Содержание
- Ручная сварка для начинающих — самоучитель по сварке дома
- Как научиться варить ручной электросваркой?
- Технология ручной дуговой сварки
- Преимущества и недостатки ручной дуговой сварки
- Еще по этой теме на нашем сайте:
- Руководство по ручной дуговой сварке для начинающих
- Скачать книги по сварке
- Диафильм «Сварка плавлением»
- «Сварка на контактных машинах» Кабанов Н.С.
- «Справочник Электродов»
- «Сварка, резка и пайка металлов», Хренов К.К.
- «Справочник газосварщика и газорезчика»
- «Физическое металловедение прецизионных сплавов. Сплавы с особыми магнитными свойствами»
- Фоминых В.П. «Электросварка»
- Сергеев Н.П. «Справочник молодого сварщика на контактных машинах»
- Семячкин С.В. «Сварка пластмасс в строительстве»
- Петрунин И.Е. «Краткий справочник паяльщика»
- Шоршоров М.Х. «Металловедение сварки стали и сплавов титана»
- «Металлы и сварка» (лекционный курс) Н.В. Храмцов
- Лившиц Л.С. » Металловедение сварки и термическая обработка сварных соединений», 1989 г.
- Бондарь В.X. и Шкуратовский Г.Д. «Справочник сварщика-строителя»
- Бокштейн О.Н. «Оборудование для контактной сварки постоянным током»
- Геворкян В.Г. «Основы сварочного дела»
- ГОСТ 53410-2009 «Круги зачистные для ручных шлифовальных машин»
- Глизманенко Д.Л. «Газовая сварка и резка металлов»
Ручная сварка для начинающих — самоучитель по сварке дома
 В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т. п.) может отрицательно сказаться на итоговом результате.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.

Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.
- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60 о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.
ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений. Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.

Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т. п.
Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.

Преимущества и недостатки ручной дуговой сварки
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.

- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
Еще по этой теме на нашем сайте:
- Аргоновая сварка — видео уроки и обучение сварке аргоном
Ручная аргонодуговая сварка – один из самых универсальных способов сварки металлов. При наличии должного опыта и навыков сварщика – оператора, данный вид сварки позволяет получать.
Принцип работы инвертора сварочного — быстрая сварка и резка металла сварочным инвертором
Обработка различных видов металла ― один из самых перспективных видов коммерческой деятельности, поскольку именно обработка всегда востребована. Металлические конструкции и изделия используются повсеместно, в самых.
Аргонодуговая сварка — видео уроки для начинающих
Принцип аргонодуговой сварки заключается в плавлении цветного металла при помощи плавящегося или неплавящегося электрода под действием инертного газа. Наиболее частым инертным газом выступает аргон, благодаря.
Правильная сварка тавровых соединений
Если невнимательно отнестись к сварочному процессу и неграмотно подготовить свариваемые элементы, их прочность будет недолговечной, и в какой-то момент конструкция разрушится. Особого подхода и профессионализма.
Источник
Руководство по ручной дуговой сварке для начинающих
Навигация по информационным разделам


снял с производства данный продукт. На, Вы можете задать интересующий вопрос в форме ниже. Наши специалисты могут предоставить полную информацию о продукте и провести экспертное сравнение аналогов!
Мы уверены в том, что у нас самые низкие цены на продукцию бренда
! Но, Вы можете оспорить это заявление, если нашли в другом магазине цену ниже. В ответ мы сделаем еще более выгодное предложение! Ознакомьтесь с условиями.
Мы гарантируем, что на Ваши запросы по почте или в форме обратного звонка
мы ответим в течение 15 минут
. И чтобы продемонстрировать серьезность своих намерений, готовы выплатить
500 рублей на Ваш мобильный телефон
, если мы не уложимся в это время.
Зачастую существуют различные варианты оборудования/материалов, которые отличаются по цене, надежности, удобству работы и опциям. У нас экслюзивное предложение —
проведем экспертное сравнение
и подберем продукт, который
Политика некоторых брендов запрещает размещать цены на свои продукты в интернете. Но, Вы всегда можете узнать актуальную информацию о цене и наличии товара у наших менеджеров.
Мы всегда готовы предоставить лучшее предложение на рынке! У Вас крупный заказ или требуется большое количество единиц данного товара — мы можем обсудить специальные условия и предоставить оптовые цены!
Аттестация НАКС является одним из требований Ростехнадзора. Осуществлять деятельность на объектах, которые находятся в ведомстве Ростехнадзора без аттестации НАКС проблематично и зачастую невозможно. Регулирует данное утверждение ФНП Ростехнадзора «Требования к производству сварочных работ на опасных производственных объектах» (утверждены Приказом Ростехнадзора от 14 марта 2014г. № 102, зарегистрированы Минюстом России 16 мая 2014г).
При заказе укажите к какой группе технических устройств Вам нужен сертификат НАКС.
Также наши менеджеры могут оказать Вам содействие в получении аттестата НАКС на уже имеющееся у Вас оборудование или оборудование, которое вы приобрели без сертификата.
Источник
Скачать книги по сварке


Диафильм «Сварка плавлением»
Ленинградский опытный электротехнический завод
Год выпуска: 1979-1982

«Сварка на контактных машинах» Кабанов Н.С.
В книге изложена технология контактной сварки и описано типовое оборудование, инструменты и приспособления, применяемые при стыковой, точечной, рельефной и шовной сварке; рассмотрены вопросы контроля качества и техники безопасности при этих способах сварки.
