спускового механизма.
2. Малый отбой (отход) курка.
(I) Проверку отбоя курка производить, как указано выше (см. раздел «Осечки», п. 4).
Отбой (отход) курка считается нормальным, если шпилька бойка выходит из-за среза рамки на половину своего диаметра и при этом боек не выступает из-за передней плоскости казенника.
При меньшем отбое курка зажать боевую пружину в тисках с медными прокладками, осторожно зачистить верхнюю площадку верхнего пера боевой пружины и притупить углы.
После зачистки площадки верхнего пера боевой пружины проверить усилие на спуск.
3. Барабан не отходит назад после прекращения давления на спусковой крючок.
См. раздел «Дефектация и ремонт барабана».
Курок запрокидывается за боевой взвод при отделенной крышке
Отделить крышку от рамки и повернуть курок за спицу назад доотказа; при этом курок не должен запрокидываться за боевой взвод. Если это требование не выполнено, то неисправны курок или спусковой крючок, или казенник.
Причины неисправности.
1. Скругление боевого взвода курка или шептала спускового крючка (17 на черт. 1).
См. раздел «Курок легко спускается с боевого взвода», п. 1.
2. Изгиб оси курка или оси спускового крючка.
См. раздел «Курок не спускается с боевого взвода», п. 3.
3. Намины на верхней грани коленчатого выступа спускового крючка и нижней грани казенника (18 на черт. 1).
На верхней грани коленчатого выступа спускового крючка и нижней грани казенника не должно быть наминов.
Отведение курка назад действием на его спицу должно ограничиваться (при отделенной боковой крышке) упиранием коленчатого выступа спускового крючка в нижнюю часть казенника; при этом курок не должен запрокидываться за боевой взвод.
(I) При наличии наминов, вызывающих запрокидывание курка, подобрать исправный спусковой крючок и казенник.
Курок не взводится при действии на спусковой крючок
Нажать на хвост спускового крючка; курок под действием рычага (шатуна) должен повернуться назад и после срыва рычага с коленчатого выступа спускового крючка энергично возвратиться в первоначальное положение.
Если это не происходит, то неисправны рычаг, курок или пружина рычага.
Причины неисправности.
1. Осадка или излом пружины рычага (шатуна).
(I) Заменить пружину рычага (шатуна).
2. Намины на заплечиках рычага и курка (19 на черт. I).
(I) Зачистить трехгранным надфилем приподнятый металл на заплечиках рычага и курка.
ДЕФЕКТАЦИЯ И РЕМОНТ КРЫШКИ И СПУСКОВОЙ СКОБЫ
Затруднительное соединение крышки с рамкой
Соединение крышки с рамкой должно производиться свободно без ударов (легкие удары рукояткой отвертки по крышке допускаются).
Зазоры в соединении крышки с рамкой и крышки со спусковой скобой допускаются в любом месте, но не более 0,5 мм.
Если эти требования не выполнены, то неисправны крышка или соединительный винт.
Причины неисправности.
1. Изгиб крышки.
Изгиб крышки встречается часто в виде отгиба переднего конца крышки, реже — в виде изгиба средней части ее.
(I) При наличии изгиба выправить крышку медным молотком на свинцовой плите.
2. Забитость или срыв резьбы на соединительном винте.
См. раздел «Устранение общих неисправностей», п. 7
ДЕФЕКТАЦИЯ И РЕМОНТ БАРАБАНА
(черт. 1 и 2)
Барабан не отходит назад после прекращения давления на спусковой крючок
Поставить курок на боевой взвод и давлением на спусковой крючок спустить его; после прекращения давления на спусковой крючок барабан под действием пружины барабана и спускового крючка должен энергично возвратиться в крайнее заднее положение.
Если это не происходит, то неисправны пружина барабана или устье ствола.
Причины неисправности.
1. Излом или осадка пружины барабана.
Исправная пружина барабана должна иметь семь полных витков и высоту в свободном состоянии не менее 27 мм,
(I) Поломанную или осевшую пружину заменить.
2. Забоины на устье внутренних конусов канала ствола.
См. раздел «Дефектация и ремонт рамки со стволом», п. 5.
Заклинение брабана в рамке
Отделить крышку и, действуя на хвост спускового крючка, проверить, поворачивается ли барабан и не упирается ли при этом сосок спускового крючка в поясок барабана, минуя выемку для него.
Упирание соска спускового крючка непосредственно в поясок барабана, в результате чего получается заклинение барабана в рамке, не допускается.
Если это требование не выполнено, то неисправны спусковой крючок или храповое колесо барабана, или рамка, или собачка.
Причины неисправности.
1. Смятие или износ соска спускового крючка (20 на черт. 1).
При постановке курка на боевой взвод и повороте барабана на 1/7 часть окружности сосок спускового крючка должен войти в выемку пояска барабана и удерживать последний от поворота в правую сторону.
(I) При наличии смятия или износа соска, вызывающем неудерживание барабана, заменить спусковой крючок.
2. Несоответствие собачки зубьям храпового колеса барабана по ширине.
(I) Резко взвести и спустить курок с рычага действием на спусковой крючок; при этом барабан должен повернуться без заклинения на соске спускового крючка.
При заклинении барабана подобрать собачку меньшей ширины и проверить ее в работе.
Одновременно проверить совмещение камор барабана с каналом ствола (см. раздел «Затруднительная постановка курка на боевой взвод»).
3. Смятие зуба храпового колеса барабана (21 на черт. 1).
(I) Осмотреть храповое колесо барабана и проверить повертывание барабана на зубе, имеющем смятие.
При наличии смятия зуба колеса осторожно зачистить трехгранным надфилем приподнятый металл на зубе и проверить работу барабана в собранном револьвере.
В случае затруднительной постановки курка на боевой взвод произвести ремонт зуба, как указано в п. 3 раздела «Затруднительная постановка курка на боевой взвод».
4. Изгиб рамки.
См. раздел «Дефектация и ремонт рамки со стволом», п. 9.
Барабан не поворачивается под действием собачки
При каждом нажатии на хвост спускового крючка барабан под действием собачки должен повернуться на 1/7 часть окружности. Зуб дверцы при этом для обеспечения заскакивания собачки за очередной зуб храпового колеса барабана должен энергично заскакивать в зарубку на пояске барабана и ограничивать его поворот в левую сторону.
Дверца своей пружиной должна удерживаться в верхнем, среднем и нижнем положениях; при открывании дверцы вниз щелкание о рамку не обязательно, а при закрывании вверх — обязательно.
В собранном револьвере между дверцей и рамкой должен быть видимый глазом зазор. Если эти требования не выполнены, то неисправны дверца или пружина дверцы, или собачка, или боевая пружина.
Причины неисправности.
1. Изгиб или ослабление пружины дверцы.
(I) При наличии изгиба зажать один конец пружины в тисках и выправить ее.
При наличии ослабления заменить пружину.
2. Скругление выступа заднего ушка дверцы (22 на черт. 2).
 (I) При наличии скругления выступа, вызывающем неэнергичное действие дверцы при нормальной пружине дверцы, заменить дверцу.
(I) При наличии скругления выступа, вызывающем неэнергичное действие дверцы при нормальной пружине дверцы, заменить дверцу.
(II) Опилить выступ для наплавки, наплавить на подготовленное место слой металла 2—3 мм электродуговой сваркой электродом Э34 (диаметр 2 мм), обработать выступ по контуру выступа переднего ушка дверцы (рис. 31), закалить дверцу Rc= 35—43.
3. Упирание нижнего пера боевой пружины в спусковую скобу
(23 на черт. 1).
Упирание нижнего пера боевой пружины в спусковую скобу при невзведенном курке не допускается.
При невзведенном курке между нижним пером боевой пружины и спусковой скобой должен быть видимый глазом зазор.
(I) При упирании нижнего пера боевой пружины в спусковую скобу подобрать боевую пружину или собачку.
При упирании вследствие изгиба спусковой скобы выправить скобу медным молотком на стальной плите.
4. Наличие соска для дверцы на рамке.
При наличии на рамках старых годов изготовления соска для дверцы спилить сосок заподлицо с плоскостью рамки.
При извлечении стреляных гильз проворачивается барабан
Положить револьвер на ладонь левой руки стволом вправо, откинуть дверцу вниз, повернуть шомпол на себя до отказа, выдвинуть его вперед и повернуть шомпольную трубку с шомполом вверх до отказа; при этом сосок на переднем ушке дверцы должен заскочить в выем на заднем срезе барабана и удерживать барабан от поворота в левую сторону, а шомпол должен становиться против каморы барабана и свободно входить в нее.
В противном случае неисправны дверца или барабан.
Причины неисправности.
1. Скрошенность или износ соска дверцы (24 на черт. 2).
(I) При скрошенности или износе соска дверцы, вызывающем провертывание барабана заменить дверцу.
2. Скругление граней выемок на заднем срезе барабана (25 на черт. 2).
(I) Подобрать новую дверцу. Если устранить провертывание
барабана подбором новой дверцы невозможно, то отправить револь
вер в вышестоящий ремонтный орган для замены барабана.
(II) Заменить барабан (карта 3).
Затруднительное извлечение стреляных гильз из камор барабана
Гильзы при выталкивании их шомполом должны свободно извлекаться из камор барабана.
Если это не происходит, то неисправны барабан или конуса в стволе.
Причины неисправности.
1. Раковины или следы ржавчины в каморах барабана.
(I) При наличии раковин или следов ржавчины в каморах барабана, затрудняющих извлечение стреляных гильз, отправить револьвер в вышестоящий ремонтный орган для замены барабана.
(II) Заменить барабан (карта 3).
2. Забоины на краях камор барабана (26 на черт. 1).
(I) Зачистить шабером или круглым надфилем приподнятый металл на краях камор барабана, не затрагивая основной поверхности.
3. Износ внутренних конусов ствола (27 на черт. I).
(I) При наличии износа внутренних конусов ствола, вызывающем раздутие дулец гильз, которое превышает диаметр камор барабана и затрудняет извлечение из камор стреляных гильз, отправить револьвер в вышестоящий ремонтный орган.
Примечание. Раздутие дулец при выстреле может происходить и вследствие продольной качки барабана с патронами при курке, поставленном на боевой взвод. В этом случае подобрать новый казенник или ползун.
ДЕФЕКТАЦИЯ И РЕМОНТ ЩЕК И СРЕДНИКА

Качка щек или средника в соединении с крышкой и рамкой
Щеки и средник должны удерживаться винтами на крышке ий рамке без качки.
Причины неисправности.
1. Недовинчены винты щек или средника.
(I) Довинтить винты отверткой до отказа.
2. Срыв или износ резьбы винта щеки или винта средника.
(I) Заменить винты.
3. Износ гнезд в щеках для глазков.
(I) При наличии износа гнезд в щеках, вызывающего вращение глазков при завинчивании винтов, заменить щеки.
Перед постановкой щек смазать поверхности крышки и рукоятки рамки ружейной смазкой.
4. Усыхание щек или средника.
(I) При усыхании щек или средника, вызывающем качку их на крышке и рамке, не устраняемую подвинчиванием винтов, заменить щеки или средник, как указано в п. 3.
При подгонке новых щек и средника зазоры в соединении с крышкой и рамкой допускаются согласно рис. 32.
Выступание глазков над поверхностью щек
Выступание глазков и концов винтов над поверхностью щек не допускается.
Причины неисправности.
Усыхание щек или износ накатки.
(I) При выступании глазков над поверхностью щек углубить гнезда в щеках для глазков.
При выступании концов винтов над поверхностью щек опилить концы винтов заподлицо с плоскостью глазков.
Отколы и трещины в щеках или среднике
(I) При наличии отколов и трещин заменить щеки или средник. Перед постановкой новых щек или средника смазать поверхности крышки и рукоятки рамки ружейной смазкой.
Побитости и незначительная скрошенность насечки на щеках и среднике допускаются.
ДЕФЕКТАЦИЯ И РЕМОНТ ПРИНАДЛЕЖНОСТИ.
Смятие конца протирки
Смятие конца протирки, нарушающее форму отверстия и затрудняющее пользование протиркой, не допускается.
(I) При наличии смятия выправить конец протирки на оправке, зачистить забоины и наложить фаски на ребра.
Отлом конца протирки
(I) При отломе конца протирки отремонтировать протирку по рис. 33. Наименьшая длина протирки при этом допускается 166,5 мм,
Изгиб протирки
 (I) Выправить протирку медным молотком на свинцовой плите.
(I) Выправить протирку медным молотком на свинцовой плите.
Скрошенность концов лезвия отвертки
 (I) Заправить скрошенный конец лезвия на наждачном точиле, смачивая точило водой для избежания отпуска (рис. 34).
(I) Заправить скрошенный конец лезвия на наждачном точиле, смачивая точило водой для избежания отпуска (рис. 34).


