Машина 25 класса
предназначена для изготовления
(выметывания) прямых петель на бельевых
изделиях. Обметывание производится
двух- ниточными стежками челночного
переплетения. На обоих концах петли
ставятся закрепки. Материал прорубается
после обметывания. Строчка при изготовлении
петли может быть гладьевой и бисерной.
Машина снабжена механизмом ножей для
обрезки верхней и нижней ниток.
Длина петли от 9
до 24 мм, ширина 2,5-4,5 мм, расстояние между
кромками 0,5-1 мм, число стежков на 1 см
(густота обметки) регулируется от 16 до
24, толщина обрабатываемых материалов
(под прижимном) – до 1,5 мм, подъем прижима
– до 8 мм.
Скорость вращения
главного вала машины: рабочая – 2200 –
2500 об/мин (в зависимости от модификации),
а перед остановом снижается до 1000, вес
головки – не более 100 кг.
Машину устанавливают
фронтом (головкой рукава) к работающему.
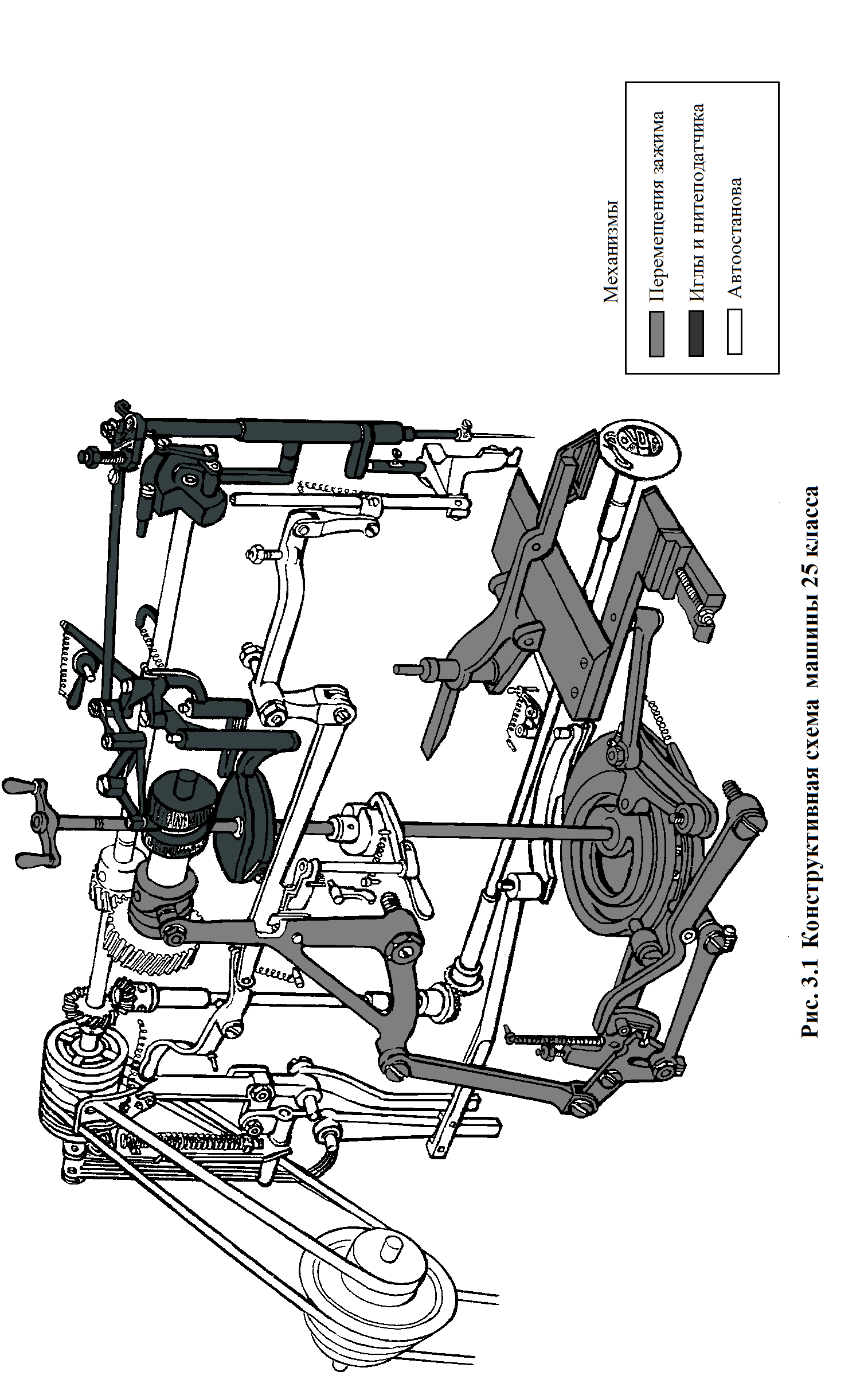
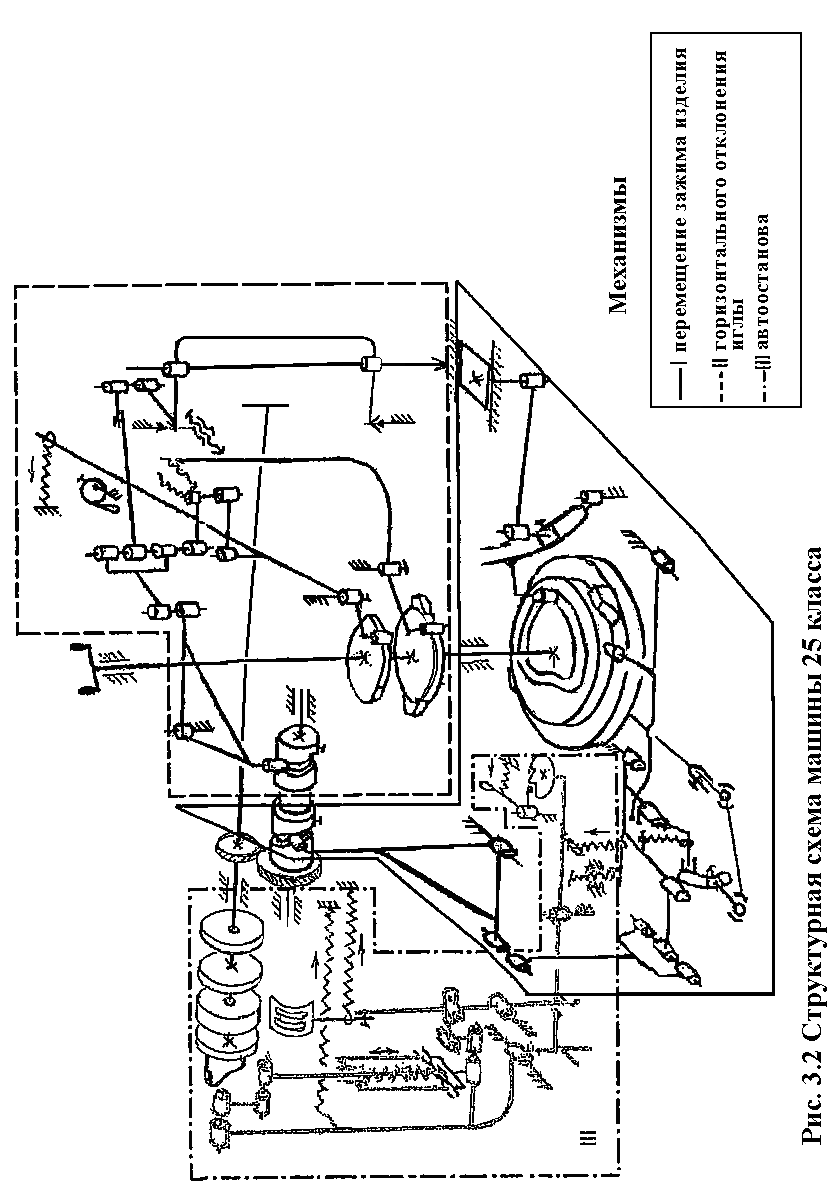
Общая схема базовой
машины 25 класса, показывающая конструктивную
компоновку, представлена на рис. 3.1, а
структурная схема с описываемым в данном
пособии механизмами – на рис.3.2
Конструктивные решения, использованные
в этих механизмах, не встречаются в
ранее изученных (согласно программе)
машинах.
На рис. 3.1 детали
механизма иглы, перемещения зажима и
автоостанова выделены различной
интенсивностью окраски, а на рис. 3.2
обведены соответствующими линиями.
Механизм челнока
– вращающийся, подачи нити –
кривошипно-коромысловый.
Процесс
образования петли.
Изделие располагают на платформе машины
и прижимают к шлифованной поверхности
игольной пластины. Весь цикл
изготовления петли, кончая остановом
машины, выполня-
20
21
22
ются автоматически.
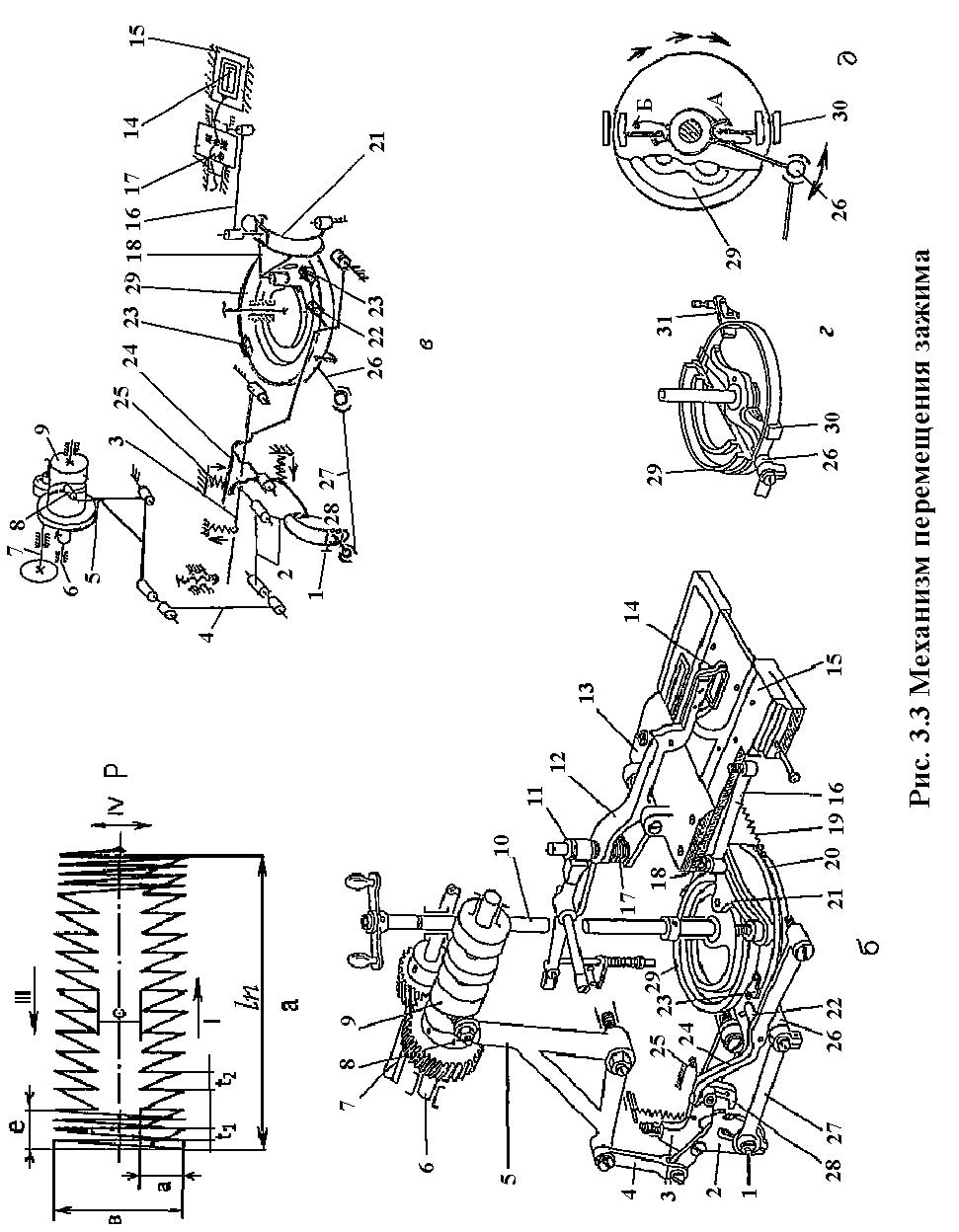
Последовательность образования и
основные параметры петли обозначены
на ее схеме (рис. 3.3 а),
где I
и
III
– перемещение изделия при обметывании
левой (на схеме – нижней) и правой кромок
петли; II
и
IV
– изготовление первой и второй закрепок;
а
– ширина кромки и петли; В
– ширина закрепки; е
–
длина
закрепки; t1,2
– перемещение прижима после двух уколов
иглы (одно за два оборота главного вала)
при изготовлении закрепки и кромки; С
– расстояние между кромками; Ln
– длина петли.
Изготовление
петли
происходит в следующем порядке.
-
Вначале машина
производит обметку левой кромки (рис.
3.3, а).
Велечина перемещения вперед t1
на работающего P.
Игла совершает два движения:
возвратно-поступательное вверх и вниз
и поперечное отклонение, перпендикулярное
к направлению подачи ткани. В результате
продольного перемещения ткани и
поперечного отклонения иглы на ткани
образуется зигзагообразная строчка.
Продвижение
материала происходит толчками – одно
перемещение за два укола иглы (при
перемещении иглы от левого укола к
правому).
-
В конце обметки
левой кромки петли рамка игловодителя,
посредством которой и осуществляется
поперечное отклонение иглы, получает
смещение вправо для обметки правой
кромки петли. Одновременно увеличивается
размах для изготовления первой (задней)
закрепки (II).
При этом подача материала изменяет
величину (t2)
и направление, т.е. начинает двигаться
от работающего (P). -
После изготовления
закрепки размах отклонения рамки
игловодителя уменьшается до той
величины, которая соответствовала
обметке первой кромки, а зажим
получает прежнее перемещение. Происходит
обметка правой кромки (III).
Расстояние между кромками С. -
В конце обметки
правой кромки рамка игловодителя вместе
с иглой вторично получает увеличенное
поперечное отклонение, перемеще-
23
ние зажима материала
уменьшается и происходит изготовление
второй (передней) закрепки (IV).
-
За несколько
оборотов перед остановом машины для
уменьшения величины сил соударения
звеньев механизмов машина переводится
на пониженное число оборотов, после
чего включается механизм прорубания
ткани. Ткань прорубается ножом посередине
между правой и левой кромками петли. -
После изготовления
второй закрепки рамка игловодителя
смещается влево. Игла располагается
посередине петли и делает 3-4 укола для
закрепления строчки, после чего машина
автоматически выключается. -
При подъеме прижима
ткани производится обрезка как нижней,
так и верхней нитки. Процесс изготовления
петли заканчивается за один оборот
распределительных дисков или вала
механизма двигателя ткани.
Механизм
двигателя ткани.
Рабочим органом этого механизма является
прижимная рамка (прижим) 14
(рис. 3.3, б,в),
имеющая зубчики на нижней поверхности
и перемещающая ткань изделия по
неподвижной игольной пластине. Прижим
14
закреплен на рычаге 12,
прокачивающемся на оси, установленной
на основании 13.
С обратной стороны оси крепления рычага
12
на него действует пружина 17,
прижимающая рамку 14
к игольной пластине.
Основание 13
закреплено на ползуне 15,
проходящем в направляющих платформы
машины.
Прижим 14
с основанием 13
и ползуном
15
получает прерывистые движения от второго
цилиндрического пазового кулачка 9,
закрепленного на дополнительном валу
6.
В паз кулачка 9
входит ролик 8
двуплечего рычага 5,
который через звено 4
передает возвратно – поворотные
движения двуплечему рычагу 2,
имеющему удлиненную прорезь. В
этой прорези
закреплен гайкой 1
шарнирный винт, на котором рас-
24
25
положена головка
тяги 27.
Тяга 27
соединена
с приводным рычагом 26.
При работе машины