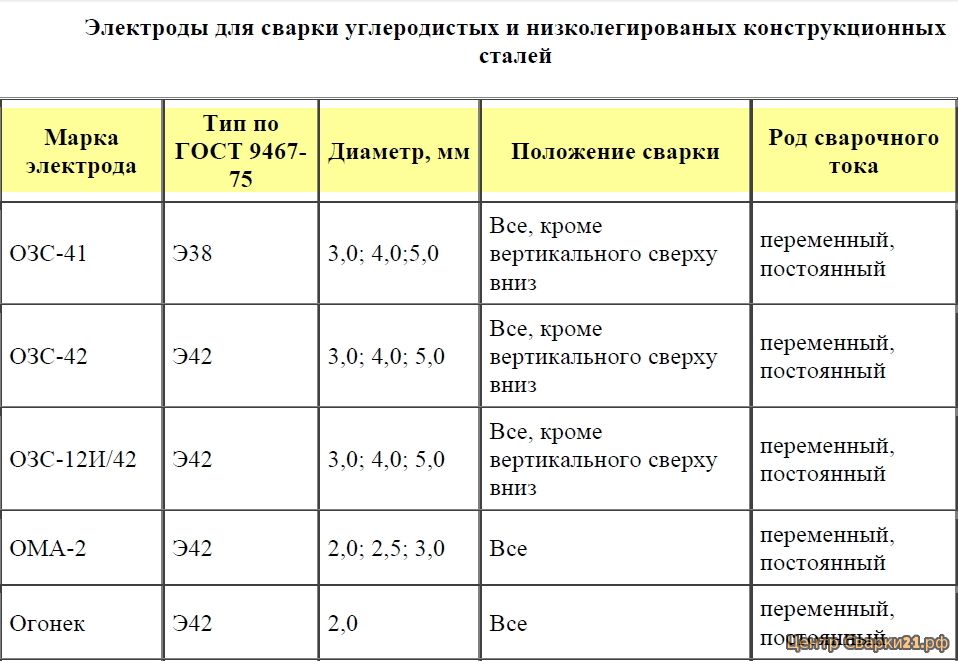
«Справочник Электродов»
Описание электродов и их свойств. Таблицы марок электродов, виды сварки.
«Сварка, резка и пайка металлов», Хренов К.К.
В книге излагаются основы техники сварки, пайки и огневой резки металлов. Дается описание основных технологических процессов важнейших видов электрической и газовой сварки и необходимого оборудования и материалов.
«Справочник газосварщика и газорезчика»
В справочнике изложены основные сведения по оборудованию и технологии газовой сварки, резки, наплаки, пайки и других смежных процессов газоплазменной обработки металлов.
Включены сведения по контролю качества сварных соединений, способам устранения наиболее характерных неисправностей сварочных аппаратов.
Справочник может быть использован при профессиональном обучении рабочих на производстве.
«Физическое металловедение прецизионных сплавов. Сплавы с особыми магнитными свойствами»
Авторы: Кекало И.Б., Самарин Б.А.
Изд. Металлургия, Москва, 1989 г.
Фоминых В.П. «Электросварка»
В книге описана технология дуговой сварки, наплавки и резки металлов. Рассмотрены сварочные материалы и оборудование, приведены сведения о металлургических процессах, источниках питания сварочной дуги, а также о механизации и автоматизации сварочного производства.
Сергеев Н.П. «Справочник молодого сварщика на контактных машинах»
Обширный диапазон применения контактной сварки сделал ее основным технологическим процессом в производстве автомобилей, самолетов, бортовой электроники и др.
Семячкин С.В. «Сварка пластмасс в строительстве»
в т.ч. о сварке пластмассовых трубопроводов и арматуры.
Петрунин И.Е. «Краткий справочник паяльщика»
Авторы: Петрунин, Маркова, Губин, Гржимальский, Есинберлин, Шеин.
Шоршоров М.Х. «Металловедение сварки стали и сплавов титана»
Издательство «Наука», 1965 г.
Академия наук СССР. Институт металлургии им. А.А. Байкова
«Металлы и сварка» (лекционный курс) Н.В. Храмцов
В учебном пособии, представляющем собой лекционный курс для студентов специальностей ПГС, ПСК и ТГВ, даны основы теории и практического использования металлов, сплавов и сварки в строительстве.
Лившиц Л.С. » Металловедение сварки и термическая обработка сварных соединений», 1989 г.
Ранее эта книга называлась «Металловедение для сварщиков», 1979 г.
Бондарь В.X. и Шкуратовский Г.Д. «Справочник сварщика-строителя»
Справочник содержит сведения об основных способах сварки и резки металла.
Нормативные материалы приведены по состоянию на 1982 г.
Бокштейн О.Н. «Оборудование для контактной сварки постоянным током»
Рассмотрена работа силовой электрической схемы и схемы управления машин постоянного тока с выпрямителем на мощных неуправляемых кремниевых вентилях на вторичной стороне и управляемыми вентилями на первичной стороне трехфазного трансформатора.
Геворкян В.Г. «Основы сварочного дела»
Основы технологии дуговой, электрошлаковой, контактной и газовой сварки, кислородной и электродуговой резки.
Особенности технологии сварки легированных сталей, цветных металлов и их сплавов, чугуна и пластмасс.