ЧАСТЬ ЧЕТВЕРТАЯ
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ 7,62-мм РЕВОЛЬВЕР ОБР. 1895 г.
КАРТА 1
ПОСТАНОВКА НОВЫХ ОСЕЙ КУРКА, СПУСКОВОГО КРЮЧКА И КАЗЕННИКА
1. Вывинтить плоскогубцами старые оси курка, спускового крючка и казенника.
2. Если вывинтить оси невозможно, то зачистить наждачным полотном расклепанные торцы головок осей, накернить по центру, просверлить отверстия диаметром 2,5 мм, раззенковать их под углом 120°, не задевая поверхность рамки (рис. 54), и вывинтить оси плоскогубцами.
 |
3. Если вывинтить оси способом, указанным в п. 2, невозможно, то срезать ножовкой выступающие части осей и остаток их вывинтить воротком (приложение 2, рис. 72).
4. Прочистить резьбу в отверстии для оси спускового крючка метчиком Сп 0″,166х50 нит., в отверстии для оси курка метчиком Сп 0″,2025х50 нит. и в отверстии для оси казенника метчиком Сп 0″,133х50 нит.
Если в наличии метчиков нет, то использовать оси (приложение 3, рис. 77), предварительно закалив их до твердости Rс =36—42.
5. Подобрать новую ось так, чтобы она плотно ввинчивалась в рамку и при ввинчивании ее до упора конец резьбовой части оси не выступал за срез рамки. Если конец резьбовой части оси выступает за срез рамки, то опилить его надфилем.
6. Проверить высоту ввинченной до упора оси и перпендикулярность ее к плоскости рамки. Высота оси курка и спускового крючка должна быть 9,9 мм, а оси казенника — 6,52 мм (рис. 55).
Оси высотой более указанных размеров опилить личным напильником; если оси не перпендикулярны к плоскости рамки, то выправить их при помощи оправки (приложение 2, рис. 69).
7. Закрепить рамку в тисках с медными прокладками, опилить головку оси по высоте, оставив 0,5 мм под расклепку.
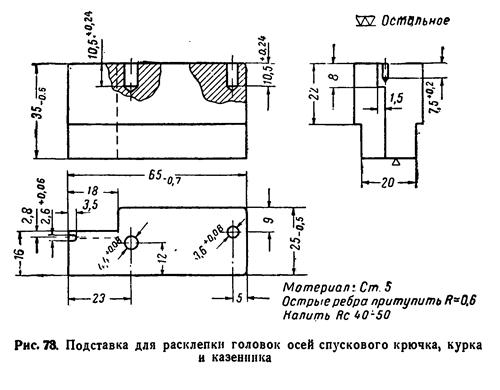
8. Зажать подставку (приложение 2, рис. 73) в тисках, вставить ось в гнездо подставки и расклепать головку ее.
9. Проверить слесарным угольником перпендикулярность оси к плоскости рамки и при необходимости выправить оправкой (приложение 2, рис. 69),
10. Опилить головку оси заподлицо с плоскостью рамки и зачистить наждачным полотном.
11.
 |
Оксидировать рамку.
КАРТА 2
НАПЛАВКА МЕТАЛЛА НА УПОР ШОМПОЛЬНОЙ ТРУБКИ
1. В собранном револьвере повернуть шомпольную трубку так, Чтобы канал ее совместился с каналом оси барабана; при этом шомпол свободно должен продвигаться в крайние положения.
2.  По риске на стволе отметить риской на поверхности шомпольной трубки положение трубки (риску слегка нанести чертилкой).
По риске на стволе отметить риской на поверхности шомпольной трубки положение трубки (риску слегка нанести чертилкой).
3. Выдвинуть шомпол и повернуть шомпольную трубку на себя до упора в ствол, отметить положение трубки второй риской на поверхности шомпольной трубки по той же риске на стволе.
4. Измерить расстояние d между рисками.
5. Разобрать револьвер и закрепить ствол в тисках с медными прокладками, вложить деревянный брусок в окно рамки и отвинтить ее. Отделить шомпольную трубку.
6. Зачистить упор шомпольной трубки и замерить его высоту А (рис. 56).
7. Наплавить упор шомпольной трубки электродом Э34 (диаметр 2 мм).
8. Опилить наплывы металла.
9.  Разметить высоту упора шомпольной трубки H= (A+d+0,3) мм (рис. 57), где 0,3 мм — припуск на опиловку.
Разметить высоту упора шомпольной трубки H= (A+d+0,3) мм (рис. 57), где 0,3 мм — припуск на опиловку.
10. Опилить упор шомпольной трубки по разметке.
11. Собрать шомпольную трубку со стволом и рамкой, повернуть на себя шомпольную трубку до упора и определить величину недоворота трубки по рискам на ее поверхности.
12. Отвинтить ствол, сиять шомпольную трубку и припилить упор (примерно на величину недоворота).
13. Собрать шомпольную трубку со стволом, рамкой и осью барабана. Проверить совмещение каналов шомпольной трубки и оси барабана продвижением шомпола.
14. При несовмещении каналов допускается пригонка упора шабером в собранном виде, не задевая поверхности ствола.
15. Отвинтить ствол, отделить шомпольную трубку и удалить риски, сделанные чертилкой.
16. Оксидировать шомпольную трубку.
17. Собрать револьвер и проверить взаимодействие механизмов.
КАРТА 3
ПОДГОНКА БАРАБАНА (ПРИ ЗАМЕНЕ БАРАБАНА)
1. Подобрать по барабану подвижную трубку барабана, а по подвижной трубке барабана и барабану — ось барабана.
2. Вставить барабан в рамку револьвера.
3.  Вложить проверочные патроны в каморы барабана и проверить вхождение дулец патронов в устье ствола при медленном и резком взведении курка на боевой взвод нажимом на спицу курка (рис. 58).
Вложить проверочные патроны в каморы барабана и проверить вхождение дулец патронов в устье ствола при медленном и резком взведении курка на боевой взвод нажимом на спицу курка (рис. 58).
4. При утыкании гильзы в срез ствола проверить работу собачки (в каких каморах происходит утыкание).
5. Если при проворачивании барабана происходит утыкание на всех каморах, то подобрать собачку с пониженной головкой (по толщине или по длине); при недовертывании барабана подобрать собачку с повышенной головкой (по толщине или по длине),
6.  Если запасных собачек с повышенной головкой нет в наличии, то отжечь собачку в горне при температуре 820—850° С (вишнево-красный цвет).
Если запасных собачек с повышенной головкой нет в наличии, то отжечь собачку в горне при температуре 820—850° С (вишнево-красный цвет).
Положить собачку на оправку (приложение 2, рис. 74), закрепленную в тисках и молотком оттянуть и уширить головку собачки (рис. 59).
7. Пригнать собачку по месту до получения нормального поворота барабана (без утыкания дульца гильзы в срез ствола), зачищая ее правую плоскость или головку (рис, 60).
8. Нагреть собачку в горне до температуры 820—850°С (вишнево-красный цвет) и охладить в воде (закалка).
9. Зачистить собачку наждачным полотном, нагреть стальную плитку до яркокрасного цвета каления, положить собачку на плитку и выдержать до появления светложелтого цвета побежалости на поверхности собачки; быстро снять собачку с плитки и охладить в воде (отпуск).
 10. Опробовать твердость собачки напильником,
10. Опробовать твердость собачки напильником,
11, Если запасных собачек с пониженной головкой нет в наличии, то опилить правую плоскость собачки или головку до получения нормального поворота барабана — без утыкания дульц гильз в срез ствола,
12, Если утыкание гильзы в срез ствола происходит не более чем на четырех каморах барабана вследствие его провертывания, то припилить надфилем соответствующие зубья храпового колеса.
13, Если утыкание происходит не более чем на четырех каморах барабана вследствие его недовертывания, то зажать барабан в тисках, подрубить зубилом соответствующий зуб храпового колеса и осадить его сверху гнетком (см. раздел «Затруднительная постановка курка на боевой взвод»),
14, Проверить действие барабана. При провороте барабана или заедании собачки допускается припиловка осаженных зубьев
надфилем,
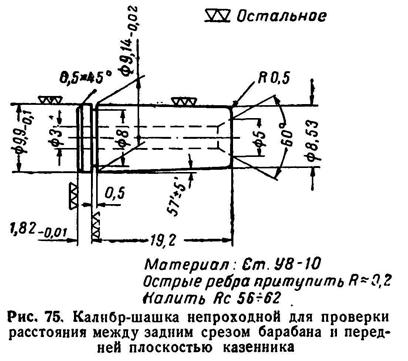
15. Проверить расстояние от среза казенника до среза бара
бана калибром (приложение 2, рис. 75).
При калибре, вложенном в камору барабана, курок не должен становиться на боевой взвод.
16, Если на новом барабане имеется номер, то зачистить его личным напильником и наждачным полотном,
17, Набить на передний срез барабана новый номер, соответствующий номеру на рамке.
Примечание. Если калибра-шашки в наличии нет, то разрешается производить подгонку барабана (при замене барабаиа) без проверки расстояния от среза казенника до среза барабана, с последующей проверкой стрельбой.
ПРИЛОЖЕНИЯ
Приложение 1
ВЕДОМОСТЬ ВОЙСКОВЫХ КАЛИБРОВ И ПРИБОРОВ
К 7,62-мм РЕВОЛЬВЕРУ обр. 1895 г.
| №№ калибра и прибора | Наименование, назначение и описание | Примечание |
| Калибры | ||
| К-1 | Калибр с размерами 1,3 и 1,7 мм для проверки выхода бойка. | |
| К-2 | Непроходной калибр для проверки канала ствола по полям 0»,304 (7,722 мм). Калибр служит для определения степени износа канала ствола с дульной части. Проверка канала ствола производится без приложения усилия на калибр. |
|
| Приборы | ||
| ПРБ-3 | Клейма цифровые (набор из 9 шт.) для клеймения барабана и крышки. | |
| Сб. 21 | Весы пружинные для проверки усилия на спуск курка. | Из комплекта принадлежности к 7,62-мм станковому пулемету системы Максима. |
Приложение 2
ВЕДОМОСТЬ ПРОСТЕЙШИХ ПРИБОРОВ И ПРИСПОСОБЛЕНИЙ ДЛЯ РЕМОНТА 7,62-мм РЕВОЛЬВЕРА обр. 1895 г.
| № по пор. | Наименование приборов и приспособлений | Примечание | №№ рисунков |
| 1. | Вкладыш к универсальному воротку № 2 . | 61 | |
| 2. | Вкладыш к универсальному воротку № 2 . | 62 | |
| 3. | Гнеток для осадки отверстия в рамке под сосок боевой пружины. | 63 | |
| 4. | Подставка для мушки. | 64 | |
| 5. | Гнеток. | 65 | |
| 6. | Оправка для шомпольной трубки. | 66 | |
| 7. | Зубильце. | 67 | |
| 8. | Гнеток для обжимки отверстия рычага (шатуна). | 68 | |
| 9. | Оправка для правки осей курка и спускового крючка. | 69 | |
| 10. | Скоба к весам для проверки усилия на спуск. | 70 | |
| 11 | Вороток. | 72 | |
| 12. | Подставка для расклепки головок осей спускового крючка, курка и казенника. | 73 | |
| 13. | Подставка для уширения головки собачки. | 74 | |
| 14. | Калибр-шашка непроходной для проверки расстояния между задним срезом барабана и передней плоскостью казенника. | 75 | |
| 15. | Раздвижной универсальный вороток № 2. | — |
 |
РИСУНКИ К ПРИЛОЖЕНИЮ 2
 |
 |
|||
 |
 |
 |


