Привет всем любителям и профессионалам керамического дела и тем, кто только делает первые шаги в постижении этого ремесла!
В своей профессиональной практике, я часто сталкивался с проблемой обжига. Зачастую не понимая принципов и значимости этой технологической операции и не придавая ей большого значения. Я «наступал на грабли» и хуже всего, что на детские))) и не один раз.
И если вы, читающие сейчас эту статью, «творители» и «виртуозы» керамического искусства не хотите совершать такие же ошибки, предлагаю дочитать эту статью до конца и поставить лайк и оставить комментарий.
Поехали….
Стоит отметить, что все рекомендации, которые будут приведены в этой статье относятся к обжигу в электрических муфельных печах. На сегодняшний день в России (имеются ввиду небольшие производственные мастерские и учебные центры) это самый распространенный вид печей.
- 1. Загрузка(садка) изделий в печь.
Загрузку в печь надо производить таким образом, чтобы максимально использовать пространство камеры печи. Для этого возможно выполнить предварительное размещение изделий на специальном столе. При этом вы сможете без труда определить высоту и количество огнеупорных стоек необходимым для поддержки лещадок (огнеупорных полок).
Отмечу, что лещадки при первом применении необходимо покрыть каолином (развести сухой порошок каолина водой и кистью обмазать полки), это поможет увеличить срок службы печной фурнитуры.
Плотность расположения неглазурованных изделий больше, чем глазурованных.
Вниз следует ставить более тяжелые изделия, а выше – более легкие.
При обжиге неглазурованные изделия могут соприкасаться. Вы также можете ставить одно изделие на другое.
Плитки устанавливают на ребро или друг на друга, если они имеют толстый черепок. Большие плоские и толстостенные чаши, обжигаемые на утель, лучше обжигать вверх дном на огнеупорной полке, а тонкие небольшие чашки — тоже вверх дном, но на специальных сырых дисках (бомзах), чтобы избежать даже незначительной деформации по окружности.
Изделия в печь нужно устанавливать на расстоянии не менее 2-3 см от спиралей или стенок муфельной печи. Слишком близкое размещение может привести к их деформации. То же правило касается размещения изделий возле термопары. НЕЛЬЗЯ ЗАКРЫВАТЬ ТЕРМОПАРУ!!!
Глазурованные изделия располагают друг от друга на расстоянии достаточном, чтобы при обжиге они не соприкасались друг с другом, со стенками печи, спиралями и не приклеивались к лещадкам (лучше установить изделия на специальные подставки).
- 2. Обжиг
Вначале температуру обжига повышают медленно. В первые два-три часа идет процесс «досушки», выпаривание физически связанной воды. Температуру печи стараются не поднимать выше 150—200°С, пока не исчезнет влага. При этом технологические отверстия в печи должны быть открыты для того, чтобы через них выходила влага.
Ступень 1: 1-1,5 часа до температуры 150-200°С с выдержкой от 30 минут до 1 часа.
После предварительного нагрева можно уже быстрее повышать температуру до 300—500°С. Однако при достижении температуры 600°С следует соблюдать осторожность, так как при слишком быстром нагреве даже совершенно высохших изделий они могут разорваться из-за слишком большого давления паров воды, образующихся в результате диссоциации глинистого вещества (удаление химически связанной воды). При температуре около 600°С пары начинают выделяться интенсивно. Кроме того, примерно при этой температуре резко расширяется кварц.
Ступень 2: 2-3 часа до температуры 570-600°С с выдержкой 20-30 минут.
На последнем этапе скорость может быть максимально высокой, но при достижении заданной температуры важно сделать выдержку для того, чтобы нагрев по всему рабочему пространству камеры стал равномерным.
Ступень 3: скорость нагрева 150-200°С с выдержкой 20 минут.
- 3. Охлаждение печи.
Чтобы избежать образования трещин, изделия надо охлаждать по возможности медленно. К тому же, износ печи значительно уменьшается, если охлаждение («студка») длится приблизительно такое же время, что и нагрев.
Во всех случаях надо твердо придерживаться правила: охлаждение в первые часы должно быть замедленным, пока температура не снизится до 450—400°С.
Особенно важно медленно охлаждать большие изделия и скульптурные произведения. При этом лучше совсем не открывать дверь печи до тех пор, пока температура не снизится по крайней мере до 220—200°С, а затем не открывать ее полностью; выгрузку не рекомендуется производить, пока температура не снизится до 120—100°С. Лучше всего разгружать печь при температуре изделий 50—60°С. Эта предосторожность имеет еще большее значение для глазурованных изделий.
Стоит отметить что существуют частные случаи, когда обжиг может осуществляться совершенно по другой схеме.
Вдохновляйтесь, экспериментируйте, творите.
Всем мир!
-
Создано: 11 августа 2005
В обжиге происходят все основные изменения в глине и глазури, после которых и образуется то, что мы называем керамикой. Обжиг — это технологический процесс, параметры которого найдены практическими испытаниями, и он должен быть проведен так, как этого требуют обжигаемые изделия. Интуитивно понятно, что мы хотим вынуть из печи. От утиля ожидается звонкая прочность и некоторая пористость, чтобы он впитывал глазурь. От бисквитного фарфора — приятная шелковистость и белизна. Блестящие глазури должны хорошо блестеть, а матовые быть по-настоящему матовыми. Никто не желает кривья и треска, прилипшей к полке глазури, и всякого рода пузырей и наколов.
Сформулировать это понимание на языке цифр сложнее. Во время нагрева множество химических соединений, из которых состоит наше сырое изделие, претерпевает серьезные изменения. Дегидратация, фазовые превращения, химические взаимодействия, растворение и кристаллизация — вот их неполный список. До сих пор не существует полной теоретической модели, по которой можно было бы заранее предсказать результат, а если бы она существовала, нам потребовался бы месяц исследований состава глины и глазури, чтобы дать точное задание на расчет. Нам остается проводить эксперимент за экспериментом, выясняя, что важно, а что нет, какой должна быть температура, нужна ли выдержка, и почему там и тогда все было хорошо, а здесь и сейчас — сплошное безобразие.
Но мы хотим получать задуманные эффекты и запланированные свойства изделий, и для этого нужно иметь возможность контролировать параметры обжига и управлять ими, зная основные, самые общие, принципы.
Теперь конкретно об этих принципах.
1. Виды обжига, зачем они нужны и что нужно контролировать прежде всего.
2. Электрические печи и два слова про другие.
1. Виды обжига, зачем они нужны и что нужно контролировать прежде всего.
- Условно разделим все материалы на 4 группы:
- — Фарфор — много плавней, при нагревании в черепке образуется много жидкой фазы. Сюда же отнесем каменные массы.
- — Фаянс — жидкой фазы почти что нет. Кстати, и фаянса-то уже никто не выпускает в его прежде классическом варианте…
- — Майолика — здесь будем так называть изделия из красной глины, в том числе гончарку, терракоту и т.п.
- — Шамот — по химическому составу — любой из вышеперечисленных материалов. Отличается от них тем, что содержит зерна уже обожженного материала, связанные пластичной глиной.
Для каждой группы материалов условно выделим некоторые объединяющие их моменты.
Фарфоровая схема обжига.
Сначала проводят первый, утильный, обжиг. То есть обжигают высохшие изделия без глазури. Температуру выбирают в интервале 800 — 1000°С. После первого обжига изделия приобретают прочность, достаточную даже для машинного глазурования (на конвеерной линии). Изделия остаются пористыми, но, если есть трещины, их легко выявить (по характерному дребезжанию) простукиванием деревянной палочкой. При глазуровании не надо церемониться с изделием так, как это бывает в случае сырца (однократный обжиг). Можно легко глазуровать изделия окунанием, даже если они метровых габаритов. Изделия после этого обжига называют утилем.
Затем проводят второй обжиг.Перед глазурованием и, соответственно, перед вторым, политым, обжигом, на изделие наносят подглазурную роспись. Педанты технологии после этого проводят еще и промежуточный закрепляющий обжиг, чтобы краски не смылись при окунании в глазурь.Политой обжиг, т.е. обжиг полуобожженного заглазурованного изделия, проводят при температуре созревания черепка. Это разные температуры для разных видов фарфора (а мы сюда отнесли еще и каменные массы). Настоящий фарфор требует 1380 — 1420°С, рядовой столовый фарфор — 1300 — 1380°С, санитарно-технический — 1250 — 1280°С, а каменные массы — в зависимости от того, что используют в роли плавня. Второй обжиг окончательно формирует структуру керамики и, таким образом, определяет все ее физико-химические свойства. Изделия после этого обжига (если оно не расписано) называют бельем.
Из белых фарфоровых чашек очень приятно пить чай на даче. Традиции диктуют фарфору другой вид: с цветочной росписью, картинкой, золотой или голубой каемочкой. Украшения фарфор получает в третьем, декорирующем, обжиге. Обычные надглазурные краски вжигают при 800 — 830°С, люстровые краски и препараты золота — при той же или чуть меньшей температуре. Сейчас распространился и высокотемпературный декорирующий обжиг при 1000 — 1100оС. Роспись для него проводят красками высокого огня (внутриглазурные краски) или легкоплавкими цветными глазурями. Иногда, чтобы получить яркие краски, проводят два и более декорирующих обжигов. Все они, с точки зрения классификации, третьи. Изделия после третьего обжига называют на Худсовете предприятия.
Фаянсовая схема обжига
Первый обжиг фаянса — высокий. В фаянсовых массах практически нет плавней, поэтому при обжиге образуется минимальное количество жидкой фазы, или не образуется вообще, а глины, входящие в его состав, имеют высокую тугоплавкость. Это дает возможность обжигать изделия из фаянса сразу при температурах, необходимых для созревания черепка. Как правило, это 1200-1250°C. В отличие от фарфора, черепок останется пористым, на него легко нанести слой глазури.
А второй обжиг, политой, можно проводить при любой температуре! То есть, при той, которая требуется для нормального растекания глазури: 1150 — 1250°C, если это «фаянсовые» глазури, 900 — 1000°C, если это свинцовые майолики; можно нанести белую эмаль и использовать технику росписи по сырой эмали. Во всех случаях, если глазури подобраны правильно, мы получим изделие с такой же прочностью, какой она была после первого обжига.
Третий, декорирующий, обжиг проводят так же, как и в фарфоровой схеме. Если он необходим. Ведь, по сравнению с фарфором, низкая температура политого обжига допускает применение глазурей и красок широкой цветовой гаммы.
Обжиг майолики