ГОСТ 53410-2009 «Круги зачистные для ручных шлифовальных машин»
Настоящий стандарт распространяется на зачистные круги на бакелитовой связке с упрочняющими элементами (ВF) или без упрочняющих элементов (В), а также на зачистные лепестковые торцовые круги для прямых, угловых и торцовых ручных шлифовальных машин
Глизманенко Д.Л. «Газовая сварка и резка металлов»
Учебник для индивидуально-бригадного обучения рабочих на производстве.
Источник
Текущая страница: 1 (всего у книги 17 страниц) [доступный отрывок для чтения: 4 страниц]
Евгений Максимович Костенко
Сварочные работы: Практическое пособие для электрогазосварщика
Введение
В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. К ним могут быть отнесены сварка и резка металлов, которые во многих отраслях промышленности являются одними из основных факторов, определяющих темпы технического прогресса, и оказывают существенное влияние на эффективность общественного производства. Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов.
Сварное исполнение многих видов металлоконструкций позволило наиболее эффективно использовать заготовки, полученные прокаткой, гибкой, штамповкой, литьем и ковкой, а также металлы с различными физико-химическими свойствами. Сварные конструкции по сравнению с литыми, коваными, клепаными и т. п. являются более легкими и менее трудоемкими. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины – от сотых долей миллиметра до нескольких метров.
Основоположниками электрической дуговой сварки металлов и сплавов являются русские ученые и изобретатели.
По уровню развития сварочного производства СССР являлся ведущей страной в мире. И впервые осуществил эксперимент по ручной сварке, резке, пайке и напылению металлов в открытом космосе.
Успешно ведутся работы в специализированном институте сварочного профиля – Институте электросварки им. Е. О. Патона АН Украины (ИЭС).
Рост технического прогресса – введение в эксплуатацию сложного сварочного оборудования, автоматических линий, сварочных роботов и т. д. – повышает требования к уровню общеобразовательной и технической подготовки кадров рабочих-сварщиков. Цель настоящей книги – помочь учащимся профессионально-технических училищ, учебно-курсовых комбинатов, а также учащимся при подготовке на производстве освоить профессию электрогазосварщика.
Раздел первый
ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ, СВАРНЫХ СОЕДИНЕНИЯХ И ШВАХ
Глава 1
КРАТКАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ СВАРКИ
1. Общие сведения об основных видах сварки
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого (в соответствии с существующими стандартами).
Различают два основных наиболее распространенных вида сварки: сварку плавлением и сварку давлением.
Сущность сварки плавлением состоит в том, что металл по кромкам свариваемых частей оплавляется под действием теплоты источника нагрева. Источником нагрева могут быть электрическая дуга, газовое пламя, расплавленный шлак, плазма, энергия лазерного луча. При всех видах сварки плавлением образующийся жидкий металл одной кромки соединяется и перемешивается с жидким металлом другой кромки, создается общий объем жидкого металла, который называется сварочной ванной. После затвердевания металла сварочной ванны получается сварной шов.
Сущность сварки давлением состоит в пластическом деформировании металла по кромкам свариваемых частей путем их сжатия под нагрузкой при температуре ниже температуры плавления. Сварной шов получается в результате пластической деформации. Сваркой давлением хорошо свариваются только пластические металлы: медь, алюминий, свинец и др. (холодная сварка).
Среди большого разнообразия различных видов сварки плавлением ведущее место занимает дуговая сварка, при которой источником теплоты является электрическая дуга.
В 1802 г. русский ученый В. В. Петров открыл явление электрического дугового разряда и указал на возможность использования его для расплавления металлов. Своим открытием Петров положил начало развитию новых отраслей технических знаний и науки, получивших в дальнейшем практическое применение в электродуговом освещении, а затем при электрическом нагреве, плавке и сварке металлов.
В 1882 г. ученый-инженер Н. Н. Бенардос, работая над созданием крупных аккумуляторных батарей, открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им был разработан способ дуговой сварки в защитном газе и дуговая резка металлов.
Ученый-инженер Н. Г. Славянов в 1888 г. предложил производить сварку плавящимся металлическим электродом. С именем Славянова связано развитие металлургических основ электрической дуговой сварки, создание первого автоматического регулятора длины дуги и первого сварочного генератора. Им были предложены флюсы для получения высококачественного металла сварных швов. (В Московском политехническом музее имеется подлинный сварочный генератор Славянова и экспонируются образцы сварных соединений.)
В 1924—1935 гг. применяли в основном ручную сварку электродами с тонкими ионизирующими (меловыми) покрытиями. В эти годы под руководством академика В. П. Вологдина были изготовлены первые отечественные котлы и корпуса нескольких судов. С 1935—1939 гг. стали применяться толстопокрытые электроды. Для электродных стержней использовали легированную сталь, что позволило использовать сварку для изготовления промышленного оборудования и строительных конструкций. В процессе развития сварочного производства, под руководством Е. О. Патона (1870—1953), была разработана технология сварки под флюсом. Сварка под флюсом позволила увеличить производительность процесса в 5—10 раз, обеспечить хорошее качество сварного соединения за счет увеличения мощности сварочной дуги и надежной защиты расплавленного металла от окружающего воздуха, механизировать и усовершенствовать технологию производства сварных конструкций. В начале 50-х годов Институтом электросварки им. Е. О. Патона была разработана электрошлаковая сварка, что позволило заменить литые и кованые крупногабаритные детали сварными; заготовки стали более транспортабельными и удобными при сборке-монтаже.
