Для закупок по 223 ФЗ и корпоративных закупок на Торговом портале ЭТП ГПБ доступен следующий объект торгов: Документ нормативный Руководство № 301-05 ЦЛД по техническому обслуживанию, ремонту, контролю и испытанию гидравлических и фрикционных гасителей колебаний пассажирских вагонов (взамен № 301-93 ПКБ ЦВ МПС)- Книги печатные

Если Вы являетесь поставщиком этого товара, Вы также можете разместить его
на нашем Торговом портале.
- Дата обновления:
- 06.08.2021
- Код позиции ЭТП
- 1950201.917.886
- Название
- Руководство № 301-05 ЦЛД по техническому обслуживанию, ремонту, контролю и испытанию гидравлических и фрикционных гасителей колебаний пассажирских вагонов (взамен № 301-93 ПКБ ЦВ МПС)
Документ нормативный СТО 34.01-23.1-001-2017 Объем и нормы испытаний электрооборудования
Книги печатные
Документ нормативный СТО 34.01-23.1-001-2017 Объем и нормы испытаний электрооборудования
Книги печатные
Документ нормативный Количественный химический анализ вод. Методика измерений массовой концентрации анионных поверхностно-активных веществ в питьевых, поверхностных и сточных водах экстракционно-фотометрическим методом ПНД Ф 14.1:2:4.15-95/ФР.1.31.2013.16014 Официальное издание методики с подтверждением оригинальности Разработчиком
Книги печатные
Документ нормативный Количественный химический анализ вод. Методика измерений массовой концентрации анионных поверхностно-активных веществ в питьевых, поверхностных и сточных водах экстракционно-фотометрическим методом ПНД Ф 14.1:2:4.15-95/ФР.1.31.2013.16014 Официальное издание методики с подтверждением оригинальности Разработчиком
Книги печатные
Документ нормативный Количественный химический анализ вод. Методика измерений массовой концентрации анионных поверхностно-активных веществ в питьевых, поверхностных и сточных водах экстракционно-фотометрическим методом ПНД Ф 14.1:2:4.15-95/ФР.1.31.2013.16014 Официальное издание методики с подтверждением оригинальности Разработчиком
Книги печатные
Документ нормативный Количественный химический анализ вод. Методика измерений массовой концентрации анионных поверхностно-активных веществ в питьевых, поверхностных и сточных водах экстракционно-фотометрическим методом ПНД Ф 14.1:2:4.15-95/ФР.1.31.2013.16014 Официальное издание методики с подтверждением оригинальности Разработчиком
Книги печатные
Документ нормативный Количественный химический анализ вод. Методика измерений массовой концентрации анионных поверхностно-активных веществ в питьевых, поверхностных и сточных водах экстракционно-фотометрическим методом ПНД Ф 14.1:2:4.15-95/ФР.1.31.2013.16014 Официальное издание методики с подтверждением оригинальности Разработчиком
Книги печатные
Документ нормативный Количественный химический анализ вод. Методика измерений массовой концентрации анионных поверхностно-активных веществ в питьевых, поверхностных и сточных водах экстракционно-фотометрическим методом ПНД Ф 14.1:2:4.15-95/ФР.1.31.2013.16014 Официальное издание методики с подтверждением оригинальности Разработчиком
Книги печатные
Документ нормативный Количественный химический анализ вод. Методика измерений массовой концентрации анионных поверхностно-активных веществ в питьевых, поверхностных и сточных водах экстракционно-фотометрическим методом ПНД Ф 14.1:2:4.15-95/ФР.1.31.2013.16014 Официальное издание методики с подтверждением оригинальности Разработчиком
Книги печатные
Документ нормативный Количественный химический анализ вод. Методика измерений массовой концентрации анионных поверхностно-активных веществ в питьевых, поверхностных и сточных водах экстракционно-фотометрическим методом ПНД Ф 14.1:2:4.15-95/ФР.1.31.2013.16014 Официальное издание методики с подтверждением оригинальности Разработчиком
Книги печатные
Документ нормативный ФНиП в области промышленной безопасности Правила безопасной эксплуатации внутрипромысловых трубопроводов
Книги печатные
Документ нормативный ФНиП в области промышленной безопасности Правила безопасной эксплуатации внутрипромысловых трубопроводов
Книги печатные
3.3 Колесные пары
3.3.1 Колесные пары осматривают и производят освидетельствование в соответствии с требованиями «Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429, стандартов, технологических процессов ремонта колесных пар и действующих указаний.
3.4 Буксовые узлы
3.4.1 Буксы и роликовые подшипники колесных пар ремонтируют в соответствии с требованиями «Инструктивных указаний по эксплуатации и ремонту вагонных букс с роликовыми подшипниками» 3-ЦВРК.
3.4.2 Буксы должны иметь гнезда для установки термодатчиков контроля нагрева букс.
3.4.3 Под пассажирские вагоны должны подкатываться колесные пары с буксами одного типа.
3.5 Буксовое подвешивание
3.5.1 После разборки буксового подвешивания (рисунок 3.1), его осматривают, при этом проверяют: состояние наружной и внутренней пружин поз. 1 и 2, опорного кольца поз. 3, кольца резинового поз. 4, разрезной конусной втулки поз. 11. Измеряют износ деталей фрикционного гасителя колебаний: втулки поз. 8, сухарей поз. 9, колец поз. 6; негодные заменяют или восстанавливают согласно Руководству N 301-05 ЦЛД.
Проверяют состояние резьбовых соединений, детали с выкрошившейся резьбой и увеличенными зазорами заменяют.
См. Рисунок 3.1 — Буксовое подвешивание
3.5.2 В зависимости от типа вагона рессоры и пружины подбирают и комплектуют в соответствии с требованиями РТМ «Пружины и рессоры рессорного подвешивания пассажирских вагонов. Типы и размеры» РТМ 32 ЦВ 1-29-87 и Техническими условиями «Пружины цилиндрические винтовые тележек и ударно-тяговых приборов подвижного состава железных дорог» ТУ 32 ЦЛ 0141-05.
В случаях, когда отдельные нормативы не отражены в настоящем разделе документа, следует руководствоваться требованиями, указанными на чертежах завода-изготовителя пассажирских вагонов.
3.6 Буксовые фрикционные гасители колебаний
3.6.1 Буксовые фрикционные гасители колебаний тележек снимают, ремонтируют и комплектуют в соответствии с Руководством N 301-05 ЦЛД.
Определение состояния деталей фрикционного гасителя колебаний проводить в соответствии с «Методикой выполнения измерений тележек пассажирских вагонов при деповском ремонте» РД 32 ЦЛ 021-06.
3.6.2 Тарельчатые пружины с просадкой более 1 мм подлежат замене.
Допускается между тарельчатой пружиной и втулкой шпинтона ставить не более двух регулировочных шайб в соответствии с рисунком 3.2, общей толщиной не более 6 мм или для этой же цели использовать вторую тарельчатую пружину.
См. Рисунок 3.2 — Регулировочная шайба
3.6.3 На тележках КВЗ-ЦНИИ тип I, II и КВЗ-ЦНИИ-М в крыльях букс со стороны подвески генератора с редукторно-карданным приводом от торца оси устанавливают штампованные или сварные ограничительные шайбы (рисунок 3.3). С противоположной стороны тележки под резиновые амортизаторы буксовых пружин должны ставиться стальные прокладки толщиной 3 мм, с наружным диаметром 230 мм и внутренним 109 мм. На тележках КВЗ-ЦНИИ тип I, II, КВЗ-ЦНИИ-М с приводом ТРКП, ТК-2 и ТК-3 в крыльях буксы крепления ведущего шкива устанавливают также ограничительные шайбы.
См. Рисунок 3.3 — Ограничительная шайба
3.7 Шпинтоны тележек
3.7.1 Шпинтоны очищают, осматривают, измеряют, неисправные — снимают, ремонтируют или заменяют новыми.
3.7.2 Болты крепления шпинтонов осматривают, надежность крепления проверяют обстукиванием. Неисправные болты заменяют.
3.7.3 Шпинтоны с износом цилиндрической поверхности деф. 2 (рисунок 3.4), восстанавливают наплавкой с последующей механической обработкой до чертежных размеров: для тележек КВЗ-ЦНИИ тип I и II, КВЗ-ЦНИИ-М и ТВЗ-ЦНИИ-М — шпинтоны с износом более 4 мм по диаметру при условии, если равномерный износ их по диаметру не более 10 мм или односторонний износ не более 5 мм на сторону.
См. Рисунок 3.4 — Дефекты шпинтонов тележки
3.7.4 Трещины деф. 4 в основаниях шпинтонов ремонтируют сваркой.
3.7.5 Поврежденную резьбу шпинтонов деф. 1 восстанавливают до чертежных размеров. Наплавку поврежденной и изношенной резьбы производят в соответствии с Инструкцией по сварке и наплавке. Износ галтели деф. 3 восстанавливают наплавкой с последующей механической обработкой. Контроль резьбы производят калибром по ГОСТ 2016-86.
3.7.6 У шпинтонов тележек КВЗ-ЦНИИ тип I и II, КВЗ-ЦНИИ-М, и ТВЗ-ЦНИИ-М проверяют износ заплечиков путем измерения расстояния от привалочной поверхности до заплечика и от заплечика до центра отверстия для шплинта в хвостовике шпинтона в соответствии с таблицей 3.1.
См. Таблицу 3.1
3.7.7 Отремонтированные шпинтоны до установки на раму тележки проверяют на перпендикулярность их осей в соответствии с разделом 5.2 Методики выполнения измерений тележек РД 32 ЦП 021-06.
3.7.8 Правильность положения на раме вновь установленных шпинтонов, отремонтированных или новых, проверяют измерением расстояний между шпинтонами вдоль рамы, а также расстояний между серединами межшпинтонного пространства вдоль, поперек и по диагонали, в соответствии с разделом 5.2 Методики выполнения измерений тележек РД 32 ЦЛ 021-06. Допускается проверить измерения с помощью шаблона по конструкторской документации Т205.05 ПКБ ЦВ.
3.7.9 Для правильного положения шпинтонов разрешается под их основание ставить не более двух клинообразных прокладок общей толщиной не более 8 мм с креплением этих прокладок не менее чем двумя болтами и привариванием к опорной плите и друг к другу прерывистым швом.
В процессе работы
гасители колебаний преобразуют
кинетическую энергию колебаний в
тепловую, теряют первоначальные свойства
вследствие повреждения и износа, как
отдельных элементов, так и гасителя в
целом. В связи с этим основной целью
технического обслуживания и ремонта
является восстановление технических
характеристик гасителя колебаний и
обеспечение надежности его работы в
межремонтный период.
Для поддержания
гасителей колебаний в работоспособном
состоянии необходимо выполнить планово
– предупредительную систему их
технического обслуживания и ремонта.
Структура ремонтного
цикла, определяющая количество и
чередование видов обслуживания и
ремонта, является основой этой системы.
Гаситель колебаний
подлежит отправке в ремонт после
выработки межремонтного ресурса.
Досрочная сдача гасителя в ремонт
производится при обнаружении явных
признаков отказа: интенсивной утечки
рабочей жидкости, заклинивании штока
с поршнем в направляющей или в цилиндре,
образования спрессованного снега в
подкожной полости, отсоединения штоковой
головки или самоотвинчивания гайки
корпуса.
Техническое
обслуживание гидравлических гасителей
колебаний производить в соответствии
с «Руководством по техническому
обслуживанию, ремонту, контролю и
испытанию гидравлических и фракционных
гасителей колебаний пассажирских
вагонов» № 301-05 ЦЛД(83), «Типовым положение
о производственном участке ремонта и
технического обслуживания гидравлических
гасителей колебаний пассажирских
вагонов в вагонном депо №0086-05 ПКБ ЦЛ,
ПТО» (82) и «Положением об аттестации
производственного участка по ремонту
и техническому обслуживанию гидравлических
гасителей колебаний пассажирских
вагонов в депо, ПТО» РД 32 ЦЛ 018-03.
При ТО-1 и ТО-2
гидравлических гасителей колебаний
выполняются следующие виды работ:
— осмотр гасителей
под вагоном ежедневно в пути следования
и перед отправкой в пунктах формирования
и оборота. Допускается осмотр горизонтальных
гасителей производить только в пунктах
формирования и оборота;
— контрольная
прокачка гасителей под вагоном вручную
при обнаружении внешних признаков
неисправности. Для этого освободить
верхнюю (штоковую) проушину гасителя
из кронштейнов рамы тележки, установить
гаситель в положение, соответствующее
рабочему, сжать и растянуть. Неупругое
сопротивление должно быть значительным
и плавным (без рывков).
При осмотре
гасителей под вагоном необходимо
тщательно проверять:
— состояние узлов
крепления гасителей к кронштейнам
тележки. Трещины, обрывы или погнутость
кронштейнов крепления гасителей,
отсоединение штока от верхней крепительной
головки гасителя не допускаются;
— ослабление
резьбового соединения головки со штоком
не допускается;
— трещины, смятие
и изломы корпуса или защитного кожуха
гасителя, заклинивание гасителя не
допускаются;
— допускается
отклонение от соосного расположения
верхней и нижней головок гасителя
относительно поперечной оси тележки
до 5 мм. При превышении допустимого
значения необходимо произвести
регулировку путем переустановки
резиновой шайбы на другую сторону
головки и подтяжкой пакетов продольных
поводков;
— при наличии течи
рабочей жидкости через сварное соединение
корпуса или трещины, гаситель колебаний
необходимо заменить;
-допускается
потертость корпуса резервуара до 2 мм;
-отсутствующие
шайбы, шплинты горизонтальных гасителей
центрального подвешивания необходимо
доставить.
В пунктах формирования
запрещается ставить в поезда вагоны
просроченными сроками ревизии гасителей
колебаний или этот срок истекает в пути
следования. При наличии на поверхности
потеков масла разрешается следование
вагона из пункта оборота до пункта
формирования.
Таблица 1.1.Основные
признаки неисправностей гасителей и
способы устранения
при ТО-1 и
ТО-2
-
Признаки
неисправностиНеисправность
Способ
устраненияПотеки
рабочей жидкости на корпусе либо на
сильфоне (гофрированном резиновым
чехле)Повреждены
манжеты, уплотняющие шток или резиновое
кольцо, уплотняющее гайку корпуса,
отвернулась гайка, повышенный износ
направляющей, повреждение сильфонаГаситель
заменитьПродолжительные
возмущенные колебания кузова после
прохода с небольшой скоростью рельсовых
стыков и стрелокПолная
или частичная потеря работоспособности
гасителей вследствие утечки рабочей
жидкости, отказа клапанов, износа
направляющей и штока, ослабление
гайки корпуса, отсоединение проушины
от штокаГасители
осмотреть, проверить прокачкой вручную
на вагоне. Неисправные заменитьОтчетливые
следы на корпусе более 30 мм от
перемещения защитного кожухаВытекла
рабочая жидкость, отказали клапана,
повышенный износ направляющейПроверить
прокачкой вручную. Неисправный
гаситель заменитьПерекос
защитного кожуха относительно корпусаОтсоединилась
штоковая проушина, отвернулась или
повреждена гайка корпуса, под кожухом
образовалась снеголедяная массаГаситель
заменитьНадрессорная
балка перекошена в вертикальной
плоскостиЗаклинен
шток с поршнем в цилиндреПроверить
прокачкой вручную, неисправный
гаситель заменитьЗазор
в узле крепления гасителя к кронштейнам
рамы или надрессорной балки более
1,8 ммИзносились
резиновая или металлическая втулки
в проушинах, валик крепления или
втулки в кронштейнахЗаменить
неисправные детали или заменить
гасительОтход
бурта резиновой втулки от боковой
поверхности проушины гасителя более
2 ммПовреждение
резиновой втулки в проушинеЗаменить
резиновую втулку1
2
3
Трещины,
обрыв или погнутость кронштейнов
крепленияЗаклинен
гаситель, подкожуховое льдообразованиеГаситель
проверить прокачкой вручную. Кронштейны
выправить и приваритьТрещины,
смятие корпуса гасителяМеханические
поврежденияГаситель
заменитьОтсоединение
защитного кожухаПовреждение
резьбы, потеря стопорного болта,
самоотвинчивание крепительных болтовУстановить
стопорный и крепительные болты сприжимными
шайбамиОтсутствует
стопорный винт проушиныСамоотвинчивание
винта из-за некачественного керенияСнять
гаситель, завернуть и закернить винтОтсутствует
резиновая шайба между проушиной
гасителя и кронштейномПри
установке гасителя не установлена
шайбаУстановить
резиновую шайбуОтсутствует
резиновая шайба между проушиной
гасителя и кронштейномПри
установке гасителя не установлена
шайбаУстановить
резиновую шайбуПерекос
гасителя в кронштейнах рамы тележки
и надрессорной балкиНе
отрегулировано положение в кронштейнахВыровнять
положение гасителя перестановкой
резиновых шайб между проушинами и
кронштейнами, при невозможности
отрегулировать положение надрессорного
бруса
Техническое
обслуживание ТО-3 гидравлических
гасителей колебаний необходимо
производить после демонтажа с вагона
на участке ремонта в депо или ПТО с целью
определения пригодности и поддержания
работоспособности
Технология
проведения единой технической ревизии
ТО-3 гидравлических гасителей приведена
в таблице 1.2.
Таблица 1.2
Проведения единой технической ревизии
ТО-3
-
Ремонтная
операцияСодержание
операцииВнешнее
освидетельствованиеИспытание
гасителя на стендеГасители
доставить на ремонтный участок
обмытыми, очистить, проверить крепление
и состояние резиновых, металлических
втулок в проушинах, соединение
крепительной проушины со штоком и
кожухом, признаки утечки рабочей
жидкости. Износ металлических втулок
определить непроходным калибром
–пробкой ГКЗ-1 или штангенциркулем
по взаимноперпендикулярным осям
отверстия. Неисправные втулки заменить.
При протечках рабочей жидкости,
повреждении резьбового соединения
штока, отсутствии сопротивления при
сжатии-растяжении гасители ремонтировать.Испытание
проводить с втулками в крепительных
проушинах методом гармонических
колебаний. Провести предварительную
прокачку гасителя на стенде и записать
диаграмму электронным или механическим
устройством. При электронном записи
необходимо смотреть показания на
экране монитора: форму диаграммы,
значения параметра сопротивления и
сил сопротивления гасителя или наличие
дефектов. При механической записи по
диаграмме определить годность гасителя
и величину параметра сопротивления
– он должен быть в пределах, указанных
в нормативной документации на каждый
тип гасителя. При течи рабочей жидкости,
несоответствии параметра сопротивления,
усилий сопротивления при контрольных
скоростях поршня и других неисправностях
гаситель направить в деповской ремонт.
При электронной записи результат
испытаний заносят в базу данных. При
механической записи в журнал записать
номер гасителя, дату, значение параметра
сопротивления и приклеить рабочую
диаграмму. Исполнитель ставит свою
подписьМаркирование
Гидрагасителя,
прошедшие испытания, маркировать. На
верхней проушине ставить клеймами
номер ремонтного участка, букву Р и
дату проведения ремонта. Клейма
завода-изготовителя сохранить.
Допускается производить клеймение
на бирке, прикрепляемой стопорным
болтом кожуха или стягивающим болтом
хомута у гасителя с сильфоном.
На участке ремонта
гидравлических гасителей колебаний
должна быть следующая техническая
документация: технологические карты
на рабочих местах, инструкция по технике
безопасности, должностные инструкции,
руководящие документы, журналы испытаний
и учета ремонтных работах.
Деповской ремонт
производят для восстановления
работоспособности вагонов с заменой
или ремонтом отдельных составных частей.
Работоспособность гасителя восстанавливают
до значений параметра сопротивления
90-120 кН · с/м. Гасители испытывают на
стенде с записью рабочей диаграммы.
Капитальный ремонт
осуществляют для восстановления
исправности и ресурса вагонов путем
замены или ремонта изношенных и
поврежденных частей, а также модернизации
отдельных сборочных единиц. Полностью
восстанавливают основные детали: шток
и направляющую. Параметр сопротивления
должен быть в пределах 100-120 к Н · с/м.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Утверждаю
Первый Вице-президент ОАО «РЖД»
В.Н.МОРОЗОВ
6 февраля 2008 года
ВАГОНЫ ПАССАЖИРСКИЕ
РУКОВОДСТВО ПО КАПИТАЛЬНОМУ РЕМОНТУ
(КР-1)
051 ПКБ ЦЛ/ПКТБВ-2007 РК
Лист согласования
Вице-президент ОАО «РЖД» М.П. Акулов 30.01.2008
Начальник Департамента пассажирских сообщений ОАО «РЖД» Г.В. Верховых 27.12.2007
Генеральный директор ФПД — филиала ОАО «РЖД» В.Н. Шатаев 30.12.2007
Начальник Управления планирования и нормирования материально-технических ресурсов А.В. Зверев 28.01.2008
Начальник Дирекции «Вагонреммаш» ОАО «РЖД» В.И. Николаев 21.12.2007
Директор ПКТБВ — филиала ОАО «РЖД» В.Н. Садчиков 20.12.2007
Директор ПКБ ЦЛ — филиала ОАО «РЖД» В.И. Киреев.
Настоящее Руководство по капитальному ремонту пассажирских вагонов (КР-1) устанавливает требования и объем капитального ремонта пассажирских вагонов железных дорог Российской Федерации на вагоноремонтных предприятиях.
Руководство разработано на основе конструкторской, эксплуатационной и технологической документации, материалов по исследованию и изучению неисправностей, возникающих в процессе эксплуатации, и анализа износов деталей и узлов пассажирских вагонов.
Руководство распространяется на пассажирские вагоны железных дорог Российской Федерации колеи 1520 мм, а также на пассажирские вагоны железных дорог Российской Федерации, обращающиеся в международном сообщении. Перечень типов (моделей) пассажирских вагонов, на которые распространяется настоящее Руководство, приведен в Приложении А.
Ремонт служебных, специально-технических, вагонов промышленности и других вагонов специального назначения производится в соответствии с настоящим Руководством и Техническими условиями на ремонт этих вагонов, разработанными заказчиками в установленном порядке, с учетом конструктивных особенностей указанных вагонов. Дополнительное оборудование этих вагонов ремонтируют согласно технической документации заводов-изготовителей.
Ремонт вагонов, предназначенных для движения со скоростью 141 — 160 км/ч, осуществляют согласно требованиям настоящего Руководства и Инструкции по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения на участках обращения скоростных пассажирских поездов N ЦРБ-393.
Вагонам купейным, некупейным, межобластным, габарита РИЦ и СВ капитальный ремонт (КР-1) производят с установкой сборочных единиц и деталей повышенного ресурса в соответствии с Приложением 1 Приказа МПС России от 17.01.2002 N 2.
Для повышения эксплуатационной надежности, пожарной безопасности пассажирских вагонов, улучшения качества обслуживания пассажиров и обеспечения их безопасности, наряду с выполнением требований настоящего Руководства по распоряжениям ОАО «РЖД» проводятся необходимые дополнительные работы.
Совместно с настоящим Руководством используются технические документы, перечень которых приведен в Приложении Б. Эти документы являются дополнением к настоящему Руководству и выполнение их требований обязательно при капитальном ремонте вагонов.
Изменение требований настоящего Руководства производит Проектно-конструкторское бюро пассажирского хозяйства после согласования с ОАО «РЖД» в установленном порядке. Внесение изменений в подлинник производят в соответствии с ГОСТ 2.503 и ГОСТ 2.603.
Требования настоящего Руководства являются обязательными для всех подразделений — филиалов ОАО «РЖД», а также организаций других форм собственности, осуществляющих капитальный ремонт пассажирских вагонов, эксплуатирующихся на железных дорогах ОАО «РЖД».
1. Общие положения
1.1. Капитальный ремонт (КР-1) пассажирских вагонов выполняют в сроки в соответствии с приложением к Приказу МПС России от 4 апреля 1997 г. N 9-Ц — вагоны подаются в капитальный ремонт первого объема через 6 (первый КР-1), 11 (второй КР-1), 16 (третий КР-1) лет эксплуатации после постройки, а также 5, 9, 13 — для вагонов-ресторанов соответственно.
Требования настоящего Руководства к ремонту пассажирских вагонов учитывают их техническое состояние в зависимости от срока службы.
1.2. Капитальный ремонт вагонов осуществляют на вагоноремонтных предприятиях, имеющих необходимые цеха и отделения, обеспечивающие ремонт в полном объеме настоящего Руководства и удовлетворяющие санитарным нормам и правилам пожарной безопасности.
1.3. Вагоноремонтные предприятия должны иметь средства технологического оснащения, обеспечивающие производство ремонта вагонов необходимого качества, согласно требованиям настоящего Руководства и «Технического регламента оснащенности предприятий железнодорожного транспорта, проводящих капитальный ремонт пассажирских вагонов».
1.4. Вагоны ремонтируют путем замены неисправных составных частей и деталей отремонтированными или новыми, соответствующего типа, отвечающими требованиям конструкторской документации, техническим условиям и характеристикам данной модели вагонов.
1.5. Материалы, полуфабрикаты, запасные части и комплектующее оборудование, используемые при ремонте вагонов, должны сопровождаться сертификатами, удостоверяющими их качество, и соответствовать требованиям стандартов или технических условий на их производство и применение.
1.6. Вносить изменения в конструкцию основных узлов пассажирских вагонов допускается с разрешения ОАО «РЖД».
1.7. Ответственные детали вагонов должны быть подвергнуты испытанию в соответствии со следующими руководящими документами:
— «Неразрушающий контроль деталей вагонов. Общие положения» РД 32.174-2001;
— «Магнитопорошковый метод неразрушающего контроля деталей вагонов» РД 32.149-2000;
— «Феррозондовый метод неразрушающего контроля деталей вагонов» РД 32.149-2000;
— «Вихретоковый метод неразрушающего контроля деталей вагонов» РД 32.150-2000;
— «Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение» N 656-2000 ПКБ ЦВ.
При выпуске из ремонта такие детали должны иметь соответствующие клейма с условным номером подразделения, датой ремонта (изготовления) и испытания.
1.8. Составные части и детали вагонов ремонтируют сваркой и наплавкой в соответствии с Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов N ЦЛ 201-03.
Детали вагонов, подвергающиеся после сварки и наплавки механической обработке, доводят до чертежных размеров, предусмотренных конструкторской документацией.
1.9. Вагонные детали, изготовленные из полимеров, ремонтируют согласно Инструкции по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦЛ.
1.10. Резиновые детали, устанавливаемые на вагонах, должны соответствовать конструкторской документации и выполняться из резины согласно ТУ 2512-046-00152081-2003, РТМ 32 ЦВ 206-87 и РТМ 32 ЦВ 207-80 на резиновые изделия, применяемые на пассажирских, грузовых и рефрижераторных вагонах.
1.11. Установленные новые деревянные детали должны соответствовать конструкторской документации и техническим условиям данного типа вагона и по качеству древесины и влажности ее удовлетворять требованиям ГОСТ 3191.
Ремонт, а также антисептирование и антипирирование новых деревянных деталей вагонов выполняют в соответствии с Инструкцией по ремонту деревянных изделий грузовых и пассажирских вагонов N 031 ПКБ ЦВ и требований «Ведомственных норм пожарной безопасности» (ВНПБ-03).
Для биоогнезащиты новых деревянных деталей используют антипирены, согласованные с Главным инспектором по пожарному надзору на железнодорожном транспорте Федерального государственного предприятия военизированной охраны на железнодорожном транспорте Российской Федерации (ФГП ВО ЖДТ РФ), Главным государственным санитарным врачом железнодорожного транспорта Российской Федерации и имеющие сертификат пожарной безопасности и гигиеническое заключение.
Антипирены вводят методом глубокой пропитки в автоклавах или методом опускания в ванну с выдержкой, а также с помощью кисти, валика с обеспечением требуемой степени защиты согласно ВНПБ-03.
Материалы, применяемые во внутреннем оборудовании пассажирских вагонов, в зависимости от назначения должны быть:
— негорючие — при подшивке изоляции крыши, изготовлении воздуховода вентиляционной установки, каркасов спальных полок и кресел;
— негорючие и трудногорючие — при замене багажных полок, мебели, обшивки продольных и тамбурных стен, дверей, закладных деталей и обрешетки стен и крыши, перегородок;
— трудногорючие или трудновоспламеняемые — при замене гидроизоляции, диффузоров, компенсирующих вставок и звукоизолирующих элементов вентиляционной установки, звукоизоляции потолков, теплоизоляции труб и баков водоснабжения и труб отопления;
— медленно распространяющие пламя — при замене штор, занавесей, обивки диванов, спальных полок и кресел, покрытия полов, облицовки поверхностей стен, перегородок, багажных полок, мебели.
Перечень неметаллических материалов для элементов внутренних конструкций пассажирских вагонов приведен в Приложении И.
1.12. Сопрягаемые поверхности деревянных и металлических деталей, не имеющие особых требований к защите в чертежах, должны быть загрунтованы до постановки деталей на вагон. Материалы для грунтования представлены в таблице 10 раздела 21 настоящего Руководства.
1.13. При ремонте изоляции кузова, деревянного настила пола, труб воздуховода, труб и трубопроводной арматуры систем отопления, горячего и холодного водоснабжения, электрооборудования (кроме кабелей и проводов) и других сборочных единиц и деталей разрешается использовать бывшие в употреблении материалы и изделия, отвечающие требованиям настоящего Руководства, высвобождающиеся при капитальных ремонтах.
1.14. Детали вагонов, подлежащие согласно требованиям конструкторской документации хромированию, могут подвергаться другим, однородным по купе декоративным покрытиям (полимерными порошковыми красками и др.), разрешенным к применению.
1.15. При изготовлении и ремонте деталей предельные отклонения на размеры (поля допусков), не оговоренные конструкторской документацией, определяют согласно ГОСТ 25347. При этом на несопрягаемые (свободные) линейные размеры металлических деталей, обрабатываемых на металлорежущих станках, поля допусков устанавливают по 14 квалитету точности. Поля допусков на размеры деталей, не подвергающихся обработке резанием, а также для неметаллических деталей устанавливают по 16, 17 квалитетам.
1.16. Детали вагонов прочно закрепляют. Крепежные изделия должны соответствовать конструкторской документации и следующим требованиям:
— шурупы, болты и винты с сорванной резьбой заменяют новыми. Поврежденное антикоррозионное покрытие винтов и болтов восстанавливают хромированием, никелированием, цинкованием или другим способом согласно утвержденной технологии. После восстановления покрытия болты и винты устанавливают на вагон в соответствии с требованиями чертежей завода-изготовителя;
— болты и винты до постановки на вагон должны быть покрыты тонким слоем минерального масла (веретенного АУ, индустриального И-20А и др. в соответствии с Инструкцией по применению смазочных материалов в пассажирских вагонах 01/75 ЦЛ-ВНИИЖТ-06 РК);
— болты, крепящие детали на раме вагонов и тележках, должны иметь шплинты в соответствии с чертежами вагона. Концы болтов, не имеющие шплинтов, должны выходить из гайки не менее чем на две нитки резьбы и не более чем на величину диаметра болта, кроме болтов, длина которых необходима для регулирования размеров деталей и составных частей вагона согласно конструкторской документации вагона;
— болтовые и заклепочные соединения выполняют в соответствии с требованиями чертежей;
— шплинты ставят согласно ГОСТ 397, которые при отсутствии специальных требований должны отстоять от гайки или шайбы не более чем на 3 мм. Концы шплинтов должны разводиться симметрично под углом от 60 до 90°. Шплинт у корончатой гайки должен заходить в шлицы (по высоте не менее 3/4 диаметра шплинта). Повторно использовать шплинты не допускается;
— болты и валики ставят гайками и шплинтами наружу, за исключением тех, у которых постановка гаек и шплинтов внутрь предусмотрена конструкцией. Под гайки, шплинты и чеки должны быть поставлены шайбы, соответствующие чертежам вагона;
— ослабленные нестандартные заклепки, а также с размерами замыкающих головок, не соответствующими требованиям ГОСТ 14802 и конструкторской документации на вагоны зарубежной постройки (маломерные), заменяют;
— резьбовые соединения должны соответствовать руководящему документу «Резьбы для деталей вагонов железных дорог колеи 1520 мм. Типы и размеры» РД 32 ЦВ.005-89.
1.17. Запрещается:
— ставить простые гайки вместо корончатых, предусмотренных чертежами завода-изготовителя (техническими условиями);
— подчеканивать, обваривать и свинчивать заклепки там, где это не предусмотрено конструкторской документацией;
— прожигать отверстия под болты и заклепки;
— оставлять с сорванными нитями или ставить болты и гайки, имеющие изношенную резьбу, сбитые грани, а также ставить болты, не соответствующие конструкторской документации;
— забивать шурупы;
— оставлять незагрунтованными места прилегания снимаемых для ремонта или замены деталей и сборочных единиц на кузове, раме и тележке вагона;
— применять материалы, не соответствующие указанным в технологической и конструкторской документации.
1.18. Все средства измерений промышленного изготовления и нестандартизованные должны быть в исправном состоянии и своевременно проходить обязательную периодическую государственную или ведомственную поверку в соответствии с нормативными документами базовой организации метрологической службы. На средствах измерений, прошедших поверку, должно быть поверительное клеймо и выдан соответствующий документ о поверке (свидетельство, аттестат).
1.19. Конкретные средства измерений и необходимые технические требования должны быть указаны в типовых технологических процессах на ремонт вагонов, их составных частей и деталей, разрабатываемых на основании данного Руководства, а также в заводских технологических процессах, создаваемых, как правило, на основе типовых. Необходимые средства измерений указаны в методиках выполнения измерений тележек (РД 32 ЦЛ 021-06), переходных площадок, безбуферных устройств и буферов пассажирских вагонов (РД 32 ЦЛ 007-89) и др.
Рекомендуемый перечень нормативно-технической документации по метрологическому обеспечению производства указан в Приложении Ж.
1.20. При необходимости определение толщин элементов конструкции в закрытых коробчатых и трубчатых сечениях или элементов крупногабаритных металлических конструкций, подвергающихся коррозии, рекомендуется производить ультразвуковыми толщиномерами типа «Кварц-15», УТ-З1МЦ и др. Определение толщин металла следует выполнять в соответствии с «Руководством по определению технического состояния и первичному учету потерь от коррозии в вагонном хозяйстве» РТМ-I кор/ЦВ-82 и паспортами на соответствующие приборы.
В исключительных случаях разрешается применять вырезку образцов для определения толщин металла.
1.21. Заменять импортное оборудование и приборы на отечественные допускается в установленном порядке.
1.22. Таблички завода-изготовителя на кузове вагона должны быть сохранены. В случае отсутствия указанных табличек они восстанавливаются на основании паспорта на вагон.
1.23. Работы по модернизации пассажирских вагонов выполняют по технической документации, утвержденной в установленном порядке.
1.24. Сборку вагонов после ремонта осуществляют в соответствии с настоящим Руководством, чертежами завода-изготовителя и утвержденной нормативно-технической документацией.
1.25. Хранение составных частей и деталей пассажирских вагонов, снятых для ремонта или вновь изготовленных, должно соответствовать требованиям действующих стандартов или другой технической документации, утвержденной в установленном порядке.
2. Меры безопасности
2.1. Администрация вагоноремонтных предприятий, осуществляющая капитальный ремонт (КР-1) пассажирских вагонов, обязана обеспечивать надлежащее техническое оснащение оборудованием рабочих мест, организацию труда на них и создать условия, соответствующие «Правилам по охране труда при ремонте подвижного состава и производстве запасных частей» от 05.03.1990, ГОСТ 12.1.004, а также требованиям действующей документации, указанной в Приложении В.
2.2. Отдельные указания по охране труда приведены в соответствующих разделах Руководства.
2.3. При изменении технологии производства работ и внедрении новых технических средств должны соблюдаться требования соответствующих нормативных документов по охране труда.
2.4. Технологические процессы ремонта вагонов должны предусматривать меры по охране окружающей среды от выбросов загрязняющих веществ.
Перечень нормативных документов по охране окружающей среды приведен в Приложениях Л и М.
3. Сдача вагонов в ремонт
3.1. Порядок отправления и сдачи пассажирских вагонов в ремонт на вагоноремонтные предприятия определяют «Основные условия капитального ремонта и модернизации пассажирских вагонов на ремонтных заводах» N РД 32 ЦЛ 024-2007.
3.2. Перед отправлением вагонов в ремонт на вагоноремонтные заводы предприятия приписки обязаны их очистить, промыть и продезинфицировать (при необходимости сделать дезинсекцию). При этом особое внимание необходимо обращать на очистку санитарных узлов, холодильных емкостей, мест хранения угля, топок и зольников.
Пассажирские вагоны, оборудованные экологически чистыми туалетными комплексами (ЭЧТК), подаются в ремонт только после опорожнения и дезинфекции сливных баков, слива воды из трубопроводов подвода к унитазу. При этом пульт управления ЭЧТК, замки сливного бака, пробки слива тосола должны быть опломбированы. Унитаз должен иметь упаковочно-предупредительную заглушку из тонкого картона 450 x 300 мм с надписью «Не пользоваться до введения в эксплуатацию».
У вагонов-ресторанов с кухонной плитой на жидком топливе топливо должно быть слито в установленном порядке.
3.3. Вместе с вагонами вагоноремонтному предприятию должны быть переданы технические паспорта, формуляры, сопроводительные листы формы ВУ-26, журнал формы ВУ-8, справки санэпидемстанции о выполнении промывки и дезинфекции вагонов, технические описи несъемного оборудования и инвентаря вагонов, а на поврежденные вагоны, кроме того, акты формы ВУ-25.
При отсутствии документации на вагоне, направляемом в ремонт, предприятие приписки вагона обязано завести новую.
3.4. Запрещается снимать с вагонов, направляемых в ремонт, отдельные части и оборудование или подменять их нетиповыми.
3.5. Вагоны, поврежденные вследствие нарушения правил эксплуатации, принимают в плановый ремонт в соответствии с N РД 32 ЦЛ 024-2007.
3.6. Каждый вагон осматривают работники бюро описи, производственного отдела, представители предприятия приписки и инспекции. После этого составляется акт приемки по форме ЗРУ-25, который должен отражать техническое состояние и комплектность вагона.
4. Разборка вагонов, подготовка к дефектации и ремонту
4.1. Тележки из-под вагона выкатывают и подают в соответствующий цех или отделение для ремонта.
4.2. Составные части и детали вагона осматривают, неисправные снимают и отправляют в соответствующие цеха или отделения для ремонта. Отдельные детали и сборочные единицы демонтируют с вагона независимо от технического состояния. Порядок и объем разборки сборочных единиц вагонов указаны в соответствующих разделах настоящего Руководства.
4.3. Определение износа и исправности деталей в процессе дефектации и после ремонта производят внешним осмотром и специальными средствами измерения, шаблонами и приспособлениями.
4.4. Все детали после разборки сборочных единиц и агрегатов перед дефектацией и ремонтом должны быть очищены.
4.5. При дефектации детали подразделяют согласно требованиям настоящего Руководства для постановки на вагон:
— без ремонта;
— требующие ремонта и восстановления;
— требующие упрочнения в соответствии с Приказом МПС России от 17.01.2002 N 2;
— подлежащие замене.
5. Ремонт тележек
5.1. Общие положения
5.1.1. Ремонт тележек производят в соответствии с настоящим Руководством.
5.1.2. Тележки перед ремонтом обмывают и полностью разбирают. Все составные части тележек очищают от грязи, коррозии и разрушенного защитного покрытия.
5.1.3. Детали и составные части тележек ремонтируют сваркой в соответствии с Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов N ЦЛ-201-03, технологическими инструкциями по ремонту рам тележек пассажирских вагонов с трещинами в поперечных балках ТИ ВНИИЖТ 05202/01-07 и восстановлению рам тележек с интенсивной коррозией ТИ ВНИИЖТ 0502/01-06.
5.1.4. Рычажную передачу тележек вагонов ремонтируют согласно разделу 6 настоящего Руководства.
5.1.5. Тележки ТВЗ-ЦНИИ-М ремонтируют в соответствии с настоящим разделом Руководства и документом «Тележка двухосная тип ТВЗ-ЦНИИ-М. Руководство по деповскому ремонту» N 007 ПКБ ЦЛ-98 РД, дополнением к нему N 545 ПКБ ЦЛ.
5.1.6. Тележки колеи 1435 мм, курсирующие в международном сообщении, ремонтируют в соответствии с настоящим Руководством.
5.1.7. Тележки при достижении назначенного срока службы 28 лет ремонтируют в соответствии с руководством N ЦЛ-ВНИИЖТ-01.01.01/25-05.
5.1.8. Нормы допусков и износов составных частей и деталей тележек пассажирских вагонов указаны в Приложении Д.
5.2. Рама тележки
5.2.1. Проверяют состояние балок рамы тележек, их сварные швы визуально и методами неразрушающего контроля, а также износ вертикальных скользунов, втулок кронштейнов гидрогасителей и кронштейнов тормозной рычажной передачи.
Трещины в сварных швах рамы и по основному металлу, а также места, поврежденные коррозией, ремонтируют согласно п. 5.1.3 настоящего Руководства.
На раме тележек проверяют расположение кронштейнов подвесок тормозной рычажной передачи на соответствие их размерам, указанным в чертежах, после их ремонта (правки) или приварки вновь.
5.2.2. Тележки, имеющие дефекты, устранение которых не предусмотрено п. 5.1.3, ремонтируют по отдельным разрешениям ОАО «РЖД» после представления эскиза неисправностей.
5.3. Колесные пары
5.3.1. Колесные пары осматривают, ремонтируют и производят освидетельствование в соответствии с требованиями Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар N ЦВ-3429 и действующих указаний.
5.4. Буксовые узлы
5.4.1. Буксы и роликовые подшипники колесных пар ремонтируют в соответствии с требованиями Инструктивных указаний по эксплуатации и ремонту вагонных букс с роликовыми подшипниками 3-ЦВРК и действующими указаниями.
5.4.2. Буксы должны иметь гнезда для установки позисторных термодатчиков контроля нагрева букс.
5.4.3. На буксах при установке термодатчика из легкоплавкого сплава (термодатчик 393) свободные гнезда закрыть пробкой или заполнить солидолом.
5.5. Рессорное подвешивание
5.5.1. Пружины после обмывки осматривают и ремонтируют в соответствии с требованиями «Технические условия на ремонт пружин» ТУ 32 ЦЛ 0141-05.
5.5.2. В зависимости от типа вагона пружины подбирают и комплектуют в соответствии с конструкторской документацией и требованиями документа «Пружины и рессоры рессорного подвешивания пассажирских вагонов. Типы и размеры» РТМ 32 ЦВ 1-29-87.
Пружины для каждого буксового узда должны подбираться по высоте с допускаемым отклонением не более 3 мм для тележек КВЗ-5, КВЗ-ЦНИИ, ТВЗ-ЦНИИ-М и отвечать требованиям раздела 22 настоящего Руководства. Надбуксовые пружины тележек со стороны котельного отделения должны быть в свободном состоянии выше пружин некотлового конца вагона согласно РТМ 32 ЦВ 1-29-87.
5.6. Шпинтоны тележек
5.6.1. Шпинтоны снимают, осматривают, измеряют, ремонтируют или заменяют новыми.
5.6.2. Болты крепления шпинтонов М 24 и гайки крепления при проведении первого и второго КР-1 меняются по состоянию, при третьем КР-1 заменяют новыми.
5.6.3. Шпинтоны с износом цилиндрической поверхности от 2 до 10 мм по диаметру, при условии одностороннего износа не более 5 мм на сторону (рис. 1 деф. 2) восстанавливают наплавкой с последующей механической обработкой до размеров по конструкторской документации.
![]() — повреждение резьбы;
— повреждение резьбы;
![]() — износ цилиндрической поверхности;
— износ цилиндрической поверхности;
![]() — износ галтели (заплечника);
— износ галтели (заплечника);
![]() — трещина в основании
— трещина в основании
Рисунок 1. Дефекты шпинтонов
5.6.4. Трещины в основаниях шпинтонов (рис. 1 деф. 4) ремонтируют сваркой.
5.6.5. Поврежденную резьбу шпинтонов (рис. 1 деф. 1) восстанавливают до чертежных размеров после полного удаления старой резьбы и последующей наплавкой (в соответствии с ЦЛ-201-03). Резьбовая часть шпинтонов должна отвечать требованиям документа «Резьбы для деталей вагонов железных дорог колеи 1520 мм. Типы и размеры» Руководящий нормативный документ РД 32 ЦВ 005-89. У шпинтонов тележек КВЗ-5 удаляют резьбу до отверстия под шплинт по чертежам N М 940.01.03 и N М 940.01.09 ПКБ ЦВ.
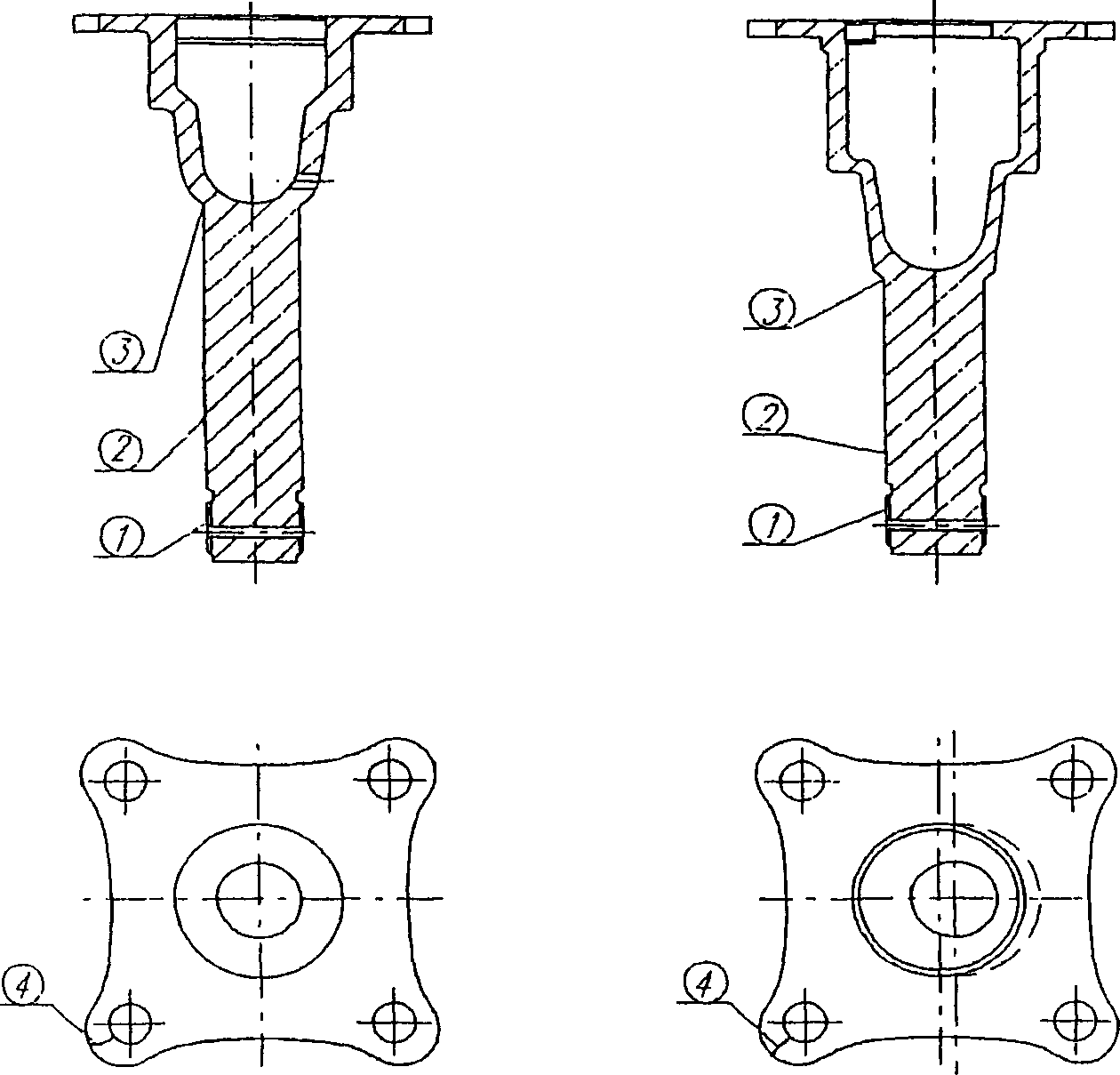
5.6.6. У шпинтонов тележек контролируют расстояния от привалочной поверхности шпинтона до заплечика и от заплечика до центра отверстия под шплинт в хвостовике шпинтона в соответствии с рисунком 2 (а, б, в, г, д, е). Износ галтели восстанавливают наплавкой с последующей механической обработкой.
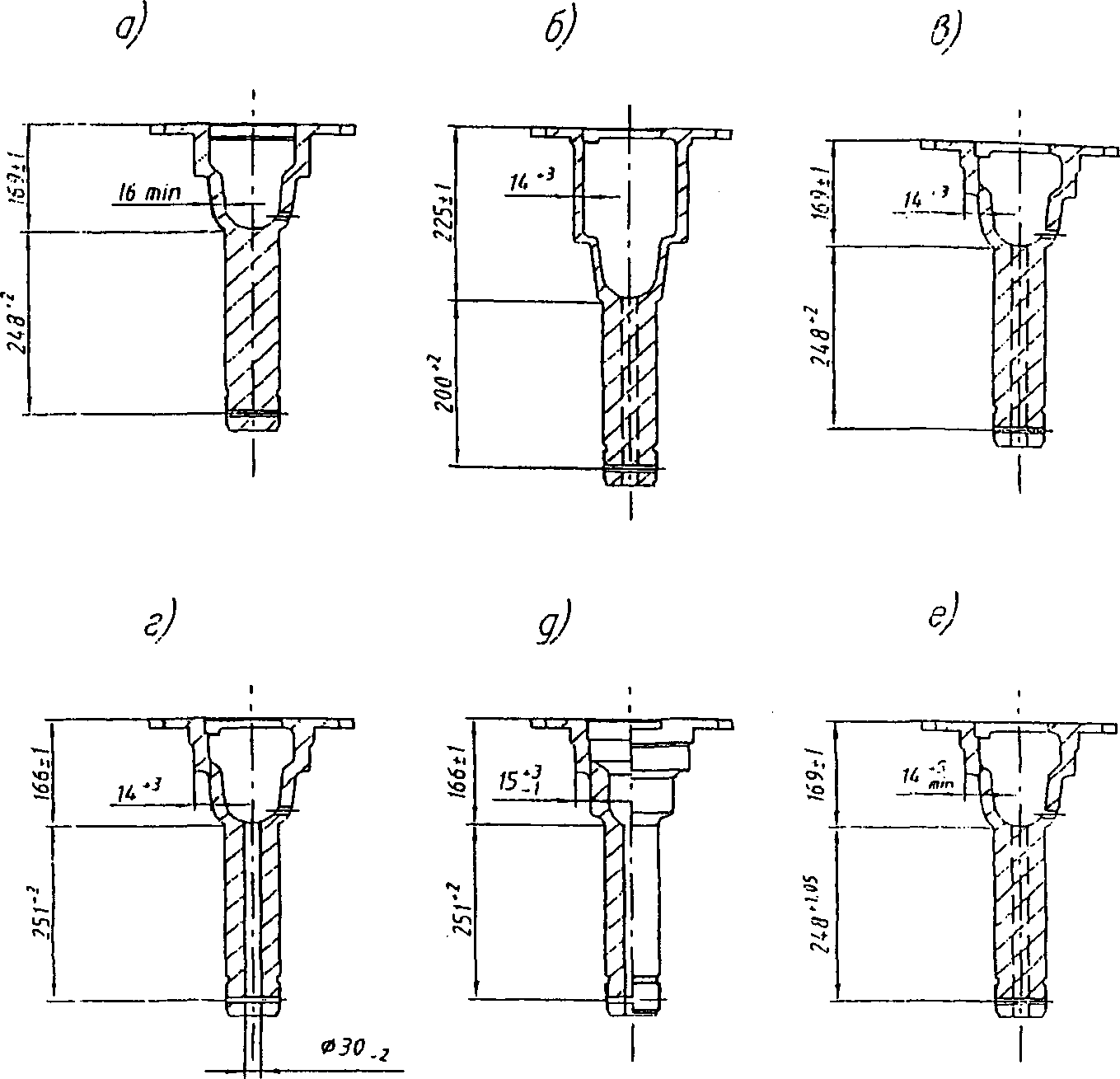
Рисунок 2. Ремонт шпинтонов
5.6.7. После ремонта шпинтонов сваркой и их механической обработки, с доведением до чертежных размеров, проверяют перпендикулярность оси каждого шпинтона шаблоном или прибором для измерения перпендикулярности оси шпинтона к опорной плоскости путем установки его на поверочную плиту или специальный стенд.
На поверочной плите замеры производят шаблоном Т 1178.001 ПКБ ЦВ в двух плоскостях под 90° в соответствии с рисунком 3.
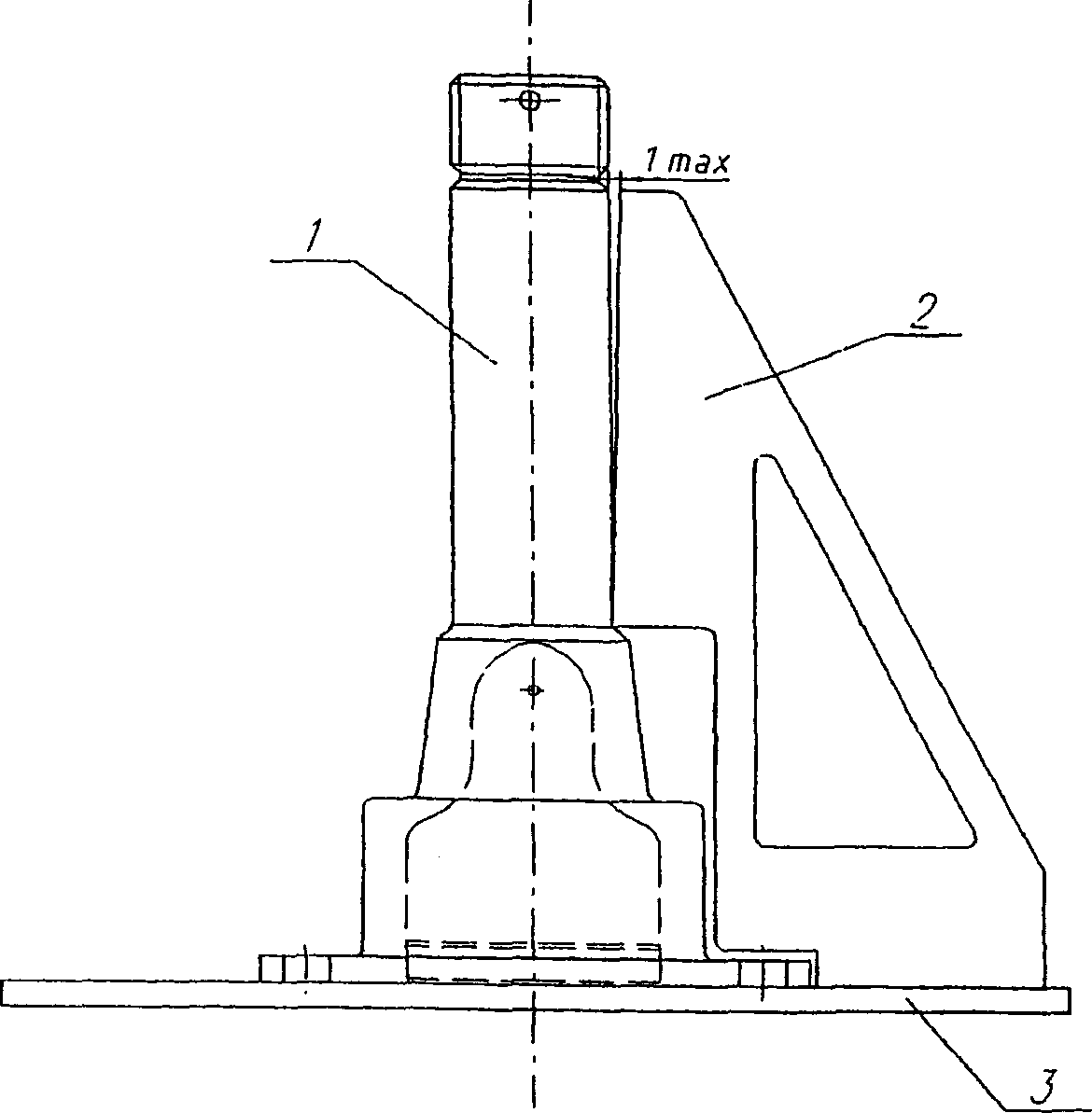
1 — шпинтон; 2 — шаблон Т 1178.001 ПКБ ЦВ;
3 — поверочная плита
Рисунок 3. Измерение допустимого отклонения
от перпендикулярности оси шпинтона
относительно опорной плоскости
Отклонение от перпендикулярности вертикальной оси шпинтона относительно опорной плоскости должно быть не более 1 мм на длине обработанной цилиндрической части.
5.6.8. Правильность положения на раме тележки установленных отремонтированных или новых шпинтонов проверяют измерением расстояний между шпинтонами вдоль рамы, а также расстояний между серединами межшпинтонного пространства вдоль, поперек и по диагонали в соответствии с рисунком 4, разрешенными средствами измерений.
