Полипропиленовые трубы в своё время произвели революцию в монтаже водопроводных, а теперь уже и отопительных систем. Это лёгкий и удобный материал, который относительно несложно монтировать. Бытует даже мнение, что с монтажом этих изделий справится любой человек чуть ли не с помощью обыкновенного паяльника. На самом деле это не так. Пайка этих труб имеет ряд особенностей. Да и сами они неоднородны по диаметру и составу. А паяльник там применяется, но это несколько другой инструмент. В этом материале поговорим о двух важнейших составляющих: температуре и времени пайки полипропиленовых труб.
Особенности труб ППР
 Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Температура сварки ппр
 Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности. Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва.
Во время пайки труба может начать стремительно плавиться или крошиться. Чаще всего это происходит от использования вторичного сырья при изготовлении труб или наличия посторонних примесей. Единственный выход – произвести замену материала. Исправить его уже нельзя, он не соответствует заявленным техническим характеристикам.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
И обратиться к следующей таблице.
Таблица пайки полипропиленовых труб
Выработана уже давно таблица пайки полипропиленовых труб, которая считается оптимальной. Время нагрева материала напрямую зависит от диаметра трубы. Рассчитаны и некоторые другие параметры.
| Диаметр изделия в мм | Время сваривания с | Время нагревания с | Охлаждение | Температура пайки |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 260 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | 259-280 |
| 75 | 6 | 30 | 390 | 259-280 |
Время пайки и температура монтажа полипропиленовых труб не должна быть рассчитана произвольно. Поэтому эта таблица для монтажных работ – главный учебный материал. Как видно, температурный режим даётся средний, а вот время его применения значительно разнится.
Нарушение указанного температурного цикла может привести к негативным последствиям:
- при недостаточном коротком нагреве шов разойдётся в результате диффузии, и неизбежно возникнет протечка;
- перегрев оболочек в трубах вызовет образование внутренних наплывов, что чревато увеличением гидравлической нагрузки.
Особенно помогает эта таблица при сварке труб больших диаметров, так как время нагрева в них увеличивается, но надо точно знать, насколько.
Но и эти данные не всегда являются корректными. Многое зависит от температуры в помещении или на месте работ извне. Оптимальной считается комнатная температура, а самой допустимой по нижнему значению – минус 10. Здесь время пайки нужно увеличивать, исходя из погодных условий. Чем ниже температура, тем время пайки увеличивается. А вот в сильную жару лучше вообще от монтажных работ отказаться. Граница + 25 градусов.
Основные ошибки при пайке полипропиленовых труб
О последствиях перегрева и недогрева уже говорилось выше. Но есть и ещё нарушения, которые могут значительно ухудшить результат работы:
- монтажные работы редко совершаются в идеальной чистоте, между тем, грязь и вода могут свести на нет все усилия монтажника, нужно стараться держать рабочий материал сухим и чистым;
- иногда чрезмерно разогретая труба просовывается в фитинг слишком глубоко, это приводит к её заметному сужению и нарушению силы подачи воды;
- однако соединять фитинг и трубу следует в разогретом состоянии, иначе она войдёт неглубоко, и возникнут протечки, так что действовать нужно в темпе;
- длину входа лучше сразу отмечать маркером;
- иногда после соединения монтажнику кажется, что труба вошла в фитинг косо или под углом, тогда он пытается её слегка провернуть, – протечка в этом случае почти неизбежна;
- нередко в процессе работы пытаются орудовать ножом или ножницами, – для этих целей есть специальные инструменты, иначе материал можно повредить;
- одна из самых больших ошибок при самостоятельном монтаже – выбор дешёвого некачественного материала, – к сожалению, пластиковые трубы сейчас производят и недобросовестные производители, которые занимаются подделками, так что лучше делать покупки в проверенных фирменных строительных магазинах. Здесь качество товара подтверждено сертификатами.
После окончания работ утюг нужно будет очистить от пластика, иначе на нём образуется нагар. Сделать это можно обычной деревянной палочкой. Если останутся обрезки труб, они тоже в хозяйстве пригодятся. Некоторые из них даже зимние удочки делают.
И последнее обстоятельство. При наличии инструментов монтаж полипропиленовых труб выполнить не так уж и сложно. Но всё-таки лучше довериться специалистам или хотя бы посмотреть сначала, как такие работы выполняются. В противном случае можно просто затопить не только свою квартиру, но и соседей снизу.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
Просмотров 2.7к. Опубликовано 14.10.2018
Обновлено 02.10.2019
Содержание
- Какие трубы из полипропилена бывают.
- Как выбрать качественную полипропиленовую трубу
- Технология пайки полипропиленовых труб
- Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб
- Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
- Время пайки при монтаже полипропиленовых труб
- Как подбирается температура пайки на практике
- Инструменты для пайки полипропиленовых труб
- Как подбираются насадки для пайки полипропиленовых труб
- Способы пайки полипропиленовых труб
- Пайка отопления полипропиленовыми трубами: основные правила
- Видео по теме пайки полипропиленовых труб
- Вывод
Температура пайки полипропиленовых труб составляет 260 градусов. Но важна не только температура, но и время стыковки фитингов в процессе пайки труб своими руками. Нарушение технологии пайки полипропилена сводит на нет все качественные характеристики полипропиленовых труб.
Для сохранения прочности и долговечности коммуникаций крайне важно обеспечить нормативные условия пайки.
Какие трубы из полипропилена бывают.
Температура пайки полипропиленовых труб согласно рекомендациям производителей, зависит от типа изделий, используемых в монтаже коммуникаций. В общеотраслевых стандартах приводится описание четырех марок полипропиленовых труб:
- PN10 – начальный размер. Тонкостенные трубки, рекомендуемые для организации холодного водоснабжения. Рабочая температура носителя не должна превышать значения 20 градусов. Допускается применение PN10 для оборудования системы обогрева теплых полов с температурой носителя не более +45 C;
- PN16 – полипропиленовые трубы, рассчитанные на работу в условиях рабочих давлений не более 16 атмосфер. Максимальная температура, подтвержденная испытания на выходе из производства, ограничивается значением 60. Не подходит для открытых коммуникаций систем обогрева, так как остается риск деформации изделий под воздействием высоких температур. Активно используется в прокладке холодного водоснабжения;
- PN20 – универсальная категория труб для отопления, которые могут использоваться для снабжения или перетока теплоносителей. Рабочая температура внутри изделий устанавливается в диапазоне от 80 до 95С. Так же используются в устройстве теплого водяного пола.
- PN25 –армированные изделия и фитинги. Предназначены для суровых условий. По характеристикам такие трубы сравнимы с металлопластиковыми аналогами, выдерживают нагрев теплоносителя свыше 95 градусов.
Значения эксплуатационных стандартов учитывают при подготовке к работе утюга для пайки полипропиленовых труб. Температуру разогрева изделий используют с учетом того, что при указанных параметрах трубы могут выдерживать только кратковременные перегрузки.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
При изготовлении полипропиленовых труб некоторые изготовители замещают часть полипропилена тальком или мелом. От этого понижается качество и продолжительность службы труб и фитингов. Для определения количества мела следует перемножить плотность и объём вещества:
а) Первым шагом умножаем плотность полипропилена (0,9 — 0,91) на объём исходной трубы.
б) Затем перемножаем плотность мела (2,6 — 2,7) на тот же объём трубы.
в) Чем большей будет разница между двумя полученными результатами, тем больше мела содержится в составе трубы.
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
- Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis. В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
- При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость. Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
- При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
- Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Сам процесс происходит следующим образом: две детали надеваются на кончик утюга и выдерживаются определенное время до размягчения пластика. Если пайка полипропиленовых труб своими руками проходит при недостаточном нагреве, соединение получится некачественным, в результате чего повысится риск утечки носителя и снижения давления в системе.
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок. По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ.
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб

Несмотря на огромное желание сэкономить, для пайки полипропиленовых труб при строительстве водопровода необходимо использовать специальное оборудование. В практике частного или промышленного монтажа используются сварочные аппараты для пайки полипропиленовых труб, автоматика которых настроена на выдерживание необходимых температур в зависимости от диаметра и назначения изделий. Активная часть оборудования чаще называется утюгом. Форма паяльников повторяет контуры трубок, обеспечивая минимальную погрешность нормативных условий от влияния внешних факторов.
Узнайте какого диаметра труба вам нужна — Таблица диаметров полипропиленовых труб.
Какие фитинги использовать при пайке полипропилена
На практике часто используют усредненные значения температуры для расплавления материала в месте стыковки. Оптимальной считается значение 260 градусов для нагрева места спайки. Рабочий диапазон может быть расширен до параметров 255-280 С. В случае, если оператором используется превышение нагрева с целью сокращения времени воздействия, это может повлечь неравномерный разогрев полимера. Следствием нарушения технологического процесса может стать недостаточная толщина сварочного шва.
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
| D изделий, мм | Диапазон рабочих t | Период пайки, с | Необходимое время разогрева от начального 6с | Период охлаждения, мин |
| 20 | 259-280 | 4 | 0 | 2 |
| 25 | +1 | 3 | ||
| 32 | +2 | 4 | ||
| 40 | 5 | +6 | 4 | |
| 50 | +12 | 5 | ||
| 63 | 6 | +18 | 6 | |
| 75 | +24 | 6,5 |
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
- При разогреве места соединения нужно выдерживать оптимальное расстояние между утюгом и полимерным слоем. При излишнем удалении активной части будут наблюдаться потери тепла с последующим снижением качества монтажного шва;
- Воздействие утюга следует прикладывать одновременно к обеим стыкуемым частям трубопровода. В противном случае будет обеспечен неравномерный прогрев смежных элементов и последующая деформация места соединения.
Как подбирается температура пайки на практике
Проведение пайки полипропиленовых труб методом горячей стыковки происходит в условиях высоких температур. Нормативный диапазон нагрева устанавливается на уровне от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные параметры работы, в числе которых температура окружающей среды. Последний фактор учитывается в работе путем увеличения продолжительности воздействия на места стыковки на 2 или 3 секунды. Это позволяет снизить негативный эффект воздействия окружающей среды при остывании сварочного шва.
Инструменты для пайки полипропиленовых труб

Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества.
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.