Промышленное применение с 1948 г. получили способы дуговой сварки в инертных защитных газах: ручная – неплавящимся электродом, механизированная и автоматическая – неплавящимся и плавящимся электродом. В 1950—1952 гг. в ЦНИИТмаше при участии МВТУ и ИЭС им. Е. О. Патона была разработана сварка низкоуглеродистых и низколегированных сталей в среде углекислого газа – процесс высокопроизводительный и обеспечивающий хорошее качество сварных соединений. Сварка в среде углекислого газа составляет около 30 % объема всех сварочных работ в нашей стране. Разработкой этого способа сварки руководил доктор наук, профессор К. Ф. Любавский.
В эти же годы французскими учеными был разработан новый вид электрической сварки плавлением, получивший название электроннолучевой сварки.
Этот способ сварки применяется и в нашей промышленности. Впервые в открытом космосе была осуществлена автоматическая сварка и резка в 1969 г. космонавтами В. Кубасовым и Г. Шониным. Продолжая эти работы, в 1984 г. космонавты С. Савицкая и В. Джанибеков провели в открытом космосе ручную сварку, резку и пайку различных металлов.
К сварке плавлением относится также газовая сварка, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки (в соответствии с существующими стандартами). Способ газовой сварки был разработан в конце прошлого столетия, когда началось промышленное производство кислорода, водорода и ацетилена. В этот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных соединений. Наибольшее распространение получила газовая сварка с применением ацетилена. С развитием сети железных дорог и вагоностроения газовая сварка не могла обеспечить получение конструкций повышенной надежности. Большее распространение получает дуговая сварка. С созданием и внедрением в производство высококачественных электродов для ручной дуговой сварки, а также разработкой различных методов автоматической и механизированной дуговой сварки под флюсом и в среде защитных газов, контактной сварки газовая сварка вытеснялась из многих производств. Тем не менее, газовая сварка применяется во многих отраслях промышленности при изготовлении и ремонте изделий из тонколистовой стали, сварке изделий из алюминия и его сплавов, меди, латуни и других цветных металлов и их сплавов; наплавочных работах. Разновидностью газопламенной обработки является газотермическая резка, которая широко применяется при выполнении заготовительных операций при раскрое металла.
К сварке с применением давления относится контактная сварка, при которой используется также тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока. Различают точечную, стыковую, шовную и рельефную контактную сварку.
Основные способы контактной сварки разработаны в конце прошлого столетия. В 1887 г. Н. Н. Бенардос получил патент на способы точечной и шовной контактной сварки между угольными электродами. Позднее эти способы контактной сварки, усовершенствованные применением электродов из меди и ее сплавов, стали наиболее распространенными.
Контактная сварка занимает ведущее место среди механизированных способов сварки. В автомобилестроении контактная точечная сварка является основным способом соединения тонколистовых штампованных конструкций. Кузов современного легкового автомобиля сварен более чем в 10 000 точек. Современный авиалайнер имеет несколько миллионов сварных точек. Стыковой сваркой сваривают стыки железнодорожных рельсов, стыки магистральных трубопроводов. Шовная сварка применяется при изготовлении бензобаков. Рельефная сварка является наиболее высокопроизводительным способом сварки арматуры для строительных железобетонных конструкций.
Особенность контактной сварки – высокая скорость нагрева и получение сварного шва. Это создает условия применения высокопроизводительных поточных и автоматических линий сборки узлов автомобилей, отопительных радиаторов, элементов приборов и радиосхем.
Контрольные вопросы:
1. Что называется сваркой и какие основные два вида сварки вы знаете?
2. Расскажите о сущности сварки плавлением и сварки давлением.
3. Расскажите о новых видах сварки.
4. Что вы знаете о применении газовой сварки?
5. Что вы знаете о контактной сварке и ее достоинствах?
2. Классификация сварки плавлением
Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно условно разделить на следующие основные виды:
электрическая дуговая, где источником тепла является электрическая дуга;
электрошлаковая сварка, где основным источником теплоты является расплавленный шлак, через который протекает электрический ток;
электронно-лучевая, при которой нагрев и расплавление металла производится потоком электронов;
лазерная, при которой нагрев и расплавление металла происходит сфокусированным мощным лучом микрочастиц – фотонов;
газовая, при которой нагрев и расплавление металла происходит за счет тепла пламени газовой горелки.
Более подробную классификацию можно провести и по другим характеристикам, выделив сварку плавящимся и неплавящимся электродом, дугой прямого и косвенного действия; открытой дугой, под флюсом, в среде защитного газа, дуговой плазмой.
Классификация дуговой сварки производится также в зависимости от степени механизации процесса сварки, рода и полярности тока и т. д.
По степени механизации различают сварку ручную, механизированную (полуавтоматом) и автоматическую. Каждый из видов сварки в соответствии с этой классификацией характеризуется своим способом зажигания и поддержания определенной длины дуги; манипуляцией электродом для придания свариваемому шву нужной формы; способом перемещения дуги по линии наложения шва и прекращения процесса сварки.
При ручной сварке указанные операции выполняются рабочим-сварщиком вручную без применения механизмов (рис. 1).
При сварке на полуавтомате плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются сварщиком вручную (рис. 2).
