Методика ремонта сварочных инверторов

Содержание
- Проявление неисправностей
- Этапы ремонта
- Рекомендации
Современное сварочное оборудование надежно и добротно. Однако оно нередко становится источником проблем. Потому всем специалистам необходимо обязательно владеть методикой ремонта сварочных инверторов.


Проявление неисправностей
Причины поломки инверторного оборудования сильно отличаются, но обычно жалобы возникают из-за воздействий на критически важные компоненты устройства. Также стоит помнить, что неполадки могут возникнуть вследствие ошибочных действий оператора или задания неграмотных настроек. И самая, пожалуй, частая претензия — инвертор вовсе не включается. Распространенной причиной подобного сбоя является неработоспособность сетевого провода.
Однако если дело не в нем, ситуация даже хуже — требуется комплексная диагностика устройства. Иногда сварщики обнаруживают, что дуга нестабильна, или металл разбрызгивается.

Обычной причиной проблемы является неподходящая сила тока. Для каждого типа и сечения электрода должно быть свое значение. Важно: специалист, который хочет иметь стабильную дугу, не варит «максимально быстро, как только возможно», а ориентируется на оптимальные показатели.
Невозможность отрегулировать сварочный ток не всегда связана со сбоями регулятора. Вполне вероятно также, что повреждены контакты подключаемых к этому регулятору проводов. Если и они исправны, можно предполагать короткое замыкание дросселя или поломку вторичного трансформатора. Когда инвертор начинает поглощать слишком много тока даже в ненагруженном состоянии, обычно это свидетельствует о коротком замыкании между витками.

Прикипание электродов к металлу провоцируется падением напряжения в сети. В свою очередь, такая проблема возникает из-за ошибочного выбора сварочного режима и неправильной его настройки. Кроме того, напряжение опускается при подсоединении через удлинитель с недостаточным сечением провода либо через очень длинный сетевой кабель. Индикатор перегрева срабатывает (либо происходит самопроизвольное отключение) при неверном режиме длительности запуска. Проще говоря, аппарату слишком мало и слишком редко дают остывать.


Этапы ремонта
Диагностика
Проверка компонентов сварочных инверторов вполне проста и удобна. Перед началом работы надо подсоединить к устройству лампу накаливания мощностью от 100 до 150 Вт. Последовательное подключение ее гарантирует стабилизацию тока и предотвратит короткое замыкание в процессе теста. Еще одним плюсом от такой практики будет возможность оценить работоспособность конденсаторов и транзисторно-силового блока. Схема самостоятельного диагностирования сварочного аппарата пошагово включает прежде всего исследование силовых диодов.


Берут мультиметр и проверяют последовательно сопротивление по клеммам. На одной стороне оно равно нулю, а на другой — представляет безразмерную величину.
Если это правило не соблюдается, проблемный диод потребуется менять. Правда, сначала его придется выделить. Следующим шагом будет тестирование силовых транзисторов на высокочастотном преобразователе.
Первым шагом будет выяснение того, как распределяются выводы самих транзисторов. Когда эта задача решена, с помощью мультиметра устраивается проверка на «пробой» током. О неисправности блока говорит то, что он в обе стороны имеет нулевое сопротивление. Следующий этап — работа с диодами на выпрямителях малых частот. Поскольку такие диоды подсоединяют по «мостовому» принципу, начинают с отыскания 4-х ключевых позиций; при нулевом сопротивлении модуль так же, как и в предыдущем случае, потребуется менять.


Только убедившись, что все силовые проводники работоспособны, можно подавать напряжение! В норме соединенная последовательно лампочка на несколько мгновений даст яркую вспышку света. Но поскольку конденсаторы низкой частоты будут заряжаться, ее свечение постепенно теряет интенсивность. Соответственно, если хотя бы на одном транзисторе происходит электрический пробой, яркость света не уменьшится. Далее инвертор несколько раз включают-выключают и определяют напряжение в различных положениях холостого хода (в норме оно уступает номиналу напряжения на аппарате).


