Глава два: Начало: Базовое обучающее пособие
Введение
Данная глава section является своего рода вашим путеводителем в
процессе измерения детали с помощью КИМ.
Для создания данного краткого обучающего пособия
использовался испытательный блок фирмы The Brown & Sharpe.
Если данная часть вам недоступна, подойдет любая другая часть, позволяющая
осуществлять измерения некоторых окружностей и конусов. Для того, чтобы
полностью изучить возможности PC-DMIS,
пожалуйста, прочитайте данную главу section целиком и воспользуйтесь ею при своей работе.
Основные темы данной главы section включают:
·
Начало с помощью обучающего пособия
·
Измерение геометрических элементов
·
Применение различных опций щупа
·
Графическая презентация детали
·
Работа в ручном режиме или в режиме передачи данных (DCC)
Приблизительный подсчет геометрических элементов
PC-DMIS
предлагает уникальный способ измерения геометрических элементов. Вместо
запрашивания у пользователя необходимых типов геометрических элементов для
измерения (например, точка, окружность, и т.д.), программа предлагает просто
измерить несколько точек. Когда процесс измерения геометрического элемента
завершен, об этом сигнализируют PC-DMIS
с помощью нажатия необходимой кнопки на ручном пульте (если станок имеет
подобное оснащение) или с помощью нажатия клавиши END
(Завершение) на клавиатуре. Затем PC-DMIS определяет тип только что измеренного элемента с помощью
алгоритма наилучшего предположения. Алгоритмы наилучшего предположения представляют собой математические расчеты, с помощью которых PC-DMIS вычисляет, какой
геометрический элемент был создан.
|
Не забывайте нажимать клавишу END (Завершение) (или аналогичную кнопку КИМ) после |
Например, окружность измеряется |
Формат и содержание результатов измерений будут зависеть
от выбранного формата вывода. Для получения информации об установке формата
вывода обратитесь к разделу «Печать из окна Edit» в главе разделе «Основные опции меню File», главе разделе
и пункту «Установка параметров: учет измерений» в главе разделе «Ваши установки».
Важно отметить, что на некоторых машинах
PC-DMIS определяет направление
касаний, воспринимая траекторию измерительного щупа после осуществления
контакта с деталью. Если вы работает на машине данного типа, не отводите щуп,
пока PC-DMIS не
просигнализирует звуковым сигналом об окончании измерения и не обновит
количество касаний в строке текущего состояния.
Начало работы с помощью обучающего
пособия
Данный раздел описывает последовательность действий,
необходимых для создания простой программы детали. Вы можете создавать
программы деталей с помощью PC-DMIS
в режиме онлайн, не используя данные CAD. Для этого применяется испытательный блок фирмы Brown and SharpeÒ. Мы предлагаем вам воспользоваться этой же
деталью, если она доступна. Тем не менее, можно использовать любую другую
деталь с несколькими дуговыми и коническими элементами.
Если вы не знакомы с данным способом, пожалуйста,
воспользуйтесь контекстной справкой (нажмите клавиши ALT
+ H) или соответствующим разделом руководства для
получения дополнительной информации.
Обучающее пособие расскажет вам о следующих действиях:
Шаг 1. Создание новой программы обработки деталей
Шаг 2. Определение щупа
Шаг 3. Настройка вида
Шаг 4. Измерение геометрических элементов
Шаг 5. Масштабирование изображения
Шаг 6. Создание выравнивания
Шаг 7. Настройка ваших предпочтений
Шаг 8. Добавление комментариев
Шаг 9. Измерение дополнительных геометрических
элементов
Шаг 10. Построение геометрических элементов из уже
имеющихся элементов
Шаг 11. Расчет размеров
Шаг 12. Выделение пунктов для выполнения
Шаг 13. Установка выходного отчета/описания
Шаг 14. Выполнение готовой программы
Шаг 15. Печать отчета
Этап 1: Создание новой
программы обработки деталей
Для создания новой программы детали:
1.
Откройте программу PC-DMIS,
дважды кликнув на иконке PC-DMIS.
Также PC-DMIS можно открыть,
выбрав кнопку Start (Старт), затем ProgramFiles (Программные файлы) | PC—DMISForWindows (PC—DMIS для Windows) | Offline (автономный режим).
Появится диалоговое окно OpenFile (Открыть файл). Если у вас
уже имеется созданная программа, загрузите ее из этого диалогового окна.
2.
Если вы хотите создать новую программу детали, выберите Cancel (отменить) для того, чтобы
закрыть диалоговое окно.
- Назад
- 1
- 2
- 3
- Вперёд
- Страница 1 из 3
Рекомендованные сообщения
Vit77
4
-
- Жалоба
- Рассказать
Здравствуйте.
Давно работаю в PC-DMIS, не постоянно, но приходится.
Толкового руководства я к нему не видел.
Вопросы возникают. На некоторые вопросы решения нахожу сам, но на это уходит много времени и возможно мое решение — не самое лучшее.
Предлагаю эту тему вести в формате вопрос-ответ. Может общими усилиями получится хороший мануал.
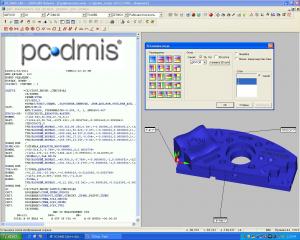
Как сделать несколько видов 3D модели с необходимыми выносками.
Я измерил деталь. Создал выноски, сделал скриншот. Скрыл выноски. Создал новые выноски, сделал скриншот.
Измерил вторую такую же деталь. Как мне сделать что бы вывелась первая группа выносок (они были бы в том же месте) и деталь была повернута под нужным углом? Как затем вывести вторую группу выносок? и т.д.
ПО:PC-DMIS 3.6.
Изменено 30 мая 2011 пользователем Vit77
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 2 месяца спустя…
varvar59
0
-
- Жалоба
- Рассказать
ответ ещё интересует?
так уж случилось, что являюсь преподавателем по PC-DMIS. может чем и сгожусь 
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Vit77
4
- Автор
-
- Жалоба
- Рассказать
Да ответ все еще интересует.
С замерами проблем нет, а вот на оформление замеров уходит много времени.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
varvar59
0
-
- Жалоба
- Рассказать
единственный выход: вывод сразу двух видов в графическом окне через меню «установка вида», поле размещение. выбрать нужное количество видов, настроить отображением в каждом из них. вуаля.
ПС: раньше работало. как щас — не знаю 
возможен ещё один вариант.
меня вставить (или ввод в программу), команды протокола, анализ. в окне графического анализа настроить отображение того размера (не измеренного элемента, а размера), который должен быть в протоколе. и через меню опции, вставить команду анализ, получить в протоколе картинку. также сделать для второго размера/ов. в протоколе будет две картинки, которые для следующей детали будут выглядеть точно также.
самый сложный способ: изменение шаблона протокола.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Vit77
4
- Автор
-
- Жалоба
- Рассказать
Проблему не решает. Ниже привожу пример того, что мне нужно.
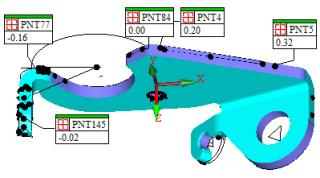
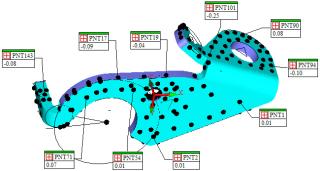
Если выбрать два вида в графическом окне через меню «установка вида». То меняется лишь угол обзора детали. Выноски на обоих видах одни и те же (нам нужны разные на каждом из видов).
Вставка команды анализа то же не помогает, т.к. там нет возможности отобразить CAD-модель (это для меня обязательно).
самый сложный способ: изменение шаблона протокола. Это я так понимаю третий вариант. Видимо действительно сложный и объяснять видимо не стоит.
Сложный вариант мы сами нашли (используем статистику, потом передаем в excel, где на нужных нам клетках отображаются отклонения). Создание такого файла excel очень трудоемко. Хотелось бы что-нибудь по-проще.
Неужели в PC-DMIS нет такой возможности?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
varvar59
0
-
- Жалоба
- Рассказать
не понимаю, почему вы так привязались к картинкам.
можно же сделать так: распечатать картинки, где на выносках будут стоять не конкретные размеры, а просто номера точек. а размеры в текстовом варианте выводить в протоколе.
картинка у контролера всегда будет перед глазами. а сопоставить номер точки на картинке и размер в протоколе (где так же указан номер точки) сможет даже дебил
таким образом вы ещё съэкономите на краске для принтера, т.к. печатать будете только текст протокола.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Vit77
4
- Автор
-
- Жалоба
- Рассказать
Да так проще для выполнения замеров. А для анализа результатов — лучше мой вариант.