колебательные движения, сообщаемые
приводному рычагу 26,
преобразуются в прерывистое вращение
копирного диска 29.
Так, при движении по часовой стрелке
приводной рычаг 26
своими выступами А
(рис. 3.3, д)
давит на поводки 30
диска 29,
которые «опрокидываются» и сцепляются
с ободом диска 29
и поворачивают его по часовой стрелке.
При обратном движении приводной рычаг
26
выступами Б
«выравнивает»
положение поводков 30
и они расцепляются с ободом диска 29
и проскальзывают
по нему. Поворот диска 29
при обратном ходе рычага 26
предотвращают тормозное кольцо 20
с пружиной 19
и тормозная колодка 31
(рис. 3.3, б,г).
В паз копирного
диска 29,
закрепленного на вертикальном валу 10,
входит шарнирный ролик 18,
соединяющий рычаг с дуговой прорезью
21, в
которую входит винт-ползун тяги 16.
Тяга 16
соединена шарнирно с платформой 15,
на которой установлено основание 13
с прижимом 14.
При выполнении
закрепок происходит уменьшение шага
продвижения материала. Для этого на
планке 3
шарнирно установлена защелка 28,
которая под действием пружины стремится
повернуться к двуплечему рычагу 2
с выемкой. На защелку 28
давит окончание рычага 24
и отводит зуб защелки 28
от выемки в
двуплечем рычаге 2.
Копирный диск 29
имеет два выступа 23,
которые при выполнении закрепки
воздействуют на ролик 22
рычага 24 и
поднимают рычаг 24.
При этом защелка 28
под действием пружины своим зубом
входит в выемку двуплечего рычага 2,
что приводит к соединению планки 3
с рычагом 2.
При этом осью качания двуплечего рычага
2,
становится шарнирный винт крепления
планки 3
в корпусе машины. Угол прокачивания
рычага 2
уменьшается, а дуга перемещения шарнира
1 приближается
к вертикали, что приводит к уменьшению
шага транспортирования. По окончании
выполняется, а дуга перемещения шарнира
1 приближается
к вертикали, что
26
приводит к
уменьшению шага транспортирования.
По окончании выполнения закрепки выступ
23
выходит из-под ролика 22
рычага 24
и под действием пружины 25
защелка 28
выходит из
выемки рычага 2.
Продвижение материала продолжается с
установленным для обметки кромки петли
шагом. Подъем прижима 14
осуществляется от ножной педали через
систему рычагов при воздействии на
рычаг 12.
Длина петли Ln
регулируется
смещением шарнирного винта-ползуна
тяги 16
в пазу рычага 21
после ослабления гайки крепления винта
в шарнире. При перемещении винта ближе
к оси прокачивания рычага 21
длина петли Ln
уменьшается.
Шаг транспортирования
материала t1
изменяется
положением шарнирного винта в прорези
рычага 2 после
ослабления крепления 1.
Чем выше поднят винт, тем чаще строчка.
Усилие прижатия
материала прижимом 14
регулируется поворотом пустотелого
винта 11,
который действует на пружину 17.
Механизм иглы.
Возвратно-поступательное движение по
вертикали игла получает от
кривошипно-ползунного механизма,
аналогичного описанным ранее (машины
классов 220, 27 и др.), и поэтому он в данном
разделе не рассматривается.
Узел поворотных
движений (отклонения) рамки игловодителя
выполняет следующие функции:
— сообщает поперечное
перемещение игле при обметке левой
кромки петли;
— смещает рамку
игловодителя вправо для обметывания
правой кромки петли;
— увеличивает
размах отклонений рамки игловодителя
при обметке первой (задней) закрепки;
— обеспечивает
обметку правой кромки петли;
27
— увеличивает
размах отклонений игловодителя при
обметки
второй (передней)
закрепки;
— после изготовления
второй закрепки смещает рамку игловодителя
вправо, на середину петли, для закрепления
строчки.
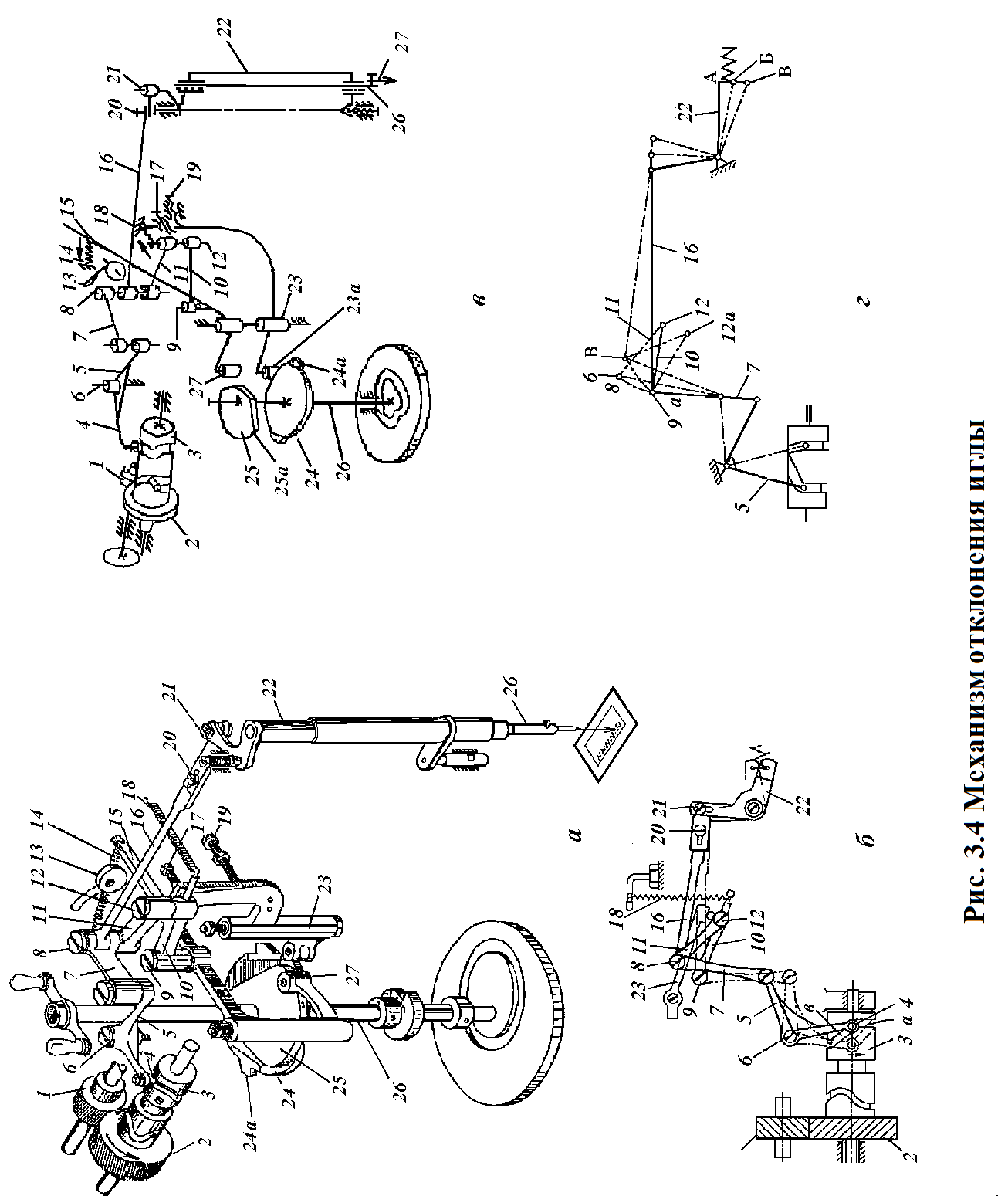
Узел отклонения
рамки игловодителя (рис. 5.9) состоит из
трех механизмов: механизма зигзагообразного
перемещения иглы; механизма бокового
смещения иглы и механизма увеличения
зигзага для образования закрепок.
Механизм
поперечного отклонения рамки
многозвенный, шарнирный. Свое движение
получает от кулачка 3,
закрепленного на боковом валу машины,
вращающемся в 2 раза медленнее главного
вала и получающем от него движение через
пару цилиндрических шестерен 1
и
2. В паз
кулачка 3
входит ролик 4
углового рычага 5.
Этот рычаг шарнирным винтом 6
закреплен на рукаве машины, а звеном 7
соединен шарниром 8
со звеном
11
и тягой 16.
Тяга шарниром 21
соединена с рамкой 22
игловодителя.
Звено 11,
в свою очередь, соединено шарниром 12
со звеном 10,
имеющим отросток в виде крючка для
крепления пружины 18.
Эта пружина прижимает шарнир 12
к рычагу закрепок 23,
благодаря чему шарнир 12
занимает вполне определенное положение.
Звено 10
шарниром 9
закреплено на рычаге 15
и при обметке
кромок петли также занимает вполне
определенное положение. При вращении
бокового вала ролик 4
и угловой рычаг 5
переходят из одного, крайнего положения,
показанного на рис. 3.4 б,г
сплошными линиями, в другое крайнее
положение, показанное пунктиром. Угловой
рычаг 5
приводит в движение звено 7
и шарнир 8.
Шарнир 8,
в свою очередь, качается вокруг шарнира
12
и занимает два положения: первое показано
сплошными линиями, второе – пунктиром,
причем необходимо отметить, что во
втором положении шарнир 8
становится против шарнира 9,
т.е. оси шарниров 8
и
9 совпадают.
28
Рамка 22
тягой 16
соединена с шарниром 8
и тоже занимает два
положения, т.е.
переходит от левого укола иглы к правому
и обратно (А-Б).
Так выполняется первая функция узла
отклонения рамки. Величина отклонения
рамки 22