 |
|||
 |
 |
 |
 |
Приложение 3
ВЕДОМОСТЬ ДЕТАЛЕЙ, ИЗГОТОВЛЯЕМЫХ БЕЗ ТЕХНОЛОГИЧЕСКИХ КАРТ
| Деталей | Наименование деталей | Рисунок детали | Размер заготовки на 1 деталь (диаметр Х длину) мм | Специальный режущий инструмеит для изготовления детали |
| 7 | Ось спускового крючка | 77 | 6X50 | Плашка Сп 0″,166х50 нит. |
| 8 | Ось курка | 77 | 6,5X50 | Плашка Сп 0″,2025х50 нит. |
| 9 | Ось казенника | 77 | 5X45 | Плашка Сп 0″,133х50 нит. |
| 14 | Шпилька кольца | 78 | 3X45 | — |
| 19 | Винт соединительный | 79 | 8X55 | Плашка Сп 0»,190х34 нит. |
| 22 | Винт пружины шомпола. | 80 | 6Х40 | Плашка Сп 0″,107х50 нит. |
| 24 | Винт дверцы | 81 | 8X55 | Плашка Сп 0″,151×38 нит. |
| 26 | Винт пружины дверцы . | 80 | 8X40 | Плашка Сп 0″,151х38 нит. |
| 29 | Винт скобы | 82 | 8X50 | Плашка Сп 0″,151х38 нит. |
| 32 | Шпилька бойка | 78 | 3X35 | — |
| 40 | Винт щеки | 82 | 8X50 | Плашка Сп 0″,151х38 нит. |
| 42 | Винт средника . . | 83 | 10X50 | Плашка Сп 0″,151х38 нит. |
| 47 | Винт рычага (шатуна) | 84 | 5X40 | Плашка Сп 0″,107х50 нит. |