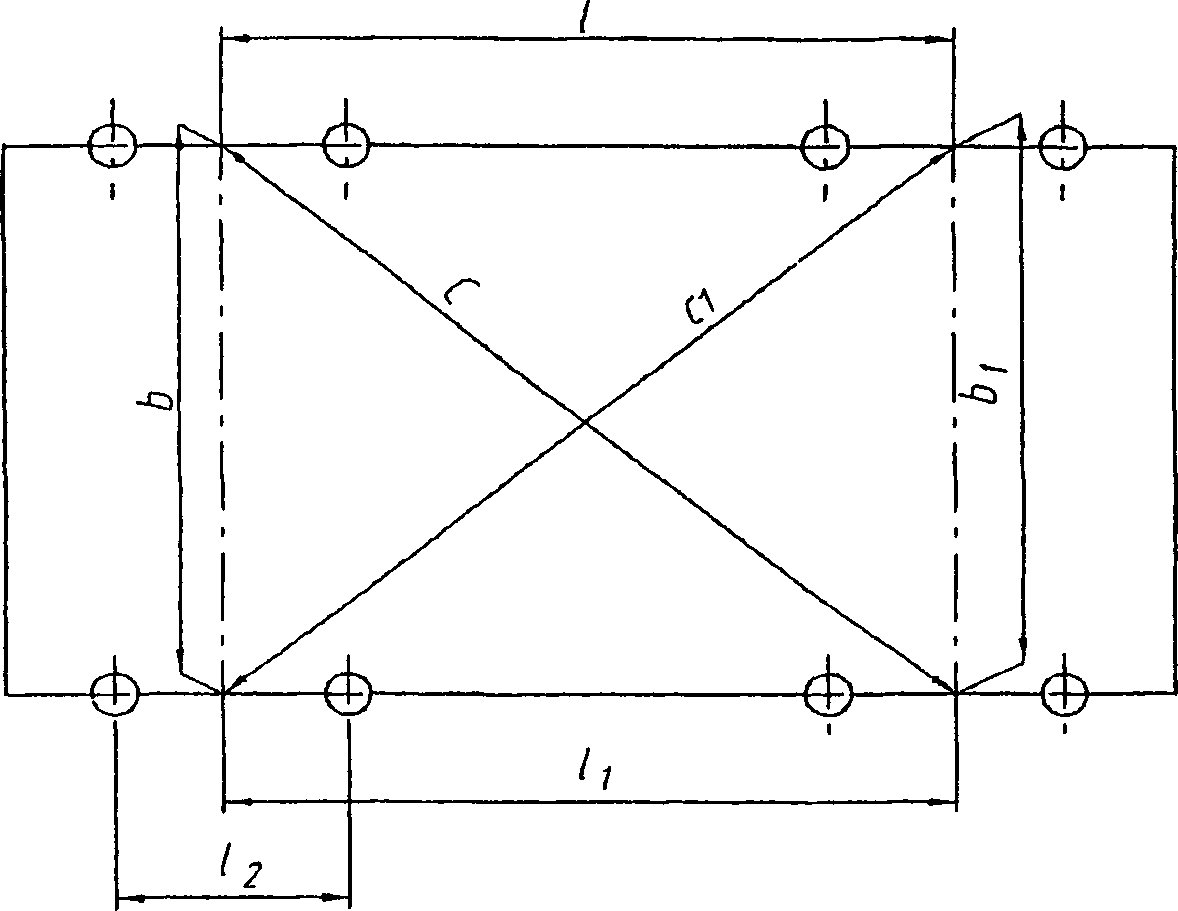
Рисунок 4. Проверка правильности
постановки шпинтонов на раме тележки
Допускаются отклонения в размерах при измерении:
— вдоль оси тележки (l и l1) не более +5 мм при разности их не более 2 мм;
— поперек оси (b и b1) не более +/- 2 мм при разности не более 2 мм;
— по диагонали (c и c1) не более +/- 5 мм при разности не более 4 мм;
— между осями шпинтонов l2 не более +/- 1 мм.
5.6.9. Для обеспечения правильного положения шпинтонов разрешается под их основания ставить по одной клинообразной прокладке толщиной до 8 мм с креплением не менее чем двумя болтами и привариванием ее к опорной плите прерывистым швом.
5.7. Центральное рессорное подвешивание
5.7.1. Детали центрального рессорного подвешивания после обмывки осматривают, измеряют, определяют объем ремонта. На всех трущихся поверхностях деталей подвески центрального подвешивания (тягах, валиках, втулках, серьгах) выкрашивания и задиры основного металла не допускаются.
5.7.2. В тележках КВЗ-5, КВЗ-ЦНИИ всех типов и ТВЗ-ЦНИИ-М износ люлечных подвесок (тяг) по опорной сферической поверхности трения должен быть не более 1 мм. Разрешается наплавлять эти поверхности при толщине перемычки в верхнем сечении не менее 35 мм с последующей механической обработкой до чертежных размеров. Подвески заменяют новыми при износе опорной поверхности более 3 мм, а также при наличии выкрашивания, трещин или задиров основного металла. Износ втулок люлечных подвесок (тяг) тележек КВЗ-5 и КВЗ-ЦНИИ допускается не более 0,5 мм по внутреннему диаметру. При большем износе втулки заменяют новыми.
После восстановления изношенных поверхностей трения наплавкой поверхности подвергают упрочнению газоплазменным напылением с оплавлением. Твердость наплавленного слоя 450 HB. Толщина упрочняющего слоя должна составлять от 1,0 до 1,5 мм. Размеры деталей после упрочнения должны соответствовать требованиям чертежей, поэтому при ремонте наплавкой следует учитывать толщину упрочняющего слоя.
Отклонение подвески (тяги) тележки ТВЗ-ЦНИИ-М от вертикальной оси рамы допускается не более 2 мм. Регулировку положения тяги при изготовлении тележки производят установкой одной регулировочной прокладки. Регулировочные прокладки при разборке тележки снятию не подлежат.
5.7.3. Поддоны центрального подвешивания тщательно очищают и осматривают. Втулки поддонов при износе более 0,5 мм по диаметру заменяют новыми.
Предохранительные скобы поддонов тележек КВЗ-5 и КВЗ-ЦНИИ тип II и ТВЗ-ЦНИИ-М проверяют; с изношенной резьбой — заменяют новыми. Предохранительную скобу устанавливают в середине зева крюка поддона. Зазор «а» между крюком поддона поз. 1 и скобой поз. 2 в вертикальной плоскости указан на рисунке 5. Для тележек КВЗ-ЦНИИ тип II и КВЗ-5 размер зазора «а» может изменяться с изменением положения валиков и опорных шайб на +/- 20 мм, у ТВЗ-ЦНИИ-М на +/- 10 мм, а также из-за выработок и износа в подвеске. Для получения размеров зазора «а» согласно требованиям Руководства необходимо изменить на соответствующую величину положение предохранительной скобы за счет резьбовой части или изготовить новую.
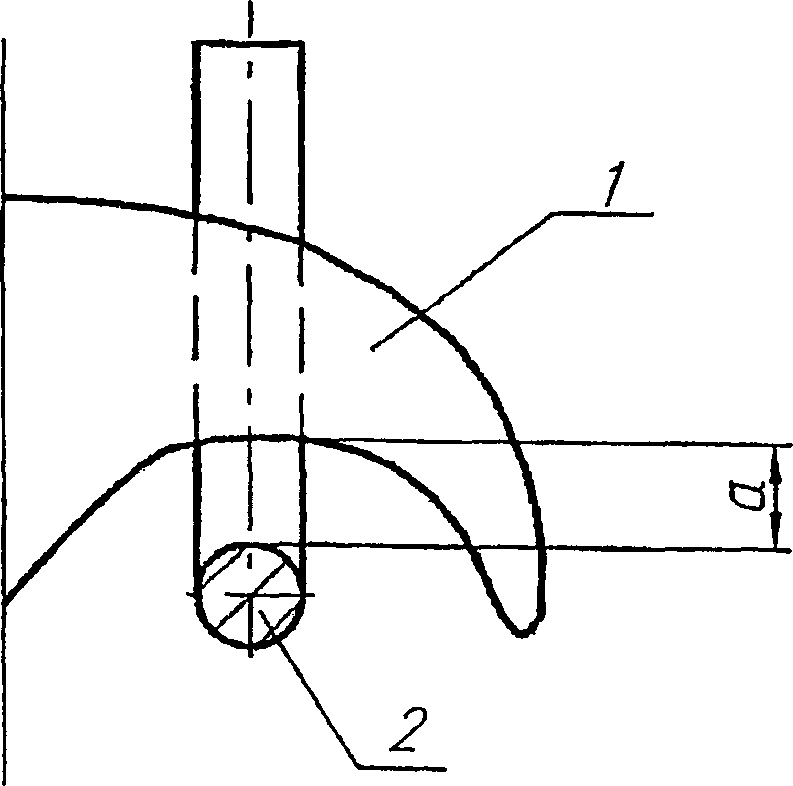
1 — крюк поддона; 2 — скоба
|
Тип тележек |
Завод постройки вагона |
Тип вагона |
|
|
КВЗ ЦНИИ тип II |
Завод им. Егорова Заводы Германии |
Почтовые багажные Рестораны с КВ |
40+10 40+10 |
|
КВЗ-5 |
Заводы Германии, Венгрии, Польши |
30+5 |
|
|
КВЗ-5 |
Заводы России |
50+10 |
|
|
КВЗ-ЦНИИ тип I |
Заводы Германии |
25+10 |
|
|
ТВЗ-ЦНИИ-М |
Заводы России |
50+10 |
Рисунок 5. Зазор «а» между крюком и скобой
в тележках КВЗ-5, КВЗ-ЦНИИ типа II и ТВЗ-ЦНИИ-М
5.7.4. При износе рабочей поверхности опорной рамки люлечной тяги тележки ТВЗ-ЦНИИ-М более 3 мм и отклонении от плоскости опорной поверхности более 3 мм ее заменяют новой толщиной 12 мм, взамен 9 мм, изготовленной из материала — Сталь 35 ГОСТ 1050 или Ст5сп2 ГОСТ 380. Разрешается рамки, имеющие износ не более допускаемого, восстанавливать наплавкой с последующей механической обработкой до чертежных размеров. При приведении деформированной рамки к требованиям чертежей допускается правка ее с подогревом.
После восстановления изношенных поверхностей трения наплавкой поверхности подвергают упрочнению газоплазменным напылением с оплавлением. Твердость наплавленного слоя 450 HB. Толщина упрочняющего слоя должна составлять от 1,0 до 1,5 мм. Размеры деталей после упрочнения должны соответствовать требованиям чертежей, поэтому при ремонте наплавкой следует учитывать толщину упрочняющего слоя.
5.7.5. Валики центрального подвешивания тележек всех типов не должны иметь выработку в цилиндрической части более 1 мм. При наличии выработки не более 3 мм (для валиков тележек КВЗ-5, КВЗ-ЦНИИ, ТВЗ-ЦНИИ-М) эти детали подлежат ремонту наплавкой. После наплавки валикам производят механическую обработку до чертежных размеров, с учетом толщины последующего упрочняющего слоя, при этом диаметр опорной поверхности валиков центрального подвешивания должен быть уменьшен путем перетачивания: для тележек КВЗ-5 и КВЗ-ЦНИИ тип I до размера (59,0 +/- 0,1) мм, тележек КВЗ-ЦНИИ тип II до (64,0 +/- 0,1) мм.
5.7.6. Опорные поверхности валиков и опорных шайб в местах контакта с серьгой не должны иметь выработку более 1 мм. При наличии выработки не более 3 мм эти детали наплавляют с последующей механической обработкой до чертежных размеров.
После восстановления изношенных поверхностей трения наплавкой поверхности подвергают упрочнению газоплазменным напылением с оплавлением. Твердость наплавленного слоя 450 HB. Толщина упрочняющего слоя должна составлять от 1,0 до 1,5 мм. Размеры деталей после упрочнения должны соответствовать требованиям чертежей, поэтому при ремонте наплавкой следует учитывать толщину упрочняющего слоя.
5.7.7. Выработка опорных поверхностей серег допускается не более 1 мм на сторону. При наличии выработки не более 3 мм на сторону, но не более 5 мм в сумме, разрешается наплавка с последующей механической обработкой до чертежных размеров. Разница в размерах между опорными поверхностями двух парных серег в одной подвеске допускается не более 0,5 мм.
После восстановления изношенных поверхностей трения наплавкой поверхности подвергают упрочнению газопламенным напылением с оплавлением. Твердость наплавленного слоя 450 HB. Толщина упрочняющего слоя должна составлять от 1,0 до 1,5 мм. Размеры деталей после упрочнения должны соответствовать требованиям чертежей, поэтому при ремонте наплавкой следует учитывать толщину упрочняющего слоя.
5.7.8. Предохранительные стержни центрального подвешивания тележек КВЗ-ЦНИИ типа I, имеющие поврежденную резьбу, разрешается восстанавливать наплавкой или приваркой встык новой части на контактно-сварочной машине с последующим нарезанием резьбы, проверкой дефектоскопом и испытанием на растяжение усилием 130 кН после приварки встык.
5.7.9. Поводки с тележек КВЗ-ЦНИИ конструкции НППД (научно-производственное предприятие Дергачева) ремонтируют в соответствии с Руководством по эксплуатации НТ-0200 РЭ. Установка продольных поводков конструкции НППД на отремонтированные тележки производится в соответствии с конструкторской документацией по чертежам К-0493.00.00.000/1 и К-0493.00.00.000/3.
5.7.10. Детали центрального рессорного подвешивания (люлечные подвески, серьги, валики, шейки люлечных опорных балок и др.) подвергают неразрушающему контролю и испытанию на растяжение в соответствии с документами — Феррозондовый метод неразрушающего контроля деталей вагонов РД 32.149-2000, Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ РД 32.150-2000, Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ РД 32.159-2000, Неразрушающий контроль деталей вагонов. Общее положение РД 32.174-2001, Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение 656-2000 ПКБ ЦВ. Если после наплавочных работ детали проверяют на растяжение, то магнитное дефектоскопирование их должно производиться как перед наплавкой, так и после проверки деталей на растяжение.
На указанные детали после прохождения неразрушающего контроля ставят клейма с указанием даты ремонта.
5.7.11. У вагонов купейных, некупейных, межобластных, габарита РИЦ и СВ упрочняют тяги, серьги, валики, опорные шайбы в соответствии с технологической инструкцией «Восстановление деталей подвижного состава типа «вал» газотермическим напылением» ТИ ВНИИЖТ-0502/7-01 и другими согласованными в установленном порядке методами.
5.8. Надрессорные балки
5.8.1. Очищенные надрессорные балки тележек всех типов осматривают.
Балки, имеющие трещины и изломы поз. 1 — 5 в соответствии с рисунками 6; 7, ремонтируют согласно п. 5.1.3 настоящего Руководства.
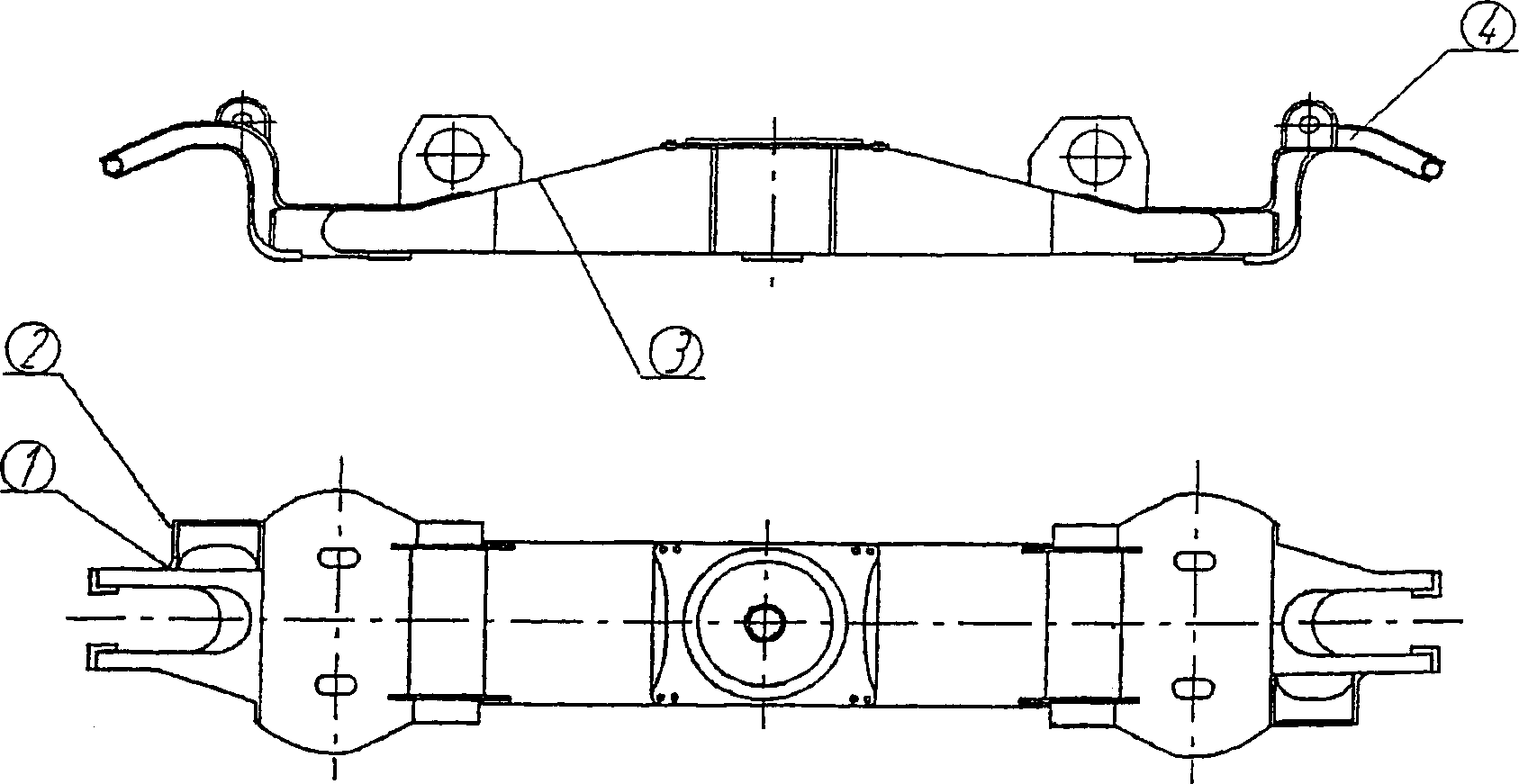
1 — трещина в сварном шве соединения плиты опорной
с кронштейном надрессорной балки; 2 — трещина в сварном
шве соединения кронштейна поводка с плитой опорной;
3 — трещина в сварном шве надрессорной балки;
4 — излом кронштейна на надрессорной балке
Рисунок 6. Дефекты надрессорной балки
тележек КВЗ-ЦНИИ тип I, II
1 — трещина в сварном шве кронштейна; 2 — трещина в среднем
листе; 3 — трещина в ребре кронштейна; 4 — излом
кронштейна; 5 — трещина в сварном шве надрессорной балки
Рисунок 7. Дефекты надрессорной балки тележек КВЗ-5
5.9. Пятники, подпятники, шкворни
5.9.1. Пятники и подпятники очищают, осматривают, проверяют и, при необходимости ремонта, снимают. Ослабленные и сорванные заклепки заменяют. Пятники и подпятники должны соответствовать конструкторской документации вагона.
5.9.2. Равномерный износ опорных поверхностей пятников и подпятников тележек КВЗ-5 более 2 мм восстанавливают наплавкой, неравномерный износ этих поверхностей восстанавливают до чертежных размеров независимо от величины износа.
Износ внутреннего и наружного буртов подпятника допускается не более 3 мм по толщине, а износ пятника по диаметру у вагонов на таких тележках не более 6 мм. Пятники и подпятники с большими износами ремонтируют в соответствии с ЦЛ-201-03.
Пятники и подпятники после ремонта подвергают механической обработке до чертежных размеров.
Износ горизонтальных плоскостей пятников и подпятников вагонов на тележках КВЗ-ЦНИИ тип I, КВЗ-ЦНИИ тип II и ТВЗ-ЦНИИ-М не контролируют.
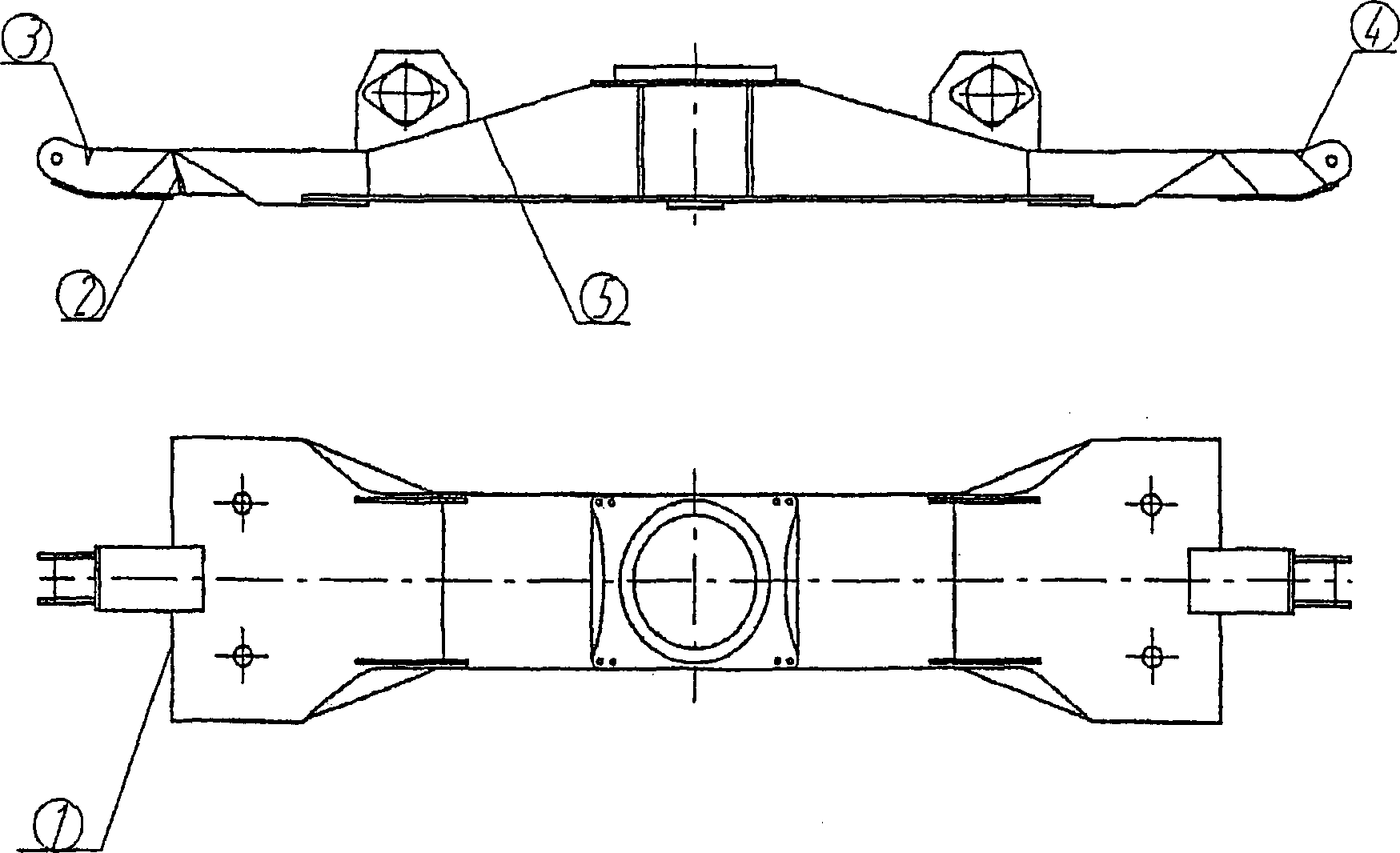
5.9.3. Не допускаются неисправности замка полушкворней и износ полушкворней поз. 1, 2 более 2 мм по диаметру Д в соответствии с рисунком 8, при износе не более 5 мм разрешается их восстанавливать наплавкой с подогревом и последующей механической обработкой до размеров (60 +/- 1,5) мм.
D = R + R
1, 2 — полушкворни; 3 — клин
Рисунок 8. Полушкворни
5.9.4. Шкворневые масленки должны быть вскрыты, промыты от старой смазки и грязи керосином или синтетическим моющим раствором и смазаны осевым маслом ГОСТ 610.
5.10. Скользуны
5.10.1. Горизонтальные скользуны тележек КВЗ-5 и их резиновые прокладки снимают и осматривают. Допускается равномерный износ скользунов не более 5 мм. При большем износе скользуны заменяют.
Износ скользунов рамы вагона на этих тележках допускается не более 3 мм, при большем износе скользуны заменяют новыми или ремонтируют наплавкой с последующей механической обработкой до чертежных размеров.
Коробки горизонтальных скользунов тележек всех типов осматривают, при неисправности снимают для ремонта, имеющие трещины или ранее ремонтировавшиеся сваркой заменяют на новые.
Восстановление сварного шва рамки (обечайки) к основанию без угловых разрывов производят сваркой независимо от длины разрушенного шва.
5.10.2. Вертикальные боковые и торцовые скользуны тележек КВЗ-5 и торцовые скользуны тележек КВЗ-ЦНИИ разбирают и осматривают. Металлические вкладыши торцовых скользунов тележек КВЗ-ЦНИИ и КВЗ-5 с износом более 2 мм ремонтируют наплавкой. Металлические вкладыши боковых скользунов тележек КВЗ-5, имеющие износ, восстанавливают наплавкой или заменяют новыми. Резиновые амортизаторы боковых скользунов тележек КВЗ-5 заменяют новыми из морозостойкой резины по ТУ 2512-046-00152081-2003; при первом и третьем КР-1 амортизаторы торцовых скользунов тележек КВЗ-ЦНИИ и КВЗ-5 заменяют новыми при наличии признаков старения резины и просадки по толщине более 5 мм; при втором КР-1 амортизаторы торцовых скользунов заменить на новые.
Накладки вертикальных скользунов, устанавливаемые на раме тележек, должны быть изготовлены из Стали 45 ГОСТ 1050, термически обработанной до твердости 30 … 40 HRCэ, допускается применение накладок из Стали 09Г2 ГОСТ 19281.
Между боковыми скользунами поперечных балок тележек КВЗ-5 и надрессорной балкой при сборке должен быть выдержан натяг от 3 до 5 мм.
5.10.3. Суммарный зазор между торцовыми скользунами надрессорной балки и скользунами продольных балок рамы тележки должен быть — у тележки КВЗ-5 в пределах (70 +/- 5) мм, КВЗ-ЦНИИ в пределах (85 +/- 5) мм, односторонний зазор при этом — не менее 35 мм.
5.10.4. Опорные скользуны рамы вагона снимают при наличии задиров, рисок, раковин и износе трущейся поверхности более 4 мм (т.е. при толщине скользуна менее 30 мм).
Шероховатость рабочей поверхности опорных скользунов после ремонта или при установке вновь также должна соответствовать Ra 2,5.
5.10.5. При регулировании зазора между пятником и подпятником на тележках КВЗ-ЦНИИ допускается ставить стальные прокладки по всей площади опорной поверхности нижних скользунов, при этом глубина залегания скользуна на тележке в свободном состоянии должна быть не менее 16 мм. Рабочая поверхность вкладышей горизонтальных скользунов тележек должна быть гладкой, без задиров и рисок.
5.10.6. Резиновые подкладки под вкладыши скользунов заменяют новыми из морозостойкой резины ГОСТ 7338.
5.10.7. Вкладыши горизонтальных скользунов устанавливают новые из композиционного материала ОПМ-94.
5.11. Буксовые фрикционные гасители колебаний
5.11.1. Буксовые фрикционные гасители колебаний разбирают, детали обмывают, контролируют визуальным осмотром и измерениями, руководствуясь нормами допусков и износов деталей в соответствии с Руководством N 301-05 ЦЛД по техническому обслуживанию, ремонту, контролю и испытанию гидравлических и фрикционных гасителей колебаний пассажирских вагонов.
5.11.2. Фрикционные втулки с износом поверхности трения заменяют новыми или отремонтированными. При износе не более 5 мм основного металла втулки ремонтируют наплавкой с последующей механической обработкой до чертежных размеров; твердость наплавленного слоя должна быть 40 … 55 HRCэ. Замеры твердости, а также наружного диаметра втулки производят по рабочей поверхности на расстоянии (100 +/- 1) мм и (125 +/- 1) мм от нижней кромки втулок длиной 208 мм и 224 мм соответственно.
5.11.3. Износ внутренней цилиндрической и конической поверхности клиньев (сухарей) не допускается. Сколы на торцевых поверхностях допускаются не более 4 мм, однако замахрение конической поверхности клиньев из композиционного материала ОПМ-94 браковочным признаком не является.
При указанных неисправностях клинья заменяют новыми из композиционного материала ОПМ-94 в комплекте с нажимными кольцами увеличенной шириной охвата согласно ТУ 2292-001-5687231-2001.
При сборке фрикционных гасителей клинья подбирают комплектно (по 6 шт.) в приспособлении согласно рисунку 9. Зазор между верхним нажимным кольцом поз. 2 и конической поверхностью клина поз. 4 должен быть не более 0,5 мм.
1 — кольцо нажимное; 2 — кольцо верхнее;
3 — втулка; 4 — клин
Рисунок 9. Приспособление для комплектации
клиньев буксового гасителя
5.11.4. В тележках вагонов, работающих со скоростью более 140 км/ч, устанавливают только новые детали буксовых фрикционных гасителей колебаний (клинья, втулки, кольца, резиновые прокладки и амортизаторы).
5.11.5. Тарельчатые пружины с просадкой более 1 мм подлежат замене.
5.11.6. При первом и третьем КР-1 резиновые амортизаторы с трещинами или просадкой более 3 мм заменяют новыми, толщина бурта по месту прилегания нижнего нажимного кольца должна быть не менее 6 мм.
При втором КР-1 резиновые амортизаторы заменить на новые.
Амортизаторы по чертежу 168.01.001 в комплекте с коническими кольцами по чертежу 168.01.002 допускается заменять амортизаторами типовыми резиновыми по чертежу 168.20.007 с установкой кольца (типового) по чертежу 10.20.103.
5.11.7. Нажимные пружины с изломами, трещинами, потертостями или коррозионными повреждениями более 5% от диаметра прутка заменяют новыми (требования ТУ 32 ЦЛ 0141-05).
5.11.8. При сборке фрикционного гасителя втулка должна быть плотно прижата к заплечику шпинтона. Укороченную втулку с коническими выточками по обоим торцам комплектуют с разрезным конусом, который устанавливают основанием на тарельчатую пружину, а скошенным концом заводят в нижнюю выточку втулки.
5.11.9. Корончатую гайку навинчивают до полного сжатия тарельчатой пружины, поставленной в выточку гайки конусом вверх. Если при полной затяжке гайки ее шлиц не совпадает с отверстием под шплинт в шпинтоне, допускают ослабление гайки до 1/6 оборота (в пределах между двумя соседними шлицами). Кроме того, допускается между тарельчатой пружиной и втулкой ставить одну регулировочную шайбу толщиной от 2 до 5 мм с внутренним диаметром ![]() мм и наружным диаметром 120 мм. Перед постановкой гайки на шпинтон необходимо резьбовую часть шпинтона покрывать тонким слоем солидола Ж ГОСТ 1033.
мм и наружным диаметром 120 мм. Перед постановкой гайки на шпинтон необходимо резьбовую часть шпинтона покрывать тонким слоем солидола Ж ГОСТ 1033.
5.11.10. Кольцевой зазор между втулкой шпинтона и кромкой отверстия в крыле буксы тележек КВЗ-5, КВЗ-ЦНИИ и ТВЗ-ЦНИИ-М должен быть не менее 8 мм (измеряют в процессе сборки).
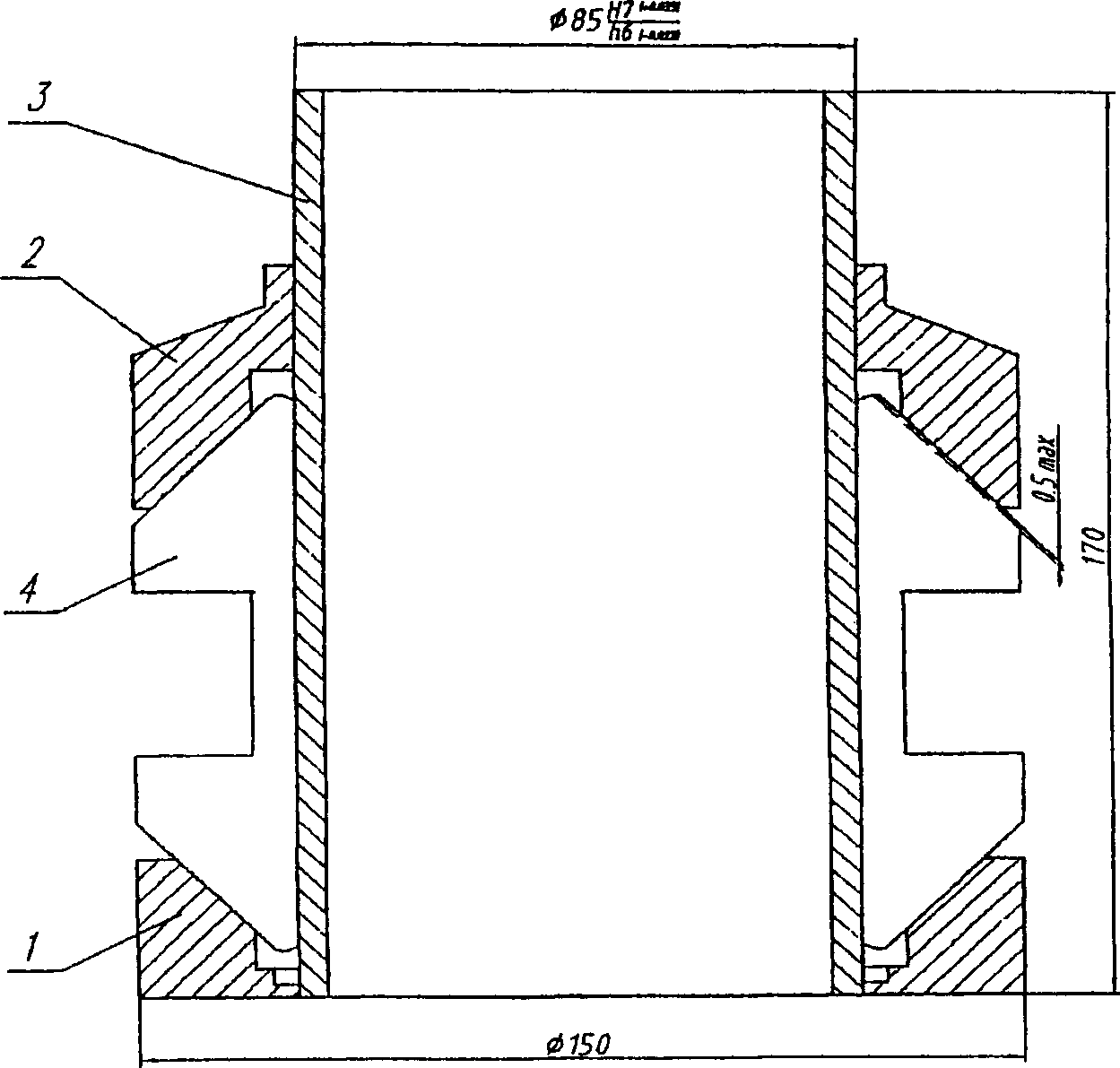
5.11.11. На тележках КВЗ-5 и КВЗ-ЦНИИ в крыльях букс со стороны подвески генератора с редукторно-карданным приводом от торца оси устанавливают штампованные или сварные ограничительные шайбы в соответствии с рисунком 10.
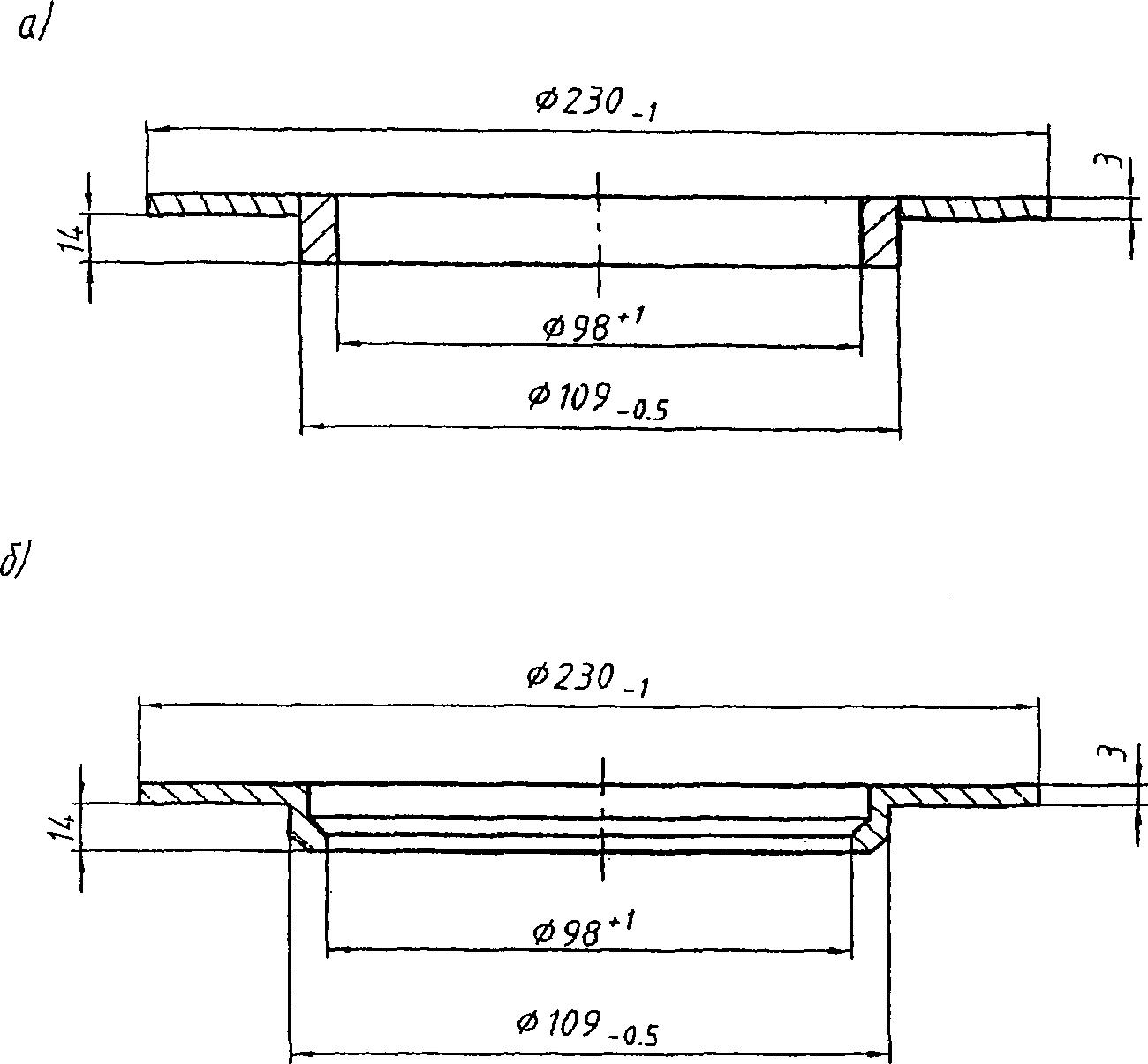
а — сварная; б — штампованная
Рисунок 10. Ограничительная шайба
С противоположной стороны тележки под резиновые амортизаторы буксовых пружин должны ставиться стальные прокладки толщиной не более 3 мм, с наружным диаметром (230 +/- 1) мм, внутренним — 109+0,5 мм. На тележках КВЗ-ЦНИИ с приводом ТРКП и ТК-2 в крылья буксы крепления ведущего шкива устанавливают также ограничительные шайбы в соответствии с рисунком 10, а в остальные буксы, соответственно, стальные прокладки толщиной не более 3 мм.
5.11.12. Трущиеся части тележек при сборке должны соответствовать следующим требованиям:
— подпятники, детали центрального подвешивания и другие, кроме вкладышей опорных скользунов тележек КВЗ-ЦНИИ, колец и клиньев (сухарей) буксовых фрикционных гасителей колебаний тележек КВЗ-5 и КВЗ-ЦНИИ, смазывают графитной смазкой УСсА ГОСТ 3333. Эту же смазку применяют для смазывания пятников;
— вкладыши опорных скользунов из композиционного материала производства ООО «Углепластика» по ТУ 2292-003-56867231-2002 смазке не подлежат;
— трущиеся поверхности шарнирных соединений рычажной передачи смазывают сезонным осевым маслом ГОСТ 610 в зависимости от времени года.
5.12. Гидравлические гасители колебаний
5.12.1. Ремонт гидравлических гасителей колебаний выполняют согласно требованиям настоящего Руководства, Технических указаний по эксплуатации и ремонту гасителей колебаний пассажирских вагонов N 301-05 ЦЛД 2005 г. и извещений об изменении N 32 ЦЛ228-06, 32ЦЛ239-2007.
5.12.2. Гидравлические гасители колебаний снимают с тележки и полностью разбирают.
5.12.3. Промывку корпуса гасителя колебаний, штоковой (верхней) проушины, защитного кожуха, гайки корпуса, металлических втулок проушин гасителя производят синтетическими моющими растворами типа Лабомид, ХС-2М, МО, МЛ, керосином или дизельным топливом и др. разрешенными ОАО «РЖД» к применению. Осадок, грязь из корпуса и кожуха удаляют.
Промывку штока с клапаном в сборе, цилиндра, направляющей (головки цилиндра), днища цилиндра с клапаном (клапана нижнего), нажимного кольца, обоймы сальниковой (обоймы манжет) производят теми же растворами в отдельной камере.
При использовании щелочных растворов необходима промывка деталей водой.
Промытые детали гасителей сушат и подвергают дефектации.
В гидравлических гасителях колебаний и узлах их крепления заменяют новыми все резиновые детали (манжеты — сальники), кольца, втулки. У гасителей МГК и УГ заменяют резиновый чехол (сильфон).
5.12.4. Размеры деталей и сборочных единиц гасителей подлежат восстановлению в соответствии с чертежами заводов-изготовителей при обеспечении тщательного послеоперационного контроля качества отремонтированных или вновь изготовленных деталей и их сборки.
5.12.5. Шток с поршнем на цилиндрических поверхностях не должен иметь задиров, вмятин, выбоин, местных износов и коррозионных повреждений.
Хромированные штоки гидрогасителей подлежат восстановлению хромированием с последующей механической обработкой до чертежных размеров и шероховатости обрабатываемой поверхности для параметра Ra 0,2.
Восстановление резьбовых участков штока с поршнем должно производиться наплавкой с последующей нарезкой резьбы в соответствии с чертежными размерами.
5.12.6. Поршневые кольца устанавливаются новые, они должны иметь свободную посадку в канавке поршня и плотно прилегать к внутренней поверхности цилиндра по всей окружности.
5.12.7. Направляющую штока ремонтируют наплавкой электродами марки ОЗЧ-1 ГОСТ 9466 с последующей расточкой или изготавливают вновь по чертежным размерам из соответствующего материала.
Кольцевой зазор между штоком и направляющей по диаметру у базовых гидрогасителей должен быть не более 0,07 мм.
Диаметр штока измеряют микрометром ГОСТ 6507 или рычажной скобой ГОСТ 11098.
Внутренний диаметр направляющей определяют индикаторным нутромером ГОСТ 868 или калибром-пробкой ГК2. Не допускаются риски, задиры, вмятины на рабочей и сопрягаемой поверхностях направляющей штока.
5.12.8. На внутренних и торцевых поверхностях цилиндров не допускаются выбоины, задиры, вмятины, отколы и износ. Посадочные места цилиндра, направляющей и днища должны соответствовать чертежным размерам. Алюминиевые кольца в этих соединениях заменяют новыми при уменьшении их толщины на 0,3 мм от чертежного размера, наличии наминов и раздавливания.
5.12.9. Сопрягаемые поверхности диска и седла перепускных устройств клапанов должны быть притерты и не иметь местных повреждений (рисок, вмятин). Диски клапанов должны свободно, без заеданий перемещаться относительно дистанционного кольца.
Возвратные пружины перепускных устройств должны обеспечивать плотное прижатие дисков к седлу.
Разгрузочное устройство клапанов гасителей черт. 45.30.045 и 4065.33.000 должно быть отрегулировано на открытие под давлением (4,5 +/- 0,5) МПа.
Регулировочный винт должен быть закернен. Давление открытия клапана регулируется на специальном гидравлическом прессе (изготовленном по чертежу ПКБ ЦБ — Т-151-04СБ).
5.12.10. Армированные манжеты гасителей (чертеж 45.30.045) должны устанавливаться в сальниковой обойме в противоположные стороны — одна манжета для предохранения от утечек жидкости, а другая — для предохранения от попадания пыли и влаги внутрь гасителя колебаний. Перед сборкой гасителя рабочие кромки манжет, уплотняющих шток, должны быть смазаны тонким слоем смазки ЛЗ-ЦНИИ ГОСТ 19791 или ЦИАТИМ-201 ГОСТ 6267.
5.12.11. Резьбовые участки штоковой проушины ремонтируют наплавкой с последующей нарезкой резьбы по чертежным размерам. Резиновые втулки проушин гасителя должны быть заменены новыми из морозостойкой резины марки 7-6218 по ТУ 38.005.295-88 и установлены в головках с применением клея 88-СА ТУ 38.105.1760-87 или равноценного. Допускается применение резины марки 7-ИРП-1348 или 7-6700 ТУ 38.005.295-88, 7В14 ТУ 2500-295-00152106-93. Установка капроновых втулок вместо резиновых не допускается.
Металлические втулки проушин и валики (болты) не должны иметь износов и деформаций. Внутреннюю поверхность металлических втулок смазывают смазкой ЛЗ-ЦНИИ или ЦИАТИМ-201. При сборке гасителя верхнюю проушину плотно навинчивают на шток и закрепляют от саморазвинчивания стопорным винтом, винт закернивают. Допускается стопорение пружинной шайбой при наличии соответствующей выточки в торце штока.
5.12.12. В гидравлические гасители колебаний заливают рабочую жидкость — масло ВМГЗ ТУ 38.101.479, приборное масло МВП ГОСТ 1805 или масло АМГ-10 ГОСТ 6794 в количестве, предусмотренном «Руководством по техническому обслуживанию, ремонту, контролю и испытанию гидравлических и фрикционных гасителей колебаний пассажирских вагонов» N 301-05 ЦЛД. Рабочие жидкости предварительно фильтруют через полутомпаковую сетку нормальной точности 16 Н ГОСТ 6613.
5.12.13. Отремонтированные гасители должны быть испытаны на испытательном стенде, конструкция которого утверждена в установленном порядке. Порядок и последовательность испытания указаны в Руководстве N 301-05 ЦЛД и в документации на стенды. Рекомендуется применение современных стендов типа «Энга», СГИГ-05, СА и др.
5.12.14. Параметр усилия сопротивления гасителей, устанавливаемых в рессорном подвешивании, должен быть: при наклонном расположении — от 100 до 125, при вертикальном — от 45 до 55, при горизонтальном — от 40 до 55 кНс/м.
5.12.15. Гасители колебаний, прошедшие испытания, маркируют. На предварительно защищенной верхней проушине должны быть выбиты условный номер завода или депо, месяц, две последние цифры года ремонта и обозначение КР. Маркировка завода-изготовителя должна быть сохранена.
Окраску поверхности гасителя производят согласно разделу 21 настоящего Руководства. Защитный кожух должен быть окрашен с внутренней и наружной сторон. Табличка завода-изготовителя на защитном кожухе окраске не подлежит.
5.12.16. Гасители колебаний, используемые на тележках КВЗ-ЦНИИ (ход поршня 190 мм), разрешается устанавливать на тележки КВЗ-5, ТВЗ-ЦНИИ-М.
5.12.17. При установке на тележках табличка на защитном кожухе и маркировка на головке корпуса гасителя должны располагаться с внешней стороны.
5.12.18. При установке гасителей колебаний на тележки их крепят болтами с корончатыми гайками, валиками с шайбами и шплинтами по ТУ 32 ЦВ 1568-82 или согласно серийным чертежам завода-изготовителя. Между кронштейнами и проушинами гасителя колебаний должны быть установлены резиновые или металлические шайбы.
Проверяют расположение проушин гасителя колебаний относительно поперечной оси тележки и симметричное расположение проушин относительно кронштейнов. При отклонении более 5 мм необходима регулировка путем перестановки шайб на другую сторону проушины и подтягивания пакетов продольных поводков тележки. Симметричность расположения проушин относительно кронштейнов устанавливают перестановкой шайб.
5.13. Тележки колеи 1435 мм
5.13.1. Общие положения
5.13.1.1. Тележкам колеи 1435 мм, поступающим в ремонт отдельно от вагонов, предназначенным для работы под вагонами международного сообщения, капитальный ремонт (КР-1) производят через каждые пять лет.
5.13.1.2. Тележки, направляемые в ремонт и следующие после ремонта, обеспечивают пересылочной ведомостью, в которой указывают дорогу приписки, номера и тип тележек (котловая или некотловая), тип привода, тип вагонов, для которых предназначена тележка, вид требуемого или произведенного ремонта.
5.13.1.3. Тележки должны поступать в ремонт и отправляться после ремонта в собранном виде полностью укомплектованными.
5.13.1.4. Тележки, имеющие привод генератора от торца оси, направляют для ремонта на завод и возвращают с завода со смонтированным карданным валом, на хвостовиках редукторов привода генератора от средней части оси должен быть установлен переходной фланец. Тележки с приводом ТРКП отправляют в ремонт и из ремонта с редуктором, карданным валом и приводными шкивами (без текстропных ремней).
5.13.1.5. Ремонт всех типов тележек колеи 1435 мм производят с последующей проверкой и регулировкой регламентированных зазоров на специальном стенде, имитирующем нагрузку от тары вагона.
В случае отсутствия такого стенда проверочно-регулировочные работы выполняют при подкатке отремонтированных тележек под соответствующий тип вагона на выверенном участке железнодорожного пути.
5.13.2. Тележки КВЗ-ЦНИИ габарита 1-ВМ и 02-ВМ
5.13.2.1. Ремонт тележек колеи 1435 мм КВЗ-ЦНИИ типы I, II и ТВЗ-ЦНИИ-М вагонов купейных, некупейных, почтовых и багажных производят в соответствии с требованиями настоящего Руководства к тележкам колеи 1520 мм, данного раздела, Правилами пользования вагонами в международном пассажирском и грузовом сообщении (ППВ) и чертежами заводов-изготовителей.
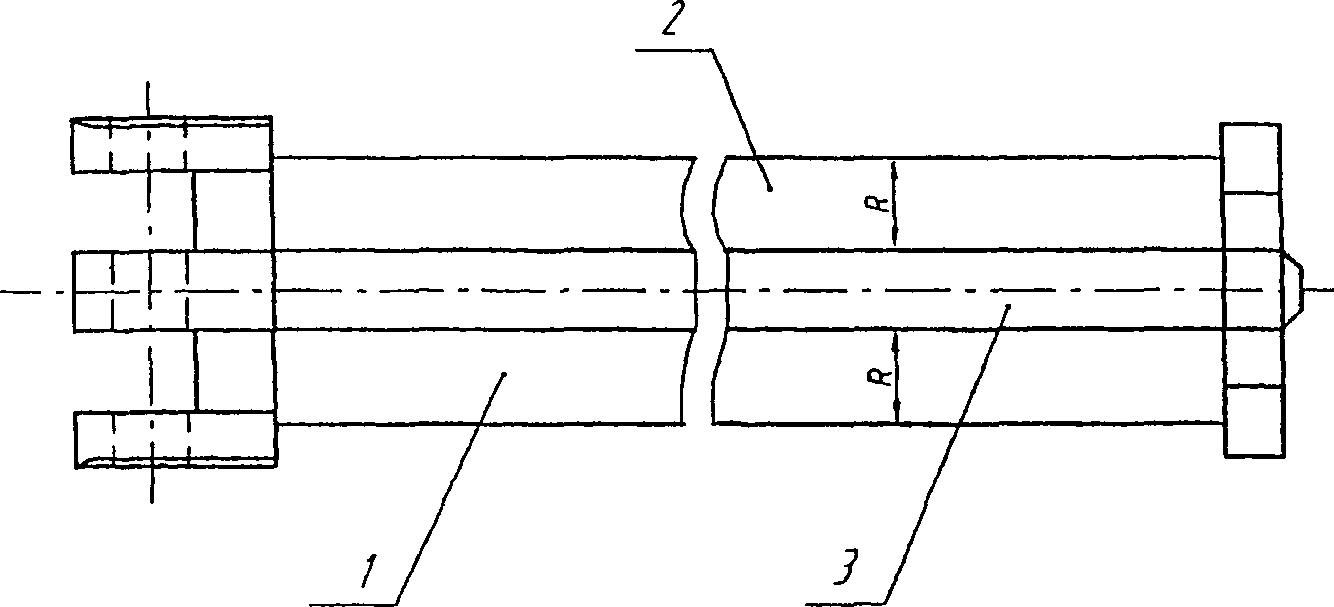
5.13.2.2. Вертикальный зазор между продольной балкой поз. 2 рамы тележки и надрессорной балкой поз. 1 в соответствии с рисунком 11 должен быть следующий:
— для тележек КВЗ-ЦНИИ тип I габ. 1-ВМ — ![]() ;
;
— для тележек КВЗ-ЦНИИ тип II габ. 1-ВМ — не менее 20 мм.
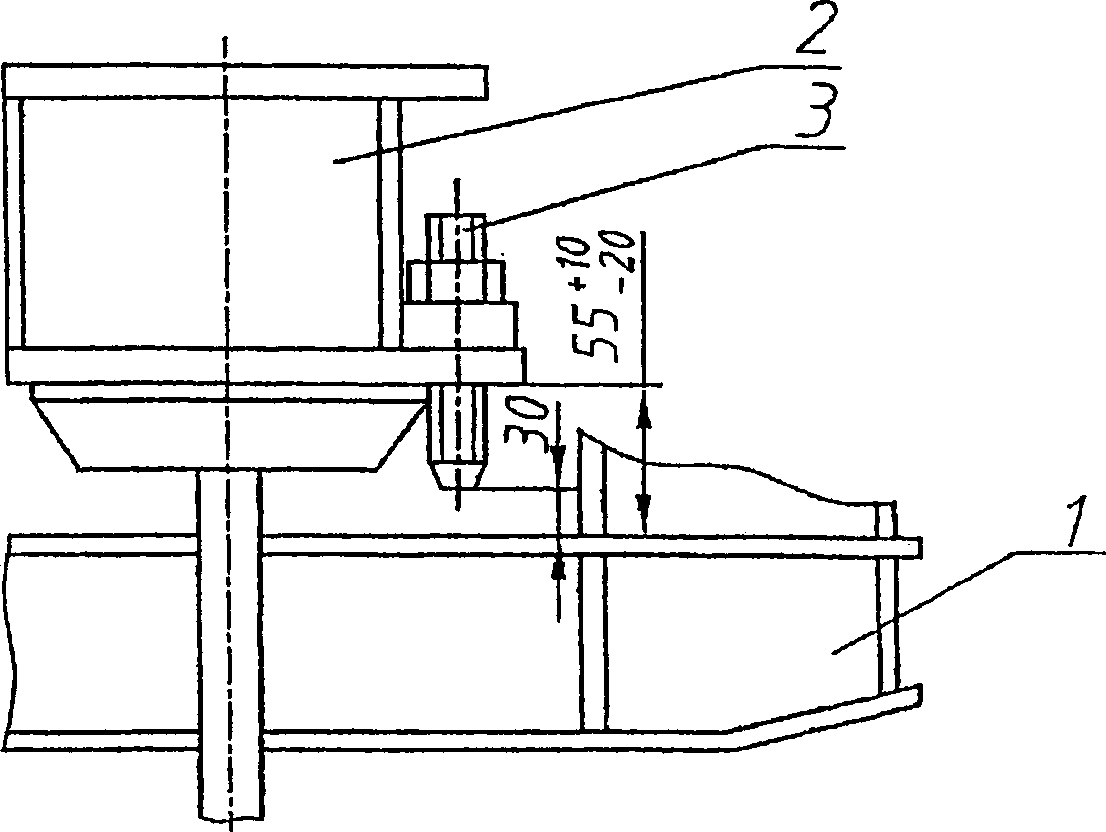
1 — надрессорная балка; 2 — продольная балка;
3 — ограничитель вертикального перемещения
Рисунок 11. Зазор между надрессорной и продольной балками
тележки КВЗ-ЦНИИ габарита 1-ВМ
5.13.2.3. Зазор между надрессорной балкой и поддоном тележек устанавливают между регулировочным болтом (ограничителем вертикального перемещения) надрессорной балки и поддоном, который должен быть у тележек купейных вагонов с кондиционированием воздуха и с принудительной вентиляцией габ. РИЦ 03-ВМ — 80 мм.
5.13.2.4. Зазор между потолком буксы и продольной балкой тележки КВЗ-ЦНИИ габ. 1-ВМ должен быть не менее 56 мм.
5.13.3. Тележки КВЗ-ЦНИИ 30-местных вагонов габарита РИЦ (03-ВМ)
5.13.3.1. Ремонт тележек габарита РИЦ колеи 1435 мм производят в объеме настоящего Руководства, Правил РИЦ, чертежей завода-изготовителя и следующих требований:
— редукторно-карданный привод от средней части оси и от торца оси ремонтируют в соответствии с требованиями, изложенными в разделе 18 настоящего Руководства;
— противоюзные, скоростные регуляторы и рычажную передачу тормоза KEs ремонтируют в соответствии с требованиями раздела 6 настоящего Руководства;
— вертикальные и горизонтальные гидравлические гасители колебаний и фрикционные гасители ремонтируют в соответствии с требованиями раздела 5 настоящего Руководства;
— испытание пружин центрального и надбуксового подвешивания производят в соответствии с ТУ 32 ЦЛ 0141-05. Параметры пружин надбуксового и центрального подвешивания указаны в Приложении Г;
— поперечные поводки (ограничители) поперечного перемещения подвергают дефектоскопированию, имеющие трещины заменяют;
— болты поперечных поводков при разборке тележек выпрессовывают. Болты поводков, имеющие выработку конусной поверхности стопорной головки поз. 1 в соответствии с рисунком 12 более 0,5 мм, ремонтируют наплавкой с последующей механической обработкой до чертежных размеров или заменяют;
— износ втулки поз. 2 сайлент-блока (резино-металлического элемента крепления поперечного поводка) допускается не более 2 мм по диаметру, при большем износе разрешается наплавка с последующей механической обработкой. Проверяют состояния шпонки и шпоночного паза поз. 3, 4. Шпонку, имеющую износ, заменяют, шпоночный паз восстанавливают в соответствии с чертежными размерами;
— износ стенок пластмассовых втулок шпинтонов допускается не более 2 мм по диаметру. При большем износе втулки заменяют новыми;
— зазор между пластмассовой втулкой и шайбой, вваренной в отверстие прилива буксы, допускается не более 1 мм по диаметру;
— зазор между пластмассовой втулкой и шпинтоном допускается не более 1 мм по диаметру;
— поврежденную резьбу кронштейнов крепления шлангов противоюзных и скоростных регуляторов на продольных балках рам тележек восстанавливают.
