Содержание
- Обработка металла
- Особенности обработки металла
- Сварка
- Электрическая обработка
- Особенности художественной обработки металлов
- Способы механической обработки металлов
- Обработка давлением
- Обработка с помощью резки
- Химическая обработка металлов для повышения защитных свойств материала
- Термические виды обработки металлов
- Отжиг
- Закалка
- Отпуск
- Старение
- Нормализация
- Ручная обработка металла и металлоконструкций: технология и инструменты
- Методы и этапы
- Первый этап. Создание формы или заготовки
- Второй этап. Обработка деталей
- Третий этап. Сборка конструкции
- Токарь или слесарь
Металлы и их сплавы издавна используются человеком для изготовления инструментов и оружия, украшений и ритуальных предметов, домашней утвари и деталей механизмов.
Чтобы превратить металлические слитки в деталь или изделие, их требуется обработать, или изменить их форму, размеры и физико-химические свойства. За несколько тысячелетий было разработано и отлажено множество способов обработки металлов.

Многочисленные виды металлообработки можно отнести к одной из больших групп:
- механическая (обработка резанием);
- литье;
- термическая;
- давлением;
- сварка;
- электрическая;
- химическая.
Литье — один из самых древних способов. Он заключается в расплавлении металла и розливе его в подготовленную форму, повторяющую конфигурацию будущего изделия. Этим способом получают прочные отливки самых разных размеров и форм.
Про другие виды обработки будет рассказано ниже.
Сварка
Сварка также известна человеку издревле, но большинство методов были разработаны в последнее столетие. Сущность сварки заключается в соединении нагретых до температуры пластичности или до температуры плавления кромок двух деталей в единое неразъемное целое.
В зависимости от способа нагрева металла различают несколько групп сварочных технологий:
- Химическая. Металл нагревают выделяемым в ходе химической реакции теплом. Термитную сварку широко применяют в труднодоступных местах, где невозможно подвести электричество или подтащить газовые баллоны, в том числе под водой.
- Газовая. Металл в зоне сварки нагревается пламенем газовой горелки. Меняя форму факела, можно осуществлять не только сварку, но и резку металлов.
- Электросварка. Самый распространенный способ:
- Дуговая сварка использует для нагрева и расплавления рабочей зоны тепло электрической дуги. Для розжига и поддержание дуги применяют специальные сварочные аппараты. Сварка ведется обсыпными электродами или специальной сварочной проволокой в атмосфере инертных газов.
- При контактной сварке нагрев осуществляется проходящим через точку соприкосновения соединяемых заготовок сильным электротоком. Различают точечную сварку, при которой детали соединяются в отдельных точках, и роликовую, при которой проводящий ролик катится по поверхности деталей и соединяет их непрерывным швом.

С помощью сварки соединяют детали механизмов, строительные конструкции, трубопроводы, корпуса судов и автомобилей и многое другое. Сварка хорошо сочетается с другими видами обработки металлов.
Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности.
Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика.
Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.

Ультразвуковая обработка металла
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кгц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
К художественным видам обработки металлов относят литье, ковку и чеканку. В средине XX века к ним добавилась сварка. Каждый способ требует своих инструментов и приспособлений. С их помощью мастер либо создает отдельное художественное произведение, либо дополнительно украшает утилитарное изделие, придавая ему эстетическое наполнение.

Чеканка — это создание рельефного изображения на поверхности металлического листа или самого готового изделия, например, кувшина. Чеканку выполняют и по нагретому металлу.
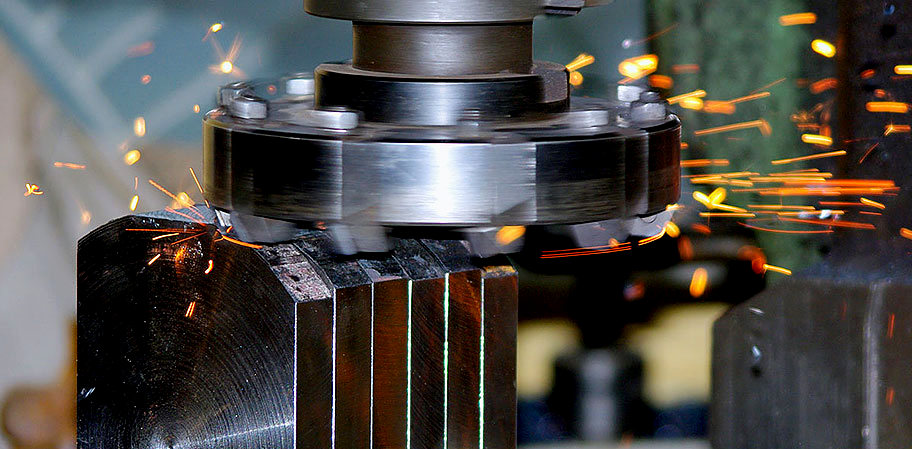
Большую группу способов механической обработки металлов объединяет одно: в каждом из них применяется острый и твердый по отношению к заготовке инструмент, к которому прикладывают механическое усилие. В результате взаимодействия от детали отделяется слой металла, и форма ее изменяется. Заготовка превышает размерами конечное изделие на величину, называемую «припуск»
Разделяют такие виды механической обработки металлов, как:
- Точение. Заготовка закрепляется во вращающейся оснастке, и к ней подводится резец, снимающий слой металла до тех пор, пока не будут достигнуты заданные конструктором размеры. Применяется для производства деталей, имеющих форму тела вращения.
- Сверление. В неподвижную деталь погружают сверло, которое быстро вращается вокруг своей оси и медленно подается к заготовке в продольном направлении. Применяется для проделывания отверстий круглой формы.
- Фрезерование. В отличие от сверления, где обработка проводится только передним концом сверла, у фрезы рабочей является и боковая поверхность, и кроме вертикального направления, вращающаяся фреза перемещается и вправо-влево и вперед-назад. Это позволяет создавать детали практически любой требуемой формы.
- Строгание. Резец движется относительно неподвижно закрепленной детали взад- вперед, каждый раз снимая продольную полоску металла. В некоторых моделях станков закреплен резец, а двигается деталью. Применяется для создания продольных пазов.
- Шлифование. Обработка производится вращающимся или совершающим продольные возвратно- поступательные движения абразивным материалом, который снимает тонкие слои с поверхности металла. Применяется для обработки поверхностей и подготовки их к нанесению покрытий.

Каждая операция требует своего специального оборудования. В технологическом процессе изготовления детали эти операции группируются, чередуются и комбинируются для достижения оптимальной производительности и сокращения внутрицеховых расходов.
Обработка давлением
Обработка металла давлением применяется для изменения формы детали без нарушения ее целостности. Существуют следующие виды:
Перед ковкой заготовку нагревают, опирают на твердую поверхность и наносят серию ударов тяжелым молотом так, чтобы заготовка приняла нужную форму.
Исторически ковка была ручной, кузнец разогревал деталь в пламени горна, выхватывал ее клещами и клал на наковальню, а потом стучал по ней кузнечным молотом, пока не получался меч или подкова. Современный кузнец воздействует на заготовку молотом кузнечного пресса с усилием до нескольких тысяч тонн. Заготовки длиной до десятков метров разогреваются в газовых или индукционных печах и подаются на ковочную плиту транспортными системами. Вместо ручного молота применяются кузнечные штампы из высокопрочной стали.

Для штамповки требуется две зеркальные по отношению друг к другу формы — матрица и пуансон. Тонкий лист металла помещают между ними, а потом с большим усилием сдвигают. Металл, изгибаясь, принимает форму матрицы. При больших толщинах листа металл нагревают до точки пластичности. Такой процесс называют горячая штамповка.
Во время штамповки могут выполняться такие операции, как:
С помощью штамповки выпускают широчайший ассортимент изделий — от корпусов бытовой техники до колесных дисков и бензобаков.
Обработка с помощью резки
Металл поступает на предприятие в виде проката — листов или профилей стандартных размеров и толщин. Чтобы разъединить лист или профиль на изделия или заготовки нужных размеров, применяют обработку резкой.
Для профиля чаще всего используют резку абразивным кругом или дисковой пилой.
Для раскроя листов металла применяют несколько видов резки:
- Ручная. Газосварщик с газовой горелкой вырезает куски металла нужного размера и формы. Применяется в небольших мастерских и на опытных производствах.
- Газовая. Установка газовой резки режет пламенем автоматизированной газовой горелки и позволяет не только быстро произвести раскрой листа, но и разложить вырезанные заготовки по контейнерам для доставки их на сборочные участки
- Лазерная. Режет металл лазерным лучом. Отличается высокой точностью и малым коэффициентом отходов. Кроме резки, может выполнять операции сварки и гравировки — нанесения на металл не удаляемых надписей.
- Плазменная. Режет металл факелом высокоионизированного газа — плазмы. Применяется для раскроя листов из твердых и специальных сплавов.

В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
Химическая обработка металла — это воздействие на него специальными веществами с целью вызвать управляемую химическую реакцию.
Выполняются как подготовительные операции для очистки поверхности перед сваркой или покраской, так и как финишные отделочные операции для улучшения внешнего вида изделия и защиты его от коррозии.

С помощью электрохимической обработки гальваническим методом наносят защитные покрытия.
Термическая обработка металлов применяется для улучшения их физико-механических свойств. К ней относя такие операции, как:

Термическая обработка стали
Термическая обработка заключается в нагревании детали до определенной температуры и ее последующем охлаждении по специальной программе.
Отжиг
Заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи.
Отжиг снижает твердость стали, но существенно повышает пластичность и ковкость.

Применяется перед штамповкой или раскаткой. Во время отжига снимаются внутренние напряжения, возникшие при отливке или механической обработке.
Закалка
При закалке заготовку прогревают до температуры пластичности и держат в таком состоянии в течение определенного времени, за которое стабилизируются внутренние структуры металла. Далее изделие быстро охлаждают в большом количестве воды или масла. Закалка существенно повышает твердость материала и снижает его ударную вязкость, повышая, таким образом, и хрупкость. Применяют для элементов конструкций, подверженных большим статическим и малым динамическим нагрузкам.
Отпуск
Проводится после закалки. Образец нагревают до температуры, несколько меньшей температуры закалки, и охлаждают медленно. Это позволяет компенсировать излишнюю хрупкость, появившуюся после закалки. Применяется в инструментальном производстве
Старение
Искусственное старение заключается в стимуляции фазовых превращений в массе металла. Его проводят при умеренном нагреве для придания материалу свойств, возникающих при естественном старении за долгое время.
Нормализация
Нормализация проводится для повышения ковкости без заметного снижения твердости за счет приобретения сталью мелкозернистой структуры.
Ее применяют перед закалкой и для повышения обрабатываемости резанием. Проводят так же, как и отжиг, но остывает заготовка на открытом воздухе.
Источник
Обработка металла – это процесс, направленный на изменение форм, размеров и внешнего вида изделий. Для реализации проекта используют определенный набор инструментов. Касательно металла могут понадобиться разного рода станки и дополнительные приспособления.

Методы и этапы
Весь путь от сырья до готового изделия можно поделить на 3 основных этапа.
Первый этап. Создание формы или заготовки
- литье подразумевает заполнение формы расплавленным сырьем;
- механическое воздействие на материал: ковка, прокат, штамповка, сгибание.

Второй этап. Обработка деталей
Включает в себя множество разных процессов:
- фрезерование;
- точение;
- шлифование;
- разрезка;
- сверление;
- формирование резьбы;
- строгание.
Третий этап. Сборка конструкции
Может быть реализована следующими способами:
- сварка;
- пайка;
- склейка;
- соединение с помощью крепежных элементов.

На каждом из перечисленных этапов допускается ручная обработка металла. Самостоятельно добиваться результата выходит дольше и требуется терпение, навыки и, конечно же, инструмент.
Металлургическое предприятие в домашних условиях организовывать не сподручно. Соорудить кузницу затратное дело, но не сложное. В этом есть смысл при наличии желания заниматься ковкой на постоянной основе. Соответственно, заготовки для будущих изделий дешевле будет приобретать в магазине или заказывать у предприятия.
Существующие технологии ручной обработки металла подразумевают под собой токарные и слесарные работы.
Токарь или слесарь
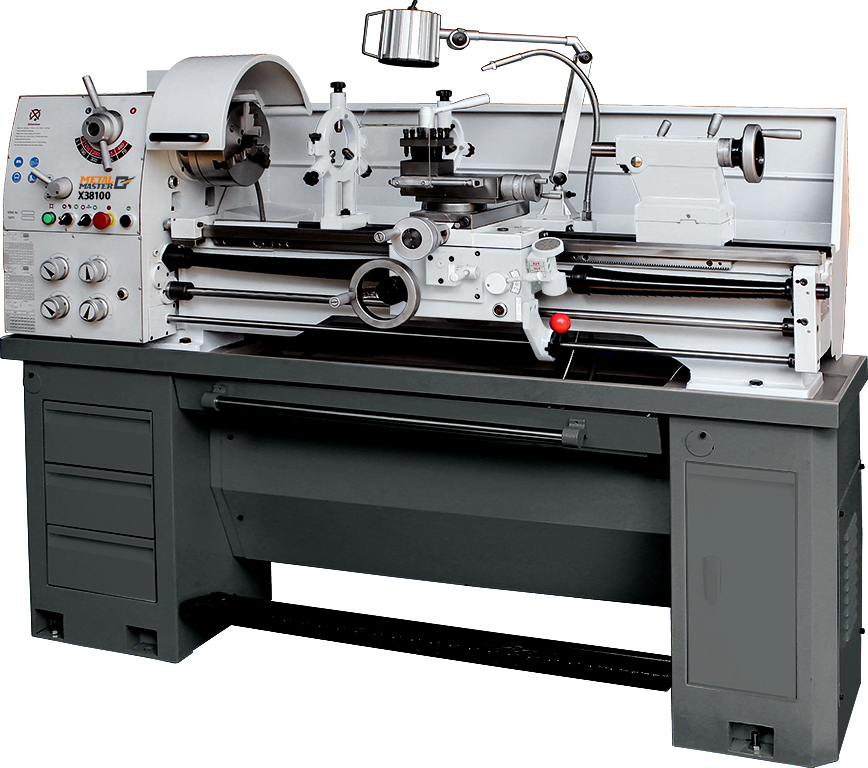
Пополнить домашнюю мастерскую компактным станочным оборудованием вполне доступно. Их эксплуатация не требует специальных профессиональных навыков. Главное – соблюдать правила безопасности и использовать оборудование по назначению.
Так, можно приобрести следующие станки.
- винторезные формируют цилиндры, конусы и резьбу;
- лоботокарные проводят горизонтальную обработку для получения того же результата, кроме резьбы;
- карусельные используют для получения изделий большого диаметра;
- револьверные работают с калиброванным прутом.
- вертикальные с консолями или без них оснащены фасонными, цилиндрическими или концевыми фрезами – допускается обработка: зубчатых колес, пазов, углов, рам;
- горизонтальные дополнительно комплектуются торцевыми и угловыми фрезами, обрабатываются малогабаритные детали;
- сверлильные позволяют работать с крупными изделиями под разным уклоном;
- универсальные приобретают для реализации механических и ремонтных работ;
- настольные отличаются компактностью, мобильностью и высокой точностью результата;
- станки с ЧПУ позволяют наладить поточное производство изделий высокого качества.

- вертикальные с неподвижным сверлом;
- радиальные работают с неподвижными деталями разных габаритов;
- горизонтальные используют для формирования глубоких отверстий;
- многошпиндельные допускают выполнение нескольких операций: агрегатные для промышленных масштабов, с колокольными головками используют для единовременной обработки более двух отверстий, с наличием ряда из шпинделей для формирования разных пустот на одном изделии;
- настольные оснащены одним шпинделем малого диаметра.

- ручные малофункциональны и ограничены работой с медью, сталью и оцинкованным алюминием;
- механические оснащены маховиком, работающим от электричества;
- электромеханические имеют двигатель и редуктор;
- гидравлические меняют форму изделия за счет цилиндрического устройства;
- пневматические устроены пневмоцилиндром;
- электромагнитные позволяют изготавливать металлические ящики;
- мобильные отличаются компактностью.

Кузнечные различают по назначению:
- работа с трубами;
- обработка завитков;
- для продольного скручивания;
- для прессования;
- для формирования колец и хомутов;
- для производства корзин;
- универсальные для сгибания, резки и ковки.

Заточные могут быть универсальными и специализированными:
- шлифовальные предназначены для черновой и чистовой отделки;
- для заточки: винтовых и перьевых сверл с диаметром, не превышающим 18 мм, различных фрез, дисковых пил;
- полировально-зачистные способствуют устранению дефектов: заусенцы, неровности, наплывы.

- рубящие основаны на ударной силе;
- механические оснащены пилами, резцами или ножницами;
- термические отделяют ненужное за счет нагревания детали.

- обдирочные могут устранять старое покрытие, полировать и затачивать изделия;
- ленточные используют для торцовки, заточки и полировки поверхности до зеркальной глади;
- точильные предназначены для зачистки и заточки любых малогабаритных изделий любой формы.

Кроме станочного активно используются инструменты для ручной обработки металла, которые называют слесарными. В комплектацию входят:
Ударный и разметочный инструмент:
- молоток и кувалда;
- зубило;
- крейцмейсель с более узкой кромкой, нежели у зубила;
- кернер, чертилка и циркуль;
- бородки для пробивания листовых изделий.

- пассатижи;
- плоскогубцы;
- круглогубцы;
- клещи;
- щипцы.

Для нарезания резьбы:
- плашки – снаружи, метчики – внутри.
- для резки используют ножницы по металлу;
- для распиливания ножовки и надфили;
- для снятия верхнего слоя с поверхности используют шаберы;
- для обработки отверстий: сверла образуют отверстия, развертки обрабатывают цилиндрические и конические пустоты, зенковки формируют углубления под головки крепежных элементов, зенкеры используют для расширения отверстий и улучшения качества.

Для сборки конструкций:
- гаечные ключи;
- динаметрические ключи;
- отвертки.

- линейки и рулетки;
- штангенциркуль;
- угольники;
- угломерные приборы.

С помощью ручного инструмента можно выполнить большинство задач для обработки металлических изделий небольших размеров, а станочное оборудование позволит расширить возможности производства в домашних условиях.
Источник
- Принципы токарной обработки
- Режущий инструмент токарного станка
- Виды оборудования для токарной обработки
К наиболее распространенным методикам изготовления деталей с заданными геометрическими параметрами относится токарная обработка металла. Суть данной методики, позволяющей также получать поверхность с требуемой шероховатостью, заключается в том, что с заготовки убирают лишний слой металла.

Процесс токарной обработки металла
Принципы токарной обработки
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся:
- нарезание резьбы различного типа;
- сверление отверстий, их растачивание, развертывание, зенкерование;
- отрезание части заготовки;
- вытачивание на поверхности изделия канавок различной конфигурации.

Основные виды токарных работ по металлу
Благодаря такой широкой функциональности токарного оборудования на нем можно сделать очень многое. Например, с его помощью выполняют обработку таких изделий, как:
- гайки;
- валы различных конфигураций;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса.
Естественно, что токарная обработка предполагает получение готового изделия, которое соответствует определенным стандартам качества. Под качеством в данном случае подразумевается соблюдение требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Для обеспечения контроля над качеством обработки на токарных станках применяют измерительные инструменты: на предприятиях, выпускающих свою продукцию крупными сериями, – предельные калибры; для условий единичного и мелкосерийного производства – штангенциркули, микрометры, нутрометры и другие измерительные устройства.

Измерительные инструменты, часто используемые в токарном деле
Первое, что рассматривают при обучении токарному делу, – это технология обработки металлов и принцип, по которому она осуществляется. Заключается этот принцип в том, что инструмент, врезаясь своей режущей кромкой в поверхность изделия, зажимает его. Чтобы снять слой металла, соответствующий величине такого врезания, инструменту надо преодолеть силы сцепления в металле обрабатываемой детали. В результате такого взаимодействия снимаемый слой металла формируется в стружку. Выделяют следующие разновидности металлической стружки.
Слитая
Такая стружка формируется тогда, когда на высоких скоростях обрабатываются заготовки, выполненные из мягкой стали, меди, олова, свинца и их сплавов, полимерных материалов.
Элементная
Образование такой стружки происходит, когда на небольшой скорости обрабатываются заготовки из маловязких и твердых материалов.
Стружка надлома
Стружка такого вида получается при обработке заготовок из материала, отличающегося невысокой пластичностью.
Ступенчатая
Формирование такой стружки свойственно для среднескоростной обработки заготовок из стали средней твердости, деталей из алюминиевых сплавов.

Виды стружки при токарной обработке
Режущий инструмент токарного станка
Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия:
- высокую скорость вращения заготовки, фиксируемой в патроне или планшайбе;
- устойчивость инструмента и достаточную степень его воздействия на деталь;
- максимально возможный слой металла, убираемый за проход инструмента;
- высокую устойчивость всех узлов станка и поддержание их в рабочем состоянии.
Скорость резки выбирается на основе характеристик материала, из которого сделана заготовка, типа и качества применяемого резца. В соответствии с выбранной скоростью резки выбирается частота вращения шпинделя станка, оснащенного токарным патроном или планшайбой.
При помощи различных типов резцов можно выполнять черновые или чистовые виды токарных работ, а на выбор инструмента основное влияние оказывает характер обработки. Изменяя геометрические параметры режущей части инструмента, можно регулировать величину снимаемого слоя металла. Выделяют правые резцы, которые в процессе обработки детали передвигаются от задней бабки к передней, и левые, движущиеся, соответственно, в обратном направлении.

Основные типы токарных резцов
По форме и расположению лезвия резцы классифицируются следующим образом:
- инструменты с оттянутой рабочей частью, ширина которой меньше ширины их крепежной части;
- прямые;
- отогнутые.
Различаются резцы и по цели применения:
- подрезные (обработка поверхностей, перпендикулярных оси вращения);
- проходные (точение плоских торцовых поверхностей);
- канавочные (формирование канавок);
- фасонные (получение детали с определенным профилем);
- расточные (расточка отверстий в заготовке);
- резьбовые (нарезание резьбы любых видов);
- отрезные (отрезание детали заданной длины).
Качество, точность и производительность обработки, выполняемой на токарном станке, зависят не только от правильного выбора инструмента, но и от его геометрических параметров. Именно поэтому на уроках в специальных учебных заведениях, где обучаются будущие специалисты токарного дела, очень большое внимание уделяется именно вопросам геометрии режущего инструмента.

Углы токарного резца
Основными геометрическими параметрами любого резца являются углы между его режущими кромками и направлением, в котором осуществляется подача. Такие углы режущего инструмента называют углами в плане. Среди них различают:
- главный угол – φ, измеряемый между главной режущей кромкой инструмента и направлением подачи;
- вспомогательный – φ1, расположенный, соответственно, между вспомогательной кромкой и направлением подачи;
- угол при вершине резца – ε.
Угол при вершине зависит только от того, как заточен инструмент, а вспомогательные углы можно регулировать еще и его установкой. При увеличении главного угла уменьшается угол при вершине, при этом уменьшается и часть режущей кромки, участвующей в обработке, соответственно, стойкость инструмента тоже становится меньше. Чем меньше значение этого угла, тем большая часть режущей кромки участвует как в обработке, так и в отводе тепла от зоны резания. Такие резцы являются более стойкими.
Практика показывает, что для токарной обработки не слишком жестких заготовок небольшого диаметра оптимальным является главный угол, величина которого находится в интервале 60–90 градусов. Если обрабатывать необходимо заготовку большого диаметра, то главный угол необходимо выбирать в интервале 30–45 градусов. От величины вспомогательного угла зависит прочность вершины резца, поэтому его не делают большим (как правило, он выбирается из интервала 10–30 градусов).
Особое внимание на уроках по токарному делу уделяется и тому, как правильно выбирать тип резца в зависимости от вида обработки. Так, существуют определенные правила, по которым обработку поверхностей того или иного типа выполняют с помощью резца определенной категории.
- Обычные прямые и отогнутые резцы необходимы для обработки наружных поверхностей детали.
- Упорный проходной инструмент потребуется для торцевой и цилиндрической поверхностей.
- Отрезной резец выбирают для протачивания канавок и обрезки заготовки.
- Расточные резцы применяются для обработки отверстий, просверленных ранее.
Отдельную категорию токарного инструмента составляют резцы, с помощью которых можно обрабатывать фасонные поверхности с длиной образующей линии до 40 мм. Такие резцы подразделяются на несколько основных типов:
- по конструктивным особенностям: стержневые, круглые и призматические;
- по направлению, в котором осуществляется обработка изделия: радиальные и тангенциальные.

Токарно-винторезный станок 1В625МП
Виды оборудования для токарной обработки
Из всех типов оборудования для токарной обработки наибольшее распространение и на крупных, и на мелких предприятиях получил токарно-винторезный станок. Причиной такой популярности является многофункциональность этого устройства, благодаря которой его с полным основанием можно назвать универсальным.
Перечислим основные элементы конструкции такого станка:
- две бабки – передняя и задняя (в передней бабке размещают коробку скоростей станка; шпиндель с токарным патроном (или планшайбой), на задней бабке размещены продольные салазки и пиноль оборудования);
- суппорт, в конструкции которого различают верхние и нижние салазки, поворотную плиту и резцедержатель;
- несущий элемент оборудования – станина, установленная на две тумбы, в которых размещают электродвигатели.
- коробка подач.