Меняем транзисторы
Эта работа тоже, в принципе, может быть выполнена своими руками. Надо учитывать, однако, что потребуется пайка самих транзисторов, а иногда и некоторых других деталей. Еще специалисты неустанно отмечают, что тонкая электроника легко повреждается статическим электричеством. Придется использовать специальные защитные браслеты и вставать на резиновые коврики. Да, многие самодеятельные мастера игнорируют подобные требования, но тогда за последствия они должны будут отвечать сами.


Силовые транзисторы особым винтом прижаты к радиатору. Этот винт придется аккуратно, но энергично выкрутить. Далее корпус немного отводят от поверхности.
Лишь после этого приходит время выпаивать сам транзистор. Новый блок ставят, выполняя те же манипуляции, но только в перевернутом порядке; перед вкручиванием винта только добавляют слой отводящей тепло пасты.


Ремонтируем выпрямители
Достаточно часто требуется отремонтировать и выпрямительные узлы инверторных аппаратов. Там есть 3 выпрямителя. На выходе расположен однополупериодный модуль. Его дополняют 2 детали, исполненные по мостовой схеме. Одна из таких деталей расположена на входе, а другая – так называемая дежурка отвечает за внутреннее питание.

Выходной спрямляющий блок оснащается парой диодов. Его надо тестировать мультиметром, подключаемым к вводным клеммам. Проверка двух оставшихся выпрямителей проводится методом «четырех точек». Делать ли это на разъемах или через плату — особого значения не имеет. Внутри выпрямителя преимущественно надо менять конденсаторы, диоды и резисторы «балласта».
Прочие компоненты гораздо стабильнее, и вероятность их поломки невелика. Особой предосторожности в процессе пайки выпрямляющих модулей не потребуется.
Однако максимально аккуратно придется работать с деталями внутреннего питающего контура.
Все они прямо завязаны на печатную плату, и при неосторожном обращении она легко выходит из строя. Как и в случае с транзисторами, до закрепления новых деталей наносят слой пропускающей тепло пасты.

Диагностируем конденсаторы
Грубые изъяны механического характера, как и последствия подачи неоправданно высокого напряжения, определяются при внешнем осмотре. Подавляющее большинство модификаций электролитических конденсаторов оснащается особыми торцевыми насечками. В момент «взрыва» электролита они поднимутся или даже раскроются. Сложнее обстоят дела с повреждениями контактов внутри устройства и общим старением конденсатора. Эти дефекты явных визуальных проявлений не имеют.

Но обнаружить невидимые глазу отклонения от нормы помогает мультиметр. В начале разряжают конденсатор и начинают измерять сопротивление. Исправный блок сразу продемонстрирует малое сопротивление. При росте заряда оно будет подниматься и вскоре достигнет бесконечности. Тот же самый тест можно произвести и с приборами, измеряющими емкость; о неисправности говорит обнаружение обрыва или неизменность уровня сопротивления.

Устраняем проблемы в платах управления
Полноценная характеристика методики ремонта не может миновать, конечно, и управляющих систем инвертора. Этот момент актуален, если стандартные проверки мультиметром и простейший ремонт не дают требуемого результата. Важно: отыскать конкретную проблему и локализовать ее четко поможет только осциллограф. Без него можно разве что установить напряжение в контактных пунктах на плате и определить, каково напряжение питания.


Также пригодится прозвонка полупроводников (если проблема в них, то эти приборы почти наверняка понадобится выпаять).
Если осциллограф не дает никаких сигналов, потребуется прозвонка с помощью мультиметра. Тестировать придется все компоненты без исключения, даже если какой-то блок вне подозрения поначалу. Пайка полупроводников весьма сложна. А починить плату управления в целом не получится без доскональных знаний в области радиоэлектроники и понимания приборных схем. Если таких знаний и навыков нет, придется обращаться к профессионалам.


Рекомендации
Как видим, устранение неполадок инверторной техники сплошь и рядом встречает серьезные затруднения. Однако есть ряд моментов, которые позволяют сократить риск самого выхода из строя. Опасность для сварочного инвертора представляет слабая устойчивость к попаданию пыли. Разбирать устройство и вычищать его нужно хотя бы раз в 5-6 месяцев. Для очистки используют либо кисточки с мягким ворсом, либо сжатый воздух.