При автоматической сварке механизируются операции по возбуждению дуги и перемещению ее по линии наложения шва с одновременным поддержанием определенной длины дуги (рис. 3). Автоматическая сварка плавящимся электродом производится, как правило, сварочной проволокой диаметром 1—6 мм; при этом режимы сварки (сварочный ток, напряжение дуги, скорость перемещения дуги и др.) более стабильны. Этим обеспечивается качество сварного шва по его длине, однако требуется более тщательная подготовка к сборке деталей под сварку.
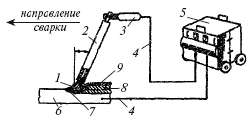
Рис. 1. Схема ручной сварки покрытым электродом: 1 – сварочная дуга; 2 – электрод; 3 – электрододержатель; 4 —сварочные провода; 5 – источник питания (сварочный трансформатор или выпрямитель); 6 – свариваемая деталь, 7 – сварочная ванна; 8 —сварной шов; 9 – шлаковая корка
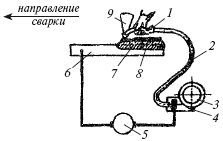
Рис. 2. Схема механизированной (полуавтоматом) сварки под слоем флюса: 1 – держатель; 2 – гибкий шланг, 3 – кассета со сварочной проволокой; 4 – подающий механизм; 5—источник питания (выпрямитель), 6 – свариваемая деталь; 7 – сварной шов; 8 – шлаковая корка; 9 —бункер для флюса
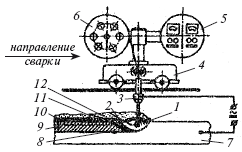
Рис. 3. Схема автоматической дуговой сварки под слоем флюса: 1 – дуга; 2 – газовый пузырь (полость); 3 – сварочная головка; 4 – тележка (сварочный трактор); 5 – пульт управления; 6 —кассета со сварочной проволокой; 7 – свариваемая деталь; 8 – сварочная ванна; 9 – сварной шов; 10 – шлаковая корка; 11 – расплавленный флюс; 12 – нерасплавленный флюс
Контрольные вопросы:
1. Назовите основные виды сварки плавлением.
2. Что вы знаете о механизированных способах сварки?
3. Каковы особенности автоматической сварки?
3. Сущность основных способов сварки плавлением
При электрической дуговой сварке энергия, необходимая для образования и поддержания дуги, поступает от источников питания постоянного или переменного тока.
В процессе электрической дуговой сварки основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда (дуги), возникающего между свариваемым металлом и электродом. При сварке плавящимся электродом под воздействием теплоты дуги кромки свариваемых деталей и торец (конец) плавящегося электрода расплавляются и образуется сварочная ванна. При затвердевании расплавленного металла образуется сварной шов. В этом случае сварной шов получается за счет основного металла и металла электрода.
К плавящимся электродам относятся стальные, медные, алюминиевые; к неплавящимся – угольные, графитовые и вольфрамовые. При сварке неплавящимся электродом сварной шов получается только за счет расплавления основного металла и металла присадочного прутка.
При горении дуги и плавлении свариваемого и электродного металлов необходима защита сварочной ванны от воздействия атмосферных газов – кислорода, азота и водорода, так как они могут проникать в жидкий металл и ухудшать качество металла шва. По способу защиты сварочной ванны, самой дуги и конца нагреваемого электрода от воздействия атмосферных газов дуговая сварка разделяется на следующие виды: сварка покрытыми электродами, в защитном газе, под флюсом, самозащитной порошковой проволокой и со смешанной защитой.
Покрытый электрод представляет собой металлический стержень с нанесенной на его поверхность обмазкой. Сварка покрытыми электродами улучшает качество металла шва. Защита металла от воздействия атмосферных газов осуществляется за счет шлака и газов, образующихся при плавлении покрытия (обмазки). Покрытые электроды применяются для ручной дуговой сварки, в процессе которой необходимо подавать электрод в зону горения дуги по мере его расплавления и одновременно перемещать дугу по изделию с целью формирования шва (см. рис. 1).
При сварке под флюсом сварочная проволока и флюс одновременно подаются в зону горения дуги, под воздействием теплоты которой плавятся кромки основного металла, электродная проволока и част флюса. Вокруг дуги образуется газовый пузырь, заполненный парами металла и материалов флюса. По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны, образуя шлак Расплавленный флюс защищает зону горения дуги от воздействия атмосферных газов и значительно улучшает качество металла шва Сварка под слоем флюса применяется для соединения средних и больших толщин металла на полуавтоматах и автоматах (см. рис. 3).
Сварку в среде защитных газов выполняют как плавящимся элек тродом, так и неплавящимся с подачей в зону горения дуги присадоч ного металла для формирования сварного шва.
Сварка может быть ручной, механизированной (полуавтоматом и автоматической. В качестве защитных газов применяют углекислый газ, аргон, гелий, иногда азот для сварки меди. Чаще применяются смеси газов: аргон + кислород, аргон + гелий, аргон + углекислый газ + ккислород и др. В процессе сварки защитные газы подаются в зон горения дуги через сварочную головку и оттесняют атмосферные газы от сварочной ванны (рис. 4). При электрошлаковой сварке тепло, идущее на расплавление металла изделия и электрода, выделяется под воздействием электрического тока, проходящего через шлак. Сварк осуществляется, как правило, при вертикальном расположении свариваемых деталей и с принудительным формированием металла шв (рис. 5). Свариваемые детали собираются с зазором. Для предотвращения вытекания жидкого металла из пространства зазора и формирования сварного шва по обе стороны зазора к свариваемым деталям прижимаются охлаждаемые водой медные пластины или ползуны. По мере охлаждения и формирования шва ползуны перемещаются снизу вверх.