Здесь используются красножгущиеся глины с невысокой тугоплавкостью. Пережег может привести к их вспучиванию и сильной деформации. Красные глины вдобавок имеют узкий интервал обжига. Например, при 950°C это еще непрочное рыхлое, а при 1050oC — плотноспекшееся, стекловидное тело. Конечно, бывают и исключения, но там и тогда. Для майолики в принципе характерны низкие температуры обжига — 900 — 1100oC. И как раз примерно при этих температурах завершаются процессы разложения глинистых материалов, которые (процессы) сопровождаются выделением газообразных веществ. Это делает крайне затруднительным так называемый однократный обжиг — и черепка и глазури — за один раз. Если обратиться к нижеприведенной таблице, будет ясно, насколько близки температуры обжига майолики к критическим для керамики температурам. Самая распространенная технология — первый, утильный, и второй, политой, обжиг.
Режим первого обжига выбирают таким, чтобы в максимальной степени прошли все процессы превращения глинистых минералов. Незавершенность этих процессов обязательно скажется на качестве поверхности глазури после второго обжига. Температура утильного обжига может быть и выше, и ниже температуры политого обжига. Обычно ниже, где-то на уровне 900 — 950°C.
Режим второго обжига выбирают исходя из характеристик глазури, но, естественно, при этом нельзя превышать температуру начала деформации черепка.
Обжиг шамота
Основное отличие шамотных масс от вышеперечисленных — наличие в массе жесткого каркаса из плотных, уже прошедших соответствующий обжиг зерен. Размер зерен может варьироваться от 100 микрон до нескольких миллиметров, что определяется скорее требованиями фактуры материала, а не требованиями технологии. Жесткий каркас препятствует усадке массы в процессе обжига. (Кстати, при сушке усадка шамотных масс ненамного меньше, чем тонких пластичных масс). Это позволяет проводить обжиг при несколько более высоких температурах, не опасаясь серьезной деформации изделия. Часто материал зерен имеет другой состав, чем пластичная составляющая массы. Если тугоплавкость зерен выше, температуру обжига можно увеличить значительно.
А в целом схема обжига шамота та же, что и для других типов масс: сначала утильный, потом (если нужно) политой, потом (если нужно) декорирующий обжиги.
Однократный обжиг
Однократный обжиг — это когда на высушенное изделие наносят глазурь и обжигают все в один прием, объединяя утильный и политой обжиги. Это мечта любого производственного экономиста:
- только один раз тратится энергия на нагрев;
- ставка изделий в печь и их выемка производится один раз;
- не нужен промежуточный склад утиля;
- цикл от сырца до готового изделия сокращается вдвое, т.е. меньше относительные затраты на аренду площадей и зарплату за счет повышения производительности.
В принципе, если не считать совсем низкотемпературный декорирующий обжиг, однократно можно обжечь любой материал.
- Но:
- приходится наносить и подглазурный рисунок, и собственно глазурь на просто высушенное изделие, которое, конечно, не имеет прочности утиля;
- из-за этого исключается машинная обработка, а руками надо все делать очень акуратно, чтобы ничего не разбить;
- глазурование методом окунания — наиболее экономный с точки зрения расхода глазурей — можно проводить только для маленьких изделий, делая большую паузу между глазурованием внутри и снаружи;
- нет утиля, нет и промежуточного контроля качества (овальность, тонкие краевые трещины и т.п.), т.е. заранее закладывается более высокий процент брака
- глазури должны быть специфицированы на однократный обжиг.
Как же определить, нужен нам однократный или двукратный обжиг? Решающим критерием для художника или художественной студии является конечный результат — то есть осуществление художественного замысла. Для мастерских, изготавливающих более или менее серийную продукцию, и для керамических фабрик, решающим могут оказаться соображения экономического порядка. Вот что нужно иметь в виду.
- Для фарфора:
- Энергозатраты на низкий утильный обжиг существенно ниже затрат на высокий обжиг. Для первого достаточны температуры порядка 900°C, воздушная окислительная среда, электрическая печь со слабой футеровкой. Для второго — хорошо футерованная и желательно пламенная печь. Стоит ли экономить на утиле?
- Глазури для фарфора начинают расплавляться при температуре, близкой к температуре созревания фарфорового черепка. В том интервале температур, где происходят процессы разложения глинистых минералов, глазурный слой походит на порошок, и газы легко проходят через него. Таким образом, не приходится опасаться дефектов глазури, возникающих по причине газонепроницаемости расплава. Стоит ли проводить утильный обжиг?
- Фарфоровые массы — это тощие, быстро промокающие массы. Глазурование сырца требует сноровки. Утиль нужен!
- Многие крупные изделия, например, изразцы, часто надо глазуровать напылением. А при обжиге на бисквит глазуровать вообще не надо. Тогда зачем нужен утиль?!
- Для фаянса:
- Утильный обжиг (помните, он проводится на высокую температуру) нужен обязательно, если мы собираемся использовать легкоплавкие глазури. Иначе в однократном обжиге мы получим не фаянс, а нечто недожженное, напоминающее папье-маше.
- Утильный обжиг не нужен, если мы используем высокотемпературные глазури, которые, наподобие фарфоровых, начинают плавиться выше 1100°C. В этом случае наносят их, как правило, напылением сжатым воздухом.
- Для майолики — самый сложный случай.
- Утиль нужен практически всегда, и причем на максимально высокую температуру. Многие технологи западной школы рекомендуют обжигать майолику чуть ли не до стекловидного состояния, чтобы выжечь все примеси и разложить все, что способно разложиться в утильном обжиге. Вопрос, а как потом глазуровать? Можно. Читайте об этом в разделе о глазурях.
- Если в качестве покрытия использовать ангобы или что-то вроде терра-сигилята, или если вы располагаете специальными глазурями с очень коротким интервалом плавления, можно обойтись без утиля.
Для всех материалов однократный обжиг возможен при условии тщательно отлаженной технологии, которая в случае керамики, на две трети состоит из опыта работающих.
Кажется, в нашем изложении проблем обжига все уже запутано настолько, что требуется еще одна раскладка по полочкам.
Что происходит в процессе нагрева и охлаждения.
| Интервал,C | Процесс |
|---|---|
| 20 — 100 | Удаление влаги из массы. Греть нужно медленно и, главное, равномерно. Чем толще стенки изделия, тем медленнее нагрев. |
| 100 — 200 | Удаление влаги из массы продолжается! Если приборы показывают 150°C, это еще не значит, что изделие нагрелось до такой температуры, особенно в толще, особенно на толстой подставке. Глазурное покрытие претерпевает усадку. Выделяющиеся из объема изделия пары воды могут привести к растрескиванию и отлету покрытия. Из люстровых покрытий выделяются летучие органические соединения. Не форсируйте нагрев! |
| 200 — 400 | Выгорание органических веществ. Если по каким-то причинам их много, следует обеспечить хороший приток воздуха (деколи, люстры, связующее надглазурных красок и мастик). |
| 550 — 600 | Серьезное фазовое превращение кварца. Оно редко проявляется на стадии нагрева, а на стадии охлаждения может привести к т.н. «холодному» треску. |
| 400 — 900 | Разложение минералов глины. Выделяется химически связанная вода. Разлагаются азотнокислые и хлористые соли (если их использовали). |
| 600 — 800 | Начало расплавления свинцовых и других легкоплавких флюсов, надглазурных красок. При 750 — 800°C в третьем декорирующем обжиге происходит размягчение поверхности глазури и впекание красок, золота и т.п. Выгорание сульфидов. |
| 850 — 950 | Разложение мела, доломита. Начало взаимодействия карбонатов кальция и магния с кремнеземом. Эти процессы сопровождаются выделениями углекислого газа. В целом завершены все превращения глинистых веществ. Их наиболее мелкие частицы уже спеклись и обеспечили заметную прочность черепка. К концу интервала — полное расплавление майоликовых глазурей. |
| 1000 -1100 | Интенсивное взаимодействие извести и кремнезема сопровождается появлением жидкой фазы (например, в известковом фаянсе), уплотнением и деформацией черепка. Начало размягчения полевых шпатов. Плавление нефелин-сиенита. Интенсивное разложение сульфатов, что сопровождается выделением сернистого газа. |
| 1200 -1250 | Интервал спекания беложгущихся глин, фаянсовой массы. Растворение кремнезема и каолинита в расплаве полевого шпата. |
| 1280 — 1350 | Процесс муллитообразования. Иглы муллита пронизывают фарфоровую массу, что в дальнейшем обеспечит ей высокую прочность и термостойкость. Превращение тонкодисперсного кварца в кристобаллит. |
| 1200 — 1420 | Этот температурный интервал характерен для фарфора. Здесь происходят процессы восстановления рыжих оксидов железа в более благородные голубые, если обеспечены соответствующие окислительно-восстановительные условия обжига. Температуры высоки, вязкости умеренные, очень быстро протекает диффузия: например, подглазурная роспись теряет четкость очертаний. |
| 1420 — 1000 | Ничего особенного в процессе охлаждения не происходит. И глазурь, и масса находятся в достаточно пластичном состоянии, поэтому охлаждать можно настолько быстро, насколько это позволяет печь. Если используются глазури, склонные к кристаллизации, медленное охлаждение или выдержка 1-10 часов в этом интервале приводит к росту кристаллов. |
| 1000 — 700 | Начинается окисление низших оксидов меди, марганца и др. металлов (если они использованы) в высшие. Недостаток кислорода в пространстве печи может дать поверхность с металлизацией. Если требуется восстановление — самое время для него. Восстановительную среду следует поддерживать чуть ли не до комнатных температур, как минимум до 250-300°С. |
| 900 — 750 | И черепок, и глазурь перешли в хрупкое состояние и далее остывают как единое твердое тело. Если не согласованы КТР — возможен цек или отскок глазури и даже разрушение изделия. |
| 600 — 550 | Обратное фазовое превращение кварца с резким объемным изменением. Скоростной проход этого интервала может вызвать «холодный» треск. |
| 300 — 200 | Фазовое превращение кристобаллита. Он образовался, если в массе был очень тонкодисперсный кремнезем, при 1250 — 1300°C. Не следует спешить открывать дверцу печи. |
| 250 — 100 | Охлаждение продолжается! В глубине ставки, в толстых частях изделий температура гораздо выше, чем в тонких кромках и чем показывает термопара. Дайте изделиям остыть равномерно. |
В таблице описаны основные процессы. Поэтому сейчас еще раз кратко укажем, что главное в обжиге.
