автоматической линии марки ННХ1200 для сварки Н-образной балки
Автоматическая линия марки ННХ1200 для сварки Н-образной балки служит для производства стального двутавра (стали профиля H). Линия позволяет непрерывно выполнять сборку изделия, сварку, правку и выход готовой продукции. Линия снабжена программируемым блоком управления (РLC) и частотно-преобразовательным регулятором скорости.
I. Устройство линии
1. Главная машина
2. Система электропитания.
3. Сборочный механизм.
4. Опорно-поддерживающее устройство № 1.
5. Выгрузочное устройство (включая опорно-поддерживающее устройство № 2).
6. Гидросистема.
7. Выверочное устройство
8. Устройство для подачи проволоки.
9. Рабочая платформа и приставная лестница.
10. Электропитание: два аппарата постоянного тока для дуговой сварки под флюсом, производства фирмы «Линкольн», США.
11. Устройство для возврата флюса, две шт.
II. Регламент технического обслуживания
1. Подготовка оборудования к работе.
1.1 Проверить состояние соединений, включить тумблер и нажать кнопку главного электропитания.
1.2 Нажать кнопку главного электропитания, отрегулировать высоту двигающей балки по параметрам изделия.
1.3 На сборочном механизме отрегулировать высоту зажимного валика для стенки двутавра.
1.4 Отрегулировать частоту конвертера по скорости сварки.
1.5 Отрегулировать силу давления правильных валиков и расстояние между двумя правильными валиками по параметрам изделия.
1.6 Отрегулировать рабочее давление двигающего цилиндра, цилиндра сборочного механизма и цилиндра для подачи проволоки (припоя) на двигающей балке.
1.7 Отрегулировать электрическое напряжение, электрический ток и скорость сварки по параметрам изделия.
1.8 Отжать кнопку и включить электродвигатель насосной системы.
2. Подготовка сварочной системы:
2.1 Настроить сварочный аппарат по инструкции.
(1) Сначала установить дистанционное управление(Out Control Remote) и пульт управления(Out Control at DC-1000)на дистанционное управление.
(2) Переключатель модульной системы делится на следующие позиции: CV(I), CV (S)и CC (описание разных модульных систем см. в инструкции). Обычно устанавливают в положение системы СС.
(3) Для сварочного аппарата постоянного тока необходимо произвести кабельные соединения в соответствии с требованиями данного вида сварки. При противовключении соединить горелку с положительным электродом, а изделие — с отрицательным. Полярность установить на “+”, в противоположном — “—”.
(4) После выполнения вышеуказанных регулировок, нажать кнопку “Start” и включить электропитание.
2.2 Включить тумблер на панели управления.
2.3 Нажать кнопку “Inch Down” и вставить сварочную проволоку нужного диаметра в горелку. Установить длину свободного конца проволоки до мундштука (т.е. длину выступающей части проволоки) 20-30 мм. Кнопка “Inch Down”является кнопкой возврата проволоки.
2.4 Для получения хорошего зажигания срезать свободный конец проволоки под острым углом.
2.5 Проверить установки панелей для зажигания и заполнение кратера дуги. Установка панели для зажигания обеспечивает хороший эффект зажигания через правильную регулировку значений электрического тока, напряжения и времени зажигания. Перед окончанием сварочных работ нажать кнопку “Stop” на панели для заполнения кратера дуги. Дальнейший до-прожиг сварочной проволокой даст хороший конечный сварочный шов. Можно заранее установить величины электрического тока, напряжения и времени заполнения кратера дуги.
2.6 Отрегулировать угол между горелкой и уровнем до необходимого угла сварки. Рекомендуемый угол (между горелкой и полкой двутавра) горелки 30-50 градусов.
2.7 Отрегулировать расстояние между двумя горелками. Расстояние между двумя горелками должно быть около 200 мм.
2.8 Включить тумблер трубки для подачи флюса.
2.9 Включить устройство для возврата флюса; всосать часть флюса в ловушку и правильно установить головку ловушки.
3. Порядок проведения сварочных работ
3.1 Установить заготовку полки двутавра в центральное положение на сборочном механизме. Включить цилиндр для выверки, при этом выдвинется поршень цилиндра и поднимется заборный блок. При включении цилиндра для полки двутавра, она вытягивается возвращающимся цилиндром. При необходимости роспуска стенки двутавра нажать кнопку.
3.2 Установить заготовку стенки двутавра в центральное положение на сборочном механизме и выверить концы полки и стенки двутавра. Включить цилиндр стенки, при этом цилиндр вернётся обратно, через качалку зажмёт стенку и ровно её вытянет. При необходимости роспуска стенки двутавра нажать кнопку. Включить цилиндр для выверки, при этом вернётся поршень цилиндра и поднимется заборный блок.
3.3 Электродвигатель сборочного механизма включается с задержкой в 3 секунды. После чего нажмите кнопку “вперёд”, и электродвигатель подаст изделие вперёд. Когда свободный конец изделия дойдёт до правильной машины, необходимо воссоединить центральные линии изделия и машины (т.е. центральную линию приводного валика правильной машины). При этом условии будут соосны центральные линии полок, стенки и приводного правильной машины.
3.4 Установочные устройства левой и правой полок зажимают обе полки и устанавливают их на центральной линии.
3.5 Установочное устройство левой (№1) и правой (№2) стороны зажимают изделие и устанавливают стенку на центральной линии.
3.6 После центрирования вернуть изделия под прижимной ролик двигающей балки.
3.7 Регулировать местонахождение двух больших прижимных роликов на правильной машине по размеру полок двутавра таким образом, чтобы расстояние между концами прижимных роликов и центральной линией (центральная линия приводного валика правильной машины) стали одинаковыми. Отрегулировать высоты двух больших прижимных роликов так, чтобы ролики крепко сжимали полки двутавра с одинаковой силой.
3.8 Нажать кнопку и включить цилиндр подачи на двигающей балке, при этом шток цилиндра выдастся вниз, а зажимной каток слегка сожмёт изделие, чтобы проверить соосность центральных линий полок, стенки двутавра и главного валика правильной машины. Ещё раз нажать кнопку, после чего зажимной каток сильно сожмёт изделие.
3.9 При подходе свободного конца изделия к месту сварки, требуется нажать кнопку подачи припоя, при этом выдаётся шток и передвигает горелку к месту сварки. Установить все необходимые регулировки на панели блока управления сваркой: выставить нужные величины тока и напряжения; потом нажать кнопку “Start”. Оба сварочных аппарата начнут свою работу с одновременным включением ловушки флюса.
3.10 В процессе сварки, в случае необходимости улучшения качества сварочного шва, в любое время можно сделать подрегулировку горелки.
3.11 После рихтовки начинается этап выпрессовывания. Исходя из степени деформированности изделия необходимо отрегулировать цилиндр устройства подхватывания и цилиндр грузового ролика приводного подхватывающего стеллажа таким образом, чтобы два грузовых ролика касались деформированного изделия. В этом случае изделие успешно пройдёт процесс выпрессовывания.
3.12 В момент, когда свободный конец изделия отходит от приводной передачи, толкающий цилиндр на двигающей балке возвращается. При отходе свободного конца изделия от работающей горелки, сварочный аппарат тушит дуги, одновременно возвращая горелку в исходное состояние.
3.13 В момент, когда свободный конец изделия отходит от правильной машины, требуется выключить электродвигатель главного механизма.
3.14 После этого, штоки цилиндра подхватывающего устройства и грузового ролика приводного стеллажного механизма возвращаются, подхватывающий ролик спускается, и изделие оказывается на накатниках выталкивателя.
3.15 Установить другую заготовку полки двутавра в сборочный механизм. Включить цилиндр для выверки, при этом выдвинется поршень цилиндра и поднимется заборный блок. Включить цилиндр для полки двутавра, при этом цилиндр возвращается и через ручку вытягивает полку двутавра. При необходимости роспуска полки двутавра нажать кнопку.
3.16 Совместить сваренное изделие тавра с центральной линией второй полки. Выверить концы полки и изделия тавра. Включить цилиндр стенки, при этом цилиндр возвращается обратно и через качалку зажимает стенку, ровно её вытягивая. При необходимости роспуска полки двутавра нажать кнопку. Включить цилиндр для выверки, при этом вернётся поршень цилиндра и поднимется заборный блок.
3.17 Повторить действия, описанные в пунктах 2.3 — 2.11.
3.18 Выключить линию производства.
4. Примечания
4.1 Перед включением убедитесь в отсутствии посторонних предметов, мешающих нормальной эксплуатации.
4.2 Проверить, вернулись ли в исходное положение кнопки включения электропитания и гидросистемы.
4.3 Работу линии начинать с включения электропитания гидронасоса.
4.4 При обесточивании или прекращении работы насосов, необходимо предотвращать отклонение изделия от заданного положения из-за снижения давления от долговременного отключения электропитания.
4.5 Во время установки изделия не допускать столкновений с вертикальным валом и качалкой сборочного механизма.
4.6 Допустимая девиация общей погнутости материала сварочного изделия (стольной лист) менее 0.10%L.
4.7 Во избежание появления неисправностей необходимо часто проверять подвижные части механизмов, места сочленений их частей и систему электромеханического управления. Устранять все обнаруженные неисправности оперативно и своевременно.
4.8 До начала эксплуатации отрегулировать устройство натяжки и натянуть цепи.
