СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО
НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ
СПКТБ «НЕФТЕГАЗМАШ»
|
УТВЕРЖДАЮ |
|
|
Заместитель директора СПКТБ «Нефтегазмаш» |
|
|
Ф.А.Гирфанов |
ЗАХВАТ КЛИНЬЕВОЙ ПНЕВМАТИЧЕСКИЙ ПКР-560
Технические условия на капитальный ремонт
УК 39-01-049-91
|
Главный технолог СПКТБ «Нефтегазмаш» |
|
|
Р.Р.Яхин |
ВВЕДЕНИЕ
Настоящие технические условия (в дальнейшем — ТУ) распространяются на капитальный ремонт (в дальнейшем — ремонт) пневматического клиньевого захвата ПКР 560-00.000 СБ (в дальнейшем — захват).
Общий вид пневматического клиньевого захвата приведен на рисунке.
Захват устанавливается на буровых установках предназначен для механизированного захвата и освобождения бурильных и обсадных труб при спускоподъемных операциях и при спуске эксплуатационных колонн.
ТУ являются обязательными для всех предприятий нефтегазодобывающей отрасли, производящих ремонт и эксплуатирующих отремонтированные изделия.
ТУ разработаны на основе:
1) конструкторской документации завода-изготовителя;
2) «Методики расчета исполнительных размеров сопряжения деталей при капитальном ремонте бурового и нефтепромыслового оборудования»;
3) опыта ремонта аналогичных изделий на ремонтных предприятиях нефтегазодобывающей отрасли;
4) изучения материалов исследования неисправностей оборудования, поступившего на капитальный ремонт.
ТУ состоят из двух частей:
часть I «Общие технические требования»
часть II «Специальные требования к составным частям».
ЗАХВАТ КЛИНЬЕВОЙ ПНЕВМАТИЧЕСКИЙ ПКР 560-00.00.000 СБ
ЧАСТЬ I
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Сдача захвата в ремонт, производство ремонта, приемка из ремонта должны производиться в соответствии с требованиями настоящих ТУ и условий договора на капитальный ремонт.
1.2. Правила приемки в ремонт
1.2.1. Захват, сдаваемый в ремонт, должен быть укомплектован узлами и деталями согласно ведомости комплектации, прилагаемой к ТУ (приложение 1).
Допускается отсутствие отдельных крепежных деталей, если число их не превышает 10% от общего количества.
1.2.2. К каждому захвату должны быть приложены акт о техническом состоянии захвата и паспорт (формуляр) с указанием данных о его наработке с начала эксплуатации (для захвата, сдаваемого в ремонт впервые) или от последнего ремонта.
1.2.3. Приемку захвата, сдаваемого в ремонт, допускается производить без участия представителя заказчика (потребителя). Приемка в ремонт должна оформляться актом с заполнением ведомости комплектации. При некомплектности и отсутствии необходимых документов захват в ремонт не принимается, а может быть принят лишь на временное хранение до получения недостающих сборочных единиц и деталей, о чем ремонтное предприятие извещает заказчика. Заказчик обязан в месячный срок после получения уведомления от ремонтного предприятия доукомплектовать захват недостающими сборочными единицами, деталями и документацией. При невыполнении этого условия ремонтное предприятие вправе списать захват, оплатив при этом заказчику стоимость оприходованных сборочных единиц или сданного металлолома.
Примечание. В случае необходимости ремонтное предприятие имеет право вызвать представителя заказчика.
1.2.4. Захват с трещинами и отколами в корпусе в ремонт не принимается и подлежит списанию.
1.2.5. Захват, сдаваемый в ремонт, должен быть очищен заказчиком от загрязнений.
1.3. Подготовка к дефектации и ремонту
1.3.1. Разборка, мойка и подготовка захвата к дефектации и ремонту должны производиться на специализированных рабочих местах и производственных участках ремонтного предприятия в соответствии с технологическими процессами, утвержденными в установленном порядке.
1.3.2. Детали и сборочные единицы, поступившие на дефектацию и ремонт, должны быть тщательно очищены от коррозии и обдуты сжатым воздухом.
1.3.3. Дефектация деталей и сборочных единиц должна производиться в соответствии с требованиями части II «Специальные требования к составным частям» настоящих ТУ.
1.3.4. При дефектации захвата ремонтным предприятием должна составляться ведомость дефектации отбракованных, годных и требующих ремонта деталей и сборочных единиц (приложение 2).
1.4. Требования к ремонту деталей и неразъемных соединений
1.4.1. Ремонт должен производиться на специализированных рабочих местах и производственных участках в соответствии с технологическими процессами, утвержденными в установленном порядке.
1.4.2. Детали, бывшие в эксплуатации и используемые при ремонте повторно без восстановления, а также все новые и восстановленные детали должны быть приняты отделом технического контроля ремонтного предприятия в соответствии с требованиями чертежей и настоящих ТУ.
1.4.3. Неуказанные предельные отклонения линейных размеров обработанных поверхностей, должны соответствовать 14 квалитету и классу точности «средний» по ГОСТ 25670-83*.
1.4.4. Допускаются временные отклонения от требований конструкторской документации:
1) замена марок материалов материалами, не ухудшающими качества изделий;
2) замена видов заготовок (штамповок, отливок и т.д.) заготовками, не ухудшающими качества изделий.
Решение о замене принимается техническим советом и утверждается главным инженером ремонтного предприятия.
1.4.5. Допуски расположения осей отверстий для крепежных деталей должны соответствовать ГОСТ 14140-81.
1.4.6. Крепежные детали, изготовленные из некоррозионностойких материалов, должны иметь защитные покрытия по ГОСТ 9.306-85.
1.4.7. Сварные швы не должны иметь непроваров, газовых пор, трещин, прожогов, шлаковых включений и других дефектов, снижающих прочность и герметичность соединений, ухудшающих качество и товарный вид захвата. Переход от основного металла к наплавленному должен быть плавным без подрезов и наплывов.
1.4.8. Типы и элементы сварных соединений должны соответствовать ГОСТ 5264-80 и ГОСТ 8713-79.
1.4.9. В процессе приемки деталей и сборочных единиц должны проверяться:
1) материалы вновь изготовленных деталей — проверкой сертификатов или результатов химических анализов и механических испытаний;
2) внешний вид — наружным осмотром;
3) размеры и предельные отклонения формы — универсальным и специальным инструментами;
4) шероховатость обработанных поверхностей по ГОСТ 2789-73 — профилометром по ГОСТ 19300-86 или сравнением с образцами шероховатости по ГОСТ 9378-93;
5) твердость поверхностей вновь изготовленных и восстановленных деталей после термической обработки — прибором по ГОСТ 23677-79:
по методу Роквелла ГОСТ 9013-59;
по методу Супер-Роквелла ГОСТ 22975-78;
по методу Бринелля ГОСТ 9012-59;
6) качество швов сварных соединений — внешним осмотром и измерением в соответствии с ГОСТ 3242-79.
1.4.10. В ряде случаев ТУ на ремонт захвата рекомендуют несколько способов восстановления деталей, выбор наиболее приемлемого из рекомендуемых способов зависит от технических возможностей ремонтного предприятия.
1.4.11. При ремонте захвата разрешается использовать оборотный фонд обезличенных деталей и сборочных единиц, имеющихся на ремонтном предприятии.
2. ТРЕБОВАНИЯ К СОБРАННОМУ ИЗДЕЛИЮ
2.1. Отремонтированный захват должен соответствовать требованиям настоящих ТУ и конструкторской документации согласно ПКР 560-00.00.000 СБ.
|
2.2. Основные параметры и размеры |
|
|
2.2.1. Грузоподъемность номинальная |
2000 кН (200 тс) |
|
2.2.2. Грузоподъемность максимальная |
3200 кН (320 тс) |
|
2.2.3. Устанавливается в роторах |
У7-560-6 Р560-III8 и Р560 |
|
2.2.4. Сменные комплекты клиньев для труб диаметром |
73 мм; 89 мм; 114 мм; 127 мм; 140 мм; 146 мм; 168 мм |
|
2.2.5. Рабочее давление сжатого воздуха |
0,7-0,9 МПа (7-9 кгс/см ) |
|
2.2.6. Диаметр приводного пневматического цилиндра |
200 мм |
|
2.2.7. Управление |
дистанционное — педальным краном |
|
2.2.8. Ход поршня цилиндра управления |
261 мм |
|
2.2.9. Габаритные размеры: |
|
|
длина |
1500 мм |
|
высота |
1488 мм |
|
ширина |
816 мм |
|
2.2.10. Масса |
1412 кг |
2.3. Пальцы корпуса должны свободно входить в пазы вкладышей, без заеданий.
Зазор между пазом вкладыша и пальцем корпуса должен быть в пределах 5,6-7 мм.
2.4. В собранном захвате должна быть обеспечена герметичность во всех уплотняемых соединениях.
2.5. Все резьбовые соединения должны быть надежно закреплены и равномерно затянуты, без перекоса и деформации сопрягаемых деталей.
2.6. Клинья в шарнирных соединениях должны проворачиваться свободно, без заеданий. Подъем и опускание также должны производиться свободно и плавно.
3. КОНТРОЛЬНЫЕ ИСПЫТАНИЯ И ПРИЕМКА ПОСЛЕ РЕМОНТА
3.1. Отремонтированный захват должен быть принят ОТК ремонтного предприятия по результатам наружного осмотра, контрольных обмеров и стендовых испытаний.
3.2. Клинья, вкладыши и корпус в сборе должны быть двукратно испытаны под нагрузкой 4000 кН (400 тс) в течение 2 мин. При этом трещины, изменение формы деталей не допускаются.
3.3. Цилиндр управление должен быть испытан на герметичность воздухом давлением 1 МПа (10 кгс/см
) с обмыливанием мест соединений. Утечка воздуха через уплотнения подвижных соединений не допускается.
3.4. Захват в собранном виде должен быть испытан на стенде — роторе. В процессе испытаний должны проверяться:
1) правильность сборки и регулировки — пятикратным опусканием и подъемом клиньев при помощи цилиндра управления с захватом плашками отрезка трубы соответствующего размера;
2) плавность и четкость перемещения направляющих планок с клиньями — наружным осмотром работающего механизма.
3.5. Все дефекты, обнаруженные в процессе приемки и испытания, должны быть устранены, после чего захват предъявляется к приемке вновь.
3.6. Результаты проверки оформляются актом ОТК ремонтного предприятия и заносятся в паспорт (формуляр) захвата.
3.7. Представителю заказчика предоставляется право присутствовать при испытаниях и приемке захвата.
4. ПОКРЫТИЯ, СМАЗКА И КОНСЕРВАЦИЯ
4.1. Все необработанные поверхности сборочных единиц и деталей, а также несопрягаемые обработанные поверхности за исключением тех, для которых чертежами предусмотрены другие виды покрытий или защиты, должны быть окрашены.
4.1.1. Подготовка поверхностей перед окрашиванием должна производиться по ГОСТ 9.402-80* и технологии ремонтного предприятия, утвержденной в установленном порядке.
4.1.2. Качество покрытия по внешнему виду должно соответствовать требованиям VII класса по ГОСТ 9.032-74. Категория размещения окрашенных поверхностей должна быть 3 по ГОСТ 15150-69.
4.1.3. Окрашивание производится эмалью ПФ-133 ГОСТ 926-82 и НЦ-132 ГОСТ 6631-74.
4.1.4. Допускается применение эмалей и нитроэмалей других марок, качество которых не ниже указанных.