Серьезный риск представляет и проникновение внутрь воды — как жидкой, так и конденсирующейся из воздуха. Недорогие инверторы подвержены поломкам охладительной системы, которые не дают сработать блокам аварийного отключения и приводят к плавлению пластмассы. Еще важно оберегать аппарат от падений напряжения более чем до 190 В. Подъем напряжения сверх нормы тоже опасен, хотя и менее, чем его недостаточный уровень. Риск также бывает связан с:
-
перегрузкой из-за выполнения чрезмерно сложной и объемной работы;
-
падениями;
-
сильными ударами;
-
плохим креплением колодок;
-
использованием низкокачественных запчастей;
-
чрезмерным нагревом или переохлаждением.


Стоит учесть и рекомендации по выявлению основных дефектов в работе инвертора. Если прилипание электрода провоцируется пониженным напряжением в сети, то способов борьбы с этим, не затрагивающих само напряжение, просто нет.
Иногда подобный эффект провоцируется тем, что вставки кабелей не зафиксированы в гнездах на панели.
Тогда их нужно зажать вращением по часовой стрелке. Также прилипать электрод будет, если:
-
диаметр питающего провода менее 2,5 кв. мм (решается использованием более крупного провода);
-
начинают гореть контакты;
-
используется удлинитель более 40 м.

Отсутствие выхода на сварочный режим, несмотря на стабильное подключение к сети и работающий индикатор подключения — еще одна частая проблема. В этом случае можно предполагать три причины:
-
обрыв кабелей;
-
полное отсутствие контакта;
-
недостаточно плотный контакт.
Иногда в процессе сварки отключается напряжение. Это свидетельствует или о неисправности автоматического регулятора, или о том, что он не соответствует используемому напряжению. Индикатор перегрева будет загораться всякий раз, когда критически важные части устройства достигнут температуры 80 градусов. Единственное, что может сделать пользователь в такой ситуации — это подождать естественного охлаждения.

Пытаться вмешиваться в работу автоматики или менять ее настройки крайне опасно!
Стоит учесть при ремонте инвертора, что если вышли из строя транзисторы, то скорее всего та же участь постигла и контур раскачки (тот самый, который еще иногда называют драйвером). Все составные части этого контура подлежат немедленной проверке. Осматривая печатную плату с автоматикой, надо внимательно проверять, чтобы на ней не было подгоревших участков и разрывов. Все проблемные места с такими отклонениями аккуратно зачищают и напаивают перемычки заново. Важно: перегоревшие, изношенные или порванные провода можно менять только на аналогичные им по сечению (при условии, что этого сечения достаточно для нормальной работы).

Пытаться корректировать вольт-амперную характеристику не имеет особого смысла. Сделать это могут только подготовленные специалисты. Потребуется не перепрограммирование (с бюджетными аналоговыми устройствами оно невозможно), а замена основных компонентов на цифровые блоки. Потому придется знать в совершенстве схемотехнику и особенности работы устройств на низком уровне. Но даже при небольшом уровне квалификации стоит работать над профилактикой перегрева, характерного для изделий дешевого класса.

В первую очередь заботятся о том, чтобы нормально отводилось образующееся тепло. Особенно плохо организовано его удаление обычно с силовых ключей и диодов выпрямляющих контуров. Целесообразно поэтому позаботиться максимально об усилении обдува. Некоторые инверторы вовсе не имеют вентиляторов, в других вентиляционные устройства недостаточно мощны и совершенны. «Исходные» кулеры практически всегда приходится демонтировать и заменять на 3-4 идентичных по размаху лопастей и прочим параметрам устройств.
Собирать кулеры в «стопку» не слишком легко, да и не нужно. Их вполне можно стянуть винтами и на этом успокоиться. Если внутри не хватает места для большой сборки, можно поставить снаружи 1 канальный вентилятор повышенной мощности.