РИСУНКИ К ПРИЛОЖЕНИЮ 3

 |

 |
|||
 |
 |
 |
 |
Приложение 4
ИНСТРУКЦИЯ ПО ОЧИСТКЕ СТАЛЬНЫХ ДЕТАЛЕЙ ОТ РЖАВЧИНЫ ИНГИБИРОВАННОЙ СОЛЯНОЙ КИСЛОТОЙ
А. Общие сведения
1. Очистка стальных деталей от ржавчины должна производиться в ингибированной соляной кислоте, представляющей смесь соляной кислоты (уд. вес 1,18) с ингибитором марки ПБ-5 (0,8—1% по отношению к объему соляной кислоты).
Ингибированная соляная кислота хорошо очищает стальные детали от ржавчины и практически не растворяет металл.
2. Ингибированная соляная кислота отгружается потребителям с заводов Министерства химической промышленности в обычных железнодорожных цистернах или в бутылях.
3. Очистка стальных деталей от ржавчины состоит из следующих основных операций: подготовки деталей к очистке, травления в кислоте, промывки с пассивированием, протирки, сушки и смазки.
Б. Подготовка деталей к очистке
4. Обезжирить детали в ванне, содержащей раствор следующего состава:
| кальцинированная или каустическая сода | 100 г |
| вода | 1 л |
| или | |
| мыло твердое | 30 г |
| вода | 1 л |
Обезжиривать детали в кипящем растворе.
5. Промыть детали в холодной проточной воде и охладить до комнатной температуры (18—20° С). Хорошо обезжиренная деталь должна полностью смачиваться водой. Если вода при промывке покрывает поверхность детали не полностью, а собирается каплями, то это указывает на недостаточное обезжиривание.
Примечание. При наличии на поверхности деталей толстого слоя смазки перед обезжириванием необходимо смазку удалить сухой ветошью.
В. Травление
6. Травить детали в эмалированных, деревянных или в сварных железных ваннах, содержащих раствор следующего состава:
| №№ ванн | Состав травильной ванны | Для каких деталей применяется | |
| вода в литрах | ингибированная соляная кислота в литрах | ||
| 1 | — | 100 | Детали, сильно пораженные ржавчиной и не имеющие полированных поверхностей. |
| 2 | 50 | 50 | Детали, не сильно пораженные ржавчиной и имеющие полированные поверхности. |
| 3 | 80 | 20 | Детали, не сильно пораженные ржавчиной с полировкой высокого качества, при требовании очень строгого сохранения их размеров и полировки. |
7. Для приготовления раствора в отмеренное количество воды влить ингибированную соляную кислоту; воду в кислоту вливать нельзя, так как это может привести к разбрызгиванию кислоты и к сильным ожогам.
8. Температура травильного раствора и погруженных в него деталей должна быть в пределах 10—30° С.
Время выдержки деталей в травильной ванне устанавливается опытным путем; в зависимости от состава ванны, степени поражения ржавчиной поверхности очищаемых деталей и состава металла время выдержки может колебаться от 20 минут до 3-х часов.
По истечении установленного времени травления вынуть детали из травильного раствора и тщательно промыть в ванне с холодной проточной водой, после чего отправить детали на промывку в растворе пассиваторов или на ремонт и оксидирование.
9. При травлении сильно поржавевших деталей следует растворять только часть ржавчины, так как оставшаяся ржавчина от действия кислоты сильно разрыхляется и может быть снята щеткой и смыта водой.
10 Удалять ржавчину из каналов стволов при хорошем состоянии оксидировки наружных поверхностей нужно путем заливки травильного раствора в канал ствола; при этом ствол устанавливают в наклонное положение и нижний конец его закрывают пробкой.
11 Травильный раствор действует (приблизительно) в течение 20 закладок деталей при средней продолжительности очистки, после чего раствор сильно загрязняется и его необходимо заменить.
12 Персонал, обслуживающий травильные ванны, должен иметь резиновые перчатки, фартуки и очки.
Г. Промывка в растворе пассиваторов
13. Неоксидированные детали с целью образования на их поверхности пленки, отчасти предохраняющей от ржавления, после травления и промывки погрузить в железную ванну, содержащую раствор следующего состава:
| двухромовокислый калий (хромпик калиевый) | 20 г |
| каустическая сода | 50 г |
| вода | 1 л |
| или | |
| тринатрийфосфат (или азотистокислый натрий – нитрит натрия) |
30 г |
| вода | 1 л |
14. Промывать детали в кипящем растворе. Время выдержки
деталей в ванне 10—15 минут.
Д. Протирка и смазка
15. После промывки в растворе пассиваторов тщательно проте
реть детали насухо или просушить, а затем (если они не идут непо
средственно в ремонт) погрузить на 2—3 минуты в ванну с ружей
ной смазкой, нагретой до температуры 105—115° С.
Приложение 5
ИНСТРУКЦИЯ ПО ОКСИДИРОВАНИЮ ДЕТАЛЕЙ РЕВОЛЬВЕРА
Для предохранения металлических деталей револьвера от ржавления поверхность деталей оксидируется.
Для получения качественного оксидного покрытия рекомендуется следующая схема технологического процесса:
1. Подготовка поверхности.
2. Оксидирование.
3. Последующая отделка.
I. Подготовка поверхности
а) Обезжиривание.
1. Детали обезжиривать в ванне содержащей раствор следующего состава:
| кальцинированная или каустическая сода | 100 г |
| вода | 1 л |
2. Обезжиривание ведется при бурном кипении раствора в течение 20—30 минут.
3. Освежать (корректировать) раствор нужно по мере его израсходования путем добавления составных частей до первоначальной концентрации. Плавающие на поверхности обезжиривающего раствора жировые загрязнения должны время от времени удаляться.
б) Промывка в воде.
После обезжиривания детали промываются в водопроводной проточной воде (при комнатной температуре) трех-четырехкратным погружением.
Хорошо обезжиренная деталь должна полностью смачиваться водой. Если вода при промывке покрывает поверхность детали не полностью, а собирается каплями, то это указывает на недостаточное обезжиривание.
в) Травление.
При наличии ржавчины на поверхности деталей, а также при повторном оксидировании их с целью удаления первоначальной оксидной пленки травление деталей производить по инструкции (приложение 4).
г) Промывка в воде.
После травления детали промываются в холодной проточной воде трех-четырехкратным погружением.
Примечания.
1. Перед оксидированием детали промывать в кипящей воде
2. После травления и промывки во избежание ржавления не разрешается, чтобы детали находились на воздухе свыше 10 секунд. При вынужденной задержке детали необходимо опускать на 5 минут в мыльный раствор, после чего вынуть и высушить; образовавшаяся мыльная пленка предохраняет детали от ржавления.
Общие замечания по операциям подготовки поверхности
1. При наличии на поверхности деталей толстого слоя смазки или жира перед обезжириванием полностью удалить их, протирая сухими тряпками, после чего детали отправить для обезжиривания.
2. Пружины револьвера травлению не подвергать, а чистить наждачным полотном или крацевальной щеткой.
II. Оксидирование
а) Оксидирование.
1. Детали оксидировать в ванне, содержащей раствор следующего состава:
| каустическая сода | 700 г |
| нитрат натрия | 100 г |
| нитрит натрия | 100 г |
| вода | 1 л |
Примечание. В качестве окислителей одинаково применимы нитрат и нитрит натрия или калия в сумме, не превышающей 200 г как в указанной смеси, так и в отдельности.
2. Приготовлять раствор нужно в специальном подогреваемом баке, предварительно хорошо очищенном от грязи и тщательно промытом водой.
Предварительно раздробленную на мелкие куски (размером 40—50 мм в поперечнике) каустическую соду загружают в бак, заливают водой и кипятят до растворения. Затем вводят нитрат и нитрит натрия. После растворения компонентов оксидирующего состава раствор оставляется в полном покое на 2—4 часа. Этим приготовление раствора для оксидирования заканчивается. Перед оксидированием деталей раствор подогревается до бурного кипения.
3 Детали, подготовленные к оксидированию, погружать в бурно кипящий раствор в сетчатых железных корзинах.
4 Начальная температура раствора (при погружении деталей в ванну) 136—138° С, конечная (в конце оксидирования) — 142—145° С. Для закаленных деталей температура ванны при погружении 140° С с постепенным повышением ее к концу оксидирования до 145—146° С
Примечания.
1. Признаком изменения концентрации раствора при постоянном объеме служит температура кипения. Понижение температуры кипения с сохранением объема свидетельствует об уменьшении концентрации, а повышение температуры кипения — об увеличении концентрации. Нарушение режима ванны ведет к понижению качества окраски.
2. Чтобы повысить температуру кипения раствора на 1°С, следует добавить каустической соды из расчета 10 г на каждый литр раствора. Понижение температуры кипения раствора достигается разбавлением его водопроводной водой или водой после ополаскивания (см. ниже примечание). Добавлять каустическую соду в раствор следует осторожно и небольшими порциями в размельченном виде.
5. Детали выдерживать в растворе в процессе оксидирования 1 1/2 часа.
б) Ополаскивание.
Во время оксидирования детали через каждые 25—30 минут вынимать из оксидирующего раствора и ополаскивать в воде, имеющей комнатную температуру, двух-трехкратным погружением.
Примечание. Вода после ополаскивания может быть использована для пополнения оксидировочиой ванны.
в) Промывка водой.
После оксидирования детали промыть водопроводной водой (желательно под давлением из брандспойта) до полного удаления остатков оксидирующего раствора с поверхности деталей.
Общие замечания по операциям оксидирования
1. При погружении деталей в оксидирующий раствор вся поверхность их должна полностью омываться раствором.
2. Появление на поверхности оксидируемых деталей налета зеленого или желтого цвета указывает на повышенную температуру оксидирующего раствора (или повышенную концентрацию каустической соды), для понижения которой в ванну необходимо добавить воды.
3. По мере пользования раствором в ванне для оксидирования происходит накапливание осадка гидрата окиси железа.
Осадок периодически удалять специальными скребками при температуре раствора несколько ниже точки кипения.
III. Последующая отделка
а) Выдержка в мыльном растворе.
1. После оксидирования детали погружать в горячий мыльный раствор (температура раствора 80—90° С) следующего состава:
| мыло твердое | 20-30 г |
| вода | 1 л |
Примечания.
1. Во избежание свертывания мыла мыльный раствор следует готовить на предварительно прокипяченной воде.
2. При свертывании мыла раствор выливают и заменяют свежим.
2. Время выдержки деталей в горячем мыльном растворе — от 3 до 5 минут.
б) Сушка.
Вынутые из мыльного раствора детали просушивать на воздухе до полного удаления влаги с поверхностей.
в) Промасливание.
1. Просушенные детали помещают в ванну, содержащую веретенное масло АУ или ружейную смазку.
2. Температура раствора в ванне 105—115° С; время выдержки в ванне 2—3 минуты.
Примечание. Применять холодную смазку не рекомендуется. Горячие смазанные детали помещают на специальные столы для стекаиия излишка масла и по охлаждении их нужно протирать от избытка масла и от красноватого налета. После этого детали передать на контроль качества оксидного покрытия.
Контроль качества оксидного покрытия
Качество оксидного покрытия устанавливается внешним осмотром поверхности оксидированных деталей. Поверхность деталей после оксидирования должна иметь ровную окраску черного цвета.
Для деталей с грубо обработанной поверхностью, а также для участков, подвергнутых местной сварке или штамповке, допускается слабая разница в оттенках цвета.
На поверхности оксидированных деталей не должно быть красноватого осадка и незаоксидированных участков. Детали с красным налетом возвращать на протирку, а детали с незаоксидированными участками подвергать повторному оксидированию, для чего после обезжиривания и промывки водой обработать при комнатной температуре в ингибированной соляной кислоте по инструкции (приложение 4) до растворения оксидной пленки. Затем детали снова тщательно промыть водой и дальше обработать как детали, вновь поступившие на оксидирование.
В случае ржавления деталей в самой ванне необходимо очистить
ванну и обновить раствор.
Техника безопасности
Брызги щелочного раствора разъедают ткань одежды и при попадании на тело вызывают ожоги. Поэтому лица, занятые щелочным оксидированием, должны во время работы надевать брезентовую спецодежду, резиновые сапоги, резиновые перчатки и защитные очки.
По окончании работы полы в помещении для оксидировки должны быть тщательно промыты водой, а все ванны во избежание загрязнения накрыты крышками.
Приложение 6
ТАБЛИЦА ДЛЯ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУР ЗАКАЛКИ И ОТПУСКА ПО ЦВЕТАМ КАЛЕНИЯ И ПОБЕЖАЛОСТИ
| Цвета | Температура, 0С |
| Цвета каления | |
| Начало темно-красного | 650 |
| Темно-красный | 700 |
| Начало вишнево-красного | 800 |
| Яркокрасный (светловишневый) | 900 |
| Красно-оранжевый | 1000 |
| Оранжевый | 1100 |
| Желтый | 1200 |
| Белый | 1300 |
| Цвета побежалости | |
| Светложелтый | 225 |
| Темножелтый | 240 |
| Светлобурый | 255 |
| Бурый (коричнево-желтый) | 265 |
| Пурпурово-красный | 275 |
| Фиолетовый | 285 |
| Темносиний | 295 |
| Светлосиний | 310 |
| Серый | 325 |
Определение твердости деталей без специальных приборов
В том случае, когда отсутствуют специальные приборы для определения твердости деталей, можно пользоваться напильниками, руководствуясь следующими данными:
1) детали, имеющие твердость Rс=40 и ниже, опиливаются любым напильником;
2) детали, имеющие твердость Rc = 40—50, — только личным и бархатным напильниками (драчевый напильник скользит);
3) детали, имеющие твердость Rс = 50 и выше, — только бархатным напильником (драчевый и личной напильники скользят).
При определении твердости нужно под руками иметь постоянный набор напильников и опиливать только плоскую или цилиндрическую поверхность детали, а не ребро; при этом следует пользоваться сферической или плоской стороной напильника, а не его гранями.
| Обозначения | Характеристика обозначений |
| Сп 0″,166х50 нит. | Специальная резьба (буквы Сп) с наружным диаметром 0,166 дюйма и 50 нитками на один дюйм. |
| Rс =37 — 42 | 37—42 единицы твердости по шкале «С» прибора Роквелла (буква RС) |
| Э34 | Электрод для дуговой сварки (буква Э), 34 —марка электрода. |
Содержание
ВВЕДЕНИЕ.. 3
ОБЩИЕ УКАЗАНИЯ.. 5
ЧАСТЬ ПЕРВАЯ.. 6
УКАЗАНИЯ О ДЕФЕКТАЦИИ РЕВОЛЬВЕРОВ И УСТРАНЕНИЕ ОБЩИХ НЕИСПРАВНОСТЕЙ.. 6
ПОСЛЕДОВАТЕЛЬНОСТЬ И ОБЪЕМ ПРОВЕРОК ПРИ ДЕФЕКТАЦИИ.. 6
При дефектами 7,62-мм револьверов обр. 1895 г. в собранном виде необходимо проверить: 6
При дефектации в разобранном виде в 7,62-мм револьвере обр. 1895 г. необходимо проверить: 7
УСТРАНЕНИЕ ОБЩИХ НЕИСПРАВНОСТЕЙ.. 9
1. Ржавчина и пороховой нагар на поверхностях деталей и в канале ствола. 9
2. Трещины.. 9
3. Изгиб деталей. 9
4. Вмятины.. 10
5. Забоины и задирины на деталях. 10
6. Разворот прорезей у винтов. 10
7. Забитость или срыв резьбы.. 10
8. Потертость оксидировки. 10
9. Несоответствие номеров деталей основным номерам револьвера. 11
10. Наплавка и сварка деталей. 11
ЧАСТЬ ВТОРАЯ.. 12
ДЕФЕКТАЦИЯ И РЕМОНТ 7,62-мм РЕВОЛЬВЕРА ОБР. 1895 г. 12
ДЕФЕКТАЦИЯ И РЕМОНТ РАМКИ СО СТВОЛОМ… 12
1. Износ канала ствола, скругление или скрошенность углов полей нарезов. 12
2. Следы ржавчины или раковины в канале ствола. 12
3. Раздутие канала ствола. 12
4. Изгиб ствола. 12
5. Забоины на устье внутренних конусов канала ствола. 13
6. Забоины на дульном срезе ствола. 13
7. Отвинчивание ствола. 13
8. Качка шомпольной трубки на стволе. 14
9. Изгиб рамки. 14
10. Качка или излом осей курка, спускового крючка и казенника. 15
11. Разрыв или трещина перемычки около винта скобы в рамке. 15
12. Разворот отверстия для соска боевой пружины.. 15
13. Качка затылка в соединении с рамкой. 15
14. Изгиб кольца для шнура. 16
15. Срыв или отсутствие кольца для шнура. 16
ДЕФЕКТАЦИЯ И РЕМОНТ ПРИЦЕЛЬНЫХ ПРИСПОСОБЛЕНИЙ.. 17
Дефекты, влияющие на точность прицеливания. 17
1. Забитость вершины мушки или прорези нарамке (3 на черт. 1). 17
2. Мушка свободно перемещается в пазу основания для мушки на стволе (4 на черт. 1). 17
3. Несоответствие формы прицельной прорези форме мушки. 17
4. Наличие нескольких рисок на мушке. 18
ДЕФЕКТАЦИЯ И РЕМОНТ ШОМПОЛА С ШОМПОЛЬНОЙ ТРУБКОЙ.. 18
Шомпол туго движется в канале шомпольной трубки. 18
1. Изгиб шомпола. 18
2. Помятость шомпольной трубки.. 18
Канал шомпольной трубки не совмещается с каналом оси барабана. 19
Износ или смятие упора шомпольной трубки (5 на черт. 2). 19
Шомпол свободно перемещается в шомпольной трубке. 19
1. Изгиб пружины шомпола. 19
2. Износ или излом зуба пружины шомпола. 20
Выпадение шомпола из шомпольной трубки. 20
1. Излом или износ упорной стенки продольного паза шомпола (6 на черт. 1). 20
2. Изгиб пружины шомпола. 20
3. Износ или излом зуба пружины шомпола. 20
Шомпол не закрепляется в шомпольной трубке. 21
Не совмещение зуба пружины шомпола с поперечным пазом шомпола. 21
ДЕФЕКТАЦИЯ И РЕМОНТ УДАРНО-СПУСКОВОГО МЕХАНИЗМА.. 22
Затруднительная постановка курка на боевой взвод. 22
1. Изгиб собачки. 22
2. Изгиб правой стенки щели для собачки в рамке (7 на черт. 1). 22
3. Поднутрение нижней грани зуба храпового колеса барабана (8 на черт. 1). 23
4. Износ собачки (10 на черт. 1) или щели (9 на черт. 1) для собачки в рамке. 24
5. Износ зубьев храпового колеса барабана (11 на черт. 1). 24
6. Заклинение барабана в рамке. 24
Курок не спускается с боевого взвода. 24
1. Износ заплечиков курка и заплечиков рычага (шатуна) (12 на черт. 1). 24
2. Износ винта рычага (шатуна) или отверстия для него в рычаге. 25
3. Изгиб оси курка или оси спускового крючка. 25
Курок туго спускается с боевого взвода. 26
1. Сильная боевая пружина. 26
2. Изгиб собачки. 26
3. Изгиб правой стенки щели для собачки в рамке. 26
Курок легко спускается с боевого взвода. 26
1. Скругление боевого взвода курка или шептала спускового крючка (13 на черт. 1). 27
2. Осадка боевой пружины. 27
Курок срывается с боевого взвода. 27
Скругление боевого взвода курка или шептала спускового крючка (14 на черт. 1). 27
Осечки. 28
1. Утыкание бойка в верхний край казенника (15 на черт. 1) или в гребень ползуна (16 на черт. 1). 28
2. Малый выход бойка. 28
3. Излом или скрошенность бойка. 28
4. Большой отбой (отход) курка. 29
5. Выступание шпильки бойка над боковой поверхностью курка. 29
6. Выступание головки винта рычага (шатуна) над плоскостью курка. 30
1. Ослабление боевой пружины. 30
2. Малый отбой (отход) курка. 30
3. Барабан не отходит назад после прекращения давления на спусковой крючок. 30
Курок запрокидывается за боевой взвод при отделенной крышке. 30
1. Скругление боевого взвода курка или шептала спускового крючка (17 на черт. 1). 31
2. Изгиб оси курка или оси спускового крючка. 31
3. Намины на верхней грани коленчатого выступа спускового крючка и нижней грани казенника (18 на черт. 1). 31
Курок не взводится при действии на спусковой крючок. 31
1. Осадка или излом пружины рычага (шатуна). 31
2. Намины на заплечиках рычага и курка (19 на черт. I). 31
ДЕФЕКТАЦИЯ И РЕМОНТ КРЫШКИ И СПУСКОВОЙ СКОБЫ… 32
Затруднительное соединение крышки с рамкой. 32
1. Изгиб крышки. 32
2. Забитость или срыв резьбы на соединительном винте. 32
ДЕФЕКТАЦИЯ И РЕМОНТ БАРАБАНА.. 32
Барабан не отходит назад после прекращения давления на спусковой крючок. 32
1. Излом или осадка пружины барабана. 32
2. Забоины на устье внутренних конусов канала ствола. 33
Заклинение брабана в рамке. 33
1. Смятие или износ соска спускового крючка (20 на черт. 1). 33
2. Несоответствие собачки зубьям храпового колеса барабана по ширине. 33
3. Смятие зуба храпового колеса барабана (21 на черт. 1). 33
4. Изгиб рамки. 34
Барабан не поворачивается под действием собачки. 34
1. Изгиб или ослабление пружины дверцы. 34
2. Скругление выступа заднего ушка дверцы (22 на черт. 2). 34
3. Упирание нижнего пера боевой пружины в спусковую скобу (23 на черт. 1). 35
4. Наличие соска для дверцы на рамке. 35
1. Скрошенность или износ соска дверцы (24 на черт. 2). 35
2. Скругление граней выемок на заднем срезе барабана (25 на черт. 2). 35
Затруднительное извлечение стреляных гильз из камор барабана. 35
1. Раковины или следы ржавчины в каморах барабана. 36
2. Забоины на краях камор барабана (26 на черт. 1). 36
3. Износ внутренних конусов ствола (27 на черт. I). 36
ДЕФЕКТАЦИЯ И РЕМОНТ ЩЕК И СРЕДНИКА.. 36
Качка щек или средника в соединении с крышкой и рамкой. 36
1. Недовинчены винты щек или средника. 36
2. Срыв или износ резьбы винта щеки или винта средника. 37
3. Износ гнезд в щеках для глазков. 37
4. Усыхание щек или средника. 37
Выступание глазков над поверхностью щек. 37
Усыхание щек или износ накатки. 37
Отколы и трещины в щеках или среднике. 37
ДЕФЕКТАЦИЯ И РЕМОНТ ПРИНАДЛЕЖНОСТИ. 38
Смятие конца протирки. 38
Отлом конца протирки. 38
Изгиб протирки. 38
Скрошенность концов лезвия отвертки. 38
ЧАСТЬ ЧЕТВЕРТАЯ.. 41
ТЕХНОЛОГИЧЕСКИЕ КАРТЫ 7,62-мм РЕВОЛЬВЕР ОБР. 1895 г. 41
КАРТА 1. 41
ПОСТАНОВКА НОВЫХ ОСЕЙ КУРКА, СПУСКОВОГО КРЮЧКА И КАЗЕННИКА.. 41
КАРТА 2. 43
НАПЛАВКА МЕТАЛЛА НА УПОР ШОМПОЛЬНОЙ ТРУБКИ.. 43
КАРТА 3. 44
ПОДГОНКА БАРАБАНА (ПРИ ЗАМЕНЕ БАРАБАНА) 44
ПРИЛОЖЕНИЯ.. 46
ВЕДОМОСТЬ ВОЙСКОВЫХ КАЛИБРОВ И ПРИБОРОВ К 7,62-мм РЕВОЛЬВЕРУ обр. 1895 г. 46
ВЕДОМОСТЬ ПРОСТЕЙШИХ ПРИБОРОВ И ПРИСПОСОБЛЕНИЙ ДЛЯ РЕМОНТА 7,62-мм РЕВОЛЬВЕРА обр. 1895 г. 47
РИСУНКИ К ПРИЛОЖЕНИЮ 2. 48
ВЕДОМОСТЬ ДЕТАЛЕЙ, ИЗГОТОВЛЯЕМЫХ БЕЗ ТЕХНОЛОГИЧЕСКИХ КАРТ.. 56
ИНСТРУКЦИЯ ПО ОЧИСТКЕ СТАЛЬНЫХ ДЕТАЛЕЙ ОТ РЖАВЧИНЫ ИНГИБИРОВАННОЙ СОЛЯНОЙ КИСЛОТОЙ 62
А. Общие сведения. 62
Б. Подготовка деталей к очистке. 62
В. Травление. 63
Г. Промывка в растворе пассиваторов. 64
Д. Протирка и смазка. 64
ИНСТРУКЦИЯ ПО ОКСИДИРОВАНИЮ ДЕТАЛЕЙ РЕВОЛЬВЕРА.. 65
I. Подготовка поверхности. 65
а) Обезжиривание. 65
б) Промывка в воде. 65
в) Травление. 66
г) Промывка в воде. 66
Общие замечания по операциям подготовки поверхности. 66
II. Оксидирование. 66
а) Оксидирование. 66
б) Ополаскивание. 67
в) Промывка водой. 67
Общие замечания по операциям оксидирования. 68
III. Последующая отделка. 68
а) Выдержка в мыльном растворе. 68
б) Сушка. 68
в) Промасливание. 68
Контроль качества оксидного покрытия. 69
Техника безопасности. 69
ТАБЛИЦА ДЛЯ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУР ЗАКАЛКИ И ОТПУСКА ПО ЦВЕТАМ КАЛЕНИЯ И ПОБЕЖАЛОСТИ 70
Определение твердости деталей без специальных приборов. 71
Под наблюдением
редактора майора Вильчинского И. К.
Технический редактор Стрельникова М. А.
Корректор Сучкова А. С.
Г-39348 Подписано к печати 9.9.50 г.
Над № 2/4306 Зак. № 671
2-я типография им. К. Б. Ворошилова
Управления Военного Издательства Военного Министерства Союза ССР
Оглавление
(4 на черт. 1).
(6 на черт. 1).
(8 на черт. 1).
(13 на черт. 1).
(14 на черт. 1).
(15 на черт. 1) или в гребень ползуна (16 на черт. 1).
(23 на черт. 1).
К 7,62-мм РЕВОЛЬВЕРУ обр. 1895 г.
РИСУНКИ К ПРИЛОЖЕНИЮ 2
Конец
Книга закончилась. Надеемся, Вы провели время с удовольствием!
Поделитесь, пожалуйста, своими впечатлениями:
Оглавление:
-
1
-
1
-
2
-
2
-
2
-
2
-
2
-
2
-
2
-
3
-
3
-
3
-
3
-
3
-
3
-
3
-
3
-
3
-
3
-
4
-
4
-
4
-
4
-
4
-
4
-
4
-
4
-
4
-
4
-
4
-
4
-
4
-
5
-
5
-
5
-
5
-
5
-
5
-
5
-
5
-
5
-
5
-
5
-
5
-
6
-
6
-
6
-
6
-
6
-
6
-
6
-
6
-
6
-
6
-
6
-
6
-
7
-
7
-
7
-
7
-
7
-
7
-
8
-
8
-
8
-
8
-
8
-
8
-
8
-
8
-
8
-
8
-
9
-
9
-
9
-
9
-
9
-
9
-
9
-
9
-
9
-
9
-
9
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
10
-
11
-
11
-
11
-
11
-
11
-
11
-
11
-
11
-
11
-
11
-
11
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
12
-
13
-
13
-
13
-
13
-
14
-
14
-
15
-
15
-
15
-
15
-
15
-
16
-
16
-
16
-
16
-
16
-
16
-
16
-
16
-
17
-
17
-
17
-
17
-
17
-
17
-
17
-
17
-
17
-
17
-
18
-
18
-
18
-
18