4.9 Шланг для подачи припоя должен свободно подниматься и опускаться по стороне каретки цилиндра. Не допускается перекручивание, перегибание и сдавливание шланга.
4.10 Проверить правильность соединений электропитания и блока управления сварочной линии. После монтажа обязательно убедиться в изолированности всех частей и секции, не допуская пробоев тока.
4.11 Допускается применение только стандартной трёхфазной четырёхпроводной системы питания.
4.12 Перед проведением сварочных работ необходимо с особой тщательностью проверить изоляцию линии заземления в электрошкафе, системном сварочном аппарате и других сварочных аппаратах в цехе. Увеличив напряжение до 500 В, измерить сопротивление. Оно не должно быть ниже 1 кОм. После проверки и получения удовлетворительного результата, можно проводить последующие работы.
5. Обслуживание
| Номер п/п | Механическая часть | Период | Содержание профилактических работ | Примечания |
| 1 | Механический агрегат | Каждый день | 1. Смазка механизмов качалки, фиксации и ориентирования.
2. Ежедневно перед включением проверять состояние соединений механизма; по окончанию работы убирать посторонние предметы. 3. Проверять на отсутствие утечки масла в местах соединения гидротруб. |
Применять масло № 30
Применять кальциевую смазку № 2. |
| 2 | Подъёмный механизм, привод, и механизма цепной передачи | Неделя | 1. Смазка верхнего ролика.
2. Зачистка и смазка цепи и цепной шестерни. 3. Зачистка и смазка направляющих салазок и винтов. 4. Регулировка устройства натяжки, натянуть цепь. |
Применять кальциевую смазку № 2.
Применять масло № 30 |
| 3 | Редуктор | 1. Регулярная смазка.
2. Замена масла раз в полгода. |
Применять масло № 40 | |
| 4 | Опорно-поддерживающее устройство и малое подхватывающее устройство. | Месяц | Вращающиеся части. | Применять кальциевую смазку № 2 |
| 5 | Насосная система | Неделя | Проверять уровень масла, добавить при необходимости. | Гидросмесь № 46 |
| Полгода | 1. Регулярная чистка.
2. Замена масла раз в полгода (гидросмесь заливать в бак только после фильтрации). |
|||
| Полтора года | Проводить переборку гидросистемы. |
IV. Неисправности и их устранение.
| 1. Не горит индикаторная лампа | 1) Проверить тумблер главного электропитания и систему управления электропитания.
2) Проверить целостность предохранителя в блоке управления. 3) Проверить целостность индикаторной лампы. |
| 2. Не вращается рольганг. | 1) Проверить кнопку запуска и её соединение с электропитанием.
2) Проверить кабель электропитания у приводного двигателя. 3) Проверить работоспособность редуктора и состояние болта соединительной муфты. 4) Проверить соединение цепи с шестернёй. |
| 3. Не двигается гидроцилиндр | 1) Проверить состояние вращения электродвигателя.
2) Проверить уровень масла относительно метки. |
V. Технология сварки
|
Калибр, мм |
Диаметр припоя, мм | Сила тока сварки, А | Напряжение электрической дуги, В | Скорость сварки, мм/мин. |
| 4 | 3 | 350~370 | 28~30 | 880~910 |
| 6 | 3 | 450~470 | 28~30 | 900~960 |
| 4 | 480~500 | 28~30 | 960~1000 | |
| 8 | 3 | 500~530 | 30~32 | 730~760 |
| 4 | 670~700 | 32~34 | 800~830 |
Примечание: вышеуказанные величины даны только для примера.
VI. Причины возникновения дефектов сварки под флюсом и меры по их устранению.
| Номер | Дефект | Основная причина | Меры по устранению |
| 1 | Трещина | 1) Несоответствие проволоки и припоя.
2) Плохая подготовленность свариваемых полок и стенки двутавра и несоответствие их технологических характеристик к условиям сварки. 3) Неподходящий способ охлаждения шва. |
1) Подобрать подходящую комбинацию проволоки и припоя.
2) Следить за процессом сварки. 3) После сварки проводить термообработку. |
| 2 | Вырез | 1) Слишком большая скорость сварки.
2) Слишком велик зазор между прокладкой и изделием. 3) Ток и напряжение не соответствуют условиям сварки. 4) Смещение местоположения проволоки и припоя. |
1) Уменьшить скорость сварки.
2) Сделать прокладку и изделие прилегающими. 3) Отрегулировать ток сварки и напряжение электрической дуги. 4) Отрегулировать местоположение проволоки припоя. |
| 3 | Наплав | 1) Слишком велик ток сварки.
2) Слишком мала скорость сварки. 3) Слишком низкое напряжение электрической дуги. |
1) Уменьшить ток сварки.
2) Увеличить скорость сварки. 3)Увеличить напряжение. |
| 4 | Засорение шлаком | 1) Отклонение изделия от линии сварки и стекание шлака.
2) Наблюдается гофрирование в начале шва (особенно, когда есть дугоотводящая плита). 3) Слишком мал ток сварки; и при многослойной сварки с трудном удаляется шлак. 4) Слишком низкая скорость сварки и стекание шлака. |
1) Произвести сварку с противоположной стороны, или установить изделие в горизонтальное положение.
2) Привести в соответствие по толщине дугоотводящую плиту и линию сварки. 3) Увеличить ток, чтобы шлак от сварки полностью выплавился. 4) Увеличить ток и скорость сварки. |
| 5 | Запас по высоте слишком велик | 1) Слишком велик ток сварки.
2) Слишком низкое напряжение электрической дуги. 3) Слишком велика скорость сварки. |
1) Снизить ток до соответствующей величины.
2) Повысить напряжение электрической дуги. 3) Увеличить скорость сварки. |
| 6 | Запас по высоте слишком мал | 1) Слишком маленький ток сварки.
2) Слишком высокое напряжение электрической дуги. 3) Слишком высокая скорость сварки. |
1) Увеличить ток сварки.
2) Снизить напряжение электрической дуги. 3) Уменьшить скорость сварки. |
| 7 | Запас высоты узкий и выступает | 1) Мала ширина нанесения флюса.
2) Слишком низкое напряжение электрической дуги. 3) Слишком большая скорость сварки. |
1) Увеличить ширину нанесения флюса.
2) Повысить напряжение электрической дуги. 3) Уменьшить скорость сварки. |
| 8 | Ноздрева- тость | 1) Ржавчина или замасливание в месте соединения.
2) Отсырел флюс (агломерационный тип). 3) Загрязнён флюс. |
1) Зачистить и нагреть место соединения.
2) Подсушивать флюс 1 час при температуре 150~300℃. 3) Зачистить флюс щёткой из стальной проволоки. |
| 9 | Поверх — ность линии сварки шерохова — тая | 1) Чрезмерная высота флюса.
2) Неверно подобрана величина гранул флюса. |
1) Уменьшить подачу флюса.
2) Подобрать флюс, соответствующий сварочному току. |
| 10 | Наплывы | 1) Ржавчина, замасливание или грязь на поверхности скоса.
2) Отсырел флюс (агломерационный тип). 3) Слишком толстый слой флюса. |
1) Зачистить поверхность скоса.
2) Подсушивать 1 час при температуре 150~300℃. 3) Уменьшить толщину нанесения флюса. |
VII. Баланс линейной скорости движения изделия и рабочей частоты конвертера
Примечание: следующие параметры даны только для примера.
| Линейная скорость движения изделия (мм/мин) | Рабочая частота конвертера главного электродвигателя
(Гц) |
Рабочая частота электродвигателя сборочного механизма (Гц) | |
| 200 | 9.11 | 8.16 | |
| 210 | 9.56 | 8.57 | |
| 220 | 10.02 | 8.98 | |
| 230 | 10.47 | 9.39 | |
| 240 | 10.93 | 9.80 | |
| 250 | 11.38 | 10.20 | |
| 260 | 11.84 | 10.61 | |
| 270 | 12.30 | 11.02 | |
| 280 | 12.75 | 11.43 | |
| 290 | 13.21 | 11.84 | |
| 300 | 13.66 | 12.24 | |
| 310 | 14.12 | 12.65 | |
| 320 | 14.57 | 13.06 | |
| 330 | 15.03 | 13.47 | |
| 340 | 15.48 | 13.88 | |
| 350 | 15.94 | 14.29 | |
| 360 | 16.39 | 14.69 | |
| 370 | 16.85 | 15.10 | |
| 380 | 17.30 | 15.51 | |
| 390 | 17.76 | 15.92 | |
| 400 | 18.21 | 16.33 | |
| 410 | 18.67 | 16.73 | |
| 420 | 19.13 | 17.14 | |
| 430 | 19.58 | 17.55 | |
| 440 | 20.04 | 17.96 | |
| 450 | 20.49 | 18.37 | |
| 460 | 20.95 | 18.78 | |
| 470 | 21.40 | 19.18 | |
| 480 | 21.86 | 19.59 | |
| 490 | 22.31 | 20 | |
| 500 | 22.77 | 20.41 | |
| 510 | 23.22 | 20.82 | |
| 520 | 23.68 | 21.22 | |
| 530 | 24.13 | 21.63 | |
| 540 | 24.59 | 22.04 | |
| 550 | 25.05 | 22.45 | |
| 560 | 25.50 | 22.86 | |
| 570 | 25.96 | 23.27 | |
| 580 | 26.41 | 23.67 | |
| 590 | 26.87 | 24.08 | |
| 600 | 27.32 | 24.49 | |
| 610 | 27.78 | 24.90 | |
| 620 | 28.23 | 25.31 | |
| 630 | 28.69 | 25.71 | |
| 640 | 29.14 | 26.12 | |
| 650 | 29.60 | 26.53 | |
| 660 | 30.05 | 26.94 | |
| 670 | 30.51 | 27.35 | |
| 680 | 30.97 | 27.76 | |
| 690 | 31.42 | 28.16 | |
| 700 | 31.88 | 28.57 | |
| 700 | 31.88 | 28.57 | |
| 710 | 32.33 | 28.98 | |
| 720 | 32.79 | 29.39 | |
| 730 | 33.24 | 29.80 | |
| 740 | 33.70 | 30.20 | |
| 750 | 34.15 | 30.61 | |
| 760 | 34.61 | 31.02 | |
| 770 | 35.06 | 31.43 | |
| 780 | 35.52 | 31.84 | |
| 790 | 35.97 | 32.24 | |
| 800 | 36.43 | 32.65 | |
| 810 | 36.89 | 33.06 |
Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с ЧПУ
Автоматическая линия — это непрерывно действующий комплекс взаимосвязанного оборудования и системы управления, где необходима полная временная синхронизация операций и переходов. Наиболее эффективными методами синхронизации являются концентрация и дифференциация ТП.
Дифференциация технологического процесса, упрощение и синхронизация переходов — необходимые условия надежности и производительности. Чрезмерная дифференциация приводит к усложнению обслуживающего оборудования, увеличению площадей и объема обслуживания. Целесообразная концентрация операций и переходов, не снижая практически производительность, может быть осуществлена путем агрегатирования, применением многоинструментальных наладок.
Для синхронизации работы в автоматической линии (АЛ) определяется лимитирующий инструмент, лимитирующий станок и лимитирующий участок, по которым устанавливается реальный такт выпуска АЛ (мин) по формуле