зависит от положения шарнира 12.
При смещении шарнира влево (т.е. по
часовой стрелке относительно шарнира
8,
если смотреть сверху), то зигзаг
увеличивается. Схема увеличения зигзага
при смещении шарнира 12
влево указана на рис. 3.4 г.
До смещения шарнира
12 соединительное
звено 11
качалось вокруг этого шарнира так, что
шарнир 8
перемещается
по дуге аб.
Рамка игловодителя 22
через тягу 16
перемещалась из точки А
в точку Б.
При смещении шарнира 12
в положение 12а
угол наклона звена 11
увеличивается
и шарнир 8
начинает перемещаться по дуге аб
с большим
наклоном, благодаря чему положение
рамки игловодителя при левом уколе
смещается влево в точку В,
т.е. зигзаг увеличивается.
Как указывалось
выше, шарнир 8
при правом уколе становится против
шарнира 9,
и так как длины соединительных звеньев
10 и
11 одинаковы,
то независимо от того, будет ли шарнир
12
смещаться или нет, правое положение
иглы остается без изменения, величина
же зигзага меняется лишь за счет смещения
левого положения иглы.
Регулировка
величины отклонения иглы.
Ширина обметки кромок регулируется
изменением положения шарнира 12
(рис. 3.4 а).
Если его сместить вправо от оператора,
то зигзаг уменьшится, и наоборот. Шарнир
12 поджимается
пружиной 18
к рычагу
закрепок 23.
В верхнюю часть рычага закрепок ввернут
винт 17,
который через пластинчатую пружину
давит на шарнир 12.
Если винт 17
ввертывать, то шарнир 12
сместиться влево, следовательно, зигзаг
увеличивается, если же вывертывать, то
зигзаг уменьшится. Тяга 16
состоит из двух частей, которые
соединяются винтом 20. Длину тяги
можно увеличивать или уменьшать.
Это
29
30
необходимо для
установки правильного положения кромок
относительно центровой линии (прорези)
петли.
Кулачок 3
должен быть
установлен на боковом валу так, чтобы
перемещение иглы происходило в то время,
когда она выйдет из материала.
Механизм
смещения иглы
(рис. 3.4 а,в)
обеспечивает рамке игловодителя, после
обметки левой кромки петли, перемещение
вправо для обметки правой кромки. После
изготовления второй закрепки он смещает
рамку влево вначале на середину петли
для закрепления строчки, а затем полностью
влево для обметки последующей петли.
Основными деталями
механизма бокового смещения иглы
являются диск-кулачок 25,
закрепленный вместе с держателем на
валу 26,
и рычаг 15,
к которому крепится шарнир 9
механизма поперечного перемещения
иглы. Рычаг 15
имеет отросток с роликом 27
и крепится на шарнирной вертикальной
оси в корпусе машины. При уменьшении
радиуса кулачка 25
ось 9
рычага 15
под действием пружины 14
перемещается назад (от оператора) и
тянет через звенья 10,
11, 8 тягу 16
и поворачивает рамку 22
игловодителя вправо, т.е. на линию правой
кромки петли. Для смещения иглы на
центровую линию петли для изготовления
последних закрепочных стежков на
кулачке 25
имеется
участок 25а
(рис. 3.3,в)
меньшего радиуса, чем у профиля,
переводящего иглу на выполнение левой
кромки петли.
Механизм закрепок
получает команду от выступов 24а
диска 24,
укрепленного на валу 26.
При нажатии выступом 24а
на ролик 23а
рычага 23,
последний поворачивается по часовой
стрелке (вид сверху) и его верхний конец
переводит ось 12
в положение
12а
(рис. 3.3,г),
т.е. величина размаха рамки игловодителя
увеличивается и происходит изготовление
закрепки. Ширина закрепок регулируется
винтом 19.
При вверты
32
вании винта 19
ролик 23а,
отходит от диска 24,
и при контакте роли-
ка с выступом
диска 24а
рычаг 23
поворачивается
на меньшую
величину, как
и шарнир 12,
что ведет к уменьшению размаха колебаний
рамки игловодителя 22.
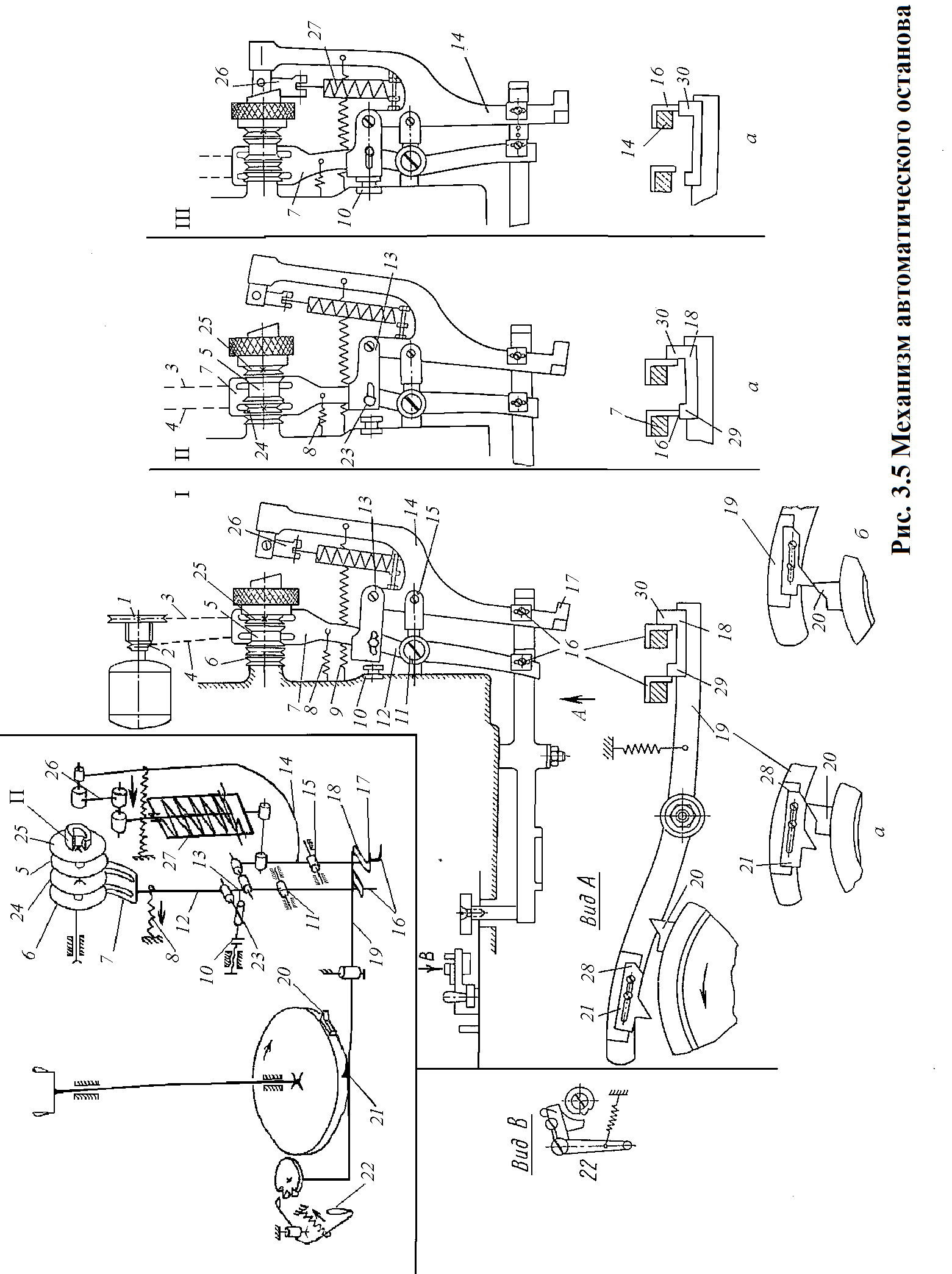
Механизм
автоматического останова
служит для отключения машины от привода
перед остановом, поглощения кинетической
энергии (инерции), которой обладают
звенья машины в момент отключения, и
для фиксации главного вала при расположении
глазка нитеподатчика в крайнем верхнем
положении. Особенностью механизма
является предварительное (за 10-12 оборотов
до останова) снижение частоты вращения
главного вала до 1000 об/мин для смягчения
удара в звеньях.
Общая структурная
схема механизма представлена в
прямоугольнике, выделенном сплошной
линией, на рис. 3.5, а на остальных позициях
этого рисунка показаны конструктивные
схемы-чертежи, характеризующие этапы
осуществления останова машины.
Для осуществления
вышеперечисленных функций механизма
на главном валу машины имеются два
рабочих шкива 24
и
25 и,
соответственно, два холостых 5
и 6
(рис. 3.5). Вращение от электромотора
передается двумя ремнями: ремнем 3
от шкива 1
большего диаметра и ремнем 4
от шкива 2
меньшего диаметра. Ремни проходят через
окна отводки 7
(рис.3.5, I).
Для включения
машины нажимают на педаль. При этом
рычаг включения давит на выступ 17
пускового рычага 14.
Пусковой рычаг, поворачиваясь на шарнире
15,
при помощи соединительного звена 13
отводит
рычаг отводки 12,
поворачивая его вокруг шарнира 11,
как показано на рис. 3.5,
I.
Ремень 3
переводится с холостого шкива 5
на рабочий шкив 25.
Кулачки 16
на нижних концах рычага отводки и
пускового рычага упираются при этом в
выступы 29 и
30 пластины
18
рычага включения
32
33
19.
Стопорная серьга 26
одновременно
выходит из паза П
кулачка
останова и освобождает главный вал
машины. Главный вал начинает вращаться
с максимальной рабочей частотой.
При таком положении
отводки производится обметка левой