Револьвер системы Нагана, наган (7,62-мм револьвер Нагана обр. 1895 г., Индекс ГРАУ — 56-Н-121) — револьвер, разработанный бельгийскими оружейниками братьями Эмилем (Émile) (1830—1902) и Леоном (Léon) (1833—1900) Наганами (Nagant), состоявший на вооружении и выпускавшийся в ряде стран в конце XIX — середине XX века.
Револьвер Наган — видео
В последней четверти XIX века многие государства задумались о перевооружении своих армий. К тому времени наиболее перспективным образцом личного короткоствольного огнестрельного оружия были револьверы, сочетавшие достаточную простоту конструкции, многозарядность и надёжность. Бельгийский город Льеж был одним из европейских центров оружейной промышленности. В нём с 1859 года существовала Оружейная фабрика Эмиля и Леона Наган (Fabrique d’armes Emile et Léon Nagant) — небольшая семейная мастерская, занимавшаяся ремонтом голландских револьверов и проектирующая свои образцы огнестрельного оружия. Первый револьвер оригинальной конструкции старший брат Эмиль представил на испытания бельгийскому военному ведомству, и он был принят на вооружение в качестве офицерского и унтер-офицерского оружия под названием «револьвер модели 1878 года».

9-мм револьвер модели 1878 года был шестизарядным, он был оснащён «механизмом двойного действия», то есть взведение курка могло осуществляться непосредственно рукой стрелка́ либо автоматически при нажатии на спусковой крючок. Для унтер-офицеров пехоты, кавалерии и вспомогательного состава по заданию руководства бельгийской армии был разработан «9-мм револьвер Наган М/1883» с сознательно ухудшенными боевыми качествами: за счёт введения дополнительной детали была исключена возможность стрельбы «самовзводом», после каждого выстрела приходилось заново взводить курок. Было выпущено ещё несколько модификаций револьвера разных калибров и длин ствола. Вскоре Эмиль Наган в результате болезни почти полностью потерял зрение и основные работы по усовершенствованию конструкции предпринял Леон Наган.
Модель 1886 года
В модели 1886 года была несколько снижена масса оружия и значительно улучшена надёжность и технологичность конструкции, так, четыре пружины ударно-спускового механизма были заменены всего одной двупёрой. Также в новой модели была учтена существующая тенденция развития оружия в сторону уменьшения калибра, был выбран наиболее распространённый в то время 7,5-мм патрон с бездымным порохом. Одной из главных проблем, стоявших перед конструкторами револьверов, был прорыв пороховых газов в зазор между казённым срезом ствола и передним торцом барабана. В конструкции бельгийского оружейника Анри Пипера было найдено решение проблемы обтюрации: перед выстрелом спусковой механизм подавал барабан револьвера вперёд, патрон имел особую конструкцию, пуля в нём была полностью утоплена в гильзу, роль обтюратора играло дульце гильзы, раздаваемое и прижимаемое пороховыми газами в момент выстрела к каналу ствола, что исключало возможность прорыва газов. Этот принцип с существенным упрощением конструкции, надвигающей барабан на ствол, был использован Леоном Наганом в 1892 году, под новую модель револьвера был разработан патрон с гильзой, снабжённой удлинённым дульцем. Эта модель револьвера Нагана стала классической, последующие модификации не принесли заметного изменения в конструкцию.