Токарный станок с ЧПУ
Все большее распространение получают станки, управление которыми осуществляется при помощи специальных компьютерных программ, – станки с ЧПУ. Конструкция таких станков отличается от обычной только тем, что в ней присутствует специальный блок управления.
В отдельные категории выделяют следующие виды станков токарной группы:
- токарно-револьверное оборудование, применяемое для обработки деталей сложной конфигурации;
- токарно-карусельные станки, среди которых различают одно- и двухстоечные;
- многорезцовое полуавтоматическое оборудование, которое можно встретить на предприятиях, выпускающих свою продукцию крупными сериями;
- обрабатывающие комплексы, на которых можно выполнять как токарные, так и фрезерные операции.
Без токарной обработки сегодня крайне сложно представить многие производственные отрасли. Поэтому данный вид работы с металлом продолжает развиваться, несмотря на и без того высокий уровень, позволяющий обеспечить высочайшее качество и скорость обработки.
Переработанное издание ПОЛНОЕ РУКОВОДСТВО ПО ОБРАБОТКЕ МЕТАЛЛОВ ДЛЯ ЮВЕЛИРОВ
The Complete Metalsmith An Illustrated Handbook Revised Edition Tim McCreight DAVIS PUBLICATIONS, INC Worcester, Massachusetts Библиотека ’Училище ремесел-ПТУ-20" Инв.№ Az
Так и кузнец у своей наковальни Борется с жаром печи В ушах его звон молота о наковальню В глазах застыл образ изделия, выходящего из-под его рук Разум направлен на завершение творения Весь он в ожидании безупречной полировки. Экклезиаст
ПОЛНОЕ РУКОВОДСТВО ПО ОБРАБОТКЕ МЕТАЛЛОВ ДЛЯ ЮВЕЛИРОВ ИЛЛЮСТРИРОВАННЫЙ СПРАВОЧНИК Переработанное издание Тим МакКрайт HflUlEflUE ДИАЛОГ-СИБИРЬ Омск, 2002
ББК 34.6(7Сое)я2 М15 МакКрайт, Тим М15 Полное руководство по обработке металлов для ювелиров. Иллюстрированный справочник.: Пер. с англ. - перераб. изд. - Омск: Издательство Наследие. Диалог-Сибирь, 2002. - 164 с.: ил. ISBN 5-8239-0095-3 (Россия) Я писал эту книгу главным образом для себя - это был способ расширить мой собственный кругозор. Я постарался ответить на свои собственные вопросы и собрать воедино разрозненную информацию, которую на- ходил полезной за годы, прошедшие с тех пор, как «Полное руководство по обработке металлов для ювелиров» было издано впервые, я получил отзывы от многих читателей, сообщавших, что информация им пригодилась. Я рад, что смог оказаться полезным. В 1981 году, когда эта книга была впервые опубликована, мир был гораздо больше. Президентом Соеди- ненных штатов был Рональд Рейган, а Генеральным секретарем в СССР - Леонид Брежнев. Теперь мир кажется меньше благодаря политическим изменениям и новым технологиям, таким, как Интернет. Я глубоко взволнован возможностью представить эту книгу собратьям по художественному ремеслу в России - и я желаю им испыты- вать непроходящее удовольствие от работы, сделанной своими руками. В написание этой книги внесли свой вклад так много людей, что просто невозможно всех их упомянуть. Мои ученики сами не имеют представления о том, насколько они помогли мне. Их острые глаза и неожиданные вопросы помогли отточить как сам материал, так и способ его представления. Я всегда буду у них в долгу за это. Чак Эванс, Гарри Гриффин и Боб Эбендорф внимательно просмотрели рукопись, внеся большой вклад в техни- ческую точность представленного материала. За помощь в специфических вопросах мне хотелось бы поблагода- рить Полу Диннин, Билля Эрли, Джона Когсвелла, Билла Сили, Дэвида ЛаПлантца, Нейки Сеппа, Клэр Сэн- форд, Адама Кларка и Линду Треджилл Мои коллеги в Портлендской Школе Искусств были щедры не только в предоставлении своей моральной поддержки, но также и своих принтеров и ксероксов Уайатт Уэйд из «Davis Publications», курировавший проект, служил постоянным источником поддержки и трезвой оценки. И особенно хочу поблагодарить свою семью, Джей, Джоби и Джеффа за то, что они мирились с пропавшими уик-эндами и работой допоздна. Тим МакКрайт - Мен, США I Январь 2002 г. ББК 34.6(7Сое)я2 М15 Все права сохранены. Издание данной книги охраняется законом об авторском праве. Ни одну часть данной книги нельзя воспроизводить или передавать ни в какой форме и никакими электронными и механическими средствами, включая копирование, запись или какую-либо систему сохранения и поиска информации, без письменного разрешения от Davis Publications, Inc. All rights reserved. No part of this book may be reproduced or transmitted in any form by any means, electronic or mechanical, including photocopying, recording or by any information storage and retrieval system, without permission in writing from Davis Publications, Inc. Library of Congress Catalog Number: 81-66573 ISBN 0-87192-240-1 (USA) ISBN 5-8239-0095-3 (Россия) © Davis Publications, Inc, 1991 © Отпечатано в типографии ООО «Издательство Наследие. Диалог- Сибирь» по договору с официальным агентом Davis Publications, Inc, 2002
СОДЕРЖАНИЕ Глава 1 МАТЕРИАЛЫ 8 Глава 2 ПОВЕРХНОСТИ 24 Глава 3 ФОРМООБРАЗОВАНИЕ 54 Глава 4 СОЕДИНЕНИЯ 76 Глава 5 ЛИТЬЕ 90 Глава 6 КАМНИ 110 Глава 7 МЕХАНИЗМЫ 138 Глава 8 ИНСТРУМЕНТЫ 160 ПРИЛОЖЕНИЯ 178
ВВЕДЕНИЕ Данная книга является итогом нескольких лет упорных исследований и экспериментов. Была собрана, тщательно отфильтрована и проиллюстрирована информация из сотен источников Книга задумана как учебник и как инструмент, как синтез инструкции и справочника. Как и у любого инструмента, ее ценность возрастает по мере того, как вы приспосабливаете к ней свое мастерство и восприятие. Издание выполнено так, чтобы книга выдержала годы эксплуатации на верстаке ювелира. Как и любое мастерство, обработка металла связана с использованием химикатов и процессов, которые потенциально опасны. Особенное внимание уделено тому, чтобы уст- ранить из работы такие факторы где это возможно и обратить на них самое пристальное внимание там, где без них не обойтись. Насколько эффективны окажутся эти указания, зависит только от вас. Прежде чем читать эту книгу, найдите время и изучите общие указания по технике безопасности на странице 178. Так как мы не в состоянии просле- дить за тем, как вы примените эту информацию, автор и издатель не могут нести ответ- ственность за неверную интерпретацию или использование данного материала. В книге ПОЛНОЕ РУКОВОДСТВО ПО ОБРАБОТКЕ МЕТАЛЛОВ ДЛЯ ЮВЕЛИРОВ используется несколько необычный подход к подаче материала. В отличие от большин- ства книг, которые подают материал по мере усложнения ювелирных техник, здесь ин- формация расположена по принципу применяемого процесса. Например, вы найдете все о том, как заставить части слиться единое целое - от простейших язычковых соединений до сложнейшей грануляции - в одной главе, названной «Соединения». В большинстве случаев каждой технике уделяется одна страница. Это облегчает быстрое знакомство с существом дела. Примененный в издании проволочный переплет позволит вам удобно расположить вашу книгу на верстаке в раскрытом виде - она не займет много места. Темные прямоугольники по краю страницы позволят быстро найти нужную главу. Мо- жете добавить свои собственные закладки к каждой главе или к страницам, к которым вы наиболее часто обращаетесь. Купите пластиковые закладки в магазине канцтоваров или вырежьте ярлычки из последней страницы и наклейте по одной в начале каждой главы.
Глава 1 Материалы Металлургия 8,9 Золото 10,11 Платина 12 Серебро 13 Медь 14 Латунь и бронза 15 Алюминий 16 Никель 17 Железо и сталь 18 Белые металлы 19 Титан и ниобий 20 Пластмассы 21,22
Металлургия: краткие сведения Металлургия -наука ометаллах. Она включает системы классификации металлов, исследования молекулярной и кристаллической структуры, свой- ства и области применения металлов; Кристаллические решетки Кубическая гранецен- трированная алюминий свинец медь золото серебро никель железо (при высоких температурах) Кубическая объемно- Отжиг Это процесс снятия внутренних напряжений в металле путем нагревания до предписанной температуры. В про- мышленности отжиг производят в печах с регулируемой температурой. В мастерской это обычно делают с помо- щью горелки. Температуру контролируют по изменению цвета металла; освещение должно быть неярким. В каче- стве индикатора температуры на металл можно нанести флюс: он становится прозрачным при 593° С. Охлаждая металл в отбеле, берегитесь ядовитых испарений и брызг кислоты. Более безопасно сначала охладить металл в воде, и только после этого поместить в отбел. центрированная молибден хром литий калий ванадий железо (при комнатной температуре) Гексагональная плот- ноупакованная бериллий кадмий кобальт магний титан цинк Стерлинговое серебро 14К 10К золото Красное золото Медь Бронза Сталь Нагреть до тускло-красного цве- та, как только красное свечение исчезнет, немедленно охладить. Нагреть до красного цвета, охла- дить, когда красное свечение ис- чезнет Нагреть до ярко-красного цвета (магнитные свойства при этом исчезнут), охлаждать как можно медленнее. Деформация Если приложить некоторое усилие к металлическому образцу, он, возможно, изогнется. Если металл восстановит первоначальную форму после снятия нагрузки, то такой изгиб будет называться упругой деформацией. Если усилие понемногу увеличивать, в конце концов на- ступит момент, когда металл не сможет восстановить свою форму. Эту точку называют пре- делом упругости, а возникшую постоянную дефор- мацию - пластической. Предел упругости металла ф определяется структурой, формой изделия, чисто- той и способом термической обработки. О самом удивительном никогда даже не задумываются. Герман Мелвилл
Металлургия: краткие сведения Несмотря на то, что человек веками успешно использует металлы, металлур- гия как наука началась в 1864 году, когда для исследования стали впервые был применен микроскоп. Рентгеновские лучи и волновая механика расширили по- нимание природы метил, юв с практическим введением этих методов 1925 году. Рекристаллизация Металл, нагретый до точки плавления, утрачивает кристаллическую структуру и становится жидким. Если нагревание пре- кратить, металл, остывая, восстанавлива- ет кристаллическую структуру, начиная с областей, которые охлаждаются в первую очередь. Одновременно образуется множе- ство одинаковых, но разноориентирован- ных кластеров кристаллов. Кристаллы наиболее легко подвижны в полуупорядоченной структуре. В резуль- тате того, что кристаллы на границах зе- рен оказываются как бы «зажатыми», ме- талл становится твердым и труднообраба- тываемым. Вакансии и дислокации Многообразие процессов, которые происходят при остывании металла, просто поразительно. При низ- кой скорости роста кристаллов, например 1мм в день, каждую секунду откладывается около 100 слоев атомов. Обычно кристаллизация идет намно- го быстрее; не удивительно, что лишь немногие кристаллы идеально сформированы. Ирония в том, что именно эта неидеальность делает металл подда- ющимся обработке. По мере организации кластеров кристаллов вокруг разноориентированных зерен, они вклиниваются друг в друга. По границе кон- такта образуются пустоты, назывемые вакансиями. Эти вакансии накапливаются, образуя области, в которых симметрия кристаллической структуры При механическом воздействии большие кристаллы дробятся на более мелкие и ко- личество границ между зернами возраста- ет. В результате металл нагартовывается. Похожее состояние возникает при резком охлаждении металла, когда кристаллы не успевают вырасти из кластеров в упорядо- ченную структуру. Вместо этого образуется множество разноориентированных зерен. Со временем, даже при комнатной темпера- туре, кристаллы перестраиваются в упоря- доченную структуру. Нагревание ускоряет движение атомов и последующую рекристал- лизацию. Этот процесс называют отжигом. В отожженном состоянии в кристалли- ческой решетке существуют дефекты, на- зываемые вакансиями. Они обусловлива- ют подвижность кристаллов и обеспечива- ют ковкость. Если цветные металлы выдерживаются при температуре отжига достаточно долго, взаимное расположение кристаллов будет более правильным, а ковкость понизится. Этот процесс называ- ется термическим старением. нарушена. Такие области называются дислокация- ми. Как показывает диаграмма, именно это искаже- ние кристаллической структуры делает металл ков- ким. Если бы кристаллы были идеально выстроены по отношению друг к другу то им некуда было бы двигаться при наложении внешней силы. Вакансии и дислокации распределяют нагрузки в металле, делая его пластичным. ВАКАНСИИ ДИСЛОКАЦИИ 9
Золото Материалы Первым из драгоценных металлов человек начал обрабатывать золото, по- скольку оно встречается в самородной форме и его не нужно выплавлять из руды. Благодаря редкости, великолепию и коррозионной стойкости оно це- нилось во многих культурах . СПРАВКА: Au Температура плавления: 1063е С 1945°F Удельный вес: Отливка -19,2 Прокат -19,3 Атомная масса: 197,2 • Золото, возможно, второй после меди металл, осво- енный человеком. Найдены золотые изделия высо- кого качества, датируемые 3000 г. до н.э. • Если отлить в один слиток все золото, найденное за историю человечества, получится всего лишь куб со стороной в 19 метров. • Кристаллическая решетка золота - кубическая гра- нецентрированная. • Отбел для золота - спарекс9 2 или смесь 1 части азотной кислоты с 8 частями воды. • Золото растворяется в царской водке, в растворах хлора, цианидов натрия или калия. Золочение плакированием Плакированные металлы, это металлы, к кото- рым приварен слой золота. Такие слитки прока- тывают и протягивают, получая листы или про- волоку. Обычно основной металл покрывают 10% (по весу) золота 500-й пробы. Так как в золоте 500 пробы содержится половина чистого металла, это означает, что слиток, будучи рас- плавленным, будет содержать 5% чистого золо- та (Иногда помечается 1/20 GF). VPS VPS - это закон Соединенных Штатов, ко- торый устанавливает нормативные откло- нения состава сплавов начиная с 1976 г. Допускается отклонение 0,3% на непаяных изделиях и 0,7% на паяных. Такое золото считается «р1шпЬ», т. е. соответствующим пробе. До 1981 г. все производители долж- ны были избавиться от товаров, произве- денных по прежним стандартам. Чистота золота Поскольку чистое золото слишком мягкое, его обычно сплавляют с другими металла- ми, чтобы достичь необходимой твердости Посредством этого процесса могут быть изменены цвет, твердость, ковкость и тем- пература плавления. Обычно как добавки используются серебро и медь, но можно использовать и многие другие металлы. В англоязычной литературе относи- тельное количество золота в сплаве назы- вают каратностью (karat). Это слово озна- чает пропорцию, не следует путать его с каратом (carat), который является едини- цей веса. ! Соотношение метрических и каратных единиц 1К0,0417 9К 0,3750 17К 0,7083 2К 0,0833 10К 0,4116 18К 0,7500 ЗК 0,1250 ПК 0,4583 19К 0,7917 4К 0,1667 12К 0,5000 20К 0,8333 5К 0,2083 13К 0,5417 21К 0,8750 6К 0,2500 14К 0,5833 22К 0,9167 7К 0,2917 15К 0,6250 22К 0,9167 8К 0,3333 16К 0,6667 24К 1,000 10
Золото Одна унция золота может быть превращена в лист площадью 100 квадрат- ных футов, или в проволоку почти в милй длиной. Из золота можно изгото- вить фольгу толщиной в 0,000005 дюйма, практически прозрачную. Пробирование Для получения научно достоверного результата образец должен быть проанализирован в пробирной лаборатории, но два нижеследующих теста используются в течение многих лет, их точность вполне достаточна для ювелира. Золото ли это? Маленьким надфилем сделайте цара- пину там, где она будет незаметна. Надев резиновые перчатки, с помо- щью стеклянной, деревянной или пластмассовой палочки нанесите каплю азотной кислоты на царапину. Наблюдайте за реакцией. Закончив, хорошо сполосните все в проточной воде. • Реакции нет - это золото • Ярко-зеленое окрашивание - мед- ный сплав Позеленение царапины - золотое покрытие на медном сплаве Молочное окрашивание царапины - золотое покрытие на серебре Какова проба? Для определения пробы необходим следую- щий набор: • Азотная кислота • Царская водка • Образцы известной пробы • Пробирный камень (сланец или керамика) Проведите исследуемым объектом черту по пробирному камню. Одной из пробирных игл проведите параллельную черту. Обе черты смочите кислотой и наблюдайте за реакция- ми. Если образец окрашивается с той же ско- ростью, что и стандарт, совпадение считает- ся установленным. Для низкопробного золо- та используется азотная кислота, для высокопробного ~ царская водка. Формулы: Для понижения пробы т=М(А-В)/В где m - масса добавки леги- рующих металлов М - исходная масса сплава пробы А А - исходная проба сплава В - требуемая проба сплава Для повышения пробы т=М(В-А)/(1-В) где m - масса добавки чис- того золота М - исходная масса сплава пробы А А - исходная проба сплава В-требуемая проба сплава Сплавы • Смесь приблизительно равных частей золота и серебра называют электрон. Этот сплав имеет макси- мальную твердость при соотноше- нии 50/50 • Самый твердый сплав золото/се- ребро/медь - это двенадцатикарат- ное желтое золото состава 50/25/25 • Увеличение содержания меди в золотом сплаве от 0 до 18% понижа- ет температуру плавления вплоть до 880° С (1642° F). Для дальнейше- го понижения необходимо добавлять серебро. • В продажу поступает много разно- видностей золотого припоя, в т.ч. цветного, но при необходимости можно просто использовать золото более низкой пробы. Флюсы Для того, чтобы отлить слиток золота, во время плавки исполь- зуйте смесь равных частей по- рошка древесного угля и хлорис- того аммония. Вы получите яр- кий и прочный слиток, хорошо выдерживающий прокатку. Выделяются токсичные газы! Если в золотых отходах при- сутствует железо или сталь (на- пример, вследствие износа над- филя), их можно очистить, пере- плавив с флюсом из одной части калийной селитры и двух частей поташа. Остывший металл пере- плавьте с хлористым аммонием и отлейте в теплую (не горячую) изложницу. 11
Платина Платина— белый металл, обладающий высокой плотностью и стойкостью к коррозий. Когда испанцы впервые столкнулись с ней в 1538 году, они на- звали ее платиной (от йен. plata - серебро; platina - серебришкоХ МЕТАЛЛ символ Относительная распостраненность ТЕМПЕРАТУРА ПЛАВЛЕНИЯ ТВЕРДОСТЬ УДЕЛЬНЫЙ ВЕС Платина Pt 60% 1773 °C 4-4,5 21,5 Палладий Pd 30% 1555 °C 4-4,5 12,0 Родий Rh 4% 1966 °C 5 12,4 Рутений Ru 3% 2500 °C 6,5 12,2 Иридий Ir 2% 2355 °C 6,5 22,4 Осмий Os 1% 3066 °C 7 22,5 Родий был открыт в 1803 году, его название происходит от греческого слова «родон» (розовый) по цвету солей этого ме- талла. Ярким нетускнеющим слоем родия часто покрывают серебряные изделия. Его коэффициент отражения (85% ви- димого спектра) немного ниже, чем у стерлингового сереб- ра, но эта разница в блеске практически незаметна. После механической обработки родий имеет твердость по Виккер- су 100 единиц, а электролитически осажденный - 775-820, что говорит о его высокой твердости и износостойкости. Металлы платиновой группы можно отливать, но из-за высокой температуры плавления необходимы специальные формовочные массы. Покупая их, требуйте сопроводитель- ную документацию и тщательно соблюдайте указания по смешиванию. При плавке флюсы не используются. При нагревании металлов платиновой группы очень важна чистота. Рекомендуется окислительное пламя. Заг- рязнение серебром, алюминием, железом, свинцом и т.п. вы- зывает растрескивание между кристаллами по границам зерен. Если есть загрязнение, то справиться с этой пробле- мой чисто металлургическим путем невозможно; повреж- денный участок должен быть вырезан и заменен специаль- но изготовленным. Платиновые металлы медленно растворяются в царской |2 водке • Из-за высокой темпе- ратуры плавления для пайки и отливки этих металлов необходима кислородная горелка. • Благодаря своей проч- ности и нетускнеющему блеску эти металлы хоро- шо подходят для оправ драгоценных камней. • Для испытания нагрей- те образец до ярко-крас- ного свечения и охладите на воздухе. Металлы платиновой группы оста- нутся яркими и блестя- щими. Благодаря этому свойству флюсы при пайке не нужны. • Более половины добы- ваемых металлов плати- новой группы идет на нужды ювелирной про- мышленности.
Серебро В античности серебро было известно под названием аргентум, и ценилось выше золота, поскольку редко встречалось в самородном виде. Чистое серебро, как и чистое золото, слишком мягкое, по- этому обычно используют серебряные сплавы. Хотя для сплавления используют разные металлы, наиболее пред- почтительна медь, поскольку она существенно упрочняет сплав, не понижая блеска серебра. Стерлинговое серебро- сплав, наиболее широко использу- емый в ювелирном и среброкузнечном деле. Он был принят как стандартный сплав в в Англии в 12 веке, когда король Генрих II завез мастеров по очистке серебра из германской провинции Истерлинг, Они выпускали серебро постоянного качества, которое в начале 14 века использовалось как платежное средство, известное как истерлингское серебро. Еще один распространенный сплав содержит несколько больше меди, от 10 до 20%, и называется монетным сереб- ром. Он плавится при более низкой температуре, чем стер- линговое серебро, и легче тускнеет. Из 90% сплава в США чеканили монеты до 1966 года, но сейчас серебро не исполь- зуется. Тенденция к прекращению хождения серебряных монет наблюдается по всему миру Сплав, популярный в странах Дальнего Востока, со- держит 90% серебра 10% цинка, плавится при низкой температуре и обладает ярким жестяным блеском. СПРАВКА: Ag Температура плавления: 960,5° С 1761°F Удельный вес: 10,5 Атомная масса 107,88 СТЕРЛИНГОВОЕ СЕРЕБРО: Температура плавления: 893° С 1640°F Удельный вес: 10,41 Материалы Термическое старение При обычной механической обработке металл упрочняется из-за на- рушения упорядоченной структуры зерен. Похожего результата можно добиться снижением числа дислокаций и вакансий, т.е. создавая вы- сокую степень регулярности структуры. Это достигается нагревани- ем металла до температуры, достаточной для начала рекристаллиза- ции и выдерживанием при этой температуре достаточно долго, что- бы обеспечить постепенный рост упорядоченных кристаллов. Для стерлингового серебра: после выполнения всех паек нагрейте изделие до 280° С (536° F) и выдержите в течении 2,5 часов. Охладите в отбеле и отполируйте как обычно Электролитическая очистка стерлингового серебра Эта процедура применяется для удаления потускнения столовой по- 1 суды. В алюминиевой кастрюле (или в кастрюле, выстланной алю- миниевой фольгой) приготовьте разбавленный раствор равных ча- стей чайной соды, соли и жидкого мыла (по столовой ложке каждо- го компонента на литр воды). Поместите серебро в кастрюлю, дове- 1 дите раствор до кипения и оставьте на несколько минут. Оксиды , перейдут на алюминий. Сполосните серебро в воде и вымойте пе- , ред использованием. Отожженное чистое серебро имеет твердость по Виккер- су 26 (прочность на разрыв 1,5 тонны на см2) Холодная обработка увели- чивает твердость по Викер- су до 95-100 (прочность на разрыв 3-3,5 тонн на см2) Британское серебро (958 на 1000) было узаконеным сплавом, введенным с це- лью воспрепятсявовать пе- реплавке монет. До сих пор этот сплав является офици- альным. Серебро не растворяется в царской водке, поскольку соляная кислота образует на поверхности пленку хлорида серебра, которая препятствует разрушению. 13
Медь относительно широко распространена, легко добывается и имеет нео- бычайно разнообразное применение. Умеди долгая история, во многих куль- турах ее используют с древнейших времен. СПРАВКА: Си Температура плавления: 1083° С f 1981° F Удельный вес: 8,96 , Атомная масса: 63,54 Доступно более сотни мед- ных сплавов. Сравнитель- ные данные можно полу- чить по адресу: Copper Development Association Inc. P.O. Box 1840 Greenwich, CT06836 (203)625-8210 Японские сплавы Шаку-до От 0,5 до 4% золота, До 100% медь Т.П. 1070-1082° С Сплав, известный своим глубо- ким фиолетовым цветом, получа- емым в процессе оксидирования Шибу-ичи 75% меди 25% серебра Т.П. 968° С Это серебристо-розовый сплав, который легко темнеет и подвер- гается ретикуляции. Медь, возможно, первый из металлов, который научи- лись использовать наши предки; она и по сей день все так же важна. Медь хорошо проводит тепло и электри- чество, формуется и паяется, соединяется со многими элементами, образуя широкий ряд сплавов. 8000 г. до н.э. - открытие меди 6000 г. до н.э. - Египтяне используют медное оружие 5000 г. до н.э. - начало бронзового века 3800 г. до н.э. - доказанное изготовление бронзы контролируемого состава 2750 г. до н.э. - В Египте производят медные трубы • Медь продается стандартными листами 36x96 дюймов (3x8 футов) и в бухтах шириной 36 и 18 дюймов. При за- казе указывайте «твердую», «полутвердую» или «отожжен- ную» медь. • Когда медь получена горячей прокаткой, ее поверхность слегка шероховатая. Поэтому большинство мастеров пред- почитают холоднокатаный металл. Обычно выбирают сплав №110. • Во влажной атмосфере медь образует ядовитые ацета- ты, сульфаты и хлориды, известные под названием ярь- медянка Поэтому после длительной работы с медью все- гда необходимо мыть руки. Медная посуда и столовые приборы должны быть плакированы слоем неокисляюще- гося металла, например олова, либо их нужно мыть перед каждым использованием. • Большую часть меди получают электролитическим спо- собом, т.е. осаждая на аноде с помощью электричества. Это чистый продукт, однако он содержит в себе рассеян- ные атомы кислорода. При нагревании кислород соеди- няется с медью, образуя оксид СиО2, который разрывает связи между кристаллами, и может ослабить металл даже на 60%. Чтобы разрешить эту проблему, медь сплавляют с антиоксидантом, например фосфором. 14 Для человека внимательного и наделенного воображением ошибка - это возмож- ность, случайность при столкновении с чем-то новым; блуждать и удивляться для него - неразделимые части единого процесса. Больше всего ошибок он совершает, когда перестает искать. Виллиам Лиет Хит Мун
Латунь и бронза Латунь - сплав меди и цинка, сочетание которых дает желтый металл, бо- лее твердый, чем исходные компоненты. Латунь широко используется бла- годаря тому, что она устойчива к коррозии, хорошо поддается ковке и меха- нической обработке на станках. Археологи предполагают, что первые латунные сплавы были получены случайно при совместном восстановлении цинковой и медной руд. Эти древнейшие сплавы датируют- ся эпохой неолита, и в большинстве упоминаний термины латунь и бронза, по видимому, используются произвольно. Как отличить латунь от бронзы: Растворите небольшую пробу металла в азотной кислоте, наполовину разбавленной водой. Наличие олова подтвер- дится выпадением белого осадка метаоловянной кислоты. Сортамент Латунь, как и медь, продается лис- тами 3x8 футов. Толщину промыш- ленного металла обычно исчисляют в тысячных долях дюйма. В прода- жу поступает твердая, полутвердая и очень мягкая латунь; твердая наиболее типична Из латуни и меди делают также круглые и квад- ратные прутки (стержни), различ- ные профили, шестигранные брус- ки и, конечно, круглую проволоку. СПРАВКА: Латунь 70/30 Температура плавления: 954Q С 1750°F Удельный вес: 8,5 Материалы Альфа-латуни содержат более 62% меди, отличают- ся ковкостью и поддаются холодной обработке. Эти латуни используются дая изготовления шурупов, болтов и булавок. С увеличением содержания меди ковкость все возрастает, а цвет становится все более насыщенным. Эти свойства достигают максимума при содержании меди около 90%; такой сплав назы- вается красной латунью. Добавление еще большего количества меди доводит цвет до богатого золотого оттенка, получаемый сплав идет на изготовление модной бижутерии. Сплавы Pinchbeck, NuGold и Jewelers bronze содержат 88% меди и 12% цинка. Бронза Бронза - сплав меди и олова - несколько тысяч лет назад была чрезвычайно важ- на для развития цивилизации. Бронза была известна за 3000 лет до н.э., и тре- тий период развития материальной куль- туры человечества, следующий за палео- литом и неолитом, называют бронзовым веком. В эпоху средневековья состав бронзы варьировался для достижения же- лаемого результата. Помимо того, что бронза тверже меди, она легче плавится и отливается и менее подвержена коррозии. Разные пропорции меди и олова дают сплавы с различными свойствами. Колокольный металл, назван- ный так из-за тона, который он издает при ударе, содержит от 14 до 25% олова. Скульптурная бронза может содержать всего лишь 10% олова, а в бронзу для под- шипников и оружия добавляют небольшое количество цинка для увеличения прочно- сти. Небольшое количество фосфора так- же увеличивает прочность и улучшает другие качества бронз. Всего лишь 1% его может существенно изменить свойства сплава. Марганец также добавляют для увеличения прочности и обрабатываемос- ти на станках. Обычно его добавляют вме- сте с цинком; олово в таких случаях может вовсе отсутствовать в сплаве. 15
Алюминий Материалы Алюминий — самый распространенный на нашей планете металл, его содер- жание в земной коре около 8%. Поскольку алюминий устойчив к коррозии, легок и дешев, его используют в архитектуре^ для изготовления домашней утвари и упаковочных материалов. СПРАВКА: А1 Температура плавления: 660° С 1220° F Удельный вес: 2,7 Атомная масса: 26,97 Обозначение сплавов: Чистый алюминий = 2S Al+1,25% Мп = 3S А1+1,2% Мп и l%Mg = 4S А1+4% Си, 0,5% Мп, 0,5% Mg =17S AL+4,5%Cu, 0,5%Мп, 1,5% Mg = 24S । i Свойства Благодаря своему малому удельному весу, коррозион- ной стойкости и способности образовывать различные сплавы, алюминий использу- ют как конструкционный материал в строительстве, авиастроении, автомобиль- ной промышленности и в архитектурной отделке. Час- то из него изготавливают также кухонную утварь, са- довую мебель, различные наружные конструкции. Алюминий - второй по ковкости и шестой по плас- тичности металл. В природе обычно встречается в виде окиси алюминия А12ОЗ в составе бокситов. Хотя существование алюминия было теоретически предсказано в начале 18 века, в чистом виде он был получен только в 1825 году. Когда в 1884 году было завершено строительство Ва- шингтонского Монумента, для его вершины была специально изготовлена трехкилограммо- вая пирамидка из алюминия. В то время это было самое боль- шое количество алюминия, ког- да-либо изготовленное. Перед установкой пирамидка демонст- рировалась в витринах Тиффа- ни в Нью-Йорке. Способ промышленного произ- водства был разработан в 1886 году, и с тех пор создано много алюминиевых сплавов. Способы соединения Алюминий можно соединять пайкой только используя спе- циальные припои, многие их которых продаются со своими, особенными флюсами. Сварка осуществляется спла- вом 43S, или проволокой №717, используемой с флюсом №33. Более подробную инфор- мацию можно получить от поставщика. Легче осуществ- ляется аргоновая сварка, но можно использовать и обыч- ные сварочные аппараты. I Сплавы Как и в случае с другими металлами, организация промыш- ленности потребовала универсальной системы обозначе- ния компонентов сплава. Первая цифра в четырехзнач- ном номере означает основной компонент, а остальные циф- ры - количественный состав сплава. 1ххх - чистый или почти чистый алюминий 2ххх - медные сплавы Зххх - марганец 4ххх - кремний 5ххх - магний бххх - магний и кремний 7ххх - цинк 8ххх - другие элементы Для анодирования наиболее предпочтительны сплавы се- рий 1000, 5000 и 6000, но вполне годятся и другие сплавы. Анодирование Анодирование - процесс образования прочной оксидной пленки на поверхности алюми- ния, идущий под действием электрического тока. Пленка может быть окрашена в раз- личные цвета. Дополнительная информация на страницах 48 и 49. 16
Никель Слово «никель» в переводе с немецкого означает «обманщик», и никелевая руда получила свое название «никколит» -потому, что её очень легко при- нять за медную руду. Никель твердый металл белого цвета, используемый преимущественно как компонент сплавов, Он повышает твердость и корро* зионнущ стойкость, не влияя на пластичность. Большинству из нас хорошо известны никелевые сплавы, поскольку из них чеканят монеты. Никеле- вый сплав легко отполировать до яркого, как у хро- ма, блеска, но вскоре он вновь приобретает мато- вый вид, как у бывшей в обращении монетки. Ни- келевые сплавы часто используют для изготовления плакированной утвари, они очень популярны у на- чинающих ювелиров. Поскольку эти сплавы проч- ны и недороги, из них серийно изготавливают комп- лектующие детали (застежки и т.п.) для бижутерии. СПРАВКА: Ni Температура плавления: 1453* С 2651° Г Удельный вес: 8,9 Атомная масса: 58,71 Распространенные сплавы Нейзильбер (немецкое серебро, белая бронза) Си 60% Ni 20% Zn 20% Этот металл используется в ювелирном деле благодаря своей дешевизне и прекрасным рабо- чим качествам. Его можно ковать, штамповать, паять и полировать. Этот сплав можно исполь- зовать для литья, хотя это и непросто, посколь- ку он тугоплавок и легко окисляется. Монель-металл Ni 67% Си 30% Fe, Мп, С, Si, S Этот твердый, устойчивый к окислению сплав ши- роко используется в промышленности, но редко в ремеслах. Он плавится около 1300° С (2370° F). Нихром Ni 80% Сг 20% Никелевый сплав №752 Си 65% Ni 18% Zn 17% Поскольку нихром обладает высокой температу- рой плавления (1400° С, 2550° F) и устойчив к окислению, проволока из него используется в на- гревательных элементах электрических печей. Этот сплав вспучивается при нагревании выше 980° С (1800° F). Если его ретикулированную оксидную корку растворить в отбеле из азотной кислоты, откроется выразительная поверх- ность. Сплав можно паять и полировать. Очень важно не прекращать задавать вопросы Альберт Эйнштейн Библизжа Училище ремесел-ПТУ-2а
Железо и сталь Материалы Железная руда обычно содержит серу, фосфор, кремний и углерод. Если при выплавлении железа содержание углерода в нем снижается до 3-4%, то такое железо называют чугуном. Чтобы получить из чугуна качественную сталь, необходима дальнейшая очистка. СПРАВКА: Fe Температура плавления: 1539° С 2802° F Удельный вес: 7,87 Атомная масса: 55,85 0,15 - 0,3% углерода - мягкая (низкоуглеродис- тая) сталь, не закаливается 0,3 - 0,5% углерода - углеродистая сталь сред- ней твердости, идет на изготовление инструментов 0,5 - 1,6% углерода - высокоуглеродистая сталь для инструментов специ- ального назначения 2,5% углерода - ковкое железо для литья и деталей машин Система маркирования стали В США употребляется следующая система маркирования: • Буква указывает на тип печи, в которой выплавлялась сталь • Следующие две цифры указывают на ос- новную присадку сплава. • Последние две цифры указывают на ее содержание в сплаве В1065 Это углеродистая сталь, полученная в бессе- меровсой печи, содержащая 0,65% углерода Стальные сплавы Хром добавляют для коррозионной стой- кости; содержание его в нержавеющей стали достигает 10-20%; Марганец повышает способность стали к закалке и прочность на разрыв; Молибден повышает коррозионную стой- кость и прочность при высоких темпера- турах; Вольфрам образует твердые частицы карбида вольфрама, устойчивые к исти- ранию. Используется для инструментов с режущими кромками, например, сверл. Закалка стали (см. также стр. 162) Металлургия стали - комплексная наука, заслуживающая более подробного рассмотрения, чем позволяет эта книга. Но, тем не менее, вот в чем заключа- ется магия инструментальной стали. Отожженная углеродистая сталь содержит ковкий феррит и твердые частицы карбида, называемые цементит. Если нагреть сталь до ярко-крас- ного свечения, карбиды растворятся в железе, в результате чего образуется аустенит. Температура, при которой это происходит, называется критичес- кой. Если сталь быстро охладить, образуется игольчатая структура - мар- тенсит. Именно мартенсит придает углеродистой стали твердость. К сожале- нию, он же делает ее хрупкой. Нагревая до определенной температуры и охлаждая с определенной скоростью, можно снять напряжение, практически не снижая твердость. Полученный металл содержит твердые частицы цемен- тита, заключенные в твердую мартенситовую матрицу. Такой процесс назы- вается отпуском и обычно происходит при 200-350° С (400-600° F). Важно видеть различие между износостойкостью и твердостью. Износос- тойкость зависит от числа и твердости частиц, твердость же - от прочности матрицы. В сталях это свойство в основном определяется составом, а не теп- ловой обработкой. Повышение содержания углерода вплоть до 1,6% приво- дит к появлению большего числа частиц, но менее плотной матрицы, т.е. возрастанию износостойкости, но к уменьшению твердости. Перлит сильно перегретая । Аустенит Мартенсит Отпущенный металл 18
Белые металлы Белыми металлами мы называем здесь ряд мягких легкоплавких металлов серого цвета, а также сплавы, в которых эти металлы являются основными компонентами. • Эти металлы и их сплавы называют также легкоплавки- ми, горшечными и типографс- кими, поскольку они использу- ются для изготовления типог- рафского шрифта. • Поскольку температура плавления этих металлов не- высока, их можно плавить практически любой горелкой. Чтобы снизить окисление, ис- пользуют высокие тигли и ковши. • При плавлении металл можно защищать от кислорода оливко- вым или льняным маслом, или жиром. Жир растекается по поверхности расплавленного металла, а при отливке металл выскользнет из-под него. % Свинец % Олово % Кадмий % Висмут Удельный вес Температура плавления °C ° F 100 11,3 327 621 100 7,3 233 450 100 8,7 321 610 100 9,8 271 520 27 13 10 50 60 140 34 33 33 94 171 Материалы ОСТОРОЖНО! Пары этих металлов ядовиты. Нагревайте их под вентиляционным колпаком, или вос- пользуйтесь комнатным вентилятором, установив его за плечом так, чтобы движение воздуха было направлено от Вас. Свинец всасывается через кожу. Мойте руки после ра- боты с любым сплавом, содержащим свинец Ни в коем случае не ешьте, не пейте и не курите там, где работаете с белыми металлами. Пьютер и британский металл Посудное олово, «пьютер», как оно исполь- зовалось в античном мире и колониальной Америке, было свинцово-оловянным спла- вом. В конце XVIIII века в Англии был введен другой сплав, названный британс- ким металлом. Сегодня обоими этими тер- минами пользуются равнозначно, подразу- мевая сплав состава: 91% олова 7% сурьмы 2% меди Его можно пилить, паять, сваривать, штамповать и отливать. Окончательная отделка выполняется тонкой стальной ва- той и пастообразной смесью ламповой сажи с керосином Загрязнения Бёлые металлы, нагретые выше температу- ры плавления, разъедают золото, платину, серебро, медь бронзу и т.п. Используйте для этих сплавов отдельные инструменты и храните их отдельно. Удалить белый металл можно механической обработкой, или используя один из следую- щих растворов: 3 части ледяной уксусной кислоты 1 часть перекиси водорода или 8 частей фторборной кислоты 1,6 частей 30% перекиси водорода 22 части воды Предмет оставляют в растворе на несколь- ко часов.
алы Металлы группы титана Этот термин относится к группе из шести прочных серых металлов с малой плотностью» тугоплавких и устойчивых к коррозии. Ювелиры заинтересо- ваны в них главным образом потому» что оксидные пленки на поверхности этих металлов окрашиваются в разнообразные цвета. Титан и ниобий нельзя ни отжечь, ни спаять в ювелирной мастерской, но оба они вполне поддаются другим традиционным видам об- работки. Их можно сверлить, опиливать, протягивать, штамповать, выколачивать и т.д., при помощи обычных инструментов. Кроме титана и ниобия, ученые включа- ют в эту группу тантал, цирконий, воль- фрам и гафний, В ювелирном деле при- меняются лишь первые два. СПРАВКА : Ti Температура плавления: 1679°С 8047*F Удельныйвес:4,5 Атомная масса: 47,9 Чистый титан пластичен, но плохо проводит тепло и электричество. Его плотность в два раза выше, чем у алюминия, и вполовину меньше, чем у желе- за. Коррозионная стойкость в сочетании с легкос- тью и прочностью делают его весьма подходящим для протезирования. Он также находит широкое применение как компонент сплавов. Его добавля- ют в сталь, чтобы понизить размеры зерен; в не- ржавеющую сталь, чтобы снизить содержание уг- лерода; в алюминий - чтобы упорядочить рост зе- рен; и в медь, чтобы придать ей твердость. Титан - девятый по распространенности в земной коре элемент, он входит в состав боль- шинства горных пород, глин и песков. Он был открыт в 1791 году, но стал широко досту- пен лишь с 1947 года, когда был изобретен способ очистки Кролла. Двуокись титана используется при изготовлении красок и эмалей СПРАВКА: Nb Температура плавления: 2468°С 4474° F Удельный вес: 8 >57 Атомная масса: 92,91 г/, В чистом виде ниобий мягок, пластичен и полиру- ется до платинового блеска. Ниобия на планете не так уж мало - больше, чем свинца, но меньше, чем меди. Как и тантал, ниобий чрезвычайно пласти- чен. При протягивании проволоки, например, по- перечное сечение может быть уменьшено на 90%, прежде чем потребуется отжиг. Конечно, там, где требуется прочность, это свойство может быть не- достатком. Когда этот металл был впервые открыт в 1801 году, его назвали колумбием, но в 1844 году его вновь открыли, и назвали иначе. После нескольких лет недоразумений, научное сообще- ство официально приняло название ниобий; однако старое название встречается до сих пор. 20 Об анодировании этих металлов смотри страницы 50 и 51.
Пластмассы Первая пластмасса была получена в конце 1ft века на основе Древесных во- локон. Ве&десущйе современные пластики получают в основном на нефти; Термореактивные пластмассы широко распространены; обыч- но это жидкости, которые реаги- руют с катализатором или от- вердителем, образуя поперечно связанные макромолекулы (по- лимеры) из мономеров. Этот процесс называют полимериза- цией. После отверждения полу- ченный материал не может быть возвращен к первоначаль- ному состоянию. Термореактив- ные пластмассы - это обычно эпоксиды и полиэфиры. Техника безопасности Термореактивные пластмассы выделяют ядовитые пары, кото- рые могут причинит серьезный вред даже в небольших дозах. Обязательно необходима мощная вентиляция. При контакте с кожей может про- исходить раздражение, по- этому используйте перчат- ки. Специфические рас- стройства здоровья подробно описаны в специ- альной литературе. Каждо- му желающему работать с термореактивными пласт- массами стоит внимательно прочитать эту литературу. nL’BHdai.Blx’ Литье Так как исходное состояние термореактив- ных пластиков - жидкое, их часто отливают в форму или помещают в них какой-либо объект. Общая последовательность процеду- ры такова: 1. Поскольку важны точные измерения, не- обходимы чувствительные весы. Стаканчики из вощеной бумаги удобны для измерения, смешивания, а также как формы для отли- вок. Налейте желаемое количество смолы. Чтобы быстрее удалить пузыри, можно ис- пользовать разбавитель, или поместить смесь в вакуум. 2. Взвесьте и постепенно подмешивайте до- бавки. Добавьте пигменты, чтобы достичь желаемого оттенка (чем меньше пигмента, тем дольше его размешивать). 3. Взвесьте и добавьте отвердитель. Тща- тельно перемешайте (несколько минут), из- бегая образования пузырьков (смотри табли- цу ниже). 4. Налейте смесь в форму для отливки. Раз- делительное средство, нанесенное на форму, например поливиниловый спирт, облегчит удаление отливки 5. Отверждение обычно занимает около 24 часов, для отливки тоньше 1 см время не- сколько меньше. Даже затвердевший пластик снаружи имеет липкий слой. Степень отверж- дения можно проверить с помощью булавки. Когда пластмасса застыла, липкий слой со- скабливают, после чего заготовку можно пи- лить, обрабатывать напильниками, шлифо- вать, обрабатывать вращающимися кругами Литье слоями Благодаря небольшой скорости отверждения слои пластика можно накладывать один на другой; они превосходно схватываются. Фак- тически послойная техника рекомендуется для отливок толщиной более 5 см. Следуйте выше- перечисленным инструкциям до пункта 4, пос- ле чего смесь смола/отвердитель можно поде- лить на части, придав каждой желаемый цвет и свойства. Каждый новый слой прибавляйте, как только предыдущий начнет превращаться в гель. Заливка в пластик Любой не содержащий воды объект можно залить пласти- ком. Действуя, как описа- но выше, поместите за- ливаемый предмет в слой пластика до поло- вины. Если второй слой налить пока нижний слой не совсем затвер- дел, между ними не бу- дет границы. Чем толще отливка, тем меньше отвердителя требуется: Толщина отливки 6,35 мм 12,7 мм 19 мм 25,4 мм Отвердителя, % 2 1 1/2 1/4 21
Пластмассы Материалы Термореактивные пластмассы продаются в виде жидкой смолы и отвердителя, при смешивании которых начинается процесс образования межмолекулярных связей, называемый полимеризацией Термопластичные пластмассы проходят сходный процесс еще на заводе, а продаются в виде прутков, листов или трубок. ТЕХНИКА БЕЗОПАСНОСТИ Основные проблемы: • Пыль, образующаяся при резке и шлифовке. • Токсичные испарения, выделяющиеся при нагревании вследствие механической обра- ботки. • Токсичные испарения клея и растворите- лей. • При резке термопластов высокоскоростным оборудованием вентилируйте помещение, на- девайте защитные очки и респиратор Те же предосторожности необходимы при склеива- нии, в тем большей степени, чем больше ра- боты Вам предстоит. Резка Термопласты можно резать, сверлить и обрабатывать на токарном станке, как дерево. Бумажное покрытие при этих операциях сохраняйте всегда, когда это воз- можно. Листы от 6 мм и тоньше можно ломать по прямой линии вдоль ровного края (стола, например). Предварительно вдоль линии разлома острым пред- метом процарапайте по линейке глубокую канавку. Мелкие кусочки отламывайте щипцами. Термическое формование акрила Термопластичные пластмассы можно формо- вать при температуре около 100-180° С (200- 350° F). Степень нагрева зависит от материа- ла, величины деформации и толщины детали. Формовку можно выполнить вручную, с помо- щью пресс-форм или вакуумного формования. В общем случае рекомендуется такая после- довательность действий. Прежде, чем начать, прочтите все рекомендации, посоветуйтесь со специалистами по пластикам Ваш местный поставщик должен иметь инструкции произво- дителя, и часто способен помочь в разработке Вашего проекта. Склеивание Термопласты можно соединять с помощью эпоксидного клея или цианакрилата (на- пример, «Суперклея»), но наиболее проч- ное и аккуратное склеивание достигается с помощью клея, разбавленного специально для этих целей. Это растворитель, прони- кающий в зазор между деталями при помо- щи капиллярных сил. Склеиваемые повер- хности должны быть зачищены и опилены, но не отполированы. Удалите защитную бумагу и склейте детали с помощью лип- кой ленты, Растворитель наносят кисточ- кой или из шприца, сохнет он быстро. Полировка Края заглаживайте надфилем, затем плоским стальным инструментом (напри- мер, обратной стороной слесарной ножов- ки). Можно использовать мелкозернистую наждачную бумагу. Муслиновый круг с абразивом «white diamond» (стр. 52) уда- лит царапины. Не перегрейте деталь при полировке! 1. Удалите защитную бумагу, поместите лист или пруток в сушильный шкаф и на- грейте до состояния, когда пластик будет гнуться от прикосновения тупым инстру- ментом (примерно 150° С, 300° F). 2. Надев чистые хлопчатобумажные пер- чатки, выньте пластик из печи и согните, или сформируйте на твердой поверхности, удерживая его в этом положении, пока не остынет. Если пластик остыл, а формова- ние еще не закончено, вновь поместите его в печь и нагрейте. 3. Для получения прямых изгибов исполь- зуется ленточный нагреватель. Его можно приобрести в магазине инструментов. 22
Глава 2 Поверхности Фактурирование поверхностей молотком 24 Штамповка 25 Инструменты для чеканки 26 Использование вальцов для декорирования 27 Гравирование 28, 29 Заточка штихелей 30,31 Инкрустация ламинированием 32 Инкрустация припоем 33 Мозаичная инкрустация 34 Чернь 35 Мокуме 36 Ретикуляция 37 Грануляция 38 Амальгамирование 39 Окрашивание 40-43 Травление 44, 45 Фототравление 46, 47 Анодирование алюминия 48, 49 Анодирование металлов группы титана 50,51 Полирование 52
Фактурирование поверхностей молотком Молотки всегда были главным инструментом обработки металлов. Для на- чала можно вполне обойтись парой молотков, в дальнейшем у большинства мастеров по мере оборудования мастерской подбираются молотки, предназ- наченные для специальных целей. Поверхности Отпечатки пальцев. Как их избежать? Матировку молотком можно использовать стратегически, в тех местах, где на поверхно- сти изделий при пользовании появляются неприглядные отпечатки пальцев. Чтобы замаскировать потускнение, придают грубую текстуру ручкам, столовым приборам, обрат- ной стороне булавок и кулонов. Импровизированный молоток Чтобы превратить чекан в молоток, зажмите его в ручных или обычных Чтобы придать фактуру обеим сторо- нам металлического листа, зажмите в тисках молоток или чекан и, положив металл на это приспособление, обраба- тывайте вторым молотком. Я разработал приспособление, которое, я думаю, пригодится всем тем братьям- кузнецам, кто сочтет его заслуживающим внимания, К.Х.В. «Мастер кузнечного и колесного дела», 1890 24
Штамповка Штампы, или пуансоны - короткие стальные стержни, с помощью которых мож- но выдавить на металле рисунок иди придать ему текстуру. Вы Можете приоб- рести фабричные пуансоны, или изготовить их в мастерской самостоятельно. Применение 1. Для разнообразного, быстрого и стойкого декорирования. 2. Для выполнения углублений под: инкрустацию припоем чернь эмаль, амальгаму, полимерные смолы. 3. Для создания иллюзии глубины. 4. Для постановки пробирного клейма. Маленькие хитрости • Работайте на тщательно отполированной нако- вальне. • Отжигайте металл перед началом работы • Более толстый материал лучше поглощает удар. • Держите рукоятку там, где Вам удобно. Чем ниже захват, тем больше сила удара. • Можно получить выразительную поверхность, простучав металл молотком на чем-нибудь тек- стурном, например на ржавой стали или бетоне. Конструкция инструмента • Пуансоны должны иметь скос, чтобы металлу было куда вытесняться при ударе • Пуансоны более 4 мм в поперечнике склонны к опрокидыванию и требуют большой силы удара. Не рекомендуются для ручной работы. Для получения четкого, с верти- кальными стенками отпечатка, принципиально важно, чтобы ра- бочая поверхность была плоской. Проверяйте это под увеличением. не зАЬы&Айте ПРО ТОЛЩИНУ Буквы и цифры Фабричные пуансоны с буквами и цифра- Молотки ми можно использовать для придания текстуры поверхности. Хотя можно использовать любой легкий мо- лоток, два изображенных здесь типа издав- Подручные инструменты Хорошие пуансоны получаются из спи- ленных крестовых отверток и из плот- ницких держателей для гвоздей. Штам- пы для тиснения на коже недостаточно тверды для работы по металлу. на применяют для штампов- ки. Они достаточно легки, чтобы работать подо- лгу, имеют плоскую головку, их удобно держать. Рукоятка тонкая и пружинис- тая, так что молоток ударяет по инстру- менту с оттяжкой. Молоток в восточном стиле просто корот- кий толстый цилиндр на тонкой бамбуковой руч- ке. Палочка для еды вполне подойдет. Возьми то, чем можешь воспользоваться, остальное ни к чему Кен Кизи 25
Инструменты для чеканки Чеканку можно рассматривать как усложненный процесс штамповки. В этой технике пуансонами особой формы на металле выдавливают тонкие линий, или большие участки, которые служат фоном. Поверхности Маленькие хитрости • Обычно инструмент при чеканке движется по на- правлению к работающему, его держат под таким углом, чтобы при ударе он смещался сам по себе. • Чтобы облегчить продвижение инструмента, его можно обмакнуть в масло. • Используйте легкий молоток, устройтесь удобно. Работа должна быть аккуратной и контролируе- мой. • Чтобы получить кривые малого радиуса, наклони- те инструмент сильнее, или используйте другой, поменьше. Последнее решение лучше, так как бо- лее острый угол наклона может привести к со- скальзыванию инструмента. • Важно, чтобы изделие было хорошо закреплено. • В некоторых случаях выступающий элемент полу- чают, понизив уровень окружающего металла. Определение и применение Чеканка - древняя и часто не- верно понимаемая техника вы- давливания линий на металле. Результат выглядит как грави- ровка, а процесс напоминает штамповку. Однако, чеканка - самостоятельная техника. В отличие от гравировки, металл не срезается. В отличие от штамповки, инструмент нахо- дится в плавном непрерывном движении. Чеканку можно применять для нанесения ли- нейного рисунка на плоском и изогнутом листовом металле, а также для отделки деталей на отливках. Крепежные приспособления Чтобы закрепить изделие на некотором рассто- янии от струбцины, используйте стальную поло- су или тонкую деревянную планку, обернутую резиновой лентой во избежание царапин. РЕЗИНОВАЯ ДЕНТА > Инструменты Западный инструмент держат под углом, кото- рый позволяет рабочей поверхности инстру- мента оставлять линию. Восточный инстру- мент имеет симметричную рабочую поверх- ность; его держат под прямым углом. И тот, и другой инструменты должны производить оди- наковый эффект, так что выбор - дело вкуса Изделие можно закрепить гвоздями на куске дерева. Этот выступ на куске дерева не обязателен, но позволяет надежнее зажать его в тисках. Скрепки, снабженные картонными «подушечками». Прижимая изделие тисками прямо к В обоих случаях плавный скос на стебле чекана облегчает управление им. 4-5* ЗАКРУГЛЕН верстаку, используйте дерево, кожу или картон, чтобы не поцарапать его. Что касается молотков, смот- рите предыдущую страницу. 26
Использование вальцев для декорирования В этой технике для того, чтобы выдавить рисунок или какую-либо текстуру на листе металла, используют вальцы. Этот способ прост, быстр и открыва- ет широкие возможности для Вашей изобретательности. Описание Сэндвич из металла и листа текстурирующего Ход работы 1. Отожгите и тщательно высушите заготовку. 2. Текстурирующий материал также отожгите - если материала пропускают через вальцы под это приемлемо. > 3. Установите зазор между вальцами сначала на большим дав- лением. На металле отпе- чатывается рельеф мате- риала в зер- кальном отра- жении. глаз, затем отрегулируйте по толщине вашего сэн- двича. Рукоятка должна проворачиваться с тру- дом, не требуя, однако, усилий двух человек. 4. Пропустите сэндвич через вальцы, ста- раясь сохранять непрерывное движение. 1Поверхности ЛАТУНЬ БУМАГА Вариации Чтобы получить выпуклый рисунок, из- готовьте лист металла с идентичным, но заглубленным рисунком. Это можно сде- лать штамповкой, гравировкой, травле- нием или накаткой. Предпочтителен твердый металл, например латунь. От- печаток затем переносится на отожжен- ный металл, как описано выше. Предлагаемые материалы Мешковина Металлические сита Наждачная бумага Струны Кружева Обвязочная проволока Сетка Ткани Бумажные трафареты Каждый вид бумаги при прокатке дает свою, различную поверхность. Поэксперименти- руйте с картоном, рисовальной бумагой, салфетками и т.п. Вырежьте из бумаги трафа- рет с помощью резака, проложите его между отожженным ме- таллом и жестким, например латунным листом, и прокатайте. Каждую бумажную вырезку можно использовать лишь од- нократно, но если понадобятся дубликаты, оригинал мож- но ксерокопировать. 27
Процесс гравировки Приспособление, в котором зажимают изделие, здесь почти так же важно, как режущий инструмент. Ведь именно оно контролирует движение резца по металлу. Как держать инструмент Резец прижимается кончиками пальцев к вытянутому большому пальцу. Поначалу это ка- жется неудобным, но к такому хвату стоит привыкнуть. Рукоятка должна упираться в мясистую часть ладони, кото- рая и обеспечивает усилие, передаваемое на резец. Поза Работа должна быть расположена на уровне середины груди Если Вы используете шаровые граверные тиски, необходим верстак более низкий, чем ювелирный. При работе сядьте боком, так, чтобы рука с резцом имела опору. Увеличение Большинство граверов предпочитает увеличительные очки или лупу. Вы не отгравируете того, чего не видите. Гравирование Правильное гравирование подразумевает ско- рее скользящие, чем выбирающие (черпаю- щие) движения. Резец слегка вжимается в ме- талл в начале реза, а затем скользит вперед на постоянной глубине. «Черпающее» движение S , легко опознать по предательс- , У у у /у / Z кой вмятине, остающейся перед ' ''' /// предполагаемым началом реза. Изменение ширины линии достига- ется не изменением глубины реза, , а наклоном резца вбок во время / / . движения. Наклонив, а затем / / 1 вернув резец в вертикальное / ( J 1 положение, можно получить / a изящную линию. J В большинстве случаев заготовку двигают относительно резца, а не наоборот. Это осо- бенно касается резания кривых. Кривые и окружности обычно режут против часовой стрелки. Поскольку гравирование - точный и обя- зывающий процесс, неразумно присту- пать к работе, не продумав ее. Тщатель- ная разметка позволит Вам сконцентри- роваться не более чем на одной задаче за раз Рисование непосредственно на ме- талле ручкой или пером дает широкую линию, которую легко размазать. Лучше покрыть металл белой краской (китайс- кими белилами, темперой, белым обув- ным кремом) и рисовать на ней остро отточенным карандашом. Затем рисунок легко процарапывают гравировальной или швейной иглой, зажатой в держате- ле Пусть это и отнимет больше времени, но для хорошей гравировки такая точ- ность необходима. Дрожировка Для этой простой, но разнообразной по возможностям гравировки используются флахштихели и шатирштихели. Инструмент держат под кру- тым углом и «шагают» им вперед, наклоняя из стороны в сторону. Можно использовать резец любого размера. Ширину зигзага варьируют, изменяя угол поворота запястья. 28
Гравировальные инструменты При гравировании линий происходит срезание небольшого количества ме- талла с помощью острого стального инструмента. Эти инструменты, назы- ваемые резцами или штихелями, затачивают с величайшей точностью. Резцы делают из высококачественной инструментальной стали, обычно их продают закаленными и неотпущенными. Грабштихель Линии, шрифты, большинство работ Флахштихель □ Выемка металла, дрожировка Мессерштихель 1 1 Тонкие линии, штриховка Боллштихель Точки, широкие линии Широкий боллштихель 0 Выемка металла, средние линии Шатирштихель Текстурирование Удерживающие приспособления Невозможно гравировать с пред- сказуемым результатом, если ме- талл плохо зафиксирован. Вот несколько решений проблемы: 1. Шаровые тиски (шрабкугель) Тяжелая стальная сфера с губ- ками тисков наверху устанавли- вается на тороидальную подуш- ку, что позволя- ет поворачивать и наклонять тис- Ь—— ки под любым углом. Ручки Ручки штихелей бывают разного вида; выбор - дело лич- ное. Поскольку большие шарообразные ручки мешают резать неглубокие линии, обычно предпочитают ручки с плоской фаской. От многократной заточки резец стано- вится короче, поэтому, чтобы продлить жизнь инстру- мента, некоторые граверы начинают работу с короткой ручкой, позже переставляя резец в более длинную. С° шрифтовыми штихелями часто используются ручки с ре- V, /СЛ гулируемой длиной. Резец плот- но удерживается металлическим К0НУС0М>как показано на рисун- ке. Зубцы на черенке инстру- мента позволяют изменять его длину. Большинство резцов доступно с прямым или изогнутым лезвием. Изогнутые резцы используются при работе на 2. Шеллачная дощечка Платформа с ручкой, которая в процессе гра- вирования опирается на финагель вер- стака. Лучше взять расширяющуюся рукоятку, что позволяет наклонять пло- щадку под любым углом. Можно изготовить инструмент из дерева на шпонке, как на рисунке. Пло- щадка покрывается 3-5 мм слоем шеллака, сургуча или их смеси. Объект слегка нагревается и прижимается к нагретому слою шеллака. изогнутых поверхностях или в труднодоступных местах. Чтобы определить правильную длину инструмента, возьмите в руку карандаш, как показано на рисунке. Торец карандаша прижимается к наиболее мясистому месту у ребра ладони. 3. Деревянные тисочки Используйте их при гравировании серии предметов одинако- вой формы. Вне- шний контур изде- лия вырезан на поперечном срезе дерева 29
Заточка штихелей При гравировании требуется отточенное острие и постоянная правка для того, чтобы режущая кромка содержалась в порядке. Хотя заточку можно производить вручную, рекомендуется использовать спедиальный инструмент, который позволяет получить абсолютно плоские поверхности на штихеле. 1. При покупке большинство резцов слишком длинны, и их приходится укорачивать. Определите желаемую длину инст- рументов, как указано выше, приняв во внимание и длину рукоятки. Зажмите резец в тиски на нужную глубину и на- несите резкий удар. Для безопасности поймайте отломан- ный конец в полотенце. 2. Кончик придется многократно заострять. Чтобы уско- рить эту процедуру, снимите металл, как показано на рисун- ке. Это можно сделать на абразивном круге (любого размера, подойдет и инструмент с гибким валом). Во время обтачива- ния почаще макайте резец в воду, чтобы не снизить твер- дость стали. Если появился синий цвет побежалости, вы ис- портили закалку. Обратитесь к странице, на которой описа- на закалка стали (стр. 162) для проведения повторной закалки и отпуска. 3. Угол заточки лезвия (лицевой угол) для большинства рез- цов составляет 45° (меньше для мягких металлов и несколько больше для твердых). Используйте транспортир или другой инструмент для того, чтобы установить этот угол. Площадь заточки (носок) притирают к абразивному бруску, который смачивается любым жидким маслом. Установите и камень, и приспособление для заточки на плоскую гладкую поверх- ность - вроде листа стекла или плексигласа. Сначала ис- пользуется грубый камень, затем - мелкозернистый. Рабо- тайте до полного исчезновения видимых царапин. 4. Заусеницы, которые появляются при заточке, снимите, воткнув штихель пару раз в кусок твердой древесины. За- тем резец тщательно полируют на кусочке тонкой абразив- ной шкурки, положенной на плоскую твердую поверхность. Обычно резец при этом вынимают из приспособления дня заточки и держат в руке. Как правило, достаточно пары медленных и равномерных проходов. Острота клинка про- веряется постановкой острия на ноготь большого пальца. Если резец заточен правильно, он будет «цепляться», а не соскальзывать с ногтя. Если штихель прошел этот тест, его можно отполировать, что дает возможность резать блестя- щие линии. Вотрите крокус в кусочек бумаги и осторожно полируйте носок и задние грани до тех пор, пока они не приобретут зеркальный блеск. Чтобы установить инстру- мент в ручку, зажмите клинок вертикально в тиски и наса- дите киянкой рукоятку на хвостовик. Если на рукоятке предусмотрен скол, он должен быть обращен к задней гра- ни клинка. 30
Заточка шрифтового штихеля Конкретные углы заточки зависят от материалов, которые предстоит ре- зать. Срок службы острия зависит от металла и мастерства гравера. 1. Если используется специальная ручка для шти- хелей, позволяющая менять длину клинка, подго- товте задний конец штихеля, опилив грани, как показано на рисунке. Нагрейте 1 см заднего конца до ярко-красного каления, держа инструмент в плоскогубцах. Сделайте небольшой изгиб и быстро охладите в воде Гните с ребра на ребро, а не с грани на грань. 2. Выполните операции 1 и 2 на предыдущей стра- нице. 3. Зажмите резец в приспособление для заточки и установите заднюю грань клинка на абразивный брусок. Используя транспортир, приподнимите резец до угла 8-12°. Теперь приспособление можно слегка вращать, поварачивая барабан; заметьте чило делений на которое он повернется. 4. Обточите поверхность (заднюю грань) сначала на грубом, затем на тонком камне. Верните бара- бан в исходное положение, затем поверните его на то же число делений, что и при обработке первой стороны Спиливайте грань как и раньше. Если смотреть снизу, результат должен быть таким: Заметьте, что углы можно варьировать, что позво- лит получать резцы для гравирования линий раз- личной ширины. Углы не обязательно должны быть одинаковыми, но грани должны сходится в одной точке. 5. Затем поверните барабан так, чтобы носок ока- зался внизу. Установите угол 45° и заточите носок сначала но грубом, затем на тонком камне 6. Вставте резец в рукоятку и оотполируйте три его регулирующих грани на шкурке, положенной на стекло. Попробуйте остроту на ногте. Штихель должен «впиваться» в ноготь без давления на него Носок и задние грани можно отполировать на кро- кусной бумаге, как описано на предыдущей стра- нице. смочите резец р керосине для смазки 31
Инкрустация ламинированием Этот простой способ заключается в том, что два листа металла спаивают вместе, а затем прессуют до тех пор. пока поверхность не станет ровной Это создает впечатление инкрустации. Для инкрустации ламинированием удоб- ны вальцы, но можно обойтись и без Них. 1. Толщина одного из листов металла должна быть больше желаемой в итоге; другой должен быть очень тонким, около 0,4 мм. Оба листа за- чищают и спаивают вместе. Спай должен быть сплошным по всей площади контакта, до самых краев листов. Этого следует добиваться тщатель- ной подготовкой и нагреванием, а не наложени- ем избытка припоя. Излишки припоя на за- конченном изделии будут выглядеть как жел- товатый ореол вокруг инкрустации. 2. Оттравленный и высушенный лист прока- тывают в вальцах, или проковывают молот- ком, пока поверхность не станет ровной. Если вам необходимо прокатывать лист в двух на- правлениях, отжигайте каждый раз, когда ме- няете направление прокатки. Инкрустация ла- минированием неприменима для получения точ- ных изображений, поскольку в процессе изготовления рисунок неизбежно искажается. 3. Заключительная обработка проводится как обычно, с помощью надфилей, наж- дачной бумаги и, если нужно, полировки. Последующие пайки могут испортить ре- зультат. Чтобы избежать этого, исполь- зуйте более легкоплавкий припой и за- PA3P63A0 ОДИН лист, можно ПОЛУЧИТЬ пару серег щищайте инкрустацию желтой охрой. Разновидности техники Можно создавать сложные рисунки с помощью способа, позаимствованного у стеклоду- вов и поваров, готовящих суши. Изготовьте плетенку из нескольких элементов. В на- шем случае это значит, что надо спаять вместе несколько прово- лок разного цвета. Их можно расположить случайно либо продуманно. Отрезайте тонкие пластин- ки и напаивайте их на основной лист. Затем прокатайте лист в вальцах или раскуйте, чтобы по- верхность стала ровной. Ж : Я не предмет, не имя существительное. Пожалуй, я - глагол, эволюционный процесс, интегральная функция вселенной, и вы - то же самое. Бакминстер Фуллер 32
Инкрустация припоем Эта простая и вариативная техника заключается в заполнении припоем углуб- лений, сделанных молотком, гравировкой, прокаткой, травлением или другим подобным способом. Хотя можно использовать разные припои, но наиболее чет- кие и надежные инкрустации дает использование припоев на основе серебра. 1. Выполните углубления штамповкой, чеканкой, гравировкой, про- каткой или травлением. Их глубина должна быть около 0,5 мм. 2. Хорошо офлюсуйте изделие и заполните углубления при- поем. Удобно пользоваться проволокой, но можно использо- вать партинки. 3. Некоторое количество припоя растечется за грани- цами углублений. Это неизбежно, но должно быть сведено к минимуму. 4. После охлаждения спилите надфилем излишки припоя. Будьте осторожны, чтобы не спилить слишком много, иначе можно испортить рисунок. 5. Чтобы выявить рисунок, опустите изделие в ра- створ серной печени. Если необходимо, это можно делать и во время опиливания. Изделие шлифуют, полируют и окрашивают, как обычно. Очень тща- тельная полировка не рекомендуется, потому что рисунок будет хуже виден. Так как материалом для инкрустации является текущий при нагревании при- пой, то последующие нагревания необходимо тщательно продумать. Если инкру- стация выполняется в начале работы, пользуйтесь тугоплавким припоем. Если инкрустация - завершающий этап, то рекомендуется легкоплавкий припой. Припои Серебряный припой можно использовать на: стали мельхиоре меди латуни бронзе золоте 18 К цветном золоте 14К белом золоте 14К Золотой припой можно использовать на: стали мельхиоре меди латуни бронзе стерлинговом серебре: избегайте цветных и белых припоев. Можно использовать мягкие припои на оловянной основе, но помните, что их нельзя нагре- вать выше 300° С (600° F) 33
Мозаичная инкрустация Здесь, как и в детских головоломках, детали выпиливаются так, чтобы они плотно прилегали друг к другу. Хотя этот способ более кропотлив, чем инк- рустация ламинированием, его применение обеспечивает совершенно неис- каженный исходный рисунок. Метод 1 Метод 2 • Выпилите одну из примыкающих друг к другу деталей. • Зажмите струбциной или склейте два листа металла. Пилите одновременно два листа. Выпилив, спаяйте детали. ; Cj - о • Если шов имеет форму выпукло-вогнутой кри- вой, ширина пропила может сталь проблемой. Так как это пространство будет заполнено припоем, оно должно быть как можно уже. Используйте пилку не больше чем 4/0. • Уточните форму детали с помощью надфиля, затем обведите ее на другом куске металла острой чертилкой. Идеаль- но подходит для этого швейная игла, за- жатая в держатель. • При выпиливании нужна некоторая сноровка: просверлите отверстие и про- пилите до граничной линии перед тем, как наклеивать второй лист. • Если выпиливание проведено аккурат- но, то обе детали точно соединятся. Опи- лите или выровняйте детали на плите, гам, где это необходимо. Спаяйте обе де- • Зажмите листы металла в струбцину, или склейте эпоксидным клеем, или су- перклеем. Как правило, инкрустация вы- полняется до сборки изделия, но в зави- симости от конструкции, может понадо- биться другая последовательность работ. 34
Чернь Черн ь - это металлоподобный сплав серы с серебром, медью и свинцом. Сна- чала из него делают слитки, которые затем измельчают, а порошок наплав- ляют на изделие. 1. Изделие должно быть отшлифовано наждачной бумагой средней зернистости. Все пайки должны быть выполнены, но камни еще не установлены. Чернью заполняют углубления до 1 мм. Углубления получают травлением, штамповкой чеканкой, прокаткой в валь- цах, гравировкой, или в процессе монтажа - наклад- ками и т.п. Тщательно очистив металл, покройте его разбавленной (консистенции молока) суспензией пас- тообразного флюса или раствором хлористого аммо- ния в воде. 2. Многие мастера размалывают чернь в порошок, который потом отмывают в проточной воде в неглубо- кой тарелке. Чернь аккуратно укладывают в углубле- ние пинцетом, кистью, или маленьким шпателем. Су- шат в теплом месте или с помощью горелки, осторожно проводя пламенем над чернью. После того, как вся влага испарится, изделие равномерно нагревают горел- кой или в муфеле. Температура в муфеле должна быть 370-540° С (700-1000° F). Если вы пользуетесь горел- кой, нагревайте изделие снизу, чтобы пламя не сопри- касалось с чернью. Чернь в процессе ^*м?**х плавления соберется в шарики и <7/ будет светиться оранжево-красным // \ светом. Если чернь не растекается, V- ее можно размазать стальным или гра- ' фитовым стержнем Остерегайтесь перегрева. Даже при тугоплавкой черни металл, на который ее накладывают, должен быть нагрет не сильнее, чем до тускло-красного свечения. Большинство черневых составов плавится при температуре 380° С (700° F). 3. Другой способ состоит в том, что чернь наносят на изделие непосредственно с конца слитка в форме палочки. Офлюсуйте изделие и нагрейте мягким пламенем горелки, пока флюс полностью не расплавит- ся. Когда вы прикоснетесь к металлу кончиком па- лочки черни, она распла- вится и заполнит углубление. Осторожно водите пламенем горелки над поверхностью, но не направляйте его прямо на металл или чернь. Старайтесь выполнить наплавление быстро, поскольку при длительном нагревании чернь разру- шает серебро и золото, а ее поверхность покрывается раковинами. 4. Окончательная отделка работы производится шаб- рением, опиливанием и полированием гладилкой. Полирования на круге следует избегать, поскольку чернь истирается быстрее, чем окружающий ее ме- талл. 5. Нанесение черни со слитка рекомендуется при ремонте и заполнении небольших канавок. Примечание: Надфили, наждачную бумагу и блоки для пайки для работы с чернью храните отдельно Случайно попавшие на изделие следы черни повре- дят его при нагревании до температуры пайки сереб- ра. Поскольку чернь содержит свинец, тщательно мойте руки после работы с ней. нлэонхсШю; । Приготовление черни Хотя некоторые рецепты и выглядят сложными, в дей- ствительности чернь - это простая смесь трех металлов и такого количества серы, которое они способны раство- рить. Проще говоря: • сера дает черную окраску • медь углубляет эту окраску • серебро поднимает температуру плавления • свинец повышает прочность соединения и растекаемость 1. Расплавьте металлы в тигле, офлюсованном бурой. Перемешивайте графитовым стержнем. 2. Добавьте серу, не переставая перемешивать. Выделяется едкий дым. Необходимо обеспечить вентиляцию. 3. Когда сера перестанет поглощаться, вылейте смесь в подогретую из- ложницу. Сгодится и чистая чугунная сковородка. 4. Поверхность слитка должна быть гладкой и блестящей. Если это не так, расколите слиток на куски, переплавьте с добавкой серы и вновь отлейте. Рецепты Файк 6 г. серебра 2 г. меди 2 г. свинца 6 г. серы Хайнрих 30 г. серебра 90 г. свинца 60 г. меди 180 г. серы Аугсберг №1 30 г. серебра 60 г. свинца 30 г. меди 240 г. серы Реклин №1 30 г. серебра 60 г. меди 120 г. свинца 150 г. серы 35
