Маленький да удаленький ПТК МАСТЕР TIG 200 P AC/DC D 92
Маленький да удаленький ПТК МАСТЕР TIG 200 P AC/DC D 92
Хочу рассказать вам в этой статье о новом маленьком аргонодуговом аппарате ПТК МАСТЕР TIG 200 P AC/DC D 92 от компании ПТК.

Как видите данный аппарат обладает маленьким размером, что позволяет использовать его как в сварочном цеху, автосервисе, в личной мастерской, а также на выездном монтаже.
Сварочный может работать в следующих режимах:
AC; AC PULSE; DC; DC PULSE; MMA; SPOT.
Работает он от сети 220 вольт, потребляемая мощность в режиме тиг 4,5 кВт, ПВ 60%, диаметр электрода 1-4 миллиметра, ток импульса 2-200А.
Теперь рассмотрим органы управления на передней панели на фото.

Как видите управление здесь не очень сложное, всего две кнопки и регулятор настройки аппарата с кнопочкой переключения циклограммы.
При нажатии на регулятор настройки можно задать любой параметр циклограммы и отрегулировать его. Так же можно задать диаметр электрода.
В комплектацию аппарата входит: горелка тиг(без электрода), провод масса с зажимом, держатель электродов ММА.

В конце этой статьи можно сделать вывод, что ПТК МАСТЕР TIG 200 P AC/DC D 92 во многом обошёл конкурентов в своей и выше ценовой категории, не говоря уже о больших своих собратьев на ручном управлении по tig сварке.
И на последок вы можете посмотреть видео настройки этого аппарата.
Как влияет циклограмма на процесс настройки аппаратов TIG?
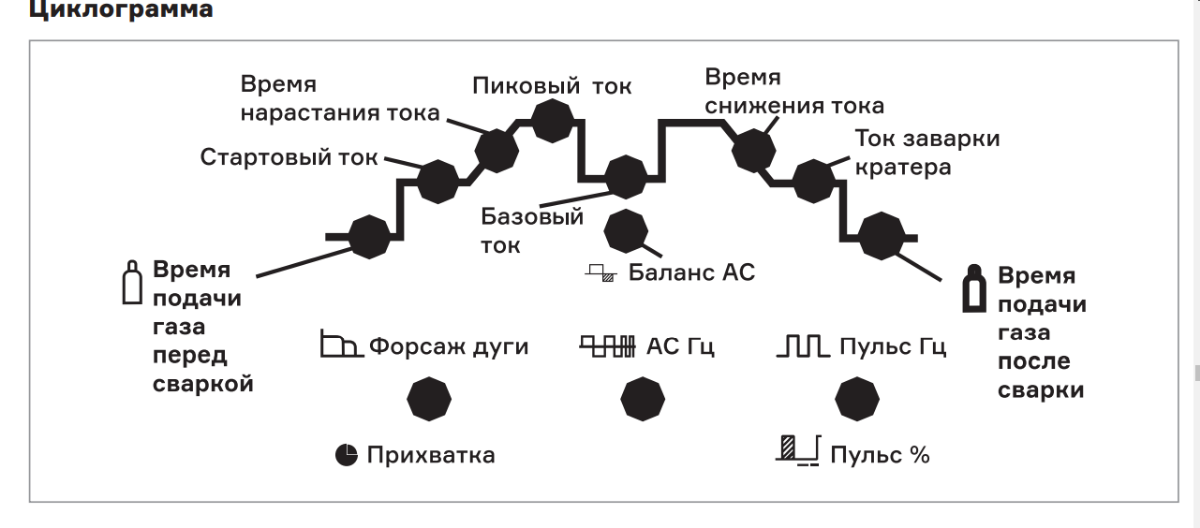
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
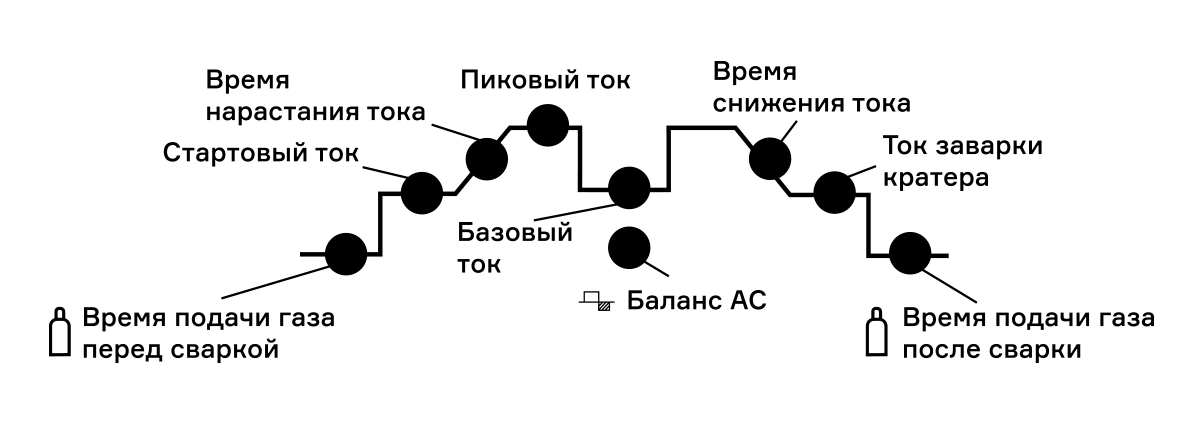
Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
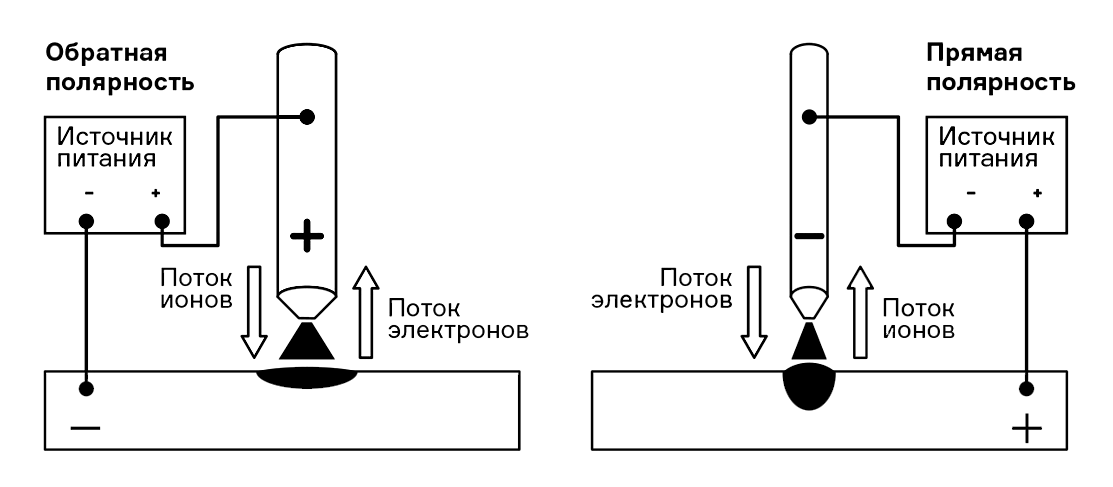
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
Зона расплавления основного металла широкая, но неглубокая.
Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
Повышенный ввод тепла в изделие и сниженный в электрод.
Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Толщина металла
Положение при сварке
Тонкий металл (до 3 мм)
Толстый металл (от 3 мм)
Нижнее DC
Частота импульса от 100 Гц и выше.
Скважность импульса от 10 до 50%.
Стартовый ток выше пикового тока на 5-10А.
Базовый ток от 25 до 50% от пикового тока.
Пиковый ток до 70–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 100 Гц и выше.
Баланс полярности переменного тока выше половины.
DC
Стартовый ток выше пикового тока на 10-25А.
Пиковый ток от 70–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины.
Угловое DC
Частота импульса от 150Гц и выше.
Скважность импульса от 30 до 50%.
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового.
Пиковый ток до 75–90 А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 150Гц и выше.
Баланс полярности переменного тока выше половины. DC
Стартовый ток выше пикового тока на 20–30А.
Пиковый ток от 75–95А.
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины или половина.
Вертикальное (сварка снизу-вверх) DC
Частота импульса от 150Гц и выше
Скважность импульса от 10 до 50%
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25-50% от пикового.
Пиковый ток до 75–95А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 150Гц и выше.
Баланс полярности переменного тока выше половины. DC
Стартовый ток выше пикового тока на 10–25А.
Пиковый ток от 70–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины.
Горизонтальное (сварка справа-налево) DC
Частота импульса от 100Гц и выше.
Скважность импульса от 30 до 50%.
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового.
Пиковый ток до 70–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 100Гц и выше.
Баланс полярности переменного тока выше половины. DC
Стартовый ток выше пикового тока на 10–25А.
Пиковый ток от 70–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины.
Потолочное DC
Частота импульса от 150Гц и выше.
Скважность импульса от 10 до 50%.
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового.
Пиковый ток до 65–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 150Гц и выше.
Баланс полярности переменного тока выше половины. DC
Частота импульса от 100Гц и выше
Скважность импульса от 10 до 50%
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового.
Пиковый ток от 65–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины.
?
Степень защиты (IP). Этот параметр указывает на степень защищенности сварочного аппарата от воздействия внешних факторов. Чем выше это значение, тем устройство надежней и его можно использовать практически в любых условиях при повышенной влажности или запыленности.
?
Коэффициент мощности (сos φ). Этот параметр указывает на отношение активной мощности сварочного аппарата к его полной составляющей мощности. Чем ближе коэффициент мощности к значению 1, тем больше потребляемой электроэнергии будет уходить на выполнение работы и меньше на дополнительные нагрузки на электросеть. К примеру, при cos ф – 0,93 (7 % — реактивная мощность, 93 % — активная полезная мощность).
?
Коэффициент полезного действия КПД (%). Чем ближе данное значение к 100 %, тем более эффективно будет работать сварочный аппарат, поскольку больше потребляемой электроэнергии будет уходить на выполнение работы и меньше тратиться вхолостую.
?
Потребляемая мощность (кВа). Параметр, от которого зависит расход электроэнергии при осуществлении работ и, соответственно, ее стоимость.
?
Габаритные размеры (мм). Габаритные размеры определяют компактность и мобильность устройства. Соответственно, чем они меньше, тем меньше места будет занимать сварочный аппарат, и тем удобней будет с ним передвигаться при работе.
?
Вес (кг). Вес сварочного аппарата часто определяет работы, которые с его помощью можно выполнять. Если легкие аппараты можно переносить с места на место (некоторые из них оснащены ремнями для ношения на плече), то более тяжелые модели требуют стационарного расположения. При этом некоторые модели тяжелых аппаратов оснащаются колесами для более удобной транспортировки и пультами дистанционного регулирования сварочных параметров.
?
Класс изоляции. Данный параметр характеризует максимальный предел стойкости материалов при нагреве внутри сварочного аппарата. Всего представлено 7 классов изоляции. Минимальный Y – 90 °С (изоляция из хлопка, целлюлозы, шелка), максимальный С – более 180 °С (изоляция из кварца, стекла, керамики их комбинаций).
?
Технология POST GAS (последующее продувание газом после сварки). При выключении тока (гашения дуги) газ продолжает подаваться на сварной шов, который кристаллизуется в защитной оболочке. Также данная функция позволяет электроду охлаждаться в газовой защитной среде, исключая процесс окисления нержавеющей стали и титана, сокращая износ вольфрамовых электродов. Приобретая сварочное устройство с данной функцией, вы сможете не только получать качественные сварные швы без окисления, но и сократить преждевременный износ электродов.
?
Срок службы (лет). Данный параметр указывает на гарантированный период эксплуатации устройства, который подтвержден заводом изготовителем.
?
Продолжительность нагрузки (%). Данный параметр имеет обозначение «ПН» или «ПВ» и обозначает продолжительность непрерывной работы сварочного устройства при разных нагрузках. Чем выше это значение, тем дольше можно выполнять сварочные работы без дополнительных перерывов.
?
Дисплей. Наличие дисплея у сварочного аппарата позволяет во время работы наблюдать за всеми параметрами сварки, а на некоторых аппаратах также выполнять его настройку.
* Информация о наличии обновляется каждые 3 часа с 8:00 до 19:00.
Товар, который остался в каком-либо магазине или на складе в единственном экземпляре, скорее всего, является витринным образцом и может иметь следы пребывания в торговом зале.
Если Вы не нашли нужное количество товара в нужном филиале из числа Пунктов Выдачи, оформляйте заказ на сайте, и мы постараемся доставить товар в этот филиал как можно быстрее. Заказать товар в любом другом магазине Энкор (который не является Пунктом Выдачи) или узнать в нём наличие товара Вы можете, обратившись непосредственно в этот магазин.
Если Вы заказываете с доставкой по России или странам Таможенного Союза товар, которого нет на складе, то нам потребуется дополнительное время для его доставки на склад отгрузки (Центральный склад). По Воронежу – 1-2 дня, из Курска и Ст. Оскола – 3-5 дней, из Ростова-на-Дону – 4-7 дней. Рекомендуем ознакомиться с условиями оплаты и с условиями доставки товара.