В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Как подбираются насадки для пайки полипропиленовых труб

При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Пайка отопления полипропиленовыми трубами: основные правила

Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
- Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
- Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
- Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
- Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала. Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Видео по теме пайки полипропиленовых труб
Вывод
При наличии качественных материалов и специального оборудования процесс прокладки водопровода представляется не таким сложным. При точном соблюдении технологии монтажа допускается монтаж коммуникация своими руками. Для получения практических навыков можно пригласить мастера или посмотреть видео в интернете.

Правильная температура пайки полипропиленовых труб позволяет получить герметичное неразъемное соединение при монтажа трубопровода.
Применение технологии пайки ппр-труб для прокладки трубопроводов экономически оправдано за счет невысокой стоимости соединения и сокращения времени монтажных работ.
Свойства полипропиленовых труб
Паять полипропиленовые трубы возможно благодаря свойствам полипропилена.
Полипропилен синтезируют из пропилена каталитической реакцией полимеризации. В настоящее время полипропилен является самым востребованным пластиком, который применяется для производства волокон.
Из полипропилена изготавливаются пленки, профили, листы, трубы, части машин и механизмов, а также готовые изделия для конечных потребителей!
Полипропилен экологически безопасен и не выделяет вредных веществ в окружающую среду.
Полипропилен безопасен для человека, используется для изготовления продукции, контактирующей с пищей.
При неправильном применении полипропилен может выделять формальдегид, опасное для организма человека вещество!
Температура плавления полипропилена составляет 160-165 градусов Цельсия.
Полипропилен обладает легким весом 0,9-0,95 г/куб. см.
Полипропилен обладает стойкостью к химическим воздействиям, низкой чувствительностью к микроорганизмам.
Полипропилен горючий материал!
Для улучшения свойств в состав полипропилена могут вводится химические добавки и наполнители.

Трубы из полипропилена отличаются:
- Высокой прочностью.
- Низкой электропроводностью.
- Низкой теплопроводностью.
- Высокой пластичностью.
- Устойчивостью к агрессивным химическим средам.
Полипропиленовые трубы:
- Используются в широком диапазоне температур от -15 до +140 градусов Цельсия.
- Имеют широкий диапазон эксплуатационных диаметров от 10 до 125 мм.
- Доступны для нескольких способов монтажа.
Диаметр прохода и толщина стенки основных используемых труб PN 10, PN 16, PN 20, PN 25 приведены в таблице.

Пайка полипропиленовых труб
При пайке или сварке полипропиленовых труб подготовленные стыки соединяемых отрезков нагреваются до температуры изменения агрегатного состояния и соединяются.
Температура паяльника для пайки полипропиленовых труб подбирается по расплавлению соединяемых частей труб!
При стыковке молекулы полимеров соединяемых изделий смешиваются. В месте стыка образуется монолитное наплавление.
После соединения изделие охлаждается!
При пайке полипропиленовых труб используются две технологии.
Стыковая сварка
При стыковой сварке подготавливаются и разогреваются торцевые поверхности труб. При достижении заданных параметров нагрева трубы плотно соединяются. Соединение происходит за счет смешивания полимеров стенок стыкуемых труб.
Стыковое соединение применяется для труб диаметром более 60 мм и толщиной стенки более 4 мм.

Температура для сварки полипропиленовых труб стыковым соединением устанавливается в диапазоне 260-300 градусов Цельсия.
Для стыкового соединения применяется специальный сварочный аппарат, обеспечивающий центровку соединяемых труб!
Муфтовая пайка
При диффузионной или муфтовой пайке используются специальные соединительные муфты.
Аппаратом для пайки производится одновременный нагрев внешней поверхности трубы и внутренней поверхности соединительной муфты. По достижении температуры пайки элементы снимаются со сварочного аппарата и соединяются между собой раструбным способом.
Диффузионная пайка применяется для полипропиленовых труб диаметром от 16 до 60 мм.
Стандартная температура пайки полипропиленовых труб при диффузионной пайке составляет 260 градусов Цельсия.
Для диффузионной пайки применяется специальный паяльный аппарат, схожий по конструкции с паяльником!
На массивном нагревательном элементе паяльного аппарата фиксируются тефлоновые насадки.

Насадка в форме дорна нагревает внутреннюю часть соединительной муфты, а насадка в форме гильзы нагревает наружную часть трубы.
Аппараты для пайки полипропиленовых труб называют паяльником или утюгом!
Соединение обеспечивает герметичность шва при соблюдении технологии пайки, в том числе температуры нагрева трубы.
Параметры пайки
Основными параметрами пайки полипропиленовых труб является температура нагрева, время нагрева, время сварки, время остывания, диаметр соединяемых труб.
Температура пайки полипропиленовых труб
При какой температуре паять пластиковые трубы?
Свод правил по проектированию и строительству СП 40-101-96 предусматривает параметры соединения полипропиленовых труб.
Стандартная температура пайки полипропиленовых труб составляет 260 градусов Цельсия. Допускаются отклонения от стандартной температуры в 2 градуса.
Аппарат для пайки пп-труб разогревает соединяемые элементы до стандартной температуры пайки!
Время нагрева соединяемых элементов определяется в зависимости от вида трубы, температуры и влажности воздуха в помещении.
При увеличении температуры снижается качество соединений. На сварочном шве происходит заплавление внутреннего прохода трубы.

Допускается пайка полипропиленовых толстостенных труб с использованием более высокой, чем стандартная, температуры до 280 градусов Цельсия. При этом время нагрева подбирается экспериментально.
Время пайки
Параметры времени пайки полипропиленовых труб включают в себя время нагрева, сварки и остывания:
Нагрев – это время разогрева соединяемых элементов на насадках паяльного аппарата, прогретого до рабочей температуры.
О достижении нагревательным элементом рабочей температуры обычно сигнализирует зеленый индикатор на сварочном аппарате!
Сварка – это время выдержки соединения прогретых элементов между собой.
Остывание – это время образования монолитного сварного шва.
Параметры времени пайки определяются из таблицы!
Данные в таблице приведены для стандартных условий – комнатной температуры 22 градуса Цельсия и влажности воздуха до 60%.
При понижении температуры воздуха на каждые 5 градусов Цельсия время нагрева увеличивается в 2 раза!
Время нагрева определяется экспериментально по результатам пайки первого шва.
Пайка допускается при температуре воздуха не ниже -10 градусов Цельсия.
Таблица пайки полипропиленовых труб
Таблица для пайки полипропиленовых труб приведена на рисунке.

Для получения надежного герметичного соединения полипропиленовых труб точно соблюдайте технологию пайки, приведенную в инструкции по эксплуатации сварочного аппарата.
Таблица температуры пайки полипропиленовых труб — время пайки, нагрева и охлаждения трубы
Прокладка коммуникационных систем в доме является важным этапом строительства и ремонта. Особое внимание уделяется отоплению, подаче и отводу воды. Отличным решением для обустройства этих систем будет использование прочных полипропиленовых труб. На рынке представлен обширный ассортимент различных моделей и дополнительных комплектующих, что позволяет создавать самые сложные коммуникационные разветвления.
Соединение ПП труб выполняется методом сваривания полимерных частей. Это прочный способ, который обеспечивает отменную герметичность системы. Паять полипропиленовые трубы можно в домашних условиях при наличии специального нагревательного оборудования.
Какие бывают трубы из полипропилена
Для создания коммуникационных систем применяют четыре основных типа полипропиленовых труб, которые имеют особые технические характеристики.

- PP-H – прочная полимерная основа позволяет выдерживать высокое давление. Данный вариант применяется для промышленных целей.
- PP-B – это грамотная комбинация с полиэтиленом. Температура для сварки полипропиленовых труб этого типа составляет 110 °С. Готовые конструкции отличается упругостью, что позволяет использовать их в быту.
- PP-R – востребованный вариант, выполненный на основе этилена и пропилена. Чаще всего применяется в обустройстве отопительных систем, подачи горячего и холодного водоснабжения.
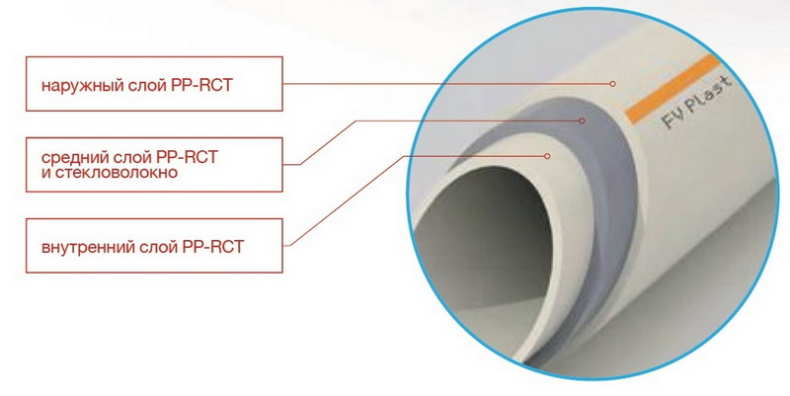
- PP-RCT – отличается повышенной прочностью и устойчивостью к температурным колебаниям. За счет этого толщина стенок меньше.
Детальная температура пайки полипропиленовых труб для каждого типа позволяет обеспечить наиболее прочное соединение.
Что нужно знать о трубах и как выбрать качественную полипропиленовую трубу
Для пайки полипропиленовых труб и создания прочных коммуникационных систем, важно знать, на что обратить внимание при выборе материала.

ПП – это легкоплавкий полимер, который после затвердевания восстанавливает изначальные показатели прочности. На рынке представлен обширный ассортимент моделей, которые отличаются толщиной стенок, цветом, прочностью, эластичностью и температурой нагрева.
Полипропиленовые трубы имеют диаметр от 16 до 110 мм, что обуславливает широкий спектр применения в различных коммуникационных системах. Помимо этого, они могут иметь различный окрас, но он не является важным критерием выбора.