Мокуме В мокуме слои контрастных по цвету металлов создают многоцветный рису- нок, похожий на годовые кольца древесины. Существует несколько спосо- бов наращивания слоистых заготовок, и еще несколько для создания узо- ров на металле- 11оверхмости Диффузия лучший метод дая соединения листов в стопке. Такой блок прочно сварен, его можно обрабатывать так же, как любой другой компактный ме- талл. Этот процесс описан на стр. 83. Пайка с большой вероятностью приведет к кавернам, но она удобна, когда вам нужен небольшой лист мокуме и предполагается очень мало фор- мовки. 1. Листы металла правят на плите, шлифуют порошком пемзы и обезжиривают спиртосодержащим растворителем. Для рабо- ты удобны листочки примерно 2,5x2,5 см. 2. Лист припоя раскатывают или расплющивают молотком как можно тоньше и очищают тем же способом; затем нарезают на прямоугольники несколько меньшего размера, чем листы основ- ного металла. 3. Листы металла слегка офлюсовывают с обеих сторон и складывают стопкой, прокладывая между ними листы припоя. Такой блок может содержать от 4 до 8 слоев, не считая припоя. 4. Равномерно прогрейте весь блок большим шумящим восстановительным пламенем. Если ваша горелка не дает восстановительного пламени, работайте на древесном угле. Возможно, стоит по- местить позади изделия еще один угольный блок. Это поможет избежать окисления. 5. Охладите на воздухе, а не в воде, и уж тем более не в отбеле. 6. Раскатайте металлический блок, или расплющите его молотком примерно до половины исход- ной толщины. Разрежьте пополам, очистите и офлюсуйте обе поверхности. Возьмите еще один лист припоя и спаяйте половины вместе. Количество слоев в блоке увеличится вдвое. Охладите на воздухе. 7. Раскатайте лист и повторите последнюю операцию, и так пока не достигнете нужного количе- ства слоев. Как правило 10-30 слоев дают хороший результат. 8. Недостаток этого способа заключается в том, что последующие пайки могут нарушить связь между слоями. Пользуйтесь для наращивания тугоплавкими припоями и сведите пайку вокруг мокуме к минимуму. Выколотка Слоистый лист укладывают на поверхность средней твердости, такую, как мягкое дерево или смола для чеканки, и обрабатывают ма- леньким чеканом, делая лист бугристым. Бу- горки можно делать одним или разными инст- рументами, располагая их в случайном поряд- ке или согласно замыслу. А, ЛИНИЯ СРЕЗА f t МАЛО ПОЛОС ДЫРА Если высота бугорка больше толщины листа, то на следующей стадии, когда все бугорки будут спилены, в этом месте появится отвер- стие. Металл опиливают, шлифуют и полируют обычными способами Богатство рисунка не проявится, пока металл не будет тонирован. Резьба Когда наращивание слоев закончено, нераскатанный блок сверлят на некоторую глубину, но ни в коем случае не насквозь. Заостренное на дне уг- лубление от сверла скругляют сфери- ческим бором. Можно делать углубление резцом круглого сечения. Гравирование или машинная выемка металла также предостав- ляет определенные возможности. Слиток с уг- лублениями прокатывают или расковывают, проявляя тем самым рисунок. Этот процесс можно повторять, усложняя узор. Стоит отме- тить, что вальцовка подчеркивает ритмич- ность орнамента, тогда как ковка создает сво- бодный рисунок. 36
Ретикуляция В процессе ретикуляции металл заставляют собираться в складки, создаю- щие уникальную текстуру. Ретикуляции можно подвергать многие сплавы, но сплав, содержащий 82% серебра и 18% меди, дает особенно впечатляю- щую поверхности Причина вспучивания поверхности металла состоит в том, что два его слоя, показанных ниже, остывают с разной скоростью. Слой окси- да меди остается твердым, в то время как внутренний слой листа на- чинает плавиться. Если нагревание прекратить, внутренний слой сожмется, собирая в складки пленку оксида. Такого эффекта можно достичь на большинстве сплавов цветных металлов, осторожно на- гревая их, но он будет куда более выразительным, если металл под- готовить согласно приведенному здесь описанию. Процесс 1. Поскольку процесс труднопредсказуем, рабо- тайте с листом металла несколько большего раз- мера, чем вам нужно. Лучшего результата мож- но добиться на листе толщиной 0,8-1,3 мм. На- грейте лист стерлингового серебра или золота 583 пробы до 650° С (1200° F) и выдержите при этой температуре 5 минут. Легче всего сделать это в муфеле, но можно использовать и горелку (металл должен быть нагрет до тускло-красного свечения). Цель этой процедуры - создание слоя оксида меди, поэтому не пользуйтесь флюсом. Охладите на воздухе. Металл приобретет равно- мерный темно-серый цвет. 2. Оттравите в горячем свежем Спарексе или в 10% растворе серной кислоты. При этом оксид меди с поверхности растворится, оставив обога- щенный серебром слой, который «запечатает» под собой слой оксида меди. 3. После промывки снова нагрейте до той же температуры, но на этот раз не менее, чем на 10 минут. Кислород не реагирует с чистым сереб- ром, поэтому он проникает внутрь листа, вызы- вая рост слоя оксида меди (так называемое внутреннее окисление). Охладите на воздухе. Поверхность должна быть слегка серой. Оттравите тем же способом. верхний серебряный слой оксид меди основной ----.—J сплав 4. Ретикуляция выполняется горелкой. Так как необходимо, чтобы металл плавился из- нутри, разумно будет предварительно нагреть блок для пайки, чтобы металл прогревался и снизу, либо работать на металлической сетке. Металл нагревают докрасна горячим острым пламе- нем. Факел горелки движется по поверхно- сти листа, время от времени давая ей слегка остыть. Именно остывая, металл вспучивает- ся. Верхний слой может оплавляться и «полз- ти»; на результат в целом это не влияет, но должно быть сведено к минимуму, поскольку оплывание сглаживает резкость складок и ослабляет эффект. Охладите в воде после того, как красное свечение исчезнет. 5. Ретикулированный металл можно паять, окрашивать и полировать так же, как и ис- ходный сплав. Он хрупок, поэтому не реко- мендуется сильно его деформировать. При пайке на срезах листа пористый слой оксида меди впитывает припой. Чтобы добиться акку- ратного и прочного соедине- ния, перед пайкой уплотните срезы гладилкой. И AOOHXdauojj Так как медь играет важную роль в процессе ретикуляции, то, в общем случае, чем выше ее содержание в сплаве, тем лучше результат. Желтое или розовое золото 583 пробы даст луч- шие результаты, чем белое или зеленое 583 пробы, или любой цвет 750 пробы. Сплав 820 час- тей серебра и 180 частей меди ретикулирует особенно выразительно. Его можно приготовить из стерлингового серебра, прибавив к нему 10% (по весу) меди, или приобрести у Hauser & Miller Inc., или у Hoover & Strong, Inc. (см. стр. 195). 37
Грануляция (зернь) Грануляция (иначе «зернь») использует незаметное крепление небольших ме- таллических шариков к поверхности без применения припоя. В античном мире, особенно в Греции и Этрурии, она достигала высокого совершенства. Зернь - древний способ декорирова- ния, когда металл украшают наложе- нием множества крошечных шари- ков (зерни). Эта техника годится и для частиц другой формы; в основе ее лежит процесс диффузионной пайки, основан- ной на относительной легкоплавкости эвтектик. Грануляция тогда ошеломляет своим качеством, когда зернь крепится к поверхности практически незаметной пайкой в зоне контакта. Так как по- добное качество соединения недостижимо средствами обычной пайки, используется диффузионная пайка, детальное описание процесса дано на стр. 83. В двух словах, один из методов основан на том, что в место контакта вводится необходимое количество металла (обычно меди). При достижении определен- ной температуры медь образует со спаиваемым ме- таллом сплав с более низкой температурой плавле- ния, чем у основных материалов. Этот сплав и служит припоем, прочно крепящим зернь. Процесс При работе с чистым серебром и высокопроб- ным золотом необходимо ввести металл, кото- рый послужит компонентом образующегося при- поя 1. Металл и зернь покрывают смесью флюса (содержащего соль металла) и клея, содержаще- го углерод. При высокой температуре металл превращается в оксид (например СиО2). Затем кислород оксида соединяется с углеродом клея и улетучивается в виде газа СО2 оставляя в месте соединения небольшое количество восстанов- ленного металла для образования сплава. Ис- пользуют такие флюсы, как Prip’s, трехокись мышьяка, хлорид меди, ярь-медянку или нитрат меди, полученный растворением меди в аммиа- ке (оставьте обрезки меди в закрытом сосуде с аммиаком пока раствор не посинеет; примерно на 24 часа). Можно применять любой органичес- кий клей: трагант, гуммиарабик, мездровый клей, и т.д. Разбавьте его водой до консистен- ции бульона. 2. Можно покрыть зернинки медью перед тем, как их накладывать. Поместите зернь в стальную ем- кость и залейте старым (насыщенным медью) отбе- лом. Покрытие должно быть тонким (розового цве- та), иначе слишком большое количество меди приве- дет к расплыванию связующего сплава. Для работы с такой зернью годится любой флюс, а от клея можно отказаться. При зернении стерлингового серебра содержа- щейся в сплаве меди достаточно для создания в точке контакта смеси с низкой температурой плав- ления. Используйте любой флюс и очень малое количество клея. Недостаток здесь состоит в близо- сти температуры сварки (815° С, 1500° F) и темпе- ратуры плавления (960° С, 1640° F). Два способа изготовления зерни • Засыпьте в жестянку из-под кофе порошок древес- ного угля, полученный опиливанием кусков, слоем около 2 см. По поверхности угля расположите малень- кие кусочки металла в таком количестве, чтобы они не соприкасались между собой. Чередуйте слои угля и металла. Поставьте жестянку в муфель, нагрейте докрасна и выдержите минут 15. Чтобы выяснить результат, зачерпните полную ложечку смеси и смой- те угольный порошок водой. Если не все кусочки при- обрели сферическую форму, продолжайте нагрева- ние. Закончив, охладите банку на воздухе и залейте водой. Уголь всплывет вверх, а зернь осядет на дно. • Нарежьте металл на кусочки и разложите на чистой плоской поверхности блока дре- весного угля. Держите блок ру- кой в защитной перчатке на вы- N соте около 30 см над сосудом с / " водой. Плавьте металл горелкой, С' /0 наклонив блок так, чтобы части- у/ * цы зерни, приобретая сферичес- кую форму, скатывались с него. Пайка Зернь укладывают на очищенный металл пинцетом или кисточкой. Для того, чтобы облегчить укладку крошечных шариков, можно процарапать линию. Если возможно, избегайте линий из одного ряда зер- ни - они непрочны. Перед наложением обмакивайте зернь в смесь флюс/клей, избыток жидкости снимайте салфеткой. Прежде, чем нагревать, дайте изделию хорошо просохнуть (полчаса). Равномерно нагрейте изделие широким пламенем горелки до ярко-красного каления. Когда соединения заблестят (это выглядит как растекающийся припой), прекратите нагревание. Отбелите и отполируйте, избегая грубых воздействий. Рекомендуется полировка щеткой вручную. 38
Амальгамирование Амальгамирование - древняя техника золочения поверхностей при помощи ртутной пасты. Этот процесс сопряжен с большой опасностью для здоровья, так что беспечность здесь недопустима. Если вы все же решите попробовать, работайте на открытом воздухе, так, чтобы ветер дул вам в спину. Пользуй- тесь резиновыми перчатками, и после работы все тщательно вымойте. 1. Пестиком разотрите в ступке равное по весу количество ртути и опилок чистого золо- та. 2. Если вам необходим эффект инкрустации, подготовьте изделие с углублениями, сделан- ными чеканкой, гравированием или травле- нием. Они должны быть не очень глубокими, примерно в 1/4 - 1/2 мм. Амальгаму можно так же использовать для золочения всей по- верхности. 3. Активируйте поверхность тщательно очи- щенного изделия, натерев ее пастой из ртути и порошка мела. 4. При инкрустировании золотом амальгама вдавливается в углубления и канавки подоб- но замазке. Каждая область заполняется «с верхом». 5. Оставьте изделие на открытом воздухе (лучше всего - на улице) не менее чем на два дня. Время от времени уплотняйте амальгаму в углублениях гладкой деревянной палочкой. Ртуть улетучивается в виде ядовитых паров. 6. Для дальнейшего испарения ртути положи- те изделие в теплое место, например возле батареи или на солнечный подоконник. По прежнему очень важна вентиляция. Оставьте на несколько часов или дольше. 7. Поместите изделие на блок для пайки и нагрейте до тускло-красного каления. Ртуть продолжает испаряться. Чтобы удалять пары, установите рядом с собой вентилятор. Разумеется, никто не должен сидеть напро- тив вас. 8. Охладив изделие на воздухе, заполируйте амальгаму в углублениях гладилкой, соскоб- лите избыток и еще раз загладьте. 39
Окрашивание Трудно переоценить важность цвета в дом, какой эффект произведет закои- ценная работа. Чтобы полностью раскрыть красоту изделия •, наэтой стадии необходима продуманность и аккуратность. Подготовка Окрашиваемый металл должен быть очищен. Когда это возмож- но, постарайтесь не использовать замасленные материалы, такие как стальная вата и полировоч- ные пасты. Более удачный выбор - пемза, наждачная бумага, ме- таллическая щетка и т.п. Если присутствуют жировые загрязне- ния, очистите изделие в ультра- звуковой ванне или в крепком растворе аммиака, мыла и воды. Когда металл хорошо очищен, вода будет стекать по нему сплош- ной тонкой пленкой, не образуя капель. После того, как изделие прошло этот тест, обсушите его мягкой тканью или положите в ящик с опилками. Начиная с это- го момента изделие можно брать только за края. Непосредственно перед окрашиванием очистите металл, протерев его спиртосодер- жащим растворителем. Простое медное покрытие На латуни, золоте и платине особенно трудно получить темные цвета. Одно из решений этой проблемы - покрыть изделие тонким слоем меди, которая легко окрашивается. Поскольку этот слой тонок, он нестоек к износу, но если окрашенная область заглублена, то такой способ вполне приемлем. Отработанный отбел сине-зеленого цвета - готовый ра- створ для покрытия медью, поскольку содержит свободные ионы меди. Эти ионы способны (особенно под действием электрического тока) осаждаться на металлических объек- тах. Простой способ создать слабый электрический ток - поместить в раствор металлы разной активности. Реакция электролиза ускоряется при нагревании. • Если у вас нет отработанного отбела, оставьте обрезки меди в свежем на ночь, или до появления окраски. • Неплотно оберните изделие стальной или железной про- волокой. Вполне подойдет обвязочная проволока. • Поместите изделие в теплый отбел. Имейте в виду, что медь будет осаждаться на всем, что находится в отбеле. Удалив из отбела сталь, его можно использовать как обычно. Эта процедура ему не вредит. • Промойте изделие и окрасьте его. Если необходимо, мед- ное покрытие с выпуклых частей можно снять полиров- кой. Защита поверхности Природа большинства металлов такова, что они реагируют с окружающей средой. Помимо всего прочего это приводит к изменению их цвета. Выбирая определенный цвет патины, мы как бы останавливаемся на какой- то стадии непрерывного процесса, стараясь сохранить ее (стадии) результат. Чтобы добиться этого, нужно либо периодически возобновлять отделку, либо защитить металл от воздействия окружающей среды. Твердая пленка лака предохраняет от потускнения, но в конце концов отслаивается. Мягкая восковая пленка менее стойка к износу, но она легко размазывается по поверхности, оставаясь более-менее сплошной. На носимых предметах воск обтирается об одежду. Лак Пользуйтесь только высококачественным лаком На- носите его тонким слоем, стараясь избежать попада- ния пыли и образования пузырьков воздуха. Два тон- ких слоя лучше, чем один толстый. Пористые матери- алы (слоновая кость дерево, глина и т.д.) могут содержать жироподобные вещества, которые невоз- можно удалить полностью. Поскольку это может быть причиной скатывания лака в капли или изменения его цвета, хорошо бы провести предварительную про- бу на образце материала. Для небольших участков материала хорошо подойдет бесцветный лак для ног- тей. Возможно, понадобится его разбавить, чтобы он лучше ложился. Разбавитель для лака можно купить в магазине, где продаются краски. Воск Для защиты металлических изделий обычно ис- пользуют пчелиный воск или парафин. Популяр- ны такие смеси, как Museum Wax («музейный воск») и Renaissanse Wax («воск Ренессанса»). При одном из способов нанесения объект нагрева- ют, а затем втирают в него воск. Другой способ заключается в том, что воск превращают в пасту, । расплавив его и смешав со скипидаром. Скипида- I ра должно быть на 1/3 больше, чем воска Полу- ченную смесь втирают в изделие. Можно также использовать пастообразный воск, (как например, Butchers, Trewax или Johnson Wax), но при этом избегайте средств, содержащих другие компонен- ты, такие, как силикон. 40
Рецепты патинирования Серная печень (сульфид калия) Желтый, пахнущий серой раствор - рас- пространенный реактив для чернения металлов. Под действием этого раствора стерлинговое серебро и медь быстро чер- неют, но он способен на большее. По мере роста сульфидного слоя на поверх- ности металла появляются различные цвета. Они недостаточно стойки для шинки кольца, но достаточно прочны для булавок, серег и кулонов. Серная печень быстро разлагается на воздухе и на свету. Поэтому ее обычно продают крупными кусками и хранят в плотно закрытых банках коричневого стекла. Отделяйте ровно столько, сколь- ко необходимо, и тщательно запечаты- вайте остаток. Растворите небольшое количество серной печени в теплой воде (примерно горошинка на чашку воды). Если раствор слишком крепок, образую- щийся слой сульфида будет довольно хрупким и легко осыпается. Раствор Медь Помимо своей ковкости и невысокой цены, медь стала популярна еще и пото- му, что ей можно придать множество великолепных цветов. На воздухе и в земле этот процесс протекает медленно, так что большинство мастеров предпо- читают брать контроль над ним в свои руки. Имейте в виду, что металл здесь играет активную роль, и поведение его зачастую труднообъяснимо. Получать удовольствие от патинирова- можно подогреть, но нельзя кипятить Его можно наносить на изделие кистью, или погрузить изде- лие в раствор. Я рекомендую метод «погружения - ополаскивания» для того, чтобы постепенно получать ряд цветов. Работайте у раковины, подогревая изделие под струей горячей воды. Я ненадолго обмакиваю изделие в раствор серной печени, а затем быстро ополаскиваю его. Этот цикл «окунули - ополос- нули» дает Вам возможность наблюдать целый спектр цветов, который на стерлинговом серебре изменяется от золотистого к коричневому, пунцо- вому, синему и серому. Небольшая добавка ам- миака к раствору поможет выявить синие тона, а немного чайной соды - коричневые. Чтобы придать меди фиолетово-серый цвет, ис- пользуйте более слабый раствор, после каждого окунания зачищайте изделие латунной щеткой. Очень важно перед чернением удалить с меди все отпечатки пальцев. На бронзу, латунь и нейзильбер серная печень почти не действует. ния будут скорее те, кто обладает вкусом к при- ключениям, чем те, кто стремится подчинить сво- ему диктату каждый цветовой нюанс. Это короткое описание касается патинирования вообще, но в то же время состояние поверхности (гладкая или текстурная), металла (отожженный или нагартованный), и окружающая среда - все это повлияет на то, что Вы получите, воспользо- вавшись приведенными рецептами. Ничто не заменит эксперимент, и получить уникальную патину совсем не просто. Зеленый 1 ст. ложка хлористого аммония (нашатыря), 1 ст. ложка соли 30 мл нашатырного спирта 1 л воды Смешайте реактивы в пластиковой посуде, ко- торая никогда больше не будет в контакте с пищей. В теплой воде химикаты растворяются быстрее Если водопроводная вода недостаточно чиста, используйте очищенную воду Поверхность меди должна быть чистой и сухой. Используй- те абразивные губки, пемзу, чистящие порошки. Стальная вата не годится, так как она может содержать масло. Об- рызгайте металл приготовленным раствором до равномер- ного смачивания поверхности. Пусть высохнет естествен- ным путем, например на солнце или рядом с батареей ото- пления. Не старайтесь ускорить высыхание нагреванием горелкой, так как в этом случае патина будет отслаиваться. После сушки вновь обрызгайте и вновь высушите. Повто- рите не менее 4 раз. Этот рецепт рекомендуется также доя патинирования в опилках. Смешайте жидкость с опилками (или листьями, травой, наполнителем для кошачьих туале- тов и т.п.) до полного увлажнения, поместите в пластико- вый мешок вместе с изделием и плотно завяжите. 41
Рецепты патинирования (для меди) Эти рецепты продолжают список, начатый на предыдущей странице и пред- назначены для получения патины на меди. Во многих случаях они дают похожие оттенки и на латуни. Поперхноети Синий После того, как изделие тщательно промыто. смочите его поверхность чистой водой и по- сыпьте поваренной солью. Поставьте рядом с ВО В изделием открытую плошку с нашатырным и j А ВОДЯ спиртом и плотно накройте пластиковым вед- [/ JcL СОЛЬ рОМ или мешком для мусора. Другой способ 1/ « *4 / нашатырный спирт представляет собой тот же процесс, только изделие смачивают не водой, а уксусом. Коричневый Залейте раствор в пульверизатор и сбрызните ГА чистую поверхность изделия Дайте высохнуть Г । и сбрызните еще раз. Повторите несколько раз. 1 стол, ложка нитрата железа 1 л воды Арахисовое масло Очистив и просушив металл, разотрите в ладо- Можно приобрести в бакалей- нях °ДНУ ~ Две капли масла. Осторожно вотри- ном магазине или в магазине те масло в изделие, стараясь, чтобы пленка / здоровой пищи. была как можно тоньше. Прогрейте изделие Г шумящим пламенем горелки точно до того / момента, когда масло начнет дымиться. Красный Погрузите очищенное изделие в кипящий 5 г. «рокушо» 5 г. медного куп 1 л. воды * как приготовить 3 части ацетата меди 1 часть каустической с 1 часть мела или зубно] Рецепт взят из книги Хьюга и ] раствор по меньшей мере на час. После того, как желаемый цвет достигнут, выньте изделие ороса и ополосните в холодной воде. ) h «Рокушо» - традиционная японская смесь для патинирования, которую трудно достать «рокушо» на Западе. Чтобы приготовить свою собствен- | ~ ную, смешайте ингредиенты согласно списку и >оды дайте раствору выстояться неделю. Осторожно го порошка слейте верхний слой жидкости и используйте его как заменитель «рокушо». Роу «Окрашивание, бронзирование и патинирование металлов». Используется с разрешения авторов Раствор для чернения золота Можно купить в магазинах для ювелиров. 42 Чтобы золото вступило в реакцию, необходимо присутствие железа. Для окраски небольших р, участков используйте гвоздь или отрезок про- С| волоки (скрепку для бумаг). Для больших по- верхностей воспользуйтесь зажатой в пинцет стальной ватой как тампоном. Чтобы окрасить мелкие предметы или цепочки, растворите стальную вату в этом растворе и погрузите их.
Рецепты патинирования Издавна говорят, что существует три способа познать патинирование про- бовать, пробовать и пробовать. Бронза • От серого до тускло-черного Ружейный раствор для воронения Birchwood Casey Со. Eden Prairie, MN 55344 Используйте неразбавленный раствор, нанося его кистью, или целиком погру- жая в него изделие. На бронзу или ла- тунь раствор наносите стальной ватой Алюминий • От серого до тускло-черного Раствор для чернения алюминия (адрес - выше) Используйте неразбавленный раствор, полностью погружая в него изделие, вти- рая или набрызгивая. С поверхности алюминия необходимо предварительно удалить прозрачный оксид, лучше всего с помощью механической обработки., дробеструйной машинкой, например. Достигнув желаемого цвета, ополосните изделие в воде и закрепите цвет воском или лаком. Раствор содержит фосфор- ную кислоту, поэтому необходимо рабо- тать в защитных очках и перчатках. Оловянно- свинцовые сплавы • От серого до тускло-черного Разбавленная азотная кислота Защитив себя перчатками, очками и ре- зиновым фартуком, приготовьте очень разбавленный раствор. Можно наносить его на изделие, либо действовать методом погружения. Цвет изменится сразу же. Сталь • От серого до черно-синего Ружейный раствор для воронения Birchwood Casey Со. Eden Prairie, MN 55344 Наносите неразбавленный раствор кис- тью, либо погрузите изделие. На латунь или бронзу наносите раствор стальной ватой. • Красно-оранжевый Соленая вода Приготовьте крепкий раствор соли и об- рызгайте им чистое изделие. Оставьте, пока естественным путем не образуется оксид. Вам потребуется повторить это не- сколько раз. Очень важно, чтобы металл был тщательно очищен от масел и грязи
Травление При травлении металл испытывает не механическое, а химическое воздей- ствие. Чтобы достигнуть желаемого эффекта, металл в течение on редел ен- кого промежутка времени подвергают контролируемому воздействию кис- лоты. Обязательна защитная одежда и вентиляция. Если покрыть часть поверхности металла кислотоупорным лаком («резистом») и подвергнуть от- крытые области травлению кислотой, то можно получить на нем изображение. Нижеследующие рекомендации относятся к любому способу травления. • Работайте в вентилируемом помещении. Пары кислот опасны. • Работайте в защитных перчатках, фартуке, защитных очках и респираторе. • Держите под рукой питьевую соду, чтобы нейтрализовать пролитую кислоту. Всегда до- бавляйте кислоту в воду, а не наоборот. Поскольку кислота тяжелее воды, она опускается на дно, где и растворяется. Если лить воду в кислоту, то вода остается наверху, и поверх- ность контакта между двумя жидкостями остается ограниченной. Быстрое разогревание может привести к разбрызгиванию раствора • Поскольку смешивание происходит медленно, перед тем как использовать раствор кисло- ты, дайте ему выстояться не меньше часа. • Храните кислоту в прохладном темном месте в узкогорлых стеклянных или пластмассовых сосудах со стеклянными или пластмассовыми крышками. Никогда не храните их высоко на полке. На сосудах должны быть этикетки с четкими надписями, включающими концен- трацию и дату приготовления раствора. • Не выливайте кислоту в раковину или унитаз. Нейтрализуйте пищевой содой и вылейте на землю. От больших количеств избавляются через организации, утилизирующие отходы • Обычно чем медленнее травление, тем четче результат. • Чтобы определить глубину травления, выньте изделие, промойте его в воде и прощупайте рельеф острием иглы, стараясь почувствовать высоту его стенок. Если изделие подверг- нется полировке, необходимо травить чуть глубже. Кислоты Химически чистая (хч) техническая товарная 100% около 70% около 50% Процесс Существуют разные способы, но обычно изоб- ражение либо рисуют лаком, либо покрывают всю поверхность изделия и после высыхания процарапывают рисунок. Большинство кислот поступает в продажу в этих трех концентрациях. Первая очень дорога и не является необходимой. Чаще всего используют технические кислоты, и большинство рецептов, включая приведенные на следующей странице, составлено именно для них. Если у вас более раз- бавленная кислота, пересчитайте рецепт согласно ее концентрации. Кислота - вещество капризное. Иногда примеси других реактивов могут сделать ее более сильной, поэтому «старая» кислота лучше, чем свежеприго- товленный раствор При повышении температуры скорость травления увеличивается, но разогрев происходит самопроизвольно в ходе реакции, по- этому скорость травления постепенно увеличива- ется. Единственное правило состоит в том, что здесь нет никаких правил, и, занимаясь травлением, вы все время должны следить за тем, что происходит. Чтобы получить различную глубину рельефа, потравите изделие, выньте его, сполосните и по- кройте «резистом» области, на которых достигну- та нужная глубина. Дайте свежему лаку высох- нуть и продолжайте травление Тех же результа- тов можно добиться противоположным способом. Процарапайте только ту часть рисунка, которая будет самой глубокой, и начните травление Че- рез некоторое время выньте изделие, промойте и процарапайте еще часть рисунка. При последую- щем травлении ранее выполненная часть изобра- жения протравится на дополнительную глубину. Процесс можно повторять, пока не будет получе- но желаемое количество уровней. 44
Травильные растворы Травильные растворы - это реактивы (главным образом кислоты), которые применяют с целью намеренного разрушения металла. Необходима защит- ная^оде^а'и/вейтиляйия:- Все величины относятся к объемам, если не указано иное. Цифры в скобках означают процентное соотношение объемов реагентов (не концентрацию!).Для краткости слово «кислота» опущено. Золото 1 часть азотной (25), 3 части соляной (75) Эт0 царская БОДКО.. Серебро, стерлинговое 1 часть азотной (25), 3 части воды (75) Медь Латунь Никель 1 часть азотной (50), 1 части воды (50) Алюминий 12 мл нашатырного спирта (2), 1,3 г медного купороса (2), 100 г. гидроксида натрия (каустической соды) (6), 2 литра воды (90) Свинец, Олово и т.п. 1 часть азотной (20), 4 части воды (80) Железо, Сталь 2 части соляной (67), 1 часть воды. (33) Материалы Ни один из этих защитных лаков не будет хо- рошо ложиться на грязный металл. Поскольку лак лучше держится на шероховатой поверх- ности, пользуйтесь для чистки пемзой. Сполос- ните, вытрите насухо и старайтесь не прика- саться к поверхности. Защитные лаки Растворители битумный лак скипидар масляная краска скипидар (аэрозольная упаковка) шеллак спирт Лак (в т.ч. для ногтей)разбавитель для лака Типографская краска скипидар Жировой карандаш Во время травления выделяются пу- зырьки газа. Оставаясь на поверхнос- ти металла, они препятствуют доступу кислоты, приводя к неравномерному травлению. Уда- . ляйте пузырьки, * легко проводя по поверхности изделия пером или кисточкой из шнура. Чтобы аккуратно опустить изделие в । травильную ванну, воспользуйтесь пет- | лей из шнура. Можно пользоваться пинцетом, но он часто царапает лак. Очень чистое травление на меди можно получить с помощью раствора хлорного железа. Это скорее соль, не- жели кислота, и действует она несколько иначе. Изделие должно быть подвешено горизонтально, чуть ниже уровня жидкости Обратную сторону можно защитить изоляционной лентой или липкой бумагой. Для этого травильного раствора в дополнение к перечис- ленным выше защитным веществам можно использовать несмываемый маркер Травление занимает от 1 до 4 часов. Промывка в воде не остановит коррозию. Промывайте щеткой в растворе аммиака. Поставляется галлонами, Mouser Electronics, 2401 Highway 287, Mansfield, TX 76063, (817) 483-4422 45
Фототравление В этом процессе для наложения на лист металла кислотоупорного вещества применяется фотографическая техника. Затем с помощью кислот на метал- ле получают изображение, как описано выше. Поверхности Проще говоря, лист металла покрывают светочувстви- тельным веществом, после чего он ведет себя примерно так же, как фотобумага. Затем его экспонируют на све- ту, проходящем через пленку. Чтобы удалить экспони- рованные участки, применяют химический проявитель. После того, как защитный слой (фоторезист) высохнет, металл травят. Этот процесс лежит в основе микроэлек- тронной промышленности. Он развивается и совершен- ствуется с удивительной быстротой. Тем, кто желает ра- ботать в этой технике, рекомендуется обращаться за до- полнительной информацией к техническим журналам, на предприятия и в технические учебные заведения. Негативное изображение должно быть высококонтрастным, то есть без серых областей. Этого можно добить- ся, используя пленку «Kodalith» или рисунок черной тушью на ацетатной пленке. Некоторые копировальные аппараты могут печатать изображе- ние на такой пленке, что позволяет использовать рисунки и изображения из книг. Изображение на пленке дол- жно быть такого же размера, как то, что нужно вам на металле. Процесс 1. Вырежьте лист металла размером несколько больше, чем вам нужно, просверлите в одном из углов отвер- стие и проденьте в него отрезок проволоки (15 см.), за который вы будете брать и подвешивать металл. 2. Убедитесь, что лист плоский и тщательно очистите его пемзой, пока вода не будет скатываться сплошной пленкой. Не экономьте время на очистке. Осушите неволокнистой тканью. зиции зависит от марки фоторезиста, от дистанции до экспонирующих ламп, а также от того, насколько эти лампы стары. Обычно это 5-20 минут. Как правило, экспозицию выбирают экспериментально с шагом 2 минуты. 6. Проявляйте изображение при обычном освещении в кювете с проявителем, рекомендованным для данного 3. При неактиничном освещении покройте металл фоторезистом путем погружения. Пары фоторезистов опасны! Пользуйтесь респиратором с соответствующим фильтром. Не забывайте убирать фоторезист перед тем, как включите обычное освещение, иначе он будет необратимо испорчен. 4. Подвесьте металл для сушки в светонепроница- емом боксе; желательно накрыть его плотной темной тканью. Теплый фоторезиста. Слегка покачи- вайте кювету, чтобы обеспечить перемешивание проявителя. С трудом, но изображение можно видеть как разницу между по- крытым и непокрытым резис- том металлом. Промойте в хо- лодной воде. 7. Просушите 30 минут в подогреваемом боксе, или 2 воздух ускорит высыхание. Здесь вам может пригодить- ся фен. Так как он поднимет пыль, заранее убедитесь что бокс чист. Не нагревайте выше 100° С (200° F). Сушка с подогревом займет около 45 минут, без него - 2-3 часа. 5. Все еще при неактиничном освещении наложите контактным способом негатив на металл Время экспо- часа в теплом месте. 8. Покройте обратную сторону и края изделия обыч- ным кислотостоким лаком. 9. Протравите металл, как описано на предыдущих двух станицах одним из приведенных растворов. Реко- мендуется медленное травление, которое сохраняет мелкие детали После травления снимите резист ацето- ном или растворителем для лака. Реактивы Вам понадобится фоторезист, разбавитель, эмульсия и прояви- тель. Количество реактивов, достаточное для нескольких де- сятков пластинок, обойдется вам примерно в 80 долларов США. Freundorfer, Inc. 1551 Commerce Dr. Elgin, IL 60123 (708) 931-7300 Оборудование 1. Темная комната, чулан или ванная 46
Низкотехнологичное фототравление Хотя эта техника не так точна и предсказуема^ как та, что описана на пре- дыдущей странице, зато она очень проста, и делает фототравление столь же доступным, как ксерокопирование* Суть процесса заключается в том, что применяемый в ксероксах и лазерных принтерах тонер переводят на ме- талл, где он становится защитным слоем для обычного травления. Копии снимают на ацетатную пленку с высо- коконтрастных черно-белых изображений. Затем тонер переносят на металл с помощью обычного утюга. 1 Поверхность металла должна быть очень чистой. Реко- мендуется мягкий абразив, поскольку он удаляет с поверх- ности жиры и в то же время создает легкую шероховатость, подойдет салфетка для чистки посуды. Затем протрите металл растворителем (жидкость для снятия лака, ацетон, разбавитель для краски и т.д.). На этом этапе вентилируй- те помещение и не пользуйтесь открытым огнем. Чистый металл держите за края. 2. Ксерокопируйте изображение на одну из сторон пласти- ковой пленки. При работе с большинством аппаратов необ- ходимо, чтобы лист пленки был стандартного формата. Небольшие кусочки пленки можно приклеить скотчем на стандартный лист бумаги. Если на пленке есть хотя бы малейшие следы грязи или жира, осторожно протрите ее растворителем. 3. Наложите пленку тонером вниз на очищенный металл и приклейте вдоль одного края скотчем. Сверху положите лист бумаги или тонкой ткани и прижмите горячим утюгом (130-150° С, 265-295° F, терморегулятор в положении «хло- пок/лен»). Плотно прижмите и дайте пластику прогреться. При недостаточном нагревании рисунок будет переведен не полностью, а при слишком сильном линии могут расплыться. Я предлагаю потренироваться и «прочувствовать» процесс на пробном кусочке пластика. Если некоторые участки изоб- ражения не удалось перевести, слегка проведите по ним ребром или носком утюга. Это требует осторожности. 4. При другом способе лист металла кладут на нагретую плиту или перевернутый утюг. Дайте металлу прогреться до тех пор, пока тепло не размягчит изображение, образо- ванное тонером, после чего прикатайте его через пластик. Для этого сгодится ювелирная гладилка, деревянный ролик для нанесения краски или офортный валик. После того, как металл остынет, снимите пленку с переведенного изоб- ражения. Делайте это не торопясь, чтобы можно было под- править то, что необходимо. Если вы не собираетесь за- няться травлением сразу же. не снимайте пленку совсем; пусть она защищает изображение. Травите как обычно, затем удалите тонер разбавителем для краски или подоб- ным ему растворителем. t louepxHOCTit Хотя годится, пожалуй, большинство ацетатных пленок, но пластиковая пленка ТЕС 200 была разработана специально для этих целей. Ее можно приобрести по адресу: Meadowlake Corporation, Box 497, Northport, NY 11768 47
Анодирование алюминия Алюминий может поглощать краску если его поверхностный слой обрабо- тан электричеством для образования оксидной пленки. Этот процесс назы- вается анодированием. ПънерхнтШ ТЕХНИКА БЕЗОПАСНОСТИ Анодирование включает в себя использо- вание кислоты и электрического тока. Для безопасной работы с любым из этих факто- ров необходимо существенно больше спе- циальных знаний, чем дано здесь. Всегда выключайте электроаппаратуру перед лю- быми манипуляциями с ней, проветривайте рабочую зону, носите защит- ную одежду, очки и пер- чатки при контактах с кислотными или ще- лочными растворами. Всегда. Оборудование и материалы Как и в любой технологии, практически нет верхнего предела затрат. Тот, кто хо- чет попробовать анодировать небольшие предметы, обычно заинтересован в мини- мальных затратах. Вам понадобится вып- рямитель или зарядное устройство для ак- кумуляторов, несколько прочных пласти- ковых сосудов, кастрюля из нержавеющей стали, несколько погружных термометров, кислотостойкий фартук, перчатки и за- щитные очки, некоторые реактивы. Не- большая установка - чтобы попробовать - обойдется вам в 100-150 долларов. На протяжении своей относительно короткой исто- рии (процесс запатентован в 1924 году), анодирова- ние выросло в сложную и точную науку. Тот, кто заинтересуется в подробном изучении предмета, должен читать специальную литературу. Цель дан- ной странички - дать описание процесса и краткий обзор для тех, кто уже знаком с ним. Хотя оксидный слой существенно тверже, чем нео- бработанный алюминий, это не означает, что он вы- держит все перипетии металлообработки. Слой хру- пок, тонок, и трескается при механических воздей- ствиях. Поэтому все опиливания, распиливания, гибка, формовка и полировка должны быть заверше- ны перед тем, как начать анодирование. Для этой технологии вполне подходят холодные соединения, можно осторожно использовать специальные виды сварки. Для стороннего наблюдателя, процесс анодирова- ния алюминия весьма похож на раскрашивание пас- хальных яиц. Вы так же окунаете, споласкиваете и вновь окунаете. Диаграмма внизу представляет краткое описание процесса анодирования. Ссылки на время означают минуты, проведенные изделием в соответствующей ванне. В любом случае, это всего лишь прикидки для наиболее типичных ситуаций. Необходимо пробовать. Обезжиривание 5-15 минут Промывка ' Z Щелочь 1-5минут Промывка ) Ф Нитратная ванна 2-3 минуты Промывка (дважды) ' ’ Анодирование 20-40минут, 12-20 В, > 1,0-1,5 А/дм2, 20-22° С - Промывка Нейтрализация NaHCO3 i: Промывка (дважды) ' J Окрашивание 5-15 минут Промывка ) 1> Окрашивание (при желании) 1 Промывка > -1 Консервация > J1 Промывка Вся работа займет не более 2-х часов, и лишь часть этого времени вы будете действи- 48 тельно заняты.
Анодирование алюминия Простое анодирование напоминает окрашивание пасхальных яиц, но с вве- дением резистов, перьев, техники повторного окрашивания становится воз- можным получение огромного числа тонких эффектов* Хотя здесь мы называем анодированием весь процесс, строго говоря этот термин относится в нем к одному-единственному этапу. В растворе 15-18% серной кислоты (электролита) алюминий подключается к положительному (+) полюсу источника тока, называемому анодом. Отрицатель- ный (-) полюс подключается к листу свин- ца, алюминия или нержавеющей стали, называемому катодом. Обычно используют свинец. Когда через электролит протекает ток, кислород соединяется с металлом на поверхности, образуя прозрачный, порис- тый и твердый оксид алюминия. Краски Так как анодированная поверхность пори- ста, она поглощает множество окрашиваю- щих агентов, включая большинство кра- сок, чернил, протрав. Для того, чтобы обес- печить прочность окраски, богатство цвета и контроль за процессом, рекомендуется использовать специально предназначен- ные для анодирования краски Следуйте инструкции изготовителя краски, обратите особенное внимание на необходимость при- менения дистиллированной воды. Краски Структура слоя Когда алюминий соединяется с кислородом, оксид алюминия (А12О3) образуется в виде тонкой прозрачной пленки. Если этот процесс ускорить с помощью электрического тока и проводить в кислотной ванне, то получается гораздо более толстая пленка, ко- торая выглядит при увеличении как показано на рисунке. Именно эти поры, или «трубки» позволяют прозрачному слою впитывать краску. Конечная стадия - «запе- чатывание» оксидного слоя - производится либо горячей водой, либо солями никеля. Поверхности можно смешивать для получения нового цвета (например смешать красный и синий и получить фиолетовый цвет). Более рас- пространенный подход - окрашивать уже окрашенные поверхности. При таком спо- собе исходный цвет можно местами сохра- нить или смешивать с другими, что дает богатую палитру цветов. Конечно, когда серия изделий должна иметь определен- ный цвет, предварительное смешивание красок дает более надежный результат. Обычный отбел ювелира (Спарекс) можно использовать для освет- ления нежелательных красок. Держите сосуд с отбелом специаль- но для этой цели, работайте при комнатной температуре. Можно использовать и другие кислотные растворы, но они содержат более опасные химикаты. Сетки Ключевой момент в успешном ано- дировании - непрерывный электри- ческий ток. Это требует чистого и плотного контакта между источником тока и изделием. Ток к изделию под- водится титановой конструкцией, либо конструкцией из сплава, близко- го по составу к анодируемому изде- лию. Здесь приведены примеры уст- ройств для завешивания изделий в ванну для анодирования. Более детальная информация дана в Artists Anodizing Aluminium Давид ЛаПланц Можно заказать в Press de LaPlantz, 899 Bayside Cutoff, Bayside, CA 95524, (707)822-6009. 49
Анодирование металлов группы титана Титан, ниобий и еще четыре так называемых «реактивных металла» обла- дают уникальным свойством образовывать поверхностные оксидные плен- ки точно контролируемой толщины при обработке низковольтным напря- жением. Окраска этих пленок вполне предсказуема и весьма устойчива. Опасность поражения электротоком! Описываемая технология использует электрооборудование и поэтому потенциально опасна. Не приступайте к работе, пока не поймете и не усвоите все требования техники безопасности. Дополнительная инфор- мация о реактивных металлах дана на стр. 20. Титан, ниобий, тантал, цирконий, вольфрам и гафний называются реактивными металла- ми. Они обладают целым рядом разнообраз- ных свойств, которые представляют интерес для металлургов и конструкторов. Титан и ниобий можно достаточно легко обрабаты- вать, поэтому они представляют интерес для ювелиров. На этих металлах образуется оксидная пленка постоянной толщины. Будучи однаж- ды получена, эта пленка весьма инертна и не изменяет своих свойств со временем. Пленка невероятно тонка, где-то порядка одной миллионной сантиметра или менее. Ее невозможно увидеть, но вы можете видеть ее влияние на свет, падающий сквозь нее на металл и отражающийся обратно. Результат Оборудование Случайным образом подобранные комплектующие обойдутся примерно в 10 долларов в универсаме, и включают в себя пластиковый сосуд с плотной крышкой, резиновые перчатки, губку, зажимы типа «крокодил», изоленту и несколько различных кистей в металлических обоймах. Лучше брать кисти из нейлона, а не из натуральных волос. Сердце установки - трансформатор и выпрями- тель с ограничителем по току. Этот компонент пре- образует напряжение из сетевой розетки в посто- янный ток и позволяет управлять как напряжени- ем, так и силой тока. Оборудование походит на гальваническую установку и на установку для ано- дирования алюминия, но требования к нему суще- ственно иные, поэтому оно не совсем подходит для окрашивания реактивных металлов. Достаточно образованные и трудолюбивые мастера могут само- стоятельно собрать установку из деталей, куплен- ных в магазине электротоваров. Схемы можно по- лучить в студии реактивных металлов.(см. список поставщиков, стр. 194), которая также поставляет готовое оборудование и материалы для ювелирных мастерских. такого отражения - вполне предсказуемая палитра цветов, включающая звонкие синие тона, горячие алые цвета и холодную зелень. Контроль за процессом обеспечивается применением электричества для образования оксидной пленки. Электроток известных па- раметров протекает через раствор и образует кислород у положительного (+) полюса. Этот полюс называется анодом, а процесс - аноди- рованием. Повышение напряжения приводит к образованию более толстой пленки, что ведет к изменению цвета. Технологию по- крытия легко понять, но в полной мере овла- деть процессом приведенная здесь информа- ция не позволит. Нижеследующее описание дает общую картину и является лишь стиму- лом для дальнейшего изучения литературы. Ход процесса При любом заранее заданном напряжении оксидная пленка растет до вполне определенной толщины, пре- кращая рост в тот момент, когда она перестает прово- дить ток. Область металла, уже покрытая оксидной пленкой при каком-то напряжении, не будет прово- дить ток более низкого напряжения. Реактивные металлы прочны, но подаются большин- ству обычных способов ювелирной обработки. Их мож- но распиливать, опиливать и обрабатывать на точиль- ном круге теми же инструментами, что используются при работе с золотом и серебром. В условиях крупного производства пыль и опилки от обработки титана мо- гут вспыхнуть, но оборудование обычной мастерской в этом отношении вполне безопасно. Из-за невысокой теплопроводности этих металлов при их сверлении для защиты сверла от перекаливания рекомендуется ис- пользовать смазку. При зашкуривании смачивайте водостойкую наждачную бумагу слабым мыльным раствором. Реактивные металлы не поддаются пайке, поэтому соединения выполняются холодным способом - клепкой, свинчиванием, загибанием, с использованием техники закрепки камней, клеевым методом.
Анодирование металлов группы титана ТРАНСФОРМАТОР Использование электролитической ванны 1. Подготовьте металл пескоструйной обработкой, зашкуриванием, чеканкой или любым дру- гим методом, принятым в ювелирной технике. Полированные поверхности дают наиболее яркие цвета, но если смотреть на них под углом, они кажутся темными и тусклыми. Поэтому наиболее часто применяются методы обработки, дающие как бы исцарапанную поверхность. Обезжирьте изделие и впредь держите его только за края. 2. Расположите оборудование, как показано на рисунке, убедив- шись, что аппаратура отключена от сети. Электролит готовится растворением столовой ложки тринатрийфосфата или спарекса в литре воды, хранят его в прохладном месте и используют при комнатной температуре. Под герметичной крышкой, исключаю- щей испарение воды, срок хранения электролита неограничен. Следите, чтобы зажимы и провода не касались раствора. Дважды убедитесь в том, что анод и катод не соприкасаются. Наденьте резиновые перчатки. 3. Включите источник тока и увеличивайте напряжение до появления желаемой окраски из- делия. Чтобы проверить ход процесса, выключите ток и извлеките изделие из ванны. Цвет покрытия слегка искажается из-за наличия пузырьков, образующихся на поверхности в про- цессе анодирования. 4. Выключите ток. 5. Металл можно ополоснуть и слегка подсушить, чтобы увидеть окончательную окраску. Его можно вновь погрузить в ванну для дальнейшей окраски, помня о том, что изменения цвета можно достичь лишь при более высоком напряжении. Если вы проморгали нужный цвет, об- ратного пути уже нет. Удобна {В? Е ТРАНСФОРМАТОР АНОД КАТОД Аппликационный метод (анодное раскрашивание) 1. Подготовьте металл, как описано выше ошкуриванием, пескоструйной обработкой или от- полируйте. Обезжирьте и впредь держите только за края. 2. Соедините анод (+) с изделием и закрепите его на столе, двухсторонняя липкая лента. 3. Подготовьте аппликатор так, чтобы он проводил электричес- кий ток. Можно использовать кисточки. Очень важно, чтобы металлические части катода были изолированы. Закройте их изолентой или резиновым покрытием, которое продается в хозяйственных магазинах для рукояток инструментов. 4. Убедитесь, что аппаратура выключена и подсоедините про- вод от аппликатора к катоду (-). Не забудьте о резиновых перчатках. 5. Смочите кончик аппликатора и включите ток. Как только вы прикоснетесь аппликатором к изделию, начнут появляться < цвета. Если реакция идет слишком быстро, уменьшите напря- изолентА жение, и наоборот. Чем меньше размеры аппликатора, тем меньший ток необходим. Слишком большая сила тока вызовет местный перегрев и последую- щее отслаивание металла с образованием коричневых пятен. Всегда носите резиновые перчат- ки и внимательно следите, чтобы металлические части аппликатора не касались анода. Это вызовет короткое замыкание. Жидкий электролит является переносчиком электрического тока. Если держать какую-то часть поверхности сухой, вы можете предотвратить образование оксидов. Обычно для этого применяют раз- личные липкие ленты, разведенный асфальт, лак для ногтей. Если вы используете лен- ту, необходимо тщательно пригладить ее края, чтобы исключить просачивание жидко- сти под нее. Если это произойдет, граница окраски получится размытой. Этот материал взят из Studio Preparation and Coloring of Titanium, William Seeley, по его разрешению (и с благодарностью).
Полирование Долгие часы тщательной работы могут быть потрачены впустую из-за не- аккуратной или непродуманной полировки. Опыт - лучший учитель, но не* обходимый фундамент для него - твердое понимание сущности всех опера- ций и влияния их на конечный результат. • Отполированный вид - результат абсолютно плоской поверхности. При увеличении попереч- ный разрез царапины выглядит, как показано на рисунке. Свет отражается в царапинах по- добно эху в горной долине. Плоская поверхность не дает «эха», так что свет отталкивается назад, образуя высокоотражающую поверхность. • Хорошая обработка поверхности начинается уже в тот момент, когда вы впервые берете в руки металл. Избегайте ненужных царапин - храните запасы аккуратно. Никогда не прочер- чивайте линию, не убедившись, что она необхо- дима. • Обычно для сглаживания краев и уточнения формы используются надфили. Следующий шаг - использование абразивных бумаг. Наи- более часто применяются водостойкие шкурки на основе карбида кремния. Их покупают в хозяйственных магазинах и в компаниях, тор- гующих ювелирным оборудованием. Можно выбрать корундовые, гранатовые или крокус- ные бумаги. Какой бы тип вы ни выбрали, шкурку стоит обернуть вокруг планки или нагеля, чтобы увеличить силу давления при работе. Режущая способность абразива зави- сит от приложенного давления. • Можно изготовить полироваль- ные палочки, наклеив кожу или фетр на палочк нанеся на них абра- зив. Другой эф- фективный метод полировки вруч- ную - использова- ние шнуров или ремешков. Зернистость 100 - очень грубые 200 - грубые 300 - средние 400 - тонкие 500 - очень тонкие Продвигаясь от грубых к тонким абразивным шкуркам, старайтесь не пропустить ни одного шага. При переходе к следующему номеру шкурки меняйте направле- ние обработки. Это поможет вам заметить момент, когда исчезнут следы от преды- дущего абразива. Для достижения зеркальной полировки вам, скорее всего, потре- буется шкурка 600 номера. Помните, что нет общепризнанного мнения по поводу правильной полировки. Вы можете остановиться в любой момент, когда сочтете, что степень обработки поверхности соответствует вашему замыслу. Правила работы на полировальном круге • Будьте внимательны! Если вы нача- ли отвлекаться, выключите мотор и отдохните. • Держите изделие так, чтобы в случае чего его бы вырвало из ваших рук. • Работайте в очках Длинные волосы и одежду стоит подвязывать. • Работайте только в нижней части полировального круга. Полировальные средства Обычно отделочные операции идут в такой последовательности: надфиль - шкурки - твердые порошки. Они могут быть природными или искусственными. Обычно их покупают уже смешанными со связ- кой, как правило это жиры или сало. Доступен широкий выбор абра- зивов. Посмотрите каталоги компаний, чтобы получить детальную информацию. Попробуйте поработать с некоторыми из абразивов и уже потом сделайте окончательный выбор для себя. Вот наиболее популярные абразивы: Bobbing серый материал, который содержит порошок пемзы. Особенно хорош для быстрой обработки Tripoli коричневый материал из песчаника. Хорошо удаляет царапины. White не содержит алмазного порошка, но работает Diamond очень быстро и годится для всех целей. Работает так же быстро, как трепел, но дает более яркий блеск. Lea также быстро работает, особенно хорош для стали - для полировки молотков и стоек. ZAM искусственный порошок, который придает блестящую полировку большинству металлов и многим драгоценным камням. 52
Глава 3 Формообразование Разметка 54 Выпиливание 55 Волочение проволоки 56 Прокатка проволоки 57 Изготовление трубок 58 Гибка 59 Ковка 60,61 Чеканка: репуссе 62,63 Вытяжка и выколотка по матрице 64 Посадка 65 Свободная выколотка 66,67 Антикластическая выколотка 68 Соединения при выколотке 69 Штамповка 70-73 Гальванопластика 74
Разметка Этот простой этап лежит в основе аккуратно вьщолненной работы и предсказу- емых результатов. Внимательное продумьшание и геометрическая точносгъ С са- мого начала работы над изделием значительно облегчают последующие стадии. • Избегайте царапин, которые в дальнейшем при- дется устранять. • При любом способе обработки поверхности, пе- ред разметкой она должна быть обезжирена. Ис- пользуйте спирт или неводный очиститель для рук (можно купить в магазинах, торгующих красками). Также можно протереть металл порошком пемзы, мелкой наждачной бумагой и т.п. Для того, чтобы линии разметки были отчетливо видны, обрабаты- вать поверхность нужно круговыми движениями. • При разметке карандашом используйте белую тем- перу, белый обувной крем или специальные средства для разметки (в США - жидкость Dye Кет). • Можно выполнять рисунки на специальной бумаге для этикеток (в США, например, Crack-n-РееГ), ко- торая доступна в магазинах канцтоваров, либо на более дешевых сортах бумаги с липким слоем. • После выпиливания все подобные покрытия можно смыть растворителем или сжечь. Обеспечьте вентиляцию! • Иногда ускоряет разметку использование фото- копий. Можно скопировать бледную миллиметров- ку на этикеточную бумагу или дублировать на ней рабочие чертежи. • Иногда приходится одновременно размечать не- сколько одинаковых деталей, а в других случаях размеры одной детали зависят от другой. В этих случаях, возможно, лучше выпилить (изогнуть и т.п.) первую деталь изделия, прежде чем присту- пить к разметке следующей. Рассмотрите все вари- анты и разработайте план работы перед ее началом. внутренний РАЗМЕР 1_________ меньше -------- чем k внешний рдзмер ХРАНИТЕ ЛИСТОВОЙ МЕТАЛЛ, ПЕРЕЛОЖИВ ЕГО ВУМАГОЙ КРАСКА ДЛЯ РАЗМЕТКИ ВЕЛАЯ ВЕЛЫЙ ТЕМПЕРА КРЕМ ДЛЯ ОВУВИ При радиальной гибке металла, для кольца, например, прибавляйте удвоенную толщину заготовки для компенсации сжатия металла при изгибе. Размечая прямоугольный сгиб металла, помните, что внутренний и наружный размеры будут разли- чаться из-за толщины металла. Это может оказаться важным при изготовлении прямоуголь- ных оправ для мелких камней На странице 187 приведены некоторые схемы и формулы для расчетов. Лучше хорошо сделать одну вещь, чем плохо - миллион. Уильям Шеппард 54
Выпиливание Хотя выпиливание и кажется простой техникой, на самом деле это не толь* ко весьма универсальный процесс, но и подготовительная операция при многих других способах обработки. При правильном выполнении выпили- вание - ритмичная, неутомительная работа. • При выпиливании заготовки должны быть надежно зак- реплены и расположены горизонтально. Обычно использует- ся деревянный финагель. • Полотно лобзика должно быть натянуто (см. ниже) • Зубцы пилки должны быть обращены к рукоятке. Чтобы в этом убедиться, воспользуйтесь лупой, или лоскутком ткани, проведя по ней лобзиком. Зубья цепляются за ткань только в одном направлении. • Полотно лобзика должно быть всегда строго перпендику- лярно поверхности заготовки. • Рука, держащая лобзик, должна быть расслаблена. Не сжи- майте и не дергайте лобзик. • При правильном подборе полотна на толщину заготовки приходится три зубца пилки. Форма Как вставлять пилку Метод 1. Вставьте один конец пилки и за- тяните винт (А) пальцами. Подгоните длину станка так, чтобы другой конец полотна лишь слегка пересекал другую зажимную пластинку, затем затяните винт (В). Упри- тесь рамкой лобзика в станину и, используя пружинистость рамки, сожмите ее. Помес- тите второй конец пилки на место и затяни- те винт (С). Рамка спружинит, обеспечивая необходимое натяжение пилки. Метод 2. Отпустив винт (В), вставьте пил- ку, убедившись в ее правильной ориента- ции. Затяните винты (А) и (С). Обеими ру- ками раздвиньте рамку, как показано на рисунке, поместив большой палец так, что- бы он удерживал лобзик максимально раз- двинутым. Удерживая рамку в таком поло- жении, затяните винт (В). Смазка Смазка не обязательна, но иногда она ускоря- ет выпиливание, особенно на «вязких» метал- лах, таких как стерлинговое серебро или медь. Можно размяг- чить кусочек пче- линого или специ- ального (например —- «BurLife»), воска и прилепить его к основанию финагеля как по- казано на рисунке. Можно также каждые 2-3 минуты проводить по пилке фитильком, смоченным машинным маслом. Пропиловка Этот термин используется, когда работа ведется внутри контура заготовки. Начинайте работу с про- сверливания во всех частях заготовки отверстий, которые должны быть уве- личены пропиливанием. Достаточно [Т весьма небольших отверстий. Сохра- 11 няя один конец пилки закрепленным в лобзике, другой проденьте в отверстие. Закрепите его в рамке как обычно. По завершении выпилива- ния, часто нелишне уточнить форму, «опиливая» по- лотном лобзика, проводя им по уже опиленным кром- кам. Для извлечения пилки из заготовки ослабьте любой из зажимов и вытащите ее. 55
Волочение проволоки Форма Это простое приспособление позволяет мастеру изготавливать проволоку необходимой толщины и формы поперечного сечения. Это пример инстру- мента, который не изменяет свою форму и предназначение с момента его изобретения 500 лет назад. Процесс протяжки 1. Волочильная доска зажимается в тиски так, чтобы она была на- дежно закреплена. 2. На конце протягиваемой проволоки запиливается коническая часть. Это легче сделать, если воспользоваться специальным углуб- лением на финагеле 3. Конец проволоки заправляется в волочильную доску с той сто- роны, где не обозначен размер фильер, в ту фильеру, в которую он входит с усилием. Тяжелыми клещами (существуют специально предназначенные для этого плоскогубцы - «захваты») проволоку протягивают сквозь доску медленным и плавным движением. 4. Проволоку протягивают через последовательно уменьшающиеся фильеры до тех пор, пока она не станет пружинистой и твердой. Ее отжигают, от- травливают, сушат, и волочение может быть продолжено. Часто по мере надобности проволоку приходится раз за разом запиливать на конце. 5. В большинстве случаев числа рядом с фильерами не имеют никакого отношения к действительному сечению проволоки. Как отжигать проволоку Свивайте проволоку в тугой рулончик, чтобы не расплавить ее. Если рулончик обвязан не железной проволокой, то его можно охлаждать в отбеле немедленно после отжига. Смазка Кусочки ветоши, или губки, смоченные невяз- ким машинным или оливковым маслом, зак- репляются на волочильной доске. Можно так- же натирать проволоку воском, но иногда воск забивает мелкие фильеры. Если нет возможности закрепить волочильную дос- ку в тисках, можете ее прижать к любой доске с отверстием в ней, зафиксированной, например, в дверном проеме Американские индейцы, работав- шие с серебром, закрепляли волочильные доски в колышках, вбитых в землю. ' Чтобы вытянуть проволоку полукруглого сече- ния, в круглых фильерах слегка расплющите два отрезка проволоки и спаяйте их на длину 2-3 см с одного конца. Заправьте этот конец на конус и протягивайте как обычно, отжигая по мере необ- ходимости. Аналогично можно получить проволо- ку прямоугольного сечения в доске с квадратны- ми фильерами. СПАЯНО 56
Прокатка проволоки Вальцы с проточкой весьма удобны при уменьшении диаметра проволоки большого сечения или стержней. Как показано ниже* их также можно ис- пользовать для создания декоративного эффекта. Процесс прокатки. • В отличие от прокатки листового материала, расстояние между валками изменяется очень незначительно, так как размеры ручьев уже более-менее обеспечивают постепен- ное уменьшение сечения заготовки. • Вводите конец проволоки в ручей большего размера, чем сечение проволоки. Для очень толстых заготовок может оказаться необходимым слегка раздвинуть вальцы, либо проковать конец. • Прокатывайте проволоку, одновременно делая усилие для вытягивания ее из вальцов Натяжение проволоки предохранит ее от скручивания в спираль. • После прокатки в ручье поверните проволоку на 90° вокруг своей оси и повторите процесс • Перейдите к следующему ручью и повторите две прокатки. Как прокатать слиток на конус Следуйте приведенной выше процедуре, но прокатывайте только часть длины проволоки. Прокатав до выбранной дли- ны, измените направление вращения валков и удалите про- волоку. Повторите процесс, повернув проволоку на 90° Далее либо уменьшите зазор между вальцами, либо пере- ходите к следующему ручью (иногда приходиться делать и то, и другое), и прокатайте проволоку снова, но на мень- шую длину. Повторяйте это до тех пор, пока не оформит- ся более-менее коническая часть, затем сгладьте сту- пеньки молотком с плоским бойком. Если конус должен быть круглым в сечении, отожгите проволоку, затем обработайте ее молотком с плоским бойком, непрерыв- но поворачивая проволоку вокруг своей оси. Использование вальцев с ручьями для создания декоративного эффекта. Вальцы можно использовать для создания интересного рисунка, состоящего из параллельных линий и складок на листовом металле. Помните, что мож- но использовать только отожженное серебро, золото, медь или латунь, а также то, что лучший учитель здесь - опыт. Попробуйте прокатав лист, повернуть его и прокатать под другим углом. Можно обработать полученную поверхность молотком для получения плавных переходов. Я не хочу достичь бессмертия посредством моих творений, я хочу достичь его, не умирая. Вуди Аллен 57
Изготовление трубок Ювелиру во многих случаях требуются трубки определенного размера с оп- ределенной толщиной стенок. Трубки легкоизготовлять, они весьма удобны как основа для оправ, шарниров, фурнитуры и различных подвесок. Отрежьте ножницами полоску металла с парал- лельными сторонами; для разметки удобно исполь- зовать циркуль. Заострите, как показано на рисун- ке, отожгите заготовку и уложите ее в V-образный желоб на наковальне, на слегка раскрытые губки тисков или свинцовый брусок. Как только конец полоски достаточно изогнут для того, чтобы войти в фильеру волочильной доски, остальная ее часть легко согнется. Поместите вдоль центральной линии полоски стер- жень и ударьте по нему киянкой. Продолжайте сгибать ее молотком или плоскогубцами в трубку возле заостренного конца. форма Старайтесь, протягивая трубку, ориентировать ее перпендикулярно волочильной доске. Протягивай- те до тех пор, пока фуга почти не сойдется. Если шов выглядит грубо и неаккуратно, приостанови- тесь перед тем, как окончательно сомкнуть его.... и выровняйте края узким надфилем. Не допускайте пере- крывания краев шва. Если на трубке появляется волни- стость, отожгите ее перед дальнейшей протяжкой. Часто весьма полезно запаять шов. Используйте кустистое пламя и заставляйте припой втягиваться в шов. Вычисления Ширина полосы для вычис- ления трубки W вычисляет- ся по формулам: W = (D-h)Ti W = (d + h)rc U7 d+D h или W = —— h где D - внешний диаметр трубки, d - внутренний диа- метр трубки, d + D —-— - средний диаметр трубки, h - толщина листа Лучше всего получаются трубки из металла не тол- ще 0,5 мм. Для изготовле- ния толстостенной трубки поступайте как описано выше, но получите трубку диаметром гораздо боль- шую, чем требуется. Запа- яйте шов. После травления и сушки эту трубку можно протянуть. При этом она уменьшается в диаметре, 1 удлиняется, а стенки стано- вятся толще. Для получения требуемого внутреннего диаметра вставь- те латунную или стальную проволоку нужного диаметра внутрь трубки, пока это воз- можно. Слегка смажьте прово- локу и убедитесь в том, что она длиннее трубки. Для удаления проволоки после протяжки введите ее в соответствующую фильеру с лицевой стороны и вытяните проволоку плоско- губцами. ।—। 58
Гибка Несмотря на простоту, к гибке в ювелирном искусстве следует относиться с большим уважением. Вдумчивое использование пальцев и щипцов позволя- ет составить внушительный словарь форм для ювелира. • Как можно больше гибочных работ выполняйте пальцами. Реже можно пользоваться дере- вянными или покрытыми кожей инструментами, а стальные инструменты (молотки, плоско- губцы) должны применяться лишь в случаях абсолютной необходимости. • Отжигайте металл, когда это возможно. Эта операция занимает меньше времени, чем уда- ление с металла следов, которых трудно избежать при работе с нагартованным материалом. • Для получения острых сгибов прорезайте металл по крайней мере на 3/4 его толщины. Пос- ле сгибания полученную складку следует пропаять. Процарапывание Процарапыванием удаляют металл по линии последующего сгиба. На тонких листах это можно делать остро отточенной чертилкой.. Если металл толще 0,5 мм, канавку делают штихелем, напильником, или инструментом, изготовлен- ным из старого напильника, как показано на рисунке. Его тянут по направле- нию к себе, прижимая к поверхности и проца- рапывая при этом борозду. Рельефная формовка Рельефная формовка - это метод придания небольшой выпуклости листовому металлу. Изделие при этом выглядит более массивным, кроме того, от искривленных поверхностей свет отражается иначе, чем от плоских, что придает изделию более дина- мичный вид. Вдобавок вы- колоченные участки бо- лее прочны. ии<к)ф Скрученная проволока Скрученная квадратная проволока Квадратная проволока, скрученная влево и вправо Сложенная вдвое и скру- ченная круглая проволока То же, приплюснутая Скрученная круглая про- волока, обмотанная такой же, но более тонкой Скрученная проволока прямоугольного сечения 1 3-7 проволок, скрученных вместе 1 ’ Скрученная и разобранная проволока I Квадратная и скрученная круглая проволоки, нави- тые на толстую проволоку. 1. Выпилите изделие из листа металла. 2. Если изделие должно быть деко- рировано штампов- кой, чеканкой и т.п., то эти операции необходимо выполнить заранее. 3. После отжига металл помещают на подкладку средней мягкости и обра- батывают молотком или круглым чеканом. 4. Если контур получен- ной таким образом детали не вписывается в изделие, то уточнения можно выполнить на пунзеле или молотке, зажатом в тисках. Подкладки СМОЛА свинец (еымыть руки и очис- 59
Ковка Изменение формы стержня посредством контролируемых ударов молотком — древняя и основополагающая техника металлообработки. Начинающие час- то бывают удивлены, насколько пластичным может оказаться металл. Ковку можно определить как контролируемое изменение формы ме- талла силой ударов молотка. Эта техника подходит для получения -и- - г изящных переходов от плоскости к плоскости и притягательных /7 контрастов между массивными и утонченными частями. Она °Динаково применима для массивных и мелких изделий. Очень ' \ хорошо поддаются ковке золото, стерлинговое серебро и медь. II | Можно также ковать латунь с малым содержанием цинка, но ( J ! ПРИ этом требуется частый отжиг. Если по окончании ковки почти не требуется опиливание, значит работа выполнена хорошо. Сила и точность должны работать одновременно Контроль за перемещением металла Использование острого бойка молотка обеспечивает контроль при ковке. Его клинообразная форма может «расталкивать» металл только в двух направлениях. Это «расталкивание» мо- жет быть направлено по оси заготовки, увеличивая тем са- мым ее длину, или поперек оси, увеличивая ширину поковки. ВЫСОТА НАКОВАЛЬНИ Маленькие хитрости • Сидите или стойте поближе к наковаль- не в такой позе, которая вас не утомля- ет. • Работайте на гладкой, твердой, устойчи- вой поверхности. • Пальцы должны охватывать рукоятку, а не вытягиваться вдоль нее. • Чаще отжигайте поковку, не испыты- вайте судьбу. • Боек молотка всегда должен быть отпо- лирован. • Не держите поковку в том месте, по ко- торому сейчас ударите. • Удар должен быть «плотным». Некоторые инструменты, применяемые в ремеслах, не меняются на протяжении десяти и более веков, так как они идеально соответствуют требованиям этого ремесла. Морис Дома «История техники и изобретений»
Ковка В ковке одинаково важны сила и точность удара. Обоим факторам весьма способствует тщательныйвыборвысоты наковальни и 4>ормы бойка молотка. Ковка на конус Работайте с заготовкой квадратного сечения, равномерно проковы- вая все ее стороны. Сглаживайте неровности поворачивая заготовку. Ромб Ромбическое сечение очень легко полу- чить при ковке, но избавиться от него очень трудно. Либо спилите заштрихо- ванные на рисунке области, либо прокуй- те до круглого сечения, а потом верни- тесь к квадратному сечению. В альтернативном методе ковки использу- ется закругленная часть рога наковальни или стойки, которая под ударами молотка заставляет металл течь от места контакта. Молотки В любом деле спешка приводит к неудаче. Геродот, 450 г. до н.э. 61
Чеканка: репуссе Металлопластика - один из видов чеканки. Здесь идет речь о так называе- мом «репуссе» («repousse» в западной литературе). Эта техника позволяет придавать форму листовому металлу , продавливая его изнутри наружу и вдавливая его снаружи внутрь согласно замыслу. Результаты чеканки зави- сят как от используемого набора чеканов, так и от пластичности материала, используемого в качестве подложки. Чеканка - одна из древнейших в мире техник обработки металла. Практически все античные культуры оставили ее образчики. Эта универсальная техника при- менима ко многим ковким металлам, от алюминия до стали. Подходы к ее выпол- нению весьма разнообразны, поэтому краткие описания, данные ниже нужно рас- сматривать лишь как введение и отправную точку для дальнейшего совершен- ствования. Термин «репуссе» происходит от французского слова, означающего «вталкивать». Проще говоря, это процесс создания объемных форм путем осажива- ния металла. Металл обычно осаживают как с лицевой, так и с обратной стороны. Выполнение работы 1. На отожженный лист металла нанеси- те рисунок. 2. Нагрейте смолу мягким пламенем го- релки и, когда поверхность смолы станет ровной, поместите на нее металл лице- вой стороной вверх. Можно дополни- тельно закрепить лист, натянув смолу на края палочкой. 3. Слегка пройдитесь по линии рисунка расходником. 4. Отделите металл от смолы, отрывая пластину, постукивая по емкости со смо- лой, либо разогревая смолу и поднимая лист пинцетом. Удалите избыток смолы, сжигая ее, или, лучше, растворяя ее в детском масле или скипидаре. Если вы решили сжечь смолу, не позволяйте го- рячим каплям падать в емкость со смо- лой, так как она становиться хрупкой. Не забывайте о вентиляции!!! 5. Переверните пластинку и вновь насмо- лите ее. Вычеканьте те части, которые должны быть выпуклыми, любым подхо- дящим чеканом с круглым бойком. Когда металл станет неподатливым, а уголки пластины поднимутся над смолой, сними- те пластину, очистите и отожгите ее. 6. Высушите металл и вновь насмолите его; продолжайте работать по мере необ- ходимости то с лицевой, то с обратной стороны. 62
Чеканка: репуссе Одна из особенностей чеканки заключается в том, что можно наблюдать изменение формы и непрерьгвйо уточнять ее по мере продвижения работы. Хотя инструменты продаются в магазинах, многие предпочитают изготавливать их самостоятель- но. Для начала необходимо лишь несколько штук, но обычный набор состоит из 40-50 чеканов. Они, в особенности моделирующие чеканы, не нуждаются в закалке и отпуске, но большинство мастеров предпочитают это делать Инструментальную сталь для них можно купить, или использо- вать какие-либо ненужные инструменты (см. стр. 162). Для изготовления одного из видов фактурного чекана, пропилите кольцевую канавку вокруг стального стержня, закалите его и отломите опиленную часть Вы получите мелкозернистый рисунок. Текстуру также можно получить, используя различные заостренные чеканы с различной формой бойков. Гладкая поверхность получится при использова- нии лощатников с зеркально отполированным бойком. Очень важны материалы, поддерживаю- щие металл при чеканке. Обычно исполь- зуют смолу. Емкости для смолы Слишком «п твердая. Металл истончается. Слишком мягкая. Процессом невоз- можно управлять. Хорошая смола. Достаточно тверда, чтобы сохранять форму, но доста- точно мягка, чтобы позволять металлу деформироваться. Специальнаю емкость можно легко наклонять и поворачивать под лю- бым углом Сковорода для выпечки, утяжеленная свинцом или цементом Смолу можно приобрести в компаниях, по- ставляющих оборудование (см. Приложение) или по адресу: Деревянный ящик (обратите внимание на возможность использования струбцин) Northwest Pitchworks 5705 26th Ave., N.E. Seattle, Washington 98105 (206) 525-4136 63