Если точек очень много — так намного удобнее, а не бегать глазами сначала на картинку потом искать по номеру точки отклонение в таблице.
P.S. Моя специфика работы включает в себя не только замеры, но и анализ результатов. И эти картинки смогут понять люди, не имеющие отношения к замерам. А делать работу нам нужно в том числе и для таких людей. И по-моему опыту (и не только моему) мой вариант оформления гораздо нагляднее. Работаю на ВАЗе по данной специальности около 6 лет.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
varvar59
0
-
- Жалоба
- Рассказать
удобство чтение результатов — дело привычки. стоит один раз приучить людей к определенному виду отображения результатов замеров, и они в штыки будут воспринимать любые другие. так же бывает, когда на заводе появляется первая КИМ. также будет, когда вы измените сложившуюся практику.
для беглой оценки результатов (годен/не годен) достаточно и текстового протокола.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Vit77
4
- Автор
-
- Жалоба
- Рассказать
«для беглой оценки результатов (годен/не годен) достаточно и текстового протокола.»
К сожалению у нас все немного сложнее.
«Беглой оценкой годен/не годен по текстовому протоколу» у нас можно лишь определить попала/не попала деталь в допуск. А нужно еще определить можно ли ее дальше в производство пускать или нет. Звучит конечно дико. Но у нас 95% деталей крупной и средней штамповки имеют отклонения за полем допуска. И нужно смотреть, насколько серьезные эти отклонения. Если не пропускать в производство детали с «незначительными отклонениями» ВАЗ наверное бы работал 1 мес в году.
Специалистов по работе на КИМ у нас не так уж и много. Больше «операторов», которые замерили и выдали результат, а что в этом результате — пусть другие разбираются. В идеале конечно: не попала в допуск — брак. Но у нас так будет наверное еще не скоро. Спасибо РЕНО, благодаря им наверное дело сдвинется с мертвой точки. Система у них лучше чем у нас, надеюсь и мы на нее скоро перейдем.
Дело привычки — вы правы.
Видимо мы хотим привить «хорошие» привычки остальным на нашем заводе.
И хотелось бы что бы в PC-DMIS имелась возможность делать такие отчеты.
Вообще мы отклонились от темы. Вопрос «может это PC-DMIS или не может», а не «нужно это или не нужно».
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 1 месяц спустя…
llsdl
0
-
- Жалоба
- Рассказать
Добрый день! У меня такие вопросы: Какая зар.плата у людей работающих на КИМ, Какая должность? И тяжело ли устроиться на такую профессию? Приходилось поработать в PC-DMIS, теперь интересуюсь куда бы можно было сунуться. На ВАЗЕ есть вакансии?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
varvar59
0
-
- Жалоба
- Рассказать
Добрый день! У меня такие вопросы: Какая зар.плата у людей работающих на КИМ, Какая должность? И тяжело ли устроиться на такую профессию? Приходилось поработать в PC-DMIS, теперь интересуюсь куда бы можно было сунуться. На ВАЗЕ есть вакансии?
вопрос не много не по этой теме, но тем не менее, на мой взгляд, заслуживающий внимания. (может быть админы вынесут в отдельную ветку)
должности чаще всего: контролеры, метрологи, инженеры (от метрологии или от технологического отдела). самое лучшее что было у меня — ведущий инженер.
зарплаты от 5 000 до 30 000. зависит не только от региона, но и от понимания руководства, что человек на этой должности должен быть умным, образованным, любознательным, ответственным. а таким критериям не очень многие соответствуют. часто зависит от самого работника: насколько он себя проявит, насколько он заставит уважать себя и свой труд и насколько он сможет стать незаменимым.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
llsdl
0
-
- Жалоба
- Рассказать
Щас работаю контролёром, говорят что бы повысили до инженера нужно ехать в Москву на обучение…Ещё интересно кто с чего начинал? И как дорости до ведущего инженера? и Востребованна ли профессия инженера по КИМ?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
varvar59
0
-
- Жалоба
- Рассказать
Щас работаю контролёром, говорят что бы повысили до инженера нужно ехать в Москву на обучение…Ещё интересно кто с чего начинал? И как дорости до ведущего инженера? и Востребованна ли профессия инженера по КИМ?
я сам начинал… ведущим инженером
а для тех, кто начала с низов рекомендую: в совершенстве овладеть профессией, техникой, смежными областями деятельности. а потом уже можно поискать работу в других местах. если вы ценитесь на своем месте, то работодатель сделает всё возможное, чтобы вас оставить.
к сожалению, мой богатый опыт смены работ говорит об эффективности шантажа и не эффективности других аргументов.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Vit77
4
- Автор
-
- Жалоба
- Рассказать
Для IIsdI.
По устройству на ВАЗ я тебе написал личное сообщение. Если ты из Тольятти звони или пиши мне напрямую.
Терять время на писанину в форуме я не хочу. Звони если интересно.
По ВАЗу. На ВАЗе толковых специалистов работающих с КИМ намного меньше чем «операторов КИМ — кнопкодавов». И они ценятся (как минимум уважаются). Что бы попасть в инженеры — нужно не обучение в Москве, а высшее образование плюс заинтересованность твоего начальства в твоем росте (поощрение тебя за то, что ты такой крутой специалист). К сожалению возможности роста на ВАЗе ограниченны и да же твой начальник часто ничего не может сделать против этой бюрократической машины. Так что шантаж здесь мало эффективен.
Приходит к нам рено. У них большая пропасть между специалистом и кнопкодавом. Скорее всего мы то же к этому постепенно придем. На крупных предприятиях так и должно быть.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 4 недели спустя…
ak762
291
-
- Жалоба
- Рассказать
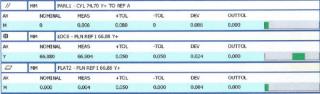
а с чем связано что геометрический допуск выводится от ноля в плюс, а размерный -/+
я так понимаю что геометрический допуск это зона отклонения от номинала и может быть как плюс так и минус
оператор показывает что программа не позволяет корректировать значение в -TOL
программа PC-DMIS CAD++
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Vit77
4
- Автор
-
- Жалоба
- Рассказать
Отклонение от плоскостности. Номинал у плоскостности всегда 0 (иначе это не плоскость). Если реальная плоскость абсолютно плоская, то отклонение от плоскостности у неё 0. Если имеются отклонения от плоскостности, то они всегда в плюс, неважно выше эта плоскость лежит чем номинальная или ниже, то есть значит эта плоскость НЕПЛОСКАЯ, а отклонения показывает насколько она неплоская.
Если допустить, что отклонение плоскостности со знаком минус. Это что получается, она более плоская чем номинал? Супер-плоская?
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
ak762
291
-
- Жалоба
- Рассказать
а если существует понятие поле допуска то почему номинал не может быть по середине в абсолютных величинах
про параллельность и перпендикулярность есть аргументы почему не может быть с минусом
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
Vit77
4
- Автор
-
- Жалоба
- Рассказать
В PC-DMIS можно задавать допуск и в плюс и минус, и асимметричный допуск. На вашем скриншоте на второй размер задано +/- 0,05 мм. Если в PC-DMIS есть поле для задания нижнего отклонения, значит его можно задать.
Геометрический допуск — нет такого понятия. Называйте вещи своими именами, если хотите получить ответ, а то, например я, вас не понимаю.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
rwa
0
-
- Жалоба
- Рассказать
Измерительная машина Tesa Visio 300DCC, математика PC-DMIS CAD++.
Контролеры контролируют деталь без модели в режиме обучения, т.е. вручную с заведением всех чертежных (номинальных) размеров и допусков, при этом создается программа и в дальнейшем следующие детали контролируются по этой программе.
Вопрос: если в этой программе поменять базовые элементы, PC-DMIS предлагает пересчитать номинальные размеры. При выборе «пересчитать» пересчитываются не только фактические размеры (замеренные), но и номинальные (чертежные, введенные в ручную). Как избежать перерасчет номинальных, введеных в ручную размеров?
С уважением, Владимир.
Екатеринбург.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- 2 недели спустя…

