Наименование издания:
Часть 1: Руководство по эксплуатации (3Е711ВФ1.00.0.000.0.00 РЭ) – 89 страниц
Часть 2: Материалы по быстроизнашивающимся деталям (3Е711ВФ1.00.0.000.0.00 РЭ) – 47 страниц
Часть 3: Гидрооборудование (3Е711ВФ1.00.0.000.0.00 РЭ2) – 27 страниц
Часть 4: Электрооборудование (3Е711В-1.00.0.000.0.00 РЭ1) – 33 страницы
Часть 5: Схемы электрические — 48 страниц
Выпуск издания: Оршанский станкостроительный завод
Год выпуска издания: 1980
Кол-во книг (папок): 5
Кол-во страниц: 244
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации (3Е711ВФ1.00.0.000.0.00 РЭ)
1. Техническое описание
Назначение и область применения
Состав станка
— Расположение составных частей станка
Устройство и работа станка и его составных частей
— Расположение органов управления и табличек с символами
— Схема кинематическая
— Станина
— Колонна
— Направляющая левая поперечная
— Устройство отсчёта вертикальных перемещений для станков 3Е711ВФ1, 3Е711АФ1, 3Е721АФ1-1, 3Е721ВФ1-1
— Механизм отсчёта поперечных перемещений
— Датчик контроля размера изделия для станков 3Е721В-1, 3Е710А, 3Е711В, 3Е721В-1
— Привод шлифовального круга
— Суппорт крестовый
— Стол
— Сборник
— Механизм поперечной подачи
— Механизм поперечного реверса
— Механизм ручного перемещения стола
— Механизм фиксации суппорта
— Шпиндель шлифовальной головки для станков 3Е711ВФ1, 3Е711АФ1, 3Е721АФ1-1, 3Е710А
— Шпиндель шлифовальной головки для станков 3Е711В, 3Е711В-1, 3Е721ВФ1-1, 3Е721В-1
— Фланцы шлифовального круга
— Механизм вертикальной подачи станков
— Кожух шлифовального круга
— Редуктор вертикальной подачи
— Устройство для охлаждения
— Гидроцилиндр
— Устройство смазки шлифовальной головки
— Устройство смазки шлифовальной головки с блоком теплообменника
— Реле контроля потока
Система смазки
— Схема смазки шлифовальной головки принципиальная
— Схема смазки станка
— Схема смазки принципиальная
Приспособления
— Кран реверса двухпозиционный
— Державка для правки шлифовального круга
— Державка для индикатора
— Установка на станке приспособления «Diaform»
2. Инструкция по эксплуатации
Указание мер безопасности
— Порядок транспортирования станка
— Порядок транспортирования электрошкафа
— Порядок транспортирования устройства смазки шлифовальной головки
— Порядок транспортирования бака охлаждения
Порядок установки
Настройка, наладка и режимы работы
Регулировка станка
— Регулирование зазоров в подшипниках шпинделя (передняя опора)