Вытяжка и выколотка по матрице Простейшие объемные формы получают из листового металла при запрос- совывании его в заранее подготовленные углубления. Этот процесс называ- ют выколоткой по матрице. При вытяжке объем образуется из-за утоньше- ния центральной части листа металла. Вытяжка - это техника, которая заставляет листовой ме- талл принимать куполообразную форму при ковке его на твердой плоской поверхности. По мере возникновения на- пряжения между растягиваемой и нетронутой частями ме- талла, металл вспучивается. Преимущества вытяжки - обра- зующийся толстый край, быстрое выполнение работы, неиз- менность исходных размеров заготовок. Это может оказаться важным, когда необходима подгонка деталей, например, при изготовлении крышек. Недостаток метода - глубина получа- емого изделия, ограничена глубиной доступа бойка молотка. Выколотка по матрице (болванке) - универсальная техни- ка, используемая для создания куполообразных форм из листового металла вколачиванием листа в полу- сферическое углубление. Она используется как сама по себе, так и в качестве подготовитель- ной операции при свободной выколотке. 1. Вырежьте диск диаметром D=d + h/2, где d конеч- ный диаметр детали, h - ее высота. Обычно исполь- зуют металл толщиной 0,8-1,3 мм. 2. Вам могут понадобиться концентрические ок- ружности, нанесенные графитовым грифелем внут- ри формы. По мере приобретения навыка потреб- ность в них исчезает 4. По достижении требуемой глубины (может пона- добиться несколько отжигов и проковок молотком), форма затем выглаживается на грибообразной стойке. 3. Держа кромку диска примерно по центру выре- занного в дереве углубления, металл обрабатывают стальным или деревянным молотком с круглым бой- ком. Удары наносятся от краев к центру Блоки для осадки Обычно их изготавливают из дерева, вырезая углубление на торцевой части. Вырежьте углубление полукруглой ста- меской или выточите на токарном станке Кубической фор- мы углубления обычно используются как вспомогательные средства и не совпадают с окончательной формой детали. 64
Посадка Посадка - это специализированная техника, использующая радиальные складки на листовом металле для начала процесса формообразования. Хотя многие мастера используют посадку, другие предпочитают сначала выко- лачивать в матрице, а затем вытягивать металл . Выполнение работы • Диск размечают на сегмен- ты, которые помогают ориен- тировать заготовку по углуб- лению на стойке. • Клинообразным бойком стального или деревянного молотка заготовке придают форму выемчатого сосуда. • Эти выемки сглаживают на Т-образной стойке как и в описанной ниже операции выколотки • Всегда начинают посадку изнутри и продвигаются к краю заготовки Стальной молоток или деревянный? В технике посадки общепринято работать деревянным молотком на стальной стойке, или стальным молотком на деревянной стойке. Очень редко сталью работают по стали. Если мастер недостаточно искушен в тонкостях этой техники, то лучше использовать деревянный (или пластмассовый, текстолитовый, роговой и т.п.) молоток и стальную стойку. Если т : же почему-то хочется использовать стальной молоток, то стойка, на которой осуществляется — посадка, должна быть деревянной. Путешествие с надеждою лучше прибытия. сэр Джеймс Джинс 65
Свободная выколотка Эта древняя и неизменная в своих основах техника служит краеугольным камнем в основе металлообработки во всех культурах и во все времена. Для работы необходимы лишь молоток и твердое основание, на котором обраба- тывают металл. Ну, и немного практики. Существует только один способ выколотки - тот, которым достигается результат. Методы могут различаться в зависимости от размера и формы изделия, металла, его толщины, до- ступности инструмента и привычек мастера. Ниже показаны в общих чертах этапы вы- колотки сосуда. Эта информация, плюс со- седние страницы книги, помогут вам на- чать. Но лишь в процессе работы все эти маленькие хитрости сольются в метод. 1. Выполните рисунок изделия в натуральную вели- чину и изготовьте по нему шаблон. Диаметр заготов- ки вычисляется как сумма размеров наиболее широ- кой и наиболее высокой частей изделия (AB+CD), или, для куполообразных форм, 2-АВ. А 2. Накерните центр, проведите окружность и вы- режьте диск. Выпрямите диск, опилите, выгладьте кромку гладилом, отожгите заготовку. Плоский лист выгибайте вытяжкой, на болванке или посадкой. После отжига можно вновь применить любой из этих методов и быстро поднять стороны диска. Большин- ство мастеров предпочитают один метод, но их можно комбинировать. Если сосуд должен иметь плоское дно, эту часть заготовки оставляют нетронутой. 3. Когда металл становится слишком толстым, чтобы образовывать складки для посадки, или кривизна сосуда препятствует доступу молотка, сосуд обраба- тывают снаружи на стойке, изготовленной из дерева, пластмассы или стали. Используется металлический или деревянный молоток с клиновидным бойком. Начиная с линии основания, держа диск под углом около 30°, ударяют молотком так, чтобы его рукоятка была направлена горизонтально. По мере продвиже- ния работы диск вращают, а молоток наносит равно- мерные удары. Пройдясь по форме один раз, смеща- ют диск со стойки примерно на сантиметр и продол- жают выколотку. Вы как бы получаете пузырь и сгоняете его к краю, так, как вы поступали бы, раз- глаживая ковер. 4. Однократное продвижение от основания к краю заготовки назовем здесь циклом. Цикл состоит из замкнутых окружностей, отстоящих друг от друга примерно на сантиметр - полтора. Их можно про- черчивать циркулем после отжигов: это неплохое подспорье в работе. Обратите внимание: край заго- товки проходит большее расстояние, чем металл у основания сосуда, поэтому очень легко получить форму, напоминающую раструб горна. Чтобы избе- жать этого, удары возле основания надо наносить более нежно, и очень внимательно работать вблизи верхнего края. Если сосуд слишком уж расширяется к краю, пройдите цикл - другой, начиная с полови- ны высоты. 66 Продолжение на следующей странице...
Свободная выколотка Первые попытки работы в технике выколотки могут создать впечатление, что работа малоэффективна, но по мере приобретения навыка эта техника позволяет создавать объемы из листа металла за поразительно короткое время. 5. По мере продвижения выколотки верхний край утолщается. Этот эффект можно усилить, простучав край сосуда клинообразным бойком молотка в конце каждого цикла. Заготовка при этом опирается на мешок с песком, либо ее просто держат в руках. 6. При изготовлении сосуда открытой формы выгла- живание производится после окончательного прида- ния сосуду формы. Если сосуд сужается кверху, ниж- няя его часть должна быть выглажена в середине работы, пока еще стойка проходит внутрь. 7. Искривленные формы обычно выколачиваются как серия плоских секций, как показано на рисунке. Затем их скругляют молотком на деревянных блоках, стальных стойках или мешках с песком. 8. Правильность формы проверяют, как показано на рисунке. Верхушку при необходимости обрезают и гладко опиливают. П Выглаживание При выглаживании поверхность металла ста- новится ровной, металл нагартовывается, поли- руется под ударами молотка. Результат хорош настолько, насколько хорошо обработаны рабо- чие поверхности инструментов. И молоток, и наковальня должны быть отполированы до зер- кального блеска. Наносите перекрывающиеся удары и не спешите. Некоторые типичные ситуации Молотки —Т— Любой молоток с гладким |^( ( ]| бойком можно использо- >****уч^ки/ вать для выглаживания, ЫГч но лучше иметь изготовленный ’ специально. Он должен иметь бойки, показан- ные на рисунке. Чтобы достичь максимального контакта с поверхностью, но избежать при этом следов от ударов, работайте плоским бойком по искривленным поверхностям и куполообразным бойком по плоским поверхностям. Тяжелый (400 - 500 г.) молоток лучше подходит для быстрой работы, но для окончательной обработки реко- мендуется легкий (100 - 200 г.) молоток. Иногда удобно использовать молоток, зажатый в тиски Стойка «коровий язык» Пунзель, зажатый в тиски При выглаживании сле- дует менять направле- ние вращения детали после каждого отжига Это препятствует полу- чению скрученных форм. 67
Антикластическая выколотка В этой разновидности выколоточныхработ изгибу по одной оси соответствует изгиб вниз по оси, перпендикулярной к первой- В результате подучаются структурно жесткие формы , дающие ювелиру 6ojib.iinie.возможности. Синкластика Инструменты В этом семействе форм обе основ- ные оси искривлены в одном на- правлении. Как пример, можно привести чашу. Антикластика В этом семействе форм кривые, соответствующие двум основным осям, изгибаются в противопо- ложных направлениях Пример такой поверхности - седло. Технологический процесс. В этом примере используется полоса, но ход работы идентичен для квадрата, круга, кус- ка металла неправильной формы. 1. Вырежьте заготовку и загладьте края. Здесь можно использовать достаточно тонкий металл. Для ювелир- ных изделий можно начать с толщины 0,5 мм. 2. Руками согните металл по его продольной оси. В про- цессе работы удерживайте концы полоски вместе, чтобы сохранить достигнутую кривизну. 3. Уложите полоску в углубление стойки так, чтобы ее внешний край касался уклона желобка. Нанесите серию перекрывающихся ударов так, чтобы пройтись вдоль всего края полоски. 4. Переверните полоску и проделайте то же самое с другим краем. Оба края нужно пройти по всей длине заготовки. 5. Все еще удерживая вместе концы полоски, пройдитесь молотком вдоль заготовки, немного отступив внутрь от линии первой проковки. Вновь поверните заготовку и повторите то же самое рядом с линией второй проковки. Удары направляйте под прямым углом к стойке Если этим пренебречь, заготовка скрутится. Отожгите. 6. Продолжайте работать, развивая форму. В процессе выколотки форму можно уточнять пальцами. Подробное описание темы дано в: Form Emphasis for Metalsmiths, by Heikki Seppa. Kent State University Press Kent, Ohio 44242 (800) 666-2211 68
Соединения при выколотке Иногда легче изготовить деталь близкую по форме к желаемой и довести ее до конечного результата с использованием формовочных техник. Паяные швы в таких случаях испытывают значительные нагрузки, поэтому необхо- димо предусматривать специальные способы соединения. Подготовка стыка Чтобы обеспечить большую поверхность контакта для припоя края спиливают на скос примерно на 5 толщин листа. Края запиливают с противопо- ложных сторон, чтобы соединение вышло гладким. Из-за скосов возможно, что края соскользнут друг с друга при пайке. Чтобы этого избежать, нужно вырезать язычки и заг- нуть их, как на рисунке. Затем края сводят вместе и деталь обвязывают проволокой. Язычки проковывают киянкой, удерживая цилиндр на стойке Флюс наносят и снаружи, и изнутри шва. Припой обычно наносят изнутри. Примеры Замковые соединения 1. Расплющите на нет оба края, которые предполагает- ся соединить, примерно на 1,2 сантиметра вглубь листа. 2. Проведите линии на расстоянии 0,6 см от краев и разметьте одинаковое количество зубцов на каждой стороне Обычно зубцы делают одинаковыми, но значе- ние имеет лишь полное взаимное соответствие их друг другу. 3. Пропилите зубцы по разметке на 0,6 см вглубь листа. На тонких листах (до 0,8 мм) достаточно просто пропи- ла, но на более толстом материале следует делать узкие V-образные пропилы. 4. С одной из сторон слегка загните четные зубцы вверх, с другой стороны заготовки - нечетные загните вниз. Офлюсуйте кисточкой, сомкните и обвяжите заго- товку проволокой. 5. На стойке простучите зубцы киянкой. Возможно, придется прижать кончик каждого зубца гладилкой. 6 Обычно пайка выполняется изнутри наружу. Для этого хорошо подходит проволочный припой. Выколо- точные работы производятся как обычно. 69
Штамповка Форма Штампы --это прочные и износостойкие приспособления многоразопого прн? менения, с помощью которых изделию придают требуемую форму. Их мож- но изготавливать из различных материалов и время их жизни измеряется отединицдотысячрабочих фийюв; Описание и использование Существует несколько типов штампов, поэтому описание метода может быстро стать запутан- ным. Наиболее простая классификация основана на их степени детализации и прочности. Прочность важна не только потому, что именно она определяет срок службы штампа, но так- же от прочности зависит в первую очередь сложность его изготовления. Проще вырезать штамп из дерева, чем из стали, но, несомненно, стальной прослужит дольше. Штамповку можно применять в разных целях, но особенно она подходит для: • изготовления совпадающих половинок (типа носиков и горлышек сосудов, частей коробочек); • изготовления точно соответствующих частей, например коробочки и крышки к ней; • некоторых серийных работ. Пара матрица - пуансон Штампы этой категории состоят из двух точно соответствующих друг другу частей. Выступ на одной из них в точности повторяет углубление на другой. Обычно это пара снабжена приспо- соблением, которое обеспечивает точное совпа- дение пуансона и матрицы, когда они сжаты вместе. Штамп такого типа обеспечивает пол- ный контроль формы изделия и гарантирует по- лучение одинаковых штамповок при каждом Силуэтные штампы Жесткий материал пропиливают по контуру - силуэту - выбранной формы. Лист обрабатываемого металла поме- щают над этим отверстием и вдавлива- ют в него. Этот процесс дает весьма непостоянные результаты, так как и контур, и глубина продавливания меня- ются при каждом повторном использо- вании инструмента. Порядок работы ; Фланец Здесь показана обычная последова- , Если сразу не срезать фланец, полученный на детали после тельность работы; вколачивание ме- штамповки, то он в какой-то степени поможет сохранить форму талла идет от краев к центру. Если | изделия при умеренном применении силы в процессе декорирова- используется чекан, то держать его । ния. Если штамповку предполагается более серьезно деформиро- надо слегка наклонив, так, чтобы I вать, то заполните ее смолой. Фланец также поможет вновь поме- каждый удар молотка немного сме- I стить изделие в штамп, если такая необходимость возникнет. щал его по поверхности заготовки. Особенность штамповки - это фланец, который окружает готовую деталь. Прежде чем срезать, посмотрите, нельзя ли его использовать. 70
Штамповка Штампы могут быть изощренно сложными или удивительно простыми. Си- луэтные матрицы - это просто внешний контур изделия, вырезанный в твер- дом материале, например, в мазоните, фанере или стали. Технологический процесс 1. Изготовьте блок матрицы, склеив вместе листы мазони- та и фанеры как на рисунке. Используйте ПВА, сушите под грузом или в струбцине. 2. Начертите контур матрицы на мазоните и вырежьте по нему отверстие. Используйте лучковую пилу. Если взять лен- точную пилу, то первый пропил вне контура должен быть за- делан. Для этого возьмите деревянный клин и вклейте его. Стенки должны быть вертикальными. Контур отверстия сверху должен точно соответствовать контуру снизу. 3. Отметьте положение фиксирующих шурупов и просверлите отверстия. Они должны отстоять от контура матрицы на 5 мм. Форма 4. Для того, чтобы взять лист металла нужного размера, снимите копию с матрицы притиранием. Используйте ее для разделки листа и просверлите отверстия. Они должны быть слегка велики. 5. Прикрепите металл к матрице 20 мм шурупами для листо- вого металла Чтобы определить контур матрицы, легонько простучите металл рукояткой молотка или киянкой. Для рабо- ты установите матрицу на верстак, мешок с песком, или заж- мите ее в тиски. Для отжига удаляйте шурупы и снимайте металл с матрицы. Эта матрица двухсторонняя, что означает возможность изго- товления двух взаимно-соотвествующих деталей. Одну дела- ют с «лицевой» стороны матрицы, другую - с «оборотной». Если нужен какой-то особенный профиль изделия, например как на рисунке, его можно задать в матрице, опилив мазонит до требуемой формы. Отметим, что эта матрица - не двухсторонняя. Для изготов- ления соответствующей половинки необхо- димо изготовить еще одну матрицу. Матрица, облицованная мазонитом, выдержи- вает несколько штамповок, затем края начи- нают обламываться. Износостойкость ее зави- сит от обрабатываемого металла и его толщи- ны. Чтобы увеличить срок службы, вырежьте из листа тонкой стали копию матрицы и при- крепите ее к мазониту шурупами с плоской потайной головкой. 71
Стальные штампы Сталь значитёльйо цройней дерева^ йоэтбму болве тбйкий штамп обеспечит необходимую опору. Стальные штампы менее громоздки и гораздо более износостойки, чем деревянные. Так как материал штампа более тонок, го- раздо легче обеспечить вертикальность стенок в отверстий штампа. Технологический процесс 1. Разметьте будущий штамп несмываемым маркером на 6 мм стальном листе. Листовую сталь всегда нетрудно приобрести. Просмотрите объявления в местной прессе. Дешевле обойдется сталь из металлолома. Подойдет гибкая сталь, даже нержавею- щая. Когда будете сверлить лист, чтобы вставить пилку, охлаж- дайте сверло большим количеством машинного масла. Выпили- вайте обычным ювелирным лобзиком толстой пилкой (например №5). Затем выровняйте края надфилем и наждачной бумагой. 2. Отметьте и накерните отверстия для винтов примерно в 6 мм от края выпиленного окна. При сверлении опять же исполь- зуйте машинное масло. Диаметр сверла выбирайте, имея в виду размер резьбы, которую в дальнейшем будете нарезать. 3. Нарежьте резьбу, смачивая метчик машинным маслом. Метчик и рукоятку к нему легко купить. Нарезая резьбу, не спешите, продвигайтесь по 1/4 оборота, возвращаясь назад для удаления стружки. Можно использовать любой метчик, но необходимо, чтобы сверло, метчик и винты соответствовали друг другу по диаметру и шагу резьбы. Короткие винты уско- рят сборку и разборку. 4. Притрите карандашом лист бумаги к штампу для размет- ки заготовки и определения мест отверстий под крепежные винты .Диаметр этих отверстий должен быть чуть больше МАС/Ю диаметра винтов, располагаться они должны не ближе чем 0,6 см до края листа. 5. Закрепите отожженную заготовку на штампе; дальнейший процесс штамповки протекает как описано ранее. 6. Для отжига снимайте заготовку со штампа. После каждого отжига обработка заготовки начинается с краев. Подложки Стальной штамп на время работы должен помещаться на чем-то, что не располага- лось бы непосредственно на столешнице. 72 I Если площадь отверстия в штампе менее 25 см2, можно использовать сталь менее 3 мм толщи- ной. Хотя и в ней можно нарезать резьбу, мож- но также использовать самонарезывающие винты. Просверлите отвер- стия диаметром как у стебля винта и с силой вкрутите в него винт. Такие винты можно вкручивать и выкру- чивать, причем с обеих сторон листа.
Штампы для прессования Такие штампы представляют собой дополняющую Друг друга пару, изготов- ленную из любого твердого материала. Когда между ними помещают более мягкий материал и сжимают обе части вместе, происходит деформация это- го мягкого материала. 1* Разработайте дизайн и начертите поперечное сечение изделия. Исходя из этого продумайте и вычертите штамп. --------------------------------------------------------] 2. Вырежьте части штампа из мазонита, латуни и/ или стали. Не забудьте оставить зазор. На рисунке видно, что большой зазор дает более мягкую фор- му. Также на четкость контуров влияет толщина заготовки. 3. Части штампа могут быть изготовлены из твер- дой древесины, шурупов или из металлических де- талей, напаянных серебряным припоем на латун- ную основу. 5. Используйте обычные шарниры для фиксации частей штампа по отношению друг к другу Для уточнения взаимного расположения частей исполь- зуйте зубной порошок, краску или глину. 4. Закончите сборку штампа при помощи клея, пайки и/или свинчивания. 6. Проверьте точность сборки на тонком листовом металле, например, на толстой алюминиевой фольге 7. Устраните несоответствия опиливанием, грави- . рованием или нарастите в нужных местах эпоксид- , ными композициями или составами для заделки вмятин на кузовах автомобилей. 73
Гальванопластика Обычно в гальванотехнике осаждают тонкий слой металла На поверхность уже готовой во всех других отношениях детали. Гальванопластика исполь- зует туже технологию для наращивания слоя металла значительной толщи- ны, часто на неметаллических основах: дереве, пластике, бумаге. Каждый, у кого хранятся его первые пинетки, покрытые бронзой, знает, что металл можно осаждать на неметаллические объекты. Един- ственное, что требуется - нанесение электропро- водящего слоя. Его можно нанести на бумагу, пластик, дерево, камень - почти на все, что угод- но. Иногда - как в случае с пинетками - предмет так и остается заключенным в металл. Иногда предмет выжигают, если слой металла достаточно прочен, чтобы самостоятельно держать форму. форм Оборудование Простейший эксперимент можно поставить с двумя бата- рейками от фонарика. Процесс пойдет, но будет ощущаться нехватка мощности и возможности контроля. Настоящий прорыв обеспечит применение зарядного устройства для аккумуляторов или 6-вольтового автомобильного аккуму- лятора. Для контроля за процессом придется добавить рео- стат и амперметр. К тому времени, когда вы купите их, вероятно вы будете готовы приобрести выпрямитель, в ко- тором все эти детали собраны воедино. Цена выпрямителя будет компенсирована возможностью более четкого контро- ля, высокой эффективностью и дешевизной эксплуатации. Технологический процесс 1. Изготовьте модель, используя любые материа- лы в любой комбинации по любой технологии. Готовая модель отмывается в спиртосодержащем растворителе от малейших следов масел. Все, что будет покрыто металлом, должно быть то- копроводящим - чистый металл, или покрытая токопроводящей краской модель. Такую краску можно купить в магазине электроники. Порис- тые материалы - бумага, листья и т.п. должны быть покрыты несколькими слоями лака перед нанесением токопроводящей краски. Так же нужно покрыть лаком те металлические детали, на которые не предполагается осаждать металл. Чувствительные предметы - раковины, жемчуг, янтарь и т.п. также следует изолировать лаком, чтобы защитить их от химически агрессивной среды в электролите. 2. Приготовьте столько электролита, чтобы он полностью покрыл объект. Наденьте защитную одежду, включите вентиляцию и смешайте 400 г сульфата меди, 100 мл серной кислоты и 2 литра воды. Осторожно перемешивайте до полного растворения сульфата меди. 3. Очистите кусок меди, примерно равный по площади модели, и подсоедините его к положи- тельному полюсу (+). Это анод. Его можно изог- нуть, поместив вокруг модели, а можно разве- сить на штангах, соединенных проводом, не- сколько анодов. Цель такого размещения - обес- печить достаточно равномерное поступление меди в раствор. Между моделью и анодом долж- но быть расстояние не менее 1,2 см. Они ни в коем случае не должны соприкасаться. 4. Подвесьте модель на прочном серебряном или медном проводе, который соедините с отрица- тельным полюсом (-) источника тока. Убедив- шись, что модель не касается анода, включите выпрямитель. 5. Толщина, текстура и скорость роста покрытия зависит от многих факторов, включая темпера- туру и концентрацию раствора, напряжение и силу тока, и от формы и размера анода. Опыт научит вас контролировать условия. 6. Как только покрытие станет достаточно проч- ным, выключите ток и извлеките изделие из раствора. Отрежьте токопроводящие провода и, если вам требуется, удалите материал модели. Воск можно вытопить в кипящей воде. Нейтра- лизуйте изделие в растворе питьевой соды, за- тем отполируйте его, как обычно. Изделия, по- лученные методом гальванопластики, можно паять и окрашивать, однако для чеканки и обра- ботки давлением они довольно хрупки 74
Глава 4 Соединения Пайка 76,77 Горелки и подставки 78 Флюс 79 Методы пайки 80 Пламя и отбелы 81 Внутреннее окисление 82 Сварка 83 Пайка с фиксацией в формовочной массе 84 Заклепки 85,86 Другие способы холодных соединений 87 88 Клеи
Пайка Надежной пайке можно обучиться лишь в процессе практической работы за верстаком, но понимание сущности процесса окажет в этом существенную помощь. Когда металл нагревается до близкой к плав- лению температуры, кристаллы, из которых он состоит, раздвигаются, открывая микро- скопические поры. Смысл твердой пайки со- стоит в том, чтобы ввести в эти поры специ- альный сплав, который точно при этой тем- пературе максимального расширения метал- ла находится в жидком состоянии. Этот сплав, который мы называем припоем, зате- кает в поры расширившегося металла. Нельзя путать этот процесс с пайкой мягкими припоями, в которой используются сплавы оло- ва, свинца, и похожих металлов. Мягкие припои плавятся при температурах, втрое ниже не- обходимых для того, чтобы открылись межкристаллические полости. Способность мягких припоев удерживать опаянные детали основана на их свойстве приплавляться к поверхнос- тям очищенного металла. Так как припой удерживается только на поверхности, мягкий при- пой нельзя спилить заподлицо со спаянными деталями (см. рис.), не ослабляя шва. С золотыми и серебряными --------^=- припоями дело обстоит совершенно иначе. Серебряный припой Именно количество цинка в серебряном припое определя- ет температуру плавления. Приготовляя припой, нельзя перегревать его, потому что цинк улетучивается в виде паров, изменяя исходное соотношение компонентов. Это испарение также стоит учитывать и в процессе пайки. Каждый раз, когда припой становится жидким, темпера- тура его плавления повышается. Перегрев ранее выпол- ненного паяного шва выжигает из него цинк и в соедине- нии деталей могут образоваться раковины. Золотой припой Золото можно паять серебряны- ми припоями, но, чтобы не было различия в цвете, обычно ис- пользуются сплавы на основе золота. Доступны золотые при- пои различных температур плавления и цветов. Покупая припой, оговаривайте, какой металл вы собираетесь паять. «14-каратный золотой припой» означает не пробу припоя, а то, что он предназначен для пайки 14-каратного золота. Как пра- вило, припой имеет пробу на один-два карата ниже, чем ме- талл, который будет им спаян. 1 Любой золотой сплав может быть использован как припой для пайки золота более высокой пробы. 10-Каратным золотом можно паять 14-каратное, 14- каратным - 18-каратное и т.д. Название Ag Си Zn Cd Температура плавления «1Т» 80 16 4 809° С, 1490° F Твердый 76 21 3 773° С, 1425° F Средний 70 20 10 747° С, 1390° F Легкий 60 25 15 711° С, 1325° F Очень легкий «Easy Flo» 50 15 15 20 681° С, 1270° F В англоязычной технической литературе цинк иногда называют «spelter». Это же слово обозна- чает латунь, когда она используется для пайки стали. Флюсы для такой пайки включают вин- ный камень, поваренную соль и пастообразные флюсы, используемые для пайки серебряными припоями. На стр. 182 приведены температуры плавления обычных латуней. Их также можно использовать для пайки, как и серебряные припои с различной температурой плавления. 76
Процесс пайки Почти любая работа в ювелирном деле, да и в металлообработке вообще в той или иной степени зависит от пайки. Умелая и уверенная пайка—необ- ходимое условие профессиональной работы в этих областях. Правила Подгоняйте детали Работайте чисто Флюсуйте Нагревайте равномерно Управляйте растеканием припоя Точно отмеряйте количество припоя Не паяйте замкнутые объемы Более аккуратное и прочное соединение - результат усилий, приложенных на этом этапе. Контролируйте наличие просветов, держа изделие напротив лампы. И места стыковки, и припой не должны быть грязными: никакого жира, следов от вальцев, липкой ленты, отбела, карандашных отметок, полировальных паст и т.д. Флюс необходим для поглощения кислорода. Более подробно - стр. 79 Все спаиваемые детали должны достигать температуры пайки одновременно. Принимайте во внимание тепловые резервуары, такие как обвязочная проволо- ка, стальные сетки и пинцеты. Так как припой течет по направлению к более нагретому участку, часто можно так расположить горелку, чтобы припой втянулся в шов. Избегайте нагревать место паики непосредственно, пусть нагрев как бы распространяется сквозь изде- лие. Используйте припоя столько, чтобы его как раз хватило для заполнения шва. Не используйте кусочек припоя лишь потому, что он оказался под рукой Гораздо меньше времени требуется, чтобы отрезать нужный кусочек, чем на зачистку шва от избытка припоя. При пайке замкнутых объемов обеспечивайте выход на- гретых газов и паров. Иначе от их резкого расширения при пайке изделие может взорваться. Виды брака и его причины Непропаянный или незаполненный шов Недостаточный нагрев, грязь, отсутствие флюса, слишком долгое нагревание. Припой собирается в шарики Тепло отводится от места пайки. Грязь на припое или металле. Не грейте непосредственно припой Припой растекается на одной стороне шва Одна сторона шва более нагрета Вновь офлюсуйте и попробуйте еще раз. Оловянно-свинцовые сплавы, мягкие припои в том чис- ле, образуют на золоте, серебре или латуни раковины при нагреве выше 260° С (500° F). Если вы не в состо- янии удалить случайно прилипший к поверхности из- делия кусочек такого металла механическим путем, можно сделать это в смеси 3 частей ледяной уксусной кислоты и 1 части перекиси водорода при умеренном нагреве (не кипятить!). Налейте на поверхность и вы- держите несколько дней. Олово превратится в белый порошок, который легко смахнуть кистью. Освещение О температуре металла судят по цвету каления, который лучше виден при неярком ос- вещении. Каково бы ни было ваше освещение, пусть оно будет неизменным.
Горелки и подставки для пайки История цивилизаций может быть прослежена по их способности управлять пламенем. Диапазон доступных современному ювелиру источников нагрева вызвал бы острое чувство зависти у его предшественников из минувших эпох. Баллонного типа Соединения Ацетилен-кислород Пропан-кислород Природный газ / воздух Инжекторная ацетиленовая Паяльник Подставки (блоки) для пайки Древесный уголь. Создает восстановительную атмос- феру и достаточно мягок, чтобы вдавить в него изделие. Он довольно дорог и работать с ним достаточно хлопот- но. Он может долго тлеть и послужить источником пожа- ра. Окунайте его в воду после каждо- го использования. Продлить срок его ..v службы можно, обернув тонкой лен- той меди или латуни; закрепите ее обвязочной проволокой. Огнеупорный кирпич. Мягок, недо- рог, безопасен. Крошится, особенно если вы используете много флюса. До- ступен у поставщиков керамических материалов. Скрученный асбест. Плоская и срав- нительно мягкая поверхность. Пылевид- ные частицы представляют большую опасность для органов дыхания. Лучше не применять. Керамические и искусственные. Как правило, хороши, но имеют высокую теп- лоемкость и при первом нагреве выделяют неприятный дым. Новые блоки поместите в муфель и нагрейте до температуры пай- ки. Выдержите несколько минут и медлен- но охладите. । Скомканная проволока на пемзе. Старый способ. Очень хороша для отжи- га и в тех случаях, когда не требуется плоская поверхность. Форма для выпеч- ки вполне подойдет как подставка. Уход за подставками Как и за любым другим инстру- ментом в мастерской, за под- ставками необходимо следить, чтобы обеспечить их постоян- ную готовность к работе. Основ- ная проблема - накопление стекловидного флюса, особенно если используются пастообраз- ные флюсы. Чтобы избежать этого, наносите флюс, держа изделие в руках, не флюсуйте его на подставке. Некоторые подставки, а древесный уголь особенно, по окончании рабоче- го дня необходимо окунать в воду, чтобы не было возгорания. По мере использования боль- шинство подставок теряют свою первоначально ровную поверх- ность. Для периодического вы- равнивания таких блоков можно использовать грубую наждачную бумагу. Можно просто потереть два блока друг о друга. Работай- те над мусорным ведром. НАДЕНЬТЕ РЕСПИРАТОР! 78
Флюс Слово «флюс» происходит от латинского слова, обозначающего «течение» и означает химикаты, которые делают возможным течение припоя, предотв- ращая образование оксидов. Как правило, флюсы действуют путем образо- вания покрытия, которое предохраняет металл от окисления. В состав большинства из них вхо- дит вода, которая позволяет наносить флюс кисточкой или набрызгом. Когда вода испаря- ется, образующееся покрытие часто имеет вид прозрачного стекловидного слоя. Флюс действует как «кислородный магнит», по- ставляя в зону пайки вещество, которое в боль- шей степени привлекательно для кислорода, чем паяемый металл. По мере того, как кислород и другие вещества соединяются с флюсом, его за- щитная способность ослабевает, что заметно по голубому или зеленому оттенку флюса. Бура тетраборат натрия Na2B4O710H2O Минерал обычно измельчают в порошок и смешивают с водой до пастообразного состояния. Возможно, это наиболее широко применяемый флюс на свете, хотя в США он используется не так часто. Буру можно приобрести в виде характерных конических кусочков, которые перетирают в бурошнице и смешивают с водой прямо за верстаком по мере необходимости. Плавится при 75° С (167° F). Паста «Handy Flux» Белый флюс на основе буры, поставляется компаниями, торгующими материала- ми для сварщиков и ювелиров. Обеспечивает существенную защиту от окисле- ния и оставляет плотную стекловидную корку. Плавится с образованием про- зрачной жидкости при 600° С (1100° F), что делает его еще и надежным индика- тором температуры. Флюорон, Battern’s (Allcra, Hillco и т.д.) Флюс на основе фторидов, жидкий, часто желтого или зеленого цвета. Его назы- вают «самооттравливающийся», так как он не оставляет плотной стекловидной корки, как вышеперечисленные флюсы. Не обладает способностью поглощать кислород в той же степени, что флюсы на основе буры, поэтому не рекомендует- ся для пайки «грязных» металлов: меди, латуни, мельхиора. Борная кислота и спирт Готовьте самостоятельно. Добавляйте борную кислоту к денатурату до прекра- щения растворения и образования жидкой пасты. Ее необходимо периодически встряхивать или перемешивать. Изделие погрузите во флюс, поместите на блок для пайки и подожгите. Спирт сгорит, оставляя белую пленку. Многие ювелиры в дополнение к этому промазывают место пайки еще и другим флюсом, напри- мер Handy Flux. Prips Flux Griffith Distrib. Box 662 Louisville, CO 80027 Очень популярен для предотвращения пережогов и внутреннего окисления. Из- делие погружают во флюс и нагревают до высыхания. Рекомендуется наносить несколько раз. Образующаяся стекловидная корка водостойка, поэтому может обеспечить несколько паек, если охлаждать изделие в воде. Состав: бура 75 мл тринатрийфосфат 75 мл борная кислота 90 мл Кипятить в 2 л воды до полного растворения. Cupronil 4S Labs. Box 11819, Phoenix, AZ 85061 Это промышленный флюс, похожий на Prips, но особенно пригодный там, где необходимо сохранить полировку при нагреве. Это делает его весьма полезным в ремонтных работах. Перекись водорода Смешайте 2 части перекиси водорода (3% раствор), 2 части Спарекса (стр. 75) и одну часть воды. Оттравите изделие сначала в обычном Спарексе, затем 5-10 минут в этом растворе, Чтобы удалить розовый налет, особенно часто появляю- щийся при оттравливании латуни. На свету раствор разлагается. Соединения 79
Методы пайки По мере приобретения опыта каждый мастер вырабатывает собственную технику пайки. Здесьприведены наиболее употребимые методы,; «Партинки» «Лужение» «Паяльник» «Проволочный» («ленточный») «Паста» • Вероятно, наиболее широ- ко используемый метод. • Хорош тем, что необходи- мое количество припоя по- мещается в нужное место. • Сам припой служит инди- катором температуры. • При пайке накладок при- пой не виден. • Обеспечивает надежный контроль за процессом при спаивании вместе массив- ных и мелких деталей. • Облегчает прямое перете- кание припоя. • Особо хорош когда форма изделия затрудняет точное нанесение припоя. • Производительный метод. • Хорош для поточной работы. • Имеет все преимущества предыдущего метода пайки, но не нужно резать припой. • Важен четкий контроль, иначе будет использован избыток припоя. • Обычно используется на промышленных сборочных конвейерах. • Хорош для тонкой работы, например скани. • Флюс может разбрызиг- ваться, оставляя на плоско- стях следы. Выясни, что есть ты, и, может быть, тогда ты сможешь сказать нам, что есть мир. Роберт Хьюджес 80
Пламя и отбелы Отбелы - это растворы сильныххимикатов, дспотьзуемы^ для растворения оксидов и остатков флюсов. Они работают при комнатной темнератур< но нагреваниеускоряет процесс ОСТОРОЖНО! При смешивании всегда лейте кислоту в воду. Берегитесь раз- брызгивания: необходимы защитные очки, фартук и перчатки. После работы с отбелами и другими кислотами обязательно мойте руки. Держите поблизости питьевую соду для нейтрали- зации возможных проливов кислоты. Меднение в отбеле Так как отбел используется для очистки серебряных и золотых сплавов, он поглощает ионы меди, обра- зуя насыщенный раствор. По существу, это раствор для меднения, насыщенный избыточной медью, которую ему не терпится перенести на металличес- кий предмет. Меднение может пойти при комнатной температуре и без тока, но и нагревание, и электрический ток усиливают выделение меди. Введение стали в кис- лоту вызывает появление электрического заряда. При работе с отбелом используют медные, латун- ные или деревянные пинцеты, так как они не об- разуют электрического заряда. Заметьте, что попадание стали в отбел активи- зирует электролитическую ванну по отношению ко всему, что в ней находится в это время, вызы- вая выделение тонкого слоя меди на всем, что есть в отбеле. Толщина этого слоя зависит от кон- центрации раствора. Долго работавшие отбелы голубого цвета дают более толстые слои. Свеже- приготовленный отбел не содержит меди, значит и меднения не произойдет. При удалении стали раствор «деактивируется» и медное покрытие больше не образуется. Растворы отбелов • Черные металлы Спарекс №1 • Все цветные металлы Спарекс №2 (NaHSO4) • Стерлинговое серебро 1 часть серной кислоты 10 частей воды • Золото 1 часть азотной кислоты 20 частей воды. Нагрев Спарекс лучше всего ра- ботает при 80° С (180° F). Его нельзя кипятить, так как при этом выделяют- ся токсичные пары. Удобно применять в фа- янсовом горшочке, стыки можно заделать замазкой для сантехники. Чем заменить В крайнем случае можно взять добавку для плава- тельных бассейнов PhPlus или аналогичную. Они содержат тот же ак- тивный компонент, что и Спарекс. Типы пламени Нейтральное Острый кончик, тихое шипение, сред- не-голубой цвет. Сгорает весь газ. Са- мое горячее место указано стрелкой. Кустистое, пульсирующее пламя глу- бокого синего цвета. Это обогащен- Восстановительное ное топливом пламя поглощает окси- ды и наиболее подходит для пайки. Окислительное Тонкий конус, злобное шипение, цвет бледной лаванды. Пламя, бедное топли- вом; при пайке- никаких преимуществ. 81
Внутреннее окисление (чешуя на металле) Проклятие ювелира - внутреннее окисление металла - представляет собой коварный слой оксида меди, который растет внутри структуры некоторых сплавов, содержащих медь, таких как стерлинговое серебро и золото невы- соких проб. Пережог Пятна от пламени #*!!*! г о СиО • СиО2 * О Серебро Синонимы Что происходит Огненная корка Когда медьсодержащие сплавы нагревают в присутствии кис- лорода, быстро формируется оксид. Оксид меди (II) СиО - это черный слой на поверхности, обычно к легко снимается в отбеле. Оксид меди (I) Си2О - » вещество фиолетового оттенка, которое в это же время образуется внутри металла. Это и есть внутреннее окисление. Соединс-иия Как предотвратить внутреннее окисление Строго говоря, единственный способ устранить это явление - нагревать металл в бескислородной среде. Это решение реализуется в промышленных условиях, но в небольшой мастерской применяется редко. Однако, сле- дуя приведенным здесь рекомендациям, вполне возможно минимизировать рост внутренних оксидных слоев. • При пайке действуйте способом «ударил и убежал». • Избегайте длительного нагревания. • Используйте достаточно большое пламя, чтобы работа выполнялась быстро Маленькое пламя не предотвращает, а вызывает внутреннее окисление. • Используйте достаточно много флюса. Флюс поглощает кислород и не дает ему соединится с медью. Как и у губки, его впитывающая способность ограни- чена. Флюс может насытиться кислородом, так что следите, чтобы флюса было достаточно. • Не перегревайте металл при пайке. Ничего хорошего от того, что изделие ос- тается нагретым после растекания припоя, ожидать не стоит. При неярком освещении серебряные и золотые сплавы нельзя нагревать при пайке выше средне-красного каления. Осветление в кислоте Если сформировался внутренний оксидный слой, часто его удается устранить окунани- ем изделия в крепкий раствор азотной кис- лоты После выполнения всех паек и гру- бой шлифовки, но перед постановкой кам- ней подвесьте изделие на проволоке на несколько секунд в азотной кислоте, раз- бавленной наполовину водой при комнат- ной температуре. Чешуя станет темно-се- рой. Ополосните и очистите щеткой. По- вторяйте, пока чешуя не исчезнет совершенно, нейтрализуйте изделие в ра- створе питьевой соды, отполируйте. Не забудьте про очки, защитную одежду и респиратор Химическое золочение В промышленности часто применяется на- несение гальванических покрытий на по- врежденные детали. Особенно оправдано это в тех случаях, когда изделие не будет подвергаться трению при эксплуатации, т.к. покрытие не износостойко. В мастерс- кой можно имитировать этот процесс, ис- пользуя метод химического обогащения поверхности золотом. Специального обору- дования не требуется. После выполнения всех паек и полировки сформируйте слой чистого металла на поверхности: Нагрейте изделие до образования серого оксида и погрузите в отбел. Повторите 3-5 раз, каждый раз ополаскивая в воде и ле- гонько обрабатывая щеткой. Берегитесь разбрызгивания отбела! 82
Сварка Вполне возможно соединить куски металла, нагревая их до температуры плавления и позволяя их разжиженным поверхностям смешаться друг с дру- гом. Эта техника не дает уверенного контроля над результатом, но может предложить богатые текстуры и необычные эффекты. Сплавление Материалы с похожими свойствами, на- ходясь в жидком состоянии, обычно легко смешиваются. Когда вы наливаете воду в молоко, они смешиваются. Похожее смешивание происходит и тогда, когда два куска металла нагреты выше темпе- ратуры плавления. Молекулы из обоих кусков перемешиваются друг с другом. Когда этот материал затвердевает при охлаждении, граница между двумя кус- ками исчезает. Похожий процесс проис- ходит при сварочных работах с черными металлами. Недостаток техники сварки в отноше- нии металлов с хорошей теплопроводнос- тью - невозможность контроля над про- цессом расплавления. Обычно это делает невозможным применение сварки для точных операций. Важное исключение из этого правила - платина, для которой сварка является обычной техникой при изготовлении изделий. Там же, где необходимость контроля несущественна, сварку можно применять для создания интересных форм и текстур. Куски металла флюсуют и нагревают до точки плавления, внимательно следя за тем, чтобы нагрев их происходил одно- временно. При достаточно интенсивном и продолжительном нагреве вся масса ме- талла стянется в комок, но если слегка играть пламенем горелки по поверхнос- ти, можно целенаправленно создавать зеркально-блестящие озерки расплавлен- ного металла. Благородные металлы лег- че поддаются этой операции, чем медь, латунь или мельхиор. Эвтектическое соединение Слово «эвтектика» обозначает особенное соотношение металлов в сплаве, которое дает сплав с наименьшей возможной температурой плавления. Также подоб- ным сплавам свойственно переходить при нагреве из твердой фазы в жидкое состояние, минуя кашеобразную стадию. Диффузия В какой-то степени напоминая сплавление, процесс опи- рается на свойство электронов металла свободно переме- щаться по объему (делокализоваться). Если бы два куска металла плотно прижали друг к другу и оставили бы при комнатной температуре, этот обмен электронами в конце концов связал бы их воедино. Движение электронов, а, следовательно, и диффузия ускоряются с повышением температуры. Для глубокого изучения этой проблемы я рекомендую «Metalsmith Papers», стр. 193. Упрощенное же описание техники диффузионного соединения с полу- чением бруска для мокуме дано ниже. Диффузия лучше всего протекает между сходными металлами. Обычно используют сплавы золота, серебра, меди. Обработанные пемзой листы металла одинаковой толщины и размера складыва- ют в стопку и туго зажимают между двумя стальными плас- тинами. Флюс не используют. По мере нагрева металл в стопке расширяется, причем в большей степени, чем сталь, что дополнительно сильно сжимает листы друг с другом. Такая плотность сжатия не позволяет кислороду прони- кать к поверхностям обеспечивает диффузию (миграцию электронов) между листами Вся сборка нагревается в муфеле или кузнечном горне до красного каления и образования пленки, по- хожей на жидкость (до «выпота»). Тогда ее вынимают из печи, слегка обстукивают и быстро снимают сталь- ной корсет. Если вы успели это сделать пока не исчез- ло красное каление, можно проковать полученную су- тунку, чтобы с гарантией привести в плотный контакт слои металла и обеспечить диффузию Если все сдела- но правильно, диффузия приводит к соединению, кото- рое так же прочно, как и исходные металлы. Дальней- шая обработка и пайка уже ничего не нарушит. Говоря строго, это место встречи кривых температур ликвидуса и солидуса. Чтобы получить более подроб- ную информацию, изучите диаграмму на стр. 188. Если бы поверхности двух металлов были покрыты их эв- тектическим сплавом, они бы легко соединились, буду- чи нагреты до температуры плавления их эвтектики, На этом принципе основана техника грануляции, опи- санная на стр. 38. 83
Пайка с фиксацией деталей формовочной массой В этой технике используется гипсоподобный материал для удерживания мелких деталей на нужном месте во время найж/Подготовка к собственно пайке занимает большее время, но в некоторых случаях это ежнетвенньш способ добиться желаемой точности. 1. Подготовьте спаиваемые части как обычно. Это означает, что они должны быть тщательно обработаны, края зачищены, а спаиваемые поверхности хорошо подогнаны. 2. Разместите детали на нужных местах, частично вдавливая их в глину. Можно для временной фиксации деталей ис- пользовать также суперклей. Не используйте его слиш- ком много. Во время пайки он сгорит с образованием вредных газов. 3. Замешайте немного формовочной массы до консистенции негустой пасты. Обычные формовочные массы вполне годят- ся, в случае нужды можно использовать даже обычный гипс, но существуют и специальные материалы - фиксирующие массы - и это лучший выбор. Они хороши тем, что быстро твердеют и сохраняют прочность - в отличие от гипса - при высоких температурах. Смешивать их можно в бумажных стаканчиках или просто на ладони. 4. Осторожно нанесите смесь на подготовленное изделие, не допуская ее затекания в швы, которые предстоит паять. Эта операция выполняется кисточкой, палочкой или пальцем в зависимости от размеров изделия. 5. Отложите полученный комок в теплое место для сушки. Для этого потребуется время в пределах от 5 минут до часа в зависимости от влажности массы, толщины слоя, от того, ка- кую именно массу вы используете. Сокращение времени суш- ки может привести к растрескиванию всей сборки для пайки, после чего все придется начинать с нуля. Проявите терпение. 6. Нанесите густой флюс - такой, который не увлажнит фик- сирующую массу вновь - на те стыки, которые предполагает- ся пропаять. Пайку проводите как обычно, помните лишь, что фиксирующая масса представляет собой тепловой резервуар. 7. После выполнения всех паек и контроля качества швов, опустите изделие в воду. При этом основная часть массы от- валится, но потребуется потереть изделие зубной щеткой, или обработать в ультразвуковой ванне. Имейте в виду, су- ществуют фиксирующие массы, которые не твердеют и мо- гут быть использованы многократно. В этом случае не опус- кайте изделие в воду после пайки, а следуйте инструкциям изготовителя. Искусство существует не в объекте, а в способе видеть. Роберт Ирвин 84
Заклепки Это лишь часть большого семейства под названием «холодные соединения». Заклепки представляют собой стержни, которые точно входят в отверстие и расковываются с обеих сторон, соединяя детали воедино. Изготовление стандартной заклепки 1. Просверлите совпадающие отверстия в соединяемых деталях. Если заклепок должно быть много, установите две до того, как просверлите остальные отверстия. Это пре- дотвратит сдвиг или поворот деталей. 2. Заклепки делают из отожженной проволоки, которая должна плотно входить в отвер- стия. После того, как стержень отрезан и плоско запилен, его концы должны высту- пать с обеих сторон на длину, равную половине их диаметра. 3. Придерживая сборку непосредственно над стальной поверхностью, нанесите два уда- ра острым бойком молотка так, чтобы получился крест. 4. Как только образуется головка и заклепка будет держаться на месте, плоским бойком молотка оформите и выровняйте головку. Подготовка заклепки (расклепывание одной из головок перед вставлением) 1. Просверлите отверстия и подберите плотно входящую в них проволоку 2. Зажмите проволоку в тисках или в плоскогубцах с опорой на Л верстак. Расклепайте головку заклепки на конце проволоки, как в пункте выше. 3. Вставьте проволоку в изделие и посадите легким постукива- нием, срежьте излишек проволоки расклепайте вторую голов- "'ll ку, которая будет удерживать заклепку на месте. | ( Если приходится оформлять головку в труднодоступном месте, в качестве наковальни удобно использовать плоский чекан, зажатый в тиски При соединении мягких материалов, таких как дерево, кожа и т.п. исполь- зуйте подкладные шайбы, чтобы зак- лепки не проваливались. Они могут быть практически любой конфигура- ции, что дает возможность придать Если имеющаяся под рукой про- волока чуть толще, чем нужно, зашлифуйте или опилите ее на конус. Это займет меньше време- ни, чем волочение. Подвижное соединение Если склепанные детали должны вращаться друг относительно друга, проложите между ними кусок тонкого картона и склепайте, как обычно. Чтобы освободить зазор сожгите картон или <у^(Т| размочите в воде. Формовка Головки заклепок можно формовать и выглаживать при помощи корновертки, установленной в сверлильный станок. Корновертки можно изготовить для головок любого нужного вам размера. При работе пользуйтесь смазкой из легкого масла или воска 85
Специальные заклепки Заклепки могут быть простыми или сложными^ изящными или громоздки* ми, броскими или незаметными. Осознавая все эти возможности, ювелир расширяет круг решений для любой частной проблемы соединения деталей. Заклепки со шляпками, как у гвоздя Этот популярный тип заклепок хорош тог- да, когда нужна головка побольше - будь то из-за внешнего вида или из-за того, что соединяемый материал требует более ши- рокого захвата. Они также удобны, когда один из концов заклепки расположен в труднодоступном месте, например внутри сосуда, или когда материал хрупок, и необ- ходимо свести к минимуму использование молотка. Соединения 1. Сплавьте конец проволоки, плотно входящей в отверстие для клепки, в шарик. Пользуйтесь горячим заостренным пла- менем. Золото и серебро образуют шарики намного легче, чем медь или латунь. 2. Вставьте проволоку в плотно подходящее отверстие с про- нумерованной стороны волочильной доски; доску уложите на губки тисков или на отверстие наковальни. Ударьте плоским бойком молотка. 3. Образовавшуюся шляпку можно обработать чеканом или другим инструментом, не вынимая заклепку из доски, а мож- но вынуть заклепку и опилить головку до желаемой формы. 4. Вставьте заклепку на место, легкими ударами молотка плотно посадите ее, оформите обычную головку с обратной стороны, как описано. Такие заклепки со шляпкой рекоменду- ется применять для проволоки диамет- ром 0,5-1,3 мм. Более тонкая проволока не образует заметной головки. На бо- лее толстой сложно сделать шарик. Традиционная розетка Эти декоративные шляпки получаются, если четырежды ударить под углом по I головке молотком с круглым бойком. Потайные заклепки Эти заклепки делаются так же, как описано на предыдущей странице (стандартные зак- лепки), за тем исключением, что отверстия подготавливают так, чтобы утолщение заклеп- ки находилось под поверхностью. Если заклепка изготовлена из того же материала, который она скрепляет, заклепка совер- шенно сливается с ним. Такие заклепки называют невидимыми или потайными. Можно использовать любой из этих боров. Можно запотаить любой из концов заклепки, и даже оба конца. После оформления головки небольшим молотком (острым бойком) опилите, зашлифуйте 86 и отполируйте, как обычно.
Другие методы соединения деталей холодным способом Эти особые виды заклепок довольно необычны, но способны предоставить интригующие возможности для дизайна, если обдумать их применение уже на ранних стадиях работы над изделием. Применение Такие «деликатные» зак- лепки рекомендуются для случаев, когда ковка, необ- ходимая для изготовления головки обычной заклепки, может повредить изделие. Это касается эмалей, рако- вин, тонких механизмов и камней. Пластиковые заклепки также привносят в изделие цвет, особенно в тех местах, где они могут просвечи- вать. С помощью трубча- тых заклепок можно полу- чить эффект перфорации. Трубчатые заклепки 1. Как и в случае с другими заклепками, первым шагом будет сверление отверстий во всех подлежащих соединению дета- лях. Выбранная трубка должна плотно входить в отверстие. 2. Шов трубки должен быть запаян, а сама трубка отожжена. 3. Вставьте трубку на место и спилите ЛЗй / таким образом, чтобы концы с / , обеих сторон выступали oFy / на длину, равную пример- ' /с^ Н° половине ее Диаметра. / / 4. Чтобы развальцевать трубку, вставьте в нее чертилку и вращайте. Проделайте то же самое с J другим концом трубки. ( 5. Чтобы далее завернуть концы заклепки, ус- тановите ее на круглый чекан или круглый ___ боек молотка и постукивайте или придавли- “ — вайте как показано на рисунке От Выступающие заклепки Заготовки для этих заклепок делают при помощи опиливания, литья или изготов- ления стержня ступенчатого диаметра. Ножевые заклепки Эти заклепки позаимствованы у мастеров по изготовлению ножей и особенно удобны, если вам нужна заклепка с большой головкой. Из- готовьте две детали: одну со сплошным стерж- нем, а другую - с плотно подогнанной к нему трубкой. Запилите на стержне тупой конус и соберите заклепку, сжимая или сколачивая обе части вместе. Заклепки из пластика Пластиковые заклепки можно делать из стержня или из листа; как из прозрачного, так и из непрозрачного материала. Поскольку каждый тип пластика плавится в соответствии со своими собственными свойствами, было бы неплохо изготовить пробные образцы. Можно купить отходы пластика у специализированных по- ставщиков, либо воспользоваться ненужной домашней утварью или игрушками. 1. Как и ранее, начните с отверстия (или пропила) сквозь все соединяе- мые детали. Плотная подгонка легко достигается опиливанием или шли- фовкой пластмассы. 2. Вставьте пластик в отверстие и спилите до нужной длины. Эта длина мо- жет быть от 1 до 1/2 диаметра (или толщины) заклепки. 3. Нагрейте стальной инструмент в пламени горелки или на спиртовке и плотно прижмите к пластику, поддерживая заклепку с другой стороны. Инструмент не должен быть нагрет настолько сильно, чтобы его нельзя было держать в руках. Не перегревайте пластик - он не должен пузыриться. 4. Переверните изделие и сформируйте вторую головку заклепки, повторив описанные выше действия. Окончательная отделка пластика производится при помощи надфилей, абразивной бумаги и полироваль- ной пасты. 87
Клеи Использование клея вместо правильно выполненного механического соеди- нения обычно считается признаком недостаточного мастерства. Тем не ме- нее, существуют ситуации, когда склеивание является законной и важной техникой холодного соединения. Для углубления представлений о склеивании советую вам сходить в библиотеку, где вы най- дете техническую информацию и ежегодный справочник поставщиков, который называется The Adhesives Red Book 1. Клеи широкого назначения В эту группу входят хозяйственные клеи, та- кие, как ПВА, SOBO, Duco Cement, гуммиара- бик и т.п. Их главные преимущества - низкая цена, легкость и широта применения. Эти клеи проникают в пористые материалы и зат- вердевают, образуя прочную механическую связь. Большинство из них разбавляется во- дой, но, высыхая, становятся водостойкими. 2. Эпоксидные клеи Эта разновидность термореактивных пласти- ков известна своей прочностью. Они есть в большинстве хозяйственных магазинов; их сорта различаются по скорости затвердева- ния, по цвету и по назначению. Все эпоксид- ные клеи состоят из двух компонентов (смола и отвердитель), которые нужно смешать, что- бы началась реакция отверждения. Неполное смешение сильно снижает прочность склей- ки. Пользуйтесь удобным инструментом для смешивания (а не сломанной спичкой).Переме- шивайте компоненты не менее полной минуты. Реакция отверждения обычно ускоряется при нагревании примерно до 40° С (100° F). Осо- бенности применения будут указаны на упа- ковке. Затвердевшую эпоксидную смолу можно растворить в растворителе, таком как Attack Большинство эпоксидов начинает разрушаться при температуре около 200° С (400° F). 3. Цианакрилат Это недавно разработанное семейство клеев продается под названием Супер Клей, Krazy Glue и др. Этот клей анаэробный, то есть зат- вердевает когда прекращен доступ воздуха. По этой причине он не заполняет зазоров и не склеивает пористые материалы. Плотно подогнанные и непористые поверхности он клеит быстро и прочно. Его недостатки - вы- сокая цена и невозможность перемещать де- тали во время склейки. Правила склеивания Многие клеи - деликатные смеси, которые требуют определенной температуры или ус- ловий для успешного затвердевания. Чтобы клееное соединение было максимально проч- ным, прочтите инструкцию на ярлыке и скру- пулезно ей следуйте. Склеиваемые поверхности должны быть аб- солютно чистыми. Поскольку в металле нет пор, прочность зависит лишь от тонкой по- верхностной пленки клея. При таких услови- ях даже следы жира или пыли повлияют на прочность соединения. Зажимать части необ- ходимо не всегда, тем не менее это хороший способ обеспечить плотную подгонку и не дать деталям развалиться при случайных gg ударах. Очистка Правильная очистка перед склеиванием обыч- но происходит в такой последовательности: 1. Зашкурьте поверхности 2. Оттравите в отбеле (для металла) 3. Сполосните в воде 4. Протрите растворителем. 5. Слегка подогрейте, чтобы растворитель улетучился.
Глава 5 Литье Древесный уголь 90 Литье в формы из осса-сепии 91 Литье в песчаные формы 92, 93 Литье по выплавляемой модели 94 Модельный воск 95 Резьба по воску 96 Модели из других материалов 97 Литники 98 Подготовка 99 Заливка формовочной массой 100 Выжигание воска 101 Литье под давлением пара 102 Ручное центробежное литье 103 Центробежное и вакуумное литье 104 Литье со стержнями 105 Литье со вставками 106 Разовые и резиновые формы 107,108
Древесный уголь Эта древняя техника состоит в том, что металл льют или вдавливают в фор- му, вырезанную из древесного угля. Что процесс проигрывает в точности, то возмещается его легкостью и простотой. Открытые формы Форма постепенно разрушается, но может выдержать 3-4 отливки. 1. В плоском блоке древесного угля вырежьте углубление в соответ- ствии с толщиной и формой изде- лия. Если поверхность блока не плоская, предварительно зашли- фуйте ее. 2. Плавьте металл непосредствен- но в углублении. Поскольку уголь создает восстановительную атмос- феру, флюс обычно не нужен. 3. Как только металл расплавился, накройте первый угольный блок вторым и хорошо придавите. Не шлепайте, избегайте выброса и расплескивания металла! Работай- те стоя, чтобы горячий металл не оказался у вас на коленях. Закрытые формы 1. Вырежьте углубление в плоском угольном блоке (или блоках). Если вырезают- ся обе поверхности, подгонка будет приблизительной. Здесь вам помогут тщательные измерения. 2. Вырежьте литниковую воронку. 3. Свяжите блоки вместе обвязочной проволокой. 4. Лейте металл из плавильного тигля, или вырежьте сверху одного из блоков углубление для плавки и канал, соединяющий его с литником. Когда металл расплавится, возьмите изложницу щипцами и наклоните ее, чтобы залить металл в форму. Другие формы Оба описанных здесь способа позволяют использовать и другие материалы. Юго-западные племена американских индейцев делают формы для литья из туфа (спрессован- ный вулканический пепел). Литье в воду Для того, чтобы создать необычные формы или поделить большой кусок металла на более мелкие, которые легче плавить, ме- талл можно лить в воду. Используйте Можно формовать блоки из гипса или формовочной смеси, наливая их в коробки или деревянные рамы, уложенные на лист стекла или пластика После тщательной сушки их можно резать и использовать как описано выше. достаточно глу- бокий сосуд, чтобы металл мог остыть прежде, чем он ударится о дно. 90
Литье в формы сепиолита Простую одноразовую форму для литья можно изготовить из скелета морс- кого моллюска каракатицы (сепии). Линии роста моллюска, похожие на го- довые кольца древесины, создают притягательную текстуру. Литейные формы из скелета каракатицы - старинное приспособление. Эта техника позволя- ет достичь немедленных результатов и богатой текстуры при невысоких затратах и мини- мальном оборудовании. Недостаток процесса - ограничения по размеру и толщине. Большин- ство каракатиц не превышает 10 см в ширину и 20 см в длину. 1. Возьмите две кости или разрежьте одну пополам. Удалите заостренный кончик. 2. Круговыми движениями притрите куски друг к дру- гу (мягкой стороной к мягкой стороне), чтобы поверх- ности стали плоскими. 3. Вырежьте углубление нужной формы. Помните, что глубина резьбы соответствует толщине готового изде- лия. Углубление расположите на расстоянии около 2 см от широкого конца кости. 4. Вырежьте в обеих частях литниковую воронку. 5. Если нужно усилить текстуру, обработайте углубле- ние мягкой кистью. 6. Процарапайте вентиляционные каналы, направлен- ные вверх, чтобы дать газам выход из формы. 7. Свяжите половинки формы вместе обвязочной про- волокой или липкой лентой. Установите форму в песок. 8. Расплавьте металл в плавильном тигле и отлейте в форму гладкой сплошной струей. Плоскую часть можно сделать из * огнеупорного кирпича или угля. Форма из трех частей 1. Разрежьте кость на три части. 2. Плоско пришлифуйте друг к другу части В и С Обвяжите лентой. 3. Плоско пришлифуйте А к верхней стороне ВС. 4. Раскройте ВС, вставьте на место модель и щтифты. 5. Плотно прижмите В и С друг к другу. Обвяжите лентой. 6. Насадите А на выступающую из формы часть модели. Отметьте положение липкой лентой или чернилами. 7. Раскройте, выньте модель, вырежьте литник и литниковую воронку. 8. Вновь соберите форму, свяжите, сделайте отливку 91
Литье в песчаные формы Эта древняя техника состоит в том, что влажный песок уплотняют вокруг модели, которую затем удаляют, оставляя полость для заливки расплавлен- ного металла. Литье в песок веками использовалось во многих культурах; эта техника и сегодня не утеряла своего значения. Подготовка песка Можно использовать почти любой песок, но пляжный - не рекомендуется. Весьма пригодна тонко размолотая пемза, которая продается как шлифующий материал; ее преимущество еще и в том, что она уже просеяна. Песок для литья имеется в продаже либо легко может быть приготовлен. Чем мельче песок, тем четче де- тали готовой отливки. • Купите ведро песка в хозяйственном магазине или дорожном управлении. • Несколько раз просейте его через сито, чтобы удалить мусор. • Просейте через сетку или марлю, чтобы отделить крупные частицы. • Тщательно вымешайте песок с водой или маслом. Обычные связки - детское или отработанное моторное масло. Избегайте переувлажне- ния песка. Если все же перестарались, разложите песок на доске и подсушите на солнце. Если скатанные из песка шарики не разва- ливаются, то все сделано правильно. Отливка предметов с плоской оборотной стороной 1. Установите опоку (например, деревянную рамку) на ровную поверхность, скажем, стекло. Заполните ее песком, уминая его деревянной трамбовкой. Выров- няйте поверхность, как на рисунке 2. Переверните опоку и установите на нее вторую опо- ку. Припудрите уплотненный песок припылом* и поло- жите на него модель. 3. Засыпьте модель песком и уплотните его слой за слоем, пока не заполнится вторая опока. Выровняйте поверхность как и ранее. 4. Осторожно снимите верхнюю опоку и пинцетом уда- лите модель. Кистью удалите песок там, где должна быть литниковая воронка. 5. Вновь соедините обе опоки, покрыв каждую листом стекла, дерева или пластика. Скрепите проволокой, лентой или сожмите струбциной, как на рисунке. Не зажимайте слишком туго. 6. Залейте в форму расплавленный металл из пла- вильного тигля. * Припыл - порошок, который предохраняет части формы от слипания. Можно исполь- зовать тальк, кукурузный крахмал, порошок мела или графита. Для припудривания формы его обычно насыпают в мешочек неплотной ткани, например из марли или муслина. 92
Литье в песчаные формы Можно приобрести специальный песок для литья или очистить обычный, просеяв его через сито. От тонкости песка зависит то, насколько детальной будет в итоге отливка. Отливка массивного слитка 1. Насыпьте увлажненный песок в емкость глубиной на 5 см больше, чем слиток, который вы пред- полагаете получить. 2. Наполните емкость до половины, утрамбуйте, но не слиш- ком плотно. 3. Подготовьте модель из дерева, пластика или металла, при- пудрив ее припылом. 4. Вдавите модель в песок так, чтобы под ней было около 2,5 см песка. 5. Добавьте песок до самого верха модели, плотно утрам- буйте. Наверху сформируйте воронку. 6. Осторожно выньте модель и отлейте металл в полу- ченную изложницу. Самодельная опока Опока потребует однократного капиталовложения, поскольку при обычном использовании срок ее жизни практически неограничен. Не обязательно, чтобы размер опоки в точности соответствовал раз- меру изделия, но она не может быть слишком ма- ленькой, а слишком большая неудобна. Обычно юве- лиру для литья нужны два или три разных размера. Чтобы изготовить опоку, сварите 2,5 см железный уголок, как на рисунке. Стенки полуопок имеют такое сечение, чтобы в них удерживался утрамбо- ванный песок. Выступы делаются из обрезков трубы, стопки шайб или больших гаек. Заметьте, что штыри должны вставляться, а не ввинчивать- ся в выступы на полуизложнице. Если использу- ются винты, то они ввинчиваются в выступы в одной полуизложнице и привариваются, оставша- яся резьба спиливается так, чтобы они вставлялись в выступы второй по- луизложницы. Не забудьте уб- рать часть металла на полу- изложинцах так, чтобы можно было вывес- ти наружу литниковую воронку. Разборная модель На предыдущей странице описан способ литья для плоских или почти плоских объектов. Трехмерная форма потребует изготовления модели из двух частей; обычно ее делают из хорошо просушенного мягкого дерева, такого, как тополь. Модель разрабатывается так, чтобы будучи разобранной по плоскости разреза, она образо- вывала детали без поднутрений (см. рисунок). Можно сначала изгото- вить модель, а потом ее разрезать, а можно де- — Ч лать ее из двух кусков дерева. Если модель, состо- ящую из двух частей, предполагается подвер- гать токарной обработке, склейте эти части, проложив газету, и следите за тем, чтобы этот шов совпадал с осью вращения. Когда нужная форма достигнута, отделите части друг от дру- га стамеской. Высверлите пару отверстий в одной полумоде- ли и установите штифты в другой. Для этого годятся 6 мм шпунты. Окончательно дерево покрывают шеллаком или обычным лаком. Литье 93
Литье по выплавляемой модели Большинство Современных ювелирных отливок выполняется на основе Ка- кой-либо разновидности литья по выплавляемой модели, разработанною еще в Древнем Египте. Эта страница содержит краткое описание процедуры, детальное описание которой находится далее в этой главе. Когда мастера древних культур впервые от- крыли этот способ, они делали модели из пчелиного воска и покрывали их слоями гли- ны. Внешние слои упрочняли соломой, или льняной тканью, после чего просушенное сооружение помещали в печь для обжига. Воск при этом выгорал, оставляя полость, в которую заливали расплавленный металл. Чтобы вынуть готовую отливку, глиняную оболочку разбивали. Поскольку форма раз- рушалась при извлечении отливки, эта тех- ника называется литье в разовую форму. 1. Модель делают из воска или другого полностью сгорающего материала 3. Литник монтируется на основание, кото- рое закрывают водостойким цилиндром - опокой 2. Модель укрепляют на восковом стержне, который называется литником. 4. Гипсоподобный мате- риал (формовочную смесь) смешивают с водой до сметанообраз- ной консистенции. Предпринимают меры для удаления из смеси пузырьков воздуха. 5. Подготовленную модель размещенную в центре опоки, осторожно заливают формо- вочной смесью. 6. Форму просушива- ют и затем нагревают (выжигают) в му- фельной печи. При этом форма упрочня- ется и из нее полнос- тью удаляется модель. 7. Пока опока с формой еще горячая после выжигания, в нее заливают или загоняют под давлением расплавленный металл, он принимает форму исходной модели. 8. Слех ка охладив форму, опускают ее в воду. Там она разрушается, освобождая от- ливку. 94
Модельный воск Модельный воск можно формовать пальцами или при помощи простых инст- рументов при комнатной температуре. Процесс обычно заключается в добав- лении, наращивании слоев и элементов, необходимых для создания формы. Советы при работе • Чтобы листы воска не слипались, при хранении перекла- дывайте их бумагой. Храните в прохладном месте. • Прежде, чем работать с листовым воском, размягчи- те его дыханием или опустите в теплую воду. • Листовой воск можно резать канцелярским резаком. По- скольку воск прозрачен, на него можно перевести рисунок непосредственно с бумаги. • Мягкий воск можно изгибать, скручивать, штамповать, сверлить, при- щипывать, налепливать и вдавливанием получать на нем текстуру. • Можно одновременно использовать все виды воска в одной модели. • Удобный и недорогой инструмент - биологическая или гончар- ная игла. • Чтобы добавить воск в определенное место, нагрейте иглу и при- коснитесь к ней жгутиком из воска, воск потечет по ней и капнет с кончика. • Нагревая иглу, держите в пламени ее среднюю часть, как на рисунке. Это предохранит кончик иглы, и к тому же она дольше не остынет. Как сделать спиртовку Используйте склянку с металлической крышкой. В качестве фитиля сгодится кусок веревки или шнурка. Что- бы сделать отверстие для фи- тиля, пробейте крышку гвоз- дем изнутри. Зазубренные края отверстия будут удер- живать фитиль. Подгонка размера кольца Оберните оправку липкой лентой до нуж- ного диаметра. Чтобы восковая заготовка легко соскальзывала, смажьте ленту вазе- лином или маслом. Оправку можно за- жать в тисках. Горючее • Фирменное горючее для спиртовок • Метиловый спирт (другие названия - древес- ный спирт, метанол, карбинол) • Растворители на основе спирта Никогда не пользуйтесь бензином Никогда не подносите сосуд с го- рючим к открытому пламени. Экструзия воска Проволоку необычного сечения можно полу- чить, продавливая воск через самодельную фи- льеру. Купите три телескопических латунных трубки. Закройте самую маленькую - это будет поршень. К отрезку самой широкой трубки (7-8 см длиной) припаяйте фильеру, и крепко удерживайте его в процессе продавли- вания. Возможно, вы захотите сделать несколько фильер разной формы. х. Работайте в пер- 7) чатках. 95
Резьба по воску Воски для резьбы поставляет ббльтййнсгйо компаний, торгующих материал лами для ювелиров, а также некоторые магазины. Хотя и можно использо- вать другие типы воска, но их не так легко резать, как воски, которые изго- товлены именно для этой цели. Инструменты для резьбы можно приобрести или сделать из выброшенных зубоврачебных инстру- ментов, стальной проволоки (канцелярских скрепок) или старой серебряной утвари. В качестве рукояток можно использовать деревянные шпунты или цанговые держатели для игл. Незабивающийся бор для воска на гибком валу. Очень удобен. Также используют грубые напильники (для мягкого металла) и канцелярские резаки. Кусочки воска отрезают спираль- ной пилкой, закрепленной в стан- дартной рамке лобзика. Для удаления царапин используйте грубое бумажное полотенце или ткань Обрезки Интересных эффектов можно добиться, выливая расплавлен- ный воск в воду. Вариации включают литье на лед, сталь, дерево, бетон и т.д. Сварка При изготовлении форм для последующей резьбы блоки воска можно сваривать. Убе- дитесь, что обе поверхности заблестели и прижмите их друг к другу. Если все сделано правильно, получится моно- литная деталь. Фактурирование Неровно вырезанные поверх- ности можно сделать более правильными, обработав их чертилкой, иглой или корно- верткой. Если обрезки воска не загряз- нены, их можно переплавить в блок и использовать повторно. Выстелите картонную коробку алюминиевой фольгой и напол- ните обрезками с верхом. Мед- ленно нагрейте в печи до тем- пературы, когда воск только начнет плавиться. Выдержите при этой температуре, пока вся масса не станет жидкой. Слег- ка постучите по коробке, чтобы удалить пузырьки воздуха и дайте ей медленно остыть. Поскольку резьбу по воску начинают с большого блока, распространенной ошибкой является изготовление слиш- ком крупной модели. Расчет веса готового изделия приве- ден на странице 99. Чтобы снизить вес, вырежьте воск изнутри рез- цом или бором на гибком валу. Если вам что-то не удалось сразу, старайтесь снова и снова. Потом бросьте. Нет смысла выставлять себя из-за этого дураком. 96 В.К.Филдс