При этом информативность несет цвет боковой полоски:
- красные – для отопления и подачи горячей воды;
- синие – для подачи холодной воды.
Также вдоль труб напечатана детальная информация о технических характеристиках изделий.
Данные позволяют определиться со сферой применения и температурой сварки полипропиленовых труб конкретного типа.
Виды фитингов
Для внутренней и внешней разводки используют различные виды фитингов. Это удобные соединители, позволяющие прочно сваривать полипропиленовые трубы в единое целое под необходимыми углами.

Выделяют следующие разновидности фитингов:
- Переходники. Могут иметь несколько разветвлений с резьбой или гладкой стенкой.
- Обводы. Специальные изделия, позволяющие обогнуть уже проложенные трубы.
- Повороты. Созданы уголки с поворотом в 45°, 90° и 135°. Стенки соединений могут быть гладкие или с резьбой.
- Запорная арматура. Созданы полипропиленовые вентили и краны, которые позволяют регулировать силу потока в трубопроводе.
- Компенсаторы. Необходимы для снижения ударных нагрузок на стенке трубы и в местах соединения.
- Заглушки. Необходимы для герметизации ответвлений.
- Крепежи. Изделия для удобного монтажа труб и их фиксации.
Способы пайки полипропиленовых труб
При создании трубопровода с использованием полипропилена, все соединения выполняются методом сваривания полимера. Для этого фитинг и трубы разогревают специальным паяльником до указанной производителем температуры, после чего выполняют их соединение.
После остывания материал возвращает изначальную прочность, а сварной шов отличается отменной герметичностью.

Паять трубы можно двумя основными способами: муфтовым и стыковочным. Каждый вариант имеет свои особенности и преимущества.
Муфтовая сварка
Процесс соединение выполняется с применением фитингов (муфт). Есть как обычные варианты, разогрев которых выполняют паяльником, так и электрические.
В последнем варианте соединитель имеет внутри нагревательный резистор, который сам расплавляет полимер при подключении и напряжении.

Современные паяльники и станции работают не только с популярными диаметрами 20 и 25 мм, но и с конструкциями до 120 мм. Также есть специальные муфтовые установки, работающие с трубами до 400 мм. Преимущества метода:
- можно удобно работать в труднодоступных местах;
- сварочное оборудование имеет небольшой удельный вес;
- паяльник работает с разными типами полимера;
- соединения не создают препятствий для тока воды, поскольку внутри не образуется грат.
Стыковая сварка
Популярный вариант, который предусматривает торцовку труб, совместный нагрев, соединение под механическим или гидравлическим давлением. Для этого используются специальные стыковочные аппараты.

Оборудование отличается размером, весом, ценой и максимальным диаметром труб (от 40 до 500 мм). Плюсы технологии:
- пайка ПП позволяет достигнуть высокой прочности и долговечности стыка;
- для соединения не требуются дополнительные соединительные элементы;
- процедура довольно простая и быстрая.
Подробное технологическое описание пайки труб
Для обустройства бытовых коммуникационных систем чаще всего используют полипропиленовые трубы диаметром от 16 до 40 мм. При этом образцы 50-110 мм будут актуальны для промышленного использования.

Стоит отметить, что все размеры выпускаются в нескольких вариациях, что можно определить по нанесенной маркировке:
- PN-10 – модели для рабочего давления не выше 10 бар и температуры воды не более +45°С;
- PN-16 – такие трубы выдерживают 10 бар и теплоноситель разогретый до 65°С;
- PN-20 – созданы для систем высокого давления в 20 бар и температур до 80°С;
- PN-25 – предназначены для обустройства системы отопления с показателями не выше 25 бар и температуры до 95°С.
Важно! Пайка ПП труб должна соответствовать технологическим требованиям для конкретного изделия, которые указывает производитель.
При этом может отличаться температура паяльника, время нагрева и остывания.

В то время как технологическая суть для всех вариантов остается идентичной: разогрев спаиваемых элементов до заданной температуры, соединение и остывание. Это позволяет получить высокую прочность и максимальную герметичность.
Подготовка инструмента и материала
Прежде чем приступить к монтажу коммуникационных систем из полипропиленовых труб, нужно подготовить весь необходимый инструмент и расходные материалы:
- муфты, фитинги и трубы с необходимым диаметром;
- переходники и элементы запорной арматуры;
- уровень, маркер, рулетка;
- резак для подрезки труб;
- сварной аппарат.
Совет! Что касается самого паяльника или станции, то это достаточно дорогое профессиональное оборудование, и для разового использования лучше взять его в аренду.
Разметка, нарезка и зачистка трубы
Как правило, все замеры и подрезка труб выполняется по ходу монтажа, что позволяет максимально точно подобрать необходимую длину труб, набор поворотов и фитингов. Для нарезки желательно использовать специальный резак, который не оставляет заусенцев и дает ровный срез. Кроме того, на торцах деталей необходимо снимать фаску, что упростит процесс соединения.

В идеальном варианте свариваемые участки должны быть обезжирены изопропиловым или этиловым спиртом. Перед пайкой нужно, чтобы элементы были чистыми и сухими.
Совет! Чтобы избежать ошибок в процессе монтажа не лишним будет пронумеровать все детали.

Пайка – нагрев и соединение
Далее нужно разобраться, при какой температуре паять пластиковые трубы. Эта информация указывается в инструкции к самим трубам. Вместе с тем нужно отметить, что практически все варианты ПП нужно разогреть до +260 °C.
Для этого нужно включить паяльник со сварочными гильзами необходимого диаметра, в которые одновременно вставляют трубу и фитинг.
После непродолжительного удержания выполняют соединение элементов в единое целое. Важно, чтобы на стыке образовался равномерный пластиковый наплыв.
Через несколько секунд произойдет остывание, что позволит продолжить дальнейшую пайку участка.
Охлаждение и проверка герметичности
После соединения разогретых элементов необходимо несколько секунд удерживать детали между собой для остывания и прочного сцепления. Время сварки зависит от типа материала и диаметра самого изделия.
Есть простая закономерность, чем больше труба, тем больше времени требуется для фиксации и остывания.
Важно! Примерное время остывания: 3 секунды для труб диаметром 20 мм, и более 10 секунд для моделей 90 мм.
После набора прочности необходимо проверить созданную конструкцию на герметичность.

Это можно выполнить с помощью подачи воды под давлением. При наличии течи процесс пайки выполняется заново.
Нюансы при пайке труб полипропилена
Чтобы процесс монтажа коммуникационных систем проходил без брака, важно четко соблюдать технологические требования. Чаще всего причиной плохого соединения служит перегрев или недогрев материала.

Главные моменты, которые влияют на прочность сварного шва:
- При ремонте сложно соблюдать идеальную чистоту. Попадание пыли или влаги на соединяемые детали может негативно сказаться на прочности фиксации.
- Чрезмерный нагрев трубы может привести к тому, что она слишком далеко зайдет в фитинг, что может сузить диаметр внутреннего просвета.
- После нагрева элементов, соединение должно быть выполнено в считанные секунды, поскольку труба может войти неглубоко. Желательно длину захода трубы отмечать маркером, чтобы контролировать качество соединения.
- Если труба вошла в фитинг под углом, не нужно пытаться ее выровнять – такие действия точно приведут к течи.
- Не стоит экономить на материалах и соединителях. Часто за низкой ценой скрывается аналогичное качество, что создаст массу проблем на этапе пайки.
Таблица пайки полипропиленовых труб со временем, длительностью нагрева и температурой
На практике пайка пропиленовых труб не является сложным процессом. Главное в этом деле сноровка и соблюдение технологических требований. В таблице ниже отмечены температурные и временные требования для сваривания ПП труб разного диаметра.

Температура пайки полипропиленовых труб — таблица.
| Диаметр трубы в мм. | Время нагрева, в сек. | Время пайки, в сек. | Время охлаждение, в сек. | Глубина посадки, в мм. |
| 20 | 5 | 4 | 3 | 14 |
| 25 | 7 | 4 | 3 | 16 |
| 32 | 8 | 4 | 4 | 20 |
| 40 | 12 | 6 | 4 | 21 |
| 50 | 18 | 6 | 5 | 22,5 |
| 63 | 24 | 6 | 6 | 24 |
| 75 | 30 | 8 | 8 | 28.5 |
| 90 | 40 | 8 | 10 | 33 |
| 110 | 50 | 10 | 10 | 39 |
Пайка отопления полипропиленовыми трубами – основные правила
Современные полипропиленовые трубы являются отличным аналогом металлических элементов. Полимерные изделия просты в монтаже, обеспечивают отменную прочность и доступны в цене.

Поскольку ПП трубы могут выдерживать высокие температуры и давления, они широко используются для систем отопления домов и промышленных объектов.
Чтобы процесс пайки системы отопления прошел без лишних проблем, нужно следовать следующим правилам:
- паяльник всегда должен быть включенным и разогретым до рабочей температуры в +260 °C;
- важно, чтобы насадки соответствовали диаметру труб и были прочно зафиксированы;
- после соединение деталей запрещено проворачивать элементы более чем на 5°;
- нужно четко следовать температурным рекомендациям, указанным в таблице;
- перегрев и недогрев послабит сварной шов.
Все эти советы позволяют минимизировать возможные проблемы в процессе монтажа коммуникационных систем и обеспечить их высокую прочность.
Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования — утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Содержание статьи:
- Пайка как способ соединения PPR труб
- Что нужно знать о полипропиленовых трубах?
- Технологическое описание процесса пайки
- Стандартные температурные параметры
- Подробная инструкция по монтажу
- Этап #1 — подготовка специальных инструментов
- Этап #2 — разметка и нарезка труб
- Этап #3 — соединение элементов и нагрев
- Выводы и полезное видео по теме
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.