4.2. Трущиеся поверхности захвата должны быть смазаны:
1) поверхности клиньев и вкладышей — графитной смазкой по ГОСТ 3333-80;
2) поверхности осей державок, клиньев, поверхности планок, шток цилиндра — маслом индустриальным ГОСТ 20799-88, осевым маслом Л (летом), З или С (зимой) ГОСТ 610-72;
3) поверхности осей роликов, рычага и серьги штока цилиндра управления — универсальной смазкой ГОСТ 1033-79.
4.3. Консервация захвата должна производиться в соответствии с требованиями ГОСТ 9.014-78 для группы изделий II с вариантом защиты ВЗ-4.
Срок защиты без переконсервации не менее 8 месяцев.
5. КОМПЛЕКТНОСТЬ
5.1. Захват, выпускаемый из ремонта, должен быть укомплектован сборочными единицами и деталями в пределах конструктивных изменений и ведомости комплектации (приложение 1).
5.2. При выпуске из ремонта захвата ремонтное предприятие должно прилагать документы, перечисленные в приложении 10.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. К отремонтированному захвату должна быть прикреплена табличка по ГОСТ 12969-67 и ГОСТ 12971-67, содержащая:
1) наименование или товарный знак ремонтного предприятия;
2) заводской ремонтный номер;
3) наименование или шифр изделия;
4) дату выпуска из ремонта (месяц, год);
5) массу.
6.1.1. Надпись на табличке должна выполняться травлением или ударным способом.
6.2. Захват должен транспортироваться в собранном виде без упаковки.
6.3. На отправляемый захват должна быть прикреплена бирка, изготовленная из фанеры или металла.
Маркировка груза по ГОСТ 14192-96.
6.4. Документация, отправляемая вместе с захватом, должна быть вложена во влагонепроницаемый пакет из полиэтиленовой пленки по ГОСТ 10354-82.
6.5. Условия транспортирования захвата — по группе условий хранения Ж1 ГОСТ 15150-69 транспортом любого вида.
Способ транспортирования захвата должен гарантировать его полную сохранность.
6.6. Условия хранения захвата — по группе условий хранения Ж1 ГОСТ 15150-69.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННОЙ САНИТАРИИ
7.1. Разборка, сборка, ремонт и испытание захвата должны производиться в соответствии с действующими «Правилами безопасности в нефтяной и газовой промышленности» РД 08-200-98*, утвержденными Госгортехнадзором РФ 9 апреля 1998 года и действующими на ремонтном предприятии инструкциями по безопасному выполнению работ, разработанными в соответствии с требованиями ГОСТ 12.3.002-75 и утвержденными в установленном порядке, а также другими нормативными документами.
7.2. Контроль методами дефектоскопии должен производиться с соблюдением «Правил эксплуатации электроустановок потребителей»*, утвержденных Госэнергонадзором 31 марта 1992 года и «Правил техники безопасности при эксплуатации электроустановок потребителей»**, утвержденных Госэнергонадзором 21 декабря 1984 года.
7.3. Сварка, наплавка и резка металлов при ремонте захвата должны производиться в соответствии с «Санитарными правилами при сварке, наплавке и резке металлов», утвержденными Министерством здравоохранения и ГОСТ 12.3.003-86.
7.4. Окрашивание захвата должно производиться в соответствии с ГОСТ 12.3.005-75.
7.5. Работы по металлопокрытиям при ремонте захвата должны производиться в соответствии с ГОСТ 12.3.008-75.
7.6. Консервация захвата должна производиться с соблюдением требований ГОСТ 9.014-78.
7.7. Содержание производственных рабочих мест должно соответствовать общим требованиям «Инструкции по санитарному содержанию помещения и оборудования производственных предприятий», утвержденной Главным санитарно-эпидемиологическим управлением.
7.8. Погрузочно-разгрузочные работы, производимые при приемке, ремонте и отправке должны производиться в соответствии с требованиями ГОСТ 12.3.009-76.
7.9. Размещение и крепление захвата на подвижном составе при транспортировании железнодорожным транспортом должны производиться в соответствии с требованиями «Технических условий погрузки и крепления грузов», МПС, а также чертежами и схемами погрузки и крепления, утвержденными грузовым отделом железной дороги.
8. ГАРАНТИИ
8.1. Ремонтное предприятие гарантирует соответствие отремонтированного захвата требованиям конструкторской документации и настоящих ТУ.
8.2. Послеремонтный гарантийный срок устанавливается 14 месяцев с начала эксплуатации захвата, но не более 18 месяцев со дня отгрузки с ремонтного предприятия при соблюдении потребителем правил эксплуатации, транспортирования и хранения.
ПРИЛОЖЕНИЕ 1
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ
|
Наименование |
Обозначение |
Количество, шт. |
|
Вкладыш с центратором |
ПКР 560-02.00.000 СБ |
2 |
|
Корпус в сборе |
ПКР 560-03.00.000 СБ |
1 |
|
Кольцо с планками |
ПКР 560-04.00.000 СБ |
1 |
|
Цилиндр управления (с кронштейном) |
ПКР 560-05.00.000 СБ |
1 |
|
Рычаг в сборе |
ПКР 560-06.00.000 СБ |
1 |
|
Ось |
ПКР 560-00.00.003 |
1 |
|
Ось |
ПКР 560-00.00.004 |
1 |
|
Клин* |
ПКР 560-01.00.000 СБ |
1 комплект |
|
________________ * Типоразмер клиньев поставляется по согласованию с заказчиком. |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ВЕДОМОСТЬ ДЕФЕКТАЦИИ
|
НА РЕМОНТ |
||||||||
|
(наименование или номер изделия) |
||||||||
|
ЗАКАЗЧИК |
||||||||
|
(наименование организации заказчика) |
||||||||
|
Наименование детали (сборочной единицы) |
Обозначение детали (сборочной единицы) |
Обнаруженный дефект, его размеры, мм |
Заключение |
|||||
|
Представитель ОТК |
||||||||
|
(подпись) |
||||||||
|
Дефектовщик |
||||||||
|
(подпись) |
ПРИЛОЖЕНИЕ 3
ПЕРЕЧЕНЬ
НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ, НА КОТОРУЮ ДАНЫ ССЫЛКИ В НАСТОЯЩИХ ТУ
|
Обозначение стандарта |
Наименование стандарта |
|
ГОСТ 9.014-78 |
ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования |
|
ГОСТ 9.032-74 |
ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения |
|
ГОСТ 9.306-85 |
ЕСКЗС. Покрытия металлические и неметаллические неорганические. Обозначения |
|
ГОСТ 9.402-80 |
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
|
ГОСТ 12.3.002-75 |
ССБТ. Процессы производственные. Общие требования безопасности |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности |
|
ГОСТ 12.3.005-75 |
ССБТ. Работы окрасочные. Общие требования безопасности |
|
ГОСТ 12.3.008-75 |
ССБТ. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности |
|
ГОСТ 12.3.009-76 |
ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности |
|
ГОСТ 610-72 |
Масла осевые. Технические условия |
|
ГОСТ 926-82 |
Эмаль ПФ-133. Технические условия |
|
ГОСТ 1033-79 |
Смазка, солидол жировой. Технические условия |
|
ГОСТ 2789-73 |
Шероховатость поверхности. Параметры и характеристики |
|
ГОСТ 3242-79 |
Соединения сварные. Методы контроля качества |
|
ГОСТ 3333-80 |
Смазка графитная. Технические условия |
|
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 6631-74 |
Эмали марок НЦ-132. Технические условия |
|
ГОСТ 8713-79 |
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 9012-59 |
Металлы. Метод измерения твердости по Бринеллю |
|
ГОСТ 9013-59 |
Металлы. Метод измерения твердости по Роквеллу |
|
ГОСТ 9378-93 |
Образцы шероховатости поверхности (сравнения). Общие технические условия |
|
ГОСТ 10354-82 |
Пленка полиэтиленовая. Технические условия |
|
ГОСТ 12969-67 |
Таблички для машин и приборов. Технические требования |
|
ГОСТ 12971-67 |
Таблички прямоугольные для машин и приборов. Размеры |
|
ГОСТ 14140-81 |
Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей |
|
ГОСТ 14192-96 |
Маркировка грузов |
|
ГОСТ 15150-69 |
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
|
ГОСТ 19300-86 |
Средства измерения шероховатости поверхности профильным методом. Профилографы — профилометры контактные. Типы и основные параметры |
|
ГОСТ 20799-88 |
Масла индустриальные общего назначения. Технические условия |
|
ГОСТ 22975-78 |
Металлы и сплавы. Метод измерения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу) |
|
ГОСТ 23677-79 |
Твердомеры для металлов. Общие технические требования |
|
ГОСТ 25670-83 |
Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками |
ПРИЛОЖЕНИЕ 4
ПЕРЕЧЕНЬ
СТАНДАРТОВ, ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ И ЛИТЕРАТУРЫ, ИСПОЛЬЗУЕМОЙ ПРИ РАЗРАБОТКЕ ТУ
|
1. |
ГОСТ 2.602-68* |
ЕСКД. Ремонтные документы |
|
|
2. |
ГОСТ 2.105-79* |
ЕСКД. Общие требования к текстовым документам |
|
|
3. |
ГОСТ 8.417-81 |
ГСИ. Единицы физических величин |
|
|
5.* |
ПКР 560-00.00.000СБ |
Конструкторская документация на захват клиньевой пневматический ПКР-560 |
|
|
6. |
Методика расчета исполнительных размеров сопряжения деталей при капитальном ремонте бурового и нефтепромыслового оборудования. Уфа, СКТБ, «Союзнефтемашремонт», 1977 |
||
|
7. |
Раабен А.А. и др. |
Монтаж и ремонт бурового и эксплуатационного оборудования. М., «Недра», 1975 |
|
|
8. |
Палашкин Е.А. |
Справочник механика по глубокому бурению. М., «Недра», 1974 |
ПРИЛОЖЕНИЕ 5
Обязательное
|
АКТ ПРИЕМО-СДАТОЧНЫХ ИСПЫТАНИЙ |
||||||||
|
» ___ » _______________ 19 __ |
||||||||
|
(наименование изделия) |
(наименование ремонтного предприятия) |
|||||||
|
Основные параметры и размеры |
||||||||
|
1. |
||||||||
|
2. |
||||||||
|
3. |
||||||||
|
4. |
||||||||
|
5. |
||||||||
|
6. |
||||||||
|
7. |
||||||||
|
8. |
||||||||
|
Отремонтировано, испытано полностью, |
||||||||
|
(наименование изделия) |
||||||||
|
укомплектовано, опломбировано, соответствует техническим условиям УК 39 ______________ и признано годным к эксплуатации с гарантийным сроком работы |
||||||||
|
(ненужное зачеркнуть) |
||||||||
|
Начальник цеха |
