Содержание
- Настройка и правильная регулировка ленточной пилорамы. статьи
- Развод ленточных пил
- Приступаем к заточке
- Приспособления для развода
- Настройка пилорамы
- Признаки правильно разведенной пилы
- Распространенные ошибки и способы исправления
- Осмотр деталей механизма
- Назначение ленточных пилорам СЛП
Настройка и правильная регулировка ленточной пилорамы. статьи
Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%.
Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.
Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.

Приступаем к заточке
Для обслуживания пил мало заточить зубцы, нужно их еще и развести. Обе эти операции производят последовательно, начинают с разведения зубцов, а заканчивают заточкой. Необходимо четко придерживаться этой последовательности работ. Разводку делают с целью снижения трения полотна об дерево или металл (или другой обрабатываемый материал). Есть несколько вариантов разводки, которая зависит от того, какие детали требуется получить после обработки и твердости исходной заготовки.
В противном случае ленту может зажевать. Чаще всего используется разводка поочередная. В этом случае зубцы отгибаются последовательно в разные стороны от вертикальной плоскости ленты. Реже встречается разводка для зачистки поверхностей. Ее отличительной чертой является то, что каждый третий зуб не отгибается, а первые два отгибают в разные стороны. Самой сложной, однако относительно часто используемой, считается волнистая разводка. Этот тип разводки отличается от остальных тем, что каждый зуб имеет свой угол разведения. Разведение зубцов в домашних условиях можно легко выполнить пассатижами. Для этого необходимо зафиксировать неподвижно ленту и при работе разводить зубы, четко выдерживая углы. При разводке отгибается не весь зубец, а только 2/3 (иногда ½) его длины.
Когда лента разведена, можно производить заточку. Для этого нужно подобрать необходимые точильные круги и станок к ним. Состав материала круга подбирают исходя из твердости и материала полотна. Важно подобрать и форму точильного камня — она зависит от типа режущей кромки ленты. Именно формой точильного камня выводится угол «остроты» ленты. Начать работы по заточке следует с монтажа точильного камня на станок, его закрепления на нем, после чего в специальных зажимах фиксируют неподвижно полотно пилы. Сам процесс заточки прост: точильный камень раскручивается (механическим приводом или электрическим), а затем опускается на полотно (или придвигается). Так точат один зуб, затем камень перемещают к следующему. Когда вся режущая кромка в пределах хода точила заточена, полотно смещается для заточки необработанных зубцов. Для предотвращения повторной заточки, маркером делают пометку на «стартовых» зубцах.
Заточка ленточных пил узким абразивным кругом.
В настоящее время данный способ уходит в прошлое. Станки для заточки ленточных пил бакелитовым или керамическим кругом имеют множество различных регулировок и учесть все нюансы, а также избежать ошибок, начинающему мастеру, достаточно сложно. Среди них и прижоги, и шероховатые поверхности (заусенцы), и отсутствие проточки пазухи, формирование неправильных углов зубьев ленточных пил. Как было сказано выше, все это ведет к неизбежному выходу из строя режущего инструмента.
Пожалуй, единственным плюсом, который можно выделить, является относительная невысокая стоимость станков и оснастки.
Факторы влияющие на правильность заточки ленточных пил при использовании узких абразивных кругов:
- технический фактор (правильная регулировка станка по всем осям, углам входа и выхода, высоты проточки, глубины снятия металла)
- инструментальный фактор (правильный подбор заточного диска, формирования угла атаки диска, зернистости и т.д.)
- человеческий фактор (зачастую, лень и отсутствие должного внимания у мастера играет злую роль и приводит к печальным последствиям)
Заточка ленточных пил боразоновым (эльборовым) диском.
Подготовка режущего инструмента к работе на станках с использованием алмазных инструментов является современным и надежным способом избежать проблем при распиловке пиловочника и получении правильных геометрических размеров пиломатериала.
В отличии от узких кругов, эльборовый в точности повторяет профиль зубьев ленточной пилы. Постоянно вращаясь на оси, круг производит движения вверх-вниз, протачивая пазуху, углы, снимая напряжения за один проход. Процесс происходит в автоматическом режиме, ленточная пила проталкивается специальным приводным толкателем.
Точность заточки зависит от правильности подбора профиля заточного круга. Наиболее часто используемые профили ленточных пил:
Профиль 4°/32° редко используемый профиль, предназначен для сверхтвердых пород, сухой древесины и для использования в холодное время года. Профиль 9°/29° профиль предназначен для твердой древесины в холодное время года. Профиль 10°/30° универсальный профиль, чаще всего используется в южной и средней полосе с мягким климатом. Профиль 13°/29° больше подходит для мягких пород, увеличивает скорость пиления
Срок эксплуатации эльборовых дисков зависит от следующих факторов:
1) правильности подбора «профиль пилы — профиль заточного диска» (в случае, когда этот пункт нарушен, заточной диск «облысеет» в местах, где есть несоответствие)
2) качество и слой боразонового напыления
3) надежный поставщик (мы поставляем только качественные проверенные опытом и временем эльборовые заточные диски, таких производителей как Wood-Mizer и Астрон)
4) наличие системы охлаждения и правильный выбор охлаждающей жидкости
5) правильность регулировок
6) состояние заточного оборудования.
Мы хотели бы рассказать Вам о типичных ошибках, возникающих в процессе заточки и разводки ленты.
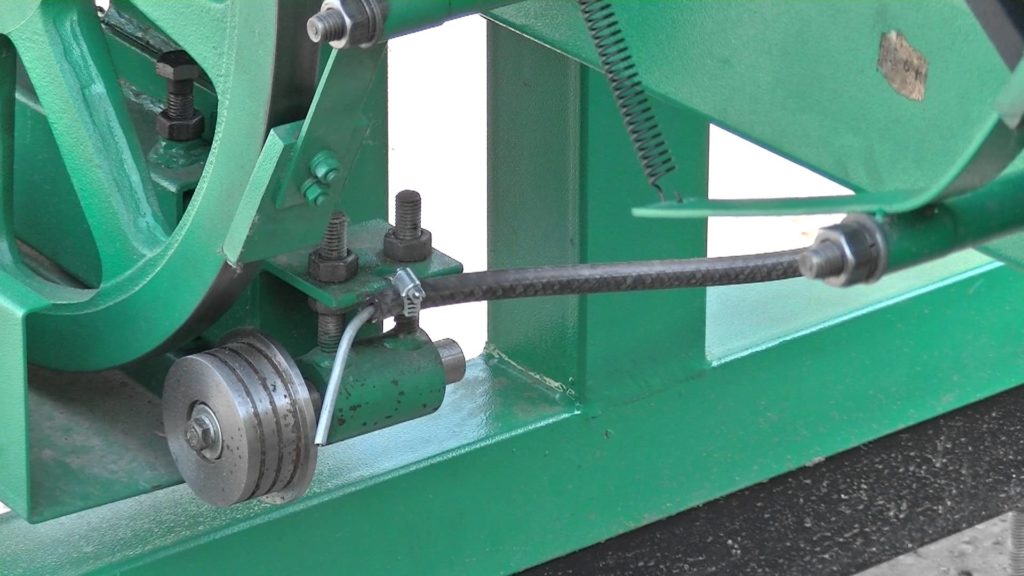
Подобные трещины возникают из-за неправильной установки направляющих роликов. В результате тыльная сторона пилы во время работы все время трется о бортик ролика.