- 01Первый обжиг. В печь ставим сырец. В нем много воды, даже если он выглядит сухим. До 200 — 300°C нагреваем медленно, например за 2 — 3 часа. Обеспечиваем хорошую вентиляцию, чтобы выгорели все примеси. Конечная температура — 900 — 1000°C. Если нет уверенности в температуре, делаем выдержку 1 — 3 часа, давая возможность всей садке равномерно прогреться. Охлаждение ведем с такой скоростью, с которой остывает печь. Форсированное охлаждение проводим только после нескольких экспериментов — цека глазурей не будет, поскольку нет глазурей, а вот холодный треск из-за кварца может иметь место.
- 02Обжиг с глазурью после утиля. В печь ставим заглазурованные изделия. Черепок уже обжигали на утиль, так что скорость на начальном участке нагрева может быть выше; главное, хорошо просушить глазурь. Нагрев до конечной температуры проводим так быстро, как позволяет печь и, главное, скорость прогрева изделий. При конечной температуре делаем выдержку от 15 минут до 1-2 часов с целью равномерного прогрева. Если скорость подъема температуры в конце нагрева невысокая (50°C в час и меньше), считаем, что выдержка уже была. Лучше, конечно, здесь пользоваться конусами Зегера. «Полочки» (выдержки при постоянной температуре) на стадии охлаждения — только для кристаллических глазурей и некоторых матовых. В остальном — как в п.1.
- 03Однократный обжиг с глазурью. Принимаем во внимание все, что в п.1 и в п.2. Не форсируем подъем температуры в интервале 500 — 900°C — до начала плавления глазури из черепка должны удалиться все газы!
- 04Обжиг деколей, люстровых красок, надглазурных красок. Поднимаем температуру очень медленно (за 2 — 4 часа) до 400°C — надо сгореть всей органике. При этом среда должна быть окислительной (воздушной), а вентиляция — интенсивной. От 400 до 800°C — как угодно быстро. Выдержка 5 — 15 минут.
О том, какие условия обжига диктует печь, читайте ниже.
2. Электрические печи и два слова про другие.
Обжиг керамики проводят в самых разных тепловых агрегатах, называемых печами. Если для нагрева используется тепло электрического тока, печи называют электрическими, если тепло от сгорания органического топлива — топливными и обычно более конкретно:газовыми, дровяными, мазутными и т.д. За тысячи лет обжигов керамики изобретено немало конструкций топливных печей, а за последние сто лет — не меньшее число конструкций электропечей.
- свободное пространство для ставки изделий, для краткости — камера;
- огнеупорная и теплоизолирующая оболочка, для краткости — футеровка;
- тепловой источник — нагреватель, горелка и т.д.
- устройство для контроля и регулирования степени нагрева — регулятор.
- Независимо от вида и конструкции, в печи присутствует:
Каждую печь можно классифицировать по особенностям перечисленных атрибутов. Если нужно заказывать печь, обязательно указывайте эти особенности.
Объем камеры определяет производительность печи в одном обжиге в периодической печи или за цикл толкания одной вагонетки в туннельной печи. В дальнейшем мы будем говорить только о печах периодического действия. Объем камеры может составлять 1 — 2 литра; такие маленькие печки удобны для тестовых обжигов и для изготовления небольших изделий типа керамической бижутерии. Объем камер печей, обычно используемых в мастерских и студиях, составляет от 50 — 100 литров до 1 — 1,5 куб. м. Для фабричных условий характерны печи с объемом от 3 до 20 куб. м.
Футеровка и нагреватель определяют максимальную температуру, которую можно развить в камере. Чем выше требуется температура, тем более высокого класса должны быть огнеупоры, что сразу и, заметим, резко сказывается на стоимости печи. Иногда камера отделена от нагревателя дополнительной футеровкой, называемой муфелем. (Не следует называть муфелями все подряд маленькие печи!)
Регулятор содержит устройство для измерения температуры, которым обычно является термопара, устройство регулирования мощности нагревателя и управляющее устройство, согласующее действие двух первых.
Ниже приведены некоторые конфигурации печей.
Костер
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Камера | 10 — 100 литров |
| Футеровка | слой земли |
| Теплоизоляция | cлой земли |
| Нагреватель | тепло сгорающих дров |
| Измеритель температуры | на глаз по свечению |
| Регулятор мощности | подкидывание дров |
| Управление | cобственный опыт |
Электропечь 200.1250.L (ООО «Термокерамика»), вариант
|
 |
Такие разные тепловые устройства здесь приведены для того, чтобы глубже понять функции элементов печи.
Камера — это рабочее пространство, куда помещаются изделия и полки с подставками, из общего объема «от стенки до стенки» нужно вычесть объем, необходимый для нагревателей. А расчет полезной загрузки камеры нужно производить с учетом толщин полок.
Пример. Полезная ширина, глубина и высота камеры — 40 см. Имеется огнеупорная плита 39х39 см, толщиной 2 см и четыре стойки 7х7 см высотой 18 см. Сколько горшков диаметром 18 см и высотой 16 см можно поместить в печь? Ответ: если без полки — 4 шт., а если с полкой — 6 шт. (а не 8; смотрите на рисунке).
Продолжая пример, зададимся вопросом, а что, собственно, выгоднее — обжечь за один раз 4 горшка или 6? Ответ заключен в анализе количества тепла, необходимого на нагрев дополнительной массы огнеприпаса. Если горшок весит грамм 300, а плита и стойки — килограммов 5… Т.е. чуть ли не все тепло пойдет на нагрев огнеприпаса! И остывать печь будет дольше. Может случиться так, что за время обжига шести горшков можно провести два обжига по 4 горшка в каждом.
На самом деле нагреваются не только горшки и огнеприпас, но и стенки печи. В костре это — сплошная масса земли. Прогреть ее трудно, остудить тоже. В современной печи должны присутствовать огнеупоры с низкой теплоемкостью, низкой теплопроводностью и высокой огнеупорностью. Вакуумформованый волокнистый материал ШВП-350 хорошо подходит для конструирования печей с рабочей температурой 1200°C. Если вся печь выполнена из тяжелого шамотного кирпича, она потребует колоссального времени на нагрев и остывание, и соответственно затрат энергии. Такая тяжелая «на подъем» печь не позволит Вам реализовать режимы скоростного нагрева, если они Вам для чего-то понадобились. Впрочем, можно увеличить мощность нагревателей.
Электрические нагреватели бывают проволочными и керамическими. Проволоку делают из нихрома (дорого, предельная температура 1100°C, зато остаются гибкими после работы) или из железных сплавов. Последние часто называют «фехраль», а импортные аналоги — «кантал»; отечественные марки имеют точное наименование — Х23Ю5Т или Х27Ю5Т. Фехраль работает до 1200 — 1350°C в зависимости от диаметра проволоки. После первого же нагрева необратимо становится хрупким, перегоревший в одном месте нагреватель нельзя починить скруткой!
К керамическим нагревателям относятся карбид-кремниевые, они же силитовые, они же карборундовые стержни: рабочая температура до 1400°C. В последние 10 лет упорно рекламируются дорогие хромит-лантановые нагреватели с рабочей температурой до 1700°C, которые имеют очень высокий ресурс работы при тех же 1300-1400°C (если не сломать, когда устанавливаешь тяжелую плиту :-)). Читайте в другом месте о том, как рассчитывать электрические нагреватели. Здесь мы рекомендуем обращаться за помощью в специализированные фирмы.
Если нагрев осуществляется газовыми горелками, в пространстве печи могут быть достигнуты любые температуры вплоть до 1700°C, а если еще использовать воздух, обогащенный кислородом, — до 2000°C. Газовые (да и другие топливные) печи хороши тем, что позволяют вести обжиг не только в окислительной, но и в нейтральной, и в восстановительной среде. Степень «восстановительности» регулируют изменением соотношения газ/воздух, в современных газовых печах это делается автоматически. Дровяные печи, к сожалению, сложнее поддаются автоматизации, но они просты в изготовлении, дешевы в эксплуатации, для них не требуется согласований с газовой инспекцией, а дают 1200°C запросто.
Чем мощнее нагреватели, тем более быстрый нагрев они могут обеспечить. И тем аккуратнее с ними нужно работать. Представьте, что произойдет в первые же пять минут с горшками, если одна сторона их обращена к мгновенно раскаляющейся стенке с нагревателями, а другая — к холодному соседнему горшку. Плавный разогрев (а точнее — равномерный по всей камере) проще всего получить, используя тиристорные силовые блоки. Регулирование выходной мощности в них происходит по принципу «больше сила тока» — «меньше сила тока», а не по принципу «включено» — «выключено». Если в Вашем распоряжении только последний способ регулирования, то задавайте на первом этапе невысокие температуры (сначала 100°C, через полчаса — 200°C, через час — 300°C, и только потом — конечную температуру). А если в печи совсем нет управляющего прибора, не отходите от нее и щелкайте выключателем каждые пять минут (Это не шутка!)
Называя разные температуры, мы до сих пор не уточняли, о чем идет речь — о температуре на нагревателе? на изделии? на термопаре? Если в печи установлена термопара, то прибор, подсоединенный к ней, будет показывать, естественно, температуру кончика термопары. По разным причинам, о которых написаны тома научной литературы, эта температура только примерно отражает тепловую ситуацию в печи. В процессе нагрева нагреватели всегда горячее, а изделия — холоднее, чем термопара. Термопара показывает температуру в некоторой точке камеры, а что делается в других местах — неизвестно. Тем не менее термопара выдает электрический сигнал, понятный электронным приборам, в том числе и автоматике управления мощностью. С этой точки зрения она незаменима. Долгая практика эксплуатации печи дает информацию о том, где в камере бывает жарче, где холоднее. Рано или поздно мы привыкаем к повадкам этого устройства. Но издавна (с конца 19 века) известен и другой способ определения момента достижения требуемой точки обжига. Это — обжиг по конусам Зегера.
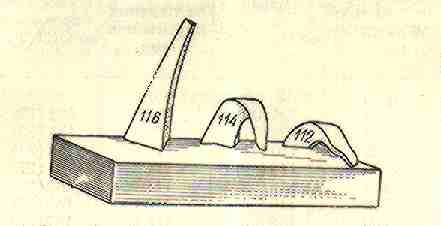
Обжиг считается выполненным на данный конус, если конус, деформируясь в процессе обжига, коснулся подставки, на которую он установлен. Конус изготовлен из масс, поведение которых схоже с поведением обжигаемого материала. Если на практике выяснено, что наилучший результат достигается при обжиге на конус, скажем, 114, то все обжиги надо проводить на этот конус, не обращая особенного внимания на показания термопары. Да и термопара не нужна! Использование конусов чрезвычайно распространено в художественной керамике на Западе. И это не случайно…
Новости и обсуждения — на наших страницах в соцсетях
Для связи с нами
Статьи и медиа
Внешний вид и прочностные характеристики керамических изделий формируются под воздействием высокой температуры. С этой целью используют печь для обжига керамики. Устройства отличаются конструкцией, термоисточником, предельной температурой и другими параметрами. Мастера могут как приобрести промышленное оборудование, так и сделать печь самостоятельно.