Tanua
6
-
- Жалоба
- Рассказать
Это логично , номиналы считаются от баз. Т.е. от нулевой точки системы координат (если это координатные размеры). При смене баз, .т.е. при переносе нулевой точки номиналы должны поменяться.
- Цитата
Ссылка на сообщение
Поделиться на других сайтах
- Назад
- 1
- 2
- 3
- Вперёд
- Страница 1 из 3
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже.
Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.

Введение в DMIS (история, развитие, связанные с коммуникацией, принципы, функции, значение)
DMIS называется стандартом размерного измерения интерфейса (стандарт интерфейса размера). Начальная разработка стандарта DMIS была профинансирована за счет международной корпорации компьютерного производства (CAM-I). В феврале 1985 года он начался как проект спецификации интерфейса для трех -координатного измерения размера. Эта спецификация является стандартом связи для обнаружения данных между системами автоматизации. Это является результатом совместных усилий пользователей и трех -координатных производителей оборудования измерительного оборудования.
Целью DMI является разработка стандарта для обнаружения данных между компьютерной системой и измерительным устройством. Это обеспечивает
Формат данных, который образует нейтральный файл между различными суб -системами для обмена данными. Его содержание также имеет обнаружение, планирование и планирование
Проанализируйте роль результатов обнаружения. Он устанавливает средний формат для тестирования планирования и результатов тестирования с помощью набора терминов. DMIS предназначен для проверки обмена информацией, операции автоматизации и интеграции системы устройства, но также позаботиться о нем
Это выражение измерения знаний, поэтому его можно спроектировать, чтобы читать и писать вручную, а также может
Напишите программу обнаружения и результаты анализа и обнаружения.
DMIS предоставляет набор словарного запаса для обеспечения плана обнаружения оборудованию измерения размера и передачи результатов испытаний оборудования измерительного оборудования в приемное устройство. Устройство, подключенное DMIS, должно иметь передний процессор, который преобразует свой внутренний формат данных в формат DMIS. В то же время задний процессор необходим для преобразования формата DMIS в свою собственную структуру данных.
Рождение стандарта DMIS изменило метод информационной связи между традиционным механическим дизайном и обнаружением, который является поставщиком CMM и и
Пользователи принесли отличное удобство. Прежде всего, благодаря предоставлению двух стандартов связи между системами CAD и CMM, DMIS еще больше
Это удобно для автоматизации и интеграции системы; во -вторых, CMM и CAD должны только написать уникальную процедуру интерпретации; в -третьих, пользователь не
Он должен быть ограничен одной системой САПР и источником CMM. Кроме того, потому что нет необходимости тренироваться и учиться на специальном языке для CMM,
Следовательно, это сэкономило время и снизил расходы. Кроме того, стандарт DMIS удобен для данных и планирования данных и может разработать дистанционное планирование обнаружения деталей и сбалансированные нагрузки.

См. Описание среды стандарта обмена данными (Рисунок 1-DMIS Environment) в среде формата DMIS. Как показано на рисунке, программа измерения может быть получена различными методами. Программа измерения может быть получена с помощью систем САПР, нерапфических систем, автоматизированных систем или вручную. Система программирования может потребовать предварительного процессора, который преобразует программу в формат DMIS, так что программа измерения DMIS могла работать на различных измерительных устройствах TRI -координата (DME). В (Рисунок 1 -DMIS среды) DME I имеет препроцессор DMIS и задний процессор, который преобразует данные DMIS в уникальный формат данных машины. DME IV использует DMIS в качестве внутреннего формата, поэтому нет необходимости готовить препроцессор и задний процессор. Точно так же хозяин используется для управления DME II и DME III. Этот хост имеет задний процессор. С тех пор процессор декодирует программу DMIS и одновременно управляет двумя DME. Даже если формат DMIS используется в формате DMIS, используется формат обмена данными, определяемый пользователем.
Результаты Данные могут быть возвращены и преобразованы в форматы DMIS по -разному. Например, эти данные могут быть непосредственно преобразованы в формат DMIS или преобразование Post -Processor. Результаты данные будут переданы в систему анализа или систему хранения, такие как информационная система качества (QIS).
Интерфейс ручного ввода указывает, что программа DMIS редактируется вручную без компьютерных и проанализированных результатов. Кроме того, также могут быть применены многие другие форматы обмена данными DMIS.
Применение DMI зависит от самого пользователя. DMIS просто определяет форматы обмена данными, передаваемые из системы, которая поддерживает DMIS другим системам с использованием файлов ASCII. Методы передачи, хранения и управления определяются самим пользователем.
Эта версия DMIS объединяет инструкции, которые могут привести к управлению тремя координатными измерительными машинами, оборудованием измерения изображений, измерением дискретных механических компонентов и электронных компонентов. Основная цель DMI — обеспечить стандарт связи для всех измерительных устройств. В будущем программное обеспечение для приложения может расширяться для поддержки следующих функций:
1) Реализуйте автоматизацию идентификационной заготовки и измерения.
2) Обеспечить реальную проверку и регулировку в процессе обработки заготовки в производственном блоке с закрытым шлифованием.
последовательность:
Основной целью DMI является обмен данными данных и измерением хранилища между различными тремя -координатными оборудованием измерения и программным обеспечением для компьютерных приложений, включая обмен данными с другими организациями. DMIS широко использовался и расширяет объем измерений и применений. Тем не менее, файл DMIS, созданный в устройстве DMIS, не может быть полностью или точно определен другим устройством DMIS. Если программное обеспечение приложения DMIS полностью не выполняет спецификацию DMIS и полностью обеспечивает соблюдение стандарта и распознал протокол приложения DMIS, он может успешно достичь успеха. DMIS. взаимодействие данных. DMIS — большой и сложный стандарт. Поставщикам не нужно внедрять все стандарты, просто внедрять функциональные наборы, эти подмножества считаются стандартизированными соглашениями.
Основным преимуществом протокола DMIS является обеспечение взаимного использования между данными, которые соответствуют требованиям данных, требуемым стандартом DMIS, и возможность доказать, что прикладное программное обеспечение выполняет стандарт DMIS. После того, как программное обеспечение приложения пройдет тест и оценку, мы сможем предвидеть результаты выполнения приложения в соответствии с ограничениями соглашения.
Тест последовательности DMIS:
Служба тестирования консистенции DMIS будет предоставлена DNSC. Цель теста по согласованности DMIS состоит в том, чтобы определить: может ли продукт, который использует стандарт DMIS, точно выполнить правило DMIS и связанный с ним протокол приложения.
Строго говоря, правило DMIS — это просто текст, который указывает формат обмена данными. Тем не менее, «DMIS» обычно содержит: редактор программы (программа, которая производит DMIS), интерпретатор (идентифицируя программы DMIS) и мета -файлы (фактические файлы ввода и вывода DMIS). В целом, редактор программы, мета -файл и интерпретатор формируют систему выпрямления DMIS.
В описании последовательности DMIS в пункте последовательности подробного протокола DMIS. Следовательно, правила DMIS и связанный протокол приложения важны для тестирования согласованности всей системы DMIS.
Проведение теста по согласованности DMIS должно включать следующее или более:
А) Проверьте, является ли файл элемента точным в грамматике
Б) Редактор программы проверки соответствует мета -файлу, точно и правильно описано ожидаемые результаты
C) Интерпретатор проверки может идентифицировать мета -файлы должным образом и полностью и выводить ожидаемые результаты.
D) Файл проверки DMIS Описание является точным в описании оператора, который точно описывает способность программного обеспечения приложения.
Если все операторы приложения определены в соответствии с этим стандартом, приложение соответствует стандарту DMIS.
Если прикладное программное обеспечение может определить все операторы на основе этого стандарта и проанализировать все протоколы DMIS, которые соответствуют соответствующим, это программное обеспечение для приложения соответствует стандарту DMIS.
Основное программирование:
Определение окружающей среды (скорость, ускорение, близкое к возвращению, безопасное расстояние)
Перед измерением нам необходимо определить среду измерения. Мы используем определение среды, которое автоматически генерирует процесс, когда программное обеспечение генерирует программу, чтобы сделать объяснение:
Dmismn/«Создано [CNC). 10.5] в пятницу, 5 февраля 2010 г.», 4.0
UNITS/MM, ANGDEC
WKPLAN/XYPLAN
PRCOMP/ON
TECOMP/OFF
FLY/OFF
MODE/PROG, MAN
SNSET/APPRCH, 1.000000
SNSET/RETRCT, 1.000000
SNSET/DEPTH, 2.000000
SNSET/SEARCH, 10.000000
SNSET/CLRSRF, 10.000000
FEDRAT/POSVEL, MMPS, 100.000000
FEDRAT/MESVEL, MMPS, 10.000000
FEDRAT/SCNVEL, MMPS, 10.000000
ACLRAT/POSACL, MMPSS, 500.000000
ACLRAT/MESACL, MMPSS, 100.000000
RECALL/D(MCS)
SNSLCT/S(ROOTSN3_A90_NB90)
GEOALG/CIRCLE, LSTSQR
GEOALG/ARC, LSTSQR
GEOALG/PLANE, LSTSQR
Dmismn/«Создано [CNC). 10.5] в пятницу, 5 февраля 2010 г.», 4.0
Логотип программы, Dmismn/ и строка для объяснения этой программы.
UNITS/MM, ANGDEC
Устройство, используемое в программе, которая представляет собой миллиметр и угол.
Единицы, которые также могут быть поддержаны, — это CM (CM), метр (метры), дюйм (дюймы) и ноги (футы).
Angdms (степень полусекунды, например, 04: 03: 47.00), Angrad (ARC)
Если устройство, которое вы должны использовать, является сантиметром и дугой, то операция определения должно быть:
UNITS/CM,ANGRAD
WKPLAN/XYPLAN
Если система координат является системой координат прямоугольника, плоскость системы координат -плоскость XY. (Координаты, используемые в трех координатном программном обеспечении, являются цилиндрами
Полярные координаты)