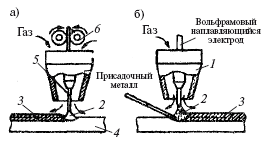
Рис. 4. Схема сварки в среде защитных газов плавящимся (а) и неплавящимся (б) электродом. 1 – сопло сварочной головки; 2 – сварочная дуга; 3 – сварной шов; 4 – свариваемая деталь; 5 – сварочная проволока (плавящийся электрод); 6 – подающий механизм
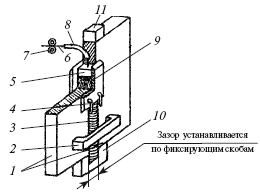
Рис. 5. Схема электрошлаковой сварки:
1 – свариваемые детали; 2 – фиксирующие скобы; 3 – сварной шов; 4 – медные ползуны (пластины); 5 – шлаковая ванна; 6 – сварочная проволока; 7 – подающий механизм; 8 – токоподводящий направляющий мундштук; 9 – металлическая ванна; 10 – карман – полость для формирования начала шва, 11 – выводные планки
Обычно электрошлаковую сварку применяют для соединения деталей кожухов доменных печей, турбин и других изделий толщиной от 50 мм до нескольких метров. Электрошлаковый процесс применяют также для переплава стали из отходов и получения отливок.
Электронно-лучевая сварка производится в специальной камере в глубоком вакууме (до 13-105 Па). Энергия, необходимая для нагрева и плавления металла, получается в результате интенсивной бомбардировки места сварки быстро движущимися в вакуумном пространстве электронами. Вольфрамовый или металлокерамический катод излучает поток электронов под воздействием тока низкого напряжения. Поток электронов фокусируется в узкий луч и направляется на место сварки деталей. Для ускорения движения электронов к катоду и аноду подводится постоянное напряжение до 100 кВ. Электронно-лучевая сварка широко применяется при сварке тугоплавких металлов, химически активных металлов, для получения узких и глубоких швов с высокой скоростью сварки и малыми остаточными деформациями (рис. 6).
Лазерная сварка – эта сварка плавлением, при которой для нагрева используется энергия излучения лазера. Термин «лазер» получил свое название по первым буквам английской фразы, которая в переводе означает: «усиление света посредством стимулированного излучения».
Современные промышленные лазеры и системы обработки материалов показали существенные преимущества лазерной технологии во многих специальных отраслях машиностроения. Промышленные СО2-лазеры и твердотельные снабжены микропроцессорной системой управления и применяются для сварки, резки, наплавки, поверхностной обработки, прошивки отверстий и других видов лазерной обработки различных конструкционных материалов. С помощью СО2-лазера производится резка как металлических материалов, так и неметаллических: слоистых пластиков, стеклотекстолита, гетинакса и др. Лазерная сварка и резка обеспечивают высокие показатели качества и производительности.
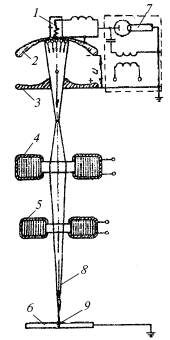
Рис. 6. Схема формирования пучка электронов при электронно—лучевой сварке: 1 – катодная спираль; 2 – фокусирующая головка; 3 – первый анод с отверстием; 4 – фокусирующая магнитная катушка для регулирования диаметра пятна нагрева на детали; 5 – магнитная система отклонения пучка; 6 – свариваемая деталь (анод); 7 – высоковольтный источник постоянного тока; 8 – сфокусированный пучок электронов; 9 – сварной шов
Контрольные вопросы:
1. Что такое сварочная ванна?
2. Из чего состоит металл сварного шва при сварке плавящимся и неплавящимся электродами?
3. Какие функции выполняют плавящиеся и неплавящиеся электроды?
4. Для чего необходима защита сварочной ванны, дуги и конца нагретого электрода?
5. На какие виды подразделяется электрическая сварка плавлением по способу защиты?
6. Расскажите, в чем сущность сварки покрытыми электродами?
7. За счет чего осуществляется защита зоны горения дуги при сварке под слоем флюса?
8. В чем сущность сварки в защитных газах?
9. Кратко охарактеризуйте электрошлаковую сварку.
10. Каковы достоинства электронно-лучевой и лазерной сварки?
Сварочные работы. Практическое пособие
Сост. Ю. Ф. Подольский
Никакая часть данного издания не может быть скопирована или воспроизведена в любой форме без письменного разрешения издательства
© Книжный Клуб «Клуб Семейного Досуга», издание на русском языке, 2015
© Книжный Клуб «Клуб Семейного Досуга», художественное оформление, 2015
© ООО «Книжный клуб “Клуб семейного досуга”», г. Белгород, 2015
Введение
Металлы – наиболее распространенные и широко используемые материалы в производстве и в быту человека. Их добыча и обработка возникли очень давно. Сначала человек использовал самородные металлы – золото, серебро, медь. Затем он научился сплавлять их друг с другом. Получение бронзы – прочного и твердого сплава меди с оловом, а позднее и с некоторыми другими элементами – открыло новую эпоху в развитии материальной культуры, называемую бронзовым веком. Позже была освоена выплавка железа, и наступил железный век.