— Регулирование зазоров в подшипниках шпинделя (задняя опора)
— Шпиндель шлифовальной головки станков
— Регулирование зазора левой поперечной направляющей станина-суппорт
— Регулирование сопла и защитного щитка по высоте
— Регулирование натяжения ремня
— Схема проверки натяжения ремня
— Регулирование защиты направляющих суппорта
Особенности разборки и сборки при ремонте
— Схема расположения подшипников
3. Паспорт
Общие сведения
Основные технические данные и характеристики
— Стол
— Габариты рабочего пространства
— Установка станка
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приемке
Свидетельство о консервации
Свидетельство об упаковке
Часть 2: Материалы по быстроизнашивающимся деталям (3Е711ВФ1.00.0.000.0.00 РЭ)
1. Введение
2. Перечень к схеме расположения подшипников
3. Схема расположения подшипников
4. Перечень деталей и сборочных единиц
5. Перечень быстроизнашивающихся деталей:
— Гармошка (3Е711В.13.0.010.0.00) (3Е711В.13.0.010.0.00-04)
— Клин-направляющая (3Е711В.13.0.202.0.00) (3Е711В.13.0.202.0.00-04)
— Ось (3Е711ВФ1.20.0.013)
— Втулка (3Е711ВФ1.20.0.013)
— Рейка (3Е711ВФ1.21.0.201.0.00) (3Е711ВФ1.21.0.201.0.00-09)
(3Е711ВФ1.21.0.201.0.00-14)
— Гайка (3Е711ВФ1.22.1.012.0.00)
— Гайка (3Е711ВФ1.22.1.013.0.00)
— Полумуфта (3Е711ВФ1.22.0.219.0.00)
— Колесо косозубое (3Е711ВФ1.22.0.224.0.00)
— Винт (3Е711ВФ1.22.0.225.0.00)
— Винт (3Е711ВФ1.22.0.225.0.00-04)
— Винт (3Е711ВФ1.22.0.225.0.00-09)
— Винт (3Е711ВФ1.22.0.225.0.00-14)
— Червяк (3Е711ВФ1.22.0.225.0.00)
— Червяк (3Е711ВФ1.22.0.225.0.00-09)
— Колесо косозубое (3Е711ВФ1.22.0.242.0.00)
— Вал-шестерня (3Е711ВФ1.22.0.244.0.00)
— Колесо косозубое (3Е711ВФ1.22.0.245.0.00)
— Колесо косозубое (3Е711ВФ1.22.0.245.0.00-09)
— Колесо косозубое (3Е711ВФ1.22.0.246.0.00)
— Колесо зубчатое (3Е711ВФ1.25.1.211.0.00)
— Крышка-шестерня (3Е711ВФ1.25.1.212.0.00)
— Колесо зубчатое (3Е711ВФ1.25.1.213.0.00)
— Вал (3Е711ВФ1.25.1.214.0.00)
— Блок зубчатых колес (3Е711ВФ1.25.1.215.0.00)
— Винт ходовой (3Е711ВФ1.30.0.010.0.00)
— Винт ходовой (3Е711ВФ1.30.0.010.0.00-04)
— Колесо косозубое (3Е711ВФ1.32.0.203.0.00)
— Колесо храповое (3Е711ВФ1.32.0.215.0.00)
— Собачка (3Е711В.32.0.224.0.00)
— Гайка (3Е711ВФ1.36.0.011.0.00)
— Червяк (3Е711ВФ1.36.0.208.0.00)
— Червяк (3Е711ВФ1.36.0.210.0.00)
— Колесо червячное (3Е711ВФ1.36.0.401.0.00)
— Колесо червячное (3Е711ВФ1.36.0.403.0.00)
— Вставка 3 (СТП5-72)
— Вал (3Е711ВФ1.25.2.201.0.00)
— Колесо зубчатое (3Е711ВФ1.25.2.205.0.00)