PRCOMP/ON
Откройте компенсацию измерения.
TECOMP/OFF
Откройте температурную компенсацию.
FLY/OFF
Выключите режим мухи и откройте предложение режима мухи на лету/1.0
После открытия режима мухи путь машины будет следовать по пути дуги, как показано ниже:

MODE/PROG, MAN
Режим определения — это программный режим.
Режим/Авто, Прог, Человек, когда режим является автоматическим режимом
Автоматический режим, когда программа работает до оператора измерения, точка измерения будет повторно разделена в соответствии с количеством точек.
Режим/Проги, чувак, когда шаблон является режимом программы
Режим программы, когда программа работает до оператора измерения, измеряется в соответствии с координатами и указаниями точки измерения, указанной в программе.
Режим/человек, когда режим находится в ручном режиме
Ручной режим, когда программа работает до оператора измерения, она будет ждать, пока пользователь будет использовать вручную для измерения.
SNSET/APPRCH, 1.000000
Настройка близкого расстояния находится на расстоянии от скорости позиционирования до скорости измерения до того, как точка измерения достигнута до точки измерения.
SNSET/RETRCT, 1.000000
Установите расстояние от отступления, которое представляет собой расстояние, которое измерение иглы запускается на заготовке.
SNSET/DEPTH, 2.000000
Установите глубину измерения. Для линейных элементов, таких как круги, измерение иглы находится в направлении круговой оси.
SNSET/SEARCH, 10.000000
Установите расстояние поиска. После того, как измерение иглы достигнуто до указанной позиции точки измерения, нет триггера, а расстояние между направлением измерения продолжается.
SNSET/CLRSRF, 10.000000
Расстояние плоскости безопасности, это утверждение может быть SNSET/CLRSRF, FA (PLN1), 10.000000
Например, PLN1 — это плоскость, затем до измерения любого элемента измерение иглы сначала поднимет положение 10 мм от плоскости PLN1, а затем перемещает или измерен.
FEDRAT/POSVEL, MMPS, 100.000000
Установите скорость позиционирования машины, единицу миллиметра/секунд.
FEDRAT/MESVEL, MMPS, 10.000000
Установите скорость измерения машины, единицу миллиметра/секунд.
FEDRAT/SCNVEL, MMPS, 10.000000
Установите скорость сканирования машины, единицу миллиметра/секунд.
ACLRAT/POSACL, MMPSS, 500.000000
Установите ускорение позиционирования машины, квадрат единицы миллиметра/секунды
ACLRAT/MESACL, MMPSS, 100.000000
Установите сканирование ускорения машины, квадрата единицы миллиметра/секунды.
RECALL/D(MCS)
Вызовите систему координат машины MCS.
SNSLCT/S(ROOTSN3_A90_NB90)
Позвоните в заголовок с именем ROOTSN3_A90_NB90.
GEOALG/CIRCLE, LSTSQR
GEOALG/ARC, LSTSQR
GEOALG/PLANE, LSTSQR
Алгоритм подгонки определяется, дуги и плоские плоскости являются минимальным методом ежедневного умножения. Среди них алгоритм круга может быть выбран в соответствии с программой. Существует 4 алгоритма на выбор:

Наименьший внешний круг: (минимальный покровный круг) содержит все точки измерения в круге, наименьший диаметр.
Максимальный внутренний цикл: (максимальный пустой круг) Все точки измерения находятся за пределами круга, самый большой диаметр.
Формирование: (минимальный радиус), начиная с этого круга круглого сердца, нарисуйте два концентрических круга и содержат все точки измерения в этом
В двух концентрических кругах, во всех концентрических кругах, которые соответствуют вышеуказанным условиям, наименьшее радиальное расстояние.
Самый маленький два -мультиплинационный круг: (минимальная квадратная разница) Расстояние от точки измерения до круга является наименьшим.
Наиболее применяемым в фактической ситуации является минимальная разница в квадрате. Среднее значение дается параметры для расчета. В то же время отклонение отдельных точек мало влияет на результаты измерения.
В сотрудничестве, чтобы плавно войти в сборку, размер оси следует использовать для минимальной крышки, а минимальный радиус следует использовать для формы
Плохая оценка.
Определение элемента, установление системы координат
Все элементы должны иметь теоретическое значение перед измерением. Это теоретическое значение может быть получено из чертежа или выбирать непосредственно из модели САПР.
В качестве программы измерения все элементы должны иметь теоретическое значение перед использованием.
Перед тестированием различных элементов должно быть теоретическое определение:
1. Формат DMIS точки определения:
F(LABEL) = FEAT/POINT, VAR_1, I,J,K
Var_1 — это cart, x, y, z, z
POL,r,a,h
Тогда, если мне нужно определить оператор определения точек о значении координаты 10, 20, 30, направление направления оси Z составляет:
F(PT1) = FEAT/POINT, CART,10, 20, 30, 0, 0, 1
После запуска вышеупомянутых линий значение координаты появится в 10, 20, 30, и направление 0, 0, 1.
2. Определите прямые элементы:
F(LABEL) = FEAT/ LINE,var_1,ni,nj,nk
Var_1 — это unbnd, var_2
Или bnd, var_3
Var_2 Cart, x, y, z, i, j, k
Или pol, r, a, h, i, j, k
Var_3 IS CART, E1X, E1Y, E1Z, E2X, E2Y, E2Z
Или Pol, E1R, E1A, E1H, E2R, E2A, E2H
Часть параметров выше:
UNBND: Это прямая линия, которая является неограниченной границей (неограниченная длинная)
BND: Это прямая линия, которая ограничена (фиксированная -длина)
e1x,e1y,e1z:
E2X, E2Y, E2Z: ограничить значение координаты правой -альтера двух конечных точек двух конечных точек
e1r,e1a,e1h:
E2R, E2A, E2H: значение полярного координаты двух конечных точек, которые ограничивают прямую линию
Я, J, K: Это вектор от первой точки ко второй точке в направлении прямой линии
Ni, NJ, NK: вектор плоскости, где расположена прямая линия, может использоваться для компенсации зонда
Такие как утверждение:
F(LINE1) = FEAT/LINE, BND, CART, -10, -10, -10, 10, 10, 10, -1, 1, 0
Два координата конечной точки определенной линии линии 1: (-10, -10, -10) (10,10,10), где плоскость
Xiangwei -1,1,0
3. Определите элементы мяча
F(LABEL) = FEAT/SPHERE,var_1,var_2,diam var_3
Var_1 внутренний
Или внешний
Var_2 — это cart, x, y, z
Или pol, r, a, h
Var_3 Is i, j, k var_8
Или нет существования
Var_8 — угол
Или нет существования
Вышеуказанный параметр Значение:
Внутренний: для внутреннего мяча
Внешний: для наружного мяча
I, J, K: вектор метода мяча (как показано ниже)
Угол: угол прицела измерения шарика индикатора (как показано ниже)