В этом случае лента быстро тупится. Причиной возникновения этого рода ошибки является слишком большой нажим заточного круга в процессе заточки.
3 и 3а. Визуально заметно, что при заточке заточной круг проходит неполный профиль зуба. Ошибка в установке угла наклона головки заточного станка или в профиле заточного камня, если используется не боразоновый диск CBN.
Кроме того, причина может крыться в выработке эксцентрика заточного станка. Трещины появились в том месте, которое не было проточено.
Нулевой угол атаки – лента во время работы сильно дребезжит, что приводит к вибрации пилящей головы. В этом случае на теле пилы появляются трещины в месте, обозначенном кругом.
Причиной является неправильная установка головки заточного станка. При очень маленькой (4а) высоте зуба лента начинает «волнить» из-за того, что пазух недостаточно большой, чтобы выбрасывать опилки, которые в этом случае очень мелкие (пыль).
Зуб не заточен до конца. Причиной этого является неосевая установка головки заточного станка по отношению к прижиму. Лента быстро затупится.
Слишком большая разводка зуба. Режущая кромка зуба (верхушка) не равноудалена от кромки пазуха ленты, которая очень быстро притупляется. Появляются значительные рывки головы во время распила.
Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Настройка пилорамы
Для того чтобы работа на пилораме была эффективной, необходимо регулярно проверять и настраивать все важные механизмы оборудования.
В процессе эксплуатации необходимо контролировать следующие моменты:
- Натяжение полотна. Ленточную пилу рекомендуется использовать не более 2 часов непрерывно. При перегреве полотно снимают и оставляют отдыхать на 24 часа.
- Разводка пилы. Для получения качественного распила необходимо постоянно проверять этот параметр. Оптимальной считается разводка, когда соотношение опилок и воздуха между бревном и пилой составляет 3:1.
- Скорость работы пилорамы. Если пилить бревна с высокой скоростью получится более качественный срез, но при этом сокращается срок эксплуатации ленточной пилы. Лучше всего не превышать 1/2 допустимого значения.
- Для увеличения срока эксплуатации механизмов ленточной пилорамы необходимо использовать смазку для ленточных пил. Оптимальный состав включает в себя смазочное масло для бензопил и солярку в пропорции 1:1. Раствор наносится в небольших количествах на обе стороны полотна.
После проверки и наладки механизмов ленточной пилы приступают к подготовке древесины.
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Распространенные ошибки и способы исправления
В таблице ниже приведены наиболее часто встречающиеся сложности в работе и способы их устранения.
Ошибки при раскрое бревен на пилораме
| Возникшая ошибка | Причина ошибки |
| Во время работы происходит подъем пилы. На выходе получается искривленная доска | Слишком высокий угол заточки зубьев. Нужно уменьшить его на 4-5° |
| В работе пилы появляются нырки | Маленький угол заточки зубьев |
| Большое количество отходов в виде опилок при раскрое | Уровень разводки пилы выше нормы |
| При пропиле получается волнообразный разрез | Слишком маленькая разводка, либо плохо заточены зубья |
| Растрескивание задней кромки полотна пилорамы | Нужно откорректировать расстояние между задними валиками |
| Накат опилок на полотно пилорамы | Следует увеличить разводку зубьев |
| Накат опилок на поверхность зуба | Слабо заточены зубья |
Распиловка на ленточной пилораме является одним из важных этапов лесозаготовки. Качество полученной продукции напрямую зависит от выбранной схемы, организации работы и подготовки оборудования.
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно,
- «ведомый» – перемещается продольно.
Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Назначение ленточных пилорам СЛП
Ленточные пилорамы предназначены для распиловки бревен древесины любых пород на:
Брус, полубрус, плаху; Необрезную и обрезную доску.
Преимущества ленточных пилорам СЛП
ленточные пилорамы обеспечивают высокое качество обрабатываемой поверхности; ленточные пилорамы обеспечивают точность обработки 0,5-1 мм на длине 6,5м; ленточные пилорамы обеспечивают увеличенный выход готовой продукции по сравнению с рамными пилорамами; для ленточных пилорам данного типа характерна низкая энергоемкость; ленточные пилорамы обеспечивают возможность распиловки маломерной древесины длиной от 0,5м и диаметром до 900мм; установка ленточной пилорамы без специального фундамента;
Легко убедиться в преимуществе ленточных пилорам СЛП над рамными пилорамами по выходу продукции. Ленточные пилорамы дают качественный пиломатериал точных размеров, а не опилки. Из каждого бревна вы получаете больше досок, затратив при этом меньше энергии и затратив меньше усилий.
Источник
На этой странице на примере ленточной пилорамы спектр 70 мы познакомим Вас с устройством наших станков и дадим некоторые рекомендации по установке, настройке ленточнопильного оборудования, а также заточке ленточных пил.