— Вал – шестерня (3Е711ВФ1.25.2.215.0.00)
— Колесо зубчатое (3Е711ВФ1.25.2.210.0.00)
Часть 3: Гидрооборудование (3Е711ВФ1.00.0.000.0.00 РЭ2)
— Схема гидравлическая принципиальная
2. Назначение
3. Конструкция
— Гидростанция общий вид 3Е711ВФ1.70.0.000.0.00
— Установка насосная
— Размещение гидроаппаратуры в шкафу
— Размещение гидроаппаратуры на плате
— Кран управления
— Клапан переливной Г52-103
— Золотник управления 3Е711ВФ1.65.0.000.0.00
— Блок теплообменников 3Е711АФ1.77.0.000.0.00
— Схема подключения гидростанции
Кран реверса 3Е711ВФ1.73.0.000.0.00
4. Описание работы
Продольное возвратно- поступательное перемещение стола
Разжим и фиксация гидрогайки винта поперечного перемещения
Слив масла через блок теплообменников
Блокировки
5. Указания по монтажу и эксплуатации
6. Перечень возможных нарушений
7. Указание мер безопасности
Часть 4: Электрооборудование (3Е711В-1.00.0.000.0.00 РЭ1)
1. Характеристика электрооборудования
— Размещение электрооборудования на станке
— Схема электрическая принципиальная
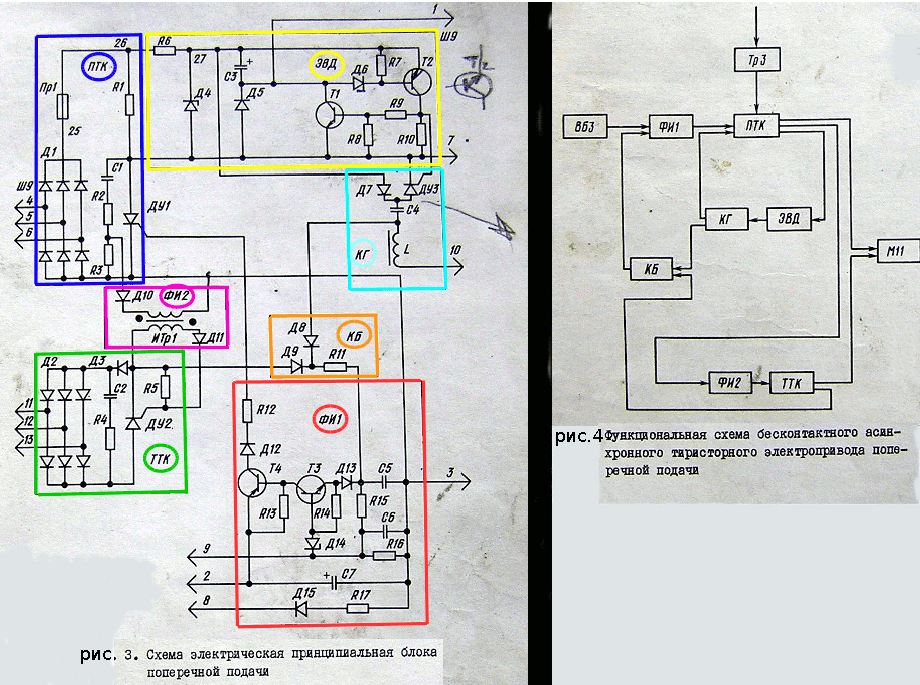
— Схема электрическая принципиальная блока поперечной подачи
— Схема электрическая принципиальная блок-приставки вертикальной подачи
— Пульт управления станка
— Схема электрическая соединений электрошкафа
— Схема электрическая соединений станка
2. Система питания
3. Первоначальный пуск
4. Режим работы
5. Работа привода поперечной подачи
— Диаграммы натяжений на основных элементах схемы привода поперечных подач при работе в режиме непрерывных подач
Диаграммы натяжений на основных элементах схемы привода поперечных подач при работе в режиме прерывистых подач
6. Работа блок — приставки вертикальной подачи
— Диаграмма напряжений на основных элементах схемы блок-приставки вертикальной подачи
7. Блокировки
8. Система сигнализации и защиты
9. Указания мер безопасности
10. Указания по монтажу и эксплуатации
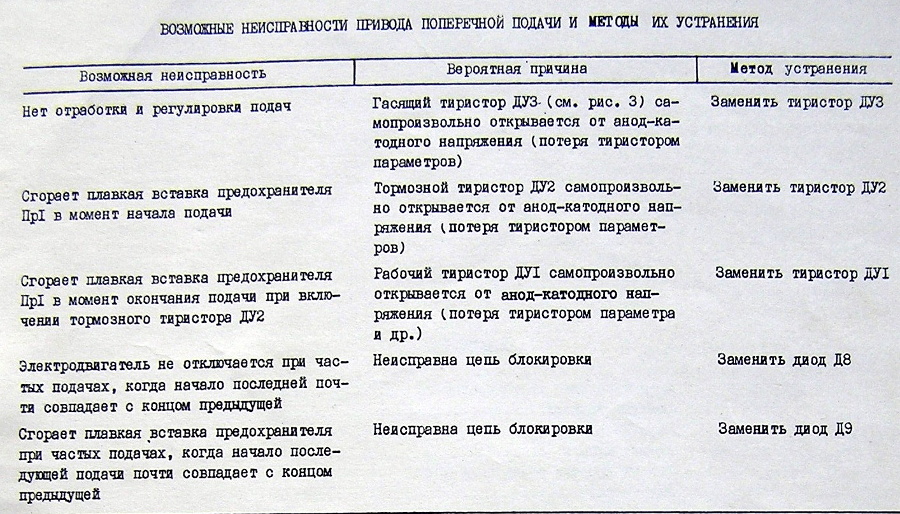
11. Возможные неисправности и методы их устранения
Часть 5: Схемы электрические
— Схема электрическая соединений (3Е711В-1.80.0.000.0.00Э4)
— Блок-приставка вертикальной подачи схема электрическая соединений (3Е711В-1.82.0.000.0.00Э4)
— Устройство токовой отсечки схема электрическая соединений (3Е711ВФ1.83.0.013.0.00Э4)
— Блок поперечной подачи схема электрическая соединений (3Е711ВФ1.81.1.000.0.00Э4)
— Размещениев электрошкафу схема электрическая соединений (3Е711В-1.83.0.000.1.00Э4)

Назначение технического устройства.
