При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
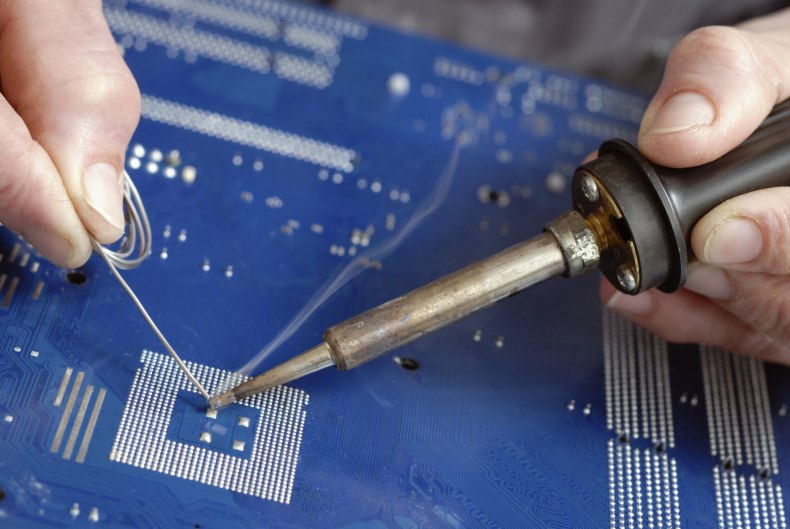
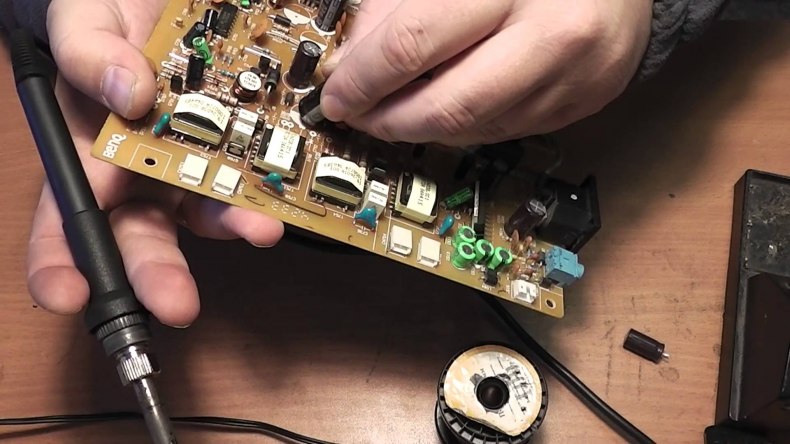
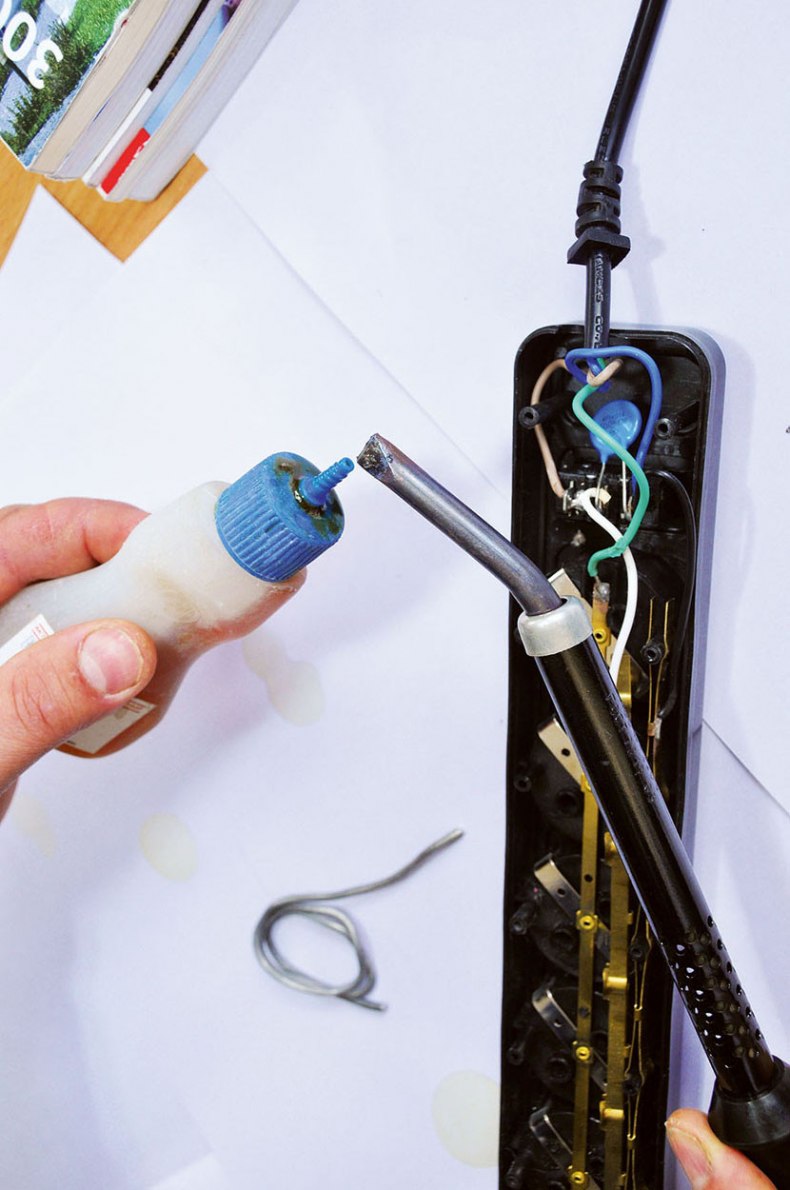
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.

Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 — вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П — припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Флюс
Паяют обязательно под флюсом — вспомогательным компонентом, обеспечивающим:
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

Оплетка для удаления припоя
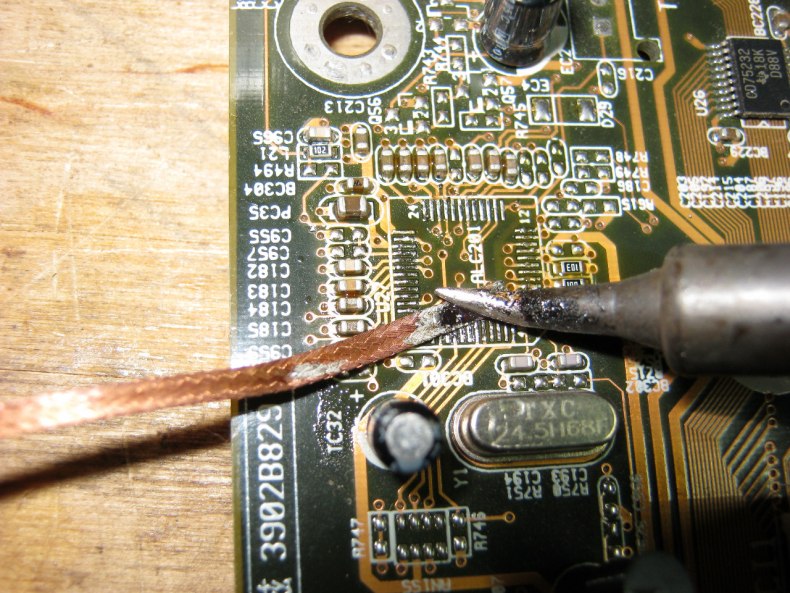
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Принцип действия основан на поверхностном эффекте: сетка «впитывает» припой, расплавленный на печатной плате, за счет капиллярных сил.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.

Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
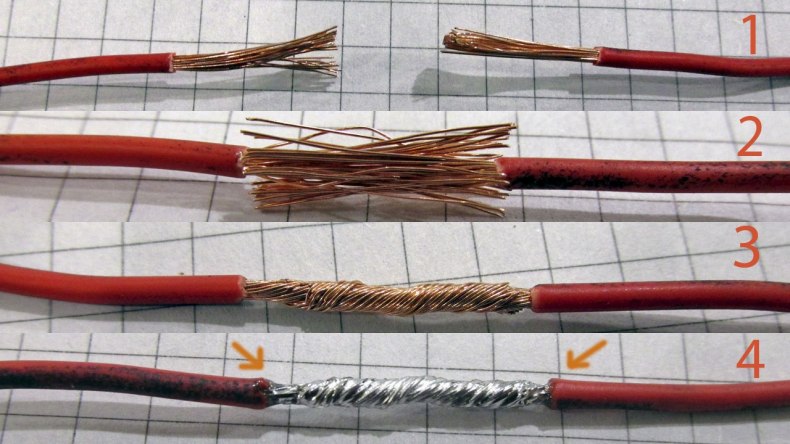
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
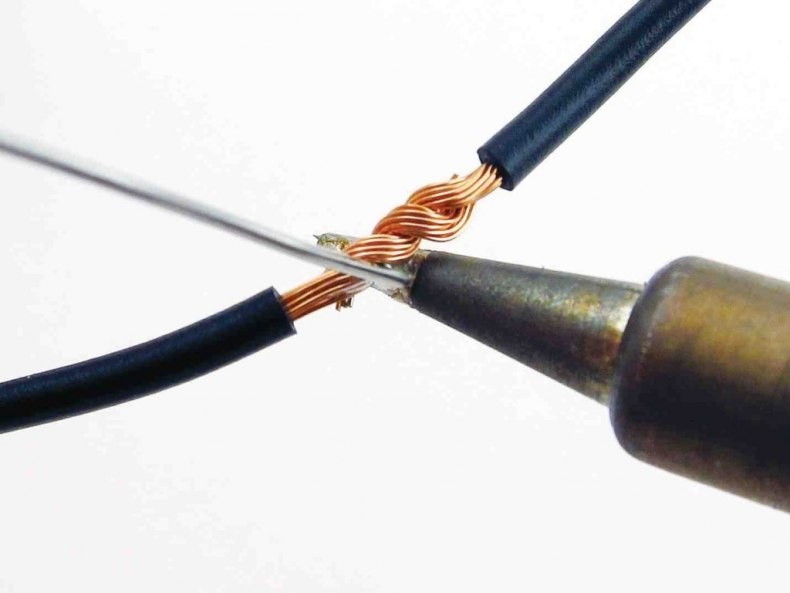
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.

Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
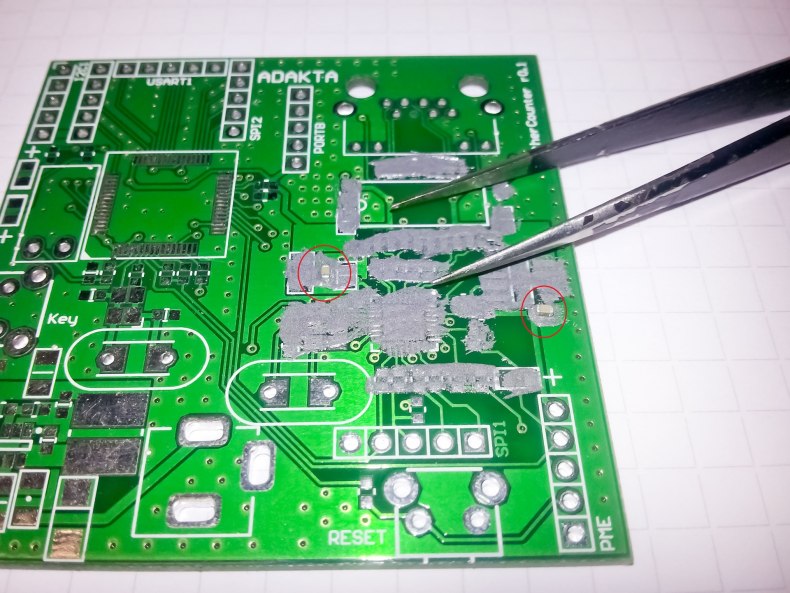
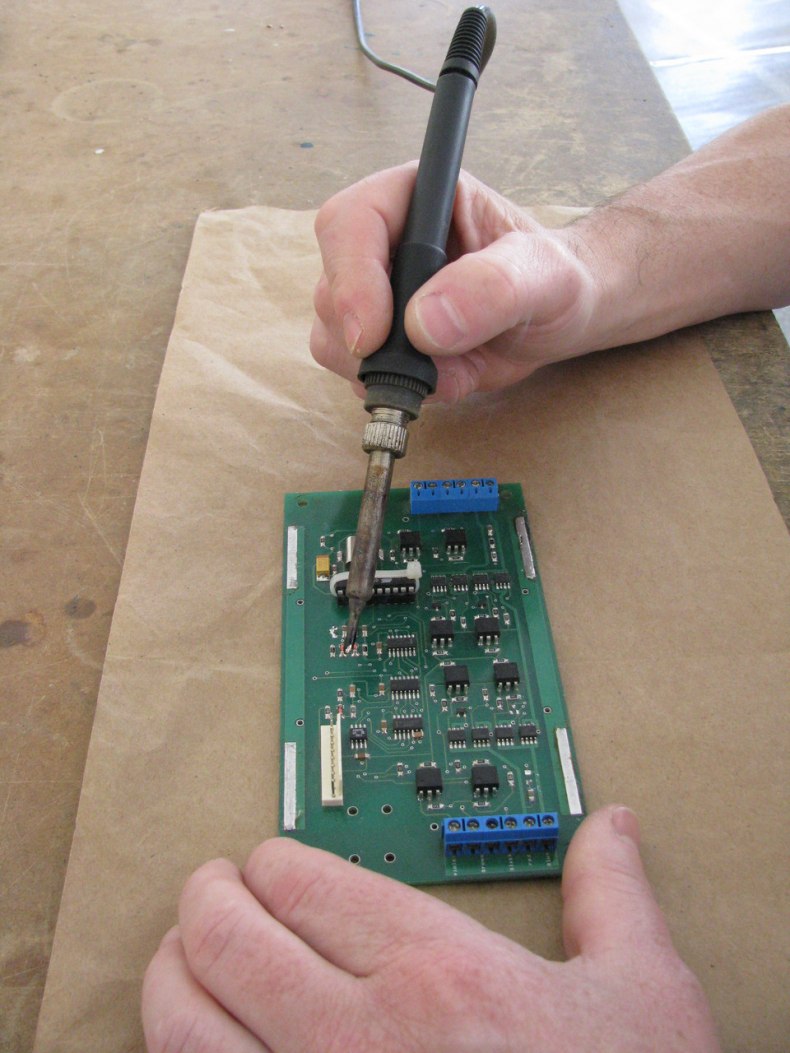
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.

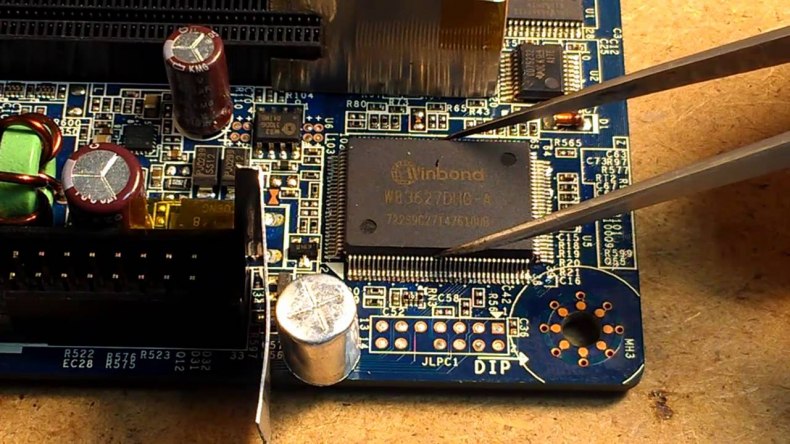
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Видео уроки, как паять
Умение паять — полезный навык. Можно самостоятельно отремонтировать электрические устройства, при желании — создавать собственные. Научиться этому не так уж и сложно. В этом материале мы расскажем обо всех тонкостях пайки.
Пайка
Паять чаще всего приходится при работе с проводами и электрическими устройствами. Собственно, на это мы и сделаем основной акцент. Однако навык пайки пригодится и в других областях. Например, при изготовлении поделок из жести, проволоки и других материалов. Главное — понять и освоить основные принципы.
При пайке металлических изделий между ними вводится расплавленный припой. После остывания он создает прочное соединение. В отличие от сварки, при пайке плавится только соединяющий металлы припой.
Начнем с алгоритма — а затем подробно разберем каждый шаг.
- Разогрев паяльника до рабочей температуры
- Разогрев спаиваемых металлов (паяльником или на специальных подставках)
- Нанесение флюса на спаиваемые поверхности металла
- Нанесение припоя на жало паяльника
- Лужение спаиваемых поверхностей
- Нанесение припоя на жало паяльника
- Пайка — перенос припоя с жала паяльника на спаиваемые поверхности.
- Остывание спаянных поверхностей
- Смывка остатков флюса со спаянных поверхностей (по необходимости)
Если спаиваемые поверхности весят немного, можно совместить по времени шаги 2 и 5.
Припой
Припой — это специальный металлический сплав. Он в жидком виде проникает между поверхностями спаиваемых металлов. После остывания припой создает прочные соединения — механическое и электрическое.
Обычно это сплав олова и свинца. Разное их соотношение влияет на температуру плавления припоя. Выпускаются как низкотемпературные, так и высокотемпературные припои.
В электротехнике наибольшей популярностью пользуется припой ПОС 60 — припой оловянно-свинцовый с содержанием 60% олова. Для удобства он выпускается в виде трубочки, заполненной флюсом.
Диаметр припоя напрямую связан с размерами используемого жала паяльника — чем больше жало, тем более толстая нужна трубка с припоем.