Конструкция
Во всех револьверах конструкции Нагана прослеживаются общие основы и признаки:
— наличие ударно-спускового механизма двойного действия, позволявшего стрелять как с предварительным взведением курка, так и самовзводом (за исключением «солдатских» и «унтер-офицерских» дореволюционных моделей, в которых самовзводный механизм блокировался в целях уменьшения расхода боеприпасов)
— монолитная неразъёмная рамка
— дверца, открывающая каморы барабана поворотом вбок. Исключение составляет модель 1910, у которой дверца откидывается назад и высвобождает барабан, который откидывается вправо.
— ствол ввинчен в рамку на глухой посадке
— шомпол, в боевом положении скрывающийся в оси барабана, а после стрельбы играющий роль экстрактора (выталкивателя) стреляных гильз
— механизм, находящийся в рамке, закрывается плоской крышкой
Барабан револьвера является одновременно и патронником, и магазином. У наиболее распространённой модели (образца 1895 года) и у большинства её модификаций ёмкость барабана 7 патронов. Полая ось барабана вставляется в рамку спереди и удерживается в ней шомпольной трубкой, установленной перед барабаном на шейке ствола с возможностью поворачиваться на нём как на оси. На моделях с надвиганием барабана на ствол барабан оснащён возвратным механизмом, состоящим из трубки барабана и пружины. На правой стенке рамки размещается стопорное приспособление барабана, роль которого играет подпружиненная дверца. В открытом (откинутом вбок) положении дверца позволяла заряжать и разряжать револьвер, в закрытом закрывала камору, предотвращая выпадение патрона и не давая барабану проворачиваться против часовой стрелки. На барабане выполнены семь гнёзд и выемок для выступа дверцы в открытом и закрытом положении. Механизм револьвера состоит из деталей, выполняющих функции механизма запирания, ударно-спускового механизма и производящих поворот и надвигание барабана на ствол: казённика, ползуна, спускового крючка с собачкой и боевой пружины. Прицельные приспособления состояли из целика с прицельной прорезью на верхней части рамки и мушки на передней части ствола. Всего в конструкции револьвера образца 1895 года 39 деталей.

Ударно-спусковой механизм
Ударно-спусковой механизм курковый, двойного действия (выпускался также вариант с УСМ только одинарного действия), боёк шарнирно установлен на курке, боевая пружина — пластинчатая, двупёрая, размещена в рукоятке. Шептало выполнено заодно со спусковым крючком. Предохранитель отсутствует, но при ненажатом спусковом крючке специальная деталь не позволяет бойку соприкасаться с капсюлем. При взведении курок приводит также в действие специфический замочный механизм, сдвигающий барабан револьвера вперед, а спусковой крючок обеспечивает стопорение барабана от вращения.
Сила боя
С 35 шагов (25 м) по пакету сухих сосновых досок, толщиной 2,54 см (один дюйм), расположенных на расстоянии 8 см одна от другой, наблюдается пробивание: 3 доски — 100 % пуль, 4 доски — 70 %, 5 досок — 25 %. Одна доска пробивается на расстоянии до 200 шагов (140 м).
Производство
Уже ранняя 9-мм модель 1878 года получила положительные отзывы бельгийской армии, что способствовало известности марки фабрики Наган на мировом рынке.
Револьвер Нагана образца 1895 года, а также его модификации выпускали многие оружейные фирмы по всему миру. Среди них: бельгийские «Лепаж», «Байяр», «Франкот», немецкая «Энель» в Зуле, русский Императорский Тульский оружейный завод, испанская «Аризменди-Гоэнага», польская в городе Радом и другие.

Георгиевские кавалеры с Наганом 1915 год
Принятие на вооружение в России
В конце XIX века Российская империя приступила к массовому перевооружению своей армии. В качестве основного образца стрелкового оружия была выбрана винтовка Мосина образца 1891 года. Штатным револьвером служила морально устаревшая к тому времени модель 4,2-линейного (10,67-мм) револьвера системы Смита-Вессона III образца 1880 года. К поиску перспективных моделей была подключена Комиссия для выработки малокалиберного ружья во главе с генерал-лейтенантом Н. Г. Чагиным. Основные требования к новому армейскому револьверу заключались в следующем:
— Большое останавливающее действие пули. Так как одним из основных видов войск была кавалерия, то выстрел на эффективной дальности (до 50 шагов) должен останавливать лошадь.
— «Сила боя» должна обеспечивать пробивание четырёх-пяти дюймовых сосновых досок.
— Небольшая масса (0,82—0,92 кг).
— Калибр, число, направление, профиль нарезов ствола и т. п. должны совпадать с таковыми у трёхлинейной винтовки Мосина, тогда при изготовлении револьверов можно будет использовать бракованные винтовочные стволы.
— Револьвер не должен быть оснащён устройством стрельбы самовзводом, ибо он «вредно влияет на меткость».
— Начальная скорость пули должна составлять не менее 300 м/с.
— Револьвер должен обладать хорошей кучностью стрельбы.
— Конструкция должна быть простой и технологичной.
— Револьвер должен быть надёжен, нечувствителен к загрязнениям и плохим условиям эксплуатации, прост в обслуживании.
— Экстрагирование гильз должно быть не одновременным, а поочерёдным.
— Прицельные приспособления должны быть рассчитаны так, чтобы траектория полёта пули пересекала линию прицеливания на расстоянии 35 шагов.
— Ёмкость барабана не менее 7 патронов.
— Патрон с фланцевой латунной гильзой, оболочечной пулей и бездымным порохом.

Офицерский наган — револьвер с самовзводным ударно-спусковым механизмом.
Отказ от самовзводной стрельбы и одновременного экстрагирования стреляных гильз был вызван мнением, что, во-первых, они усложнят конструкцию (что негативно скажется на надёжности и стоимости револьвера), а во-вторых, приведут к «избыточному расходу боеприпасов».
Объявленный конкурс и потенциальный гигантский заказ вызвал огромный интерес у отечественных и зарубежных производителей оружия. Было представлено несколько модификаций существующего револьвера Смита-Вессона, револьверы и автоматические пистолеты. Основная борьба развернулась между бельгийскими оружейниками Анри Пипером с моделью револьвера М1889 «Байяр» и Леоном Наганом с М1892.
Леону Нагану пришлось переделать револьвер под русский 7,62-мм калибр и, как и в 1883 году, исключить возможность самовзводной стрельбы, ухудшив характеристики оружия в соответствии с требованиями конкурса. Было представлено два варианта — 6- и 7-зарядные револьверы. Револьвер Пипера был отвергнут из-за большой массы и ненадёжности конструкции. Победа в конкурсе Леона Нагана была, вероятно, во многом обусловлена тем, что у него в российском военном ведомстве уже были давно установленные связи. За патент на револьвер Наган запросил 75 000 рублей, в чём ему в конечном итоге было отказано и был назначен повторный конкурс с новыми уточнёнными условиями. В них помимо характеристик оговаривалась премия: 20 000 рублей за конструкцию револьвера и 5000 за конструкцию патрона; кроме того, победитель «отдавал своё изобретение в полную собственность русского правительства, которое получало право изготавливать его как у себя в стране, так и за границей, без какой-либо приплаты изобретателю». Пипер представил на конкурс заново переработанные револьверы с оригинальной автоматикой, которые комиссия сочла «остроумными, но не практичными».
 старого образца — с цилиндрическим дульцем гильзы — в сравнении с другими револьверными патронами близкого калибра")
Патрон Нагана (справа) старого образца — с цилиндрическим дульцем гильзы — в сравнении с другими револьверными патронами близкого калибра
Шестиствольный револьвер С. И. Мосина был также отвергнут. Доводки в конструкции револьвера Нагана были менее значительными и после сравнительных испытаний с 4,2-линейным револьвером Смит-Вессона конструкция была одобрена. По результатам войсковых испытаний участвующие в них офицеры высказали настойчивое желание получить револьвер двойного действия с возможностью самовзводной стрельбы. Вернувшись к самовзводному варианту револьвера, комиссия и его не сочла полностью удовлетворительным, поэтому было принято решение принять на вооружение русской армии револьверы двух образцов: самовзводный офицерский и несамовзводный — для унтер-офицеров и рядовых. После внесения ряда мелких изменений конструкция была утверждена весной 1895 года.
13 мая 1895 года указом Николая II «солдатская» и «офицерская» модели револьвера Нагана были приняты на вооружение русской армии, однако по военному ведомству револьверы были официально приняты на вооружение в июне 1896 года, приказом военного министра № 186.

Патрон раннего выпуска, с глубоко обжатым дульцем гильзы.
Закупочная цена револьвера, производимого в Бельгии, не превышала для российской армии 30—32 рублей. Контракт предусматривал в течение последующих трёх лет поставку 20 000 револьверов образца 1895 года. Бельгийская сторона также была обязана по контракту оказать помощь в постановке производства револьверов на Императорском Тульском оружейном заводе. Конструкция револьвера русского производства подверглась небольшой модернизации: затылок рукояти выполнялся цельным (а не разрезным, как в бельгийском варианте), была упрощена форма мушки. Подверглась усовершенствованию и технология производства. Стоимость тульского нагана составляла 22 рубля 60 копеек. Заказ на пять лет — с 1899 по 1904 год — составил 180 000 единиц. Однако при сравнении цен следует учитывать, что в России револьвер производился на государственном предприятии и многие расходы не учитывались. Например, для налаживания производства казна закупила в США станки на сумму более миллиона рублей. Если бы эта сумма выплачивалась непосредственно Тульским заводом, цена производства была бы намного выше.

Гильза от патрона позднего выпуска с обжатием пули в трёх точках и патрон от спортивного револьвера 7,62×26, со свинцовой пулей.
Использование в России и СССР
1900—1917
Первое успешное боевое применение револьверов конструкции Нагана относится к 1900 году. Русский экспедиционный корпус принял участие в усмирении «восстания боксёров» в Китае. 3 июня 1900 года при овладении укреплением Таку, запиравшим устье реки Пейхо, командир сводной роты 12-го Сибирского полка поручик Станкевич, одним из первых ворвавшийся в расположение противника, застрелил двух нападавших китайских солдат.
Сокращение ассигнований военного ведомства с 1903 года привело к резкому снижению производства револьверов, и только начавшаяся Русско-японская война заставила правительство направить чрезвычайные кредиты на закупку вооружений. В 1905 году Тульскому заводу предписывалось изготовить 64 830 единиц револьвера образца 1895 года, но было выпущено всего 62 917 наганов. После войны финансирование программы перевооружения армии в очередной раз сократилось, и созданная в 1908 году межведомственная комиссия разрешила изготовление револьверов по заказам непосредственно войсковых частей.