Статья по теме — виды и типы печей.
Классификация печей для керамики
Устройства для термической обработки керамики классифицируются по ряду признаков. Благодаря вариативности печей керамисты имеют возможность выбрать аппарат, исходя из своих потребностей и возможностей.
Виды по расположению нагревательных элементов
Печи бывают муфельные и камерные. В первом случае нагревательные элементы располагаются вокруг камеры из огнестойкого материала (муфеля). В камерных видах источники нагрева находятся внутри ёмкости.

*
Теплопотери камерных печей ниже, поскольку тепло не рассеивается огнеупором. Но в некоторых случаях для достижения более высокого качества изделий посредник в виде муфеля необходим.
Аппараты, в которых между керамикой и термоисточником только пространство камеры, характеризуются более высокой температурой. Большинство агрегатов такого типа относятся к профессиональным – с более широкими возможностями.
Устройство
Независимо от того, делаете ли вы печь для керамики из бочки или используете промышленный вариант, каждая конструкция выполняется из нескольких, основных частей:
- Наружный корпус агрегата может изготавливаться из нержавеющей стали или старого холодильника. Его главная задача – создание силового каркаса вокруг внутренней топки и жарочного шкафа. Стальные конструкции не конкуренты кирпичным корпусам, которые прослужат долгое время. Для изготовления стального наружного корпуса используем сталь, толщина листа от 2 мм.
- Внутреннего слоя теплоизоляции. Для этого используют шамотный кирпич или другой теплоизоляционный материал, способный выдержать температуру нагрева свыше 2000. От теплоизоляционных качеств этого слоя зависит производительность аппарата и потери тепла.
- Слой теплоизоляции между внутренним слоем и корпусом печи. Используют минеральную, базальтовую вату, перлит. Не рекомендуется использовать листовой асбест. При высокой температуре материал выделяет вредные для человека вещества.
- Камеры для закладки глиняных изделий и нагревательных элементов. Для электропечей используются спирали из нихрома или воздушные Тэны. Эти устройства устанавливаются в пазы, которые выбраны в шамотном кирпиче. Нихромовая проволока – это оптимальный вариант для электропечей. Для газа устанавливаются газовые горелки.