Расплавленный припой обладает важными физическими свойствами — поверхностным натяжением и текучестью. Поверхностное натяжение помогает припою прилипнуть к жалу паяльника, а текучесть — стечь на место пайки. Наблюдается и обратная картина: припой с места пайки может перетечь на жало паяльника, если на нем гораздо меньше припоя. Происходит равномерное распределение расплавленного припоя между ними.
Именно поэтому на поднесенное сверху жало паяльника прилипает капелька припоя — казалось бы, вопреки закону притяжения. Она уверенно держится на жале паяльника и стекает к месту пайки только при прямом прикосновении с ним.

Главное, чтобы жало паяльника и место пайки были очищены флюсом от окислов. А также — залужены тонким слоем припоя.
Флюс
Основное назначение флюса — удаление оксидной пленки с поверхности спаиваемых металлов. Флюс также снижает поверхностное натяжение жидкого припоя, улучшая растекание по спаиваемым поверхностям. Это повышает прочность соединения.
Наиболее распространенный флюс — канифоль.

Канифоль отлично растворяется в спирте. Продается и в жидком состоянии.
Смесь канифоли со стеарином или техническим вазелином по консистенции напоминает густую мазь. Отсюда ее название — паяльный жир.
Существуют флюсы на основе синтетических смол, а также органические флюсы на основе органических кислот и растворителей.
Флюсы подразделяются на:
- нейтральные;
- активные;
- высокоактивные.
Хотя канифоль на 75-95% состоит из смоляных кислот, она относится к нейтральным флюсам. Ее кислоты удаляют оксидную пленку только при повышении температуры. При остывании остатки неиспользованной канифоли возвращаются в первоначальное аморфное состояние. Они безвредны для паяного соединения. Поэтому остатки нейтральных флюсов на канифольной основе можно не смывать.
Добавки сильных активаторов превращают нейтральные флюсы в активные и высокоактивные. Они быстро удаляют застаревшую оксидную пленку на металле. Но после при работе с ними важно удалять остатки флюса — со временем они могут разрушить паяное соединение.
Лужение
Лужение — это удаление оксидной пленки с поверхности спаиваемых металлов и покрытие их тонким слоем расплавленного припоя. Под воздействием флюса оксидная пленка на поверхности металла замещается молекулами расплавленного припоя.
Возникает прочная связь припоя и металла на молекулярном уровне. Она препятствует образованию новой оксидной пленки. При пайке же молекулы наносимого припоя надежно соединяются со своими «родными» молекулами на луженой поверхности.
Вот пример лужения провода с застаревшей оксидной пленкой различными флюсами.

Для лужения провода с нейтральным флюсом необходимо тщательно очистить провод. При использовании активного флюса такая очистка уже не требуется. Зачищенный провод горячим паяльником окунаем в канифоль, на неочищенный — наносим активный паяльный жир.

Результат лужения практически одинаков.

Инструменты для пайки
Основной инструмент при пайке — паяльник. Он нужен для нагрева спаиваемых металлов и переноса на них расплавленного припоя. Большая часть паяльников — электрическая.
Для работы с микросхемами подойдет паяльник мощностью 10-20 Вт. Для пайки более крупных радиодеталей и тонких проводов достаточно мощности паяльника в 30-40 Вт. Для пайки толстых проводов и крупных деталей нужен паяльник мощностью от 60 Вт. Более подробный гайд по выбору можно найти здесь.

Чем больше припоя на жале паяльника, тем больше его стечет на место пайки. Количество припоя, захватываемое жалом паяльника, зависит от площади его кончика. Отсюда такое разнообразие форм и размеров жала паяльника. Для пайки толстых проводов отлично подходит широкое жало, а для небольших контактов на печатной плате — жало с тонким заостренным кончиком.
Существуют и газовые паяльники. Нагреваются они за счет сгорания газа, а заправляются от бытового газового баллончика. Такие модели компактны и универсальны. С конусной насадкой — это обычный паяльник, без наконечника — небольшой паяльный фен с температурой пламени до 400 °C.

Подставка под паяльник сохранит рабочий стол от капель расплавленного припоя.
В случае серьезного увлечения радиотехникой стоит приобрести паяльную станцию. Зачем она может пригодиться, можно узнать из нашего видео.
Держатель для плат надежно фиксирует плату при пайке мелких деталей. С ним также удобно паять провода.

Подставки под паяльники часто комплектуются губкой для очистки жала паяльника от нагара.

Стрипперы, ножи монтерские и ножи канцелярские понадобятся для зачистки проводов от изоляции.
Для разрезания проводов и удаления с печатных плат излишне длинных ножек радиодеталей обычно применяются бокорезы.
Профессиональные монтажники для очистки проводов от изоляции используют стрипперы. В домашних условиях их вполне заменят монтерские и канцелярские ножи.
Выпаивание деталей, удаление припоя
При ремонте техники часто приходится удалять негодный компонент. Затем надо зачистить контактную площадку для пайки новой детали.
С этой задачей справляется оловоотсос. Этот инструмент используют при демонтаже деталей с печатных плат. Чтобы привести его в рабочее положение, надо нажать на шток поршня.