Станок плоскошлифовальный 3Е711В-1 предназначен для шлифования периферией круга плоских поверхностей различных изделий, закреплённых на зеркале стола, магнитной или электромагнитных плитах или в приспособлении. Возможно шлифование торцем круга вертикальных поверхностей. С применением специальных приспособлений для профилирования шлифовальных кругов и крепления деталей на станках возможно профильное шлифование фасонных поверхностей и пазов.
Технические характеристики.
Наибольшие размеры обрабатываемого изделия, мм:
длина – 400
ширина – 200
Размеры рабочей поверхности по ГОСТ 6569-75, мм – 400х200
Ширина паза по ГОСТ1574-75, мм – 14
Расстояние между пазами, мм – 80
Число пазов – 3
Величина наибольшего ручного перемещения стола, мм:
продольного – 700
поперечного – 395
Габаритные размеры станка, мм:
длина – 1670
ширина – 1600
высота – 1910
Масса станка, кг (без приставного оборудования) – 2440
Руководство по эксплуатации, паспорт на Станок плоскошлифовальный 3Е711В-1 скачать бесплатно в формате djvu (35 страниц):

Информация о файле
Станки плоскошлифовальные с крестовым столом и горизонтальным шпинделем
Модели 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А
Руководство по эксплуатации 3Е711ВФ1.00.0.000.0.00РЭ
Москва, В/О Станкоимпорт
Гидростанция комплектная для гаммы плоскошлифовальных станков ГС-3Е711В
Формат pdf
Похожий файл:
3Е711ВФ1, 3Е711АФ1, 3Е721ВФ1-1, 3Е721АФ1-1, плоскошлифовальные станки, г. Орша, «Красный борец» (djvu)
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец». Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия.
Информация об изготовителе
Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71. 
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Общая информация
Универсальный плоскошлифовальный станок используют для обработок периферией круга. Работу проводят с разными деталями, прикрепленными к столу, или к электромагнитной плите. Такое оборудование применяется при разовом и серийном производстве.
Все переключения на станке сопровождает световая сигнализация, а настройку осуществляют посредством двухпредельного датчика. Приставное оборудование подключают к готовой электроразводке.
Современные аналоги
К ним относят 3Д711ВФ11 — 600 х 200 (производства того же предприятия «Красный борец»), и 3Л741ВФ10 — 600 х 200 (Липецкого станкостроительного завода).
Технические характеристики
Схема плоскошлифовального станка, зависимо от размещения шпинделей, делит их на:
- вертикальные;
- горизонтальные.
Также их делят по форме стола, которая может быть:
- в форме круга;
- в форме прямоугольника.
Определяющим показателем, который определяет паспорт, как технические характеристики плоскошлифовального оборудования, называют показатели габаритов стола.
Плоскошлифовальный агрегат гс 3Е711В, оснащенный столом в виде прямоугольника и горизонтально обустроенным шпинделем, предусмотрен для действий с плоскими видами заготовок (круговой периферией). Класс его точности относят к разряду В.
Дальнейшие технические характеристики плоскошлифовального оборудования, которые содержит паспорт:
- протяженность поверхности для работы – 63 см;
- ширина рабочей поверхности – 20 см;
- быстрота подачи во время продольных ходов стола — 2-35 м/мин;
- быстрота при поперечных ходах крестовидного суппорта – 0,001 – 0,09 мм;
- габариты – 27х17,75х19,1 см.
 Также паспорт содержит и другие сведения о функционировании данного станка, и здесь есть его схема.
Также паспорт содержит и другие сведения о функционировании данного станка, и здесь есть его схема.
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка. На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака. 
Особенности электрической схемы
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.  На станке применяют:
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Паспорт и руководство по эксплуатации
Технические характеристики и схема, которые содержит паспорт, совпадают не у всех моделей. Потому, что станки выпускают разные заводы-изготовители и также играет роль год выпуска. Для более точного представления необходимо читать паспорт, который прилагается к конкретной модели станка.
Паспорт содержит всю нужную информацию для обслуживающего персонала и мастера, работающего на станке. В данном документе имеется подробные характеристики, схема и инструкция, как использовать плоскошлифовальный станок 3Е711В.
Скачать описание, паспорт и руководство по эксплуатации станка 3Е711В
Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем модели 3Е711В предназначен для шлифования периферией круга плоских поверхностей различных изделий, закреплённых на зеркале стола, магнитной или электромагнитных плитах или в приспособлении.
Возможно шлифование торцем круга вертикальных поверхностей. С применением специальных приспособлений для профилирования шлифовальных кругов и крепления деталей на станках возможно профильное шлифование фасонных поверхностей и пазов.