4. Определите графические элементы
F(label)=FEAT/PLANE,var_1,i,j,k
Var_1 — это cart, x, y, z, z
Или pol, r, a, h
Значение приведенных выше параметров:
x, y, z — координата определенной точки на плоскости
5. Определите кривые элементы
F(label)=FEAT/GCURVE,var_1
Var_1 Cart, x, y, z, i, j, k
Или pol, r, a, h, i, j, k
CART,x,y,z,i,j,k,PTDATA,xd,yd,zd,id,jd,kd var_7
POL,r,a,h,i,j,k,PTDATA,rd,ad,hd,id,jd,kd var_8
Var_7 IS XD, YD, ZD, ID, JD, KD VAR_7
Или XD, YD, ZD, ID, JD, KD
Var_8 is rd, ad, hd, id, jd, kd var_8
Или RD, AD, HD, ID, JD, KD
Значение приведенных выше параметров
x, y, z — координата любой плоскости, где находится кривая
Я, J, K кривая вектор самолета.
Ptdata выражается как данные каждой точки на кривой (определяется измеренной точкой при измерении кривой)
XD, YD, ZD, ID, JD, KD, координаты и методы каждой точки измерения в каждой точке измерения в каждой точке измерения.
6. Определите теоретический цилиндр
F(label)=FEAT/CYLNDR,var_1,var_2,i,j,k,diam var_3
Var_1 внутренний
OUTER
Var_2 — это cart, x, y, z
Или pol, r, a, h
Var_3 — это Лен
Или нет существования
Значение приведенных выше параметров
X, y, z -цилиндр — это координата в любое время, когда нет границы.
Когда цилиндр имеет границу, это координата точки в цилиндрической оси
Я, J, K — направление цилиндрической оси

7. Определите теоретический овал
F(label)=FEAT/ELLIPS,var_1,var_2,var_3,i,j,k,diam
Var_1 внутренний
Или внешний
Var_2 IS CART, F1X, F1Y, F1Z, F2X, F2Y, F2Z
Или Pol, F1R, F1A, F1H, F2R, F2A, F2H
Var_3 основной
Или несовершеннолетний
Значение частичных параметров
F1X, F1Y, F1Z -это правые координаты двух фокусов эллипса
f2x,f2y,f2z
F1R, F1A, F1H — полярная координата двух фокусов эллипса
f2r,f2a,f2h
Майор представляет большой диаметр, определенный ниже
Несовершеннолетний представляет небольшой диаметр, определенное ниже
Эллипс определяется в двух точках в стандарте DMIS. Это любая точка на эллипсе. Расстояние расстояния между двумя фокусом является фиксированным значением.
В RationalDMIS окно определения элемента представляет собой координату круглого центра эллипса, длины длинного и короткого вала, а направление длинной оси является единственным овалом.
8. Определите теоретический конус
F(label)=FEAT/CONE,var_1,var_2,i,j,k,ang
Var_1 внутренний
Или внешний
Var_2 — это cart, x, y, z
Или pol, r, a, h
Значение частичных параметров
Cart, x, y, z -конические координаты вершины -вершины -координаты
Pol, r, a, h — вершина конуса вершины
I, j, k — направление оси конуса, как показано на рисунке

9. Определите дугу
Существует два метода определения для дуг: определение четырех точек и определение угла
Формат определения с четырьмя точками:
F(label)=FEAT/ARC,4POINT,var_1,e1x,e1y,e1z,mx,my,mz,e2x,e2y,e2z,cx,cy,cz
Var_1 внутренний
Или внешний
E1x, e1y, e1z является значением координаты первой точки края дуги
MX, My, MZ — координата средней точки дуги
E2X, E2Y, E2Z является значением координаты второй крайной точки дуги
CX, CY, CZ — координаты дуги круглого сердца
Формат определения угла:
F(label)=FEAT/ARC,var_1,var_2,i,j,k,rad,ang1,ang2 var_3
Var_1 внутренний
Или внешний
Var_2 — это cart, x, y, z
Или pol, r, a, h
Var_3 is is, js, ks
Или нет существования
Частичное значение параметра
Я, J, K — вектор плоскости дуги
RAD является радиусом положительного целого числа, которое представляет дугу
ANG1 — это угол, определяемый основной осью, определяемой параметром VAR_3
Ang2 — угол, который содержит дугу угла 1
IS, JS, KS — вектор начальной точки отправной точки дуги
Система координат должна быть установлена с использованием контрольного элемента. В DMIS Определение заявления эталона
Определите заявление контрольного значения системы координат как
DATDEF/var_1
Var_1 IS FA (label1), dat (x)
Или fa (label2), dat (x-x)
Или f (label3), dat (x)
DAT (x) - это название эталона метки, x - это произвольная греческая буква капитала, например, на рисунке, и так далее.
DAT (X-X) является распространенным эталоном для установления, соответствующего подвиге/соединению в операторе определения.
F (label3) установите эталон с теоретическим значением элемента
FA (Label2) установите эталон с фактическим значением элемента
После того, как фонд будет создан, соответствующая свобода пространства ограничена, когда указано установление системы координат.
Формат создания системы координат
D(label)=DATSET/var_1
Роль этой функции определяется и активирует набор контрольных показателей или систему координат заготовки, которая дается название метки системы координат, а порядок теста следует стандартному ASME Y14.5M-1994.
В качестве примера, взяв общую лапшу, линии и точки, эталонная метка, определенная поверхностью, называется A, линия равен B, а точка C — C
Тогда утверждение DMIS, которое устанавливает систему координат:
D(CRD1) = DATSET/DAT(A), ZDIR, ZORIG, DAT(B), XDIR, YORIG, DAT©, XORIG
Это утверждение означает создание новое имя системы координат CRD1.
Используйте эталон A, то есть плоскость, установите направление оси z и положение оси z в системе координат.
Используйте эталон B, то есть прямая линия, чтобы установить направление оси x и положение оси y системы координат.
Используйте эталон C, который является центром центра для определения положения оси x системы координат.
Создание системы координат может быть гибко скорректировано в соответствии с потребностями, но в соответствии с приказом, ограничения на степень свободы системы координат выполняются в порядке, что не превышает позицию трех оси XYZ и направление трех оси XYZ.
Измерение элемента
Формат обычно используемого оператора измерения DMIS
MEAS/var_1,F(label),n
Var_1 является ключевым словом каждого типа элемента, например, Circle Cone Sphere и т. Д.
F (метка) — это название метки необходимости измерения элементов
n — точка измерения. Когда сканирование активировано, точки будут переоценены в соответствии с алгоритмом программного обеспечения, N не вступит в силу.
Возьмите измеренный круг в качестве примера.
MEAS/CIRCLE, F(CIR1), 3
GOTO/ -15.500000, -0.000000, 10.000000
PTMEAS/CART, -12.500000, -0.000000, -2.000000, -1.000000, -0.000000,$
0.000000
GOTO/ -13.423394, -7.750000, -2.000000
GOTO/ -7.750000, -13.423394, -2.000000
GOTO/ 0.000000, -15.500000, -2.000000
PTMEAS/CART, 6.250000, -10.825318, -2.000000, 0.500000, -0.866025, 0.000000
GOTO/ 13.423394, -7.750000, -2.000000
GOTO/ 15.500000, 0.000000, -2.000000
GOTO/ 13.423394, 7.750000, -2.000000
PTMEAS/CART, 6.250000, 10.825318, -2.000000, 0.500000, 0.866025, 0.000000
GOTO/ 7.750000, 13.423394, 10.000000
ENDMES
В середине измерения и ENMES точка позиционирования и измерение распределения машины. Приведенное выше утверждение представляет собой круглый элемент, CIR1
Измерение, 3 указывает на используемые точки измерения.
Обрати внимание на:
1 В случае точки измерения, если N установлен на 1, то измерено в соответствии с теоретическим значением определения. Если n установлен на 0, координаты реестра в настоящее время будут записаны в настоящее время как фактическое значение текущей точки измерения.
2 При открытии режима автоматического измерения устройство измерения будет использовать алгоритм внутреннего определения для распределения точки измерения для измерения. Если для этого элемента нет соответствующей точки измерения распределения алгоритма, по умолчанию по умолчанию будет переключено на следующее состояние режима.
3 При использовании режима PROG устройство измерения будет измерять элементы в соответствии с операторами PAMEAS, PTMEAS и GOTO, приведенным ниже.
4 После блоков программы конечный знак должен быть закончен конечным образом. В середине могут быть вставлены предложения с высоким содержанием и другие основные ключевые слова.
Отчет об оценке и выходе с толерантностью
Определение теоретического значения элемента, и измеряется фактическое значение, необходимо оценить элемент.
Формальная толерантность также является определением названия метки, формат определения
T(LABEL) = TOL/var_1
Var_1 — это второе ключевое слово толерантности, которое необходимо оценить. Открытие программного обеспечения может получить второе слово всех меток о допуске. Список заключается в следующем:
Степень плоской плоскости
Trnout Beating
Симметрия симметрии
Стрит прямой линии
Професа изогнутый контур
Profp Point Contour
Степень контурной линии Profl
Парлел параллелизм терпимость
Перповая вертикальная толерантность
Англ угол конуса
Угольная толерантность Anglb
Англр наклон
POS Position Toperance
Crnout Round Jumping Toervance
Допустимость диаметра диаметром
Цилиндрическая толерантность
Концепция концентрической толерантности
Устойчивость к круглосуточности
Радис -толерантность
Толерантность ширины ширины
Например, определите плоскую толерантность к степени и определение предложения:
T(AAA) = TOL/FLAT,0.1
Определена плоская степень с именем AAA, а зона допуска составляет 0,1.
Оценить и вывести плоскость плоскости, например, pln1 ::
OUTPUT/FA(PLN1),TA(AAA)
4.2.5 переменные, входные подсказки
Во -первых, объявление переменной, назначение.
Функция операции переменной является
DECL/var_1 var_2 var_3
Определите диапазон переменных
Var_1 является общим для общего
Или глобальная переменная
Или местные локальные переменные
Или нет существования
Определите тип переменной
Var_2 — буль -логический
Или Intgr Integer Type
Или долго
Или реальное реальное число
Или двойной двойной тип
Или char, n типа символа
Или векторный векторный тип
Var_3 — имя переменной варены
Тот же тип переменных может быть объявлен в том же операторе DECK.
Все переменные должны быть объявлены перед использованием. Имена переменной состоят из 1 до 16 букв и нижних строк. Первым символом имени может быть только греческие буквы. Имя переменной не может быть зарезервировано с помощью DMIS, а зарезервированные слова включают главных героев DMIS, вторичные символы, обычно используемые функции и т. Д. Если VAR_1 здесь не указан, программный блок, объявленный DMISMN, используется в качестве значения по умолчанию, а значение по умолчанию используется в блоке программы, объявленном оператором Macro. Начало массива переменных начинается с 1, и другие обычно используемые расширенные языки программирования, такие как C и Java, начинаются с 0.
После того, как переменная объявлена, она может быть назначена ей. Присвоение переменной в DMI не так просто, как число «=» только как «=».
DECL/COMMON,CHAR,40,TCDIRS
DECL/COMMON,INTGR,TCNSLT
TCDIRS=ASSIGN/‘C:ProgrammiCoord3ARCOData’
TCNSLT=ASSIGN/6
Переменная также может быть запрошена после того, как пользователь вводит. Используемое ключевое слово — это приглашение
Приглашение/текст, «Привет, мир» ——————————- Линия быстрого Hello World
Приглашение/редактирование, var_1 ——————— , var_1
Приглашение/проверка, ‘диаметр’, var_1 ——————————— Если вы проверьте диаметр, если вы Проверьте, значение var_1 равно 1, а значение var_1 равно 0
Приглашение/список, var_1, « », « », « » ———— , , Элемент дает значение VAR_1.
Приглашение/заголовок, «Программа проверки» ———— Появляющаяся строка заголовка-«Программа проверки»
Приглашение/изображение, «имя файла» ———— , имя файла
Ниже приведено окно приглашения, например, как показано на рисунке