Начальник ОТК |
|||||||
|
(подпись) |
(подпись) |
|||||||
|
принято на хранение в склад готовой продукции |
||||||||
|
(наименование изделия) |
||||||||
|
Начальник склада |
||||||||
|
» ___ » _________________ 19 __ |
ПРИЛОЖЕНИЕ 6
Обязательное
|
АКТ О ВЫДАЧЕ ИЗДЕЛИЯ ИЗ РЕМОНТА |
|||||||||
|
(наименование изделия) |
|||||||||
|
» ___ » _______________ 19 __ |
|||||||||
|
Настоящий акт составлен представителем заказчика |
|||||||||
|
(наименование предприятия заказчика) |
|||||||||
|
(должность и фамилия) |
|||||||||
|
действующего на основании доверенности N _____ от » ___ » _____________ 19 __ с одной стороны и представителя |
|||||||||
|
(наименование ремонтного предприятия) |
|||||||||
|
с другой стороны в том, что произведена выдача из капитального ремонта |
|||||||||
|
(наименование изделия) |
|||||||||
|
Соответствует требованиям технической документации и УК |
|||||||||
|
Заключение: |
признано годным к эксплуатации и выдано из |
||||||||
|
капитального ремонта. |
|||||||||
|
М.П. |
Начальник ОТК |
||||||||
|
ОТК |
(подпись) |
||||||||
|
принял представитель заказчика |
|||||||||
|
(наименование изделия) |
|||||||||
|
сдал представитель ремонтного предприятия |
|||||||||
|
(наименование изделия) |
|||||||||
|
(подпись) |
|||||||||
|
М.П. ремонтного предприятия |
ПРИЛОЖЕНИЕ 7
|
АКТ ДЕФЕКТОСКОПИИ |
|||||||||
|
от » ___ » _______________ 19 __ регистрационный номер |
|||||||||
|
(наименование предприятия, где проводилась проверка) |
|||||||||
|
О проверке: |
|||||||||
|
(наименование оборудования, деталей) |
|||||||||
|
1) в полевых условиях 2) в мастерских (базах) |
|||||||||
|
Метод ультразвуковой дефектоскопии |
|||||||||
|
Тип прибора |
|||||||||
|
Оператор |
Удостоверение N |
||||||||
|
(и.о. фамилия) |
|||||||||
|
Эскиз |
Заводской (инвентарный) номер проверенного оборудования |
||||||||
|
Результаты проверки: |
|||||||||
|
Дефектоскопическая лаборатория ЦБПО (БПО) |
|||||||||
|
(подпись) |
|||||||||
|
Копию акта получил |
|||||||||
|
(и.о. фамилия) |
(подпись) |
ПРИЛОЖЕНИЕ 8
Рекомендуемое
ОПРОСНЫЙ ЛИСТ
|
В целях дальнейшего совершенствования изделия просим дать замечания и предложения. |
||
|
После заполнения настоящий опросный лист направить по адресу |
||
|
(адрес предприятия) |
||
|
Вопрос |
Ответ (заполняется заказчиком) |
|
|
1. |
Наименование изделия, его номер, год выпуска |
|
|
2. |
Условия работы |
|
|
3. |
Дата начала эксплуатации изделия |
|
|
4. |
Наиболее часто встречающиеся неисправности |
|
|
5. |
Виды работ при обслуживании изделия с указанием наработки |
|
|
6. |
Ваши предложения и пожелания |
|
|
7. |
Адрес потребителя |
|
|
8. |
Фамилия, должность, подпись и число |
ПРИЛОЖЕНИЕ 9
Рекомендуемое
|
АКТ |
||||||||||
|
на сдачу в капитальный ремонт |
||||||||||
|
(наименование изделия) |
||||||||||
|
» ___ » _______________ 19 __ |
||||||||||
|
Настоящий акт составлен представителем |
||||||||||
|
(наименование ремонтного предприятия исполнителя) |
||||||||||
|
(должность, фамилия) |
||||||||||
|
с одной стороны, и представителем |
||||||||||
|
(наименование предприятия, |
||||||||||
|
организации заказчика, должность и фамилия) |
||||||||||
|
с другой стороны, в том, что произведена сдача в капитальный ремонт |
||||||||||
|
(наименование, номер, год выпуска изделия) |
||||||||||
|
паспорт N |
формуляр N |
|||||||||
|
наработка с начала эксплуатации или последнего капитального ремонта |
||||||||||
|
(мото-часы, километры пробега и т.п.) |
||||||||||
|
Техническое состояние и комплектность |
||||||||||
|
(наименование изделия) |
||||||||||
|
соответствуют |
||||||||||
|
(номер аварийного или технического акта) |
||||||||||
|
Заключение |
||||||||||
|
(наименование изделия и состав комплектности) |
||||||||||
|
в капитальный ремонт принят |
||||||||||
|
(дата приемки) |
||||||||||
|
не принят |
||||||||||
|
(указать причины отказа от приемки в ремонт) |
||||||||||
|
Представитель ремонтного предприятия |
||||||||||
|
(подпись) |
||||||||||
|
Представитель заказчика |
||||||||||
|
(подпись) |
||||||||||
|
М.П. ремонтного предприятия |
ПРИЛОЖЕНИЕ 10
ПЕРЕЧЕНЬ ДОКУМЕНТОВ, ПРИЛАГАЕМЫХ К ИЗДЕЛИЮ
1. Документы заказчика, получаемые при приемке на ремонт:
1) паспорт (формуляр) с данными по эксплуатации и ремонту;
2) справка (акт) о техническом состоянии;
3) аварийный акт, если изделие направляется в ремонт в результате аварии;
4) ведомость комплектации;
5) сопроводительное письмо.
2. Документы, прилагаемые при выдаче изделия из ремонта:
1) паспорт (формуляр) с отметкой о проведении ремонта;
2) акт дефектоскопии (приложение 7);
3) акт о выдаче изделия из ремонта (приложение 6);
4) акт приемо-сдаточных испытаний (приложение 5);
5) ведомость комплектации (приложение 1);
6) опросный лист (приложение 8).
Примечание. Допускается вместо акта о выдаче изделия из ремонта и акта приемо-сдаточных испытаний выполнять соответствующие записи в паспорте (формуляре) изделия за подписью главного инженера и ОТК.
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
N докум. |
Входящий N сопроводи- тельного документа и дата |
Подпись |
Дата |
|||
|
измененных |
заме- ненных |
но- вых |
аннули- рованных |
||||||
|
1 |
Тит. лист, 8, 13, 16, 22, 23 |
3 |
Изв. N 1 |
25.01.96 |
|||||
|
2 |
Тит. лист, 3, 6, 15, 22, 24 |
16, 17 |
4 |
Изв. N 2 |
9.2000 |
||||
ЧАСТЬ II
СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ К СОСТАВНЫМ ЧАСТЯМ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. В разделе «Требования на дефектацию деталей общего назначения» приводятся данные, необходимые для оценки технического состояния крепежных деталей.
1.2. В картах технических требований на дефектацию приводятся следующие данные:
1) возможные дефекты;
2) способы и средства контроля;
3) допустимые размеры без ремонта;
4) предельно-допустимые зазоры (натяги) с сопрягаемой деталью;
5) рекомендуемые способы восстановления и ремонтные размеры.
1.3. Детали и сборочные единицы должны быть проверены по всем возможным дефектам на основании данных карт технических требований на дефектацию.
При обнаружении хотя бы одного неисправимого дефекта деталь или сборочная единица должна браковаться и дальнейшая ее проверка не производится.
1.4. Дефектация деталей должна производиться при помощи универсального измерительного инструмента, специальных шаблонов, калибров и приспособлений.
1.5. Размеры деталей и сборочных единиц должны контролироваться в сечениях и направлениях наибольшего износа.
1.6. В результате дефектации детали должны быть рассортированы на следующие группы:
1) детали, годные без ремонта, — цвет маркировки зеленый;
2) детали, годные только при сопряжении с новыми или восстановленными деталями, — цвет маркировки желтый;
3) детали, имеющие дефекты и подлежащие восстановлению, — цвет маркировки белый;
4) детали, имеющие хотя бы один неисправный дефект, — цвет маркировки красный.
1.7. В картах технических требований на дефектацию в графе «Размеры допустимые», над чертой указывается размер детали в сопряжении с новой или восстановленной деталью; под чертой — допустимый размер в сопряжении с деталью, бывшей в эксплуатации.
1.8. Если при дефектации установлено, что размер детали не вышел за пределы, указанные в графе «Размеры допустимые», то данная деталь должна маркироваться, как годная без ремонта.
В том случае, когда действительный размер детали выйдет за пределы величин, указанных в графе «Размеры допустимые», то данная деталь должна восстанавливаться или браковаться в соответствии с указаниями, приведенными в графе «Рекомендуемые способы восстановления».
1.9. Если деталь или сборочная единица подлежит обработке до ремонтного размера, то соответственно должна быть обработана или изготовлена вновь сопрягаемая деталь.
1.10. Если в картах технических требований на дефектацию не указаны технические требования к отремонтированной детали, то такая деталь должна соответствовать требованиям конструкторской документации.
2. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ОБЩЕГО НАЗНАЧЕНИЯ
2.1. Дефектация болтов, гаек и резьбы деталей
2.1.1. Состояние резьбы должно проверяться внешним осмотром, резьбовыми калибрами.
2.1.2. На резьбе деталей не должно быть смятий, забоин, выкрашиваний, срывов более двух ниток.
2.1.3. Головки болтов и гаек не должны иметь повреждений и износ граней более 0,05
.
2.1.4. Дефектные резьбы должны быть восстановлены одним из следующих способов:
1) калибровкой резьбы;
2) нарезкой резьбы ремонтного размера;
3) постановкой резьбовых пробок;
4) нарезкой резьб номинального размера, смещенных относительно дефектных.
Решения о способе восстановления резьбы должны приниматься в зависимости от технической возможности ремонтного предприятия и экономической целесообразности ремонта.
2.2. Дефектация пружинных шайб
2.2.1. Пружинные шайбы не должны иметь трещин в местах перегиба.
2.2.2. Поверхности пружинных шайб должны быть чистыми, без раковин, расслоений, окалины и следов коррозии.
2.2.3. Пружинные шайбы, бывшие в эксплуатации, могут быть использованы повторно, если они не потеряли своей упругости, которая характеризуется величиной развода концов шайбы. Номинальный развод шайбы равен двойной ее толщине, допустимый — полуторной.
2.3. Дефектация деталей, имеющих трещины
2.3.1. Трещины на деталях не допускаются, кроме оговоренных особо.
2.4. Дефектация уплотнений
2.4.1. Все элементы уплотнений при ремонте подлежат обязательной замене.
2.5. Перечень деталей, подлежащих обязательной замене, приведен в приложении.