Но если обработка металлов резанием была известна еще в глубокой древности, то обратный процесс сложнее давался человечеству. Только кузнецы высокой квалификации умели соединять два куска железа в единое целое, и лишь у считаных мастеров это получалось качественно.
Одним из революционных прорывов в технологии работы с металлом стало изобретение в XX веке электросварки. Впрочем, о возможности использования «электрических искр» для плавления металлов еще в 1753 г. говорил академик Российской академии наук Г. В. Рихман, занимавшийся исследованием атмосферного электричества. В 1802 г. профессор Санкт-Петербургской военно-хирургической академии В. В. Петров открыл явление электрической дуги и продемонстрировал возможность ее практического применения. Однако ученым и инженерам потребовались многие годы совместных усилий, направленных на создание источников энергии, необходимых для реализации процесса электрической сварки металлов. Важную роль в этих разработках сыграли открытия и изобретения в области магнетизма и электричества.
В 1882 г. российский инженер Н. Н. Бенардос, работая над созданием аккумуляторных батарей, открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им был разработан способ дуговой сварки в защитном газе и дуговая резка металлов.
В 1888 г. российский инженер Н. Г. Славянов предложил проводить сварку плавящимся металлическим электродом. С его именем связано развитие металлургических основ электрической дуговой сварки, разработка флюсов, предназначенных для воздействия на состав металла шва, создание первого электрического генератора. Затем, в 1907 г., шведский инженер О. Кьельберг разработал электроды из металлического стержня с нанесенным на него специальным покрытием, обеспечившие значительное повышение качества сварных соединений.
Газовая сварка возникла после разработки в 1893–1895 гг. промышленного способа производства карбида кальция. Из последнего легко получается горючий газ – ацетилен, который имеет преимущественное применение при газовой сварке. Первые газовые горелки для сварки появились в 1900–1902 гг., а промышленное применение ацетиленокислородная сварка получила в 1906 г., когда появились достаточно надежные конструкции ацетиленовых генераторов и инжекторные сварочные горелки.
С первых лет ХХ века сварка начала победное шествие по заводам и мастерским всего мира. Новые технологии сделали волшебство сварного металла всеобщим достоянием. А нынче даже начинающий домашний мастер в состоянии создавать из металла сложные конструкции.
Многие люди знакомы со сваркой лишь заочно, большинство из них видели, как сваривают металлы, но сами ни разу не пробовали. Некоторые варили один-два раза и давно об этом забыли, а кое-кто зарабатывает сваркой на жизнь. Однако время от времени у каждого возникает необходимость использовать сварку в бытовых целях. Да и тем, кто недавно перестал пугаться расплавленного металла, хочется усовершенствовать свои навыки. Этим вопросам и посвящена данная книга.
Основы теории сварочных процессов
Согласно ГОСТ 2601–84, сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. Для получения сварных, т. е. полученных с помощью сварки, соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Сварные соединения применяют для соединения деталей из разных материалов, в том числе неметаллов – пластмасс, керамики, стекла или их сочетаний. Но чаще всего с помощью сварки соединяют металлические детали. Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов.
Для соединения двух металлов в единое целое недостаточно простого соприкосновения поверхностей соединяемых деталей. Необходимо настолько сократить расстояние между их атомами, чтобы преодолеть существующий между ними энергетический барьер и чтобы силы взаимного притяжения начали активизироваться. Для этого соединяемые атомы должны получить энергию извне. Благодаря ей атомы получат соответствующее смещение, позволяющее им занять в общей атомной решетке устойчивое положение, т. е. достигнуть равновесия между силами притяжения и отталкивания. Энергию извне называют энергией активации. Ее при сварке вводят путем нагрева (термическая активация) или пластического деформирования (механическая активация). Соприкосновение свариваемых частей и применение энергии активации являются необходимыми условиями для образования неразъемных сварных соединений.
Виды сварки
При классификации процессов сварки выделяют три основных физических признака: форму вводимой энергии, наличие давления и вид инструмента – носителя энергии. Остальные признаки условно отнесены к техническим и технологическим. Такая классификация использована в ГОСТ 19521–74. По виду вводимой в изделие энергии все основные сварочные процессы, включая сварку, пайку и резку, разделены на термические (Т), термомеханические, или термопрессовые (ТМ), и механические (М). Т-процессы осуществляются без давления (сварка плавлением), остальные – обычно только с давлением (сварка давлением). Форма энергии, применяемой в источнике энергии для сварки (электрическая, химическая и др.), как классификационный признак в стандарте не использована, так как она характеризует главным образом не процесс, а оборудование для сварки.
Все известные в настоящее время процессы сварки металлов осуществляются за счет введения только двух видов энергии – термической и механической или при их сочетании. Соответственно различают два вида сварки: сварку плавлением и сварку давлением.
Сварка давлением. Образование сварного соединения при сварке давлением происходит за счет пластического деформирования свариваемых частей без расплавления металла и перехода его в жидкое состояние.
Пластическое деформирование стыка свариваемых кромок производится статической либо ударной нагрузкой, например сваркой взрывом. Для осуществления холодной сварки достаточно применить механическое усилие сжатия. Иногда при сварке давлением применяют местный нагрев. Из рис. 1 видно, что при увеличении температуры нагрева металла для сварки давлением требуются меньшие усилия.