Модификации станка имеют программированный съём припуска с цифровой индикацией, при котором обеспечивается черновая автоматическая вертикальная подача с переходом в цикле на чистовую, отключение чистовой подачи при достижении заданного размера, выхаживание и отскок шлифовального круга.
В станке предусмотрена автоматическая поперечная подача, автоматический реверс суппорта, вывод стола в зону загрузки. Станки с указанным уровнем автоматизации предназначены для использования в серийном и крупносерийном производствах.

Общие сведения об оборудовании.
Станок плоскошлифовальный 3Е711В-1 предназначен для шлифования периферией круга плоских поверхностей различных изделий, закреплённых на зеркале стола, магнитной или электромагнитных плитах или в приспособлении. Возможно шлифование торцем круга вертикальных поверхностей. С применением специальных приспособлений для профилирования шлифовальных кругов и крепления деталей на станках возможно профильное шлифование фасонных поверхностей и пазов.
Паспорт (руководство по эксплуатации) на Станок плоскошлифовальный 3Е711В-1 скачать бесплатно в формате djvu:

Комментирование и размещение ссылок запрещено.
![]()
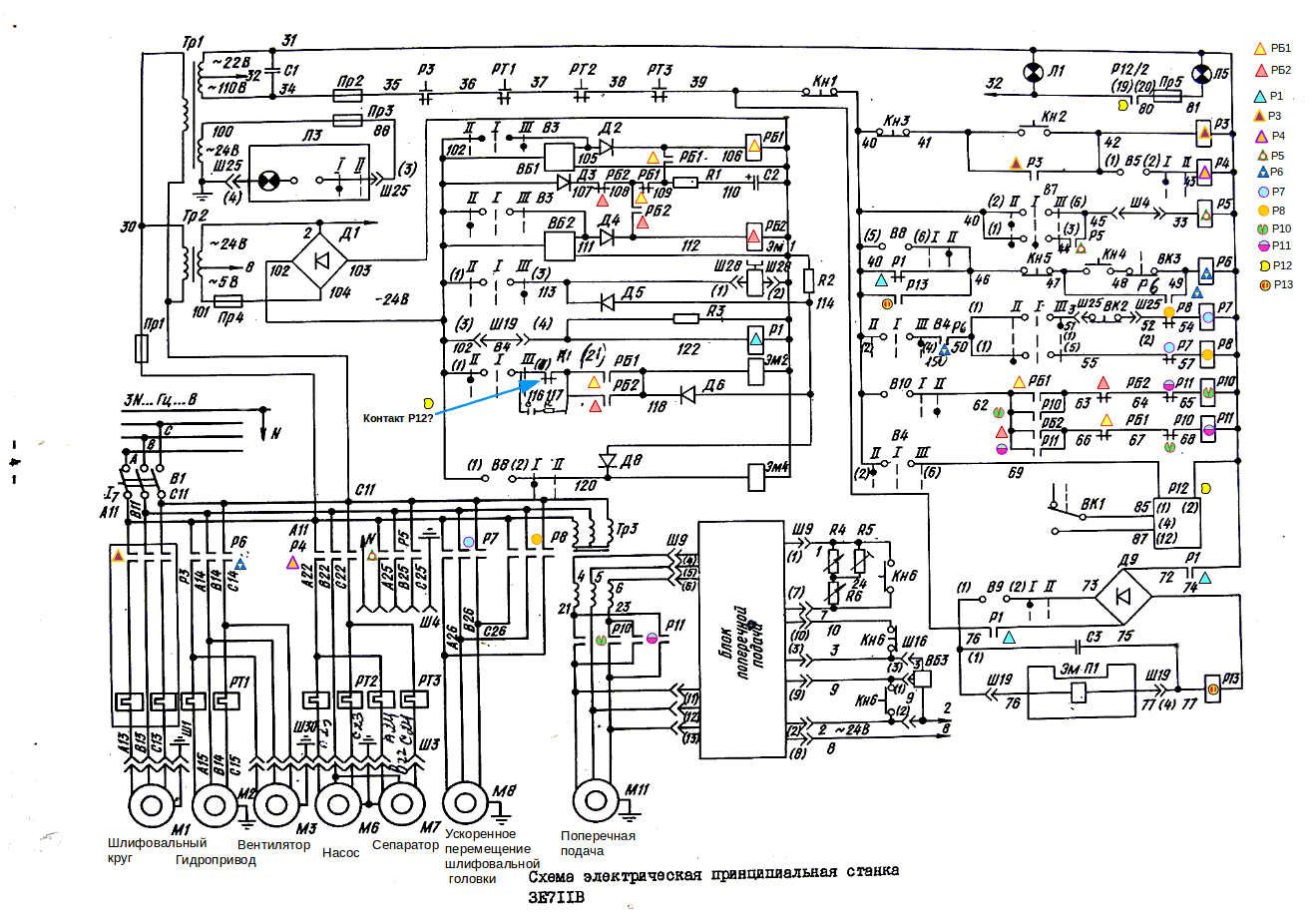
В электросхеме с множеством однотипных элементов трудно разбираться. Чтобы было легче находить нужный элемент на схеме, а также отличать элементы, обозначенные одинаково, я добавил к обозначениям цветные геометрические фигуры. Одинаковые фигуры означают, что элементы рядом с ними относятся к одному устройству (например, контактору, реле или переключателю). Я называю эту технологию колористикой. Описание взято из паспорта станка. который я нашёл в интернете. Я сделал его в двух вариантах:
- Один с необходимостью прокрутки. Так я сделал, чтобы при чтении описания схема не уходила из виду).