кромки петли, изготовляется первая
закрепка и обметывается правая кромка
петли.
На левом конце
рычага выключения 19
двумя винтами
закреплена собачка 21
с пазом для регулировки.
При изготовлении
второй закрепки за 10-12 оборотов до
останова кулачок выключения 20,
расположенный на диске подачи, подходит
своим зубом к фаске 28
собачки 21
(рис. 3.5 I,а)
и отводит частично рычаг выключения
настолько, что кулачок 16
рычага 7
отводки соскакивает с малого выступа
29
пластины 18
(рис. 3.5 II,а).
Отводка под
действием пружины 8
отходит вперед (к оператору) и становится
в положение, показанное на рис. 3.5,II.
В результате этого ремень 3
с рабочего шкива 25
переходит на холостой 5,
а ремень 4,
имеющий примерно в 2
раза меньшую скорость, чем ремень 3,
переходит с холостого шкива 5
на рабочий шкив 24.
Машина переключается на уменьшенное
число оборотов вращения главного вала.
В таком положении
рычаг отводки через соединительное
звено 13
удерживается пусковым рычагом на большом
выступе 30
пластины 18.
Для этой цели в соединительном звене
13
имеется продольный вырез.
На рис. 3.5,I
рычаг отводки 7
удерживается кулачком 16,
а в положении 3.5,II
палец 23
упирается в левую стенку выреза звена
13
и тем самым удерживает отводку.
Момент выключения
машины показан на рис. 3.5, I,
б. Кулачок
выключения 20
отводит своим зубом рычаг выключения
19
настолько, что кулачок
16 пускового
рычага 14
(рис. 3.5,III,а)
соскакивает с большого выступа 30
и пусковой рычаг под действием пружины
перемещает-
34
ся
вперед;
вместе с ним отходит вперед (к
оператору) и отводка 7
(рис.3.5,III).
Оба ремня переходят на холостые
шкивы.
При останове машины
происходит торможение главного вала
за счет работы пружинного амортизатора.
Стопорная серьга 26
входит в это время в паз П
(см. схему)
кулачка останова, который по инерции
поворачивается, что заставляет пружину
амортизатора сжиматься, поглощая энергию
удара.
При торможении
главный вал по инерции отходит на
некоторый угол от своего стопорного
положения, но под действием пружины 27
возвращаются обратно.
В заднюю стенку
рукава ввернут упор 10,
в который и упираются рычаг отводки и
соединительное звено 13
при выключении.
Для выключения
машины вручную в случае обрыва нитки
или поломки иглы необходимо рычаг за
рукоятку 22
(рис. 3.5, Вид В)
оттягнуть на себя 2 раза. При первом
оттягивании рычага машина будет
переведена на пониженное число оборотов.
Затем рычаг необходимо отпустить. Под
действием пружины он отойдет в исходное
положение. При вторичном
оттягивании
рукоятки произойдет выключение машины.
Регулировка
механизма.
Механизм выключения и остановки машины
должен быть отрегулирован так, чтобы
отводка 7
во время работы машины занимала три
указанных выше положения.
Положение отводки
при останове машины регулируется упором
10 так,
чтобы оба ремня находились на холостых
шкивах.
Положение отводки
в момент включения машины и переключения
на пониженное число оборотов регулируется
изменением положения кулачков 16
на рычагах 12
и
14. Смещением
кулачка на рычаге 12
регулируется
положение отводки в момент, когда машина
включается в работу и ремень 3
переводится на задний рабочий шкив.
Если кулачок на
рычаге отводки поднимать, то отводка
ремня
35
будет смещаться
вправо, если же опускать, то влево.
Кулачком 15
на пусковом рычаге 14
регулируется
положение отводки при автоматическом
переключении машины на пониженное число
оборотов перед остановом. Если кулачок
поднять, то отводка сместиться вправо,
если же опустить, то влево.
Время выключения
машины изменяется перемещением собачки
21
на рычаге выключателя 19.
Если собачку 21
сместить вправо на рычаге выключателя,
то зуб 20
подойдет к ней раньше, а следовательно,
и раньше произойдет выключение машины.
При смещении собачки 21
влево выключение машины будет происходить
позже.
Механизмы прорезания
петли и обрезки ниток после окончания
ее обметки в данном пособии не
рассматриваются, т.к. подобные устройства
весьма разнообразны по конструкции, а
теория процессов резания изучается в
лекционных курсах.
36
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Вот чего боялся так это столкнуться с петельной и пуговичной машинкой советской эпохи!!!
Но видать судьба! ))) Короче 2 машины не рабочие 25-го класса одну сёдня запустил, НО! не делает закрепок и не могу найти как увеличить ширину обмётки. И ещё как зделать чтобы можно было сначало рубануть а потом обметать??? Обнаружил отсутствие второго вала! на другой такой же он есть, но она без узла* (челнока), ножа и пластины… может это он (второй вал отвечает за закрепки и ширину? Пробовал крутить болт, аналогичный болту оверлока (длина стежка) но чёт тоже без изменений.. ) удалось найти регулировку положения разруба, ширину петли ну ещё кой чего приметил… но саму обмётку так и не нарыл ((
Есть знатоки??? или пачпорт где найти? по гуглу чёт не клюёт
Да… и кто подскажет пуговичная это какой, 27 класс? а то забыл глянуть
больше 20 лет не работал на шв. производстве, из головы всё вылетело, да и обслуживал в основном 1022 и 97 класс
Книжные памятники Свет
Обратная связь
Версия для слабовидящих
Войти
НЭБ
-
Коллекции и спецпроекты
-
Новости
-
Электронные читальные залы
-
Информация для библиотек
-
Вопросы и ответы
-
Обратная связь
Наши продукты
Книжные памятники
Свет
Мы в соцсетях
Версия для слепых