Рис. 1. Схемы возможных областей сварки давлением и плавлением в зависимости от температуры (Т) и давления (Р)
При пластической деформации в зоне свариваемых кромок разрушаются окисные пленки и поверхности сближаются до расстояний возникновения межатомных связей. Зона, где образовались межатомные связи соединяемых частей при сварке давлением, называется зоной соединения.
Характер процесса сварки давлением с нагревом может быть и другим. Например, при контактной стыковой сварке оплавлением свариваемые кромки первоначально оплавляются, а затем пластически деформируются. При этом часть пластически деформированного металла совместно с некоторыми загрязнениями выдавливается наружу, образуя грат.
Сварка плавлением. Сущность сварки плавлением состоит в том, что при температурах выше Тпл (рис. 1) жидкий металл одной оплавленной кромки самопроизвольно соединяется и в какой-то мере перемешивается с жидким металлом второй оплавленной кромки. Так создается общий объем жидкого металла – сварочная ванна. Плавление основного и присадочного материалов в процессе сварки происходит под действием концентрированной энергии, вызванной сварочной дугой, пламенем горелки или каким-либо другим способом. Если в зону сварки не подается дополнительный металл, то сварочная ванна образуется только за счет основного соединения. Но чаще сварочная ванна получается смешиванием основного и присадочного металла, вносимого непосредственно в зону сварки электродом, сварочной проволокой и т. д.
Уважаемый посетитель, Вы зашли на сайт как незарегистрированный пользователь.
Мы рекомендуем Вам зарегистрироваться либо войти на сайт под своим именем.

В своём доме обойтись без сварки очень сложно — постоянно нужно что-то заварить. Бегать всякий раз за помощью к соседу неудобно, да ещё и соседи бывают разными…
Поэтому многие сегодня хотят научиться варить. Благо в продаже появились мобильные и удобные в работе сварочные инверторы, учиться сварке, на которых очень просто.
Инверторы оборудованы специальными функциями, которые не дают сварочной дуге погаснуть (Форсаж дуги) и прилипать электроду (функция Антизалипания). В данном обзоре svarkapajka.ru мы постараемся провести вас от начала до конца, что позволит сварить свою первую заготовку самостоятельно.
Шаг первый — экипировка и подготовка к сварке. Маска, плотная одежда и высокая обувь, никаких тапочек. На руках должны быть перчатки, а по-хорошему, сварочные краги. Если уж и используете удлинители, то не поленитесь их полностью размотать.
Шаг второй — очистка металла. Подготовка металла перед свариванием очень важный и ответственный шаг. Ржавчина, битум или краска на поверхности усложнят розжиг и горение электрода. Поэтому перед свариванием металла, кромки заготовок тщательно очищаем от любых загрязнений при помощи болгарки и щётки по металлу.

Шаг третий — выбор электродов и сила тока. Электроды для сварки нужно выбирать, отталкиваясь от толщины свариваемого металла. Чем толще метал, тем больше диаметр электрода нужно выбирать. Вот удобная таблица, которая поможет определиться с диаметром электродов в зависимости от толщины свариваемых заготовок.
Осуществив выбор электродов для сварки, определяемся с нужной силой тока. Если пропустить этот шаг, то электрод будет прожигать металл или наоборот, плохо его проплавлять. Это одна из самых распространённых ошибок начинающих сварщиков. При подборе сварочного тока обязательно учитываем рабочее напряжение сети, оно должно быть в пределах нормы.

Шаг четвёртый — подключение инвертора. Здесь все относительно просто, хотя и есть свои нюансы. Если вы собираетесь варить тонкий металл, то подсоедините держак с электродом к плюсу инвертора, а при сварке толстого металла, наоборот.
Шаг пятый — поджог дуги. Вот и настало время варить. Чтобы зажечь дугу поднесите электрод к поверхности металла и стукните кончиком по нему, сразу же отведя электрод вверх. Намного проще будет разжечь сварочную дугу не постукиванием, а легким чирком в сторону. При этом электрод прогреется, что упростит сварку в дальнейшем.

Шаг шестой — длина дуги. В тот момент, когда сварочная дуга загорелась, её нужно успеть сохранить, чтобы не погасла. Для этого кончик электрода нужно научиться удерживать над металлом, как можно ближе, на расстоянии не более 3 мм. В таком случае дуга будет стабильно гореть, а металл хорошо плавиться.
Шаг седьмой — движение электродом. Научились удерживать стабильную дугу, хорошо, можно начинать вести электрод и сваривать металлы. Во время этого процесса нужно осуществлять колебательные движения электродом из стороны в сторону, чтобы захватывать металлы и смешивать их, тем самым сваривая заготовку.

Шаг восьмой — разрыв дуги и заварка кратера. Чтобы завершить сварку, вернитесь на несколько миллиметров назад и резко поднимите электрод вверх.
Шаг девятый — дайте заготовке остыть. Не следует сразу же хватать заготовку, можно обжечься. К тому же, раскалённый шлак и окалины очень опасны в этот момент. Дайте заготовке немного остыть.

Шаг десятый — удаление шлака. Чтобы оценить качество сварного соединения, нужно сбить корку шлака поверх него. Для этого используйте заострённый молоточек или зубило, которым было бы удобно подлезть в самые труднодоступные места сварного соединения.