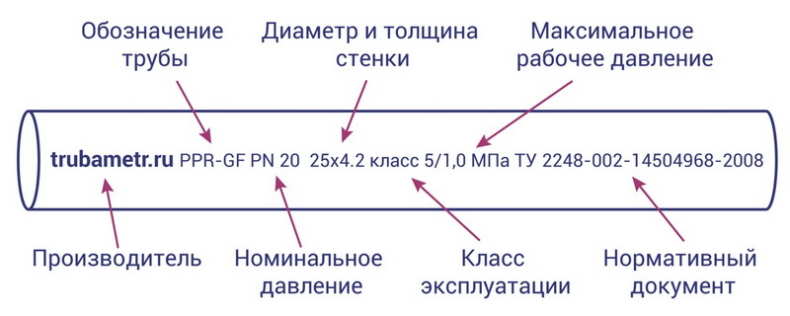
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.

Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

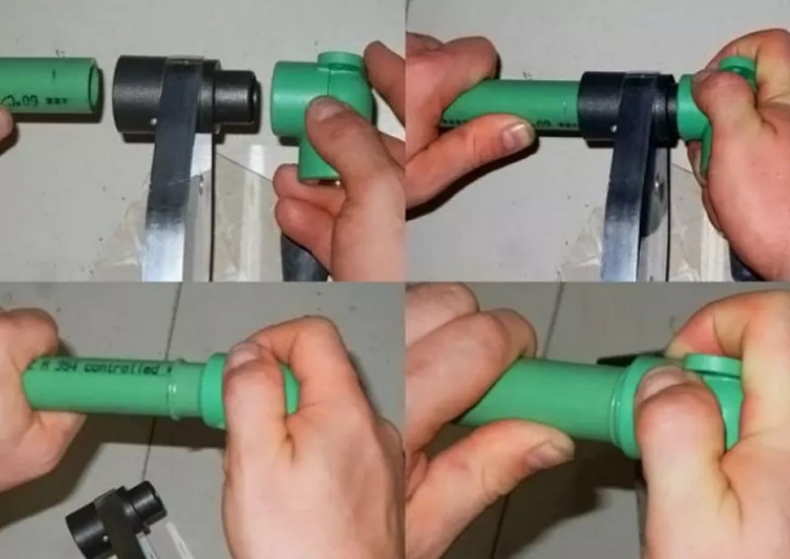
Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Примеры некачественного соединения труб: внутренние и внешние наплывы полипропилена, деформация стенок, разрыв. Такой водопровод в эксплуатацию запускать нельзя
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.

Таблица технологических значений, оптимальных при температуре окружающей среды +20 °С. Для домашнего монтажа достаточно запомнить параметры для труб диаметром 16-63 мм
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 — подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Галерея изображений
Фото из
Утюг для сварки полипропилена
Шейвер для удаления армирования
Есть смысл приобретать новый инструмент, если планируется сборка системы водоснабжения «с нуля» с дальнейшим обслуживанием. Для разовых работ оборудование можно арендовать утюг для сварки ПП труб или взять на время у знакомых. Кроме специальных инструментов потребуются уровень, маркер, линейка или рулетка.
Этап #2 — разметка и нарезка труб
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.

Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Этап #3 — соединение элементов и нагрев
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума. Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.

Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Выводы и полезное видео по теме
Видео #1. Технология пайки PPR труб:
Видео #2. Разбор часто встречающихся ошибок:
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
На чтение 25 мин Просмотров 5.2к. Опубликовано 19.07.2021
Содержание
- Что нужно знать о полипропиленовых трубах?
- Как выбрать качественную полипропиленовую трубу
- Технологическое описание процесса пайки
- Общее влияние температуры при стыковочных работах
- Как подбирается температура пайки на практике
- Таблица пайки полипропиленовых труб и температура их нагрева
- Пояснения к таблице
- Способы пайки полипропиленовых труб
- Раструбная
- Стыковая
- Пайка седел
- Диффузионная сварка полипропиленовых труб.
- Время сварки ппр
- Пайка труб из полипропилена — поэтапная инструкция
- 1. Подготовка инструмента и комплектующих
- Инструмент для пайки полипропилена
- Как подбираются насадки для пайки полипропиленовых труб
- Выбор сварочного аппарата
- Избавляемся от жира на торцах
- 2. Разметка и нарезка
- 3. Пайка
- Холодная пайка
- Как паять с помощью электрофитинга
- Нюансы при пайке труб полипропилена
- Распространенные ошибки
- Чего надо избегать во время сваривания
- Заключение
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.

Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.

Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
При изготовлении полипропиленовых труб некоторые изготовители замещают часть полипропилена тальком или мелом. От этого понижается качество и продолжительность службы труб и фитингов. Для определения количества мела следует перемножить плотность и объём вещества:
а) Первым шагом умножаем плотность полипропилена (0,9 — 0,91) на объём исходной трубы.
б) Затем перемножаем плотность мела (2,6 — 2,7) на тот же объём трубы.
в) Чем большей будет разница между двумя полученными результатами, тем больше мела содержится в составе трубы.
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
- Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis. В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
- При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость. Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
- При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
- Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как подбирается температура пайки на практике
Проведение пайки полипропиленовых труб методом горячей стыковки происходит в условиях высоких температур. Нормативный диапазон нагрева устанавливается на уровне от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные параметры работы, в числе которых температура окружающей среды. Последний фактор учитывается в работе путем увеличения продолжительности воздействия на места стыковки на 2 или 3 секунды. Это позволяет снизить негативный эффект воздействия окружающей среды при остывании сварочного шва.
Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ — точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
- оболочки свариваемых труб недостаточно прогреются, в результате не произойдет диффузионное соединение и в процессе эксплуатации трубы расстыкуются – возникнет утечка воды и затопление помещения.
- Трубные оболочки перегреются и в месте стыка торцов образуется наплыв — это сузит проходной канал, увеличит гидравлическое сопротивление линии, приведет к финансовым потерям в индивидуальном водоснабжении или отоплении из-за плохой проводимости магистрали.
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.

Рис. 8 Таблица пайки полипропиленовых труб
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.
При проведении работ по пайке полезно знать, при какой температуре паять пластиковые трубы, ведь состояние окружающей среды существенно влияет на скорость остывания соединяемых деталей, и если воздух слишком холоден, табличные данные будут указывать некорректные значения. При проведении монтажных работ допустимой нижней температурной границей является показатель -10 °С, а оптимальной считается температура окружающей среды в помещении или на улице от 0 до +25 °С.
Последний показатель, который полезно знать монтажнику во время пайки пластиковых труб — глубина нагрева полипропиленовых деталей. В принципе она задана гильзой и дорном, имеющими соответствующую длину, поэтому при полном погружении стыкуемых трубных отрезков в насадки правильные размерные параметры будут соблюдены автоматически.
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно — несложно, но эта работа требует аккуратности и внимательного отношения. Главное — соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
Пайка труб из полипропилена — поэтапная инструкция
Одно из основных преимуществ соединения полипропиленовых труб пайкой — скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

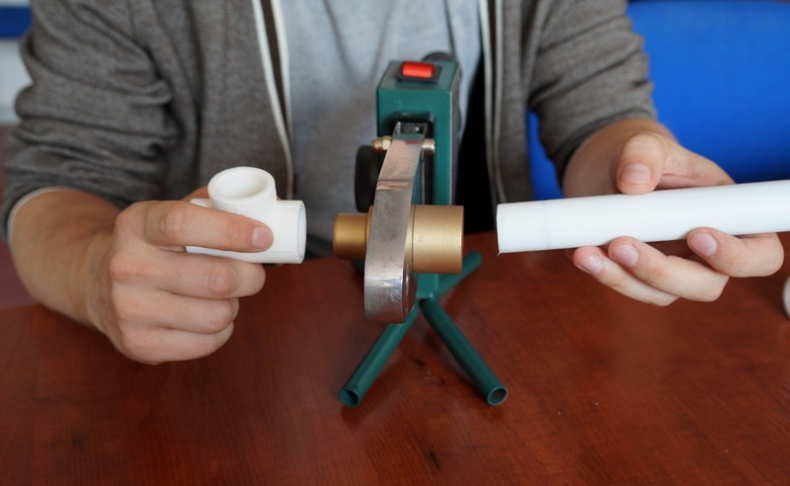
Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
1. Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:
- Труборез, обычно для обрезки труб используют ножницы с предельно допустимым диаметром реза 40 мм, для больших размеров применяют более мощные ножницы или роликовые резаки.
- Рулетка для измерения размеров, маркер или карандаш для отметки длины на трубной оболочке.
- Перчатки для защиты рук от ожогов во время работы.
- Уровень для проверки горизонта при установке водорозеток.
- Отвертка или шестиганный ключ для фиксации насадок на нагревательном утюге.

Рис. 10 Основные этапы сварки ПП
Инструмент для пайки полипропилена
Общепринятое техническое название данного типа инструмента — сварочный аппарат для пайки полипропиленовых труб, монтажники часто называют прибор утюгом для сварки.
Конструктивно аппарат состоит из следующих узлов и комплектующих:
Нагревательного элемента (ТЭНа), выполненного в виде плоской пластины с посадочными отверстиями, или стержня, в стандартном приборе имеются два ТЭНа, второй подключают при пайке труб больших размеров.
Корпуса с ручкой, на котором размещены две кнопки включения нагревательных элементов, два индикатора срабатывания (достижения ТЭНами заданной температуры) и регулятор со шкалой (иногда она дублируется диаметрами труб) для установки температурного режима, обычно температура паяльника не превышает 300 С. Решая, при какой температуре паять пластиковые трубы, опытные специалисты благодаря терморегулятору могут варьировать нагрев труб в широких пределах. К примеру, если стыковка происходит с некоторой задержкой, детали нагревают выше стандарта в 260 °С при соблюдении указанных в инструкции временных интервалов, а затем спаивают.
Комплекта насадок, применяемых при пайке полипропиленовых труб, их стандартные размеры 20, 25, 32, 40, 50, 63 мм, число в комплектации может варьироваться от 3 до 6 типоразмеров.