Другие модели Модели для литья обычно делают из воска, но можно также использовать пластик, дерево и органические вещества. В некоторых случаях при выжи- гании может потребоваться специальная вентиляция. Органические материалы Многие органические объекты, такие как листья, веточки, лепестки цветов и насекомые, пол- ностью выгорают при прокаливании, если их формовать непосредственно в формовочную мас- су. Это означает, что с них можно делать отливки напрямую, часто с мельчайшими деталями. Выжигание органических материалов обычно занимает больше времени, чем выжигание вос- ка; кроме того, может потребоваться более высокая температура. Здесь необходимы пробы. • Пористые материалы, такие как бумага, картон, поп-корн необходимо покрыть лаком, воском или разведенным ПВА. Это х. 2b- делается с помощью кисточки, набрызгом или окунанием. • Тонкие и хрупкие модели также требуют некоторой обработки. Лепест- f ки цветов или крылья насекомых можно обработать несколькими слоя- ми лака для волос, фиксатива или крас- ки. Зачастую модель можно упрочнить с обратной стороны восковыми жгутиками. Глиняный рельеф Привлекательные восковые модели с бога- той текстурой можно получить, наливая или намазывая кистью на глину расплавленный воск. Результатом будет зеркальный отпеча- Пластик • Большинство пластмасс сгорает полнос- тью, так что различные объекты из них мо- гут быть отлиты в точных деталях. Плас- тик можно формовать при нагревании или использовать в комбинации с воском. • Детали можно склеивать клеем ПВА или липким воском. • Лучшие результаты дает смесь твердого и мягкого воска или воск для инжекторов. • Используйте минеральную глину, а не пластилин, который расплавится под горя- чим воском. • Для изготовления моделей можно исполь- зовать также пенополистирол. При формов- ке кусочки держат непосредственно в пламе- ни. Рельеф можно придать нагретой иглой. • Плавьте воск только на водяной бане! Воск имеет низкую температуру вспышки, и при нагревании на открытом нагреватель- ном приборе может внезапно вспыхнуть. Никогда не оставляйте воск на плитке без присмотра! ОСТОРОЖНО! Дым горящего пластика токсичен. Необходима вентиляция. 97
Литники Литники удерживают модель в правильном положении во время формовки. Через них вытекает расплавленный воск, и они служат каналами для входа расплавленного металла. Правильное размещение и прикрепление литни- ков - один из наиболее важных факторов успеш- ного литья. К несчастью, также и один из самых трудноописуемых, поскольку каждая ситуация предъявляет уникальные требования. Старай- тесь максимально точно выполнять следующие правила. Неправильно Правильно 1 Располагайте литники так, чтобы к каждой час- ти модели поступало достаточно металла. 2. Продумайте, как избежать резких поворотов в течении металла и обратных потоков. 3. Прикрепляйте литники там, где это меньше все- го скажется на текстуре поверхности модели и там, где их можно будет легко удалить. Литьв 4. Избегайте прикрепления литников к горизон- тальной поверхности. Литники не должны рас- полагаться под прямым углом к ней. 5. Прикрепляйте литники к самой массивной час- ти модели. Сам литник должен быть самой мас- сивной частью всей конструкции. Пористость Поскольку остывающий металл сжимается, для заполнения освобождающегося пространства требуется дополнительное количество металла. Если в момент сжатия добавочный материал не поступает, металл, стремясь заполнить весь объем, кристаллизуется с пустотами (ракови- нами). Чтобы этого не происходило, литник и прибыль должны остывать (сжиматься) в после- днюю очередь. Ничему не повредит, если раковины образуются здесь. Чтобы достичь этого, самую тонкую часть модели располагают как можно дальше от основания литника (прибы- ли). Самая массивная часть прикрепляется к литнику, а сам литник должен быть массивнее любой части модели. Вентиляционные каналы Если модель небольшая, при заливке металла газы из по- лости поглотит формовочная масса. Для крупных моделей стоит предусмотреть каналы для отвода газов. В большин- стве промышленных отли- вок таких каналов быва- ет помногу. Избегайте сужающихся, заост- ренных литников. Они распы- ляют металл, что приводит к его преждевременному остыва- нию и кристаллизации. Человек, который не делает ошибок, обычно ничего не делает. В.К. Мэджи
Подготовка В процессе изготовления литейной формы нет ничего непостижимого, одна- ко начинающему он может показаться сложным. Тщательная подготовка избавит вас от паники на этом важном этапе. Как определить, сколько нужно металла. • Погадайте, помолитесь, или спросите того, кто знает лучше. • Закрепите модель с литником на проволоке и опустите в сосуд с водой. Отметьте уровень подъема. Выньте модель и добавляйте металл, пока вода не поднимется до отметки. Удобно (но не обязательно) пользоваться градуированным цилиндром. К этому количеству добавьте еще 1/3 на прибыль. • Умножьте вес модели на удельный вес используемого ме- талла. Добавьте еще 20% на прибыль. Пример Воск с литником х 2 г. х удельный вес 10,4(Ag) = нужный вес. = 20,8 г. Удельный вес (в г/см3) Алюминий 2,7 Латунь (70-30) 8,5 Ювелирная бронза 8,7 Желтое золото 750° 15,5 Желтое золото 583° 13,4 Желтое золото 416° 11,6 Железо 7,9 Свинец 11,4 Мельхиор 8,8 Платина 21,4 Чистое серебро 10,6 Стерлинговое серебро 10,4 Чтобы формовочная масса лучше покрыла модель 1. Покройте модель составом против образо- вания пузырьков (есть в продаже) кистью или окунанием. 2. Смочите спиртом. Можно использовать фитиль спиртовки (как на рисунке). 3. Приготовьте смачивающий раствор: 50% перекиси водорода 50% жидкого мыла Хронометраж Формовочные смеси пригодны к работе 9-10 минут. Если вы слишком медлительны, смесь затвердеет до того, как вы покроете модель. Если вы работаете слишком быстро и заливаете смесь в опоку слишком рано, вода, не успев- шая прореагировать с формовочной массой, образует потеки на поверхности модели. Это приведет к появле- нию выступающих «ручейков» на готовой отливке. Что- бы избежать таких проблем, следите за временем и соот- ветственно подстраивайтесь под процесс. Пластмассы Плотность обычных пластмасс находится в пределах от 1,2 до 1,7 г/см3. Чтобы рассчитать ко- личество металла, нужного для пластиковой модели, добавьте 10% к удельному весу из табли- цы и умножайте, как раньше. 99
Формовка Формовочная смесь - материал на гипсовой основе, который делаютжаро- стойким, добавляя двуокись кремния. Хотя весь процесс занимает всего лишь около 10 минут, небрежность может свести на нет многочасовую работу по изготовлению модели. ВНИМАНИЕ: ОПАСНО! Вдыхание формовочной смеси опасно из-за присутствия в ней двуокиси кремния. Смешивая формовочную смесь, всегда пользуйтесь сертифицированным респиратором. Вакуумный метод 1. Тщательно смешайте формовочную смесь рукой или шпателем. Смесь должна быть смета- нообразной консистенции. 2. Установите емкость со смесью на вакуумный столик, увлажните края колокола и накройте им формовочную смесь. 3. Включите мотор и подключите к столику ва- куумный отсос. Прижмите колокол, чтобы обес- печить герметичность. 4. Выдержите одну минуту при максимальном вакууме 25-1-28" рт. ст. (635-711 мм рт. ст.). Фор- мовочная смесь будет пузыриться и вспучиваться Когда она начнет «плеваться» и колокол «запо- теет», выключите вакуум. 5. Залейте сметанообразную формовочную смесь в опоку. Лейте по стенке. Установите опо- ку на вакуумный стол и повторит все сначала Если смесь начинает загустевать (как пудинг), второе вакуумирование не проводите. 6. Помните, что формовочная смесь в опоке поднимется. Поэтому не заполняйте опоку до краев либо воспользуйтесь манжетой из рези- ны, пластика, бумаги или липкой ленты. Оболочковые формы 1. Смешайте формовочную смесь и удалите пузырьки посредством вибрации. 2. Тонкой кистью нанесите формовочную смесь на модель. Избегайте образования пузырьков, особенно в узких канавках. 3. Припудрите модель сухим порошком формовочной смеси, чтобы удержать влагу и ускорить схватывание оболочки, 4. Установите модель внутри опоки, закрепите основание и залейте формовочной смесью. Чтобы модель не опрокинулась, наливайте смесь по стенке опоки. Наливая, держите опоку за основание. Варианты опок Воспользуйтесь жестяной банкой без дна и верха. Жестянку можно дефор- мировать, главное, чтобы она подходила к литьево- му устройству. Обратите внимание, что для литья паровым и вакуумным методами годятся опоки необычной формы. Не используйте тонкие жес- тянки из-под напитков.
Выжигание На этом важном этапе из формы удаляется материал модели, обычно - воск. Поскольку при этом могут выделяться токсичные газы, рекомендуется вен- тиляция. Цели выжигания • Упрочнение формы • Удаление воска или другого модельного материала • Нагревание формы для совместимости с расплавленным металлом при литье. ВЕНТИЛЯЦИЯ! Дым горящего воска вреден для здоро- вья. Пластмассы - еще вреднее. Устано- вите муфель в большом помещении, возле окна, возможно, на сквозняке. Необходима вытяжная вентиляция. Выжигание обычно проводят в небольшом электри- ческом муфеле, но можно пользоваться и газовым. Лучше всего делать выжигание в течение 48 часов после формовки. Если литье придется отложить, перед выжиганием увлажните форму, опустив ее на несколько секунд в воду. Благодаря последним тех- нологическим разработкам современные формовоч- ные смеси выдерживают более быстрые изменения температуры, чем те, которые применялись 10 лет назад Скорость выжигания будет варьироваться в зависимости от размера и числа опок в печи, от температуры печи и от предпочтений мастера. Эмпирическое правило: для обычных ювелирных изделий требуется примерно два с половиной часа. Опоки устанавливают в муфеле Горячие опоки держат специ- литниковыми отверстиями вниз. Чтобы воск свободно вы- текал, ставьте опоки одним из указанных способов. кусочек ФОРМОМАССЫ пемзд I альными щипцами, или щип- цами для консервирования, или для детских бутылочек. Поскольку алюминий плавится при температуре выжигания (660°С, 1220°F), его можно поло- жить в печь в качестве индикато- ра. Положите небольшой кусочек рядом (но не вплотную) с опокой. Когда он начнет сворачиваться, опока, по-видимому, готова. Температура °C (приблизительная) °F °C 300 150 Воск плавится и капает 450 235 Воск загорается 600 325 Загорается дерево 1000 550 Испаряется пластик 1250 650 Испаряются остатки воска 1350 740 Разрушается гипсовая связка формовочной смеси, выделяется сера, что ведет к окислению. Не грейте до этой температуры! Как понизить задымление Количество дыма можно уменьшить, со- брав воск примерно при 150°С (300°F), до того, как он загорится. Это можно делать с помощью специального лотка из нержавею- щей стали или подобных приспособлений, например форм доя выпечки. Собранный таким образом воск обычно содержит слишком мно- го загрязнений и слишком изменен плавлением, что- бы использовать его вновь. Знать, что не знаешь - лучше всего. Притворяться что знаешь, когда не знаешь - бедствие. Лао Цзы, 500 г. до н.э. 101
Литье под давлением пара Этот остроумный способ состоит в том, что тепло расплавленного металла создает давление пара, которое и загоняет металл в поддеть формы, Он тре- бует очень простого оборудования и обеспечивает уверенное получение ка- чественных отливок. Крышка для опоки Размер литников Поскольку эта техника требует того, чтобы металл плавился в устье опоки, литники должны быть достаточно малого диаметра, иначе металл будет преждевременно зате- кать в форму. Если модель большая или массивная и, таким образом, требует боль- шого количества металла, компенсируйте это, сделав больше литников. Делайте литники из листа воска или восковой проволоки толщиной 1,3 мм. или тоньше. Изготовление модели, расположение литни- ков и смешивание формовочной смеси для парового литья выполняется так же, как и при более привычных методах. 1. Если основание литника не образует достаточно большого резервуара для плавки, вырежьте вверху формы воронкообразное углубление. 2. После обычного выжи- гания расплавьте металл в устье опоки. Флюсуйте как обычно. 3. Когда металл распла- вится, уберите горелку, одновременно плотно на- крыв опоку подготовлен- ной крышкой. Держите ее прижатой до затвердева- ния металла. 102
Ручное центробежное литье Для литья по этому методу необходимо очень простое оборудование, и цент- робежная сила для того, чтобы заполнить форму расплавленным металлом. Риска здесь ровно столько, чтобы слегка пощекотать нервы. ЛАТУНЬ ИЛИ СТАЛЬ, ЗММ спосоьы крепления РУКОЯТКИ Эта незатейливая техника заклю- чается в том, что металл загоняют в полость формы посредством цен- тробежной силы, создаваемой вручную. Подготовленную опоку устанавливают в описанное здесь приспособление для литья и вра- щают его. Будучи совершенно бе- зопасной, эта техника тем не ме- нее не рекомендуется для мастерс- ких с низким потолком и для робких мастеров. Как и на преды- дущей странице, в ручном центро- бежном литье в качестве плавиль- ного тигля используется углубле- ние в самой форме. Ход работы 1. Изготовьте ручную центрифугу одним из указанных способов. Для небольших опок в качестве тарелки можно использовать крышку от банки. Для большей центрифуги специально изготовьте кольцо и основание из медного, латунного или стального листа. 2. Подготовьте модель с литниками толщиной 1,3 мм. 3. После выжигания установите опоку на тарелку цен- трифуги, а тарелку - на огнеупорную поверхность. 4. Расплавьте в воронке опоки металл для литья. Флюсуйте как обычно. 5. Когда металл расплавится, уберите горел- ку и вращайте опоку большими правильны- ми кругами. Равномерность и непрерыв- ность движения важнее, чем быстрое или сильное вращение Художник никогда не заканчивает работу по настоящему, он просто бросает ее. Поль Велери jq3
Центробежное и вакуумное литье Два этих метода наиболее употребимы в современной ювелирной пррмыщ- ленности для заполнения форм. В первом применяется подпружиненная стре- ла, обеспечивающая центробежную силу д ля впрыскивания расплавленно- го металла в форму, а во втором для достижения того Же результата исполь- зуются вакуумные технологии. Выполнение работы 1. Перед выжиганием сбалансируйте механизм, установив на место опоку и уравновесьте ее грузиками. 2. Закрутите пружину, сделав три полных оборота стрелы и закрепите механизм. Обычно стрела фиксируется стальной шпилькой, но существуют машины другого устройства. 3. Установите горячую опоку в машину (пользуйтесь шипцами) и загрузите металл в ти- гель. Нагревайте металл, пару раз добавляя флюс. Пламя направляйте в отверстие тигля. 4. Когда металл расплавится, встаньте поустойчивее и выньте чеку, удерживая стрелу ме- ханизма рукой. Одновременно отпустите стрелу и уберите пламя. Плавка Внимательность при плавке металла важна при любом способе литья. • Используйте пламя достаточной для рас- плавления металла температуры, но не на- столько горячее, чтобы сжечь металл. • Пламя должно быть обогащенным топли- вом, восстановительным. Это кустистое, пе- ристое пламя. Оно не должно давать шипя- щего звука. • Когда металл разогреется докрасна и вто- рично - когда он расплавится - припудрите его бурой, борной кислотой, порошком дре- весного угля или промышленным флюсом. Вакуум Необходим мощный вакуумный насос (такой, который обеспечит вакуум 254-29" рт. ст., 635-1-736 мм рт. ст.) для формовки и вакуумного литья. После выжигания горячая опока уста- навливается на силиконовую манжету вакуум- ной установки. Включите вакуум, чтобы прове- рить герметичность. Если манометр не опуска- ется ниже 600 мм рт. ст., прижмите опоку к ман- жете щипцами. Расплавьте металл в тигле для разливки, добавьте флюс и вы- лейте расплав в лит- никовую воронку плавным равномер- ным движением (представьте себе, что это мед). Опоку охлаждают на воздухе и опускают в воду как обычно. Установка литейной машины Мусорный бак, на 2/3 заполненный камнями и бетоном, Машины для литья должны быть надежно установ- лены и окружены брызгозащитным экраном. Тазик для стирки, привинченный к верстаку. готавливается из фанеры. устойчив безопасен и его вполне можно передвигать по мастерской. В основание машины вставьте винты, затем зацементируйте их. Можно установить машину внутри верстака для экономии места. Крышка на шарнире из- 104
Литье со стержнем Для отливки полых объектов сначала изготовляют так называемый «стер’ жень» из формовочной массы. Он занимает то пространство, которое будет полостью в готовой отливке. Использование стержней Стержень - это комок формовочной массы, который крепится внутри формы, обеспечивая полость в готовой отливке. 1. Грубыми напильниками или ножом вырежьте блок из затвердевшей формовочной массы в фор- ме желаемой полости. 2. Покройте этот стержень воском либо нанеся расплавленный воск кистью, либо окуная стержень в расплавленный воск, послойно набирая необходимую толщину. 3. Воск обработайте до получения модели, как обычно. 4. Для фиксирования стержня в форме просверлите отверстия в нем и вставьте в них проволоку из того же металла, который будет заливаться в форму (см. рис.). Смотри также следующую стра- ницу «крепление». Сделайте стенку из тонких латунных или алюминиевых листочков, воткнув их в модель. Это будет разделительная линия, так что избегайте поднутрений. Смазав форму жидким мылом или вазелином, кистью нанесите расплавленный воск. Толщина воскового слоя будет толщиной стенок отливки. Накапайте гипс или формовочную массу на модель, ста- раясь обойтись без замуровывания в гипс пузырьков воздуха. Нанесите несколько слоев, в последний слой вдавите тканевые ленты. После основательной просушки разнимите форму и выньте модель. Тщательно промойте. Если на внутрен- них поверхностях видны пузырьки воздуха, заполните их свежей гипсовой массой. Традиционная форма из двух частей Изготовьте модель из глины, пластилина или воска. Исполь- зуйте деревянный или проволочный внутренний каркас. Когда воск затвердеет, выньте его из формы, ис- правьте, где необходимо, укрепите литники; соедини- те половинки, заварив шов горячей иглой, загладьте его заформуйте и отливайте как обычно, убедившись, что формовочная масса заполнила внутреннюю поверх- ность модели. 105
Литье со вставками В технике литья по выплавляемым моделям иногда возможно заранее вста- вить камень или уже законченную металлическую деталь в восковую мо- дель. Если предпринять соответствующие меры, вставка может остаться на месте в процессе выжигания и литья. Крепление Когда модель изготовлена и вставки установлены, они, конечно же, удерживаются на месте воском. Однако помните, что при выжигании воск сгорит. Если не предпринять мер предосторожности, то мелкие детали могут выпасть и свободно болтаться внутри; отливка будет испорчена. У формовоч- ной массы есть адгезионная способность, и она, вероятно, зафиксирует мелкие детали настолько, насколько велика поверхность предмета, соприкасающаяся с формовочной мас- сой. Шероховатые поверхности удерживаются лучше, чем гладкие. Каждый конкретный случай требует своего решения. В некоторых случаях дизайн можно модифицировать так, чтобы обеспечить «пальцы» из формовоч- ной массы, удерживающие вставку на месте. Иногда можно припа- ять к вставке держатель, который зафиксирует вставку на месте Позже его можно будет спилить с готовой отливки. Глухие касты Если у вас нет навыка тонкой работы по воску, трудно будет точно изготовить каст из воска. Бо- лее аккуратная работа получится, если оправу приготовить из тонкой полосы металла. Чтобы получить незаметный переход от оправы к изделию, металлическую оправу можно вставить в воск. Как видно на рисунке, можно моделировать воск вокруг оправы. Любой металл с температу- рой плавления выше температуры выжигания (670°С, 1250°F), можно без опасения использовать таким образом. Иногда расплавленный металл сплав- ляется с оправой, но обычно оксиды, накапливающиеся в форме во время ) выжигания модели, препятствуют образованию прочного соединения. Хоро- шая привычка - немедленно после оттравливания припаивать оправу к из- делию прежде, чем нарушится их идеальное взаимное расположение. Металлические вставки Металлы контрастирующих цветов можно так- же отливать совместно, как описано раньше. Если предстоит вставлять небольшой предмет, его следует опилить и обработать сообразно желанию. На кромках стоит спилить обратную фаску для надежной фиксации. Затем на него накапывают легкоплавкий воск, либо накла- дывают его как замазку. Как сказано выше, следует обеспечить надежное крепление. Когда работают с большой металлической вставкой, ее вес может изогнуть литник. Что- бы этого избежать, исполь- зуется дополнительная поддержка. Так как она выходит наружу вне литниковой во- ронки, металл в нее не попадет, хотя воск из нее выгорит при В1 выжигании Камни Некоторые камни выдерживают температуру выжигания и термический удар при заполне- нии формы металлом. Такие камни можно «оп- равлять» в воск и производить отливку. Особен- но пригоден этот способ для камней неправиль- ной формы и природных кристаллов. Работа с ними ведется, как описано выше и на предыду- щих страницах, за тем исключением, что после отливки форму охлаждают на воздухе, а не в воде. Следующие камни скорее всего выдержат подобное обращение: БРИЛЛИАНТ САПФИР РУБИН ТУРМАЛИН ПРОЗРАЧНАЯ СИНТЕТИКА Помните, что включения в камнях могут приве- сти к их растрескиванию. 106
Разовые формы Когда требуется лишь небольшое количество дубликатов, вполне возможно использовать недорогие формы. Они дают от 1 до 10 оттисков в зависимости от сложности формы отливки. Глиняные оттиски Вероятно, наиболее простой способ дублировать уже имеющу- юся форму - вдавить ее в глину. Эта техника идеально подхо- дит для плоских предметов с односторонним низким рельефом. Можно использовать пластилин или минеральную глину, однако помните, что пластилин более чувствителен к высоким темпера- турам. Разровняйте глину в плоской форме для выпечки и при- пудрите поверхность тальком или любым некартофельным крах- малом. Вдавите изделие в глину и аккуратно выньте его Растоплен- ный воск можно закапать или залить в форму. Старайтесь размещать воск тонкими слоями, чтобы избежать образования пузырьков воздуха. Если наносить воск кис- тью, легче контролировать толщину изготавливаемой модели. Дайте воску затвердеть полностью, затем выньте его и промойте модель под струей холодной воды, счищая зубной щеткой пристав- шие частички глины. Раковины в модели можно заделать мягким воском, но если потребуется слишком много исправлений, возможно, стоит повторить все сначала. Альгинат Этот материал знаком тем ювелирам, которые сталкиваются с ортодонтией. Это «картофельное пюре», которое используют для получения отпечатков зубов. Альгинат можно купить в компани- ях, торгующих зубоврачебными материалами, но дешевле приобрести его через ювелирные фир- мы Он поступает в продажу в виде тонкого порошка (обычно аромати- зирован!) и смешивается с водой Удобно замешивать его в бумажном стаканчике. Добавьте воды до консистенции размятой глины и на- несите, прижимая, на копируемую модель. Работать следует быст- ро, так как альгинат очень быстро схватывается, что и хорошо, и плохо, в зависимости от того, насколько тщательно вы подготови- лись к работе. Отвердевание наступает через две минуты, но дайте форме постоять еще пять минут, чтобы обеспечить полное отвердева- ние. Форма до некоторой степени эластична, но порвется, если ее растянуть слишком сильно. Аль- гинат высохнет и станет слишком твердым для работы примерно за 12 часов. Можно немного про- длить этот срок, храня модель под слоем воды, но лучшие результаты будут получены в первые два часа после снятия копии. Смеси, вулканизирующиеся при комнатной температуре (RTV, СМС) В последнее десятилетие появились и совершенствуются мягкие синтетические резиновые смеси, которые переходят из жидкого состояния в эластичное твердое при смешении двух компонентов. Как следует из названия, эта реакция протекает при комнатной температуре, однако полученные резины имеют прочность и эластичность, приближающиеся к резинам горячей вулканизации. Как правило, это серосодержащие соединения, которым требуется небольшое количество ката- лизатора для отвердевания; обычно реакция проходит за ночь. Смесь наносят на модель или заливают модель в плоской посуде. Из трех приведенных на этой странице вариантов этот, несом- ненно, наиболее дорог, но все же несколько дешевле, чем про- мышленные составы, описанные далее. Более подробную информацию можно получить по адресу: The Perma-Flex Mold Company, 1919 E. Livingston Ave. Columbus, OH 43209, (614) 252-8034. 107
Резиновые формы Так как обычное литье благородных металлов требует разрушения формы для извлечения готовой отливки, нужна дополнительная стадия для изготовления восковых моделей. Их можно делать, впрыскивая расллавленный воск в рези- новую форму, эластичную в достаточной мере для извлечения из нее модели. Вулканизируемые формы В прочную прямоугольную стальную или алюминиевую рамку укладываются бруски сырой резины. Когда рамка заполнится примерно наполовину, туда же укла- дывают предмет, который нужно скопировать. Так как используется давление и нагрев, модель должна быть изготовлена из твердого ма- териала. Обычно это металл, но подойдут также дерево и твердые пластмассы (нейлон, делрин). Рамка далее доверху укладывается ре- зиной и устанавливается в вулканизатор. Поддерживается давление и температура (164°С, 310°F), необходимые для вулканизации резины. Процесс требует 15 минут на 6 мм толщины формы, т.е. 1,5 часа на форму средней величины. Вулканизированный материал похож на резину резиновых бинтов. Форма охлаждается и разрезается, как показано ниже. Более под- робно о резиновых формах рассказано в инструкциях к вашему оборудованию. Как обойтись без вулканизатора Мастер с ограниченными финансовыми возможностями будет счастлив узнать, что вышеописанные модели можно изготовить в кухонной духовке. Используйте такую же резину и, если возможно, при- обретите алюминиевую рамку для вулканизации. Если и это слишком дорого, сделайте рамку из алю- миниевых профилей, используемых для окантовки дверей - они есть в продаже. Просверлите не- большое отверстие, чтобы избыток резины мог выдавливаться наружу. Упакуйте форму, как описа- но выше, поместив модель в середину сэндвича. Упаковать нужно так, чтобы резина примерно на 3 мм выступала за края рам- ки. Поместите рамку между двумя толстыми стальными или алюминиевыми пластинами и плотно сожмите в П-образной струбцине. Поместите в нагретую до uf 1 150°С (300°F) духовку. Через 15 минут извлеките и подтя- Л/г ните струбцину на полоборота. Через 15 минут вновь подтя- ните винт и продолжайте греть и подтягивать до тех пор, I пока резина не начнет выдавливаться из отверстия. Извлеките о форму и дайте ей полностью остыть, прежде чем резать. Разрезание формы В любом из этих методов форму необходимо разрезать, чтобы извлекать из нее модель, а в дальней- шем и восковые отливки. Эта операция требует определенного навыка и только опыт будет здесь учителем. Линия, по которой стыкуются половин- ки модели, может быть видна на готовой отливке, поэтому располагать ее следует там, где след легко зачистить, либо там, где она не повредит дизайну. Ясное представление о модели и о том, где она встретится с ли- нией реза формы, сделает разрезание легче. Используйте острое лезвие и режьте короткими движениями, одновременно раздвигая части формы друг от друга. Согнутая вил- ка или открывалка для консервов может служить удобной третьей ру- кой. Чтобы в дальнейшем фиксировать части формы друг относительно друга, режьте зигзагом, либо оставьте пару выступов по краям формы. Некоторые модели требуют сложной линии реза. Для более подробного ознакомления с предметом я рекомендую книгу Мюррея Бовина: Centrifugal or Lost Wax Casting. 108
Камни Введение 110 Виды огранки 111 Сводная таблица 112 Алфавитный список 50 самых популярных камней 113-122 Советы по закрепке 123, 124 Глухой каст 125 Ободковая оправа 126 Фасонные ободковые работы 127 Выступающие ободковые оправы 128 Крапановые оправы 129 Шатон 130 Цыганская закрепка 131 Паве 132 Пазовая закрепка 133 Различные оправы 134, 135 Низание 136
Введение Геммология сама по себе является искусством со своей историей, языком и литературой. Нижеследующие страницы не претендуют на полноту изложен ния, а являются попыткой дать вам некоторые рабочие знания и фундамент для дальнейшего изучения. Геммология, искусство работы с драгоценны- ми камнями, довольно сложна для изучения, так что немногие мастера могут уделить ей столько внимания, сколько им хотелось бы. Тем не менее, информация необходима, по- скольку большинство работающих с драго- ценными металлами рано или поздно начи- нают использовать и камни. На следующих страницах будут даны начальные знания для тех, в чьем ремесле камни не являются пер- востепенным аспектом. Здесь нет никаких претензий на полноту и академичность, цель состоит лишь в том, чтобы заложить основа- ние для дальнейшего изучения. В земной коре содержится более 2000 ми- нералов. Понятно, что систематизировать их непросто. Цвет и твердость, например, не могут служить критериями, поскольку один и тот же камень может иметь разные оттенки и кристаллические типы. Химическая и мине- ралогическая классификации скорее запуты- вают, чем проясняют предмет. В конце кон- цов я обратился к алфавиту. Ниже приведен в алфавитном порядке список пятидесяти наиболее популярных камней, их история и информация о них. Где возможно, я включаю и фольклор, касающийся каждого камня. Я вовсе не имею в виду, что существует дока- занная связь между камнем и магическими свойствами, которые ему приписывают. Но я, тем не менее, не хочу сбрасывать со счетов такую возможность. Камни месяца рождения Современная массовая ювелирная промышленность намеренно упускает из виду поверья, связанные с талис- манами или касающиеся связи между камнем и датой рождения. Были времена, когда эта связь часто под- тверждаемая астрологическими расчетами, играла важную роль в повседневной жизни. Приведенный ниже список драгоценных камней взят у Джорджа Фредерика Кунца, чью книгу, «Занимательные сведения о дра- гоценных камнях» рекомендуется изучить. Талисманы к юбилеям свадьбы Январь Февраль гранат, гиацинт аметист, гиацинт, жемчуг 1 2 3 розовый берилл хрусталь хризопраз бумага хлопок кожа Март гематит, яшма 4 лунный камень шелк Апрель алмаз, сапфир 5 сердолик дерево Май агат, изумруд, 6 перидот сахар халцедон, сердолик 7 коралл шерсть Июнь изумруд, агат, жемчуг, 8 опал глина Июль халцедон, бирюза рубин, сердолик, оникс, 9 10 11 цитрин бирюза гранат ива олово сардоникс, бирюза 12 аметист лен Август сердолик, лунный камень, 13 агат топаз, александрит, сардоникс 14 слоновая кость кружева Сентябрь сапфир, лазурит (ляпис-лазурь), 15 топаз коралл 25 серебро Октябрь опал, аквамарин, берилл 30 35 40 жемчуг Ноябрь топаз, жемчуг жад рубин сапфир Декабрь бирюза, рубин, гематит 45 50 золото 1 55 изумруд 110 , 60 алмаз
Огранка Ценность и красота камня зависят не только от присущих ему внутренних свойств, но и от умения и воображения огранщика. Некоторые виды огран- ки, как, например, традиционная бриллиантовая, с 67 гранями, рассчитаны математически. Другие виды мастера выбирают интуитивно. С точки зрения ювелира, драгоценные камни могут оцениваться следующим образом: • Цвет • Огранка • Твердость • Блеск • Чистота В некоторых случаях, как например, у агатов, цвет - дело вкуса. В дру- гих, как у изумруда, глубокий цвет - основной фактор, влияющий на ценность. Плоскости и кривые должны быть симметричными, хорошо отполиро- ванными и должны соответствовать материалу. Цена камня, который утрачивает свою полировку, невелика. При зак- реплении камня важно знать твердость используемого материала. Мяг- кие камни надо закреплять так, чтобы защитить их от износа. Говоря о блеске, имеют в виду яркость сияния. Некоторые камни невысо- ко ценятся потому, что их невозможно качественно отполировать. (Отсутствие включений) Некоторые камни ценятся благодаря включени- ям, как, например, кварц-волосатик и моховой агат. В других камнях, таких, как аметист, включения снижают цену. • Особые К таковым относятся эффект кошачьего глаза и иридизация. эффекты Чтобы оценить качество огранки, обратите внимание на регуляр- ность симметрии у камня фасетча- той огранки, на гладкость и кри- визну кабошона. На рисунке - примеры плохой огранки: Камни Шкапа Мооса Минерал, у которого номер по шкале Мооса выше, оставит ца- рапину на минерале, у которого этот номер ниже. Твердость по шкале возрастает неравномерно. Так, №2 и №3 близки по твердости, в то время как №10, алмаз, в 80 раз тверже чем №9. 1 тальк 2 гипс 3 кальцит 4 флюорит 5 апатит 6 ортоклаз 7 кварц 8 топаз 9 корунд 10 алмаз Твердость некоторых материалов по Моосу 2,5 ноготь, чистое золото, чистое серебро, свинец 3,0 медь 4,0 стерлинговое серебро 5,5 оконное стекло 6,0 лезвие ножа 6,5 напильник 9,0 карбид кремния (наждачная бумага) 111
Сводная таблица На следующих страницах вкратце описаны-пятьдесят наиболее популярных камней. Ниже приведена сродная таблица, но помните что свойства различ- ных образцов одного в того же вида могут существенно различаться. Название Цвет Твердость п/нп* Чу®®™'™ Фасет Кабошон К. Hdl авантюрин зелено-коричневый 7 нп да блестки агат разные цвета 7 нп да аквамарин светло-голубой 8 п очень александрит фиолетово-синий 8-9 п Z изменяет цвет алмаз бесцветный 10 п Z аметист фиолетовый 7 п Да Z z берилл разные цвета 8 п да Z возм. эффект кошачьего глаза бирюза синий 6 нп да Z гагат черный 4 нп очень Z органического происхождения гематит черный 6 нп Z горный хрусталь бесцветный 7 п да Z 7 гранат разные цвета 7 п да Z 7 жад разные цвета 6 нп да Z жирный блеск жемчуг разные цвета 3 нп очень изумруд зеленый 8 оба да z / хрупкий кварц разные цвета 7 оба Z Z коралл красный,розовый,черный 3 нп очень Z органическое происхождение корунд разные цвета 9 п Z Z лабрадор сине-черный 6 I нп очень Z иридизация лазурит глубокий синий 6 1 нп да Z лунный камень разные цвета 6 п да Z адуляресценция магнетит темно-серый 7 нп притягивается магнитом малахит зеленый 5 нп Z оникс разные цвета 7 нп да Z опал смешение цветов 6 п очень Z внутренние цвета перидот зеленый 7 п да Z Z рубин красный 9 оба v Z звезда или кошачий глаз рутил красный 7 оба Z Z обычно включения сапфир разные цвета 9 оба Z Z звезда или кошачий глаз сардоникс коричневый 7 нп да Z сердолик красный 7 нп да Z серпентин зеленый 2-6 нп Z пыль содержит асбест! слоновья кость белый 2 нп очень органического происх содалит синий 6 нп Z тигровый глаз синевато-коричневый 7 нп да Z шелковистый топаз желтый 8 1 п да Z Z хрупкий турмалин зеленый,розовый 7 п да Z Z дихроизм фианит разные цвета 9 ; п Z искусственный халцедон голубой 7 1 нп да Z хиастолит рисунчатый нп хризоберилл разные цвета 8 оба Z Z эффект кошачьего глаза хризоколла сине-зеленый 6 нп да Z хризопраз светло-зеленый 6 нп да Z циркон разные цвета 7 п Z Z хрупок цитрин желтый 7 п да Z Z шпинель разные цвета 8 п Z Z янтарь желтый 2 оба очень Z органическое происх яшма красно-зеленый 7 । нп Z 112 *прозрачный/непрозрачный
Камни Авантюрин • Мелкокристаллический кварц со множе- ством хлопьевидных включений. Бывает раз- ных цветов, главным образом зеленый, ко- ричневый и серый. Агат • Разновидность халцедона. Скрытокристал- лический кварц. • Название происходит от «Агатес» - древней реки в Сицилии, теперь не существующей. • Для защиты быков агат вешали на правый рог. Аквамарин • Название происходит от латинского «beryllus aquamarinus» - берилл, похожий на морскую воду. • Это традиционный талисман для моряков. Александрит • Этот природный камень - разновидность хризоберилла, которому свойственно измене- ние цвета от голубого при дневном освещении до красновато-желтого при искусственном. Алмаз • Алмаз - от греческого «adamas», что озна- чает несокрушимый, неодолимый. Аметист • Разновидность кварца. Аметисты высшего качества - глубокого фиолетового цвета и не имеют дефектов и включений • Название - от греческого слова, означаю- щего «не пьяный». Считается, что камень предохраняет от опьянения, особенно если во время питья держать его под языком. • Если нагреть аметист до 550-560° С, он превращается в желтый или красновато-ко- ричневый цитрин. Твердость 7 • Эффект, производимый множеством блес- ток в этом камне, называется авантюрес- ценцией. Твердость 7 Красный - защищает от пауков и скорпионов. Зеленый - облегчает глазные болезни. Полосатый зеленый - гарантирует от беспло- дия женщину, если она пьет воду, в которой омыт перстень с этим камнем. Серый - носили на шее, чтобы она не болела Моховой агат также называют дендритовым (от греческого «dendron» - дерево) Твердость 7,5+8 • Популярность этого драгоценного камня воз- росла в 20-е годы, когда научились подвергать его тепловой обработке, придающей бледным камням более глубокие голубые оттенки. Твердость 8,5 • Более доступен синтетический камень, чаще всего специально выращенный корунд (Твердость 9) • Камень назван в честь царя Александра II, который, согласно легенде, достиг совершен- нолетия в день открытия этого камня. Твердость 10 • Существовало поверье, что алмаз делает любой яд безвредным, отводит безумие, ноч- ных духов и дурные сны. Твердость 7 Такие цитрины лучше окрашены, чем цитрины естественного происхождения и ценятся дороже. • Цвет аметиста бледнеет, если надолго оста- вить камень на ярком солнечном свету. • Аметист, помещенный под подушку, навевает приятные сны, улучшает память и стойкость к ядам. • Некоторые верят, что этот камень дарует но- сящему его благородство и доброжелательность. Берилл • Имеет разнообразнейшую окраску, вклю- чая розовую, оранжевую, желтую, зеленую, сине-зеленую и голубую. • Бесцветный берилл - гошенит - сходен с горным хрусталем. Из него изготавливают линзы и «хрустальные шары». • Розовый берилл назван морганитом Твердость 7,5+8 в честь банкира и коллекционера драгоценных камней Дж.П. Моргана • У бериллов, граненых кабошоном, может про- являться эффект «шелка». • Считается, что камень оберегает от слабости, вызванной чарами. Его используют дня лечения болезней глаз, желтухи и болезней печени. 113
Камни Бирюза • Голубой или зеленовато-голубой непроз- рачный камень, но иногда встречаются и просвечивающие. • От арабского «фирюза», что значит «ка- мень счастья». • Голубой камень постепенно зеленеет, аб- сорбируя кожный жир. После полировки бирюзу часто пропитывают синтетическими смолами, чтобы закрыть поры камня. • В дешевых ювелирных украшениях часто используют бирюзовую крошку, спрессован- ную с клеем. Чтобы распознать этот матери- ал, прикоснитесь к камню нагретой иглой. Присутствие клея выдаст запах горелого пластика. Твердость 5+6 • Некоторые камни обрабатывают так, что- бы сохранить породу, на которой сформиро- валась бирюза. Такая бирюза называется матричной. На некоторых образцах видна сеть темных линий, проходящая через ка- мень. Это сетчатая бирюза. • Считают, что бирюза защищает того, кто ее носит, от яда, от укусов рептилий, от бо- лезней глаз. • Некоторые думают, что камень имеет силу, только если был принят как дар. • Дарение бирюзы углубляет ее цвет. • С тринадцатого века этот камень использо- вали, чтобы придать ходу лошади уверен- ность, а позже стали считать, что он предох- раняет от любого падения. Гагат Твердость 3+4 • Плотный каменный уголь, который находят • Пережженный и размолотый в порошок во многих местах по всему свету. Был особенно гагат отпугивает змей и рептилий, снимает популярен в Англии во времена королевы Вик- зубную и головную боль. тории, когда его добывали в больших количе- • По традиции ирландские домохозяйки ствах в районе города Уитсби. жгли гагат во время отсутствия мужа, чтобы • Отнимает силу у заклятий и талисманов. обеспечить его безопасность. Юнини Гематит • Блестящий черный камень, который часто гранят, а также режут из него геммы в виде головы воина. • Несмотря на то, что сам камень черный, он оставляет на шероховатых материалах крас- ную черту. Кажется, что камень «кровото- чит», поэтому его название происходит от латинского «Ьаеша» - кровь. • Гематит - наиболее важная во всем мире железная руда. Твердость 5,5+6,5 • Растертый в порошок гематит под названи- ем красная охра используют в качестве пиг- мента, а под названием крокус - как абра- зив. • В природных условиях гематит может обра- зовывать кластеры из тонких пластинок, из- вестные как альпийская, или железная роза. Горный хрусталь • От греческого «krystallos», лед. • Когда-то верили, что хрусталь - это окаме- невший лед, и что он может утолять жажду. • Римляне пили из хрустальных кубков, а лекари использовали его вместо льда при воспалении желчного пузыря. • Индийцы называли хрусталь небесным стеклом и делали из него четки. Твердость 7 • С давних времен вырезанные из хрусталя сферы (т.н. хрустальные шары) использовали для концентрации внимания при гадании. В английском языке есть специальное слово - scrying - означающее всматривание в хрус- тальный шар с целью сделать разум воспри- имчивым к сверхъестественным проявлениям. 114
Камни Гранат • Название происходит от латинского слова «granum» - зерно, семечко, которое, в свою оче- редь, произошло от финикийского слова, озна- чающего плод граната, punica granatum. • Носимый на теле, гранат защищает от кож- ных болезней. • Гранат дарует носящему любовь, верность и бережет от ран. • Когда приближается опасность, гранат теря- ет блеск. • По вполне очевидным причинам красный гранат ассоциировался с кровью. Сравнительно недавно, в 1892 году, в Кашмире, местные вои- ны стреляли в англичан гранатовыми пулями. Они верили, что такие пули найдут цель благо- даря магической силе. • Гранат убережет того, кто его носит, от зла и страшных снов. Жад • Это название соответствует двум минералам, которые до 1863 года не различали. Их правиль- ные названия жадеит и нефрит. • В свое время испанские конкистадоры захва- тили множество предметов из разного нефрита и, веря, что он облегчает болезни почек, называ- ли его «piedra de ijada» (почечный камень). Ев- ропейские врачи называли этот камень «palis nephriticus», от греческого «nephros», почка. • Из-за воскового блеска китайцы дали нефриту название «мокрый камень», и верили, что он ослабляет жажду Жемчуг • Перламутровые отложения, образующиеся внутри двустворчатых моллюсков, зачастую в ответ на раздражитель. Хотя многие моллюски откладывают такие слои на инородных телах, большинство из них имеет непривлекательную поверхность. • Жемчуг формируется в раковинах морских и пресноводных моллюсков. Он называется по мес- ту происхождения, например жемчуг Миссисипи. • Самый крупный источник жемчуга - озеро Бива в Японии, где его выращивают искусст- венно. • Иногда жемчужина бывает прикреплена к створке раковины. Такой жемчуг называют блистер-жемчуг. • Культивированный жемчуг растет внутри настоящего моллюска, но процесс начинается с помощью человека. Кусочек собственной ткани моллюска, стеклянную или пластмассовую бу- синку помещают в полость тела животного, где около четырех лет на ней откладывается слой перламутра. Твердость 6,54-7,5 1. Пироп - глубокого красного цвета. Назва- ние в переводе с греческого означает «огнен- ный глаз». 2. Альмандин - темно-красный, вспыхиваю- щий лилово-розовым. Красно-фиолетовая разновидность называется родолитом. 3. Спессартин - красно-оранжевый или оран- жево-коричневый. Внутри камня встречаются похожие на вуаль включения жидкости. Редок и дорог 4. Гроссуляр - крапчатый зеленый камень, напоминающий жад. Гессонит - одна из его разновидностей. 5. Уваровит - редкий, интенсивно-зеленый камень 6. Андрадит - содержит железо. Гранят редко. Твердость 6 • Жад бывает разного цвета - белого (баранье сало), желтого, лавандового, коричнево-землис- того, черного - точно так же, как и привычного зеленого. • Жад можно спутать с калифорнитом, гроссу- ляром, соссюритом, пектолитом, хризопразом и авантюрином. • Этот камень, согласно поверьям, хранит от удара молнии, помогает в битве, вызывает дождь, отпугивает диких зверей и злых духов, помогает при родах. Твердость 2,5-i-4 • Имитации жемчуга ценятся гораздо дешевле. Их делают, многократно окуная пластмассовые бусины в смесь клея и размолотой чешуи сар- дин. Если слегка провести имитацией по повер- хности зуба, вы ощутите ее поверхность как гладкую. Настоящий (восточный) и культивиро- ванный жемчуг будет слегка цепляться за зуб. • Жемчуг - символ невинности, атрибут богини Венеры. • Жемчуг нужно беречь от резких перепадов температуры. Мойте его в чуть теплой мыльной воде и перенизывайте, когда старая нить начи- нает изнашиваться. Между жемчужинами дол- жны быть завязаны узлы, чтобы они не цара- пались одна о другую. 115
Камни Изумруд • Ярко-зеленый берилл; если камень не имеет включений и обладает интенсивной окраской, то он очень дорог. • Изумруды известны своей хрупкостью; при закрепке требуется большая осторожность. По этой причине большее предпочтение отдается камням с толстым рундистом. • Никогда не чистите изумруды в ультразвуко- вой ванне. Рабочий раствор может проникнуть в камень, что приведет к растрескиванию. Твердость 2,5+4 • Включения в изумруде носят название «сад» или «жарден» (от франц, gardene). • Изумруд связан с плодородием и богиней Земли. Это талисман тех, кто рожден весной. • Изумруд, посвященный богине Венере, женщины носили, чтобы облегчить роды. • Говорят, что изумруд может прекратить эпилептический припадок. Кварц Твердость 7 • Кварц - наиболее распространенный ми- • В семейство кварца входят аметист, нерал. цитрин, кремень, оникс, авантюрин, яшма, сердолик, горный хрусталь, агат и хризопраз. Коралл • Коралл - не камень в обычном понимании этого слова, это камнеподобный материал, состоящий из множества крошечных скеле- тов беспозвоночных подводных животных - полипов. • Название происходит от греческого korallion - галька. Кораллы могут быть разных оттенков - красновато-желтого, белого и черного цвета (акабар). Твердость 3 • Считалось, что коралл останавливает кро- вотечения, хранит от ядов и предохраняет собак от бешенства. • Коралл - мягкий материал, и требует бе- режного обращения. Он легко царапается, не переносит нагревания и агрессивных средств для очистки. Корунд • Вплоть до средних веков корунд называли гиацинтом и считали, что он бывает лишь синего цвета. Когда было доказано, что су- ществуют другие цвета, в которые он бывает окрашен, название «сапфир» было закрепле- но за его голубой разновидностью. Твердость 9 • Корунд обычно называют по цвету, напри- мер желтый сапфир, зеленый сапфир и т.д., за исключением красного корунда - рубина. • Корунды бывают желтого, зеленого, крас- новато-желтого, розового, розовато-лилового, коричневого и черного цветов. Лабрадор • Это полевой шпат с синим отливом, впер- вые найден на побережье Лабрадора. • В Финляндии добывают похожий камень, но с более широкой гаммой цветовой игры, называемый спектролитом Твердость 6+5 • Черный лунный камень - это обычно лаб- радор с Мадагаскара. 116
Камни Лазурит (ляпис-лазурь) • От латинского «Lapis», камень и арабского «Lazuli», синий. • Известен своим глубоким синим цветом. Бывает с золотистыми включениями пирита и беловато-серыми крапинками кальцита. • Лазурит до сих пор добывают в Афганиста- не в самых старых копях мира. Когда 6000 лет назад началась их разработка, эта стра- на еще звалась Вавилоном. • В Египет лазурит ввозили в качестве дани. Здесь из него резали цилиндрические печати и делали порошок для гримирования глаз. Твердость 5+6 • В государстве Ур цари точили свои мечи на лазурите, веря, что он сделает оружие непо- бедимым. • Шумеры верили, что носящий лазурит все- гда находится в присутствии бога. • В древнем Египте этот камень был симво- лом правды (Ма), его носил верховный судья. • Средневековые художники смешивали ла- зуритовый порошок и масло, чтобы получить синюю краску - «аквамарин». • Согласно поверьям, этот камень лечит глазные болезни, астму, вызывает сон и об- легчает беспокойство. Лунный камень • Полевой шпат, состоящий из ортоклаза и тонких слоев альбйта. Тонкие слои и частицы рассеивают свет, вызывая эффект, называе- мый адуляресценцией. Этот эффект характе- ризуется холодным инеистым сиянием, и был назван по одному из названий этого камня. • Существуют разновидности белые, серые, розовые, зеленые, шоколадные и почти про- зрачные, похожие на капли воды. Твердость 6+6,5 • Если носить лунный камень на шее, он пре- дохраняет от эпилепсии и солнечного удара. Способствует излечению головной боли и кровотечений из носа. • Если подвесить лунный камень на плодо- вое дерево, оно будет лучше расти и давать обильные урожаи. Магнетит • Это черная железная руда с выраженными магнитными свойствами. Хотя в наше время ювелиры редко используют его, древние рас- сматривали его как важный камень. • Люди верили, что этот камень живой. Забо- тясь о нем, владелец раз в неделю погружал его в воду и «кормил» железными опилками. Чтобы изгнать из камня дьявола, его брали с собой в церковь на мессу. Твердость 6+7 • Рассеивает меланхолию, облегчает роды, улучшает память, если носить его на шее; исцеляет язвы и боль в руках и ногах. • Магнетит способствует сексуальной актив- ности, если одного партнера снабдить этим камнем, а другого - железными опилками. Малахит • Медная руда с рисунком в виде чередую- щихся светло- и темно-зеленых полос или концентрических кругов. Поскольку образу- ется в виде тонких слоев, большие куски до- вольно редки. • В древности малахитовым порошком гри- мировали глаза. Твердость 5+6 • Считалось, что малахит облегчает роды, охраняет детей и младенцев, облегчает боль от прорезывающихся зубов. • Поскольку в малахите высокое содержание меди, ювелирный отбел повреждает его. Меня ведет мое воображение. Уолт Уитмен 117
Камни Оникс • Черно-белый слоистый халцедон Ониксом часто называют агат равномерной черной окраски. • Оникс, состоящий из белых и коричневых слоев, называют сардониксом. Если распи- лить оникс так, чтобы были видны концентри- ческие круги, получится амулет в виде глаза. Чтобы оградить себя от зла, такие амулеты носили шумеры, греки египтяне и римляне. Твердость 6,5-5-7 • Обычно этот камень недолюбливают, если только это не амулет в виде берегущего гла- за. Считается, что он вызывает раздоры между друзьями, вызывает у своего облада- теля бессонницу, навевает кошмары и охлаж- дает пламя любви, если носить его на шее. • Арабское название этого камня - «эль джа- за» - означает печаль. Камни Опал • От санскритского upala - драгоценный ка- мень. • Опал - это гидратированная двуокись крем- ния с широкой игрой цветов, обычно красных, синих зеленых и фиолетовых. Игра цветов вы- зывается водой, содержащейся в камне (1- 15%по весу). Следует принимать меры предос- торожности, чтобы не пересушить опал. Реко- мендуется регулярно смазывать его детским маслом. • Опалы из Мексики и Бразилии содержат больше воды и менее стабильны, чем австра- лийские опалы • Считается, что опал обладает достоинствами всех камней, чей цвет в нем проявляется. Римс- кий сенатор Ионий так дорожил своим боль- шим опалом, что предпочел быть изгнанным, лишь бы не отдавать камень Марку Антонию. Перидот • Прозрачный камень, иногда называемый хризолитом, от бледного до темного желто- зеленого цвета. • Перидот - камень астрологического знака весов. Это камень солнца. Твердость 5,5-5-6,5 Разновидности опала: Арлекин - мозаика радужных цветов Пинпойнт - множество крохотных искорок разных цветов Флэш - то же, если искры только красного цвета. Огненный (Flame, Fire) - яркий оранжево- красный, просвечивающий до прозрачности Матричные (болдеропалы) - камень вырезан так, чтобы сохранить породу, на которой он сформировался. Это делается для повышения прочности тонких опаловых примазок. Дублет - опал, приклеенный к подложке из обсидиана или оникса для усиления игры цвета. Триплет - дублет, закрытый сверху наклеен- ным горным хрусталем для усиления блеска и большей прочности. Твердость 6,5-5-7 • В древнееврейских трактатах этот камень связывают с коленом Симеоновым. • Перидоту приписывают способность изле- чивать водянку и болезни печени, прогонять зависть и ночные страхи. Действует в пол- ную силу, когда оправлен в золото. Рубин • Это две разновидности корунда - прозрач- ный камень глубокого красного цвета, либо непрозрачный красновато-серый материал. Последний может обладать эффектом звезды (астеризм) или кошачьего глаза. • Бездефектный рубин ценится дороже ал- маза. Твердость 9 • Из синтетических рубинов делают ювелир- ные украшения, детали часов и лазеров. • Рубин исторически связывали с королевс- ким могуществом и властью над жизнью и смертью. • Рубину приписывается способность предот- вращать потерю крови и укреплять сердце. 118
Камни Рутил • От латинского rutilus, что значит «красно- ватый». • Коричневый или красный камень, иногда прозрачный, но чаще - нет. • Рутил шире известен как включение в дру- гие минералы. Твердость 6,5+7 Золотистые рутиловые иглы внутри кварца получили романтическое название «стрелы Амура». Иглы рутила в рубине называются «шелк» и создают эффект звезды Сапфир • От древнееврейского sappir. • Это разновидности корунда синего, желто- го, розового, коричневого, черного, лилового и зеленого цвета, как прозрачные, так и не- прозрачные. Последние могут быть с эффек- том звезды (астеризм) или кошачьего глаза. • Вплоть до Средних веков сапфиры называ- ли гиацинтами за бледно-синий цвет. Когда было установлено, что этот минерал может Твердость 9 быть и других цветов, название «сапфир» закрепилось за синей разновидностью; к дру- гим добавляют описание цвета, например «желтый сапфир». • По традиции сапфир считался связанным с небом и глазами и, как следствие, способностью предсказывать будущее и проницательностью • Сапфир нейтрализует черную магию и по- могает распознать ложь и вероломство. Сардоникс • Разновидность халцедона, коричневая из- за присутствия железа. В особенности это название соответствует образцам с белой по- лосатостью. • В древности сардоникс был очень популя- рен, ему приписывали множество разных свойств. Считалось, что этот камень Твердость 6,5+7 делает воинов непобедимыми, защищает от ядовитых змей, дарует привлекательность, нейтрализует дурное влияние черного оник- са, улучшает умственные способности, делает своего обладателя бесстрашным и счастли- вым, защищает от колдовства и заклятий. Сердолик • Красный халцедон, обязанный своим цве- том присутствию железа. • Непрозрачная разновидность называется сард. В сардониксах чередуются коричневые и белые слои. Твердость 6,5+7 • Существует поверье, что сердолик останав- ливает кровотечение из носа и предотвраща- ет прилив крови к голове. • Сердолик - сильная защита от дурного глаза Серпентин • Непрозрачный зеленый камень, испещрен- ный красновато-коричневыми или молочны- ми крапинками. Сочетание рисунка и воско- вого блеска делает камень похожим на змеи- ную кожу, откуда и происходит его название. • Серпентин довольно распространен, его цвет и твердость могут широко варьировать- ся. Он находит применение в архитектуре, из него вырезают различные предметы, напри- мер сосуды и скульптуры. Твердость 2+6 • Серпентин защищает от укусов змей и от других ядов. Считается, что он наиболее эф- фективен в натуральном, необработанном виде. • Существует поверье, что лекарство прине- сет больше пользы, если его пить из серпен- тинового сосуда.
Камни Слоновая кость • Слоновая кость представляет собой слоно- вые бивни. По мере истребления слонов она становится все более редкой. Во многих стра- нах использование слоновой кости считается незаконным. • Похожие на слоновую кость материалы должны употребляться с прилагательным, указывающим на их происхождение - напри- мер «моржовый клык». Твердость 2,5 • Настоящая слоновая кость сложена из мно- жества просвечивающих слоев и благодаря частичному проникновению света имеет мяг- кий блеск • Слоновую кость можно рас- познать по характерному сет- чатому рисунку. С возрастом он делается более явствен- ным. Содалит • Популярный непрозрачный камень, извест- ный своим синим цветом, напоминающим цвет лазурита. Встречаются также лавандо- вая, розово-лиловая, желто-зеленая, зеленая и розовая разновидности. Фиолетовые оттен- ки могут бледнеть под действием солнечного света! Твердость 6+7 • Содалит часто бывает с белыми или серова- то-белыми крапинками, в материале невысокого качества они хорошо ВДвд? заметны. • Название содалит этот минерал получил благодаря высокому содержанию натрия. Тигровый глаз • Голубой, лиловый или золотисто-корич- невый камень, в котором виден внутри «шелк»; часто иризирует при повороте. Иногда можно огранить с получением эф- фекта кошачьего глаза. Твердость 6,5+7 • Этот эффект обусловлен наличием асбесто- вых волокон, частично замещенных кварцем. • Если волокна асбеста грубые, камень мо- жет называться «соколиным глазом». Топаз • Прозрачный камень, обычно золотисто- желтого цвета, но встречаются также розо- вые, красные, голубые и бесцветные образ- цы. Название - от санскритского «tapas», что означает блестеть. • Топаз легко скалывается, поэтому при ог- ранке и закрепке необходима осторожность. • Некоторые разновидности выцветают на солнце. Твердость 8 • В древности топазами часто называли не- которые другие камни, да и сегодня топаза- ми, случается, ошибочно называют цитрины или дымчатый кварц. • Если топаз потереть или осторожно на- греть, он наэлектризуется и будет притяги- вать кусочки бумаги и волосы. Турмалин • Прозрачный камень разнообразнейших цветов, наиболее замечательный - зеленый, сине-зеленый и розовый. • Часто в одном кристалле сменяет друг дру- га немало цветов. Кристаллы, разрезанные таким образом, что виден розо- _ вый сектор с зеленым ободком, называются арбузными турма- gp линами. Твердость 7+7,5 • Название происходит от санскритского turmali. • Турмалин обладает дихроизмом, то есть имеет яркий цвет, если смотреть в одном на- правлении, и выглядит почти черным, если смотреть сбоку. Как и топаз, электризуется при осторожном нагреве и натирании. Эти два испытания служат для идентификации камня. 120
Камни Фианит (кубическая окись циркония) • Прозрачный однопреломляющий искусст- венный камень, изготавливаемый из элемен- та циркония. • Доступны камни самых разных цветов, или бесцветные, похожие на бриллианты. Халцедон • Скрытокристаллический кварц, т.е. кварц, состоящий из микроскопически мелких крис- таллов. Сердолик, оникс, агат и хризопраз - это все разновидности халцедона. Хиастолит • Это непрозрачная разновидность андалузи- та, образующая сигарообразные кристаллы. На поперечном распиле виден светлоокра- шенный рисунок в виде креста или трилист- ника на темно-зеленом фоне. Хризоберилл • Встречается как прозрачная, так и замутнен- ная разновидности желтого, зеленого или ко- ричневого цвета. Прозрачные камни обычно гранят, а из замутненных делают кабошоны. Хризоколла • Водный силикат, образуется при выветри- ваании медной руды, залегающей близко к поверхности. • Название происходит от греческих слов chrysos - «золото» и colla - «клей». В старину хризоколлой называли еще и малахит, оба камня использовались в качестве флюса при пайке и плавке золота. • Может быть окрашен в разные оттенки голубого и зеленого; иногда похож на бирюзу. Твердость 8,5 Из-за своего «огня» и невысокой цены фиа- нит вытеснил такие имитации алмаза, как ИАГ (синтетический гранат), шпинель и ти- танат стронция. Твердость 6,5(7 • В ювелирном деле это название употребля- ют по отношению к просвечивающему камню светло-голубого цвета. Может быть получен окрашиванием агата, но естественная окрас- ка предпочтительнее. • Впервые был найден поблизости от храма св Иакова в Сантьяго-де-Кампостелла (Ис- пания), где этому приписывали божественную силу. Твердость 8,5 • Хризоберилл - один из наиболее привлека- тельных камней с эффектом кошачьего гла- за. Этот эффект проявляется в виде яркой серебристой полосы, бегущей по выпуклой поверхности камня при его повороте. Твердость 5+6 • Хризоколла, которую добывают в Эйлате в копях царя Соломона (Израиль), носит назва- ние «камень Эйлата». • Поскольку хризоколла является медной рудой, то взаимодействующие с окисью меди отбелы, такие как «Спарекс», разрушают ка- мень. ХрИЗОПраЗ Твердость 6,5+7 • Хризопраз, назван так по греческим словам, • Хризопраз - светло-зеленая просвечиваю- означающим «золото» и «лук». Своим золотис- щая разновидность халцедона. Это самый то-зеленым цветом он обязан солям никеля. дорогой камень из семейства халцедонов. Циркон • Прозрачный хрупкий камень, встречается в виде коричневатого или зеленого материала, которому обычно придают бледно-желтый или голубой цвет, нагревая его. Находят также и естественно окрашенные камни - оранжево- красные (самые ценные), фиолетовые, красно- вато-коричневые, и коричнево-желтые. Твердость 7+7,5 • Из-за хрупкости циркон трудно гранить, поэтому ограненные камни массой более двух карат встречаются редко. * Циркон отпугивает злых духов и плохие сны. развеивает грусть и меланхолию, вос- станавливает аппетит, способствует сну и предохраняет от удара молнии. 121
Камни Цитрин • Цитрин - желтый кварц. Окраска может быть как естественной, так и полученной искусствен- но, путем нагревания аметиста (фиолетового кварца) до 550 (С. Такие цитрины имеют более глубокую окраску и стоят дороже естественных, Камни Шпинель • Прозрачный камень красного (наиболее ценный), розового, зеленого, зелено-голубого и фиолетового цветов. • Синтетическую шпинель производят в Янтарь • Это вовсе не камень, а затвердевшая в есте- ственных условиях смола сосны янтарной, pinus succinifera. • Прозрачный янтарь имеет возраст 120-180 млн. лет. Непрозрачный - т. н. копал - 60 млн. лет. • Название происходит от арабского анбар (ян- тарь по англ. - amber - прим, перев.). Греки называли его электрум от финикийского слова, означающего солнце и золото. Так как янтарь способен электризоваться, слово «электриче- ство» произошло от его греческого названия. • Для испытания янтаря, нанесите на него кис- тью метиловый спирт или этилацетат Неиско- паемые смолы, пластмассы будут растворяться. • Еще один тест - поместить в соляной раствор. Янтарь в нем плавает, а имитации тонут. • Можно проверить янтарь и раскаленной иг- лой. Выделяющийся дым пахнет либо сосновым лесом, либо заводом пластмасс. • Некоторые янтари содержат тысячи крохот- ных пузырьков воздуха. Такой янтарь называ- ется костяным. Его можно очистить, прогревая в масле. Яшма • От еврейского yashpeh и ассирийского yasnpu. Письменное упоминание относится к 1500 г до н.э. Первоначально означало любой зеленый камень. • Яшма бывает самых разных цветов, вклю- чая полосчатую и с рисунком. Эти рисунки в действительности - окаменевшие водоросли, в которых органическое вещество замещено окисью кремния (т.е. собственно яшмой). Твердость 7 • Желто-коричневая разновидность получила название кернгорн, по месторождению в Шот- ландии. • Красно-коричневый кварц называют «бычья кровь». Твердость 8 больших количествах. Из нее делают имита- ции бриллиантов, аквамарина, сапфира и т.д. Искусственное происхождение часто вы- дают пузырьки воздуха в камне Твердость 2-5-2,5 Использование в магии • Янтарная пыль, смешанная с медом или водой, была средством от болезней ушей, глаз, желудка, печени и почек. • Запах горящего янтаря помогает при родах • Если держать янтарный шар, в жару по- чувствуешь прохладу. Его использовали при лихорадке. • Янтарные бусы хранят носящих от ревма- тизма, зубной боли, рахита, желтухи. Внимание: Янтарь растворяется в раствори- телях типа ацетона или средства для снятия лака с ногтей. Нестоек к механическому по- лированию со средствами типа трепела. Твердость 6,5-5-7 • Зеленый халцедон со включением красной яшмы носит название гелиотроп. • В древнем Египте яшму считали кровью Изиды. • Зеленую яшму ранние христиане считали камнем Святого Петра. • Считается, что яшма отгоняет ночных ду- хов, останавливает кровотечение и помогает беременным. • Зеленую яшму использовали для вызыва- ния дождя. Я просто поражен неожиданными озарениями, что так и сыплются на меня, ког- да моя работа - фантазировать, по контрасту с невыразительно-привычными идеями, когда моя работа состоит в том, чтобы говорить правду. Курт Воннегут, мл. 122
Советы по закрепке ТТ - W Л Некоторые ювелирные изделия требуют высокоспециализированнои техни- ки, но ниже описаны основные приемы и хитрости, применимые почти ко всем способам закрепки. Процедура закрепки ЧИСТАЯ СОСНОВАЯ ПЛАНКА ПОСЛУЖИТ УДОБНЫМ ОСНОВАНИЕМ ОТВЕРСТИЯ ДЛЯ ШРЕНЗ СЕРЕГ Всегда работайте поочередно с противоположных сторон. Вставлять камень в гнездо и вынимать его можно с помощью воска Инструменты Рабочая поверхность давчика для кастов не должна быть полированной, в противном слу- чае он может соскользнуть. Чтобы слегка уве- личить сцепление, зашлифуйте рабочую повер- хность среднезернистой абразивной бумагой. Для мягких или хрупких материалов (раковины, эмаль и т.д.) рекомендуется пластиковый давчик. Его можно сделать из зубной щетки, как показано на рисунке При работе инструмент изнашивается. Время от времени восстанавливайте его Чтобы использовать молоток,надежно закрепите изделие, используйте гладкий чекан. Давчик «качалка» Избегайте этих ошибок! Чтобы изготовить этот давчик, выпилите такую фигуру из латунного листа толщиной 1,5-2 мм, глад- ко опилите торцы и закрепите в рукоятке надфиля. ПЛАСТИНКп Р НАТУРАЛЬНУЮ РЕЛИЧИНУ Металл должен лежать на камне. При работе держите давчик как карандаш и вертикально покачивайте в нескольких точках вокруг камня. Затем поверните инструмент го- ризонтально и покачивайте вперед-назад, чтобы При закрепке табличек не на- ливайте металл на верх камня. Камни выровнять каст. 123
И еще советы по закрепке Хотя многие способы закрепки существуют веками, все еще есть возмож- ность изобрести новый стиль. Каждый камень шт ювелирное изделие дают возможность для уникального реЩений; Невозможно дать жесткую формулу действий при закрепке камня, на вот какова типич- ная последовательность действий. 1. Выполните всю пайку. 2. Оттравите изделие и нейтрализуйте его в водном растворе питьевой соды. Опилите, отшлифуйте и отполируйте до окончатель- ного вида. Хорошо вымойте и просушите. 3. Оксидируйте или патинируйте, если нужно. 4. Установите камень в гнездо и убедитесь, что он на нужной глубине и правильно по- сажен. 5. Обожмите камень кастом или крапанами. Работая, двигайтесь по периметру камня в несколько кругов для надежной закрепки. 6. Сгладьте неровности с помощью пемзы и резинового круга. Не используйте абразив- ную бумагу, даже самую тонкозернистую! 7. Обработайте каст или крапаны гладил- кой, чтобы отполировать и упрочнить ме- талл. 8. Полируйте каст палочкой, обмотанной кожей. Для крапанов пользуйтесь щетин- ной кистью с небольшим количеством пас- ты. При некоторых видах закрепки воз- можна, если требуется, легкая обработка на нитяном круге. Разработка закрепки Выбирая закрепку для конкретного дизайна, примите во внимание следующие факторы: • Размер, правильность формы, прочность камня. • Какая сторона камня лучше? • Насколько он должен доминировать в дизайне? • Обдумайте, какими способами можно закрепить камень. Примеры Обжатый по периметру бортик Рундист, обжатый сверху и снизу Обернутый или обвязанный Заклепки, штифты Крапаны, пазовая j------------------ Галька Так называемые «земляческие кольца» Глухой каст Цыганская закрепка (джипси) Стойки Жемчуг Драгоценные бусины 124
Глухой каст Такой каст представляет собой тонкий металлический ободок, который окру- жает камень и, будучи прижат надего краями, удерживает его. Пожалуй, это самый старый и широко распространенный во всем мире способ закрепки. 1 Оберните вокруг камня специальную проволоку или полоску металла. Для маленьких камней согните кольцо на глаз, затем подгоните к камню. Зачистите и хорошо припаяйте концы. Ис- пользуйте как можно меньше припоя, по- скольку он жесткий и его трудно навали- > вать на камень. 3 Проверьте подгонку. Если каст слишком мал, растяните его как показано или простучите стальным молотком. Если слишком велик, вырежьте кусочек каста и заново спаяйте. Опилите или сошлифуйте до нужной высоты, j Подрежьте или дошлифуйте верхний край каста подобно лезвию ножа. Остановитесь как раз перед тем, как кромка начнет ис- чезать, иначе легко зайти слишком далеко. Начисто пришлифуйте на наждачной бума- ге нижнюю сторону каста, затем вновь про- верьте подгонку. Припаяв к плоскому лис- ту, оттравите и проверьте спай. Очень важ- 1 но, чтобы каст был припаян по всему периметру. _______________ Если необходимо, при помощи пилки или ножниц срежьте излишки листа. Чтобы не погнуть каст ножницами, режьте по касательной. Припаяйте каст к изделию по разметке. 125
Ободковая оправа Это разновидность оправы с предыдущей страницы, внутри которой по пе- риметру имеется узкий выступ, поддерживающий края камня. Заготовку |.пя ободковой оправы можно приобрести или изготовить по мере надобности. Преимущества • Она требует меньше материала, она дешевле и легче по весу. • В зависимости от типа ее можно сделать быстрее, чем обычный глухой каст. • Некоторые конструкции позволяют свету проникать сквозь камень. Виды Камни Заготовки для ободковых оправ можно купить. Как правило, они бывают только из чистого серебра или из желтого золота 585 пробы. У некоторых постав- щиков бывает фантазийный материал «гэллери». Изготовив соответствующее камню кольцо каста, сделайте второе (упор), которое плотно войдет внутрь первого. Если под кастом будет основание, внутреннее кольцо можно не впаивать. Для граненых камней - спилите внутреннее кольцо на скос перед тем, как соберете обе части вместе. ------------------------------------------------------! Еще один способ - изготовить выступ до того как вы согнете каст вокруг камня. Чтобы избежать залива припоем, спилите угол как показано. Существует разновидность, в которой несущий выступ - из проволоки. Чтобы спай был аккурат- ным, плоско запилите проволоку. выступ можно вырезать. Изготовьте каст из тол- стого материала (1-1,3 мм). Воспользуйтесь инстру- ментом на гибком валу или штихелем. Чтобы понизить давление на углы прямоугольных камней, вырежьте участок опорного выступа в углу (заштриховано) штихелем или бором на гибком валу. Я осознал, что терзаешься из-за того, что упускаешь, а не из-за того, что делаешь. Джон Дос Пассос 126
Фасонные ободковые оправы Это семейство ободковых оправ изготовляется с применением штамповки, гнутой проволоки и множества других деталей, которые придают оправам большую выразительность в дизайне. Фасонные полосы Это декоративные полосы металла, которые используются как багеты или в качестве ободков под камень; их можно приобрести во множестве разнообразных типов. Типы де- кора, приведенные здесь, получены опиливанием, штамповкой, сверлением и гравирова- нием. Некоторые рисунки можно нанести лишь на выпрямленный металл (штамповка), но большинство типов отделки проще выполнить на уже готовой оправе. *1*1 * штампованная линия, опиленный край, гравированный А ножевой надфиль и острие чертилки круглый игольчатый надфиль треугольный полукруглый надфиль и сверло надфиль и лобзик После изготовления и установки ободка оправы на место, его можно сделать более изысканным, прорезав кое-где лобзиком. «Воротник» «Воротник» Изготовьте оправу как для глухой или ободко- вой, но используйте более толстый материал. Я рекомендую толщину ленты 1 мм для кам- ней менее 5 мм в диаметре и 1,3 мм для более с расколоченным краем крупных камней. Закрепка выполняется чеканом- лощатником со скругленными углами и заполированной ра- бочей поверхностью. Удары наносятся часто но не силь- но чеканочным молоточком. специально прида- ют фактуру. Изделие должно быть надежно закреплено. Ис- пользуйте ящик со смолой, гравировальный шар, шеллак или сургуч на дощечке или тиски. Кольцо обоприте на клин из мягкого дерева. Камень фиксируется на мес- те четырьмя резкими удара- ми, равномерно распреде- ленными по периметру. Чекан описывает не- сколько кругов вокруг оправы, одновременно меняя угол наклона вплоть до вертикали. Опра- ва выранивается в процессе закрепки автомати- чески, поэтому остается очень мало отметин. Форму можно уточнить л надфилем или пемзовым кругом. Не пользуйтесь наждачной бу- магой! Затем оправа полирует- ся на круге или гладилкой. гА Эта оправа похожа на воротниковую, но выглядит более грубо, так как ей Потренируйтесь на оправах из тол- стого материала (0,8-1,6 мм). Изделие надежно крепится и ободок навалива- ется на камень (см. левую половину страницы). Нанесите четыре равно- удаленных удара по оправе, чтобы зафиксировать камень. Когда камень закреплен и оправа равномерно на- валена на камень, приступай- те к работе инструментом, кончик которого напоми- / нает отвертку. Края должны быть скруглены а рабочие поверхности заполи- рованы, чтобы добавить блеска полу- чаемой фактуре. Инструмент держат почти вертикально и перемещают вокруг камня одновременно легко и часто ударяя по нему молотком, что и создает декоративный эффект. 127
Выступающие ободковые оправы Этот способ закрепки используется для того, чтобы приподнять оправу над ювелирным изделием. Для круглого или овального кабошона 1. Изготовьте каст обычной формы так, чтобы большая часть его обратной стороны была открытой. Этого можно достичь, припаяв каст к листу и затем выпилив внутрен- нюю часть, либо припаяв кольцо из квадратной или пря- моугольной проволоки внутри каста. 2. Изготовьте невысокий усеченный конус с большим диа- метром, равным диаметру каста. Это можно сделать, согнув арку, либо расковав в анке спаянное металлическое кольцо. 3. Напаяйте разделители - спейсеры - к нижней части каста с равными интервалами (проволочные или из отрез- ков трубки, как на рисунке). 4. Слегка притрите трубки на шкурке, чтобы получилась плоская поверхность. Припаяйте коническую часть, затем срежьте и запилите выступающие концы трубок. Коничес- кую часть можно попилить для прифасовки к кольцу. Для квадратного или прямоугольного камня 1. Изготовьте прямоугольную рамку из толстой проволоки квадратного сечения. Внешние размеры рамки должны рав- няться размерам камня. Спили- те фаску с внутренней стороны рамки. 2. Изготовьте другую рамку размером несколько мень- шую, чем первая. Спиливать внутренний край нет необхо- димости 3. Вырежьте спейсеры из листа или проволоки. Размер их зависит от высо- ты камня. Не позволяйте камню высту- пать из нижней части оправы, особен- но это важно для колец, Выпилите на каждом спейсере канавку, чтобы удер- живать их на месте, припаяйте. Можно использовать 2 или 4 спейсера. 5. Из листа 0,6 мм вырежьте крапаны, сделайте по центру надрез, изогните и гладко опилите края. 4. Спаяйте рамки вместе, сохра- няя тщательную подгонку. 6. Припаяйте крапаны на место, затем припаяйте оправу к изделию. При закрепке начинайте придавливать крапаны с угла. Возможно, придется надрезать сверху эти углы, чтобы кра- паны аккуратно легли на камень. Разрез заполируйте гладилкой. 128