Царское правительство начало готовиться к большой войне слишком поздно: «Большая программа по усилению армии» была объявлена лишь 7 июля 1914 года, за три недели до начала Первой мировой войны. В это время армии развитых стран начинают замену револьверов самозарядными пистолетами, лучшие образцы которых по боевым характеристикам (особенно в скорострельности, скорости перезаряжания и габаритах) превосходят револьверы. В России очередное перевооружение было признано нецелесообразным.
К 20 июля 1914 года в войсках по табелю насчитывалось 424 434 револьверов Нагана всех модификаций (из положенных по штату 436 210), то есть армия была обеспечена револьверами на 97,3 %, но уже в первых боях потери вооружения были значительными. Были приняты меры по реконструкции оружейной промышленности, и с 1914 по 1917 год было произведено 474 800 наганов.
Револьвер образца 1895 года отличали сравнительная простота конструкции, технологичность и малая себестоимость. Трудоёмкость изготовления одного револьвера составляла порядка 30 станко-часов. При этом некоторые сборочные операции (установка осей механизма в рамку) требовали достаточно высокой квалификации персонала. В боевых условиях одними из главных преимуществ стали неприхотливость в эксплуатации и безотказность: так, осечка никак не влияла на возможность произведения следующего выстрела и не вызывала задержки. Также можно отметить высокую ремонтопригодность револьвера.
")
7,62-мм револьвер системы Нагана образца 1895 года (солдатский, дореволюционного производства)
1917—1939
Наган стал одним из символов русской революции 1917 года и последующей гражданской войны, а в дальнейшем слово «наган» стало нарицательным — в разговорной речи «наганом» часто называли любой револьвер, а иногда и самозарядный пистолет.
На вооружение Красной армии был принят только самовзводный («офицерский») вариант нагана, при этом технологическая документация в 1918 году была переведена на метрическую систему измерений. Во время гражданской войны Тульский оружейный завод продолжал выпуск револьверов — в период с 1918 по 1920 год было изготовлено 175 115 штук (52 863 шт. в 1918 году, 79 060 шт. в 1919 году и 43 192 шт. в 1920 году). После окончания гражданской войны неоднократно поднимался вопрос о перевооружении Красной армии, однако даже после принятия на вооружение в 1930 году пистолета ТТ производство револьверов продолжалось.
В июне-июле 1930 года конструкция и технология производства револьвера подверглась небольшой модификации: прорезь прицела вместо треугольной стала полукруглой, мушку предполагалось сменить на прямоугольную, но затем была введена более сложная полукругло-усечённая её форма.
Стоимость одного револьвера «наган» (с комплектом ЗИП) в 1939 году составляла 85 рублей

Командирский наган — компактный вариант револьвера.
1939—1945
Вплоть до начала Второй мировой войны производство револьверов и пистолетов на Тульском заводе поддерживалось примерно на одном уровне, с 1932 по 1941 год произведено более 700 000 револьверов. Преимущества пистолетов были вполне очевидны для руководства РККА, однако по ряду причин пистолет ТТ и наганы выпускались параллельно. Одной из причин было мнение, что пистолет должен обязательно быть пригодным для стрельбы через амбразуры танка. Пистолет ТТ для этого явно не подходил, а новые модели пистолетов, имевшие не закрытый кожухом ствол, оказывались хуже ТТ. В 1941 году Тульский оружейный завод был эвакуирован в Удмуртию, в город Ижевск, где производство револьверов продолжилось, а в 1942 году была произведена частичная реэвакуация из Ижевска в Тулу.
В период с 1942 по 1945 год произведено более 370 000 револьверов. Револьвер состоял на вооружении РККА, Войска Польского, 1-го Чехословацкого корпуса, 1-й румынской пехотной дивизии имени Тудора Владимиреску, 1-й югославской пехотной бригады, французского истребительного авиаполка «Нормандия-Неман».
В военное время на производстве повысился процент брака — сказался недостаток квалифицированных кадров. Качество отделки револьверов военного выпуска было ниже, чем в мирное время. Боевое применение наганов выявило моральное устаревание его конструкции и недостаточность боевых качеств, самым заметным проигрышем в сравнении с самозарядными пистолетами была низкая практическая скорострельность (то есть большая потеря времени на перезаряжание).
После окончания Великой Отечественной войны наган был снят с вооружения советской армии и его производство было прекращено. Тем не менее, револьверы системы Нагана находились на вооружении милиции до середины 1950-х годов, а в системе военизированной охраны и системе инкассации — намного дольше. По меньшей мере до 2000 года наганы использовались геологическими предприятиями. По нормам положенности Мингео СССР наганами вооружались начальники партий и экспедиций, главные и старшие геологи.

Боевые модификации
солдатский наган — револьвер с несамовзводным ударно-спусковым механизмом, выпуск прекращен в 1918 году;
офицерский наган — револьвер с самовзводным ударно-спусковым механизмом;
карабины — перед Первой мировой войной для пограничных войск были выпущены ограниченным количеством карабин с длиной ствола 300 мм и неотъёмным прикладом и револьвер с удлинённым до 200 мм стволом и съёмным прикладом.
командирский наган — компактный вариант револьвера, предполагающий скрытое ношение, с уменьшенной до 85 мм длиной ствола и укороченной рукоятью. Разработан в 1927 году, выпускался до 1932 года малыми партиями, выпущено около 25 тысяч штук. Поступал на вооружение сотрудников ОГПУ и НКВД.
кроме того, для разведывательно-диверсионных подразделений в 1929 году был разработан револьвер с глушителем, оснащенный прибором бесшумно-беспламенной стрельбы «БРАМИТ» системы братьев В. Г. и И. Г. Митиных.
Nagant wz. 30 — револьвер Нагана образца 1895 года польского производства, с 1930 по 1939 год серийно производился на оружейном заводе в г. Радом, всего в Польше было выпущено 20 тыс. шт. револьверов «наган» в двух модификациях: Ng wz.30 и Ng wz.32

Карабин с длиной ствола 300 мм и неотъёмным прикладом
Спортивные модификации
учебно-тренировочный револьвер Нагана-Смирнского образца 1926 года — конструктор А. А. Смирнский, в 1925—1939 гг. выпущено 3500 шт. под 5,6-мм патрон кольцевого воспламенения.
спортивный револьвер системы Нагана — модель 1953 года, имел утяжеленный ствол, несамовзводный ударно-спусковой механизм, регулируемые прицельные приспособления
МЦ-4 — модель 1955 года с длиной ствола 147 мм, конструктор — В. А. Парамонов. Револьвер производился в 1956—1966 годы, всего было выпущено 8220 шт. МЦ-4 и МЦ-4-1.
ТОЗ-36 — спортивный револьвер образца 1962 года конструкции Е. Л. Хайдурова.

ТОЗ-49 — спортивный револьвер образца 1972 года, конструктор Е. Л. Хайдуров. Отличается укороченным барабаном под револьверный патрон 7,62×26 мм.
ТОЗ-96 — экспортный вариант ТОЗ-49 под патрон .32 S&W Long Wadcutter, производится с 1996 года.
Конверсия в спортивно-охотничье оружие

Карабин КР-22 «Сокол» — конверсионная модель под патрон .22 LR, представляет собой револьвер «наган» с удлиненным до 500 мм стволом, деревянным цевьём и неотъёмным деревянным прикладом. Масса карабина составляет 2 кг. Производство карабина было начато в 2010 году
Револьвер «Гром» — конверсионная модель производства украинской компании ООО «СОБР», спортивно-тренировочный револьвер под 4-мм патрон Флобера
Конверсия в гражданское оружие самообороны
В начале 2000-х годов на базе револьвера Нагана были разработаны несколько вариантов газовых и травматических револьверов, которые производятся путём переделки из боевых «наганов».
— в России производят гражданское оружие самообороны: травматические револьверы Р1 «Наганыч» под патрон 9 мм Р. А. и ВПО-502 «Наган-М» под патрон 10×32 мм Т, а также служебный травматический револьвер РС под патрон 10×23 мм Т.
— на Украине производят газовые и травматические револьверы «Скат 1Р», «Комбриг», «Г-Наган», «Наган РФ» и укороченный «Скат 1Рк»
В соответствии с криминалистическими требованиями, в конструкцию «резинострелов» внесены изменения, исключающие возможность стрельбы боевыми патронами.

Сигнальные (шумовые) модификации
ВПО-503 «Наган-С» («Блеф») — сигнальный револьвер под капсюль «Жевело», выпускается с лета 2006 года. Производитель — Вятско-Полянский завод «Молот» осуществляет переделку хранящихся на складах боевых револьверов. Конструкция револьвера исключает обратную переделку в боевое оружие (каморы барабана переделаны под калибр капсюля, ствол расточен, в казённую часть ствола вставлена заглушка). При этом внешний вид револьвера практически полностью сохранён. Все фабричные номера, клейма мастеров и контролеров также в сохранности. Револьвер разбирается и обслуживается обычным образом.
МР-313 (Наган-07). Летом 2008 года началось свёртывание производства револьверов на «Молоте» и перенос производства на Ижевский оружейный завод. В МР-313, по сравнению с «Блефом», внесены изменения в конструкцию заглушки ствола (новая заглушка имеет более продуманную форму), ствол расточен под меньший диаметр, удалён заводской номер револьвера на рамке, фрезерование рамки у казённой части ствола не производится, номер барабана, а иногда и других деталей, не соответствует внутреннему номеру на рамке, втулки под «Жевело» не запрессовываются в каморы барабана, а вкручиваются в предварительно нарезанную в них резьбу. К револьверу прилагаются протирка и двухсторонняя отвёртка.

Р-2 — сигнальный револьвер под капсюль «Жевело», следующая версия после и МР-313. Производитель — Ижевский машиностроительный завод.
Особенности модели:
— в ствол револьвера с правой стороны через раму установлен штифт, который одновременно является заглушкой, место вставки заварено и зашлифовано; тем не менее, ствол выглядит аутентично, нарезы сохранены;
— барабан рассверлен, в нём установлены стандартные вставки под «Жевело»;
— в отличие от МР-313, номер барабана и номер на крышке соответствуют номеру на рамке;
— на крышку нанесены три новодельных клейма (на первом выпуске было больше);
— на барабане и обратной стороне рамки новых клейм нет

Тактико-технические характеристики Нагана
— Принят на вооружение: 1895
— Годы производства: 1895—1945 (1895—1898 «Наган», 1899—1945 Тула, 1943—1945 Ижевск)
— Всего выпущено: 2 000 000
Вес Нагана
— 0,795 кг (без патронов); 0,880 кг (снаряжённый)
Размеры Нагана
— Длина, мм: 220
— Длина ствола, мм: 114 (число нарезов — 4)
Патрон Нагана
— 7,62×38 мм Наган
Скорострельность Нагана
— 7 выстрелов за 15—20 сек
Скорость пули Нагана
— 272 м/с
Прицельная дальность Нагана
— 50 метров
Емкость магазина Нагана
— барабан на 7 патронов
Максимальная дальность, м: 100—150 м
Прицел: целик с прицельной прорезью на верхней части рамы, мушка на передней части ствола.
Принципы работы: ударно-спусковой механизм двойного действия.
Фото револьвера Наган



Исходное положение револьвера «Наган»
Спущенный курок передней выступающей частью упирается в ползун и не позволяет бойку, скрытому в канале головки казенника, продвинуться к капсюлю патрона. Боевая пружина, находясь в наименьшем поджатии, своими перьями удерживает курок и хвост спускового крючка в переднем положении, а собачку — наклоненной вперед. Носик собачки выступает из-за задней стенки рамки и прилегает к скошенной поверхности зуба храпового колеса барабана. Коленчатый выступ спускового крючка лежит на мысе курка, его сосок утоплен внутрь рамки, а уступ отведен в крайнее заднее положение. Ползун находится ниже головки казенника и передней плоскостью упирается в скошенный выступ казенника. Головка казенника отведена в заднее положение. Барабан находится в заднем положении и зафиксирован зубом дверцы, уступом спускового крючка, носиком собачки, пружиной трубки барабана. Между передним обрезом барабана и задним обрезом ствола образовался зазор для свободного прохождения дулец патронов при вращении барабана.
Шомпол зафиксирован в оси барабана.
Шомпольная трубка револьвера «Наган»:
1
—
выступ;2
—
прилив.
Шомпол и его пружина револьвера «Наган»:
1—
головка; 2
—
поперечный паз; 3 — стебель; 4
—
продольный паз.