Рис. 6 Аппараты для сварки полипропиленовых труб
Различают две конструкции сварочных аппаратов:
- Мечевидной формы с плоским утюгом, агрегат имеет двустороннюю нагревательную платформу, в которой проделаны 3 сквозных отверстия. В них вставляется резьбовой болт и вкручиваются две насадки по разные стороны — гильза для разогрева наружной поверхности трубы меньшего диаметра и дорн для размягчения внутренней поверхности большей соединительной муфты.
- Стержневого типа, по внешнему виду напоминают женскую плойку для накручивания волос, на стержень может одновременно крепиться 3 насадки, выполненные в виде хомутов с фиксирующими болтами и имеющими гильзу и дорн для размягчения трубных ПП оболочек. Стержневые аппараты также оснащены двумя кнопками включения ТЭНов, светодиодными индикаторами режимов работы и терморегулятором.

Рис. 7 Маркировка ПП труб
Как подбираются насадки для пайки полипропиленовых труб

Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Выбор сварочного аппарата
По другому процесс соединения называется просто – паять трубы. Он выполняется при помощи специального аппарата, который называют – устройство для сварки полипропиленовых труб, так же его называют сварочник или утюгом для сварки.
Покупать его если вам нужно произвести соединение один раз не рекомендуют. Так как это экономично не выгодно, проще его арендовать. Большинство магазинов предоставляют такую услугу.
Все же если принято решение приобрести устройство для сварки полипропиленовых труб, то исходя из отзывов, можно рекомендовать чешские или турецкие аппараты. Китайские модели по качеству уступают двум первым вариантам. Стоимость такого агрегата пропорциональна его качеству. На качественные аппараты цена выше.
Избавляемся от жира на торцах
Начинающие мастера-любители не относятся серьезно к этому требованию, они считают, что — «сойдет и так». Но опытные работники утверждают, что следование ритуалу обезжиривание окончаний соединений приведет к тому, что качество работы будет многократно выше.
Перед тем как начнется сварка полипропиленовых труб своими руками протрите спиртовой салфеткой внутренности трубопровода, особенно фитинги. Уделить внимание стоит не только жировым отложениям, но и пыли, коррозии и абразивным дефектам, все это может оказать негативное воздействие на арендуемую аппаратуру. Точно также подлежит обработать спиртом дополнительные насадки.
Перед тем как начнется главный процесс, еще раз обратите внимание на трубки, никаких остатков лишней пластмассы не должно оставаться, если заметили, то избавьтесь от нее!
2. Разметка и нарезка
Для удобства работы освобождают пространство посередине помещения и устанавливают стол на удобной высоте, все элементы раскладывают по периметру комнаты согласно схеме, после чего начинают их последовательную обрезку с пайкой. Если трубопровод проходит по периметру помещения, укладку начинают с торцевой стены — так удобнее проводить монтаж. Работы ведут в следующей последовательности:
- Отмеряют нужный отрезок трубы и ставят метку на ее поверхности маркером или карандашом, отступив от торца расстояние с учетом глубины нагрева.
- Обрезают трубу ножницами для полипропиленовых труб, стараясь точно выдержать угол под 90 градусов. Если инструмент остро заточен, то на внутренних стенках не будет заусенец и труба сохранит свою геометрию.
- Если труба на конце имеет небольшие неровности или заусеницы, то, в принципе, это не является большой проблемой, так как при нагреве трубы они все равно расплавятся.
Ни в коем случае не используйте различные фаскосниматели и зачистные инструменты при пайке неармированных труб, как пишут на многих сайтах, типа, для того, чтобы труба легче входила в нагревательную насадку паяльника. Если снять слой трубы, то при нагреве и соединении свариваемых частей, не будет достаточного количества расплавленного пластика для формирования правильного шва.

Рис. 11 Пайка ПП труб – основные этапы
3. Пайка
Для спайки полипропилена в основном используют паяльники с плоским утюгом, работы проводят в следующем порядке:
- Подсоединяют к аппарату две части насадки на винт с помощью шестигранного ключа, подключают его к сети и включают нагревательный элемент или оба ТЭНа нажатием клавиш.
- Выставляют терморегулятором необходимый температурный показатель, обычно ставится стандартная температура пайки полипропиленовых труб в 260 °С.
- После того, как индикатор поменяет свой цвет на зеленый, сигнализирующий о достижении ТЭНом заданной температуры нагрева, начинают пайку. Вначале лучше провести пробные работы на коротких обрезках труб, после определения оптимального времени выдержки (для этого используется таблица пайки полипропиленовых труб) приступают к сварке основного трубопровода.
- Наружные или внутренние поверхности соединяемых деталей помещают одновременно с двух сторон в нагревательные муфты, стараясь выдерживать строго горизонтальное положение деталей, для удержания короткой муфты используют перчатки, идущие в комплекте. По истечении определенного времени детали быстро извлекают из паяльника и соединяют друг другом в строго зафиксированном положении, стараясь удержать их на одной оси в течение положенного времени.
- По истечении времени остывания узел готов к дальнейшей эксплуатации — впаивания в муфту второго трубного отрезка.

Рис. 12 Шейвера для снятия наружного армирования ПП труб и пример их использования
Холодная пайка
Этот способ используют не очень часто. Для него используют агрессивный клей. Как и два предыдущих способа, это также требует подготовки к соединению:
- Вырезать заготовки по нужной длине;
- Обработать их обезжиривающими средствами;
- Нанесение пометок маркером.
Клей накладывают на все детали для соединения. В необходимом размещении их держат 15 секунд. Такую трубомагистраль можно использовать уже через час. До этого времени все скрепляемые части должны находиться неподвижно.
Уровень плотности такого соединения сравнивают со сваркой. Но, его используют только для укладки сети холодного водоснабжения.
Как паять с помощью электрофитинга
Аппараты для пайки в данной ситуации подготавливают так же, как в полифузном способе. Трубы разрезают и обезжиривают, и обрабатывают снаружи, а фитинг изнутри. Маркером выставляется пометка входа заготовки.
Заготовка вставляется в электрофитинг и фиксируется в нем. Аппарат для пайки и фитинг соединяется специальным проводом. Чтобы приступить к сварке надо нажать кнопку «пуск», а завершение работы аппарата происходит в автоматическом режиме. Точки контроля на фитинге подтверждают правильность работы. Через них видно выдавливание пластика.
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки — шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) — снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки — торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.

Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
Как заварить трубу с водой – несколько проверенных вариантов. Если столкнулись с проблемой протечки стальной трубы, а возможности отключить воду нет, то на нашем сайте есть отдельная статья, рассказывающая про варианты сварки трубы под давлением с водой.
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:
- Не очищают трубную оболочку стыкуемых деталей от грязи — данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.

Рис. 14 Как не нужно сваривать полипропиленовые трубы
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.
Распространенные ошибки
Выполняя работы своими руками, большинство мастеров-самоучек допускает ряд ошибок, приводящих к быстрой изнашиваемости трубопровода.
К их числу относятся:
- Неправильное крепление к фитингу. Очень часто ПВХ и ППР трубы не заталкиваются в соединительный элемент. В результате этого зазор станет слабым элементом со всей системе. Огреха проявится не сразу, однако определенно даст о себе знать.
- Сильное механическое воздействие на трубу. Стремясь исключить зазоры, многие мастера слишком сильно вдавливают трубу в фитинг. В результате этого происходит выдавливание грата, создающего впоследствии препятствие на пути жидкости.
Чтобы быстрее выполнить монтаж полипропиленовых труб, стоит задействовать несколько людей
В любой работе важна золотая середина, прочувствовать которую сразу же удается далеко не всем. На этот случай существует инструкция, руководствуясь которой сваривать поверхности будет на порядок легче.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Заключение
Пайка термопластичных пластмасс (а также ПВХ или Экопластов) очень похожа на сварку металла в том смысле, что нужно знать, какой тип пластика используется, какова его температура плавления и как правильно выполнить сварное соединение. Следует помнить, что пластиковые сварные швы весьма похожи на металлические, и что процесс шлифования и чистовой обработки должен быть выполнен до того, как сварка будет завершена.
Считают, что полипропилен можно использовать и при сварке металлопластиковых труб. На самом деле этого делать нельзя, поскольку прочность гетерогенных соединений всегда ниже, чем гомогенных.
Термопластичным полипропилен назван потому, что, когда его нагревать до достаточно высокой температуры, материал размягчается, текучесть его увеличивается, и интенсифицирующая диффузия молекул делает возможным прочное неразъёмное соединение.
Источники
- https://sovet-ingenera.com/santeh/svarka/temperatura-pajki-polipropilenovyx-trub.html
- https://ribler.ru/vodosnab/pajka-polipropilenovyh-trub-vremja-i-temperatura-utjuga/
- https://VseProTruby.ru/pajka/tablitsa-pp-trub.html
- https://montagtrub.ru/tablicza-pajki-polipropilenovyh-trub-temperatura/
- https://tehnova.ru/otoplenie/tablitsa-temperatur-pajki-dlya-polipropilenovyh-trub-varianty-i-vybor-temperatury.html
- https://msmetall.ru/metalloobrabotka/tablica-pajki-trub.html
- https://eurosantehnik.ru/temperatura-i-vremya-pajki-polipropilenovyx-trub.html
- https://oboiman.ru/ingeneer/temperatura-pajki-polipropilenovyh-trub-tablica-znacenij-instruktaz-po-samostoatelnoj-svarke.html
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оснащается разнообразными инженерными коммуникациями. А раз так, то или в процессе строительства, или при проведении ремонта либо реконструкции, рано или поздно хозяевам придется столкнуться с проблемой установки или замены труб – водопроводных и системы отопления. Мало кого сейчас прельщает трудоёмкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют немалых дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые не всем под силу – резкой, гибкой, электро- или газосваркой, нарезкой резьбы и т.п. Плюс к тому, к «запаковке» каждого резьбового соединения необходим особый подход, чтобы соединительный узел получился высококачественным, без протечек.