где Ф — действительный фонд работы оборудования, ч; N —программа выпуска, шт.
Для обеспечения высокой надежности АЛ разделяют на участки, которые связаны друг с другом через накопители, осуществляющие так называемую гибкую связь между участками, обеспечивая независимую работу смежных участков в случае отказа на одном из них. Внутри участка сохраняется жесткая связь. Для оборудования с жесткой связью важно планировать время и длительность плановых остановок.
Станки с ЧПУ дают высокую точность и качество изделий и могут использоваться при обработке сложных деталей с точными ступенчатыми или криволинейными контурами. При этом снижается себестоимость обработки, квалификация и число обслуживающего персонала. Особенности обработки деталей на станках с ЧПУ определяются особенностями самих станков и в первую очередь их системами ЧПУ, которые обеспечивают:
1)сокращение времени наладки и переналадки оборудования; 2)увеличение сложности циклов обработки; 3) возможность реализации ходов цикла со сложной криволинейной траекторией; 4) возможность унификации систем управления (СУ) станков с СУ другого оборудования; 5) возможность использования ЭВМ для управления станками с ЧПУ, входящими в состав АПС.
Основные требования к технологии и организации механической обработки в переналаживаемых АПС на примере изготовления основных типовых деталей
Для разработки технологии в АПС характерен комплексный подход — детальная проработка не только основных, но и вспомогательных операций и переходов, включая транспортировку изделий, их контроль, складирование, испытания, упаковку.
Для стабилизации и повышения надежности обработки применяют два основных метода построения ТП:
1)использование оборудования, обеспечивающего надежную обработку почти без участия оператора;
2)регулирование параметров ТП на основе контроля изделий в ходе самого процесса.
Для повышения гибкости и эффективности в АПС используют принцип групповой технологии.
4. Особенности разработки ТП автоматизированной и роботизированной сборки
Автоматизированная сборка изделий выполняется на сборочных автоматах и АЛ. Важным условием разработки рационального ТП автоматизированной сборки является унификация и нормализация соединений, т. е. приведение их к определенной номенклатуре видов и точностей.
Главным отличием роботизированного производства является замена сборщиков сборочными роботами и выполнение контроля контрольными роботами или автоматическими контрольными устройствами.
Роботизированная сборка должна выполняться по принципу полной взаимозаменяемости или (реже) по принципу групповой взаимозаменяемости. Исключается возможность подгонки, регулировки.
Выполнение операций сборки должно проходить от простого к сложному. В зависимости от сложности и габаритов изделий выбирают форму организации сборки: стационарную или конвейерную. Состав РТК — это сборочное оборудование и приспособления, транспортная система, операционные сборочные роботы, контрольные роботы, система управления.
При разработке ТП сборки в РТК предпочтительна высокая концентрация операций, определяющая модели роботов, их функции, точность, оперативность, быстродействие. Особенно важно уточнить временные связи элементов РТК, так как и они могут определить операционные возможности, модели и количество сборочных промышленных роботов (ПР). С этой целью возможно построение циклограммы как отдельных роботизированных рабочих мест и ПР, так и всего РТК в целом.
Обучаемые роботы — это роботы, которые могут приспосабливаться к различным случайным факторам, сопровождающим запрограммированную работу. Эта приспособляемость выражается в корректировке своей же программы на основе полученного «опыта» — результатов анализа и классификации возникающих отклонений и методов их устранения.
5. Производительность АС
Эффективность автоматизации определяется, прежде всего, экономической эффективностью, а также взаимосвязью технических и экономических показателей производства. Производительность труда и коэффициент роста производительности труда являются обобщенными показателями автоматизированного производства (АП).
Методы расчета и оценки производительности автоматизированных систем
Производительность определяется числом годных деталей, изделий, комплектов, выпускаемых машиной в единицу времени. Время обработки детали машиной является величиной, обратной производительности.
При расчете, анализе и оценке производительности автоматизированного оборудования с учетом разных видов затрат времени используют четыре вида ее показателей.
1. Технологическая производительность К — максимальная теоретическая производительность при условии бесперебойной работы машины и обеспечения ее всем необходимым:

2. Цикловая производительность Q ц — теоретическая производительность машины с реальными холостыми и вспомогательными ходами и при отсутствии простоев (?t пр = 0): , 3. Техническая производительность Q т — теоретическая производительность машины с реальными холостыми ходами и учетом ее собственных простоев ?t c , связанных с выходом из строя инструментов, приспособлений, оборудования, т.е. при условии t х > 0, t всп > 0 и ?t с > 0: . 4. Фактическая производительность Q ф — производительность, учитывающая все виды потерь:



Чем чаще и длительнее простои, тем ниже производительность.
Производительность автоматических линий с разным агрегатированием
На однопоточных линиях последовательного агрегатирования концентрируют разноименные операции ТП, последовательно выполняемые для каждого изделия.
Такие линии могут иметь жесткую межагрегатную связь без межоперационных накопителей заделов или гибкую связь с установкой таких накопителей.
Техническая производительность линии с жесткой связью

где tp — время рабочих ходов цикла, определяемое длительностью обработки на лимитирующей позиции.
ВАЛ параллельного агрегатирования концентрируют одноименные операции дифференцированного технологического процесса, выполняемые на р изделиях. За время рабочего цикла Т ц выдается р изделий, следовательно цикловая производительность таких линий

В условиях массового производства используются две основные модификации этих линий:
1) линии из автоматов дискретного последовательного действия, работающих параллельно;
2) линии из автоматов параллельного действия, работающих последовательно.
Для линий первой модификации техническая производительность

Для линий второй модификации техническая производительность

Если многопоточная АЛ разделяется на участки-секции по методу равных потерь, то расчет производительности целесообразно проводить по выпускному участку

где р — число потоков выпускного участка; Т ц — длительность рабочего цикла выпускного участка; В — внецикловые потери одной рабочей позиции; q — число рабочих позиций на выпускном участке; n у — число участков в линии; W — коэффициент возрастания простоев выпускного участка из-за неполной компенсации отказов предыдущих участков.
6. Надежность в автоматизированном производстве
Надежность — это способность машин и механизмов выполнять заданные функции, сохраняя во времени значения эксплуатационных показателей в заданных пределах, соответствующих установленным режимам и условиям использования. Для автоматизированных систем надежность — это способность к бесперебойному выпуску годной продукции в установленном программой объеме в течение всего срока службы.
Основными свойствами машин, определяющими надежность, являются безотказность, долговечность и ремонтопригодность.
Показатели и методы оценки надежности.
Показатели надежности делятся на частные, которые оценивают безотказность, ремонтопригодность, долговечность по отдельности, и комплексные (обобщенные), которые оценивают все три свойства.
Частным показателем безотказности является функция надежности P (t)

где ?(t ) — параметр потока отказов, характеризующий вероятность возникновения отказов в единицу времени или за рабочий цикл; Т — период эксплуатации системы.
Технический ресурс R — равен суммарной наработке за весь срок службы Т от ввода в эксплуатацию до предельного состояния (разрушение, потеря точности):

где t раб i — i — я наработка на отказ; n — число отказов системы за период T ее эксплуатации; ?cpi — среднее время устранения i — го отказа, определяемое ремонтопригодностью системы.
Н адежность сложных многоэлементных систем
При расчленении сложной системы на отдельные элементы, для каждого из которых можно определить вероятность безотказной работы, для расчета надежности широко используют структурные схемы. В этих схемах каждый i — й элемент характеризуется своей вероятностью Pi безотказной работы в течение заданного периода времени. Исходя из этих данных, определяют вероятность безотказной работы P (t ) всей системы.

Вероятность безотказной работы такой системы при независимости отказов равна произведению вероятностей безотказной работы ее элементов:

Для повышения надежности сложных систем можно применять резервирование, когда при выходе из строя одного из элементов дублер выполняет его функции, и элемент не прекращает своей работы.
Технологическая надежность оборудования.
Технологическая надежность — это свойство оборудования сохранять значения показателей, определяющих качество осуществления технологического процесса, в заданных пределах и во времени.
К показателям качества технологического оборудования относятся его геометрическая точность, жесткость, виброустойчивость и другие показатели, которые определяют точность обработки, качество поверхности и физические характеристики материала обрабатываемой детали. К наиболее действенным методам повышения технологической надежности оборудования относится метод автоматической подналадки и саморегулирования его параметров. При реализации этого метода изменившиеся параметры автоматически восстанавливаются за счет систем саморегулирования, структура которых зависит от скорости воздействия разных процессов на параметры оборудования.
7. Контроль и диагностика в условиях автоматизированного производства
В основе мер обеспечения надежной работы автоматизированных систем лежит непрерывный или периодический контроль за ходом технологических процессов, реализуемых в этих системах. Для реализации этих функций в современном производстве используются микропроцессоры, лазерные системы и др.
Контроль — это проверка соответствия объекта установленным техническим требованиям. Под объектом технического контроля понимаются подвергаемая контролю продукция, процессы ее создания, применения, транспортирования, хранения, технического обслуживания и ремонта, а также соответствующая техническая документация.
Следовательно, объектом может быть как продукция, так и процесс ее создания.
Важным условием эффективной работы в автоматизированном режиме и быстрого восстановления работоспособности оборудования является его оснащение средствами диагностики.
Организация автоматизированного контроля в производственных системах.
Контроль в АП может быть межоперационным (промежуточным), операционным (непосредственно на станке), послеоперационным, окончательным. Автоматизированному контролю должны подвергаться все элементы технологической системы: деталь, режущий инструмент, приспособление, само оборудование. Предпочтительными являются методы прямого контроля, хотя методы косвенного контроля шире используются при контроле инструментов, диагностике состояния оборудования.
Контроль в процессе обработки является одной из наиболее активных форм технического контроля, так как позволяет повысить качество выпускаемой продукции при одновременном увеличении производительности труда. Поэтому разрабатываются самонастраивающиеся системы управляющего контроля.
Контроль самонастраивающийся управляющий — это управляющий контроль, при котором на основе информации, получаемой при изменяющихся условиях работы, автоматически изменяются параметры настройки средства контроля до обеспечения заданной точности при произвольно меняющихся внешних и внутренних возмущениях.
Контроль деталей и изделий в автоматизированных системах
Непосредственно на участке механической обработки осуществляют контроль трех видов:
* установки заготовки в приспособление;
* размера изделия непосредственно на станке;
* выходной контроль детали.
Контроль установки заготовки в приспособление может осуществляться на конвейере перед станком или на станке непосредственно перед обработкой. В первом случае могут использоваться датчики положения, расположенные на конвейере, или специальные измерительные установки с роботами. Бесконтактные датчики положения регистрируют отклонение действительного положения измеряемой поверхности от запрограммированного или разность условной базы и измеряемой поверхности (датчики касания).
К бесконтактным датчикам относятся: оптические измерители; лазерные датчики; датчики изображения (технического зрения). Выносной контроль заготовок и деталей в процессе их транспортирования не удлиняет производственного цикла, однако наиболее оперативным является контроль заготовок и деталей непосредственно на станке. При небольшом увеличении длительности обработки он существенно повышает ее качество, активно воздействуя на процесс обработки.
Диагностика технологической системы
Важным условием эффективной эксплуатации в автоматизированном режиме, быстрого восстановления работоспособности оборудования является оснащение его средствами диагностики.
Технической диагностикой (ТД) называется процесс определения во времени технического состояния объекта диагностики (ОД) с определенной точностью в условиях ограниченной информации.
С помощью ТД решаются следующие задачи:
* определение работоспособности технических устройств;
* определение форм проявления отказов;
* разработка методов локализации, распознавания и прогнозирования скрытых дефектов без разборки или с нетрудоемкой разборкой технических устройств;
Трудоемкость сборочных работ в машиностроении составляет примерно 20-50% от общей трудоемкости изготовления изделий. На машиностроительных заводах из всего объема сборочных работ 60-70% сборочных операций выполняется вручную, 20-30% механизировано и лишь 7-10% составляют операции автоматической сборки.
Из мирового опыта известно, что автоматизация сборочных процессов повышает производительность и качество продукции, улучшает условия труда рабочих, сокращает число рабочих-сборщиков, потребную площадь помещений цеха под сборку, себестоимость выпускаемой продукции. Поэтому необходимо снижать трудоемкость сборочных работ путем автоматизации. Сборочные процессы отстают от механизации и автоматизации ТП механической обработки деталей. Применение их малой автоматизации, при которой автоматизируют отдельные сборочные операции, приводит к облегчению условий труда рабочих, несколько улучшает качество собираемых изделий, но число рабочих-сборщиков не уменьшается. Значит выборочная автоматизация дает небольшой эффект.
Высшей ступенью является комплексная автоматизация всех основных и вспомогательных сборочных работ. При этом автоматизируют все операции сборки узла или изделия с применением автоматов или линий, выполняющих ее без участия человека. Функции рабочих-наладчиков сводятся к наблюдению за правильной работой устройств, под- наладке, загрузке бункеров деталями.
Наибольший технико-экономический эффект при комплексной автоматизации сборочных процессов получают от применения автоматических линий для выполнения всего комплекса сборочных операций.
Слабая механизация и автоматизация сборочных процессов в российском машиностроении объясняется необходимостью больших капитальных и финансовых затрат на техническое перевооружение предприятий, недостаточной технологичностью собираемых изделий, отсутствием типовых устройств для автоматизации сборки, нестабильностью размеров собираемых деталей изделия.
Необходимо учитывать, что хорошо собираемая конструкция изделия при ручной сборке может оказаться непригодной для ее перевода на автоматическую. Например, сборка современных газотурбинных двигателей из-за сложности конструкции, большой номенклатуры собираемых деталей на современном уровне технологического оборудования не может быть автоматизирована. Большим препятствием для проведения работ по автоматизации процессов сборки является необходимость проектирования специальной оснастки и ее изготовления для каждого завода. Это приводит к трудности изготовления автоматизированных сборочных устройств и обходится дорого.
При разработке автоматизированных сборочных процессов конкретного изделия необходимо решить ряд вопросов, таких как выбор оптимального процесса сборки, обеспечение заданной точности, надежности и производительности устройств, выбор типа конструкции и размеров сборочной оснастки, определение требуемого темпа оборудования. Все перечисленные вопросы не имеют стандартизированных алгоритмов решения и требуют творческого подхода. Тем не менее можно выделить некоторые общие моменты, характерные для разных изделий. Например, в период разработки следует уделять должное внимание использованию типовых и групповых автоматизированных технологических сборочных процессов. Типовые сборочные процессы применяют в крупносерийном и массовом, групповые — в серийном производствах. В свою очередь, их внедрение возможно при условии проведения нормализации, унификации и улучшения технологичности собираемых узлов.
При проектировании автоматизированных процессов сборки должны быть разработаны типовые устройства определенного назначения, из которых можно компоновать различные автоматы и линии. В этом случае значительно сокращаются трудоемкость и стоимость автоматизированных сборочных устройств и уменьшаются сроки их внедрения на заводах.
Чтобы успешно автоматизировать серийное производство, необходимо разработать переналаживаемые сборочные автоматы с различными системами программного управления. Это, в свою очередь, требует изучения надежности и отказов в работе автоматического сборочного оборудования на предприятиях, где оно уже используется, и опыта настройки автоматизированных устройств.
В массовом производстве ТП сборки основаны на принципе подвижно-поточной организации, предусматривающей:
* разделение всего ТП сборки на ряд последовательно выполняемых по времени и выстроенных в пространстве сборочных операций, осуществляемых в определенном комплексе сборочных работ операторами-сборщиками;
* применение специальных транспортных устройств для перемещения собираемых узлов между сборочными устройствами и обеспечения заданного темпа сборки;
* применение специальных транспортных устройств для подачи деталей и узлов к главному сборочному конвейеру для сборки изделий;
* использование специального и унифицированного инструмента и приспособлений для механизации и автоматизации процесса;
* механическую обработку деталей и сборку узлов изделий в механосборочных цехах.
При такой организации производства поточная сборка всех изделий на главном сборочном конвейере выполняется из готовых собранных узлов и агрегатов, соединяемых между собой крепежными деталями.
Разделение сборки изделий в массовом производстве на подузловую, узловую и общую позволяет на всех этапах применять поточную сборку в основном на подвижных транспортных устройствах (конвейерах).
Сборочные конвейеры по виду работ разделяются на конвейеры периодического (пульсирующего) и непрерывного движения. Первые периодически перемещают собираемые узлы или изделия между рабочими сборочными местами через определенные промежутки времени, равные темпу сборки. Вторые движутся непрерывно и широко применяются в массовом производстве.
Вид сборочных конвейеров и их конструкцию выбирают в зависимости от конструкции собираемых узлов или изделий и заданной программы выпуска. В массовом производстве автоматизацию отдельных операций проводят путем оснащения их механизированным сборочным инструментом, электро- и пневмоподъемниками, специальными механизмами и устройствами для запрессовки, клепки, пайки, сварки, окраски и контроля собранного узла. Автоматизируют сборку как простых, так и сложных узлов.
В зависимости от вида сборки специальные стенды с пневматическими и эксцентриковыми прессами применяют для запрессовки на валики шестерен, втулок. Типовые схемы автоматических и полуавтоматических сборочных агрегатов для автоматической и полуавтоматической сборки. Сборочное оборудование и технологическая оснастка могут иметь различную степень автоматизации. Оборудование, на котором можно автоматически выполнять все приемы процесса сборки, например, выдачу деталей, их перемещение, ориентирование, соединение и в отдельных случаях закрепление, называют сборочным автоматом. Процесс автоматизированной сборки может проводиться на одной или нескольких рабочих позициях сборочного агрегата (автомата), или автоматической сборочной линии, состоящей из отдельных агрегатов. Оборудование, на котором только часть приемов сборочного процесса выполняется автоматически, а остальные вручную, называют сборочным полуавтоматом. Изучение конструкций автоматического сборочного оборудования показывает, что оно имеет типовые узлы. Рассмотрим типовую схему сборочного устройства, представляющего собой однопозиционный сборочный автомат (рис. 22.1). Он состоит из автоматического бункерного или магазинного устройства 1, в котором находится запас собираемых деталей. Из бункера детали по одной штуке в ориентированном положении поступают в лоток 2. Пройдя его, они поступают в магазин 4, служащий для хранения небольшого запаса деталей и бесперебойной подачи их в питатель. Питатель 3 подает детали из магазина 4 на сборочную позицию5 в ориентированном виде с заданным ритмом. На сборочной позиции 5 до момента сопряжения детали удерживаются в заданном положении специальным устройством 7. В зависимости от вида соединений на сборочной позиции 5 могут быть установлены механизмы 6 для закрепления деталей: пресс, сварочный аппарат и т.д. Собранные узлы с позиции 5 перемещаются специальным механизмом разгрузки (на рис. 22.1 отсутствует). В конструкцию сборочного автомата входит система, управляющая работой его узлов. Она может быть встроена в автомат или дана на отдельном пульте управления. При многопозиционной автоматизированной сборке в состав оборудования входит механизм для перемещения узла между всеми сборочными позициями.