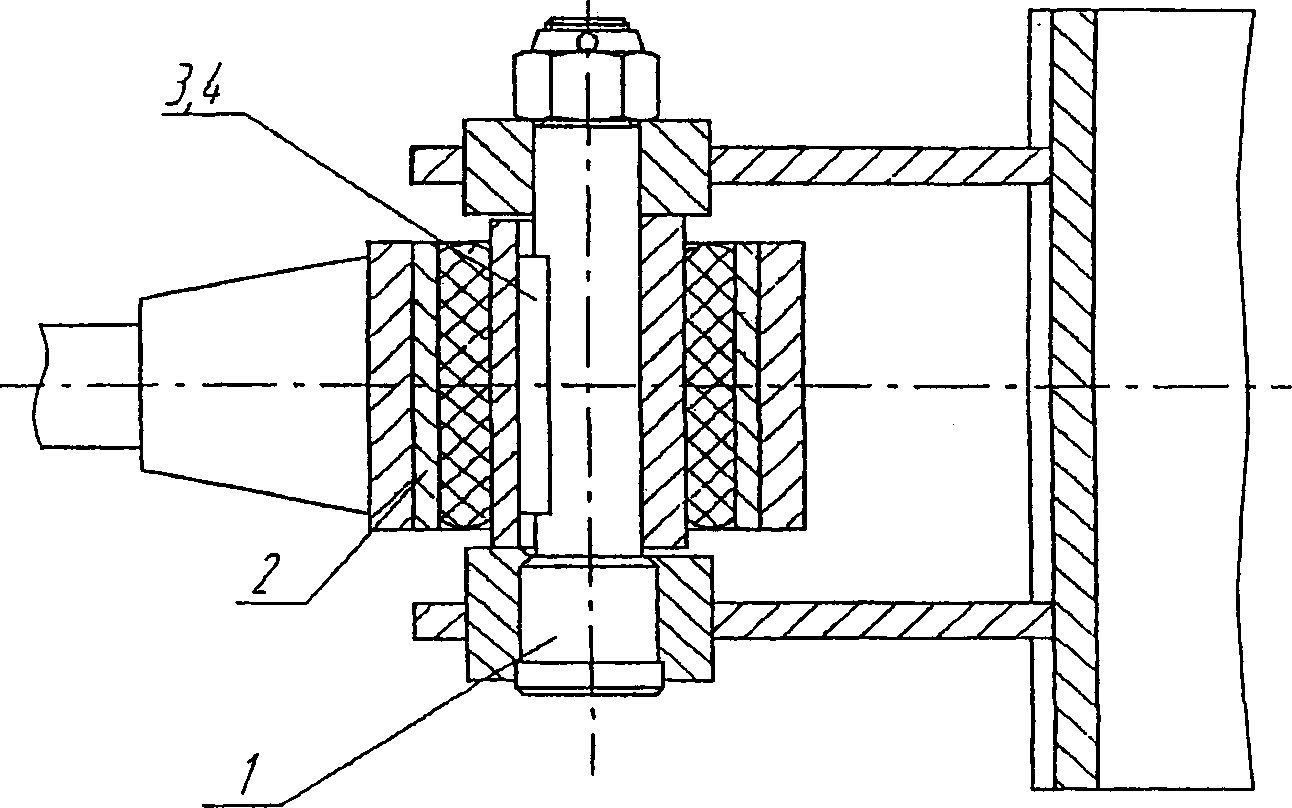
1 — стопорная головка болта; 2 — втулка сайлент-блока;
3, 4 — шпонка и шпоночный паз
Рисунок 12. Узел крепления поперечного поводка
5.13.3.2. Проверочно-регулировочные работы после сборки тележек КВЗ-ЦНИИ габарита РИЦ производят в соответствии с требованиями п. 5.13.1.5:
— проверяют и регулируют зазор между надрессорной балкой и поддоном (измеряют между регулировочным болтом и надрессорной балкой), который должен быть для тележек 30-местных вагонов габарита РИЦ с кондиционированием воздуха и с принудительной вентиляцией от 64 до 70 мм;
— вертикальный зазор между продольной балкой рамы тележки и надрессорной балкой в соответствии с рисунком 11 должен быть не более 30 мм, его измеряют от нажимной поверхности регулировочного болта до надрессорной балки;
— зазор между буксой и регулировочным болтом рамы тележки должен быть не более 30 мм.
5.13.4. Тележки всех типов
5.13.4.1. Проверяют и регулируют зазоры между боковыми скользунами надрессорной балки и поперечными балками рамы тележки, а также зазоры между торцовыми вертикальными скользунами под тарой вагона (зазоры могут регулироваться путем подбора по толщине накладок, привариваемых на продольных балках рамы тележки и на скользунах поперечных балок), допускаемые размеры приведены в таблице рисунка 13.
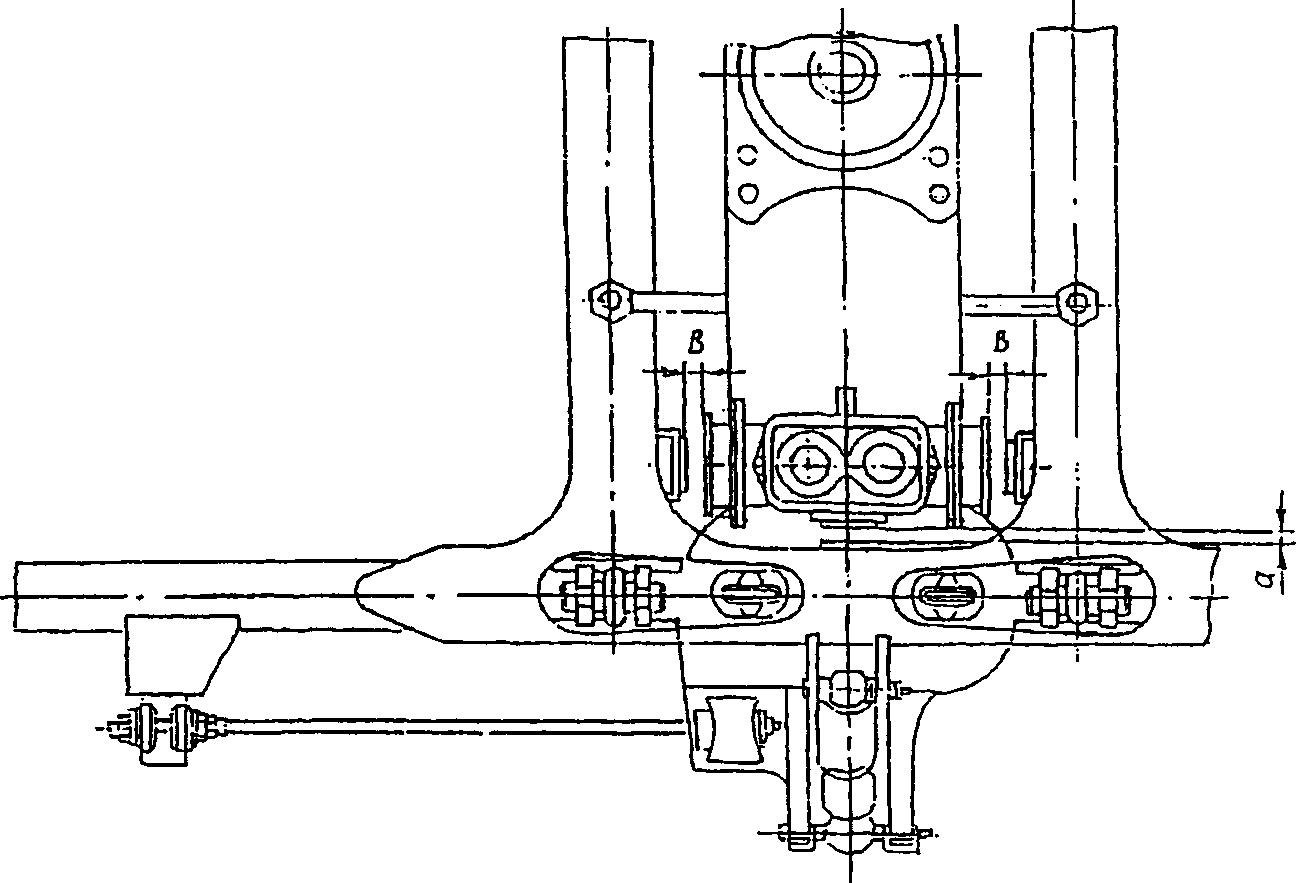
|
Тип тележек |
а |
а + а |
в |
в + в |
|
КВЗ-ЦНИИ тип I и II, 1-ВМ, 02-ВМ и ТВЗ-ЦНИИ-М |
Не менее 5 |
Не менее 35 |
Не более 85 +/- 5 |
|
|
КВЗ-ЦНИИ габ. РИЦ |
Не менее |
Не более 20 |
Не менее 35 |
Не более 85 +/- 5 |
Рисунок 13. Допустимые размеры зазоров между скользунами
5.13.4.2. Зазор у тележек КВЗ-ЦНИИ габарита РИЦ между надрессорной балкой и предохранительными скобами должен быть в пределах ![]() мм.
мм.
Указанный зазор регулируют путем постановки шайб под болты предохранительных скоб, которые устанавливают одновременно и одинаковой толщины. Суммарная толщина прокладок на одном болте предохранительной скобы в тележках габарита РИЦ должна быть не более 42 мм.
5.13.5. Колесные пары колеи 1435 мм
5.13.5.1. Осмотр, ремонт и освидетельствование колесных пар должны производиться в соответствии с требованиями Инструкции по осмотру, освидетельствованию, ремонту и формированию колесных пар N ЦВ/3429 и ТУ 32 ЦВ 951-95.
5.13.5.2. Расстояние между внутренними гранями ободов колес для западноевропейских ж.д. должно быть ![]() , а для китайских и корейских дорог
, а для китайских и корейских дорог ![]() мм, при ширине обода 135 +/- 1.
мм, при ширине обода 135 +/- 1.
5.13.5.3. Поверхность катания колес у тележек для работы на железных дорогах КНР и КНДР должна иметь уклон от гребня 1:40, а наружный уклон — 1:20, у тележек остальных типов уклон поверхности катания колес должен быть 1:20 и 1:7 соответственно.
5.13.5.4. Разница обоих диаметров по кругу катания одной колесной пары после обработки должна быть не более 0,5 мм.
5.13.5.5. Ободья колес должны иметь нулевой прокат по кругу катания. Толщина обода колеса допускается не менее 45 мм. Разница диаметров по кругу катания колесных пар должна быть не более 10 мм у одной тележки и 20 мм у двух парных тележек.
5.14. Кронштейны крепления поводков
5.14.1. Кронштейн крепления поводков на тележках КВЗ-ЦНИИ тип I, КВЗ-ЦНИИ тип II, ТВЗ-ЦНИИ-М после очистки осматривают, определяют объем ремонта.
5.14.2. Детали кронштейнов (диафрагмы, обечайки), имеющие износы и коррозионные повреждения, восстанавливают путем наплавки с последующей механической обработкой до чертежных размеров путем приварки накладок из Стали 45 ГОСТ 1050, термически обработанных до твердости 30 … 40 HRCэ, с предварительной механической обработкой поверхностей диафрагм и обечаек.
Допускается применение накладок из Стали 09Г2 ГОСТ 19281.
Допускается для всех типов диафрагм кронштейнов максимальный износ не более 4 мм.
Допускаемый износ обечаек кронштейнов должен быть не более 5 мм на площади, не превышающей 30% всей поверхности обечайки.
При превышении допустимых износов кронштейны заменяют новыми.
6. Тормозное оборудование
6.1. Тормозное оборудование осматривают и ремонтируют в соответствии с требованиями Инструкции по ремонту тормозного оборудования вагонов N ЦВ-ЦЛ-945 и действующих технических условий и указаний.
6.2. Кронштейны для крепления и подвешивания тормозного оборудования, а также предохранительные и поддерживающие устройства, предотвращающие падение рычажной передачи на путь, должны быть исправны и прочно закреплены на раме в соответствии с требованиями конструкторской документации.
6.3. Тормозные башмаки вагонов упрочняют газотермическим напылением в соответствии с инструкцией ТИ ВНИИЖТ-0502/7-01.
6.4. Сборку рычажной передачи тележек производить согласно Инструкции по ремонту тормозного оборудования вагонов N ЦВ-ЦЛ-945, 2003 г. (таблицы 6 — 8).
6.5. Магистральный воздухопровод осматривают. Внутреннюю поверхность продувают сжатым воздухом. Трубы, имеющие вмятины, износы, коррозию, заменяют новыми трубами по ГОСТ 8734.
При втором КР-1 дополнительно производят:
— замену труб от тормозной магистрали к стоп-кранам;
— замену электропроводки ЭПТ.
6.6. Ремонт и испытание тормозного оборудования вагонов габарита 03-Т (РИЦ) выполняют в соответствии с требованиями следующей технической документации:
— руководство по ремонту тормозного оборудования на вагонах международного сообщения N 215-ЦВА/8, 1973 г.;
— инструкция на ремонт и испытание воздухораспределителей системы КЕ вагонов международного сообщения N 211 ПКБ ЦВ, 1977 г.;
— инструкция на ремонт и испытание противоюзных устройств вагонов международного сообщения N 212 ПКБ ЦВ, 1977 г.
6.7. Дополнительные требования к ремонту рычажной передачи вагонов габарита 03-Т (РИЦ)
6.7.1. Зазор между цапфой и башмаком, цапфой и подвеской не допускается более 1,3 мм (проверяются при сборке).
6.7.2. Втулки в проушинах траверс, имеющие износ по диаметру более 1 мм, заменяют.
6.7.3. Допускаемый износ валиков рычажной передачи 0,5 мм. При большем износе их заменяют новыми или отремонтированными.
6.7.4. Втулки рычажной передачи при зазоре в шарнирном соединении более 1,3 мм по диаметру или наличии отколов заменяют новыми из порошкового легированного материала или втулками с износостойкими покрытиями.
6.7.5. Тормозные башмаки восстанавливают до чертежных размеров. Паз для ушка колодки с размерами более 45 мм и 50 мм восстанавливают наплавкой до номинальных размеров соответственно 42 мм и 47 мм.
Башмаки, имеющие толщину перемычки для чеки менее 5,5 мм, к постановке на вагон не допускаются. При износе перемычку башмака наплавляют до чертежного размера.
6.7.6. Болты, соединяющие тормозные башмаки с пружиной, имеющие износ более 1 мм по диаметру, а также при одностороннем износе заменяют.
Износ стенок отверстия в головке болта более 1 мм не допускается, при большем износе размеры болта восстанавливают.
6.7.7. Износ стенок отверстий в башмаках под болты должен быть не более 0,5 мм.
6.7.8. Износ прутка пружины, оттягивающей тормозной башмак, по диаметру должен быть не более 0,5 мм.
6.7.9. Износ стенок отверстий в деталях под пружины, оттягивающие тормозной башмак и тормозные колодки, должен быть не более 0,5 мм.
6.7.10. Износ соединительного тормозного башмака по торцу в средней его части более 0,5 мм не допускается. Деталь наплавляют с последующей механической обработкой до чертежных размеров. Планку-фиксатор тормозного башмака восстанавливают до чертежных размеров.
7. Ремонт автосцепного устройства
7.1. Автосцепное устройство (автосцепки, поглощающие аппараты, тяговые хомуты и другие съемные детали) должно быть снято с вагона и отремонтировано в соответствии с требованиями следующей технической документации:
— Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации ЦВ-ВНИИЖТ-494;
— Комплект документации на типовой технологический процесс ремонта автосцепного устройства (ТК-244);
— Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение 656-2000 ПКБ ЦВ;
— руководящие документы по неразрушающему контролю сборочных единиц и деталей вагонов:
1) РД 32.159-2000 (магнитопорошковым методом);
2) РД 32.150-2000 (вихретоковым методом);
3) РД 32.149-2000 (феррозондовым методом);
4) РД 32.174-2001 (неразрушающий контроль деталей вагонов);
— Инструкция по сварке и наплавке узлов деталей при ремонте пассажирских вагонов N ЦЛ 201-03;
— Технические указания по деповскому и капитальному ремонту буферных комплектов и концевых балок пассажирских вагонов в вагонных депо дорог и на вагоноремонтных заводах и техническому содержанию буферных комплектов в эксплуатации N 586-90 ПКБ ЦВ.
7.2. Установка автосцепного устройства на вагоне должна соответствовать ГОСТ 3475 и требованиям рабочих чертежей завода-изготовителя.
7.3. Корпуса автосцепок должны иметь нижние кронштейны (ограничители вертикальных перемещений).
7.4. Рабочие поверхности головок автосцепок, тяговые хомуты, центрирующие балочки и маятниковые подвески вагонов, перечисленных в п. 1 Приказа N 2 от 17.01.2002, упрочняют согласно технологическим инструкциям:
— Технологический процесс плазменной наплавки корпусов автосцепок пассажирских вагонов порошками износостойких сплавов ТИ 160.25099.31-95;
— Технологическая инструкция. Упрочнение элементов автосцепного устройства газопорошковой наплавкой ТИ ВНИИЖТ-0501/3-99;
— Инструкция по восстановлению и упрочнению индукционно-металлургическим способом деталей узлов трения подвижного состава ТИ ЦТ-ЦВ-ЦЛ-590.
8. Ремонт переходных, входных площадок и буферов
8.1. Общие положения
8.1.1. Переходные и входные площадки, буфера тяжелого типа пассажирских вагонов внутреннего и международного сообщения, а также буфера вагонов габарита РИЦ ремонтируют в соответствии с настоящим Руководством и Техническим указанием по деповскому и капитальному ремонту буферных комплектов и концевых балок пассажирских вагонов в вагонных депо железных дорог и ВРЗ и техническому содержанию буферных комплектов в эксплуатации N 586-90 ПКБ ЦВ.
8.1.2. Фартуки переходных площадок, буфера снимают с вагона, разбирают и ремонтируют. Входные откидные площадки демонтируют с вагона при втором и третьем КР-1 для ремонта.
8.1.3. Сварочные и наплавочные работы производят в соответствии с Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов N ЦЛ 201-03.
8.2. Переходные площадки
8.2.1. Переходные площадки вагонов внутреннего сообщения, вагонов габарита РИЦ и купейных международного сообщения (МС) разбирают.
В вагонах габарита РИЦ и купейных МС, работающих во внутреннем сообщении, фартук демонтируют, а узел, фиксирующий переходную площадку в двух положениях, разбирают при необходимости, в зависимости от технического состояния.
8.2.2. Фартуки переходных площадок, имеющие трещины, отколы и изломы, ремонтируют сваркой с последующей зачисткой. Разрешается заварка не более двух трещин длиной каждой из них не более 100 мм.
Деформированные фартуки выправляют. Потертость рифления восстанавливают наплавкой.
При первом и втором КР-1 фартуки, имеющие износ более 30% по толщине металла, заменяют новыми. При третьем КР-1 фартуки заменить новыми. Ось фартука с изломанной шейкой заменяют новой, с изношенной шейкой более 2 мм по диаметру ремонтируют наплавкой с последующей механической обработкой.
8.2.3. Кронштейны фартуков переходных площадок деформированные, изломанные, имеющие износ отверстия по диаметру более 3 мм, восстанавливают или заменяют. В случае отрыва кронштейнов, вырывов мест их крепления, необходимо усилить узел крепления фартука к кузову вагона в соответствии с Установкой кронштейнов переходных площадок ЦМВ ТУ 32 ЦВ 1193-79.
8.2.4. После разборки переходных площадок вагонов габарита РИЦ и купейных международного сообщения проводят визуальный контроль и дефектацию с использованием средств измерений.
Деформированные листы, косынки фартуков выправляют или заменяют; листы, имеющие износ более 30% по толщине, трещины, отколы, заменяют новыми. Потертости рифления восстанавливают наплавкой.
Опорные кронштейны, подвеску, запорные штыри, фиксаторы переходных площадок проверяют, деформированные, взломанные, имеющие трещины ремонтируют или заменяют новыми. Кронштейны, имеющие износ отверстия по диаметру более 2 мм и запорные штыри более 1 мм по диаметру, ремонтируют или заменяют новыми.
Сломанные или ослабленные пружины переходных площадок заменяют отремонтированными или новыми.
Болты крепления кронштейнов, подвесок фартуков с поврежденной резьбой, деформированной головкой заменяют новыми.
Цепочки фиксаторов и запорных штырей вагонов габарита РИЦ восстанавливают. Потертую, порванную обшивку цепей заменяют новой.
После ремонта и установки на вагон проверяют взаимное перемещение подвижных частей переходных площадок. При проверке переходные площадки последовательно устанавливают в фиксированное вертикальное и горизонтальное положения.
8.2.5. В процессе сборки шарниры и пружины переходных площадок смазывают тонким слоем масла ТСп-10 ГОСТ 23652 или другими аналогичными смазками.
8.2.6. Металлические ограждения (суфле) при ремонте снимают с вагона независимо от технического состояния и заменяют на резиновые суфле баллонного типа.
8.2.7. Резиновые суфле переходных площадок
8.2.7.1. Мелкие дефекты на поверхности баллонов резиновых суфле — местные износы, потертости, царапины, риски, порезы глубиной не более 1 мм — разрешается оставлять без ремонта.
8.2.7.2. Ремонт резиновых баллонов суфле со снятием с вагона производят при наличии дефектов (износ по толщине не более 3 мм, расслоение, растрескивание, порезы глубиной не более 2 мм, порезы общей длиной более 500 мм, вырывы площадью не более 30 см2), составляющих не более 30% поверхности листа и уплотнительного клапана. При втором КР-1 заменяются боковые баллоны суфле, при третьем КР-1 — верхние.
8.2.7.4. Ремонт резиновых суфле производят в соответствии с Технологической инструкцией по ремонту резиновых суфле ЦМВ методом вулканизации 24-10-85 ЦТВР.
8.2.7.5. Перед постановкой баллонов на вагон проверяют прочность их крепежных соединений. Срыв, износ резьбы болтов крепления баллонов к раме не допускаются.
8.2.7.6. Отверстия для крепления баллонов в раме, имеющие износ или вырывы, ремонтируют по технологии вагоноремонтных предприятий.
8.2.7.7. Для прочного крепления баллонов к раме необходимо:
а) резиновую ленту (прокладку между баллоном и рамой) при наличии трещин и потертостей заменить новой, изготовленной из резины по ГОСТ 7338;
б) шайбы установить увеличенные по ГОСТ 6958;
в) гайки крепления баллонов затянуть.
8.2.7.8. Зазор между нижней кромкой баллона и поперечными угольниками должен быть не менее 10 мм.
8.3. Входные площадки
8.3.1. Демонтированные с вагона входные откидные площадки над подножками тамбуров вагона и выдвижные ступеньки разбирают, очищают и ремонтируют.
8.3.2. Деформированные детали входных площадок и подножек выправляют.
8.3.3. Допускается заваривать не более двух трещин в фартуке входной площадки, в щите подножки. Длина каждой из трещин не должна быть более 100 мм. Потертость рифления восстанавливают наплавкой.
8.3.4. При наличии износа, потери эластичности и вырывов уплотнения фартука заменяют на новые, изготовленные согласно требованиям конструкторской документации из морозостойкой резины по ТУ 38.005.295-88 или из резиновых трубок ГОСТ 5496.
8.3.5. Неисправные детали механизма подъема входных площадок ремонтируют или заменяют. Лапчатые болты, рычаги, тяги, опоры, валы ремонтируют наплавкой с последующей механической обработкой. Болты, винты, гайки с сорванной, смятой резьбой, разработанными гранями, забоинами на головках заменяют новыми. Сломанные или ослабленные пружины заменяют отремонтированными или новыми.
8.3.6. Фиксаторы и запоры входных площадок, наружных торцевых и боковых тамбурных дверей разбирают, неисправные снимают с вагона, ремонтируют или заменяют новыми.
8.3.7. Входные площадки с пластмассовыми деталями купейных вагонов и вагонов-ресторанов постройки Германии заменяют новыми типовыми.
8.3.8. После установки входной площадки на вагон фартук под действием подъемного механизма должен подниматься плавно, без заеданий и устанавливаться под углом от 80 до 90° к плоскости пола.
8.3.9. Деформированные детали выдвижной ступеньки, сблокированной с фартуком входной площадки, выправляют. Подвески, кронштейны, валики, тяги, рычаги при необходимости ремонтируют наплавкой с последующей механической обработкой или заменяют новыми. Резиновые бонки (подкладки), имеющие отрывы, вырывы, расслоения, разрезы, заменяют новыми.
8.3.10. После установки выдвижной ступеньки на вагон при открывании фартука входной площадки она должна плавно выдвигаться в нижнее положение, а при закрывании фартука подниматься вверх и располагаться под нижней неподвижной ступенью подножки.
8.3.11. В процессе сборки трущиеся детали входной площадки, выдвижной ступеньки, пружины смазывают тонким слоем масла ТСп-10 ГОСТ 23652 или другими аналогичными смазками.
8.3.12. Входные поручни с вагона демонтируют. Облицовку входных поручней заменяют в соответствии с конструкторской документацией на вагон.
Кронштейны входных поручней могут быть хромированными, покрытыми полимерами или окрашенными. В вагонах международного сообщения кронштейны должны быть только хромированные.
Неисправные бакелитовые трубки поручней заменяют на перхлорвиниловые или полиэтиленовые, при этом цвет трубок должен быть одинаковым, светлого тона.
8.4. Буферные комплекты
8.4.1. Буферные комплекты всех типов с вагонов снимают, разбирают и после очистки осматривают и ремонтируют.
8.4.2. Стаканы буферов тяжелого литого, с приклепанными тарелями, вагона габарита РИЦ с износом стенки более допустимого наплавляют, затем обрабатывают до чертежных размеров, а также ремонтируют согласно технической документации или заменяют новыми в соответствии с таблицей 1.
Таблица 1
Размеры буферных комплектов
|
Высота шпонки, мм |
Глубина шпоночного паза в стержне буфера, мм |
Глубина шпоночного паза в стакане буфера, мм |
Наружный диаметр стержня буфера, мм |
Внутренний диаметр стакана буфера, мм |
|
1 |
2 |
3 |
4 |
5 |
|
9 |
5,75 |
3,25 |
187 |
187,5 |
|
9,5 |
6,25 |
3,75 |
186,5 |
188 |
|
10,5 |
6,75 |
4,25 |
186 |
188,5 |
|
11,5 |
7,25 |
4,75 |
185,5 |
189 |
Примечание. Допуски предельных отклонений размеров в графах 1, 2, 3 соответствуют допускам по квалитету H 14, h 14, а на ремонтные размеры в графах 4, 5 — допускам на размеры по рабочему чертежу.
8.4.3. Зазор «А» в соответствии с рисунком 14 по диаметру между стенками стакана и стержнем тяжелого литого буфера и буфера с приклепанными тарелями с клиновым креплением должен быть не более 14 мм и с чековым — не более 5 мм. Указанный зазор измеряют на несцепленном вагоне на расстоянии не менее 10 мм от наружного торца стакана.
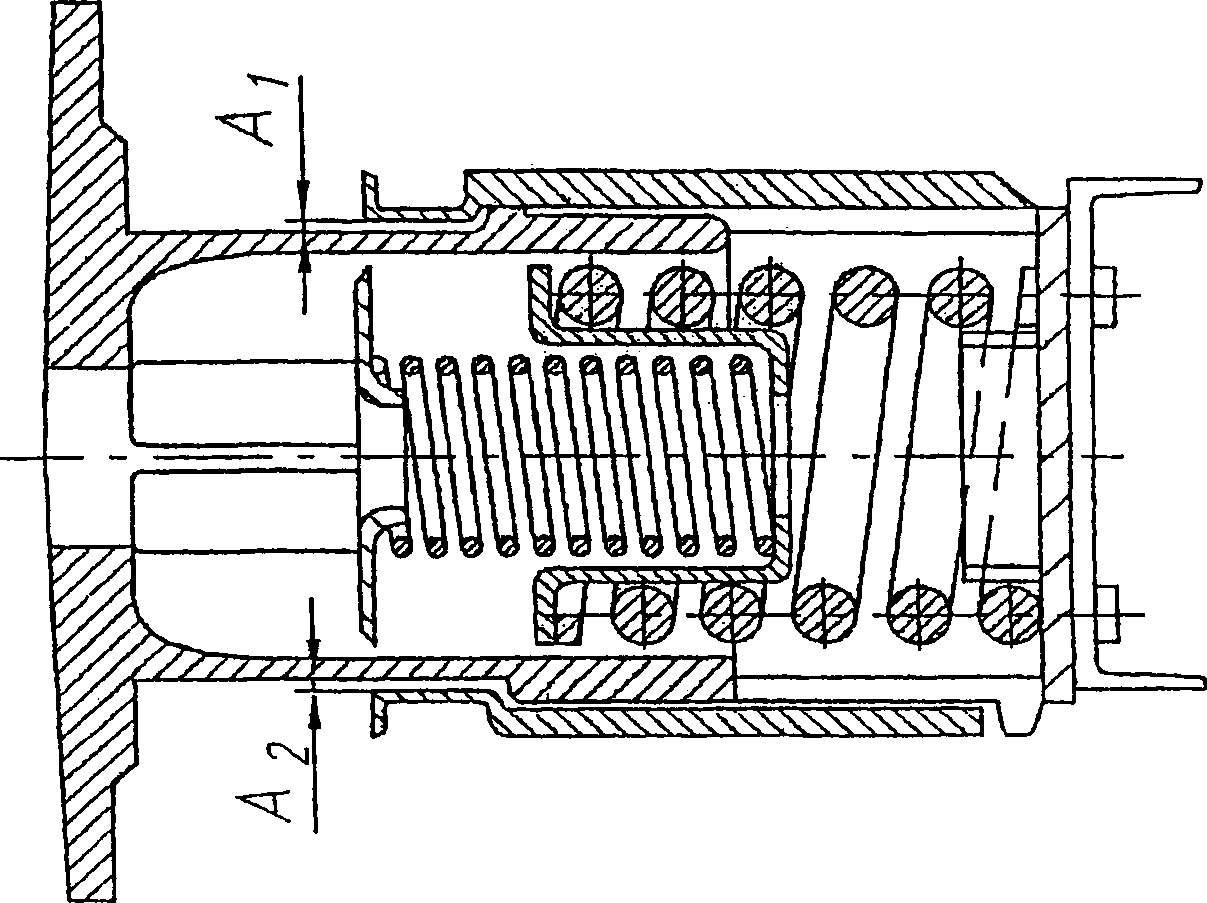
А = А1 + А2
Рисунок 14. Зазор А между стенками
стержня и стаканом буфера
Зазор между стенками стакана и стержнем буфера вагона габарита РИЦ допускается не более 3,5 мм по диаметру. Шпонка должна заходить в канавку стакана не менее чем на 2,5 мм.
8.4.4. Высоту шпонки подбирают в зависимости от размеров шпоночных канавок и диаметров стержня буферного комплекта вагонов габарита РИЦ в соответствии с таблицей 1.
8.4.5. Тарели стержней буферных комплектов всех типов с износом более допустимого восстанавливают наплавкой, а также путем постановки новых тарелей на сварке или заклепках, изготовленных из износоустойчивых сталей 09Г2, 14Г2 ГОСТ 19281, Ст 5 ГОСТ 380-94 или Сталь 45 ГОСТ 1050 по чертежам заводов-изготовителей и ПКБ ЦВ. Восстановление буферных стержней или тарелей производят по чертежам:
— для вагонов внутреннего сообщения:
а) М1564.01.00.000 СБ — сварной вариант литого стержня буфера тяжелого типа с высотой тарели 500 мм;
б) 11-08-90 ТУ 586-90 ПКБ ЦВ — сварной вариант буферного стержня на заклепках для вагонов постройки Германии;
в) В2493-00 СБ ТУ 586-90 ПКБ ЦВ — сварной вариант буферного стержня вагонов габарита РИЦ;
г) ТУ-011 — ремонт литых буферов с тарелями диаметром 500 мм (на заклепках);
— для вагонов международного сообщения габарита 1-ВМ (восстановление литых стержней):
а) М1564.02.00.000 СБ с высотой тарели 500 мм;
б) М1564.03.00.000 СБ с высотой тарели 350 мм.
8.4.6. При выполнении работ по восстановлению литых буферных стержней тяжелого типа согласно проекту конструкторской документации М1564.00.00.000 ПКБ ЦВ следует использовать стержни с предельно допустимым износом в соответствии с таблицей 2, при этом тарели изготавливают вновь, а стержни восстанавливают до чертежных размеров.
8.4.7. Пружины буферных комплектов осматривают и ремонтируют в соответствии с техническими условиями ТУ 32 ЦЛ 0141-05 «Пружины цилиндрические винтовые тележек и ударно-тяговых приборов подвижного состава железных дорог».
Пружины тяжелых и буферных комплектов вагонов габарита РИЦ, имеющие трещины, изломы или высоту в свободном состоянии менее предусмотренной конструкторской документацией, заменяют новыми.
Кольца пружин буферных комплектов вагонов габарита РИЦ, имеющие трещины, изломы и другие механические повреждения, потерявшие упругость, заменяют новыми, изготовленными из Сталь 50 ГОСТ 1050 или Сталь 38ХС ГОСТ 4543.
8.4.8. Клинья и чеки буферных комплектов, имеющие износ более допустимого, разрешается восстанавливать наплавкой с последующей нормализацией и механической обработкой до чертежных размеров в соответствии с пп. 4, 8, 16 и 17 таблицы 2.
Таблица 2
Допускаемые, ремонтные и браковочные размеры
основных деталей буферных комплектов разных типов
|
Наименование детали |
Проверяемый размер, мм |
Размер по рабочему чертежу, мм |
Не ремонтируется при размере, мм |
Ремонтируется в пределах размеров, мм |
Бракуется при размере, мм |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Тяжелые литые буфера |
|||||
|
1. Буферная тарель черт. 11921-Н(7.13.40.01), 7.13.50.01-1, 7.13.50.01-2, 0.613-06.01.00:002(1) |
Толщина тарели в круге радиусом 150 мм от центра тарели |
35 |
Износ не более 8 |
Износ 8 — 15 |
Износ более 15 |
|
Толщина тарели за пределами круга радиусом 150 мм от центра тарели |
— |
Износ не более 5 |
Износ более 5 |
Оставшаяся толщина менее 10 |
|
|
2. Стержень буфера черт. 11921-Н(7.13.40.01), 11922-Н(7.13.50.01), 7.13.50.01-1, 7.13.50.01-2, 0.613-06.01.00:002(1) |
Наружный диаметр |
240-3 |
Износ стенки стержня буфера не более 2,5 |
Износ стенки стержня буфера 2,5 — 6 |
Износ свыше 6 |
|
Буфера тяжелые с приклепанными тарелями и литые МС |
|||||
|
3. Стакан буфера черт. 11923-Н(2.13.40.02), 2.13.40.02-1, 2.13.40.02-3 |
Внутренний диаметр |
243+3 |
Износ стенки стакана буфера не более 2,5 |
Износ стенки стакана буфера 2,5 — 6 |
Износ более 6 |
|
4. Клин буфера черт. 11928-Н(2.13.40.08), 0.613-06.01.00:005(3), 821.62.01.010 |
Толщина |
|
Толщина не менее 16 |
Толщина 13 — 16 |
Толщина менее 13 |
|
Ширина |
|
Толщина не менее 45 |
Толщина 42 — 45 |
Толщина менее 42 |
|
|
5. Буферная тарель черт. 11932-Н, 11933-Н |
Толщина тарели в круге радиусом 50 мм от центра тарели |
35 |
Износ не более 5 |
Износ 5 — 15 |
Износ более 15 |
|
Толщина тарели по заклепкам |
— |
Износ не более 3 |
Износ более 5 |
— |
|
|
6. Буферная тарель черт. 0.317-06.01/02.00:10(24) |
Толщина тарели в круге радиусом 90 мм от центра тарели |
20 |
Износ не более 7 |
Износ 7 — 10 |
Износ более 10 |
|
Толщина тарели по заклепкам |
— |
Износ не более 1,5 |
Износ 1,5 — 3 |
Износ более 3 |
|
|
7. Буферная тарель черт. 0.616-06.01/02.00:10(24), 0.613-06.01.00:002(1) (литой) |
Толщина тарели в круге радиусом 90 мм от центра тарели |
20 |
Износ не более 7 |
Износ 7 — 10 |
Износ более 10 |
|
Толщина тарели по заклепкам |
— |
Износ не более 1,5 |
Износ 1,5 — 3 |
Износ более 3 |
|
|
8. Стержень буфера черт. 11934-Н |
Наружный диаметр |
|
Износ стенки стержня буфера не более 2,5 |
Износ стенки стержня буфера 2,5 — 6 |
Износ более 6,5 |
|
9. Стержень буфера черт. 0.616-06.01.00:10(24), 0.613-06.01.00:002(1) (литой) |
Наружный диаметр |
240-3 |
Износ стенки стержня буфера не более 2,5 |
Износ стенки стержня буфера 2,5 — 6 |
Износ более 6 |
|
10. Стакан буфера черт. 11936-Н |
Внутренний диаметр |
210+0,6 |
Износ стенки стакана буфера не более 2 |
Износ стенки стакана буфера 2 — 4,5 |
Износ более 4,5 |
|
11. Стакан буфера черт. 0.613-6.01.00:004(2) |
Внутренний диаметр |
243+3 |
Износ стенки стакана буфера не более 2,5 |
Износ стенки стакана буфера 2,5 — 6 |
Износ более 6 |
|
12. Чека буфера черт. 11928-Н |
Толщина |
21-0,52 |
Толщина не менее 19 |
Толщина 16 — 19 |
Толщина менее 16 |
|
Ширина |
63-0,74 |
Толщина не менее 61 |
Толщина 58 — 61 |
Толщина менее 58 |
|
|
13. Клин буфера 0.613-6.01.00:005(3) |
Толщина |
|
Толщина не менее 16 |
Толщина 13 — 16 |
Толщина менее 13 |
|
Ширина |
|
Толщина не менее 45 |
Толщина 42 — 45 |
Толщина менее 42 |
|
|
Буфера вагонов габарита РИЦ |
|||||
|
14. Буферная тарель черт. 33.009-06.002, 33.009-06.003 |
Толщина тарели в круге радиусом 140 мм от центра тарели |
20 |
Износ не более 7 |
Износ 7 — 10 |
Износ более 10 |
|
Толщина тарели по заклепкам |
— |
Износ не более 1,5 |
Износ 1,5 — 3 |
Износ более 3 |
|
|
15. Буферная тарель черт. 3.505-06.00 01:00(3), |
Толщина тарели в круге радиусом 90 мм от центра тарели |
20 |
Износ не более 7 |
Износ 7 — 10 |
Износ более 10 |
|
3.983-06.03.00:001(4) |
Толщина тарели по заклепкам |
— |
Износ не более 1,5 |
Износ 1,5 — 3 |
Износ более 3 |
|
16. Стержень буфера черт. 33.009-06.004, 33.009-06.005, 3.505-06.00.02:000(4) |
Наружный диаметр |
187-1 |
Износ стенки стержня буфера не более 1,0 |
Износ стенки стержня буфера 1,0 — 1,5 |
Износ более 1,5 |
|
17. Стакан буфера черт. 33.009-06.006 |
Внутренний диаметр |
187,5+1 |
Износ стенки стакана буфера не более 1,0 |
Износ стенки стакана буфера 1,0 — 6 |
Износ более 6 |
|
3.505-06.00.03:000(2) |
Внутренний диаметр |
196+1 |
Износ стенки стакана буфера не более 1,0 |
Износ стенки стакана буфера 1,0 — 3 |
Износ более 3 |
|
Примечание. Допуски на ремонтные и браковочные размеры соответствуют допускам на размеры по рабочему чертежу (кроме пп. 4, 8, 16, 17) |
8.4.9. Для предотвращения выпадения клиньев тяжелых буферов на клиньях должны быть приварены планки или упоры. В зависимости от конструкции стены кузова допускается установка предохранительных упоров на поддонах стаканов.
8.4.10. Корончатые гайки болтов, крепящие буферные стаканы, должны быть плотно затянуты и иметь шплинты, поставленные в прорези гаек. Допускается регулировать положение шплинта постановкой не более одной шайбы под корончатую гайку.
Для предотвращения ослабления затяжки болтов крепления буферных стаканов на концевых балках всех вагонов, в зависимости от конструкции, должны быть установлены специальные угольники, бобышки или другие упоры, предназначенные для предохранения их от проворачивания.
8.4.11. При сборке буферов всех типов трущиеся поверхности, а также наружную поверхность стержня буфера, внутреннюю поверхность стакана со шпоночным пазом и кольцевую пружину буферных комплектов вагонов габарита РИЦ смазывают графитной смазкой УСсА ГОСТ 3333. После постановки на вагон тарели буферных комплектов смазывают солидолом Ж ГОСТ 1033.
8.4.12. Привалочные места буферных комплектов и концевых балок грунтуют согласно требованиям раздела 21 настоящего Руководства.
8.4.13. Тарели и клинья буферов вагонов, перечисленные в п. 1 Приказа N 2 от 17.01.2002, упрочняют согласно Технологической инструкции по упрочнению элементов автосцепного устройства газопорошковой наплавкой на пропане ТИ ВНИИЖТ-0501/3-99, Инструкции по восстановлению и упрочнению индукционно-металлургическим способом деталей и узлов трения пассажирского состава ЦТ-ЦВ-ЦЛ-590 и другими разрешенными методами.
8.5. При ремонте оборудование вагонов безбуферными устройствами шпинтонного типа и металлическими ограждениями (суфле), а также буферами облегченного типа не допускается.
9. Ремонт кузова и рамы вагона
9.1. Ремонт несущих элементов кузова и балок рамы, металлического пола, обшивы стен и крыши вагона выполняют в соответствии с Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов N ЦЛ 201-03.
9.2. Для определения состояния внутренних поверхностей металлического кузова и последующего ремонта проводят следующие работы.
9.2.1. Металлический кузов осматривают с обстукиванием мест, наиболее подверженных коррозии. В случае необходимости, определение степени коррозионного износа металла выполняют согласно п. 1.20 настоящего Руководства.
9.2.2. На участках кузова, где имеются коррозионные повреждения или продавленный металл, выявленные при наружном обследовании, производят все необходимые разборочные и ремонтные работы в соответствии с требованиями настоящего Руководства.
9.2.3. Пол из метлахских плиток и подоконную панель в туалетах, а также в умывальных отделениях вагонов-ресторанов разбирают до металла при каждом КР-1. В вагонах открытого типа и купейных, кроме того, при втором и третьем КР-1 вскрывают пол и подоконные панели в служебном отделении, в последнем купе с нетормозного конца вагона, косом и малом коридорах.
9.2.4. Пол из стеклопластика в туалетах, а также в умывальных отделениях вагонов-ресторанов, демонтируют с вагона при втором КР-1, после постройки или производства КВР и заменяют новым или отремонтированным. При остальных КР-1 пол в туалетах и умывальных отделениях демонтируют в случаях наличия сквозных трещин, пробоин, нарушения герметичности по периметру, в местах установки сточных труб, унитазов и умывальных чаш.
9.2.5. Пол из стеклопластика в умывальных помещениях вагонов с 2-местными купе демонтируют в случаях нарушения его герметичности.
9.2.6. Пол из стеклопластика в кухне и раздаточной вагонов-ресторанов демонтируют при втором КР-1 после постройки или производства КВР и заменяют новым или отремонтированным. При остальных КР-1 демонтируют в случаях наличия сквозных трещин, пробоин, нарушения герметичности по периметру, в местах установки моек и умывальных чаш. Определение коррозионного износа металлической обшивки пола в указанных помещениях и последующий ремонт производятся в соответствии с пп. 9.2.1 и 9.2.2 настоящего Руководства.
9.2.7. Пол туалетов в вагонах багажных, почтовых, типа «СТ», служебных, служебно-технических, дизель-электростанций и т.п. разбирают до металла и ремонтируют по техническому состоянию согласно пп. 9.2.1 и 9.2.2 настоящего Руководства.
9.2.8. При обнаружении коррозионных повреждений мест, указанных в вышеперечисленных пунктах, производят дальнейшую разборку кузова в пределах границ распространения коррозии.
9.3. При ремонте металлических частей рамы и кузова производят следующие работы.
9.3.1. Все части рамы очищают от грязи, коррозии и осматривают. При этом особое внимание обращают на заклепочные соединения и сварные швы концевых балок, продольных и промежуточных балок, а также места крепления подвагонного оборудования. Ослабшие заклепки заменяют, сварные швы, имеющие трещины, вырубают и заваривают. Дефекты в местах крепления оборудования устраняют. Прогиб концевых и промежуточных балок более 10 мм в горизонтальном и более 15 мм в вертикальном направлениях должен устраняться правкой. Ремонт и усиление концевых балок вагонов в местах установки буферных комплектов выполняют в соответствии с п. 3 Технических указаний по деповскому и капитальному ремонту буферных комплектов концевых балок пассажирских вагонов в вагонных депо железных дорог и ВРЗ и техническому содержанию буферных комплектов в эксплуатации N 586-90 ПКБ ЦВ.
9.3.2. Вскрытые места кузова очищают от продуктов коррозии и грязи. Участки металлической обшивы кузова, поврежденные коррозией на 30% и более толщины, предусмотренной конструкторской документацией, заменяют. Пробоины и трещины ремонтируют согласно требованиям Инструкции ЦЛ-201-03.
9.3.3. Местные плавные вмятины в крыше и в металлическом полу глубиной не более 15 мм разрешается не исправлять при отсутствии деформации в каркасе крыши и балках пола и трещин в обшиве.
9.3.4. Местные вмятины на боковых стенах кузова глубиной, превышающей 5 мм на 1 м длины, должны выправляться. Вмятины на гладкой поверхности боковых, торцевых стен кузова и на гофрах глубиной не более 5 мм разрешается восстанавливать в соответствии с требованиями Инструкции по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦВ.
На площади не более 20 см2 эти вмятины восстанавливают эпоксидной шпатлевкой, от 20 и до 250 см2 — ремонтируют посредством эпоксидного связующего и стеклонаполнителя. При этом допускается ремонт одной вмятины на 6 м длины боковины вагона и одной вмятины на торцевой стене. Вмятины на междуоконных простенках на месте постановки номерных знаков, не имеющих гофр, допускаются до 12 мм. Вмятины в нижней закругленной части боковины разрешается ремонтировать вставками вровень со стеной с зачисткой швов заподлицо с основным металлом.
9.3.5. Дренажные отверстия в полу и продольной обвязке боковины прочищают. При их отсутствии, в открытых местах пола вагона, для отвода воды производят сверловку отверстий диаметром 10 мм. Отверстия в гофрированном полу размещают по одному в каждой гофре посередине между промежуточными балками.
Отверстия в гладком полу размещаются вдоль хребтовой балки и боковой балки вагона по три в каждой секции.
9.3.6. Складную лестницу с тормозной стороны вагона и замок, запирающий ее в сложенном положении, проверяют, неисправности устраняют. Замок и шарниры опор ступеней смазывают тонким слоем солидола Ж ГОСТ 1033.
9.4. Ремонт коррозионных или механических повреждений в средней части крыши и на отдельных участках металлического настила пола между шкворневыми балками допускается производить путем наложения с наружной стороны на поврежденное место металлических накладок и закрепления их к обшиве с помощью клеевых композиций. В качестве клеевой и герметизирующей композиции применяют противошумную мастику N 579 ТУ 6-10-1268-78, которая наряду с клеевым эффектом обладает антикоррозионными свойствами. Допускается применение для указанной цели полиуретанового клея Виланд-11К-1. Поврежденную обшиву крыши разрешается также ремонтировать путем постановки накладок из стеклоткани марки Т-10 (Т-11, Т-12) ГОСТ 19170, пропитанной клеевым составом. В качестве клеевого состава допускается использование эпоксидного клея на основе смолы К-115 (К-153) ТУ 6-05-1251, эпоксидной шпатлевки ЭП-00-10 (ЭП-00-20) ГОСТ 10277, полиуретанового клея Адгезия ЭР-2 (Спрут-9М) ТУ 88 УССР 193.025-83 или герметика У-30М (УТ-31) ГОСТ 13489.
Определение границ распространения коррозии обшивы 30% конструктивной толщины проводить в соответствии с п. 1.20 настоящего Руководства. Подлежат ремонту коррозионные повреждения металла настила пола размером не более 1 м2, расположенные между шкворневыми балками, а также пробоины или коррозионные повреждения в средней части крыши площадью не более 0,6 м2 в количестве не более 3-х при условии, что расстояние между ними не менее 1 м. Ремонтные работы выполнять согласно Технологической инструкции по ремонту повреждений наружной обшивы пассажирского цельнометаллического вагона без разборки кузова N 104-21.25201.0013 ПКТБ ЦТВР.
При коррозионном повреждении металла настила пола и средней части крыши размерами более указанных выше ремонт проводить со вскрытием поврежденных мест.
10. Ремонт деревянной обрешетки, изоляции кузова,
внутренней обшивы и перегородок
10.1. Ремонт деревянных деталей обрешетки кузова, обшивы пола, стен, потолка и перегородок производят в соответствии с Инструкцией по ремонту деревянных изделий грузовых и пассажирских вагонов N 031 ПКБ ЦВ. Вновь устанавливаемые новые деревянные детали должны соответствовать требованиям п. 1.11 настоящего Руководства. Деревянные детали, не подлежащие лакированию, склеиванию и обработке биоогнезащитными средствами, грунтовать глифталевыми или фенольными грунтовками в соответствии с таблицей 10 раздела 21 настоящего Руководства.
10.2. Деревянные детали обрешетки кузова, настила пола, облицовки стен, потолков и перегородок, имеющие гниль или механические повреждения, ремонтируют или заменяют новыми.
10.3. Укладку и крепление деталей обрешетки, внутренней обшивы и облицовки внутренней обшивы, крепление перегородок производят в соответствии с конструкторской документацией на вагон. Крепление должно исключать возможность ослабления и вибрации деталей.
10.4. На внутренние поверхности вскрытых мест металлического кузова после нанесения защитного покрытия и его высыхания укладывают новую термоизоляцию. Взамен плит из ПСБ-С устанавливают теплоизоляцию из стеклянного штапельного волокна фирмы «URSA» марки П35 плотностью не менее 35 кг/м3 по ТУ 5763-002-00287697-97 или «Isover» KL-35 ТУ 5763-001-56846022-05, упакованную в пленку, или термоизоляцию других марок, согласованных в установленном порядке. Данные требования не распространяются на термоизоляцию пола согласно ВНПВ-03.
10.5. Плиты термоизоляции упаковывают пленками ТАФ по ТУ 6-00-05808008-304-96, ПТГ по ТУ 2245-044-00147105-96 или полиэтиленовой пленкой толщиной 0,15 мм по ГОСТ 10354 согласно Л8.02200.00001 (ТК-25), 2004 г. «Комплекта документов на типовой технологический процесс капитального ремонта (КР-2) пассажирских вагонов».
10.6. Настил пола из плит, имеющих гниль, механические повреждения, заменяют фанерными плитами ПФ-А ГОСТ 8673-93 или плитами по ТУ 5518-002-002-00273235-96; ФСФ по ТУ 13-972-98. В малых и косых коридорах вагонов при втором КР-1 плиты пола заменяют новыми.
10.7. Полы туалетов из стеклопластика ремонтируют в соответствии с Руководством по ремонту крупногабаритных стеклопластиковых деталей пассажирских ЦМВ при капитальном ремонте N РВ 21-06-89 и Инструкцией по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦВ. При наличии сквозных повреждений, нарушающих герметичность (а также согласно другим требованиям раздела 10 настоящего Руководства), пол из стеклопластика демонтируют и подвергают ремонту. В случаях мелких несквозных нарушений наружного покрывного (декоративного) слоя, несквозных трещин, порезов, расслоений в углах, не нарушающих герметичность, пол ремонтируют без демонтажа с вагона. При демонтаже стеклопластикового пола деревоплиту заменяют новой, разрешается установка пола на такую деревоплиту без приформовки.
10.8. Полы из стеклопластика в кухне, раздаточной, умывальном отделении вагонов-ресторанов, в умывальных отделениях мягких вагонов с 2-местными купе и в других помещениях вагонов ремонтируют согласно п. 10.7 настоящего Руководства.
Допускается прогиб поверхности пола из стеклопластика в косом коридоре, кухне и раздаточной не более 15 мм, при этом деформация кромок прилегания по периметру исключается.
10.9. Металлический лист на полу около кухонной плиты при наличии сквозных повреждений заменяют.
10.10. Поврежденный металлический настил пола кладовых почтовых и багажных вагонов ремонтируют постановкой вставок из такого же листа с зачисткой сварных швов заподлицо.
Направляющие контейнеров в почтовых вагонах и их крепление должны быть типовыми. Деформация направляющих, препятствующая установке контейнеров, не допускается.
10.11. Перегородки при наличии гнили ремонтируют с удалением негодных участков и постановкой новых частей встык, укрепленных металлическими накладками на винтах с втулками или болтами на невидимых местах перегородок.
10.12. Панели стен и перегородок, облицованные декоративным бумажно-слоистым пластиком (ДБСП), имеющие повреждения пластика в виде трещин, сколов, выщербин и проломов, ремонтируют согласно Руководству по ремонту облицовки внутренних поверхностей пассажирских вагонов из декоративного бумажно-слоистого пластика РВ 21-07-89 ПКТБ ЦТВР.
При выборе способа ремонта учитывать величину и количество дефектов, способ крепления панелей в вагоне и необходимость сохранения декоративных качеств облицовки вагона. Окраска поверхности ДБСП запрещается.
10.12.1. Глубокие царапины с нарушением декоративного слоя допускается покрывать пастой, соответствующей оттенку цвета декоративного слоя пластика, с последующим шлифованием и полированием отремонтированного места. Паста приготавливается согласно РВ 21-07-89 ПКТБ ЦТВР, а также из синтетической смолы (эпоксидной или полиэфирной) с тонкодисперсным наполнителем (тальк, каслин) и красителями (сухими пигментами соответствующего колера) или из белой эмали древесного порошкового наполнителя, клея ПВА и красителя.
10.12.2. Повреждения в виде сколов, выщербин и проломов с размерами не более 100 x 100 мм2 на ответственных в декоративном отношении местах интерьера вагона заделывают заподлицо с поверхностью облицовки круглыми вставками из пластика, аналогичного по цвету и рисунку основной облицовки. В остальных местах такие дефекты заделывают путем наклеивания на поврежденное место пластика, аналогичного основному, при необходимости разрешается ставить накладки на шурупах с хромированными головками заподлицо.
На сколы и проломы пластика под креплением гарнитуры допускается устанавливать подкладки из аналогичного пластика (одинакового размера в пределах одного помещения с предварительным ремонтом разрушенных мест деревоплиты или фанеры). Все подкладки, устанавливаемые под гарнитуру, выполняют круглыми или прямоугольной формы с радиусом скругления углов не менее 10 мм. Эти подкладки должны перекрывать дефектные места и устанавливаться симметрично с выходом за края гарнитуры не более 20 мм.
10.12.3. При количестве повреждений пластика панели больше двух и размерах повреждений более 100 x 100 мм2 неисправный участок пластика должен быть заменен согласно п. 10.12.5 настоящего Руководства.
10.12.4. Замену пластика новым, соответствующего тона, отличающимся от заменяемого цветом или рисунком, допускается выполнять полностью на нижней или верхней частях облицовочных элементов купе, а также одноименных панелей коридоров, сохранив при этом декоративный вид интерьера вагона.
10.12.5. Замену ДБСП, приклеенного к элементам вагона, производят путем наложения нового листа на поврежденный и крепления его металлическими раскладками или постановкой клеящейся пленки согласно п. 10.12 настоящего Руководства.
10.12.6. Загрязнения на пластике смывают мыльными препаратами типа «Лотос» или другими синтетическими моющими средствами, разрешенными ОАО «РЖД». Для удаления пятен разрешается использовать растворитель N 646 ГОСТ 18188, Р-4 ГОСТ 7827 или уайт-спирит ГОСТ 3134. Зачистка загрязненных мест пластика шлифовальной шкуркой не допускается.
10.13. Облицовку из слоистого пластика торцевых стен тамбура, а также участка торцевых стен со стороны кухни в вагонах-ресторанах заменяют листовой сталью и окрашивают.
10.14. Полированные поверхности, имеющие потемневший шпон, царапины, забоины, сетку, нарушающие верхний слой полировки, зачищают, покрывают мастикой, шлифуют и полируют в соответствии с конструкторской документацией на вагон.
10.15. Раскладки осматривают, неисправные металлические и пластмассовые заменяют. Потемневшие деревянные раскладки зачищают, имеющие механические повреждения заменяют. Окрашивать деревянные раскладки не допускается. В пределах помещений вагона раскладки должны быть одинакового цвета и соответствовать общему тону вагона. При сборке стыки раскладок плотно подгоняют друг к другу. Шурупы и винты, укрепляющие раскладки, пораженные коррозией, заменяют новыми с антикоррозионным покрытием согласно конструкторской документации.
10.16. Поврежденные места пластика на стенах и перегородках необходимо ремонтировать путем вырезания неисправных частей и постановкой на клей по ширине рулона новых вставок, подобранных по рисунку. Допускается ставить вставки встык при отдельных повреждениях облицовочной поверхности общей площадью не более 100 см2 на 1 м2. Разрешается в отдельных купе производить облицовку стен пластиком рисунка, отличного от других купе, но одинакового по цвету.
10.17. Облицовку стен туалетов и торцевых стен тамбуров из листовой стали, пораженную коррозией, заменяют новой. Листы за трубами в туалетных помещениях заменяют новыми из нержавеющей стали. Допускается ставить оцинкованную сталь.