Правила эксплуатации
Электропечь разрешается включать исключительно в усиленную розетку. Можно также пустить прямо от щитка провод большого сечения. Кроме того, нелишней будет установка автоматического выключателя.

Поскольку эта модель устройства имеет в наличии оголенные провода, с ней необходимо быть предельно осторожным. Нельзя касаться спиралей работающей печи. Чтобы избежать возникновения несчастных случаев, рекомендуется поставить на дверцу концевой выключатель, который отключит агрегат при открытии створки. Если вы не очень сильны в электрических работах, обратитесь за помощью к специалисту, который поможет сделать устройство максимально безопасным, в том числе заземлить его.
Принцип работы
Печи для обжига керамических изделий, независимо от вида топлива работают по определенной схеме:
- подсушенные на воздухе глиняные изделия помещаются в полость для их укладки. Крупные изделия располагаем внизу и как пирамиду размещаем остальные игрушки или тарелки;
- дверца печи плотно закрывается и постепенно повышается температура в печи. Сначала доводим ее до 1500-2000;
- после предварительного 2 часового подогрева деталей температура повышается до 3500-4000;
- спустя 2 часа увеличиваем температуру еще на 2000 и так доводим нагрев до 9000;
- выключаем нагревательные приборы или тушим пламя в печи и оставляем изделия постепенно остывать. Дверца должна быть всегда закрыта, вплоть до извлечения готовой керамики.
Равномерное и постепенное остывание делает керамику прочной и долговечной. После всего этапа обжига можно приступать к нанесению слоя глазури или другой декоративной отделки.