Рис. 2.2.1. Схема компоновки однопознционного сборочного автомата: 1 — бункер; 2 — лоток; 3 — питатель; 4 — магазин; 5 — сборочная позиция; 6 — механизмы крепления; 7 — устройство ориентации
В настоящее время для автоматизации ТП сборки применяют следующие типы сборочного оборудования.
1. Однопозиционные сборочные полуавтоматы для сборки несложных узлов, состоящих из небольшого числа деталей. Базовую деталь и часть деталей, трудно поддающихся автоматической ориентации, устанавливают на сборочную позицию вручную. Остальные подаются из бункеров и устанавливаются на узел автоматически в заданной последовательности. Собранный узел снимается автоматическим выталкивающим устройством или вручную.
2. Однопозиционные сборочные автоматы, в которых собираемые детали подаются из бункеров на позицию сборки узла автоматически. Собранный узел со сборочной позиции удаляется также автоматически. Это оборудование можно встраивать в автоматические сборочные линии.
3. Многопозиционные сборочные полуавтоматы применяют для сборки более сложных узлов с относительно большим числом переходов и приемов сборки. Они имеют поворотный стол, на позициях которого установлены сборочные приспособления для закрепления деталей собираемого узла. Стол через определенный промежуток времени поворачивается делительным устройством на заданный угол в зависимости от числа позиций. Базовую деталь, а также детали, которые из бункера трудно подать па какую-то сборочную позицию автоматически, устанавливают в приспособлении вручную. На рис. 22.2 дана схема работы сборочного полуавтомата с круглым столом, на позициях 2, 3, 4, 5, 8, 9 которого закреплены приспособления для сборки подузла. Простые узлы собирают на полуавтоматах данного типа за один оборот стола.

Рис. 2.2.2. Примерная схема сборки подузлов на полуавтомате: 1 — позиция для ручной загрузки базовой детали подузла; 2, 3, 4, 5, 8, 9 — сборочные позиции, на которых подача деталей из бункеров и сборка проводятся автоматически; 6, 10 — позиции для ручной сборки; 7 — позиция для автоматического контроля сборки; 11 — позиция для автоматической продувки и смазки; 12 — позиция для автоматического съема собранного узла
Многопозиционные сборочные автоматы применяют для сборки узлов средней сложности. Все детали на позиции подаются из бункерных или магазинных загрузочных устройств автоматически. Собранный узел с последней позиции снимается автоматически.
Схема работы многопозиционного сборочного автомата с круглым столом приведена на рис. 22.3. На позициях 1, 2, 3, 4, 6, 7, 8, 9 автоматически собирается узел, детали на сборочные позиции подаются автоматическими устройствами; на позициях 5 и 11 проводится автоматический контроль, на позиции 10осуществляется продувка деталей, позиция 12 служит для выгрузки.
Автоматические и полуавтоматические линии применяют для сборки более сложных узлов или изделий. Используют схемы как с линейным расположением, так и замкнутым контуром сборочного оборудования (рис. 22.4). В состав автоматических линий входит универсальное или специальное полуавтоматическое или автоматическое оборудование. Собираемые узлы или изделия устанавливают и закрепляют в приспособлениях-спутниках, соединенных замкнутой цепью, и периодически через определенное время они перемещаются между сборочными позициями. В начале линии проводится установка базовой детали, в конце — съем готового узла. Нижняя ветвь замкнутой цепи возвращает спутники на сборочные позиции.