Руководство к петельной швейной машине класса 25-А
Электронная копия документа недоступна
22 с.
Количество страниц
1952
Год издания
Подольск
Место издания
О произведении
Издательство
Б. и.
Ответственность
Подольский механический завод им. М. И. Калинина
Библиотека
Российская национальная библиотека (РНБ)
Еще
Ближайшая библиотека с бумажным экземпляром издания
Пожалуйста, авторизуйтесь
Вы можете добавить книгу в избранное после того, как
авторизуетесь на портале. Если у вас еще нет учетной записи, то
зарегистрируйтесь.
На чтение 12 мин Просмотров 4 Опубликовано 11 апреля 2023 Обновлено 11 апреля 2023
Содержание
- Промышленная петельная машина 25 класса
- 1. Краткая характеристика петельной машины 25 класса
- 2. Основные характеристики петельной машины 25 класса
- 3. Заправка верхней нитки
- 4. Процесс изготовления петли
- 5. Смазка петельной машины 25 класс
- Инструкция по заправке нитей в швейную машину
- Как правильно заправить нить в стандартную швейную машину
- Установка шпульки
- Заправка верхней нити
- Заправка нижней нити
- Проверка правильности заправки нити
- Подробная схема: как заправить швейную машинку старого образца
- Схема: как заправить нить в швейную машинку Зингер
- Возможные ошибки в заправлении нити
Промышленная петельная машина 25 класса