Важно! Используя печь для запекания полимерной глины, мы добиваемся объемности изделий и придания им дополнительной привлекательности. Цветочный букет, прошедший закаливание будет выглядеть как настоящий.

Термопара

Термопару для замера температуры в печи используют довольно давно. При этом и зарекомендовала она себя как надежное измерительное устройство. По сути это два проводка состоящих из разных сплавов, которые соединены между собой с помощью сварки.
Во время замера температуры на концах проводков вырабатывается ток, и чем большей будет температура печи, тем больше мы получим милливольт на выходе. Используя специальные приборы можно с легкостью переводить милливольты в температурный показатель.
Существует огромное количество типов термопар, которые состоят из различных сплавов. Для муфельной печи предназначается термопара типа К. Состоит она из сплава хромель-алюмель и рассчитана на температуру вплоть до 1300 °С. Для работы в высокотемпературной среде рекомендовано использовать термопару с толстой проволокой.
Измерять температуру внутри печи термопарой можно при помощи различных приспособлений. Некоторые из них мы опишем далее.
Мультиметр — доступное устройство измерения в его конструкции сразу продумана функция определения температуры термопарой типа К. В основном этот тип преобразователя сразу продается в наборе с мультиметром. Недостатком является только то, что предложенная в данном варианте ТХА тоненькая и при высоких температурах быстро выходит из строя.
Еще можно использовать термопары типа S в основе которых находятся сплавы платинородия-платины. Они дороже сплавов термопары типа К, но лучше выдерживают высокие температуры, т. к. рассчитаны на 1600 °С и прослужат дольше. По стандарту такая термопара поставляется уже в защитном кожухе.
Термический преобразователь ТПП как и термопару К подсоединяют к электронному преобразовательному устройству. Таким образом, удается легко определить температуру в печи и регулировать ее с помощью пользовательской программы.
Преобразователь ТХА еще один тип измерителя соединяющегося с контролером
Здесь важно, чтобы длина проводков была достаточной. Если изначально проводки короткие, то можно использовать специальные термокомпенсационные провода
При этом важно понимать, что материал удлиняющего провода должен состоять из тех же сплавов, что и материал самого преобразователя. Но, диаметр его должен быть меньшим.
Подключив термопару к контроллеру и подключив их к питанию, вы сразу сможете узнать температуру в муфельной печи. Чтобы еще облегчить работу по обжигу используйте элементы управления и в автоматическом режиме управляйте этим процессом.
На сайте «Технонагрев» вы сможете подобрать самый подходящий вариант термопары и удлиняющие провода. При необходимости обратитесь за консультацией к нашим менеджерам.
Работая с муфельной печью, не забывайте о средствах защиты. Даже когда печь имеет более чем достаточную изоляцию, ее внешняя поверхность может стать достаточно горячей, чтобы серьезно обжечь кого-либо, если прикоснуться к ней незащищенной кожей. Поэтому используйте следующие средства индивидуальной защиты:
Рукавицы или перчатки для печи: их следует носить при работе с любой частью печи (кроме панели управления) во время ее обжига или охлаждения. Даже после отключения питания печь останется горячей в течение нескольких часов. Не открывайте и не трогайте ее до полного охлаждения.
Темные очки. Для наблюдения за отверстиями в печи рекомендуется использовать специальные защитные очки. Они защищают ваши глаза от лучистого тепла. Обычные солнцезащитные очки не подходят для этой цели и могут даже навредить, т.к. не рассчитаны на высокие температуры. Защитные очки могут также позволить вам видеть ваши конусы, если вы их используете, более четко.
Виды и типы
Такие печи подразделены на несколько групп.
| Характеристика | Описание |
| Вид топлива | Работают на газе, электричестве или твердом топливе |
| Рабочая температура приборов | Выпускаются:
|
| Мощность прибора | В этой категории на выбор влияет размер будущих изделий. Средняя мощность печей для обжига – 5-10кВт. Для расчета используйте формулу – на 1 литр объема потребуется обеспечить мощность 0,7-1 кВт. |
| Тип конфигурации | Такие устройства изготавливаются:
|
Промышленные печи должны изготавливаться только из качественных огнеупорных и жаростойких материалов, с пониженным значением теплопроводности и способных выдержать нахождение в агрессивной среде долгий период.
Газовая печь для обжига керамики с шамотным кирпичом – такая конструкция не пользуется популярностью. Шамот заменен на современные материалы.
Все качества важно учитывать при выборе промышленной печи и разрабатывая конструкцию самодельной.
Способ второй. Делаем печку, не имея под рукой металлического корпуса
Процесс изготовления в данном случае мало чем отличается от описанного выше, однако свои нюансы здесь определенно имеются. Начнем с того, что рабочий объем приведенной ниже конструкции составит порядка 13-литров. Спираль, как уже упоминалось выше, сможет прогреваться до тысячи градусов всего за 1,5 часа, при этом температура наружных стенок устройства не превысит 100 градусов. Алгоритм действий должен быть следующим.
Шаг 1. Вначале, используя профильную трубу 4х2 сантиметра (с квадратным сечением) сооружаем подставку для прибора. После этого окрашиваем готовую подставку эмалью.