СТАНОК
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1. ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ (ленточная пилорама спектр — 70) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
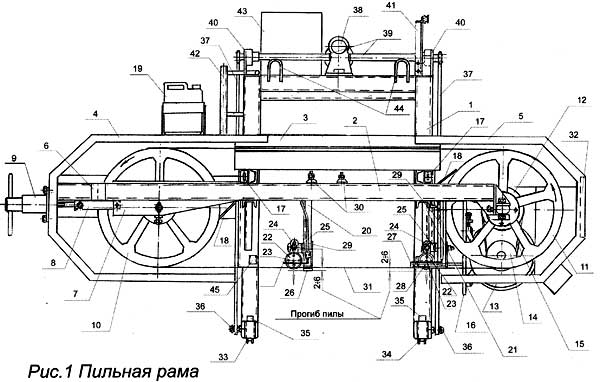
Станок ленточнопильный горизонтальный «Спектр-70» рис.1 (в дальнейшем по тексту «ленточная пилорама») применяется для пиления древесины любой твердости на доски, брус, рейку. Пиление происходит перемещением пильной рамы с режущим инструментом (ленточной пилой) по неподвижным рельсовым направляющим ленточной пилорамы. Применение ленточной пилорамы позволяет:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Видео работы ленточной пилорамы Спектр |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2. «Ленточные пилорамы» — работа и устройство: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2.1 Основные узлы и детали ленточной пилорамы:
Станина ленточной пилорамы имеет П — образную форму и подошвы с роликами перемещения пильной рамы по рельсам и войлочные щетки, которые очищают направляюще от опилок. Подъем пильной рамы осуществляется двумя ползунами, расположенных на стойках станины. Перемещение осуществляет двусторонняя, синхронно связанная цепная передача, приводимая в движение электрическим мотором, через редуктор. Рама выполнена двух швеллеров, которые расположены параллельно и соединены между собой. На одном торце рамы неподвижно закреплен ведущий пильный шкив, на другой ведомый, имеющий возможность продольного перемещения. Пила ленточной пилорамы натягивается пружинно-винтовым механизмом, пружина демпфирует тепловое расширение пильной ленты. При изготовлении ленточной пилорамы тарируется натяжение для пилы шириной 35 сантиметров. Риски Ш корпусе натяжителя и шайбе равны усилию натяжения 525 килограмм. В передней балке ленточной пилорамы и на ползуне ведомого шкива расположены два замка для съема и установки пильной ленты. На кронштейнах расположенных в середине рамы установлены две направляющие ленточной пилы (подвижная и неподвижная), которые оснащены опорными роликами и системой регулировки и планкой. Крутящий момент передается от двигателя пилорамы на ведущий шкив — клиноременной передачей. Бачек для СОЖ закреплен сверху на защите пильных шковов. Подача жидкости регулируется кранами, расположенными на бачке. Пульт управления ленточной пилорамой расположен на верхней перемычке станка. Направляющие разборные из 3-х секций, что удобно при транспортировке. Снизу расположены опорные пластины, в которые ввинчены анкерные болты. Сверху направляющих ленточной пилорамы опоры бревна. Бревно на рельсовых направляющих фиксируется четырьмя винтовыми зажимами и упором, который обеспечивает 90 градусов. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3. РЕГУЛИРОВАНИЕ ПИЛЬНЫХ ШКИВОВ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3.2. В первую очередь производится регулировка шкивов в вертикальной плоскости, выставляя их под прямым углом по отношению к пильной раме. Для этого на ползуне ведомого шкива снизу к его оси ввинчен болт Ml0, а на ведущем шкиву регулировка осуществляется за счет установки проставных шайб или пластин. Данная операция .производится предприятием-изготовителем. 3.3 Для регулирования положения пильных шкивов горизонтальной плоскости в торцах рамы со стороны ведущего шкива ввинчены два болта Ml2, а к оси ведомого шкива — один. Производить регулировку шкивов ленточной пилорамы необходимо в следующей последовательности: 3.3.1 Выключить автомат подачи электропитания на пульте управления. 3.3.2 Открыть защитные кожухи пильных шкивов. 3.3.3 Установить ленточную пилу на шкивах таким образом, чтобы она выступала за края шкивов на величину высоты зуба плюс 2-5 мм. 3.3.4 Закрыть подвижные разъемы (замки). 3.3.5 Натянуть ленточную пилу, повернув гайку механизма натяжения на величину оптимальную для данного типа ленточных пил (из расчета 6-8 кг/мм кв.). 3.3.6. Вращая рукой за ведомый шкив по ходу пиления (против часовой стрелки) необходимо смотреть какое положение займет ленточная пила на шкивах. Если лента сбегает наружу на равную величину с обоих шкивов, то не ослабляя натяжения пилы отпустите стопорную гайку Ml6, крепящую ось ведомого шкива к пильной раме (ползуну пильной рамы). 3.3.7 Затем отпустите контргайку М12 и вверните болт Ml2 на малую величину, после чего затяните контргайку М12 и стопорную гайку М16. 3.3.8 Повторите пункт 3.3.6 и при сбеге ленты повторите регулировку до получения правильного результата. 3.3.9 Если лента сбегает внутрь на ровную величину, то необходимо ослабить натяжение ленточной пилы. 3.3.10. Отпустить стопорную гайку Ml6, контргайку М12 и вывернуть болт М12 на малую величину, после чего затяните гайки М12 и М16. 3.3.11 Если лента приняла положение согласно инструкции, то регулировка выполнена правильно. 3.3.12 Если ленточная пила при вращении сразу сбегает с ведущего шкива, то регулировку следует начать именно с него. 3.3.13 Для этого в зависимости от направления с бегания ленты (наружу или внутрь) отпустите левую или правую стопорные гайки Ml6 и произведите регулировку в той же последовательности, что и на ведомом шкиве. 3.3.14 После регулировки все гайки затянуть. 3.3.15 Закрыть дверцы кожухов пильных шкивов. 3.3.16 Включить автомат подачи эл. энергии на пульте управления. 3.3.17 Кратковременно включить привод пильных шкивов и убедиться в правильности положения пильной ленты. Станок готов к работе. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4. ТРЕБОВАНИЯ К ПИЛЬНЫМ ЛЕНТАМ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1. В процессе эксплуатации ленточной пилорамы для увеличения срока службы ленточной пилы необходимо производить правильное ее натяжение на шкивах. 1.1 Величину натяжения, в зависимости от ее ширины, определяют по прибору «Тензометр». 1.2 Внимание! Ленточная пила не должна находиться в работе больше 2-х часов. По истечении данного времени она должна быть снята со станка и вывешена в свободном состоянии не менее чем на 24 часа для снятия усталостных напряжений. 2 Используйте правильную смазку для лезвия ленточной пилы. В качестве смазочно-охлаждающей жидкости (СОЖ), в большинстве случаев, хватает просто воды, либо воды с добавлением моющего средства («Fairy» и т.п.). Однако, при низких температурах лучше всего применять смесь из 50%-80% дизтошшва или керосина и 50%-20% моторного масла, либо масла для смазки шин бензопил. Неплохие результаты при пилении хвойных пород дает так же применение скипидара. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3. Всегда ослабляйте натяжение ленточной пилы. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Когда Вы закончите работу, снимите натяжение с пилы. При работе лезвия нагреваются и растягиваются, а затем при остывании сжимаются на десятые доли миллиметра во время каждого периода охлаждения.» Поэтому ленты, оставленные на шкивах под нагрузкой, перегружают сами себя, и на них образуется отпечаток от двух шкивов, который вызывает появление трещин во впадинах между зубьями. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4. Используйте правильный развод зубьев. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Развод правильный, если в пространстве между полотном пилы и обрабатываемой древесиной у Вас находится 65-70% опилок и 30-35% воздуха. Если у Вас слишком большой развод зубьев для имеющейся массы или толщины древесины, то в пропиле будет находиться слишком много воздуха и недостаточно опилок. У Вас будут чрезмерно большие потери на опилки, и как следствие, большая шероховатость обрабатываемой древесины. Если же развод недостаточный, Вы не получите достаточно сильного воздушного потока для удаления опилок из пропила. Признаком этого являются горячие опилки. Это может нанести самый разрушительный вред пиле: рабочие интервалы будут короткими, пила преждевременно выйдет из строя. Опилки должны быть холодными на ощупь. И, наконец, при недостаточном разводе и неправильном угле заточки пила будет вырезать на доске волну. С нашей точки зрения, Вы не можете работать при одной и той же разводке зубьев с бревнами разного диаметра, строевым лесом и брусом. Вы должны сортировать лесоматериал. На каждые 20-25 сантиметров увеличения в размере необходимо увеличивать разводку примерно на 18% в зависимости от того, древесина твердая или мягкая, влажная или сухая. Единственный способ добиться нужной разводки — провести контрольные распилы определенного бревна. Увеличивайте разводку на 5-8 сотых миллиметра с каждой стороны до тех пор, пока не станут, видны следы зубьев. Это означает, что Вы работаете при смешанном воздухе с опилками в пропорции 50/50. После этого уменьшите разводку зубьев на 8-10 сотых с каждой стороны, и Вы достигните нужного результата. Обратите внимание: Вы должны разводить только верхнюю восьмушку зуба, а не среднюю или нижнюю. Вам не нужно, что бы впадина между зубьями заполнялась полностью при пилении. Когда Вы работаете с мягкой древесиной, будь она влажной или сухой, стружка увеличивается в объеме в 4-7 раз по сравнению с ее состоянием на клеточном уровне. Твердые породы дерева, влажного или сухого, увеличиваются в объеме лишь в 1/2-3 раза. Это означает, что, если Вы распиливаете 45-ги сантиметровые сосновые бревна, Вам потребуется развести зубья на 20% больше, чем когда работаете с 45-ти сантиметровыми дубовыми бревнами. Всегда разводите зубья перед заточкой. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5. Правильно затачивайте пилу. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Существует только один способ заточки ленточных пил. Камень должен пройти по поверхности зуба вниз, вокруг основания впадины между зубьями и вверх вдоль обратной стороны зуба одним непрерывным движением. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6. Установите правильный угол заточки. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Благодаря глубоким галлетам, мы можем использовать уменьшенные углы заточки, которые передают меньше тепла на кончик зуба. В серии лент используется угол наклона крюка 10 Градусов, который способен проникать в большинство поверхностей древесных пород от средне твердых до средне мягких. Предостережение: Не доверяйте шкалам и измерительным линейкам на Вашем заточном станке! Штифты и направляющие на нем изнашиваются. В процессе работы изменяется Профиль камня. Р — шаг зуба, это расстояние между двумя зубьями; Н — высота зуба, это расстояние от основания зуба до его вершины.
Возникающие проблемы и их решения
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5. ПОДГОТОВКА ЛЕНТОЧНОЙ ПИЛОРАМЫ К РАБОТЕ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
5.1 Перед работой необходимо:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ЛЕНТОЧНОЙ ПИЛОРАМЫ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
При техническом обслуживании необходимо произвести подтяжку крепежа и, в случае необходимости, замену смазки в подшипниках измерить сопротивление изоляции на электрическую прочность.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Станок выполнен в соответствии с требованиями безопасности по ГОСТ 25223, ГОСТ 12.2.026.0, и ГОСТ РМЭК602041. При работе на ленточной пилораме — обязательно соблюдать следующие правила:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8. РЕКОМЕНДАЦИИ ПО УСТАНОВКЕ РЕЛЬСОВОГО ПУТИ ПОЛОРАМЫ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
На качество работы станка помимо тех факторов, которые указаны в паспорте (правильная регулировка пильных шкивов, правильная разводка и заточка зубьев пилы), большую роль играет качество монтажа рельсового пути. Так при некачественном монтаже могут наблюдаться различные дефекты на пласте распиливаемого материала, а именно «волнистость» поверхности, «конусность», «ступенчатость», «не параллельность» и т.д. Выставляются рельсы по уровню в поперечном и продольном направлении. Для нормальной работы станка необходимо прочное основание-фундамент. При этом прямолинейность рельсовых направляющих проверяют с помощью тонкого шнура и линейки. Под пластины подкладывают стальные прокладки разной толщины и окончательно притягивают их к фундаменту. При правильном монтаже и аккуратном обращении со станком фирма гарантирует высокое качество распиливаемого древесного материала, отклонение по толщине распила на длине 6 метров — не более 2 мм. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9. НЕИСПРАВНОСТИ СТАНКА, ПРИЧИНЫ ИХ ПОЯВЛЕНИЯ СПОСОБ УСТРАНЕНИЯ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ПОДШИПНИКИ, ПРИМЕНЯЕМЫЕ В КОНСТРУКЦИИ ПИЛОРАМЫ
РЕМНИ КЛИНОВЫЕ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10. ЭЛЕКТРООБОРУДОВАНИЕ ЛЕНТОЧНОЙ ПИЛОРАМЫ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
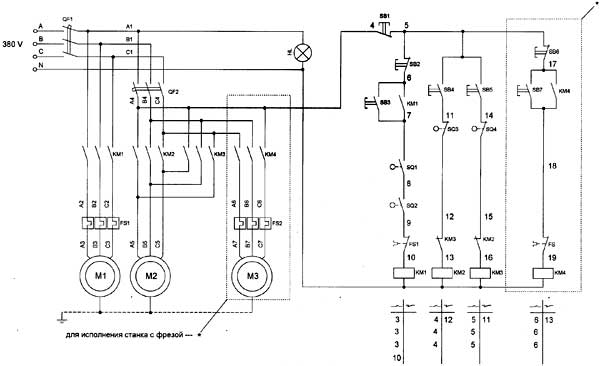
10.1 .Общие сведения Станок ленточнопильный горизонтальный подключается к трехфазной сети 380В, частотой 50 Гц. На станке ленточнопильном горизонтальном установлены электродвигатель главного привода «Ml», электродвигатель подъема и Опускания пильной рамы «М2».
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.2.3ащита и блокировки | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Защита электродвигателей и аппаратов от коротких замыканиях осуществляется автоматическими выключателями.
Руководство по электрооборудованию к изделию не отражает, незначительных конструктивных изменений в изделии, внесенных изготовителем после подписания к выпуску в свет данного руководства, а так же изменений по комплектующим изделиям и документации, поступающей с ним. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10.4. Указания по технике безопасности. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Предприятие изготовитель обращается ко всем потребителям с просьбой сообщить обо всех замеченных конструктивных недостатках пилорамы как общих, так и по технике безопасности. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ленточная пилорама Спектр 70 – схема электрическая принципиальная |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Перечень покупного электрооборудования
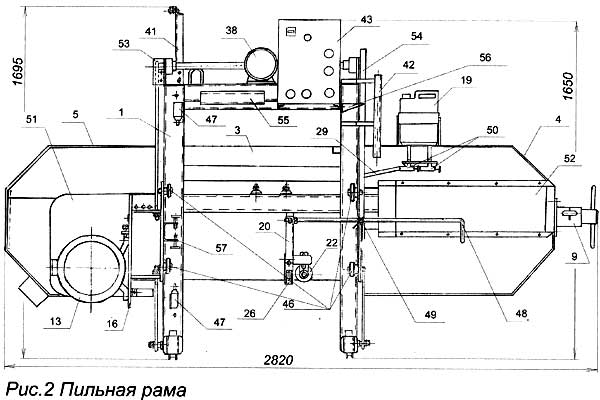
* — дополнительная комплектация только для станка с фрезой. Расположение основных узлов ленточной пилорамы спектр 70.
Перечень основных узлов ленточной пилорамы «Спектр-70» (рис. 1,2)
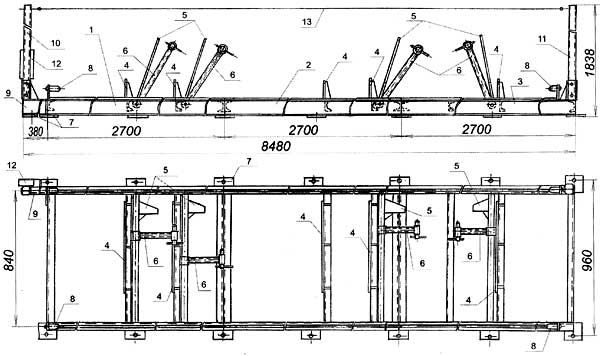
Перечень основных узлов ленточной пилорамы «Спектр-70» (рис.3)
Ленточная пилорама Спектр 70 – рельсовые направляющие
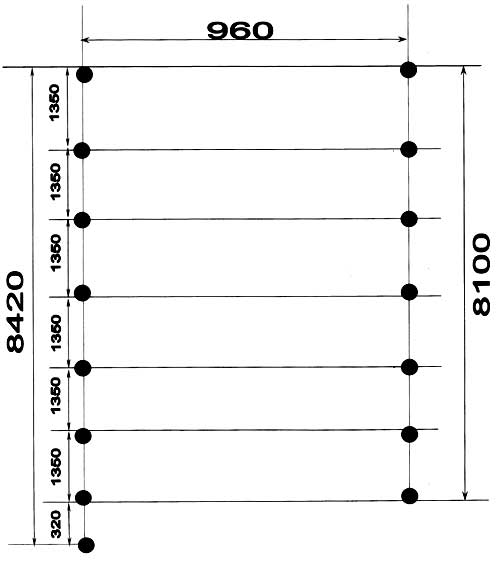
Ленточная пилорама Спектр 70 – схема расположения анкерных болтов
|
 ВНИМАНИЕ!
ВНИМАНИЕ!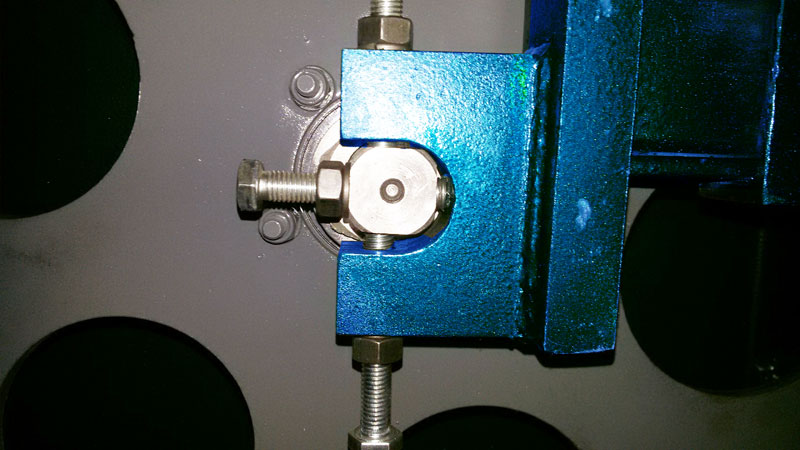 3.1. В станке предусмотрена регулировка положения обоих шкивов по отношению друг к другу в горизонтальной и вертикальной плоскостях. Необходимо добиться, чтобы ленточная пила при натяжении 6-8 кг/мм кв. в сечении на одну ветвь не сходила с ободов пильных шкивов.
3.1. В станке предусмотрена регулировка положения обоих шкивов по отношению друг к другу в горизонтальной и вертикальной плоскостях. Необходимо добиться, чтобы ленточная пила при натяжении 6-8 кг/мм кв. в сечении на одну ветвь не сходила с ободов пильных шкивов.
г.Воронеж ул. Латнинская, 13, т. +7 (473) 256-46-33, +7 920 407-62-26, e-mail: bbgv@mail.ru
Технические характеристики:
| Наименование параметров | Ед. изм. | Значение |
|---|---|---|
| Напряжение | В | 380 |
| Главный двигатель привода |
кВт об/мин |
11 1450 |
| Двигатель подъема/опускания каретки |
кВт об/мин |
0,55 950 |
| Диаметр шкивов | мм | 520 |
| Управление кареткой | Электромеханическое | |
|
Пильная лента, — длина — ширина — толщина |
мм мм мм |
4334…4400 40 0,9…1,1 |
| Наибольшая ширина пропила | мм | 770 |
| Угол поворота пильной каретки | градус | 8 |
|
Длина бревна, — MIN — MAX |
мм мм |
1000 6500 |
| Масса в комплекте | кг | 1100 |
|
Направляющая дорога — *двух (трех) секционная |
м | 8 — 11* |
|
|
Массивная конструкция станка, исключает всевозможные скачки и вибрации в процессе эксплуатации, что позволяет выпиливать пиломатериал с хорошей геометрией. Разворот пильной каретки на 8 градусов (косой пильный ход) позволяет снизить нагрузку на пилы, и повысить качество получаемого пиломатериала |
|
|
Шкивы 500мм обеспечивают высокий момент инерции, из за большой массы , это позволяет значительно экономить энергию т обрабатывать заготовки увеличенного сечения, так же продлевают ресурс инструмента за счет снижения количества перегибов ленты. На данном станке рекомендуется устанавливать пилы шириной 40мм, что значительно улучшает качество получаемого пиломатериала. |
|
|
Применение усиленной конструкции рельсового пути (швеллер №16) позволяет работать с тяжелыми бревнами большого диаметра, а так же снижает уровень вибрации от электродвигателя, что благоприятно сказывается на качестве получаемого пиломатериала. |
|
|
Гидравлическое натяжение пильного полотна улучшает качество получаемого пиломатериала и снижает риск возникновения волны. В процессе пиления не нужно периодически подтягивать ленту, как на станках с механическим натяжением пилы |
|
|
Подъем/Опускание пильной рамки осуществляется с помощью электромеханического привода, для точной настройки выставляемого размера на электроприводе предусмотрена ручная доводка. |
|
|
Перемещение подвижного ролика не составляет труда, и легко меняется путем ручным приводом (рычаг+цепь) |
|
|
В комплектацию пилорамы входит комплект из 18 опор, для максимально точной настройки уровня рельс в плоскости. Что положительно влияет на геометрию получаемого пиломатериала |
|
|
Производителем двигателей пилорам является Белоруссия. |
|
|
Максимально простой и удобный пуль управления, обеспечит качественную работу оператора с наименьшими усилиями |
|
|
Размерная линейка, имеет подсказки для оператора, что позволяет максимально быстро выставить необходимый размер, без длительных подсчетов |
|
|
В комплектацию пилорамы, включен осветительный прибор, для работы в темное время суток, он является жизненно необходимым аксессуаром |

















Здравствуйте уважаемые подписчики и читатели блога Андрея Ноака! Так как я уже давно работаю с деревом, у меня накопилось много знаний по его обработке. В том числе и на ленточных пилорамах. Правильная настройка оборудования — залог качественного материала на выходе. И в этой статье Вы узнаете, как настроить ленточную пилораму.
Оглавление
- 1 Введение
- 2 Этапы подготовки ленточки
- 3 Подбор и настройка оборудования
- 4 Осмотр деталей механизма
- 5 Проверка ленточной пилы
- 6 Несколько слов о самых популярных моделях ленточных пилорам
- 6.1 Авангард
- 6.2 Атлант
- 6.3 МВ-2000
- 7 Видео в тему
Введение
Буду прав на 100% если скажу, что настройка пилорамы является самой важной задачей. Если оборудование неправильно настроить, то может появится так называемая «волна». Такой дефект может получится при распиливании бревна и здесь играют роль множество факторов, которые обязательно нужно учесть. Думаю, каждый знает, как выглядит «волна» — неровности на поверхности доски в месте распиливания.
Кроме волны можно получить заниженные или завышенные толщины пиломатериала, что тоже не является хорошо, так как доски потом после сушки нет возможности прострогать на том же четырехстороннике без дополнительных операций и в размер.
Достаточно подробно о том как получать максимальную прибыль на пилораме я описал в своей новой книге «Как выжать максимум из ленточной пилорамы». Более подробно о ней в разделе мои «КНИГИ», см. верхнее меню.

Этапы подготовки ленточки
Настройка ленточной пилорамы условно делится на несколько этапов:
- Подбор нужных пил и настройка оборудования;
- Осмотр видимых деталей механизма;
- Проверка правильной заточки ленточной пилы.
Обо всем по порядку.
Подбор и настройка оборудования
Человек, который отвечает за качество распилки (оператор или может это технолог на большом производстве) обязан подобрать нужную пилу и установить скорость распиловки древесины. В зависимости от вида материала подбираются нижеперечисленные настройки:
- Опытные настройщики знают, что скорость распиливания должна быть немного меньше предельной. От скорости зависит качество материала на выходе: слишком большая приведет к «волнистой» поверхности, а если низкая — появятся выступы;
- Следующим параметров должно являться давление натяжки ленты. Его нужно смотреть в паспортных характеристиках станка. В среднем на станке ставится давление 170 бар, если же нету датчика силы натяжки ленты, то его нужно установить, так вы значительно сэкономите на качестве и расходе лент;
- Выступ ленточки над шкивом от 0 до 3 мм;
- Не забываем и о выставке шкивов параллельно друг другу;
- Ролики должны быть опущены на сантиметр ниже шкивов и придаю ленточке параллельность.
Такая настройка должна проводится раз на день. Если ленточную пилораму настраивать реже, например, 1 раз в 7 дней, то время самой настройки увеличится, а качество материала будет уменьшатся. После контакта древесины с опорным роликом, то лучше перепроверить регулировку станка.
Осмотр деталей механизма
Очень важно перед работой осмотреть важные детали станка. Обратите внимание на ролики, есть ли на них глубокие дефекты. Они появляются если ролики в процессе работы не вращаются. Также нужно следить за чистотой детали, так как большие скопления пыли может привести к вибрации.
При замене роликов, обратите внимание на посадочные места. Если они разбиты, то нужно провести замену самого ролика. Но если крепление оси и шпильки в норме, а люфт имеется, то менять нужно весь корпус.
Немаловажную роль играют шпильки и гайки. Если они сломаны, то их нужно заменить на новые детали. Для регулировки используется только качественный инструмент, так детали прослужат намного дольше. А то один знакомый такими ключами регулировал, что с ними в туалет стыдно ходить 😀 .
После замены деталей и устранения поломок, оператор должен правильно отрегулировать ролики. Как узнать, что деталь отрегулирована правильно? Я об этом писал выше, но повторюсь, об этом свидетельствует положение ролика. Направление при движении должно быть строго параллельно к опорному столу. Если упустить этот важный момент, то материал на выходе будет покрыт «волнами». Кроме того, очень важно правильно отрегулировать положение пилы. При неправильном положении задняя кромка часто растягивается, в результате можно получить неустойчивое пиление.
Проверка ленточной пилы

Ленточные пилы для заточки…
Очень часто плохая заточка пилы приводит к появлению дефектов на поверхности доски. Очень важно учесть угол заточки: если слишком велик, то пила будет вязнуть в древесине, а если наоборот, слишком мал — скорость пиления по дереву в разы уменьшится. Обратите внимание на величину и неравномерность разводки пилы.
Чтобы продлить качественную работу ленточной пилы, нужно учесть еще ряд важных факторов.
К ним относятся порода древесины, диаметр заготовки, давление натяжки которое в идеале должно быть 170-180 бар, скорость распиливания, а также профессионализм самого оператора.
Несколько слов о самых популярных моделях ленточных пилорам
Если Вы заинтересовались оборудованием, то наверняка информация о самых популярных моделях не станет лишней. Очень хорошо себя зарекомендовали марки: Тайга, Алтай, Алтай 3, Авангард, Добрыня Никитич, Спектр, МВ 2000, Титан.
Авангард
Пилорамы данной марки отличаются производительностью и высоким качеством работы. Кроме точности обработки, станки отличаются низкой энергоемкостью. Авангард-ЛП легкая в транспортировке и установке, так как не требует специального фундамента.
Атлант
Данная модель служит для продольной распилки бревен. На выходе получаются доски, брусья, шпалы. Конструкция Атланта очень мощная и обладает рядом преимуществ. Благодаря данной ЛП Вы сможете получить продукцию с отличным качеством.
МВ-2000
Этот мощный станок распиливает бревна на доски и брусья разной длины и толщины. Модель очень надежна в эксплуатации. Конструкция МВ-2000 отличается повышенной жесткостью и прочностью.
Видео в тему
Подробнее о каждой модели я расскажу в следующей статье, где сравню характеристики и преимущества популярных моделей. Желаю Вам правильной настройки и качественной распилки. С Вами был Андрей Ноак, до свидания и до новых встреч в блоге!
Регулировка направляющих роликов, или как их ещё называют успокоители, одна из важных операций на ленточных пилорамах. Кроме того, от правильной регулировки роликов, будет зависеть конечный размер материала, а так же качество обработки всего материала.
 Прежде всего, рассмотрим сам направляющий ролик. Его составляющие и возможные неисправности, а так же методы их устранения.
Прежде всего, рассмотрим сам направляющий ролик. Его составляющие и возможные неисправности, а так же методы их устранения.
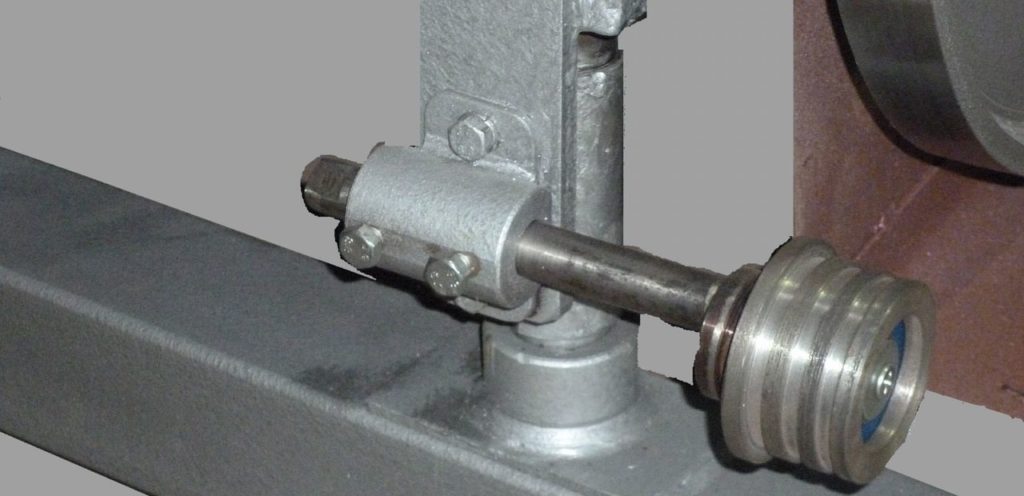
Направляющий ролик
Состоит ролик из нескольких частей, Это, конечно же, сам ролик, подшипники, обычно их два, стопорные кольца и промежуточное кольцо или шайба. Сами подшипники, бывают различной марки в зависимости от вида пилорамы. Также, между ними устанавливается шайба, для пропуска смазки. Все это фиксируется вместе с подшипниками внутри ролика стопорами. Для которых внутри ролика имеются специальные прорези.

Затем ролик с подшипниками набивается на вал и фиксируется на валу болтом, либо гайкой. Также, валы могут быть простыми, прямыми. А могут быть смещёнными в сторону, их называют ещё эксцентриками. Если простой вал регулируется шпильками вверх-вниз. То эксцентрики регулируются просто поворотом вала.

Прежде всего, ролик имеет круглую форму различного диаметра. В то время, с тыльной стороны имеется бордюр для предотвращения схода пильной ленты. Также, на поверхности ролика находятся прорези для выброса опилок. Кроме того необходимо учесть, что во время эксплуатации обязательная чистка этих прорезей, даёт неплохой результат.
Установка и регулировка направляющих роликов
Установка
Прежде всего, перед установкой и регулировкой направляющих роликов необходимо проверить, насколько изношены детали ролика.
Во первых, нет ли биения ролика, достаточно поболтать ролик что бы это определить. В случае даже малейшего биения производится замена подшипников либо вала. Так же может быть износ внутренней части ролика.
Во вторых поверхность ролика должна быть ровной по ширине. Потому что, во время эксплуатации он изнашивается под конус, что очень влияет на качество материала. Также и по диаметру, ролик не должен быть эллипсом.

После сборки направляющего ролика и его проверки, начинаем установку его на станок. Вставляем вал в держатель ролика и фиксируем его специальным болтом. В том случае, если держатели на шпильках. Следовательно, несколькими болтами фиксируется, если это эксцентрик.
Регулировка
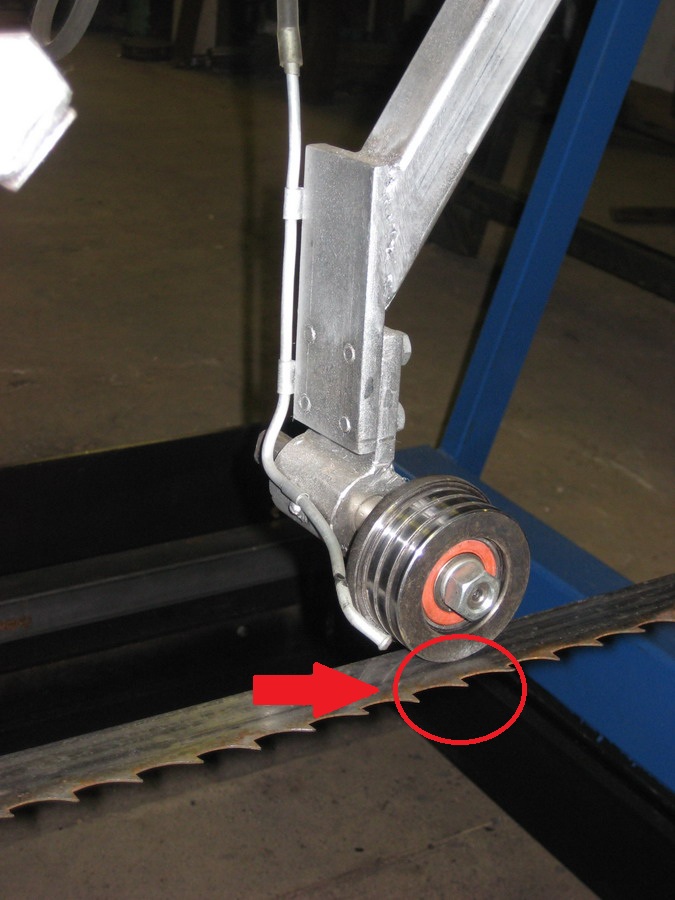
Для дальнейшей регулировки ставим пильную ленту и производим слабую натяжку, так чтобы лента прижалась к роликам. Ослабляем болты фиксирующие вал ролика и сдвигаем ролик, так чтобы расстояние от передней части ролика до основания зуба ленты составляло 3-5 миллиметров, и снова фиксируем вал ролика.