11. Ремонт внутреннего оборудования
11.1. Ремонт мебели
11.1.1. Диваны, подъемные и багажные полки, откидные сиденья, шкафы служебных помещений, лестницы и т.п. осматривают, неисправные ремонтируют, при необходимости, отдельные сборочные единицы снимают с вагона и направляют в соответствующий цех для ремонта. Диваны и полки ремонтируют с заменой поврежденных деталей новыми.
Верхние спальные полки оборудуют предохранительными поручнями от падения пассажиров:
— для открытых некупейных вагонов постройки ТВЗ по проекту ПКБ ЦЛ ОАО «РЖД» N М 1630.07.00.000;
— для купейных вагонов постройки Германии по проекту ПКБ ЦЛ ОАО «РЖД» N М 1639.07.00.000.
Узлы крепления мебели осматривают, не соответствующие чертежам вагона заменяют, неисправности устраняют. Всю мебель (полки, диваны, столики и т.д.) тщательно закрепляют.
11.1.2. Шпон, имеющий повреждения (отслоившийся или с трещинами), на диванах, полках и шкафах, заменяют вставками нового шпона в форме ромба, подобранного по текстуре древесины. Потемневшие места перечищают, покрывают мастикой и лакируют. Царапины на шпоне зачищают с плавным переходом к поверхности, покрывают мастикой, лакируют.
11.1.3. Мягкую мебель снимают, осматривают, просевшие пружины восстанавливают или заменяют, обивку из ткани тщательно очищают, а при необходимости удаления пятен снимают. Протертую или ветхую мягкую обивку диванов заменяют полностью. В вагонах габарита РИЦ и СВ цвет обойного материала диванов, в пределах одного купе, должен быть одинаковым, при этом допускается разница по тону расцветки нижних и верхних диванов.
11.1.4. Полированные поверхности внутреннего оборудования, имеющие потемневший шпон, царапины, забоины, сетку, нарушающую верхний слой полировки, там, где это необходимо, перечищают, покрывают мастикой, шлифуют и полируют.
11.1.5. Обивку полумягкой и мягкой мебели (верхних полок, сидений диванов, стульев, спинок и сидений кресел, диванов) при наличии повреждений в виде порезов, проколов, отрывов, потертостей и трещин полимерного покрытия заменяют, ремонту подлежит обивка мебели, имеющая количество и виды повреждений согласно таблице 3.
Таблица 3
Ремонт обивки полумягкой мебели
|
Вид и количество повреждений |
Место повреждения |
Размеры повреждений, подлежащих ремонту |
Вид ремонта |
Вагоны, сообщения |
Тип вагона |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1. Ремонт обивки, снятой с мебели |
|||||
|
1.1. Порезы угловые, отрывы, проколы, потертости и трещины полимерного покрытия — не более двух |
Нижнее сиденье |
Длина (ширина) или условный диаметр 100 мм и менее |
Приклеивание заплат и подложек или прошивание заплат по периметру |
Внутреннего |
ЦМВ всех типов |
|
1.2. Продольные трещины обивки с рисунком, продольные рифленые полосы (на ширине 200 мм) |
Горизонтальная плоскость нижнего сидения или верхней полки |
Длина 400 мм и менее |
« |
« |
ЦМВ постр. Германии |
|
1.3. Порезы, угловые отрывы, проколы, потертости и трещины полимерного покрытия — не более двух |
Верхняя полка |
Длина (ширина) или условный диаметр 150 мм и менее |
« |
« |
ЦМВ всех типов |
|
1.4. Порез, угловой отрыв, прокол, потертость и трещины полимерного покрытия — не более одного |
Спинка и сиденье кресла, дивана, сиденья стула |
Длина (ширина) или условный диаметр 150 мм и менее |
« |
« |
ЦМВ Обл., Рест. |
|
1.5. Повреждения в виде порезов, угловых отрывов, проколов, потертостей и трещин полимерного покрытия более указанных в п. 1.1; 1.2; 1.3 |
Нижние сиденья и верхние полки |
— |
Сшивание из 3-х частей <*> по вертикали |
Внутреннего |
ЦМВ открытого типа |
|
Верхние полки |
— |
« |
« |
ЦМВ куп. |
|
|
1.6. Порез, угловой отрыв, потертость и прокол — не более одного |
Невидимые части (боковая поверхность у стены или в месте нахождения крепежной арматуры) нижнего сиденья |
Длина (ширина) или условный диаметр 75 мм и менее |
Приклеивание заплат и подложек или прошивание заплат по периметру |
Международного сообщения, фирменные |
ЦМВ куп., РИЦ |
|
1.7. Порезы, угловые отрывы, потертости и проколы — не более двух |
Невидимые части (боковые поверхности у стен) верхней полки |
« |
« |
« |
« |
|
2. Ремонт обивки без снятия ее с мебели |
|||||
|
2.1. Порез, угловой отрыв, потертости и прокол — не более одного |
Нижнее сиденье |
Длина (ширина) пореза 50 мм и менее, условный диаметр или длина стороны вырыва 30 мм и менее |
Приклейка заплат |
Внутреннего сообщения |
ЦМВ всех типов |
|
2.2. Порезы, угловые отрывы, потертости и проколы — не более двух |
Верхняя полка |
« |
« |
« |
« |
|
2.3. Порез, угловой отрыв, потертость и прокол — не более одного |
Невидимая часть (боковая поверхность у стены) или в месте нахождения крепежной арматуры нижнего сиденья |
Длина (ширина) пореза 50 мм и менее, условный диаметр или длина стороны вырыва 30 мм и менее |
Приклейка заплат |
Внутреннего сообщения |
ЦМВ всех типов |
|
2.4. Порезы, угловые отрывы, потертости и проколы — не более двух |
Невидимая часть (боковые поверхности у стен) верхней полки |
« |
« |
« |
« |
|
Примечание. При наличии на обивке ремонтируемой мебели большего количества повреждений в виде проколов, чем указано в таблице, ремонт этой обивки разрешается при условии, если общая длина (или условный диаметр) проколов не превышает установленных размеров. |
———————————
<*> На нижних сиденьях сшиваемые части должны быть одинаковыми по размеру, цвету и фактуре.
Технология ремонта обивки мебели приведена в Руководстве по ремонту пластмассовой обивки полумягкой и мягкой мебели ЦМВ РВ 21-05-89 ПКТБ ЦТВР.
Обивку полумягкой и мягкой мебели заменяют новой из винилискожи пониженной горючести, разрешенной к применению в установленном порядке, а также из материала согласно конструкторской документации данного типа вагона с аналогичными выработкой, цветом и близкой по рисунку:
— при наличии большего количества повреждений или повреждений, имеющих размеры большие, чем указанные в таблице 3;
— в случае покрытия сетью трещин полимерного покрытия на площади более 50% рабочей поверхности, независимо от прочности основы материала;
— ранее окрашенную с волосяными трещинами, потертостями и другими дефектами поверхностного слоя обивки.
В вагонах межобластного сообщения, кроме вагонов фирменных поездов, разрешается при ремонте применять обивочные материалы другой расцветки и выработки (более светлого или темного оттенков) с расположением отремонтированных кресел в салоне так, чтобы не нарушился его интерьер.
При просадке более 20% толщины мягкого наполнителя из пенополиуретана или других пенопластов в креслах его заменяют на новый с одновременной заменой обивки, если она имеет значительную деформацию в виде вытянутостей, просадок или другие дефекты.
Прокладки из эластичного пенополиуретана на диванах и полках заменяют при необходимости.
11.1.6. Загрязнения и жировые пятна на обивке мебели из полимерных материалов удаляют мыльными препаратами типа «Лотос», «Новость», а также слабым (не более 3%) раствором хлорамина и другими средствами, разрешенными к применению ОАО «РЖД».
11.1.7. Проверяют действие механизма опускания спинки кресел, неисправные механизмы ремонтируют. Вскрывают задние стенки откидных спинок, оценивают состояние металлического каркаса спинки, особенно в районе шарнирного соединения, при необходимости каркас ремонтируют. Шарнирные соединения смазывают тонким слоем солидола Ж. Откидные столики осматривают и при необходимости ремонтируют.
11.1.8. Поврежденный линолеум, а также декоративный бумажно-слоистый пластик подоконных столиков, имеющий порезы, царапины, трещины и расслоения, заменяют. Мелкие царапины и риски на слоистом пластике разрешается удалять шлифованием с последующим полированием, если они не нарушают декоративного слоя, окрашивание пластика не допускается. Окантовка подоконных столиков должна соответствовать конструкторской документации на вагон, царапины полируют, неисправную окантовку заменяют.
Подоконные столики вагонов, там, где это предусмотрено конструкцией, должны иметь приспособления для открывания бутылок.
11.1.9. В вагонах габарита РИЦ дверка баров-шкафчиков, крышки столиков с поврежденным пластиком и поцарапанной армировкой ремонтируют с заменой пластика и армировки. Отсутствующие дверки восстанавливают.
Неисправные или со следами ржавчины петли дверок и столиков ремонтируют, хромируют, при необходимости заменяют новыми.
На вагонах габарита РИЦ международного сообщения крышки столиков и дверки шкафчиков должны быть облицованы пластиком, однородным по тону и текстуре (или рисунку) со стенами купе.
На вагонах габарита РИЦ внутреннего сообщения допускается ставить дверки и крышки столиков, облицованные пластиком, отличающимся от стен по тону и текстуре (или рисунку), но соответствующим общему интерьеру вагона.
11.1.10. Покрытие столиков, тумбочек кипятильников и столиков служебных отделений проверяют, и неисправные заменяют согласно конструкторской документации на вагон.
11.2. Ремонт фурнитуры и других деталей и сборочных единиц внутреннего убранства
11.2.1. Фурнитуру внутреннего убранства осматривают, ослабленную укрепляют, неисправную, имеющую повреждения, глубокие царапины, снимают, заменяют или ремонтируют. Потемневшую алюминиевую фурнитуру полируют, стальную хромируют или окрашивают в соответствии с конструкторской документацией на вагон. Шурупы и винты, крепящие фурнитуру, пораженные коррозией, заменяют новыми с соответствующим антикоррозийным покрытием.
В вагонах международного сообщения, а также в вагонах с двух- или трехместными купе алюминиевую и бронзовую фурнитуру полируют или анодируют, стальную хромируют. Окраска фурнитуры на этих вагонах не допускается.
При потускнении гальванических покрытий фурнитуры внутреннего убранства, но удовлетворительной ее сохранности, отсутствии следов ржавчины, допускается использование деталей без повторного покрытия на вагонах, проработавших 15 и более лет (кроме вагонов МС, 2- и 3-местных), и вагонов-ресторанов 12 и более лет.
Отсутствующие брюкодержатели, газетные сетки, крючки, вешалки восстанавливают.
11.2.2. Алюминиевые туалетные полочки, мыльницы, ящики и державки для бумаги очищают и полируют, недостающие пополняют. Кронштейны для ерша ремонтируют, лакируют или покрывают полимером.
11.2.3. Взамен отсутствующих, разбитых, с поврежденной амальгамой, царапинами зеркал ставят новые. Армировку зеркал ремонтируют или заменяют новой.
Конструкция и размеры вновь устанавливаемых на вагон зеркал и их армировка должны соответствовать конструкторской документации.
11.2.4. Потертый или имеющий механические повреждения линолеум или гибкий пластик пола ремонтируют путем постановки не более трех вставок по длине большого коридора или прохода, в пределах его ширины, при большем износе линолеум заменяется полностью. В просветах между диванами допускается не более одной вставки, между креслами — не более двух вставок с последующей окраской пола. В малых, косых коридорах и тамбурах поврежденный линолеум заменяют полностью. При стыковании пластика или линолеума зазоры не допускаются (подмазку стыков производят эпоксидной шпатлевкой ЭП-00-10 ГОСТ 10277, разрешается применять алкидную шпатлевку ПФ-002). Применение релина запрещается.
11.2.5. Пороги дверных проемов из тамбура в вагон, в туалетные комнаты и умывальные отделения должны осматривать, и все неисправности устраняют, негодное металлическое покрытие заменяют новым.
11.2.6. Щитки и кожухи сети отопления очищают, ремонтируют или заменяют новыми.
11.2.7. Подвагонные ящики для белья и узлы их крепления к раме осматривают с обстукиванием и очищают изнутри. Уплотнение крышки люка восстанавливают. Возвышение крышки над уровнем пола не допускается. При коррозионном повреждении днища или стенок подвагонного ящика разрешается его демонтировать с последующим выполнением необходимых работ по заделке люка в деревянном и металлическом полу вагона.
Ящики для белья из стеклопластика ремонтируют в соответствии с Руководством по ремонту крупногабаритных стеклопластиковых деталей пассажирских ЦМВ при капитальном ремонте РВ 2-06-89 ПКТБ ЦТВР.
11.3. Ремонт внутреннего оборудования вагонов-ресторанов
11.3.1. Поврежденные деревянные бруски обеденных столов, диванов, неисправная обвязка спинок, сидений стульев, поломанные ножки стульев ремонтируют или заменяют новыми из той же породы древесины. Царапины на деревянных раскладках стульев, диванов и столов удаляют циклевкой с последующим шлифованием и покрытием лаком под общий тон. Деревянные раскладки лакируют. Расшатанные сиденья стульев укрепляют. Поврежденный мягкий наполнитель диванов, сидений стульев заменяют.
Обивка сидений, спинок диванов, мягких стульев при наличии потертости, ветхости, порезов или загрязнений, не поддающихся чистке, должна быть отремонтирована согласно п. 11.1.5 настоящего Руководства. При необходимости обивку полностью заменяют. Ветхие стулья заменяют. Все стулья в салоне должны быть однотипными.
11.3.2. Облицовочную поверхность из слоистого пластика откидных обеденных столов, имеющую мелкие царапины и неглубокие риски, шлифуют, а затем полируют поврежденные места.
11.3.3. Планки окантовки столов с рисками и царапинами, а также потемневшие зачищают и полируют. На ножках обеденных столов ставят резиновые или алюминиевые наконечники.
11.3.4. Откидные державки для бутылок у обеденных столов осматривают, приводят в исправное состояние, полируют или хромируют.
11.3.5. Буфетную стойку, внутреннее оборудование буфета, кассовый столик, денежный ящик и другое оборудование буфетного отделения осматривают, неисправности устраняют. Поврежденную облицовку буфета ремонтируют, потемневшую или загрязненную поверхность изделий из дерева зачищают и покрывают лаком. Дверки буфета при необходимости ремонтируют, подгоняют по месту, неисправные замки ремонтируют или заменяют. Шкафы для хлеба, кондитерских изделий, закусок и других продуктов, полки для бутылок, табачных изделий осматривают, ремонтируют. Видимые поверхности полируют или лакируют. Стекла витрин буфета с дефектами заменяют новыми.
11.3.6. Ящики (рундуки) под диванами и фиксаторы осматривают, неисправные ремонтируют. Поврежденную оцинковку внутренних поверхностей ящиков заменяют, устанавливают уплотняющие уголки на шурупах.
11.3.7. Неисправные крючки для одежды в салоне заменяют новыми, недостающие дополняют, декоративное покрытие восстанавливают.
11.3.8. Стол и окно для выдачи блюд, разделочные столы осматривают и ремонтируют. Неисправное покрытие стола и окна выдачи блюд, а также разделочных столов заменяют новым из нержавеющей стали.
11.3.9. Подъемный механизм окна приема посуды осматривают, дефекты устраняют, шарнирные соединения смазывают тонким слоем солидола Ж в соответствии с инструкцией 01/75 ЦЛ-ВНИИЖТ-06РК, нарушенную хромировку деталей восстанавливают.
11.3.10. Откидной стол, лестницу в раздаточной и кухне осматривают, дефекты устраняют.
Шкафы, полки для посуды, шкафы для продуктов, овощей в кухне и раздаточной осматривают, неисправности устраняют.
Шкафы для продуктов и овощей при необходимости замены изготавливают из оцинкованного металла. Все шкафы и ящики должны иметь ушки для пломб из алюминия или нержавеющей стали.
11.3.11. Переносные ящики для отбросов осматривают, неисправный педальный механизм ремонтируют.
11.3.12. Вытяжную трубу с колпаком над плитой осматривают, ремонтируют или заменяют новой.
11.3.13. Внутреннее оборудование гардеробной (служебного помещения) осматривают. Недостающие крючки для одежды пополняют, неисправные заменяют. Повреждения багажной сетки устраняют. Неисправное покрытие откидного сиденья ремонтируют.
11.3.14. Раскладки посудомоечных чаш при наличии повреждений заменяют новыми согласно конструкторской документации. Болты крепления чаш хромируют. Пробки, цепочки посудомоечных чаш снимают и оцинковывают. Допускается заменять неисправные металлические пробки на пластмассовые или резиновые. У ранее хромированных цепочек нарушенную хромировку восстанавливают. Допускается, кроме вагонов «МС», постановка вместо цепочек полиамидной жилки диаметром от 0,8 до 1 мм.
11.3.15. Подвагонные ящики для хранения продуктов в вагонах-ресторанах снимают при необходимости замены внутренней облицовки или повреждениях; оцинкованную сталь заменяют новой с пропайкой швов. При этом негодную изоляцию заменяют.
11.3.16. Холодильные шкафы вагонов осматривают:
— ремонт внутренней обшивы холодильных шкафов допускается производить путем постановки не более одной вставки с обеспечением плотности ее прилегания по периметру;
— нарушенное антикоррозийное покрытие внутренней облицовки шкафов, поддонов, решеток восстанавливают пищевой эмалью ХС 769 ТУ 610-1416-78;
— неисправные поддоны, решетчатые полки ремонтируют или заменяют новыми;
— неисправные дверные замки снимают и осматривают. Неисправные заменяют новыми или отремонтированными. Все дверные замки должны быть расхожены, смазаны тонким слоем приборного масла МПВ, смазки ЦИАТИМ-201 и др. в соответствии с инструкцией 01/75 ЦЛ-ВНИИЖТ-06РК, проверены в рабочем состоянии. Работоспособность замков проверяют путем многократного их открывания и закрывания;
— петли дверей осматривают, неисправные ремонтируют или заменяют новыми;
— двери холодильных шкафов проверяют на плотность прилегания к дверному проему. Проверку уплотнения двери следует проводить по всему периметру на отключенном холодильнике. Бумажная полоска шириной (50 +/- 1) мм и толщиной (0,08 +/- 0,01) мм, заложенная между уплотнителем двери и закрываемой поверхностью шкафа, не должна свободно перемещаться. Неисправное уплотнение дверей заменяют новым.
11.4. Ремонт внутреннего оборудования буфетных отделений купейных и межобластных вагонов
11.4.1. Пружины откидных стульев, опорные винты и ножки табуретов осматривают, дефекты устраняют. Шарнирные соединения и винты смазывают тонким слоем Солидола Ж или Солидола С. Неисправные резиновые наконечники на ножках табуретов заменяют, недостающие пополняют.
11.4.2. Кухонные столы, подоконные столы в буфетном отделении, верхние шкафы для продуктов, буфет с витриной в межобластном вагоне, стол с буфетной витриной, верхние полки-витрины для продуктов осматривают, обнаруженные дефекты устраняют.
11.4.3. Буфет с витриной в купейном вагоне осматривают, неисправности устраняют. Поврежденную облицовку ремонтируют.
Стойку буфета приводят в исправное состояние. Ослабленные державки укрепляют, хромированное покрытие державок восстанавливают, стальную поверхность окрашивают в тон стен буфета.
11.4.4. Дверки и полки столов и подоконных буфетных столов, шкафов и полок-витрин приводят в исправное состояние. Петли дверок укрепляют, шарнирные соединения смазывают и расхаживают, антикоррозийное покрытие восстанавливают. Внутренние замки, ручки-раковины дверок столов, шкафов, буфета должны быть приведены в исправное состояние. Личинки и ригели замков, ручки-раковины дверок при необходимости хромируют или никелируют.
11.4.5. Полозья задвижных стеклянных дверок полок-витрин очищают и приводят в исправное состояние.
Подшипники для передвижения задвижных дверок промывают моющим раствором Лабомида, ХС-2М и др., разрешенными к применению ОАО «РЖД», неисправные ремонтируют и смазывают смазкой ЦИАТИМ-201.
11.4.6. Поврежденные металлические листы крышек кухонных столов заменяют нержавеющей сталью, при этом термоизоляцию восстанавливают. Металлическое покрытие крышек столов не окрашивают.
11.4.7. Оборудование подоконного стола буфета в межобластном вагоне осматривают и приводят в исправное состояние.
11.4.8. Шкаф для хлебобулочных изделий буфета осматривают, обнаруженные дефекты устраняют. Вентиляционный канал очищают. Поврежденную облицовку полок, перегородок и стенок восстанавливают. Металлические поверхности полируют.
11.4.9. Места установки электроподогревателя, сосисоварки, электроплитки и другого оборудования в кухонных столах буфетного отделения вагона осматривают, обнаруженные дефекты устраняют. Установочное кольцо сосисоварки приводят в исправное состояние. Негодную уплотнительную резиновую прокладку установочного кольца заменяют новой.
Установочное кольцо электроплитки приводят в исправное состояние с восстановлением асбестовой изоляции. Шурупы, заклепки крепления должны быть оцинкованы.
11.4.10. Откидную крышку стола мойки осматривают, дефекты устраняют. Поврежденную облицовку из твердого пластика ремонтируют, металлическую окантовку крышки полируют. Петли крышки укрепляют, расхаживают и смазывают тонким слоем Солидола Ж, антикоррозийное покрытие восстанавливают. Поврежденную металлическую облицовку моек в кухонном отделении купе-буфета заменяют нержавеющей сталью.
11.4.11. Шкафы для одежды в буфетном отделении межобластного вагона осматривают. Приводят в исправное состояние полки, дверки, перегородки, вешалки для одежды. Поврежденную облицовку из твердого пластика ремонтируют. Замки и ручки дверей шкафов приводят в исправное состояние.
11.4.12. Мусорный ящик с педальным механизмом приводят в исправное состояние. Шарнирные соединения педального механизма и крышки должны быть укреплены, отрегулированы и смазаны тонким слоем смазки Солидол Ж, тяги выправлены.
11.4.13. Подвагонный ящик в кухонном отделении купе-буфета ремонтируют в соответствии с требованиями п. 11.3.15.
11.5. Ремонт почтовых и багажных вагонов
11.5.1. На почтовых и багажных вагонах выполняют следующие работы:
— мебель почтовых вагонов осматривают, ремонтируют, проверяют и при необходимости восстанавливают уплотнение производственной мебели в сортировочном зале для предотвращения западания корреспонденции в щели и просветы. Ячейки сортировочных шкафов не должны иметь выступающих шурупов, гвоздей и т.п., а также заусенцев облицовки во избежание повреждения корреспонденции и травматизма обслуживающего персонала;
— металлические шкафы осматривают, неисправные замки, обшивку, дверцы ремонтируют;
— неисправные винтовые табуреты ремонтируют;
— клапаны, створки и лотки почтовых ящиков осматривают, неисправные ремонтируют;
— подвагонный ящик для тары и люк осматривают, неисправности устраняют.
11.5.2. Багажные полки кладовых осматривают, неисправные ремонтируют.
12. Ремонт дверей и окон
12.1. Ремонт дверей
12.1.1. Двери из тамбура в вагон и из кухни в тамбур, двери коридоров и туалетов снимают при третьем КР-1, при первом и втором КР-1 снимают по состоянию. Двери тамбуров, наружные двери кладовых, котельного отделения, маятниковые двери коридора, двери купе и служебных помещений снимают в случае ремонта, требующего их снятия (замена уплотнения, ремонт металлической облицовки, замена или ремонт пластика, износ дверных петель и т.п.).
12.1.2. Фурнитуру дверей снимают, ремонтируют, алюминиевую полируют, стальную хромируют, а где это предусмотрено требованиями чертежей, окрашивают.
12.1.3. В вагонах международного сообщения, а также в вагонах с 2- и 3-местными купе фурнитуру окрашивать запрещается.
12.1.4. Замки всех дверей ремонтируют или заменяют новыми. Механизм замков смазывают тонким слоем смазки ЦИАТИМ-201 ГОСТ 6267. Проверяют исправность их действия.
12.1.5. Неисправные запоры дверей кладовых почтовых и багажных вагонов и почтово-багажных вагонов ремонтируют, проверяют исправность их действия и окрашивают в соответствии с конструкторской документацией на вагон.
12.1.6. Электропривод открывания дверей кладовых осматривают, проверяют и ремонтируют в соответствии с разделом 19 настоящего Руководства. Механическую передачу привода осматривают, проверяют в действии, неисправные сборочные единицы ремонтируют, смазывают тонким слоем Солидола Ж.
12.1.7. Петли всех створчатых дверей осматривают. Крепления петель к дверям и стойкам дверных проемов проверяют, укрепляют. Неисправные петли снимают и ремонтируют. Петли тамбурных дверей, не подлежащие ремонту, заменяют новыми.
12.1.8. Резиновое ограждение (от попадания пальцев рук) со стороны петель двери из тамбура в вагон заменяют новым или устанавливают вновь.
12.1.9. Подвешивание задвижных дверей купе и служебных отделений осматривают. Проверяют состояние и крепление роликов с наружным резиновым кольцом и направляющих угольников (рельсов), которые при необходимости ремонтируют. Шарикоподшипники, оси роликов смазывают смазкой ЦИАТИМ-201 ГОСТ 6267.
В случае схода роликов задвижной двери с рельса каркас должен быть снят и произведена регулировка ограничительных болтов. В рабочем положении головки болтов не должны доходить до рельса на расстоянии от 1,5 до 2 мм.
12.1.10. Неисправные верхние фиксаторы тамбурных, а также наружных дверей кладовых почтовых и багажных вагонов ремонтируют, отсутствующие восстанавливают.
12.1.11. Взамен отсутствующих и неисправных магнитных защелок дверей вагонов и дверок шкафов там, где они предусмотрены конструкцией, устанавливают новые. Допускается замена защелок магнитных на механические.
12.1.12. На тамбурных дверях вагонов всех типов трещины в металлических частях заваривают, изношенные места наплавляют с последующей зачисткой. У входных тамбурных дверей снимают, при втором КР-1 и далее при каждом, подоконные филенки для осмотра состояния антикоррозийного покрытия внутренней металлической поверхности, изоляции и деревянных закладок. Металлическую облицовку, имеющую глубокие (более 30% по толщине листа) коррозионные износы или механические повреждения, ремонтируют путем приварки, взамен негодных, новых листов по ширине двери с зачисткой сварных швов заподлицо. Нарушенное антикоррозийное покрытие, изоляцию и закладки восстанавливают. У снятых тамбурных дверей прочищают существующие отверстия для стока конденсата или сверлят новые. Запрещается ремонт тамбурных дверей накладками с креплением шурупами или винтами.
12.1.13. При наличии на металлической облицовке тамбурных дверей вагонов всех типов и наружных дверей кладовых почтовых и багажных вагонов вмятин глубиной не более 5 мм разрешается восстановление дефектных мест при помощи эпоксидной шпатлевки на площади не более 20 см2, а более 20 см2 — стеклонаполнителем с эпоксидным связующим, в соответствии с требованиями Инструкции по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦВ.
12.1.14. Сквозные повреждения и вмятины глубиной более 5 мм металлической облицовки наружных дверей кладовых исправляют путем приварки накладок с зачисткой сварных швов заподлицо. При этом восстанавливают антикоррозийное покрытие и разрушенную изоляцию.
12.1.15. Уплотнительную резину по периметру тамбурных дверей и наружных дверей кладовых, потрескавшуюся, деформированную, потерявшую эластичность заменяют новой с креплением по чертежу завода-изготовителя. При втором КР-1 уплотнительную резину заменить на новую.
Разрешается применять крепление уплотнительной резиной дверей клеем 88 и скобами по типу вагонов Германии последних лет постройки. Допускается постановка уплотнительной резины по проему, на порогах торцевых дверей и откидных площадок по чертежам заводов-изготовителей. Разрешается применение профилей, отличных от чертежных завода-изготовителя, обеспечивающих плотность прилегания дверей.
12.1.16. Штапики дверей ремонтируют или заменяет новыми. Изломанные дверные бруски заменяют. Забоины на брусках дверей и притворных брусках зачищают, шлифуют и в два слоя лакируют под тон бруска. Разрешается производить ремонт забоин дверных брусков вставками из однородного материала.
12.1.17. Облицовку дверей из декоративного бумажно-слоистого пластика, имеющую царапины, трещины и другие дефекты, ремонтируют или заменяют в соответствии с Руководством по ремонту облицовки внутренних поверхностей пассажирских вагонов из декоративного бумажно-слоистого пластика РВ 21-07-89 ПКТБ ЦТВР.
12.1.18. Зеркала дверей купе с царапинами и отслоениями покрытия заменяют, отсутствующие пополняют, крепят зеркала в соответствии с конструкторской документацией.
12.1.19. Дверные проемы боковых тамбурных дверей со стороны кухни в вагонах-ресторанах должны быть оборудованы предохранительными решетками по чертежам М 991.18.00.000 ПКБ ЦВ.
12.1.20. Вентиляционные решетки дверей туалетных отделений и жалюзи на задвижных дверях вагонов с кондиционированием воздуха обмывают, при необходимости ремонтируют, антикоррозийное покрытие восстанавливают.
12.1.21. Решетки, предохранительные планки стекол тамбурных дверей вагонов всех типов и решетки наружных дверей кладовых снимают в зависимости от их технического состояния и ремонтируют. Поврежденные колонки заменяют, погнутые прутки выправляют. Алюминиевые прутки, предохранительные планки стекол и колонки полируют. Стальные колонки и прутки очищают от продуктов коррозии и старой краски. Наружные стальные решетки и планки окрашивают в цвет кузова, внутренние — в цвет тамбура и кладовой (кроме вагонов МС, а также с 2- и 3-местными купе).
Поврежденные съемные рамки с сетками окон дверей и кладовых ремонтируют или заменяют новыми.
Стальные прутки и решетки, там, где это предусмотрено чертежами, хромируют.
12.1.22. Неисправные решетки тамбурных дверей на вагонах открытого типа, купейных и межобластных и других разрешается заменять предохранительными планками стекол по чертежам М 1378.09.00.001, М 1378.09.001-01, М 1378.09.00.000 ПКБ ЦВ или другой утвержденной ЦЛ документацией.
12.1.23. Двери после ремонта должны плотно без заеданий закрываться. Допускается зазор между коробкой и дверью в любом месте по периметру не более 5 мм. При этом зазор должен перекрываться уплотняющими прокладками в соответствии с конструкторской документацией вагона.
Оседание и перекос дверных створок устраняют путем регулирования петель. Ослабление крепления петель к дверям и стойкам дверных проемов не допускается.
Шарниры дверных петель тамбурных наружных и из тамбура в вагон смазывают смазкой ЦИАТИМ-201 ГОСТ 6267, а шарниры дверных петель внутренних створчатых — смазкой УСсА ГОСТ 3333.
12.1.24. Окрашивать регулировочные винты не допускается. Исправность каждого дверного замка проверяют путем многократного его действия на дверях вагона.
12.2. Ремонт окон
12.2.1. Деревянные оконные рамы с откидными форточками при необходимости снимают, разбирают и ремонтируют. Оконные коробки, не имеющие уплотнений между коробкой и кузовом, а также в случаях разрушения и деформации уплотнения снимают с вагона. Отклеивание резинового уплотнения от кромок оконного проема по периметру не допускается. Под отклеенными участками резинового уплотнения поверхности зачищают, металл грунтуют и уплотнение приклеивают клеем 88.
12.2.2. Внутренние деревянные рамы и наличники окон различной конструкции, имеющие забоины, риски и потемневшие места, перечищают, шлифуют, покрывают мастикой-порозаполнителем и затем покрывают лаком ПФ-170 или ПФ-283 за два раза. Составы мастик приведены в Приложении К.
12.2.3. Неисправные оконные прутки и кронштейны для них ремонтируют или заменяют. Алюминиевые колонки и прутки полируют, стальные хромируют.
12.2.4. В кухнях вагонов-ресторанов оконные жалюзи и сетки ремонтируют, отсутствующие восстанавливают. Надоконные щитки снимают, механизм подъема форточки осматривают и ремонтируют. Негодные пакеты изоляции надоконных карманов заменяют.
12.2.5. Оконные рамы тамбурных дверей, требующие ремонта, снимают.
12.2.6. Механизм подъема и фиксации оконных опускных штор осматривают, проверяют его действие на плавность хода и фиксации в нужном положении, неисправные детали ремонтируют, изломанные или ослабшие пружины механизма подъема и фиксации штор заменяют новыми. Крепление штор к механизму должно быть выполнено согласно конструкторской документации.
12.2.7. Опускные шторы, имеющие сквозные протертости, трещины, поврежденные кромки по высоте, ремонтируют или заменяют новыми по чертежам завода-изготовителя.
Допускается применять односторонний материал, а также материал различного типа и цвета по купе, а также в обоих коридорах и в салонах вагонов-ресторанов, при этом нелицевая сторона штор должна быть одного цвета, в пределах одной стороны вагона.
В коридорах всех вагонов, а также в вагонах международного сообщения и СВ, шторы из материала различного типа и цвета использовать не разрешается.
При ремонте штор разрешается один стык по высоте; в вагонах международного сообщения, фирменных, поездах и СВ стык не допускается.
12.2.8. Прижимные рамы окон с вагонов снимают, ремонтируют, перечищают, шлифуют, покрывают мастикой и затем лаком за два раза (пункт 12.2.2 настоящего Руководства).
12.2.9. Фурнитуру оконных рам, решетки рам туалетов, окон кухни, глухих окон с вагонов снимают, ремонтируют или заменяют.
Алюминиевую фурнитуру полируют, стальную хромируют или окрашивают, где это предусмотрено чертежами.
12.2.10. Рамы глухих окон должны быть плотно закреплены к кузову. Уплотнительная резина должна перекрывать кузов по всему периметру оконного проема и плотно, без зазора прилегать к раме глухого окна.
12.2.11. Планки уплотнения по периметру оконных проемов опускных окон (текстолитовые, виниловые и другие) деформированные, с отслоенными буртами заменяют новыми. Крепление планок производят в соответствии с требованиями чертежей завода-изготовителя. Зазор между уплотнительными планками и опускной рамой (прижатой прижимной рамкой) допускается не более 0,5 мм общей длиной не более 100 мм на одной стороне окна.
12.2.12. Места прилегания уплотнительных планок и рам опускных и глухих окон, демонтированных при ремонте, перед постановкой новых должны быть зачищены от коррозии и загрунтованы.
12.2.13. Подоконные панели под опускными окнами вскрывают. Подоконные поддоны сбора конденсата и дренажные отверстия очищают, поддоны, подверженные коррозии, заменяют новыми оцинкованными или окрашенными.
Механизм подъема опускных окон очищают, проверяют на исправность действия и в случае необходимости снимают для ремонта. Натяжение пружин регулируют. Шарниры механизма и резьбовые соединения смазывают Солидолом Ж. Проверяют состояние нижних упоров окон, просевшие резиновые амортизаторы заменяют. Механизмы подъема окон окрашивают.
12.2.14. При третьем КР-1: опускные окна вместе с подъемным механизмом с вагонов снимают, разбирают и ремонтируют, защитные экраны устанавливают новые. Подъемные механизмы предварительно вываривают и после ремонта оцинковывают или окрашивают пентафталевой эмалью ПФ-116 в два слоя. Поддоны сбора конденсата устанавливают новые. Подоконные карманы очищают и, после соответствующей подготовки поверхности, разрушенное защитное лакокрасочное покрытие восстанавливают согласно разделу 21 настоящего Руководства.
12.2.15. Уплотнительную резину оконных проемов, оконных и прижимных рам, потерявшую эластичность, потрескавшуюся и имеющую вырывы, заменяют новой, соответствующей по профилю требованиям чертежей завода-изготовителя. По периметру должно быть не более одного стыка резины.
12.2.16. Внутренние рамы открывают, стекла промывают. Оконные стекла, имеющие трещины, царапины, нетиповые должны заменять новыми в соответствии с требованиями конструкторской документации и ГОСТ 13521.
Стекла закаленные с небольшими царапинами разрешается не заменять. Допускается применять стекла, регламентированные ГОСТ 111, толщиной от 5 до 6 мм.
На вагоны международного сообщения, с 2- и 3-местными купе и работающие при скоростях поезда более 140 км/ч ставить взамен неисправного закаленное стекло по ГОСТ 5727.
12.2.17. Стекла окон вагонов габарита РИЦ промывают. При нарушении качества уплотнительных элементов, повреждениях стекол, а также загрязнении их изнутри разбирают термопакет оконного блока, заменяют или очищают стекла, при необходимости заменяют уплотнения по Технологической инструкции ЦТВР 24-09-85.
12.2.18. Порванные и изношенные уплотнения опускных оконных рам из текстильного материала заменяют на новые в соответствии с конструкторской документацией.
12.2.19. Оконные стекла туалетных и душевых отделений должны быть матовые или узорчатые, ГОСТ 5533. Окрашенные стекла заменяют новыми. В туалетных и душевых отделениях вагонов международного сообщения оконные стекла вновь устанавливают только узорчатые.
12.3. Ремонт алюмопластмассовых окон
12.3.1. Ремонт алюмопластмассовых окон ТУ 5271-005-11118762-99 производят в соответствии с документом «Окна алюмопластмассовые для пассажирских вагонов. Руководство по эксплуатации ФКГП 45.00.000-99РЭ.
Окна для пассажирских вагонов фирмы ЗАО «Раут» ремонтируют в соответствии с документом «Окна для пассажирских вагонов. Руководство по эксплуатации» Р99.4000.000РЭ.
Окна для пассажирских вагонов производства ООО «ДАК» ремонтируют в соответствии с документом «Руководство по эксплуатации, паспорт» ВО.12.00.00.00-01РЭ.
13. Ремонт систем отопления и водоснабжения
13.1. Общие требования
13.1.1. Ремонт основных узлов и деталей отопления и водоснабжения выполняют в соответствии с настоящим Руководством, Инструкцией по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов ЦЛ 201-03.
13.1.2. Ремонт отдельных сборочных единиц и деталей отопления и водоснабжения может быть выполнен с помощью полимерных материалов согласно Инструкции по применению полимеров при ремонте пассажирских вагонов N 260 ПКБ ЦВ и технологических процессов, разработанных вагоноремонтными предприятиями в соответствии с типовыми.
13.1.3. Трубопроводную арматуру системы отопления, холодного и горячего водоснабжения разбирают, промывают, осматривают, ремонтируют или заменяют новой. Краны, задвижки, вентили должны быть разработаны и смазаны, пробки кранов притерты, сальники и прокладки заменены новыми; снятую арматуру системы отопления и водоснабжения испытывают гидравлическим давлением 0,2 МПа (2 кгс/см2) до постановки на вагон, утечки не допускаются.
13.1.4. При ремонте труб системы отопления и водоснабжения разрешается:
— заваривать отдельные трещины и свищи, если в одном сечении будет не более одной заваренной трещины или одного заваренного свища, при условии их расположения не ближе одного метра по длине трубы. При наличии большого количества свищей или трещин или значительного коррозионного износа стенок (более 30% толщины) трубы заменяют новыми;
— заменять отдельные поврежденные участки труб длиной не менее 1 м с приваркой встык новых участков, на одной трубе должно быть не более одной вставки или двух стыков;
— заваривать оцинкованные трубы системы водоснабжения только газовой сваркой.
Трубы, отремонтированные ранее и не отвечающие требованиям настоящего пункта, заменяют.
13.2. Ремонт системы отопления
13.2.1. Котлы, расширители, калориферы и расширители-воздухоподогреватели снимают с вагона, промывают и осматривают, выявленные неисправности устраняют. При первом КР-1 после постройки, КР-2 или КВР, если при этом был поставлен новый котел, котлы и расширители снимают по техническому состоянию.
13.2.2. Котлы отопления при первом КР-1 без снятия с вагона очищают и через нижний промывной люк промывают. На вагонах с котлами без промывного люка отсоединяют отопительные трубы для тщательной промывки котла. При последующих КР-1 котлы снимают с вагона, разбирают, очищают, промывают и ремонтируют. Коррозионный износ наружных и внутренних стенок котла более 1/3 первоначальной толщины, предусмотренной конструкторской документацией, общей площадью более 0,2 м2 не допускается, изношенные места ремонтируют. Уплотняющие прокладки между барабанами котла и прогоревшие поддоны заменяют, колосниковые решетки ставят новые. Сальниковое уплотнение дымовой трубы на снятых котлах заменяют новым.
Полностью укомплектованные собранные котлы перед постановкой на вагон испытывают гидравлическим давлением 0,1 МПа (1 кгс/см2) с обстукиванием всех соединений.
Котлы комбинированного отопления ремонтируются со следующим обязательным объемом работ:
— демонтаж перемычек и нагревательных элементов;
— дефектация;
— ремонт нагревательных элементов;
— замена поврежденных деталей и сборочных единиц;
— подбор нагревательных элементов по группам;
— испытание.
Нагревательные элементы ремонтируются и испытываются Руководства по капитальному ремонту. Электрическое оборудование пассажирских вагонов N 030 ПКБ ЦЛ-03РК. Испытанные нагревательные элементы устанавливают в котел с созданием необходимого уплотнения.
После установки в котел нагревательных элементов при испытании его повышенным давлением проверяют отсутствие течи из-под уплотнений элементов.
13.2.3. Калориферы, расширители и расширители-воздухоподогреватели ремонтируют, неисправные заменяют.
Трубы калориферов с трещинами, свищами и коррозионными повреждениями заменяют новыми. Заваривание труб калориферов не допускается. При замене указанных труб оребрение их восстанавливают способом, обеспечивающим плотный контакт ребер с трубой.
В расширителях-воздухоподогревателях неисправные решетки в сборе с трубами должны заменять новыми.
Антикоррозийное покрытие воздухоподогревателей и расширителей восстанавливают цинкованием или другими видами покрытия согласно конструкторской документации.
После ремонта расширители-воздухоподогреватели и расширители испытывают наливом воды давлением 0,3 МПа (3 кгс/см2), неплотности устраняют.
13.2.4. Трубы системы отопления и подводку к калориферу промывают горячей водой с одновременной подачей воздуха в трубы давлением порядка 0,4 МПа (4 кгс/см2).
При первом КР-1 систему отопления ремонтируют по техническому состоянию. При втором и третьем КР-1 нижние отопительные трубы системы отопления разбирают и осматривают, негодные трубы ремонтируют или заменяют новыми, при этом особое внимание обращают на состояние труб в туалетах. Разбирают верхние трубы и производят замену подпольной трубы на новую.
При замене или ремонте труб системы отопления оребрение нижних труб восстанавливают по согласованной конструкторской документации; тепловую изоляцию верхних труб не восстанавливают.
При разборке труб резиновые или клингеритовые прокладки во фланцевых соединениях заменяют новыми. Наружные поверхности отопительных труб очищают от пыли и грязи, при этом особое внимание уделяют очистке межреберных промежутков оребренных труб. Окрашиванию подлежат трубы отремонтированные или новые.
Пыль и грязь за щитками нижних труб отопления удаляют.
13.2.5. Батареи водяного отопления, грязевики, обогреватели наливных труб, запасные водяные баки с вагонов снимают, осматривают, вываривают в синтетическом моющем растворе (ХС-2М, Лабомид и др., разрешенными к применению ОАО «РЖД») или растворе каустической соды от грязи, шлака и накипи, ремонтируют, негодные заменяют. Обогреватели наливных труб снимают при втором и третьем КР-1.
Батареи, грязевики и обогреватели наливных труб испытывают до постановки на вагон гидравлическим давлением 0,2 МПа (2 кгс/см2), запасные водяные баки испытывают наливом воды, неплотности устраняют.
13.2.6. Ящик для угля, дверки и замки дверок в тамбурах вагонов осматривают, очищают, при необходимости ремонтируют и окрашивают. Задние стенки ящиков для угля, имеющих механические повреждения или коррозионный износ, ремонтируют в соответствии с конструкторской документацией РП-447, М464 ПКБ ЦВ.
13.2.7. Термометры, гидрометры, манометры проверяют согласно п. 1.18.
13.2.8. Приборы — указатели уровня воды в котлах, на колонках горячего водоснабжения бойлеров вагонов-ресторанов (гидрометры) в случае выхода из строя заменяют.
Дистанционные термометры вагонов зарубежной постройки разрешается заменять на отечественные аналогичной характеристики.
Вместо неисправных и отсутствующих гидрометров разрешается устанавливать манометры с градуировкой от 0 до 0,06 МПа (0,6 кгс/см2) или от 0 до 0,1 МПа (1 кгс/см2). Панели, кронштейны, кожуха и камеры приборов-указателей снимают, осматривают, ремонтируют или заменяют новыми. Ртутные контактные термометры ремонтируют согласно Руководству по капитальному ремонту. Электрическое оборудование пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
13.2.9. Изоляцию каналов для укладки труб в полу и в кожухах для грязевиков проверяют, при необходимости восстанавливают.
13.2.10. Кожуха грязевиков ремонтируют или заменяют новыми.
13.2.11. Ручные и электрические циркуляционные насосы снимают и разбирают. Все детали обмывают, осматривают, при необходимости ремонтируют. Исправность насосов проверяют в рабочем состоянии.
13.2.12. Собранную сеть отопления, при отключенном котле, и расширители испытывают вместе с калорифером гидравлическим давлением, величина которого должна поддерживаться в течение 30 мин 0,2 МПа (2 кгс/см2). Вагоны, имеющие в системе клинкерные задвижки (лудло), испытывают без контроля падения давления на все время испытания и осмотра сети отопления.
13.2.13. Плитки для приготовления пищи:
— плитки для приготовления пищи снимают, очищают, осматривают и ремонтируют. В случае наличия повреждений, не подлежащих ремонту, плитки заменяют новыми по конструкторской документации на вагон;
— конфорки, колосниковые решетки, дверцы люков, имеющие трещины, отколы, коробление, заменяют. Отсутствующие конфорки устанавливают;
— петли, ручки люков плиток осматривают и ремонтируют, недостающие устанавливают, поврежденную изоляцию заменяют.
13.2.14. Топки котлов очищают от сажи и окалины.
13.2.15. Дымовытяжные трубы, флюгары дымовытяжных труб, противопожарные разделки дымовытяжных труб снимают с вагона. Противопожарные разделки труб котла, титана и бойлера, встроенные в крышку люка над котельным отделением, демонтируют с вагона вместе с крышкой.
С дымовытяжных труб снимают металлические кожухи, асбестовый наполнитель. Проверяют кронштейны крепления труб, ослабленные укрепляют, неисправные кронштейны ремонтируют или заменяют новыми.
Дымовытяжные трубы титанов, кухонных плит, плиток и бойлеров, устанавливаемые на вагоны, должны иметь толщину стенок согласно конструкторской документации, но не менее 2 мм. При толщине стенок труб менее 2 мм их заменяют новыми по конструкторской документации проектов М 1390, М 1429 ПКБ ЦВ.
Флюгары, противопожарные разделки, дымовытяжные трубы очищают, обмывают, осматривают. При коррозии более 30% толщины их ремонтируют или заменяют новыми по чертежам завода-изготовителя или ПКБ ЦЛ. Ремонт указанных сборочных единиц разрешается производить путем замены отдельных поврежденных элементов новыми, приваркой их сплошным швом с последующей зачисткой.
Противопожарные разделки дымовытяжных труб, встроенные в крышку люка, осматривают и при наличии повреждений (прогаров, коррозии или других дефектов) вскрывают нижний лист крышки для ремонта разделок, замены или пополнения негорючего наполнителя.
Все флюгары дымовытяжных труб должны соответствовать конструкторской документации завода-изготовителя или М 215.00.00.000 ТУ 32 ЦВ 1077-78 ПКБ ЦВ.
13.2.16. Паропроводную магистраль у вагонов заглушить. Концевые краны и полусцепки — демонтировать.
13.3. Ремонт системы водоснабжения
13.3.1. Водяные баки снимают, разбирают, осматривают, промывают раствором технической соляной кислоты и углекислого калия. Баки при необходимости ремонтируют, волнорезы восстанавливают. Внутренние поверхности водяных баков должны быть очищены от грязи и шлама, стальные баки заменяют на баки из нержавеющей стали.
Баки из нержавеющей стали при первом КР-1 после постройки или КВР осматривают и промывают на месте со снятием крышек люков.
Перед постановкой на вагон теплоизоляцию баков, помещающихся над потолком с нетормозного конца, восстанавливают в соответствии с конструкторской документацией.
13.3.2. Водяные баки вагонов-ресторанов, в том числе баки из нержавеющей стали в кухне, снимают, тщательно очищают и промывают (п. 12.3.1), при необходимости ремонтируют.
Баки из нержавеющей стали, с котловой стороны вагона-ресторана, осматривают и промывают на месте со снятием крышек люков; при необходимости ремонта баки демонтируют с вагона.
13.3.3. Трубы горячего и холодного водоснабжения, заполненные водой, осматривают, неисправные ремонтируют, негодные заменяют новыми, оцинкованными по ГОСТ 3262. Трубы горячего водоснабжения в кухне вагонов-ресторанов от водоподогревателя до бака горячей воды разбирают при каждом КР-1, очищают от накипи, ремонтируют, негодные заменяют новыми в соответствии с конструкторской документацией на вагон или стальными оцинкованными трубами.
13.3.4. Умывальные краны и краны моек снимают, разбирают, ремонтируют, пробки и клапаны притирают. Изломанные, просевшие пружины и изношенные, поврежденные резиновые прокладки заменяют. Алюминиевые краны полируют, бронзовые хромируют. Краны должны свободно открываться. Утечка не допускается.
13.3.5. Насосные агрегаты горячего водоснабжения, снабжения питьевой водой и пожаротушения снимают, разбирают, детали обмывают, осматривают, ремонтируют и испытывают на вагонах в рабочем состоянии. Разрешается у купейных вагонов постройки Германии до 1983 г. схему горячего водоснабжения при ремонте выполнять по схемам вагонов типа 47Д и 47К постройки Германии после 1983 года.
13.3.6. Бойлеры — водоподогреватели системы горячего водоснабжения — снимают при втором и третьем КР-1, очищают от накипи, промывают, осматривают, при необходимости ремонтируют и испытывают на вагонах в рабочем состоянии. Бойлеры — водоподогреватели вагонов-ресторанов, снятые для ремонта, испытывают гидравлическим давлением 0,2 МПа (2 кгс/см2).
13.3.7. Кожухи водоналивных головок ремонтируют. Заглушки головок и их цепочки восстанавливают.
13.3.8. Мойки служебных отделений снимают, ремонтируют. Мойки вагонов-ресторанов с поврежденным антикоррозионным покрытием, не поддающимся восстановлению, заменяют изготовленными из нержавеющей стали. Алюминиевые мойки или из нержавеющей стали очищают. Мойки служебных отделений и вагонов-ресторанов при первом КР-1 снимают при необходимости их ремонта.
13.3.9. Поврежденное эмалированное покрытие умывальных чаш и моек служебных отделений, унитазов и других эмалированных деталей восстанавливают эмалированием или заменяют новыми.
13.3.10. Фановые и сточные трубы при первом и втором КР-1 с вагонов снимают, вываривают и ремонтируют. Поврежденные деревянные кольца крепления унитаза и оцинкованные конусы внутри фановых труб заменяют. При третьем КР-1 фановые и сточные трубы заменить на новые.
13.3.11. Пробки умывальных чаш и цепочки снимают, обмывают, оцинковывают, отсутствующие пополняют. Хромировку болтов крепления умывальных чаш и ранее хромированных цепочек восстанавливают. Неисправные металлические пробки разрешается заменять пластмассовыми или резиновыми.
13.3.12. Фаянсовые умывальные чаши и унитазы разбитые, а также с трещинами заменяют. Разрешается замена негодных унитазов на новые, изготовленные согласно утвержденной документации.
13.3.13. Унитазы, спускной механизм с клапаном снимают, разбирают, все детали вываривают в синтетическом моющем средстве типа ХС-2М, Лабомид, МЛ, МС или другом аналогичном растворе, осматривают и ремонтируют. Детали спускных механизмов ремонтируют с восстановлением до чертежных размеров и оцинковывают. Спускные клапаны испытывают гидравлическим давлением 0,2 МПа (2 кгс/см2) в течение 1 мин. Металлические поддоны (чаши водяного затвора) оцинковывают или заменяют новыми. При сборке все соединения спускного механизма смазывают смазкой УСсА. Работу собранных унитазов проверяют до постановки на вагон. На вагонах отечественной постройки должен ставиться спускной клапан в соответствии с конструкторской документацией на вагон.
13.3.14. Комплексы экологически чистых туалетов ремонтируют в соответствии с требованиями документов на их ремонт, утвержденными в установленном порядке.
13.3.15. Кольца и крышки унитаза снимают, обмывают в синтетическом моющем растворе типа Лабомид, ХС-2М и др., разрешенными к применению ОАО «РЖД». Механизм подъема крышки унитаза ремонтируют. Стальную арматуру унитаза хромируют или оцинковывают, алюминиевую очищают.
13.3.16. Сливные трубы умывальных чаш и моек снимают, разбирают, очищают и ремонтируют. При третьем КР-1 заменяют новыми.
13.3.17. Водяной затвор сливной трубы умывальной чаши разбирают, детали промывают и осматривают. Поврежденное покрытие восстанавливают. Просевшую пружину и негодную резиновую шайбу заменяют. После сборки пружину и шарнирные соединения смазывают тонким слоем смазки ЦИАТИМ-203 ГОСТ 8773. Механизм опускания и подъема чаши затвора должен работать без заеданий и перекосов. Сливные трубы умывальных чаш должны иметь воронки для отогрева в соответствии с конструкторской документацией.
13.3.18. Бак системы охлаждения питьевой воды промывают водой, при наличии течи снимают, осматривают и ремонтируют.
13.3.19. Гибкие металлические шланги, шарнирный трубопровод и сетки душа заменяют новыми.
13.3.20. На вагонах габарита РИЦ и типа СВ, кроме вышеуказанных, выполняют следующие работы:
— угловые умывальные чаши купе, умывальные чаши туалетов и служебных отделений, имеющие отколы и трещины, заменяют. Допускаются сколы на невидимой части, не влияющие на конструктивную прочность. Разрешается ставить умывальные чаши отечественного производства;
— смесители холодной и горячей воды в туалетах, служебных отделениях, угловых умывальных чаш купе снимают, ремонтируют. Маховики заменяют. Разрешается ставить маховики отечественного производства взамен импортных;
— запорные краны умывальных чаш снимают, неисправные ремонтируют или заменяют, пробки кранов притирают, после установки кранов на место проверяют правильность их действия;
— резиновые шланги смесителей, поддонов, сливных труб умывальных и полоскательных чаш заменяют новыми, соответствующими по диаметру и толщине стенки чертежным.
Шланги крепят металлическими хомутами.
13.3.21. После ремонта вся система водоснабжения подлежит тщательной промывке водой, с последующей дезинфекцией сухим паром или раствором хлорной извести согласно технологической инструкции, утвержденной ПКБ ЦВ, ПКТБ(в) ЦТВР, ВНИИЖТ.
13.3.22. Установку пожарных кранов для подключения инвентарного шланга с целью отбора воды из системы водоснабжения производят по чертежам ПКБ ЦЛ.
13.3.23. Восстанавливают теплоизоляцию всех отремонтированных трубопроводов и резервуаров в соответствии с конструкторской документацией.
14. Ремонт кипятильников
14.1. Кипятильники снимают, разбирают и осматривают. Неисправные узлы и детали заменяют или ремонтируют.
14.2. С кипятильников снимают трехходовой кран с фильтром сырой воды, регулятор подачи сырой воды (поплавковая камера), питательный трубопровод со спускным краном, кран для отбора кипяченой воды, указатели уровня воды и термометры, трубчатые электронагревательные элементы (ТЭН) при комбинированном и электрическом отоплении, дверцы топки с запорным механизмом.
Дополнительно снимают другие узлы и детали, требующие ремонта или замены.
14.3. Вмятины на корпусе кипятильника, поплавковой камере и других деталях выправляют. При наличии износа стенок более чем на 1/3 по толщине, наличии запаянных свищей в конусе огневой камеры ее заменяют. Кипятильники, имеющие пробоины на корпусе, заменяют. Пробоины на корпусе кипятильника из нержавеющей стали ремонтируют аргонодуговой сваркой, с зачисткой сварного шва от шлака и брызг и последующей шлифовкой.
14.4. Внутренние поверхности кипятильника из нержавеющей стали, а также внутреннюю поверхность поплавковой камеры очищают от накипи растворами уксусной (1,2 л кислоты на 6 л воды), муравьиной (1,8 л кислоты на 5,4 л воды) или ингибированной соляной кислоты, промывают 0,5 — 2% содовым раствором, нагретым до температуры от 60 до 80 °C, и чистой теплой водой. Запрещается использовать раствор ингибированной соляной кислоты, концентрация которой более 7%.
При необходимости производят механическую очистку.
14.5. Трехходовой кран с фильтром сырой воды, спускной кран, кран для отбора кипяченой воды разбирают, промывают и осматривают.
14.5.1. Конусы (пробки) кранов с оборванными хвостовиками или изношенной резьбой заменяют. На рабочих поверхностях конуса и корпуса крана не должно быть рисок, раковин, выработок. Конус и корпус крана притирают. Собранные трехходовые краны проверяют на плотность под давлением воды 0,05 МПа (0,5 кгс/см2). При этом должно быть обеспечено легкое вращение конуса (пробки) крана. Наружную хромированную поверхность кранов и арматуры кипятильников восстанавливают.
14.5.2. Сетчатый фильтр после обмывки протравливают, лудят или оцинковывают. Фильтр с порванной сеткой и с другими механическими повреждениями заменяют.
14.5.3. Стеклянный колпак фильтра сырой воды промывают раствором уксусной (1,2 л кислоты на 6 л воды) или муравьиной (1,8 л кислоты на 5,4 л воды) кислоты. Колпак с трещинами и отколами заменяют.
14.5.4. Неисправные указатели уровня воды и термометры заменяют.
14.6. Регулятор подачи сырой воды разбирают, детали промывают и осматривают, полуду восстанавливают.
14.6.1. Поплавок, утративший герметичность, заменяют на пластмассовый.
Поплавки перед постановкой на место должны быть проверены на герметичность погружением на 10 — 15 мин в горячую воду с температурой от 50 до 80 °C. Наличие воздушных пузырьков не допускается.