Шаг 2. Поверх подставки крепим лист оцинкованной стали (его толщина должна составлять примерно 0,1 сантиметра), используя для этого саморезы «по металлу».

Шаг 3. Стены изготавливаем из шамотного кирпича и специального каминного состава (все так же, как в предыдущем варианте). По застывании раствора проделываем канавки под спираль.

Шаг 4. Дно собираем из кирпича отдельно, для крепления используем все тот же раствор. Перед тем, как продолжить работу, дожидаемся полного высыхания конструкции. Не забываем смачивать каждый кирпич непосредственно перед укладкой.

Шаг 5. Поверх металлического основания укладываем термоизоляционный слой (можем использовать для этого все ту же базальтовую вату). В целях максимального уплотнения данного слоя его необходимо увлажить перед тем, как фиксировать кирпичное днище.

Шаг 6. Продолжаем традиционную кладку печи, но стараемся, чтобы все пустоты и швы были тщательно заполнены.

Шаг 7. Крышку для камеры традиционно делаем из шамотных кирпичей, но при этом скрепляем их между собой посредством металлической стяжки.

Шаг 8. Укладываем спираль в подготовленные канавки, утепляем конструкцию снаружи термоизоляционным материалом. Далее закрываем все листами цинкованной стали, которые вырезаны в соответствии с размерами полученной камеры.

Как видим, для этого требуются познания не только в печном деле, но и в области электричества. С еще одним возможным способом изготовления можете ознакомиться из приведенного ниже видеоматериала.

Видео – печка для обжига на дровах
Как своими силами сделать печь Бубафоня
Ранее мы рассказывали о том как своими силами сделать печь Бабуфоня, в дополнение к этой статье советуем вам ознакомится с данной информацией все подробности смотрите тут
Как правильно выбрать?
В этом вопросе обязательно обратите внимание на несколько факторов, указанных в таблице.
| Характеристика | Краткое описание |
| Цена | Если планируется покупка муфельной конструкции обязательно помним о ее высокой цене. Не рекомендуем смотреть на дешевую, даже акционную распродажу. Стоит понимать, из чего складывается высокая цена таких приборов:
|
| Мощность | Не рекомендуем покупать мощный аппарат с большим отсеком для заготовок, если планируется производство глиняных свистулек. Для такой работы лучше сделать или купить маленькую, маломощную конструкцию. Формула расчета необходимой производительности прибора приведена выше. |
| Тип загрузки изделий | Верхняя загрузка на печах уменьшает окончательную стоимость прибора, но качество обжига остается на уровне. И контролировать процесс обжига становится легче. Но закладывать глиняную продукцию потребуется очень осторожно. Боковая загрузка облегчает укладывание деталей и позволит разместить их на оптимальном расстоянии, но такая печь тяжелая и больших габаритов. Самая дорогая и производительная – колпаковая печь. |
Важно! Цена на печи для обжига керамики – основной критерий выбора и определения возможной подделки. Профессионалы отдают за такую конструкцию 100000 р, для кустарного производства и верхней загрузки, стоимость составит до 35000 р.
Обзор моделей
| Модель | Характеристики. Габариты в мм (Ш., Г, В) | Цена в рублях |
| Печь «Боссерт Технолоджи ПМ-1700 п»
|
|
48000 |
| «РОСмуфель 18/1100/3кВт/220Вт»
|
|
105000 |
| Печь «Мастер 45»
|
|
Цена договорная, зависит от уровня автоматики, материала отделки внутреннего слоя |
| «ARIES.11.M.00»
|
|
123000 |
| «Мастер 45 АГНИ»
|
|
От 109000 |





Твердотопливные печи
*
В отличие от двух предыдущих, для этой вариации характерно кустарное производство. Дровяная печь для обжига глины – прародительница современных аппаратов. Даже сейчас, когда нет недостатка в продвинутых моделях, многие гончары не отказываются от традиционных конструкций. Для специалиста работа с огнём – не просто ремесленничество, но ещё и большое удовольствие.

Обычно подобное оборудование делают из кирпича. Иногда роль обжиговой печи играет железная бочка. Кирпичный вариант предпочтительней по многим причинам, среди которых высокая мощность, безопасность, надёжность, большой срок службы.
В любом случае для дровяной печи необходим фундамент. Основу делают не ранее чем через день после устройства ямы и тщательной трамбовки дна.
Кирпичные печи обычно делают двурядными. Наружный ряд кирпичей способствует более комфортной работе – о него не обжечься. В качестве дымоотвода – труба. Чем шире и выше последняя, тем эффективней отвод отработки и безопасней обжиг.
Гончарная печь на дровах не отличается высоким КПД. Поэтому те, кто стремится не только к соблюдению традиций, но и к большей продуктивности, выбирают другие варианты. Но для владельца частного дома это неплохое решение. Особенно, если учитывать стоимость современного оборудования. Хотя и более технологичные устройства можно изготовить своими силами.
Какой должна быть вентиляция
В реальности изготовление, точнее сам процесс обжига керамики — не так полезен для здоровья. И тут далее многие могут сделать вывод, что печи не место в доме вообще. Для неё должна быть особая каморка. Многие думают ещё дольше, что они очень загрязняют воздух и прочее и прочее. Только вот по сравнению с другими показателями загрязнения выброс такой печки просто ничто для воздуха.
Но для тех, кто отважился и пронес печь в дом. Какая должна быть вентиляция, чтобы не причинять вреда. Итак, помещение должно быть хорошо вентилируемым, так как время для обжига составляет много часов и за это время постоянно идет выброс веществ, которые вредны для здоровья. Варианты вентиляции для помещения с печкой под обжиг керамики:
- несколько открытых окон помогут сделать движение воздуха и выносить все запахи и вредные частички сразу из окна;
- специальная конструкция из вентиляционной системы (дыра с вентилятором в самой стене, через которую будет забираться воздух с улицы в помещение и выводиться выбросы от печи);
- Downdraft system и Updraft — это специальные вентиляционные системы, которые мастера продумали специально для помещений, где осуществляется обжиг в печи.
Вот сколько способов помогут рукам не отказываться от любимого занятия, а здоровью не страдать от вредного выброса веществ при обжиге.