Вот так, например, с помощью оловоотсоса можно выпаять аккумулятор из платы электробритвы.
Многим нравится лента для удаления припоя — она сплетена из тонкой медной проволоки и пропитана флюсом. Лента прикладывается к очищаемому от припоя месту и прогревается паяльником. Оплетка работает как насос, вбирая текучий припой и очищая контактную площадку.
Где используют пайку
Пайка проводов
Возьмем самую банальную ситуацию — необходимо соединить оборванный провод.
Перед пайкой концы проводов очищаем от изоляции и наносим на них флюс. Тут все зависит от выбранного флюса: наносим его кисточкой, заостренной палочкой или окунанием в расплавленную канифоль.
Наносим на жало паяльника немного припоя. Движением жала по подготовленным концам провода переносим на них припой с паяльника — залуживаем их.

Применяют два варианта пайки: внахлест и скруткой концов провода.
В первом варианте провода надо приложить друг к другу с небольшим перекрытием по длине. Затем переносим на них припой с жала паяльника. Движением жала вдоль проводов равномерно распределяем нанесенный припой.
Во втором варианте концы проводов предварительно скручиваются. После этого надо нанести на них припой.

В большинстве случаев применяется первый вариант пайки. Но если место спайки будет подвергаться механическим нагрузкам, лучше использовать скрутку.
Места паек изолируем: тут нужна изолента или предварительно надетая на провода термоусадочная трубка.
Удлинение монтажных выводов
С паяльником можно без труда удлинить «родные» монтажные выводы импульсного преобразователя напряжения. Существует два способа это сделать:
- пайка удлинительных проводов к старым монтажным выводам;
- пайка удлинительных проводов непосредственно на плату.

Зачищаем от изоляции концы удлинительного провода, залуживаем их — покрываем флюсом и наносим тонкий слой припоя.
Первый способ: к монтажным проводам внахлест припаиваем удлинительные провода. Предварительно надетыми термоусадочными трубками надежно изолируем места паек.
Второй способ: паяльником расплавляем припой на контактных площадках. Удаляем монтажные провода. На их место припаиваем удлинительные провода.
Ремонтируем аудиоколонку
Если в колонках периодически пропадает звук, возможно, произошел обрыв проводника в месте кабельного входа. Это случается при частых перемещениях колонки без гибкого кабельного входа.

Для начала нужно определить дефект. Проверяем наличие напряжения непосредственно на плате прибора. Вскрываем корпус колонки, сдвигаем динамик в сторону, извлекаем печатную плату.

Находим площадки платы, к которым припаяны жилы кабеля. Проверяем наличие на них постоянного напряжения 5В, подаваемого от порта USB компьютера.

Если его нет, смело отпаиваем кабель от платы — жалом паяльника последовательно нагреваем припой в местах контакта. После его расплавления отсоединяем проводники от платы.
Далее через кабельный ввод удаляем неисправный кабель, заводим в корпус колонки новый. Площадки контактов на плате остались залуженными. К ним мы припаиваем предварительно залуженные жилы кабеля — соблюдая полярность.
Но что делать, если нового кабеля в наличии нет — а ждать доставки вы уже не можете? Проблему тоже можно решить.
Обрезаем кабель в предполагаемом месте обрыва.

Далее освобождаем жилы от изоляции и «прозваниваем» их мультиметром. Убедившись в исправности обрезанного кабеля, залуживаем его жилы. Затем — припаиваем их к плате.
Стяжкой предохраняем кабель от отрыва его жил с монтажной платы.

Устанавливаем плату и динамик на свои штатные места. Работоспособность колонок восстановлена!
Замена разъема RCA («тюльпан»)
При нарушении контактов в кабеле RCA его разъемы можно заменить на новые, сохранив работоспособность кабеля.

Процесс пайки стандартный — оплетка и центральная жила зачищаются от защитной оболочки, залуживаются и припаиваются к выводам «тюльпана».
Центральная жила провода припаивается к выводу оконечника (SIGNAL), оплетка — к корпусу (GROUND) разъема.
Пайка радиодеталей
Спиртовым раствором канифоли обрабатываем контактные площадки

На установленной детали немного разводим в стороны проволочные ножки для фиксации на плате. Наносим на жало паяльника припой с канифолью, затем по очереди припаиваем ножки радиодетали.

После пайки откусываем длинные проволочные ножки.

Пайка проводов к батарейкам
При необходимости к батарейкам можно припаять провода с применением активного флюса — с ним быстрее залуживаются металлические выводы. При работе с нейтральным флюсом батарейки можно перегреть и разрушить.

Физкульт-привет, товарищи!
На гуру пайки и электрики я не претендую, но свою машину делаю сам. К помощи старшего коллеги (Стаса Bocohod64), я прибегаю только в крайних случаях.
И так, расскажу я вам ребятки, про то, как можно делать аккуратно и красиво электрику, при этом не устраивая короткие замыкания и пожары.
В первую очередь, обсудим оборудование, которое в любом случае вам всегда пригодится для ремонта электрики:
1. Бокорезы
2. Хороший мультиметр.
3. Концелярский нож со сменными лезвиями.
4. Хороший паяльник.
5. Распиновщик клемм
6. Наборы для пайки (припой, флюс, наборы термоусадок и изолента)
Это практически всё, что нужно, чтоб починить любой узел электрики автомобиля.
Так же, советую научиться мотать скрутки. Ведь правильная скрутка не хуже пайки!
это как пример. Я же, мотаю всегда
Рассмотрим инструмент, который нам нужен более детально.
1. Бокорезы
Хорошие бокорезы — залог здоровья вашей нервной системы.
Так как я работаю в сети магазинов «Профи» и у нас есть разные бокорезы в ассортименте, я могу повыбирать и пощупать в руках каждые. Цены начинаются от 100₽ и по наростающей, в зависимости от качества и дополнительных ништяков в виде совмещения с обжимками. Советую выбирать именно хорошие бокорезы! Не экономьте! Возьмите подороже. При выборе обязательно смотрите на сведение режущих кромок, от этого зависит мягкость и точность реза.
Лично я использую эти, что на фото, фирмы Proskit. Ценник кусается, 950₽, но оно того стоит, уж поверь. 2 года верой и правдой служат!
2. Мультиметр.