14.6.2. Клапаны регулятора подачи сырой воды при механических повреждениях заменяют. Разрешается восстанавливать уплотнение клапана постановкой прокладки из листовой резины ГОСТ 17133.
14.7. Уплотнительную резину под съемной крышкой кипятильника заменяют новой ГОСТ 7338.
14.8. Трубчатые электронагревательные элементы ремонтируют в соответствии с Руководством по капитальному ремонту электрического оборудования пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
14.8.1. Трубчатые электронагревательные элементы осматривают, проверяют отсутствие обрыва спирали или пробоя на корпус; нагревательные элементы, имеющие указанные дефекты, заменяют новыми или отремонтированными.
14.8.2. У отремонтированных нагревателей проверяют сопротивление изоляции между жилами подводящего кабеля и корпусом нагревателя.
14.8.3. Резиновую прокладку под ТЭНом заменяют новой.
14.9. Топку, зольник, дверцы, колосниковую решетку и механизм встряхивания колосниковой решетки очищают от окалины и осматривают. Колосниковые решетки, имеющие трещины, отколы, коробление, заменяют. Заедание механизма встряхивания решетки не допускается. Разрешается ставить накладки на прогоревшие места дна топки. Прогоревший рассекатель восстанавливают.
14.10. Неисправные дверцы зольника и топки ремонтируют или заменяют. Слюду в смотровом окне дверцы заменяют новой по ГОСТ 13751. Запорный механизм должен легко и надежно запирать дверцу. Изношенную резьбу запорного механизма восстанавливают до чертежных размеров.
14.11. Собранный кипятильник испытывают на стенде в холодном состоянии. При этом клапан поплавка регулируют таким образом, чтобы уровень сырой воды в кипятильном пространстве был от 40 до 50 мм ниже верхнего края конуса водосборника. На водомерном стекле наносят нижнюю красную черту, на 5 мм ниже установившегося при этом уровня сырой воды в поплавковой камере. На водомерном стекле поплавковой камеры наносят верхнюю красную черту, соответствующую верхней кромке горловины конуса водосборника.
14.12. После ремонта кипятильник дезинфицируют сухим паром или раствором хлорной извести согласно технологической инструкции, утвержденной ПКБ ЦВ, ПКТБ(в) ЦТВР, ВНИИЖТ.
14.13. Окончательную приемку кипятильника в действии производят после установки на вагон.
15. Ремонт кухонных плит вагонов-ресторанов
на жидком и твердом топливе
15.1. Система подачи и регулирования жидкого топлива
15.1.1. Систему подачи и регулирования топлива кухонной плиты ремонтируют в соответствии с настоящим Руководством.
15.1.2. С вагона снимают противопожарные фильтры, электродвигатели топливного насоса и вентилятора, топливные насосы, фильтры чистой и грубой очистки, ТЭНы, дистанционный термометр бака горячей воды, горелки, электромагнитные вентили, вентилятор, нагревательный элемент, вмонтированный в топку плиты.
При необходимости снимают топливные баки, запорную арматуру топливной системы, трубопроводы, жидкостный выключатель, крышевый колпак и указатель уровня топлива.
15.1.3. Топливные баки очищают снаружи и испытывают на герметичность наливом горячей воды, течь не допускается. После этого баки продувают сухим сжатым воздухом.
15.1.4. При наличии трещин, свищей, проколов стенок или днища баков их демонтируют с вагона и ремонтируют сваркой путем постановки вставок или накладок.
Перед проведением сварочных работ баки пропаривают, все поврежденные места тщательно очищают до металла. После пропарки проверяют концентрацию паров дизельного топлива внутри бака индикатором взрывоопасности. Концентрация паров дизельного топлива в газовоздушной среде должна быть не более 300 мг/м3.
Допускается ремонтировать топливные баки электросваркой без пропарки, с предварительным продуванием и заполнением их углекислым газом или водой до места сварки.
15.1.5. Негодные мерные стекла на топливных баках заменяют. Допускается заменять мерные стекла на клинкерные ГОСТ 1663. При этом разрешается ставить два клинкерных стекла (верхнего и нижнего уровня).
15.1.6. Фильтры грубой и тонкой очистки разбирают, промывают в растворе синтетического моющего средства (СМС) типа ХС-2, Лабомид и др., разрешенными к применению ОАО «РЖД», и просушивают. Сетки, имеющие разрывы, заменяют латунными или бронзовыми с номером выше сотого ГОСТ 3187.
15.1.7. Обратный питательный клапан разбирают, проверяют на плотность и притирают к седлу корпуса.
15.1.8. Вентили и краны проверяют в действии. При неплотностях и течи топлива, не устраняемых затягиванием, вентили и краны разбирают и ремонтируют. Сальниковые набивки вентилей (кранов) топливной арматуры заменяют новыми по ГОСТ 5152. На отремонтированных и установленных кранах и вентилях сальники должны иметь запас на подтяжку не менее 50% от значения, предусмотренного конструкцией крана или вентиля. Краны и вентили должны работать без заеданий.
15.1.9. Соединения топливопроводов должны соответствовать требованиям чертежей завода-изготовителя и ГОСТ 24485, ГОСТ 24503, ГОСТ 23355, ГОСТ 15763.
В этих соединениях используют кольца после отжига, изготовленные из меди ГОСТ 859, и прокладки из морозостойкой и маслобензостойкой резины ГОСТ 7338 или ТУ 38.005.295-88, пригодной для применения в среде дизельного топлива. В качестве подметочного материала применяют асбестовый плетеный шнур ГОСТ 1779, пропитанный антифрикционной массой, состоящей из талька и графита.
15.1.10. Топливные насосы с электрическим и ручным приводом разбирают, детали промывают в СМС типа ХС-2, Лабомид и др., просушивают.
Трещины в корпусах, деталях заваривают. Клапаны притирают к посадочным седлам, порванные прокладки заменяют новыми. Неисправные пластмассовые клапаны ручных насосов разрешается заменять на бронзовые. Неремонтопригодные топливные насосы с электрическим приводом заменяют.
15.1.11. Допускается замена ручного насоса типа AI-Б на насос другого типа с соответствующей характеристикой по согласованию с ЦЛ ОАО «РЖД».
15.1.12. Электродвигатель топливного насоса ремонтируют в соответствии с Руководством по капитальному ремонту электрического оборудования пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
15.1.13. Противопожарные фильтры расходного и основного топливных баков, снятых с вагона, разбирают, промывают в синтетическом растворе типа ХС-2, Лабомид и др., просушивают и собирают.
15.1.14. Смотровые люки вскрывают, систему трубопроводов очищают и продувают сухим сжатым воздухом, пропущенным через масловлагоотделитель под давлением от 0,3 до 0,4 МПа (от 3 до 4 кгс/см2) в течение от 3 до 5 мин.
15.1.15. Снятые для ремонта топливные баки, трубопроводы, запорную арматуру, топливные насосы перед установкой на вагон испытывают на герметичность водой избыточным давлением 0,2 МПа (2 кгс/см2) и продувают сухим, сжатым воздухом.
15.1.16. Проверяют состояние крепления баков и топливной аппаратуры. Ослабление гаек и винтов не допускается.
15.1.17. Пульты и щиты управления нагревательными элементами перед ремонтом продувают воздухом от пыли. Неисправные панели ремонтируют. При невозможности ремонта заменяют.
При механических повреждениях пульта управления металл выправляют. Неисправные двери заменяют. Проводят окраску поврежденных мест.
15.1.18. Топливную горелку, снятую с вагона, разбирают, детали и узлы очищают, осматривают и дефектуют.
Нижний и внутренний конусы, шамотное кольцо, катализатор головки горелки, имеющие трещины, прожоги, раковины, заменяют новыми. Катализатор горелки может быть изготовлен в соответствии с ТУ 32 ЦВ 1161-79 из чугуна марки СЧ12-28 ГОСТ 1412. Резиновую прокладку между крышкой и корпусом заменяют новой.
Конусные вставки горелки должны быть изготовлены из листовой жаропрочной стали ХН75МБТЮ, 2Н60ВТ или другой марки ГОСТ 5632, выдерживающей температуру нагрева от 800 до 1200 °C.
Сваривать внутренний конус и стакан головки горелки необходимо в инертных газах неплавящимся вольфрамовым электродом на постоянном токе обратной полярности с присадочными электродами ГОСТ 9466, ГОСТ 10052. Плиту горелки крепят через асбестовую прокладку ГОСТ 2198 толщиной не менее 5 мм.
15.1.19. Магнитный вентиль горелки разбирают, пружину, регулирующий винт и спускной болт промывают, осматривают. Пружины с изломами и болты с сорванной резьбой более двух ниток заменяют.
Топливные каналы магнитного вентиля очищают от загрязнений.
Поршень должен перемещаться по втулке легко, без заеданий.
Винты с сорванной, смятой резьбой, разработанными прорезями под отвертку, забоинами на головках (имеющие одну из указанных неисправностей) заменяют.
Проверяют крепление регулирующей шкалы воздуха и топлива.
После сборки контролируют цепь магнитной катушки вентиля. При подключении электрического тока вентиль должен срабатывать в диапазоне от 95 до 140 В постоянного тока.
15.1.20. Поплавковый регулятор горелки разбирают, рычажки поплавка и иглу вентиля проверяют на подвижность, заедания не допускаются. Поплавок проверяют на плотность погружением в теплую воду от 40 до 50 °C, наличие воздушных пузырьков не допускается.
На отремонтированный поплавковый регулятор после сборки ставят пломбу, а регулировочные винты окрашивают в красный цвет эмалью МЛ-152 ГОСТ 18099 или ПФ-115 ГОСТ 6465.
15.1.21. Вентилятор подачи воздуха для горения осматривают. Трещины, выбоины, раковины, изгибы поверхности вентилятора, подрезы кромки лопаток не допускаются.
Регулятор подачи воздуха проверяют. Несовпадение показаний делений шкалы и контрольной риски не допускается.
Электродвигатель вентилятора ремонтируют в соответствии с Руководством N 030 ПКБ ЦЛ-03РК.
Зазор между корпусом горелки и вентилятором должен быть от 1 до 1,5 мм.
15.1.22. После окончания ремонта систему отопления жидким топливом собирают, регулируют и испытывают.
15.1.23. Меры техники безопасности и пожарной безопасности:
Разборка, ремонт, сборка и испытание системы жидкостного отопления плит кухонь вагонов-ресторанов должна выполняться работниками, прошедшими инструктаж и имеющими соответствующее разрешение (удостоверение).
В целях предотвращения выброса пламени запрещается снимать крышки и конфорки над топкой при работающей горелке плиты кухни вагона-ресторана.
Заправку топливных баков (не более 95% их объема) производят не менее чем два работника, при этом обращаться с открытым огнем запрещается.
При загорании топлива в системе жидкостного отопления для тушения пламени допускается применять все средства пожаротушения (огнетушители, песок и т.д.), кроме воды.
При разжигании не разрешается переполнение горелки топливом выше, чем на 10 мм сверх сетки катализатора.
При ремонте электрооборудования жидкостной системы отопления кухни должны соблюдаться должностные инструкции для слесаря-электрика и других профессий.
15.2. Кухонные плиты
15.2.1. Кухонные плиты осматривают и приводят в исправное состояние. При значительных повреждениях (прогарах) разрешается алюминиевые плиты заменять стальными в соответствии с конструкторской документацией М 1149 ПКБ ЦЛ.
15.2.2. Жарочную поверхность плиты, корпус плиты, жарочные и тепловые шкафы, топку, зольник с поддувалом, дымоходы очищают и осматривают.
15.2.3. Чугунные плитки жарочной поверхности, колосниковые решетки и конфорки, имеющие трещины, отколы, коробление, а также духовки (шкафы), имеющие прогары, заменяют.
15.2.4. Дверцы тепловых, жарочных шкафов и топок, их петли, ручки, рычаги заслонок дымоходов осматривают и ремонтируют, недостающие пополняют.
Заслонки, не устанавливающиеся в нужное режимное положение, ремонтируют.
Противни при повреждении коррозией заменяют новыми.
15.2.5. Эмалированные экраны, дверцы духовок плит снимают, очищают, вываривают в растворе моющих средств (ХС-2, Лабомид и др., разрешенных к применению ОАО «РЖД»), осматривают и ремонтируют; при наличии повреждений эмали площадью более 10 см2 они подлежат восстановлению эмалировкой.
Восстановление незначительных повреждений эмалированного покрытия на поверхностях облицовки плиты кухни и других деталях разрешается производить согласно п. 21.10 настоящего Руководства.
Допускается оставлять без замены щиты, имеющие точечные рассредоточенные повреждения эмалированной поверхности.
15.2.6. Устройство воздушной завесы перед кухонной плитой для защиты от теплоизлучения проверяют в рабочем состоянии, при необходимости ремонтируют.
15.2.7. Решетки над плитой, кастрюледержатели осматривают, при необходимости ремонтируют.
15.2.8. Водонагреватель, вмонтированный в топку плиты кухни, и водоспускной трубопровод из водонагревателя, демонтируют для очистки и ремонта при каждом КР-1.
15.2.9. Поврежденную футеровку (кирпичную кладку) кухонных плит восстанавливают. Для футеровки применяют огнеупорные изделия ГОСТ 6024 и шамотный раствор (четыре части молотого шамота с зерном не более 1,5 мм, одна часть огнеупорной белой глины и одна часть цемента ГОСТ 11052). Из шамотного раствора также изготавливают огневое кольцо головки горелки.
15.2.10. Обмуровка футеровки плиты кухни и упорная рама для установки зольника (тонки) и горелки должны позволять переоборудование плиты с жидкого топлива на твердое. Футеровка после нанесения раствора сушится в течение от 1 до 3 суток.
Замазывать трещины и повреждения обмуровки асбестом не допускается. Зазоры между кирпичами должны быть не более 5 мм.
15.2.11. Люк для доступа к водоспускной трубке из водонагревателя, вмонтированного в топку, снимают, осматривают, ремонтируют и ставят на место с тщательным уплотнением согласно конструкторской документации, при этом подсос воздуха в дымоход не допускается.
15.2.12. Регуляторы и заслонки в дымоходах, водонагревателе, духовках плиты кухни должны свободно без заеданий устанавливаться в каждое режимное положение.
15.3. Газовые и электрические плиты ремонтируют в соответствии с требованиями документов на их ремонт.
16. Требования пожарной безопасности к ремонту вагонов
16.1. Ремонт всех типов пассажирских вагонов должен обеспечивать требуемый уровень противопожарной защиты.
16.2. Материалы, оборудование и конструктивное выполнение деталей, применяемых при ремонте пассажирских вагонов, должны соответствовать требованиям пожарной безопасности ВНПБ-03.
16.3. В процессе ремонта при замене потолков, подшивки крыши, каркасов диванов, спальных полок, воздуховода вентиляционной установки должны использоваться негорючие материалы. При замене багажных полок, мебели, рундуков, обшивки продольных и тамбурных стен, дверей, деревянных закладных деталей, перегородок и обрешетки стен и крыши возможно помимо негорючих использовать и трудногорючие материалы. Трудногорючие и трудновоспламеняемые материалы используют при замене гидроизоляции, диффузоров, комплектующих вставок и звукоизолирующих элементов вентиляционной установки, теплоизоляции труб водоснабжения, баков водоснабжения и труб отопления. Замену обшивки диванов и кресел, покрытий полов, облицовки поверхностей стен, перегородок, багажных полок, рундуков и мебели производят из материалов, медленно распространяющих пламя.
16.4. При проведении ремонта вывод дымовытяжных труб котлов, бойлеров, кипятильников и плиток наружу вагона должен производиться через специальные противопожарные разделки, которые должны удовлетворять требованиям, указанным в пп. 16.4.1 — 16.4.5 настоящего Руководства.
16.4.1. Разделки дымовытяжных труб, проходящих сквозь негорючие конструкции вагона, должны иметь металлический экран (кожух) замкнутого контура с изоляцией из негорючего материала толщиной не менее 8 мм. Зазор между дымовытяжной трубой и металлическим экраном должен составлять:
— для труб диаметром не более 90 мм — не менее 8 мм;
— для труб диаметром не более 120 мм — не менее 12 мм;
— для труб диаметром не более 260 мм — не менее 25 мм.
16.4.2. Противопожарные разделки дымовых труб, установленные в крыше, должны исключать возможность проникновения через них искр внутрь вагона.
16.4.3. Набивку противопожарных разделок должны полностью восстанавливать из негорючих материалов.
16.4.4. Кольца теплового экрана противопожарных разделок после их монтажа на вагоне должны плотно прилегать к крыше вагона. Зазоры не более 3 мм между кольцами разделок и крышей устраняют уплотнением из негорючего материала, зазоры более 3 мм не допускаются.
16.4.5. После демонтажа противопожарных разделок проверяют состояние ниш, покрытых металлической обшивкой по негорючему материалу, и деревянных брусков, обшитых негорючим материалом и металлическим листом. Слабо укрепленную металлическую обшивку вскрывают для восстановления изоляции из листового материала. Металлическую обшивку, прогоревшую или прокоррозированную более чем на 30% толщины, заменяют новой. Неисправные (с трещинами, гнилью и т.п.) деревянные бруски заменяют. Дымовытяжные трубы на всем протяжении внутри вагона должны быть изолированы негорючими или трудногорючими материалами или закрыты экранами с воздушными прослойками.
16.5. Горловина зонта плиты кухни не должна иметь неплотностей.
16.6. Все вновь устанавливаемые на вагон деревянные конструкции стен, потолков, крыши в котельном отделении, кухне вагонов-ресторанов, нише кипятильника и нишах электрощитов должны быть защищены от возгорания металлическим листом по негорючему материалу толщиной не менее 5 мм. За кухонной плитой и электропечами высоковольтного отопления должен быть установлен экран из негорючего материала и листа ОЦ Б-ПН-НО-0,5 ГОСТ 19903/ОН-Кр-1 ГОСТ 14918.
Состояние металлической обшивки в указанных помещениях проверяют, с ослабленным креплением вскрывают, изоляцию восстанавливают из негорючего материала. В случае необходимости листы обшивки, имеющие коррозионные или другие повреждения, заменяют.
16.7. Все новые деревянные детали, обрешетки и деревоплиты пола и стен, устанавливаемые на вагоны вновь после вскрытия кузова, должны быть покрыты комплексными биоогнезащитными составами или антипиренами согласно разделу 10 настоящего Руководства.
16.8. В соответствии с Инструкцией по обеспечению пожарной безопасности в вагонах пассажирских поездов ЦЛ-ЦУО/448 и конструкторской документацией пассажирские вагоны должны быть оборудованы специальными кронштейнами для огнетушителей, установленными в определенных местах для каждого типа вагона (в количестве от 2 до 6 штук) в зависимости от наличия водяного, комбинированного, высоковольтного электрического отопления, а также кухонных плит на жидком или твердом топливе и других факторов.
Состояние кронштейнов крепления огнетушителей проверяют. Кронштейны неисправные ремонтируют, хромируют или окрашивают в соответствии с чертежами, непригодные к ремонту заменяют, недостающие пополняют. У вагонов постройки Германии нестандартные кронштейны для огнетушителей заменяют, независимо от их состояния, стандартными для вагонов отечественной постройки.
16.9. На неметаллические материалы, применяемые во внутреннем оборудовании пассажирских вагонов, должны быть документально подтвержденные испытаниями пожаротехнические характеристики, включающие показатели горючести, распространения пламени, дымообразующей способности и токсичности газообразных продуктов горения в соответствии с ГОСТ 12.1.044, а также в соответствии с требованиями пожарной безопасности ВНПБ-03.
Вновь применяемые в конструкциях вагонов неметаллические материалы и системы противопожарной защиты должны быть согласованы с ГУП ВО ЖДТ РФ, Главным государственным санитарным врачом железнодорожного транспорта Российской Федерации, иметь сертификат пожарной безопасности и гигиеническое заключение.
16.10. Требования к противопожарным обустройствам остальных сборочных единиц вагонов изложены в соответствующих разделах настоящего Руководства с учетом требований, изложенных в разделах 3, 4, 5, 6, 7, 9 Ведомственных норм пожарной безопасности ВНПБ-03.
16.11. Требования к электропроводкам должны соответствовать Указаниям по применению марок кабельных изделий для выполнения электропроводок в пассажирских вагонах локомотивной тяги и вагонах-электростанциях (приложение 6 ВНПБ-03), ТУ 16-705-465-87. Электропроводка должна выполняться согласно ВНПБ-03 (таблице 1, примечанию к таблице 1).
16.12. Требования к конструкциям для выполнения монтажа кабельных изделий к электропроводкам должны соответствовать ВНПБ-03.
Перечень материалов, рекомендуемых взамен асбестосодержащих в конструкциях, сборочных единицах и деталях подвижного состава, и перечень огнезащищенных материалов для внутренних конструкций пассажирских вагонов, применяемых при производстве капитальных ремонтов, приведены в таблицах 4 и 5.
Таблица 4
Перечень материалов, рекомендуемых взамен
асбестосодержащих в конструкциях, сборочных единицах
и деталях пассажирских вагонов
|
Наименование конструкции, сборочной единицы и детали пассажирского вагона |
Наименование заменяемого асбестосодержащего материала, обозначение стандарта, ТУ |
Наименование безасбестового материала, обозначение стандарта, ТУ |
Ориентировочная стоимость, руб. |
Предприятие-изготовитель или поставщик |
|
1 |
2 |
3 |
4 |
5 |
|
Огнезадерживающие перегородки и фрамуги, подшивка потолков пассажирских вагонов; противопожарная теплоизоляционная облицовка и экранирование: котельного отделения, дымовых и выхлопных труб; желобов каналов вентиляции и электропроводки; ящиков аккумуляторных батарей |
Картон асбестовый ГОСТ 2850-95 |
Материал прессованный марок МПБ, МПБ-Г, МПС на основе супертонкого базальтового и стеклянного волокна ТУ 21-53289-81-08-93 |
45 — 60 за 1 м2 |
ЗАО ТД «Ивотстекло» 241035, г. Брянск м/р-н Московский, д. 44 т. (0832)56-55-55, 57-85-41 |
|
Прокладки теплоизоляционные строительного назначения ТУ 21-53289-81-06-92 |
15 за 1 м2 |
|||
|
Материал базальтовый вязально-прошивной МБВП толщ. 5 мм ТУ 5761-004-13062592-00 |
60 за 1 м2 |
ООО «НПТО «КОРДА» 117218, г. Москва, Б. Черемушкинская, д. 25 т. 127-90-19, т/ф 124-38-10 |
||
|
Базальтовый картон БВТМ-К толщ. 5 — 10 мм ТУ 95.2691-98 |
5500 — 7000 за 1 м3 |
|||
|
Картон на основе кремнеземного волокна КВ-11 ТУ 6-48-115-94 |
150 за 1 м2 |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
||
|
Вязально-прошивное полотно ПВП-КТ-11 толщ. 1,0 — 3,0 мм ГОСТ 13863-89 |
300 за 1 п.м |
|||
|
Иглопробивной электротеплоизоляционный огнестойкий материал НТМ-А (на сетке) ТУ 63-070-ОП-128-95 |
300 за 1 м2 |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково Моск. обл. ул. Заводская, д. 1 т. 262-19-81 |
||
|
Фосфостеклотекстолит, толщ. 1,8 — 3,0 мм, ТУ 595202-057-117739-98-2003 |
270 за 1 м2 |
НТЦ «Бакор» 142171, г. Щербинка, Моск. обл. ул. Южная, д. 17, т. 940-90-62 |
||
|
Противопожарные разделки труб котла, кипятильника; теплоизолирующие прокладки электрооборудования, дугогасящая облицовка ящиков подвагонного оборудования, межвитковая электроизоляция катушек тяговых двигателей |
Бумага асбестовая ГОСТ 23779-95 |
Огнестойкий нетканый материал ТО НТМ ТУ 00302480-085-96 |
80 за 1 м2 |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково, Моск. обл. ул. Заводская, д. 1 т. 262-19-81 |
|
Бумага на основе кремнеземного волокна КВ-11 — опытная |
300 за 1 кг |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
||
|
Теплоизоляционный композиционный материал ФРИТЕКС-910 ТУ 2576-064-05766936-2002 |
116 за 1 м2 |
ОАО «Фритекс» 150003 г. Ярославль, ул. Советская, д. 79 т. (0852)25-42-84, 25-54-45 |
||
|
Слюдяная бумага БИЖФА тепло-электроизоляционная ТУ 3491-045-00281915-98 |
132 за 1 кг |
ЗАО НПК «Ермакхим» 125371 г. Москва, Волоколамское ш., д. 95 корп. 2, к. 2 т. 490-90-73, 491-89-26 |
||
|
Микалекс пластинчатый высокочастотный ТУ 21-25-48-83 |
600 за 1 кг |
|||
|
Местная тепло- и электроизоляция обмоткой подводов и выходов проводов калориферов и силового электрооборудования; теплоизоляция неохлаждаемых труб и газовых коллекторов |
Ленты асбестовые электро- и теплоизоляционные ГОСТ 14256-2000 |
Ленты на основе кремнеземного волокна: КЛ-11, шир. от 1,5 до 9,4 см ТУ 6-11-51-90; КЛШ-11-290-ТО, шир. 29,0 см ТУ 5952-158-05786904-00 |
8,5 — 25 за 1 п.м 30 за 1 п.м |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
|
Слюдопластовая лента на основе бумаги из фторфлогопита ЛИсК ТУ ОЯШ 503.011 |
42 за 1 п.м |
ВНИИСИМС 601650 г. Александров, Владимирской обл., ул. Институтская, д. 1 т. (09244)92-208, 584-58-34 |
||
|
Стеклослюдопластовая лента ЛИсР-Т на основе стеклоткани ТУ ОЯШ 503.012 |
28 за 1 п.м |
|||
|
Пожаробезопасное и термостойкое уплотнение труб отопления, кипятильника; сальниковая набивка и уплотнение в водяных насосах, турбокомпрессорах; противопожарная изоляция дымовых труб, бандажировка электропроводов, заполнитель полостей полюсов тяговых двигателей |
Шнуры асбестовые ГОСТ 1779-83 |
Шнур базальтовый теплоизоляционный БТШ ТУ 5769-031-05328981-02 |
12 — 17 за 1 п.м |
ЗАО ТД «Ивотстекло» 241035, г. Брянск м/р-н Московский, д. 44 т. (0832)56-55-55, 57-85-41 |
|
Шнуры кремнеземные с наполнением из термостойкого холста ШКНХ, диаметром от 10 до 50 мм ТУ 5952-168-05786904-02 |
65 — 300 за 1 п.м |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
||
|
Шнуры полые ШК кремнеземные, ТУ 6-48-05786904-191-01 |
70 — 280 за 1 п.м |
|||
|
Набивки плетеные уплотнительные НГФ («Графлекс») ТУ 5728-004-17172478-99 |
415 за 1 кг |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
||
|
Высокотермостойкие прокладки: труб, вентилей, задвижек котельного отделения горячего водоснабжения, пневморегулятора тормозного оборудования, редукторов колесных пар; уплотнения фланцевых соединений водяной, топливной, масляной и воздушной систем дизелей |
Паронит и прокладки из него ГОСТ 481-80 |
Прокладки фланцевые неармированные ПГФ («Графлекс») ТУ 5728-016-13267785-99 |
412 за 1 кг |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
|
Слюдопласт электрожаростойкий конструкционный марки ЭЖКАХ на основе слюды мусковит и алюмохромфосфатного связующего ТУ 3492-005-53359681-2001 |
875 за 1 кг |
ЗАО НПК «Ермакхим» 125371 г. Москва, Волоколамское ш., д. 95 корп. 2, к. 2 т. 490-90-73, 491-89-26 |
||
|
Прокладки газовоздушных стыков выхлопных патрубков и коллекторов дизелей |
Листы асбостальные ГОСТ 12856-96 |
Прокладки фланцевые армированные ПАГФ («Графлекс») ТУ 5728-011-13267785-99 |
655 за 1 кг |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
|
Термостойкие уплотнительные армированные композиционные материалы Фритекс-702, Фритекс-703 и прокладки из них. ТУ 2577-054-05766936-2003 |
660 за 1 м2 |
ОАО «Фритекс» 150003 г. Ярославль, ул. Советская, д. 79 т. (0852)25-42-84, 25-54-45 |
||
|
Негорючие термо- и дугостойкие стенки, перегородки, крышки дугогасильных камер силового электрооборудования, быстродействующих выключателей, цепей отопления, ящиков подвагонного оборудования |
Доски асбоцементные электротехнические дугостойкие ГОСТ 4248-92 |
Микалекс огнеупорный на основе флогопита ТУ 21-25-48-83 |
650 за 1 кг |
ЗАО НПК «Ермакхим» 125371 г. Москва, Волоколамское ш., д. 95 корп. 2, к. 2 т. 490-90-73,491-89-26 |
|
Новомикалекс на основе фторфлогопита — опытный |
780 за 1 кг |
ВНИИСИМС 601650 г. Александров, Владимирской обл., ул. Институтская, д. 1 т. (09244) 92-208, 584-58-34 |
||
|
Фосфостеклотекстолит ТУ 595202-057-117-73998-2003 |
270 за 1 м2 |
НТЦ «Бакор» 142171, г. Щербинка Моск. обл. ул. Южная, д. 17, т. 940-90-62 |
||
|
Противопожарная изоляция: дымовых труб кипятильника, бойлера; металлорукавов электропроводки, желобов вентиляции; чехлы для силовых электрокабелей |
Ткани асбестовые ГОСТ 6102-94 |
Ткани кремнеземные КТ-11, толщ. 0,35 — 0,67 мм ТУ 5952-151-05786904-99 |
150 — 200 за 1 п.м |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка |
|
Многослойная кремнеземная ткань К11Тр-1,1 ТУ 6-48-104-94 |
300 за 1 п.м |
|||
|
Ткань базальтовая ТБК-100, толщ. 0,2 мм, ТУ 5952-027-002049-49-95 |
32 за 1 м2 |
ООО «НПТО «КОРДА» 117218, г. Москва, Б. Черемушкинская, д. 25 т. 127-90-19 |
||
|
Ткань базальтовая теплоизоляционная ТБК-100, ТУ 5952-027-002049049-25 |
20 за 1 м2 |
ОАО «Судогодский базальт» 601351 г. Судогда, Владимирской обл. ул. Коммунистическая, д. 1 т. (09235)219-95, 215-57 |
||
|
Ткань базальтовая конструкционная БТ-11, ТУ 5952-031-00204949-95 |
40 за 1 м2 |
|||
|
Теплозащитный огнестойкий нетканый материал ТО НТМ ТУ 00302480-085-96 |
80 за 1 м2 |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково Моск. обл. ул. Заводская, д. 1 т. 262-19-81, 975-83-52 |
Таблица 5
Перечень огнезащищенных материалов для внутренних
конструкций пассажирских вагонов, применяемых
при производстве капитальных ремонтов
|
Наименование элементов конструкций |
Наименование материала |
Обозначение стандарта, ТУ |
Пожаротехнические характеристики |
Предприятие-изготовитель; предприятие-поставщик |
|
Облицовка потолка |
Металлопласт |
ТУ-14-116-35-98 |
негорючий |
ООО ЛМЗ «Металлоцентр» 618900, г. Лысьва, Пермской обл., ул. Металлистов, д. 1 |
|
Облицовка стен и перегородок |
Декоративный бумажно-слоистый пластик (ДБСП) «Манминит» |
ТУ 400-1-18-84 |
Медленно распространяющий пламя |
ОАО «Мосстройпластмасс» 141004, г. Мытищи, Московской обл., ул. Силикатная, д. 19 |
|
Перегородки |
Плиты фанерные трудногорючие атмосферостойкие |
ТУ 5518-002-00273235-96 |
Трудногорючий |
ЗАО «Архангельский фанерный завод» 164900, г. Новодвинск, Архангельской обл., ул. Фронтовых бригад, д. 30 |
|
Фанера трудногорючая для вагоностроения |
ТУ 13-972-98 |
Трудногорючая медленно распространяющая пламя |
ОАО «Фанерный завод «Власть труда» 442130 г. Нижний Ломов, Пензенской обл., пер. Широкий, 31 |
|
|
Покрытие пола |
Покрытие поливинилхлоридное декоративное «Транслин» ТН-В 2,5 мм |
ТУ 5770-008-18009705-96 |
Медленно распространяющий пламя |
ЗАО «Стройполимер» 143044 Московская обл., Одинцовский р-он, п. Хлюпино |
|
Линолеум поливинилхлоридный трудногорючий |
ТУ 5771-019-00282323-98 |
Трудногорючий, медленно распространяющий пламя |
ОАО комбинат «Полимерстрой-материалы» 446300 г. Отрадный, Самарской обл., Промзона |
|
|
Обивка полок и диванов |
Винилискожа-Т обивочная уменьшенной пожароопасности |
ТУ 17-21-561-86 |
Медленно распространяющий пламя |
ОАО «Искож-Тверь», 170000 г. Тверь, ул. Индустриальная, д. 13 |
|
Винилискожа-ТР обивочная с пониженной пожароопасностью |
ТУ 8714-160-05790484-2001 |
Медленно распространяющий пламя |
ЗАО НПО «Искож» Республика Башкортостан 452950 г. Нефтекамск, ул. Магистральная, 2 |
|
|
Полотно мебельное ворсовое пониженной горючести |
ТУ 839170-045-41114558-99 |
Медленно распространяющий пламя |
ООО ПФ «КАДОТЕКС-2000» 127299, г. Москва, ул. Космонавта Волкова, д. 20 |
|
|
Ткань синтетическая занавесочная трудногорючая «Простор» |
ТУ 17 РФ 83-12-92 |
Трудногорючая |
||
|
Ткань х/б полушерстяная обивочная арт. 18712 «Комфорт» |
ТУ 8315-010-00320957-02 |
Трудногорючая |
||
|
Ткань мебельная жаккардовая |
ТУ РФ 05137420-002-01; ГОСТ 24220-80 |
Трудногорючая |
||
|
Ткань шерстяная обивочная «Лира» пониженной горючести |
ТУ 17 РФ 67-08-94; ГОСТ 24220-80 |
Медленно распространяющая пламя |
||
|
Прокладка между мягкой набивкой и обивкой диванов и полок |
Ткань «Молескин» с огнезащитной пропиткой» Арт. С-28 ЮД |
ГОСТ 11209-85 |
Трудногорючий, медленно распространяющий пламя |
ОАО «Родники-Текстиль» г. Родники, Ивановской обл. ул. Советская, 20 |
|
Материал базальтовый огнезащитный рулонный (МБОР-5) |
ТУ 5769-003-48588528-00 |
Негорючий |
ОАО «Тизол» 624223 Свердловская обл. г. Нижняя Тура, ул. Малышева, 59 |
|
|
Полотно нетканое «Огнетекс» для пассажирских вагонов |
ТУ 8397-016-47159340-2001 |
Негорючий |
ООО ПФ «КАДОТЕКС-2000» 127299, г. Москва, ул. Космонавта Волкова, д. 20 |
|
|
Теплозащитный огнестойкий нетканый материал ТО НТМ |
ТУ 00302480-085-96 |
Негорючий |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково Моск. обл. ул. Заводская, д. 1 т. 262-19-81, 975-83-52 |
|
|
Изоляция кузова вагона |
Плиты теплоизоляционные из стеклянного штапельного волокна URSA или ISOVER |
ТУ 5763-002-00287697-97 |
Трудногорючий |
ОАО «Флайдерер-Чудово», 174210 г. Чудово Новгородской обл., ул. Восстания, 10 |
|
Плиты теплоизоляционные из минеральной ваты на синтетическом связующем |
ТУ 5762-010-04001485-96 |
Негорючий |
ЗАО «Минеральная Вата» 143980 Московская обл., г. Железнодорожный, ул. Автозаводская, 48А |
|
|
Плиты теплоизоляционные из минеральной ваты на синтетическом связующем марки ЛАЙТ БАТТС |
ТУ 5762-00145757203-99 |
Негорючий |
||
|
Блочный пенополистирол (ПСБ-С) для теплоизоляции пола |
ГОСТ 15588-86 |
Горючий |
ЗАО «Химический завод» 623730 г. Реж, Свердл. обл. ул. Калинина, д. 6 |
|
|
Пенопласт полистирольный марки ПС-4-40, ПС-4-60 для теплоизоляции пола |
ТУ 6-05-1178-87 |
Горючий |
ООО «Инкомпен» 600016, г. Владимир, ул. Б. Нижегородская, 81 |
|
|
Гидроизоляция теплоизоляционных плит |
Стеклоткань теплостойкая марки ТАФ-3 для пассажирских вагонов |
ТУ 6-00-05808008-304-96 |
Трудногорючая |
ЗАО «Редкинский опытный завод» 171261 пос. Редкино, Тверской обл., ул. Заводская, д. 1 |
|
Пленка поливинилхлоридная ПТГ (Трудногорючая гидроизоляционная) |
ТУ 17 РСФСР 0300193-61-91 |
Трудногорючая гидроизоляционная |
ОАО «Искож-Тверь» 170000, г. Тверь, ул. Индустриальная, д. 13 |
|
|
Огнезащитный состав для деревянных конструкций |
Водорастворимый пропитывающий состав NLA-8 |
Стандарт NFPA 701, 703. Сертификат соответствия NSSAФ. 006.1.4.032 |
Трудногорючий |
Фирма «Бест формула ltd» (Израиль) ООО «Эй Би Си Сервис АВС СВР». 119146 г. Москва, Комсомольский пр-т, д. 9, кв. 3 |
|
КСД-А- |
ТУ 2389-024-132382-75-03 |
ООО «ЛОВИН-огнезащита» г. Москва |
||
|
Огнезащитная краска «НОН-ФАЙЭ» 380-S |
Стандарт Б1-ДИН41000, ч. 1 |
Трудногорючий |
«Tikkurila Coatings» (Финляндия) ООО «Финкраска-ФК» 117049 г. Москва, ул. Коровий Вал, д. 7 |
|
|
Универсальное огнезащитное покрытие СГК-1 |
ТУ 7719-162-00000335-95 |
Трудногорючий |
ЗАО НПП «Спецэнерготехника» 127276, г. Москва, Березовая аллея, 10 |
|
|
Огнезадерживающие перегородки и фрамуги; противопожарная изоляция котельного отделения, дымовых и выхлопных труб; желобов каналов вентиляции и электропроводки; ящиков аккумуляторных батарей |
Материал прессованный марок МПБ, МПБ-Г, МПС на основе супертонкого базальтового и стеклянного волокна |
ТУ 21-53289-81-08-93 |
Негорючий |
ЗАО ТД «Ивотстекло» 241035, г. Брянск м/р-н Московский, д. 44 т. (0832)56-55-55, 57-85-41 |
|
Прокладки теплоизоляционные строительного назначения |
ТУ 21-53289-81-06-92 |
Негорючий |
||
|
Материал базальтовый огнезащитный рулонный (МБОР-5) |
ТУ 5769-003-48588528-00 |
Негорючий |
ОАО «Тизол» 624223 Свердловская обл. г. Нижняя Тура, ул. Малышева, 59 |
|
|
Базальтовый картон БВТМ-К толщиной от 5 до 10 мм |
ТУ 95.2691-98 |
Негорючий |
ООО «НПТО «КОРДА» 117218, г. Москва, Б. Черемушкинская, д. 25 т. 127-90-19, т/ф 124-38-10 |
|
|
Иглопробивной электротеплоизоляционный огнестойкий материал НТМ-А (на сетке) |
ТУ 63-070-ОП-128-95 |
Негорючий |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково Моск. обл. ул. Заводская, д. 1 т. 262-19-81 |
|
|
Фосфостеклотекстолит толщиной от 1,8 до 3,0 мм |
ТУ 595202-057-117739-98-2003 |
Негорючий |
НТЦ «Бакор» 142171, г. Щербинка, Моск. обл. ул. Южная, д. 17, т. 940-90-62 |
|
|
Противопожарные разделки труб котла, кипятильника; теплоизолирующие прокладки электрооборудования, дугогасящая облицовка ящиков подвагонного оборудования |
Огнестойкий нетканый материал ТО НТМ |
ТУ 00302480-085-96 |
Негорючий |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково, Моск. обл. ул. Заводская, д. 1 т. 262-19-81 |
|
Теплоизоляционный композиционный материал ФРИТЕКС-910 |
ТУ 2576-064-05766936-2002 |
Негорючий |
ОАО «Фритекс» 150003 г. Ярославль, ул. Советская, д. 79 т. (0852)25-42-84, 25-54-45 |
|
|
Слюдопласт электрожаростойкий конструкционный марки ЭЖКАХ на основе слюды мусковит и алюмохромфосфатного связующего |
ТУ 3492-005-53359681-2001 |
Негорючий |
ЗАО НПК «Ермакхим» 125371 г. Москва, Волоколамское ш., д. 95 корп. 2, к. 2 т. 490-90-73, 491-89-26 |
|
|
Местная тепло-, электроизоляция обмоткой подводов и выходов проводов калориферов и силового электрооборудования |
Ленты на основе кремнеземного волокна: КЛ-11, шир. от 1,5 до 9,4 см |
ТУ 6-11-51-90 |
Негорючий |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
|
КЛШ-11-290-ТО, шир. 29,0 см |
ТУ 5952-158-05786904-00 |
|||
|
Пожаробезопасное и термостойкое уплотнение труб отопления, кипятильника; сальниковая набивка и уплотнение; противопожарная изоляция дымовых труб |
Шнур базальтовый теплоизоляционный БТШ |
ТУ 5769-031-05328981-02 |
Негорючий |
ЗАО ТД «Ивотстекло» 241035, г. Брянск м/р-н Московский, д. 44 т. (0832)56-55-55, 57-85-41 |
|
Шнуры кремнеземные с наполнением из термостойкого холста ШКНХ, диаметром от 10 до 50 мм |
ТУ 5952-168-05786904-02 |
Негорючий |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Моск. обл. Солнечногорский р-н, п. Андреевка т. 531-18-39, 530-81-20 |
|
|
Шнуры полые ШК кремнеземные диаметром от 1,0 до 50 мм |
ТУ 6-48-05786904-191-01 |
Негорючий |
||
|
Набивки плетеные уплотнительные НГФ («Графлекс») |
ТУ 5728-004-17172478-99 |
Негорючий |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
|
|
Высокотермостойкие прокладки: труб, вентилей, задвижек котельного отделения горячего водоснабжения |
Прокладки фланцевые неармированные ПГФ («Графлекс») |
ТУ 5728-016-13267785-99 |
Негорючий |
НПО ЗАО «УНИХИМТЕК» 119607, г. Москва, Мичуринский пр-т., д. 31, корп. 1 т/ф 930-80-50, 930-85-50 |
|
Клингер графит-ламинат серия PSM, PSE Клингер сил серия 4324, 4400 |
Сертификат соответствия N РОССАТ.АЯ 04.В 07168 |
Негорючий |
Компания «Клингер» 117312, г. Москва, ул. Губкина, 14, оф. 12 |
|
|
Противопожарная изоляция: дымовых труб кипятильника, бойлера; металлорукавов электропроводки, желобов вентиляции; чехлы для силовых электрокабелей |
Ткани кремнеземные КТ-11-ТО, толщиной от 0,35 до 0,67 мм |
ТУ 5952-151-05786904-99 |
Негорючий |
ОАО «НПО Стеклопластик» НПК «Терм» 141551, Московская обл., Солнечногорский р-н, п. Андреевка |
|
Многослойная кремнеземная ткань КТ-11 С8/3-ТО |
ТУ 5952-151-05786904-99 |
Негорючий |
||
|
Ткань базальтовая конструкционная БТ-11 |
ТУ 5952-031-00204949-95 |
Негорючий |
ОАО «Судогодский базальт» 601351, г. Судогда, Владимирской обл., ул. Коммунистическая, д. 1 т. (09235)219-95, 215-57 |
|
|
Теплозащитный огнестойкий нетканый материал ТО НТМ |
ТУ 00302480-085-96 |
Негорючий |
ЗАО ЦВМ «Армоком» 141371 г. Хотьково, Моск. обл. ул. Заводская, д. 1 т. 262-19-81, 975-83-52, 975-83-52 |
17. Ремонт вентиляции
17.1. Производится продувка воздуховода вентиляционной системы. Вентиляционный агрегат, диффузор, фильтры, решетки забора наружного воздуха, воздухораспределительные устройства (мультивенты, решетки), вентиляторы и крышки дефлекторов снимают с вагона для очистки и ремонта. Потолочные панели вскрывают, снимают дистанционный термометр вентиляционной установки. Дефлекторы на крыше и пылеочистительную установку (на почтовых вагонах) снимают по состоянию.
17.2. Осматривают воздуховод и каналы наружного и рециркуляционного воздуха перед фильтрами. Устраняют неплотности в местах прилегания дверок люков. Противопожарные заслонки в воздуховоде фиксируют в открытом положении путем постановки в запорный механизм стальной пластины взамен плавкой вставки, устанавливают пломбу.
17.3. Вентиляционные агрегаты разбирают. Роторы, кожуха, металлические короба и другие детали очищают от пыли, грязи, ржавчины и осматривают, неисправности устраняют. Ослабленные лопасти роторов укрепляют. Неисправные прокладки соединительных муфт заменяют. Электродвигатели ремонтируют в соответствии с Руководством по капитальному ремонту электрического оборудования пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
17.4. Диффузоры, вентиляционные решетки, воздухораспределители и вентиляторы дефлекторов очищают и обмывают водой от пыли и грязи, ремонтируют или заменяют новыми.
Покрытие головок винтов (ручек) дефлекторов восстанавливают. Резьбу винтов смазывают тонким слоем солидола Ж и расхаживают.
17.5. После осмотра и ремонта восстанавливают антикоррозионное покрытие металлических деталей вентиляционной системы в соответствии с технической документацией на вагон.
17.6. После осмотра и ремонта детали вентиляционной системы (решетки, воздухораспределители и др.) ставят на свои места в соответствии с нумерацией купе.
17.7. Заслонки каналов для регулирования количества подаваемого воздуха и их механизмы осматривают, при необходимости ремонтируют, смазывают тонким слоем солидола Ж и проверяют.
Плотность прилегания заслонок «зима-лето» проверяют по всему периметру. Нарушенную плотность восстанавливают.
17.8. Вентиляционные фильтры промывают в синтетическом моющем растворе типа Лабомид, ХС-2М, затем чистой горячей водой, просушивают, при необходимости ремонтируют. Взамен негодных, ставят новые фильтры в соответствии с типом вагона. Перед постановкой фильтры пропитывают трансформаторным маслом ТК ГОСТ 982 или осевым зимним маслом «З» ГОСТ 610. Допускается, согласно инструкции завода-поставщика, применять для воздушных фильтров: в летний период масло турбинное Т-22 ГОСТ 32 или трансформаторное масло марки ТК ГОСТ 982 или осевое летнее «Л» ГОСТ 610; в зимний период масло АМГМО ГОСТ 6794 или МК-8 ГОСТ 6457.
Поставленный фильтр в местах прилегания к коробке уплотняют резиновыми прокладками и прочно закрепляют в гнезде, где это предусмотрено конструкцией вагона.
17.9. Снятые сетчатые потолки промывают. Несъемные сетчатые потолки открывают, очищают и продувают сжатым воздухом. Негодные заменяют новыми. Закрашенные или забитые грязью отверстия в потолках восстанавливают.
17.10. Проверяют дистанционный термометр и его арматуру, при необходимости ремонтируют согласно Руководству по капитальному ремонту электрического оборудования пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
Неисправные ртутно-контакторные термометры заменяют.
Дистанционные термометры вентиляционной установки вагонов зарубежной постройки разрешается заменять на согласованные отечественные аналоги.
17.11. После сборки вентиляционный агрегат испытывают согласно Руководству N 030 ПКБ ЦЛ-03РК и проверяют его параметры на соответствие конструкторской документации завода-изготовителя (количество регулируемых режимов и производительность на них, потребляемый ток, напряжение сети). Зазоры между крыльчаткой и деталями корпуса вентилятора должны соответствовать конструкторской документации на вагон.
17.12. Отремонтированный вентиляционный агрегат окрашивают и закрепляют на вагоне.
17.13. Резиновые прокладки люка для выемки агрегата, расположенного в крыше вагона, заменяют новыми и перед установкой промазывают клеем 88-СА ТУ 38.105.1760-87.
17.14. Все неисправные предохранительные цепочки и запоры люков в рабочем и нерабочем тамбурах заменяют и запоры расхаживают.
18. Ремонт привода вагонного генератора
18.1. Порядок демонтажа, осмотра, ремонта и испытания приводов, вагонных генераторов всех типов определяется Руководством по ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ N 038 ПКБ ЦЛ/ПКТБв-04РД.
18.2. Редуктора от средней части оси ВБА 32/2 оборудуют термодатчиками по проекту Л1.0165.00.000.
18.3. Разрешается установка деталей ведущего шкива привода от торца оси ТРКП и ТК-2 только производства ОАО «ТВЗ».
18.4. Приемку приводов генераторов всех типов на вагоне производят в соответствии с п. 22.12.4 настоящего Руководства.
19. Ремонт электрооборудования
19.1. Дефектацию, ремонт и испытания электрооборудования производят согласно Руководству по капитальному ремонту «Электрическое оборудование пассажирских вагонов» N 030 ПКБ ЦЛ-03РК.
19.2. Электрооборудование вагонов, переоборудованных под вагоны специального назначения (видеосалоны, бытовые и т.п.), ремонтируют согласно общим требованиям по ремонту пассажирских вагонов настоящего Руководства. Дополнительное электрическое оборудование этих вагонов ремонтируют согласно технической документации заводов-изготовителей и чертежам на установку дополнительного оборудования, утвержденным в установленном порядке.
19.3. Испытания оборудования в сборе на вагоне выполняют согласно Руководству по капитальному ремонту «Электрическое оборудование пассажирских вагонов» N 030 ПКБ ЦЛ-03РК и п. 22.11.2 настоящего Руководства.
19.4. Приемку электрооборудования из ремонта выполняют согласно п. 22.11 настоящего Руководства.
20. Ремонт холодильного оборудования
20.1. Общие требования
20.1.1. Ремонт и дефектация холодильного оборудования установок кондиционирования воздуха, холодильного оборудования вагонов-ресторанов, вагонов-буфетов и охладителей питьевой воды должны производиться в соответствии с настоящим Руководством, технологическим процессом ремонта холодильного оборудования ПКТБ ЦТВР, инструкции N 432 ПКБ ЦВ.
Моноблочные установки кондиционирования воздуха ремонтировать в соответствии с Руководством N 039 ПКБ ЦЛ-05 РД.
Данный раздел настоящего руководства по капитальному ремонту составлен с учетом разрешенных к применению в эксплуатации хладонов R-134a, отечественного смесевого хладона C10M1 ТУ 2412-003-32837395, MILE.
20.1.2. При ремонте холодильного оборудования установки кондиционирования воздуха с поршневыми компрессорами открытого типа V, 4H2Y и полугерметичным компрессором 4М1/412 производят следующие работы:
— удаление хладонов марки R-12, C10M1, R-134a и соответствующих масел из холодильной установки;
— демонтаж узлов компрессорного агрегата;
— демонтаж электродвигателя с рамой компрессорного агрегата и транспортировка его в ремонтное отделение (для компрессора открытого типа);
— демонтаж и наружная мойка компрессора;
— разборка компрессора на детали и узлы;
— промывка деталей и узлов;
— дефектация и ремонт деталей и узлов компрессора;
— первая сборка и обкатка компрессора без клапанов;
— разборка, промывка, осмотр трущихся деталей, вторая сборка и обкатка компрессора с клапанами без давления;
— испытание компрессора на объемную производительность и статическую плотность клапанов;
— испытание компрессора на герметичность;
— обкатка компрессора на применяемых хладонах на стенде, работающем по циклу холодильной машины, и проверка на герметичность;
— монтаж компрессорного агрегата на вагон;
— демонтаж поврежденных участков трубопровода и разрушенной термоизоляции труб;
— демонтаж, ремонт, испытание и монтаж приборов автоматики, защитной и запорной арматуры;
— демонтаж, ремонт (замена), испытания и монтаж фильтров-осушителей;
— демонтаж конденсаторного и воздухоохладительного агрегатов.
Конденсаторные и воздухоохладительные агрегаты вагона демонтируют при необходимости проведения следующих операций:
1) промывка, дефектация, ремонт, испытания воздухоохладительного и конденсаторного агрегатов;
2) монтаж холодильных агрегатов на вагон;
3) вакуумирование холодильной установки;
4) заправка системы холодильной установки применяемыми хладонами;
5) проверка герметичности с помощью течеискателя, пробный пуск, обкатка и регулировка.
20.1.3. Удаление хладонов из холодильных установок в емкость производят с помощью специальных передвижных установок или стационарного стенда. Собранный хладон должен быть направлен на регенерацию. Категорически запрещается сброс хладона-12 в атмосферу.
20.1.4. На демонтируемые с вагона узлы холодильных установок устанавливают технологические заглушки с целью предупреждения попадания во внутренние полости влаги.
20.1.5. Поступающие в цех на ремонт холодильные агрегаты обмывают водой, сушат в обдувочной камере и разбирают на узлы и детали.
20.1.6. После промывки и сушки сжатым воздухом детали и узлы холодильной установки подвергают дефектации.
При дефектации детали и узлы сортируют по следующим признакам:
— требующие ремонта и восстановления;
— не подлежащие ремонту и восстановлению (негодные).
20.1.7. Корпусные детали компрессоров: блок-картер, блок-цилиндров, крышки, поддоны картера и т.д., подвергавшиеся ремонту сваркой или ремонту с применением эпоксидных смол, должны быть испытаны на прочность давлением воздуха в течение 5 минут и проверены на герметичность давлением воздуха (азота ГОСТ 9293) в течение 15 минут. Пробное избыточное давление для проверки прочности и герметичности приведено в таблице 6.
Детали (полости), работающие под давлением нагнетания и всасывания (блок-картер), допускается испытывать давлением нагнетания.
Таблица 6
Испытательные давления воздуха для деталей компрессоров
|
Тип компрессора, испытываемые детали |
Пробные давления, МПа (кгс/см2) |
|
|
При гидравлическом или пневматическом испытании на прочность, не менее |
При пневматическом испытании на герметичность, не менее |
|
|
Бессальниковые компрессоры: |
||
|
— детали (полости), работающие под давлением нагнетания; |
2,4 (24) |
2,0 (20) |
|
— детали (полости), работающие под давлением всасывания |
1,6 (16) |
1,0 (10) |
|
Компрессоры открытого типа: |
||
|
— детали (полости), работающие под давлением нагнетания; |
2,4 (24) |
2,0 (20) |
|
— детали (полости), работающие под давлением всасывания |
1,6 (16) |
1,0 (10) |
20.1.9. Пружины осматривают, измеряют и проверяют на усилие сжатия.
Пружина считается годной, если ее высота отличается от указанной в чертеже не более чем на 10%.
20.2. Компрессоры
20.2.1. Компрессор полностью разбирают.
Детали разобранного компрессора промывают в моечной машине в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД») и просушивают.
20.2.2. Корпусные детали компрессора осматривают, неисправные ремонтируют, негодные заменяют.
Полной замене подлежат:
1) пластины всасывающих и нагнетательных клапанов, не обеспечивающие плотность прилегания и герметичность компрессора при испытаниях;
2) резиновые, графитовые кольца сальников;
3) шплинты;
4) подшипники качения;
5) болты и гайки при срыве или помятости резьбы более 2-х ниток, а также при погнутости тела болтов и шпилек или при срывах граней головки болта;
6) снятый насос, проверенный на производительность на стенде. При несоответствии давлений паспортным данным заменяют новым;
7) шестерни масляного насоса, не выдержавшего испытания на производительность;
 прокладочные материалы всех типоразмеров;
прокладочные материалы всех типоразмеров;
9) блок-картер с изломами и трещинами в перемычках между цилиндрами в местах установки коренных подшипников, прокладок или местах постановки гильз;
10) цилиндровые гильзы с размерами, превышающими допустимые или имеющие на зеркале риски и задиры;
11) шатуны, имеющие трещины или обломы любого размера;
12) детали клапанной группы с трещинами и изломами.
Скол ребер охлаждения корпуса компрессорного агрегата допускается не более 10% от общей поверхности ребер.
Риски, забоины и задиры на местах прилегания прокладок удаляют шлифованием.
Износ или срыв резьбы исправляют разделкой отверстия под следующий стандартный диаметр резьбы.
В случае выработки отверстия под втулку в теле блока-картера более допустимого разрешается устанавливать втулку большего наружного диаметра или устанавливать номинальную втулку на клей, приготовленный на основе эпоксидной смолы.
20.2.3. Цилиндровые гильзы с незначительными рисками и задирами (глубиной не более 0,02 мм) выводят хонингованием. Разрешается восстанавливать внутреннюю поверхность гильзы до чертежного размера путем металлизации с последующей обработкой гильзованием или методом термопластической деформации с восстановлением наружных посадочных поверхностей до чертежных размеров.
Запрессовку цилиндровых гильз и втулок в корпусные детали, изготовленные из сплавов алюминия, и выпрессовку их производят с подогревом корпуса от 100 до 120 °C. Контроль температуры производят приборами согласно ГОСТ 9736.
20.2.4. Коленчатый вал компрессора, подвергавшийся восстановлению, подлежит проверке на биение согласно конструкторской документации, дефектоскопированию и динамической балансировке. Трещины коленчатого вала не допускаются. Шейки вала, имеющие риски, задиры, вмятины, заусенцы, царапины, забоины, нецилиндричность более 0,02 мм, а также вышедшие из пределов допусков данного размера, подлежат перешлифовке. Все шейки коленчатого вала шлифуют под единый ремонтный размер. Разрешается восстанавливать шейки вала хромированием, металлизацией или другими разрешенными методами. Толщина слоя хрома должна быть не более 0,15 мм. Масляные каналы очищают. Ослабленные технологические заглушки масляных каналов заменяют.
Деформированную шпоночную канавку ремонтируют наплавкой с последующей механической обработкой и изготовлением новой шпоночной канавки, расположенной на диаметрально-противоположной стороне по отношению к старой.
Разрешается ремонт путем увеличения ширины шпоночного паза с последующей установкой ступенчатой шпонки.
20.2.5. Шатуны проверяют на отсутствие трещин методом дефектоскопирования. Производство сварочных работ при ремонте шатуна запрещается.