Как хорошо, что современные технологии позволяют обойтись безо всей этой мороки, применив полипропиленовые трубы. При правильном выборе материала и качественно проведенном монтаже, водопровод и контуры отопления практически ни в чем не отступают стальным, по многим позициям – намного превосходят их. Кроме того, не настолько сложна и сама пайка полипропиленовых труб инструкция по выполнению которой будет рассмотрена в настоящей публикации.
Не все полипропиленовые трубы – одинаковы
Прежде чем начинать рассматривать инструкцию по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее понятие об этом материале, в частности – о его разновидностях и сферах применения. Выбор труб по принципам «какие подешевле» или «какие были» — совершенно недопустим. Последствия для неразборчивого домашнего мастера могут быть весьма печальными – от деформации проложенного трубопровода до его разрыва или появления течей в соединительных узлах.
Различие по диаметру объяснять не надо – в разных системах и на различных их участках используются свои размеры, которые предопределяются гидравлическими расчетами. Линейка диаметров, от 16 до 110 мм, позволяет практически полностью обеспечить все возможные варианты. Мало того, практика показывает, что для дома или для квартиры обычно достаточно ассортимента до 40 мм, намного реже – до 50 ÷63 мм. Трубы большего диаметра – это, скорее, магистральные, и они имеют специфические особенности монтажа, но сталкиваться с ним домашнему мастеру — вряд ли придётся.
Сразу может броситься в глаза различие некоторых видов труб по цвету. Вот на это можно меньше всего обращать внимание – белые, зеленые, сероватые и другие стенки – ни о чем не говорят. По всей видимости, это просто решение производителей как-то выделять свою продукцию на общем фоне. Кстати, для контуров отопления белый цвет однозначно будет предпочтительнее, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармонирующего цветового «пятна».
А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную всем. Синяя полоска – труба рассчитана исключительно на холодное водоснабжение, красная – способна выдерживать повышенные температуры. Однако и такая цветовая маркировка (которой, кстати, очень часто и вовсе нет), является только весьма приблизительной, не раскрывающей в полной мере эксплуатационных возможностей той или иной трубы. Она помогает уже просто не ошибиться в период проведения монтажа системы. Кстати, ещё продольная линия хороша и тем, что становится хорошим ориентиром при стыковке сопрягаемых деталей по время пайки.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, нанесена на внешней стенке. Вот здесь уже стоит быть повнимательней.
Международное сокращенное обозначение полипропилена – PPR. Существует несколько разновидностей материала, и можно встретить обозначения РРRC, РР-Н, РР-В, РР-3 и другие. Но чтобы не запутать окончательно потребителя, существует более четкая градация труб – по типам, в зависимости от допускаемого давления перекачиваемой жидкости и ее температуры. Всего таких типов – четыре: PN-10, PN-16, PN-20, PN-25. Чтобы не рассказывать долго о каждом из них, можно привести табличку, которая характеризует эксплуатационные возможности и сферы применения труб.
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Области применения труб |
|---|
| МПа | технических атмосфер, бар | ||
| PN -10 | 1.0 | 10.2 | Холодное водоснабжение. Как исключение — магистрали подводки к контурам водяного «теплого пола», с масимальной рабочей температурой теплоносителя до 45 °С . Материал самый доступный по стоимости — по причине не особо выдающихся физико-технических и эксплуатационных параметров. |
| PN -16 | 1.6 | 16.3 | Самый ходовой вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60˚С, давлением не выше 1,6 МПа. |
| PN -20 | 2.0 | 20.4 | Холодное и горячее автономное или центральное водоснабжение. Возможно использование в автономных системах отопления, где гарантированно отсутсвуют гидроудары. Температура теплоносителя не должна превышать 80 ˚С. |
| PN -25 | 2.5 | 25.5 | Горячее централизованное водоснабжение, системы отопления с темпратурой теплоносителя до 90÷95˚С, в том числе — и центральные. Самый прочный, ни и самый дорогой тип труб. |
Безусловно, для того чтобы труба выдерживала повышенные давления и температуру, у нее должны быть более толстые стенки. Значение толщины стенок и, соответственно, диаметр условного прохода полипропиленовых труб различных типов – в таблице ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11.6 | 2.2 | 10.6 | 2.7 | — | — |
| 20 | 16.2 | 1.9 | 14.4 | 2.8 | 13.2 | 3.4 | 13.2 | 3.4 |
| 25 | 20.5 | 2.3 | 18 | 3.5 | 16.6 | 4.2 | 16.6 | 4.2 |
| 32 | 26 | 3 | 23 | 4.4 | 21.2 | 5.4 | 21.2 | 3 |
| 40 | 32.6 | 3.7 | 28.8 | 5.5 | 26.6 | 6.7 | 26.6 | 3.7 |
| 50 | 40.8 | 4.6 | 36.2 | 6.9 | 33.2 | 8.4 | 33.2 | 4.6 |
| 63 | 51.4 | 5.8 | 45.6 | 8.4 | 42 | 10.5 | 42 | 5.8 |
| 75 | 61.2 | 6.9 | 54.2 | 10.3 | 50 | 12.5 | 50 | 6.9 |
| 90 | 73.6 | 8.2 | 65 | 12.3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79.6 | 15.1 | 73.2 | 18.4 | — | — |
При всех достоинствах полипропилена, есть у него и довольно значимый недостаток – весьма значительное линейное расширение при нагреве. Если для холодных трубопроводов, расположенных внутри здания, это не столь существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к прогибанию, провисанию длинных участков, деформации сложных развязок, возникновению внутренних напряжений в теле трубы, сокращающих срок ее службы.
Чтобы максимально снизить влияние температурного расширения, применяют армирование труб. Оно может быть алюминиевым или стеклопластиковым.
Стеклопластиковый армирующий пояс всегда располагается примерно по центру толщины стенки трубы, и никак не влияет на технологию пайки.
А вот с алюминиевым – несколько сложнее. Существует два типа подобного армирования. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на иллюстрации – внизу слева). Другой вариант – армирующий пояс проходит примерно в центре стенки. Для каждого из типов подобного армирования существуют особые технологические нюансы монтажа, о которых будет сказано ниже.
И стекловолоконное, и алюминиевое армирование существенно снижает температурное линейное расширение полипропиленовых труб. Кроме того, алюминиевый слой выполняет и еще одну функцию: он становится барьером против кислородной диффузии – проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя способно вызвать ряд негативных последствий, среди которых главными являются повышенное газообразование и активизация коррозионных процессов, что особо опасно для металлических деталей котельного оборудования. Армирующий слой способен многократно снизить подобный эффект, поэтому такие трубы чаще всего применяют именно для контуров отопления. В водопроводных системах вполне можно обойтись стеклопластиковым армированием, которое на диффузию значимого воздействия не оказывает.
| Типы полипропиленовых труб | Обозначение | Коэффициент температурного расширения, м×10 ⁻⁴ /˚С |
Показатели диффузии кислорода, мг/м²× 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| PPR | 1.8 | 900 | |
| Многослойные трубы: | |||
| Полипропиленовые, армированные стекловолокном. | PPR-GF-PPR | 0.35 | 900 |
| Полипропиленовые, армированные алюминием. | PPR-AL-PPR | 0.26 | 0 |
Ниже на иллюстрации приведен пример маркировки полипропиленовой трубы:
1 – на первом месте обычно располагается название компании-изготовителя, наименование модели трубы или ее артикул.
2 – материал изготовления и строение трубы. В данном случае – это однослойная полипропиленовая. Трубы со стекловолоконным армированием обычно маркируются PPR-FG-PPR, с алюминиевым – PPR-AL-PPR.
Могут встречаться армированные трубы с внешним полипропиленовым слоем и внутренней стенкой из сшитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней участия не принимает.
3 – стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 – номинальные значения внешнего диаметра и толщины стенки.
5 – упоминавшийся выше тип трубы по номинальному рабочему давлению.
6 – перечень международных стандартов, которым соответствует изделие.
Трубы обычно реализуются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикует продажу с нарезкой, кратной 1 метру.
Ко всем трубам в продаже представлены многочисленные комплектующие – фитинги резьбовые, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американкой, муфты, тройники, переходы по диаметрам, отводы пол углом 90 и 45 градусов, заглушки, обводные петли, компенсаторы и другие необходимые детали. Кроме того, есть возможность приобретения кранов, вентилей, коллекторов, «косых» фильтров грубой очистки воды, предназначенных для непосредственного впаивания в полипропиленовую трубную разводку.
Одним словом, подобное разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей – очень невысока, что позволяет приобрести их с определенным запасом, хотя бы для того, чтобы перед началом практического монтажа провести небольшое тренировочное занятие – так сказать, «набить руку».
Способы соединения полипропиленовых труб
Полипропилен является термопластичным полимером – при нагревании его структура начинает размягчаться, и при соединении двух равномерно нагретых до определенной температуры фрагментов происходит взаимная диффузия, точнее даже – полифузия, то есть взаимопроникновение материала. При остывании свойства полипропилена не изменяются, и при качественном соединении – обеспечении оптимального нагрева и требуемой степени сжатия, после обратной полимеризации границы как таковой быть не должно – получается полностью монолитный узел.
Именно на этом свойстве и базируются основные технологические приемы соединения полипропиленовых труб – этот метод часто называют полифузной сваркой.
Подобная сварка (пайка) может проводиться муфтовым или стыковым способом.
- Муфтовая сварка – это как раз та технология, которая чаще всего применяется при монтаже водопровода или контуров отопления в условиях дома или квартиры. Она рассчитана на трубы малого и среднего диаметра, до 63 мм.
Смысл ее в том, что любой соединительный узел предполагает использование двух деталей – это сама труба и муфта, внутренний диаметр которой несколько меньше, нежели наружный диаметр трубы. То есть в нормальном, «холодном» виде детали сопряжению не поддаются. Муфтой может выступать не только, простите за тавтологию, сама соединительная муфта, но и монтажный участок тройника, отвода, крана, резьбового фитинга и других комплектующих деталей.
Принцип проведения подобной сварки показан на схемах ниже.
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно насаживаются на нагревательные элементы сварочного аппарата.
На сам рабочий нагреватель заранее соосно установлена пара нужного диаметра, состоящая из металлической муфты (поз. 4), в которую будет вставляться труба, и дорна (поз. 5), на который одевается необходимый соединительный элемент.