Рис. 2.2.3. Процесс сборки подузлов, узлов на многопозиционных сборочных автоматах: 1-4, 6-9 — позиции автоматической сборки узла, на которые детали подаются автоматическими устройствами; 5, 11 позиции автоматического контроля; 10 — позиция продувки; 12 — позиция выгрузки

Рис. 2.2.4. Схемы сборки узлов на автоматической или полуавтоматической линии: а — с линейным размещением сборочного оборудования: 1 — позиция ручной загрузки; 2-11 — позиции автоматической сборки узла; б — с замкнутым размещением оборудования: 1 — позиция ручной загрузки; 2-4, 6, 7 — позиции автоматической сборки с автоматической подачей деталей из бункеров; 5, 8 — позиции ручной сборки;9 позиция продувки; 10 — позиция контроля; 11 — позиция смазки; 12 — позиция разгрузки собранного узла
Полуавтоматические сборочные линии с шаговым штанговым транспортером применяют для сборки крупных узлов или изделий (рис. 22.5).

Рис. 2.2.5. Схема полуавтоматической сборочной линии для сборки узлов с шаговым штанговым транспортером: 1 — сборочный узел; 2 — направляющие; 3 — штанга; 4 — зажим; 5 — фиксирующие пальцы; 6 — собачки
Базовую деталь на первую сборочную позицию линии устанавливают вручную или с помощью подъемных устройств. Сборочные узлы 1 перемещаются между позициями по направляющим планкам 2 собачками 6,закрепленными в штанге 3, и подаются на соответствующую позицию, где фиксируются пальцами 5 и закрепляются гидравлическими зажимами 4 одновременно на всех сборочных позициях.
Технически и экономически обоснованный вариант автоматизации ТП сборки изделия является основным материалом для конструирования сборочных автоматов, полуавтоматов, транспортных средств, окончательной планировки сборочной линии, определения площади, занимаемой ею, и числа рабочих, обслуживающих ее.
Роторные сборочные автоматы и линии применяют для сборки небольших изделий или узлов. Технологический процесс сборки происходит непрерывно без периодических остановок одного или нескольких связанных в одну систему многопозиционных столов (роторов), на которых размещаются сборочные приспособления с установленными в них собираемыми изделиями. На рис. 22.6 дана схема работы сборочного автомата роторного типа.