Петельные машины отличаются типом изготовления стежка. Стежок, применяемый для образования петли может быть челночный, цепной однониточный и двухниточный цепной.
Кроме того, промышленные петельные машины изготавливают петли различной формы: прямые; с глазком и др.
Петельная машина 25 класса изготавливает обычные прямые петли челночного стежка, с прорубанием отверстия петли.
Несмотря на свой «зрелый» возраст данная модель петельной машины до сих пор используется не только в ателье, но и в мелкосерийном производстве.
В целом, эта петельная машина достаточно надежная и работает безотказно, но при условии, что она хорошо настроена и правильно эксплуатируется.
1. Краткая характеристика петельной машины 25 класса

В образовании петли петельной машины 25 класса задействована игла, челнок, рамка, в которой зажат материал, нитепритягиватель, а также нож для прорубания петли между кромками.
Длина петли регулируется от 9 — до 24 мм, ширина петли — до 4,5 мм, расстояние между кромками 0,5 — 1 мм.
Для качественной работы машины и красивой петли желательно использовать нитки на конусных бобинах.
Материал перемещается на оператора следующим образом: одно перемещение рейки за два прокола иглы.
2. Основные характеристики петельной машины 25 класса
Ширина петли мм 2,5. 4,5.
Ширина обметываемой кромки мм 1-2,5 1. 2 1- 2,5.
Номер применяемых игл: 0203-90; 0203-90; 0203-90; 0203-100; 0203-110; 0203-120.
3. Заправка верхней нитки