В период прогрева по внешней поверхности трубы и внутренней – муфты, образуется пояс расплавленного полипропилена, примерно одинаковой ширины и глубины (поз. 6). Важно правильно выбрать время прогрева, чтобы процесс расплава не захватил всю стенку трубы насквозь.
Обе детали одновременно снимаются с нагревателя, и соосно, с усилием, соединяются между собой. Расплавленный пластичный наружный слой полипропилена позволит трубе плотно зайти в муфту до упора, на длину прогретого участка.
На этом этапе происходит процесс полифузии, остывания и полимеризации. В итоге получается надежное соединение, которое хотя на схеме и показано заштрихованным участком (поз. 7), но на деле, если взглянуть на разрез, то его вообще не видно – практически монолитная стенка.
- Стыковая сварка производится несколько иначе.
Одно из главных отличий – стыкуются детали обязательно одинаковые по внутреннему и внешнему диаметру.
Первый шаг – это точная подгонка торцов, чтобы обеспечивалось идеальное их прилегание друг к другу.
Трубы поджимаются с двух сторон с торцевателю – вращающемуся диску (поз. 2) с точно выставленными ножами (поз. 3)
Далее, торцеватель снимается, а на его место устанавливается двухсторонний плоский нагревательный элемент (поз. 4), который должен стоять строго перпендикулярно оси труб.
Трубы вновь поджимаются к центру, и на торцах, на всю толщину стенки, образуются области расплавления полипропилена (поз. 5).
Далее, следует фаза сжатия труб, для обеспечения полифузии материала.
И, по аналогии с предыдущим случаем, по мере остывания сварной шов полимеризуется, создавая надежное соединение двух труб.
Принцип кажется несложным, но это только на первый взгляд. При такой технологии сварки определяющее значение имеет точнейшая центровка сопрягаемых деталей. Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей мере разницей в диаметрах деталей. В данном же случае требуется приложение значительного внешнего усилия, направленного строго по оси соединяемых труб. Все эти условия возможно соблюсти только при использовании специального, достаточно сложного аппарата станочного типа.
Существует немало аппаратов для стыковой сварки, но практически все они имеют мощную станину с направляющими и хомутами для зажатия труб под различные диаметры – для обеспечения соосности соединения, съемные или откидывающиеся торцеватель и нагреватель, механизм создания требуемого сжатия – ручной, гидравлический, с электроприводом и т.п.
Такая технология используется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне – практически нулевая.
Существует еще и «холодный» способ сварки – с использованием клея на основе сильнодействующего органического растворителя. Смысл заключается в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали можно в это время соединить в нужном положении, а так как растворители обычно обладают высокой летучестью, быстро испаряются. то процесс обратной полимеризации начинается достаточно быстро.
Такая технология в большей степени подойдет для поливинилхлоридных (ПВХ) труб, не обладающих должной термопластичностью. Кроме того, подобны способ соединения имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому особой востребованностью не пользуется, тем более что есть простая и доступная всем технология муфтовой полифузной сварки.
Что потребуется для проведения монтажных работ
Итак, в дальнейшем будем рассматривать исключительно муфтовую полифузную сварку (пайку) полипропиленовых труб. Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и принадлежностей.
- В первую очередь это, безусловно, аппарат для сварки полипропиленовых труб. Стоит такой инструмент – не столь дорого, и многие рачительные хозяева уже имеют его в своем домашнем «арсенале».
К сварочному аппарату обязательно должны прилагаться комплекты «муфта-дорн» необходимых диаметров. Большинство аппаратов позволяют на своем нагревательном элементе одновременно разместить по две, а иногда – и по три пары рабочих насадок, что позволяет без перерывов на замену проводить монтаж системы, в которой используются трубы различных диаметров.
Если своего аппарата нет, и обстоятельства в настоящий момент не позволяют его приобрести, то многие магазины салоны практикуют краткосрочную аренду с посуточной платой – можно воспользоваться такой возможностью.
Если решились покупать аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по сходному принципу, однако имеют и определенные различия по компоновке и функциональности. Полезная информация для решившихся на такую покупку размещена в статье нашего портала, специально посвященной аппаратам для сварки полипропиленовых труб.
По тексту может встретиться определение аппарат для пайки труб – но это лишь «игра слов». Никакой разницы между этими понятиями в данном случае нет.
- Для нарезки трубы требуются особые ножницы. Причем, они должны быть остро отточены, с исправным трещоточным механизмом, обеспечивающим плавный рез. Лезвие не должно иметь зазубрин или искривлений.
Конечно, можно отрезать трубу ножовкой, просто полотном по металлу или даже «болгаркой», но это – абсолютно не профессиональный подход, так как нужной точности и ровности реза такими инструментами не добиться.
- Необходимо приготовить инструмент для разметки – рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы правильно разместить трубы, приходится прибегать к помощи уровня.
- Если планируется пайка полипропиленовых труб с алюминиевым армированием, то необходимы дополнительные инструменты.
— если труба имеет внешнее армирование, то потребуется шейвер, который зачистит алюминиевый слой в месте провара.
— если алюминиевый армированный слой расположен глубоко в толще стенки, то труба все равно требует предварительной подготовки, но в этом случае уже используется торцеватель.
Торцеватель внешне часто похож на шейвер, но разница между ними есть – она заключается в расположении ножей. У шейвера срез идет по касательной параллельно оси трубы, а у торцевателя, как понятно даже их названия, нож обрабатывает торец и снимает небольшую фаску.
Читайте полезную статью «Труборез для полипропиленовых труб», а также ознакомьтесь с разновидностями и критериями выбора, на нашем портале.
Подробнее на этом моменте остановимся при рассмотрении технологии пайки труб.
- Многие это упускают из виду, но свариваемые участки труб и муфт должны очищаться от грязи, пыли, влаги, а затем и обезжириваться. Значит, необходимо приготовить чистую ветошь и спиртосодержащий растворитель (например, обычный этиловый или изопропиловый спирт).
А вот использовать растворители на базе ацетона, сложных эфиров, углеводородов – не следует, так как полипропилен не обладает стойкостью к ним, и стенки могут оплыть
- Необходимо позаботиться и о защите рук. Работать ими придется в непосредственной близости от нагревательного элемента аппарата, и получить серьезный ожог – проще простого.
Лучше всего для этого дела подойдут замшевые рабочие перчатки – они практически не стесняют движений, не начнут тлеть от контакта с раскаленным нагревателем, и надежно защитят руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно проводить не по месту, а, например, на верстаке в мастерской – некоторые аппараты даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том плане, что собранный узел затем достаточно быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
В любом случае, где бы ни проводилась пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагреве полипропилена выделяется газ с резким запахом. Запах еще не самое страшное – при длительном вдыхании может возникнуть серьезная интоксикация. Поверьте, опробовано на «собственной шкуре». Автор этих строк сутки провалялся с температурой под 39° после семи часов работы в достаточно просторном совмещенном санузле, с, казалось бы, неплохо работающей вентиляционной отдушиной. Не повторяйте ошибок!
Как проводится пайка полипропиленовых труб
Общие технологические приемы сварки полипропиленовых труб
- Прежде всего, начинающий мастер должен чётко представлять, что он собирается смонтировать. Должна быть подготовлена подробная схема-чертеж, с проставленными размерами и указанием конкретных деталей – этот же «документ» станет основой для приобретения необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет осуществляться монтаж, еще нет отделки, то схему лучше всего перенести непосредственно на стены – так будет и нагляднее, и можно промерять необходимые длины труб буквально по месту.
Залог успеха – постараться максимально возможное количество узлов выполнить в удобном рабочем положении, на верстаке. Работать с паяльным аппаратом непосредственно на месте, да еще и в одиночку, без помощника – чрезвычайно сложная задача, и допустить погрешность при этом – очень несложно. Понятно, что таких операций полностью избежать не получится, но их количество должно быть сведено к возможному минимуму.
- Готовится к работе паяльный аппарат. На его нагреватель надеваются и затягиваются винтом рабочие пары – муфты и дорны необходимых для работы диаметров. Если предполагается работа с одним типом трубы, то нечего и мудрить – одевается одна пара, максимально близко к концу нагревателя.
Есть сварочные аппараты и с цилиндрическим нагревательным элементов – у него несколько иное крепление рабочих элементов, по типу хомутного. Но разобраться в этом – несложно.
- Работать будет намного удобнее, если аппарат будет жестко закреплен на рабочей поверхности верстака. Очень здорово, если конструкцией предусмотрен винт по типу струбцины, для крепления на краю столешницы. Но и с обычным аппаратом можно постараться придумать какую-нибудь фиксацию. Например, если позволяет поверхность, ножки подставки прикручивают саморезами к верстаку.
Даже при зафиксированной подставке аппарат может «вихляться» в ней – люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление – высверлить отверстие и вкрутить саморез. Когда паяльник нужен будет для выносной работы, снять это крепление – дело нескольких секунд.
- Паяльник включается в сеть. Если у него есть регулировка температуры, то выставляется примерно 260 °С – это оптимальная температура для работы с полипропиленом. Не следует никого слушать, что для 20-й трубы нужно 260 градусов, для 25 – уже 270 и так далее — по нарастающей. Температура едина, просто изменяется время прогрева сопрягаемых деталей. Во всяком случае, те таблицы, которые прилагает производитель в паспорте изделия, и которая будет размещена ниже в этой статье, рассчитаны именно на такой уровень нагрева.
- Обычно на паяльнике имеется световая индикация. Горящая красная лампочка говорит о том, что работает нагревательный элемент. Зеленая – аппарат достиг рабочего режима.
Впрочем, у многих моделей имеются свои особенности индикации. Некоторые аппараты имеют даже цифровой дисплей с индикацией температуры. Во всяком случае, прибор «даст знать» что он прогрелся до необходимого уровня.
- Готовятся к работе сопрягаемые детали – отрезается необходимый кусок трубы, побирается соединительный элемент, согласно схеме монтажа.