Крапановые оправы Крапаны —это как бы металлические пальцы, удерживающие камень с той простотой и изяществом, которое позволяет камню доминировать в дизай- не. Вполне возможно изготовить такие крапаны, которые практически не- заметны; камень при этом кажется просто уложенным на изделие. Вне зависимости от сложности конструкции, успешное крепление камня в крапановой оправе должно удовлетворять следующим требованиям: • Крапаны должны загибаться над рундистом, обеспечивая надеж- ное крепление камня. • Крапаны должны быть расположены так, чтобы камень не мог выскользнуть вбок в любом направлении. • Камень должен поддерживаться снизу. • Крапаны не должны перекрывать слишком большую часть кам- ня: результат не должен казаться неуклюжим. • Крапаны не должны цепляться за ткань одежды. Проволочные Все эти разновидности изготовлены просто раскла- дыванием деталей на плоскости и пайкой. Заштрихо- ванные области соответствуют камню, который будет в них крепиться. Часто кончики крапанов проковы- вают, чтобы сделать их более тонкими и изящными. «Черепаха» Эта оправа вырезается из листового металла, свое название она получи- ла из-за сходства с черепахой. Суще- ствует множество разновидностей. Приспособление для гибки Этот инструмент не назовешь необходимым, но он весьма удо- бен, если предстоит изготовить множество конических оправ. Его можно изготовить из де- рева, но дольше служит ме- таллический инструмент. Ис- пользуется он так: отрежьте полоску металла шириной, равной высоте каста. Вставь- те ее аккуратно между двумя стойками и согните несколь- кими короткими движениями. «Корзинка» 1. Согните две V-образных проволочных детали VvTI А1 и укрепите на блоке для пайки. Спаяйте в точ- У ке контакта. Для 6-крапановой оправы исполь- / зуйте три V-образных детали. 2. Изготовьте кольцо, которое будет удерживать крапаны относительно друг друга. Его можно размес- тить внутри (скрытый вариант), либо снару- ч X / жи (декоративный вариант). В любом случае / предварительно запаяйте кольцо наглухо, что- бы его можно было выровнять и, если необходи- мо, растянуть до необходимого размера. Внутреннее коль- цо должно быть несколько меньше диаметра камня; на- ружное следует изготовить точно по диаметру камня, как глухой каст. Когда нужный размер достигнут, припаяйте кольцо. 3. Затем оправа припаивается к оттрав- ленному и отполированному изделию. Вы- А резается гнездо для камня, крапаны обреза- V^^yy ются до необходимой высоты, им придают \ J/ нужную форму; камень ставится как обычно V—J 129
Шатон Это проверенйая временем и надежная оправа для камней фасетчатой ог- ранки. Такие оправы есть в продаже, для особенных случаев их можно изго- товить самостоятельно. Оправа с напаянными пр кругу крапанами - одна из разновидностей шатена. Шатон Оправа изготовляется из конической трубки. Конус можно изготовить в конической матрице, кото- рая представляет собой массивную плиту с набором конических отверстий с соответствующими пуансонами. Выберите отрезок трубки с диаметром, равным диаметру желаемого конуса на поло- вине его высоты и отожгите его. Затем поместите трубку в коническое от- верстие и ударьте по пуансону. Обычно конус формируется одним ударом. При изготовлении конуса из листа разметьте и выпилите заготовку в форме арки, рассчитанную так, чтобы охватить камень (см. стр. 176). Согните конус при помощи щипцов и киянки. Выровняйте шов, пропи- лив его лобзиком. Запаяйте. Камни Выровняв конус на ригеле, разметьте крапаны - сначала сверху, потом на боковой поверхности. Разметочным циркулем проведите линию, па- раллельную основанию. Удалите металл между крапанами лобзиком. Деталь при этом можно закрепить на деревянном держателе сургучом или шеллаком или удерживать в специально модифицированных щип- цах. Круглым надфилем или удлиненно-выпуклым бором добейтесь ров- ной и аккуратной формы крапанов. Переверните оправу и проделайте то же самое, удаляя металл между крапанами. Для мелких оправ этого можно не делать. Форма таких вы- резов может быть разнообразной. Согните и запаяйте кольцо, которое будет служить основанием оправы. Для больших оправ можно предварительно отрезать от исходного конуса нижнюю часть и отложить ее до времени в сторону. После выпиливания декоративных секций под крапанами припаяйте нижнюю часть на место. Припаяйте готовый шатон к изделию, оттравите и опилите, если это необходимо для уточнения формы. Гнездо для камня изготовьте бором, штихелем или надфилем. Срежьте крапаны до нужной высоты, опилите их концы и вставьте камень. Царговая оправа с напаянными крапанами 1. Разметьте развертку усеченного конуса (стр. 176). Для мел- ких камней ее можно нарисовать на глаз. 2. Согните и спаяйте тугоплавким припоем. 3. Выровняйте на маленьком ригеле. Часто это чертилка или керн. Растянуть конус можно, установив его на приоткры- тые губки тисков. 4. Запилите плоскости для крапанов. Следите за симметрично- стью. 5. Вырежьте скошенные крапаны из листа 0,65-1,0 мм. 6. Припаяйте крапаны. Их можно воткнуть в блок для пайки, если есть необходимость. 7. Оттравите, сполосните и проверьте подгонку к камню. Ка- мень не должен лежать на царге. Если это не так, значит либо царга слишком велика, либо выбран излишне большой угол конуса. 8. Припаяйте к изделию, отполируйте и вырежьте упор для камня на каждом крапане. 130
Цыганская оправа Эта в какой-то мере спедиалиЗированная оправа использует бортах метал* ла, натянутый с поверхности изделия для того, чтобы удерживаТь камены То, что она так просто выглядит ничего не говорито том, какие технические трудности требуется преодолеть при ее изготовлении. Показано на примере кольца 1. Изготовьте шинку кольца, при- нимая во внимание диаметр камня и его высоту (для фасеточных кам- ней). 2. Просверлите отверстие примерно в половину диаметра камня. 3. Штихелем или бором увеличьте отверстие до размеров камня. Если оно подготовлено правильно, рун- дист камня слегка заглублен под поверхность изделия. 4. Для кабошона отверстие должно выглядеть, как на рисунке. Для его вырезания используйте цилиндри- ческий бор или флахштихель. 5. Спилите немного металла с изде- лия, слегка отступив от гнезда. Вы получите небольшой ободок, кото- рый в дальнейшем будет навален на камень. 6. Вставив камень, привалите обо- док с четырех сторон давчиком или чеканочным молотком и небольшим плоским чеканом. Убедитесь, что камень стоит ровно и ободок доста- точен для того, чтобы закрепить камень. Если это так, продолжайте закрепку; закончите работу, натя- гивая металл на камень гладилкой. Романская (разновидность) Когда изготовлено гнездо для камня, камень устанавливается на место и далее гладил- кой проводят несколько раз вокруг камня до образования кольцевой канавки. Когда образуется заметное углубление, давле- ние на пластину увеличивают, наваливая металл на ка- мень. Результат тот же, что и в пунктах 5 и 6 выше. мади/ika Хотя многие ювелиры работают без эскизов, у тех, кто сначала рисует, получается гораздо лучше. Бенвенуто Челлини 131
Паве В этой традиционной оправе множество камней устанавливается настолько близко друг к другу, что металла почти не видно. Изделие вымощено камня- ми РаГл/сатрбуетти’н»Ос г и и терпения, но вполне доступна любому ювелиру, 1.Разместите камни на пластинке и измерьте циркулем расстояние между центрами камней. Перене- сите эти измерения на металл, просверлите отверстия несколько меньше диаметра камней. 2. Коническим бором увеличьте каждое отверстие только-только до диаметра камней. На этой стадии камень не должен входить в отверстие, а лишь лежать рун- дистом на поверхности металла. 3. Штихелем или бором вырежьте гнездо для каждого камня. Те- перь камень должен вставляться в гнездо так, чтобы его рундист слегка утопал под поверхностью. 4. Боллштихелем поднимите стружку металла по направлению к отверстию. Это можно начать делать без камня в гнезде, но не стоит оттягивать установку камня на место слишком надолго. Обра- тите внимание на альтернатив- ный метод, описанный ниже. 5. Боллштихелем с тупым углом заточки приподнимите каждый треугольник, подрезая его снизу. К этому времени камни должны быть установлены, так как дав- ление штихеля на стенки гнезда захватит камень. 6. Корноверткой придайте полу- сферическую форму каждому лепестку. Это выполняется вра- щательным движением, можно смочить корновертку слюной. Другой вариант п.4 Плоским штихелем прорежьте металл вокруг гнезд, оставляя 3 или 4 треугольника металла, симметрично расположенных вокруг каждого камня. Оправа «каре» 1. Используйте лист металла толщи- ной, превышающей высоту камня. Отметьте центр и просверлите отвер- стие. 2. Вырежьте гнездо для камня бором или штихелем. Обратите внимание на его глубину: это очень важно. 3. Боллштихелем прорежьте канавки. Маленькие треугольники станут кор- нерами, крепящими камень. 4. Флахшштихелем снимите металл в заштрихованных местах и корноверт- кой придайте форму корнерам. Часто внешний край квадрата украшают накаткой миллегрифф-редхеном. Штихели Если вам предстоит много подобной работы, купите три одинаковых бол- лштихеля и заточите их под разным углом. Самый заостренный режет чистую стружку, промежуточный и режет, и толкает, штихель с самым тупым углом заточки в основном используется как инструмент для толкания стружки 132
Пазовая закрепка В этой разновидности закрепки один или несколько камней укладываются в желоб и удерживаются прижатыми сверху стенками. Эта закрепка требу- ет очень тщательных промеров и подгонок. Прямоугольные камни В зависимости от расположения оправы и прочности камня иногда возможно просто вырезать две па- раллельные канавки и ввести в них камень. Конечно, очень важно, что- бы металл был негнущимся, жест- ким, чтобы канавки были ровными и расположенными на одном уровне и чтобы давление на камень было достаточным для того, чтобы удер- живать его, не раздавливая при этом. Канавки можно резать штихе- лями, ромбовидным бором или игольчатым надфилем. Для провер- ки соответствия углов наклона ре- зов углам камня контролируйте процесс при достаточном увеличе- нии оптического прибора. После того, как камень установлен, для предотвращения выпадения его из направляющих в углах поднимают- ся и прижимаются к камню неболь- шие лепестки металла. | Другой метод установки прямо- | угольных камней является ви- доизменением цыганской зак- репки, описанной ранее. В ме- । талле выбирается штихелями, борами или лобзиком выемка, куда укладывается камень так. чтобы его поясок лежал ниже поверхности. Когда камень уста- новлен в эту выемку, поднимает- ся лепесток металла так, чтобы его можно было прижать к кам- ню. Такой бортик можно сделать на мягких металлах (чистое се- ребро или высокопробное золото) просто выдавливанием гладил- кой. На более твердых металлах вырежьте боллштихелем канавку примерно в миллиметре от кам- ня. Эта операция образует бор- тик, который поможет начать процесс закрепки. Круглые камни Чтобы круглые камни на вращались во время закрепки, каждый камень должен иметь свое собственное гнездо. 1 Расположите камни на предназначенные для них места, приклеив их на тонкую пленку воска. Разметьтр линии меж- ду камнями. 2. Отметьте центр каждого гнезда крестом и просверлите небольшое отверстие. Если речь идет о кольце, сверлить надо всегда перпендикулярно поверхности. 3. Расширьте отверстие продолговато-выпуклым бором, за- тем вырежьте гнездо комбинированной остроконечно-цилин- дрической фрезой. Камень должен лежать на поверхности металла. 4. Введите ромбовидный бор в каждое отверстие и подрежьте упоры для каждого камня. Медленно вращающаяся фреза подрежет серпообразную канавку в одной стенке, затем на- клоните ее в другую сторону и врежьтесь в другую стенку. Обработайте так все отверстия. 5. Введите камень на место и плоскогубцами сожмите стенки оправы, прижав камни. Небольшим плоским чеканом упло- щают металл вокруг камней, придавливая его к ним. Окон- чательная обработка выполняется пемзовым кругом и обтя- нутыми кожей полировальными палочками.
i <й Различные оправы Уникальность мастера в том, что у него есть квалификация для работы с единственными в своем роде камнями и необычными оправами, которые требуются для них. Хороший дизайнер заставит даже обычные камни взвол- новать вас, изготовив для них особенную закрепку. Закрепка с обратной стороны 1. изготовьте оправу, прилегающую к периметру камня немного выше, чем обычно. Загните внутрь гладилкой верхний край, либо напаяйте бортик, либо пропиленный лист металла. 2. Изготовьте поясок, входящий в оправу. Для этого подойдет проволока прямоугольного или квадратного сечения. Важно, чтобы этот поясок плотно входил в оправу. 3. Когда изделие отполировано и очищено, установите камень на место и втолкните поясок, прижав его к оборотной стороне камня. 4. В стенке оправы боллштихелем или грабштихелем поднимите лепестки металла и прижмите их к пояску. Иначе закрепить поясок можно винтами или заклеп- ками. Заметьте, насколько хороша данная техника для двухсторонних изделий. Миллегрифф (гризант) 1. Изготовьте трубку с внутренним диаметром меньшим, чем диаметр камня. Важно, чтобы стенки были толстыми. 2. Нанесите линию на некотором расстоянии от основания и спилите нижнюю часть на конус. 3. Вырежьте гнездо для камня бором или шти- бусинки хелем. Спилите внутренний угол в указан- ном стрелкой месте. 4. Припаяйте оправу к изделию, вставьте камень. Обратите внимание на рисунок. 5. Корноверткой выдавите «бусинки». Штихелем и/или надфилем прорежьте промежутки меж- ду ними. Изготовление квадратной или прямоугольной оправы. Во многих случаях требуется рамка, идеально прилегающая к камню. Недостаточная точ- ность на этой ранней стадии работы почти всегда приводит к затруднениям или невозмож- ности выполнения последующих операций. Ниже дан обычный подход, годный и для кро- шечных, и для очень больших оправ. В описании этот метод кажется долгим, но, изготовив несколько оправ, вы постигнете логику выполнения стадий работы. 1. Отрежьте кусок плоской проволоки или полоски металла, слегка превышающий длиной сумму двух сосед- них сторон камня. Запилите канавку квадратным надфилем и согните полоску буквой «Г». Убедившись по угольнику, что угол равен точно 90(, запаяйте сгиб. Изготовьте еще одну такую же деталь. 2. Отмерьте и отрежьте короткую сторону одной из деталей так, чтобы ее длина равнялась желаемому внут- реннему размеру оправы. Сделайте то же с другой деталью 3. Совместите обе детали так, чтобы они скользили друг по другу, и отметьте положение, при котором полу- чается рамка в точности желаемой длины. Припой разместите как показано на рисунке. 134
Различные оправы На этих страницах дан обзор типов решений, альтернативных традиционной закрепке. Используйте их как отправную точку, но не ограничивайтесь ими. «Пьедестал» Эта закрепка выполняется на пьедестале (колонне) точно того же диаметра, что и рун- диет камня. Она может быть высокой, низкой, простой или декорированной. Возможнос- ти варьирования ее очень широки, она может быть изготовлена с 3,4,5 или 6 крапанами и годится как для кабошонов, так и для фасетчатых камней. 1. Изготовьте кольцо из листа толщиной 0,8-s-l,3 мм. Внешний диаметр должен равняться диаметру камня. 2. Если камень фасетчатой огранки, спилите фаску внутри трубки. 3. Отрежьте длинные кусочки полукруглой или квадратной проволоки для изготовления крапанов. Остро запилите каждый из них. 4. Воткните крапаны в древесный уголь вокруг пьедестала. Припаяйте. 5. После сборки изделия крапаны подрезаются, оформляются и наваливаются на камень. «Инкрустация» Тщательно вырежьте и опилите лист металла так, чтобы отверстие точно соответствова- ло размеру камня и наклону его сторон. Эта пластинка накладывается на камень и кре- пится к изделию заклепками или винтами. Край, прилегающий к камню, можно обработать гладил- кой для более плотного прилегания. «г ЗАКЛЕПКА Открытая корнеровая оправа 1 Изготовьте трубку высотой с желаемую опра- ву и внутренним диаметром чуть меньше диа- метра камня. Стенки должны быть толстыми. 2. Штихелем или бором подготовьте гнездо для камня. 3. Для визуального облегчения оп- равы спилите нижнюю часть. Раз- метьте положение корнеров. 4. Срежьте металл между корнера- ми флахштихелем так, чтобы «кра- паны» постепенно сходили на нет к нижней части оправы. Во время этой опера- ции оправу можно закрепить на шеллаке. Вселенная полна чудесных вещей, терпеливо ожидающих, когда мы поумнеем. Иден Филпоте 135 ।
Низание Хотя низание и требует некоторого навыка, на самом деле оно настолько просто, насколько таковым кажется. Длянизаниянужно немного места и инструментов а результат тем не менее может быть ошеломляющим. Оборудование • Для того, чтобы удерживать бусины, часто ис- пользуют пинцет. Чтобы избежать царапин, мож- но нанести на него два слоя лака для ногтей. • Инструмент в виде иглы удобен для завязыва- ния узлов точно по месту, а также для того, чтобы удалять остатки старой нити из отверстий бус. • Для работы хороша биологическая игла, либо швейная, закрепленная в карандаше. * Чтобы бусины не раскатывались, используйте доску с наклеенным на нее лоскутом бархата или сложенный в гармошку листок плотной бумаги Если предстоит много работы, можете купить пластиковый лоток для бусин. Нить Какую бы нить вы ни использовали, убедитесь, что она плотно входит в отверстие бусины, иначе готовое изделие будет неряшливым и ненадежным. Можно пользоваться обычной швейной нитью, но она слиш- ком тонка для большинства бусин. Годится и зубная нить (флосса), но, поскольку она плоская, это не луч- ший выбор. Производятся специальные нейлоновые нити для вязания - около десятка размеров по тол- щине и множества цветов. Их часто продают неболь- шими отрезками на картонках, с прикрепленной к кончику иглой. Традиционный и по прежнему луч- ший выбор - шелковые нити. Они не вытягиваются, бывают различных цветов и толщины. Самая тонкая 2100, затем следуют А, В, и С - по мере утолщения. Начиная с F следуют индексы FF и FFF - и это са- мый толстый шелк, который можно купить. Застежки для бус После нанизывания нить завязывают и прикрепляют к крючку. Крючки можно приобрести готовые или изготовить в мастерской. Обычно бусы заканчивают- ся приспособлением, которое состоит из маленькой чашечки с язычком. После того, как нить завязана в узел внутри чашечки, язычок загибают, и он закры- вает собой узел, удерживающий всю конструкцию. Можно использовать также отрезок трубки, которым обжимается нить. Обжать его можно круглогубцами или тупыми ножницами. В любом случае узел стоит зафиксировать капелькой лака для ногтей. Французская закрепка Этот способ сложнее, но изделие будет выглядеть более законченным. Французская проволока - это спираль из очень тонкой проволоки (обычно латун- ной), которую можно изготовить самостоятельно, либо приобрести. Наденьте примерно 1,5 см. спирали на иглу с вдетой в нее ниткой и опустите ее на 5-7 см. вдоль нити. Нанижите первую бусину и завяжите узел. Повторите это еще с несколькими бусинами, затем закрепите короткий конец нити, нанесите ка- пельку клея и отрежьте его. Продолжайте нанизы- вать на одинарную нить. На другом конце бус оставь- те последние три бусины без узелков, протолкните спиральку на место и протяните нитку обратно через первую бусину; завяжите узел. Повторите это для второй и третьей бусин. Последние узлы зафикси- руйте клеем. Жемчужины можно сверлить обыч- ными сверлами. Работайте медлен- но, чтобы не перегреть жемчуг. При сверлении сквозных отверстий наклейте на противопо- ложную сторону лип- кую ленту, чтобы избежать сколов перламутра. Не устанавливайте жемчужины или мягкие камни в крапаны без клея. При вращении на них появ- ляются царапины. Для очень больших фасонных бу- син используют покрытую пласти- ком проволоку из нержавеющей стали - так называемый «тигро- вый хвост» (tiger tail). Это проч- ный шнур, однако его нельзя завя- зать узлом, и он не так гибок, как шелк. Никогда не нанизывайте на него маленькие бусины и жемчуг. 136
Глава 7 Механизмы Наконечники и ушки 138 Фурнитура для заколок 139 Пряжки 140 Простейшие замки 141 Коробчатые замки 142 Пружинные замки 143 Ушковые звенья 144 Простейшие цепи 145-147 «Вязаные» цепи 148, 149 Этрусские цепи 150, 151 «Услада идиота» 152 Простейший шарнир 153 Необычные шарниры 154 Контршарнир «колыбелька» 155 Потайные шарниры 156 Пружинные шарниры 157 Винтовые крышки 158
Наконечники и ушки Неважно, наскол ько прост кулей ~ ой будетиметьподвесноеи соединитель- ное ушки. Здесь часто открываются такие возможности для декорирования, что эта деталь может быть самостоятельным центром дизайнерского решения. Механизмы Ушки Ушком называют деталь, посредством которой кулон удерживается на шнуре или цепочке Откидное ушко Для заколки, которую носят как кулон. 1. Концы проволоки оплавить, расплющить и про- сверлить. 3. Изготовьте кольцо, приклепайте к А. Чтобы сделать это, отогните коль- цо в сторону. 2. Выпилить детали из листового металла, со- гнуть, как показано. 4. Припаяйте неподвижную часть на место и склепайте 138 шарнир.
Булавки Поступающая в продажу фурнитура не всегда соответствует размеру или изяществу изысканного ювелирного изделия. Привнести особую утончен- ность может фурнитура, изготовленная специально для конкретного изделия. нет Чтобы брошь не опрокидывалась вперед, застежка должна быть распо- ложена выше центра тяжести. В расстегнутом состоянии игла должна находиться чуть выше замка. Это создает напряжение, которое будет удерживать иглу в закры- том состоянии. Аналогичное напряжение, передаваемое на иглу с опоры, должно быть направлено перпендикулярно плоскости изделия (см. рисунок). Кончик иглы не должен торчать из замка. Кончик иглы должен быть острым и гладким для того, чтобы легко прокалывать ткань. Обрежьте иглу до нужной длины, запилите, отшлифуйте, обработайте гладилкой и отполируйте. Игла должна заходить в замок снизу. Детали замка припаиваются к изделию с особой тщательностью. Используется метод «лужения) (стр. 80) и легкий припой. Наплавьте крохотные кусочки припоя на брошь и аккуратно помес- тите части замка в лужицы припоя. Шомпольный замок Этот замок удерживается в закрытом состоянии трением маленького язычка о срез большей труб- ки. Для раскрывания поворачивайте внутреннюю трубку до тех пор, пока язычок не попадет в про- дольный вырез. Этот же язычок не дает внутрен- ней трубке совершенно выпасть из внешней в от- крытом положении замка. 1. Изготовьте две телескопические трубки. Внут- ренний диаметр меньшей трубки должен соответ- ствовать булавке застежки. ___ 2. Припаяйте кусочек листа ме- талла к внешней трубке. Это бу- дет крепление замка к изделию. 3. Пропилите продольную щель во внешней трубке. 3. Нагартуйте проволоку, скрутив ее по оси. 4. Изогните круглогубцами, как на рисунке. 4. Протяните проволоку, которая вой- дет в эту щель, припаяйте ее под пря- мым углом к концу меньшей трубки. Это - язычок. 5. Вставьте внутреннюю трубку в ; наружную, плотно прижав язычок d ст * к обрезу. Спилите выступающий с ч.. .. | другой стороны конец внутренней трубки заподлицо с внешней. Разберите замок и укоротите внутреннюю трубку еще на 0,5 мм. 6. Соберите замок и, приведя его в раскрытое по- ложение, напаяйте шляпку на конец внутренней трубки. Шляпку можно изготовить из листа, шари- ка, оправы для камня. Простые застежки 1. Припаяйте к обратной стороне изделия большую проволочную дугу. 2. Разрежьте проволоку. 1. Изготовьте иглу-застежку, припаяв проволоку к пластинке металла. 2. В качестве замка можно использовать просто изогнутую L-образную металлическую пластину. Другая разновидность - маленькая коробочка с двумя сторонами, которая будет удерживать иглу Подобную конструкцию можно изогнуть и из прово- локи. 3. Шарнир для иглы сделайте из листового метал- ла, перегнув его через лист такой же толщины, что и в основании булавки Припаяйте полученную деталь к изделию, спилите изогнутую часть и про- сверлите отверстия. Механизмы иездть здео 139
Пряжки Пряжки должны быть более прочными инадежными, чем большинство дру- гих ювелирных замков» Для изобретательного мастера это хороший способ проверить свои силы. Пряжки с зубцами Военный стиль му поясу и закреп- СЖАТЬ ляет его в пряжке. I Пряжки с язычком Застежки для запонок Такую готовую фурниту- ру можно припаять на место серебряным при- поем. Брусок застежки крепится заклепкой. Принципиальный признак гения - не совершенство, а оригинальность. Артур Кёстлер 140
Застежки Застежки браслетови ожерелий должны быть надежным^, удобными и лёг- кими в обращении. И е щё они не должны выглядеть неряшливо. 141
Коробчатые замки Этот стандартный и универсальный замок скрепляет воедино Ювелирный дизайн. Можно приобретать готовые коробчатые замки, но зачастую лучше делать их самостоятельно, в стиле конкретного изделия. Три основных модели Преимущество этой конструкции в том, что положение отверстия можно определить после того, как весь замок уже собран. Покрасьте язычок маркером и вставьте в коробку. Отверстие просверлите в конце получившейся царапины. Страховочное устройство ф s • При изготовлении всех этих замков очень важно точно соблюдать размеры. Часто бывает удобнее сначала сделать ко- робку, а затем - пробную защелку из меди или латуни, чтобы проверить подгонку • Защелка должна плотно входить в короб- ку, не качаясь из стороны в сторону. • Защелку обычно делают из металла тол- щиной 0,5 мм. После того, как язычок заг- нут и подогнан, простучите изгиб молот- ком для упрочнения • Замок должен открываться при несиль- ном нажатии, поэтому язычок защелки должен быть длинным (около 10 мм.). Слишком короткий язычок требует боль- шого усилия и чаще ломается. Защелка на скорую руку Просверлите отверстие, сделайте U-образный пропил и впаяйте в отверстие костыль. Язычок загните до пайки. Застежка «рыболовный крючок» делается из проволоки полукруглого сечения толщиной 0,5-0,8 мм. Я слышу -ия забываю. Я вижу -ия запоминаю Я делаю -ия понимаю. Китайская поговорка 142
Пружинные замки Это несложное устройство обеспечивает как исключительную подвижность, так и надежность. Такие замки имеются в продаже, но их можно делать и в мастерской, что придает изделию особую изысканность. Плунжерный пружинный замок 1. Чтобы сделать в трубке опорную перегородку, отпилите от проволоки тонкую пластинку и слег- ка расплющите молотком. Вставьте в трубку и при- паяйте. 2. Крючок отковать или выпилить, припаять и согнуть. Убедитесь, что кончик завитка подо- 6. Чтобы застегнуть за- мок, просуньте язычок в щель, плунжер утопится в трубке. Чтобы расстег- нуть замок, просто потя- ните язычок под углом 3. Сделайте на прово- локе шляпку, как у гвоздя; см. стр. 86. 4. Сделайте маленькую пружинку из плотно навитой неотожженной латунной проволоки (0 0,25 мм.). Можно использовать пружин- ки от часов, игрушек, авторучек. . 5. После полировки ото- гните крючок в сторону, чтобы вставить плунжер и пружину, затем верните его на место. Пружинная застежка (для булавок, запонок, серег и т.п.) 1. Припаяйте полосу из листа толщиной 1,3-1,6 мм к обратной стороне изделия. На верхней грани бруска пропилите желобок. 2. Вложите и припаяйте отрезок трубки посередине желобка. 3. Припаяйте отрезок толстой проволоки квадратного сече- ния к трубке сверху и чуть сзади. Опилите как показано. & 4. Отпилите еще одну полоску листа, того же разме- ра, как и брусок на стадии 1, но чуть длиннее. Припаяйте булавки по ее сторонам. 5. Запилите полосу как показано на рисунке. Расстояние между запилами равно длине трубки в стадии 2. 6. Загните вверх средний лепесток, и отрежьте примерно по 2 мм от боковых лепестков. 7. Пропилите желобок на торце укороченных лепестков. 8. Припаяйте ту же трубку (стадия 2), вложив ее в этот желобок. Вырежьте ее центральную часть. 9. Нагартуйте булавки скручиванием, запилите их на конус и заострите. После полировки собери- те застежку и вставьте ось. Возможно, придется поджать деталь с пружиной и булавками. Отрегу- лируйте силу прижима центрального язычка, подогнув его плоскогубцами. 143
Ушковые звенья Из этих простых звеньев как из кирпичиков собирают цепи и многое дру- ; гое. Они есть в продаже, нр гораздо чаще их делают самостоятельно по мере необходимости. Сделать 10 или 2^ одинаково простод, поэг®му обычно из не- использованных звеньев у мастера образуется некоторый запас. Снимите спираль и распи- лите лобзиком или раз- режьте дисковой пилой. Изготовление ушковых звеньев Оберните проволоку вокруг стержня нужного размера. В качестве оправки можно использовать рукоятку над- филя, гвозди, шпунты, проволоку, вязальные спицы. Проволоку, обернутую вокруг прямоу- гольной или квадратной оправки, бывает трудно снять Чтобы обеспечить зазор, чем-нибудь оберните оправку, например, скотчем После навивки спирали сожгите скотч, и она легко снимется. НИКОГДА НЕ ПОЛИРУЙТЕ ЦЕПИ НА ВРАЩАЮЩЕМСЯ КРУГЕ если у вас нет запасного набора пальцев. Последовательность сборки 1. Сделайте столько звеньев, сколько вам понадобится. Половину из них сомкните и спаяйте тугоплавким припоем. Механиаао»! 2. Пару сомкнутых колец проденьте в от- крытое и запаяйте его припоем со средней температурой плавления. Вместо этого туго натяните цепь, как показано на рисунке, и обрабо- тайте ее стальной ватой, щеткой или тка- нью с полировальной смесью. Обратите внимание на держатель из проволоки или шнура на конце цепи. 3. Соедините две трехзвенных секции еще одним звеном и спаяйте его легкоплавким припоем. Продолжайте, спаивая секции из 7,15, 31 и .т.д. Стоит ли паять это звено? Это хороший вопрос, и возникает он часто. Ответ: если это возможно, то да. Неспаянные звенья могут сделать цепь непрочной и неаккуратной на вид Если же вы не хотите паять, придется ре- шать, насколько толстой должна быть проволока и насколько маленьким - звено, чтобы обеспе- чить необходимую прочность. Помните, что звенья можно делать из нагартованной проволоки. 144
Цепи Есть что-то особенно волнующее в том, чтобы сделать гибкое изделие из жесткото материала. Изготовление цёией часто бросает технический вызов мастеру и предлагает невероятное количество дизайнерских решений; Изготовьте круглые звенья, сомкните и спаяйте их Скрутите при помощи гвоздя. тиски Соедините между собой круглыми кольцами. Запилите концы отрезков проволоки диа- метром 1-1,3 мм. и изогните их с помощью круглогубцев как показано Изогните звенья и соедините между собой круглыми кольцами Изготовьте достаточное количество ушковых звеньев. Проденьте два кольца одно в другое и спаяйте их в этом поло- жении. Это единствен- ное паяное соединение. Проденье следующее звено как указывает стрелка. Всегда продевайте следующее звено через два предыду- щих. Изготовьте удлиненные звенья на оправке прямоугольного сечения. Разрежьте каж- дое звено пополам. Сожмите кончики плоскогубцами и уплотните звенья попарно, как указано t? Паяйте по мере сборки Потяните за кончики чтобы расправить каждую спираль. Запилите концы проволоки и изогни- те как показано, сделав на каждом кончике по ушку. Наложите изгибы друг на друга, «закрыв» как книжку. Нарежте проволоку на отрезки, загните ушки и запаяйте. Проденьте проволоку в ушко и оплавьте ее конец в ша- рик. Наращивайте цепь по одному звену за раз. Чтобы цепь выглядела более затейливой, звенья можно скрутить, как показано. Изготовьте удлиненные звенья, сомкните их и запаяйте. Соедините между собой круглыми кольцами. Нарежьте проволоку и сплавьте оба конца в шарики. Плоско раскуйте, про- сверлите и соедините круглыми кольцами 145
Разные цепи Цепи могут быть изысканными или броскими, драгоценными или забавны- ми, симметричными или беспорядочными. В любом случае изобретательность приветствуется. Экспериментируйте не только с соединениями, но также с пропорциями и материалами. Шарниры Вариации этой идеи - комбинирования поворо- тов в двух плоскостях - просто бесконечны. В изображенном на рисунке фрагменте много- звенной цепи сочетаются оба направле- ния. Другой подход - когда у каж- дого звена свое направле- ние изгиба. Египетская спираль Поэкспериментируйте, чтобы подобрать желае- мый размер, после чего нарежьте куски прово- локи, запилите концы надфилем и изогните. Шарниры мож- но отлить или выпилить Сверните каждый конец в спираль и согните посе- редине, вот так: Начинайте изгибать, как показано: Соедините звенья, продев их одно в другое. Механизмы Восьмерка Намотав спираль на оправ- ку, снимите четыре витка и отрежьте. Раскройте спираль в середине, как раскрывают книгу. Распрямите концы и на каждом сформируйте ма- ленькое ушко. Соедините звенья так, чтобы каждое цеплялось за последующее и । Спиральные звенья Сверните проволоку в спи- раль на оправке, снимите несколько витков (здесь - пять). Отрежьте. Кругло- губцами отогните и рас- кройте крайние витки. Со- единив звенья, добейтесь симметричности. Цепь «Коровий узел» Спаяйте несколько звеньев из относительно тонкой проволо- ки. Подберите размер, который вам больше нравится. Чтобы изогнуть первое звено, воспользуйтесь гвоздем, далее наращивайте цепь звено за зве- ном. Можно потренироваться на круглых резинках. Быть может, однажды и это мне будет приятно припомнить. Виргилий 146
Разные цепи Вокруг нас полно самых разных цепей. Вы можете черпать идеи для Дизай- на везде - от скобяной лавки до тяжелого машиностроения, только держите глаза открытыми. Эта похожая на сетку цепь может быть сделана и из спералевидных звеньев. Изготовте спирали (как если бы вы делали ушковые зве- нья) и соедините проволокой продев ее вертикально через каж- дую пару спиралей. анизмы Вместо цилиндров можно взять отрезки проволоч- 147
«Вязаная» цепь Для изготовления этой традиционной цепи используется простая техника плетения, результат которой - похожая на шнур замысловатого вида конст- рукция, обладающая достаточной гибкостью. • Эту цепь можно плести на 3,4,5 или более пет- лях. Для описания взята цепь на трех петлях, но процесс для любой другой цепи будет идентич- ным, за исключением пункта 1, когда вы наби- раете желаемое количество петель. Цепи с чис- лом петель более 5 легко деформируются, по- скольку внутри них - пустое пространство. • Чтобы каждая петля была хорошо затянута на оправке, зажмите конец проволоки в плоско- губцах и потяните. • Старайтесь, чтобы звенья были одного размера. Это легко, если воспользоваться заостренной цилиндрической оправкой. • Для создания цветовых эффектов можно пользоваться проволокой из разных метал- лов. Информация о способе соединения - на следующей странице. 1. Чтобы начать, изогните тонкую (0,3-0,6 мм.) проволоку, как показано на рисунке. Проволока должна быть отожженной, не длиннее 60 см. 2. Загните короткий конец проволоки попе- рек петель, как показано на рисунке. 3 Сложите петли вместе и обмотайте коротким кон- цом проволоки. При помощи плоскогубцев располо- 4. Проденьте рабочий (длинный) конец через любую петлю по направлению изнутри пучка наружу 6. Повторяйте, наращивая новые петли вверх (т.е. вдоль оси цепи). Плотно затягивайте каждую петлю на оправке. 5. Проденьте проволоку в ту же петлю, из которой она только что вышла, а затем в соседнюю (изнутри наружу). Туго затяните новую петлю на оправке. 148 О наращивании, отделке и разновидностях смотрите на следующей странице.
«Вязаная» цепь Когда имеешь дело с цепями, усвоив способ соединения^ или, в данном елу- чае, плетения, учишься делать десятки вариантов цепи* Изменяя диаметр проволоки и число нетель при помощи только лишь показанной здесь тех- ники можно получить самые разные цепи. Наращивание проволоки «Вязаная» цепь делается из отрезков проволоки длиной приблизительно 60 см. Более длинная прово- лока будет запутываться и нагартуется. Цепь с пре- дыдущей страницы требует примерно 12 см прово- локи на 1 см длины, так что на цепь длиной 45 см уйдет около 9 отрезков проволоки, т.е. понадобится 8 наращиваний. Прибавляйте новую проволоку, когда от преды- дущего отрезка останется около 2,5 см. Продол- жайте, как и до этого - через соседнюю петлю изнутри и наружу. Концы старой и новой прово- локи скрепите вместе. Важно, чтобы скрутка была всегда внутри цепи. Разновидности цепи Как сделать цепь гибкой Чтобы уплотнить и удлинить цепь, отожгите ее и протяните через волочильную доску. Чтобы сделать цепь гибкой, отожгите ее и оберните вокруг круглого ригеля, зажатого в тиски. Энергич- но протяните взад - вперед. Отожгите и повторите. • Трехпетельная вязанная цепь будет по мере плетения при- обретать треугольное сечение. Четырехпетельная цепь будет четырехгранной. И ту, и другую форму можно подчеркнуть, протянув цепь через соответствующую волочильную доску. Механизмы • Увеличение числа петель и уменьшение размера каждой петли делает цепь более сложной на вид. • Вы можете постепенно делать цепь толще, время от време- ни добавляя по одной петле. Просто сверните из проволоки новую петлю - и продолжайте плести дальше. Чтобы сузить цепь, периодически загибайте одну петлю внутрь и пропус- кайте ее. Чтобы сделать цепь ровной, прокатайте ее на вер- стаке плоской дощечкой. 149
Простейшая этрусская цепь Эта классическая цепь сочетает исключительную гибкость с прочностью и красотой. На этой странице представлено описание простейшего варианта, а на следующей - некоторые из многих вариаций, сделавших эту цепь столь популярной в течение многих веков. Хотя я и назвал эту цепь по имени совершен- но определенной культуры, в действительнос- ти она имеет древнюю историю и была широ- ко распространена. Практически идентич- ные конструкции были обнаружены в египетской, эллинистической, этрусской, римской, китайской, индийской и южноаме- риканской культурах. В музеях вы можете увидеть образцы столь тонкой работы, что от попытки рассмотреть их становится больно глазам. Для конской упряжи использовались значительно более крупные цепи. В эпоху Средневековья такие цепи делали из боль- ших серебряных звеньев и носили вокруг та- лии. Когда наступали тяжелые времена (а талии делались тоньше), последнее звено можно было снять и обменять. Поэтому часто эту цепь называют «денежной». Она также известна под точным, но простоватым назва- нием «петля в петле». Изготовление звеньев Все цепи, изображенные на этой и на следующей странице, име- ют в своей основе один общий элемент. Он представляет собой Механизмы вытянутое звено, которое должно быть сварено, спаяно или вы- пилено из листа. Поскольку идентичность звеньев обеспечит нам более гибкую и красивую цепь, важно избежать наплывов припоя. По этой причине сварка предпочтительнее пайки, если это возможно. Другое решение, особенно подходящее для стер- лингового серебра, - использование очень маленьких кусочков припоя. Я раскатываю припой так тонко, как это только воз- можно, и нарезаю его на маленькие кусочки. В качестве «паяль- ника» я использую керамическую иглу с очень тонким острием. Хотя удобнее работать с маленькой горелкой, можно использо- вать любую из обычных паяльных горелок. С помощью круглогубцев вытяните каждое звено в удлиненный овал. Звенья должны быть примерно одного размера, это можно определить на глаз. Альтернатива - пропилите маленький желобок на обратной стороне губки инструмента. Вы можете воспользоваться специальными щипцами, губки которых расходятся при сжатии рукояток. Их продают в хозяй- ственных магазинах для снятия зажимных муфт со шлангов. Сборка Обратите внимание, что простейшая цепь будет хорошо выглядеть при любом размере звена и толщине проволоки. Для сложных вариантов на следующей странице вам понадо- бится уделить больше внимания этому соотношению. Согните звено пополам и проденьте его в скручен- ную из проволоки петлю - держатель. Проденьте второе звено в первое и согните его - и так далее. Некоторые предпочитают изгибать звенья перед тем. как их вдеть. Собрав цепь, зажмите в тисках острую оправку и четырежды натяните на нее каждое звено цепи, это займет меньше времени чем кажется. Ре- зультат - хорошо сформированная и гибкая цепь. Если хотите, ее можно отжечь и протянуть через волочильную доску. 150
Усложненная этрусская цепь Эти варианты на основе этрусской цепи с соседней станицы также состоят из удлиненных овальных звеньев, которые перед сборкой паяют или свари* вают. Это требует некоторого терпения, зато - ах, какой результат! Двойная цепь перпендикулярной сборки Эта разновидность цепи состоит из двух «простейших» цепей, одна внутри другой. 1. Наделайте побольше овальных звеньев как описано выше. Чтобы начать двойную цепь, спаяйте два звена крест-накрест. Возможно, вы 2. Концы нижележащего овала загните вверх и проденьте через них новое звено Слегка изогни- те, его, чтобы оно не выпало. захотите припаять в центр отрезок проволоки, чтобы использовать его в работе как рукоятку. Пропорции звеньев Для двойной цепи Диаметр проволоки, мм Внутренний диаметр звена, мм Диаметр готовой цепи, мм Звеньев на дециметр 0,64 10 5 50 0,51 7 4 70 0,40 6 3,5 80 0,33 5 3 95 каждые два звена. Двойная цепь параллельной сборки Возьмите два звена и пропустите третье че- рез нижнее из них. Изогните и проденьте еще одно через нижнее из двух доступных. Продолжайте в той же последовательности и вы получите плотную цепь с отчетливым рисунком, напоминающим хребет селедки. Эта цепь известна также под названием «ли- сий хвост». ной выше, а также цепи с тремя или четырьмя продольными плоскостями симметрии. 3. Таким образом добавляйте звенья, всегда продевая их через самое нижнее свободное звено Возможно, вам понадобится оправка, чтобы расправлять звенья в процессе плетения. Биколор Описанная выше двойная цепь будет выгля- деть очень интересно, если сделать ее из кон- трастных по цвету металлов. Меняйте цвет через каждое звено или Морской узел При изготовлении этой цепи каждое звено формируется отдельно по мерке сборки. Заж- мите чертилку вертикально в тиски, наденьте на нее звено и прищемите его круглогубцами. Можно формовать каждое звено с обеих сто- рон перед сборкой, слегка расплющивая петли молотком с плоским бойком. Затем звено изги- бается (как бы складывается) и в него проде- вается следующее звено.
Услада идиота Некоторые люди считают, что эта цепь обязана своим названиемтому, что ее так легко сделать Другие уверяют, что она так нааьйаетея пбтсаду, что можно спятить, пытаясь Понять, как же она ьсе^таки устроена. • звенья не спаивают, их изготовляют из проволоки, нагартованной протяжкой или продольным скручиванием. • соотношение диаметра проволоки и разме- ра звеньев важно, чтобы цепи обеих разно- видностей были компактными. Диаметр проволоки, мм Внутренний диаметр звена,мм Звеньев на дециметр 1,3 4,8 80 1,0 4,0 95 0,8 3,2 110 0,64 2,5 130 Параллельное плетение 1. Изготовьте звенья. Половину зак- ройте. половину раскройте. Всегда раскрывайте не растягивая, а сдви- гая концы относительно друг друга. 2. Проденьте одно открытое звено через четыре закрытых и закройте его. 3. Проденьте второе открытое зве- но через четыре закрытых и зак- ройте его. Штриховка означает два I звена, одно рядом с другим. Механизмы 4. откиньте два звена назад и вденьте в них скрепку для бумаги или проволоку (держатель). _ 7. Отпустите цепь, чтобы каждое звено встало на свое место. Вися- щая цепь должна выглядеть, как на рисунке. 5. Откиньте Е и F влево и вправо. Откиньте С и D вперед и назад, чтобы освободить заштрихованные области Е и F. Проденьте в это пространство иглу. 8. Откиньте G вперед и Н назад, чтобы освободить нижние части I и J. Проденьте через них иглу. Повто- рите как в пункте 6. 6. Наденьте два закрытых звена (G и Н) на открытое звено (I) и про- деньте его там, где проходит игла Выньте иглу, закройте звено. До- бавьте второе звено рядом с I и закройте его (J). 9. Повторите как описано выше, до- бавляя открытое звено, на которое надето два закрытых. И так далее... Не полируйте на вращающемся круге. I Чередующееся плетение Повторное откидывание К и L по обеим сторонам, G и Н раздвинь- те, чтобы освободить нижнюю часть К и L. Отметьте это место, продев в него иглу Проделайте операции 1-7 как описано на выше. После этого проденьте еще два звена через G и Н и закройте их. Они обозначе- ны как К и L. Как описано выше, добавьте открытое звено, в которое проде- ты два закрытых Там же про- деньте второе звено. Теперь до- бавьте еще два (как К и L), и । продолжайте. 152
Простейший шарнир Этот несложный шарнир состоит из отрезков трубки, расположенных на од- ной линии. Они позволяют открывать и закрывать изделие. Поначалу изго- товление шарнира может показаться пугающе сложным, но дело того стоит. Если материал слишком тонок для того, чтобы выдер- жать нагрузку, которая придется на шарнир, необходи- мо припаять изнутри или снаружи усиливающие элемен- ты. Это особенно важно для круглых или овальных шка- тулок. Подготовьте гнездо (желобок), в которое лягут секции шарнира. На этом этапе необходима тщательность. Пря- мой цилиндрический надфиль лучше, чем конический. Существуют специальные фуговочные надфили для этих целей. Можно изготовить скребок из обломка сверла. Отметьте и нарежьте секции под прямым углом. Если вам нужно только три секции, то на крышку ставится одна, которая может быть немного длиннее других. Чтобы секции шарнира не спаялись вместе, снимите фас- ку на каждом конце точно на шве. Чтобы облегчить уста- новку секций во время пайки, сделайте на шве насечки. Если на трубке нет открытого шва, насечки не нужны. Офлюсуйте желобок и трубки и уложите их на место. Не- которые ювелиры нанизывают шарниры на плотно подо- гнанный стальной штифт, смазанный маслом (гвоздь, биндра и т.д.), чтобы гарантировать расположение их на одной прямой. Обвяжите проволокой, если это нужно. Швы должны прилегать к коробке. Наложите припой как показано на рисунке. Как только припой потечет, сразу же уберите горелку. Охладите в воде. Удалите обвязочную проволоку, сталь- ной штифт, опустите в отбел. После протравки и промыв- ки вставьте на место плотно подогнанный штифт (см. ниже) и слегка расклепайте каждый его конец молоточ- ком, чтобы он не выпал. Как использовать развертку Может оказаться так, что даже в хорошо сделанном шарнире секции расположены не на -------------Г одной прямой. Это приведет к некоторой разболтан- ности и качанию в шарнире. Здесь может помочь стальной пятигранный конический стержень, показанный на рисунке. Обычно они продаются дюжинами различного размера. Собрав шар- нир, зажимают развертку в держателе и осторожно проворачивают ее, срезая металл внутри трубок. Необходимо почаще извлекать развертку из шарнира и протирать ее. Когда в каждой секции будет обеспечен плотный контакт с разверткой (крышка будет держаться в откинутом состоянии), опилите штифт до нужной конусности и легкими ударами вколотите его на место. 153
Необычные шарниры Это только некоторые из сотен вариантов на основе простейшего шарнира, описанного на предыдущей странице. ПРИПАЯНО смените р ТРУЬКУ К этой коробочке припаяна пара трубок Продетая в них проволочная петля скрепляет всю конструкцию воедино Проволочный штифт либо плотно пригнан к отверстиям вертикальных трубок, либо впаян легкоплавким припоем. Механизмы Крышку удерживают на месте две короткие заклепки или через всю коробку проходит один цельный штифт. Такой способ крепления кронштейна внутри коробочки позволяет крышке открываться откидываясь в сторону. этот кронштейн НАХОДИТСЯ РНУТРИ КОРО6ОЧКИ Этот выносной шарнир позволяет открыть коробку пошире и обеспе- чивает максимальный доступ к ее содержимому. 154
Контршарнир «колыбелька» На этой странице показано, как изготовить такой традиционный шарнир для прямоугольной коробки, но он вполне подходит и к изделиям с изогну- тыми формами, такими, как медальоны и корпуса часов. Он прост в изго- товлении, им легко пользоваться. 2. Купите или изготовьте две телескопические трубки. Не забывайте, что пропаянные трубки можно протянуть через волочильную доску, так что их легко подогнать друг к другу. 3. Сделайте лобзиком пропил в большой трубке, стара- ясь, чтобы щель не была скошена относительно трубки 4. Приложите трубку так, чтобы пропил оказался как показано на рисунке, на линии соприкосновения коробки с крышкой. Припаяйте с обеих сторон. 5. Распилите по всей длине как показано Крышка должна отделяться от коробки. 7. Измерьте и отрежьте секции шарнира с помощью кон- дуктора или наконечника на гибком валу. Здесь показа- но три секции, но можно изготовить любое их количе- ство. Принято делать нечетное количество секций. 6. Сделайте еще один распил, чтобы отделить верхнюю часть. 8. Вложите одну трубку шарнира в колыбельку и припаяйте легким припоем. Механизмы 9. Закройте коробку крышкой и отметьте положение первой секции запилами надфилем на внешней трубке i 10. Используя запилы как ориентир, впаяйте другие секции в их «колыбельку». Проверьте правильность сборки. Если она неточна, нагрейте изделие и сдвиньте секции на их место. 11. Отбелите, отполируйте ополосните и обработайте шарнир разверткой. Это не обязательно, но шарнир получится собранным более плотно. 12. Внешняя трубка - «колыбелька» - кроме того, что удерживает секции шарнира во время пайки, огра- ничивает угол поворота шарнира. Угол можно регу- лировать, как показано на рисунке. 155
Потайные шарниры Этот шарнир и его вшогочисленнйе разновидности исйользущт. в том слу- чае, когда обычный шарнир не соответствует общему дизайну изделия. Де- корированные поверхности, например гравировка линий, может сделать такой шарнир практически незаметным. Трубчатый шарнир 1. Разметить и вырезать зубцы. Подгонка долж- на быть точной. 2. Сложив детали вместе, разметьте и пропили- те желобки в обеих секциях. 3. Разделив детали, припаяйте в желобок каждой из них длинную трубку. После пайки выпилите лобзиком ненужные отрезки трубки. 4. Чтобы изготовить ограничитель открывания крышки, припаяйте отрезок проволоки квадратно- го сечения вдоль одной из сторон непосредствен- но перед трубкой. Здесь ничего вырезать не надо. Толщина проволоки и расстояние ее от трубки определяют угол раскрытия шарнира. Чем толще проволока и/или ближе к трубке она припая- на, тем более ограничен угол. 5. Запилите фаски с нижней стороны каждой поло- вины. Постарайтесь не затронуть лицевую сторону, это сведет на нет все старания при выполнении п. 1 6. Секцию с ограничителем припаяйте к коробке. Просверлите в стенке изделия отверстия для штиф- та и соберите шарнир. Механизм Шарниры из листа 1. Секции изготавливаются из толстого (1-1,63 мм) лис- та металла. От листа отрезается полоска и сгибается на том же листе плоскопараллельными плоскогубцами. 2. Чтобы изготовить третью секцию, полоска вре- менно припаивается на место и обжимается тем же способом. 3. Аналогичный прием используется для изготовления второй половины шарнира, которая имеет четыре секции. Две полоски, изогнутые как в п.1 временно припаиваются к проволоке, чтобы обеспечить нужное взаимное расположение (т.е. опять же на толщину листа). 4. Затем этот блок припаивается к верхней части ко- робки, как на рисунке. После пайки отрежьте все лишнее, включая лист между секциями. 5. Первая половина шарнира должна выступать за край, чтобы входить во вторую. Чтобы на готовом шарнире не было выступающих частей, опилите, как показано. Проверив, как части шарнира входят друг в друга, припаяйте эту часть к крышке. 6. Обе части стыкуются вместе и просверливается отверстие через все секции. Затем верхушка припаи- вается к коробке, ось вставляют до или после пайки, смотря по доступности отверстия.
Пружинные шарниры Такие подпружиненные шарниры могут удерживать крышку в закрытом состоянии, а могут открывать ее. Их также можно использовать как фурни- туру, как деталь, обеспечивающую возможность разделять изделие на не- сколько частей. Спиральная пружина. • Пружина представляет собой спираль, свитую из нагартованной проволоки. В зависимости от веса крышки и тонкости изделия она может быть золо- той, из стерлингового серебра, латуни, * мельхиора или стали Стальную пру- жину можно взять из авторучки. • Шарнир делают обычным способом, за исключе- нием того, что в нем должен быть промежуток, куда встанет пружина. Это можно еде- лать, вырезав одну из трубок, но лучше обдумать все заранее и оставить промежуток при напаивании трубок. - Утапливаемая пружина Ее лучше использовать в тех случаях, когда нужно лишь небольшое усилие. Такие пружины обычны, например, для карманных часов. Пружина не яв- ляется частью шарнира. Где-либо поблизости от шарнира находится металлическая пластинка, которая утапливается, когда крышка закрыта. Если открыть защелку, язычок отталкивает крышку наружу. • При сборке пружину устанавливают на место и пропускают через нее штифт. Эта операция может оказаться трудной, так что ее легче выполнять вдво- ем. Чтобы пружина работала, ее концы долж- ны выступать. В зависимости от того, как вы их разместите, пружина будет откидывать крышку или удержи- вать ее закрытой. • Пружина будет не так замет- на, если трубки изготовить из навитой проволоки. Для каждого случая потребуется своя конструкция, но вот несколько примеров: Пружинящий штифт для шарнира Это наиболее хитроумное устройство из всех. Не годится для коротких или тонких шарниров. 1. Изготовьте шарнир, который будет совершен- но обычным, если не счи- , тать того, что число трубок долж- но быть четным. Это означает, что одна из крайних трубок будет на крыш- ке, а другая - на основании. 2. После полировки, вставьте в шарнир плотно по- догнанную трубку, длина которой чуть меньше общей длины шарнира. Это обес- печит надежность и плавность хода. Механизмы 3. Вам понадобится несколько плоских пружинящих полос металла. Лучше всего подойдет ходовая пружи- на от часов, но если ее у вас нет, можно воспользо- ваться нагартованными полосами из латуни или стерлингового серебра. Нарежьте 2-3 полосы примерно на 2,5см длиннее шарнира. Вставьте их в шарнир и закрепите с помо- щью клина, забив его молотком. 4 Захватите выступающие концы пружин плоскогуб- цами и поверните на один-два оборота. Закрепите с помощью второго такого же клина и проверьте в дей- ствии. Если пружина слабовата, поверните ее еще раз. В зависимости от направления поворота пружина будет открывать или закры- вать или закрывать крышку. Добившись нужного резуль- тата, вбейте клин и срежьте выступающие концы. 157
Винтовые крышки Винтовые приспособления могут быть изготовлены без применения метчи- ков; они подходят как д ля шкатулок, так и для ювелирной фурнитуры. Непарная резьба В качестве примера здесь использована цилиндрическая шкатулка, но, разобравшись в процессе изготовления, вы увидите, что для него можно найти сотни применений. Здесь в качестве «винта» выступает сосуд, а в качестве «гайки» - крышка, но вполне можно поступить и наоборот. 1. Вид сверху показывает, что окружность шкатулки разме- чена на равные части. Две «нитки» резьбы должны быть тщательно расположены в точности друг против друга. 2. Слегка наметьте чертилкой положение «нитей». 3. Изогните кусок проволоки по кривизне сосуда. Лучше ис- пользовать проволоку квадратного сечения или полукруглую, чтобы обеспечить более плотный контакт с поверхностью. 4. Поместите отрезки проволоки на размеченные места и припаяйте их. В этом помогут стальные или никелевые пружинящие скобы. 5. Внутри крышки точно друг напротив друга припаяйте два небольших выступа. Они должны быть расположены на высоте, соответствующей середине витка на сосуде. 6. Если даже после отбеливания крышка ходит туго, сме- шайте какой-нибудь абразивный порошок с маслом и нане- сите на резьбу. Открывайте и закрывайте крышку до тех пор, пока не сотрутся все неровности. Если у вас нет наж- дачного порошка, сожгите кусок наждачной бумаги. Механизм ьг Полная резьба 1. Изготовьте трубку, которая будет горлышком сосуда, скажем, бутылочки. Возьмите стержень слегка меньше- го диаметра, обмотайте его проволокой. Направление намотки определяет направление закручивания и от- кручивания крышки. Снимите намотанную проволоку со стержня и растяните ее так, чтобы расстояние между витками равнялось толщине проволоки. Важно, чтобы растяжение было выполнено симметрично. 2. Спилите внутренность этой спирали до образования небольшой плоскости по всей внутренней поверхности, натяните спираль на горлышко бутылки. Убедившись, что форма спирали не нарушена, припаяйте ее. 3. Заполните промежутки между витками первой спи- рали той же проволокой, обмотав ее вокруг горлышка. Не снимая ее, слегка опилите внешнюю поверхность до получения небольшой плоскости. 4. Изготовьте трубку или поясок, туго надевающийся на эту спираль, снимите спираль, поместите ее внутрь этой трубки и припаяйте. 5. Если резьба вышла слишком тугой, обратитесь к пункту 6 выше. 158
Глава 8 Инструменты Различные принадлежности для мастерской 160 Измерительный инструмент 161 Ручной инструмент 162, 163 Абразивная бумага 164 Напильники 165 Киянки 166 Молотки 167 Бормашина 168 Моторы 169 Наковальни 170 Изложницы 171 Простой ювелирный верстак 172, 173 Ювелирный верстак из твердого дерева 174, 175 176 Закалка стали
Различные принадлежности для мастерской Вы не сможете вести хозяйство без домашней утвари, и то же самое касается мастерской. Можно избежать множества мелких неприятностей, если пред- видеть их заранее. Пополняйте запасы и аккуратно храните их. Реактивы для мастерской Аммиак Пищевая сода Органические растворители (спирт, разбавитель и т.д.) Перекись водорода Моющие средства Мыло с пемзой для мытья рук Безводное моющее средство Лак для ногтей Легкое масло (WD40, Marvel Mystery) Моторное масло Хлорид железа Азотная кислота Серная печень Тринатрийфосфат Состав для чернения золота Применение Очистка, патинирование, нейтрализация хлорида железа. Нейтрализация кислот и отбела. Очистка металла, топливо для спиртовки. Очистка, компонент отбела. Очистка, крацевание. Очистка. Обезжиривание. Кислотостойкий слой. Смазка, удаление ржавчины. Закалка инструмента, охлаждение. Травление. Травление, проверка золота. Раствор для чернения. Компонент флюса, анодирование. Окрашивающий состав. Разное Разные клеи • Быстро и медленно твердеющий эпоксид- ный • Поливинилацетатный (ПВА) • Цианакрилат (Супер Клей) Всевозможные ленты • Бумажная с липким слоем • Изоляционная • С хорошей музыкой Разные разности • Карандаши и ручки • Шнур • Спички • Аспирин. HitCTjpy менты Аптечка • Трубчатые бинты (в том чис- ле для суставов и кончиков пальцев) • Мазь от ожогов (растение алоэ) • Пакет со льдом j • Жидкость в бутылочке для промывания глаз • Перекись водорода Хранение Никогда не храните реактивы в таре, которую можно перепутать с пищевой. Везде, где только возможно, используйте тару изготовителя. Всегда ясно подписывайте всю тару, желательно и банки, и их крышки. Если это приготовленный вами раствор, всегда пишите на этикетке рецепт и дату приготовления. Даже обычные реагенты могут быть опасны для детей и домашних животных. Храните все реакти- вы в недоступном для детей запертом шкафу. Когда нет мыслей, всегда найдутся слова, которые займут их место. Гёте 160
Измерительный инструмент Трудно недооценить важность аккуратных измерений при работе с малыми допусками в ювелирном деле. Измерительные инструменты эффективны лишь тогда, когда они точны и используются правильно. Линейки Линейка, как и любой другой инструмент, для выполнения своих функций требует аккуратного обращения. • При измерениях, а также проводя по линейке прямые линии, пользуйтесь отточенным карандашом или чертилкой. Они должны равномерно скользить вдоль края линейки. • Работайте при бестеневом освещении. • Стальные линейки точнее пластмассовых. • Не отсчитывайте результаты измерений от начала линейки: она может оказаться изношена, результат получится неверный. • Цена деления на любой линейке указана возле ее конца. В данном случае - это одна десятая миллиметра. износ 1/10mm 2 Толщиномер Дузьемный калибр (или 72 калибр) по названию единицы измерения используемой французскими часовщиками. 12 дузьемов = 1 линия = 2,25 мм = 0,0888 дюйма. Калибровочная скоба Представляет собой толстую сталь- ную пластину с прорезанными в ней щелями строго определенной шири- ны. С ее помощью измеряют толщи- ну листового металла и проволоки в системе Брауна и Шарпа (В&С). С другой стороны пластинки ширина щелей обозначается в долях дюйма. При измерении найдите щель, в которую измеряемый Инструмент снабжен пружиной; ширина рас- крытия губок отмеряется стрелкой на шкале с противоположного конца калибра. предмет входит с достаточным усилием, но поверхность его не повреждается. Не измеряйте с края, где материал изношен или обрезан ножницами (при этом на металле остается бортик), что искажает точность измерений. Штангенциркуль В штангенциркуле используется нониус. Нониус - это вто- ричная шкала, необходимая для считывания долей деления основной шкалы. Обычно используется на измерительном инструменте со скользящими деталями. Результат измерения складтывается из трех отдельно считываемых величин. Здесь рассмотрен дюймовый штангенциркдь, но тот же принцип зало- жен и о метрической инстрдмепт. Сначала считайте число целых дюймов, А. Затем считайте число 16-х долей (напротив первого деления нониуса) - В. Затем отсчитайте число деяений слева направо на шкале нониуса до первого деления, совпадающего с риской на основной шкале - С. Зто даст число 128-х долей дюйма. Нирведите полученные цифры к общему знаменателю (128) н сложите ох. Микрометр Это точный инстру- мент, используемый для измерения толщины, обыч- но в тысячных долях дюйма. Барабан на резьбе вращается на стебле, риска проходит деления о 1 до 25 (А). Риски на стебле показывают число 25-тысячных долей дюйма Цифры на стебле отмечают сотые доли дюйма (т.е. четыре 25-тысячных). Разметочный циркуль В дополнение к возможности чертить ок- ружности, как обычным цир- кулем, его можно исползовать а для переноса размера или fiQj для его недолгого хранения. Zl* * Можно проводить паралель- II ные линии, используя одну // ножку как чертилку, скользя Z другой вдоль края линейки. / ) На этом рисунке, расстояние В составляет 0,3035 дюймов 161
Ручные инструменты Есть особое удовольствие в изготовлении или переделывании инструмента с тем, чтобы он годился в точности для того, для чего предназначен. Желание уделить внимание этому аспекту мастерства может доставить вам Дополни- тельное удовольствие и зачастую оттачивает ваши рабочие навыки. Выдвижной ящик для опилок Вырежьте небольшое отверстие в заднем углу выдвижного ящика для опилок и закройте его куском окон- ной сетки. Снизу прикрепите плоскую съемную коробочку. И коробочка, и направляющие для нее могут быть сделаны из латуни, жести дерева или пластика. Просеивая через сетку отходы, можно быстро отде- Маленькие тиски Такие тиски могут быть новыми или купленны- ми в магазине подержанных инструментов Убедитесь, что губки плотно и правильно смы- каются Тиски могут дополнительно использо- ваться как блок для закрепки. Магнитный держатель для инструмента Такой держатель можно приобрести в магазине инструментов; на нем удобно разместить плос- когубцы. Купите круглую художественную кисть или помазок для бритья; сделайте из тонкого листа латуни совочек, надевающийся на ручку кисти Ежедневно собирайте им опилки Блок для правки Небольшой стальной блок с полированной по- верхностью и четкими правильными ребрами будет незаменимым при клепке, кернении и тому подобных легких работах с применением молотка. Зайдите в механическую мастерскую и попросите такой обрезок металла. Накрывай- те его защитным деревянным или пластиковым чехлом. Фартук Кусок резины для закрепки 162 ~ Альтернатива ящи- ку для сбора опилок - фартук, который посто- янно закреплен снизу на столешнице верстака. Это очень надежный спо- соб сбора отходов металла. Кусок плотной пенорезины пригодится при опиливании и для поддержки изделия при зак- репке. Имейте один «грязный» кусок для опили- вания и один чистый - для отделочных работ
Ручные инструменты Я убежден н том, что одна из причин, побуждающих людей заниматься изго- товлением ювелирных изделий - удовольствие от владения ручным инстру- ментом. Многие инструменты можно изготовить на Скорую руку или моди- фипировать уже имеющиеся. Финагель Можно использовать любое твердое дерево. Для начала обычны изображенные здесь фор- мы. На практике финагель выпиливают, про- сверливают и вырезают в соответствии со спе- цификой работы Угольники Маленький угольник можно сделать из стально- го или латунного бруска. Чтобы угольник мож- но было наложить на размечаемую поверх- ность, одна из его сторон должна быть толще другой. Опиливайте и паяйте очень тщателно! Скоба для плоскогубцев Делается из металлического прутка; из латун- ной или стальной полосы шириной около 1 см. Нож Ключи для кулачковых патронов Нож можно изготовить, обрезав и переточив старый кухонный нож для разделки. Такие ножи часто попадаются на барахолках. । Эти маленькие инструменты будет не так легко потерять, если закрепить их в рукоятках от напильников или припаять к рукояткам от сло- манных отверток. Шлифовальные доски Сделайте их, наклеив абразивную бумагу на листы мазонита или плексигласа. Можно ис- пользовать обе стороны, тогда три доски полнос- тью покроют диапазон зернистости шкурок. Эти доски особенно удобны при выведении плоских поверхностей. Просверлите в углу отверстие, чтобы доски можно было вешать. Шабер Шабер можно изготовить, обломав и заострив старый треугольный надфиль. Грани должны быть плоско зашлифованы и отполированы. Невозможно сказать, что у топора стильная рукоять. В ней красота и целесооб- разность формы, ощущение, что именно такой она и должна быть. Но стиля в ней нет, так как она безошибочна. Стиль же отражает чью-либо идиосинкразию. Чарльз Имс 163
Абразивная бумага Большое разнообразие имеющихся в продаже абразивных бумаг свидетель- ствует о том, насколько усложнилась технология их производства и примене- ния. Ясное понимание того, когда и как лучше ими пользоваться сэкономит мастеру время и деньги. Человечество использует абразивы с древней- ших времен; так, существуют древнеегипетские изображения ювелиров, полирующих порошка- ми золотые изделия. Мы можем предположить, что еще в доисторические времена люди исполь- зовали твердые камни для заточки и полировки инструментов и оружия. Большую часть истории в качестве абразивов использовали природные минералы, обычно кремень и песок; оба они от- носятся к семейству кварца и имеют твердость 7 по шкале Мооса. Реже применяли также гранат, корунд, наждак и пемзу. Благодаря высокой температуре, достигаемой в индукционных пе- чах, за последние сто лет появился ряд искусст- венных абразивов. Их преимущество перед на- туральными материалами заключается в боль- Шкала зернистости Абразивные частицы сортируют, просеивая их через сито. Сита различают по количеству яче- ек на дюйм. Именно этому числу соответствует номер абразивной бумаги, и именно поэтому бумага № 400 будет более мелкозернистой, чем № 80. Очень важно иметь в виду разницу меж- ду зернистостью материала (размером частиц) и твердостью материала. Так, бумага № 500 с карбидом кремния может показаться очень де- ликатной, но будет царапать большинство кам- ней, поскольку ее частицы слишком твердые. Бумага же № 120 с порошком пемзы, казалось бы, грубая, быстро изотрется в ничто на такой твердой поверхности, как закаленная сталь. Микроабразивные пленки Недавнее достижение абразивной промышлен- ности - использование технологии ультратонко- го фракционирования для изготовления бумаг с одинаковым размером зерен. Такие зерна, на- клеенные на пластиковую пленку, позволяют добиться более блестящей поверхности, чем обычные бумаги. Микропленки выпускаются с окисью алюминия, карбидом кремния и алмаз- ным порошком. шей однородности и износостойкости; сегодня эти вещества представляют большинство ис- пользуемых абразивов. Пожалуй наиболее рас- пространенный промышленный абразив (и один из наиболее интересных для ювелиров) - карбид кремния. Его твердые частицы (9,5 по шкале Мооса) - тверже любых камней, за исключением алмаза. Прочные зерна карбида кремния долго не изнашиваются, при скалывании их остаются зазубренные острые края. Продолжительность жизни карбида кремния часто недооценивают и выбрасывают абразивный материал, тогда как достаточно было бы отряхнуть его или сполос- нуть водой. Карбид кремния поступает в прода- жу под разными названиями, в том числе карбо- рунд, карболои и кристолон. Как пользоваться наждачной бумагой ,• Чтобы получать от своей абразивной бумаги все, что можно, оберните ее вокруг плоской до- щечки, как на рисунке. Чтобы линии сгиба были четкими, процарапайте их чертилкой. Обернув дощечку в несколько слоев, вы сможе- те по мере износа верхнего слоя просто сорвать его и продолжать работу. Изготовьте такие дощечки для бумаг разной зернистости и раз- борчиво пометьте их. Такие приспособления имеются и в продаже. Для тонких работ накле- ивайте бумагу на палочки от леденцов или шпатели для краски. Это легко сделать с помо- । щью клея в аэрозольной упаковке. Нейлоновые волокна Большинству из нас хорошо знакомы красные или зеленые чистящие салфетки, которые про- даются в хозяйственных магазинах. В мастерс- | кой такой нейлоновой мочалкой удобно счи- щать масла и оксиды. Другая разновидность такой салфетки содержит распределенные меж- ду волокнами частицы абразива. Поскольку пластик податлив, салфетка точно повторяет контур предмета, когда ею проводят по поверх- ности. Зерна абразива не впиваются в поверх- ность, поэтому они не снимают металл, а остав- ляют сетку блестящих царапин, как при обра- ботке щеткой. 164
Напильники Напильники - мощное средство для создания формы и уточнения отделки, что весьма важно для впечатления, которое производит готовое изделие. Постоян- ная практика и тщательность при их использовании всегда вознаграждаются. Ручные напильники Это длина, о которой говорят при покупке напильников, обычно 6, 8 или 10 дюймов. При продаже игольча- тых напильников(над- филей) указывается их общая длина. О О Z24 О Л О круглый линзовый полукруглый плоский плоский трехгранный квадратный клиновидный узкий (ножевой) одинарная насечка двойная для мягких металлов насечка (плывущий) Сделанные за границей напильники часто неверно называют «швейцарскими» напильниками. Их обыч- но маркируют номерами от 00 (самый грубый) до 8 Названия, обычные для американских напильников, указаны ниже. Исключение составляет «швейцарс- кий тип» — американские напильники, соответствую- щие швейцарским по качеству исполнения. Напильники с одинарной насечкой обычно более мелкие и пилят медленнее, чем напиль- ники с двойной насечкой, однако для любого типа насечки существует градация по величи- не зуба. Это необходимо учитывать. Rough Bastard 2nd Cut Smooth SuperSmoo 00 0 1 2 3 Напильники должны быть снабжены ру- коятками, чтобы увели- чить плечо рычага и не пораниться. Обычно на- I Маленькие хитрости Зубцы всех напильников направлены от ручки и, таким образом, ре- жут при движении «от себя». Приподнимайте напильник или умень- шайте давление при возвратном движении, чтобы не замять зубцы и продлить напильнику жизнь. При опиливании прижимайте напильник указательным пальцем, как на рисунке. Важно, чтобы изделие было неподвижным. Вырежьте в финагеле выемки. Не занимайтесь опиливанием, разгу- ливая по мастерской. пильники просто наса- живаются на рукоять и удерживаются в ней силой трения, но суще- ствуют и рукояти с резьбой. Очищайте напильники специальной проволочной щеткой или тонкой латунной пластинкой В процессе очистки на латуни образуются зуб- чики, которые входят в канавки на- пильника. 165
Киянки Киянка - это похожий на молоток инструмент, сделанный из материала бо- лее мягкого, чем тот, с которым работает ювелир. Обычные материалы для киянок - сыромятная кожа, дерево, бумага и пластик. Различные формы Как и молотки, киянки бывают самых разных форм. Вот несколько ос- новных, но будьте готовы делать или модифицировать головки киянок в соответствии со специфическими задачами. Как насадить рукоятку Эти способы годятся также и для молотков. Рукоять запиливается на ко- нус, который плотно входит в отверстие киянки. Более широ- кая часть отверстия - сверху! По короткой оси сечения рукоя- ти сделайте пропил. Вколотите рукоятку на место и проверьте качество подгонки. Вставьте деревянный клин в прорезь, нанесите клей ПВА. Вбейте клин. Срежьте изли- шек Высокомолекулярные полимеры Эти недавно разработанные пластмассы прочны и не- дороги, что делает их превосходным материалом для киянок Их можно резать ленточ- ной пилой, сверлить стандартными < > сверлами для дерева и опиливать рашпилями. Можно обрабаты- вать вращающимся абразивным 1 кругом или лентой, но избегай- те перегрева пластмассы. Если киянку нужно утяже- лить, используйте свинцовую обертку или наполнители для головки. Рука и молоток - ремесла исток. Старая пословица 166
Молотки В металлообрабатывающих мастерских молотки бьются подобно Само слово молоток происходит qt слова «молотить»^ т<е. «бить», для металлообработки можно приобрести в магазине, но мйогйе мастера перетачивают бойки старых молотков сообразно своим надобностям. сердцам. Молотки Рихтовочный Основной Втулочный Для осадки Ювелирный С шаровидным бойком Для выколотки Чеканочный Литой или кованый? Преимущество литой головки молотка со- стоит в том, что ее легко можно перето- чить, придав другую форму. Кованые мо- лотки выдерживают большую нагрузку, поскольку в процессе их изготовления кри- сталлы стали уплотняются. Их изготавли- вают машинной ковкой на падающих мо- лотах, поэтому они и называются «молотки машинной ковки» Уход Боек молотка, контактирующий с изделием, должен быть без выбоин и ржавчины. Мно- гие мастера держат под рукой ткань, натер- тую крокусом, и каждый раз перед ковкой полируют боек молотка. Хорошо полирует муслиновый круг (желательно жесткий) с твердым абразивом (окись хрома, корунд и т.п.). Если молоток долго не используется, боек молотка можно защитить от коррозии вазелином, воском или машинным маслом. Рукоятки • Рукоятки должны быть прочными, но не громоздкими и не тяжелыми. Обычно их делают из волокнистой древесины, та- кой, как ясень или орех. Можно использо- вать любую плотную не свилеватую дре- весину. • У молотка на длинной рукоятке сила удара больше, если же рукоятка корот- кая, то удар проще конт- ролировать. Подходящей j । будет длина, дающая IA п удобное соотношение Йн силы и контроля. Зак- [г j u|j ругленный конец руко- W) Д яти удобнее, чем спрямленный. • Если поперечное сечение рукоятки не круглое, а овальное или граненое, захват будет более удобным и эффективным. Дос- тупны молотки с резиновым покрытием ру- кояти, но многие предпочитают ощущение гладкого необработанного дерева, которое приобретает со временем ни с чем не срав- нимую полировку от рук. • Европейская разновидность мо- лотка для чеканки будет более эф- фективной, если рукоятка пружи- нит. Для такой рукоятки хорошо подойдет древесина плодовых деревьев, например яблоня, по- скольку ее можно сделать доста- точно тонкой для гибкости, не ослабляя при этом прочность. Вот наковальня старая смеется, что много обломала молотков. Карл Сэндберг 167