ПРИЛОЖЕНИЕ
ПЕРЕЧЕНЬ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ, ПОДЛЕЖАЩИХ ОБЯЗАТЕЛЬНОЙ ЗАМЕНЕ
|
Наименование |
Обозначение |
Количество, шт. |
|
Амортизатор |
ПКР 560-19.93.000 |
4 |
|
Буфер |
ПКР 560-05.00.005 |
1 |
|
Шайба |
ПКР 560-05.00.006 |
1 |
|
Кольцо |
ПКР 560-05.00.008 |
1 |
|
Палец |
ПКР 560-19.00.002 |
8 |
|
Ролик |
ПКР 560-06.02.000 СБ |
2 |
|
Плашка |
12* |
|
|
Манжета 1-200-3 ГОСТ 6678-72 |
2 |
|
|
Ось |
ПКР 560-01.00.004 |
1 |
|
Ось |
ПКР 560-01.00.006 |
1 |
|
________________ * Типоразмер плашек поставляется по согласованию с заказчиком. |
КЛИН 140 ПКР 560-01.00.000 СБ
Рис.1
|
КАРТА СОПРЯЖЕНИЙ |
К ЭСКИЗУ |
N 1 |
|||||||
|
УЗЕЛ |
КЛИН 140 ПКР 560-01.00.000 СБ |
||||||||
|
ОБОЗНА- ЧЕНИЕ СОПРЯ- ЖЕНИЯ |
НАИМЕНО- ВАНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
Размеры, зазоры, натяги, мм |
||||||
|
ПО ЧЕРТЕЖУ |
ПРЕДЕЛЬНО-ДОПУСТИМЫЕ БЕЗ РЕМОНТА |
||||||||
|
РАЗМЕРЫ |
ЗАЗОР (+) НАТЯГ (-) |
ЗАЗОР (+) НАТЯГ (-) |
РАЗМЕРЫ В СОПРЯЖЕНИИ С ДЕТАЛЬЮ |
||||||
|
НОВОЙ |
БЫВШЕЙ В ЭКСПЛУАТ. |
||||||||
|
А |
КОРПУС КЛИНА |
ПКР 560-01.00.009 |
|
+0,48 |
+0,54 |
18,16 |
18,13 |
||
|
БОЛТ |
ПКР 560-01.00.003 |
|
17,56 |
17,59 |
|||||
|
Б |
КОРПУС КЛИНА |
ПКР 560-01.00.009 |
|
+1,44 |
+2,04 |
29,52 |
29,22 |
||
|
ПОДВЕСКА В СБОРЕ |
ПКР 560-01.00.008Б |
||||||||
|
ОСЬ |
ПКР 560-01.00.004А |
|
26,88 |
27,18 |
|||||
|
ОСЬ |
ПКР 560-01.00.006 |
КОРПУС КЛИНА ПКР 560-01.00.009
Рис.2
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.2 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
КОРПУС КЛИНА |
ПКР 560-01.00.009 |
40ХЛ ГОСТ 977-88 |
40-45 |
4 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ЗАДИРЫ НА ПОВЕРХНОСТИ КОРПУСА КЛИНА |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
3АУСЕНЦЫ НА ПОВЕРХНОСТИ КОРПУСА КЛИНА |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
ОСЛАБЛЕНИЕ ПРЕССОВОЙ ПОСАДКИ ВТУЛКИ ПКР 560-01.00.005 |
ОСМОТР ОСТУКИВАНИЕ |
— |
— |
ЗАМЕНИТЬ ВТУЛКУ ПКР 560-01.00.005 |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 28,4+0,52 |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
|
ОСЬ ПКР 560-01.00.004А |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР, СОГЛАСОВАТЬ С ДЕТАЛЬЮ ПКР 560-01.00.008Б |
|
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ +17,8+0,3 |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
|
БОЛТ ПКР 560-01.00.003 |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР |
|
|||||
|
В |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ h20-0,52 |
ИЗМЕРЕНИЕ ПРИСПОСОБЛЕНИЕ СПЕЦИАЛЬНОЕ |
19,0 |
ВКЛАДЫШ ПКР 560-02.00.001 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
Г |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 113,55+0,46 |
ИЗМЕРЕНИЕ ШАБЛОН ЩУПЫ-100 НАБОР 2, КЛ. ТОЧНОСТИ 2 ТУ 2-034-225-87 |
ЗАЗОР МЕЖДУ ШАБЛОНОМ И ПРОФИЛЕМ ДЕТАЛИ 0,5 ММ |
ПЛАШКИ ПКР 560-09.00.002 ПКР 560-10.00.001 ПКР 560-11.00.001 ПКР 560-12.00.002 ПКР 560-13.00.002 ПКР 560-14.00.001 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
ДЕРЖАВКА В СБОРЕ ПКР 560-01.03А.000 СБ
Рис.3
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.3 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ДЕРЖАВКА В СБОРЕ |
ПКР 560-01.03А.000 СБ |
— |
— |
4 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ НА ЭЛЕМЕНТАХ КОНСТРУКЦИИ КОЛИЧЕСТВОМ БОЛЕЕ ДВУХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
ЗАМЕНИТЬ ДЕФЕКТНЫЙ ЭЛЕМЕНТ |
— |
||||||
|
ТРЕЩИНЫ В СВАРНЫХ ШВАХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
РАЗРЫВЫ ЦЕПИ |
ОСМОТР |
— |
— |
ЗАМЕНИТЬ ОТДЕЛЬНЫЕ ЭЛЕМЕНТЫ ПРИ ЗНАЧИТЕЛЬНЫХ ДЕФОРМАЦИЯХ |
— |
||||||
|
ОБЛОМЫ И СКРУЧИВАНИЕ РУЧКИ |
ОСМОТР |
— |
— |
ЗАМЕНИТЬ ДЕФЕКТНУЮ ДЕТАЛЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
23,0 |
ПАЛЕЦ В СБОРЕ ПКР 560-01.01.010СБ |
ОБРАБОТАТЬ ДО 26 ММ, ЗАПРЕССОВАТЬ ВТУЛКУ, ЗАКРЕПИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
ПОДВЕСКА В СБОРЕ ПКР 560-01.00.008 Б
Рис.4
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.4 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ПОДВЕСКА В СБОРЕ |
ПКР 560-01.00.008 Б |
— |
— |
4 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ В СВАРНЫХ ШВАХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
|
ОСЬ ПКР 560-01.00.004А ОСЬ ПКР 560-01.00.006 |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР |
|
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 52+0,6-1,0 |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-I-125-0,1-1 ГОСТ 166-89 |
54,0 |
КОРПУС КЛИНА ПКР 560-01.00.009 ПКР 560-09.00.001 ПКР 560-12.00.001 ПКР 560-13.00.001 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
БОЛТ ПКР 560-01.00.003
Рис.5
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.5 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
БОЛТ |
ПКР 560-01.00.003 |
СТАЛЬ 45 ГОСТ 1050-88 |
28-32 |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 17,8-0,18 |
ИЗМЕРЕНИЕ МИКРОМЕТР МК 25-2 ГОСТ 6507-90 |
17,56 17,59 |
КОРПУС КЛИНА ПКР 560-01.00.009 |
БРАКОВАТЬ |
— |
|||||
|
Б |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М16-8 (G) |
ОСМОТР ИЗМЕРЕНИЕ КОЛЬЦО 8211-0067 8 (G) ГОСТ 17763-72 КОЛЬЦО 8211-1067 8 (G) ГОСТ 17764-72 |
— |
ГАЙКА 2М16-6Н5 ГОСТ 5918-73 |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
ВКЛАДЫШ С ЦЕНТРАТОРОМ ПКР 560-02.00.000 СБ
Рис.6
|
КАРТА СОПРЯЖЕНИЙ |
К ЭСКИЗУ |
N 6 |
|||||||
|
УЗЕЛ |
ВКЛАДЫШ С ЦЕНТРАТОРОМ ПКР 560-02.00.000 СБ |
||||||||
|
ОБОЗНА- ЧЕНИЕ СОПРЯ- ЖЕНИЯ |
НАИМЕНО- ВАНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
РАЗМЕРЫ, ЗАЗОРЫ, НАТЯГИ, ММ |
||||||
|
ПО ЧЕРТЕЖУ |
ПРЕДЕЛЬНО-ДОПУСТИМЫЕ БЕЗ РЕМОНТА |
||||||||
|
РАЗМЕРЫ |
ЗАЗОР (+) НАТЯГ (-) |
ЗАЗОР (+) НАТЯГ (-) |
РАЗМЕРЫ В СОПРЯЖЕНИИ С ДЕТАЛЬЮ |
||||||
|
НОВОЙ |
БЫВШЕЙ В ЭКСПЛУАТ. |
||||||||
|
А |
КОРПУС В СБОРЕ |
ПКР 560-03.00.000СБ |
|
+1,48 |
+2,28 |
401,12 |
400,75 |
||
|
ВКЛАДЫШ |
ПКР 560-02.00.001 |
|
398,16 |
398,53 |
ВКЛАДЫШ ПКР 560-02.00.001
Рис.7
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.7 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ВКЛАДЫШ |
ПКР 560-02.00.001 |
40ХЛ ГОСТ 977-88 |
(Б) 47-52 |
2 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
3АБОИНЫ НА ПОВЕРХНОСТИ ВКЛАДЫША |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
3АДИРЫ, РИСКИ НА ПОСАДОЧНЫХ ПОВЕРХНОСТЯХ |
ОСМОТР |
— |
— |
ОБРАБОТАТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА В ПРЕДЕЛАХ ДОПУСТИМЫХ РАЗМЕРОВ |
— |
||||||
|
Б |
ИЗНОС КОНУСНОЙ ПОВЕРХНОСТИ 22,5+0,3 |
ИЗМЕРЕНИЕ КАЛИБР КОНУСНЫЙ |
20,0 |
КЛИН ПКР 560-01.00.000СБ |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
ЦЕНТРАТОР ПКР 560-02.00.002
Рис.8
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.8 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ЦЕНТРАТОР |
ПКР 560-02.00.002 |
40ХЛ ГОСТ 977-88 |
47-52 |
2 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М24-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3092 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-II-250-0,05 ГОСТ 166-89 |
208,0 |
— |
БРАКОВАТЬ ПРИ ДИАМЕТРЕ БОЛЕЕ 220 ММ, МЕНЕЕ — НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
КОРПУС В СБОРЕ ПКР 560-03.00.000 СБ
Рис.9
|
КАРТА СОПРЯЖЕНИЙ |
К ЭСКИЗУ |
N 9 |
|||||||
|
УЗЕЛ |
КОРПУС В СБОРЕ ПКР 560-03.00.000 СБ |
||||||||
|
ОБОЗНА- ЧЕНИЕ СОПРЯ- ЖЕНИЯ |
НАИМЕНО- ВАНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
РАЗМЕРЫ, ЗАЗОРЫ, НАТЯГИ, ММ |
||||||
|
ПО ЧЕРТЕЖУ |
ПРЕДЕЛЬНО-ДОПУСТИМЫЕ БЕЗ РЕМОНТА |
||||||||
|
РАЗМЕРЫ |
ЗАЗОР (+) НАТЯГ (-) |
ЗАЗОР (+) НАТЯГ (-) |
РАЗМЕРЫ В СОПРЯЖЕНИИ С ДЕТАЛЬЮ |
||||||
|
НОВОЙ |
БЫВШЕЙ В ЭКСПЛУАТ. |
||||||||
|
Б |
КОРПУС |
ПКР 560-03.00.001 |
|
+0,67 |
+1,37 |
32,87 |
32,52 |
||
|
ПАЛЕЦ |
ПКР 560-03.00.002 |
|
30,80 |
31,15 |
|||||
|
В |
КОРПУС В СБОРЕ |
ПКР 560-03.00.000СБ |
|
+1,5 |
+5,0 |
164,2 |
162,55 |
||
|
ПЛАНКА |
ПКР 560-19.01.000СБ |
|
155,7 |
157,45 |
|||||
|
ПЛАНКА |
ПКР 560-19.02.000СБ |
КОРПУС В СБОРЕ ПКР 560-03.00.000 СБ
Рис.10
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.10 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
КОРПУС В СБОРЕ |
ПКР 560-03.00.000 СБ |
40ХЛ ГОСТ 977-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
3АБОИНЫ НА ПОВЕРХНОСТИ НАРУЖНЕЙ |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
ТРЕЩИНЫ В СВАРНЫХ ШВАХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
3АДИРЫ, РИСКИ НА ПОСАДОЧНЫХ ПОВЕРХНОСТЯХ |
ОСМОТР |
— |
— |
ОБРАБОТАТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА В ПРЕДЕЛАХ ДОПУСТИМЫХ РАЗМЕРОВ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 160+0,9+0,2 |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 175 ГОСТ 10-88 |
164,20 162,55 |
ПЛАНКА ПКР 560-19.01.000СБ ПЛАНКА ПКР 560-19.02.000СБ |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 472+0,5-0,5 |
ИЗМЕРЕНИЕ МИКРОМЕТР МК 500-2 ГОСТ 6507-90 |
468,0 |
ПЛАНКА ПКР 560-19.01.000СБ ПЛАНКА ПКР 560-19.02.000СБ |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
ЦИЛИНДР УПРАВЛЕНИЯ ПКР 560-26.00.000 СБ
Рис.11
|
КАРТА СОПРЯЖЕНИЙ |
К ЭСКИЗУ |
N 11 |
|||||||
|
УЗЕЛ |
ЦИЛИНДР УПРАВЛЕНИЯ ПКР 560-05.00.000 СБ |
||||||||
|
ОБОЗНА- ЧЕНИЕ СОПРЯ- ЖЕНИЯ |
НАИМЕНО- ВАНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
РАЗМЕРЫ, ЗАЗОРЫ, НАТЯГИ, ММ |
||||||
|
ПО ЧЕРТЕЖУ |
ПРЕДЕЛЬНО-ДОПУСТИМЫЕ БЕЗ РЕМОНТА |
||||||||
|
РАЗМЕРЫ |
ЗАЗОР (+) НАТЯГ (-) |
ЗАЗОР (+) НАТЯГ (-) |
РАЗМЕРЫ В СОПРЯЖЕНИИ С ДЕТАЛЬЮ |
||||||
|
НОВОЙ |
БЫВШЕЙ В ЭКСПЛУАТ. |
||||||||
|
А |
ВТУЛКА |
ПКР 560-05.00.003 |
|
+0,42 |
+0,58 |
45,33 |
45,25 |
||
|
ШТОК |
ПКР 560-05.00.002 |
|
44,59 |
44,67 |
|||||
|
Б |
ФЛАНЕЦ НАЖИМНОЙ |
ПКР 560-05.00.004 |
|
-0,015 |
-0,015 |
58,06 |
— |
||
|
ВТУЛКА |
ПКР 560-05.00.003 |
|
58,075 |
— |
|||||
|
В |
КРЫШКА НИЖНЯЯ |
ПКР 560-05.02.001 |
|
+0,5 |
+0,7 |
70,4 |
70,3 |
||
|
ФЛАНЕЦ НАЖИМНОЙ |
ПКР 560-05.00.004 |
|
69,5 |
69,6 |
|||||
|
Г |
ЦИЛИНДР |
ПКР 560-05.00.009 |
|
+0,635 |
+0,635 |
200,185 |
— |
||
|
КОЛЬЦО |
ПКР 560-05.00.008 |
|
199,55 |
— |
|||||
|
Д |
ШТОК |
ПКР 560-05.00.002 |
|
+0,2 |
+0,3 |
8,2 |
8,15 |
||
|
ПОРШЕНЬ |
ПКР 560-05.04.000 |
||||||||
|
ШТИФТ 8Х60 ГОСТ 3128-70 |
— |
|
7,8 |
7,85 |
ШТОК ПКР 560-05.00.002
Рис.12
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.12 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ШТОК |
ПКР 560-05.00.002 |
СТАЛЬ 40Х ГОСТ 4543-71 |
269-321НВ (А) 21-30 |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ИЗОГНУТОСТЬ |
ИЗМЕРЕНИЕ ИНДИКАТОР ИЧ 02 КЛ.1 ГОСТ 577-68 |
0,1 |
— |
БРАКОВАТЬ ПРИ ИЗОГНУТОСТИ БОЛЕЕ 2,0 ММ, МЕНЕЕ — ПРАВИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
А |
НАРУШЕНИЕ ХРОМИРОВАННОГО СЛОЯ |
ОСМОТР |
— |
— |
РАЗДЕЛАТЬ ДО ЧИСТОГО МЕТАЛЛА, ХРОМИРОВАТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ МИКРОМЕТР МК 50-2 ГОСТ 6507-90 |
|
ВТУЛКА ПКР 560-05.00.003 |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР |
|
|||||
|
Б |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М42-8 (G) |
ОСМОТР ИЗМЕРЕНИЕ КОЛЬЦО 8211-0138 8 (G) ГОСТ 17763-72 КОЛЬЦО 8211-1138 8 (G) ГОСТ 17764-72 |
— |
СЕРЬГА ПКР 560-05.00.001 |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
|||||
|
В |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М36-8 (G) |
ОСМОТР ИЗМЕРЕНИЕ КОЛЬЦО 8211-0124 8 (G) ГОСТ 17763-72 КОЛЬЦО 8211-1124 8 (G) ГОСТ 17764-72 |
— |
ПОРШЕНЬ ПКР 560-05.04.000 |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
|||||
|
Г |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 6-10-2 ГОСТ 868-82 |
|
ШТИФТ 8X60 ГОСТ 3128-70 |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР |
|
ФЛАНЕЦ НАЖИМНОЙ ПКР 560-05.00.004
ВТУЛКА ПКР 560-05.00.003
Рис.13
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.13 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ФЛАНЕЦ НАЖИМНОЙ |
ПКР 560-05.00.004 |
— |
— |
1 |
|||||||
|
ВТУЛКА |
ПКР 560-05.00.003 |
1 |
|||||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
|
ШТОК ПКР 560-05.00.002 |
БРАКОВАТЬ ДЕФЕКТНУЮ ДЕТАЛЬ, ИЗГОТОВИТЬ ВТУЛКУ ПКР 560-05.00.003 РЕМОНТНОГО РАЗМЕРА СОГЛАСОВАВ С ДЕТАЛЬЮ ПКР 560-05.00.002 |
|
ФЛАНЕЦ ПКР 560-05.00.007
Рис.14
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.14 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ФЛАНЕЦ |
ПКР 560-05.00.007 |
СТ3 СП ГОСТ 380-88* |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
ЦИЛИНДР ПКР 560-05.00.009
Рис.15
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.15 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ЦИЛИНДР |
ПКР 560-05.00.009 |
СТАЛЬ 45 ГОСТ 1050-88 |
(А) 36 |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 600 ГОСТ 10-88 |
200,185 |
КОЛЬЦО ПКР 560-05.00.008 |
ХРОМИРОВАТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР |
|
|||||
|
А |
НАРУШЕНИЕ ХРОМИРОВАННОГО СЛОЯ |
ОСМОТР |
— |
— |
РАЗДЕЛАТЬ ДО ЧИСТОГО МЕТАЛЛА, ХРОМИРОВАТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
ОСЬ ПКР 560-05.00.012
Рис.16
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.16 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ОСЬ |
ПКР 560-05.00.012 |
СТАЛЬ 30 ГОСТ 1050-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ИЗОГНУТОСТЬ |
ИЗМЕРЕНИЕ ИНДИКАТОР ИЧ 02 КЛ.1 ГОСТ 577-68 |
0,15 |
— |
БРАКОВАТЬ ПРИ ИЗОГНУТОСТИ БОЛЕЕ 1,0 ММ, МЕНЕЕ — ПРАВИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-I-125-0,1-1 ГОСТ 166-89 |
35,0 |
КРЫШКА ВЕРХНЯЯ В СБОРЕ ПКР 560-05.05.000СБ КРОНШТЕЙН ПКР 560-26.01.000СБ |
БРАКОВАТЬ |
— |
КРОНШТЕЙН ПКР 560-26.01-000 СБ
Рис.17
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.17 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
КРОНШТЕЙН |
ПКР 560-26.01.000 СБ |
— |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ СКВОЗНЫЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ НЕСКВОЗНЫЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
ТРЕЩИНЫ В СВАРНЫХ ШВАХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
РИСКИ, ЗАДИРЫ НА ПОВЕРХНОСТИ КРОНШТЕЙНА |
ОСМОТР |
— |
— |
3АЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-II-160-0,05 ГОСТ 166-89 |
62,0 |
ОСЬ ПКР 560-00.00.003 |
ЗАМЕНИТЬ ДЕТАЛЬ БОБЫШКУ |
— |
|||||
|
Б |
РАЗВОД КОНЦОВ КРОНШТЕЙНА ПО РАЗМЕРУ 280+2,0-2,0 |
ИЗМЕРЕНИЕ ЛИНЕЙКА-300 ГОСТ 427-75 |
283,0 |
— |
ПРАВИТЬ ДО РАЗМЕРА ПО ЧЕРТЕЖУ |
— |
КРЫШКА НИЖНЯЯ В СБОРЕ ПКР 560-05.02.000 СБ
Рис.18
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.18 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
КРЫШКА НИЖНЯЯ В СБОРЕ |
ПКР 560-05.02.000 СБ |
35Л-3 ГОСТ 977-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ СКВОЗНЫЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ НЕСКВОЗНЫЕ НА ШТУЦЕРЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
ЗАМЕНИТЬ ШТУЦЕР ПКР 560-05.02.002 |
— |
||||||
|
ТРЕЩИНЫ НЕСКВОЗНЫЕ НА КРЫШКЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
ТРЕЩИНЫ В СВАРНОМ ШВЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
ЗАБОИНЫ, ЗАДИРЫ НА ПОВЕРХНОСТИ КРЫШКИ НИЖНЕЙ В СБОРЕ |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
РИСК НА ПОСАДОЧНЫХ ПОВЕРХНОСТЯХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
ОБРАБОТАТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА В ПРЕДЕЛАХ ДОПУСТИМЫХ РАЗМЕРОВ |
— |
||||||
|
А |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М16-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3067 7Н ГОСТ 17758-72 |
— |
БОЛТ М16-6G 35,56 ГОСТ 7796-70 |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
ПОРШЕНЬ ПКР 560-05.04.000
Рис.19
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.19 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ПОРШЕНЬ |
ПКР 560-05.04.000 |
СТ3 СП ГОСТ 380-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОСЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ В СВАРНЫХ ШВАХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
ЗАБОИНЫ, ЗАДИРЫ, РИСКИ НА ПОСАДОЧНЫХ ПОВЕРХНОСТЯХ |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
А |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М36-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3124 7Н ГОСТ 17758-72 |
— |
ШТОК ПКР 560-05.00.002 |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
|||||
|
Б |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М16-8 (G) |
ОСМОТР ИЗМЕРЕНИЕ КОЛЬЦО 8211-0067 8 (G) ГОСТ 17763-72 КОЛЬЦО 8211-1067 8 (G) ГОСТ 17764-72 |
— |
ГАЙКА М16-6Н.5 ГОСТ 5915-70 |
БРАКОВАТЬ ШПИЛЬКУ ПКР 560-05.04.002 |
— |
|||||
|
Б |
ЗАБИТОСТЬ, ПОМЯТОСТЬ РЕЗЬБЫ |
ОСМОТР |
— |
ГАЙКА М16-6Н.5 ГОСТ 5915-70 |
КАЛИБРОВАТЬ РЕЗЬБУ |
— |
|||||
|
В |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 8+0,1 |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 6-10-2 ГОСТ 868-82 |
|
ШТИФТ 8X60 ГОСТ 3128-70 |
ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РЕМОНТНЫЙ РАЗМЕР |
|
КРЫШКА ВЕРХНЯЯ В СБОРЕ ПКР 560-05.05.000 СБ
Рис.20
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.20 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
КРЫШКА ВЕРХНЯЯ В СБОРЕ |
ПКР 560-05.05.000 СБ |