Рис. 2.2.6. Схема роторного сборочного автомата: 1, 2 — головки питающих роторов; 3 — ротор
Собираемые изделия передаются с одного сборочного ротора на другой специальными транспортными (питающими и снимающими) роторами. Детали подаются к ним из бункерных или магазинных загрузочных устройств. На автоматических роторных сборочных установках или линиях можно производить запрессовку, развальцовку, обжимку и другие сборочные операции, а также контролировать узлы по заданным размерам.
При сборке узлов из нескольких деталей сборочные роторные автоматы имеют два-три питающих ротора, расположенных последовательно против соответствующих позиций.
Роторные автоматы могут иметь автоматические измерительные устройства для контроля правильного положения собираемых деталей.
На автоматических сборочных линиях нет заделов между сборочными агрегатами, так как механизмы и инструменты не требуют частой смены и подналадки. Наладочные и подналадочные работы проводят между сменами.
Существуют две системы управления сборочными полуавтоматами, автоматами и автоматическими сборочными линиями: централизованные и децентрализованные.
Любая система управления должна обеспечивать:
* работу автомата или сборочной линии в заданном ритме;
* синхронную работу всех узлов автомата или всего оборудования сборочной линии;
* блокировку узлов автомата или линии для предотвращения брака или поломки;
* контроль качества собираемых узлов.
В централизованных системах управления применяются командоаппараты с непрерывно или периодически вращающимся распределительным валом с кулачками, которые управляют работой технологических и вспомогательных органов непосредственно или через промежуточные связи. Системы управления разрабатывают на основании циклограммы работы автомата или сборочной автоматической линии.
Децентрализованные системы управления применяют для управления работой весьма сложных сборочных автоматов и автоматических линий. Они допускают включение любого исполнительного органа после получения сигнала об окончании работы предыдущего. Сигналы подаются в функции пути путевыми переключателями или в функции времени с помощью реле времени.
Наиболее совершенной формой поточной автоматической сборки является комплексная автоматическая сборка. В этом случае автоматическое оборудование выполняет все сборочные операции и виды контроля собираемых узлов, очищает и заправляет их смазкой, а также проводит различные операции механической обработки. Контролируются размеры сопряжений, получаемых при сборке, зазоры и взаимное положение деталей в собранном узле. Собранные узлы проверяют на герметичность в процессе гидравлического или пневматического испытания и соответствие техническим требованиям.
Перемещение собираемых узлов транспортными устройствами на автоматической сборочной линии должно соответствовать заданному темпу сборки.
В зависимости от конструкции узлов или изделий в состав сборочной автоматической линии могут входить следующие устройства: бункерные или штабельные загрузочные устройства — питатели, транспортные устройства, приспособления для установки и зажима узлов, делительные и фиксирующие, контрольно-измерительные, сборочные устройства и т.д.
Большое внимание следует уделять контролю установки деталей и подузлов в начальном и конечном положениях.
В автоматические сборочные линии следует встраивать устройства, прекращающие работу в случаях отсутствия детали или неправильного ее положения на одной из позиций сборки. В качестве таких устройств применяют упоры с электроконтактными или пневматическими датчиками для крупных деталей и фотоэлементы для мелких.
Если на одной из позиций сборочной линии обнаружено неправильное положение детали или ее отсутствие, то автоматическая сборочная линия с централизованной системой управления останавливается в результате срабатывания блокировочного устройства. При децентрализованной системе в случае обнаружения брака на одной из позиций линия останавливается, бракованный узел перемещается транспортным устройством на следующие позиции, но исполнительные органы на последующих операциях, не получая соответствующего сигнала с предыдущей, не проводят работу по сборке. Следовательно, собираемый узел, получив дефект на какой-либо сборочной операции, проходит все последующие, но сборочные работы на нем не проводят, и в конце линии он идет в брак.
Проектирование автоматической линии
После рассмотрения проектной организацией технического предложения на автоматическую линию это предложение передается на утверждение предприятию-заказчику. Крупные предприятия могут иметь собственные подразделения, занимающиеся комплексной разработкой средств автоматизации.
Заказчик рассматривает техническое предложение и в случае необходимости вносит в него необходимые дополнения и изменения, а затем возвращает проектировщику.
Проектировщик, получив от заказчика утвержденное им техническое предложение на автоматическую линию, тщательно изучает все дополнения и изменения, сделанные заказчиком по техническому предложению. Затем проектировщик приступает к разработке эскизного проекта. Эскизный проект состоит из операционного чертежа детали, обрабатываемой на линии, чертежа заготовки детали, технологического процесса обработки детали на линии, технологических операционных эскизов обработки детали на всех станках линии, общих видов станков и механизмов линии, планировки линии, циклограммы работы агрегатов линии и т.д.
Во время разработки эскизного проекта на автоматическую линию составляют задания на проектирование отдельных узлов, механизмов, инструментов линии, гидропривода, силовых головок, режущего инструмента и т.д. Проектирование может производиться как в подразделениях проектировщика, так и заказываться другим предприятиям. Каждое задание на проектирование отдельных автоматических линий должно быть четко оформлено и тщательно проработано.
Задание на проектирование приводов к станкам линии должно иметь:
- 1 .Планировку автоматической линии с нанесенными на ней станциями гидропривода и гидроцилиндрами. Для каждого гидроцилиндра, применяемого на линии, необходимо указывать размеры диаметра поршня и штока, длину хода поршня, осевое усилие на штоке для того, чтобы можно было рассчитать производительность и возможность насосной установки линии.
- 2.0бщий вид линии с нанесенными на ней электродвигателями, электромагнитами, электромагнитными муфтами, конечными выключателями и т.д. Каждый элемент электропривода должен иметь необходимую техническую характеристику, тип, мощность и т.д.
В задании на разработку режущего инструмента используют операционные эскизы обработки деталей на станках линии с указанием типа режущего инструмента, его размеров, материала и марки режущей части инструмента, а также других необходимых характеристик.
В задании на изготовление шпиндельных коробок для обработки детали в различных станках линии необходимо указать: какая операция будет выполняться, точность и чистоту обработки и режимы резания для шпиндельной коробки, материал и марку обрабатываемой детали, его твердость и припуски на обработку, конструкцию и габариты силовой головки, мощность и скорость вращения приводного электродвигателя шпиндельной коробки.
После эскизного проекта производится разработка технического проекта автоматической линии, при которой окончательно прорабатываются конструкции всех специальных узлов станков гидропривода и всех устройств и приборов электрооборудования линии. Далее окончательно уточняются конструкции и материалы режущего и мерительного инструментов.
Все чертежи узлов, оборудования линии и технологической оснастки должны быть выполнены с соблюдением технических требований.
После окончания разработки технического проекта автоматической линии проектировщик переходит к разработке рабочего проекта автоматической линии. При разработке рабочего проекта производятся деталирование и контроль всех чертежей общих видов на оборудование и технологическую оснастку, транспортные устройства и окончательная доработка всей разработанной технической документации на линию.
Рабочий проект должен иметь «Руководство» к проектируемой автоматической линии, которое содержит следующие материалы: техническую характеристику и описание устройства и работы линии, планировку оборудования линии, общие виды всех станков и механизмов, входящих в линию, операционный чертеж обрабатываемой детали и чертеж заготовки с техническими условиями, технологические эскизы на все операции обработки детали на станках линии, циклограмму работы линии, инструкцию по монтажу, приемке и эксплуатации линии, различные ведомости и т.д.
При приемке линии заказчик должен строго следить за выполнением технических условий на изготовленную автоматическую линию, а также за качеством деталей и производительностью линии.
В состав технических условий на автоматическую линию включают следующие пункты: назначение линии; качество изготовления линии, которое должно соответствовать стандарту, а также соответствующим условиям на автоматические линии; выполнение требуемой точности, чистоты и технических условий при обработке деталей на линии; производительность автоматической линии; последовательность испытания и сдачи линии на прецприятии-изготовителе; комплектность поставки оборудования и последовательность монтажа, отладки; устранение недоделок и сдачу линии предприятию-заказчику; гарантирование определенного срока работы оборудования линии.
Обработанные на линии детали должны строго соответствовать операционному чертежу на обрабатываемую деталь и техническим условиям, указанным в операционном чертеже.
Производительность автоматической линии определяется номинальным временем цикла ее работы и коэффициентом технического использования линии.
После приемки автоматической линии предприятие-заказчик самостоятельно несет ответственность за обслуживание и сохранность оборудования при нормальной эксплуатации, обеспечение линии качественными заготовками и режущим инструментом, соблюдение принятого технологического процесса обработки детали на линии, получение детали на линии, полностью соответствующей чертежу и техническим условиям.
Целесообразность проектирования и изготовления автоматической линии определяют путем сравнения технико-экономических показателей, получаемых при обработке детали на автоматической линии, с технико-экономическими показателями, полученными при обработке на неавтоматизированной линии. Основным условием для проектирования линии является снижение себестоимости обработки на поточной линии, состоящей из отдельных высокопроизводительных станков. Если при обработке детали на проектируемой автоматической линии себестоимость получения детали выше, чем на поточной, то заказ на проектирование автоматической линии теряет смысл.
Основными критериями эффективности применения автоматической линии являются снижение себестоимости и срок окупаемости капитальных вложений в нее.
Вопрос 2 Особенности проектирования технологических процессов изготовления деталей на автоматических линиях и станках с чпу
Автоматическая линия (АЛ) — это непрерывно действующий комплекс взаимосвязанного оборудования и системы управления, требующий полной временной синхронизации операций и переходов. Наиболее эффективными методами синхронизации являются концентрация и дифференциация ТП.
Дифференциация технологического процесса, упрощение и синхронизация переходов — необходимые условия надежности и производительности. Однако есть свои рациональные пределы дифференциации ТП и упрощения переходов. Чрезмерная дифференциация приводит к усложнению обслуживающего оборудования, увеличению площадей и объема обслуживания.
Целесообразная концентрация операций и переходов, может быть осуществлена путем агрегатирования, применения многоинструментальных наладок.
Для синхронизации работы в автоматической линии (АЛ) определяется лимитирующий инструмент, лимитирующий станок и лимитирующий участок, по которым устанавливается реальный такт АЛ, мин,
где Ф — действительный фонд работы оборудования, ч; N — программа выпуска, шт.
Станки с числовым программным управлением (ЧПУ) обеспечивают высокую степень автоматизации и широкую универсальность, резко сокращая путь от чертежа до готовой детали в условиях как единичного, так и серийного производства.
Станки с ЧПУ дают высокую точность и качество изделий и могут использоваться при обработке сложных деталей с точными ступенчатыми или криволинейными контурами. При этом снижается себестоимость обработки, квалификация и число обслуживающего персонала. Автоматизация подготовки управляющих программ (УП) делает возможным автоматизировать весь комплекс работ: от проектирования до изготовления и контроля.
Особенности обработки деталей на станках с ЧПУ определяются особенностями самих станков и, в первую очередь, их системами ЧПУ, которые обеспечивают:
сокращение времени наладки и переналадки оборудования, включая время программирования обработки, что весьма важно для работы переналаживаемых АПС;
увеличение сложности циклов обработки, что в наибольшей степени реализуется на многооперационных станках с ЧПУ (обрабатывающих центрах) при обработке сложных деталей со многими обрабатываемыми поверхностями;