Сложности при изготовлении

Обратить внимание:
- Безопасное подключение баллона к горелке. Газовый резиновый шланг не использовать вблизи раскалённой печки — используем металлический.
Газовый баллон должен стоять на безопасном удалении и обязательно используем редуктор с обратным клапаном.
- Герметизируйте все щели при помощи глины, асбеста или базальтового шнура.
- Печь устанавливается вдали от легковоспламеняющихся предметов.
- При работе не прикасайтесь к элементам печи голыми руками.
Внимание! Не пускайте на площадку детей!
- Выходное отверстие для сгоревших газов должно быть достаточного диаметра, иначе пламя будет «захлёбываться», регулировать его можно куском утеплителя.
Куда лучше устанавливать
Установку лучше не помещать в маленькие и закрытые помещения, которые не имеют вентиляции (кладовки или шкафы). Печь не стоит устанавливать в том помещении, где живут люди, где они спят, едят и прочее. Лучше выбрать для нее отдельное помещение, с открытым окном. Где можно создать маленькую студию специально для обжига.
Обязательно следует соблюдать расстояние от печи и до любого предмета или стены. Оно не должно быть менее, чем 30 см. И согласно правилам пожарной безопасности керамисту не хранить вблизи такие предметы или материалы, которые легко могут воспламеняться
Очень важно и проверить материал стен, что и окружают печь. Это не должны быть гипсокартон или иной легковоспламеняющийся материал
Идеальный вариантом становятся кафель или бетонные стены. Но и пол не стоит обойти без внимания, он также должен состоять из специального материала. И это не должен быть ковер, паркет, лист линолеума. Если пол не из бетона или другого материала, который не из списка легковоспламеняющихся, то не стоит сразу всё крушить и ломать. В некоторых случаях достаточно просто постелить лист железа прямо на поверхность пола и аккуратно установить на неё печь.
Дата: 25 сентября 2021
Обжиг в дровяной печи. Часть 1
Нашла очень хорошие мастер-классы об обжиге в муфельных печах, о том, как эти печи изготовить самостоятельно и т.д. Но это абсолютно мне не подошло. Живу я в садоводстве в Крыму. У нас не очень хорошее электричество — недостаточно напряжения, скачки и т.д. Кроме того, я сама печь не изготовлю, а готовую покупать слишком дорого. Поэтому обжиг в дровяной печи это вынужденная мера.
Прошерстив интернет, я поняла, что информации об обжиге на дровах недостаточно. Пришлось самой набираться опыта путем проб и ошибок.
В чатах о гончарном деле указали контрольную температуру, при которой глина превращается в камень — 1000 градусов. Дрова такую температуру не дадут.
Была информация об обжиге в духовке, но это подходит для бусин. Провела эксперимент — не удовлетворительно. Не смогла обжечь даже очень мелкую и тонкостенную вещь. Просто подсушить можно. Подойдет для детского творчества. Нужно только потом покрыть двумя слоями ПВА, разведенного водой 1х1. Покрывать нужно снаружи и изнутри. Это позволит глине не впитывать лишнюю влагу.
Итак. Мы вплотную подошли к обжигу на дровах.
1. Для обжига глины нужна высокая температура. А мы из школьной программы по физике знаем, что максимальная температура у пламени в верхней ее части. Поэтому изделия необходимо разместить на высоте 20—30 см от горящих поленьев.
2. Глина требует постепенного нагрева и постепенного охлаждения. Для этого мы делаем прослойку в виде железного листа (в моем случае 2 противня из старой плиты, вложенных один в другой) и железной решетки (опять— таки, от старой плиты).
![]()
Это должно быть хорошее толстое железо, нержавейка не подходит. В старых плитах было хорошее железо для решеток и противней. Нам, женщинам, это понятнее и проще чем покупать, резать или варить железные листы. Кроме того, железная решетка дает возможность влаге беспрепятственно испаряться из глиняной заготовки. Пробовала разные варианты: то изделие оставалось сырым, то дно расслаивалось.
3. По причине, указанной в пункте 2, мы должны обложить обжигаемые изделия кирпичами. По бокам и сверху. Для этого мы выкладываем кирпичи по периметру, накрываем листом железа (еще один противень), на железо укладываем кирпичи. Это позволит постепенно нагреть изделия и медленно остудить.
![]()
![]()
Я всю эту конструкцию поместила в кирпичный мангал. Это дало еще дополнительную теплоизоляцию и решило вопрос о дымоходе. Да, в дровяном обжиге есть очень неприятные моменты — дым и копоть. Поэтому такие печи должны быть на улице.
Я видела такие печи, изготовленные из железных бочек, обложенных внутри битым кирпичом. Но мне это не подошло. Маленький размер камеры и недолговечность конструкции. Хочу попробовать соорудить подобную конструкцию из старой газовой плиты. Но это летом, когда мангал будет нужен для шашлыков.
О дровах для обжига.
1.Оказалось это важно. Я пробовала жечь дрова, которые мы покупаем для печки (акация), но изделия не пропеклись (об этом подробнее в другой части статьи). Идеально подошла сосна (я жгла старые рамы и бросовые доски).
2. Обжиг должен длится не менее 4-х часов. При этом должно пылать пламя. В этом есть большое неудобство, т.к. все это время от печи не отойти.
3. В печи одновременно должно находится 2—3 деревяшки, они должны быть длиной на весь поддон. Пламя должно со всех сторон «облизывать» кирпичи. Я не пилю оконные рамы и другие доски, а просто продвигаю их по мере сгорания. Это очень пожароопасно, поэтому вы должны обязательно находится на месте обжига.
4. Я даю остыть изделиям до утра.
Как проверить готовность изделия в Части 2.