35Л-3 ГОСТ 977-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ СКВОЗНЫЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ НЕСКВОЗНЫЕ НА ШТУЦЕРЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
ЗАМЕНИТЬ ШТУЦЕР ПКР 560-05.02.002 |
— |
||||||
|
ТРЕЩИНЫ НЕСКВОЗНЫЕ НА КРЫШКЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
ТРЕЩИНЫ В СВАРНОМ ШВЕ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
ЗАБОИНЫ НА ПОСАДОЧНОЙ ПОВЕРХНОСТИ |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА В ПРЕДЕЛАХ ДОПУСТИМЫХ РАЗМЕРОВ |
— |
||||||
|
ЗАДИРЫ, РИСКИ НА ПОСАДОЧНЫХ ПОВЕРХНОСТЯХ |
ОСМОТР |
— |
— |
ОБРАБОТАТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА В ПРЕДЕЛАХ ДОПУСТИМЫХ РАЗМЕРОВ |
— |
СЕРЬГА ПКР 560-05.00.001
Рис.21
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.21 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
СЕРЬГА |
ПКР 560-05.00.001 |
35Л-3 ГОСТ 977-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ЗАБОИНЫ, ЗАДИРЫ, РИСКИ НА ПОСАДОЧНЫХ ПОВЕРХНОСТЯХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
ОБРАБОТАТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА В ПРЕДЕЛАХ ДОПУСТИМЫХ РАЗМЕРОВ |
— |
||||||
|
А |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М42-7Н |
ОСМОТР ИЗМЕРЕНИЕ ПРОБКА 8221-3138 7Н ГОСТ 17758-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
37,0 |
ОСЬ ПКР 560-00.00.004 |
ОБРАБОТАТЬ ДО 42 ММ, ЗАПРЕССОВАТЬ ВТУЛКУ, ЗАКРЕПИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
В |
ИЗНОС ТОРЦА ПО РАЗМЕРУ 82-0,87 |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-II-160-0,05 ГОСТ 166-89 |
80,5 |
РЫЧАГ В СБОРЕ ПКР 560-06.00.000СБ |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
РЫЧАГ В СБОРЕ ПКР 560-06.00.000 СБ
Рис.22
|
КАРТА СОПРЯЖЕНИЙ |
К ЭСКИЗУ |
N 22 |
|||||||
|
УЗЕЛ |
РЫЧАГ В СБОРЕ ПКР 560-06.00.000 СБ |
||||||||
|
ОБОЗНА- ЧЕНИЕ СОПРЯ- ЖЕНИЯ |
НАИМЕНО- ВАНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ |
РАЗМЕРЫ, ЗАЗОРЫ, НАТЯГИ, ММ |
||||||
|
ПО ЧЕРТЕЖУ |
ПРЕДЕЛЬНО-ДОПУСТИМЫЕ БЕЗ РЕМОНТА |
||||||||
|
РАЗМЕРЫ |
ЗАЗОР (+) НАТЯГ (-) |
ЗАЗОР (+) НАТЯГ (-) |
РАЗМЕРЫ В СОПРЯЖЕНИИ С ДЕТАЛЬЮ |
||||||
|
НОВОЙ |
БЫВШЕЙ В ЭКСПЛУАТ. |
||||||||
|
А |
РЫЧАГ |
ПКР 560-06.01.000СБ |
|
+0,024 |
+0,034 |
40,037 |
40,032 |
||
|
ОСЬ |
ПКР 560-06.02.002 |
|
39,993 |
39,998 |
|||||
|
Б |
ВТУЛКА |
ПКР 560-06.00.001 |
|
+1,0 |
+1,6 |
61,2 |
60,9 |
||
|
ОСЬ |
ПКР 560-00.00.003 |
|
59,0 |
59,3 |
|||||
|
В |
РЫЧАГ |
ПКР 560-06.01.000СБ |
|
-0,015 |
-0,015 |
72,06 |
— |
||
|
ВТУЛКА |
ПКР 560-06.00.001 |
|
72,075 |
— |
РЫЧАГ ПКР 560-06.01.000 СБ
Рис.23
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.23 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
РЫЧАГ |
ПКР 560-06.01.000 СБ |
— |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ТРЕЩИНЫ В СВАРНЫХ ШВАХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
СКРУЧИВАНИЕ И РАЗВОД КОНЦОВ РЫЧАГА ПО РАЗМЕРУ 600 ММ |
ОСМОТР ИЗМЕРЕНИЕ ЛИНЕЙКА-1000 ГОСТ 427-75 |
603,0 |
— |
ПРАВИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
ЗАБОИНЫ, ЗАДИРЫ, РИСКИ НА ПОСАДОЧНЫХ ПОВЕРХНОСТЯХ |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 84+0,87 |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-II-160-0,05 ГОСТ 166-89 |
85,5 |
СЕРЬГА ПКР 560-05.00.001 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
Б |
ОСЛАБЛЕНИЕ ПРЕССОВОЙ ПОСАДКИ ВТУЛКИ |
ОСМОТР ОСТУКИВАНИЕ |
— |
— |
ЗАМЕНИТЬ ВТУЛКУ ПКР 560-06.00.001 |
— |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НМ 75 ГОСТ 10-88 |
|
ОСЬ ПКР 560-00.00.003 |
ЗАМЕНИТЬ ДЕТАЛЬ ВТУЛКУ ПКР 560-06.00.001 |
— |
|||||
|
В |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
|
ОСЬ ПКР 560-06.02.002 |
БРАКОВАТЬ ПРИВАРИТЬ НОВУЮ ВТУЛКУ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
КОЛЬЦО ПКР 560-19.00.001
Рис.24
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.24 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
КОЛЬЦО |
ПКР 560-19.00.001 |
40ХЛ ГОСТ 977-88 |
28-32 |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОБЛОМЫ, ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ИЗОГНУТОСТЬ ВЫСТУПОВ (ЗАМЕР ПО РАЗМЕРУ 504, +0,5-0,5) |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-II-250-630-0,1-1 ГОСТ 166-89 |
505,0 |
— |
БРАКОВАТЬ |
— |
||||||
|
ОБЛОМЫ НА НИЖНЕМ ОБОДЕ |
ОСМОТР |
— |
— |
СРЕЗАТЬ ОБОД, ПРИВАРИТЬ НОВЫЙ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР НЕ МЕНЕЕ 115 ММ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
20,04 |
ПАЛЕЦ ПКР 560-19.00.002 |
БРАКОВАТЬ |
— |
|||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 125,0 ММ |
ИЗМЕРЕНИЕ НУТРОМЕР 100-160 ГОСТ 9244-75 |
130,0 |
РОЛИК ПКР 560-06.02.000 СБ |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ, ПРИ ТОЛЩИНЕ НИЖНЕГО ФЛАНЦА БОЛЕЕ 10 ММ, МЕНЕЕ — СРЕЗАТЬ ФЛАНЕЦ И ПРИВАРИТЬ НОВЫЙ |
— |
|||||
|
В |
ЗАБИТОСТЬ ПОВЕРХНОСТЕЙ |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
ПЛАНКА ПКР 560-19.01.000 СБ
Рис.25
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.25 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ПЛАНКА |
ПКР 560-19.01.000 СБ |
— |
— |
3 |
|||||||
|
ПЛАНКА |
ПКР 560-19.02.000 СБ |
1 |
|||||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ В СВАРНЫХ ШВАХ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
РАЗДЕЛАТЬ, ЗАВАРИТЬ И ЗАЧИСТИТЬ |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
|
ПАЛЕЦ ПКР 560-19.00.002 |
БРАКОВАТЬ |
— |
|||||
|
Б |
ЗАБОИНЫ, ЗАДИРЫ НА ПОВЕРХНОСТИ |
ОСМОТР |
— |
— |
ЗАЧИСТИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
|||||
|
В |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 160-0,26-0,8 |
ИЗМЕРЕНИЕ МИКРОМЕТР МК 175-2 ГОСТ 6507-90 |
157,95 155,70 |
КОРПУС В СБОРЕ ПКР 560-03.00.000СБ |
БРАКОВАТЬ |
— |
|||||
|
Г |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ НУТРОМЕР НИ 18-50-2 ГОСТ 868-82 |
23,0 |
ПАЛЕЦ В СБОРЕ ПКР 560-01.01.010СБ |
СРЕЗАТЬ ГОЛОВКУ ПЛАНКИ И ПРИВАРИТЬ НОВУЮ |
— |
|||||
|
Д |
ОБЛОМЫ УШЕК |
ОСМОТР |
— |
— |
СРЕЗАТЬ ГОЛОВКУ ПЛАНКИ И ПРИВАРИТЬ НОВУЮ |
— |
ОСЬ ПКР 560-00.00.003
Рис.26
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.26 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ОСЬ |
ПКР 560-00.00.003 |
СТАЛЬ 35 ГОСТ 1050-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ОТКОЛЫ И ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
ИЗОГНУТОСТЬ |
ИЗМЕРЕНИЕ ИНДИКАТОР ИЧ 02 КЛ.1 ГОСТ 577-68 |
0,3 |
— |
БРАКОВАТЬ ПРИ ИЗОГНУТОСТИ БОЛЕЕ 1,0 ММ, МЕНЕЕ — ПРАВИТЬ ДО УСТРАНЕНИЯ ДЕФЕКТА |
— |
||||||
|
А |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ МИКРОМЕТР МК 75-2 ГОСТ 6507-90 |
|
ВТУЛКА ПКР 560-06.00.001 |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
ОСЬ ПКР 560-00.00.004
Рис.27
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
РИС.27 |
||||||||||
|
НАИМЕНОВАНИЕ ДЕТАЛИ ИЛИ СБОРОЧНОЙ ЕДИНИЦЫ |
ОБОЗНАЧЕНИЕ |
МАТЕРИАЛ |
ТВЕРДОСТЬ |
КОЛ. |
|||||||
|
ОСЬ |
ПКР 560-00.00.004 |
СТАЛЬ 45 ГОСТ 1050-88 |
— |
1 |
|||||||
|
ОБОЗНА- ЧЕНИЕ ПОВЕРХ. |
ВОЗМОЖНЫЙ ДЕФЕКТ |
СПОСОБ УСТАНОВЛЕНИЯ ДЕФЕКТА И ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ |
РАЗМЕРЫ ДОПУСТИМЫЕ, ММ |
ОБОЗНАЧЕНИЕ СОПРЯГАЕМОЙ ДЕТАЛИ |
РЕКОМЕНДУЕМЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ |
РЕМОНТНЫЙ РАЗМЕР, ММ |
|||||
|
ТРЕЩИНЫ ЛЮБОГО ХАРАКТЕРА И РАСПОЛОЖЕНИЯ |
ОСМОТР ЛУПА ЛП-1-4Х ГОСТ 25706-83 |
— |
— |
БРАКОВАТЬ |
— |
||||||
|
Б |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-II-160-0,05 ГОСТ 166-89 |
35,2 |
СЕРЬГА ПКР 560-05.00.001 РЫЧАГ В СБОРЕ ПКР 560-06.00.000СБ |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ ИЛИ ДО РЕМОНТНОГО РАЗМЕРА |
37-0,62 |
|||||
|
Г |
ИЗНОС ПОВЕРХНОСТИ ПО РАЗМЕРУ 22-0,28 |
ИЗМЕРЕНИЕ ШТАНГЕНЦИРКУЛЬ ШЦ-II-160-0,05 ГОСТ 166-89 |
21,28 |
— |
НАПЛАВИТЬ И ОБРАБОТАТЬ, ВЫДЕРЖИВАЯ РАЗМЕР СОГЛАСНО ЧЕРТЕЖУ |
— |
|||||
|
В |
ПОВРЕЖДЕНИЕ ИЛИ ИЗНОС НИТОК РЕЗЬБЫ М36-8 (G) |
ОСМОТР ИЗМЕРЕНИЕ КОЛЬЦО 8211-0124 8 (G) ГОСТ 17763-72 КОЛЬЦО 8211-1124 8 (G) ГОСТ 17764-72 |
— |
— |
СМ. ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ РЕЗЬБОВЫХ СОЕДИНЕНИЙ П.2.1 |
— |
Лист регистрации изменений
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
N докум. |
Входящий N сопроводительного документа и дата |
Подпись |
Дата |
|||
|
изме- ненных |
заме- ненных |
но- вых |
аннули- рованных |
||||||
 «Проммашсервис»
«Проммашсервис»
ОКП 36 6176
ЗАХВАТ КЛИНОВОЙ
ПНЕВМАТИЧЕСКИЙ
ПКРО 560М
ПАСПОРТ
И
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
г. Москва
- Назначение, область применения.