20.2.6. Поршень осмотреть. Отколы и трещины поршня не допускаются. Ремонт поршня сваркой запрещается.
Шатунно-поршневая группа холодильных установок должна проверяться в сборе на соответствие зазоров, предусмотренных заводом — изготовителем установок. Втулки верхней головки шатуна и втулки коренных подшипников заменяют при наличии выработки.
20.2.7. Риски, задиры, коробление плоскости клапанной плиты выводят шлифованием. Чистота обработки клапанной плиты должна соответствовать чертежам.
Притертая поверхность седел клапанов должна иметь непрерывную гладкую матовую поверхность.
У собранной клапанной доски проверяют величину подъема пластин и плотность прилегания клапана к седлу, предусмотренных в документации заводов-изготовителей.
20.2.8. Собранный масляный насос компрессора подвергают обкатке и стендовым испытаниям с проверкой производительности. Насосы, имеющие пониженную производительность, ремонту не подлежат и заменяют новыми. Масляный фильтр промывают. После промывки фильтр продувают сжатым воздухом давлением от 0,3 до 0,4 МПа (от 3 до 4 кгс/см2). Сетки масляного фильтра заменяют при наличии разрыва и следов коррозии.
20.2.9. Стальное кольцо сальникового уплотнения шлифуют и притирают на притирочных плитах и стекле с применением пасты ГОИ. Притертая поверхность кольца должна иметь непрерывную матовую поверхность, а чистота обработки должна соответствовать чертежным данным.
20.2.10. Перед сборкой все детали компрессора тщательно промывают в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД») и просушивают сжатым воздухом. Трущиеся детали смазывают маслом ХФ-12-16 ГОСТ 5546 — для систем охлаждения, работающих на хладоне C10M1 или «Тритон» SE55 и BSE-170 — при работе на хладоне-134а.
20.2.11. На первую обкатку компрессор собирают с технологическими сальниками и клапанной плитой. Шатунные болты компрессора не шплинтуют. Допускается для обкатки использовать регенерированное масло. Компрессор, у которого не менялись трущиеся детали, может обкатываться за время не менее 0,5 ч. Компрессоры, с замененными или отремонтированными трущимися деталями, обкатывают в течение не более 4 ч.
В процессе обкатки контролируют следующие параметры работы компрессора:
— отсутствие стука шатунно-поршневой группы и наличие посторонних шумов в работе компрессора;
— отсутствие течи масла и давление масла в системе смазки;
— степень нагрева.
20.2.12. После первой обкатки компрессор полностью разбирают (не производят лишь разборку шатунно-поршневой группы). Детали компрессора промывают в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД»). Трущиеся части компрессора осматривают и при необходимости ремонтируют.
20.2.13. Полностью собранный компрессор подвергают второй обкатке с клапанами без давления в течение времени, оговоренного в п. 20.2.11 настоящего Руководства. Требования к компрессору те же, что и при первой обкатке.
После окончания обкатки с клапанами без давления компрессор осматривают с частичной разборкой. Масло заменяют. Фильтр очищают и компрессор собирают вновь.
20.2.14. Обкатанный компрессор испытывают на объемную производительность по времени заполнения известной емкости воздухом до заданного давления и на плотность клапанов.
Плотность нагнетательных клапанов проверяют при давлении нагнетания 0,8 МПа (8 кгс/см2) и атмосферном давлении во всасывающем коллекторе (картере). Допускается повышение давления во всасывающем коллекторе (картере) до 0,15 МПа (1,5 кгс/см2) за время не более 15 мин.
Плотность всасывающих клапанов проверяют способностью компрессора при своей работе понижать давление во всасывающем коллекторе до 6,7·103 Па (50 мм рт. ст.). При этом всасывающий вентиль закрыт, а нагнетательная полость соединена с атмосферой. По окончании испытаний сливают масло из компрессора, ставят технологические заглушки на всасывающий и нагнетательный вентили и проводят испытания на герметичность.
20.2.15. Герметичность компрессора проверить смесью хладона с азотом давлением не более 2,0 МПа (20 кгс/см2). Допускается проверку производить только хладоном. Испытание проводят в ванне с прозрачной водой, имеющей температуру (45 +/- 5) °C.
Парциальное давление хладона в смеси должно быть не менее 0,35 МПа (3,5 кгс/см2). После выдержки 15 мин под пробным давлением пузырьки и пузырчатая сыпь в местах соединений и по сплошному металлу не допускаются. После испытания компрессор заправляют маслом, соответствующим хладагенту, с которым будет эксплуатироваться компрессор.
20.2.16. Компрессор с применяемым хладоном обкатывают в течение времени от 0,5 до 4 ч на стенде, работающем по циклу холодильной машины, на режиме максимальной разности давления нагнетания и всасывания.
Обкатка может быть прекращена по достижении установившегося режима работы компрессора, определяемого по постоянству давления масла и температуры корпуса компрессора в течение 0,5 ч после достижения этого режима.
Компрессор 4М1/412 обкатывают на режиме максимально потребляемой мощности (при температуре кипения плюс 5 °C и температуре конденсации плюс 55 °C). В процессе обкатки проводят работу по регулировке производительности компрессора.
20.2.17. После обкатки на хладоне компрессор вновь подвергают проверке на герметичность.
20.2.18. Внутренние полости компрессора подвергают осушке вакуумированием.
20.2.19. В картер компрессора заливают масло, соответствующее применяемому хладону (при заполнении картера компрессора эфирными маслами марки «ТРИТОН» SE55, BSE170, совместимыми с хладоном 134а, необходимо ограничить попадание влаги в открытые емкости с маслом. Открытая емкость с маслом может находиться на воздухе не более 15 мин).
Количество заливаемого масла зависит от типа компрессора.
Внутренние полости компрессора заполняют хладоном или азотом до избыточного давления от 0,05 до 0,2 МПа (от 0,5 до 2 кгс/см2), входные и выходные отверстия герметизируют технологическими заглушками.
Компрессор окрашивают после ремонта и испытаний.
20.3. Ремонт холодильного оборудования вагона-ресторана, вагона-буфета и охладителя питьевой воды
20.3.1. Компрессор демонтируют с холодильного агрегата, полностью разбирают. Детали разобранного компрессора ремонтируют в соответствии с п. 20.2 настоящего Руководства и ниже следующих пунктов:
а) сборка компрессорно-конденсаторного агрегата;
б) смена или подрегулирование клиновых ремней;
в) испытания компрессорно-конденсаторного агрегата на герметичность;
г) вакуумирование холодильного оборудования;
д) зарядка хладоном;
е) обкатка компрессорно-конденсаторного агрегата на хладоне;
ж) окраска компрессорно-конденсаторного агрегата;
з) монтаж холодильного оборудования на вагон с проверкой герметичности, пробный пуск, обкатка и регулировка.
20.3.2. Баббитовая заливка нижней головки шатуна компрессора должна удаляться. Перед заливкой вновь поверхность должна быть обезжирена 10% раствором каустической соды и облужена припоем ПОС-30 ГОСТ 21931. Заливку баббитовых подшипников шатунов производят центробежным способом.
20.3.3. Сальники установок осматривают. При наличии трещин, изломов стальных и графитовых колец, выкрашивания, отколов весь сальниковый узел подлежит замене.
Сальники компрессоров проверяют на плотность сжатым воздухом давлением от 0,7 до 0,8 МПа (от 7 до 8 кгс/см2) под слоем воды. Утечек воздуха в течение 5 мин не допускается.
20.3.4. Перед сборкой все детали компрессора тщательно промывают в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД») и просушивают сжатым воздухом. Трущиеся детали компрессора перед сборкой смазывают маслом, соответствующим хладону, с которым будет эксплуатироваться компрессор и холодильная установка.
20.3.5. На первую обкатку компрессор собирают с технологическим сальником и клапанной плитой. Стопорные шайбы для крепления болтового соединения шатунной группы не ставить. Замки поршневых колец должны быть разведены по отношению друг к другу под углом 120°.
Допускается для обкаток использовать регенерированное масло.
В процессе первой обкатки контролируют следующие параметры работы компрессора:
— отсутствие стука;
— степень нагрева компрессора в установившемся температурном режиме холодильного агрегата;
— биение маховика.
Обкатанный в течение времени от 0,5 до 2 ч компрессор полностью разбирают (не производят лишь разборку шатунно-поршневой группы). Трущиеся части компрессора осматривают и при необходимости ремонтируют. Детали компрессора перед второй сборкой тщательно промывают и просушивают сжатым воздухом.
20.3.6. Полностью собранный компрессор подвергают второй обкатке с клапанами без давления в течение времени от 0,5 до 2 ч. Требования к компрессору те же, что и при первой обкатке. После обкатки компрессор осматривают. Частичную разборку производят при выявлении дефектов при обкатке.
20.3.7. Обкатанный компрессор испытывают на объемную производительность по времени заполнения известной емкости воздухом давлением не более 1,0 МПа (10 кгс/см2) при температуре от 15 до 20 °C, а также на плотность всасывающих и нагнетательных клапанов. С компрессора сливают отработанное масло.
20.3.8. Герметичность компрессора проверяют смесью хладона с азотом давлением не более 1,0 МПа (10 кгс/см2). Испытание производят под слоем прозрачной воды, имеющей температуру (45 +/- 5) °C. Парциальное давление хладона в смеси должно быть не менее 0,35 МПа (3,5 кгс/см2). После выдержки под этим давлением в течение 15 мин пузырьки и пузырчатая сыпь в местах соединений и по сплошному металлу не допускаются.
20.3.9. В картер компрессора заливают масло, соответствующее хладону, с которым будет эксплуатироваться компрессор и холодильная установка. Внутренние полости компрессора заполняют хладоном или азотом до избыточного давления от 0,05 до 0,2 МПа (от 0,5 до 2 кгс/см2), выходные и входные отверстия герметизируют технологическими заглушками.
20.4. Конденсаторы
20.4.1. Конденсаторы с заглушенными входными и выходными отверстиями подвергают наружной обмывке в растворе типа Лабомид, ХС-2М, МО (и других, разрешенных к применению ОАО «РЖД») и осмотру.
20.4.2. Пластины охлаждения выправляют. Погнутыми считаются пластины, расстояние между которыми уменьшено на 25% от номинального размера. Допускается отсутствие пластин охлаждения не более 10% от общего количества.
Помятость трубок конденсаторов допускается до уменьшения их номинального диаметра на 15%. Погнутые диффузоры выправляют.
В двух-, трех- и многосекционных конденсаторах холодильных установок допускается заглушать не более двух труб на одной секции с постановкой обводных калачей.
20.4.3. Конденсатор испытывают на герметичность. Герметичность конденсатора проверяют смесью хладона с азотом (воздухом) давлением 2,0 МПа (20 кгс/см2) в ванне с прозрачной водой. Парциальное давление хладона должно быть не менее 0,35 МПа (3,5 кгс/см2). Проверку герметичности конденсатора производят после выдержки его под пробным давлением 2,0 МПа (20 кгс/см2) не менее 15 мин. Утечки не допускаются (устраняют пайкой).
20.4.4. После ремонта сваркой или пайкой внутренние полости конденсатора проверяют на герметичность.
20.4.5. Внутренние полости конденсатора установки кондиционирования воздуха подвергают осушке вакуумированием с одновременным подогревом или другим способом.
Полости конденсатора заполняют хладоном или азотом с температурой точки росы не выше минус 30 °C до избыточного давления от 0,05 до 0,2 МПа (от 0,5 до 2 кгс/см2), входные и выходные отверстия герметизировать технологическими заглушками.
20.5. Воздухоохладители (испарители)
20.5.1. Отсутствие ребер охлаждения воздухоохладителей допускается не более 10% от общего количества ребер. Помятые и волнистые ребра выправляют. Волнистыми считать ребра, расстояние между которыми уменьшено на 25% от номинальной величины.
Допускаются помятые трубки и калачи, если их диаметры уменьшены не более чем на 15% от номинального размера.
20.5.2. Поврежденное антикоррозийное покрытие испарителя восстанавливают. Наружные поверхности охладителя питьевой воды должны быть облужены оловом ГОСТ 860.
20.5.3. Воздухоохладители испытывают на герметичность. Герметичность проверяют смесью хладона с азотом (воздухом) давлением 2,0 МПа (20 кгс/см2) в ванне с прозрачной водой. Парциальное давление хладона должно быть не менее 0,35 МПа (3,5 кгс/см2). Проверку герметичности производят после задержки под пробным давлением 1 МПа (10 кгс/см2) не менее 15 мин. Утечки не допускаются.
20.5.4. Пайку воздухоохладителей производят латунной проволокой ЛКБО 61-0,2-0,04-0,5 или Л63-М-3 ГОСТ 16130 в среде двуокиси углерода ГОСТ 8050.
20.5.5. Внутренние полости аппаратов, которые подвергались ремонту пайкой, промывают на стенде и вновь испытывают на герметичность.
20.5.6. Внутренние полости испарителя осушают вакуумированием с одновременным подогревом или другим способом.
20.5.7. Внутренние полости испарителя заполняют хладоном или сухим азотом с избыточным давлением от 0,02 до 0,05 МПа (от 0,2 до 0,5 кгс/см2), входные и выходные отверстия герметизируют технологическими заглушками.
20.6. Ресиверы установок кондиционирования воздуха
20.6.1. Ресивер осматривают, коррозийные места зачищают металлической щеткой. Дефектное смотровое стекло заменяют.
20.6.2. Ресивер совместно с конденсатором испытывают на герметичность смесью азота и хладона давлением 2,0 МПа (20 кгс/см2).
Ресиверы, имеющие следы механических повреждений, с вагона снимают, при необходимости производят сварочные работы. До постановки на конденсаторный агрегат ресивер испытывают на прочность давлением 2,5 МПа (25 кгс/см2) в течение 5 мин с последующим испытанием на герметичность.
20.6.3. Внутренние полости ресивера осушают. Контроль качества осушки производят по параметрам выходящего из ресивера воздуха (газа), который должен иметь температуру точки росы не выше минус 45 °C. Время выдержки воздуха в ресивере не менее 15 мин.
20.7. Терморегулирующие вентили
20.7.1. Корпусные детали осматривают на отсутствие трещин. Антикоррозионные покрытия восстанавливают.
20.7.2. Клапан, седло клапана и толкатели осматривают, удаляют риски и задиры на их поверхности, погнутость толкателя не допускается. Чистота обработки поверхностей должна соответствовать конструкторской документации.
20.7.3. Силовой элемент осматривают. Коррозия мембраны (сильфона), помятость капиллярной трубки и термопатрона не допускаются.
20.7.4. На стенде производят проверку исправности терморегулятора. При неудовлетворительных результатах испытаний на вагоне вентили подлежат замене.
20.8. Защитные аппараты
20.8.1. Реле давления очищают от пыли и грязи, испытывают на срабатывание при давлениях, указанных в технической документации на установку.
Толщина электрических контактов реле должна быть не менее 60% от номинального размера.
20.8.2. Сильфоны проверяют на герметичность хладоном при помощи течеискателя или под слоем воды. Испытываемое давление должно быть для сильфона низкого давления 1,2 МПа (12 кгс/см2), высокого давления 2,0 МПа (20 кгс/см2). Сильфоны с трещинами в гофрах бракуют.
20.8.3. Подгоревшие контакты механизма мгновенного размыкания зачищают шлифовальной шкуркой ГОСТ 6456 или заменяют. Толщина контакта должна быть не менее 60% от чертежного размера.
20.8.4. Собранное реле давления испытывают на стенде и регулируют на соответствие паспортным данным. После окончания ремонта входные отверстия реле давления герметизируют технологическими заглушками.
20.9. Соленоидные (магнитные) вентили
20.9.1. Соленоидный вентиль разбирают и осматривают. Трещины и глубокая коррозия на деталях соленоидных вентилей не допускаются. Поверхности седла и клапана должны быть без забоин и заусенцев и соответствовать чертежам.
20.9.2. Катушку соленоидного вентиля при необходимости перематывают.
20.9.3. Собранный без катушки соленоидный вентиль испытывают на герметичность воздухом давлением 2,0 МПа (20 кгс/см2) под слоем воды. Появление пузырьков воздуха в течение 5 мин не допускается.
20.9.4. Полностью собранный соленоидный вентиль подвергают следующим испытаниям:
— на функционирование;
— по определению активного сопротивления и электрической прочности изоляции согласно Руководству N 030 ПКБ ЦЛ-03РК;
— на герметичность затвора.
20.10. Запорная арматура
20.10.1. Детали вентиля промывают и осматривают. Детали, имеющие трещины, выбраковывают. Сорванные резьбы по возможности перенарезают на следующий ремонтный размер или наплавляют и нарезают новые резьбы чертежного размера. Люфт воротков (ручек) на шпинделях не допускается.
Сильфоны запорных вентилей проверяют на герметичность воздухом давлением 2,0 МПа (20 кгс/см2).
20.10.2. Клапан и седло клапана вентиля осматривают, удаляют риски и задиры на их поверхности. Клапаны, имеющие баббитовую заливку, перезаливают. Неплотность прилегания клапана к седлу удаляют притиркой. Чистота обработки поверхности должна соответствовать чертежам.
20.10.3. У собранного вентиля проверяют плотность затвора и соединений. Плотность проверяют давлением воздуха 2,0 МПа (20 кгс/см2). Угловой запорный вентиль проверяют в 2-х крайних положениях шпинделя. При испытании на плотность затвора смазывание клапана и седла не разрешается. Появление пузырьков воздуха из-за неплотности прилегания клапана к седлу или в соединениях не допускается.
20.11. Фильтры-осушители
20.11.1. Фильтр-осушитель разбирают (или заменяют новым).
20.11.2. Осушающее вещество цеолит прокаливается при температуре от 400 до 500 °C в течение от 6 до 8 ч. Осушающее вещество силикагель прокаливается при температуре от 150 до 200 °C в течение от 2 до 3 ч.
Осушающие вещества просеиваются через сито, изготовленное из сетки N 1,25 ГОСТ 6613.
20.11.3. Корпус фильтра промывают и просушивают. Зарядку осушающего вещества производить при температуре от 150 до 200 °C. Заряженный фильтр-осушитель испытывают на герметичность давлением 2,0 МПа (20 кгс/см2), после чего его внутренние полости заполняют хладоном или сухим азотом избыточным давлением от 0,02 до 0,05 МПа (от 0,2 до 0,5 кгс/см2) и входные отверстия герметизируют технологическими заглушками.
20.12. Трубопроводы
20.12.1. Трубопроводы осматривают. Помятость труб допускается до уменьшения наружного диаметра на 15% от номинального размера.
20.12.2. Трубопроводы проверяют на герметичность. Герметичность трубопровода проверяют смесью хладона с азотом (воздухом) на давление:
— работающих на стороне всасывания — 1,0 МПа (10 кгс/см2);
— работающих на стороне нагнетания — 2,0 МПа (20 кгс/см2).
Парциальное давление хладона должно быть не менее 0,35 МПа (3,5 кгс/см2).
20.12.3. Внутренние поверхности трубопроводов осушивают и герметизируют технологическими заглушками.
20.13. Сборка агрегатов и монтаж установки кондиционирования воздуха на вагоне
20.13.1. При монтаже компрессорного агрегата несоосность вала компрессора и вала электродвигателя должна быть не более 0,3 мм. Измерения производят по радиальному смещению фланцев.
20.13.2. Перед монтажом холодильного агрегата на вагон необходимо проверить:
— наличие избыточного давления в аппаратах холодильной установки (компрессоре, конденсаторе, воздухоохладителе и т.д.). При этом наличие избыточного давления в аппаратах, наполненных газом, проверяют по шуму выходящего газа при отпускании крепящих болтов и заглушек;
— наличие масла в картере компрессора.
20.13.3. При монтаже холодильной установки на вагон вместо штатного временно устанавливают технологический фильтр-осушитель. После проверки работы холодильной установки устанавливают штатный фильтр-осушитель.
20.14. Сборка, стендовые испытания холодильных агрегатов и монтаж холодильных установок вагонов-ресторанов, буфетов и охладителей питьевой воды на вагоне
20.14.1. Собранный холодильный агрегат (без электродвигателя и реле давления) испытывают на герметичность смесью хладона и азота (воздуха) в ванне с прозрачной водой. При повышении давления до 1 МПа (10 кгс/см2) всасывающий и нагнетательный вентили компрессора закрываются, после чего повышается давление до 2,0 МПа (20 кгс/см2). Парциальное давление хладона должно быть не менее 0,35 МПа (3,5 кгс/см2). Проверку герметичности холодильного агрегата производят после выдержки его под пробным давлением 2,0 МПа (20 кгс/см2) не менее 15 мин. Утечки не допускаются.
20.14.2. Производят вакуумирование системы. Для вакуумирования используют вакуумный насос со шлангами из вакуумной резины минимальной длины и максимально возможного диаметра. Вакуумирование установки с помощью вакуумного насоса не допускается, если температура окружающей среды ниже плюс 4 °C. Вакуумирование холодильной системы при помощи компрессора установки не разрешается.
20.14.3. Испытанный на герметичность холодильный агрегат заправляется хладоном-134а или C10M1. Заполнение холодильного агрегата хладоном C10M1 производят в соответствии с действующей инструкцией по переводу УКВ пассажирских вагонов на хладагенты C10M1. При этом заправку хладоном C10M1 осуществляют только по жидкой фазе через технологические фильтры-осушители. Холодильный агрегат укомплектовывают электродвигателем, реле давления и проверяют на отсутствие утечек хладона течеискателем.
20.14.4. На стенде, оборудованном технологическим фильтром-осушителем, в течение 4 ч производят обкатку агрегата на хладоне.
20.14.5. Холодильный агрегат окрашивают.
20.14.6. Перед монтажом холодильной установки на вагон проверяют вес холодильного агрегата, наличие избыточного давления в испарителе.
20.14.7. Герметичность холодильной установки проверяют с помощью течеискателя (для хладона-134а можно использовать течеискатель типа ТФ-5750А, предназначенный для работы с хладонами, не содержащими хлора). Для испытания холодильной установки на вагоне к всасывающей и нагнетательной полостям подсоединяют мановакуумметр и манометр. В таблице 7 даны сравнительные величины давления конденсации при работе холодильного оборудования пассажирских вагонов на хладонах 134а, 12 и C10M1.
Таблица 7
Сравнительные величины давления конденсации
при работе холодильного оборудования
пассажирских вагонов на хладонах 134а, 12 и C10M1
|
Температура окружающего воздуха, °C |
Давление конденсации, кгс/см2 |
||
|
Хладон 134а |
Хладон 12 (R12) |
C10M1 |
|
|
-45 |
0,84 |
1,00 |
1,37 |
|
-40 |
1,05 |
1,23 |
1,83 |
|
-35 |
1,33 |
1,51 |
2,24 |
|
-30 |
1,65 |
1,82 |
2,65 |
|
-25 |
2,01 |
2,19 |
3,10 |
|
-20 |
2,45 |
2,60 |
3,55 |
|
-15 |
2,94 |
3,08 |
4,00 |
|
-10 |
3,50 |
3,62 |
4,60 |
|
-5 |
4,16 |
4,23 |
5,35 |
|
0 |
4,90 |
4,91 |
6,05 |
|
5 |
5,74 |
5,66 |
7,00 |
|
10 |
6,74 |
6,51 |
8,10 |
|
15 |
7,73 |
7,44 |
9,25 |
|
20 |
8,96 |
8,41 |
10,30 |
|
25 |
10,18 |
9,59 |
11,45 |
|
30 |
11,68 |
10,80 |
12,60 |
|
35 |
13,17 |
12,16 |
14,05 |
|
40 |
14,98 |
13,62 |
15,79 |
|
45 |
16,77 |
15,22 |
17,51 |
Герметичные компрессорные агрегаты, устанавливаемые на вагон взамен предусмотренных конструкторской документацией при проектировании вагона, должны быть согласованы ОАО «РЖД» в установленном порядке.
Ремонт компрессорных агрегатов РУОВ-12А, УКР-1, АКГ и др. производит сервисная служба завода-изготовителя.
21. Защитные покрытия, знаки и надписи
21.1. Общие положения
21.1.1. Все производственные процессы подготовки поверхностей пассажирских вагонов к окрашиванию, нанесения защитных лакокрасочных покрытий, знаков и надписей выполняют с соблюдением требований настоящего Руководства, в соответствии с типовыми технологическими процессами ТП-ЦЛПВ-33/3, ТП-ЦЛПВ-33/4 и действующими Правилами техники безопасности и производственной санитарии для окрасочных цехов и участков предприятий железнодорожного транспорта, утвержденных Министерством путей сообщения и Президиумом ЦК профсоюза рабочих железнодорожного транспорта с учетом требований Единой системы защиты от коррозии и старения (ЕСЗКС).
21.1.2. Работы по подготовке поверхности, окрашиванию и противокоррозионной защите кузова вагона производят в производственных помещениях при температуре не ниже плюс 10 °C и относительной влажности воздуха не более 80%.
21.1.3. Лакокрасочные материалы (грунтовки, шпатлевки, мастики, эмали и лаки), применяемые для окрашивания вагонов, должны соответствовать установленным стандартам, количество слоев эмалей, лаков, толщины лакокрасочных покрытий, а также классы покрытий должны соответствовать требованиям настоящего Руководства.
21.1.4. Цвет и марки лакокрасочных покрытий следует выбирать по настоящему Руководству и международной цветовой картотеке RAL.
21.1.5. Цвета лакокрасочных материалов, применяемых для наружной окраски, должны соответствовать следующим номерам международной цветовой картотеки RAL. Фирменные поезда окрашивают в соответствии с эскизом, утвержденным в установленном порядке.
21.1.6. Характеристика классов лакокрасочных покрытий пассажирских вагонов по внешнему виду и качеству приведена в таблице 8.
Таблица 8
Характеристика классов лакокрасочных
покрытий по внешнему виду и качеству
|
Класс покрытий и его обозначение ГОСТ 9.032-74 |
Наименование показателей окрашиваемой поверхности |
Норма для получения однотонных покрытий |
|
IV |
Волнистость |
Не более 2,0 мм/м2 |
|
Потеки |
Не допускаются |
|
|
Разнооттеночность |
То же |
|
|
Шагрень |
Допускается |
|
|
Риски |
« |
|
|
Штрихи |
« |
|
|
V |
Волнистость |
Не более 2,5 мм/м2 |
|
Потеки |
Допускаются отдельные |
|
|
Разнооттеночность |
Не допускается |
|
|
Шагрень |
Допускается |
|
|
Риски |
« |
|
|
Штрихи |
« |
|
|
VI |
Волнистость |
Не более 4,0 мм/м2 |
|
Шагрень |
Допускается |
|
|
Штрихи |
« |
|
|
Разнооттеночность |
« |
|
|
Риски |
« |
|
|
VII |
Показатели внешнего вида не нормируются |
Предприятия — поставщики (изготовители) лакокрасочных материалов, сопутствующих приспособлений и расходных материалов указаны в Приложении Е.
21.2. Технические требования к процессу окраски вагонов
21.2.1. Требования к процессу окраски вагонов указаны в таблице 9.
Таблица 9
Технические требования к процессу окраски
|
Наименование операций |
Технология окрашивания, контроль качества |
|
Подготовка поверхности |
Подготовку поверхностей осуществляют в соответствии с п. 21.2. Качество очистки от окислов вновь поставленного металла должно соответствовать 1-й или 2-й степени очистки; поверхностей, очищенных абразивно-струйным способом — 1-й или 2-й степени очистки, механическим способом — 2-й или 3-й степени очистки; обезжиривание любых поверхностей — второй степени зажиренности по ГОСТ 9.402 |
|
Грунтование |
Грунтовку наносят ровным сплошным слоем, после просушки она должна иметь матовую поверхность без потеков, пропусков и наплывов и не давать отлипания |
|
Шпатлевание |
Шпатлевку наносят на просушенную после грунтования поверхность в один слой толщиной не более 500 мкм. На отдельных участках кузова, поверхность которых не удовлетворяет требованиям по классу лакокрасочного покрытия согласно ГОСТ 9.032 (таблица 8), наносят дополнительные слои шпатлевки, число которых определяется степенью неровности поверхности. При этом толщина всех слоев шпатлевки должна быть не более 2000 мкм при полном удалении покрытия, а на расчищенных до металла поверхностях должна соответствовать уровню не разрушившегося лакокрасочного покрытия. Хорошо просушенный слой шпатлевки должен быть полуматовым и не иметь просадок, рисок и заусенцев. Высохший слой шпатлевки не должен иметь трещин, пузырей, отслаивания |
|
Шлифование |
Зашпатлеванные поверхности обрабатывают абразивными материалами (наждачное полотно, бумага и т.п.). После шлифовки слой шпатлевки должен быть ровным, гладким, без рисок, задиров и не прошлифованных мест |
|
Нанесение защитного лакокрасочного покрытия |
Защитные лакокрасочные покрытия наносят на расчищенные до металла поверхности после подготовки поверхности, грунтования в соответствии с п. 21.3, 21.4 и 25.5 настоящего Руководства. Каждый слой защитного лакокрасочного покрытия должен быть без пропусков и потеков. Очередной слой наносят после высыхания предыдущего слоя. Допускается нанесение покрывных лакокрасочных материалов по недосушенной грунтовке и по недосушенному промежуточному слою лакокрасочного покрытия, для которых это предусматривается соответствующими стандартами и технической документацией, утвержденной в установленном порядке. Поверхности, не имеющие разрушившегося лакокрасочного покрытия, должны быть подготовлены согласно требованиям пп. 21.3.1, 22.3.13, 21.7.8, 21.2.1 и 21.5.2 настоящего Руководства |
|
Сушка |
Лакокрасочные покрытия, нанесенные на поверхности вагонов, составных частей, подвергают горячей сушке до степени 3 по ГОСТ 19007. Допускается естественная сушка до степени 3 по ГОСТ 19007. Качество сушки должно быть обеспечено контролем режимов сушки, установленных нормативно-технической документацией вагоноремонтного завода или депо |
|
Контроль толщины покрытия |
Толщину покрытия на внутренних поверхностях измеряют по сырой пленке с помощью калиброванных толщиномеров с пределом измерения 25 — 2000 мкм или по сухой пленке — магнитными толщиномерами типа «Константа». Контроль толщины покрытия на наружных поверхностях осуществляют только по шпатлевочному слою. Общая толщина комплексного лакокрасочного покрытия по наружной поверхности кузова должна быть не более 2200 мкм, а мастичного покрытия внутри вагона — не менее 2000 мкм на полу и подоконном поясе |
21.3. Подготовка поверхностей перед окрашиванием
21.3.1. Перед подготовкой к окрашиванию внутренние и наружные поверхности кузова вагона должны быть промыты и просушены в соответствии с Технологической инструкцией на обмывку вагонов ТИ 32-ЦЛ-18/61.
21.3.2. Подвагонное оборудование и все поверхности под вагоном перед окрашиванием должны быть промыты в соответствии с Технологической инструкцией по очистке узлов и деталей ходовых частей и подвагонного оборудования пассажирских вагонов с применением моечных установок высокого давления и технических моющих средств ТИ 020-01124328-00.
21.3.3. Перед окрашиванием поверхности очистить от продуктов коррозии, сварочных брызг, потеков, наплывов, утолщений покрытия, разрушившегося лакокрасочного покрытия, жировых и других видов загрязнений.
21.3.4. Наружные поверхности кузовов подвижного состава очищаются полностью до металла, если общая толщина имеющегося комплексного покрытия (включая шпатлевку, грунтовку и эмаль) превышает 2000 мкм или если разрушение лакокрасочного покрытия превышает 25% общей площади кузова.
Кузова вагонов, изготовленные из коррозионной стали и с комбинированной конструкцией, очищаются полностью до металла.
21.3.5. Очистку всей наружной поверхности кузова от окалины, ржавчины, старого разрушившегося покрытия проводят с использованием дробеструйного способа или с применением механизированного инструмента.
21.3.6. Размер металлической дроби при дробеструйной очистке и давление воздуха устанавливаются экспериментально в зависимости от толщины пленки удаляемых продуктов (окислов, ржавчины или старого покрытия) и толщины металла кузова вагона и должны соответствовать от 0,6 до 1,2 мм и давлением от 0,69 до 0,8 МПа (от 6,9 до 8,0 кгс/см2).
Дробь необходимо применять стальную, колотую, закаленную в соответствии с ГОСТ 11964.
21.3.7. Шероховатость металлической поверхности после дробеструйной очистки должна быть не более 40 — 45 мкм.
21.3.8. При применении механизированного инструмента (электро- и пневмошлифовальных машинок) поверхность после обработки должна быть обезжирена, а при применении струйно-абразивного оборудования — обеспылена с помощью обдувки воздухом или волосяной щетки.
21.3.9. После дробеструйной подготовки поверхности время до проведения следующей операции — грунтования не должно превышать двух часов.
21.3.10. Все поверхности, подвергающиеся абразивно-струйной обработке и подготовленные до степени очистки 2 по ГОСТ 9.402, должны быть загрунтованы в течение 2 ч по следующей схеме:
— обработка всей поверхности с наружной стороны фосфатирующими грунтовками ВЛ-02 или ВЛ-023;
— сушка фосфатирующих грунтовок — 15 мин.
21.3.11. Нанесение фосфатирующих грунтовок производят механизированным распылением пневматическим или безвоздушным способом. Толщина слоя от 5 до 10 мкм.
21.3.12. Поверхности со старым частично разрушившимся покрытием должны быть очищены до металла, обезжирены уайт-спиритом или бензином и загрунтованы.
21.3.13. Поверхности с сохранившимся покрытием должны быть промыты моющими средствами с обязательным смывом водой, очищены от дефектов предыдущего окрашивания (потеков, наплывов и утолщений) с использованием механизированного инструмента.
21.3.14. Допускаются другие способы подготовки поверхности, обеспечивающие требования ГОСТ 9.402 и согласованные ОАО «РЖД» в установленном порядке.
21.3.15. Раму вагона и тележек очищают от продуктов коррозии и разрушившегося лакокрасочного покрытия.
21.3.16. При подготовке вскрытых внутренних поверхностей вагонов частично разрушившееся покрытие удаляют полностью, и поверхность расчищают до чистого металла с использованием механического метода очистки.
21.3.17. В отдельных труднодоступных местах, когда невозможна очистка поверхности от продуктов коррозии, допускается использование специальных грунтовочных или пенетрирующих материалов. При этом плотносцепленный, неотслаивающийся слой ржавчины должен быть толщиной не более 100 мкм.
21.3.18. В случае, когда на вагоне имеются сквозные повреждения металла, кузов подвергают ремонту сваркой с последующей зачисткой сварных швов пневмо- или электроинструментом, фосфатированием грунтовками ВЛ-02 или ВЛ-023 и последующим грунтованием отремонтированных участков.
21.3.19. Для обеспечения длительной защиты сварных швов применяют материалы с повышенными защитными свойствами — грунтовки ЭП-0282, или Темавелд ЗСМ, или DG-10-9121/0.
21.3.20. Все сопрягаемые поверхности металлических деталей грунтуют до установки на место.
21.3.21. Поверхности деревянных деталей перед окрашиванием циклюют или шлифуют, выступающие волокна и заусенцы устраняют. На лицевых сторонах поверхностей, изготовленных из фанеры, не допускаются отслаивание, задиры и трещины.
21.4. Оборудование для очистки, шлифовки, окрашивания и сушки
21.4.1. При небольшом объеме работ очистку производят механизированным электро- или пневматическим инструментом с предварительной расчисткой разрушившегося лакокрасочного покрытия вручную щетками, скребками, шарошками и т.п.
21.4.2. При большом объеме работ должен применяться самый эффективный метод очистки поверхности — абразивно-струйная очистка, которая должна проводиться дробеструйным способом в дробеструйных камерах или на специализированных участках с использованием дробеструйных аппаратов. Допускается применять другие виды оборудования для очистки, обеспечивающие требование ГОСТ 9.402 и согласованные ОАО «РЖД» в установленном порядке.
21.4.3. Шпатлевание поверхностей производят шпателями деревянными, металлическими или упругими пластичными резиновыми толщиной от 7 до 8 мм. Резиновый шпатель предпочтителен для повторного шпатлевания и выправочных работ.
21.4.4. Для шлифования грунтовочных и шпатлевочных слоев (удаление потеков, наплывов и неровностей) должен применяться электро- или пневмоинструмент с наждачным полотном различной зернистости.
21.4.5. Окрашивание производят с помощью краскораспылителей различных типов методами пневматического, безвоздушного и комбинированного распыления.
21.5. Грунтование
21.5.1. Для грунтования кузовов вагонов применяют материалы согласно типовым технологическим процессам ТП-ЦЛПВ-33/3, ТП-ЦЛПВ-33/4.
21.5.2. Грунтование наружной поверхности кузова вагона (включая боковые и торцевые стены, крышу, переходные площадки и подножки) производят за два прохода грунтовками ЭФ-065 или ПФ-0294, или «Ростекс-супер», или «Коррокс», или «Уретан-Антикор», или Темапрайм ЕЕ, или «Кронос-Спринт» и другими согласованными в установленном порядке.
21.5.3. Толщина высохшего грунтовочного слоя должна быть от 25 до 35 мкм.
21.5.4. Сушка грунтовок при естественной температуре плюс 20 °C должна быть не более 12 ч; при использовании искусственной конвекционной сушки при температуре от плюс 50 до плюс 60 °C — время сушки 1 ч.
21.5.5. Перед проведением сварочных работ на кузове металлические поверхности деталей, подлежащие сварке, в местах сварных швов должны быть загрунтованы грунтовками ЭП-0282, или Цинол СВ, или СД ЦИНК 100ХА, или DG 10-9121/0 в соответствии с инструкциями по их применению.
21.5.6. Внутренние поверхности сварных конструкций замкнутого профиля должны быть обработаны составом Динитрол 3642W.
21.5.7. Внутренние поверхности декоративной полосы должны быть обработаны составом Динитрол 3642W с предварительной герметизацией сварного шва по всей длине герметизирующим составом Динитрол 410/Д500.
21.5.8. Нанесение Динитрола 3642W производят через специально сделанные технологические отверстия с помощью пистолета с насадками.
21.5.9. Герметик Динитрол 410 PUR 500 наносят на всю поверхность шва полосы ножом, шпателем или ручным пистолетом. Перед нанесением герметика поверхность шва должна быть обработана до чистого металла электро-, пневмоинструментом.
21.6. Нанесение защитных материалов на внутреннюю поверхность кузова вагона
21.6.1. Защита вскрытых внутренних поверхностей кузова вагона, имеющих коррозионные повреждения, должна осуществляться высоковязкой антикоррозионной битумной мастикой АПМ по следующим схемам:
— мастика АПМ по поверхности, загрунтованной пенетрирующим составом ГС-1, ГС-1 «Кронос» или ПРИМ-Боди;
— мастика АПМ по поверхности, обработанной составом СФ-I и загрунтованной любой грунтовкой, указанной в п. 22.5.2 настоящего Руководства;
— мастика АПМ по поверхности, обработанной грунтовкой по ржавчине ЭП-0199 и загрунтованной любой из указанных в п. 21.5.2 настоящего Руководства грунтовкой.
21.6.2. Материалы наносят на сухую поверхность, подготовленную в соответствии с п. 21.3.16, 21.3.17 и 21.3.18 настоящего Руководства.
21.6.3. Нанесение указанных материалов производят методом пневматического распыления на загрунтованную поверхность вагона. Материалы могут наносить вручную (кистью или шпателем). При механизированном способе нанесения могут использовать установки типа УНМ-1 (г. Хотьково).
21.6.4. Толщина слоя мастики на сухую пленку должна быть не менее 2000 мкм.
21.6.5. Время высыхания мастики при температуре (20 +/- 5) °C — 24 ч или 6 ч при температуре (75 +/- 5) °C.
21.7. Нанесение лакокрасочных материалов на наружные поверхности кузова вагона
21.7.1. Технология окрашивания наружной поверхности кузовов состоит из следующих операций:
— грунтование (в соответствии с п. 21.5 настоящего Руководства);
— шпатлевание местное;
— шлифование;
— шпатлевание сплошное (при необходимости);
— шлифование повторное;
— грунтование всей поверхности;
— нанесение эмалей;
— нанесение декоративных полос;
— окрашивание концевых кранов, подвесок, головок тормозных рукавов и сигнальных отростков;
— нанесение знаков и надписей.
21.7.2. Технология шпатлевания
Первой операцией после нанесения грунтовки является местное шпатлевание:
— алкидные шпатлевки или автомобильные полиэфирные наносят не на всю поверхность, подлежащую окрашиванию, а только на те места, которые имеются на поверхности в виде раковин, углублений или завалов, а также на сварные швы;
— наиболее эффективным является местное выравнивание за несколько раз безусадочной автомобильной полиэфирной шпатлевкой.
21.7.2.1. Полиэфирные шпатлевки разводятся и смешиваются с отвердителем в соответствии с инструкцией, указанной на упаковке. Отвердитель смешивается с основой путем втирания его в основную массу шпателем. При этом шпатель двигают от центра к краям лотка или планшета, на котором готовят шпатлевку. Приготовленная таким образом шпатлевочная масса получается более однородной и качественной за счет удаления пузырьков воздуха из нее. Не рекомендуется готовить шпатлевку вращательными движениями, т.к. получаемое из приготовленной таким образом шпатлевки покрытие имеет пористость и проколы. Шпатлевочные материалы указаны в таблице 10.
21.7.2.2. Нанесение шпатлевки автомобильной полиэфирной производят вручную. Шпатлевки «Лаккакитти» или «Кронос-Спринт» наносятся как вручную, так и распылением. Шпатлевку ПФ-0052 наносят только распылением. При этом толщина одного слоя должна быть не более 0,5 мм.
21.7.2.3. Последний слой шпатлевки наносят под скребок деревянным шпателем с резиновой полоской или резиной, чтобы шпатлевка оставалась лишь в местах углублений ранее нанесенного шпатлевочного слоя.
21.7.2.4. Наносить каждый слой шпатлевки или подмазки можно только по высохшему предыдущему слою.
21.7.3. Шлифование
21.7.3.1. Шлифование поверхности кузова в местах нанесения шпатлевки производят с использованием электро- или пневмоинструмента.
21.7.3.2. Шлифование производят в два этапа с помощью наждачного полотна различной зернистости. Первый этап шлифовки — грубозернистой шкуркой, второй этап — с использованием мелкозернистой шкурки.
21.7.3.3. Не захваченные шлифовальной машинкой труднодоступные места необходимо дошлифовать вручную.
21.7.3.4. По окончании шлифования всю поверхность протирают чистой ветошью или обдувают сжатым воздухом.
21.7.4. Нанесение выявительного слоя производят любой из перечисленных грунтовок, разведенной растворителем из расчета 1:1.
21.7.5. Выправку выявительных дефектных мест шпатлевания проводят шпатлевками МС-006, или «Лаккакитти», или автомобильной полиэфирной.
21.7.6. Грунтование прошлифованных до металла мест осуществляют фосфатирующими грунтовками ВЛ-02 или ВЛ-023.
21.7.7. Перечень операций технологического процесса шпатлевания:
— шпатлевание 1-м слоем;
— сушка шпатлевки;
— повторное шпатлевание;
— сушка 2-го слоя шпатлевки;
— шлифование шпатлевки;
— нанесение выявительного слоя;
— выправка выявительных дефектных мест шпатлевания;
— подшлифовка;
— грунтование прошлифованных до металла мест.
21.7.8. После проведения всех операций (пп. 22.7.1 — 22.7.7) производят сплошное грунтование всей поверхности, подлежащей дальнейшему окрашиванию.
21.7.9. Нанесение покрывных слоев модифицированными алкидными материалами, имеющими долговечность не менее 4-х лет. Стены кузова и крышу окрашивают материалами, указанными в таблицах 10, 11, 12.
Таблица 10
Грунтовки для окрашивания составных частей
и деталей пассажирских вагонов
|
Наименование основных окрашиваемых поверхностей |
Материалы окрашиваемых поверхностей |
Условия эксплуатации по ГОСТ 9.104 |
Грунтовки |
|
|
категория размещения окрашенных поверхностей |
группа условий эксплуатации |
|||
|
1 |
2 |
3 |
4 |
5 |
|
1. Сопрягаемые поверхности деталей и сборочных единиц, соединяемые болтами и заклепками подлежащих сварке прерывистыми швами или точками, а также внутренние поверхности сварных конструкций замкнутого профиля в технологически доступных местах и декоративной полосы |
Сталь |
2 |
У2 |
ЭФ-065, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или ПФ-0294, или АГЗ-К, или Уретан-антикор, или ФЛ-03К, или ЦИНОЛ-СВ, или Темавелд ЗСМ, или DG 10-9121/0, или ЭП-0282, ФЛ-03К, или лак ПФ-170 с добавлением 15 — 20% алюминиевой пудры |
|
2. Наружные поверхности кузовов, включая стены (боковые и торцевые) и крышу (свесы и среднюю часть), металлическое суфле |
Сталь |
1 |
У1 |
ЭФ-065, или Ростекс-супер, или Темапрайм ЕЕ, или Коррокс, или Уретан-антикор, или ПФ-0294, или Кронос-Спринт, или АГЗ-К <*> |
|
3. Поверхности пола, рам вагонов, тележек, подвагонного оборудования и автосцепного устройства |
Сталь |
2 |
У2, 4/1 по ГОСТ 9.032 |
ЭФ-065, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или ПФ-0294, или ФЛ-03К, или Уретан-антикор, или УНИКОР-ЖД <**>, или АГЗ-К <**> |
|
4. Внутренние поверхности кузовов, имеющие коррозионные повреждения (пол, подоконные панели и др. поверхности) |
Сталь |
2 |
У2, 4/1 по ГОСТ 9.032 |
Пенетрирующая грунтовка ГС-1, или ЭП-0199, или фосфатирующий состав СФ-1 с перекрытием грунтовками по п. 2 |
|
5. Наружные поверхности водяных баков |
Сталь (кроме нержавеющей) |
2 |
У2 |
ЭФ-065, или ФЛ-03К, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или ПФ-294, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или АГЗ-К, или Уретан-антикор, или Кронос-Спринт |
|
6. Поверхности внутренних помещений вагонов (в том числе туалетных, тамбуров), имеющие повреждения лакокрасочных покрытий |
Сталь |
4 |
У4 |
ЭФ-065, или ФЛ-03К, или ПФ-0294, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или АГЗ-К, или Уретан-антикор, или Кронос-Спринт |
|
Алюминий, нержавеющая сталь |
4 |
У4 |
ЭФ-065, или ФЛ-03Ж, или ВЛ-02, или ВЛ-023 |
|
|
Столярные, древесно-стружечные, фанерные плиты, фанера |
4 |
У4 |
ЭФ-065, или ФЛ-03К, или ПФ-0294, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или Кронос-Спринт, или антисептирование с антипирированием <***> |
|
|
6.1. Жесткие диваны, откидные и багажные полки, оконные рамы, раскладки и др. детали |
Дерево |
4 |
У4 |
ЭФ-065, или ФЛ-03К, или ПФ-0294, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или Кронос-Спринт, или антисептирование с антипирированием <***> |
|
7. Поверхности аккумуляторных ящиков с внутренней стороны при установке кислотных и щелочных батарей аккумуляторов |
Сталь, дерево |
— |
7 по ГОСТ 9.032 |
ХС-010 или ЭФ-065, или Уретан-антикор, или ЭФ-070 |
|
8. Поверхности котельных отделений и оборудования внутри котельных, стальных перегородок котельного отделения, имеющие повреждения лакокрасочных покрытий |
Сталь |
4 |
У4 |
ЭФ-065, или ФЛ-03К, или ГФ-0163, или ГФ-0119, или ПФ-0244, или ПФ-025, или ПФ-0294, или Коррокс, или Ростекс-супер, или Темапрайм ЕЕ, или Кронос-Спринт, или АГЗ-К <**>, или Уретан-антикор, или Кронос-Спринт |
|
<*> Для средней части крыши. <**> Грунтовки наносятся как самостоятельные покрытия: в три слоя — грунтовка УНИКОР-ЖД и в два слоя — грунтовка АГЗ-К. <***> Эти операции проводятся по технической документации на антипирены и антисептики. |
Таблица 11
Шпатлевки, мастики и их толщины при окрашивании
составных частей и деталей пассажирских вагонов
|
Наименование основных окрашиваемых поверхностей |
Материалы окрашиваемых поверхностей |
Условия эксплуатации по ГОСТ 9.104 |
Шпатлевки и мастики |
Толщина лакокрасочных покрытий шпатлевками, мастиками (мкм) |
|
|
категория размещения окрашенных поверхностей |
группа условий эксплуатации |
||||
|
1. Наружные поверхности кузовов: боковых и концевых стен, крыш (в местах сварных швов), а также стен тамбуров и туалетных помещений |
Сталь |
1 |
У1 |
По грунтовке шпатлевки <*>: ПФ-0052, или Лаккакитти, или Кронос-Спринт, или полиэфирные шпатлевки: Полистоп ЛП, или Полисофт, или Металл-пластик, или Эподур XIII, или Эподур XIII «В» |
Не более 2000 |
|
2. Внутренние вскрытые поверхности кузовов, имеющие коррозионные повреждения: — стены ниже оконных проемов и пол пассажирских, почтовых и багажных вагонов |
Сталь |
2 |
У2, 4/1 по ГОСТ 9.032 |
По грунтовке мастика: АПМ |
Не менее 2000 |
|
<*> Шпатлевание поверхностей не должно производиться при обеспечении качества лакокрасочного покрытия в соответствии с классами покрытия, установленными настоящим Руководством. |
Таблица 12
Эмали, краски и лаки для окрашивания составных частей
и деталей пассажирских вагонов, классы
лакокрасочных покрытий, количество слоев
|
Наименование основных окрашиваемых поверхностей |
Материалы окрашиваемых поверхностей |
Условия эксплуатации по ГОСТ 9.104 |
Класс лакокрасочных покрытий по ГОСТ 9.032 |
Покрывные лакокрасочные материалы (эмали, краски, лаки) |
Количество слоев покрывных лакокрасочных материалов |
|
|
категория размещения окрашенных поверхностей |
группа условий эксплуатации |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1. Наружные поверхности кузовов: <*> |
По грунтовке эмали: КО-8104, или КО-8101, или АКРЭМ-металл с лаком АКРЭМ <**>, или ВД-АК-1309 ЖТ с лаком ВД-АК-1106 <**>, или АКРЭМ-Уретал, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-115 Кронос, или ПФ-К Кронос, или Пентакрил ЖД, или ПФ-1315, или АС-1280, или Миралкид 90, или Темалак МЛ 90, или Коррокс |
|||||
|
— средняя часть крыши: |
Сталь |
1 |
У1 |
VII |
3/2 <***> |
|
|
— свесы крыши |
Сталь |
1 |
У1 |
V |
По грунтовке эмали: АКРЭМ-металл с лаком АКРЭМ <**>, или ВД-АК-1309 ЖТ с лаком ВД-АК-1106 <**>, или Уретал, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-К Кронос, или Пентакрил ЖД, или ПФ-1315, или АС-1280, или Миралкид 90, или Темалак МЛ 90, или Коррокс |
3/2 |
|
— стены боковые: |
Сталь |
1 |
У1 |
VI |
По грунтовке, шпатлевке и грунтовке эмали: АКРЭМ-металл с лаком АКРЭМ <**>, или ВД-АК-1309ЖТ с лаком ВД-АК-1106 <**>, или Уретал, или ПФ-К Кронос, или Пентакрил ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, АС-1280, или Миралкид 90, или Темалак МЛ 90, или Коррокс |
3/2 |
|
— стены торцевые |
Сталь |
1 |
У1 |
V |
« |
|
|
2. Металлическая армировка наружных оконных рам |
Сталь |
1 |
VI |
V |
Лак ПФ-170 с добавлением алюминиевой пудры ПАП-1 или ПАП-2, или эмали КО-8101, или КО-8104 |
2 |
|
3. Оконные рамы, имеющие потемнение оксидированного слоя |
Алюминий |
1 |
VI |
V |
Лак ПФ-170 с добавлением алюминиевой пудры ПАП-1, или ПАП-2, или эмали КО-8101, или КО-8104 |
1 |
|
4. Наружные поверхности внутренних помещений: |
Древесно-волокнистые, древесно-стружечные, столярные, фанерные плиты |
По грунтовке, шпатлевке эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1250ВС, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или Пентакрил ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280 |
||||
|
— потолков купе, коридоров, служебных помещений; |
4 |
У4 |
IV |
2 |
||
|
— потолков кладовых почтовых вагонов и грузовых помещений багажных вагонов |
2 |
У2 |
V |
|||
|
5. Наружные поверхности внутренних помещений: |
Сталь, алюминий |
По грунтовке, шпатлевке эмали: АКРЭМ-металл или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или Пентакрил ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или порошковые краски эпоксидные или полиэфирные, или эпоксиполиэфирные |
||||
|
потолков купе, коридоров и служебных помещений: |
4 |
У4 |
IV |
2 |
||
|
— потолков служебных помещений, купе сортировочных залов почтовых и багажных вагонов; |
4 |
У4 |
IV |
|||
|
— потолков кладовых почтовых вагонов и грузовых помещений багажных вагонов; |
2 |
У2 |
VI |
« |
||
|
— стен и грузовых полок кладовых почтовых вагонов и грузовых помещений багажных вагонов |
2 |
У2 |
« |
|||
|
6. Наружные поверхности внутренних помещений: потолков и стен туалетных помещений и тамбуров |
Древесно-волокнистые, древесно-стружечные, столярные, фанерные плиты и фанера, сталь |
2 |
У2 |
IV |
По грунтовке эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или порошковые краски эпоксидные, или полиэфирные, или эпоксиполиэфирные |
2 |
|
7. Поверхности оборудования внутри помещения: раскладок, дверей мебели |
Дерево |
4 |
У4 |
IV |
Лаки: «Балет», или «Интерьер», или ВД-АК-1106, или АКРЭМ, или НЦ-218, или ПФ-170, или ПФ-283 |
3 |
|
4 |
У4 |
IV |
Эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-11 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или порошковые краски эпоксидные, или полиэфирные, или эпоксиполиэфирные |
2 |
||
|
Дерево, сталь, алюминий |
1 |
|||||
|
8. Поверхности перегородок котельных отделений и оборудования внутри котельных |
Сталь |
4 |
У4 |
VI |
Без грунтовки эмали: КО-8104 или КО-8101 По грунтовке эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, ПФ-1315, или АС-1280 |
2 |
|
9. Поверхности перегородок котельных отделений со стороны коридоров |
Сталь |
4 |
У4 |
— |
По грунтовке эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или порошковые краски эпоксидные, или полиэфирные, или эпоксиполиэфирные |
1 |
|
10. Поверхности водяных баков с наружной стороны и баков силового оборудования <****> |
Сталь |
2 |
У2 |
— |
По грунтовке эмали: АКРЭМ-металл, или ВД-АК-1309 ЖТ, или ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД |
2 |
|
11. Поверхности аккумуляторных ящиков с внутренней стороны: |
7 по ГОСТ 9.032 |
|||||
|
— при установке щелочных батарей аккумуляторов; |
Сталь, дерево |
— |
— |
По грунтовкам эмали: ЭП-773 |
2 |
|
|
— при установке кислотных батарей аккумуляторов |
Сталь |
— |
— |
— |
По грунтовке эмаль: ХВ-785 или эмаль ХВ-785 с лаком ХВ-784 |
2 |
|
1 |
||||||
|
12. Поверхности пола, рам вагонов, тележек, подвагонного оборудования, автосцепного устройства, переходных площадок |
По грунтовке эмали: ПФ-115 Кронос, или ПФ-115СВ, или ПФ-1246, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или ЭП-1323 МЖТ, или Коррокс, или АКРЭМ-металл, или ВД-АК-1309ЖТ |
2 |
||||
|
13. Сигнальные отростки замков автосцепки, концевые краны, головки и подвески тормозных рукавов, стоп-краны, подвески и ручки отпускного клапана |
Сталь |
1 |
У1 |
VII |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
14. Головки наливных труб и их кожухи |
Сталь |
1 |
У1 |
VII |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
15. Наружные решетки тамбурных дверей, не подлежащих полировке и хромированию |
Сталь |
1 |
У1 |
VII |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
2 |
|
16. Знаки и надписи на кузове, раме, тележках и других деталях |
Сталь |
1 |
У1 |
VII |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
17. Подвагонный высоковольтный ящик изнутри |
4 |
У4 |
VII |
Электроизоляционная эмаль ГФ-92ХК или ГФ-93ХС |
1 |
|
|
18. На вагонах с электропневматическим тормозом и с пролетной магистралью ЭПТ головки и подвески тормозных рукавов |
Сталь |
1 |
У1 |
VII |
Электроизоляционная эмаль ГФ-92ХК или ГФ-93ХС |
1 |
|
19. Поручни входных дверей вагонов МС, СВ, фирменных <*****> |
Облицовка из полимерного материала |
1 |
У1 |
IV |
Лаки: ПФ-170, ПФ-157 |
1 |
|
20. Металлическая фурнитура, не подлежащая полировке |
— |
2 |
У1 |
IV |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
2 |
|
21. Рундуки снаружи и внутри, трубы отопления, нижняя раскладка рундуков (плинтусы) |
2 |
У2 |
VI |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188СВ, или ПФ-188ЖТ, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
|
22. Поверхности раскладок, дверей и мебели |
Деревянные изделия по ГОСТ 3191 |
2 |
У2 |
IV |
Лаки: ПФ-231, ПФ-170, НЦ-218, «Балет» и «Интерьер» — водно-дисперсионные |
2 |
|
23. Деревянные оконные рамы |
Дуб и другие материалы по ГОСТ 3191 |
2 |
У2 |
IV |
Лаки: ПФ-170, ПФ-283 по мастике-порозаполнителю |
2 |
|
24. Листы под трубами |
Алюминий, сталь |
2 |
У2 |
— |
Лак ПФ-170 с добавлением алюминиевой пудры ПАП-1 или ПАП-2, или эмаль алкидная коричневого цвета |
2 |
|
25. Кипятильники |
2 |
У2 |
— |
Лак ПФ-170 + 15% ПАП-1 или ПАП-2, ПФ-115 белая + 15% ПАП-1 или ПАП-2 |
1 |
|
|
26. Детали вентиляционной системы, не подлежащие оцинковке |
Сталь |
2 |
У2 |
— |
Эмали: ПФ-115 Кронос, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
1 |
|
27. Пол вагона (линолеум) |
2 |
У2 |
V |
Эмали: ПФ-115 Кронос, или ПФ-1250ВС, или ПФ-1246, или ПФ-115СВ, или ПФ-К Кронос, или ПФ-ВЕГА ЖД, или ПФ-188, или ПФ-1315, или АС-1280, или Пентакрил ЖД, или Миралкид 90, или Темалак МЛ 90, или Коррос |
———————————
<*> Перед нанесением покрывных лакокрасочных материалов зашпатлеванная поверхность кузова и поверхность с сохранившимся лакокрасочным покрытием покрывается грунтовками.