Бормашина (инструмент с гибким валом) Этот универсальный инструмент стал стандартной принадлежностью вер- стака у большинства ювелиров. С ним легко работать и поддерживать в ра- бочем состоянии, он заслуживает всей той заботы, которую вы ему уделите. Моторы Взгляд в каталог может вскружить голову, но не отчаивайтесь. Выбор не так сложен, как может показаться. Принципиально моторы различаются по мощности и скорости вращения. Хотя существу- ет несколько типов с необычными характеристика- ми, большинство компаний поставляют моторы мощностью 1/15, 1/10 и 1/8 л.с. (т.е. примерно 50- 100 Вт). Легкие моторы имеют скорость 14000 об./ мин., более тяжелые - до 20000 об./мин. Если инст- румент используется в работе время от времени, вероятно лучший выбор - мотор с промежуточны- ми характеристиками. Крупное производство или учебные мастерские лучше оснастить более круп- ными моторами. К мотору присоединен элемент, давший название инструменту. Это бронзовая спи- раль, заключенная для поддержки в стальную пру- жину, покрытую в свою очередь чехлом из черной резины. Это наиболее изнашиваемая часть инстру- мента, если не обеспечить ее правильной смазки. Наконечники Эта часть предназначена для удержания фрез и других приспособлений, которые собстветственно и выполняют работу Выбор опять же велик. Наибо- лее популярный наконечник состоит из алюминие- вого цилиндра, заканчивающегося патроном Дже- кобса. Это известный всем трехкулачковый патрон, окруженный зубчатой муфтой. Он хорош своей универсальностью: зажимает любой инструмент в пределах максимального раскрытия кулачков. Уход за бормашиной Большинство гибких валов нуждаются в смазке каждые 100 часов работы. Используйте смазку, специально предназначенную для этой цели и покрывайте ею всю внутреннюю часть гибкого вала. Снимите наконечник, ослабьте винт, крепя- щий вал к мотору. Выньте собственно вал из его оболочки и покройте его смазкой. Некоторые на- конечники закрыты наглухо, но те, которые под- । даются разборке, нуждаются в нескольких каплях легкого масла для того, чтобы они не нагревались при работе и имели ровный ход. Нанесите масло во все отверстия, которые вам удастся обнаружить. С задней стороны мотора вы увидите большие винты, обычно пластмассовые. Под ними находятся четвертьдюймовые угольные стержени, прикреп- ленные к винтам. Эти детали называются «щет- ки». Они в конце концов изнашиваются и нужда- ются в замене. Купите новые щетки у поставщи- ка, вставьте их на место и завинтите винты. Эта особенность позволяет использовать зубочист- ки, ватные палочки и другие подобные импрови- зированные инструменты. Другой тип наконечника позволяет быстро менять фрезы, иногда без остановки двигателя. Это мо- жет оказаться важным при поточном производ- стве. Одни наконечники имеют более тонкий кор- пус, чем другие, некоторые снабжены пружинной скобой. Эти особенности относятся к удобству ра- боты и напрямую связаны с тем, сколько часов в день вы держите инструмент в руках. Ударный наконечник превращает вращение мотора в воз- вратно-поступательное. Его можно использовать при закрепке камней, текстурировании и выборке металла. Лучшие из подобных моделей позволяют варьировать амплитуду удара. Скорость изменяет- ся при помощи педального реостата. Педальный реостат Третий инструмент, который вы извлечете из ко- робки с бормашиной - педальный реостат, кото- рый управляет скоростью вращения. Обычно пе- даль вдавливает угольный стержень в муфту, кон- тролируя таким образом мощность бормашины. Такие педали наиболее дешевы и выходят из строя через пару лет эксплуатации. Сейчас есть электронные реостаты. Они обычно помещаются в более тяжелые корпуса, что дает им дополнитель- ное преимущество - они всегда на месте. Приспособления к бормашине Их можно купить или изготовить в мастерской. Имея некоторую изобретательность, вы можете изменить и улучшить изображенные здесь под ваши конкретные потребности. 168
Моторы Хотя многие технологии й металлообработке доиндустриальны по своей сути, бывают ситуации, в которых небольшой электродвигатель ускорит дело либо обеспечит получение лучшего результата. Моторы часто можно снять с нера- ботающего оборудования или модифицировать йод конкретную потребность. Опасайтесь поражения элект- рическим током. Поскольку электричество играет огромную роль в нашей повседневной жиз- ни, мы подвергаемся риску забыть о его потенциальной опасности. Работать с проводкой в вашей мастерской может быть допущен только лицензированный элект- рик. Дальнейшие рассуждения относятся только лишь к отдель- ным единицам оборудования и, конечно же, они должны быть от- ключены от сети, когда вы что-то в них меняете. Все электромоторы должны иметь шильдик с необходимой информацией, прикрепленный к наружной поверхности ко- жуха. Это шильдик информирует вас о скорости вращения (об./мин.), рабочем напряжении и типе используемого тока. Ток для домашнего потребления называется переменным (АС - англ.), и, вероятно именно такой ток вам требуется. Воз- можно вам также встретится и постоянный ток (DC - англ.), он поступает из гальванических батарей. Хотя возможно пе- ределать мотор под другой тип тока, цена такой переделки слишком высока. Весьма распространены однофазные двига- тели мощностью 0,25 л.с. и скоростью вращения 1725 об./мин. Они используются в большинстве стираль- шильдик ных машин, центрифуг, холодильников, домашних обогревателей. К счастью для нас именно такие двигатели подходят для использования в ювелирной мастерской. Установка мотора для полировки Чтобы быстро сменять полировальные круги, ис- пользуйте конический шпиндель с резьбой. Такие шпиндели можно купить в большинстве компа- ний, торгующих оборудованием, но вы должны указать диаметр вала мотора и направление вра- щения. Первая величина поддается прямому изме- рению. Чтобы узнать вторую характеристику, ненадолго включите мотор и заметьте направле- ние вращения. Полировальный круг должен вра- щаться по направлению книзу, так что это опре- делит расположение одношпиндельного мотора на столе. Если вы хотите, чтобы шпиндель находился с определенной стороны от мотора, возможна пе- ремена направления вращения вала. Как это сде- лать, описано ниже. Если вал двигателя выступа- ет с обеих сторон (двухшпиндельный мотор), это соображение в расчет не принимается. Просто купите один правосторонний и один левосторон- ний конический шпиндель. Укрепите конический шпиндель предназначенны- ми для этого установочными винтами и замерьте расстояние от оси вращения до столешницы. Убе- дитесь, что места для установки полировального круга достаточно; должно оставаться еще пять сантиметров свободного пространства под кругом. Возможно, придется поставить мотор на деревян- ный постамент, чтобы обеспечить необходимую высоту установки шпинделя. Снимите пластину сбоку кожуха мотора и вы уви- дите под ней пару винтовых контактов. Снимите пластиковую изоляцию примерно на 2-3 см с сило- вого кабеля и присоедините провода к этим кон- тактам. Если контактов три, одну жилу присоеди- ните к среднему контакту, а другую - к одному из оставшихся. Если направление вращения вас не устраивает, перекиньте боковой провод на другой контакт, не трогая центральный. Другой способ подключения, который я лично предпочитаю, включает в схему осветительный прибор. Тогда при запуске мотора загорается еще и лампа. Подключайтесь согласно приведенной схеме. Следующее усложнение (и очень полезное) - добавить розетку для вентилятора пылесборни- ка. Она также может быть присоединена к тому же выключателю, как показано на последнем ри- сунке. Когда сборка закончена, убедитесь, что оголенные провода нигде не соприкасаются друг с другом и закройте крышку. Теперь все должно быть в порядке, но из чистой осторожности перед включением мотора убедитесь, что вы не касае- тесь его руками и только потом щелкните выклю- чателем. Если при включении в окрестных домах погаснет свет - значит вы сваляли дурака. включатель и розетка СМОНТИРОВАНЫ в КВАДРАТНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ КОРОВКЕ, ВРОДЕ ЭТОЙ
Наковальни Немногие вещи более непосредственно ассоциируются у нас с ремеслом, чем наковальня. Это почитаемый во все времена символ ценности и прочности работы, сделанной в металле. Когда-то своя наковальня была на каждой ферме, и едва ли не в каждом городе был их поставщик, теперь же их становится все труднее найти. Бывшие в употреблении наковальни иногда попадаются у старьевщиков и на распродажах. Наковальня в хорошем состоянии обойдется вам примерно в доллар за фунт. Рабочую поверхность наковальни можно гладко зашлифо- вать в механической мастерской Попытки наварить новую поверхность или заполнить выбоины с помощью сварки обыч- но безуспешны или непозволительно дороги. При шлифовке поверхности остерегайтесь спилить слой закаленной стали, который обычно не превышает 1,5 см (на рисунке заштрихован). Хорошая наковальня получится из обрезков железнодорожно- го рельса, его можно подобрать на свалке или в металлоломе. Поверхность гладко отшлифуйте в механической мастерской или на ленточной шлифма- шине. Рог можно вырезать кислородно-ацетиленовой горелкой, но большой необходимости в нем нет. Вместо наковальни можно использовать и другие плоские стальные предметы. Хотя закаленная сталь лучше, это не так уж существенно. Важно, чтобы наковальня была тяжелой, гладкой и надежно установленной. Тогда она будет работать. Подставки под наковальню Ригели По-видимому, ригелей никогда не бывает слишком много. Самая распространенная разновидность - конические ри- гели, которые называются в соответствии с их предназна- чением: для кастов, для колец, для браслетов Сгодится любой твердый предмет подходящей формы. Вот некото- рые недорогие заменители общепринятых инструментов. Оправки и бородки (мех. мас- терская) Ходовая шпилька (авторемонт) Бракованные детали из мех. мастерской Ножка стола или стула (свалка) Части машин (свалка) Бейсбольная бита (местные спортсмены) Также, если при местном ремонтном или техническом учи- лище есть механическая мастерская, вполне возможно, что там вы сможете заказать ригели по своим чертежам Стойки Поскольку стойки обычно бывают нуж- ны для каких-то специальных работ, маловероятно, что вам случайно под- вернется, под руку стальной предмет нужной формы. Многие мастера выко- вывают себе стойки сами или делают деревянные модели для отливки в спе- циализированных мастерских. Оба спо- соба отнимают много времени и денег, но иногда без этого не обойтись. Во многих случаях можно использо- вать стойки из твердых пород дерева, например, клена. Они хороши тем, что не оставляют следов на изделии (см. стр. 65). Сейчас стойки начали делать из твердых пластмасс; предпочтитель- но использовать полимеры с очень вы- сокой степенью полимеризации. Много возможностей дают термопласты, ко- торым можно придать любую форму в разогретом состоянии. 170
Изложницы Изложницы дают мастеру возможность делать в случае необходимости из обрезков металла листы и проволоку, а также сплавы нужного состава. Литые массивные изложницы, как эта, можно купить, но можно изготовить изложницу из лис- товой стали и стального прутка квадратного сечения, как по- казано на рисунке: Собранную изложницу зажмите небольшими С-об- разными струбцинами, или пружинными зажимами. Обратите внимание на каналы для оттока воздуха. 1. Смажьте изложницу изнутри вазелином, маслом, или закоптите. 2. Нагрейте изложницу, пока смазка (если это масло) не начнет дымиться. Изложницу можно установить в лоток с песком или в пустую чугунную сковороду. 3. Нагрейте металл в плавильном тигле, пару раз добавляя флюс 4. Влейте металл сквозь пламя горелки од- ной непрерывной струей. Вынимайте сли- ток и охлаждайте в воде только после ис- чезновения красного свечения металла. Формовочные массы • Затворите формовочную массу водой, удалите пузырьки и вылейте в пустой пакет из-под молока. Когда блок затвердеет, оборвите картон и вырежьте нужные вам формы. • Чтобы отлить из формовочной массы пластину для второй детали изложницы, уложите на лист стекла деревянные брус- ки. Плотно подгоните обе части при помощи шлифовки. • Перед первой отливкой обе части изложницы необходимо нагреть в муфеле до температуры около 538° С (1000° F). Не- посредственно перед отливкой слегка зажмите собранную из- ложницу в струбцинах, поместите в лоток с песком и, прежде чем лить, нагрейте. Смазка не нужна. Такая изложница хруп- ка, но ее хватит не на один раз Если вам нужен короткий кусок толстой проволоки, вы можете сделать импровизи- рованную изложницу, просверлив в уголь- ном блоке отверстие нужного размера. Вос- пользуйтесь тиглем, или вырежьте углубле- ние для плавки в блоке и, чтобы отлить металл, просто наклоните его. По описанному выше принципу изложницу можно сделать из огнеупорного кирпича. Поверхность слитка будет негладкой, но неровности исчезнут при последующей про- катке, ковке или волочении. । 171
Простой верстак ювелира Те, кто имеет хоть какие-нибудь навыки работы с деревом, могут, руковод- ствуясь приведенными ниже чертежами, сделать себе для начала простой верстак из стандартных пиломатериалов. ЦЕНА: 50-60$ МАТЕРИАЛЫ: 1. 1 лист - фанера 3/4 дюйма с односторонним покрытием, 4x4 фута. 2. 1 лист - упрочненный мазонит 1/4 дюйма, 4x8 футов. 3. 2 бруска - 2x4 дюйма, 8 футов. 4. брус 1x3 дюйма, разной длины всего - 41 фут. 5. брус 1x2 дюйма, разной длины, всего - 18 футов. 6. доска 1x6 дюймов, разной длины, всего - 6 футов. 7. 4 фунта гвоздей для штукатурки, 1,5 дюйма. 8. 4 шт. Зх дюймовых шурупа для дерева с по- тайной головкой. Этот верстак разрабо- тан в расчете на стандар- тные пиломатериалы и при- менение простейших инстру- ментов. Если доступно профессиональное оборудование для обработки дерева, можно самостоятель- но изменить чертежи, имея в виду более высокосортную древесину, более слож- ные стыковочные узлы или возмож- ность сборки-разборки для облегчения возможной транспортировки верстака. Мазонит Верх 48 х 24 м Размеры, представлен- ные здесь, даны в целых числах, толщина полот- на пилы не учтена. Для циркулярной пилы это обычно 1/8 дюйма, эту величину необходимо учесть в разметке ва- ших заготовок. Высота стола зависит от вашего собственного роста и высоты стула, на кото- ром вы будете сидеть. Обычно это 36 дюймов. Стенка для ящиков 24x17 Фанера Верх 48x24 Стенка отделе- ния для ящи- ков 24 х 17 pa дао % ' ...iiiiiiit:.. ч>адашг стенка • 48x12 " 18 X 12* Ых 11 Р I ДО'хМжажяое |" * Стенка отделения для ящиков * * Дно отделения для ящиков 172
Простой верстак ювелира 1. Вырежьте детали. Приведенные размеры не учитывают ширину пропила. Если используется циркулярная пила, продумайте заранее и уточните ширину пропила 2. Столешница склеивается из деталей А и А', Используйте клей для дерева и плотно сожмите или нагрузите детали до высыхания клея. Если нужен полукруглый вырез, выпилите его после высыхания клея ленточной пилой. 3. Соберите попарно ножки стола Проверьте перпендикулярность деталей угольником. 4. Соберите левую часть от- деления для выдвижных ящиков. Размеры должны быть теми же, что на сборке правой пары ножек. Заштрихованные рейки имеют сечение 1x3 дюйма, остальные - 1x2 дюйма. Сборка 5. Поставьте ножки стола верти- кально и соедините их брусками 1x3 дюйма длиной 48 дюймов, от- ступив 20 дюймов от верха. ПЕРЕМЫЧКА 48 ДЮЙМОВ Выдвижные ящики Нижний ящик изготавливает- ся из планок 1x6 дюйма, а три верхних - из планок сечением 1x2 дюйма. 6. Установите на место столешницу и закрепите ее 3х дюймовыми шурупами. Утопите их заподлицо с поверх- ностью Установите мазонитовую заднюю стенку (F), она должна примерно на 1/2 своей ширины (6”) выступать Ящик для сбора опилок с зад- ней и боковых сторон ограни- чен планками 1x3 дюйма, а с фронтальной - планкой 1x2 дюйма. 7. Левая сторона отделения для выдвижных ящиков закрепляется на месте при помощи планки, которая прикрепляется к столешнице снизу, и мазонитовой панели (Н), которая свя- зывает нижние обрезы фанерных стенок отде- ления для ящиков Все детали склеиваются и скрепляются гвоздями. 173
Верстак из твердой древесины Чертежи на этих двух страницах представляют профессиональный верстак, который немного дороже и сложнее, чем предыдущий. Если вы или ваш хо- роший знакомый имеете навыки работы С деревом, этобудетотличное рабо- чее место. Этот верстак изготовляется из клена или подобной ему твердой древесины. Его изготовление потребует столярных навыков и наличия циркулярной пилы. Размеры даны для типового верстака, но их можно менять под ваши потребности. Преимущество данно- го верстака в том, что его легко разобрать для пере- возки, после чего он легко помещается в багажник автомобиля. Я могу сложить все мое оборудование в большой центральный ящик и получить укомплекто- ванный (хотя и тяжелый) чемодан, который могу собрать вновь примерно за 5 минут. Инструменты (Все размеры даны в дюймах) ДЕРЕВЯННЫЕ ДЕТАЛИ ШТ Столешница 1 11/2 х36х16 Ножки 4 11/2 хЗхЗб Короткие перемычки 4 11/2x3x111/2 Длинные перемычки Большой ящик 2 11/2 хЗхЗб ПРОЧИЕ ДЕТАЛИ Стороны 2 3/4x6x16 шт. Задняя стенка 1 3/4x6x311/2 Дно ящика 2 1/4x313/4x15 Передняя стенка 1 3/4x6x34 (мазонит или фанера) Перегородка ящика 1 11/2x3x141/2 Ящик для опилок Боковые направляющие 2 1/2x3x141/2 Стороны 2 3/4x3x16 Болты 4 3/8x3 Задняя стенка 1 3/4x6x311/2 Мебельные болты 5 3/8x4 Передняя стенка 1 3/4x6x34 Салазки для ящиков 2 пары 15" 174
Верстак из твердой древесины 1. Дерево сначала склеивают, набирают необходимую толщину и распилива- ют на заготовки нужного размера. Столешницу можно склеить из кусков или выпилить из столешницы для раздельщиков мяса. Ее можно приобрести. © отверстия 3/3 ДЮЙМА 2. Две самостоятельных единицы - по паре боковых ножек - соединены в шип и проклеены. Особое внимание следует уделять перпендикулярности элементов. Перед сборкой в верхних перекладинах просверлите по 2 отвер- стия 3/8 дюйма. Они понадобятся для крепления столешницы. 3. После высыхания клея в ножках выбираются гнезда На длинных перемычках делаются соответствующие шипы с обеих сторон, в перемычках на концах просвер- ливаются отверстия в 1,5 или 2 дюйма (см. рис.). 4. Перемычки (без клея!) вставляются в гнезда ножек и шипы "°АЮЙнл^ В , просверливают сверлом диаметром 3/8 дюйма так, чтобы попасть в середину отверстий на концах перемычек. В дальнейшем сюда будут пропущены болты, удерживающие пары ножек вместе 5. Столешницу устанавливают на место и крепят мебельными болтами, которые пропускают сквозь короткие верхние перемычки и ввинчивают в столешницу снизу. 6. Ящики собираются в паз на передней панели и внахлест у задней стенки. Ящик для сбора опилок имеет переднюю стенку более низкую, чем заднюю и соответственно клиновидные боковые стенки, но в осталь- ном ящики идентичны. Дно вставляется в четвертьдюймовый паз, выре- занный специально для этой цели. Детали ящиков крепятся на клею и дополнительно прошиваются небольшими отделочными гвоздями. 7. Установите салазки для ящиков согласно инструк- ции, которая прилагается к ним при покупке. Важно, чтобы большой ящик опирался на салазки, рассчитан- ные по меньшей мере на 30 фунтов, а для нижнего ящика можно использовать и более легкие салазки. 8. Что можно улучшить: Большой ящик можно разделить, установив посере- дине перегородку. Для этого подойдет лишний кусок такого же материала, из которого изготовлены нож- ки. Вырежьте язычок, как на рисунке. Если на боко- вые стенки изнутри прибить тонкие рейки, вы полу- чите направляющие, по которым могут скользить два небольших плоских ящика. Изготовьте их из подходящего материала такого размера, чтобы они входили по ширине, а по глубине занимали пример- но половину большого ящика. Для легкого скольже- ния натрите их нижнюю поверхность парафином. |аднайМг.->11и В столешнице можно выбрать углубление под стальную пластину 6x6x174 дюйма, которую следует просверлить по углам под шурупы с потайной головкой. Прежде, чем крепить эту пластину, выберите небольшой участок под хвостовик финагеля. Просверлите отверстие и вставьте Т-образную гайку под барашковый винт. Это усовершен- ствование обеспечит вас плоской поверхностью и местом для охлаждения горячих деталей в центре стола и надеж- ным финагелем, который находится на одном уровне с 9. Вручную обстругайте все острые углы, зашкурьте и нанесите масляное или лаковое покрытие, чтобы защитить древесину 175
Закалка стали Умение закалять и отпускать сталь позволяет ювелиру создавать или моди- фицировать инструменты применительно к каждой операции. Этот навык дает мастеру большую уверенность в своих силах. Дополнительная инфор- мация - на стр. 18. 1. Инструментальная сталь поступает в прода- жу в отожженном состоянии, но если вы обра- батываете инструмент, бывший в употребле- нии, то первое, что нужно сделать - отжечь его. Нагрейте его до ярко-красного свечения и ох- ладите как можно медленнее. Засыпьте горячую сталь песком или золой, чтобы она остывала медленно. Можно нагреть сталь в муфельной печи и дать ей остыть, не вынимая. 2. Придайте инструменту форму ковкой, обта- чиванием и опиливанием. Ковать следует пока металл раскален докрасна. Не ударяйте по металлу, если красный цвет исчез, иначе сталь может растрескаться. При изготовлении таких инструментов, как штампы, проверяйте оттиск с помощью глины. 3. Для того, чтобы закалить инструмент, его нагревают до красно-оранжевого свечения и немедленно охлаждают в масле или в рассоле. Маленькие инструменты можно держать пин- цетом. Крупные изделия можно положить на кирпич и нагреть в горне или в печи. У штам- пов обычно закаливают только рабочий конец на 3-5 см. Цель здесь состоит в том, чтобы пре- вратить перлит в мартенсит. Для контроля температуры можно использовать магнит, поскольку мартенсит к нему не притягивает- ся. Когда будет достигнута нужная температу- ра, магнит не притянет инструмент. 4. Для проверки твердости проведите по инст- рументу напильником. Напильник не должен цепляться за металл, звук при этом должен быть стеклянный. 5. Мелкозернистой наждачной бумагой сни- мите серый слой оксидов. Это позволит вам лучше различать цвета на следующей стадии. 6. Уменьшение хрупкости достигается посред- ством отпуска. Это можно делать горелкой, или для мелких инструментов - на нагретой поверхности (электроплитка и т.д.). Нагревай- те медленно, так, чтобы тепло распространя- лось от более массивных частей к более тон- ким. Чем выше температура (и дольше нагре- вание), тем более мягкой и гибкой будет сталь. Как определить тип стали Низкоуглеродистая сталь содержит 0,15-0,3% углерода. Этого Инструменты количества недостаточно для закалки. Что- бы проверить образец неизвестного метал- ла, поднесите его к точильному кругу. Ин- струментальная сталь отбрасывает яркие белые искры, похожие не звезды. Низко- углеродистая сталь дает тусклые круг- лые искры оранжевого цвета. Низкоугле- Среднеугле- Высокоугле- Цвета отпуска родистая родистая родистая °C °F Цвет Свойства Применение 200-225 400-445 Бледно-желтый Твердая, низкая гибкость Сверла 225-265 445-490 Желтый Твердая, менее хрупкая Штампы 265-300 490-535 Золотисто-желтый Твердая, гибкость увеличивается Стамеска, зубило, долото, резец, чекан 300-325 535-580 Коричнево-фиолетовыи Держит заточку, но гибкая Толстые лезвия ножей : 325-350 580-650 Фиолетовый Средней твердости, гибкая Тонкие лезвия ножей 350-500 650-900 Синий Не твердая Пружины. 176
thfVT’Wrlr йг<СГ1»1- its* Приложения Техника безопасности Таблица сплавов Делитель окружности 178-180 181 182 История обработки металлов 183 Фотографирование ювелирных изделий 184 Формулы перевода единиц мер и весов 185 Соотношения температурных шкал 186 Соотношение весов, соотношение размеров 187 Фазовая диаграмма серебро-медь 188 Размеры камней, размеры пилок для лобзика 189 Вес листового металла, вес проволоки 190 Геометрические формулы 191 Организации и периодические издания 192 Рекомендуемая литература 193 Поставщики 194, 195 Глоссарий 196-198
Общая техника безопасности Работа с металлами вовсе не является ремеслом-убийцей. Внимание, которое уделяется в этой книге соображениям безопасности, не должно отвратить вас от занятия этим древним и интересным делом. Как мастера, все мы знаем: Что должно быть сделано, должно быть сделано хорошо. Нам также необхо- димо помнить: что должно быть сделано, должно быть сделано безопасно. Для того, чтобы отметить опасные операции, й этой ИР fix'' книге используется особый знак. Его значение вполне понятно; вам остается заметить предупреждение и принять меры защиты. Вентиляция Слово «вентиляция» в этой книге означа- ет принудительное движение воздуха. Приятно распахнуть окно в солнечный день, но вентиляцию оно не заменит. Насколько мощная вентиляция вам потребуется, зависит от размеров вашей мастерской, а также от того, какие газы и в каком объеме будут выделяться во время работы. Для небольшой мастерс- кой, возможно, вполне годится кухонный вентиляционный колпак. Его можно при- обрести в комиссионной торговле или в компаниях, торгующих кухонными гар- нитурами: там часто есть бывшие в упот- реблении или поцарапанные колпаки по сниженным ценам. Намного лучший вид - вентиляцион- ная вытяжная система, расположенная на уровне верстака. Она удаляет испаре- ния и газы прежде, чем они достигнут лица работающего. Приложения Здравый смысл Это ваша лучшая защита. Даже вполне безобидные операции могут стать опас- ными, если выполнять их как попало. Запомните, что несчастные случаи не происходят только «с кем-нибудь другим». Если вы не уверены в инструменте - по- просите помощи. Если вы чувствуете не- домогание или головокружение - прекра- тите работу. Если недомогание не прохо- дит, обратитесь к врачу. Респираторы Респираторы фильтруют воздух перед тем, как он попадет в ваши дыхательные пути. Они считаются менее эффективными, чем активная вентиляция, поскольку не всегда удобны. Стоящий респиратор должен иметь фильтр для химического удале- ____ ния загрязнений. Цены j от 20-30 долларов США. 1. На фильтре должно стоять клеймо о годное- ти и сроке хранения. 2. Выбирайте фильтр именно для того токсич- ного вещества, с которым собираетесь рабо- тать. 3. Маска должна быть удобной и плотно при- легающей. 4. Вовремя меняйте фильтры. Фильтр него- ден, если в маске ощущается запах. Или воз- дух с трудом проходит сквозь него. 5. Если у вас хронические респираторные заболевания или вам тяжело дышать в рес- пираторе, проконсультируйтесь с врачом. Несмотря на то, что сведения из этой книги применимы к любым объемам работы, не забывайте, что она написана преимуще- ственно для ювелиров Она не рассчитана на то, чтобы быть руководством для больших мастерских или промышленных предприя- тий, где скорее всего существуют совершен- но особые правила техники безопасности, о которых можно осведомиться в соответству- ющих структурах. 178
Техника безопасности Вещество Возд< ействие на организм Меры предосторожности Аммиак Раздражает глаза и дыхательные пути. Опасны растворы высокой концентрации. Пользуйтесь раствором, разбавлен- ным мыльной водой. Асбест Не выводится из организма. Канце- роген, эффект которого проявляется через 20-30 лет. Откажитесь от него. Откажитесь от него. Откажитесь от него. Откажитесь от него Пользуйтесь заменителем. Ацетилен В небольших дозах - наркотическое действие вследствие интоксикации Большие дозы вызывают удушье. Будьте осторожны. Регулярно прове- ряйте оборудование на герметич- ность. Ремонт оборудования - толь- ко у специалистов. Ацетон Головная боль, сонливость, раздра- жение кожи. Один из наименее ток- сичных растворителей. Вентиляция Бензол Интоксикация, кома, остановка Используйте другой растворитель. растворитель для пластмасс дыхания. Откажитесь от него! Кадмий Повреждает мозг, нервную систему, Если возможно, откажитесь от него; компонент припоя легкие, почки. используйте мощную вентиляцию Кетоны Раздражают кожу, глаза, дыхатель- Вентиляция. Надевайте перчатки и Ацетон, растворители лаков и т.д. ные пути. Могут вызывать рас- стройство периферической нервной системы. соответствующий респиратор. Платина Сам металл безвреден, но его пары при плавлении могут вызвать раз- дражение кожи и легких. Вентиляция Полиэфирные смолы Раздражают кожу. Некоторые выде- ляют токсичные газы при смешива- нии с отвердителем. Некоторые взрывоопасны. Вентилируйте помещение, работай- те в перчатках. Храните согласно инструкции. Ртуть Повреждает мозг, нервную систему и почки. Избегайте вдыхания паров и кон- такта с кожей Вентилируйте поме- щение. Работайте в перчатках. Свинец Разрушает мозг, центральную не- рвную систему, красные кровяные тельца, костный мозг, печень, поч- ки. Пары особенно опасны. Если возможно, откажитесь от него. Используйте хорошую вентиляцию. Сведите к минимуму контакт с ко- жей; мойте руки, если прикасались к свинцу. Серная печень Нагретая до разложения, выделяет Не доводите смесь до кипения. Все (Сульфид калия) газообразные оксиды серы, которые реагируют с влагой воздуха, с обра- зованием сероводорода. В высоких концентрациях вызывает поврежде- ние мозга и удушье. оттенки патины могут быть получе- ны в теплом, а не горячем растворе. 179
Техника безопасности Вещество Воздействие на организм Меры предосторожности Серная кислота и Спарекс (бисульфат натрия) Раздражает кожу и дыхательные пути Разъедает одежду. Вентиляция. Храните в закрытой посуде Не готовьте растворы боль- шей, чем необходимо, концентра- ции. Нейтрализуйте водным раство- ром питьевой соды (бикарбоната натрия). Скипидар Раздражает кожу. Возможно по- вреждение мозга и легких. Вентиляция. Работайте в перчатках. Смола Горячая смола раздражает кожу. Работайте в перчатках, не нагре- вайте до кипения. Соединения меди Оксиды могут раздражать легкие, пищеварительный тракт, глаза и кожу. Пользуйтесь вентиляцией, когда нагреваете медь При обработке больших количеств (чеканка и т.д.) носите перчатки. Соединения серебра Хлорид серебра Нитрат серебра Испарения и пыль, абсорбирован- ные кожей, могут вызвать расстрой- ство, называемое аргирией. Попада- ние пыли в глаза ведет к слепоте. Работайте в защитных очках, пер- чатках и респираторе. Соединения цинка Пыль и пары повреждают централь- ную нервную систему, кожу, легкие. Вентиляция. Работайте в респира- торе. Теллур Пары могут образовываться при рафинировании золота, серебра, меди и при сварке. Раздражает кожу и желудочно-кишечный тракт. Вентиляция Первый признак от- равления - «чесночное дыхание» и металлический привкус во рту. Толуол Заменитель бензола Вызывает отравление, галлюцина- ции, повреждает легкие, мозг, крас- ные кровяные тельца. Откажитесь от него, если возможно. Хорошо вентилируйте помещение. 1 Царская водка 1 часть азотной кислоты 3 части хлорной кислоты Самая едкая из всех кислот Смешивайте осторожно, используй- те мощную вентиляцию. Храните в неплотно зарытой стеклянной таре. Не храните в тесном помещении. Не выбрасывайте, а возвращайте по- ставщику. £ Фториды Компонент флюсов Попадая в легкие, могут образовы- вать в них плавиковую кислоту. Вентиляция. Избегайте вдыхания паров. 180 Цианиды Используются в гальванических ваннах Ядовиты при вдыхании или попада- нии на кожу. Хорошо вентилируйте помещение, носите защитную одежду.
Сплавы Условное обозначение Au !Ag Си Zn Другие : Температура плавления °C °F Удельный вес А1 Алюминий 100 А1 660_ 1220 2,7 Sb Сурьма 100 Sb 63] П68 6,6 Bi Висмут 100 Bi _ 271 520 9,8 260 Латунь гильзовая 70 30 954 1749 8,5 226 Ювелирная бронза 88 12 1030 1886 8,7 220 Красная бронза 90 10 1044 1910 8,8 511 Бронза 96 _ 4Sn 1060 1945 8,8 Cd Кадмий 100 Cd 321 610 8,7 Cr Хром 100 Cr 1890 3434 6,9 Си Медь 100 1083 1981 8,9 Au Золото (чистое) 100 1063 1981 19,3 920 22К желтое 92 4 4 977 1790 17,3 900 22К монетное 90 10 940 1724 17,2 750 18К желтое 75 15 10 882 _162£ 15,5 750 18К желтое 75 12,5 12,5 904 1660 15,5 750 18К зеленое 75 25 966 1770 15,6 750 18К розовое 75 5 20 932 1710 15,5 750 18К белое 75 25 Pd 904 1660 15,7 580 14К желтое 58 25 17 802 1476 13,4 ~ 580 14К зеленое 58 35 < 7 835 1535 13,6 580 14К розовое 58 10 _32_ 827 1520 13,4 580 14К белое 58 42 Pd 927 1700 13,7 420 ЮК желтое 42 12 41 5 786 1447 11,6 420 ЮК желтое 42 7 48 3 876 1609 11,6 420 ЮК зеленое 42 58 804 1480 11,7 420 ЮК розовое 42 10 48 810 1490 11,6 420 ЮК белое 42 58 Pd 927 1760 11,8 Fe Железо 100 Fe _1535_ 2793 7,9 __ Pb _ Свинец 100 Pb 327 621 11,3 Mg Магний 100 Mg 651 1204 1,7 Монель-металл 33 60 Ni, 7 Fe 1360 2480 8,9 Ni Никель 100 Ni _ 1455 2651 8,8 752 _ . Монетный никелевый сплав 65 17 18 Ni 1110 2030 8,8 ~ Pd Палладий 1 100 Pd 1549 2820 12,2 Старое посудное олово 1 80 Pb, 20 Sn 304 580 9,5 Pt Платина _100Pt 1774 _ 3225 21,4 Ag Серебро 100 961 1762 10,6 925 Стерлинговое серебро 92,5 7,5 920 1640 10,4 800 _ Монетное серебро 80 20 890 1634 10,3 Мягкая сталь 99 Fe, 1 C 1511 2750 7,9 Нержавеющая сталь 91 Fe, 9 Cr 1371 2500 7,8 Sn Олово 100 Sn 232 450 7.3 Г__ Ti Титан 100 Ti 1800 3272 4,5 Zn Цинк 100 1 419 786 7,1 181
Делитель окружности Делитель Чтобы разделить окружность на нужное число частей, соедини- те все помеченные этим чис- лом точки. Например, чтобы поделить сосуд на 5 сегментов, совмести- те его центр с цент- ром шаблона и на- *5 несите метки по каждой линии с номером 5. * е Шаблон можно увеличить на ксероксе. Деление окружности на несколько равных частей. d П риложения 2. Начертите дугу с центром в точке А и радиусом АВ. Начертите еще одну дугу с тем же радиусом и с центром в точке В. 3. С помощью линейки разделите АВ на требуемое количество частей, (в нашем случае пять). 4. Проведите прямую из точки С через второе деление (вне зависимости от количества частей). 5. С помощью циркуля отметьте на всей окружно- сти ряд точек равноотстоящих на расстоянии AD. Развертка конуса 1. Начертите вид конуса сбоку, в точности соблюдая нужные вам размеры. 2. Если конус усеченный (заштрихован), продолжите линии до пересечения в точке О. 3. Опишите циркулем дугу с центром в точке О и ради- усом ОВ. 4. Умножьте расстояние АВ на число п (3,14) Чтобы получить точку С, отложите это расстояние на дуге с помощью проволоки и нити. 5. Соедините точки О и С. Заштрихованная фигура и будет раз- верткой. 182
* в сжатой форме Викторианская эпоха. История обработки металла Впервые выплавлена бронза. 2500 20004 Египтяне разработали метод литья по выплавляемым моделям. Первое железное изделие. 1500 Сокровища фараона Тутанхамона. Этруски научились делать зернь. 1000 500 В Греции изобрели кузнечный горн. 500 Железо выплавляют в Европе и на Ближнем Востоке. В Риме ограничивают собственность на золото. Начало организации системы гильдий. Это значит, что мастер больше не аноним. Кельты в Ирландии Я делают выдающиеся изделия с зернью. 1000 1600 1700 Промышленная революция. 1800 Первые записи об обработке железа в Англии. / Ренессанс. Ювелирное дело - часть у/ классического образования. Солонка Челини. ' н.э С 183
Фотографирование ювелирных изделий Фотография - сочетание искусства и науки. Чтобы описать весь процесс подробно, понадобилось бы намного больше места, чем можно уделить здесь. Экспериментирование и помощь профессионала послужат дополнение^ к этим основным советам. При фотосъемке небольших блестящих объек- тов возникают две проблемы. Поскольку каме- ра расположена близко к объекту, очень важна глубина резкости. Чтобы и передний, и задний план были в фокусе, необходима небольшая диафрагма, например 16. Чтобы при столь ма- лой диафрагме на пленку попало достаточно света, требуется длительная выдержка. По- скольку при ручной съемке невозможно долго держать камеру неподвижной, необходим шта- тив. Пользуйтесь спусковым тросиком - это снизит риск толчков. Изделие можно снимать при дневном освещении (при наличии подходя- щей пленки), но можно добиться большей досто- верности, используя лампы. Они должны соот- ветствовать пленке, которой вы пользуетесь, и, как правило, снабжены алюминиевыми реф- лекторами. Чтобы лучше осветить работу и убрать тени, свет надо направлять с обеих сто- рон, а иногда еще и сверху и снизу. Чтобы избе- жать ярких бликов, свет должен быть рассеян- ным и/или отраженным. Последовательность действий 1. Установите объект , выберите наиболее выгодный угол и об- рамление. 2. Используйте удлинительные кольца или насадочные линзы для обеспечения возможности фокусировки. 3. Включите лампы. Откорректируйте тени и блики. 4. Поищите отражения. Разберитесь, от чего они и как от них избавиться. 5. Поместите в кадр стандартный серый фон (продается в фото- магазине) и прочтите показания экспонометра, будь это самосто- ятельный прибор, или встроенный в вашу камеру. Максимально закройте диафрагму и соответственно ей установите выдержку. 6. Еще раз проверьте изображение на матовом стекле. Если оно вас устроило, экспонируйте пленку. Отражения Очень блестящие предметы трудно фотографировать, поскольку в них, как в зеркале, отражается все ок- ружающее. Чтобы справиться с этой проблемой, поместите предмет в белое окружение. Чтобы убрать отражение камеры и фотографа, используйте лист белой бумаги или стием для картона с вырезан- ным отвер- объектива. Небольшой кусочек картона можно держать в руке, чтобы «ловить» отражения. б При фотографировании объекта важно передать его относитель- ные размеры. В редких случаях рядом можно поместить для срав- нения какой-либо обычный предмет, например монету, но это отвлекает внимание. Вместо этого для создания чувства масшта- ба лучше выбрать правильное соотношение между объектом и площадью всего снимка. Материал для фона Легко забыть, что фотография с близкого расстояния подобна увели- чительному стеклу. То, что кажется хорошим материалом невооружен- ному глазу, превращается при уве- личении в джунгли из волокон и трещин. Хороший фон получится из недорогой цветной бумаги Особен- но богато выглядит тонированная бумага, которая продается в мага- зинах художественных товаров. 184
Формулы перевода единиц мер и весов Для перевода величины^ измеренной в одних единицах, в другие единицы измерения, число известных вам единиц умножьте на величину из правой колонки, стоящую рядом с той единицей измерения в которой вы хотите по- лучить результат. Например, если вы хотите узнать, сколько Гранов содер- жится в трех"каратах, поступайте так: ЗхЗ^О8ё5»9-2Й95, Караты в граны х 3,0865 Пеннивейты в граны х 24 в граммы х0,2 в граммы х 1,5551 в миллиграммы х 200 в унции авердюпойз х 0,05486 Граны в караты х 0,324 Фунты авердюпойз в граммы х 0,0648 в граны х 7000 в миллиграммы х 64,799 в граммы х 453,59 в унции, авердюпойз х 0,002286 в килограммы х 0,4536 в унции, тройские х 0,00208 в унции, тройские х 14,5833 в пеннивейты х 0,04167 Фунты, тройские Граммы в караты х5 в граммы х 373,242 в граны х 15,4324 в килограммы х 0,3732 в унции, авердюпойз х 0,03527 в унции авердюпойз х 13,165 в унции, тройские х 0,03215 в фунты авердюпойз х 0,82286 в пеннивейты х 0,64301 Футы в сантиметры х 30,48 Килограммы в унции, авердюпойз х 35,274 в метры х 0,3048 в унции, тройские х 32,1507 Метры в футы х 3,2808 в пеннивейты х 643,015 в дюймы х 29,37 в фунты авердюпойз х 2,2046 в ярды х 1,0936 в фунты тройские х 2,6792 Миллиметры Унции авердюпойз в футы х 0,00328 в граны х 437,5 в дюймы х 0,03937 в граммы х 28,3495 Дюймы в сантиметры х 2,54 в унции, тройские х 0,9116 в метры х 0,0254 в пеннивейты х 18,2291 в миллиметры х 25,4 в фунты, тройские 0,07595 Кубические сантиметры Унции тройские в кубические дюймы х 0,061 в граны х480 в жидкие унции США х 0,0338 в граммы х 31,1035 Кубические дюймы в унции, авердюпойз х 1,0971 в куб. сантиметры х 16,387 в пеннивейты х20 в литры х 0,01639 в фунты авердюпойз х 0,06857 в жидкие унции США х 0,554 Унции, жидкие США Галлоны США в куб. см. х 29,5737 в литры х 3,785 в куб. дюймы х 1,80469 в куб. дюймы х 231 в литры х 0,02957 в куб. футы х 0,1337 | Литры в галлоны США х 0,2642 1 в кварты США х 1,0567 Для любой проблемы всегда есть легкое решение - удобное, правдоподобное и ошибочное. Х.Л. Менкен 185
Соотношение температурных шкал Чтобы перевести температуру по шкале Цель- сия в температуру по шкале Фаренгейта • Умножьте t °C на 9 • Разделите на 5 • Прибавьте 32 Чтобы перевести температуру по шкале Фа- ренгейта в температуру по шкале Цельсия • Вычтите из t °F 32 • Умножьте на 5 • Разделите на 9 °с °: Прилежен ш: 0 32 : 50 122 75 167 100 212 ! 125 257 150 302 175 347 200 392 225 437 250 482 275 527 300 572 325 617 350 662 375 707 400 752 425 797 450 842 475 887 500 932 525 977 550 1022 575 1067 600 1112 625 1157 °C ор 650 1202 675 1247 700 1292 725 1337 750 1382 775 1427 800 1472 825 1517 850 1562 875 1607 900 1652 925 1697 950 1742 975 1787 1000 1832 1025 1877 1050 1922 1075 1967 1100 2012 1125 2057 1150 2102 1175 2147 1200 2192 1225 2237 1250 2282 °C ор 32 0 100 38 150 66 200 93 250 121 300 149 350 177 400 204 450 232 500 260 550 288 600 316 650 343 700 371 750 399 800 427 850 454 900 482 950 510 1000 538 1050 566 1100 593 1150 621 1200 649 1250 677 °C ор 1300 704 1350 732 1400 788 1450 788 1500 816 1550 843 1600 871 1650 899 1700 927 1750 954 1800 982 1850 1010 1900 1038 1950 1066 2000 1093 2050 1121 2100 1149 2150 1177 2200 1204 2250 1232 2300 1260 । 2350 1288 2400 1316 2450 1343 2500 1371 Относительные характеристики наиболее распространенных металлов Электропроводность Теплопроводность Ковкость 1. серебро 1. серебро 1. золото 2. медь 2. медь 2. серебро 3. золото 3. золото 3. алюминий 4. алюминий 4. алюминий 4. медь 5. цинк 5. никель 5. олово 6. никель 6. железо и платина 6. платина 7. железо 7. олово 7. свинец 8. платина 8. свинец 8. цинк 9. олово 9. цинк 9. железо Способность протяги- ваться в проволоку 1. золото 2. серебро 3. платина 4. железо 5. медь 6. алюминий 7. никель 8. цинк 9. олово 186
Переводные таблицы размеров и весов B&S ММ ДЮЙМЫ номер сверла Чтобы рассчитать, каков будет вес изделия, выполненно- го из другого сплава, умножьте его вес на приведенный в таблице множитель. Например, кольцо из стерлингового серебра весит 9,33 г. Сколько оно будет весить, если сде- лать точно такое же из 18К золота? десят. . дробь / / прост, дробь 0 8,5 0,325 21/64 9,33x1,48=13,81 1 7,35 0,289 9/32 2 6,54 0,258 1/4 Искомое Известное Множи- 3 5,83 0,229 7/32 1 тель 4 5,19 0,204 13/64 6 5 4,62 0,182 3/16 15 18К 18К белое золото 1,064 6 4,11 0,162 5/32 20 желтое золото платина 0,723 7 3,67 0,144 9/64 27 латунь стерлинг, серебро 1,885 1,480 8 3,26 0,129 1/8 30 10 2,59 0,102 38 14К 18К белое золото 0,842 11 2,30 0,090 3/32 43 желтое золото 14К белое золото 1,035 12 2,05 0,80 5/64 46 платина 0,609 13 1,83 0,72 50 латунь 1,589 14 1,63 0,064 1/16 51 стерлинг, серебро 1,248 15 1,45 0,057 52 16 1,29 0,050 54 10К 18К желтое золото 0,745 3/64 55 желтое золото 14К белое золото 0,884 17 1,15 0,045 платина 0,539 18 1,02 0,040 56 латунь 1,406 19 20 0,912 0,813 0,036 0,032 1/32 60 65 стерлинг, серебро 1,104 21 0,724 0,029 67 Платина палладий 1,758 22 0,643 0,025 70 иридий 0,953 23 0,574 0,023 71 10% ирид. 90% плат. 0,995 15% ирид. 85% плат.0,993 24 0,511 0,020 74 родий 1,717 25 0,455 0,018 75 рутений 1,771 26 0,404 0,016 0,014 1/64 77 78 стерлинг, серебро 2,046 27 0,361 28 0,330 0,013 79 Серебро чистое серебро 0,984 29 0,279 0,011 80 стерлинговое монетное серебро 1,004 18К желтое золото 0,675 30 0,254 0,010 14К желтое золото 0,801 10К желтое золото 0,905 платина 0,488 латунь 1,273 187
Фазовая диаграмма серебро/медь Фазовая диаграмма представляет собой график, отражающий влияние тем- пературы на состояние сплавов различного состава. Здесь приводится диаг- рамма для сплавов серебро/медь в любых соотношениях. В библиотеке вы можете найти справочники с фазовыми диаграммами практически для лю- бого сплава, какой только можно себе представить. Левый край графика соответствует 100% серебру. Точка А соответствует его точке плавления 960,5° С (1761° F). Правый край графика соответствует 100% меди, чья точка плавления - В. При чтении графика слева направо содержание меди в сплаве увеличивается, а серебра - понижается. Посередине между левым и правым краем - сплав равных частей серебра и меди. Нижний край графика соответствует самой низкой из приведенных температур (в нашем случае 400° С). Каж- дая фазовая диаграмма бывает представлена в том интервале температур, который соответствует свойствам данного сплава. При составлении графика для каждого сплава (99/1, 98/2, 97,3 и т.д.) проводятся лабораторные испытания, чтобы установить при какой температуре данный сплав более не является твердым (солидус) и при какой температуре он является полностью жидким (ликвидус). Нанесенные на гра- фик точки дают результирующую кривую плавления; на нашем графике это жирная линия с ми- нимумом слева от центра. Она говорит о том, что из любых существующих смесей двух металлов, смесь 71,9% серебра и 28,1% меди имеет наиболее низкую температуру плавления. Стерлинговое серебро, содержащее 7,5% меди, на диаграмме отмечено пунктирной линией. График показывает, что его температура плавления 893° С (1640° F). Но есть кое-что еще. В нижней части диаграммы (светло серого цвета) сплавы будут полностью твердыми (альфа). В области вверху диаграммы (серого цвета) сплавы будут полностью жидкими (бета). В промежуточной области металл находится в полужидком или пастообразном состоянии. Это состояние позволяет производить сварку металлов и играет важную роль при их отливке. Об- ратите внимание, что в точке, обозначенной С металл переходит из твердого состояния непосред- ственно в жидкое. Эта точка называется точкой эвтектики. Если два металла покрыты эвтекти- ческим сплавом, они легко соединятся, как только будет достигнута эта сравнительно низкая тем- пература Это явление лежит в основе процесса грануляции, описанного на странице 38. 188
Размеры камней и пилок Вес и размеры некоторых драгоценных камней Диаметр Бриллианты Сапфиры Рубины Изумруды 1,3 мм 0,01 карата 0,02 карата 0,02 карата 0,015 карата 1,5 0,015 0,025 0,025 0,2 1,8 0,02 0,04 0,035 0,03 2,0 0,03 0,055 0,05 0,04 2,2 0,04 0,07 0,06 0,05 2,4 0,05 0,09 0,08 0,065 2,6 0,07 0,115 0,105 0,08 2,8 0,085 0,14 0,13 0,10 3,0 0,10 0,17 0,15 0,125 3,2 0,12 0,20 0,18 0,15 3,4 0,15 0,24 0,22 0,17 3,6 0,17 0,27 0,25 0,20 3,8 0,19 0,31 0,29 0,22 4,0 0,22 0,36 0,33 0,25 4,2 0,26 0,41 0,38 0,28 4,4 0,30 0,47 0,44 0,32 4,6 0,35 0,53 0,50 0,37 4,8 0,40 0,59 0,56 0,43 5,0 0,45 0,65 0,62 0,48 5,5 0,59 0,88 0,85 0,61 6,0 0,77 1,13 1,07 0,75 6,5 1,00 1,38 1,32 0,96 7,0 1,25 1,66 1,58 1,22 8,0 1,85 2,50 2,35 1,95 9,0 2,65 3,10 2,95 2,70 Размеры пилок и сверл № Толщина, мм Ширина, мм Соответствующее сверло Рекомендуется для толщины, мм 8/0 0,15 0,33 80 0,4 6/0 0,18 0,36 79 0,5 4/0 0,22 0,43 77 0,65 2/0 0,25 0,51 75 0,65 0 0,28 0,58 73 0,8 1 0,29 0,64 71 0,8 3 0,36 0,74 68 1,0 5 0,41 0,86 65 1,3 7 0,51 1,22 55 2 189
Таблицы для определения веса Вес одного квадратного сантиметра листового металла, граммы Толщина листа чистое серебро стерлинговое серебро чистое золото ЗОЛОТО 420 ЗОЛОТО 580 ЗОЛОТО 750 платина мм ДЮЙМЫ B&S 6,54 0,2576 2 6,93 6,80 12,62 7,55 8,53 10,18 14,00 5,19 0,2043 4 5,50 5,40 10,02 6,00 6,77 8,08 11,11 4,11 0,1620 6 4,36 4,27 7,93 4,75 5,36 6,39 8,80 3,26 0,1285 8 3,46 3,39 6,29 3,77 4,25 5,07 6,98 2,59 0,1019 10 2,74 2,69 5,00 2,99 3,38 4,03 5,54 2,05 0,0808 12 2,17 2,13 3,96 2,37 2,68 3,20 4,39 1,63 0,0641 14 1,73 1,70 3,14 1,88 2,12 2,53 3,49 1,29 0,0508 16 1,37 1,34 2,49 1,49 1,68 2,00 2,76 1,02 0,0403 18 1,08 1,06 1,97 1,18 1,33 1,59 2,18 0,813 0,0320 20 0,86 0,84 1,57 0,94 1,06 1,26 1,74 0,643 0,0253 22 0,68 0,67 1,24 0,74 0,84 1,00 1,38 0,511 0,0201 24 0,54 0,53 0,99 0,59 0,67 0,80 1,09 0,404 0,0154 26 0,43 0,42 0,78 0,48 0,53 0,68 0,86 0,303 0,0126 28 0,32 0,32 0,58 0,35 0,39 0,46 0,65 0,254 0,0100 30 0,27 0,26 0,49 0,29 0,33 0,39 0,54 Вес одного метра круглой проволоки, граммы Диаметр проволоки мм дюймы B&S чистое стерлинговое серебро серебро чистое золото золото 420 золото _ 580 _ ЗОЛОТО _ 750 платина 6,54 0,2576 2 356 352 648 387 437 524 718 5,19 0,2043 4 224 221 406 243 274 329 452 4,11 0,1620 6 140 138,7 255 152 172 206 285 3,26 0,1285 8 88,3 87,3 160 95,6 108 129 179 2,59 0,1019 10 55,8 55,2 101 60,4 68,1 81,7 113 2,05 0,0808 12 34,9 34,5 63,8 38,1 43,0 51,6 70,6 1,63 0,0641 14 22,1 21,8 39,9 23,8 26,9 32,3 44,4 1,29 0,0508 16 13,9 13,7 25,1 15,0 16,9 20,3 27,9 1,02 0,0403 18 8,77 8,67 15,8 9,44 10,6 12,8 17,6 0,813 0,0320 20 5,47 5,41 9,93 5,93 6,70 8,04 ИД 0,643 0,0253 22 3,51 3,47 6,23 3,72 4,20 5,04 6,91 0,511 0,0201 24 2,17 2,15 3,93 2,35 2,65 3,18 4,37 0,404 0,0154 26 1,34 1,33 2,47 1,48 1,67 2,00 2,74 0,303 0,0126 28 0,83 0,82 1,55 0,93 1,05 1,25 1,73 190 0,254 0,0100 30 1 0,52 0,51 0,98 0,59 0,66 0,79 1,02
Геометрические формулы А = площадь V = объем С = длина окружности л= 3,1416 г = радиус S = длина стороны N = число сторон Круг А = л(г2)или d A = d2(0,7854) С = Ted Сфера х Площадь поверхности = 4лт2 kd—1—j 4кг2 nd2 ' / V = или 3 6 Конус Площадь поверхности конуса = лг-Jr2+h2 Ч ) V = ^ Сегмент круга А = 0,5[rl - c(r - h)] J——У' где I = 0,01745г0 -’ЧС ’Х"> Цилиндр Площадь поверхности цилиндра = ( j'Wl г /1 _ V = яг21 Шаровой сегмент Площадь сферической поверхности = 2 irrh V - 7th2 f г -—1 1 ~~г~" 1 3 J га А = rcdD Эллипс Периметр (приблизительно) (••d 1 о/г,2 j2. (D-d)2 Ч. Р 7^2(D2+d2) 22' Параболоид 1 v яг2’ < ]|r V~ н-1 1 Усеченный конус Площадь поверхности конуса = t-h-^ 4G?) hs(R + f) ' r V=-y(R2+Rr + r2) Парабола л 21г / Г А= — ( 1; 3 1 Параллелограмм т— A = hb /b, V Треугольник * л bh / к А=— 2 A = сумма площадей треугольных сторон Y / / Nsrh когда в основании лежит У / 6 правильный многоугольник Трапецоид Г^- . (H + h)a + bh + cH h И 1 А = А *—Ь->*— а44— Сегмент окружности А 2 г,0 у t _ яге 180 Трапеция / ‘ л_ h(a + b) / 2 -1 ь —• 1 КИНОЖГ* 191
Организации и периодические издания Организации Society of North American Goldsmiths (SNAG) 5009 Londonderry Drive Tampa, FL 33647 (813) 977-5326 (813) 977-8462 FAX Artist-Blacksmith Association of North America (AB AN A) P.O. Box 1181 RR 5, Box 64 Nashville, IN 47448 (812) 988-6919 American Craft Council 40 West 53rd Street New York, NY 10019 (212) 956-3535 Society of American Silversmiths P.O. Box 3599 Cranston, RI 02910 (401) 461-3156 Коммерческая периодика Ornament P.O. Box 2349 San Marcos, CA 92079 Lapidary Journal 60 Chestnut Avenue Devon, PA 19333 (215) 293-1962 Jewelers Circular/Keystone Chilton Way Radnor, PA 19089 (215) 964-4474 192 Их публикации Metalsmith (раз в три месяца) SNAG Newsletter (раз в два месяца) same address Anvil'8 Ring (раз в три месяца) 201 Arts Cottage University Park, PA 16802 (814) 865-6570 American Craft (раз в два месяца) same address Journal (раз в три месяца) same address The Crafts Report Box 1992 Wilmington, DE 19899 Arts Auria Ebner Verlag gmbH KG 7900 Ulm / Donau Postfach 3060 Germany Gold Und Silber Konradin Verlag Postfach 100252 7022 Leinfelden - Echterdingen Germany
Рекомендуемая литература Amulets and Superstitions E.A. Wallis Budge Dover, NY, 1978 (orig. 1930) Artists Anodizing Aluminum David LaPlantz Press de LaPlantz, Bayside, CA, 1989 Centrifugal or Lost Wax Casting Murray Bovin Bovin, Forest Hills, NY 1971, rev. 1977 Coloring, Bronzing and Patination of Metals Hughes and Rowe Watson-Guptill, NY 1982 Contemporary Jewelry Philip Morton Holt, Rinehart & Winston, NY, 1970, rev. 1976 Creative Casting Sharr Choate Crown, NY, 1966 Custom Knifemaking Tim McCreight Stackpole, Harrisburg, PA, 1985 Design and Creation of Jewelry Robert vonNeumann Chilton, Radnor, PA 1961, rev 1972 Diamond Setting Robert Wooding Dry Ridge School Erlanger, KY, 1984 Form Emphasis for Metalsmiths Heikki Seppa Kent State Univ. Press Kent, Ohio, 1978 Jewelers Bench Reference Harold O'Connor Dunconor Books, Taos NM, 1977 Jewelry Concepts and Technology Oppi Untracht Doubleday, NY, 1982 Jewelry: Contemporary Design and Technique Chuck Evans Davis, Worcester, MA, 1983 Jewelry of the Ancient World Jack Ogden Rizzoli, NY 1982 The Jewelry Engraver’s Manual Hardy & Allen Van Nostrand Reinhold, NY 1976 (orig. 1954) Jewelry Making Manual Sylvia Wicks Brynmorgen Press, Cape Elizabeth, ME, 1986 Jewelry Making for Schools Tradesmen and Craftsmen Murray Bovin Bovin, Forest Hills, NY, 1971. rev. 1971 & 79 Jewelry Manufacture and Repair Charles Jarvis Bonanza, NY, 1978 The Curious Lore of Precious Stones George Kunz Dover, NY 1971 (orig. 1913) The Making of Tools Alexander Wygers Van Nostrand Reinhold, NY, 1973 Metalsmith Papers various authors SNAG, Tampa, FL, 1981 Metalsmithing for the Artist-Craftsman Richard Thomas Chilton, Radnor, PA, 1960 Metalwork and Enameling Herbert Maryon Dover, NY, 1971 (orig. 1912) Metal Techniques for Craftsmen Oppi Untracht Doubleday, Garden City, NY 1968 The New Jewelry Dormer & Turner Thames & Hudson, London, 1985 Practical Casting Tim McCreight Brynmorgen Press Cape Elizabeth, ME, 1986 Rings for the Finger George Kunz Dover, NY, 1973 (ong 1917) Silversmithing Finegold & Seitz Chilton, Radnor, PA 1983 Step-By-Step Knifemaking David Boye Rodale, Emmaus, PA 1977 193
Поставщики Компании, перечисленные на этой странице, поставляют все необходимое для ювелиров. Болыпинство из них торгует инструментами, реактивами, при- надлежностями, книгами й металлом. Конечно, каждая из них по-своему уникальна и вы должны сделать свой собственный выбор. Allcraft Tool & Supply (800) 645-7124 666 Pacific Street (718) 789-2800 Brooklyn, NY 11217 Greiger’s Inc. 900 S. Arroyo Prkwy Pasadena, CA 91105 (800) 423-4181 (818) 795-9775 (818) 577-4751 fax Anchor Tool & Supply (201)635-2094 P.O. Box 265 Chatham, NJ 07928 Jules Borel & Co. 1110 Grand Avenue Kansas City, MO 64106 (800) 333-4646 (816) 421-6110 (800) 333-4083 fax ARE, Inc. (800) 736-4273 Box 8 (802) 533-7007 Greensboro Bend, VT 05842 (802) 533-7008 fax Borel & Frei (800) 654-9591 712 South Olive Street (213) 689-4530 Los Angeles, CA 90014 (213) 488-0485 fax Norman Thomas Co. 742 North Woodward Birmingham, MI 48009 Progress Machine 610 South Broadway Los Angeles, CA 90014 (800) 642-7210 (313) 642-7210 (800) 227-9775 (213) 489-7262 (213) 489-2140 fax C.R. Hill Company 2734 W. 11 Mile Rd Berkley. MI 48072 (800) 521-1221 (313) 543-1555 (313) 543-9104 fax Rio Grande Albuquerque 6901 Washington Ave. NE Albuquerque, NM 87109 (800) 545-6566 (800) 533-3299 Service (505) 344-9671 fax C.W. Somers Co. 387 Washington St Boston, MA 02108 (800) 322-1003 (617) 426-6880 Swest, Inc. 11090 N. Stemmons Frwy Dallas, TX 75220 (800) 527-5057 (214) 247-7744 (214) 247-3507 fax E.B. Fitler & Co. RD 2, Box 176B Milton, DE 19968 (800) 346-2497 (302) 684-1893 T.B. Hagstoz & Son 709 Sansom Street Philadelphia, PA 19106 (800) 922-1006 (215) 922-1627 Forslev’s 210 South Milwaukee Wheeling, IL 60090 (800) 634-0525 (708) 520-4120 (708) 520-4437 fax TSI. Inc. 101 Nickerson Street Seattle, WA 98109 (800) 426-9984 (206) 282-3040 (206) 281-8701 fax Frei & Borel 119 Third Street Oakland, CA 94607 Gesswein 255 Hancock Avenue Bridgeport, CT 06605 (800) 772-3456 (415) 832-0355 (415) 834-6217 fax (800) 243-4466 (203) 366-5400 (203) 366-3953 fax William Dixon Co. 750 Washington Avenue Carlstadt, NJ 07072 (201) 935-0100 194
Специализированные поставщики На этой странице перечислены наиболее известные американские поставщи- ки. Расширяя этот список по мере необходимости, не забывайте сверяться с местным телефонным справочником и журнальными объявлениями. Кузнечное оборудование Centaur Forge 117 North Spring Street Burlington, WI 53105 (414) 763-9175 Bayshore Metals, Inc. Box 882003 San Francisco, CA 94188 (415) 647-7981 (415) 285-5759 fax Оборудование и реактивы для анодирования East West DyeCom Box 12294 Roanoke, VA 24024 (703) 345-4241 Met-L-Art, Inc. Box 4611 Greenville, DE 19807 (800) MET-L-ART (302) 656-8410 Металлы Hauser & Miller Co. Box 500700 St. Louis, MO 63150 (800) 462-7447 (314) 487 1311 Hoover & Strong 10700 Trade Road Richmond, VA 23236 (800) 759-9997 (804) 794-3700 (804) 794-5687 fax Martin Hannum 806 South Mateo Street Los Angeles, CA 90021 Разное (800) 225-1461 (213) 662-7101 (base metals) T. E. Conklin 270 Nevin Street Brooklyn, NY 11217 (800) 225-5510 (718) 643-6360 (718) 625-2291 fax Флюсы 4S Labs Box 11819 Phoenix, AZ 85061 Флюсы Griffith’s Distributors Box 662 Louisville, CO 80027 (303) 442-8284 Ниобий, оборудование, фурнитура Reactive Metals Studio (800) 876-3434 Box 890 (602) 634-3434 Clarkdale, AZ 86324 Смола для чеканки Northwest Pitchworks (206) 525-4136 5705 26th Avenue NE Seattle, WA 98105 Материалы и оборудование Small Parts Box 381966 Miami, FL 33238-1966 Резиновые формы Perma-Flex Mold 1919 E. Livingston Ave. Columbus, OH 43209 (305) 751-0856 (614) 252-8034 I i 5 Мелкий крепеж T.E. Morris Company 394 Elm Street Southbridge, MA 01550 (508) 764-4394 (508) 764-7350 fax Реактивы для патинирования Bryant Labs, Inc. 1101 Fifth Street Berkeley, CA 94710 (800) 367-3141 (415) 526-3141 (415) 528-2948 fax 195
Глоссарий Альгинат Амальгамирование Анодирование Антикластическая выколотка Внутреннее окисление Восстановительное пламя Выжигание Выколотка по матрице Выпиливание Вытяжка Гальванопластика Гравирование Грануляция (зернь) Формовочный материал на органической основе, применяется при снятии восковых копий с моделей для последующей отливки в металле. Старинный способ, при котором порошок чистого металла сме- шивают со ртутью до образования пасты. Затем, для того чтобы на металле образовалась пленка или инкрустация, ртуть испаря- ют. Этот процесс практически вытеснен гальваническими покры- тиями, хотя все еще применяется при пломбировании зубов. Термин означает использование электрического тока с целью воздействия на поверхность металла. Наиболее часто применяют для анодирования алюминия и окрашивания реактивных метал- лов, таких как ниобий и титан. Термин происходит от названия положительного полюса электрической цепи, анода. Воздействие, при котором края листа растягивают, а его центр сжимают. В отличие от синкластической выколотки, при которой как ось X так и ось Y искривлены в одном направлении, в этом процессе обе оси искривляются в противоположных друг другу направлениях. Образование оксида меди внутри стерлингового серебра и золо- тых сплавов. Оксид образуется и растет при длительном сильном нагревании, особенно в присутствии свободного кислорода. Выг- лядит как пурпурное пятно. Пламя горелки, содержащее большее количество топлива, чем необходимо для связывания всего свободного кислорода. Часть процесса литья по выплавляемой модели, когда модель удаляют из формы посредством сильного нагревания, обычно в муфеле. Процесс запрессовывания металла в форму под давлением. Использование лобзика и пилки для создания форм из листового металла. Формообразующий процесс, во время которого металл утоньчает- ся, обычно путем сдавливания между двумя твердыми поверхнос- тями, такими как молот и наковальня. Обычно применяют с це- лью придания объемной формы листу металла. Технологический процесс, состоящий в осаждении металла на матрице, подвешенной в ванне, содержащей свободные ионы этого металла, под действием электрического тока, как правило, с помощью выпрямителя. Старинная техника, состоящая в срезании металла небольшими стальными инструментами, с целью нанесения рисунков, букв и текстурирования поверхности. Исторически этот термин относится к декорированию металла наложением на его поверхность орнамента или изображения из тысяч крошечных металлических шариков. В мастерской этот термин применяется для обозначения процесса, при помощи ко- торого в этой технологии получается почти невидимое соедине- ние элементов. 196
Глоссарий Диффузия Золочение травлением Киянки Литники Литье со стержнем Мокуме Оправа Отжиг Пайка с формовкой Пайка твердым припоем Патина Реактивные металлы Резисты Рекристаллизация Ретикуляция Ригели Рихтовка Сварка Постепенное взаимопроникновение кристаллов двух кусков металла Результатом диффузии является, например, сварка. Процесс создания слоя относительно чистого металла вытравливанием компонентов сплава в кислотной ванне. Похожие на молотки инструменты из относительно мягких материа- лов; применяются для того, чтобы придать металлу форму, не утончая его. Обычные материалы - дерево, кожа, рог и пластик. Каналы, прорезанные в изложнице, чтобы обеспечить доступ металла. Так же называют и металлические стержни, полученные в этих кана- лах после отливки. Создание в процессе литья полых форм, таких, как бусины или изде- лий, которые, будучи изготовлены цельными, были бы недопустимо тяжелы. Японская техника, состоящая в сваривании листов металлов контраст- ных цветов, которые затем деформируют и зашлифовывают. Получа- ющийся рисунок может быть тщательно рассчитанным, но обычно это беспорядочный узор похожий на узор древесины Поясок металла, который окружает и удерживает камень. Бывают разных размеров, простые и декорированные. Процесс снятия напряжений в металле посредством нагрева. При на- гревании приблизительно до 2/3 температуры плавления происходит рекристаллизация и ряды кристаллов становятся более подвижными. Пайка с применением гипсо-силикатных смесей для фиксирования деталей. Эта техника особенно полезна, если вы имеете дело со слож- ными объектами, а также при спаивании вместе большого числа дета- лей. Соединение металлов посредством припоя при высокой температуре. Часто означает пайку стали латунью. Любая из сотен поверхностных пленок, создаваемых на металлах с целью достичь определенного цвета и отделки поверхности. Любой из металлов групп 4В и 5В Периодической таблицы. Характе- ризуются малым удельным весом, низкой ковкостью и способностью образовывать плотные и воспроизводимые оксидные пленки. Краски, воски или другие покрытия, применяемые для защиты участ- ков металла при травлении. Процесс, в котором молекулы покидают один кристалл и достраивают кристаллическую решетку другого. В металлообработке ( процесс, посредством которого металл заставля- ют собираться в складки. Инструменты, на которых можно придавать форму более мягким ме- таллам. Наиболее обычные разновидности называют в соответствии с их размерами, например, ригель для кастов, для колец, для браслетов. Выглаживание металлической поверхности с помощью молотка или подобного ударного инструмента. Полуконтролируемый процесс плавления нескольких кусочков ме- талла для создания интересных форм; лучше всего удается с драго- ценными металлами. 197
Глоссарий Свободная выколотка Серная печень Стойки Термическое старение Травление Травящие агенты Чеканка Чеканка репуссе Чернь Фазовая диаграмма Флюс Фототравление Фурнитура Эвтектика Это древняя техника, когда металл деформируют на твердой поверх- ности, так называемой стойке, чтобы придать ему объемную форму. Сульфид калия, соединение, раствор которого применяют для созда- ния патины на стерлинговом серебре и меди. Твердые формы, обычно из стали, но иногда из дерева или пластика, на которых происходит формирование металла, например, выколот- ка. Процесс создания регулярной кристаллической структуры путем вы- держивания металла при определенной температуре в течении дли- тельного времени. Отсутствие вакансий и нерегулярностей делает металл более жестким. Хотя и принципиально возможно для драго- ценных металлов, но для большинства мастерских неосуществимо из- за сложности контроля. Процесс избирательной коррозии, или разъедания, металлических объектов посредством кислот или едких реактивов. Когда травление используют для сквозного разъедания листа металла, процесс назы- вается химическим фрезерованием. Обычный термин для кислот и им подобных едких реактивов, приме- няемых для травления. Старинный способ декорирования листа металла выдавливанием углублений с помощью стальных инструментов и молотка. Также ис- пользуется для придания четкости поверхностным деталям отливок. Старинная техника, состоящая в выдавливании декоративных форм на металле с помощью ударов молотка по закаленным инструментам. Сплав серебра, меди и серы, представляет собой блестящий черный материал для инкрустации с относительно низкой температурой плавления. График, описывающий ряд точек плавления для сплавов данных металлов; отражает влияние количественного соотношения компо- нентов. Любой из ряда реактивов, применяемых для предотвращения образо- вания оксидов при пайке и плавлении. Техника, состоящая в создании рисунка или узора на поверхности металла посредством нанесения кислотостойкого вещества с исполь- зованием фотографической техники. Все виды приспособлений, без которых невозможно использовать ювелирные изделия ( швензы для серег, булавочные застежки и т.д. Наиболее низкая температура затвердевания сплава или металла Другое определение ( точка, в которой металл переходит из жидкого непосредственно в твердое состояние. 198
Разметочные сетки Сетки на этой и последующих страницах могут помочь вам в прорисовке ваших эскизов. Выберите подходящий масштаб и наложите бумагу для наброска непосредственно на сетку. т
4 мм / и L —.
5 ми / — _ / / у/ A / A г / j 1 / / A у J A 7 ! 1 / / / / / A X" 7“" у — ( 7 ~r y1 -— / . у
1/8 дюйма
1/4 дюйма
Алфавитный указатель Абразивы 52,163,164 Азотная кислота 11,17, 145 Акрил 22 Аллюминий 16 Альгинат 107 Амальгирование 39 Аннодирование: - аллюминия 16, 48, 49 - металлов группы титана 50, 51 антикластическая выколотка 68 Белые металлы и их сплавы 19 Бронза 15, 43 Броши 139 Булавки 139 Бусы 136 Вал гибкий 168 Вакуумное литье 104 Вентиляция 101, 178 Верстаки 172-175 Винтовые крышки 158 Волочение проволоки 56 Волочильные доски 56, 58, 149 Воск 94-97 Восстановительное пламя 81 Вставки металлические 106 Выглаживание 67 Выжигание 94, 101 Выколотка 64-68 Выколотка по матрице (болванке) 64 Выпиливание 55 Вытяжка 64 «Вязаная» цепь 148, 149 Гальванопластика 74 Геометрические формулы 191 Глухие касты 106,125-128 Горелки 78 Гравирование 28-31 Грануляция (зернь) 38 Графики температур плавления 188 Декорирование с помощью вальцев 27 Деление окружности 182 Деформация 8 Дислокации 9 Диффузия 38, 43 Железо хлорное 45 Жемчуг 110,119,136 Заклепки 85-87 Заклепки со шляпками 86 Закрепка камней 123, 124 Замки пружинные 143 Замковое соединение 69 Запонки 140 Застежки 141 Заточка штихелей 29-31 Золото 10, 11, 16 - способы окрашивания 40, 42 - определение пробы 11 Золочение химическое 81 Изготовление моделей 94-96, 99, 107 Изготовление развертки 182 Изготовление трубок 58 Измерительные инструменты 161 Инкрустирование 33, 34 Инкрустация ламинированием 32, 36 История обработки металла 183 Каналы для отвода газов 98 Камни месяца рождения 110 Кислоты И, 45, 48 Киянки 64, 166 Клеи 84, 88 Клей 52, 163, 164 Ковка 60, 61 Контршарнир «колыбелька» 155 Коробчатый замок 142 Латунь 15 Латунь для пайки стали 76 Литники 94, 98, 102 Литье в воду 90 Литье в песок 92, 93 Литье по выплавляемой модели 94 Литье под давлением пара 102 Литье в формы из угольных блоков 90 Литье со старением 105 Медь 14,15,40-43,44-47 Металлическое покрытие 40, 82 Металлургия 8 9 Металлы группы титана 50, 51 Мокуме 36 Молотки 24, 25, 60, 61 Моторы 168,169 Наковальни 170 Напильники 165 Нарезание резьбы 72, 73 Нейзильбер 17 Низание 136 Ниобий 20, 50, 51 Окисление внутреннее 82 Оксид меди (I) 82 Окрашивание (окисление) 40-43 Оправа «воротник» 127 Оправа «каре» 132 Оправа «корзинка» 129 Оправа цыганская 131
Алфавитный указатель Оправы фасонные ободковые 127 Организации 192 Осветление в кислоте 82 Отбел 81 Отжиг 8, 56 Паве 132 Пазовая закрепка 133 Пайка стали латунью 76 Пайка с формовкой 84 Пайка швов при выколотке 69 Патинирование 40-43 Пересчет мер весов 185, 186, 187, 190 Периодические издания 192 Перфорация 17 Платина 12 Пластмассы 21, 22, 87, 97, 99,166 Пламя, типы 81 Полирование 52, 144, 169 Подставки для пайки 78 Полирование на круге 52,144,169 Полировка с использованием шнуров 52 Посадка 65 Предотвращение окисления 79, 82 Принадлежности для мастерской 160 Припой 33, 76, 82, 84 Припыл 92 Проволока 56, 57, 59, 129 Пропиловка 55 Процарапывание 59 Пряжки 140 Развертка 153 Разметка 54, 182 Резина холодной вулканизации 107 Резиновые формы 107, 108 Резисты (защитные лаки) 44-87 Рекристализация 9 Респираторы 178 Ретикуляция 37 Ригели 170 Ручное центробежное литье 103 Сварка 83 Сверла, диаметры 187 Свинцовое загрязнение 54, 179 Сепиолит 91 Серебро 13, 37, 76 Серебро монетное 13 Серная кислота 48, 49, 180 Серная печень 41, 180 Скручивание проволоки 59 Слитки 171 Смола для чеканки 62, 63 Соединение холодным способом 87 Соотношение весов 185-190 Соотношение мер 185, 187 Соотношение температурных шкал 186 Спиртовка 95, 99 Список литературы 193 Сталь 18, 176 Сталь, закалка 18, 176 Старение термическое 9, 13 Стержни 105 Стойки 65-68 Таблица размеров пилок 189 Тантал 20 Тестирование металлов 11, 13 Техника безопасности 178-180 Титан 20, 50, 51 Травильные растворы 45 Травление 44-47 Удерживающие приспособления 26, 29, 58 Ушки 138 Фазовая диаграмма 188 Финагель 162, 163, 165 Флюс 79 Формовочная смесь 94, 100, 171 Фотографирование 184 Фототравление 46, 47 Фурнитура 138, 158 Цепи 145-152 Цепь «услада идиота» 152 Цианакрилат 84, 88 Шарниры 153, 157 Шарниры пружинные 157 Шатон 130 Шкала твердости Мооса 111 Штангенциркуль 161 Штамповка 25, 70, 73 Штихели 29-31, 132 Чеканы 62, 63, 71, 123 Чеканка 26 Чеканка репуссе 62, 63 Чернь 35 Эвтектика 38, 83 Электролитическая очистка 13 Эпоксидные смолы 21, 88 Этрусская цепь 150, 151 Юбилеи, камни ПО Ювелирные верстаки 162, 163, 172-175 Японские сплавы 14 Ярь-медянка 14, 41
Так как стоимость разделителей глав увеличивает цену книги, мы включили эту страницу с самодельными ярлыч- ками. Выньте эту страницу, затем вырежьте из нее ярлыч- ки и приклейте их на первую страницу каждой главы, как показано на рисунке. Материалы 1Ч1геис1э1лз]Д[ Поверхности итэонхйэаоц Форма ВИЙОф Соединения ЕИН0НИСЭО0 Литье эяхи^р Камни ниггер Механизмы Инструменты Приложения 1ЧР1£ИНВХЭ]Д[ IHXHOnXdjLOHJ/f
Исключительное право на издание и продажу книги Т. МакКрайта «Полное руководство по обработке металлов для ювелиров. Иллюстрированный справочник» на русском языке принадлежит официальному агенту Davis Publications, Inc, Синицкой И. И. 644007, г. Омск-7, ул. Орджоникидзе 47 офис 36 тел/факс 8 (3812) 230-265 e-mail: dedalomsk@mail.ru Вышли из печати в 2002 г. Т. МакКрайт «Практическое литье. Руководство для мастерской» Готовится к выходу Т. МакКрайт «Двенадцать техник работы по металлу» Ж. Р. Старк и Ж. Р. Смит «Классические цепи и их разновидности» Т. МакКрайт «Рисование ювелирных украшений» Т. МакКрайт «Лексикон дизайна»
Тим МакКрайт ПОЛНОЕ РУКОВОДСТВО ПО ОБРАБОТКЕ МЕТАЛЛОВ ДЛЯ ЮВЕЛИРОВ Иллюстрированный справочник ИЗДАТЕЛЬСТВО HHUIEflUE ДИАЛОГ-СИБИРЬ 644007, Россия, г.Омск ул. 7-я Северная, 148 Тел.: (3812) 25-54-94 Факс.: (3812) 23-77-83 ЛР № 071680 от 4.06.98 г. Подписано к печати 30.07.2002 г. Отпечатано в типографии издательства Тираж 1000 экз. Заказ № 111
Мастера и преподаватели всей Северной Америки считают «Полное руководство по обработке металлов для ювелиров» незаменимым источником информации. Теперь это классическое руководство, переработанное и расширенное, не только более полно описывает уже знакомые техники, но и добавляет много новых к своему и без того энциклопедическому охвату. Понятный текст и поучительные, ясные рисунки делают даже сложные техники доступными любому. Обширные таблицы и диаграммы, обновленные и дополненные в этом издании, содержат массу ценной информации. Проволочный переплет делает руководство одинаково удобным при использовании как в мастерской, так и в классе. Тим МакКрайт, профессор Портлендской Школы Искусств в штате Мэн, известный ювелир, является автором четырех книг и пишет для многих журналов. У него также насыщенное расписание семинаров и выставок. • ТЕХНИКИ • ИНСТРУМЕНТЫ • МАТЕРИАЛЫ • СЕКРЕТЫ РЕМЕСЛА • ТЕХНИКА БЕЗОПАСНОСТИ WORCESTER, МА ISBN 0-87192-240-1 (USA) ISBN 5-8239-0095-3 (Россия)
Sandvik Coromant. Руководство по металлообработке
Sandvik Coromant. Руководство по металлообработке
Sandvik Coromant. Руководство по металлообработке — Руководство по металлообработке, в котором содержится много полезной информации о методах обработки, режимах резания, инструментальной оснастке. В данном руководстве представлены процессы точения, фрезерования, нарезания резьбы, отрезки и обработки канавок, растачивания и другие виды обработки.
В этом издании содержится много полезной информации о выборе оптимального метода обработки, выборе инструмента, применении и обслуживании инструмента, методах повышения производительности, технических характеристиках инструмента, формулах для расчета параметров резания, особенностях обработки конкретного материала, о том, как устранить возникающие проблемы. Весь материал дополнен множеством цветных иллюстраций.
Советы специалистов, содержащиеся в данном техническом руководстве будут полезны инженерным работникам машиностроительных предприятий.
Название: Sandvik Coromant. Руководство по металлообработке
Автор: Коллектив
Издательство: Sandvik Coromant
Год: 2006
Страниц: 564
Формат: PDF
Размер: 76,1 МБ
Качество: Отличное
Язык: Русский
Скачать Sandvik Coromant. Руководство по металлообработке
Рассылка
ПНР (Пуско-наладочные работы) оборудования у Заказчиков