Мушка револьвера
Советскогопроизводства револьвера «Наган».
Слева
—
варианты мушек револьверов,выпущенных на льежской фабрике Нагана (а) и на Тульском заводе до 1917 г. (б)

Положение частей револьвера перед заряжанием револьвера «Наган»: 1
—
ствол; 2
—
рамка; 3 — шомпольная трубка; 4
—
шомпол; 5
—
спусковая скоба; б
—
барабан; 7
—
подвижная трубка; 8
—
пружина трубки; 9
—
ось барабана; 10
—
казенник; 11
—
ползун; 12
—
спусковой крючок; 13
—
курок; 14
—
шатун; 15 — собачка;16
—
боевая пружина; 17
—
боек.

Положение частей револьвера перед выстрелом револьвера «Наган».
Курок на боевом взводе револьвера «Наган»
Для постановки курка на боевой взвод нажимают на его спицу, поворачивают вниз до отказа и отпускают. Курок, поворачиваясь на оси, боевым выступом сжимает боевую пружину, упираясь мысиком в коленчатый выступ спускового крючка, поворачивает его хвостом назад и, скользя по шепталу, заскакивает боевым взводом в вырез шептала и останавливается. Курок взведен. Спусковой крючок, поворачиваясь под давлением мыска курка, подает вверх собачку и ползун. Собачка, упираясь носиком в обрез зуба храпового колеса барабана, поворачивает его на 1/7 часть окружности и устанавливает очередной патрон против канала ствола. Ползун, упираясь верхней частью в скос головки казенника, поворачивает его на оси головкой вперед. Казенник, надавливая головкой на шляпку патрона, заставляет патрон войти дульцем в уширение канала ствола. Сосок спускового крючка входит в выем пояска барабана и фиксирует его от проворота. Револьвер готов к выстрелу.
Схема работы УСМ при выстреле револьвера «Наган».
Как устроен револьвер системы наган



















Источник
Выстрел с револьвера «Наган»
Для производства выстрела необходимо нажать на спусковой крючок. При нажатии спусковой крючок поворачивается на оси, его коленчатый выступ поднимается вверх и освобождает боевой взвод курка из выреза шептала. Курок под воздействием боевой пружины резко поворачивается на оси и наносит удар бойком по капсюлю-воспламенителю патрона. После удара курок под действием боевой пружины на его уступ отскакивает назад и уводит боек в канал головки казенника, не позволяя выступать из казенника. Пороховые газы давят на стенки гильзы, заставляют ее расширяться и плотно прилегать к стенкам барабана и кольцевому уширению ствола. Осуществляется полная обтюрация пороховых газов.
После выстрела с револьвера «Наган»
После прекращения нажатия на спусковой крючок он под воздействием нижнего пера боевой пружины поворачивается на оси, опускает собачку и ползун вниз, выводит свой сосок из выемки пояска барабана. Собачка, скользя носиком по зубу храпового колеса, заскакивает за следующий зуб. Ползун, опускаясь вниз, надавливает на выступ казенника, поворачивает его, заставляя его головку отойти назад. Одновременно ползун своей задней плоскостью упирается в передний выступ курка и еще больше отводит его назад вместе с бойком, осуществляя предохранение от случайного выстрела. Барабан под действием пружины подвижной трубки и уступа спускового крючка, давящего на поясок барабана, отходит в заднее положение.
Выстрел самовзводом с револьвера «Наган»
В этом случае все детали, кроме спускового крючка и курка, работают так же, как и при выстреле с предварительно взведенным курком вручную. Поэтому мы рассмотрим взаимодействие только этих деталей. Для того чтобы произвести выстрел самовзводом, необходимо только нажать на спусковой крючок. При нажатии спусковой крючок, поворачиваясь вокруг оси, поднимает вверх коленчатый выступ, который надавливает на нижний конец шатуна, стремясь оттянуть его вперед и вверх. Шатун, упираясь плечами в передний выступ курка, поворачивает его вокруг оси, сжимает боевую пружину и взводит курок. Дальнейшее нажатие на спусковой крючок приводит к соскакиванию скругленного конца выступа с конца шатуна и освобождению курка. Курок наносит удар по капсюлю, и происходит выстрел. После снятия давления спусковой крючок под воздействием нижнего пера боевой пружины занимает исходное положение. Коленчатый выступ спускового крючка, опускаясь вниз, нажимает на переднюю плоскость шатуна и, отводя шатун назад, сжимает его пружину. Когда коленчатый выступ минует конец шатуна, шатун под действием своей пружины отходит в переднее положение и его нижний конец вновь становится над закругленной частью коленчатого выступа спускового крючка.
Полная разборка Нагана


Слегка нажимаем на спуск — так, чтоб боек вышел из рамки и снимаем курок.

Снимаем собачку. На ось собачки давит боевая пружина, так что с собачкой придется чуток повозится. Чуть придавливаем спуск вперед, поворачиваем собачку так, чтоб она вышла из рамки и вытаскиваем ее.
После того, как сняли собачку, снимаем спусковой крючок. Снимаем ползун.

После того, как сняли ползун, поворачиваем на оси казенник и снимем его.

Ослабляем винт спусковой скобы и снимаем ее.

Снимаем боевую пружину. Все.
Собираем револьвер в обратном порядке, пока не дойдем до установки спуска — тут есть маленький секрет.

Спуск вставляем на место не до конца, немного сместив его вперед — так, что бы выступ спуска лег НА верхнее перо боевой пружины, а не над ним, как положено. Спуск до конца не вставляется, но нам того и надо. Тогда нижнее перо боевой пружины не перекроет отверстие собачки.

Придерживая спуск в переднем положении вставляем собачку — она вставляется легко и без проблем.

Прижимая сверху пальцем собачку, чуть сдвигаем спуск назад — он защелкивается на место. Все Проблема решена.

Слегка нажимаем на спуск и ставим на место курок.

Взводим курок и выкручиваем стопорный винт. Ставим на место крышку.
Видеоинструкция по разборке револьвера Наган
Разборка и сборка револьвера «Наган»
Неполная разборка и сборка. 1. Выдвинуть шомпол до отказа вперед, повернув его за головку. 2. Вынуть ось барабана, сдвинув шомпольную трубку до черты. 3. Извлечь барабан из рамки, откинув дверцу. Сборка производится в обратной последовательности.

Неполная разборка револьвера «Наган»: а
—
извлечение шомпола;б
—
извлечениеоси барабана; в
—
извлечение барабана.

Части револьвера при неполной разборке «Наган».
Разборка револьвера системы Наган в цветных фотографиях

Револьвер Наган (вид справа)
Револьвер Наган (вид слева)
Неполная разборка и сборка револьвера системы Наган
Выдвинуть шомпол до отказа вперед, повернув его за головку
Сдвинуть шомпольную трубку до отказа вверх
Поддеть отверткой и извлечь ось барабана
Откинуть дверцу вниз
И извлечь барабан
Совместив метки на барабане и подвижной трубке, извлекаем трубку и пружину
Части револьвера Наган при неполной разборке (сборка проводится в обратной последовательности)
Полная разборка и сборка револьвера системы Наган
( 2 оценки, среднее 4.5 из 5 )
ВОЕННОЕ МИНИСТЕРСТВО СОЮЗА ССР
РУКОВОДСТВО
ПО РЕМОНТУ
7,62-мм РЕВОЛЬВЕРОВ
обр. 1895 Г.
19 5 0
От Главного артиллерийского управления.
С выходом в свет настоящего Руководства отменяется «Руководство по ремонту 7,62-мм револьвера системы Нагана обр. 1895 г.» издания 1946 г.
ВВЕДЕНИЕ
Настоящее Руководство содержит в себе основные указания по дефектации и ремонту 7,62-мм револьверов обр. 1895 г.
Руководством учтены все изменения технических требований к отдельным деталям и сборкам револьверов и опыт ремонта их в войсках за период 1946—1948 гг.
Руководство предназначается в качестве основной ремонтной документации для войсковых ремонтных органов и совместно с Наставлением по стрелковому делу (НСД) дает все необходимые указания по ремонту револьверов.
Способы и объем ремонта, указанные в Руководстве, приняты с учетом технического оснащения ремонтных органов согласно соответствующим табелям.
В зависимости от технического оснащения ремонтного органа указания о способах и объеме ремонта обозначаются римскими цифрами (I) и (II) в скобках. Способы ремонта, обозначенные цифрой (I), предназначены для ремонтного органа, не имеющего токарного станка и сварочного аппарата; цифрой (II)—для вышестоящего ремонтного органа, имеющего необходимое для ремонта оборудование.
Если способы ремонта и методы выявления дефектов являются одинаковыми для всех ремонтных органов независимо от их технического оснащения, то в Руководстве делается ссылка только на нижестоящий ремонтный орган.
Руководство состоит из раздела «Общие указания» и четырех частей.
Первая часть содержит последовательность и объем проверок при дефектации револьверов как в собранном, так и в разобранном виде и указания по устранению общих неисправностей.
Вторая часть дает основные указания по дефектации и ремонту 7,62-мм револьверов обр. 1895 г.
В отдельных случаях указания о способах ремонта дополнены рисунками.
Места обработки деталей на рисунках показаны жирными линиями, причем размеры на рисунках даны только те, которые необходимы для выполнения данных ремонтных операций.
Четвертая часть содержит технологические карты на отдельные трудоемкие работы, на которые имеются ссылки в других частях настоящего Руководства.
На рисунках технологических карт цифровые выноски в кружках обозначают порядковые номера операций по карте.
В конце Руководства даны приложения: ведомости, инструкции и рисунки, поясняющие его содержание.
Для облегчения пользования Руководством в конце его даны чертежи (с 1 по 2), на которых цифры обозначают порядковые номера рассматриваемых в тексте дефектов.
Для накопления опыта по устранению неисправностей револьверов все замечания и предложения по содержанию Руководства направлять в соответствующие округа и далее в ГАУ.
ОБЩИЕ УКАЗАНИЯ
Ремонту каждого револьвера должна предшествовать дефектация, позволяющая устанавливать техническое состояние оружия и определять объем работ, необходимый для его восстановления.
При подготовке револьвера к дефектации необходимо:
— проверить, разряжено ли оружие;
— очистить от смазки и грязи все наружные поверхности;
— удалить смазку из канала ствола.
Дефектацию револьвера следует начинать с проверки работы механизмов на собранном оружии, а затем в процессе разборки переходить к осмотру и проверке отдельных механизмов и деталей.
Если при дефектации невозможно проверить механизмы револьвера их работой вследствие отсутствия или поломки отдельной детали, то проверку производить с временно поставленными запасными деталями.
При дефектации, ремонте и контроле качества отремонтированных револьверов следует пользоваться указанными в Руководстве войсковыми калибрами и приборами (Приложение 1).
Для качественного выполнения ремонта отдельных деталей и сборок револьвера Руководством предусмотрены простейшие приборы и приспособления, ведомость которых и рисунки даны в Приложении 2.
Недостающие для производства ремонта простейшие детали револьверов (если их нет в ЗИП) должны изготовляться средствами ремонтных органов; ведомость таких деталей и рисунки даны в Приложении 3
Читать дальше