- Не многие это делают, а между тем технология требует – обязательная очистка участка соединения от возможной грязи и пыли, и обезжиривание. Кроме того, совершенно недопустимы даже малейшие капельки воды или влажная поверхность – водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рискует рано или поздно потечь.
- Следующий шаг – это разметка соединения. На трубе необходимо отмерить от торца и карандашом (маркером) отметить длину пояса провара. Именно до этой отметки труба будет вводиться в нагревательную муфту, затем – и в соединительную деталь. Для каждого диаметра установлена своя величина – она будет указана в таблице ниже.
Вторая метка наносится, если имеет значение взаимное расположение сопрягаемых деталей. Например, на одной из сторон отрезка трубы уже вварен отвод 90°, а с другой предстоит смонтировать, скажем, тройник, но так, чтобы его центральный канал расположился под углом к отводу относительно оси. Для этого вначале точно определяют положение деталей, а затем наносят риску через границу, по обеим.
Особо много времени на выбор правильной позиции в ходе пайки уже не будет, а подобная «хитрость» поможет точно позиционировать сопрягаемые детали.
- Следующий шаг – это уже непосредственно пайка соединения. Она в свою очередь, также включает несколько фаз:
— С двух сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн. Труба должна зайти до сделанной отметки, соединительный элемент – до упора.
— После того как труба и соединительный элемент вставлены до конца, начинается отсчет времени прогрева. Для каждого диаметра установлен свой оптимальный срок, которым и следует руководствоваться.
— Как только время истекло, обе детали снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы придать деталям правильно положение и, обязательно, соосность, вставить одну в другую с усилием и завести до той же отметки. Легкая корректировка, без проворачивания относительно оси, допускается только в течение одной-двух секунд.
— В этом положении детали должны удерживаться, без малейшего смещения, в течение установленного срока фиксации.
— После этого собранный узел не должен испытывать никакой нагрузки на время установленного периода остывания и полимеризации полипропилена. И только затем его можно считать готовым
Теперь – об основных параметрах, которых необходимо придерживаться при проведении монтажа. Для удобства восприятия они сведены в таблицу:
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина провариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунд | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и соединение, секунд | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время для фиксации соединения, секунд | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время на остывание и полимеризацию узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — Если свариваются тонкостенные трубы типа PN10, то период прогрева самой трубы сокращается вдвое, но время нагрева соединительной детали остается таким же, как указано в таблице. — Если работы проводятся ну улице или в холодном помещении при температуре ниже +5°С, то срок прогрева увеличивают на 50%. |
Насчет уменьшения установленного времени прогрева (за исключением упомянутого в примечании к таблице случая) не может быть и речи – качественного соединения не получится, и узел обязательно со временем потечет. А вот по поводу некоторого незначительного увеличения — у мастеров единства взглядов нет. Мотивация здесь такова, что трубы различных производителей могут слегка отличаться материалом, то есть встречаются более жесткий или, наоборот, мягкий полипропилен. Но у мастеров есть наработанный опыт, точное знание используемого материала, а для новичка все же рекомендуемые показатели должны быть взяты за основу.
Добрый совет – при покупке труб и комплектующих – взять небольшой запас самых дешевых соединительных элементов, и провести эксперимент — тренировку. Можно подготовить несколько отрезком трубы и выполнить пробные пайки.
При качественной пайке внутри соединительного узла по окружности создается аккуратный буртик высотой порядка 1 мм, который не станет мешать свободному проходу воды. Снаружи также будет образован аккуратный буртик, не портящий внешнего вида соединения.
А вот перегрев уже чреват получением бракованного соединения. Расплавленный полипропилен начинает при совмещении деталей продавливаться внутрь, где образуется и застывает «юбка», в значительной мере закрывающая проход. Напор воды в таком водопроводе может быть пониженным, а кроме того, подобный дефект нередко со временем становится местом образования засоров.
Проведение подобного практического занятия поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Особенности работы с трубами, имеющими алюминиевое армирование
Как уже упоминалось выше, здесь возможны два варианта – слой армирования расположен около поверхности трубы, или же в глубине стенки. Соответственно, различаются и методы подготовки трубы к свариванию.
- Понятно, что расположенные у поверхности слой алюминия просто не даст провести полноценный прогрев и соединение узла. Кроме того, подобные трубы всегда имеют диаметр чуть выше, и попросту не войдут ни в нагревательную муфту, ни в соединительные элемент. Значит, необходим счистить этот слой до «чистого» полипропилена.
Для этого используется специальный инструмент – шейвер. В него вставляют отрезок трубы и начинают проворачивать – установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и расположенный под ним алюминий.
Обработку ведут до упора трубы в дно инструмента – размеры шейвера предусмотрены такими, что он срежет фольгу ровно в той полосе, которая и требуется для сварного соединения при данном диаметре, то есть можно даже не проводить соответствующую разметку.
При пайке весь очищенный участок должен быть прогрет, а потом вставлен в соединительную деталь полностью. Оставлять снаружи даже тонкую полоску защищенной трубы – запрещается.
- Если алюминиевая фольга спрятана в тоще материала, то она, казалось бы, никак не помещает качественной пайке. Но здесь уже есть другой нюанс.
Если труба не будет защищена с торца, то проходящая под давлением вода будет пытаться расслоить ее, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой. Алюминий, кроме этого, может начать корродировать, терять свою прочность. Итогом такого расслоения сначала становятся «волдыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.
Выход — создать такие условия, чтобы при проведении сварки торец трубы и алюминиевый слой были бы полностью закрыты расплавленным полипропиленом. А этого можно достичь, проведя обработку специальным инструментом, о котором говорилось выше –торцевателем.
Внешне он может быть схожим с шейвером, но ножи его расположены иначе – они точно выровняют торец, срежут фаску и удалят тонкую, порядка 1.5 – 2 мм от обреза, полоску алюминиевой фольги по окружности. При прогреве и в ходе сопряжения деталей создаваемый буртик расплавленного полипропилена полностью закроет торец трубы, и узел получит необходимую надежность.
Трубы со стекловолоконным армированием никаких особенностей монтажа не имеют.
Несколько рекомендаций, как избежать типичных ошибок
- Процесс пайки, как говорилось, лучше всего проводить на удобной просторной рабочей площадке, по максимуму собирая готовые узлы водопровода (контура отопления), и лишь потом устанавливая и соединяя их по месту.
Работа «у стены» всегда более сложная, трудоемкая и нервная, так как приходится одной рукой удерживать достаточно тяжеловесный аппарат, одновременно обеспечивая подачу на нагрев обеих сопрягаемых деталей. Нередко без помощника такое сварное соединение выполнить практически невозможно. Поэтому и стоит свести количество подобным операций к минимуму.
Но при этом важно не допустить оплошность. Для соединения узла необходимо обеспечить определённую степень свободы сопрягаемым деталям – их нужно развести в стороны, чтобы установить между ними сварочный аппарат (плюс к этому нагревательная пара также имеет определенную ширину), затем аккуратно, без перекоса вставить в дорн и муфту, после прогрева обеспечить поступательное снятие, а затем – соединение. Необходимо заранее предусмотреть этот момент – хватит ли имеющегося люфта, чтобы выполнить все эти манипуляции.
- Бывает, что неопытные мастера, не предусмотрев этот нюанс, сталкиваются с тем, что остался последний сварной шов, а выполнить его – нет никакой возможности. Что делать?
Выходом может стать вваривание в разрезанную трубу разборной соединительной пары – резьбового фитинга и муфты с накидной гайкой-«американкой». Соединение получается надежным, а припаять такие элементы даже в подобных сложных обстоятельствах – уже не составит труда.
- Если хоть какой-то узел в ходе монтажа вызывает даже малейшие сомнения – безо всякого сожаления его следует вырезать и вварить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но вот если со временем такой сомнительный участок вдруг даст протечку – последствия могут быть весьма печальными.
- О следующей группе ошибок уже говорилось выше – это нарушение технологии пайки труб. Сюда можно отнести недостаточный или чрезмерный прогрев. Усилие, приложенное к деталям при соединении, должно быть в меру. Слишком сильное сжатие приведет к образованию внутренней «юбки». Не менее опасно недостаточное приложение силы – труба не входит в гнездо соединительной детали до конца, там остается небольшой участок с увеличенным диаметром и утончённой стенкой – потенциальное место прорыва!
- Не забывайте про очистку свариваемых деталей от грязи и жира. Возможно, это кажется несущественным, но в практике – вполне достаточно случаев, когда подобное пренебрежение впоследствии оборачивалось слабым соединением и образованием протечки.
- Очень опасны попытки изменить положение деталей в период схватывания и остывания соединения. Внешне это может и не проявиться, но в соединительном шве появляются микротрещины, который впоследствии приводят к авариям. Не нравится соединенный узел – «в топку» его, и делайте новый, но не пытайтесь изменить!
- При зачистке армированной трубы на очищенном участке не должно оставаться даже крошечного фрагмента фольги – это способно стать потенциальным местом будущей протечки.
- Еще одна рекомендация. Понятно, что материал должен быть качественным – не стоит гнаться за дешевизной, так как проиграть можно намного больше, тем более что даже брендовые полипропиленовые трубы и комплектующие к ним – не настолько дороги. Но известны случаи, когда при монтаже качественных труб, проведенном с точным соблюдением технологии, соединительные узлы все же со временем начинали подводить. А причина проста – использовался действительно качественный материал, но различных производителей. Несущественные, казалось бы, отличия в химическом составе и физико-технических характеристиках полипропилена давали такой неожиданный результат – полноценная диффузия расплавов не достигалась.
Поэтому – совет напоследок: применяйте качественные трубы одного производителя. Наверное, понятно, что и все комплектующие тоже должны быть этого же бренда.
В завершение публикации – познавательный видеосюжет о пайке полипропиленовых труб: