Сварочный аппарат пониженного напряжения Ресанта САИ-190ПН — передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Функции и принцип работы
Принцип работы инвертора аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. «Ресанта» выпускает только инверторные сварочные аппараты, которые оснащены полезными функциями:
- «Горячий старт» (HOT START) — это дополнительный наброс сварочного тока в момент касания заготовки электродами
- «Антизалипание» (ANTI STICK) – это снижение сварочного тока и напряжения для возможностилёгкого отрыва электрода от заготовки и с комфортного продолжения сварочных работ, используя этот же электрод.
- «Форсаж дуги» (ARC FORCE) — регулируемая функция, обеспечивающая равномерное горение дуги путём кратковременного увеличения силы сварочного тока в тот момент, когда по каким-либо причинам дуга начинает ”гаснуть”.
Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд — «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»).
Преимущества
- Удлиненный кабель с электрододержателем. Аппараты Ресанта серии ПН комплектуются 3-метровым кабелем с электрододержателем, что позволяет выполнять больший объем работ без перемещения аппарата
- Цифровой дисплей. Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток
- Металлический корпус. Обеспечивает надёжную защиту от воздействия внешних факторов
- Специальная рукоятка для транспортировки, которая позволяет с лёгкостью перемещать сварочный аппарат
- Петли позволяют крепить ремень, чтобы переносить аппарат на плече.
- Прочное прозрачное стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений
- Вентиляционная решётка обеспечивает дополнительную вентиляцию.
- Задняя панель с отверстиями для обеспечения отвода воздуха системы принудительной вентиляции
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины свариваемой заготовки и диаметра электрода
- Регулятор форсажа дуги. Для повышения стабильности сварочной дуги и лучшей текучести металла при сварке используется регулировка функции форсажа дуги
- Индикатор «Перегрев». Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры
- Силовые разъёмы для подключения сварочных кабелей дают возможность быстро подключить сварочные кабели и приступить к работе. Надёжное соединение исключает потери тока и нагрев в местах контакта
- Вместо обычного рокерного выключателя «Сеть» стоит автомат. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащённых защитой
- Меньший размер и вес
- Удобен и прост в эксплуатации
- -Позволяет производить работы в труднодоступных местах ( в том числе на высоте)
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-190ПН
Изделие выполнено в металлическом корпусе, на пластиковой передней панели которого расположено:
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
- Регулятор форсажа дуги (ARC FORCE).
- Силовые разъемы для подключения сварочных кабелей.
- Цифровой дисплей, отображает выставленный сварочный ток.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Регулятор форсажа дуги (ARC FORCE)
Регулируемый форсаж дуги предназначен для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
|
Диаметр электродов (мм) |
Ток (А) |
|
1,6 |
25-50 |
|
2 |
50-70 |
|
2,5 |
60-90 |
|
3,2 |
90-140 |
|
4 |
130-190 |
|
5 |
160-220 |
|
6 |
200-315 |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 80 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 4,5 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 6,5 метров рабочего пространства. При необходимости увеличить удаленность от розетки используйте удлинитель нужного сечения.
выпрямляется. Для регулирования сварочного тока используется широтно-
импульсная модуляция высокочастотного напряжения.
Аппарат имеет защиту от перегрева — в случае срабатывания защиты
(загорится лампочка на передней панели) следует убедиться в отсутствии
замыкания рабочих кабелей и остановить работу, не отключая аппарат, не менее
чем на 5 минут.
Аппарат оснащен функциями «ANTI STICK» (анти залипание), и «HOT START»
(горячий старт).
ARC FORCE (регулируемый форсаж дуги) – предназначена для повышения
устойчивости сварочной дуги и лучшей текучести металла. Осуществляется
повышением сварочного тока при уменьшении длины дуги.
При начале сварки требуется произвести поджег дуги. Нередко это приводит к
залипанию электрода на изделии. Инвертор, оснащенный функцией «ANTI STICK»,
производит автоматическое снижение сварочного тока при «залипании» электрода.
В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет
установленные параметры сварки.
Для обеспечения лучшего поджига дуги в начале сварки, инвертор,
оснащенный функцией «HOT START», производит автоматическое повышение
сварочного тока. Это позволит значительно облегчить начало сварочного
процесса.
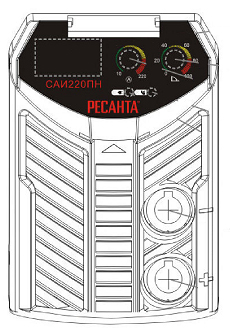
Внешний вид
Фронтальная панель
рис. 1
Задняя панель
*Примечание. На рисунке показана модель САИ220ПН. Панели других моделей
выглядят аналогично.
1. Выключатель «Сеть»
2. Регулятор сварочного тока
3. Индикатор «Сеть»
4. Индикатор «Перегрев»
5. Силовая клемма «-»
6. Силовая клемма «+»
7. Регулятор форсажа дуги (ARC FORCE)
8. Цифровой дисплей
4
Описание
Основные преимущества
- Сварочный аппарат пониженного напряжения Ресанта САИ-190 ПН наделен всеми возможностями, позволяющими качественно ровно и точно производить сварочные работы практически любой сложности.
- Сваривающий ток, вырабатываемый изделием, не изменяет качественный состав металла в соединяемых элементах.
- Панель управления агрегата защищена прозрачной крышкой и содержит световые индикаторы и цифровой дисплей, а рукоятки позволяют легко и плавно настраивать параметры для работы.
- Устройство надежно защищено от перегрева и способно сглаживать существенные перепады питающего напряжения.
- Аппарат наделен полезными функциями «антизалипание» (Anti Stick), «горячий старт» (Hot Start) и «форсаж дуги» (Arc force), облегчающие работу сварщика и обеспечивающие бесперебойность дуги.
- В систему внедрены IGBT технологии, что позволило сократить её внешние размеры, вес и свободно эксплуатировать даже в сравнительно неудобных местах.
- Агрегат легко настраивается, не требует специальных профессиональных навыков, легко переносится вручную или при помощи удобного наплечного ремня.

Общее описание
В основу конструкции изделия Ресанта САИ-190 ПН положены передовые инверторные технологии, базирующиеся на выпрямителе с импульсно-модульной регулировкой и стабилизатором тока. Питается устройство от обычной однофазной электросети на 220 В. Данный сварочный инверторный аппарат стал довольно распространенным инструментом для создания максимально прочного соединения металлических деталей в условиях частных домовладений, мастерских и других профессиональных или бытовых случаях. С помощью этого довольно компактного аппарата можно обеспечить высокое качество и точность сварного шва, формируемого электродом при помощи постоянного тока. В комплект поставки входит метровый кабель со специальным удобным электрододержателем, а так же кабель с крепежным приспособлением, обеспечивающий замкнутость контура.
Инверторный принцип работы сварочного аппарата, совокупно с использованием IGBT транзисторов, позволили сделать устройство легким (около 6,9 кг) и уместить его в небольшие габариты. Это ощутимо повысило удобство и универсальность аппарата. Оператор может легко переносить его вручную или при помощи наплечного ремня, а так же размещаться для работы в неудобных и труднодоступных местах. Это качество обязательно будет оценено сварщиками со стажем, которым приходилось работать тяжелыми и громоздкими сварочными аппаратами на основе обычного трансформатора.

С применением современных технологий при производстве аппарата Ресанта САИ-190 ПН удалось добиться того, что это небольшое и легкое изделие сосредоточило в себе серьезные практические качества. Сварочный ток имеет довольно существенное значение (10-190 А), а напряжение сварного тока в 80 В позволяет легко поддерживать дугу и использовать электроды до 5-ти мм в диаметре. Продолжительность нагрузки (ПН) системы доходит до 70 %. То есть из временного отрезка в 10 минут аппарат может непрерывно варить целых 7 минут, и только 3 минуты требуется на отдых.
Жизнеспособность работающего аппарата поддерживается за счет эффективной системы принудительного отвода выделяемого тепла, не позволяющей устройству перегреваться. Кроме этого, датчики контроля над температурой устройства вовремя, через световой индикатор, оповестят о необходимости сделать перерыв и дать аппарату дополнительный отдых для восстановления.
Конструкция сварочного агрегата Ресанта САИ-190 ПН такова, что выполнять качественную сварку теперь по плечу даже новичку в этом деле, поскольку агрегат стал носителем ряда полезных функций:
— «антизалипание» (Anti Stick) – автоматическое понижение рабочего тока, способствующее легкому отрыву электрода в случае его залипания на свариваемой поверхности. После отрыва электрода, рабочие параметры системы тут же восстанавливаются.
-«горячий старт» (Hot Start) – импульсное кратковременное повышение рабочего тока в момент соприкосновения электрода со свариваемыми поверхностями, легко зажигающее электрическую дугу и облегчающее начало процесса сварки.
-«форсаж дуги» (Arc force) – позволяет регулировать глубину провара (жесткость дуги) и контролировать параметры метала в точке сварки. Эта функция управляется вручную.
Кроме этого, оснащение агрегата позволяет сглаживать нестабильное питающее напряжение в довольно существенных границах (от -30 % до +10 %). Таким образом, устройство обеспечивает стабильную работу и равномерность провара в диапазоне колебания питающего напряжения от 140 до 240 В.

Устройство и функциональность
Сварочный инверторный аппарат Ресанта САИ-190 ПН представляет собой прямоугольный корпус (300х170х300 мм), собранный из стального листа, покрытого диэлектрическим составом, защищающим его и от воздействия коррозии. В корпусе сделаны специальные щели, предназначенные для свободного доступа охлаждающего воздуха. Сверху приделана прочная рукоятка для ручной транспортировки, а так же имеется наплечный ремень, освобождающий руки оператора. Днище корпуса плоское и поэтому устойчиво держит аппарат на поверхности. Электробезопасность корпуса имеет класс IP21. Это означает, что аппарат не рекомендуется использовать при повышенной влажности (более 90 %) или во время дождя.
На задней панели корпуса установлен тумблер сети и крепится питающий шнур с вилкой для обычной розетки.
Передняя панель стала местом размещения панели управления агрегата. Здесь, под откидным прозрачным колпаком из прочного полимера, расположились рукоятка плавной регулировки силы сварочного тока (10-190 А), рукоятка настройки дуги (0-100 %), световые индикаторы сети и аварийного перегрева, а так же цифровой дисплей, отображающий текущую настройку. Ниже панели управления находятся приемные порты для крепления рабочих кабелей (кабель массы и кабель с держателем электрода).
Основной рабочий элемент прибора расположен внутри корпуса и находится под его защитой. Это специальный трансформатор с системой инверторного преобразования на основе частотно-импульсного модулирования. Цель этого компонента – создание сварочного тока оптимальных рабочих параметров. Сначала ток сети с частотой 50 Гц и напряжением 220 В выпрямляется до постоянного, но с повышенным напряжением (400 В). Затем этот ток превращается в переменный повышенной частоты и опять выпрямляется, имея на выходе напряжение 80 В. Такое напряжение упрощает начало сварочного процесса.
Рабочая нагрузка на сварочный аппарат приводит к повышенному теплообразованию в его основных рабочих компонентах. Отвод излишнего тепла и недопущение повышения температуры до аварийного уровня – первостепенная задача для таких систем. В данном случае, для повышения эффективности охлаждения, нагревающиеся поверхности компонентов снабжены оребренными алюминиевыми пластинами, а принудительный их продув воздухом обеспечивается встроенным электрическим вентилятором.
Процесс сварки происходит за счет того, что при помощи рабочих кабелей создается замкнутый контур рабочего тока. В том месте контура, где электрод касается свариваемых поверхностей, возникает электрическая дуга, расплавляющая электрод и свариваемые кромки. Флюс, которым покрыт электрод, при горении создает защитную газовую среду, предотвращающую ускоренное окисление и образование шлака в расплаве.

Подготовка к работе
Сварочный инвертор Ресанта САИ-190 ПН прост по конструкции и готов к работе практически всегда. Необходимо только подключить рабочие кабели, произвести соответствующие настройки, включить питание и аппарат готов к выполнению сварочных работ. К необходимым подготовительным операциям следует отнести подробное изучение технической инструкции по технике безопасности, наладке и приемам работы со сварочным аппаратом. Такая инструкция, как правило, является неотъемлемой частью комплекта поставки.
Работающий сварочный аппарат создает условия, при которых от локальной точки повышенного нагрева могут разлетаться в разные стороны искры, а иногда и капли расплавленного метала. Таким образом, устройство может быть источником повышенной пожарной опасности. Это следует учитывать, оценивая место предстоящей работы. Кроме этого, выделяемые в процессе сварки газы вредны для организма оператора, поэтому место работ должно хорошо проветриваться. Сам же сварщик обязательно должен применять собственные средства защиты (особая одежда, специальный сварочный щиток для глаз и лица, перчатки-краги, головной убор и плотная кожаная обувь).
Изготовитель сварочного инверторного аппарата Ресанта САИ-190 ПН установил для своего изделия гарантийный срок в 24 месяца. Однако, соблюдая элементарные нормы целевой эксплуатации такого агрегата, можно сделать его эксплуатацию практически бессрочной.