Полный размер
Модель, которую я использую. Peakmeter PM18c
Мультиметр нужен в 99% случаев ремонта электрики. Ценовой разброс у них от 300р до бесконечности, буквально. Самый простой мультиметр, умеющий мерить напряжение, силу тока и имеющий функцию прозвонки (пищалка) — всегда пригодится в хозяйстве. Если вам не нужен очень навароченный аппарат, то советую обратить своё внимание на фирму Mastech. Некогда Германская, а ныне китайская фирма производит достаточно качественные и точные мультметры. Их бюджетная линейка MAS 830, 830L, 838 (отличающиеся наличием подсветки и термопары), весьма надёжные и не дорогие. Ценник варьируется в районе 800-900₽.
3. Канцелярский нож со сменными лезвиями.
Для чего, вы спросите, нам понадобится, данный девайс? Это самый простой и дешёвый способ зачистки проводов! Штуки эти начинаются от 30₽! Многофункциональный инструмент. И зачистить провода можно, и подрезать салонный пластик, при монтаже конопок, и почистить жало паяльника можно.
Нужный инструмент!
4. Паяльник.
Лично я использую в основном советский старый паяльник с медным жалом, мощностью 100W.
Паяльники бывают разные. Как простые паяльники работающие от сети, так и паяльные пинцеты, паяльные пистолеты, паяльные термовоздушные станции, топоры и фены. Применение и задачи у них разные. У меня лично в использовании несколько паяльников. Вышеуказанный советский, поменьше, на 60w и паяльная станция с феном. Для пайки проводов не нужен шибко навороченный. Достаточно того, чтоб он просто хорошо грелся.
Нюансы пайки проводов я опишу далее.
5. Распиновщик клемм.
Вещь, которую можно купить в любом радиомагазине. Можно купить, но я сделал сам из старой маленькой отвёртки. Собственно принцип распиновщика в том, чтоб поджать язычок, фиксирующий мамку/папку. Я просто тоненьтко заточил, чтоб она влазила в фишки.
6. Наборы для пайки.
Ну, это тема не менее интересная. Хочу углубиться в неё и провести лик-без по этой теме.
Начну с простого — припой
Все почему то назначают это оловом. Хотя чисто оловянных припоев со 100% содержанием олова я в продаже не видел никогда. Да и не практично это, так как олово в чистом виде достаточно непрочный металл.
Припои различаются по составу. Есть свинцовосодержащие и бессвинцовые припои.
Свинцовосодержащие разлияаются по процентному содержанию свинца и олова. Обычно это 61/39, 40/60, 63/37. Температура плавления варьируется от 180° до 250°
Продаются прутками, катушками, спиралями, гранулами.
Так же есть легкоплавкие припои типа сплава Розе и сплава Вуда.
Проводку делать на них категорически запрещено. Объясню почему. Данные припои выделяют вредные вещества при пайке, без средств защиты дыхательных путей (хорошей вытяжки) работать с ними нельзя. Так же, данные припои очень быстро окисляются и отламываются. Если сделать проводку на этих припоях, то очень скоро такая пайка лопнет и работать перестанет. Либо просто окислится и будет работать плохо. Данные виды припоев нужны для разбавления других припоев, дабы уменьшить температуру плавления и облегчить выпаивание разъёмов и радиоэлементов.
Так же, существуют паяльные пасты.
Бывают в разных фасовках (баночках либо шприцах).
Данная паста представляет собой смесь флюса и припоя. Стоит не дёшево (от 300₽ до 2500-3000₽, в зависимости от состава и производителя), но вещь нужная в хозяйстве. Такой тюбик у меня всегда лежит в походном наборе инструментов. В дороге, если что-то сломалось, я могу просто на нести на провод и нагреть зажигалкой. Вещь нужная, но не необходимая.
Перейдём к флюсам.
Есть активные (кислоты), слабоактивные и нейтральные.
Активные флюсы. К таким относятся ортофосфорная кислота, соляная кислота, гелевые активные флюсы, в состав которых входят кислоты.
Такими флюсами можно паять чёрные металлы и алюминиевые провода. Так же, очень хорошо паять медь. Нюанс при пайке такими флюсами заключается в том, что их нужно обязательно отмывать иначе под действием напряжения такая пайка окислится и отвалится.
Слабоактивные флюсы. Это новомодные флюсы в тюбиках и паяльный глицерин.
К этим флюсам относится и канифоль. Данные флюсы так же нужно отмывать. Лично я использую глицерин и жидкую канифоль, как на фото выше. Для пайки проводов подходит отлично, а отмывать не обязательно. Но только в случае пайки проводов и клемм. Для пайки плат лучше использовать нейтральные флюсы. Такие бывают на основе канифоли или без содержания канифоли. Их великое множество.
Теперь средства изоляции. Для изоляции свежеспаянных проводов используют термоусадочную трубку либо изоленту. Термоусадка (многие по ошибке называют её кембриками, но кембрики это совсем другое), надевается на провод и от нагрева паяльника, зажигалки или фена усаживается на проводе. Бывают разные термоусадки. Обычные, клеевые и усадка с припоем. Про обычную, думаю говорить не стоит и так понятно всё с ней. Клеевая имеет внутри клей, который плавится от нагрева и приклеивается к изоляции. Отлично защищает от попадания влаги. Усадка с припоем усаживается и спаивает провода при нагреве.
Изолента тоже бывает разная. Как обычная ПВХ изолента, так и на матерьчатой основе (как старая советская изолента, помните такую?)). Есть ещё интересные варианты термостойкой изоленты. Думаю, как мотать изоленту рассказывать тоже не стоит. Эта вещь вообще у каждого должна быть с собой всегда.
Плавно переходим к нюансам пайки в целом. Многие люди вообще никогда в руках своих, тяжелее собственного х. не держали, не то что паяльник. Но я скажу вам, что пайка — это очень просто. Справится даже ребёнок!
Рассмотрим на примере:
Имеем какие-то два произвольных отрезка провода, которые нужно надёжно соединить.
Для начала зачищаем изоляцию.
Делаем скрутку
После этого, как только паяльник нагреется до нужной температуры, капаем в место пайки флюс и уже лужёным паяльником прикосаемся в место пайки
Всё! Вы великолепны!🤣
На примере своего советского паяльника опишу лужение жала.
Если ваш паяльник имеет медное жало, его нужно периодически чистить, затачивать и облуживать.
Берём напильник, самый обычный, и обтачиваем жало до блеска. Убираем весь нагар. Правим форму жала под себя. У меня оптимальная форма «топорик».
Берём глицин гидразин (он же паяльный глицин), наливаем в крышку от бутылки или другую удобную тару.
Окунаем в глицерин свеже заточеное чистое жало, которое предварительно нужно разогреть до рабочей температуры. После этого наносим припой на рабочую зону жала. Всё. Жало облужено и паяльник готов к работе.
Пайка — это очень просто. Может быть, меня обвинят в том, что я тут описал очевидные вещи, которые все знают. Но имею много примеров, когда люди просто не умеют паять и думают, что это нечто страшное. Подобный формат написания я пробую впервые. Потому, если вам интересно, то я обязательно продолжу подобное. Могу рассказать об радиоэлементах, принципах подбора тех или иных компонентов, азы ремонта и диагностики электроники автомобиля.
Надеюсь, мой краткий ликбез по теме пайки был полезным.
На этом, я с вами прощаюсь. Не бойтесь ремонтировать свои автомобили и пробовать сделать что-то новое. Удачи на дорогах и пока!)
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Содержание статьи
- 1 Что нужно для пайки паяльником
- 1.1 Канифоль и флюсы
- 1.2 Вспомогательные материалы
- 2 Процесс пайки электропаяльником
- 2.1 Отличия технологии при использовании флюса
- 2.2 Особенности пайки многожильных проводов
- 2.3 Можно ли паять медный провод с алюминиевым
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно - Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.