Игольная нитка от стойки с бобины проводится к игле через нитенаправитель 8 на рукаве машины.
Далее, нить заправляют между шайбами 7 дополнительного регулятора натяжения.
Между шайбами 9 основного регулятора натяжения, за компенсационную пружину 4 и под нитенаправитель 5.
Вставляется в ушко нитепритягивателя 6, за нитенаправитель 3 на фронтовой крышке и через нитенаправитель на игловодителе 2, в ушко иглы 1.
Заправка челночной нитки аналогична заправке нижней нитки в машинах челночного стежка общего назначения, таких например как промышленная швейная машина 1022 класса.

Челночный ход такой же как и у промышленной машины 22 класс. Шпульный колпачок внешне похож на колпачок швейных машин 1022, швейной машины 97 класса и других, но имеет небольшое несущественное отличие.
Шпульки для намотки нижней нитки подходят от любых прямострочных промышленных машин челночного стежка.

Приводные ремни петельной машинки 25 класса имеют особую прочность, поэтому обычный сыромятный ремень, применяемый для привода ножной машинки, не подойдет.
4. Процесс изготовления петли

Процесс изготовления петли на петельной машине 25-А имеет свои особенности.
Когда работающий нажимает на педаль, то поднимается прижимная лапка, под которую подкладывают изделие таким образом, чтобы ближайший конец петли находился под иглой. Важно следить, чтобы материал был хорошо расправлен, и натянут.
Отжимая ногой вниз правую педаль, включают машину в работу.
После того как будет выполнено несколько стежков, ногу с правой педали снимают.
Изготовление петли начинается с левой кромки. Материал после каждых двух проколов иглы перемещается по направлению к работающему человеку.
За несколько оборотов перед выключением машины, для уменьшения удара в звеньях механизмов, частота вращения главного вала уменьшается, включается механизм ножа и прорубает материал между кромками петли.
5. Смазка петельной машины 25 класс

Как и любая другая швейная машина, петельная машина 25 класс требует регулярной смазки и чистки. В отличие от других промышленных машин, в петельной машине 25 класса очень много шарниров и соединений, подлежащих обильной смазке.
Практически все трущиеся узлы доступны для смазки.
Удобнее всего смазку выполнять, используя медицинский шприц вместо масленки.

Выполнение петли на швейной машине
Петля на швейной машине может вымётываться в автоматическом, полуавтоматическом и ручном режиме. У швейных машин эконом-класса петля изготавливается в ручном или полуавтоматическом режиме. Подробнее о том, чем отличаются способы выметывания петли читайте в этой статье.

Особенности выполнения петель в полуавтоматическом режиме
Особенности выполнения петли в автоматическом режиме мы рассмотрим в данной статье, которая поможет вам не только научиться делать петли, но и разобраться, какую же именно швейную машинку лучше вам купить.

Плоскошовная бытовая швейная машина
Плоскошовная машина используется для пошива трикотажных изделий. Образец такого шва можно увидеть на подгибке рукавов и низа футболки. Преимущество такой обработки очевидно. Вам больше не потребуется оверлок и стачивающая машинка, достаточно сделать одну строчку на 2-х игольной распошивалке.

Вышивальная машина
Вышивальная машина способна выполнять сложные виды петель. Если, к примеру, петельная машина 25 класса выполнят только прямую петлю, то вышивальная машина может делать несколько видов прямых петель и несколько видов глазковых петель любого размера.

Промышленные машины 1022, 22 класс
Промышленные машины этого класса вместе с петельной машинкой 25 класса часто используются в ателье, небольших швейных цехах. Морально это оборудование уже устарело, но благодаря небольшой стоимости, в том числе и небольших расходов на обслуживание, используются до сих пор.

Классы швейных машин
Классы швейных машин содержат в своей аббревиатуре подробную характеристику любой машинки. Достаточно назвать класс швейной машины и опытный специалист точно определит, для чего предназначена эта швейная машинка, какие ткани она может шить, ее технические особенности и т.д.

Устройство швейной машины Typical
Описание устройства, возможностей прямострочной швейной машины китайского производства типа Typical.

Распошивальная машина Merrylock 009
В этой статье приводится лишь описание устройства и основных характеристик распошивалки фирмы Merrylock, модель 009.