- Другой традиционный
Пользуйтесь той формой, которую находите более удобной.
РЕЖИМЫ РАБОТЫ
Электросхемой предусмотрена работа станка в полуавтоматическом режиме с электромагнитной плитой и без нее (см. рис. 2).
Кроме того, на станке возможно осуществление ряда наладочных операций.
Станок включается в сеть вводным автоматическим выключателем B1. При этом на пульте управления загорается сигнальная лампа молочного цвета Л1 «Станок Включен».
Кнопкой Кн2 осуществляется запуск электродвигателя шлифовального круга M1 и электродвигателей насоса охлаждения М6 и магнитного сепаратора М7, если тумблер B5 находится в положении «Охлаждение включено».
При работе с электромагнитной плитой ЭмП1 вставка штепсельного разъема Ш19 должна быть присоединена к колодке, детали устанавливаются на
плиту, которая включается тумблером В9. Одновременно с электромагнитной плитой включается промежуточное реле Р1З, замыкающий контакт которого подготавливает цепь включения магнитного пускателя гидропривода Р6.
Включение электродвигателей гидропривода M2 и вентилятора МЗ кнопкой Кн4 возможно только в том случае, если рукоятка установки скорости стола находится в нулевом положении и микровнключатель ВКЗ отжат.
При выключении электромагнитной плиты ЭМП1 тумблером В9 размагничивание ве осуществляется с помощью параллельно подключенного к ней конденсатора C3.
Работа без электромагнитной плиты происходит при отсоединении вставки штепсельного разъема Ш19 от колодки, в результате чего реле Р1 отключается и его размыкающий контакт блокирует замыкающий контакт реле Р1З.
На станке предусмотрены автоматические поперечная и вертикальная подачи.
Поперечная подача суппорта осуществляется
бесконтактным асинхронным тиристорным приводом поперечной подачи
(электродвигатель М11 и блок поперечной подачи 3711.83.1.000.0.00).
Включение поперечной подачи производится установкой цереключателя B1O в положение «Автоматическая поперечная подача». Первичное задание направления осуществляется переключателем В3, а автоматическое переключение реверса поперечной подачи – с помощью бесконтактных конечных выключателей BБ1
и ВБ2, управляющих через реле РБ1 и РБ2 магнитными пускателями P1O и P11.
Автоматическая вертикальная подача включается тумблером ВА и отрабатывается при каждом реверсе суппорта при включении электромагнита Эм2 контактами реле РБ1 или РБ2. Отработка автоматической вертикальной подачи происходит до срабатывания датчика контроля размера изделия ВК1. При этом замыкается замыкающий контакт датчика BK1, включаеся реле Р12/2, которое своим размыкающим контактом обрывает цепь питания Эм2, а замыкающим контактом подключает сигнальную лампу зеленого цвета Л5 «Размер готов». Отключение реле РБ и PБ2 после реверса суппорта происходит с временной задержкой за счет разряда конденсатора C2 через резистор R1 на катушку соответствующего реле.
Для ускоренного перемещения шлифовальной головки тумблер B4 должен быть установлен в соответствующее положение, при этом электромагнитная муфта Эм1 включается в подсоединяет к кинематической цепи привода шлифовальной головки электродвигатель М8. Перемещение шлифовальной головки вверх или вниз осуществляется с помощью переключателя В6. Для ограничения ускоренного перемещения шлифовальной головки вверх служит микровыключатель ВК2.