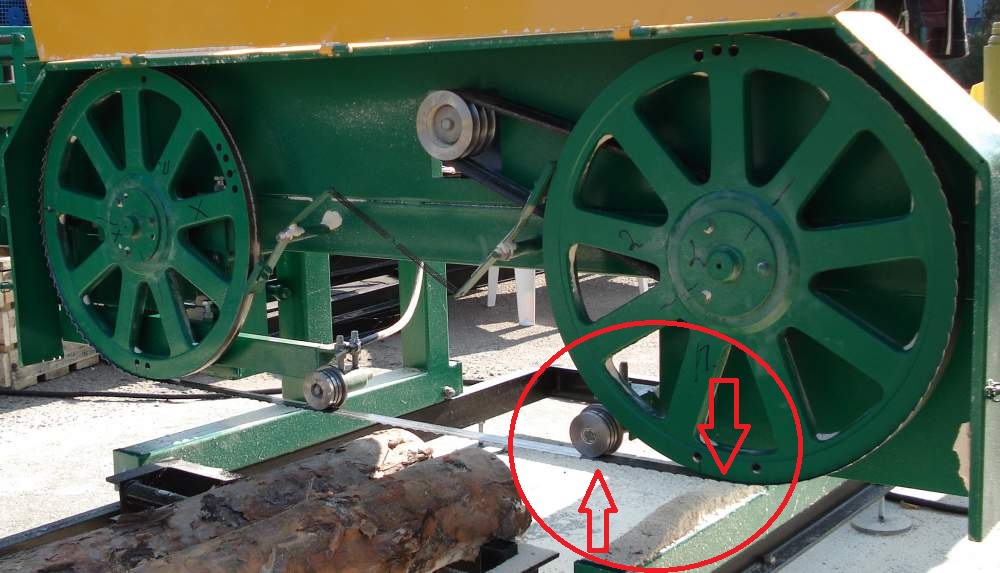
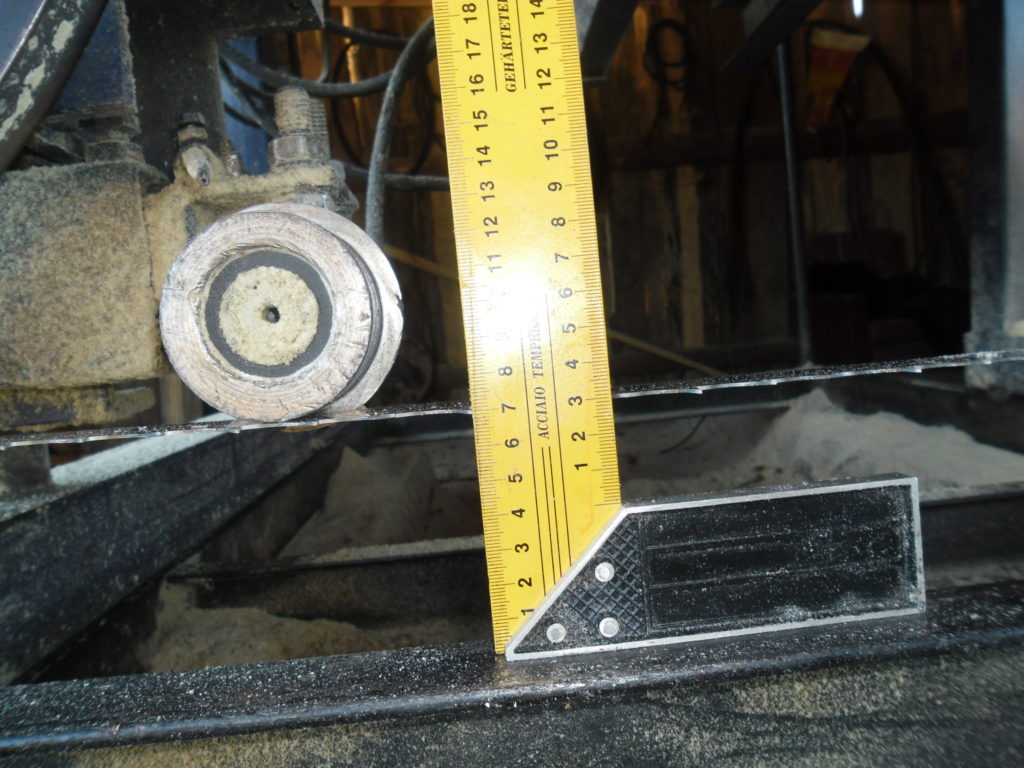
Затем устанавливаем уровень, который должен быть не менее 120 см, на нижнюю часть рамы и производим замер от ведущих колёс до уровня, а затем от направляющих роликов до уровня. Ролики должны быть на 3-5 мм ниже ведущих колёс.
С помощью шпилек устанавливаем это расстояние, откручивая или подтягивая гайками. На эксцентриках, ослабляем фиксирующие болты и поворотом вала устанавливаем необходимый размер и снова фиксируем вал ролика.
Далее производим полную натяжку пильной ленты согласно инструкции, натяжение ленты должно быть минимальным, но достаточным для работы. Берём небольшой уровень и ставим его поперёк ленты между роликами, при этом обращаем внимание на выступающие зубья ленты, уровень не должен стоять на них, и так же шпильками или болтами, выравниваем ленту до ровного состояния, двигая уровень от одного ролика к другому.

После всех этих манипуляций подкатываем пилораму к первой упорной стойке и выставляем размер. Проще это будет сделать если размер, к примеру, 10 см выставить сначала между лентой и направляющей стойкой, при этом незабываем, что мерить необходимо от выступающих вниз зубьев, а потом уже просто открутить крепления линейки на раме и выставить размер на линейке.
Проверяем все наши регулировки, делая контрольные замеры, а так же надёжность фиксации роликов, и производим контрольный распил бревна, если распил показал качество и точность размеров материала, то вся регулировка направляющих роликов произведена правильно. В дальнейшем лишь только остаётся поддерживать эти регулировки, своевременно устраняя неисправности деталей ролика.