Категорически нельзя использовать компоненты сомнительного происхождения. Только официально поставляемые устройства и детали справятся со своей задачей.
Теплоотвод можно улучшать, меняя не только вентиляторы, но и радиаторы. Традиционные предустанавливаемые радиаторы не всегда достаточно производительны. Слюдяные и резиновые разграничители, отделяющие устройство от фланцев, надо обязательно сохранять. Подрезая ребра, следует аккуратно дорабатывать их надфилем, чтобы убрать даже небольшие заусенцы. Если это не сделано, придется постоянно бороться со скоплением пыли.

Про ремонт сварочного инвертора своими руками смотрите далее.
 Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).
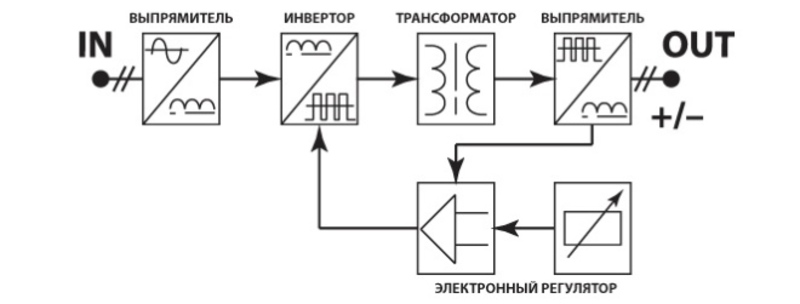
Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
 Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
 Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.

При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.

- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.

Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.
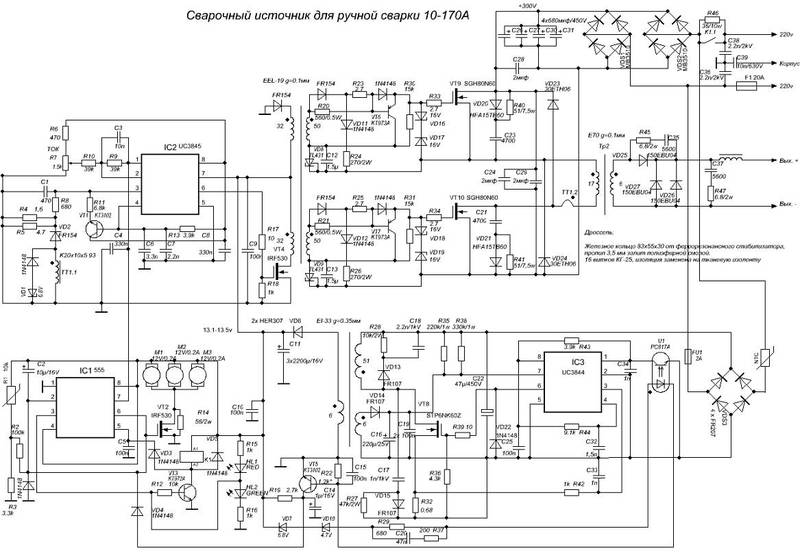
Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | |||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
 Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Originally posted 2018-07-04 08:14:15.
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
- Устройство инверторного сварочного аппарата
- Диагностика поломок инверторных сварочных аппаратов
- Конкретные признаки неисправности и способы ремонта
- Советы при сварке
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.

Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
-
Отключите аппарат от сети
-
Выкрутите винты боковой крышки
-
Осмотрите платы, конденсаторы, транзисторы, клеммы
-
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
-
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
-
Обезжирьте место соединения канифолью
-
Вставьте новый элемент в отверстия печатной платы
-
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
-
Подбирайте правильные режимы сварки
-
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
-
При пониженном напряжении используйте аппараты, рассчитанные на просадку
-
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
-
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
-
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли?
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит?
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Чем и как продуть инвертор от пыли?
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке?
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя?
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.

Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Как отремонтировать сварочные аппараты своими руками
От редактора Глава 1. Устройство, работа и методика ремонта инверторных сварочных источников
1.1. Уменьшение габаритов сварочного источника Влияние рабочей частоты на габариты трансформатора Однотактный nрямоходавый nреобразователь Косой мост Двухтактный мостовой nреобразователь Двухтактный nолумостовой nреобразователь 1 .2. Общая методика осмотра и ремонта ин верторных сварочных источников Перед ремонтом инверторнога сварочного источника Очистка сварочного источника Осмотр сварочного источника Проверка электронных комnонентов Исnытание сварочного источника Исnытание теnловой защиты
Глава 2. Сварочные источники семейства BRIMA
2.1. Особенности устройства источников Состав семейства сварочных источников BRIMA Выбор источника для рассмотрения Технические характеристики BRIMA ARC-160 2.2. Состав сварочного источника и назначение nлат 2.3. Выnрямитель N21 Принциnиальная электрическая схема nлаты Блок nитания 24 В 2.4. Преобразователь 2.5. Выnрямитель N22 Принциnиальная электрическая схема Цеnи уnравления на nлате nреобразователя 2.6. Плата уnравления Назначение Принциnиальная электрическая схема 2.7. Плата драйверов 2.8. Методика nроверкисварочного источника BRIMA Необходимые nриборы и оборудование Электрические измерения nри выключенном апnарате Включение и nроверка цеnей уnравления и драйвера 2.9. Испытания сnрочного источника Электрические измерения при работе источника на холостом ходу Испытание источника при работе на нагрузку Проверка напряжения на диодах VD21-VD23 Проверка тепловой защиты Рабочее испытание
Глава 3. Сварочные источники семейства COLT
3.1. Назначение 3.2. Сварочный источник СОLТ 1300 Силовая часть сварочного источника COLT 1300 Данные моточных узлов 3.3. Блок управления 3.4. Ремонт и проверка сварочного источника СОLТ 1300 Необходимые приборы и оборудование Визуальный осмотр Проверка электронных компонентов Проверка схемы управления Испытание на холостом ходу Испытание при номинальной нагрузке Проверка тепловой защиты Рабочее испытание
Глава 4. Сварочные источники семейства RANGER
4.1. Первое знакомство Состав семейства RANGER Технические параметры и разновидности источникJ Raпger WELDER inverter-160DС 4.2. Силовые цепи 4.3. Плата управления Назначение платы управления Принципиальная электрическая схема платы упратения 4.4. Ремонт и проверка сварочного источника Необходимые приборы и оборудование Методика осмотра инверторнога сварочного источника Проверка платы управления Полная проверка сварочного источника 4.5. Испытания сварочного источника Подготовка к испытанию Испытание на хоnостом ходу Испытание при номинальной нагрузке Проверка тепловой защиты Рабочее испытание
Глава 5. Сварочные источники семейства TECNICA
5.1. СоставсемействаТЕСNIСА 5.2. Сварочный источник TELWIN TECNICA-164/144 5.2.1. Технические параметры источника TELWIN TECNICA-164/144 5.2.2. Силовые цепи источника TELWIN TECNICA-164/144 Принципиальная схема Работа силовых цепей источника TELWIN TECNICA-164 (144) 5.2.3. Устройство управления сварочного источника TELWIN TECNICA-1 б4 (144) Назначение Цепи управления сварочного источника 5.2.4. Проверки сварочного источника TELWINTECNICA-164 (144) Необходимые приборы и оборудование Электрические измерения при выключенном аппарате 5.2.5. Испытание на холостом ходу источника TELWIN TECNICA-164 (144) Меры безопасности Порядок подготовки к измерениям Включение и проверка драйвера 5.2.б. Ремонт источника TELWIN TECNICA-164 (144) с заменой элементов Ремонт, замена печатной платы Замена транзисторов IGBT Замена диодов VD32-VD34 5.2.7. Испытание источника TELWIN TECNICA-164 (144) при работе на нагрузку Необходимые приборы и материалы Меры безопасности Подготовка к испытанию Последовательность испытаний сварочного источника TELWIN ТECNICA-164/144 Проверка напряжения на диодах VD32-VD34 5.2.8. Проверка тепловой защиты 5.2.9. Рабочее испытание источника TELWIN TECNICA-164 (144) 5.3. Сварочный источник TELWIN TECNICA-161/141 5.3.1. Технические характеристики источника TELWIN TECNICA-161 5.3.2. Силовые цепи источникаТЕLWINТЕСNIСА-161/141 Принципиальная схема цепей питания сварочного источника TELWINTECNICA-1б1/141 Работа схемы сварочного источника TELWIN TECNICA-1 6 1/141 5.3.3. Цепи управления источникаТЕLWINТЕСNIСА-161/141 Принципиальная электрическая схема платы управления Работа схемы платы управления 5.3.4. Преобразователь и выпрямитель источника ТELWINTECNICA-161/141 Принципиальная электрическая схема преобразователя и выпрямителя Работа схемы преобразователя и выпрямителя 5.3.5. Проверки сварочного источника TELWIN TECNICA-161/141 Необходимые приборы и материалы Электрические измерения при выключенном аппарате 5.3.6. Испытание источника TELWIN TECNICA-161/141 на холостом ходу Меры безопасности Порядок подготовки к измерениям Включение и проверка служебного источника питания 5.3.7. Ремонт, замена печатной платы источника TELWINTECNICA-161/141 5.3.8. Замена транзисторов IGBT в источнике TELWIN TECNICA-1 б 1/141. 5.3.9. Замена диодовVD21 -VD23 в источнике TELWINTECNICA-161/141 5.3.10. Извлечение платы управления источника TELWINTECNICA-161/141 5.3. 1 1. Испытание источника TELWIN TECNICA-161/141 при работе на нагрузку Эквиваленты нагрузки Меры безопасности Подготовка к испытанию Испытание сварочного источника TELWIN TECNICA-161/141 при средней нагрузке Испытание сварочного источника TELWIN TECNICA-161/141 при номинальной нагрузке Проверка напряжения на диoдaxVD21-VD23 5.3.12. Проверка тепловой защиты 5.3. 1 3. Рабочее испытание источника TELWIN TECNICA-161/141
