Совместными
усилиями
к_общему_успеху…
с_1997_года
«ИНТЕХ_ГмбХ»
Ремонт и установка турбин. Инструкция по эксплуатации паровой турбины
- Инструкции по ремонту и установке турбин
- Общие положения
- Сведения, необходимые для подготовки к работе
- Безопасность
- Спецификация и детализация паровой турбины
- Ротор паровой турбины
- Корпус подшипника
- Лабиринтовый сальник
- Подшипник скольжения
- Упорный подшипник
- Клапан экстренного отключения
- Регулирующий клапан
- Масляный контейнер и заземление ротора
- Сопловой аппарат
- Система парового уплотнения
- Процедура промывки
- Рабочая процедура
- Устройства защиты и контроля, а также контрольные точки при работе оборудования
- Техническое обслуживание
- Контрольный лист проведения работ по техобслуживанию и проверке
- Инструкция по установке турбины
- Безопасное хранение на строительной площадке
- Общее описание установки турбины
- Процедура монтажа паровой турбины
- Центрирование соединений
- Соединение трубопроводов
- Проверка управляющего устройства скользящего типа, расположенного со стороны корпуса подшипника
- Контроль корпуса турбины
- Трубный компенсатор
Инструкции по ремонту и установке турбин
Общие положения
Инструкция по эксплуатации подготовлена в помощь опытному и квалифицированному персоналу, который будет заниматься эксплуатацией и техническим обслуживанием вращающегося оборудования, его вспомогательных систем и устройств управления.
Данная турбина была разработана для того, чтобы обеспечить надежную и безопасную работу. Тем не менее, при эксплуатации оператор должен принимать разумные меры предосторожности, которые обычно применяются при работе с вращающимся оборудованием, работающим под давлением с паром.
Несоблюдение таких мер ведет к риску травмирования персонала и повреждения оборудования.
1. Назначение данной инструкции
Настоящая инструкция относиться ко всему оборудованию, которое входит в объем поставки.
2. Соответствующая среда
Данная паровая турбина и ее вспомогательное оборудование были разработаны и произведены для выходной производительности при номинальном режиме работы турбины — 3000 кВт
3. Предупреждение об остаточном риске
Несмотря на то, что данный паротурбогенератор разработан для обеспечения безопасных условий работы, все равно имеются остаточные риски. В данной инструкции следующими символами обозначены условия, имеющие большую значимость с точки зрения безопасности.
Сведения, необходимые для подготовки к работе
Ознакомьтесь с трубопроводом пара и тем электрическим оборудованием, которое относится к турбине, и убедитесь в том, что вы понимаете логику работы всех защитных систем, особенно системы аварийного отключения.
ЗАПРЕЩАЕТСЯ ЗАПУСКАТЬ ОБОРУДОВАНИЕ, ЕСЛИ ВЫ НЕ ЗНАЕТЕ ПРАВИЛ ЕГО ЭКСПЛУАТАЦИИ И ЕГО ФУНКЦИИ ЗАЩИТЫ.
Ознакомьтесь с тем, как надлежащим образом сливать и нагревать трубопровод пара. Убедитесь в надлежащей работе всех систем отвода пара.
Если пар поступает слишком быстро в трубопровод, который не был надлежащим образом слит, это неизбежно приводит к серьезным и опасным гидравлическим ударам.
Необходимо четко понимать, что при возникновении гидравлических ударов наилучшим с вашей стороны будет закрыть клапаны систем подачи пара в тот трубопровод, который подвержен гидравлическим ударам, а затем открыть все ручные сливные линии на этом трубопроводе.
Безопасность
1. Общие меры безопасности
В прочих частях данной инструкции рассматриваются детали необходимого обеспечения безопасности. Ниже приводятся лишь некоторые наиболее важные положения.
Не прикасайтесь к оборудованию без необходимости.
При необходимости работа с оборудованием должна выполняться только опытным персоналом.
Даже если оборудование не работает, запрещается подниматься на оборудование, так как при этом возникает риск падения.
При необходимости, подниматься на оборудование с большим вниманием и осторожностью с применением подмостей может лишь квалифицированный персонал, имеющий опыт работы с оборудованием.
Вам необходимо в ручном режиме проверить устройства безопасности прежде, чем запускать пар в турбину.
ЗАПРЕЩАЕТСЯ ПОДАВАТЬ ПАР НА ТУРБИНУ, ЕСЛИ КЛАПАН АВАРИЙНОЙ ОСТАНОВКИ ЗАКРЫТ НЕПОЛНОСТЬЮ.
Запрещается стоять рядом с соединениями или открытыми вращающимися деталями, если вы одеты в просторные, развевающиеся одежды, галстук и т.д.
Запрещается демонтировать детали на работающем оборудовании.
Запрещается развинчивать болты, ослаблять их, снимать или перемещать нижнюю половину корпуса турбины.
При снятии крышки с оборудования или демонтаже деталей необходимо уточнить их вес.
В случае если вес превышает 15 кг (33 lb), для подъема необходимо использовать соответствующие подъемные механизмы.
При применении подъемных механизмов, необходимо убедиться в том, что применяемые устройства соответствуют поднимаемому весу и, что вес надлежащим образом закреплен перед подъемом.
Прежде чем приводить в действие турбину, необходимо убедиться в том, что все перекрывающие пар клапаны полностью закрыты, а все дренажи турбины полностью открыты.
Запрещается дотрагиваться до клапанов пара на трубопроводе без применения перчаток, которые могли бы защитить вас от ожогов.
При контроле или ремонте электрического оборудования, выключатель на панели должен быть открыт, и источник электропитания для данных устройств должен быть перекрыт. В противном случае возникает риск электрического удара.
Убедиться в том, что ручная стартовая ручка снята с вала стартового мотора до пуска мотора.
В противном случае персонал, находящийся поблизости от устройств может получить телесные повреждения.
Не рекомендуется находиться длительное время рядом с установкой, так как длительное воздействие шума и вибрации могут иметь негативные последствия для физического состояния.
Спецификация и детализация паровой турбины
1. Подробное описание
Корпус турбины разделен горизонтально на две части.
Горизонтальный шов корпуса должен быть аккуратно обработан на станке для обеспечения полной изоляции.
Обе половинки соединяются штифтами, гайками и дюбелями. Приемный патрубок пара, коллектор пара для клапана управления встроены в нижний корпус.
Контейнеры лабиринтового уплотнения разделены и помещаются в верхней и нижней половинке корпуса турбины.
2. Разборка
- Снять сдвигаемую крышку (ограждения турбины) и отсоединить трубопровод подачи пара от клапана экстренного отключения.
- Снять конический штифт (штифты), гайку (гайки) и резьбовую шпильку (шпильки) на горизонтальном соединении корпуса турбины.
- Установить четыре направляющих болта, чтобы поднять верхнюю часть корпуса турбины надлежащим образом и выровнять.
- Установить четыре перекидных болта.
- Пропустить провод через отверстие верхней части корпуса таким образом, чтобы поднять верхний корпус с использованием ручной цепной тали с основным крановым блоком.
- Поднять верхнюю половину с использованием перекидного болта (болтов).
- Верхнюю половинку поднимать аккуратно, контролируя проход внутренней части через горизонтальное соединение.
Примечание: Очень важно поднимать верхний корпус строго по вертикали и, не смещая его по горизонтали - Верхние половинки соплового аппарата (аппаратов) и лабиринтового уплотнения (уплотнений) крепятся болтами на верхний корпус и поднимаются вместе с верхним корпусом.
3. Сборка верхнего корпуса
Эта процедура противоположна операции разборки.
- Поверхность разъема — очистка
Разъемные поверхности верхнего и нижнего корпуса должны быть абсолютно чистыми. Они зачищаются растворителем.
Любые твердые включения пасты для уплотнения стыков на поверхностях необходимо удалить при помощи проволочной мочалки или легким и аккуратным соскабливанием. Необходимо убедиться в том, что метал при этом остался неповрежденным - Паста для уплотнения стыков
- До установки на все поверхности болтов корпуса наноситься многокомпонентная смазка для резьбы
4. Метод соединения
- Нанести тонкую пленку многокомпонентной пасты для резьбы на соединительную поверхность нижнего корпуса. Многокомпонентную пасту для резьбы ЗАПРЕЩАЕТСЯ применять повторно.
- Верхний корпус опускается в нужную позицию, при этом необходимо убедиться, что он опускается строго по вертикали и по горизонтали к нижнему корпусу.
- Перекидной болт (болты) должны быть выше горизонтальной поверхности, чтобы дно перекидного болта выступало.
- Перед фиксацией необходимо убедиться в том, что корпус выровнен.
- Установить все конические штифты в надлежащее положение на горизонтальном стыке верхнего корпуса.
- Последовательность затягивания имеет большое значение, так как она обеспечивает плотное, герметичное соединение и помогает избежать неравномерного напряжения на корпусе. Последовательность заключается в альтернативном затягивании противоположных гаек на каждой стороне. См. процедуру затягивания болтов на корпусе.
- Момент затягивания болтов, находящихся там, где нет опасности вырывания, должен быть таким же, как и для близ находящихся болтов.
Ротор паровой турбины
Подробное описание
Ротор турбины выполнен из монолитной стальной заготовки методом горячей ковки, аккуратно обработан на станках и заземлен.
После того, как были собраны лопатки, гибкая мембранная муфта и прочий вращающийся элемент, ротор был динамически сбалансирован. На конец вала турбины установлен прибор для замера скорости с электрическим управляющим устройством.
Демонтаж
- Снять верхний корпус, крышку переднего и заднего корпуса подшипника и верхнюю половину соединительной крышки. Затем отсоединить трубопровод масла, снять приборы контроля скорости, вибрации, осевого смещения и температуры до ремонта крышки корпуса подшипника.
- Удалить болты и гайки гибкой мембранной муфты, затем снять соединительную прокладку между турбиной и компрессором.
- Снять крышку с упорного подшипника турбины, с переднего и заднего радиального подшипников.
- Снять регулируемый вкладыш с упорного подшипника. Необходимо отметить переднюю и заднюю сторону вкладышей.
- Установить петлю из проволочной ткани на ротор турбины. Необходимо применить грузовую траверсу в соответствии с прилагаемым информационным листом.
- Поднять аккуратно ротор и установить на деревянный стенд.
Повторная сборка ротора турбины
При этой процедуре все операции выполняются в обратном порядке тому, как это установлено для процедуры демонтажа.
Корпус подшипника
1. Подробное описание
Передний корпус подшипника/крышки, установленный на опорной плите, оснащен упорным подшипником, подшипником скольжения, исполнительным механизмом клапана управления и такими приборами, как прибор замера температуры металла подшипника, датчики, прибор замера осевого смещения, датчик вибрации вала и датчик скорости.
Корпус подшипника присоединен к нижнему корпусу турбины при помощи специальной промежуточной опоры карданной передачи и перемещается направляющей шпонкой, которая располагается между корпусом подшипника и опорной плитой для того, чтобы компенсировать термическое расширение в осевом направлении.
Задний корпус подшипника/крышки, установленный на опорной плите, оснащен подшипником скольжения, крышкой соединения и такими приборами, как прибор замера температуры металла подшипника, датчики, датчик вибрации вала и ключ фазы.
2. Разборка
- Передний корпус подшипника/крышка:
- Снять датчики температуры, скорости и вибрации вала.
- Удалить фронтальную крышку с датчиком осевого смещения.
- Снять болт (болты) и конический штифт (штифты) с горизонтального соединения крышки подшипника и корпуса подшипника.
- Установить два перекидных болта.
- Установить рым-болт (болты) на крышку подшипника.
- Провести проволочную петлю через рым-болт (болты), таким образом, чтобы поднять крышку корпуса подшипника с использованием ручной цепной тали, соединенной крюком с основным крановым блоком.
- Крышка корпуса подшипника должна свободно поддерживаться перекидными болтами. Аккуратно поднять крышку корпуса подшипника.
- Задний корпус подшипника с соединительной крышкой
- Снять датчики температуры и датчики вибрации вала.
- Снять болт (болты) и конический штифт (штифты) с горизонтального и вертикального соединения верхней половины соединительной крышки.
- Провести проволочную петлю через рым-болт (болты) таким образом, чтобы поднять верхнюю половину соединительной крышки при помощи цепной ручной тали, соединенной крюком с основным крановым блоком.
- Осторожно поднять верхнюю половину соединительной крышки. Удалить датчики температуры с крышки корпуса подшипника.
- Снят болт (болты) и конический штифт (штифты) с горизонтального шва крышки подшипника и корпуса подшипника. Удалить заземляющие щетки с масляного контейнера.
- Установить два перекидных болта.
- Установить рым-болт (болты) на крышку подшипника. Провести проволочную петлю через рым-болт (болты) таким образом, чтобы поднять крышку корпуса подшипника с использованием ручной цепной тали, соединенной с основным крановым блоком.
- Крышка корпуса подшипника должна свободно поддерживаться перекидным болтом (болтами). Осторожно поднять крышку корпуса подшипника.
3. Повторная сборка передней/задней крышки (крышек) корпуса подшипника
Процедура выполняется в обратном порядке описанной операции разборки.
- Поверхность разъема — очистка
Разъемные поверхности передней/задней крышки корпуса подшипника должны быть абсолютно чистыми. Они зачищаются растворителем. Любые твердые включения пасты для уплотнения стыков на поверхностях необходимо удалить при помощи тонкой проволочной мочалки или легким и аккуратным соскабливанием. Необходимо убедиться в том, что метал при этом остался неповрежденным. - Метод соединения
Нанести тонкую пленку многокомпонентной пасты на соединительную поверхность переднего и заднего корпуса подшипника и соединительную крышку. Многокомпонентную пасту ЗАПРЕЩАЕТСЯ применять повторно. Указанные детали опускаются в нужное положение. При этом необходимо убедиться, что стыковочные поверхности строго выровнены по вертикали и по горизонтали. Последовательность затягивания имеет большое значение, так как она обеспечивает плотное, герметичное соединение и помогает избежать неравномерного напряжения на оборудовании. Последовательность заключается в альтернативном затягивании противоположных гаек на каждой стороне.
Лабиринтовый сальник
- Детальное описание
- Корпус сальника
Корпус сальника разделен горизонтально на две части. Верхняя половина корпуса сальника привинчена болтами к верхней половине корпуса турбины.
(Примечание: корпуса сальников подогнаны на станках и не могут взаимно заменяться) - Лабиринтовый сальник
Каждый круг состоит из 4-х сегментов, и каждый сегмент оснащен оттяжной пружиной.
После установки лабиринтового сальника на его горизонтальном стыке необходимо установить шпонку (шпонки) для защиты от вращения.
Две половинки корпуса сальника необходимо надлежащим образом выровнять во избежание образования ступеньки на стыке. Если необходимо только проверить и вновь использовать лабиринтовый сальник (сальники), важно идентифицировать каждый из них, чтобы знать его точное положение и сборку сегментов.
(Примечание: существуют два вида лабиринтового сальника для соединения каждого сегмента. У одного из них плоская поверхность для низкотемпературного порта турбины, а у другого — неровная поверхность для высокотемпературного порта турбины).
- Корпус сальника
- Повторная сборка
- Почистить растворителем и мочалкой из тонкой проволоки.
- Убрать все отложения с корпуса сальника.
- Разделить уплотнительные поверхности в корпусе уплотнителя и горизонтальном стыке. Поверхности должны быть чистыми и свободными от неровностей и раковин.
Подшипник скольжения
- Детальное описание
Ротор турбины опирается на два подшипника скольжения. Крышка подшипника разделена горизонтально на две части и соединена в корпусе подшипника штифтом (штифтами), резьбовой шпилькой (шпильками) и гайкой (гайками). Смазочное масло поступает внутрь подшипника через специальные отверстия. Если подшипник необходимо только проверить или заменить, необходимо снять крышку корпуса подшипника. При этом нет необходимости снимать верхний корпус турбины. - Разборка подшипника скольжения
* В случае если крышка корпуса подшипника, верхний корпус турбины и ротор турбины разобраны:- Снять крышку (крышки) подшипника после того, как будут удалены шпонки и резьбовые шпильки.
- Снять верхнюю половину подшипника (подшипников). Затем можно снять ротор турбины.
- После того, как ротор турбины будет поднят, повернуть нижнюю половину подшипника, надавливая на одну из сторон подшипника. Затем снять нижний подшипник (подшипники).
* Если проверяется только подшипник (подшипники) без разборки ротора турбины, применяется подушка подшипника.
- Залить смазочное масло между нижним подшипником (подшипниками) и ротором турбины после того, как будет снята крышка корпуса подшипника, крышка подшипника и верхняя половина подшипника.
- Завести стальной трос в пространство между корпусом подшипника и корпусом турбины для того, чтобы выполнить подъем. Все ротора поднимается при помощи крана.
- Повернуть нижний подшипник (примерно на 30 градусов). Затем вставить опорный подшипник, после чего повернуть нижний подшипник вместе с опорным подшипником.
- Повторная сборка подшипника скольжения
При этой процедуре все операции выполняются в обратном порядке тому, как это установлено для процедуры демонтажа. Убедитесь в том, что крышка корпуса подшипника, крышка подшипника и подшипник скольжения совершенно чистые. Убедитесь в том, что крышка (крышки) подшипника установлены в правильное положение при помощи штифтов, прежде чем приступать к затяжке крепежных элементов.
Упорный подшипник
- Детальное описание
Упорный подшипник является подшипником сегментного типа. Несмотря на то, что в турбине импульсного типа осевая сила незначительна, подшипник имеет достаточную площадь для того, чтобы обеспечить дополнительную защиту и свою собственную. Поэтому он всегда устанавливается на ротор турбины. - Разборка упорного подшипника:
- Снять крышку подшипника после удаления шпонок и резьбовых шпилек.
- Удалить регулировочные вкладыши с двух концов упорного подшипника.
В этом случае необходимо подтвердить монтажные метки на сопрягаемых деталях. - Осторожно снять одну сторону подушки упорного подшипника.
После этого можно снимать и другую сторону. - Теперь можно приступить к снятию ротора турбины.
- Повторная сборка упорного подшипника.
При этой процедуре все операции выполняются в обратном порядке тому, как это установлено для процедуры демонтажа. Убедитесь в том, что крышка корпуса подшипника, крышка подшипника и упорный подшипник совершенно чистые. Убедитесь в том, что крышка (крышки) подшипника установлены в правильное положение при помощи штифтов, прежде чем приступать к затяжке крепежных элементов.
Клапан экстренного отключения
- Детальное описание
Клапан установлен на входном фланце пара со стороны управляющего устройства паровой турбины. Он служит для открытия и закрытия турбины и а также, вместе с системой аварийного отключения, для автоматического отключения подачи пара в экстренных ситуациях. - Разборка клапана экстренного отключения
- Снять верхнюю крышку.
- Извлечь штырь (только со стороны шпинделя)
- Извлечь шпиндель вместе с рычагом и снять рычаг.
- Извлечь шпиндель вместе с рычагом и снять рычаг.
- Повернуть ручку и рабочее колесо по направлению часовой стрелки.
- Осторожно снять шпонку, шток клапана, гайку, держатель и стопор.
- Повернуть шток клапана по часовой стрелке и извлечь шток клапана и т.д.
- Снять герметичную крышку.
- Снять корпус пружины и втулку, воспользовавшись длинной резьбовой шпилькой с корпусом пружины (более подробная информация о растяжении пружины)
- Извлечь штырь, вытолкнуть вверх держатель пружины и снять соединительную деталь.
- Извлечь верхний шток клапана и снять пружину.
- Снять держатель пружины.
- Установить соединительную деталь на конец штока клапана.
- Вынуть наконечник клапана, шток клапана, клапан и крышку клапана.
- Извлечь шток клапана, клапан и крышку клапана с наконечника клапана.
- Снять установочный винт, крышку клапана и шток клапана.
Гидравлический масляный цилиндр
- Отсоединить масляный трубопровод.
- Снять крышку цилиндра.
- Снять гайку и шайбу.
- Снять держатель пружины и пружину.
- Снять установочный винт и шпиндель.
- Повторная сборка клапана экстренного отключения
- Убедиться в том, что все детали чистые.
- Заменить все поврежденные и изношенные детали.
Сборка клапана аварийного отключения выполняется в обратном порядке той последовательности, что описана в процедуре его разборки.
Регулирующий клапан
- Детальное описание
Регулирующий клапан установлен в нижней части общего литого корпуса клапана экстренного отключения и предназначен для автоматического регулирования количества пара в соответствии с нагрузкой привода.
Общее описание регулятора:
Сигнал о давлении масла, подаваемый регулятором, поступает на сервомотор регулятора, который находится под клапаном экстренного отключения, который открывает и закрывает регулятор при помощи рычага и, таким образом, регулирует количество поступающего пара в соответствии с нагрузкой. - Сборка регулирующего клапана
- Убедиться в том, что все детали чистые.
- заменить поврежденные или изношенные детали.
Собрать регулирующий клапан, выполняя операции в порядке обратном последовательности действий, описанных в процедуре разборки.
Масляный контейнер и заземление ротора
- Детальное описание
Масляный контейнер (контейнеры) устанавливаются на переднем и заднем корпусе с тем, чтобы предотвратить утечку масла из корпуса подшипника. Осевой зазор между масляным контейнером и ротором турбины рассчитывается на определенное температурное расширение.
Кроме того, задний масляный контейнер поставляется с двумя угольными щетками с тем, чтобы очищать подшипниковые токи роторной системы. - Разборка
1) Отсоединить провода от щеток заземления ротора на заднем корпусе подшипника. Снять угольные щетки с задней стороны масляного контейнера.
2) Демонтировать корпуса подшипников. Затем верхнюю половину каждого масляного контейнера установить на крышку корпуса подшипника.
3) Убрать установочный винт, чтобы ослабить масляный контейнер.
4) Зачистить горизонтальную поверхность и неровные поверхности масляного контейнера (контейнеров). - Повторная сборка
Эта процедура выполняется в обратном порядке тем операциям, что приводятся в описании операции разборки.- Поверхность разъема
Стыковые поверхности переднего/заднего масляного контейнера (контейнеров) должны быть абсолютно чистыми. Они зачищаются растворителем. Любые твердые включения пасты для уплотнения стыков на поверхностях необходимо удалить при помощи тонкой проволочной мочалки или легким и аккуратным соскабливанием. Необходимо убедиться в том, что метал при этом остался неповрежденным. - Угольные щетки
При повреждении угольных щеток их необходимо заменить новыми.
- Поверхность разъема
Сопловой аппарат
- Детальное описание
Все сопловые аппараты (направляющая заслонка) выполнены из нержавеющей стали.
Они тщательно обработаны на станках. Все углы и профили выполнены так точно, чтобы предотвратить все потери при преобразовании энергии в лошадиную силу.
Лабиринтные уплотнения установлены на вторых диафрагмах. - Разборка
Если нет неполадок, то сопло 1-ой стадии не разбирать.