<**> Третий слой водно-дисперсионных эмалей наносится с водно-дисперсионными лаками в соотношении 1:9.
<***> В числителе указано количество покрывных слоев по поверхностям, расчищенным до металла, в знаменателе — по старому покрытию.
<****> Внутренние поверхности стальных водяных баков, расширителей и воздухоподогревателей допускается окрашивать в три слоя эмалями ХС-710.
<*****> Поручни входных дверей остальных вагонов допускается окрашивать алкидной эмалью кремового цвета.
21.7.9.1. Нанести 1-й слой эмалей «Поликор-7», или «Темалак МЛ-90», или «Миралкид 90», или ПФ-188, или Пентакрил ЖД, или ПФ-К «Кронос», или «Коррокс», или АС-1280, или ПФ-1315.
21.7.9.2. Сушка всех материалов 24 часа при Т = 18 — 20 °C, а эмалей АС-1280 и ПФ-1315 — 6 часов при Т = 18 — 20 °C.
21.7.9.3. Нанести 2-й слой эмалей «Поликор-7», или «Темалак МЛ-90», или «Миралкид 90», или ПФ-188, или Пентакрил ЖД, или ПФ-К «Кронос», или «Коррокс», или АС-1280, или ПФ-1315.
21.7.9.4. Сушка всех материалов 24 ч при температуре от плюс 18 до плюс 20 °C, а эмалей АС-1280 и ПФ-1315 — 6 ч при температуре от плюс 18 до плюс 20 °C.
21.7.10. Нанесение покрывных слоев водно-дисперсионными акрилатными красками
21.7.10.1. Нанесение ВД-АК-1309 ЖТ и лака ВД-АК-1106:
— нанести 1-й слой эмали ВД-АК-1309 ЖТ;
— сушка 3 ч при температуре от плюс 18 до плюс 20 °C;
— нанести 2-й слой эмали ВД-АК-1309 ЖТ;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C;
— нанести слой смеси акрилуретанового лака ВД-АК-1106 с эмалью ВД-АК-1309 ЖТ в соотношении 8:2;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C.
21.7.10.2. Нанесение краски АКРЭМ-металл и акрилуретанового лака:
— нанести 1-й слой краски АКРЭМ-металл;
— сушка 1 ч при температуре от плюс 18 до плюс 20 °C;
— нанести 2-й слой краски АКРЭМ-металл;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C;
— нанести слой смеси акрилуретанового лака с краской АКРЭМ-металл в соотношении 8:2;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C.
21.7.10.3. Нанесение эмали Уретал:
— нанести 1-й слой эмали Уретал;
— сушка 4 ч при температуре от плюс 18 до плюс 20 °C;
— нанести 2-й слой эмали Уретал;
— сушка 24 ч при температуре от плюс 18 до плюс 20 °C.
21.7.11. Надписи на кузове вагона и декоративную полосу можно наносить через 15 — 18 ч после нанесения последнего слоя алкидных эмалей и через 2 — 3 ч после нанесения водно-дисперсионных красок.
21.8. Окрашивание отдельных узлов и деталей вагонов и внутреннего оборудования
21.8.1. Материалы, используемые для окрашивания оборудования, ходовых частей, рам, пола вагона, автосцепного устройства представлены в таблицах 10, 11, 12.
21.8.2. Концевые краны, головки и подвески тормозных рукавов и сигнальных отростков замка окрашивают кистью в один слой пентафталевыми эмалями красного цвета.
21.8.3. Нанесение знаков и надписей
21.8.3.1. Для нанесения знаков и надписей используют эмали белого цвета. При использовании метода шелкографии применяют цинковые белила.
21.8.3.2. Расположение знаков и надписей на вагоне, а также шифр букв, цифр и знаков должны соответствовать действующему альбому «Знаки и надписи на вагонах пассажирского парка железных дорог России» N 0082-05 ПКБ ЦЛ и отдельным указаниям ОАО «РЖД».
21.8.3.3. Нумерация пассажирских вагонов должна соответствовать «Инструкции о порядке перенумерации вагонов пассажирского парка» N 4224 ЦЛ/ЦВ от 23.08.1994; Альбому «Схемы размещения новых номеров на вагонах» N 446 ПКБ ЦВ; инструкции на проведение сварочных и малярных работ при перенумеровании вагонов N 454 ПКБ ЦВ, 1984 г.
21.8.4. Поверхности рам вагонов, тележек, подвагонного оборудования и автосцепного устройства окрашивают по грунтовке алкидными эмалями и водно-дисперсионными красками типа АКРЭМ-металл или грунтовками УНИКОР-ЖД и ВД-КЧ-1Ф, используемыми в качестве самостоятельного 2- или 3-слойного покрытия (грунтовки наносят по поверхности, очищенной от пыли и масложировых загрязнений). Допускается применение алкидных эмалей, указанных в таблице 12, в 2 слоя без грунтовки.
21.8.5. Поверхности аккумуляторных ящиков с внутренней стороны окрашивают по грунтовке эмалями ХВ-785 или ЭП-773 в 2 слоя.
21.8.6. Элементы потолков, коридоров, купе, служебных помещений, туалетных и тамбуров окрашивают алкидными эмалями (в соответствии с таблицей 12) или методом порошкового напыления эпоксидными и эпоксиэфирными порошковыми красками, а затем устанавливают на вагон.
21.8.7. Поверхности котельных отделений, оборудования внутри котельных окрашивают эмалями КО-8101 и КО-8104.
21.8.8. Наружные поверхности водяных баков (кроме баков из нержавеющей стали) окрашивают по грунтовке пентафталевыми эмалями (таблица 12).
21.8.9. Наружные поверхности деревянных раскладок, дверей и мебели лакируют водно-дисперсионными лаками «АКРЭМ», «Балет», «Интерьер», ВД-АК-1106 или пентафталевыми лаками ПФ-170 или ПФ-283, нитроцеллюлозным лаком НЦ-218, наносимыми в 3 слоя.
21.8.10. Поверхности рундуков снаружи и внутри, трубы отопления, нижнюю раскладку рундуков окрашивают в 2 слоя пентафталевыми эмалями.
21.8.11. Верхние плоскости багажных полок и нелицевую часть сидений окрашивают в один слой.
21.8.12. Раскладки в каждом помещении вагона должны быть одного цвета.
21.8.13. Стены, шкафы, полки в кухне и раздаточной вагонов-ресторанов должны быть окрашены в белый цвет алкидной эмалью. Шкафы в коридорах и тамбурах — под цвет стен.
21.8.14. Стены, потолки, панели, отделанные гибким пластиком, окрашивают алкидными эмалями соответствующего цвета в один слой при наличии ремонтных вставок, разносторонности, потертости. Допускается окрашивать жесткие диваны и полки.
Окрашивание мягкой и полумягкой мебели с полимерным покрытием не допускается. Допускается окрашивать нижние (невидимые) поверхности спальных полок.
21.8.15. Линолеум пола окрашивают в два слоя эмалью с предварительной промазкой стыков эпоксидной шпатлевкой ЭП-00-10.
21.8.16. Оконные рамы с потемневшим оксидированным слоем промывают и полируют, а при значительном потемнении допускается окрашивать эмалями КО-8101 или КО-8104 или покрывать лаком ПФ-170 с добавлением алюминиевой пудры ПАП-1 и ПАП-2.
21.8.17. Запрещается окрашивать резиновые уплотнения окон.
21.8.18. После окраски наружной поверхности металлического пола дренажные отверстия восстанавливают согласно конструкторской документации на вагон.
21.8.19. Номера кранов и вентилей системы отопления и водоснабжения после окрашивания вагона восстанавливают эмалью.
21.8.20. Разрешается применять импортные лакокрасочные материалы, соответствующие по качеству материалам отечественного производства по согласованию с ОАО «РЖД».
21.8.21. Поврежденные эмалированные покрытия на мойках, унитазах, облицовочных щитах кухонных плит общей площадью не более 10 см2 на 1 м2 поверхности допускается восстанавливать. Металлические поверхности очищают от ржавчины и обезжиривают, после чего наносят два слоя кремнийорганической эмали КО-8101 или КО-8104 с подбором цвета под общий тон поверхности.
21.8.22. Все материалы, применяемые для внутренней окраски, наносят на поверхность только после тщательной расчистки разрушившихся покрытий, обезжиривания, обеспыливания или промывки.
21.8.23. Окрашенный вагон должен находиться в помещении до полного высыхания последнего слоя.
21.8.24. Технические требования к процессу окраски вагонов, грунтовки, шпатлевки, лакокрасочные материалы для окрашивания вагонов, их составных частей и деталей, классы лакокрасочных покрытий и количество слоев указаны в таблицах 10, 11, 12.
21.10. Контроль качества окрашивания вагонов
21.10.1. Контроль за выполнением малярных работ при окраске вагонов производят пооперационно с начала подготовки поверхности к окрашиванию и до ее окончания.
21.10.2. Наряду с контролем операций технологического процесса должно проверяться качество лакокрасочных материалов в соответствии с нормативными документами и правильность приготовления рабочих составов.
21.10.3. Качество подготовки поверхности перед нанесением грунтовок контролируют в соответствии ГОСТ 9.402.
21.10.4. Металлическая поверхность перед нанесением грунтовочных материалов должна быть сухой и тщательно очищенной от ржавчины, старого лакокрасочного покрытия, окалины, масляно-жировых загрязнений и соответствовать степени очистки 1 или 2 по ГОСТ 9.402.
21.10.5. Шероховатость поверхности после абразивной очистки должна быть от 40 до 45 мкм.
21.10.6. Контроль шероховатости поверхности и толщины должны осуществлять с помощью контрольно-измерительных приборов.
21.10.7. В процессе приготовления лакокрасочного материала к нанесению должны контролировать однородность, вязкость и высыхание.
21.10.8. Грунтовка должна быть тщательно просушена, не давать отлипа. Поверхность должна быть матовой, без потеков, проколов, трещин, наплывов и непрокрашенных мест. Толщина слоя должна быть от 25 до 35 мкм.
21.10.9. Качество нанесенного мастичного покрытия контролируют визуально — должна быть монолитность покрытия; отсутствие пузырей и вздутий, непрокрасов, влаги под пленкой, проколов, наплывов и других дефектов.
Поверхность покрытия должна быть сплошной, без пропусков, трещин и отслаивания.
21.10.10. Слой полиэфирной шпатлевки должен быть полуматовым, хорошо просушен, не иметь просадок, рисок, закраин и наплывов. После высыхания шпатлевка не должна иметь трещин, вздутия. Нормально высушенный слой шпатлевки не должен прорезаться ногтем и при шлифовании наждачным полотном не должен забивать зерна шпатлевочной массой. Толщина одного слоя шпатлевки должна быть не более 500 мкм.
21.10.11. На шлифованной поверхности в местах нанесения полиэфирной шпатлевки не должно быть недошлифованных мест, глубоких рисок. Допускаются отдельные малозаметные следы зачистки, штрихи, риски, прошлифованные до металла места, которые должны быть прогрунтованы фосфатирующей грунтовкой и грунтовками в соответствии с п. 21.5.2 настоящего Руководства.
21.10.12. Нанесение покрывного слоя лакокрасочного материала производят на сухой зашлифованный, хорошо промытый и протертый от шлифовочной пыли предыдущий слой покрытия. Толщина покрывного слоя должна быть от 40 до 45 мкм.
21.10.13. Покрытие на наружной поверхности кузова вагона должно быть однородным, гладким и сплошным, без потеков, разнооттеночности, без трещин, проколов и сморщивания и соответствовать ГОСТ 9.032:
— боковые стены — IV классу;
— торцевые стены — V классу;
— средняя часть крыши — VII классу;
— свесы крыши — V классу.
21.10.14. Каждый слой лакокрасочного покрытия контролируют с помощью измерительных приборов типа «Константа».
21.11. Требования безопасности и охраны окружающей среды
21.11.1. При применении лакокрасочных материалов должны соблюдаться общие требования безопасности в соответствии с Санитарными правилами организации технологических процессов и гигиеническими требованиями к производственному оборудованию за N 1042-73, 1973 г., разд. II и IV, ГОСТ 12.3.005 (1-II-83), ГОСТ 12.1.005, Правилами техники безопасности и производственной санитарии для окрасочных цехов и участков предприятий железнодорожного транспорта 1989 г.
21.11.2. Все работы, связанные с окрашиванием методом пневматического распыления, должны проводиться в соответствии с ГОСТ 12.3.005 и Санитарными правилами для окрасочных работ с применением ручных распылителей N 991-72, 1972 г.
21.11.3. К работе по подготовке поверхности и окрасочным работам допускаются лица в возрасте не моложе 18 лет, годные по состоянию здоровья для проведения указанных работ, обученные правилам и приемам работ и прошедшие инструктаж по технике безопасности.
21.11.4. Все работы, связанные с подготовкой, применением и испытанием лакокрасочных материалов, должны проводиться в помещениях, снабженных местной и общей приточно-вытяжной вентиляцией по ГОСТ 12.4.121, обеспечивающей чистоту воздуха рабочей зоны производственных помещений, содержание вредных веществ в котором не должно превышать предельно допустимых концентраций (ПДК). Состояние воздуха рабочей зоны производственных помещений должно отвечать требованиям ГОСТ 12.1.005. Приточный воздух следует подавать в рабочую зону помещений со скоростью от 0,3 до 0,5 м/с. Рециркуляция запрещена.
21.11.5. ПДК летучих веществ от растворителей в воздухе рабочей зоны должна быть не более: ксилола — 50 мг/м3, бутилацетата — 200 мг/м3.
21.11.6. Абразивно-струйная (дробеструйная) очистка должна выполняться в специальной пылезащитной одежде (плотный комбинезон, шлем-маска, рукавицы), обеспечивающей защиту органов дыхания, глаз и кожи от пыли и разлетающихся частиц дроби.
21.11.7. Вентиляторы вытяжных систем могут быть изготовлены в обычном исполнении с выбросом воздуха за пределы помещения.
21.11.8. Все работающие с лакокрасочными материалами должны быть обеспечены спецодеждой, спецобувью, средствами защиты рук по ГОСТ 12.4.103 (при подготовке — комбинезон, фартук брезентовый, резиновые перчатки; при нанесении пневмораспылением — средствами защиты органов зрения — очками типа ЗП по ГОСТ Р 12.4.013, органов дыхания по ГОСТ 12.4.034), а также по другим стандартам на конкретные средства защиты. Руки следует защищать резиновыми перчатками, надетыми на хлопчатобумажные. Все работающие с лакокрасочными материалами должны регулярно проходить профессиональные медицинские осмотры в установленном порядке.
21.11.9. Для тушения пожара в случае загорания при производстве и работе с материалами необходимо применять огнетушители пенные или углекислотные или другие средства пожаротушения по ГОСТ 12.3.002 и ГОСТ 12.4.009 (песок, кошма, пена химическая и воздухомеханическая).
21.11.10. Применение всех лакокрасочных материалов должно быть согласовано с органами здравоохранения.
21.11.11. На всех рабочих местах должно быть соответствующее освещение, выполненное на базе галогеновых ламп и обеспечивающее необходимую освещенность всей поверхности окрашиваемого вагона (не менее 75 Вт/м2).
21.11.12. При проведении окрасочных работ должны осуществляться мероприятия по улавливанию и обезвреживанию выбросов пыли, окрасочного аэрозоля и паров летучих растворителей, образующихся при дробеструйной очистке, обдувке и пневматическом распылении окрасочных материалов. В виде аэрозоля может теряться до 30% краски и до 25% растворителя, а средняя концентрация аэрозоля в рабочей зоне достигает 1 г/м3, паров растворителя — 10 г/м3.
21.11.13. Для улавливания вредных выбросов окрасочный участок должен быть оборудован эффективной системой приточно-вытяжной вентиляции, обеспечивающей очистку подаваемого воздуха, необходимый воздухообмен и режим движения воздуха в рабочих помещениях, отсос и улавливание образующихся пыли, окрасочных аэрозолей в рассредоточенном выбросе отводимого в атмосферу воздуха.
Примечания:
1) Очистка выбрасываемого воздуха от паров растворителей обычно не требуется. При большом объеме окрасочных работ по особому требованию для обезвреживания таких выбросов может быть предусмотрена установка микробиологического разложения летучих веществ «Биофильтр» или адсорбер с активированным углем;
2) Отсос загрязненного с окрасочным аэрозолем воздуха должен осуществляться через подпольные каналы или короба, перекрытые улавливающими фильтрующими матами или панельными фильтрами из полимерного волокна.
21.11.14. Выброс вентиляционного воздуха в атмосферу должен осуществляться через трубу с дефлектором на высоту не менее 5 м над коньком крыши здания, т.е. выше зоны завихрения ветровых потоков.
21.11.15. В краскоприготовительном отделении должна иметься приточно-вытяжная вентиляция, обеспечивающая 10 — 15-кратный воздухообмен.
21.11.16. В малярном цехе должны быть предусмотрены устройства для сбора, хранения, вывоза или обезвреживания отходов окрасочного производства, а также колодцы-отстойники для улавливания осадка из стоков от мойки полов.
22. Испытания и приемка вагонов после ремонта
22.1. Общие положения
22.1.1. Каждый вагон должен пройти приемо-сдаточные испытания, при которых проверяют в работе систему электрооборудования, автоматики, ходовые части, тормозное и автосцепное оборудование, вентиляцию, холодильную установку, холодное и горячее водоснабжение, водяное и комбинированное отопление, кухонные плиты на жидком и твердом топливе и др.
22.1.2. Приемку вагонов и оформление послеремонтной документации после их ремонта выполняют в соответствии с требованиями настоящего Руководства, Основных условий ремонта и модернизации подвижного состава, узлов и агрегатов на ремонтных заводах МПС и Положения о заводских инспекциях Главного пассажирского управления на заводах МПС.
22.1.3. До приемо-сдаточных испытаний вагона сборочные единицы, оборудование, детали и приборы вагона испытывают, регулируют и принимают после ремонта в соответствующих цехах вагоноремонтного завода.
Проверяют соответствие применяемых при ремонте материалов и конструкций документу Ведомственные нормы пожарной безопасности. Вагоны пассажирские. Требования пожарной безопасности ВНПБ-03.
22.1.4. Сеть водоснабжения при выпуске вагонов из ремонта должна быть заполнена водой. У вагонов, отправляемых из ремонта без проводников с первого сентября по первое июня, воду из сети водоснабжения и отопления полностью сливают.
22.1.5. Испытывают отремонтированные вагоны с применением необходимых стендов, измерительного инструмента и приспособлений.
22.1.6. Покрытие на наружной поверхности кузова вагона должно быть однородным, гладким и сплошным, без потеков, разнооттеночности, без трещин, проколов и сморщивания и соответствовать ГОСТ 9.032:
— боковые стены — IV классу;
— торцевые стены — V классу;
— средняя часть крыши — VII классу;
— свесы крыши — V классу.
22.2. Тележки
22.2.1. Все проверочно-регулировочные работы на тележках производят под тарой вагона на выверенном участке железнодорожного пути, состояние которого должно проверяться через каждые 6 мес. Выверенным участком железнодорожного пути считают путь длиной не менее 30 м колеи (1520 +/- 2) мм, на котором допускается превышение одной рельсовой нитки по отношению к другой не более 1 мм и уклон не более 4 мм на длине указанного пути.
22.2.2. Зазоры между выступающими частями рамы и тележек вагона должны быть не менее 75 мм по концам тележки и не менее 50 мм в середине. На вагонах постройки Германии с прямыми балками тележек зазоры по концам и в середине должны быть не менее 50 мм.
22.2.3. Зазор между надрессорной балкой и рамой тележки или планкой на раме тележек КВЗ-5, КВЗ-ЦНИИ должен быть не менее 20 мм и не более 90 мм под тарой вагона, зазор между накладкой продольной балки рамы и опорным листом надрессорного бруса тележек ТВЗ-ЦНИИ-М должен быть не менее 25 мм и не более 100 мм под тарой вагона.
22.2.4. Зазор между рамой тележки и потолком буксы должен быть у тележек КВЗ-5, КВЗ-ЦНИИ тип I, ТВЗ-ЦНИИ-М не менее 64 мм под тарой вагона, у тележки КВЗ-ЦНИИ тип II не менее 56 мм под тарой вагона.
22.2.5. Зазор между рамой тележек КВЗ-5 и КВЗ-ЦНИИ и корпусом буксы должен быть не менее 43 мм.
22.2.6. Разница высот надбуксовых пружин одной буксы допускается не более 3 мм для тележек КВЗ-5 и КВЗ-ЦНИИ.
22.2.7. Зазор между крылом буксы и опорным кольцом под пружины для тележек всех типов должен быть не менее 5 мм в соответствии с рисунком 15.
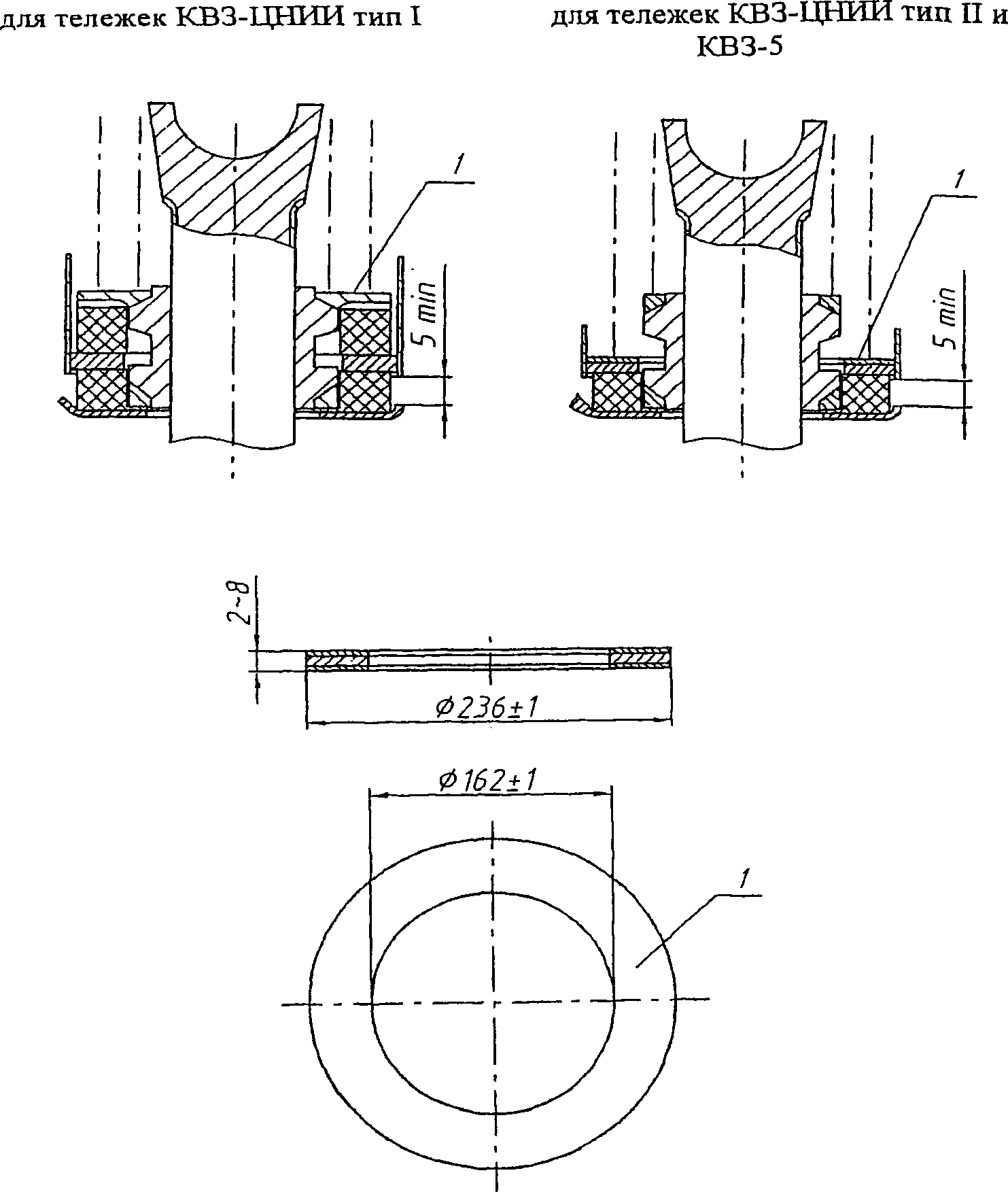
1 — регулировочная прокладка
Рисунок 15. Место установки регулировочной прокладки
22.2.8. Разность высот концов рамы тележки от головки рельса поперек вагона не должна быть более 10 мм и вдоль вагона 15 мм.
22.2.9. В собранных тележках КВЗ-ЦНИИ типов I и II после подкатки под вагон проверяют и регулируют зазор между подпятником тележки и пятником вагона «а» на рисунке 16. Этот зазор должен быть в пределах  .
.
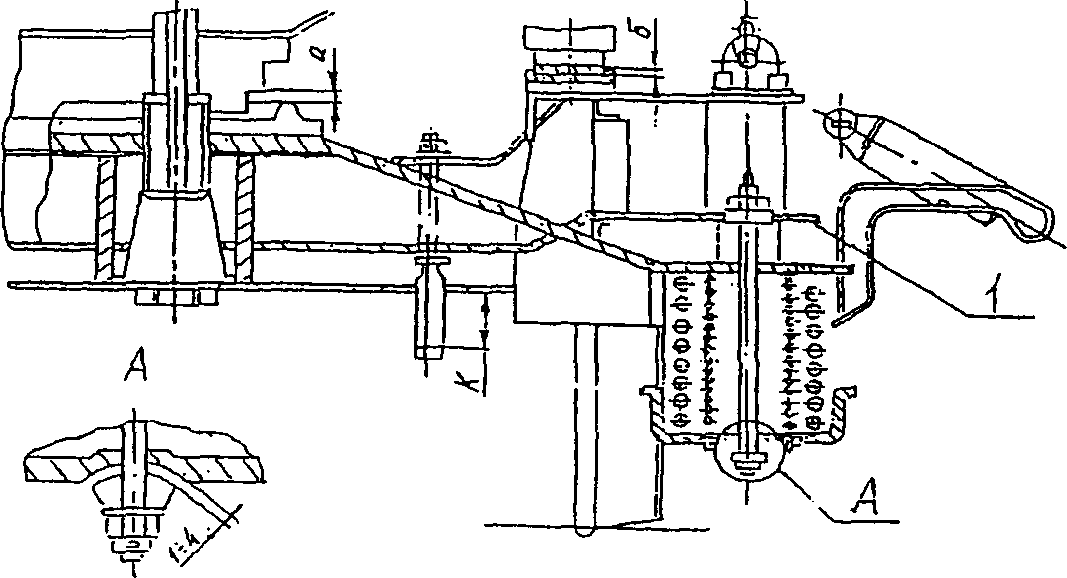
1 — регулировочная прокладка;
а = ; б — не менее 18 мм;
К = 65+10 мм — тележка типа КВЗ-5
Рисунок 16. Проверка контролируемых размеров тележек
Регулируют этот зазор регулировочными прокладками, укладываемыми под съемные скользуны тележки, при этом скользуны должны быть опущены в коробке не менее чем на 18 мм, «б» в соответствии с рисунком 16. После проверки высоты автосцепок на вагоне проверяют правильность установки предохранительных стержней. При установке предохранительных стержней необходимо следить за тем, чтобы после шплинтования гаек остался зазор от 1 до 4 мм между набором опорных шайб и сферой поддона. Для этого следует завинтить гайки предохранительных стержней до соприкосновения (без напряжения) опорных шайб с дном поддона, затем отпустить эти гайки на пол-оборота и зашплинтовать.
Проверяют правильность установки продольных поводков под тарой вагона. Правильная установка поводков должна обеспечивать расчетное затягивание резиновых пакетов при одновременном соблюдении симметричного, по отношению к раме тележки, расположения надрессорной балки и гидравлических гасителей колебаний.
Контролируют положение надрессорной балки и установку гидрогасителей на тележках КВЗ-ЦНИИ и одновременно регулируют поводки.
При регулировании положения надрессорной балки необходимо, чтобы зазор «в» рисунка 17 был не менее 5 мм, а суммарный — не более 20 мм. Суммарный зазор двух «а» должен быть в пределах (85 +/- 5) мм при зазоре «а» не менее 35 мм. Зазоры могут регулироваться путем подбора по толщине накладок, привариваемых на продольных балках рамы тележки и на скользунах поперечных балок.
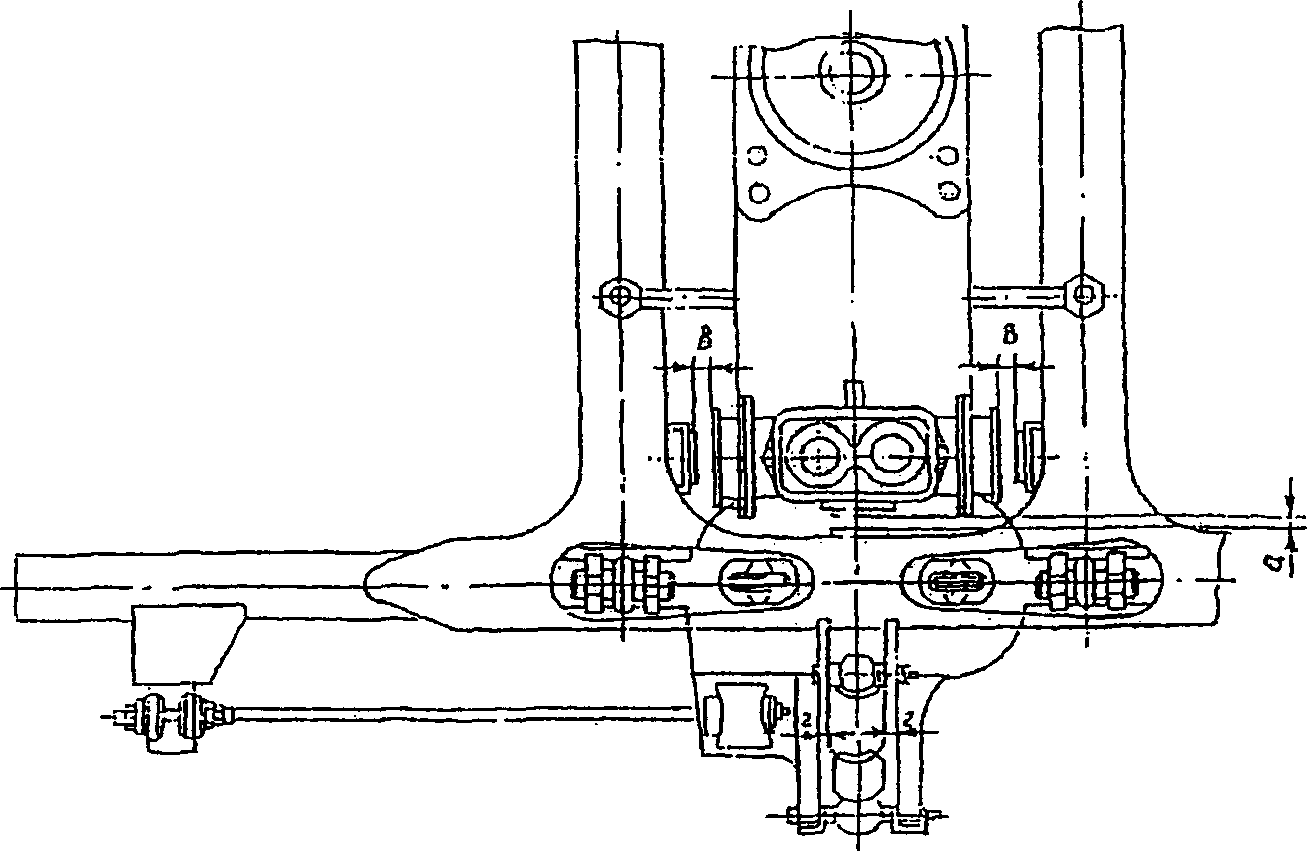
в >= 5 мм, суммарный 2-х в <= 25 мм; г >= 7 мм;
а >= 35 мм, суммарный 2-х а = 85 +/- 5 мм
Рисунок 17. Проверка положения надрессорной балки
и гидравлических гасителей тележки КВЗ-ЦНИИ типа I и II
На установленных гидрогасителях необходимо отрегулировать, с учетом требований п. 5.12.18 настоящего Руководства, боковые зазоры «г», в соответствии с рисунком 17, которые должны быть не менее 7 мм.
22.2.10. При регулировании положения предохранительных скоб надрессорной балки под тарой у тележек КВЗ-5 необходимо оставить зазор «к» в соответствии с рисунком 16. У тележек КВЗ-ЦНИИ предохранительные скобы демонтируют согласно требованиям раздела 5 настоящего Руководства.
Результаты проверки правильности сборки и постановки под кузов вагона тележек должны заносить во внутризаводской паспорт ремонта за подписью мастера, производившего проверку.
22.3. Тормозное оборудование
22.3.1. Испытание и приемку тормозного оборудования производят в соответствии с требованиями Инструкции по ремонту тормозного оборудования вагонов N ЦВ-ЦЛ-945.
22.4. Автосцепное устройство и буферные комплекты
22.4.1. Автосцепное устройство
22.4.1.1. Монтажные размеры автосцепного устройства вагонов должны соответствовать ГОСТ 3475.
Расстояние от продольной оси автосцепки до головок рельсов у вагонов на тележках КВЗ-ЦНИИ и КВЗ-5 должно быть не более 1080 мм и не менее 1030 мм. В случаях несоответствия высоты оси автосцепки от головок рельсов установленным размерам, при необходимости, выполняют следующие регулировочные работы для вагонов:
— на тележках КВЗ-ЦНИИ тип I и КВЗ-5 ставят не более двух прокладок общей толщиной не более 20 мм, под все опорные подшипники люлечных подвесок одной стороны тележки; при установке регулировочных прокладок под опорные подшипники подвесок необходимо ставить регулировочные прокладки поз. 1 в соответствии с рисунком 18, под головку предохранительного стержня той же толщины;
— на тележках КВЗ-ЦНИИ тип I ставят прокладки под пружинные комплекты центрального подвешивания толщиной не более 15 мм, а на тележках ТВЗ-ЦНИИ-М толщиной от 4 до 30 мм;
— на тележках КВЗ-5, КВЗ-ЦНИИ тип I и II и ТВЗ-ЦНИИ-М устанавливают прокладки под буксовые пружины в соответствии с рисунком 15 общей толщиной не более 8 мм;
— на тележках КВЗ-ЦНИИ тип II, ТВЗ-ЦНИИ-М устанавливают валики и опорные шайбы центрального подвешивания в одно из трех положений в соответствии с рисунком 18. Причем с одной стороны тележки все валики и опорные шайбы должны быть установлены в одном из указанных положений.
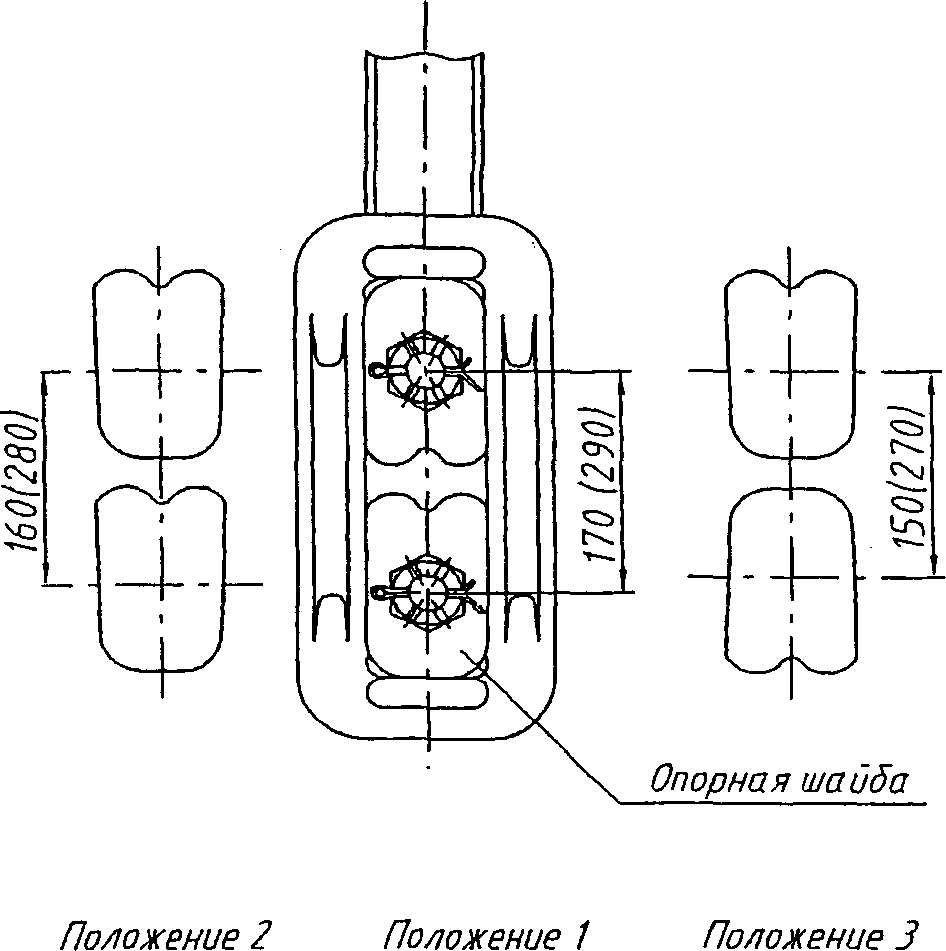
Размеры указаны для справок
В скобках — для тележек КВЗ-ЦНИИ-М
Рисунок 18. Положения валиков и опорных шайб центрального
подвешивания при регулировке высоты автосцепки
вагонов на тележках КВЗ-ЦНИИ тип II и ТВЗ-ЦНИИ-М
Регулировочные прокладки под пружинами буксового и центрального подвешивания с одной стороны тележки должны быть одинаковой толщины.
Устанавливать составные прокладки не допускается.
Разность между высотами автосцепок от головок рельсов по концам вагона не должна быть более 15 мм, провисание автосцепки не более 10 мм, отклонение от горизонтали вверх не более 3 мм в соответствии с Инструкцией по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог ЦВ-ВНИИЖТ-494, 1997 г.
22.4.1.2. Порядок проверки монтажных размеров автосцепного устройства вагонов производить в соответствии с главой 2 Инструкции ЦВ-ВНИИЖТ-494.
22.4.2. Буферные комплекты
22.4.2.1. Расстояние между концевой балкой и наружной плоскостью тарели должно быть:
— у вагонов с тяжелыми литыми буферами первых выпусков (с клиновым и чековым креплением) и у вагонов постройки КВЗ 1978 г. и последующих лет, а также у вагонов с буферами облегченного типа (605 +/- 10) мм;
— у вагонов с тяжелыми буферами со съемной тарелью постройки Германии 1978 г. и последующих лет, а также у купейных вагонов международного сообщения (607 +/- 10) мм;
— у вагонов (18- и 30-местных) габарита РИЦ (650 +/- 5) мм;
— у купейных вагонов первого выпуска с овальными буферными тарелями (595 +/- 10) мм.
22.4.2.2. Разность высоты центров буферов от головок рельсов на одной концевой балке не должна быть более 10 мм, а с противоположных концов вагона — не более 15 мм с одной стороны и не более 25 мм по диагонали.
22.5. Двери и окна
22.5.1. Проверяют плотность закрывания дверей (допускаемые зазоры в разделе 12.1 настоящего Руководства).
22.5.2. Окна проверяют на плотность закрытия.
22.5.3. Дверные и оконные замки проверяют на исправность действия.
22.6. Внутреннее оборудование
22.6.1. Проверяют наличие и крепление фурнитуры, размещение внутреннего оборудования; качество полирования, хромирования или другого вида покрытия в соответствии с конструкторской документацией на вагон и требованиям раздела 11 настоящего Руководства.
22.6.2. Внутреннее оборудование, не подлежащее окраске согласно установленным требованиям, окрашивать не допускается.
22.7. Водоснабжение и кипятильники
22.7.1. Водопроводную сеть после сборки на вагоне испытывают наливом воды, затем подвергают дезинфекции согласно п. 13.3.21 настоящего Руководства. Сдачу и прием системы водоснабжения выполняют в рабочем состоянии. Все соединения системы водоснабжения должны быть герметичны, течь не допускается.
22.7.2. Насосные агрегаты сети горячего водоснабжения испытывают на вагоне в рабочем состоянии.
22.7.3. Осмотр, испытание и прием титана (кипятильника) в рабочем состоянии на вагоне с целью проверки его работоспособности.
22.7.4. Проверяют исправность системы перекачивания кипяченой воды в бак охладителя питьевой воды.
22.8. Вентиляция
22.8.1. Вентиляционный агрегат, воздухораспределительные устройства по купе и отделениям вагона и другие элементы вентиляционной системы должны соответствовать конструкторской документации завода-изготовителя и настоящего Руководства.
22.8.2. Установленный на вагоне агрегат проверяют на правильность сборки и соединения его с воздуховодом.
22.8.3. Систему вентиляции контролируют в ручном режиме управления на всех ступенях работы вентиляционного агрегата и в автоматическом режиме путем имитации срабатывания термоконтакторов, также для всех ступеней работы.
22.8.4. Работу вентиляционного агрегата на вагоне проверяют при номинальном напряжении электродвигателя на всех ступенях работы по потребляемому току, установленному заводами — изготовителями вагонов и указанному в конструкторской документации. Ток и напряжение контролируют по электроизмерительным приборам, установленным на пульте вагона. При необходимости регулируют частоту вращения электродвигателя соответствующими резисторами (реостатами).
22.9. Отопление
22.9.1. Сдачу и приемку отопления вагонов производят в рабочем состоянии, на различных режимах, с проверкой прогрева всех труб, отопительных приборов и обогревателей наливных труб.
22.10. Систему жидкостного отопления и кухонные плиты вагонов-ресторанов проверяют совместно с горячим водоснабжением кухни
22.10.1. После ремонта систему жидкостного отопления регулируют, испытывают и проверяют на плотность дизельным топливом на рабочих режимах. Неплотности не допускаются.
22.10.2. При испытании и регулировании отремонтированной и собранной горелки осуществляют ее пуск. Работу горелки проверяют на всех режимах регулирования подачи воздуха и топлива согласно требованиям, предусмотренным действующей документацией.
22.10.3. После окончания испытания и приемки вагона дизельное топливо из системы жидкостного отопления полностью сливают, за исключением расходного бака, в котором оставляют не менее 10 л топлива. Крышку наливной воронки и спускную пробку подвагонного топливного бака пломбируют.
Все штоки вентилей запорной арматуры смазывают универсальной смазкой УС ГОСТ 1033. Хромированные металлические части горелки снаружи смазывают техническим вазелином.
22.10.4. Кухонные плиты проверяют в рабочем состоянии. Не допускается задымленность кухни при устойчивом горении топлива. Бойлеры, водонагреватели, вмонтированные в плиту и ТЭНы бака горячей воды, проверяют путем нагрева воды в течение 3 ч до температуры плюс 70 °C, контролируемой по дистанционному термометру, предусмотренному конструкцией вагона.
22.10.5. Регуляторы и заслонки в дымоходах, водонагревателе, духовках кухонной плиты должны свободно без заеданий устанавливаться в каждое режимное положение.
22.11. Электрическое и холодильное оборудование
22.11.1. Приемка вагонов должна производиться по результатам испытания электрического и холодильного оборудования в подразделениях завода на ремонтных позициях и на вагоне в сборе.
22.11.2. Испытания электрического и холодильного оборудования выполняют по программам с методиками, разработанными на основе действующей нормативно-технической документации и утвержденными руководителями предприятий, или согласно требованиям действующих нормативных документов и технической документации.
22.11.3. Испытания систем электроснабжения вагона выполняют согласно Руководству по капитальному ремонту. Электрическое оборудование пассажирских вагонов N 030 ПКБ ЦЛ-03РК.
22.11.4. Потребители электроэнергии индивидуальных систем электроснабжения и их цепи могут испытываться при работе от вагонного генератора или от стационарного источника на соответствие выходных параметров, оговоренных в эксплуатационных и ремонтных документах.
22.11.5. Потребители электроэнергии и их цепи вагонов с централизованным электроснабжением испытываются от внешней промышленной сети с напряжением 380/220 В и частотой 50 Гц.
22.11.6. Электрические цепи и оборудование высокого напряжения проверяют на функционирование в ручном и автоматическом режимах работы, имитируемых замыканием и размыканием ртутных термоконтакторов и других устройств автоматического регулирования температуры воздуха внутри вагона, а также защитных аппаратов.
22.11.7. Нагревательные элементы электрических печей и калориферов проверяют по величине омического сопротивления. Для вагонов с комбинированным отоплением величина активного сопротивления двух параллельных цепей из шести нагревательных элементов должна быть в пределах (354 +/- 6) Ом и четырех параллельных цепей из шести нагревательных элементов (177 +/- 3) Ом.
22.11.8. Испытания электрической прочности изоляции цепей высокого напряжения производят на соответствие установленных параметров в Руководстве N 030 ПКБ ЦЛ-03 РК.
22.11.9. В холодильных установках вагонных кондиционеров должны испытывать по методике заводов-изготовителей или действующих нормативных документов, технической документации и инструкций:
— функционирование электрических аппаратов системы автоматического регулирования холодопроизводительности путем имитации срабатывания термоконтакторов и в ручном режиме;
— соответствие разности перегрева на всасывающем трубопроводе, в зоне расположения терморегулирующего вентиля и температуры испарения на стороне низкого давления, измеряемого вагонным манометром по шкале температуры, которая должна быть от плюс 5 до плюс 10 °C;
— определения достаточности давления масла в компрессоре;
— определение установок защитных аппаратов (реле низкого и высокого давления).
22.11.10. Холодильные агрегаты вагонов-ресторанов испытывают на холодопроизводительность по температуре в холодильных шкафах, указанной в эксплуатационных документах, определяемой термометром.
22.11.11. При удовлетворительных результатах испытаний всего оборудования вагонов проверяют — комплектность; соответствие проектам выполненных модернизированных работ; функционирование всех составных частей электрооборудования; качество производства монтажных работ в доступных для осмотра местах, выборочным опробованием крепления контактных соединений; монтаж аккумуляторных батарей, крепление контактных соединений, плотности электролита выборочной проверкой, а также сопротивления изоляции; достаточность хладагента в холодильных установках; пломбирование аппаратов; соответствие результатов испытания занесенных в формуляр.
22.11.12. В случае неудовлетворительных результатов, полученных при испытаниях электрического и холодильного оборудования, а также во время приемки вагонов должно быть произведено устранение отказов или неисправностей в оборудовании с производством его повторных испытаний.
22.11.13. Выходные параметры систем электроснабжения потребителей электроэнергии, а также результаты испытания холодильного оборудования должны быть занесены в формуляр паспорта в установленном порядке.
22.12. Привод вагонного генератора
22.12.1. Качество ремонта и стабильность работы узлов привода генератора проверяют на стендах в соответствии с требованиями действующей технической документации (Руководством по ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ N 038 ПКБ ЦЛ/ПКТБв-04РД) в ремонтном отделении до постановки на вагон.
22.12.2. При внешнем осмотре редуктора от средней части оси контролируют:
— уровень смазки в редукторе и отсутствие течи смазки из корпуса редуктора;
— надежность крепления редуктора, карданного вала, предохранительного устройства, опоры момента;
— наличие контрольных полос на редукторе и карданном валу;
— наличие графитовой смазки на металлических поверхностях опоры и резиновых вкладышей.
При внешнем осмотре редуктора от торца оси контролируют:
— уровень смазки в редукторе и отсутствие течи из корпуса;
— надежность крепления редуктора, карданного вала, предохранительных устройств;
— монтаж промежуточной части;
— угол наклона приводного вала, редуктора и генератора;
— параллельность фланцев редуктора и генератора; наличие обвязки корончатых гаек стальной проволокой;
— наличие контрольных полос на карданном валу;
— наличие бирки 4РП на редукторах, смонтированных на колесной паре РУ-1.
При внешнем осмотре текстропно-редукторно-карданного привода и привода текстропно-карданного контролируют:
— уровень смазки в редукторе и отсутствие течи смазки из корпуса;
— надежность крепления шкивов, предохранительных устройств;
— натяжение клиновых ремней;
— положение зубчатой гайки;
— наличие контрольной полосы и совпадение меток вилок и карданных шарниров;
— соосность шкивов.
22.12.3. При внешнем осмотре плоскоременного и клиноременного привода контролируют:
— правильность постановки, надежность осевого и машинного шкивов и их соосность;
— техническое состояние приводных ремней.
22.12.4. Приемку привода генератора в сборе выполняют в следующей последовательности, проверяют комплектность и техническое состояние.
22.12.4.1. Проверку комплектности и работоспособность привода генератора на вагоне производят при испытаниях систем электроснабжения по п. 22.11.3. При этом проверяют наличие на вагоне всех узлов и деталей, предусмотренных его конструкцией и модернизационными работами, соответствие их типов, выполнение требований, указанных в чертежах. Техническое состояние привода и результаты испытания отмечают в формуляре на вагон.
22.13. Каждый вагон при выходе из ремонта должен иметь:
— рамки или стекла для описи инвентарного имущества;
— правила внутреннего распорядка для пассажиров и расписание поезда;
— принципиальные схемы электрооборудования, отопления и водоснабжения, памятку о пожарной безопасности, которые размещают на стенах под стеклом в соответствующих местах вагона;
— стремянки.
22.13.1. Вагоны-рестораны с плитой кухни на жидком топливе должны быть укомплектованы исправным фитилем зажигания горелки, хранящимся в чехле, бачком для тушения фитиля, державкой фитиля, тремя ключами для вентилей (кранов) топливной арматуры, комплектом колосников (12 шт.) и дверцей зольника.
23. Послеремонтная гарантия
23.1. Вагоноремонтные заводы, производящие пассажирским вагонам капитальный ремонт (КР-1), обязаны выдавать из ремонта вагоны исправными и гарантировать соответствие их качества требованиям настоящего Руководства.
23.2. Послеремонтный гарантийный срок эксплуатации на основные сборочные единицы и детали пассажирских вагонов устанавливает настоящее Руководство, кроме случаев повреждения их вследствие нарушений требований правил эксплуатации и технического обслуживания вагонов в соответствии с таблицей 13.
Таблица 13
|
Наименование составных частей вагонов |
Послеремонтный гарантийный срок эксплуатации, года (с момента выпуска вагона из ремонта КР-1) |
|
1. Лакокрасочное покрытие |
|
|
1.1. Внутренние металлические покрытия кузова, вскрываемые при КР-1 |
5 |
|
1.2. Наружная окраска стен и крыши вагона |
3/5 <*> |
|
1.3. Рама вагона и металлический пол снизу |
до ДР |
|
1.4. Подвагонное оборудование снаружи |
до ДР |
|
1.5. Внутренние поверхности вагона и оборудования |
до ДР |
|
2. Рама тележки, надрессорные и подрессорные балки |
до ДР |
|
3. Пятники и подпятники |
до ДР |
|
4. Шпинтоны |
до ДР |
|
5. Центральное и буксовое подвешивание |
до ДР |
|
6. Амортизаторы |
|
|
6.1. Гидравлические |
до ТО-3 |
|
6.2. Фрикционные |
до ДР |
|
7. Рессоры и пружины |
до ДР |
|
8. Колесные пары |
|
|
8.1. Качество прессового соединения колес и исправность подступичной части |
В соответствии с Приказом МПС N 2 ЦЗ от 06.01.1971 |
|
8.2. Корпус буксы и подшипников качения |
До полной ревизии букс |
|
9. Автосцепное устройство |
до ДР |
|
10. Тормозное оборудование |
до ДР |
|
11. Тормозная рычажная передача |
до ДР |
|
12. Тормозной воздухопровод |
до ДР |
|
13. Котел, водяные баки, трубы отопления и водоснабжения |
5 |
|
14. Расширители, расширители-воздухоподогреватели, калориферы |
до ДР |
|
15. Жидкостное отопление кухонных плит |
1 |
|
16. Кухонная плита |
1 |
|
17. Кипятильник, насосы, приборы контроля уровня воды и температуры |
1 |
|
18. Противопожарные разделки |
5 |
|
19. Мебель, оконные рамы (опускной пакет), облицовка стен и перегородок, механизм подъема окна |
1 |
|
20. Переходные площадки, резиновые баллоны переходных площадок, буферные устройства |
1 |
|
21. Материалы, полуфабрикаты и комплектующее оборудование |
по техническим условиям |
|
22. Теплоизоляционные материалы |
до конца срока службы |
|
23. Электрооборудование |
По гарантийным обязательствам завода-изготовителя |
|
23.1. Аппараты регулирования и защиты по напряжению систем электроснабжения вагона |
6 месяцев |
|
23.2. Коммутационные защитные токовые аппараты с механическим приводом |
до ДР |
|
То же, без механического привода |
6 месяцев |
|
23.3. Электрические машины и машинные преобразователи |
1 |
|
23.4. Статические полупроводниковые преобразователи |
до ДР |
|
23.5. Электромонтаж пульта управления |
до ДР |
|
23.6. Электромонтажные работы по прокладке трубопроводов с электропроводкой на открытых участках между клеммными соединениями |
до ДР |
|
23.7. Электропроводка открытая |
1 |
|
23.8. Аккумуляторные батареи |
|
|
23.8.1. Внутренние лакокрасочные покрытия аккумуляторных ящиков |
1 |
|
23.8.2. Чехлы, футляры, деревянные детали, выкатные тележки |
1 |
|
24. Холодильные установки |
|
|
24.1. Компрессоры установок кондиционирования воздуха |
1 |
|
24.2. Испарители, трубопроводы |
5 |
|
24.3. Терморегулирующие вентили, аппаратура |
1 |
|
24.4. Холодильные агрегаты вагонов-ресторанов |
до ДР |
|
24.5. Воздухоохладители |
до ДР |
|
24.6. Сальниковые уплотнения |
1 |
|
25. Привод генератора всех типов |
|
|
25.1. Узлы редукторов всех типов |
до ДР |
|
25.2. Крепление узлов редукторно-карданных приводов всех типов. Наличие соответствующих зазоров в зацеплении шестерен |
6 месяцев |
|
25.3. Наличие и состояние смазки редукторно-карданных приводов всех типов |
6 месяцев |
|
26. Запорный клапан конструкции «ИВП-ЭД» |
до ДР |
|
<*> Числитель — при окрашивании на основе алкидных материалов; знаменатель — при окрашивании материалами на акрилуретановой основе. |
23.3. Заводы обязаны гарантировать качество подготовки поверхности перед ремонтным окрашиванием для обеспечения гарантированного срока окрасочных работ в соответствии с Типовым технологическим процессом окрашивания пассажирских вагонов со сроком службы покрытия в эксплуатации не менее 3-х лет ТП-ЦЛПВ-33/3 и с Типовым технологическим процессом окрашивания пассажирских вагонов с использованием лакокрасочных материалов повышенной долговечности ТП-ЦЛПВ-33/4.
23.4. Техническое состояние составных частей, деталей и комплектующих изделий, установленных на пассажирские вагоны вновь, взамен вышедших из строя, должно гарантировать исправную работу в течение гарантийных сроков, установленных стандартами и техническими условиями на эти изделия.
Если в технических условиях на детали, сборочные единицы и комплектующие изделия отсутствуют гарантийные сроки, то они исчисляются со дня подписания акта о приемке вагона из ремонта до очередного планового ремонта.
23.5. На детали и узлы вагонов, не выдержавших гарантийного срока эксплуатации, составляют акты-рекламации формы ВУ-41. Порядок заполнения акта-рекламации формы ВУ-41 изложен в разделе III Указания о порядке оформления рекламационных документов на продукцию, поставляемую предприятиям вагонного хозяйства НВ-405.
23.6. Порядок проверки монтажных размеров автосцепного устройства вагонов производят в соответствии с главой 2 Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог ЦВ-ВНИИЖТ-494.
24. Ссылочные нормативные документы
|
Обозначение документов |
Наименование документов |
Номер пункта, раздела |
|
ГОСТ 2.503-90 |
ЕСКД. Правила внесения изменений |
1.3 |
|
ГОСТ 2.603-68 |
ЕСКД. Внесение изменений в эксплуатационную и ремонтную документацию |
1.3 |
|
ГОСТ 9.032-74 |
ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения |
21.1.6; 21.10.13; 21.11.16; 22.1.6 |
|
ГОСТ 9.104-79 |
ЕСЗКС. Покрытия лакокрасочные. Группы условий эксплуатации. — Взамен ГОСТ 9.009-73 |
21.11.16 |
|
ГОСТ 9.402-80 |
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
21.3.10; 21.3.14; 21.4.2; 21.10.3; 21.10.4 |
|
ГОСТ 12.1.004-91 |
ССБТ. Пожарная безопасность. Общие требования |
2.1 |
|
ГОСТ 12.1.005-88 |
ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны. — Взамен ГОСТ 12.1.005-76 |
21.11.1; 21.11.4 |
|
ГОСТ 12.3.002-75 |
ССБТ. Процессы производственные. Общие требования безопасности |
21.11.9 |
|
ГОСТ 12.3.005-75 |
ССБТ. Работы окрасочные. Общие требования безопасности |
21.11.1; 21.11.2 |
|
ГОСТ 12.4.009-83 |
ССБТ. Пожарная техника для защиты объектов. Основные виды. Размещение и обслуживание. — Взамен ГОСТ 12.1.009-75 |
21.11.9 |
|
ГОСТ Р 12.4.013-97 |
ССБТ. Очки защитные. Общие технические условия. — Взамен ГОСТ 12.4.003-85 |
21.11.8 |
|
ГОСТ 12.4.034-74 |
Респираторы фильтрующие противогазовые РПГ-67. Технические условия |
21.11.8 |
|
ГОСТ 12.4.103-83 |
ССБТ. Одежда специальная защитная, средства индивидуальной защиты ног и рук. Классификация. — Взамен ГОСТ 12.4.103-80 |
21.11.8 |
|
ГОСТ 111-01 |
Стекло листовое. Технические условия. Взамен ГОСТ 111-78, ГОСТ 7132-78, ГОСТ 7380-77, ГОСТ 13454-77 |
12.2.17 |
|
ГОСТ 380-94 |
Сталь углеродистая, обыкновенного качества. Марки. — Взамен ГОСТ 380-88 |
5.7.4; 8.4.5 |
|
ГОСТ 397-79 |
Шплинты. Технические условия |
1.19 |
|
ГОСТ 610-72 |
Масла осевые. Технические условия |
17.8; 5.9.4; 5.11.12 |
|
ГОСТ 859-01 |
Медь. Марки |
15.1.9 |
|
ГОСТ 860-75 |
Олово. Технические условия |
13.3.1; 14.7.1; 14.9.2; 20.5.2 |
|
ГОСТ 868-82 |
Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия |
5.12.7 |
|
ГОСТ 982-80 |
Масла трансформаторные. Технические требования |
17.8 |
|
ГОСТ 1033-79 |
Смазка, солидол жировой. Технические условия |
8.4.11; 9.3.6; 12.2.14; 13.3.16; 22.10.3 |
|
ГОСТ 1050-88 |
Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия. — Взамен ГОСТ 1050-74 |
5.7.4; 5.10.2; 5.14.2; 8.4.5; 8.4.7 |
|
ГОСТ 1412-85 |
Чугун с пластинчатым графитом для отливок. Марки. Взамен ГОСТ 1412-79 в части марок чугуна |
15.1.18 |
|
ГОСТ 1663-81 |
Стекла для указателей уровня жидкости. Технические условия |
15.1.5 |
|
ГОСТ 1779-83 |
Шнуры асбестовые. Технические условия |
15.1.9 |
|
ГОСТ 1805-76 |
Масло приборное МВП. Технические условия |
5.12.12 |
|
ГОСТ 2198-76 |
Полотно асбестовое армированное и прокладки из него. Технические условия |
15.1.18 |
|
ГОСТ 3187-76 |
Сетки проволочные тканые фильтровые. Технические условия |
15.1.6 |
|
ГОСТ 3191-93 |
Вагоны железных дорог колеи 1520 мм. Детали из древесины и древесных материалов. Общие технические условия. — Взамен ГОСТ 3191-82 |
21.11.16; 1.14 |
|
ГОСТ 3262-75 |
Трубы стальные водогазопроводные. Технические условия |
13.3.5 |
|
ГОСТ 3333-80 |
Смазка графитная. Технические условия |
5.11.12; 8.4.11; 12.1.24; 13.2.16.3 |
|
ГОСТ 3475-81 |
Устройство автосцепное подвижного состава железных дорог колеи 1520 (1524) мм. Установочные размеры. — Взамен ГОСТ 3475-62 |
7.2; 22.4.1.1 |
|
ГОСТ 4543-71 |
Прокат из легированной конструкционной стали. Технические условия. — Взамен ГОСТ 1050-60 в части марок 15Г, 20Г, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г; ГОСТ 1051-59 в части легированной стали, кроме качества поверхности и упаковки; ГОСТ 4543-61 |
8.4.7 |
|
ГОСТ 5152-84Е |
Набивки сальниковые. Технические условия. — Взамен ГОСТ 5152-77 |
15.1.8 |
|
ГОСТ 5470-75 |
Лаки и марки ПФ-283 и ГФ-166. Технические условия |
13.2.16.3 |
|
ГОСТ 5496-78 |
Трубки резиновые технические. Технические условия |
8.3.4 |
|
ГОСТ 5533-86 |
Стекло листовое узорчатое. Технические условия |
12.2.21 |
|
ГОСТ 5546-86 |
Масла для холодильных машин. Технические условия |
20.2.10 |
|
ГОСТ 5632-72 |
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки |
15.1.18 |
|
ГОСТ 5727-88 |
Стекло безопасное для наземного транспорта. Общие технические условия. — Взамен ГОСТ 5727-83 |
12.2.17 |
|
ГОСТ 6024-75 |
Изделия огнеупорные динасовые и шамотные для кладки мартеновских печей. Форма и размеры |
15.2.9 |
|
ГОСТ 6267-74 |
Смазка ЦИАТИМ-201. Технические условия |
5.12.5; 5.12.10; 12.1.24; 12.1.9; 12.1.4; 15.1.20 |
|
ГОСТ 6456-82 |
Шкурка шлифовальная бумажная. Технические условия. — Взамен ГОСТ 6456-75 |
20.8.3 |
|
ГОСТ 6507-90 |
Микрометры с ценой деления 0,01 мм. Технические условия |
5.12.7 |
|
ГОСТ 6613-86 |
Сетки проволочные тканые с квадратными ячейками. Технические условия |
5.12.12; 20.11.2 |
|
ГОСТ 6794-75 |
Масло АМГ-10. Технические условия |
5.12.12 |
|
ГОСТ 6958-78 |
Шайбы увеличенные. Классы точности A и C. Технические условия |
8.2.7.7 |
|
ГОСТ 7338-90 |
Пластины резиновые и резино-тканевые. Технические условия |
5.10.6; 8.2.7.7; 14.8; 15.1.9 |
|
ГОСТ 7827-74 |
Растворители марок Р-4, Р-4А, Р-5, Р-5А, Р-12 для лакокрасочных материалов. Технические условия |
10.12.6 |
|
ГОСТ 8050-85 |
Двуокись углерода газообразная и жидкая. Технические условия. — Взамен ГОСТ 8050-76 |
20.5.4 |
|
ГОСТ 8673-93 |
Плиты фанерные. Технические условия |
10.6 |
|
ГОСТ 8773-73 |
Смазка ЦИАТИМ-203. Технические условия |
13.3.19 |
|
ГОСТ 9293-74 |
Азот газообразный и жидкий. Технические условия |
20.1.7 |
|
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические условия |
15.1.18 |
|
ГОСТ 9736-91 |
Приборы электрические прямого преобразования для измерения неэлектрических величин. Общие технические требования и методы испытаний. — Взамен ГОСТ 9736-80 |
20.2.3 |
|
ГОСТ 10052-75 |
Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы. — Взамен ГОСТ 10052-62 |
15.1.18 |
|
ГОСТ 10277-90 |
Шпатлевки. Технические условия |
9.4; 11.2.4 |
|
ГОСТ 10354-82 |
Пленка полиэтиленовая. Технические условия |
10.5 |
|
ГОСТ 11052-74 |
Цемент гипсоглиноземистый расширяющийся. — Взамен ГОСТ 11052-64 |
15.2.9 |
|
ГОСТ 11098-75 |
Скобы с отчетным устройством. Технические условия |
5.12.7 |
|
ГОСТ 11964-81 |
Дробь чугунная и стальная техническая. Общие технические условия. — Взамен ГОСТ 11964-66 |
21.3.6 |
|
ГОСТ 13489-79 |
Герметики марок У-30М и УТ-31. Технические условия. — Взамен ГОСТ 13489-68 |
9.4 |
|
ГОСТ 13521-68 |
Стекла оконные пассажирских вагонов, электропоездов и дизель-поездов. Основные размеры и технические требования |
12.2.17 |
|
ГОСТ 13751-86 |
Слюда отрезная для тепловых элементов смотровых окон промышленных печей и бытовых приборов. Технические условия. — Взамен ГОСТ 13751-78, кроме методов испытаний |
14.11 |
|
ГОСТ 14802-85 |
Заклепки (повышенной точности). Диаметр отверстий под заклепки, размеры замыкающих головок и подбор длин заклепок. — Взамен ГОСТ 14802-75 |
1.19 |
|
ГОСТ 14810-69 |
Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм. Конструкция и размеры |
5.12.7 |
|
ГОСТ 15763-91 |
Соединения трубопроводов резьбовые на Ру до 63 МПа (до 630 кгс/см2). Общие технические условия |
15.1.9 |
|
ГОСТ 16130-90 |
Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия |
5.12.7; 20.5.4 |
|
ГОСТ 17133-83 |
Пластины резиновые для изделий, контактирующих с пищевыми продуктами. Технические условия |
14.7.2 |
|
ГОСТ 18099-78 |
Эмали МЛ-152. Технические условия. — Взамен ГОСТ 18099-72 |
15.1.20 |
|
ГОСТ 19007-73 |
Материалы лакокрасочные. Метод определения времени и степени высыхания |
21.2.1 |
|
ГОСТ 19170-01 |
Ткани конструкционные из стеклянных крученых комплектных нитей. Технические условия. — Взамен ГОСТ 8481-61 в части марок Т1 и Т2 |
9.4 |
|
ГОСТ 19281-89 |
Прокат из стали повышенной прочности. Общие технические условия. — Взамен ГОСТ 19282-73 |
5.10.2; 5.14.2; 8.4.5 |
|
ГОСТ 19791-74 |
Смазка железнодорожная ЛЗ-ЦНИИ. Технические условия |
5.12.5; 5.12.10 |
|
ГОСТ 21931-76 |
Припои оловянно-свинцовые в изделиях. Технические условия |
20.3.2 |
|
ГОСТ 23355-78 |
Соединения трубопроводов резьбовые. Ниппели шаровые. Конструкция |
15.1.9 |
|
ГОСТ 23652-79 |
Масла трансмиссионные. Технические условия |
5.2.5; 8.3.11 |
|
ГОСТ 24485-80 |
Соединения трубопроводов с шаровым ниппелем проходные. Конструкция |
15.1.9 |
|
ГОСТ 24503-80 |
Соединения трубопроводов с шаровым ниппелем с заглушкой. Конструкция |
15.1.9 |
|
ГОСТ 25347-82 |
Основные нормы взаимозаменяемости. ЕСДП. Поля допусков и рекомендуемые посадки |
1.18 |
|
ОСТ 24.05.031-74 |
Клапан спускной унитаза. Конструкция, размеры и технические требования |
13.3.16 |
|
ОСТ 24.730.019 |
Зеркала и армировка их для вагонов пассажирских, электро- и дизель-поездов колеи 750 мм. Конструкция и размеры |
11.2.3 |
|
ОСТ 6-05-407-75 |
Пенополиуретаны эластичные на основе полиэфира П-2200 |
11.1.5 |
|
ТУ 2-034-225-87 |
Щупы. Основные параметры. Технические требования |
5.12.6 |
|
ТУ 6-10-1268-78 |
Мастика 579 противошумная битумная |
9.4 |
|
ТУ 38.005.295-88 |
Детали резиновые технические для подвижного состава железных дорог и резины, применяемые для их изготовления. Технические условия |
5.12.11; 8.3.4; 15.1.9 |
|
ТУ 38.105.1760-87 |
Клей 88-СА |
5.12.11; 17.13 |
|
ТУ 38.101.479-74 |
Масло ВМГЗ |
5.12.12 |
|
ТУ 32 ЦВ 868-77 |
Ремонт вагонных листовых рессор и пружин |
5.5.1; 5.13.3.1; 8.4.7 |
|
ТУ 32 ЦВ 951-95 |
Колесная пара (для ж.д. КНДР и западной Европы шириной колеи 1435 мм) |
5.13.5.1 |
|
ТУ 32 ЦВ 1077-78 |
Установка дефлекторов на ЦВМ |
13.2.15 |
|
ТУ 32 ЦВ 1161-79 |
Катализатор для горелки |
15.1.18 |
|
ТУ 32 ЦВ 1193-79 |
Установкой кронштейнов переходных площадок ЦМВ |
8.2.3 |
|
ТУ 32 ЦВ 1568-82 |
Установка для приготовления металлической крупки |
5.12.18 |
|
ТУ 13-972-98 |
Фанера трудногорючая |
10.6 |
|
ТУ 6-00-05808008-304-96 |
Стеклоткань ТАФ-3 |
10.4; 10.5 |
|
ТУ 2245-044-00147105-96 |
Пленка поливинилхлоридная трудногорючая ПТГ |
10.4; 10.5 |
|
ТУ 2292-001-5687231-2001 |
Фрикционный клин (сухарь) из композиционного материала ОПМ-94 для шпинтонного узла (гасителя колебаний) пассажирских вагонов |
5.11.3 |
|
ТУ 2292-003-56867231-2002 |
Вкладыш из композиционного материала ОПМ-94 опорного скользуна надрессорной балки тележки КВЗ-ЦНИИ пассажирских вагонов. Технические условия |
5.10.7 |
|
ТУ 2500-295-00152106-93 |
Изделия резиновые технические для подвижного состава железных дорог и требования к резинам, применяемым для их изготовления |
5.12.11 |
|
НТ-0200 РЭ |
Вагоны пассажирские. Поводок тележки. Руководство по эксплуатации |
5.7.9 |
|
РД 32 ЦВ 005-89 |
Резьбы для деталей вагонов железных дорог колеи 1520 мм. Типы и размеры. Руководящий нормативный документ |
1.16; 5.6.5 |
|
РД 32.149-2000 |
Феррозондовый метод неразрушающего контроля деталей вагонов |
1.7; 5.7.10; 7.1 |
|
РД 32.150-2000 |
Вихретоковый метод неразрушающего контроля деталей вагонов. Руководящий документ |
1.7; 5.7.10; 7.1 |
|
РД 32.159-2000 |
Магнитопорошковый метод неразрушающего контроля деталей вагонов. Руководящий документ |
1.7; 5.7.10; 7.1 |
|
РД 32.174-2001 |
Неразрушающий контроль деталей вагонов. Общее положение |
1.7; 5.7.10; 7.1 |
|
007 ПКБ ЦЛ-98 РД |
Тележка двухосная тип ТВЗ-ЦНИИ-М. Руководство по деповскому ремонту |
5.1.5 |
|
Дополнение к руководству N 545 ПКБ ЦВ, 1988 г. |
Вагоны пассажирские цельнометаллические. Дополнение к руководству по деповскому (ДР) и капитальному (КР-1 и КР-2) ремонту тележек КВЗ-ЦНИИ-М |
5.1.5 |
|
РТМ 32 ЦВ 1-29-87 |
Пружины и рессоры рессорного подвешивания пассажирских вагонов. Типы и размеры |
5.5.2 |
|
РТМ 32 ЦВ 206-87, РТМ 32 ЦВ 207-80 |
Резиновые изделия, применяемые на пассажирских, грузовых и рефрижераторных вагонах железных дорог 1520 мм. Формовые и шприцевые изделия. Изделия из листовой резины |
1.10 |
|
N 586 ПКБ ЦВ, 1990 г. |
Технические указания по деповскому и капитальному ремонту буферных комплектов и концевых балок пассажирских вагонов в вагонных депо железных дорог и ВРЗ и техническому содержанию буферных комплектов в эксплуатации |
7.1; 8.1.1; 8.4.5; 9.3.1 |
|
656-2000 ПКБ ЦВ |
Детали грузовых и пассажирских вагонов. Методика испытаний на растяжение |
1.7; 5.7.10 |
|
ВНПБ-03 |
Ведомственные нормы пожарной безопасности. Вагоны пассажирские. Требования пожарной безопасности |
16.1; 16.2; 16.9; 16.10; 16.11; 16.12; 22.1.3 |
|
N 1042-73 от 04.04.1973 |
Санитарные нормы и правила организации технологических процессов и гигиенические требования к производственному оборудованию |
21.11.1 |
|
РД 104.2.742-2007 |
Технический регламент оснащенности предприятий железнодорожного транспорта, проводящих капитальный ремонт пассажирских вагонов |
1.3 |
|
ЦРБ-393 с внесением изменений и дополнений Распоряжение N 426р от 30.04.2003 |
Инструкция по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения на участках обращения скоростных пассажирских поездов |
5.11.5 |
|
ТК-244, 1999 г. |
Комплект документа типового технологического процесса ремонта автосцепного устройства |
8.1.1 |
|
ТК-66, 1979 г. |
Технологическим процессом ремонта входных фартуков подножек пассажирских ЦМВ |
8.3.7 |
|
ТП-ЦЛПВ-33/3, 2002 г. |
Типовой технологический процесс окрашивания пассажирских вагонов со сроком службы покрытия в эксплуатации не менее 3-х лет |
23.3 |
|
ТП-ЦЛПВ-33/4, 2003 г. |
Типовой технологический процесс окрашивания пассажирских вагонов с использованием лакокрасочных материалов повышенной долговечности |
23.3 |
|
N 031 ПКБ ЦВ, 1985 г. |
Инструкция по ремонту деревянных изделий грузовых и пассажирских вагонов |
1.11; 10.1; 16.7 |
|
N 260 ПКБ ЦВ, 1986 г. |
Инструкция по применению полимеров при ремонте пассажирских вагонов |
1.9; 9.3.4; 10.7; 12.1.13; 13.1.2 |
|
N ЦЛ 201-03 |
Инструкция по сварке и наплавке узлов деталей при ремонте пассажирских вагонов |
1.8; 5.1.3; 5.2.4; 7.1; 8.1.3; 9.1; 13.1.1 |
|
N ЦВ-ЦЛ-945, 2003 г. |
Инструкции по ремонту тормозного оборудования вагонов |
6.1; 6.4; 22.3.1 |
|
ТИ ВНИИЖТ-0501/3-99 |
Упрочнение элементов автосцепного устройства газопорошковой наплавкой на пропане. Технологическая инструкция |
8.4.13 |
|
ТИ ВНИИЖТ-0502/7-01 |
Восстановление деталей подвижного состава типа «Вал» газотермическим напылением |
5.7.11; 6.3 |
|
N 211 ПКБ ЦВ, 1977 г. |
Инструкция на ремонт и испытание воздухораспределителей системы КЕ вагонов международного сообщения |
6.5 |
|
N 212 ПКБ ЦВ, 1977 г. |
Инструкция на ремонт и испытание противоюзных устройств вагонов международного сообщения |
6.5 |
|
ЦВ-ВНИИЖТ-494, 1997 г. |
Инструкции по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог Российской Федерации (Действует с указанием МПС России от 01.06.1998 К-638у) |
7.1; 22.4.1.1; 22.4.1.2; 23.6 |
|
N ЦВ-3429 |
Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар |
5.3.1 |
|
N 454 ПКБ ЦВ, 1984 г. |
Инструкция на проведение сварочных и малярных работ при перенумеровании вагонов |
21.8.3.3 |
|
ЦТ-ЦВ-ЦЛ-590 |
Инструкции по восстановлению и упрочнению индукционно-металлургическим способом деталей и узлов трения пассажирского состава |
8.4.13 |
|
ТИ 160.25099.31-95 |
Технологический процесс плазменной наплавки корпусов автосцепок пассажирских вагонов порошками износостойких сплавов |
7.4 |
|
ТИ 020-01124328-00 |
Технологическая инструкция по очистке узлов и деталей ходовых частей и подвагонного оборудования пассажирских вагонов с применением моечных установок высокого давления и технических моющих средств |
21.3.2 |
|
ЦЛ-ЦУО/448 |
Инструкция по обеспечению пожарной безопасности в вагонах пассажирских поездов |
16.8 |
|
ТИ 32-ЦЛ-18/61 |
Технологическая инструкция на обмывку вагона |
21.3.1 |
|
ТИ 020-01124328 |
Технологическая инструкция по очистке узлов и деталей ходовых частей и подвагонного оборудования пассажирских вагонов |
21.3.2 |
|
N 4224 ЦЛ/ЦВ от 23.08.1994 |
Инструкция о порядке перенумерации вагонов пассажирского парка |
21.8.3.3 |
|
N 0082-05 ПКБ ЦЛ |
Альбом «Знаки и надписи на вагонах пассажирского парка железных дорог России» |
21.8.3.2 |
|
N 446 ПКБ ЦВ |
Альбом «Схемы размещения новых номеров на вагонах» |
21.8.3.3 |
|
N 030 ПКБ ЦЛ-03РК |
Руководство по капитальному ремонту. Электрическое оборудование пассажирских вагонов |
19 |
|
N 038 ПКБ ЦЛ/ПКТБв-04РД |
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ |
18 |
|
ТУ 32 ЦЛ 0141-05 |
Технические условия на ремонт пружин |
5.5.1 |
|
N ЦЛ-ВНИИЖТ-01.01.01/25-05 |
Руководство по ремонту тележек пассажирских вагонов с продлением срока службы при проведении КР-2М и КВР |
5.1.7 |
|
ТИ ВНИИЖТ 0502/01-06 |
Восстановление рам тележек с интенсивной коррозией при деповском ремонте. Технологическая инструкция |
5.1.3 |
|
ТИ ВНИИЖТ 05202/01-07 |
Технологическая инструкция по ремонту рам тележек пассажирских вагонов с трещинами в поперечных балках |
5.1.3 |
|
ТУ 2512-046-00152081-2003 |
Морозостойкая резина. Технические условия |
5.10.2 |
|
Приказ N 2 от 17.01.2002 |
Об увеличении межремонтного пробега |
1.1, 7.4 |
|
N 301-05 ЦЛД |
Руководство по техническому обслуживанию, ремонту, контролю и испытанию гидравлических и фрикционных гасителей колебаний пассажирских вагонов |
5.12.1 |
|
N 32 ЦЛ 228-06 |
Извещение об изменении N 301-05 ЦЛД |
5.12.1 |
|
N 32 ЦЛ 239-2007 |
Извещение об изменении N 301-05 ЦЛД |
5.12.1 |
Приложение А
(справочное)
ПЕРЕЧЕНЬ
ЦЕЛЬНОМЕТАЛЛИЧЕСКИХ ПАССАЖИРСКИХ ВАГОНОВ КОЛЕИ 1520 ММ,
НА КОТОРЫЕ РАСПРОСТРАНЯЕТСЯ НАСТОЯЩЕЕ РУКОВОДСТВО
|
Тип вагона |
|
ПАССАЖИРСКИЕ ВАГОНЫ ОБЩЕСЕТЕВОЙ ЭКСПЛУАТАЦИИ |
|
Купейные |
|
Некупейные |
|
Вагоны-рестораны |
|
Межобластные |
|
Багажные |
|
Почтовые |
|
Вагоны типа «СТ» (для спецконтингента) |
|
Вагоны дизель-электростанции |
|
ПАССАЖИРСКИЕ ВАГОНЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ |
|
ВАГОНЫ ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ |
Приложение Б
(обязательное)
ПЕРЕЧЕНЬ
ТЕХНИЧЕСКИХ ДОКУМЕНТОВ, ИСПОЛЬЗУЕМЫХ ВМЕСТЕ С РУКОВОДСТВОМ
|
Наименование документа |
Обозначение документа |
Кем издан, год издания |
|
1 |
2 |
3 |
|
Изделия из листовой резины. Технические условия |
ТУ 2512-046-00152081-2003 |
2003 г. |
|
Инструкция по ремонту деревянных деталей грузовых и пассажирских вагонов |
031 ПКБ ЦВ |
М.: Транспорт, 1985 г. |
|
Технологическая инструкция по ремонту резиновых суфле ЦМВ методом вулканизации |
24-10-85 |
ПКТБ ЦТВР, 1986 г. |
|
Основные условия ремонта и модернизации пассажирских вагонов на ремонтных заводах МПС РФ |
РД 32 ЦЛ 024-2007 |
ПКБ ЦЛ, 2007 г. |
|
Инструкция по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар |
ЦВ/3429 |
М.: Транспорт, 1977 |
|
Инструктивные указания по эксплуатации и ремонту вагонных букс с роликовыми подшипниками |
3-ЦВРК |
М.: Транспорт, 2001 |
|
Демонтаж предохранительных скоб тележек КВЗ-ЦНИИ I и II типа. Технические условия |
ТУ 32 ЦВ 1522-81 |
ПКБ ЦВ, 1981 |
|
Вагоны пассажирские. Поводок тележки. Руководство по эксплуатации |
НТ-0200 РЭ |
2000 |
|
Технические указания по эксплуатации и ремонту гидравлических гасителей колебаний пассажирских вагонов |
N 301-05 ЦЛД |
ПКБ ЦЛ, 2005 г. |
|
Извещения об изменении N 32 ЦЛ 228-06, N 32 ЦЛ-239-2007 |
2006 г., 2007 г. |
|
|
Стенд для испытания гидравлических гасителей колебаний конструкции ПКБ ЦВ. Программа аттестации |
318 |
ПКБ ЦВ, 1980 |
|
Систематизация обозначений и перечень неисправностей деталей и сборочных единиц гидравлического гасителя колебаний пассажирских вагонов производства Тверского ПОВ |
391 |
ПКБ ЦВ, 1982 |
|
Технологическое оборудование для ремонта и регулировки гидравлических гасителей колебаний. Руководство по эксплуатации |
ОТ.002 РЭ |
НПЦ «Лада», 2000 |
|
Стенд «Энга» для испытаний гасителей колебаний КВЗ-ЛИИЖТ. Руководство по эксплуатации |
НПЦ «Лада», 1997 |
|
|
Программа аттестации стенда гармонических колебаний гидрогасителей тягового подвижного состава СГИГ |
СГИГ-05.00 |
ПГУ ПС, 1997 |
|
Стенд для испытаний гидравлических гасителей колебаний |
СА-3.00.00 РЭ |
ЭНИМС, 1995 |
|
Стенд испытательный СДГ-ЖД |
ВБТК 4385ПС |
9-й центральный автомобильный ремонтный завод |
|
Инструкция по ремонту тормозного оборудования вагонов |
ЦВ-ЦЛ-945 |
2003 |
|
Руководство по ремонту тормозного оборудования на вагонах международного сообщения |
215 |
ПКБ ЦВ, 1973 |
|
Инструкция на ремонт и испытание воздухораспределителей систем КЕ вагонов международного сообщения |
211 |
ПКБ ЦВ, 1977 |
|
Инструкция на ремонт и испытание противоюзных устройств вагонов международного сообщения |
212 |
ПКБ ЦВ, 1977 |
|
Инструкция по ремонту и обслуживанию автосцепного устройства подвижного состава железных дорог РФ |
ЦВ-ВНИИЖТ-494 |
М.: Транспорт, 1997 |
|
Комплект документов. Типовой технологический процесс ремонта автосцепного устройства |
ТК-244 |
ПКБ ЦВ, 1999 |
|
Восстановление деталей подвижного состава типа «вал» газотермическим напылением |
ТИ ВНИИЖТ-0502/7-01 |
ВНИИЖТ, 2001 |
|
Упрочнение деталей пассажирских вагонов газотермическим напылением и наплавкой |
ТИ ВНИИЖТ-0501/3-99 |
ВНИИЖТ, 1999 |
|
Технологический процесс плазменной наплавки корпусов автосцепок пассажирских вагонов порошками износостойких сплавов |
ТИ 160.25099.00.31-95 |
АООТ НИИТМ «Сириус», 1995 |
|
Технологический процесс ремонта входных фартуков подножек пассажирских ЦМВ |
ТК-66 |
ПКБ ЦВ, 1978 |
|
Технологическая инструкция по ремонту поврежденной наружной обшивы пассажирских ЦМВ без разборки кузова |
104-21.25201.00013 |
ПКТБ ЦТВР, 1989 |
|
Руководство по ремонту редукторно-карданных приводов вагонных генераторов пассажирских ЦМВ |
N 038 ПКБ ЦЛ/ПКТБв-04 РД |
ПКБ ЦЛ, 2007 г. |
|
Указания о порядке оформления рекламационных документов на продукцию, поставляемую предприятиям вагонного хозяйства |
НВ-405 |
ПКБ ЦВ, 1985 |
|
Правила пожарной безопасности на железнодорожном транспорте |
ЦУО-112 |
М.: Транспорт, 1998 |
|
Вагоны пассажирские. Требования пожарной безопасности |
ВНПБ-03 |
2003 г. |
|
Положение о заводских инспекциях Главных управлений: вагонного хозяйства, пути и Главного пассажирского управления на заводах МПС |
ЦЛ-ЦП-ЦВ 4750 |
МПС, 1989 |
|
Инструкция о порядке перенумерации вагонов пассажирского парка |
4224 |
ЦЛ/ЦВ, 1984 |
|
Инструкция на проведение сварочных и малярных работ при перенумеровании вагонов |
454 |
ПКБ ЦВ, 1984 |
|
Альбом «Схемы размещения новых номеров на вагонах» |
446 |
ПКБ ЦВ, 1984 |
|
Инструкция по техническому обслуживанию и эксплуатации сооружений, устройств, подвижного состава и организации движения на участках обращения скоростных пассажирских поездов |
ЦРБ-393 |
МПС, 1996 |
|
Инструкция по применению смазочных материалов |
01/75 ЦЛ-ВНИИЖТ-06 РК |
2006 г. |
|
Инструкция по сварке и наплавке узлов и деталей при ремонте пассажирских вагонов |
ЦЛ-201-03 |
2003 г. |
|
Инструкция по применению полимеров |
260 ПКБ ЦЛ |
ПКБ ЦЛ |
|
Технические условия на ремонт пружин |
ТУ 32 ЦЛ 0141-05 |
ПКБ ЦЛ, 2006 г. |
|
Пружины и рессоры рессорного подвешивания пассажирских вагонов. Типы и размеры |
РТМ 32 ЦВ 1-29-87 |
ПКБ ЦВ, 1987 г. |
Приложение В
(обязательное)
ПЕРЕЧЕНЬ
ДЕЙСТВУЮЩЕЙ ДОКУМЕНТАЦИИ ПО УКАЗАНИЮ МЕР БЕЗОПАСНОСТИ
|
Обозначение стандарта, документа |
Наименование |
|
ГОСТ 12.1.019-79 |
ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты |
|
ГОСТ 12.1.030-81 (изм. N 1-07.87) |
ССБТ. Электробезопасность. Защитное заземление, зануление |
|
ГОСТ 12.1.038-82 |
ССБТ. Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов |
|
ГОСТ 12.2.007.1-75 |
ССБТ. Машины электрические вращающиеся. Требования безопасности |
|
ГОСТ 12.2.007.3-75 |
ССБТ. Электротехнические устройства и напряжение свыше 1000 В. Требования безопасности |
|
ГОСТ 12.2.010-75 |
ССБТ. Машины ручные пневматические. Общие требования безопасности |
|
ГОСТ 26887-86 |
Площадки и лестницы для строительно-монтажных работ. Общие технические условия |
|
ГОСТ 12.2.013-87 |
ССБТ. Машины ручные электрические. Общие требования безопасности |
|
ГОСТ 12.2.016-81 |
ССБТ. Оборудование компрессорное. Общие требования безопасности |
|
ГОСТ 12.2.010-86 |
ССБТ. Оборудование кузнечно-прессовое. Общие требования безопасности |
|
ГОСТ 12.2.022-80 |
ССБТ. Конвейеры. Общие требования безопасности |
|
ГОСТ 12.2.026.0-93 |
Оборудование деревообрабатывающее. Требования безопасности к конструкции |
|
ГОСТ 12.2.036-78 |
ССБТ. Пресс-формы для изготовления резинотехнических изделий. Общие требования безопасности |
|
ГОСТ 12.2.051-80 |
ССБТ. Оборудование технологическое ультразвуковое. Требования безопасности |
|
ГОСТ 12.2.052-81 |
ССБТ. Оборудование, работающее с газообразным кислородом. Общие требования безопасности |
|
ГОСТ 12.2.065-81 |
«Правила устройства и безопасной эксплуатации грузоподъемных кранов» Госгортехнадзор |
|
ГОСТ 12.3.001-85 |
ССБТ. Пневмоприводы. Общие требования безопасности к монтажу, испытаниям и эксплуатации |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности |
|
ГОСТ 12.3.036-84 |
ССБТ. Газопламенная обработка металлов. Требования безопасности |
|
ГОСТ 12.3.019-80 |
ССБТ. Испытания и измерения электрические. Общие требования безопасности |
|
ГОСТ 12.3.020-80 |
ССБТ. Процессы перемещения грузов на предприятиях. Общие требования безопасности |
|
ГОСТ 12.3.025-80 |
ССБТ. Обработка металлов резанием. Требования безопасности |
|
ГОСТ 12.3.026-81 |
ССБТ. Работы кузнечно-прессовые. Требования безопасности |
|
ГОСТ 12.3.028-82 |
ССБТ. Процессы обработки абразивным и альборовым инструментом. Требования безопасности |
|
Указания МПС N 1372 пр. 21.04.1982 |
Постановление Госкомтруда РФ и Президиума ВЦСПС от 27.01.1982 N 22/П-1 «О введении новых норм предельно допустимых нагрузок при подъеме и перемещении тяжестей вручную» |
|
ЦУО/3725, 27.12.1978 (Глава 2, пункт 2.14) |
Правила пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, утверждены ГУПО МВД РФ 29.12.1972, согласованы Госгортехнадзором РФ N 12-3/1070 24.11.1971 ВЦСПС, N 12-4/1080 18.10.1972 (Правила пожарной безопасности на железнодорожном транспорте) |
|
410 ДСП Минздрав СССР, 1977 г. |
Перечень полимерных материалов и изделий, разрешенных к применению в строительстве |
|
2182-80 Минздрав СССР, 1980 г. |
Дополнение к перечню N 410 ДСП |
|
1805-77 Минздрав СССР, 1977 г. |
Перечень материалов и реагентов, разрешенных Главным санитарно-эпидемиологическим управлением Министерства здравоохранения РФ для применения в практике хозяйственно-питьевого водоснабжения |
Приложение Г
(обязательное)
ПАРАМЕТРЫ ПРУЖИН ЦЕНТРАЛЬНОГО И БУКСОВОГО ПОДВЕШИВАНИЯ
ТЕЛЕЖЕК КОЛЕИ 1435 ММ ВАГОНОВ ГАБАРИТА РИЦ
|
Тип и назначение пружины |
Номер пружины на схеме |
Колич. пружин на тележке |
Номинальный размер, мм |
Число витков |
Пробная нагрузка, Н (кгс) |
Рабочая статическая нагрузка, Н (кгс) |
Высота пружины под рабочей статической нагрузкой, мм |
||
|
диаметр прутка |
средний диаметр пружины |
полное |
рабочее |
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Для вагонов с кондиционированием воздуха |
|||||||||
|
Внутренняя буксового подвешивания |
1 |
4 |
16 |
108 +/- 2 |
5,4 |
3,9 |
7000 (700) |
2400 (240) |
138 +/- 3 |
|
Наружная буксового подвешивания |
2 |
3 |
36 |
160 +/- 2,6 |
6 |
4 |
45600 (4560) |
26500 (2650) |
|
|
Наружная буксового подвешивания |
3 |
1 |
36 |
160 +/- 2,6 |
6 |
4 |
48000 (4800) |
29000 (2900) |
|
|
Внутренняя центрального подвешивания |
4 |
4 |
20 |
115 +/- 2 |
12 |
10 |
11700 (1170) |
6500 (650) |
|
|
Средняя центрального подвешивания |
5 |
4 |
30 |
170 +/- 2,6 |
8 |
6 |
29450 (2945) |
16000 (1600) |
|
|
Наружная центрального подвешивания |
6 |
1 |
40 |
240 +/- 3 |
6,25 |
4,25 |
41400 (4140) |
22000 (2200) |
|
|
Наружная центрального подвешивания |
7 |
2 |
40 |
240 +/- 3 |
6,25 |
4,25 |
46300 (4630) |
27000 (2700) |
|
|
Наружная центрального подвешивания |
7 |
2 |
40 |
240 +/- 3 |
6,25 |
4,25 |
46300 (4630) |
27000 (2700) |
|
|
Для вагонов без кондиционирования воздуха |
|||||||||
|
Внутренняя буксового подвешивания |
12 |
4 |
16 |
108 +/- 2 |
5,4 |
3,9 |
7000 (700) |
2400 (240) |
138 +/- 3 |
|
Наружная буксового подвешивания |
2 |
3 |
36 |
160 +/- 2,6 |
6 |
4 |
41400 (4140) |
23000 (2300) |
|
|
Наружная буксового подвешивания |
1 |
1 |
36 |
160 +/- 2,6 |
6 |
4 |
43750 (4375) |
25000 (2500) |
|
|
Наружная буксового подвешивания |
7 |
1 |
36 |
160 +/- 2,6 |
6 |
4 |
46500 (4650) |
27500 (2750) |
|
|
Внутренняя центрального подвешивания |
6 |
4 |
20 |
115 +/- 2 |
12 |
10 |
11200 (1120) |
6000 (600) |
|
|
Средняя центрального подвешивания |
10 |
1 |
30 |
170 +/- 2,6 |
8 |
6 |
26450 (2645) |
13000 (1300) |
|
|
Средняя центрального подвешивания |
5 |
2 |
30 |
170 +/- 2,6 |
8 |
6 |
28000 (2800) |
14500 (1450) |
|
|
Средняя центрального подвешивания |
9 |
1 |
30 |
170 +/- 2,6 |
8 |
6 |
30500 (3050) |
17000 (1700) |
|
|
Наружная центрального подвешивания |
4 |
1 |
40 |
240 +/- 3 |
6,25 |
4,25 |
41400 (4140) |
22000 (2200) |
|
|
Наружная центрального подвешивания |
3 |
2 |
40 |
240 +/- 3 |
6,25 |
4,25 |
44350 (4435) |
25000 (2500) |
|
|
Наружная центрального подвешивания |
8 |
1 |
40 |
240 +/- 3 |
6,25 |
4,25 |
46300 (4630) |
27000 (2700) |
|
Приложение Д
(обязательное)
НОРМЫ
ДОПУСКОВ И ИЗНОСОВ СОСТАВНЫХ ЧАСТЕЙ И ДЕТАЛЕЙ ТЕЛЕЖЕК
ПАССАЖИРСКИХ ВАГОНОВ
|
Наименование составных частей, деталей и их измерений |
Тележка, тип |
Размер по конструкторской документации, мм |
Допустимый размер при выпуске из капитального ремонта, мм |
|
Износ шпинтонов по диаметру |
КВЗ-5 |
65-0,2 |
63-0,2 |
|
КВЗ-ЦНИИ I |
67-0,2 |
65-0,2 |
|
|
КВЗ-ЦНИИ II |
67-0,2 |
65-0,2 |
|
|
ТВЗ-ЦНИИ М |
67-0,2 |
65-0,2 |
|
|
Втулка шпинтонов, наружный диаметр |
КВЗ-ЦНИИ I |
872,5 |
842,5 |
|
КВЗ-ЦНИИ II |
872,5 |
842,5 |
|
|
КВЗ-5 |
83-0,05 |
80-0,05 |
|
|
ТВЗ-ЦНИИ М |
862,5 |
832,5 |
|
|
Клинья (сухари) фрикционные: по толщине цилиндрической поверхности |
КВЗ-ЦНИИ I КВЗ-ЦНИИ II КВЗ-5 |
12 |
10 |
|
по конической поверхности (износ) |
ТВЗ-ЦНИИ М |
— |
1 |
|
Наклонные поверхности трения колец (износ) |
КВЗ-ЦНИИ I КВЗ-ЦНИИ II КВЗ-5 ТВЗ-ЦНИИ М |
1 |
|
|
Размеры верхних валиков центрального подвешивания по диаметру |
КВЗ-ЦНИИ I |
60-0,4 |
59-0,4 |
|
КВЗ-5 |
62+0,5 (под подвеску) |
61+0,5 (под подвеску) |
|
|
КВЗ-ЦНИИ II |
|
|
|
|
68 +/-0,4 (под подвеску) |
67 +/-0,4 (под подвеску) |
||
|
Размеры опорных валиков и опорных шайб центрального подвешивания в местах контакта с серьгами |
КВЗ-5 |
37-1 |
36-1 |
|
КВЗ-ЦНИИ I |
37-1 |
36-1 |
|
|
КВЗ-ЦНИИ II |
50-1/40-1 |
49-1/39-1 |
|
|
ТВЗ-ЦНИИ М |
50-1/40-1 |
49-1/39-1 |
|
|
Размеры опорных валиков центрального подвешивания в круглой части по диаметру |
КВЗ-5 |
|
|
|
КВЗ-ЦНИИ I |
|
|
|
|
КВЗ-ЦНИИ II |
|
|
|
|
ТВЗ-ЦНИИ М |
64,5-0,3 |
63,5-0,3 |
|
|
После переточки валиков |
КВЗ-5 |
59 +/-0,4 |
58 +/-0,1 |
|
КВЗ-ЦНИИ I |
59 +/-0,1 |
58 +/-0,1 |
|
|
КВЗ-ЦНИИ II |
64 +/-0,0 |
63 +/-0,1 |
|
|
Опорные поверхности серег |
КВЗ-5 |
230 +/-1 |
232 +/-1 |
|
КВЗ-ЦНИИ I |
230 +/-1 |
232 +/-1 |
|
|
КВЗ-ЦНИИ II |
250 +/-1,15 |
252 +/-1,15 |
|
|
ТВЗ-ЦНИИ М |
370 +/-1,5 |
376 +/-1,5 |
|
|
Толщина резинового пакета |
КВЗ-ЦНИИ I и II ТВЗ-ЦНИИ-М |
42 +/-1 |
42 +/-1 |
|
Втулка в отверстиях для крепления гасителей колебаний (внутренний диаметр) |
КВЗ-5 |
32+0,17 |
32+0,17 |
|
КВЗ-ЦНИИ I |
32+0,17 |
32+0,17 |
|
|
КВЗ-ЦНИИ II |
32+0,17 |
32+0,17 |
|
|
Опорные поверхности подпятников (по глубине) |
КВЗ-5 |
30+1 |
32+1 |
|
Опорные поверхности пятников (по высоте) |
КВЗ-5 |
40+1 |
38+1 |
|
Износ полушкворней в сборе |
КВЗ-5 КВЗ-ЦНИИ I КВЗ-ЦНИИ II ТВЗ-ЦНИИ М |
60 +/-1,5 |
58 +/-1 |
Приложение Е
(рекомендуемое)
РЕКОМЕНДУЕМЫЕ ПРЕДПРИЯТИЯ-ИЗГОТОВИТЕЛИ
ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
|
Наименование ЗАО |
Адрес, телефон |
Выпускаемая продукция |
|
ЗАО «Эмлак» |
193079, г. С.-Петербург, а/я 127 тел. (812) 186-0520, 252-23-07, 252-23-07 |
Грунтовки: УНИКОР ЖД, ФЛ-03К, ФЛ-03Ж, ГФ-0119, ПФ-025, ЭФ-065, ВЛ-023, ХС-010, ЭФ-070 Шпатлевка ЭП-0010 Краски: АКРЭМ-металл или Уретал водно-дисперсионные. Эмали: ЭП-773, ХВ-785 Лаки: АКРЭМ, «Балет», «Интерьер» |
|
ОАО «Лакокрасочный завод Кронос-Спб» |
г. С.-Петербург, ул. Полевая Сабировская, 42 тел. (812) 430-21-00 |
Эмали: ПФ-К «Кронос», ПФ-115 Кронос Грунтовки: ГФ-0119, ПФ-0244, «Кронос-Спринт» Шпатлевка «Кронос-Спринт» |
|
ОАО ЯрНИИЛКП |
г. Ярославль, ул. Полушкина роща, 16 тел. (0852) 23-69-89 |
Грунтовки: ГФ-0119, ФЛ-03К, ГФ-0163, ПФ-025, ПФ-0244, ЭП-0282, ПФ-0294, ЭП-0199 Шпатлевка ПФ-0052 Эмали: ПФ-1246, ВД-АК-1309ЖТ, ПФ-1315, АС-1280, ЭП-1323 МЖТ, ГФ-92ГС, ГФ-93ХС |
|
ЗАО «Эмпилс» |
г. Ростов-на-Дону, Таганрогское шоссе, тел. (863) 247-10-44 |
Эмали: ПФ-115СВ, ПФ-188СВ |
|
Челябинский лакокрасочный завод ЧЕЛАК |
454008, г. Челябинск, Свердловское шоссе д. 1, тел. (3512) 35-14-62 |
Эмаль «ПЕНТАКРИЛ ЖД» |
|
ЗАО «Загорский лакокрасочный завод» |
141000, г. Сергиев Посад, Моск. обл., Московское шоссе, 22а тел. (09654)4-15-15, 4-23-18 |
Грунтовки: ВЛ-02, ЭП-0199 Шпатлевки: ПФ-002, МС-006, ЭП-00-10 Эмали: ЭП-773, ПФ-188ЖТ |
|
ФГУП НПЦ «Углерод» |
г. Москва, Протопоповский пер. 9 тел. (095) 280-86-32 |
Грунтовка АГЗ-К |
|
ООО «ВЕГА» |
192007, г. С.-Петербург, Литовский пр. д. 269 тел. (812)166-16-29, 166-27-08 |
Эмаль ПФ-ВЕГА ЖД |
|
ОАО «Лакокраска» |
г. Ярославль, ул. Полушкина роща, 16 тел. (0852) 23-07-63, 32-04-83 |
Грунтовка ВД-АК-0247 Шпатлевка ПФ-00-52 Эмаль ПФ-1246 Лак ПФ-170 |
|
ООО «Разноцвет» |
101000, г. Москва, ул. Мясницкая д. 24 тел./факс (095) 924-72-30, 924-63-69 |
Грунтовка «Уретан-Антикор» |
|
ООО НПФ Диэлектрик |
111250, Москва, Красноказарменная, 12 тел./факс (095) 363-0424 |
Эмали: ГФ-92ГС, ГФ-93ХС |
|
ОАО «Химпром» |
428900, Чувашия, г. Новочебоксарск ул. Промышленная, 101 тел. (8352) 77-51-22, 77-54-86 Представительство в Москве ООО «КО Защита» т./факс (095) 318-5382, 720-5877 |
Эмали: КО-8104, КО-8101 |
|
ЗАО «Финнколор» (Фирма Тиккурила) |
г. Санкт-Петербург, пр. 9-го Января, д. 15 «а» тел. (812) 962-6712, 101-2245 |
Эмаль «Миралкид 90» Грунтовка «Rostex-супер» Шпатлевка «Лаккакитти» |
|
ЗАО «АНА» (Фирма «Тиккурила») Фирма «Фин ТЕКС ОУ» |
г. Омск, ул. К. Лигети, д. 2 тел. (3812) 24-60-59, 24-10-53 |
Эмали: «Миралкид 90», «Коррокс» Грунтовки: Rostex-супер, «Коррокс» Шпатлевка «Лаккакитти» |
|
ООО «Димсон» |
125502, г. Москва, ул. Петрозаводская, д. 7 корп. 1 |
Эмаль Темалак МЛ 90 Грунтовка Темапрайм ЕЕ |
|
АОЗТ «высокодисперсные металлические порошки» |
620016, г. Екатеринбург, ул. Амундсена, 101 |
Краска цинкнаполненная ЦИНОЛ СВ |
|
Компания «Финкраска» (фирма Тиккурила») |
Москва, Волгоградский пр. 2 тел. (095) 274-93-90, 274-91-00 |
Краска цинксиликатная Темавелд ЗСМ |
|
Фирма Lankwitzer Lackfabrik |
460008, Украина, г. Тернополь, ул. Русская, 8171 |
Краска грунтовая с цинковой пудрой DG 10-9121/0 |
|
000 «Ноксидол-М» |
Москва, Волоколамское шоссе д. 81 тел. (095) 490-42-65 |
Материал Динитрол 3642W Мастика Динитрол 4941 Герметики: Динитрол 410, PUR 500 |
Приложение Ж
(обязательное)
ПЕРЕЧЕНЬ
НОРМАТИВНО-ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ
ПО МЕТРОЛОГИЧЕСКОМУ ОБЕСПЕЧЕНИЮ ПРОИЗВОДСТВА
1. Методики поверки средств измерений.
1.1. Автосцепное устройство N РД-32 ЦВ/ЦЛ 027/91.
1.2. Колесные пары N ПР 32 ЦВ 001-95.
1.3. Буксовый узел N РД 32 ЦВ 043-94.
1.4. Автотормозное оборудование N РД 32 ЦВ 065-2000.
1.5. Перечень средств измерений, применяемых в вагонном хозяйстве, и порядок их поверки, часть III, редукторно-карданный привод N 199 ПКБ ЦВ, 1985 г.
2. Чертежи на нестандартизованные средства измерений.
2.1. Комплект контрольно-измерительного инструмента автосцепки Т-416 ПКБ ЦВ, 1983 (откорректированный).
2.2. Чертежи измерительного и поверочного инструмента колесных пар вагонов Т-447 ПКБ ЦВ (откорректированный).
3. Другие нормативно-технические документы.
3.1. Методика выполнения измерений при полной ревизии вагонных букс с роликовыми подшипниками N РД 32 ЦВ 064-99.
3.2. Методика выполнения измерений при ремонте тележек пассажирских вагонов РД 32 ЦЛ 004-96.
3.3. Методика выполнения измерений переходных площадок, безбуферных устройств и буферов пассажирских вагонов при деповском ремонте РД 32 ЦВ 007-89.
3.4. Выбор средств измерений для контроля линейных размеров от 1 до 500 мм РД 32 ЦЛ 006-97.
3.5. Выбор средств измерений давления РТМ 32 ЦВ 213-81, 1981.
Приложение И
(обязательное)
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ ДЛЯ ЭЛЕМЕНТОВ
ВНУТРЕННИХ КОНСТРУКЦИЙ ПАССАЖИРСКИХ ВАГОНОВ
|
Наименование материала |
ТУ, ГОСТ |
Показатели пожароопасности ГОСТ 12.1.044-89 |
Примечание |
Завод-изготовитель (КОД ОКП) |
|
1 |
2 |
3 |
4 |
5 |
|
Пластик бумажно-слоистый «Манминит» |
ТУ 400-1-18-84 |
Индекс распространения пламени У < 20 |
Облицовка поверхностей стен, перегородок, мебели |
Мытищинский з-д «Стройпластмасс» (225623) |
|
Винилискожа-Т обивная уменьшенной пожароопасности |
ТУ 17-21-561-86 |
Индекс распространения пламени У < 20 |
Облицовка диванов, спальных полок, кресел, светозащитные шторы |
Тверской з-д «Искож» (871314) |
|
Плиты теплоизоляционные из стеклянного штапельного волокна «URSA» (в пленке ТАФ) |
ТУ 5763-002-0028-7697-97 Допускается к применению «Исовер» |
Негорючий материал |
Термоизоляция вагона |
г. Чудово Ленинградской обл. ЗАО «Чудово-Флайлар» (576312) |
|
Плиты фанерные трудногорючие |
ТУ 5518-002-00273235-96 |
Трудногорючие, индекс распространения пламени У < 20 |
Перегородки, стены, пол вагона, деревянные детали обрешетки стен |
Архангельский целлюлозно-бумажный комбинат (5518116) |
|
Изделия из полиэфирного стеклопластика |
ТУ 6-48-00204961-8-89 изм. 3 |
Трудногорючий материал. Индекс распространения пламени У < 20 |
Наличники окон |
г. Тверь АО «Тверьстеклопластик» (229682) |
|
Линолеум поливинилхлоридный «Транслин» |
ТУ 5700-078-00284718-93 |
Индекс распространения пламени У < 20 (Прил. 3 ВНПБ-97) |
Покрытие полов |
г. Хлюпино Московской обл. ЗАО «Стройполимер» (577113) |
|
Изделия из полиэфирного стеклопластика |
ТУ 6-48-00204961-8-89 |
Горючий материал. Ограничено гр. 5. Разрешено пунктом 2.5 ВНПБ-97 |
Пол туалета, бельевой ящик |
г. Тверь АО «Тверьстеклопластик» (229682) |
|
Стеклоткань ТАФ-3 |
ТУ 6-00-05808008-304-96 |
Трудногорючий материал. Индекс распространения пламени У < 20 |
Гидроизоляция пакетов теплоизоляции, кузова в крыше и стенах |
г. Редкино Тверской обл. АО «Редкинский опытный з-д» (595242) |
|
Материал прессованный базальтовый (МПБ) |
ТУ 21-5328983-08-93 |
Трудногорючий материал |
Противопожарная изоляция: прокладки, подкладки, уплотнения |
г. Брянск з-д «Брянскстекло» (576299) |
|
Пленка поливинилхлоридная трудногорючая ПТГ |
ТУ 17 РСФСР 0300193-61-91 |
Горючий материал. Применение ограничено гр. 5. Разрешено пунктом 2.5 ВНПБ-97 |
Гидроизоляция пакетов, теплоизоляция пола |
Тверской з-д «Искож» |
|
Детали, формованные из эластичного пенополиуретана |
ТУ 113-03-0203775-24-91 |
Горючий материал в защитной оболочке из «Огнетекса». Разрешено п. 3. ВНПБ-97 (Прил. 4) |
Мягкие элементы диванов, полок, кресел |
ООО «Европласт» г. Москва |
|
Ткань асбестовая |
ГОСТ 6102-94 |
Трудногорючий материал |
Противопожарная изоляция дымовых труб кипятильника и бойлера, доп. изоляция металлорукавов эл. проводки в труднодоступных местах |
(257420) |
|
Ткань занавесочная «Простор» |
ТУ 8284-011-18129384-93 |
Индекс распространения пламени У < 20 |
Шторы, занавески окон |
ООО «КАДОТЕКС» г. Москва (828460) |
|
Резина |
Горючий материал. Ограничительное применение, предусмотренное гр. 5. Разрешено пунктом 2.5 ВНПБ-97 |
Виброизоляция пола, уплотнение окон, уплотнительные прокладки в системах отопления и водоснабжения |
||
|
Парусина |
ГОСТ 15530-93 |
Горючий материал. Ограниченное применение. Для подвагонного эл. оборудования разрешено прим. 3 к табл. 1 в п. 5 ВНПБ-97 |
Уплотнение дверей и фартуков подножек. Защитные оболочки проводов и кабелей, прокладываемых под вагоном |
(823800 823830) |
|
Теплоизолирующая подкладка «Огнетекс» |
ТУ 8370-032-41114558-97 |
Негорючий материал |
Огнезащита поролона в мягких элементах мебели |
ООО «КАДОтекс» г. Москва |
|
Винилискожа-Т вентиляционная |
ТУ 8723-093-00300191-97 |
Трудновоспламеняемый материал |
Диффузоры и компенсирующие вставки вентустановки |
(872916) |
Приложение К
(ссылочное)
СОСТАВЫ СТОЛЯРНЫХ ГРУНТОВОК (МАСТИК-ПОРОЗАПОЛНИТЕЛЕЙ)
|
Составные части |
ГОСТ или ТУ |
Процентное содержание по массе составных частей мастик-порозаполнителей |
||
|
Клеевая |
Лаковая |
Олифная |
||
|
Тальк или мел |
ГОСТ 21235-75 ГОСТ 12085-88 |
69,0 |
80,5 |
54,0 |
|
Охра |
ГОСТ 8292-85 |
2,5 |
1,5 |
1,5 |
|
Уайт-спирит |
ГОСТ 3134-78 |
— |
4,0 |
7,0 |
|
Клей казеиновый (10% раствор) |
ГОСТ 3056-90 |
28,5 |
— |
— |
|
Лак масляный |
ГОСТ 5470-75 |
— |
14 |
— |
|
Олифа оксоль |
ГОСТ 190-78 |
— |
— |
37,5 |
Приложение Л
(Обязательное)
ПЕРЕЧЕНЬ
НОРМАТИВНОЙ ДОКУМЕНТАЦИИ ПО ОХРАНЕ
ОКРУЖАЮЩЕЙ СРЕДЫ ОТ ВЫБРОСОВ И СБРОСОВ
|
Объект охраны |
Наименование документа |
Примечание |
|
Атмосферный воздух |
Закон РСФСР «Об охране атмосферного воздуха» от 14.07.1982 Закон РСФСР «Об охране окружающей природной среды» от 19.12.1991 ГОСТ 17.2.01-76 Охрана природы. Атмосфера. Классификация выбросов по составу ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями |
|
|
Гидросфера |
ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования к охране поверхностных вод от загрязнения ГОСТ 17.1.3.05-82 Охрана природы. Гидросфера. Общие требования к охране поверхностных и подземных вод от загрязнения нефтью и нефтепродуктами |
|
|
ГОСТ 17.1.3.13-86 Охрана природы. Гидросфера. Общие требования к охране подземных вод |
||
|
Почвы |
ГОСТ 17.4.1.02-83 Охрана природы. Почвы. Классификация химических веществ для контроля загрязнения |
|
|
ГОСТ 17.4.9.04-85 Охрана природы. Почвы. Общие требования к контролю и охране от загрязнений |
||
|
Обращение с отходами производства |
Закон РСФСР «Об отходах производства и потребления» ГОСТ Р 52108-2003 Ресурсосбережение. Обращение с отходами. Основные положения. |
|
|
ГОСТ Р 52108-2003 Ресурсосбережение. Обращение с отходами. Классификация, идентификация и кодирование отходов. Основные положения |
Приложение М
(обязательное)
ПЕРЕЧЕНЬ
ЗАЩИТНЫХ МЕРОПРИЯТИЙ ПО ПРЕДОТВРАЩЕНИЮ
ЗАГРЯЗНЕНИЯ ОКРУЖАЮЩЕЙ СРЕДЫ
|
N п/п |
Загрязняющие вещества |
Защитные мероприятия |
Примечание |
|
1 |
Технические моющие средства (ТМС) |
Применение технологических процессов мойки с замкнутым циклом |
Слив отработанных растворов через отстойники и очистные сооружения |
|
2 |
Отработанные масла |
Сбор в емкости, утилизация, регенерация |
|
|
3 |
Электролиты кислотные и щелочные |
Нейтрализация |
|
|
4 |
Топливо дизельное |
Слив в технологические емкости |
|
|
5 |
Хладон 12 |
Замена на озоносберегающий хладагент |
|
|
6 |
Лакокрасочные материалы |
Сокращение потерь, совершенствование технологии нанесения покрытий |
Внедрение окрасочных камер |
|
7 |
Технологические отходы производства |
Соблюдение лицензионных требований накопления, транспортирования и захоронения отходов |
Приложение Н
(обязательное)
Исполнители:
Заместитель директора ПКБ ЦЛ Капишников Ю.В.
Главный инженер ПК ТБВ Шишков Д.А.
Заместитель начальника отдела ПКБ ЦЛ Захаров А.В.