Глава 6. Сварочные источники семейства ТОРУС
6. 1. Состав семейства ТОРУС 6.2. Технические параметры источника ТОРУС-200 6.3. Силовые цепи источника ТОРУС-200 Принципиальная электрическая схема силовых цепей сварочного источника ТОРУС-200 6.4. Работа мостового преобразователя источника ТОРУС Принципиальная схема преобразователя Работа схемы преобразователя в различные интервалы времени 6.5. Устройство управления сварочного источника ТОРУС Назначение устройства управления Плата управления Микросхема драйвера IR2110 Регулятор тока Защита сварочного источника от перегрева 6.6. Ремонт сварочного источника ТОРУС Необходимые приборы и оборудование Начало ремонта Ремонт платы управления сварочного источника ТОРУС 6.7. Испытание сварочного источникаТОРУСна холостом ходу 6.8. Испытание сварочного источника ТОРУС при номинальной нагрузке 6.9. Проверка тепловой защиты 6.10. Рабочее испытание сварочного источника ТОРУС
Глава 7. Сварочный источник RytmArc
7.1. Особенности ремонта источников, выпуск которых прекращен 7.2. Общее описание источника RytmArc 7.З. Блок управления сварочного источника RytmArc 7.4. Формирование нагрузочной характеристики сварочного источника RytmArc 7.5. Настройка блока управления сварочного источника RytmArc 7.6. Использование альтернативного ШИМ-контроллера
Глава 8. Сварочные источники семейства Etalon
8.1. Состав семейства и технические характеристики Состав семейства Технические характеристики сварочного источника Etalon ZX7-180R 8.2. Силовые цепи 8.3. nлата управления 8.4. Методика проверки сварочного источника Etaloп Необходимые приборы и оборудование Электрические измерения при выключенном аппарате Включение и проверка цепей управления 8.5. Практические рекомендации по усовершенствованию сварочного источника Основные nричины неисправностей сварочных источников семейства EТALON Простой способ организация зарядки конденсаторов фильтра Замена модуля IGBT на дискретные элементы 8.6. Испытания сварочного источника Электрические измерения при работе источника на холостом ходу Испытание источника при работе на нагрузку 8.7. Проверка тепловой защиты 8.8. Рабочее испытание
Глава 9. Справочник по элементной базе инверторных сварочных источников
9.1. ШИМ-контроллеры Микросхема TDA4718A МикросхемаТL494 Микросхема UC3525 Микросхема UC3845A 9.2. Транзисторы Принцип замены элемента MOSFET транзисторы IGBT транзисторы. 9.3. Мощные диоды
Глава 10. Полезные самодельные устройства для ремонта инверторов
10.1. Самодельные щупы для осциллографа 10.2. Использование балластного реостата РБ-315 в качестве эквивалента нагрузки
Приложение 1. Основные характеристики источников питания сварочной дуги 2. Термины и определения, использованные в книге
Сборник схем сварочных аппаратов и инверторов
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160 Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3.1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях. от автора: Я ремонтировал и настраивал два таких агрегата, поэтому разбираться в их работе пришлось полностью, а на схемах сохранились мои пометки, может кому и пригодиться…
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120. Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500. Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600. Интересна конструкция сглаживающего дросселя — провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 — 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей: — щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч , — кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч . Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия «Технотрон».
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током. Пределы регулирования сварочного тока 40-315А Ном.сварочное напряжение 32,6В Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF. Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ. Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1.. Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского , в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма. В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 «MASTER», производства Костромского завода сварочного и электрощитового оборудования RUSELCOM. Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы: Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичнойвторичной обмотках св. т-ра. На оригинальной плате R42R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16VT14-тем самым «включить «стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую «установку»трансформатор 22075В+дроссель в сварочной цепи+РБ-300+данная «поделка»+аргоновая горелка. К сожалению на токах менее 30А работает не устойчивоне работает.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядникомличное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА. Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный .
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата «Русич С-400» производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
- Назначение оборудования и особенности его конструкции
- Особенности технического обслуживания и ремонта инверторных аппаратов
- Факторы, приводящие к выходу из строя сварочного инвертора
- Распространенные неисправности
- Как выполнить самостоятельный ремонт инверторного устройства
Ремонт сварочных инверторов, несмотря на его сложность, в большинстве случаев можно выполнить самостоятельно. А если хорошо разбираться в конструкции таких устройств и иметь представление о том, что в них с большей вероятностью может выйти из строя, можно успешно оптимизировать затраты и на профессиональное сервисное обслуживание.