На станке возможна работа с приспособлением, оснащенным электродвигателем. Подключение приспособления производится через розетку Ш4 и осуществляется переключателем В7.
Останов электродвигателей шлифовального круга, насоса охлаждения, магнитного сепаратора, гидропривода и вентилятора осуществляется нажатием кнопок Кн3 и Кн5, соответственно.
Общий стоп станка осуществляется кнопкой КН1 «Все стоп».
Для экономичной работы электропривода необходимо после обработки деталей установить переключатель B8 в положение 11, при этом электромагнит Эм4 отключен, стол идет в исходное положение. Затем следует отключить плиту ЭмП1 тумблером В9, выгрузить и загрузить детали и продолжать работу. При этой последовательности операций электродвигатель гидропривода не остается включенным, что исключает его частые пуски и останов.
Учитывая необходимый прогрев электронных ламп в реле Р12, необходима пауза после установки переключателя B4 в положение «Автоматическая вертикальная подача».
БЛОКИРОВКИ
Электросхема станка предусматривает ряд блокировок.
Невозможен цуск гидропривода при работе с электромагнитной плитой ЭмП1 (см. рис. 2), когда она не включена — Контакт реле РІЗ в цепи гидропривода разомкнут.
Невозможен цуск гидропривода, если рукоятка установки скорости стола находится не в нулевом положении, т.е. микропереключатель ВКЗ нажат. При этом замыкающие контакты реле Р2 разомкнуты.
Невозможно включение ускоренного перемещения шлифовальной головки при включенной автоматической вертикальной подаче.
Невозможно включение охлаждения при выключенном приводе шлифовального круга.
При ручном перемещении шлифовальной головки вверх (при помощи переключателя B4) в крайнем верхнем положении нажимается микропереключатель ВК2 и отключается электродвигатель М8 — Контакт микропереключателя ВК2 разомкнут.
СИСТЕМА СИГНАЛИЗАЦИИ И ЗАЩИТЫ
Электросхемой станка предусмотрена следующая сигнализация, расположенная на шкафу управления: лампа Л1 «Станок включен» — Молочного цвета: лампа Л6 «Размер готов» — зеленого цвета.
Защита от токов короткого замыкания осуществляется электромагнитными расцепителями автоматического выключателя B1 и предохранителями, от перегрузок — тепловыми реле в соответствии с табл. 5.
Нулевую защиту осуществляют катушки магнитных пускателей Р…Р8, P1O, P11 и реле Р1, Р12, РБ1, РБ2 (см. рис. 2).
Об ошибках сообщайте по электронной почте obuchmat@mail.ru
РАБОТА ПРИВОДА ПОПЕРЕЧНОЙ ПОДАЧИ
РЕЖИМЫ РАБОТЫ
Электросхемой предусмотрена работа станка в полуавтоматическом режиме с электромагнитной плитой и без нее (см. рис. 2).
Кроме того, на станке возможно осуществление ряда наладочных операций.
Станок включается в сеть вводным автоматическим выключателем B1. При этом на пульте управления загорается сигнальная лампа молочного цвета Л1 «Станок Включен».
Кнопкой Кн2 осуществляется запуск электродвигателя шлифовального круга M1 и электродвигателей насоса охлаждения М6 и магнитного сепаратора М7, если тумблер B5 находится в положении «Охлаждение включено».
При работе с электромагнитной плитой ЭмПІ вставка штепсельного разъема ШІ9 должна быть присоединена к колодке, детали устанавливаются на
плиту, которая включается тумблером В9. Одновременно с электромагнитной плитой включается промежуточное реле Р1З, замыкающий контакт которого подготавливает цепь включения магнитного пускателя гидропривода Р6.
Включение электродвигателей гидропривода M2 и вентилятора МЗ кнопкой Кн4 возможно только в том случае, если рукоятка установки скорости стола находится в нулевом положении и микровнключатель ВКЗ отжат.
При выключении электромагнитной плиты ЭМП1 тумблером В9 размагничивание ве осуществляется с помощью параллельно подключенного к ней конденсатора C3.
Работа без электромагнитной плиты происходит при отсоединении вставки штепсельного разъема ШІ9 от колодки, в результате чего реле Р1 отключается и его размыкающий контакт блокирует замыкающий контакт реле Р1З.