Заявление DMIS выглядит следующим образом:
DECL/CHAR,20,List_var1
DECL/DOUBLE,edit_var1,edit_var2,edit_var3
DECL/INTGR,Check_var1,Check_var2,Check_var3
Tempchar = rample/title, «Программа измерения отверстий», $
Текст, количество «дыр», «Редактировать», «Редактировать_var1», $
Текст, «диаметр», редактирование, редактирование_var2, $
Текст, «зона толерантности к диаметре», «Редактировать», edit_var3, $
Список, List_var1, «Система координат под прямым углом», «Система полярной координат», $
Проверьте, «местоположение», Check_var1, проверка, «круг», чек_var2, проверка, «допустимость диаметра», Check_var3
4.2.6 Структура ветвления
DMI, как и другие языки, имеют логические операторы и реляционные операторы.
Логический оператор
. И. Логика и
. Или. Логика или
. Не. Логика
Оператор отношений
.Eq. Равна равным
.Ne. Не равен не означает
.Lt. Меньше, чем меньше, чем
.Le. Меньше или равным меньше, чем равным
.Gt. Больше, чем больше, чем
.Ge. Больше или равен большему, чем равные
Структурное заявление
Условие суждения, если, например
IF/(NCYCLE .EQ. 10)
i n s t r u c t i o n s E L S E instructions ELSE instructionsELSEinstructions
ENDIF
Делать петлю, например
DECL/INTGR,i
DECL/CHAR,20,elnm
DECL/DOUBLE,xx,yy,zz
DO/i,1,3,1
elnm=ASSIGN/CONCAT(‘poi_’,STR(i))
xx=OBTAIN/FA(@elnm),3
yy=OBTAIN/FA(@elnm),4
zz=OBTAIN/FA(@elnm),5
elnm=ASSIGN/CONCAT(‘newpoi_’,STR(i))
F(@elnm)=FEAT/POINT,CART, xx,yy,zz, 0,0,0
FA(@elnm)=FEAT/POINT,CART, xx,yy,zz, 0,0,0
ENDDO
Приведенное выше представляет содержимое содержания между DO и Enddo 3 раза.
Каждый цикл, значение переменной I составляет 1, а конец после 3.
Выберите Select Case
DECL/INTGR,i
DECL/CHAR,50,tx
i=ASSIGN/10
SELECT/i
CASE/10
tx=ASSIGN/CONCAT(‘THE ACTUAL VALUE OF X IS: ‘,STR(i))
TEXT/OPER,tx
ENDCAS
CASE/20
tx=ASSIGN/CONCAT(‘THE ACTUAL VALUE OF X IS: ‘,STR(i))
TEXT/OPER,tx
ENDCAS
DFTCAS
TEXT/OPER,‘X is not equal to the 2 cases’
ENDCAS
ENDSEL
Приведенное выше утверждение судьи I, если это 10, выполняет определенную операцию.
Если это 20, выполните определенную операцию.
Программа прыжок Jumpto
JUMPTO/(CONTINUEFROMHERE)
i n s t r u c t i o n s instructions instructions instructions
(CONTINUEFROMHERE)
i n s t r u c t i o n s instructions instructions instructions
Когда это означает запуск предложения, оно перейдет к соответствующей строке программы, чтобы продолжить работу.
Обычно используемые строковые функции и математические функции представлены в DMI для программирования. Список предназначен только для справки:
ABS (x) абсолютное значение
ACOS (x) против strine
Асин (x) отражение
Атан (х) в любом случае
Atan2 (y, x) Угол извлеченного (введите координаты xy, а затем верните к этой точке в исходную точку исходной точки координаты, начните с оси x как 0 значения, два значения не могут быть 0 в одинаковом Время, возвращаемое значение между положительным и отрицательным пирогом)
Cos (x) yu sian
Dble (x) превращает цифровые переменные ‘x’ в переменные типа двойного рецидива
DTOR (x) угол поворота радиан
Индексная функция exp (x)
Int (x) возьмите целочисленную часть
Ln (x) естественная пара
Log (x) — пара в нижней части 10
Mn (Val1, val2, …) возьмите минимальное значение значения списка
Mod (x, y) x/y поиск операции
MX (val1, val2, …) Уберите максимальное значение значения списка (эти два ранее не знают, я фактически написал макрос с методом пузырьков, пот ~~~)
Nint (x) Четыре дома и пять входных исправлений
Порядок порядка (x) возвращает значение по порядку.
RL (x) Вернитесь к реальным цифровым данным
Rtod (x) дуга до угла поворота
Грех (х) синус
SQRT (x) Вернитесь в квадратный корень
Tan (x) вырезан
Свойства значения, макро -вводимость в предисловие введение
Роль значения значения значения получения состоит в том, чтобы дать некоторые параметры, установленные ранее для переменных.
Например, значения координат и значения параметров каждого элемента часто используются в программировании HLL.
Взяв круг в качестве примера, утверждение определения круга
F(CIR1) = FEAT/CIRCLE,OUTER,CART, 10, 20, 30, 0, 0, 1,25
Приведенный выше оператор определения определяет значение x значения x 10, значение y, значение 20, значение z — 30, диаметр — 25, а направление плоскости составляет 0,0,1 Внешний круг
Тогда мое значение -Вин -значения, предполагая, что переменная типа Doubel была объявлена ранее Demo1
Demo1 = OBTAIN/F(CIR1),X
Затем, когда X равен 4, Demo1 получает x значение круга.
Когда X равен 5, Demo1 получает значение y круга.
Когда X равен 6, Demo1 получает значение z круга.
Когда X равен 7, Demo1 получает значение круга.
Когда X составляет 8, Demo1 получает значение j круга.
Когда X составляет 9, Demo1 получает k значение круга.
Когда X составляет 10, Demo1 получает диаметр круга.
Очевидно, что когда значение параметров элемента доступно, это просто первый параметр из оператора определения элемента. Как приведен выше пример, порядок значения — это просто порядок определения элемента.
Приобретение других параметров элемента также следует за этим законом.
Используйте эти переменные, чтобы играть важную роль в расчетах программирования. Ниже приведен список общих элементов:

Выше приведено список атрибутов широко используемых элементов, числа 1234 … являются позицией, полученной функцией CoTian.
Подробное объяснение макроса (макро)
Макро — это DMI, аналогичный определению функции, которая может передавать некоторые параметры. Мы можем понять макрос.
Мы сделали новую функцию, введите соответствующий параметр через вызов, и вы можете выполнить функцию проектирования.
Например, на форуме была написана программа на форуме.
Определите макрос, предположим, что M (SSJ)
CALL/M(SSJ),‘FA(GCV1)’,‘FA(PLN1)’
Затем при определении этого макро -оператора требуются только два параметра: имя метки кривой и имя метки плоскости проекции.
Другие расчеты и обработка завершены на макросе, как определено ранее.
Преимущества макроса являются самоэвизивными. Он делает программу более универсальной, более модульной и более способствующей проверке ошибок.
Грамматическая грамматика: m (метка) = макро/вариант, «закон»
ENDMAC
В простом примере объясните
Выходной круглый диаметр Cir1 x координаты y координата z координаты
Обычно наши предложения
DECL/COMMON,DOUBLE,DATAC[4]
DATAC[1] = OBTAIN/FA(CIR1),4
DATAC[2] = OBTAIN/FA(CIR1),5
DATAC[3] = OBTAIN/FA(CIR1),6
DATAC[4] = OBTAIN/FA(CIR1),10
WRITE/DID(DEFAULTSCREEN),DATAC[1]
WRITE/DID(DEFAULTSCREEN),DATAC[2]
WRITE/DID(DEFAULTSCREEN),DATAC[3]
WRITE/DID(DEFAULTSCREEN),DATAC[4]
^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^^
Но если это определено макросом, предложение такое
M(demo) = MACRO/‘CIR1’
DECL/COMMON,DOUBLE,DATAC[4]
DATAC[1] = OBTAIN/FA(CIR1),4
DATAC[2] = OBTAIN/FA(CIR1),5
DATAC[3] = OBTAIN/FA(CIR1),6
DATAC[4] = OBTAIN/FA(CIR1),10
WRITE/DID(DEFAULTSCREEN),DATAC[1]
WRITE/DID(DEFAULTSCREEN),DATAC[2]
WRITE/DID(DEFAULTSCREEN),DATAC[3]
WRITE/DID(DEFAULTSCREEN),DATAC[4]
ENDMAC
CALL/M(demo),(CIR1)
На первый взгляд, результаты не изменились, но код, кажется, увеличивается.
Если мне также необходимо вывести эти значения CIR2, мне не нужно изменять исходную программу, мне просто нужно заменить CIR1 в операторе вызова на CIR2.
Но если это первый код, нам нужно заменить все CIR1 на CIR2, что не только неудобно, но и легко допускать ошибок.
Мне нужно вывести эти фактические значения других кругов. Просто назовите этот макрос (демонстрация), чтобы просто написать код, не повторяя, чтобы обеспечить модуляризацию программы.
PS: Существует два типа параметров, определенных, имена и переменные метки.
При вызове с оператором вызова также есть только два параметра.
При определении имя метки является единым номером кавычки, и нет ограничений в переменных, таких как m (demo) = macro/‘cir1’, Tempchar
При вызове макроса этикетка называется скобками, а переменные неограниченные, такие как Call/M (Demo), (Cir1), Tempstring
Макро, измерение программы очень значимо. Многие из хорошо написанных программ могут быть написаны методом макроса, что удобно для вызова в будущем, чтобы сохранить ненужную работу кода.
Фактический процесс написания DMIS.
Согласно контенту, представленному ранее, полный процесс написания DMIS:
1. Определение определения предварительного определения элемента
2. Вручную измерьте режим/человек измерение
3. Установить контрольную и координатную систему Datdef Detset
4. Для элементов, которые необходимо измерить и оценить, теоретическое определение подвиг
5. Измерение режима/автоматического, Prog Seam
6. Определение толерантности TOL
7. Оценить и выходной выход
Например, полная программа DMIS ниже для справки:
DMISMN/‘DEMO’, 4.0
UNITS/MM, ANGDEC
WKPLAN/XYPLAN
PRCOMP/ON
TECOMP/OFF
FLY/1.0
MODE/PROG, MAN
SNSET/APPRCH, 10.000000
SNSET/RETRCT, 10.000000
SNSET/DEPTH, 0.000000
SNSET/SEARCH, 10.000000
SNSET/CLRSRF, 20.000000
RECALL/D(MCS)
SNSLCT/S(ROOTSN1_1)
GEOALG/CIRCLE, LSTSQR
GEOALG/ARC, LSTSQR
GEOALG/PLANE, LSTSQR
MODE/MAN
F(PLN1) = FEAT/PLANE,CART, 279.697040, 178.902324, -48.890547, -0.008119,$
-0.001582, 0.999966
KaTeX parse error: Can’t use function ‘$’ in math mode at position 154: …119, -0.001582,$̲ 0.9999… Measurement points are created through actual points
MEAS/CIRCLE, F(CIR1), 4
PTMEAS/CART, 275.168715, 244.317071, -51.278907, -0.049854, 0.998756,$
0.001176
PTMEAS/CART, 344.255071, 178.193569, -50.822612, 0.999949, -0.006025,$
0.008109
PTMEAS/CART, 276.870009, 112.800233, -51.473224, -0.024002, -0.999710,$
-0.001777
PTMEAS/CART, 212.650249, 177.602113, -51.892097, -0.999854, -0.015012,$
-0.008142
ENDMES
OUTPUT/FA(CIR1), TA(TDIAM41), TA(TPOS2D1)
D(CRD1) = TRANS/XORIG, FA(CIR1), YORIG, FA(CIR1), ZORIG, FA(PLN1)
MODE/PROG,MAN
GOTO/-76.816878, -0.997807, 38.548933
GOTO/-11.405994, -6.057453, 38.548433
GOTO/-11.405627, -6.057423, -5.604340
GOTO/-33.836101, 33.744768, -5.599840
GOTO/-33.835601, 33.743268, -1.500000
GOTO/-33.831589, 33.735719, -1.500000
GOTO/-32.938070, 34.413721, -1.498815
GOTO/-36.417144, 36.952645, -2.500000
GOTO/-36.412147, 36.944657, -3.500000
GOTO/-35.388128, 37.084179, -3.501827
F(CIR2) = FEAT/CIRCLE,INNER,CART, -0.409947, 0.038648, -3.502036, -0.008119,$
-0.001582, 0.999966, 106.893541
KaTeX parse error: Can’t use function ‘$’ in math mode at position 319: …380, -0.691461,$̲ -0.006… Measurement points are created through actual points
MEAS/GCURVE, F(GCV1), 4
PTMEAS/CART, -6.062120, 53.182991, -3.501083, 0.162207, -0.986757, -0.000245
GOTO/ -3.215447, 43.460979, -3.501827
PTMEAS/CART, -3.248310, 53.424145, -3.477855, 0.032802, -0.999461, -0.001315
GOTO/ -2.460431, 42.572500, -3.501827
PTMEAS/CART, -2.484479, 53.444907, -3.471621, 0.023398, -0.999725, -0.001392
GOTO/ -1.394909, 42.472014, -3.501327
GOTO/ -0.957400, 51.007904, -3.501327
PTMEAS/CART, -0.994854, 53.484504, -3.459463, 0.036755, -0.999323, -0.001283
ENDMES
GOTO/-4.901483, 42.448972, -3.501827
$$ Measurement points are created through nominal points
MEAS/GCURVE, F(GCV1), 15
PTMEAS/CART, -5.892668, 53.209791, -3.499665, 0.150306, -0.988639, -0.000300
PTMEAS/CART, -5.558148, 53.256792, -3.496875, 0.128304, -0.991735, -0.000500
PTMEAS/CART, -5.222031, 53.296755, -3.494082, 0.108203, -0.994129, -0.000700
PTMEAS/CART, -4.885208, 53.330260, -3.491294, 0.090103, -0.995932, -0.000800
PTMEAS/CART, -4.548536, 53.357957, -3.488517, 0.074203, -0.997243, -0.001000
PTMEAS/CART, -4.210812, 53.380672, -3.485739, 0.060398, -0.998174, -0.001100
PTMEAS/CART, -3.872824, 53.399067, -3.482966, 0.048701, -0.998813, -0.001200
PTMEAS/CART, -3.534659, 53.413874, -3.480197, 0.039201, -0.999230, -0.001300
PTMEAS/CART, -3.196381, 53.425823, -3.477431, 0.031800, -0.999493, -0.001300
PTMEAS/CART, -2.858034, 53.435648, -3.474668, 0.026601, -0.999645, -0.001400
PTMEAS/CART, -2.518972, 53.444097, -3.471902, 0.023600, -0.999720, -0.001400
PTMEAS/CART, -2.180571, 53.451869, -3.469142, 0.022701, -0.999741, -0.001400
PTMEAS/CART, -1.841495, 53.459730, -3.466377, 0.024000, -0.999711, -0.001400
PTMEAS/CART, -1.503116, 53.468383, -3.463615, 0.027501, -0.999621, -0.001400
PTMEAS/CART, -1.164780, 53.478574, -3.460852, 0.033098, -0.999451, -0.001300
ENDMES
GOTO/-0.797396, 42.591019, -3.500000
GOTO/40.984488, -20.268627, -3.501327
GOTO/46.376602, -20.623058, -3.501827
GOTO/41.050489, -15.308194, -3.501327
GOTO/44.906570, -20.008082, -3.615828
GOTO/45.467582, -20.519569, -3.500000