Назначение — механизированный захват в роторе насосно-компрессорных бурильных обсадных труб, оперативный механизированный или облегченный ручной отвод приводной части от клинозахватных узлов облегченный монтаж-демонтаж клинового захвата в процессе бурений нефтяных и газовых скважин.
Область применения – буровые установки, производящие бурение скважин глубиной от 3200 до 6500 метров и оснащенные роторами с проходным отверстием 560 мм.
2.Техническая характеристика.
| Шифр | ПКРО 560 |
| Грузоподъемность,тн | 320 |
| Условный диаметр захватываемой трубы, мм | 194,219,245,273,299,324,340 |
| Устанавливается в ротор с проходным отверстием, мм | 560 |
| Габаритные размеры: мм
— длина — ширина — высота |
750 760 1514 |
| Масса, кг | 1200 |
3. Комплект поставки.
В комплект поставки входят:
— захват клиновой пневматический в собранном виде, с плашками, комп. – 1
— паспорт и инструкция по эксплуатации, экз. — 1
4.Устройство и принцип работы.
В отверстие стола ротора (рис.1) установлен корпус захвата (2) с внутренним отверстием 400мм. С наружной стороны корпус имеет четыре вертикальных паза, служащих направлением для направляющих планок (3), связанных с кольцом (8). Во внутренние отверстие корпуса устанавливается центратор. Клинья (5) шарнир-но связанные с державками (4), прикрепляются последними к верхним кольцам направляющих планок (3). Опорная поверхность клиньев выполнена в виде плос-кости с уклоном 1:6 относительно зубчатой поверхности плашек .
На внутренней поверхности корпуса имеются наклонные плоскости, служащие направлением при движении клиньев и опорой при захвате колонны бурильных или обсадных труб.
Клинья снабжены плашками с зубчатой насечкой, которые обеспечивают надежный захват труб.
В каждый клин устанавливаются 15 плашек . Клинья укомплектованы плаш-ками для работы с трубами диаметром по согласованию с заказчиком.
На кронштейне (9) цилиндра управления (10) смонтирован рычаг (6), длинный конец которого соединен с помощью роликов с кольцом (8), а короткий со штыком пневматического цилиндра. С помощью пневматического цилиндра и рычага производится подъем или опускание кольца (8) плашками (7) и клиньями (5).
Управление пневматическим цилиндром производится краном управления (1), описание конструкции и порядок работы приводится ниже.
Кран управления соединенный с цилиндром с гибкими резиновыми шлангами устанавливается в рабочем месте бурильщика. Устройство и принцип работы крана управления заключается в следующем (рис.2). В корпусе (17) на осях (15 и16) установлены педали (11 и13). Ось педали (15).
5. Порядок работы.
В процессе бурения скважины клинья (5) (рис. 1) должны быть сняты с ротора, установлены вместе, где они не могут быть повреждены.
Установка клиньев на клиновой захват производится после подъема квадрат-ной штанги. При этом:
а) нажимают на левую педаль крана управления (1) (рис. 1) и поднимают направ-ляющие планки (3) в верхнее положение (рис.1)
б) к направляющим планкам прикрепляют клинья (5)
в) смазывают графитной смазкой опорное поверхности клиньев и вкладышей, а также смазывают жидкой смазкой трущиеся поверхности направляющих планок.
После этих операций клиновой захват готов к работе.
Для посадки колонны труб на клинья включается правая педаль крана управ-ления и клинья опускаются, зажимая трубу.
При этом нога бурильщика должна находится на педали до тех пор, пока не произойдет полный захват трубы клиньями и вес колонны не будет передан на клинья.
При посадки колонны труб на клинья замковая муфта должна находиться на такой высоте от ротора, чтобы была обеспечена возможность свободного одева-ния элеватора.
После посадки колонны труб на клинья производят развинчивание замкового соединения, бурильную свечу ( или квадратную штангу) убирают с центра сква-жины, а затем приступают к объему очередной свечи. При этом, одновременно с началом подъема свечи производится подъем клиньев.
Клинья поднимаются до вертикального положения, когда зазор между ними обеспечивает движение колонны без замедлений.
Этой же цели служит центратор (30), проходное отверстие которого ограничи-вает отклонение колонны от центратора. После подъема колонны на необходи-мую высоту движение ее останавливают и опускают клинья, захватывая колонну. Работа с клиновым захватом при спуске бурильной колонны производится в обратной последовательности.
При бурении под кондуктор, в случае необходимости иметь в роторе макси-мальное проходное отверстие, щеколда (38) вынимается и цилиндр управления открывается в крайнее левое положение, фиксируется щеколдой, а корпус (2), и кольцо с планками (3,8) на это время вынимаются из ротора. В процессе бурения скважины цилиндр управления должен открываться в крайнее левое положение.
6. Техническое обслуживание.
Нормальная работа механизма возможна только при регулярном уходе, своевременной смазке и замене изношенных деталей.
Перед началом работы и при передаче вахты следует произвести вахты следует произвести внешний осмотр механизма и опробовать действие его узлов; при этом, все замеченные неисправности должны быть устранены.
В процессе эксплуатации необходимо не реже одного раза в неделю прове-рять крепление узлов и деталей, состояние поверхностей подвергающихся износу и производить регулировку механизма.
При работе следует особенно оберегать рабочую поверхность клиньев и направляющих планок от забоин, чаще смазывать их.
При осмотре механизма необходимо периодически заполнять смазкой с помощью шприца оси крана управления, а также смазывать шток цилиндра и шарнирные соединения клиньев. Не менее двух раз в год необходимо разбирать пневматический цилиндр и смазывать его рабочую поверхность.
Запрещается работать механизмом при не полностью поднятых в верхнее положение клиньях, так как это может повлечь за собой задевание муфты бурильной трубы за клин и последующую аварию.
Необходимо следить за чистотой и смазкой опорных плоскостей клиньев, корпуса, чаще смывать водой с их поверхностей загустивший глинистый раствор.
Опорную поверхность клиньев необходимо смазывать графитной смазкой, это исключает случаи заклинивания клиньев в роторе.
Не обходимо проверять состояние зубчатой поверхности плашек; изношен-ные комплекты плашек должны быть заменены запасными.
Повседневного ухода за время эксплуатации механизма требуют воздухо-провод и кран управления, которые должны быть герметичны.
Резиновые шланги следует оберегать от попадания в них масла и от механи-ческих повреждений. Поврежденный воздухопровод должен быть немедленно отремонтирован.
Во время ремонта для удержания клиньев в верхнем положении при отсутст-вии в системе сжатого воздуха введено специальное отверстие в одной из нап-равляющих планок.
Для предотвращения поломок рычага в случае заклинивания рекомендуется тщательно смазывать опорные поверхности клиньев в соответствии с картой смазки, особенно в случаях, когда бурильная колонна будет посажена на клинья на время более 5 мин. Когда колонна снимается с клиньев, особенно после длительной остановки, подъем должен быть начат так, чтобы успеть затормозить, пока рычаг перемещается из нижнего положения в верхнее.
7. Указание мер безопасности.
Во время работы пневматического клинового захвата ПКРО-560 запрещает-ся:
Применять клинья (плашки) или центраторы, размеры которых не соответст-вуют размерам труб.
Работать с поврежденными узлами или деталями клинового захвата:
Работать с деформированными более, чем на 2 мм:
Производить какие-либо работы или стоять на роторе, производить поправки во время хода клиньев:
Выполнять спуско-подъемные операции, когда корпус не заперт в роторе:
Вращать стол ротора при поднятых клиньях:
Работать при не полностью поднятых клиньях:
Производить соединения шлангов пневмосистемы при помощи проволоки
и различных закруток
Соединение следует производить только хомутами, болтами и гайками вхо-дящими в комплект.
Техническое обслуживание и ремонт производить при отключенной воздуш-ной линии от ресивера, путем полного перекрытия вентиля:
Использовать клиновой захват при нагрузках, превышающих допустимые указанные в технической характеристике.
К работе с клиновым захватом должны быть допущены рабочие, обученные работе с ним.
Буровая установка должна быть укомплектована блокировкой, предотвра-щающей вращение ротора при поднятых клиньях.
Воздухопроводы должны быть проложены под полом буровой в местах,
исключающих травмирование в случае разрыва.
Систематически проверять затяжку болтов, гаек, винтов; плотность посадки штифтов.
8.Свидетельство о приемке.
Захват клиновой пневматический ПКРО-560 заводской № _______ соответствует ТУ 3661-017-47365909-08 и признан годным для эксплуатации.
Дата выпуска
апрель 2012г.
Штамп ОТК
Начальник ОТК _____________
9.Свидетельство о консервации.
Захват клиновой пневматический ПКРО-560 заводской № _______ подвергнут консервации согласно технической документации.
Дата консервации
апрель 2012г.
Срок консервации 18 месяцев
Консервацию произвел ___________
10.Свидетельство об упаковывании.
Захват клиновой пневматический ПКРО-560 заводской № _______ упакован согласно технической документации.
Дата упаковки
апрель 2012г.
Упаковку произвел _______________
Страницы работы
Содержание работы
2.1
НАЗНАЧЕНИЕ ПНЕВМОТИЧЕСКОГО КЛИНОВОГО
ЗАХВАТА ПКР-560
Назначение
комплекса
Комплекс оборудования для работы с трубами предназначен для свинчивания,
развинчивания, удержания на весу, хранения, подачи и выброса труб. К этому комплексу
относятся следующие механизмы и оборудование: ротор с роликовым вкладышем и с
пневматическим клиновым захватом ПКР 560 М, лебедка вспомогательная Л
В, ключ буровой автоматический стационарный АКБ-ЗМ2, подвесной ключ
пневматический ПБК-4, машинные ключи с пневматическими раскрепителями
свечей, ПРС и приемный мост со стеллажами. На буровых установках БУ
2900/175 ДЭП и БУ 2900/200 ЭПК-БМ применяют два типа роторов: Р-560 (рисунок 1)
и Р-360.
Назначение и конструкция ротора Р-560
Ротор предназначен для передачи вращения колонне бурильных
труб в процессе бурения, ловильных работ, восприятия реактивного момента при
бурении забойными двигателями и поддержки на столе веса труб при СПО и спуске обсадной
колонны.
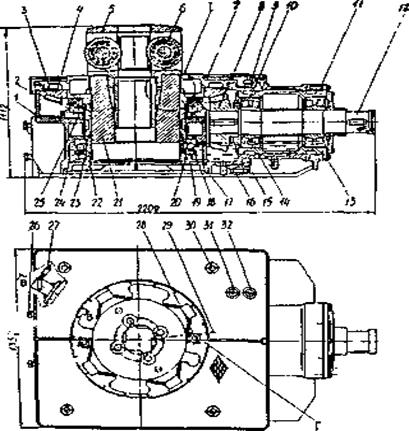
1, 13 — корпус;
2, 18 — шарикоподшипник; 3 — стол; 4 — колесо;
5 — вкладыш
роликовый; 6 — ролик; 7 — настил; 8 — шестерня;
9 — заливная
горловина; 10 — подшипник роликовый; 11, 24, 25 — прокладка;
12 — ведущий вал;
14 — кольцо уплотнительное; 15 — пробка;
16 — клапан
запорный шариковый; 17, 19, 26, 30 — болт; 20 — планка;
21 — вкладыш;
22- крышки; 23 — гайка; 27 — рукоятка; 28, 29 — стрелка;
31,32- щуп
Рисунок 1. Ротор Р-560
Корпус
ротора (рисунок 1) является основной частью, на которой монтируются все
остальные детали. Он воспринимает и передает на основание буровой установки все
нагрузки, возникающие в процессе бурения и при спускоподъемных операциях.