На станке предусмотрены автоматические поперечная и вертикальная подачи.
Поперечная подача суппорта осуществляется
бесконтактным асинхронным тиристорным приводом поперечной подачи
(электродвигатель М11 и блок поперечной подачи 3711.83.І.000.0.00).
Включение поперечной подачи производится установкой цереключателя B1O в положение «Автоматическая поперечная подача». Первичное задание направления осуществляется переключателем В3, а автоматическое переключение реверса поперечной подачи – с помощью бесконтактных конечных выключателей BБ1
и ВБ2, управляющих через реле РБ1 и РБ2 магнитными пускателями P1O и P11.
Автоматическая вертикальная подача включается тумблером ВА и отрабатывается при каждом реверсе суппорта при включении электромагнита Эм2 контактами реле РБ1 или РБ2. Отработка автоматической вертикальной подачи происходит до срабатывания датчика контроля размера изделия ВК1. При этом замыкается замыкающий контакт датчика BK1, включаеся реле Р12/2, которое своим размыкающим контактом обрывает цепь питания Эм2, а замыкающим контактом подключает сигнальную лампу зеленого цвета Л5 «Размер готов». Отключение реле РБ и PБ2 после реверса суппорта происходит с временной задержкой за счет разряда конденсатора C2 через резистор R1 на катушку соответствующего реле.
Для ускоренного перемещения шлифовальной головки тумблер B4 должен быть установлен в соответствующее положение, при этом электромагнитная муфта Эм1 включается в подсоединяет к кинематической цепи привода шлифовальной головки электродвигатель М8. Перемещение шлифовальной головки вверх или вниз осуществляется с помощью переключателя В6. Для ограничения ускоренного перемещения шлифовальной головки вверх служит микровыключатель ВК2.
На станке возможна работа с приспособлением, оснащенным электродвигателем. Подключение приспособления производится через розетку Ш4 и осуществляется переключателем В7.
Останов электродвигателей шлифовального круга, насоса охлаждения, магнитного сепаратора, гидропривода и вентилятора осуществляется нажатием кнопок Кн3 и Кн5, соответственно.
Общий стоп станка осуществляется кнопкой КН1 «Все стоп».
Для экономичной работы электропривода необходимо после обработки деталей установить переключатель B8 в положение II, при этом электромагнит Эм4 отключен, стол идет в исходное положение. Затем следует отключить плиту ЭмП1 тумблером В9, выгрузить и загрузить детали и продолжать работу. При этой последовательности операций электродвигатель гидропривода не остается включенным, что исключает его частые пуски и останов.
Учитывая необходимый прогрев электронных ламп в реле Р12, необходима пауза после установки переключателя B4 в положение «Автоматическая вертикальная подача».
РАБОТА ПРИВОДА ПОПЕРЕЧНОЙ ПОДАЧИ
БЛОКИРОВКИ
Электросхема станка предусматривает ряд блокировок.
Невозможен цуск гидропривода при работе с электромагнитной плитой ЭмП1 (см. рис. 2), когда она не включена — Контакт реле РІЗ в цепи гидропривода разомкнут.
Невозможен цуск гидропривода, если рукоятка установки скорости стола находится не в нулевом положении, т.е. микропереключатель ВКЗ нажат. При этом замыкающие контакты реле Р2 разомкнуты.
Невозможно включение ускоренного перемещения шлифовальной головки при включенной автоматической вертикальной подаче.
Невозможно включение охлаждения при выключенном приводе шлифовального круга.
При ручном перемещении шлифовальной головки вверх (при помощи переключателя B4) в крайнем верхнем положении нажимается микропереключатель ВК2 и отключается электродвигатель М8 — Контакт микропереключателя ВК2 разомкнут.
СИСТЕМА СИГНАЛИЗАЦИИ И ЗАЩИТЫ
Электросхемой станка предусмотрена следующая сигнализация, расположенная на шкафу управления: лампа Л1 «Станок включен» — Молочного цвета: лампа Л6 «Размер готов» — зеленого цвета.
Защита от токов короткого замыкания осуществляется электромагнитными расцепителями автоматического выключателя B1 и предохранителями, от перегрузок — тепловыми реле в соответствии с табл. 5.
Нулевую защиту осуществляют катушки магнитных пускателей Р…Р8, P1O, P11 и реле Р1, Р12, РБ1, РБ2 (см. рис. 2).
Об ошибках сообщайте по электронной почте obuchmat@mail.ru
На домашнюю страницу