Замена радиодеталей в процессе ремонта сварочного инвертора
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Особенности технического обслуживания и ремонта инверторных аппаратов
Ремонт сварочного аппарата, относящегося к инверторному типу, имеет ряд особенностей, что объясняется сложностью конструкции такого устройства. Любой инвертор, в отличие от сварочных аппаратов других типов, является электронным, что требует от специалистов, занимающихся его техническим обслуживанием и ремонтом, наличия хотя бы начальных радиотехнических знаний, а также навыков обращения с различными измерительными приборами – вольтметром, цифровым мультиметром, осциллографом и др.
В процессе технического обслуживания и ремонта проверяются элементы, из которых состоит схема сварочного инвертора. Сюда относятся транзисторы, диоды, резисторы, стабилитроны, трансформаторные и дроссельные устройства. Особенность конструкции инвертора состоит в том, что очень часто при его ремонте невозможно или очень сложно определить, выход из строя какого именно элемента стал причиной неисправности.

Признаком сгоревшего резистора может быть небольшой нагар на плате, трудно различаемый неопытным глазом
В таких ситуациях последовательно проверяются все детали. Чтобы успешно решить такую задачу, необходимо не только уметь пользоваться измерительными приборами, но и достаточно хорошо разбираться в электронных схемах. Если таких навыков и знаний хотя бы на начальном уровне у вас нет, то ремонт сварочного инвертора своими руками может привести к еще более серьезной поломке.
Реально оценив свои силы, знания и опыт и решив взяться за самостоятельный ремонт оборудования инверторного типа, важно не только посмотреть обучающее видео на эту тему, но и внимательно изучить инструкцию, в которой производители перечисляют наиболее характерные неисправности сварочных инверторов, а также способы их устранения.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.

Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Прилипание электрода к поверхности соединяемых деталей
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Невозможность начать сварочный процесс при включенном аппарате
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Невозможность включить инвертор при повороте тумблера
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.
")
Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.