Оверлок Janome ArtStyle 4057
Оверлок Janome ArtStyle 4057 выполняет 3-х и 4-х ниточный обметочный стежок. Используется для обметывания любых тканей, в том числе и трикотажных тканей.
All rights reserved © / 2011 / Sewing-Master.ru / How to repair sewing machine at home by yourself / MY-Project
У вас есть швейная машинка, и вы любите шить? Тогда этот сайт для вас. Профессиональные мастера подскажут вам как выполнить мелкий ремонт швейной, вязальной машинки. Опытные технологи поделятся секретами пошива одежды. Обзорные статьи подскажут, какую купить швейную или вязальную машину, утюг манекен и много других полезных советов вы найдете на нашем сайте.
Спасибо, что вы полностью просмотрели страницу.
Копирование и перепечатка статей сайта «Швейный мастер» без согласия автора запрещена.
Авторские права защищаются законом.
Источник
Инструкция по заправке нитей в швейную машину
Чтобы приступить к работе на швейной машинке любого образца, сначала нужно произвести элементарные настройки. Самой основной является заправка нити. Начинающим швеям в первые разы очень сложно сделать данную манипуляцию из-за незнания механизма работы приспособления. Чтобы осуществить все этапы правильно, нужно знать принцип того, как заправить нитку в швейную машинку правильно и без нарушения работы прибора.
Как правильно заправить нить в стандартную швейную машину
Несложно разобраться в том, как вставить нитку в швейную машинку, если работа будет осуществляться на современном приспособлении электрического или электромеханического образца.
 Пример заправки нити на модели Минерва
Пример заправки нити на модели Минерва
Самыми популярными в настоящее время фирмой является Минерва. Существует множество моделей, которые отличаются сложностью обустройства, функциональными моментами, количеством операций. Но между ними есть одно общее — принцип заправки нити.
Обратите внимание! Еще одной популярной фирмой является Веритас. Принцип заправки нитей полностью идентичен Минерве.
Плюсом современных швейных устройств является наличие электрического принципа действия, поэтому процедура наматывания шпульки и дальнейшие действия. Стандартный образец заправки может использоваться и в других подобных моделях современного производства.
Установка шпульки
Самым важным этапом является именно зарядка шпульки. Принцип наматывания нитки и фиксация элемента (на примере Минервы) производится следующим образом:
 Строение механизма для фиксации шпульки
Строение механизма для фиксации шпульки
- Нужно убрать съемный рабочий столик. Для этого пластмассовую пластину нужно сместить влево и полностью снять. На определенной модели принцип снятия столика может видоизменяться.
- В корпусе есть пластмассовая дверца. Открыть отсек. За ней можно увидеть шпулечный механизм, который нужно извлечь. Предварительно поднять иглу, используя маховое колесо. Для этого достаточно потянуть на себя «установочный палец».
- Вытащить из механизма саму шпульку. Установить приспособление на верхний штырь. Протянуть «пряжу» от катушки до шпульки, используя специальные намотки для ее удерживания. Вдевать нить через отверстие в шпульке для полной фиксации.
- Нажать на педаль, предварительно выставив режим «Холостой ход». На шпульку автоматически намотается нитка. Можно использовать маховое колесо, но такой принцип намотки будет долгим, так как производиться вручную.
Нужно правильно установить шпульку в механизм и саму машинку. Вставить приспособление в механизм так, чтобы нитка располагалась по часовой стрелке относительно прорези. Потом шпулечный элемент помещается на место, при этом нужно придерживать «рабочий палец». На большинстве машин принцип установки шпульки производиться в соответствии с таким механизмом.
Заправка верхней нити
Швейный механизм любой модели приспособления устроен так, что в работе участвует 2 нити — верхняя и нижняя. Проще всего разместить именно верхнюю. Алгоритм обустройства:
- Зафиксировать катушку на специальном штыре.
- Вытянуть нить, используя подсказки, протянуть нить через крепления на корпусе приспособления.
- Обязательно нужно продеть нить через крепления, которые отвечают за силу натяжения нити и отверстие, отвечающие за компенсационную пружину.
- Возле лапки пряжу ввести в нитеводитель.
- Далее провести через направляющий крючок и только потом продеть в ушко иглы.
 Принцип заправки верхней нитки
Принцип заправки верхней нитки
На данном этапе обустройство верхнего механизма завершено. Пряжу в иголку можно вставить вручную, целясь в ушко или использовать автоматический нитевдеватель — специальный механизм заведения материала для шитья в ушко иглы. Расположен с левой стороны от лапки и регулируется с помощью рычага.
Заправка нижней нити
После установки шпульного механизма, производиться введение пряжи в работу. Главное, правильно вставлять шпульку и расположить в ней швейный механизм. Далее осуществляется вытягивание нити наверх под лапку.
Выключить прибор и с помощью бокового колеса опустить иглу. При этом стоит удерживать кончик нитки, вдетой в ушко иглы. Делая одну прокрутку верхняя пряжа цепляет нижнюю. Подтянув верхний кончик, можно вытянуть материал, который выходит из шпульки.
Проверка правильности заправки нити
Правильный вариант заправки пряжи проверяется в несколько этапов. Сначала расположение нитей. Нижняя должна лежать под лопаткой, а верхняя — располагаться между зубчиками лопатки.
Еще заправка проверяемся качеством строчки. Нужно взять небольшой кусочек ткани. Прошить несколькими типами строчки текстиль. Если нить обрывается или проходит сложно, значит, нужно отрегулировать крепление, отвечающее за натяжение материала.
 Проверка качества заправленной нити
Проверка качества заправленной нити
Сделать проверку достаточно просто, процедура не займет много времени и даст полную информацию о настройках приспособления.
Подробная схема: как заправить швейную машинку старого образца
Старые модели швейных машин имеют немного усложненную систему, поэтому заправлять нитку здесь будет сложнее. Но если знать подробный алгоритм, то проблем с настройкой прибора не возникнет. Осуществляется процедур в 2 этапа: верхняя заправка, нижняя.
 Заправка нити в машинку старого образца
Заправка нити в машинку старого образца
Дополнительная информация! Каждая старая модель имеет свой маршрут нитеводителя, поэтому нужно внимательно осуществлять процедуру, не минуя ни одного крючка.
Схема выполнения настройки механизма:
- Игла должна находиться в верхнем положении. Зафиксировать катушку на стержне. Протянуть нитку в соответствии с маршрутом нитеводителя. Материал разместить под регулятором натяжения и всунуть в пружину. Воспользоваться нитеводителем (нитенаправитель возле иглы). Сунуть материал в ушко иглы.
- Пошаговый алгоритм осуществления второго этапа. Заправить шпульку, вставить в челнок. Сам челнок закрепить гнезде, который находится под платформой приспособления. Рукояткой отрегулировать сил натяжения нити. Вытянуть пряжу наверх.
Важно! В процессе регулирования натяжения нужно крутить колесо в направлении «от себя». В противном случае пряжа разорвется или запутается.
Чтобы зафиксировать результат, нужно соединить верхнюю и нижнюю часть нитки, завернуть кончики за лапку.
Схема: как заправить нить в швейную машинку Зингер
Швейные машинки марки «Зингер» отличаются сложностью устройства и могут представлять собой технику для аматорского шитья и профессиональные станки. В основном в домашних условиях используется старое оборудование данной марки, так как новые образцы стоят достаточно дорого.
 Фиксация шпульного механизма в Зингере нового образца
Фиксация шпульного механизма в Зингере нового образца
Обратите внимание! Все модели Зингер делят на 2 категории: с одним или двумя нитенаправителями. От вида устройства «маршрута» зависит алгоритм вдевания нити.
Инструкция по монтированию швейной пряжи:
- Отключить машинку от электросети (убрать ногу с педали в механических моделях).
- Поднять иглу в наивысшее положение с помощью бокового колеса. Опустить лапку на платформу ля шитья.
- Зафиксировать катушку на специальном штыре.
- Пронизать пряжу через нитенаправитель №1. Протянуть материал через второй нитенаправитель, если такой имеется.
- Обязательно зафиксировать материал в регуляторе для натяжения ниточки.
- Протянуть через выемку натяжного механизма.
- Зафиксировать в крючке материал, который расположен над самой иглой.
- Вставить нить в иглу.
По обычной схеме производится вставка нижней нити — нужно намотать на шпульку пряжу для шитья. В качестве помощника можно использовать автоматический механизм для намотки.
Возможные ошибки в заправлении нити
Важно не только правильно вдеть нитку и запустить процесс работы, но и избежать ошибок, которые могут усугубить процедуру шитья. Хоть алгоритм монтирования верхней и нижней нити простой, но некоторые недочеты могут ухудшить работу приспособления.
На что обратить внимание при монтировании пряжи:
- После монтирования нити, нужно обязательно использовать пробный кусок ткани для проверки работы механизма. Сильное или слабое натяжение материала может исказить форму и размер шва.
- Материал может быть плохо зафиксирован крючком, который отвечает за натяжение нитки.
- Пряжа может перевернуться или закрутиться. Для решения этой проблемы важно правильно отрегулировать натяжения материала, который зафиксирован на шпульке.
- Неправильно подобранные нитки внизу и вверху механизма. Если надеть разные по текстуре и плотности ниточки, то шов будет неравномерным и слегка деформированным.
 Проблемы в процессе монтажа нитки
Проблемы в процессе монтажа нитки
Можно добавить еще несколько пунктов, которые раскроют основные проблемы, но они совершенно элементарные и легко обнаруживаются в процессе монтирования пряжи.
В зависимости от модели и «возраста» швейной машинки определяется более подробный принцип заправки нитки. В общем, процедура осуществляется в несколько этапов: монтаж материала в верхней части приспособления, нижней и укладка нитей. Продеть нитку в соответствии с маршрутом не оставит труда — все этапы в современных моделях практически полностью автоматизированы. Старые образцы более усложненные в плане автоматизации, но легко поддаются «дрессировке».
Источник