Что нового в PC-DMIS 2022.2
PC-DMIS 2022.2 объединяет контроль качества, автоматизацию и отчетность для «умного» производства.

Что такое PC-DMIS?
PC-DMIS является метрологическим программным решением, поддерживающим самые различные системы, от КИМ до портативных измерительных манипуляторов и лазерных трекеров. Оно используется как профессионалами-метрологами, так и операторами, работающими в производственных цехах.

Используйте сотрудничество в вашем бизнесе
Узнайте из данного интерактивного руководства о том, как PC-DMIS удовлетворяет самые насущные потребности плодотворного взаимодействия между сотрудниками служб контроля качества и производственных подразделений.

-

Module
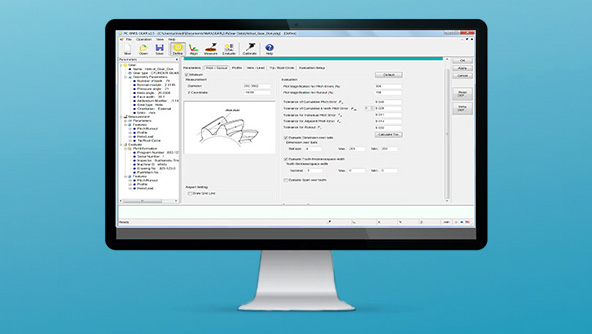
PC-DMIS Gear
PC-DMIS Gear makes it easy to build straightforward gear inspection programs and define and generate reports.
-
Module
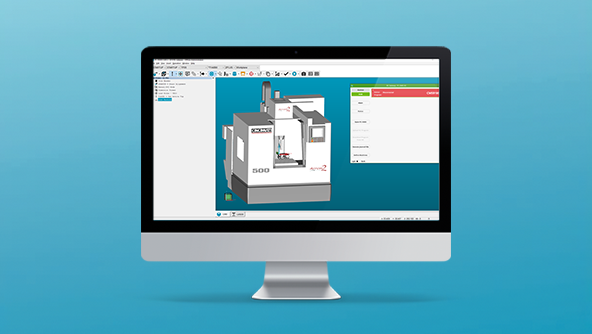
Inspect
Inspect is a standalone application that helps production-level CMM operators execute PC-DMIS measurement routines.
-
Module
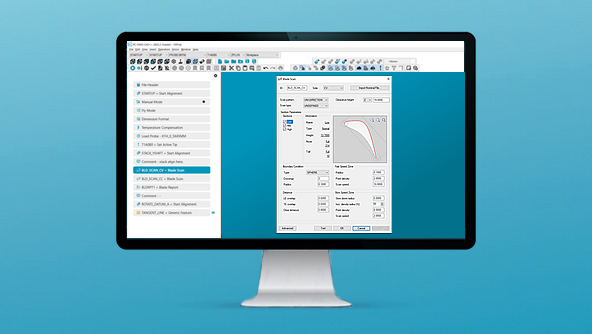
PC-DMIS Blade
PC-DMIS Blade is a turnkey solution for the analogue scanning of blade sections.
-
Module
Protect
Protect uses the permissions given to PC-DMIS users to control access to measurement routines.
-

Module
PC-DMIS Vision
PC-DMIS Vision reduces the time spent developing inspection programs by up to 75%.
-
Module
PC-DMIS NC
PC-DMIS NC software products are advanced, in-process metrology systems for CNC machines.
-
Module
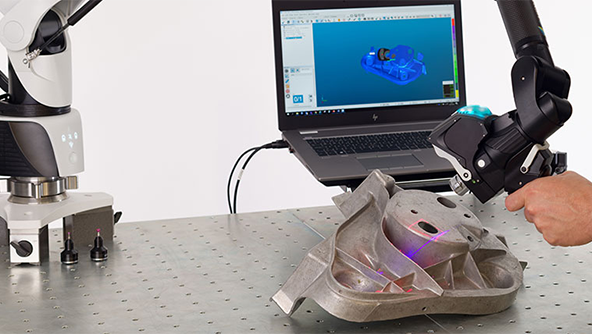
PC-DMIS Portable
Portable measurement devices have changed the way you monitor your operations.



PC-DMIS –
это группа метрологического программного обеспечения, обладающая набором
инструментов, необходимых при измерении геометрических параметров объектов
стационарными КИМ.
PC-DMIS обладает широким спектром
возможностей для анализа данных для производственных и контрольных операций.
Работа осуществляется в среде САПР/CAD. По результатам измерений с КИМ, в данном ПО составляются отчеты
и протоколы. Имеется широкое разнообразие форм представления результатов
анализа данных.
PC-DMIS удовлетворяет требованиям международных стандартов, ГОСТов для КИМ.
PC DMIS поставляется с КИМ Hexagon Metrology. Может быть установлено на уже имеющихся
у потребителя машинах Hexagon или в качестве
добавочного модуля plug in на КИМ, выпущенных компанией Hexagon.
Программный продукт имеется в нескольких версиях и
предлагает различный набор опций.
PC-DMIS 2019 R1
PC-DMIS CMM
PC-DMIS Portable
PC-DMIS Portable для лазерных трекеров
PC-DMIS Vision