Так надо затачивать жало паяльника - Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.

Пассатижи — для того чтобы придерживать провода



Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда - Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).

Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Пайка применяется для соединения проводов и радиотехнических деталей. Обеспечивает надёжное соединение компонентов и проводимость электрического тока между ними. С помощью пайки можно соединять радиодетали из меди, алюминия и других токопроводящих металлов.
Для классической пайки применяется паяльник. С его помощью можно выполнять большинство работ практически с большинством элементов. Технология предполагает нагрев точек контакта и заполнение пространства между ними припоем.
Для пайки требуется высокотемпературный источник тепла. Самый распространённый тип такого оборудования – паяльник.
В зависимости от модели и функциональности паяльник может иметь различные дополнительные компоненты, такие как регулятор мощности и температуры, кнопка включения, гнездо для смены жал и другие. Бытовые паяльники работают от стандартной сети 220 В.
Припой – это оловянно-свинцовый сплав, продающийся, как правило, в виде проволоки разного диаметра.
Существует также трубчатый припой, представляющий собой проволоку, внутренняя полость которой заполнена флюсом.
Аккумуляторная дрель-шуруповерт Hammer ACD12/2С 216-022

Исходя из состава, припой может иметь разную маркировку, например, ПОС-60, где:
- П – припой;
- ОС – оловянно-свинцовый;
- 60 – 60% олова в составе.

Чем больше свинца и, соответственно, меньше олова содержится в припое, тем легче он плавится. Существуют также бессвинцовые припои, для расплавления которых требуется специальное высокотемпературное оборудование или паяльник повышенной мощности. Могут использоваться различные добавки, чаще всего кадмий и алюминий.
Флюс
При пайке обязательно используется флюс, выполняющий такие функции:
- Растворение окислов на поверхности монтажных элементов;
- Улучшение соединения между припоем и монтажными компонентами;
- Способствование растеканию припоя небольшим слоем по поверхности контактных деталей.

Самый популярный флюс – канифоль. Подходит для проводов и крупных радиодеталей. Спиртовой раствор канифоли можно применять для пайки практически любых плат. Для микросхем и мелких деталей обычно используют специализированные пастообразные флюсы.
Флюс для пайки (кислота паяльная) Solins ЛТИ-120, для низкотемпературной пайки печатных плат, флакон ПЭТ, 22 мл, с кистью

Флюсы бывают активными и неактивными. Активные после работы нужно обязательно смывать, поскольку они способны разъедать токопроводящие элементы, особенно сделанные из меди.