Система парового уплотнения
Подробное описание
Паровое уплотнение предотвращает попадание воздуха с уплотнения турбины внутрь корпуса турбины, запускается система конденсации отработанного пара, и уплотнение паровой турбины образует вакуум. Если воздушный эжектор затягивает воздух с уплотнения турбины, вакуум сбрасывается. Таким образом, паровое уплотнение должно поставляться в сальник турбины.
Давление парового уплотнения контролируется в автоматическом режиме двумя клапанами управления. Эти клапаны управления действуют от аналогового сигнала, который поступает от контроллера, контролирующего давление парового уплотнения.
Процедура промывки
1. Продувка паром
Область применения
После монтажа до ввода в эксплуатацию необходимо в соответствии с данным документом выполнить продувку нового трубопровода паром.
Цели
Чтоб почистить внутреннюю часть котла и магистрального трубопровода пара от находящихся внутри сварочных брызг, кусков металла, окалины, песка, мусора и т.д., применяют продувку паром.
Прежде чем приступать к продувке паром внутреннюю часть трубопровода рекомендуется продуть сжатым воздухом с тем, чтобы сократить время продувки паром.
Принцип
Необходимо приложить энергию, эквивалентную кинетической энергии на выходе паросборника, при работе паровой турбины на полной нагрузке.
Rc = (Gb2 xVb)/(Gмакс.2 xVмакс.) ≥ 1
Rc : Усилие чистки
Gb : максимальный расход пара при продувке (тонн/час)
Vb : Удельный объем пара при продувке (m3/kg)
Gмакс.: Расзход пара при максимальной мощности (тонн/час)
Vмакс.: Удельный объем пара при максимальной мощности (m3/kg)

Оборудование и материалы для промывки (в качестве примера)
Данный перечень не является окончательным, так как в зависимости от строительной площадки могут понадобиться и другое оборудование, но, в основном, используется следующее:
- Глушитель для продувочного пара
- Сборный трубопровод для входа пара через глушитель
- манометр 2 (для одной системы)
- Тестовый образец 2~3 (для одной системы)
- сальник (для рекуперации)
2. Подготовка к продувке
Работа по продувке должна выполняться после изготовления парового трубопровода, завершения гидравлических испытаний, окончания монтажа трубопровода.
(1) Снять трубопровод пара с входного фланца клапана экстренного отключения, затем изменить направление трубопровода пара.
(2) Установить временный трубопровод через временный глушитель.
(3) Установить временный глушитель.
(4) Снять выпускную крышку временного глушителя.
(5) Обозначить зону, запрещающую доступ на опасный участок, для обеспечения безопасности.
(6) Закрыть на промывочном трубопроводе стопорный клапан для отстойника и чуть открыть перепускной клапан.
(7) Испытательный образец выполняется из алюминия или меди и надлежащим образом полируется. Размеры образца должны составлять 18 □ мм х длина150~180 мм.
Установить испытательный образец под прямым углом к потоку пара. Каждый раз использовать поверхность нового испытательного образца.
3. Промывка паром
- Для соблюдения норм безопасности необходимо объявить по всему заводу о том, что будет выполняться промывка паром. Убедиться в отсутствии людей в опасной зоне.
- Привести бойлер в рабочие условия и подавать промывочный пар через входной трубопровод пара без сопротивления противодавления в течение примерно 10 минут.
- Проверить испытательный образец в соответствии с «Оценкой результатов промывки» и вновь установить его неиспользованной стороной или установить новый испытательный образец.
- Охлаждение линии пара
Охлаждение или нагрев трубопровода способствуют удалению грязи и брызг из трубопровода. Это необходимо для достаточного охлаждения. Обычно время охлаждения по каждой части следующее:
— Без теплоизолирующего материала: Примерно 30 ~ 60 минут
— С теплоизолирующим материалом: Примерно 180 ~ 240 минут - Запустить котел, привести его в рабочие условия и повторить процесс продувки.
- Обычно с каждым разом размер зерна на испытательном образце, которое является результатом действия бомбардирующих частиц, сталкивающихся с тестовым образцом, уменьшается. Отдельные большие вмятины говорят о том, что процедуру промывки необходимо повторить.
- Для промывки предварительно неочищенного трубопровода требуется увеличить вдвое или даже больше число промывок по сравнению с предварительно очищенным трубопроводом.
- ВНИМАНИЕ!
После окончания промывки, если нет проблем, снять ограждение. Объявить о завершении промывки по всему заводу.
Для первой продувки испытательный образец не применяется. После того, как будет выполнено несколько промывок, можно начать применение испытательного образца.
(Сделать отметку на испытательном образце таким образом, чтобы вы моги видеть, сколько раз вы его использовали).
4. Оценка результатов промывки
Чтобы оценить результаты промывки, необходимо выполнить следующие процедуры, которые согласовываются между производителем котла, производителем турбины и покупателем.
(1) Проверить самую высокую точку плотности на поверхности испытательного образца.
(2) Посчитать количество сколов в точке самой высокой плотности на 1 см2.
(3) Если имеется не более 2 штук, различающихся на 1 кв.см., и нет ничего, что вы могли бы видеть, трубопровод считается чистым.
5. Восстановление работы
После завершения промывки установить трубопроводы пара на паровой турбине после охлаждения паровых трубопроводов.

(1) Снять сальник, который применялся во время промывки, и установить новый.
(2) После восстановления трубопровода пара проверить входную часть клапана экстренного отключения и убедиться в отсутствии посторонних предметов.
(3) В случае если пар не очищался после того, как были выполнены процедуры в параграфе 4 и 5, рекомендуем установить металлическую сетку в качестве временного фильтра.
Удаление антикоррозионного покрытия при запуске паровой турбины
На внутреннюю поверхность паровой турбины при длительном хранении наноситься антикоррозионное покрытие. Этот материал удаляется потоком пара и вытекает с потоком использованного пара. Поэтому линия отработанного пара должна быть открыта для выхода пара в атмосферу в течение 30 ~ 60 минут для того, чтобы предотвратить попадание посторонних частиц и антикоррозионного материала в выпускную линию во время пуска паровой турбины и скорость паровой турбины в этот момент не требуется.
Промывка маслом
Масло системы смазки поставляется насосом Продавца и применяется вместе с насосом и турбиной. Для выполнения промывки маслом необходимо ознакомиться с инструкцией, которая предоставляется продавцом насоса.
Рабочая процедура
Предпусковой контроль
Цели
Контроль перед пуском предназначен для того, чтобы убедиться в отсутствии повреждений, которые могли быть причинены во время транспортировки и монтажа, а также удостовериться в том, что все стадии монтажа были выполнены надлежащим образом.
Необходимо внимательно ознакомиться со всеми положениями настоящей инструкции и убедиться в том, что вы четко и ясно поняли все специфические характеристики и функции каждой из деталей.
Общие положения
(1) Удалить с турбины и с окружающей ее территории весь мусор, пыль и все те инструменты, которые не понадобятся вам для работы.
(2) Удалить все загрязнения, пыль и грязь с внутреннего блока и убедиться в чистоте всех работающих деталей.
(3) Удостовериться в том, что все двигающиеся детали не загрязнены краской, на них нет нитей от обтирочного материала и т.д.
Рабочая процедура по турбине
(1) Подать напряжение. По всем подробностям смотрите инструкцию по компрессору.
(2) Подать воздух КИПиА.
(3) Подать воду охлаждения. Полностью открыть клапан на входе и на выходе охлаждающей воды для сальникового конденсатора.
(4) Включить систему подачи смазочного масла.
(5) Проверить давление и температуру пара и масла.
(6) Установить ручной стопорный кран.
(7) Прочистить систему дренажа пара на линии входного пара. Открыть сливной клапан. После прочистки слива, закрыть сливной клапан.
(8) Открыть вручную клапан слива с корпуса. После полного слива полностью закрыть слив с корпуса.
(9) Включить систему вакуума. По этой операции необходимо смотреть следующую страницу («ПУСК ВАКУУМНОЙ СИСТЕМЫ»).
(10) Запустить паровую турбину. По этой операции необходимо смотреть «ДИАГРАММУ РАБОЧЕГО БЛОКА».
(11) При нагреве паровой турбины на низкой скорости спускной клапан основного пара должен быть открыт. Таким образом, необходимо полностью прочистить слив. После прочистки слива закрыть сливной клапан.
Пуск вакуумной системы
Контроль во время продолжительной работы
(1) Во время постоянной работы паровой турбины необходимо проверять давление пара и масла, температуру, вибрацию вала, уровень масла и т.д.
(2) При обнаружении каких-либо аномалий установку необходимо выключить.
Необходимо выяснить причины данных аномалий и повреждений до повторного пуска установки.
(3) В отношении задания сигналов тревоги и авариного отключения необходимо ознакомиться с параграфом «Перечень задаваемых значений».
Обычная остановка
Смотрите положения в параграфе «Диаграмма рабочих блоков».
Аварийная остановка
При чрезвычайных ситуациях паровую турбину необходимо отключить при помощи аварийного ручного выключателя, который установлен на трубопроводе масла управления.
Клапан аварийного отключения немедленно отключает подачу пара на турбину.
Сброс и восстановление работы осуществляется так же, как и при нормальной остановке.
Таблица 1. Установка давления для подачи воздуха КИПиА.
Диаграмма функциональных блоков
1. Пусковые работы
Клапан аварийного отключения

2. Обычная остановка

Устройства защиты и контроля, а также контрольные точки при работе оборудования
Устройство защиты
Система сигнализации
Сигналы тревоги, обнаруженные датчиками, поступают на панель управления через блок маршализации и условия тревоги показываются в этом разделе.
Система блокировки
Системой блокировки предполагается полное закрытие клапана аварийного отключения и немедленную остановку паровой турбины.
Клапан экстренного отключения снабжен управляющим клапаном. Если давление масла отключения в клапане управления падает примерно до 3~4kg/cm2G, срабатывает возвратная пружина, которая находится сбоку от клапана управления, незамедлительно полностью закрывается клапан экстренного, и турбина останавливается.
При срабатывании электромагнитного клапана и блокировочного устройства с ручным приводом давление масла уменьшается. В этом разделе приведен пример условий блокировки.
Электромагнитный клапан
Когда электромагнитный клапан приводится в действие электрическим сигналом, управляющий клапан приводится в действие пневматическим сигналом. Масло гидравлики системы отключения (8kg/cm2G) уходит через управляющий клапан и идет на управляющий клапан клапана экстренного торможения, в то время как паровая турбина работает в нормальном режиме. Когда сигнал блокировки (низкое давление смазочного масла, блокировка по превышению скорости, блокирующее устройство с ручным приводом и т.д.) поступает на электромагнитный клапан, подача масла гидравлики системы отключения останавливается пневматическим сигналом, и масло системы управления поршнем клапана экстренного торможения удаляется. Тогда клапан экстренного торможения полностью закрывается и паровая турбина останавливается.
Таблица: Поток электромагнитного клапана
Таблица: Поток клапана управления и блокирующего устройства с ручным управлением.
Система блокировки с ручным приводом для местной блокировки
Работу паровой турбины необходимо остановить при помощи устройства блокировки с ручным приводом. Во время нормальной работы через систему блокировки на клапан управления клапаном экстренного торможения проходит масло гидравлики давлением 8kg/cm2G. В это время выключающий рычаг должен находиться справа, если смотреть с правой стороны турбины. Когда рычаг повернут налево, если смотреть с правой стороны турбины, подача масла гидравлики системы отключения на клапан управления прекращается, и масло системы управления для поршня клапана экстренного торможения удаляется.
При этом клапан экстренного торможения полностью закрывается и паровая турбина останавливается.
Капитальный ремонт (разборка) и инспекция
Если турбина работает в течение продолжительного времени или при значительных нагрузках на установку, при появлении каких-либо сомнений относительно состояния оборудования необходимо немедленно провести его проверку и убедиться в его надлежащем техническом состоянии.
- Меры предосторожности во время разборки и сборки
- Прежде чем начинать разборку оборудования вам необходимо внимательно ознакомиться с чертежами и инструкциями, полностью разобраться в конструкции оборудования, чтобы при выполнении его разборки не совершить никаких ошибок.
- При разборке или сборке оборудования нельзя применять чрезмерную силу, так как это может привести к изгибу вала, появлению царапин и задиров на вращающихся деталях, расширению отверстий, ненадлежащей посадке, слишком большим зазорам и т.д. Поэтому , чтобы не допустить повреждений, чрезмерное усилие применять нельзя.
- Вам необходимо внимательно отмечать все метки, касающиеся выравнивания, нанесенные на корпус турбины, муфты и т.д. После разборки, проверки и повторной сборки установки необходимо обеспечить его надлежащее выравнивание.
- При сборке необходимо зачистить сжатым воздухом внутреннюю часть устройства и убедиться в отсутствии внутри посторонних предметов.
- Разборка и проверка
- Не надо разбирать клапан экстренного торможения, клапан управления и т.д., если с ними нет никаких проблем.
- После разборке вам необходимо провести тщательную проверку в соответствии с таблицей «КОНТРОЛЬНЫЙ ЛИСТ ПРОВЕДЕНИЯ ПРОВЕРОК».
- Повторная сборка
- При сборке вам необходимо тщательным образом проверить и замерить зазоры вращающихся деталей в соответствии с «ТАБЛИЦЕЙ ЗАЗОРОВ».
- Если замеренный зазор превышает в 1.5 раза расчетный зазор, необходимо установить новые детали.
- Ходовые испытания
После сборки необходимо запустить установку на низкой скорости, оставить ее работать в течение 30 минут или больше и проверять ее состояние во время работы.
Таблица контрольного перечня проведения проверок
V : означает визуальный контроль
CCH : означает проверку с помощью проникающих красителей
M : означает измерение
T : означает проведение испытаний
Техническое обслуживание
Техническое обслуживание не ограничивается проверками, работами по выравниванию или замене деталей, которые выполняются обслуживающим персоналом во время остановки оборудования. Техническое обслуживание должно включать все работы, относящиеся к данному оборудованию, в том числе и обеспечение необходимо запаса запасных деталей, контроль над условиями эксплуатации, заполнение документации по проведенным работам и т.д.
Оператор обязан знать или должен быть предупрежден о том, какие детали турбины были демонтированы и проверены, какие детали необходимо заменить, и он должен обращать особое внимание на эти детали во время работы турбины, контролируя, нет ли каких-либо изменений рабочих условий.
При обнаружении каких-либо аномалий такие детали необходимо отнести на участок техобслуживания и внимательно обследовать.
Хорошее техническое обслуживание никогда не обеспечивается только силами персонала участка техобслуживания. Необходимо понять, что хорошее техническое обслуживание – это слаженная работа персонала участка техобслуживания, эксплуатирующего персонала, отдела снабжения и т.д. Необходимо напомнить, что замена деталей , разборка оборудования для проведения ревизии и т.д. является только частью работ по техническому обслуживанию. Не только персонал ремонтного отдела, но и весь персонал, работающий с данным оборудованием, несет ответственность за надлежащее техническое обслуживание оборудования.
Во время работы турбины персонал должен все слышать и все замечать. При обнаружении чего-либо необычного, необходимо незамедлительно принять все соответствующие меры.
Даже если турбина остановлена на какой-либо период времени, нельзя пренебрегать работами по ее техническому обслуживанию.
Техническое обслуживание турбины во время ее остановки не менее важно, чем ее обслуживание во время эксплуатации. Работы по техническому обслуживанию турбины во время ее остановки зависят от сроков остановки и от условий, в которых она находится.
Ниже приводятся важные пункты, касающиеся технического обслуживания оборудования во время прекращения работы.
Техническое обслуживание во время прекращения работы.
- Остановка на короткий период, не превышающий одного месяца
- Все клапаны, включая главный паровой клапан, клапан экстренного торможения, клапан воды охлаждения и сливной клапан должны быть закрыты. Сливной клапан необходимо открывать один раз в неделю для выполнения слива.
- Резервный насос масла, приводимый в действие двигателем переменного тока, необходимо запускать два или три раза в неделю, чтобы прогонять масло по всей системе, включая масляные насосы, охладители масла, масляные фильтры, подшипники и зубчатые передачи.
- Поворачивать вал на 90 градусов в день в одном направлении, таким образом, чтобы он оставался в различном угловом положении.
- Если необходимо выполнить разборку оборудования, особое внимание необходимо обратить на то, чтобы внутри оборудования после его сборки не остались посторонние предметы.
- Остановка на длительный период, не превышающий один год.
- При длительном периоде остановки, превышающем один месяц, техническое обслуживание выполняется таким же образом, как и при остановке, не превышающей один месяц.
- Корпус турбины и корпус клапана экстренного торможения необходимо высушить и заполнить N2 или сухим воздухом.
Контрольный лист проведения работ по техобслуживанию и проверке
Обнаружение и устранение неполадок
Инструкция по установке турбины
Безопасное хранение на строительной площадке
Общие сведения монтажа турбины
В принципе, оборудование должно храниться внутри помещения, и все ящики с оборудованием не должны распаковываться до начала монтажа. Если же оборудование хранится вне помещения, необходимо принять следующие меры:
- Установить ящики с оборудованием на жесткие опоры. Высота опор должна составлять не менее 200 мм.
- Оборудование должно быть полностью закрыто, чтобы защитить его от влажности и пыли. Покрытие должно быть закреплено на земле или на опоре таким образом, чтобы полностью исключить попадание влаги и т.д.
- Для предотвращения перепада температур оборудование необходимо поместить с теневой стороны. Площадку для хранения необходимо выбирать таким образом, чтобы на ней не собиралась вода.
Контрольные точки
Безопасное хранение после монтажа
Тщательно закрыть тентом или виниловой пленкой.
Все внутренние детали турбины и их крепления должны оставаться сухими. Особенно необходимо обратить внимание на предотвращение утечек пара из главного парового клапана и трубопроводов пара. Обработанные на станках поверхности, например, поверхности вала, должны быть покрыты антикоррозионным материалом и защищены.
Общее описание установки турбины
Общие сведения
Необходимо принять к сведению следующее:
- Прежде чем приступать к работе, необходимо проверить комплектность поставки по упаковочному листу, а также удостовериться в отсутствии повреждений
- Во время выполнения монтажных работ необходимо предпринять меры для предотвращения попадания внутрь оборудования и трубопроводов посторонних предметов и пыли.
- Убедиться в нормальной затяжке всех болтов.
- Рекомендуемый момент затяжки для анкерных болтов:
M42 Болты 80~90 kg-m
M36 Болты 50~64 kg-m
M30 Болты 29~37 kg-m
M24 Болты 14~19 kg-m
M20 Болты 9~11 kg-m
M16 Болты 4~6 kg-m
M12 Болты 2~3 kg-m
M10 Болты 1~1.5 kg-m - Прежде чем подниматься на установку вытрите обувь, особенно от металлической пыли.
- НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ НЕ ПРИМЕНЯЙТЕ для поворота ротора рычаг, вставленный между лопастями.
- Убедитесь в том, что вы установили стопорные шайбы везде, где они предусмотрены. Замените изношенные и поврежденные стопорные шайбы на новые, стараясь не нарушить механическое равновесие вращающихся деталей.
- Приведенная в данной инструкции процедура является только схематичной. Все детали устанавливаются супервизором производителя на строительной площадке.
Существуют два способа установки паровой турбины внутри помещения:
a) Метод подъема (см. рисунок)
- Поднять турбину большим краном.
- Когда установка будет поднята на уровень фундаментов, переместить ее внутрь помещения, используя для этого крюк или колонной.
- На фундаментной поверхности перемещайте установку при помощи деревянных бревен.
b) Метод подъема с помощью домкрата (см. рисунок)
- Приподнять на гидравлических домкратах установку паровой турбины и вставить четырехкантный брус.
- Когда установка при помощи домкратов будет поднята на уровень фундаментов, переместите ее внутрь здания при помощи крюка или колонны.
- На фундаментной поверхности перемещайте установку при помощи деревянных бревен.
Метод подъема краном Метод подъема домкратом

Процедура монтажа паровой турбины
После окончательной регулировки оборудования
После проверки надлежащей выставки оборудования затянуть фундаментные болты, подсоединить трубопроводы пара и масла, после чего приступить к окончательной заливке цементным раствором фундаментных прокладок.

Центрирование соединений
Центрирование муфты турбины и редуктора

Допустимые значения:
A (угловое выравнивание): менее 10/100 мм
B (параллельное выравнивание): менее 10/100 мм
«C» : С допуском 446 +0.5/-0.0 мм
«D» : 0.16 мм
«E» : 0.05 мм
Схема движения низкоскоростного вала редуктора

Соединение трубопроводов
Турбина должна быть защищена от непредвиденных и необоснованных усилий, передающихся от входного и от выходного трубопровода пара.
Часто неправильный монтаж трубопровода становится причиной вибрации установки. Поэтому после присоединения трубопровода необходимо проверить центрирование.
Проверка управляющего устройства скользящего типа, расположенного со стороны корпуса подшипника
После подсоединения трубопроводов необходимо проверить зазор между скользящими деталями управляющего устройства со стороны корпуса подшипника.
Управляющее устройство скользящего типа, расположенное со стороны корпуса подшипника, необходимо применять для компенсации температурного расширения корпуса турбины и вала ротора во время работы турбины.
Контроль корпуса турбины
Нижний корпус турбины опирается на верхний корпус.
Запрещается ослаблять болты турбины на горизонтальной поверхности.
Зафиксировать два стопорных болта «В» прежде чем начинать разборку верхнего корпуса.
Ослабить два стопорных болта «В» после сборки верхнего корпуса.
1. Мы поставляем транспортное кольцо (уплотнение) между болтом и кольцом для транспортировки.
2. Во время монтажа это кольцо (уплотнение) необходимо оставить.
3. Его необходимо удалить до начала центрирования и проверить зазор.
БОЛТ «В»
1. Эти болты будут затянуты во время перевозки.
2. Эти болты необходимо ослабить до начала работы.
Трубный компенсатор
Компенсатор для масляного трубопровода
Компенсатор поставляется для следующих трубопроводов.
Трубопровод слива масла с подшипника (со стороны управляющего устройства)
Этот компенсатор защищен от повреждений во время транспортировки при помощи транспортного стержня так, как это показано на рисунке
После установки этот стержень необходимо разрезать так, как это показано на рисунке.

Ремонт паровых турбин. Учебное пособие. Под ред. Ю.М. Бродова, В.Н. Родина (2002) (Ремонт паровых турбин. Учебное пособие. Под ред. Ю.М. Бродова, В.Н. Родина), страница 56
2021-10-132021-10-13СтудИзба
Описание файла
Документ из архива «Ремонт паровых турбин. Учебное пособие. Под ред. Ю.М. Бродова, В.Н. Родина»,
который расположен в категории «».
Всё это находится в предмете «турбины» из 2 семестр, которые можно найти в файловом архиве НИУ «МЭИ» .
Не смотря на прямую связь этого архива с НИУ «МЭИ» , его также можно найти и в других разделах. .
Онлайн просмотр документа «Ремонт паровых турбин. Учебное пособие. Под ред. Ю.М. Бродова, В.Н. Родина (2002)»
Текст 56 страницы из документа «Ремонт паровых турбин. Учебное пособие. Под ред. Ю.М. Бродова, В.Н. Родина (2002)»
56. Лосев С.М. Паровые турбины и конденсационные устройства. Теория, конструкции и эксплуатация. М.: Госэнергоиздат, 1954. 368 с.
57.Трухний А.Д., Крупенников Б.Н., Петрунин С.В. Атлас конструкций паровых турбин. М.: МЭИ, 2000. 148 с.
-
Паровая турбина К-300-240 ХТГЗ / Под ред. Ю.Ф. Косяка. М.: Энергоатомиздат, 1982. 272 с.
-
Паровая турбина К-500-240 ХТГЗ / Под ред. В.Н. Саввина. М.: Энергоатомиздат, 1984. 264 с.
-
Паровые турбины сверхкритических параметров ЛМЗ / Под ред. А.П. Огурцова, В.К. Рыжкова. М.:Энергоатомиздат, 1991. 384 с.
61.Бауман Н.Я., Яковлев М.И., Свечков И.Н. Технология производства паровых и газовых турбин. М.: Машиностроение, 1973. 464 с.
-
Бодашков Н.К. Аварии паровых турбин и борьба с ними. М.: Госэнергоиздат, 1948. 160 с.
-
Швецов П.Д. Предупреждение аварий паровых турбин М.: ГНТИ Машиностроительной литературы, 1953. 237 с.
-
РД 153.34.1.17.421-98 РД 10-262-98. Типовая инструкция по контролю и продлению срока службы металлаосновных элементов котлов, турбин и трубопроводов тепловых электростанций / ОРГРЭС. М., 1999 г. 115 с.
-
РД 34.17.440-96. Методические указания о порядке проведения работ при оценке индивидуального ресурса паровых турбин и продлении срока их эксплуатации сверх паркового ресурса. М.: ВТИ, 1996. 153 с.
-
РД 34.17.436-92. Индивидуальный контроль металла литых корпусных деталей паровых турбин тепловых электростанций / МУ АООТ ВТИ. М., 1995.
-
Инструкция по контролю поверхности литых корпусных деталей паровых турбин электростанций доначала эксплуатации: 108.2700-01-87 РД 34.17.402-87 Минэнерго 15.01.87 Минэнергомаш 26.01.87.
68. Методические указания по проведению ультразвукового контроля крепежа энергооборудованияМУ 34-70-081-84 СПО Союзтехэнерго 1985 г.
-
РД 34.17.415-96. Инструкция по проведению ультразвукового контроля крепежа энергооборудования/СПО ОРГРЭС. М., 1998 г.
-
Ремонт покоробленных корпусов паровых турбин РТМ 108.021.55—77 Минэнерго СССР. М. 1977. 47 с.
-
Исправление дефектов в литых корпусных деталях паровых турбин и арматуры методом заварки безтермической обработки. РД 108.021.112-88 МУ НПО ЦКТИ с 01.07.88.
-
Инструкция по технологии ремонтной заварки корпусных деталей паровых турбин и арматуры перлитными электродами без термической обработки. И 34-70-020-85 РД 34.17.206-85 с изм. 1 Главтехуправление Минэнерго СССР, 12.02.85.
-
РД 153.34.1-17-458-98. Методика определения возможности эксплуатации с трещинами и выборкамилитых корпусов деталей турбин с давлением пара более 9 МПа / АООТ ВТИ 1999.
-
Быстрицкий Н. Д. Диафрагмы паровых турбин. М.: Машгиз, 1958. 163 с.
-
Пат. 5895205 США, МПК F 01 D1/2. Технология ремонта турбинных диафрагм.
-
Анализ повреждаемости роторов, подшипников и систем маслоснабжения паровых турбин / Мурманский Б.Е., Плотников П.Н., Руденко А.С., Демшин В.И. // Совершенствование турбин и турбинного оборудования: Регион, сб. науч. ст. Екатеринбург, 2000. С. 142—150.
-
РД 34-30-506-90. Методические указания по нормализации тепловых расширений паровых турбин тепловых электростанций / Гл. научно-техническое управление Минэнерго. М., 1990. 40 с.
-
РД 34.17.406-82. Инструкция по контролю роторов паровых турбин со стороны осевого канала / Главтехуправление Минэнерго. М., 1982.
-
О предупреждении повреждений роторов высокого и среднего давления турбин ТЭС (центральных полостей роторов) Ц-05-97 (т) // РАО «ЕЭС России». М., 1997.
-
РД 34.30.507-92. Методические указания по предотвращению коррозионных повреждений дисков и лопаточного аппарата паровых турбин в зоне фазового перехода / Управление научно-технического развития корпорации Росэнерго 03.04.92. М., ВТИ, 1993. 110 с.
-
РД 34.17.450-98. Методические указания по ультразвуковому контролю без разлопачивания обода диска в районе верхних концентраторов Т-образного паза. М.: ВТИ, 1999. 7 с.
-
РД 153-34.1-17.457-99. Методические указания по проведению акустико-эмиссионного контроля цель-нокованных роторов паровых турбин ТЭС. М., 1999. 6 с.
-
МУ 34-70-167-87. Методические указания по магнитопорошковой дефектоскопии коррозионно-по-врежденных рабочих лопаток паровых турбин в зоне фазового перехода. М.: ВТИ, 1987.
-
Инструкция по ультразвуковому контролю эррозийно-изношенных выходных кромок рабочих лопатоктурбин СПО Союзтехэнерго, 1979. 10 с.
-
РД 34.17.449-97. Методика вихретокового контроля лопаток паровых турбин тепловых электростанций дефектоскопом «Зонд ВД-96». М., ВТИ, 1997. 27 с.
-
Левин А.В., Боришанский К. Н., Консон Е. Д. Прочность и вибрация лопаток и дисковпаровых турбин. М.: Машиностроение, 1981. 710 с.
-
Ц-01-00. О повреждениях рабочих лопатокпоследних ступеней роторов низкого давления.
-
Амелюшкин В. Н. Эрозия лопаток паровых турбин: прогноз и предупреждение: Учебное пособие.СПб.: Энерготех, 2000. 70 с.
-
О восстановлении ресурса рабочих лопаток и дисков паровых турбин / Жученко Л.А., Кортенко В.В., Сахнин Ю.А., Ермолаев В.В. // Электрические станции. 2001. N° 5. С. 21—24.
-
РД 153-34.1.17.424. Методические указания по расследованию причин повреждений деталей роторов паровой турбины. М., ВТИ, 2001. 76 с.
-
РД 34.30.605. Технологическая инструкция по замене лопаток паровых турбин. ВПО. М.: Союзтехэнерго,1985. 63 с.
-
РД 153-34.1-17.462-00. Методические указания о порядке оценки работоспособности рабочих лопатокпаровых турбин в процессе изготовления, эксплуатации и ремонта. М.: ВТИ: 2001.
-
Технология подварки шипов лопаток ИП 510-107 ЛМЗ.
-
МУ 34-70-088-84. Методические указания по определению расцентровок валопроводов турбоагрегатов: Изменение № 1 к вышеуказанному документу РД 34.30.601-84 Главтехуправление Минэнерго СССР, 10.08.89Главтехуправление Минэнерго СССР, 24.10.91. 16 с.
-
Шостакович Б.В. Методика центровки паровых турбин. М.: Госэнергоиздат, 1950. 159 с.
-
О сборке, центровке муфт и системы РВД-РСД турбин К-300-240 ХТЗ и К 200-130 ЛМЗ эксплуатационный циркуляр Ц-05-84 (т) Главтехуправление по эксплуатации энергосистем, апрель 1984 г.
-
Центровка подшипников турбоагрегата без разборки муфтовых соединений валопровода / Дон Э.А.,Конторович Т.С., Олимпиев В.И., Мейерович Г.М. // Теплоэнергетика. 2000. № 2. С. 21—24.
-
Сушко Е.А., Авруцкий Г.Д. Центровка валопровода турбоагрегатов взвешиванием без разборки муфт//Энергетик. 2000. № 1. С. 14—17.
-
Бодашков Н.К. Эксплуатация паровых турбин. М.; Л.: Государственное энергетическое издательство, 1955.
-
Шаргородский В.С., Хоменок Л.А., Курмакаев М.К. Нормализация тепловых расширений мощных паровых турбин // Электрические станции. 1996. № 6. С. 12—19.
-
Нормализация тепловых расширений паровых турбин / Авруцкий Г.Д., Дон Э.А., Людомирский Б.Н.,Савенкова И.А., Березин М.Г. // Совершенствование теплотехнического оборудования ТЭС, внедрение систем сервисного обслуживания, диагностирования и ремонта. Екатеринбург: УГТУ-УПИ, 1999.
-
Сборник распорядительных документов по эксплуатации энергосистем. СПО ОРГРЭС. М., 1998. 239 с.
-
Курмакаев М.К. Мероприятия, обеспечивающие свободу тепловых расширений цилиндров мощных паровых турбин // Совершенствование теплотехнического оборудования ТЭС, внедрение систем сервисного обслуживания, диагностирования и ремонта. Екатеринбург: УГТУ-УПИ, 1999. С. 26—32.
-
О скольжении корпусов подшипников паровых турбин / Авруцкий Г.Д., Браун Э.Д., Дон Э.А. и др. //Теплоэнергетика. 1991. № 1. С. 18—24.
-
Опыт освоения головных турбоустановок энергоблоков мощностью 800 МВт / Моногаров Ю.И., Орлов И.И., Розенберг С.Ш. и др. // Энергомашиностроение. 1980. № 7.
-
Исследование силового взаимодействия корпусов цилиндров и подшипников турбин К-800-240-3 / Розенберг С.Ш., Хоменок Л.А., Кметь А.И. и др. // Теплоэнергетика. 1981. № 9. С. 27—29.
107. Водичев В.И., Губанов Д.Е., Сурис П.Л. О работе поперечных шпоночных соединений цилиндров и корпусов подшипников паровых турбин // Теплоэнергетика. 1981. № 9. С. 30—33.
-
Улучшение эксплуатационных характеристик турбин Т-250/300-240 на ТЭЦ-22 / Шаргородский В. С.,Ковалев И.А., Розенберг С.Ш., Хоменок Л.А., Козлов И.С., Кочуров С.Н., Зуев О.Г. // Электрические станции. 2000. № 11. С. 46—50.
-
Розенберг С.Ш., Хоменок Л.А., Ильин В.И. О силовом взаимодействии цилиндров икорпусов подшипников турбины К-300-240 ЛМЗ // Электрические станции. 1985. № 8. С. 34—36.
110. Розенберг С.Ш., Сафонов Л.П., Хоменок Л.А. Исследование мощных паровых турбин на электростанциях. М.: Энергоатомиздат, 1994. 270 с.
111. Обеспечение температурных расширений цилиндров турбин при реконструкции энергоблоков / Дон Э. А., Авруцкий Г.Д., Потапов Е.Н., Бурлака Л.В., Лучников В.А., Сорока В.Ф. // Энергетик. 1995. № 2. С. 23—25.
112. Жорник В.И., Калиниченко А.С., Кезик В.Я., Кобзарь Ю.В., Кот А.А. Рекомендации по ремонту и реконструкции тяжелонагруженных узлов скольжения с использованием композиционных материалов. Минск: Институт технической кибернетики НАН Беларуси, 2000.
113.Авруцкий Г.Д., Дубровский С.Л., Савенкова И.А. Металлофторопластовая лента на поверхностях скольжения корпусов подшипников турбин // Теплоэнергетика. 1995. № 5. С. 62—65.
-
Совершенствование (восстановление) показателей температурных расширений цилиндров паровыхтурбин при пуско-остановочных режимах / Дон Э.А., Авруцкий Г.Д., Михайлова А.Н., Савенкова И.А., Буг-лаев К.Е. // Электрические станции. 1999. № 2. С. 12—15.
-
ТУ РБ 100649721.030-2000. Элементы пар скольжения из литого композиционного материала.
-
Применение твёрдосмазочных покрытий для нормализации температурных расширений цилиндров паровых турбин /Дон Э.А., Михайлова А.Н., Складчиков В.П., Назимов Е.И. // Энергетик. 1997. № 11.С. 17—19.
-
Пат. 1617159 РФ. Опора корпуса турбомашины / Л.А. Хоменок, В.С. Шаргородский, С.Ш. Розенберг,В. Н. Ильин, А. Т. Коган // Б. И. 1990. № 48.
-
Ремезов А.Н., Куличихин В.В., Хоменок Л.А. Исследование силового взаимодействия элементов турбины К-1200-240-3 на Костромской ГРЭС//Энергосбережение и водоподготовка. 1999. № 1. С. 15—18.
-
Пат. 2123603 РФ. Устройство для обеспечения теплового расширения турбоагрегата / Я.И. Евсеев Б.И. 1998. № 35.
-
Курмакаев М.К., Новиков В.М., Рабинович Э.М. Новая подвеска клапанов ЦСД турбины К-300-240 ЛМЗ // Теплоэнергетика. 1997. № 6. С. 67—69.
121. А. с. 1321846 СССР. Опора цилиндра турбины / В.А. Персидский Б.И. 1987. № 25.122.Липсман С.И., Музыка А.Т., Липсман В.С. Предупреждение и устранение вибрации роторных машин. Киев: Техника, 1967. 175 с.
123. Рунов Б.Т. Исследование и устранение вибрации паровых турбоагрегатов. М.: Энергоиздат, 1982. С. 352.
-
Кальменс В.Я. Обеспечение вибронадежности роторных машин на основе методов подобия и моделирования. СПб.: СЗПИ, 1992. С. 373.
-
Урьев Е. В. Основы надежности и технической диагностики турбомашин: Учеб. пособие / Екатеринбург: УГТУ, 1996. 71 с.
-
РД 24.033.04-88. Методика комплексных вибрационных испытаний энергетических паротурбинных агрегатов / Минэнерготяжмаш. 1988.
-
ГОСТ 23364—88. Агрегаты паротурбинные стационарные. Нормы вибрации и общие технические кпроведению измерений / Госстандарт. 1988.
128.Олимпиев В.И. Влияние погрешностей изготовления и монтажа на спектр вибрации турбоагрегата // Труды ЦКТИ, 1980. Вып. 178.
-
Myтуль В.В., Орлик В.Г. Влияние люфтов в сочленениях подвески на вибрационную надежность регулирующих клапанов паровых турбин // Труды ЦКТИ, 1980. Вып. 178. С. 85—92.
-
Коваль Г.С., Кузнецов Б.Д. Контроль величины колебаний роторов при пуске турбоагрегатов // Повышение надежности и экономичности энергоблоков. Сб. науч. тр. / УралВТИ. Челябинск, 1973.Вып. 1. С. 70—79.
131. Рунов Б.Т. Причины повышенного уровня составляющих второй гармоники в спектре колебаний опор мощных турбогенераторов // Вибрационная надежность паротурбинных агрегатов. Сб. науч.-тр. / ВТИ. 1986. С. 48—55.
-
Салимон А.В., Рузский В.А., Полищук Г.А. Диагностика места изменения распределенного дисбаланса валопровода турбоагрегата и задеваний ротора о статор // Вибрационная надежность паротурбинных агрегатов: Сбор. науч. тр. / ВТИ. 1986. С. 62—71.
-
Коваль Г.С., Урьев А.В., Львов М.И., Манькович Я.Д. Влияние дефектов соединения роторов на их вибрационное состояние / Вибрационная надежность паротурбинных агрегатов: Сб. науч.тр./ВТИ. 1986. С. 71—75.
-
Израилев Ю.Л., Зиле А.3., Микунис О.С., Лубны-Герцык А.Л., Тривуш В.И.// Вибрационный контроль за развитием трещин в роторах паровых турбин / Вибрационная надежность паротурбинных агрегатов: Сб. науч. тр. / ВТИ. 1986. С. 76—81.
-
Дон Э.А., Авруцкий Г.А. Выявление повреждений муфтового соединения трехопорной системы РВД-РСД паровых турбин средствами вибрационной диагностики // Вибрационная надежность паротурбинных агрегатов: Сб. науч. тр. / ВТИ. 1986. С. 81—84.
-
Банник В.П., Случаев М.А. Монтаж паровых турбин. М.: Госэнергоиздат, 1959. 320с.
-
Винокуров И.В. Опыт диагностики состояния турбоагрегата по спектру вибрации // ТрудыЦКТИ. 1989. № 251. С. 43—48.
-
Олимпиев В.И., Голод И.Л. Влияние подшипников скольжения на полигармоническую вибрацию энергетического турбоагрегата//Труды ЦКТИ. 1991. Вып. 265.
139.Олимпиев В.И. Фоновый спектр вибрации и вибродиагностика неисправностей энергетического турбоагрегата // Труды ЦКТИ. 1992. Вып. 273. С. 34—42.
-
Олимпиев В.И., Голод И.Л. Анализ спектра вибрации математической модели ротора с трещиной на подшипниках скольжения // Труды ЦКТИ. 1992. Вып. 273. С. 43—49.
-
Винокуров И.В., Медведь В.С. Диагностические признаки в вибрационном поведении действующих паротурбинных агрегатов // Труды ЦКТИ. 1992. Вып. 273. С. 9—26.
-
Тимошенко С.П. Колебания в инженерном деле. М.: Госиздатфизматлитературы, 1959. 436 с.
-
МУ 34-70-162-87. Методические указания по балансировке многоопорных валопроводов турбоагрегатов на электростанциях / Союзтехэнерго, 1988.
-
Методические указания по динамической балансировке роторов на станке маятникового типа РД34.30.602 ОРГРЭС 1975.
-
Агапов А.П., Балашов А.М., Фрегейт Р.А. Ремонт, наладка и испытания систем регулирования паровых турбин. М.: Энергия, 1976. 120 с.
-
Энгель-Крон И.В. Ремонт паровых турбин. М.: Энергоиздат, 1981. 240 с.
-
Карасю к В.А., Балашов А.М. Ремонт и наладка систем регулирования теплофикационныхтурбин. М.: Энергоиздат, 1994. 128 с.
-
Щегляев А.В. Регулирование и автоматизация паровых турбин. М.; Л.: ОНТИ, 1938.
-
Л е снов В.А. Регулирование и автоматизация турбин. М.: Машиностроение, 1980. 232 с.
-
Щегляев А.В., Смельницкий С.Г. Регулирование паровых турбин. М.; Л.: Госэнергоиздат,1962.255с.
151.Урьев Е.В., Агапитова Ю.Н. Проблемы создания систем технической диагностики турбоагрегатов //Теплоэнергетика. 2001. № 11. С. 24—28.
152. Концепция комплексной системы мониторинга состояния оборудования энергоблока / Аронсон К. Э., Акифиева Н.Н., Бродов Ю.М. и др. // Теплоэнергетика. 2002. № 2. С. 47—53.
|
ОГЛАВЛЕНИЕ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ ПРЕДИСЛОВИЕ 1. ОРГАНИЗАЦИЯ РЕМОНТА ТУРБИН 1.1. Система технического обслуживания и ремонта оборудования электростанций. Основные понятия и положения 1.2. Объемы и последовательность операций при ремонте 1.3. Особенности организации ремонта оборудования на ТЭС и в энергоремонтном предприятии 1.4. Подготовка к ремонту оборудования 1.5. Основные положения планирования производства ремонтных работ 1.6. Основные документы, используемые в процессе подготовки и проведения ремонта оборудования 1.7. Основные методы контроля металла, применяемые при ремонтах турбин 1.8. Инструмент, применяемый при ремонтных работах 1.9. Вопросы для самопроверки 2. АНАЛИЗ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ РАБОТЫ ТУРБИН 2.1. Основные показатели надежности энергетического оборудования 2.2. Методика сбора информации по надежности в энергетике 2.3. Основные неисправности узлов и деталей турбин 2.4. Вопросы для самопроверки 3. РЕМОНТ КОРПУСОВ ЦИЛИНДРОВ 3.1. Типовые конструкции и основные материалы 3.1.1. Типы цилиндров 3.1.2. Применяемые материалы 3.1.3. Узлы крепления 3.2. Характерные дефекты цилиндров и причины их появления 3.3. Вскрытие цилиндров 3.4. Основные операции, выполняемые при ремонте цилиндров 3.4.1. Ревизия 3.4.2. Контроль металла 3.4.3. Проверка коробления цилиндров, определение поправок для центровки проточной части 3.4.4. Определение величин вертикальных перемещений деталей проточной части при затяжке фланцев корпуса 3.4.5. Определение и исправление реакции опор цилиндров (исправление их положения относительно оси валопровода) 3.4.6. Устранение дефектов 3.5. Контрольная сборка 3.6. Закрытие 3.7. Сборка и уплотнение фланцевых соединений присоединенных трубопроводов 3.8. Вопросы для самопроверки 4. РЕМОНТ ДИАФРАГМ И ОБОЙМ 4.1. Типовые конструкции и основные материалы 4.2. Характерные дефекты диафрагм и обойм и причины их появления 4.3. Основные операции, выполняемые при ремонте диафрагм и обойм 4.3.1. Разборка и ревизия 4.3.2. Устранение дефектов 4.3.3. Сборка и центровка 4.4. Вопросы для самопроверки 5. РЕМОНТ УПЛОТНЕНИЙ 5.1. Типовые конструкции и основные материалы 5.2. Характерные дефекты уплотнений и причины их появления 5.3. Основные операции, выполняемые при ремонте уплотнений
5.4. Вопросы для самопроверки 6. РЕМОНТ ПОДШИПНИКОВ 6.1. Ремонт опорных подшипников
6.2. Ремонт упорных подшипников
7. РЕМОНТ РОТОРОВ
7.4. Основные операции, выполняемые при ремонте роторов
8. РЕМОНТ РАБОЧИХ ЛОПАТОК 8.1. Типовые конструкции и основные материалы рабочих лопаток
8.4. Вопросы для самопроверки 9. РЕМОНТ МУФТ РОТОРОВ 9.1. Типовые конструкции и основные материалы муфт 9.2. Характерные дефекты муфт и причины их появления 9.3. Основные операции, выполняемые при ремонте муфт 9.3.1. Разборка и ревизия 9.3.2. Контроль металла 9.3.3. Особенности снятия и посадки полумуфт 9.3.4. Устранение дефектов 9.3.5. Особенности ремонта пружинных муфт 9.4. Сборка муфт после ремонта 9.5. «Маятниковая» проверка роторов 9.6. Вопросы для самопроверки 10. ЦЕНТРОВКА ТУРБИН 10.1. Задачи центровки 10.2. Проведение замеров центровки роторов по полумуфтам, определение положения ротора относительно статора турбины 10.3. Расчет центровки пары роторов 10.4. Особенности центровки двух роторов, имеющих три опорных подшипника 10.5. Способы расчета центровки валопровода турбины 10.6. Расчет центровки валопровода на персональном компьютере 10.7. Вопросы для самопроверки 11. НОРМАЛИЗАЦИЯ ТЕПЛОВЫХ РАСШИРЕНИЙ ТУРБИН 11.1. Устройство и работа системы тепловых расширений 11.2. Основные причины нарушения нормальной работы системы тепловых расширений 11.3. Способы нормализации тепловых расширений 11.4. Основные операции по нормализации тепловых расширений, выполняемые во времяремонта турбины 11.5. Вопросы для самопроверки 12. НОРМАЛИЗАЦИЯ ВИБРАЦИОННОГО СОСТОЯНИЯ ТУРБОАГРЕГАТА 12.1. Основные причины возникновения вибрации 12.2. Вибрация как один из критериев оценки состояния и качества ремонта турбины 12.3. Основные дефекты, влияющие на изменение вибрационного состояния турбины, и их признаки 12.3.1. Дисбаланс ротора 12.3.2. Прогиб ротора 12.3.3. Нарушение геометрии шеек ротора 12.3.4. Дефекты баббитовой расточки подшипников 12.3.5.Неудовлетворительное состояние упорного подшипника 12.3.6. Дефекты сопряжения муфт 12.3.7. Расцентровка опор 12.3.8. Задевания в проточной части турбины 12.3.9. Стесненность тепловых цилиндров 12.3.10. Ослабление соединений опор и фундамента 12.3.11. Поперечная трещина ротора 12.4. Методы нормализации параметров вибрации турбоагрегата 12.5. Вопросы для самопроверки 13. РЕМОНТ И НАЛАДКА СИСТЕМ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ И ПАРОРАСПРЕДЕЛЕНИЯ 13.1. Особенности организации ремонтного обслуживания систем регулирования, защит и парораспределения 13.2. Материалы, применяемые в системах регулирования и парораспределения 13.3. Ремонт и наладка отдельных узлов системы автоматического регулирования 13.3.1. Структурная схема системы автоматического регулирования 13.3.2. Общие требования к системам регулирования 13.3.3. Некоторые правила приемки турбины в капитальный ремонт 13.3.4. Ремонт датчиков-регуляторов скорости 13.3.4.1. Грузовые датчики-регуляторы скорости 13.3.4.2. Всережимные упругие бесшарнирные датчики-регуляторы скорости 13.3.4.3. Гидродинамические датчики 13.3.5. Ремонт автоматов безопасности 13.4. Ремонт элементов системы парораспределения 13.4.1. Ремонт кулачкового распределительного механизма 13.4.2. Ремонт регулирующих клапанов 13.5. Сервомоторы 13.6. Вопросы для самопроверки 14. РЕМОНТ ТУРБИН В УСЛОВИЯХ ЗАВОДА 14.1. Особенности заводского метода ремонта 14.2. Ремонт и восстановление 14.3. Вопросы для самопроверки ЗАКЛЮЧЕНИЕ ГЛОССАРИЙ СПИСОК ЛИТЕРАТУРЫ |
Свежие статьи
Популярно сейчас
Ответы на популярные вопросы
То есть уже всё готово?
Да! Наши авторы собирают и выкладывают те работы, которые сдаются в Вашем учебном заведении ежегодно и уже проверены преподавателями.
А я могу что-то выложить?
Да! У нас любой человек может выложить любую учебную работу и зарабатывать на её продажах! Но каждый учебный материал публикуется только после тщательной проверки администрацией.
А если в купленном файле ошибка?
Вернём деньги! А если быть более точными, то автору даётся немного времени на исправление, а если не исправит или выйдет время, то вернём деньги в полном объёме!
Отзывы студентов
Добавляйте материалы
и зарабатывайте!
Продажи идут автоматически
581
Средний доход
с одного платного файла
Обучение Подробнее
Министерство
образования Российской Федерации
ГОУ
Уральский государственный технический
университет — УПИ
В.
Н. Родин, А. Г. Шарапов, Б. Е. Мурманский,
Ю. А. Сахнин, В. В. Лебедев, М. А: Кадников,
Л. А. Жученко
РЕМОНТ
ПАРОВЫХ ТУРБИН
Учебное
пособие
под
общей редакцией Ю. М. Бродова В. Н. Родина
Екатеринбург
2002
ОБОЗНАЧЕНИЯ И
СОКРАЩЕНИЯ
ТЭС —
тепловая электрическая станция
АЭС —
атомная электрическая станция
ППР —
планово-предупредительный ремонт
НТД —
нормативно-техническая документация
ПТЭ —
правила технической эксплуатации
СТОИР— система
технического обслуживания и ремонта
САР —
система автоматического регулирования
ЭРП —
энергоремонтное предприятие
ЦЦР —
цех централизованного ремонта
РМУ —
ремонтно-механический участок
РД —
руководящий документ
ОППР —
отдел подготовки и проведения ремонтов
КИП —
контрольно-измерительные приборы
ЛМЗ —
Ленинградский механический завод
ХТЗ —
Харьковский турбинный завод
ТМЗ —
Турбомоторный завод
ВТИ —
Всесоюзный теплотехнический институт
ЦВД —
цилиндр высокого давления
ЦСД —
цилиндр среднего давления
ЦНД —
цилиндр низкого давления
ПНД —
подогреватель низкого давления
ПВД —
подогреватель высокого давления
КТЗ —
Калужский турбинный завод
МПД —
магнитопорошковая дефектоскопия
УЗК —
ультразвуковой контроль
ЦКБ «Энергопрогресс»
— центральное конструкторское бюро
«Энергопрогресс»
ВПУ —
валоповоротное устройство
РВД —
ротор высокого давления
РСД —
ротор среднего давления
РНД —
ротор низкого давления
ЧВД —
часть высокого давления
ЧСД —
часть среднего давления
ЧНД — часть низкого
давления
ТВ
К —
токовихревой контроль
ЦД —
цветная дефектоскопия
ОТК —
отдел технического контроля
ТУ —
технические условия
МФЛ —
металлофторопластовая лента
НЧВ —
низкочастотная вибрация
ГПЗ —
главная паровая задвижка
ЗАБ —
золотник автомата безопасности
КПД —
коэффициент полезного действия
КОС —
клапан обратный соленоидный
ВТО —
восстановительная термообработка
Т.У.Т. —
тонны условного топлива
Х.Х. —
холостой ход
Предисловие
Энергетика,
как базовая отрасль, определяет «здоровье»
экономики страны в целом. Состояние дел
в этой отрасли промышленности за
последние годы осложнилось. Это
определяется рядом факторов:
-
недогруженностью
оборудования, что, как правило, приводит
к необходимости работы
турбин (и другого оборудования ТЭС) на
режимах, не соответствующих максимальной
экономичности;
-
резким сокращением
ввода новых мощностей на ТЭС; -
моральной и
физической старостью почти 60 %
энергооборудования; -
ограниченностью
поставок и резким ростом стоимости
топлива для ТЭС; -
нехваткой средств
на модернизацию оборудования и других.
Паровые
турбины являются одним из наиболее
сложных элементов современной
энергетической
установки ТЭС, что определяется высокой
частотой вращения роторов, высокими
параметрами пара, большими статическими
и динамическими нагрузками, действующими
на отдельные элементы турбины, и рядом
других факторов. Как показано в [1…6],
повреждаемость
паровых турбин составляет 15…25 % от
повреждаемости всего оборудования
ТЭС. В связи с этим вопросы своевременного
и качественного ремонта паровых турбин
являются в настоящее время одними из
самых актуальных и сложных среди тех,
которые
приходится решать работникам ТЭС.
В
блоках специальных дисциплин стандартов
и учебных планов большинства энергетических
и энергомашиностроительных специальностей
вузов дисциплина «Ремонт паровых
турбин»,
к сожалению, отсутствует. В ряде
фундаментальных учебников и учебных
пособий по паровым турбинам [7… 11]
вопросам их ремонта внимания практически
не уделяется. Ряд изданий
[12… 14] не отражает современного состояния
вопроса. Несомненно, очень полезными
для изучения рассматриваемого вопроса
являются издания [15…20], однако эти работы
(по существу — монографии) не имеют
учебной направленности. Между тем в
последние годы
появился ряд директивных и методических
материалов, регламентирующих вопросы
ремонта
ТЭС и, в частности, ремонта паровых
турбин [21.. .23].
Предлагаемое
вниманию читателей учебное пособие
«Ремонт паровых турбин» рассчитано
на студентов вузов, обучающихся по
специальностям: 10.14.00 — Газотурбинные,
паротурбинные
установки и двигатели, 10.05.00 — Тепловые
электрические станции, 10.10.00 — Атомные
электрические станции и установки.
Пособие может быть использовано также
в системе переподготовки и повышения
квалификации инженерно-технического
персонала ТЭС
и АЭС.
Авторы стремились
отразить современные систематизированные
представления по вопросам ремонта
паровых турбин, в том числе:
-
основные принципы
организации ремонта турбин; -
показатели
надежности, характерные повреждения
турбин и причины их появления; -
типовые конструкции
и материалы деталей паровых турбин; -
основные
операции, выполняемые при ремонте всех
основных деталей паровых турбин.
Освещены
вопросы центровки, нормализации тепловых
расширений и вибросостояния
турбоагрегата.
Отдельно рассмотрены положения,
касающиеся особенностей ремонта турбин
в условиях завода-изготовителя. Все эти
факторы существенно влияют на эффективность
и надежность работы турбоагрегата
(турбоустановки) и определяют объем,
продолжительность и качество ремонта.
В заключение
приводятся направления разработок,
которые, по мнению авторов, позволят
в дальнейшем повысить эффективность
всей системы ремонта паровых турбин в
целом.
При работе над
пособием авторы широко использовали
современную научно-техническую
литературу по ТЭС и АЭС, паровым турбинам
и паротурбинным установкам, а также
отдельные
материалы турбинных заводов, ОАО «ОРГРЭС»
и ряда ремонтных энергетических
предприятий.
Структура
и методология представления материала
учебного пособия разработаны Ю.
М. Бродовым.
Общая редакция
учебного пособия выполнена Ю. М. Бродовым
и В. Н. Родиным.
Глава
1 написана В. Н. Родиным, главы 2 и 12 Б. Е.
Мурманским, главы 3; 4; 5; 6; 7; 9; И
— А. Г. Шараповым и Б. Е. Мурманским, глава
8 — Л. А. Жученко и А. Г. Шараповым, глава
10 — А. Г. Шараповым, глава 13 — В. В.
Лебедевым и М. А. Кадниковым, глава 14 —
Ю.
А. Сахниным.
Авторы
благодарят Гурто Ю. М., Сосновского А.
Ю., Великовича М. В., Неудачина Г. П.,
Лебедева
В. А. за помощь в написании отдельных
глав и высказанные замечания.
Авторы
выражают благодарность рецензентам за
ценные советы и замечания, сделанные
во время обсуждения рукописи.
Замечания
по учебному пособию будут приняты с
благодарностью, их следует направлять
по адресу: 620002, г. Екатеринбург, К-2, ул.
Мира, 19 УГТУ—УПИ,
Теплоэнергетический
факультет, кафедра «Турбины и
двигатели». По этому же адресу настоящее
учебное пособие можно заказать.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Для многих автолюбителей, которые любят мощность и скорость, вопрос покупки машины с турбированным двигателем является весьма принципиальным.
В свою очередь, задача турбокомпрессора – подача большего объема воздуха в цилиндры двигателя и как следствие, увеличение мощности последнего.
Единственный недостаток столь полезного элемента – частый выход из строя, поэтому каждый автолюбитель должен уметь производить хотя бы минимальный ремонт турбины.
Особенности конструкции турбины двигателя
Конструктивно турбокомпрессор – это весьма простой механизм, который состоит из нескольких основных элементов:
- Общего корпуса узла и улитки;
- Подшипника скольжения;
- Упорного подшипника;
- Дистанционной и упорной втулки.
Корпус турбины выполнен из сплава алюминия, а вал – из стали.

Следовательно, при выходе из строя данных элементов единственным верным решением является только замена.

Большую часть повреждений турбины можно с легкостью диагностировать и устранить. При этом работу можно поручить профессионалам своего дела или же сделать все своими руками.
В принципе, ничего сложного в этом нет (как производить демонтаж и ремонт турбины мы рассмотрим в статье).
Основные неисправности и их причины
Как показывает практика эксплуатации, всего можно выделить две основные причины поломок – некачественное или несвоевременное ТО.
Если же по плану производить технический осмотр, то турбина будет работать долго и без особых нареканий со стороны автолюбителей.
Итак, на сегодня можно выделить несколько основных признаков и причин выхода из строя турбины:
- 1. Появление синего дыма из выхлопной трубы в момент повышения оборотов и его отсутствие при достижении нормы. Основная причина такой неисправности – попадание масла в камеру сгорания из-за течи в турбине.

- 2. Черный дым из выхлопной трубы — свидетельствует о сгорании топливной смеси в интеркулере или нагнетающей магистрали. Вероятная причина – повреждение или поломка системы управления ТКР (турбокомпрессора).

- 3. Дым из выхлопной трубы белого цвета свидетельствует о забитости сливного маслопровода турбины. В такой ситуации может спасти только чистка.

- 4. Чрезмерный расход масла до одного литра на тысячу километров. В этом случае нужно обратить внимание на турбину и наличие течи. Кроме этого, желательно осмотреть стыки патрубков.



- 5. Динамика разгона «притупляется». Это явный симптом нехватки воздуха в двигателе. Причина – нарушение работы или поломка системы управления ТКР (турбокомпрессор).
- 6. Появление свиста на работающем двигателе. Вероятная причина – утечка воздуха между мотором и турбиной.
- 7. Странный скрежет при работе турбины часто свидетельствуют о появлении трещины или деформации в корпусе узла. В большинстве случаев при таких симптомах ТКР долго не «живет» и дальнейший ремонт турбины может оказаться неэффективным.

- 8. Повышенный шум в работе турбины может стать причиной засорения маслопровода, изменение зазоров ротора и задевание последнего о корпус турбокомпрессора.
- 9. Увеличение токсичности выхлопных газов или расхода топлива часто говорит о проблемах с поставкой воздуха к ТКР (турбокомпрессору).
Читайте про другие причины дыма из выхлопной трубы.
Особенности демонтажа турбины
Чтобы провести ремонт турбины своими руками, ее необходимо демонтировать.
Делается это в следующей последовательности:
- 1. Отсоедините все трубопроводы, которые идут к турбине. При этом стоит быть крайне осторожным, чтобы не повредить сам узел и смежные с ним устройства.


- 2. Снимайте турбинную и компрессорную улитки. Последняя демонтируется без проблем, а вот турбинная улитка зачастую прикреплена весьма плотно.

Здесь демонтаж можно выполнить двумя способами – методом киянки или же с помощью самих крепежных болтов улитки (путем постепенного отпускания их со всех сторон).

При выполнении работы необходимо быть очень осторожным, чтобы не повредить колесо турбины.
- 3. Как только работа по демонтажу улиток завершена, можно проверить наличие люфта вала. Если последний отсутствует, то проблема неисправности не в вале.

Снова-таки, небольшой поперечный люфт является допустимым (но не более одного миллиметра).
- 4. Следующий этап – снятие колес компрессора. Для выполнения этой работы пригодятся пассатижи. При демонтаже учитывайте, что компрессорный вал в большинстве случаев имеет левую резьбу.

Для демонтажа компрессорного колеса пригодится специальный съемник.

- 5. Далее демонтируются уплотнительные вкладыши (они расположены в углублениях ротора), а также упорный подшипник (крепится он на трех болтах, поэтому проблем со снятием не возникает).

- 6. Теперь можно снимать вкладыши с торцевой части – их крепление осуществляется с помощью стопорного кольца (при демонтаже иногда приходится повозиться).


Подшипники скольжения (со стороны компрессора) фиксируются с помощью стопорного кольца.
7. При выполнении работы по демонтажу необходимо (вне зависимости от поломки) хорошо промыть и почистить основные элементы – картридж, уплотнители, кольца и прочие комплектующие.
Читайте также:

Особенности ремонта
Как только демонтаж завершен, можно делать ремонт. Для этого под рукой должен быть специальный ремкомплект, где есть все необходимое – вкладыши, метиз, сальники и кольца.

Проверьте качество фиксации номинальных вкладышей. Если они болтаются, то их нужно проточить и провести балансировку вала.
При этом вкладыши желательно хорошо почистить и смазать моторным маслом.
Стопорные кольца, расположившейся внутри турбины, необходимо установить в картридж. При этом проследите, чтобы они оказались на своем месте (в специальных пазах).

После этого можно монтировать вкладыш турбины, предварительно смазав его маслом для двигателя. Фиксация вкладыша производится стопорным кольцом.
Следующий шаг – монтаж компрессорного вкладыша, после чего можно вставлять хорошо смазанную втулку.
Далее надевайте на нее кольцо пластину и хорошенько затяните болтами (без фанатизма).
Установите грязезащитную пластину (крепится с помощью стопорного кольца) и маслосъемное кольцо.


Остается только вернуть на место улитки. Вот и все.
В данной статье указан общий алгоритм работ по разборке и сборе турбины. Безусловно, в зависимости от типа последней, частично данный алгоритм будет изменен, но общих ход работ будет идентичный.
Ну а если выявлена серьезная поломка, то лучше сразу заменить старую турбины на новую.

Выводы
При отсутствии серьезных дефектов ремонт турбины занимает не более нескольких часов времени. Зато с помощью подручных инструментов и подготовленного заранее материала можно сделать весьма качественный и бюджетный ремонт.
Перед ремонтом турбины нужно ее тщательно осмотреть с внешней стороны с целью выявления наличия всех составных частей, внешних дефектов и деформаций.
Затем с турбины снимаются обе «улитки» и визуально определяется состояние обеих крыльчаток. Довольно часто крыльчатки имеют физические повреждения видные не вооруженным глазом. Такие повреждения сразу говорят о том, что ремонт турбины неизбежен.
Если турбина гонит масло

*
После этого разбирается центральный корпус турбины, так называемый «картридж», и все детали турбины необходимо промыть и прочистить моечным раствором, который снимает с деталей все эксплуатационные загрязнения и отложения.
Затем происходит дефектовка всех составляющих частей турбины для выявления пригодности каждой части к восстановлению. Части признанные не пригодными — необходимо заменить новыми.
Ремонт турбин дизельных и бензиновых двигателей в принципе ничем не отличаются и происходит в несколько этапов:
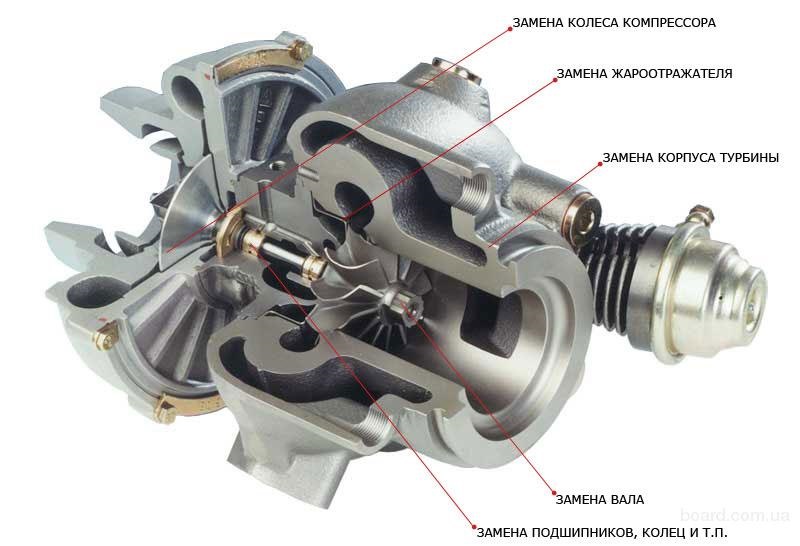
*
Если «улитки» турбины, а так же турбинная и компрессорная крыльчатка не имею повреждений, им нужно сделать двойную дробеструйную обработку, в которой они обрабатываются сначала мельчайшим песком и затем микроскопическими стеклянными шариками, так называемой «стеклянной дробью».
После этого, детали прошедшие дробеструйную обработку снова промываются для смыва и полного удаления возможно оставшихся на деталях твердых частиц.
Многочисленные повреждения лопаток компрессорного колеса.

*
Причина: Попадание посторонних предметов. При ремонте необходимо заменить компрессорное колесо на новое. Обязательная замена фильтра и проверка впускного тракта на герметичность.
Многочисленные повреждения лопаток турбинного колеса.

*
Причина: Попадание посторонних предметов. При ремонте необходимо заменить вал на новый. Обязательная проверка выпускного коллектора на целостность и других элементов двигателя.
Повреждения опорных подшипников, стопорных колец, втулок и вала.
Кроме визуально видных повреждений крыльчаток, основными повреждениями являются повреждения опорных подшипников, стопорных колец, втулок и самого вала. Обычно эти повреждения происходят от отсутствия поступления масла к рабочим поверхностям при работе турбины или использование не рекомендованных масел.
Повышенный износ шейки вала.
Причина: Количество или давление масла, подаваемого в ТКР, меньше требуемого. При ремонте возможно придется заменить вал на новый. В большинстве случаев вал не меняется.
Значительный неравномерный износ шейки вала.
Причина: Грязное масло. При ремонте необходимо вал заменить на новый.
Значительный неравномерный износ подшипника.
Причина: Грязное масло. При ремонте все подшипники заменяются на новые.
Пригоревшее масло в масляных каналах подшипников.
Причина: Перегрев двигателя или резкое выключение двигателя, некачественное масло. При ремонте все подшипники заменяются на новые.
Начало ремонта турбины своими руками.
Затем вал турбины замеряется на износ.
Если износ вала турбины находится в пределах нормы, то он поступает на специальный токарно-шлифовальный станок, где шлифуется в ремонтный размер.
На специальном станке правиться канавка запорного кольца.
Затем происходит процесс балансировки. Он состоит из двух этапов. Сначала вал турбины балансируется в двух плоскостях турбинного колеса.
После этого на вал устанавливаются втулки и компрессорная крыльчатка и в таком виде, снова поступает на балансировку.
Балансировка турбины на стенде.
Для балансировки турбин для грузовых и легковых автомобилей существуют отдельные специализированные стенды.
Во время балансировочных работ наносятся специальные балансировочные метки, по которым собирается «картридж» турбины. В принципе получается собранная турбина только без «улиток».
Собранный таким образом картридж поступает для тестирования на до балансировочный стенд, на котором на «холодную» крыльчатку подается сжатый воздух и турбина раскручивается до 5.000 оборотов в минуту.
Если все параметры турбины в норме, то к картриджу прикручиваются «улитки».