Захват
клиновой пневматический ПКР-560
Кронштейн захвата клинового пневматического ПКР-560 (рисунок
2) крепится к корпусу ротора болтами.
Технические характеристики
|
Грузоподъемность, кН (тс) |
3200 (320) |
|
Условный диаметр захватываемых труб, мм |
48-178 |
|
Количество захватываемых |
2 11 |
Пневмоклинья устанавливаются в ротор, служат для захвата труб и удерживают их от
проворота. Пневмоклинья могут быть в двух исполнениях: с ручным отводом привода
или с механизированным отводом. В отверстии стола ротора устанавливается
корпус. С наружной стороны корпус имеет четыре вертикальных паза,
служащих направлением для направляющих планок, связанных с кольцом.
Во внутреннее отверстие корпуса устанавливаются вкладыши
с центратором, являющиеся гнездами для клиньев. Клинья, шарнирно связанные
с державками, прикрепляются последними к верхним концам направляющих планок. На
внутренней поверхности вкладышей имеются наклонные плоскости, служащие направляющими
при движении клиньев и опорой при захвате колонны труб. Клинья снабжены
плашками с зубчатой насечкой, которая
обеспечивает надежный захват труб. В каждый клин устанавливаются три плашки,
причем средняя плашка — с продольной и поперечной насечкой, а верхняя и
нижняя — только с поперечной.
Цилиндр управления устанавливается на прикрепленном к
ротору кронштейне подроторном. На кронштейне пневмоцилиндр фиксируется осью.
На кронштейне цилиндра управления смонтирован рычаг, длинный конец которого с помощью роликов
соединен с кольцом, а короткий — с пневмоцилиндром.
С помощью
цилиндра и рычага производится подъем или опускание кольца с план кой и клиньями.
Управление пневматическим цилиндром производится краном управления.
I — под пол
буровой установки; II — к ресиверу буровой установки
1 — кран
управления; 2 — корпус; 3 — направляющие планки; 4 — вкладыши;
5 — кронштейн
цилиндра управления; 6 — цилиндр управления;
7 — кронштейн
подроторный; 8 — рычаг; 9 — ось; 10 — кольцо;
11 —
стабилизатор; 12 — клин; 13 — державка
Рисунок 2.
Захват клиновой пневматический ПКР 560 М-ОР
Монтаж пневматического захвата на ротор может быть
осуществлен в том случае, если уровень
поверхности стола ротора не возвышается над полом буровой более, чем на 500 мм, и роторные балки
раздвинуты до размеров более 780 мм.
Установку клинового захвата необходимо произвести с установкой кронштейна с пневмоцилиндром и рычагом. Проверяют
свободное передвижение пневмоцилиндра
по кронштейну. Кронштейн с пневмоцилиндром отводят в крайнее левое
положение и фиксируют осью. После этого в отверстие ротора устанавливается корпус с направляющими планками и
кольцом. Кронштейн цилиндра подводят
в переднее положение, обеспечив
попадание роликов рычага в
паз кольца. Подключают воздушные шланги. Направляющие планки поднимают в верхнее положение и на них устанавливают
клинья. После установки всех четырех клиньев выполняются пробные подъем и
опускание. Поворотом штока цилиндра
управления клинья в поднятом положении устанавливаются вертикально так, чтобы зубчатая поверхность была
параллельна захватываемой трубе.
Похожие материалы
- Перечень документов оперативных узлов учета нефти, газа, воды, обязательных к наличию на площадных объектах УПСНиГ
- Оборудование для механизированной добычи нефти. Бесштанговые установки для добычи нефти
- Электроприводной химический трехплунжерный регулируемый насос ХТР 4/100
Информация о работе
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание — внизу страницы.
 Клиновой захват (клиньевой захват) пневматический с ручным отводом привода типа ПКР-560 (ПКР-560 М, ПКР-560 МОР) предназначен для механизированного захвата в роторе насосно-компрессорных, бурильных, утяжеленных и обсадных труб, а также для передачи вращения от ротора бурильной колонне и очистки наружной поверхности труб.
Клиновой захват (клиньевой захват) пневматический с ручным отводом привода типа ПКР-560 (ПКР-560 М, ПКР-560 МОР) предназначен для механизированного захвата в роторе насосно-компрессорных, бурильных, утяжеленных и обсадных труб, а также для передачи вращения от ротора бурильной колонне и очистки наружной поверхности труб.
Клиновой захват ПКР-560 используется в составе буровых установок классов БУ2000, БУ2500, БУ3000, БУ4000, БУ5000, БУ6500, оснащенных ротором с проходным отверстием 560мм.
Климатическое исполнение УХЛ, категория 1 по ГОСТ 15150 при температуре окружающего воздуха от мину 60 до 40°С.
Клиновой захват ПКР-560 состоит из втулки, двух конических вкладышей, клиньев с плашками. Втулка и вкладыши неподвижны относительно стола, а клинья с плашками могут перемещаться по наклонным пазам вкладыша. При перемещении вниз, клинья скользят по наклонным пазам вкладыша и сближаются в радиальном направлении. Под действием радиального усилия, возникающего в клиньях от собственного веса колонны, плашки зажимают трубу, и колонна удерживается в роторе; для освобождения зажатой трубы клинья перемещаются вверх одновременно с колонной труб, поднимаемой крюком.
Привод клинового захвата ПКР-560 осуществляется при помощи пневматического цилиндра, закреплённого на кронштейне станины ротора. Шток пневматического цилиндра соединяется с коротким плечом рычага, длинное плечо рычага на конце имеет вилкообразную форму и надевается на ролики кольцевой рамы, с которой соединяются стойки, перемещающиеся в вертикальных направляющих пазах втулки.
Верхние концы стоек в клиновом захвате ПКР-560 укреплены в траверсе, которая рычагами соединяется с клиньями; под действием сжатого воздуха, подаваемого в поршневую полость пневмоцилиндра, шток поршня поворачивает рычаг против часовой стрелки, при этом кольцевая рама вместе со стойками, траверсой и рычагами перемещаются вверх и поднимает клинья. Обратное перемещение клиньев в ПКР-560 осуществляется при подаче сжатого воздуха в штоковую полость пневмоцилиндра и повороте рычага по часовой стрелке. Рычаги обеспечивают перемещение клиньев в радиальном направлении при их подъёме и опускании.
Вес бурильной колонны, удерживаемый клиновым захватом ПКР-560 ограничивается допускаемым контактным давлением между плашками и телом трубы. Для снижения контактных давлений пользуются удлинёнными клиньями и специальными плашками, охватывающими трубу с минимальным зазором между их продольными торцами. В некоторых конструкциях вместо 3-ёх используется 6 клиньев, что способствует более равномерному распределению контактного давления.
По заявке заказчика клиновой захват ПКР-560 комплектуется клином 140-146 мм с плашками 60, 73, 89, 102, 114, 127, 140, 146 мм по 12 каждого размера, или клином 168-178 мм с плашками 168, 178 мм по 12 шт. каждого размера.
Верхние концы стоек в клиновом захвате ПКР-560 укреплены в траверсе, которая рычагами соединяется с клиньями; под действием сжатого воздуха, подаваемого в поршневую полость пневмоцилиндра, шток поршня поворачивает рычаг против часовой стрелки, при этом кольцевая рама вместе со стойками, траверсой и рычагами перемещаются вверх и поднимает клинья. Обратное перемещение клиньев в ПКР-560 осуществляется при подаче сжатого воздуха в штоковую полость пневмоцилиндра и повороте рычага по часовой стрелке. Рычаги обеспечивают перемещение клиньев в радиальном направлении при их подъёме и опускании.
Вес бурильной колонны, удерживаемый клиновым захватом ПКР-560 ограничивается допускаемым контактным давлением между плашками и телом трубы. Для снижения контактных давлений пользуются удлинёнными клиньями и специальными плашками, охватывающими трубу с минимальным зазором между их продольными торцами. В некоторых конструкциях вместо 3-ёх используется 6 клиньев, что способствует более равномерному распределению контактного давления.
По заявке заказчика клиновой захват ПКР-560 комплектуется клином 140-146 мм с плашками 60, 73, 89, 102, 114, 127, 140, 146 мм по 12 каждого размера, или клином 168-178 мм с плашками 168, 178 мм по 12 шт. каждого размера.
-
#1
Коллеги ! Добрый День!!! Поделитесь может есть у кого нибудь ТУ УК 39-157-85 Захват клиньевой пневматический ПКР 560М. Технические условия на капитальный ремонт (с Изменениями)
Русл
Специалист
- Регистрация
- 10.03.2018
- Сообщения
- 348
- Реакции
- 51
-
#2
ЕСТЬ ТУ 36 6175-001-23945625-2017 «ТУ на выполнение ремонтно-восстоновительных работ пневмоклиньев ПКР-560»
-
#3
Пришлите Пожалуйста если можно или ссылку.
Может и про гидравлический ключ для бурильной колонны есть что нибудь??
Последнее редактирование: 18.02.2019
-
#4
Коллеги у кого есть нормативный документ на отбраковку по дефектоскопии таких элементов для страховки и подъёма как: цепной спайдер, спайдер элеватор, хомут безопасности, предохранительный хомут, хомут элеватор, применяемых в бурении ?
Русл
Специалист
- Регистрация
- 10.03.2018
- Сообщения
- 348
- Реакции
- 51
-
#5
Про ПКР-560 информацию сброшу чуть пожже. Вернус из самары—с буровых.
Русл
Специалист
- Регистрация
- 10.03.2018
- Сообщения
- 348
- Реакции
- 51
-
#7
ПКР-560 Тех,условия .
Вложения
-

ПКР-560.PDF
3.3 MB
· Просмотры: 98
Салават102
Новичок
- Регистрация
- 04.05.2018
- Сообщения
- 8
- Реакции
- 0
-
#8
Про ПКР-560 информацию сброшу чуть пожже. Вернус из самары—с буровых.
можно мне тоже плиз))Neftekamsk.473@mail.ru
тоже кстати там бываю))
Русл
Специалист
- Регистрация
- 10.03.2018
- Сообщения
- 348
- Реакции
- 51
-
#9
можно мне тоже плиз))Neftekamsk.473@mail.ru
тоже кстати там бываю))
Скачай вложение!
Asmarkov
Новичок
- Регистрация
- 01.09.2020
- Сообщения
- 1
- Реакции
- 0
Don_Sebas
Свой
- Регистрация
- 18.04.2017
- Сообщения
- 34
- Реакции
- 2
-
#11
Что за массовый интерес к документации на ПКР560?)
ВМВ, вы, часом, не из Тюменской области?
Русл
Специалист
- Регистрация
- 10.03.2018
- Сообщения
- 348
- Реакции
- 51
-
#12
Что за массовый интерес к документации на ПКР560?)
ВМВ, вы, часом, не из Тюменской области?
Сейчас много поделок—делают в кооперативах!!!