Оплётка для удаления припоя
Чтобы убирать лишний припой с области пайки, используется медная оплётка. Представляет собой плоскую косичку из тонкой медной проволоки. Прикладывается к месту пайки и при нагревании паяльником впитывает в себя лишний припой.
Индикаторная отвертка SMARTBUY135 мм, до 500 В, шлицевая, серт, испытания (1/720)

Может отличаться шириной, стандартный размер составляет 5 мм. Вместо покупной оплётки можно использовать экранирующую сетку от старого коаксиального (антенного) кабеля.

Выбор мощности паяльника
Мощность паяльника необходимо подбирать исходя из специфики работ:
- От 20 до 50 Вт – для плат, мелкой электроники и тонких проводов;
Паяльник PROconnect 12-0122-4, 30 Вт красный
- 100 Вт – для медных слоёв толщиной до 1 мм;
Паяльник электрический/Паяльник электрический/Пяльник для микросхем/Паяльник с регулировкой температуры
- От 200 Вт – для крупных деталей и проводов.
Паяльник ЗУБР 55301-200, 200 Вт синий
Мощность всегда указывается на упаковке устройства. В большинстве моделей она также указана на рукоятке.

Подготовка паяльника и деталей
Если паяльник новый, его нужно включить на несколько минут и дать поработать «вхолостую». Это необходимо для выгорания заводской смазки. При такой подготовке паяльник может дымить, поэтому не стоит пугаться.

Обычно паяльники продаются уже с залуженным (покрытым слоем олова) жалом. Если жало непокрыто, его нужно слегка зачистить наждачной бумагой, нагреть, затем окунуть в флюс и покрыть припоем.

Иногда даже лужёное жало необходимо перед пайкой слегка зачистить. В процессе работы жало покрывается оксидной плёнкой, из-за которой ухудшается прилипание припоя. Для этого его слегка счищают наждачной бумагой или тряпочкой, в зависимости от степени загрязнения.

Для подготовки деталей необходимо:
- Снять изоляцию (если паяются провода).
- Обезжирить.
- Покрыть деталь флюсом.
- Залудить с помощью паяльника.

Далее можно непосредственно приступать к пайке. Лудить обычно необходимо обе детали. Для удаления окислов можно использовать жало паяльника, наждачную бумагу или острый нож.
Техника пайки проводов
Порядок действий, как правильно паять провода:
- Удалить изоляцию на нужную длину, обычно 3-5 см.
- Если нужно, зачистить и обезжирить жилы (в зависимости от типа провода).
- Плотно скрутить провода между собой.
- Покрыть место пайки флюсом.
- Набрать припой на жало и пропаять скрутку. Важно равномерно прогреть провода, чтобы припой покрыл все поверхности и заполнил полости.
- Изолировать полученное соединение с помощью термоусадочной трубки (надевать нужно перед пайкой) или обычной изоленты.

Существуют разные способы соединения и пайки проводов. Их не всегда обязательно скручивать. Если жилы мягкие, к примеру из меди, их лучше скрутить для надёжности контакта.

Если провода твёрдые и хрупкие, их можно приложить друг к другу, а затем спаять без скрутки. Это исключит риск перелома в процессе скручивания.
При пайке без скрутки крайне рекомендуется предварительно залудить оба провода. Инструкция, как залудить провода паяльником:
- Очистить каждый провод от изоляции.
- При необходимости снять лаковое покрытие с проводов. Это лучше всего делать острым ножом или наждачной бумагой.
- Обработать жилу флюсом.
- Равномерно нанести расплавленный припой на поверхность с помощью паяльника.

Правильно залуженный провод должен быть полностью покрыт слоем припоя. Далее эти провода скручивают или плотно прикладывают друг к другу, и пропаивают. При этом не нужно использовать много припоя, поскольку каждый из проводов уже им покрыт.

Пайка плат
Как правило, на платах радиодетали припаиваются к токоведущим дорожками или специальным «пятакам». Если дорожки уже покрыты оловом (имеют серый цвет), их не нужно предварительно лудить.

Если они имеют желтоватую окраску, сначала их необходимо покрыть флюсом, а затем залудить паяльником по аналогии с проводами. После этого можно припаивать детали.
Инструкция, как правильно паять детали к плате:
- Пинцетом отогнуть выводы на детали так, чтобы они ровно прилегали к дорожкам (пятакам) или попадали в посадочные пазы.
- Ровно зафиксировать деталь с помощью пинцета.
- Обработать место пайки флюсом.
- Набрать на жало небольшое количество припоя и приложить его к точке пайки.
- Дождаться равномерного распределения припоя. Не стоит держать паяльник слишком долго, из-за перегрева деталь может выйти из строя. Чтобы деталь не сдвинулась с посадочного места, её следует придерживать пинцетом.
- После остывания промыть место пайки от остатков флюса. Для этого оптимально использовать спирт (этиловый или изопропиловый) либо бензин «Галоша».
При необходимости контакты можно покрыть защитным лаком для плат. Это необходимо для защиты от влажной среды и предотвращения риска замыкания при соприкосновении с другими поверхностями.
Уретановый лак для печатных плат Solins Urethane, 400 мл, аэрозоль
Распространённые проблемы
Часто начинающие сталкиваются с такими сложностями при пайке:
- Недостаточный прогрев компонентов. Из-за нехватки температуры происходит «холодная» пайка. Определить её можно по тусклому цвету припоя в месте пайки и его лёгкой разрушаемости при механическом воздействии.
- Перегрев деталей. В данном случае поверхность вовсе не покрывается припоем.
- Смещение деталей до застывания припоя, что часто приводит к разрыву контакта.

Для устранения данных проблем необходимо произвести повторную пайку.
Если происходит перегрев, нужно сократить время пайки или использовать менее мощный паяльник. При холодной пайке наоборот нужно использовать паяльник более высокой мощности.

Фото правильной пайки паяльником