ПНР токарно-накатного станка мод. РТ30101 РЖД Тамбов
Станок специальный токарно-накатной модели РТ30101
предназначендля обработки подступичной части оси
вагонной колесной парыРУ1, РУ1Ш РУ2, РУ2Ш
ГОСТ 22780-93 (ГОСТ Р 50334-92).
ПНР токарно-накатного станка мод. РТ30101 РЖД Тамбов
ПНР ( пуско-наладочные работы) специального бандажировочного станка мод. РТ5004 для филиал РЖД г. Владимир
 специального бандажировочного станка мод. РТ5004 для филиал РЖД г. Владимир")
Бандажировочный специальный станок РТ5004
Станок бандажировочный специальный РТ5004 предназначен для бандажировки якорей стеклолентой, а также для продорожки коллекторов электрических машин.
На станке возможно бандажирование якорей электродвигателей диаметром до 800 мм и общей длиной до 3000 мм при установке в центрах передней и задней бабок.
Станок подлежат применению в локомотивных депо и заводах, занимающихся ремонтом электрических машин.
Металлы и их сплавы издавна используются человеком для изготовления инструментов и оружия, украшений и ритуальных предметов, домашней утвари и деталей механизмов. Чтобы превратить металлические слитки в деталь или изделие, их требуется обработать, или изменить их форму, размеры и физико-химические свойства.
За несколько тысячелетий было разработано и отлажено множество способов обработки металлов. 
Особенности обработки металла
Многочисленные виды металлообработки можно отнести к одной из больших групп:
- механическая (обработка резанием);
- литье;
- термическая;
- давлением;
- сварка;
- электрическая;
- химическая.
Литье — один из самых древних способов. Он заключается в расплавлении металла и розливе его в подготовленную форму, повторяющую конфигурацию будущего изделия. Этим способом получают прочные отливки самых разных размеров и форм. Про другие виды обработки будет рассказано ниже.
Сварка
Сварка также известна человеку издревле, но большинство методов были разработаны в последнее столетие. Сущность сварки заключается в соединении нагретых до температуры пластичности или до температуры плавления кромок двух деталей в единое неразъемное целое. В зависимости от способа нагрева металла различают несколько групп сварочных технологий:
- Химическая. Металл нагревают выделяемым в ходе химической реакции теплом. Термитную сварку широко применяют в труднодоступных местах, где невозможно подвести электричество или подтащить газовые баллоны, в том числе под водой.
- Газовая. Металл в зоне сварки нагревается пламенем газовой горелки. Меняя форму факела, можно осуществлять не только сварку, но и резку металлов.
- Электросварка. Самый распространенный способ:
- Дуговая сварка использует для нагрева и расплавления рабочей зоны тепло электрической дуги. Для розжига и поддержание дуги применяют специальные сварочные аппараты. Сварка ведется обсыпными электродами или специальной сварочной проволокой в атмосфере инертных газов.
- При контактной сварке нагрев осуществляется проходящим через точку соприкосновения соединяемых заготовок сильным электротоком. Различают точечную сварку, при которой детали соединяются в отдельных точках, и роликовую, при которой проводящий ролик катится по поверхности деталей и соединяет их непрерывным швом.
 С помощью сварки соединяют детали механизмов, строительные конструкции, трубопроводы, корпуса судов и автомобилей и многое другое. Сварка хорошо сочетается с другими видами обработки металлов.
С помощью сварки соединяют детали механизмов, строительные конструкции, трубопроводы, корпуса судов и автомобилей и многое другое. Сварка хорошо сочетается с другими видами обработки металлов.
Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности. Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика. Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.  К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кГц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кГц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
Особенности художественной обработки металлов
К художественным видам обработки металлов относят литье, ковку и чеканку. В средине XX века к ним добавилась сварка. Каждый способ требует своих инструментов и приспособлений. С их помощью мастер либо создает отдельное художественное произведение, либо дополнительно украшает утилитарное изделие, придавая ему эстетическое наполнение.  Чеканка — это создание рельефного изображения на поверхности металлического листа или самого готового изделия, например, кувшина. Чеканку выполняют и по нагретому металлу.
Чеканка — это создание рельефного изображения на поверхности металлического листа или самого готового изделия, например, кувшина. Чеканку выполняют и по нагретому металлу.
Способы механической обработки металлов
Большую группу способов механической обработки металлов объединяет одно: в каждом из них применяется острый и твердый по отношению к заготовке инструмент, к которому прикладывают механическое усилие. В результате взаимодействия от детали отделяется слой металла, и форма ее изменяется. Заготовка превышает размерами конечное изделие на величину, называемую «припуск» Разделяют такие виды механической обработки металлов, как:
- Точение. Заготовка закрепляется во вращающейся оснастке, и к ней подводится резец, снимающий слой металла до тех пор, пока не будут достигнуты заданные конструктором размеры. Применяется для производства деталей, имеющих форму тела вращения.
- Сверление. В неподвижную деталь погружают сверло, которое быстро вращается вокруг своей оси и медленно подается к заготовке в продольном направлении. Применяется для проделывания отверстий круглой формы.
- Фрезерование. В отличие от сверления, где обработка проводится только передним концом сверла, у фрезы рабочей является и боковая поверхность, и кроме вертикального направления, вращающаяся фреза перемещается и вправо-влево и вперед-назад. Это позволяет создавать детали практически любой требуемой формы.
- Строгание. Резец движется относительно неподвижно закрепленной детали взад- вперед, каждый раз снимая продольную полоску металла. В некоторых моделях станков закреплен резец, а двигается деталью. Применяется для создания продольных пазов.
- Шлифование. Обработка производится вращающимся или совершающим продольные возвратно- поступательные движения абразивным материалом, который снимает тонкие слои с поверхности металла. Применяется для обработки поверхностей и подготовки их к нанесению покрытий.
 Каждая операция требует своего специального оборудования. В технологическом процессе изготовления детали эти операции группируются, чередуются и комбинируются для достижения оптимальной производительности и сокращения внутрицеховых расходов.
Каждая операция требует своего специального оборудования. В технологическом процессе изготовления детали эти операции группируются, чередуются и комбинируются для достижения оптимальной производительности и сокращения внутрицеховых расходов.
Обработка давлением
Обработка металла давлением применяется для изменения формы детали без нарушения ее целостности. Существуют следующие виды:
- Штамповка.
- Ковка.
Перед ковкой заготовку нагревают, опирают на твердую поверхность и наносят серию ударов тяжелым молотом так, чтобы заготовка приняла нужную форму. Исторически ковка была ручной, кузнец разогревал деталь в пламени горна, выхватывал ее клещами и клал на наковальню, а потом стучал по ней кузнечным молотом, пока не получался меч или подкова. Современный кузнец воздействует на заготовку молотом кузнечного пресса с усилием до нескольких тысяч тонн. Заготовки длиной до десятков метров разогреваются в газовых или индукционных печах и подаются на ковочную плиту транспортными системами. Вместо ручного молота применяются кузнечные штампы из высокопрочной стали.  Для штамповки требуется две зеркальные по отношению друг к другу формы — матрица и пуансон. Тонкий лист металла помещают между ними, а потом с большим усилием сдвигают. Металл, изгибаясь, принимает форму матрицы. При больших толщинах листа металл нагревают до точки пластичности. Такой процесс называют горячая штамповка. Во время штамповки могут выполняться такие операции, как:
Для штамповки требуется две зеркальные по отношению друг к другу формы — матрица и пуансон. Тонкий лист металла помещают между ними, а потом с большим усилием сдвигают. Металл, изгибаясь, принимает форму матрицы. При больших толщинах листа металл нагревают до точки пластичности. Такой процесс называют горячая штамповка. Во время штамповки могут выполняться такие операции, как:
- гибка;
- вытягивание;
- осаживание;
- и другие.
С помощью штамповки выпускают широчайший ассортимент изделий — от корпусов бытовой техники до колесных дисков и бензобаков.
Обработка с помощью резки
Металл поступает на предприятие в виде проката — листов или профилей стандартных размеров и толщин. Чтобы разъединить лист или профиль на изделия или заготовки нужных размеров, применяют обработку резкой. Для профиля чаще всего используют резку абразивным кругом или дисковой пилой.
Для раскроя листов металла применяют несколько видов резки:
- Ручная. Газосварщик с газовой горелкой вырезает куски металла нужного размера и формы. Применяется в небольших мастерских и на опытных производствах.
- Газовая. Установка газовой резки режет пламенем автоматизированной газовой горелки и позволяет не только быстро произвести раскрой листа, но и разложить вырезанные заготовки по контейнерам для доставки их на сборочные участки
- Лазерная. Режет металл лазерным лучом. Отличается высокой точностью и малым коэффициентом отходов. Кроме резки, может выполнять операции сварки и гравировки — нанесения на металл не удаляемых надписей.
- Плазменная. Режет металл факелом высокоионизированного газа — плазмы. Применяется для раскроя листов из твердых и специальных сплавов.
 В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
В условиях промышленного производства и средних или крупных серий на первый план выходит такое понятие, как коэффициент использования металла. Он повышается как за счет более плотной раскладки деталей по площади, так и за счет прогрессивных технологий резки, дающих меньше отходов
Химическая обработка металлов для повышения защитных свойств материала
Химическая обработка металла — это воздействие на него специальными веществами с целью вызвать управляемую химическую реакцию. Выполняются как подготовительные операции для очистки поверхности перед сваркой или покраской, так и как финишные отделочные операции для улучшения внешнего вида изделия и защиты его от коррозии.  С помощью электрохимической обработки гальваническим методом наносят защитные покрытия.
С помощью электрохимической обработки гальваническим методом наносят защитные покрытия.
Термические виды обработки металлов
Термическая обработка металлов применяется для улучшения их физико-механических свойств. К ней относя такие операции, как:
- отжиг;
- закалка;
- отпуск;
- старение;
- нормализация.
 Термическая обработка заключается в нагревании детали до определенной температуры и ее последующем охлаждении по специальной программе.
Термическая обработка заключается в нагревании детали до определенной температуры и ее последующем охлаждении по специальной программе.
Отжиг
Заготовку нагревают до температуры пластичности и медленно охлаждают прямо в печи. Отжиг снижает твердость стали, но существенно повышает пластичность и ковкость.  Применяется перед штамповкой или раскаткой. Во время отжига снимаются внутренние напряжения, возникшие при отливке или механической обработке.
Применяется перед штамповкой или раскаткой. Во время отжига снимаются внутренние напряжения, возникшие при отливке или механической обработке.
Закалка
При закалке заготовку прогревают до температуры пластичности и держат в таком состоянии в течение определенного времени, за которое стабилизируются внутренние структуры металла. Далее изделие быстро охлаждают в большом количестве воды или масла. Закалка существенно повышает твердость материала и снижает его ударную вязкость, повышая, таким образом, и хрупкость. Применяют для элементов конструкций, подверженных большим статическим и малым динамическим нагрузкам.
Отпуск
Проводится после закалки. Образец нагревают до температуры, несколько меньшей температуры закалки, и охлаждают медленно. Это позволяет компенсировать излишнюю хрупкость, появившуюся после закалки. Применяется в инструментальном производстве
Старение
Искусственное старение заключается в стимуляции фазовых превращений в массе металла. Его проводят при умеренном нагреве для придания материалу свойств, возникающих при естественном старении за долгое время.
Нормализация
Нормализация проводится для повышения ковкости без заметного снижения твердости за счет приобретения сталью мелкозернистой структуры.
Ее применяют перед закалкой и для повышения обрабатываемости резанием. Проводят так же, как и отжиг, но остывает заготовка на открытом воздухе.