возможность реализации ходов цикла со сложной траекторией, что позволяет обрабатывать детали любой сложности;
возможность унификации систем управления станков с СУ другого оборудования, например промышленных роботов (ПР), транспортеров, накопителей, автоматизированных складов, что позволяет использовать станки с ЧПУ в составе АПС и реализовать в этих автоматизированных производственных системах роботизированные ТП;
возможность использования ЭВМ для управления станками с ЧПУ, входящими в состав АПС, что позволяет значительно расширить технологические возможности всей АПС, увеличить сложность и номенклатуру деталей, обрабатываемых в АПС, автоматизировать и оптимизировать разработку маршрутной и операционной технологий, транспортно-технологических схем роботизированных процессов.
Источник https://studbooks.net/2194979/tehnika/osobennosti_proektirovaniya_tehnologicheskih_protsessov_izgotovleniya_detaley_avtomaticheskih_liniyah_stankah
Источник https://studref.com/318040/tehnika/proektirovanie_avtomaticheskoy_linii
Источник https://studfile.net/preview/16436592/page:14/
Настоящая инструкция по охране труда разработана специально для безопасной организации работы на автоматизированной линии.
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К выполнению работ по эксплуатации автоматизированной линии допускаются лица старше 18 лет, прошедшие медицинский осмотр, прошедшие вводный и первичный на рабочем месте инструктажи по охране труда, обученные безопасным методам и приемам выполнения работ, имеющие соответствующее удостоверение, прошедшие проверку знаний безопасного выполнения работ в аттестационной комиссии и имеющие квалификационную группу по электробезопасности не ниже II.
1.2. Работники обязаны ежеквартально проходить повторный инструктаж по охране труда, по профессии и видам выполняемой работы и ежегодно – очередную проверку знаний требований охраны труда.
1.3. Работники обеспечиваются спецодеждой, спецобувью и другими средствами индивидуальной защиты в соответствии с действующими нормами (халат хлопчатобумажный, или антистатический, обувь антистатическая, головной убор).
1.4. Работники обязаны соблюдать Правила внутреннего трудового распорядка и меры пожарной безопасности. Запрещается на территории предприятия распитие спиртных напитков и нахождение в состоянии алкогольного или наркотического опьянения. Курить разрешается только в отведенных местах.
1.5. При работе на автоматизированной линии возможно воздействие следующих опасных и вредных факторов:
— падение изделий, приспособлений, острые кромки, изделий, заусенцы;
— повышенная температура оборудования, изделий;
— поражение электрическим током;
— пожароопасность;
— вращающиеся части оборудования (шкивы, зубчатые звездочки, цепи и т. д).
1.6. Работники должны соблюдать нормы подъёма и перемещения груза вручную. Разовая норма массы поднимаемого и перемещаемого груза вручную до двух раз в час при чередовании с другой работой составляет:
— для мужчин – до 30 кг;
— для женщин – до 10 кг;
1.7. Работникам следует выполнять только ту работу, которая поручена руководителем работ. Не допускается перепоручать свою работу другим работникам и допускать на рабочее место посторонних лиц.
1.8. Работники должны соблюдать правила личной гигиены, на рабочем месте запрещается принимать пищу, а также хранить личные вещи.
1.9. При несчастном случае немедленно оказать первую помощь пострадавшему и при необходимости доставить его в лечебное учреждение, сохранить обстановку какой она была на момент происшествия до начала расследования несчастного случая, если это не угрожает жизни и здоровью окружающих работников и не создаёт аварийной ситуации.
1.10. Нарушение требований данной инструкции и других инструкций по охране труда, влечёт за собой применение мер дисциплинарного воздействия. При нарушениях, влекущих несчастные случаи с людьми или иные тяжкие последствия, нарушители могут быть привлечены к административной, материальной или уголовной ответственности в соответствии с действующим законодательством РФ.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Получить задание и инструктаж у мастера.
2.2. Надеть положенную по нормам спецодежду, обувь и СИЗ, застегнуть на все пуговицы, волосы убрать под головной убор.
2.3. Убедиться, что проходы к рабочему месту свободны.
2.4. Включить общую приточно-вытяжную вентиляцию, убедиться в ее исправности.
2.5. Проверить наличие и исправность:
— заземление автоматизированной линии;
— токоведущие части электроаппаратуры (пускателей, выключателей, рубильников, питающего провода);
— защитные приборы (автоматы защиты, предохранители);
— диэлектрические коврики;
— вытяжная система (вентиляция) в рабочей зоне электропечи;
— убедится, что внутренние замки и защитные панели закрыты.
2.6. В случае обнаружения неисправного оборудования, приспособлений, оснастки, инструмента, других нарушений требований охраны труда, работнику следует сообщить об этом непосредственному руководителю. Запрещается приступать к работе до устранения выявленных нарушений.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Работник при работе на автоматизированной линии должен выполнять только ту работу, которая ему поручена непосредственным руководителем, с соблюдением требований технологической инструкции, инструкций по охране труда и других нормативных документов.
3.2. При работе на автоматизированной линии запрещается:
— передавать другим работникам свою работу без разрешения своих непосредственных руководителей;
— отвлекаться и отвлекать других от работы;
— допускать в опасную зону посторонних лиц;
— работать без спецодежды и СИЗ;
— работать на не исправном оборудовании;
— нарушать требования инструкций по охране труда, пожарной и электробезопасности, технологических инструкций и других нормативно технических документов;
— работать без защитных кожухов, с открытыми или поднятыми защитными панелями экранами и т.д.;
— прикасаться к платам на выходе;
— работать при отключенной вытяжке;
— останавливать линию, если в печи находится плата;
— оставлять рабочее место без присмотра;
— устанавливать в температурную камеру взрывоопасные, легковоспламеняющийся, горючие материалы, а также содержащие их изделия;
— производить ремонт температурной камеры, снимать или открывать защитные ограждения, вынимать из электропечи застрявшие платы;
— вводить в пространство рабочей зоны автоматизированной линии руки и другие части тела;
— работать в распахнутой спецодежде и с непокрытой головой.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. Немедленно прекратить работу при возникновении ситуаций, которые могут привести к аварии или несчастным случаям, отключить используемое оборудование.
4.2. При возникновении пожара, возгорания необходимо немедленно сообщить в пожарную охрану по телефону 101, сообщить руководству и приступить к тушению очага пожара имеющимися средствами пожаротушения.
4.3. При несчастном случае работник должен оказать первую медицинскую помощь пострадавшему, вызвать скорую медицинскую помощь по телефону 103, сообщить администрации о несчастном случае, по возможности сохранить обстановку до расследования причин произошедшего, если это не приведет к аварии или травмированию других людей.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТ
5.1. Сообщить мастеру о выполнении работы, а также о выявленных замечаниях, замеченных в процессе работы с оборудованием.
5.2. Привести в порядок рабочее место, передать находящееся в технически исправном состоянии оборудование другой смене.
5.3. Снять спецодежду и СИЗ, вымыть руки с мылом.
5.4. По окончании работы смена, работающая на автоматизированной линии последней, отключает (обесточивает) электрооборудование и выключает электрощит.
Скачать Инструкцию
Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5
Автоматические линии станков.
Автоматической линией (АЛ) называется
система автоматически действующих станков, связанных транспортирующими
устройствами и имеющая единое устройство управления. АЛ осуществляет заданную последовательность
ряда технологических операций без участия операторов. Периодический контроль
оборудования и его подналадку выполняет наладчик. Загрузка заготовок и выгрузка
готовых деталей осуществляется оператором или промышленным роботом. Количество
установленного в АЛ оборудования обычно не превышает 12 единиц.
АЛ создается на основе агрегатных станков (АС). В
основе проектирования АЛ и АС лежит принцип агрегатирования, позволяющий
сократить сроки проектирования и изготовления указанного оборудования.
Компоновка АС и АЛ и унифицированных узлов повышает их надежность, так как происходит
непрерывное совершенствование унифицированных узлов.
Заготовки, обрабатываемые на АЛ, должны быть
технологичными, иметь стабильную конструкцию, обеспечивать минимальное число
установок. Операции технологического процесса должны быть синхронизированы по
времени для выполнения заданного такта выпуска изделии. Это осуществляется
использованием комбинированного инструмента, согласованием режимов резания на
отдельных операциях и другими мероприятиями.
Классификация АЛ. Структура и конструктивное
выполнение АЛ определяется ее назначением, принятым оборудованием и конкретными
условиями эксплуатации. АЛ классифицируют по различным признакам.
По типу технологического оборудования
АЛ делят на
следующие группы:
1. Из агрегатных станков;
2. Из модернизированных универсальных станков,
полуавтоматов и автоматов общего назначения (для обработки валов, дисков,
зубчатых колес и т. д.);
3. Из специализированных и специальных станков,
изготовленных только для данной АЛ;
4 . Из станков с ЧПУ и транспортной системы с ПУ,
которыми управляет единая УП.
По виду транспортных систем и способу
передачи обрабатываемых заготовок со станка на станок различают следующие АЛ:
1. Со сквозным транспортированием через рабочую зону
(рисунок 1, б — г). Используются в основном для обработки корпусных заготовок
на АС;
2. С верхним транспортированием (рисунок 1, в).
Применяются для обработки заготовок шестерен, фланцев, валов и других деталей;
3. С боковым (фронтальным) транспортированием (рисунок
1, б). Используются при обработке заготовок коленчатых и распределительных
валов, гильз, крупных колес;
4. С комбинированным транспортированием (рисунок 1,
з);
5. С роторным транспортированием, применяемым в
роторных АЛ, в которых процессы обработки и транспортирования заготовок
частично или полностью совмещены во времени.
По типу расположения оборудования
различают:
замкнутые (рисунок 1, з) и незамкнутые (рисунок 1, a — ж) АЛ. В замкнутых АЛ
загрузка заготовок и съем готовых деталей осуществляется в одном месте, что
удобно, но доступ к агрегатам затруднен. Поэтому наиболее распространены незамкнутые
АЛ с прямолинейным, Г-образным, П-образным и другим расположением оборудования.
По структурному построению различают
АЛ: С
последовательным расположением оборудования (рисунок 1, а); 2. С параллельно
последовательным расположением (рисунок 1, д), когда в участках АЛ работают по
несколько станков, выполняющих параллельно одну и ту же операцию, а участки в
АЛ— последовательно. По виду обрабатываемых заготовок различают АЛ для
обработки корпусных заготовок, заготовок тел вращения и т. д.
По возможности переналадки АЛ делят: на переналаживаемые и непереналаживаемые.
На первых периодически выполняется переналадка оборудования с обработки
заготовки одного типа на другой, незначительно отличающихся по размерам и
геометрической форме.
Применение АЛ снижает себестоимость изготовления
деталей, сокращает число рабочих и занимаемые площади. По сравнению с отдельно
работающими АС скомпонованные из них АЛ эффективнее в несколько раз: сокращается
объем незавершенного производства. В АЛ для выполнения разнообразных операций
по загрузке заготовок, выгрузке готовых деталей, по межоперационному
складированию, ориентации и перемещению в процессе изготовления используются
различные автоматические загрузочные, ориентирующие, поворотные, транспортные
устройства, механизмы контроля, устройства для отвода стружки.
Системы управления АЛ. Выполнение заданного цикла
работы отдельных механизмов в автомате отдельных встроенных единиц оборудования
в АЛ осуществляется системами автоматического управления. Заданная последовательность
работы оборудования АЛ обеспечивается своевременной подачей однозначных команд
приводным и исполнительным органам станков и механизмов. В общем случае система
управления АЛ состоит из трех типов устройств, служащих для получения
информации, ее преобразования и передачи, использования информации
дополнительными механизмами. В систему управления АЛ входит ряд подсистем:
блокирования, контроля размеров обрабатываемых заготовок, сигнализации и т. д.
В задачи системы управления АЛ входит автоматическое нахождение места появления
отказа и определение его характера получение информации для управления эксплуатацией
оборудования, данных о производительности АЛ, учет и анализ простоев, контроль
состояния режущего инструмента.

Рисунок 1 — Структура построения АЛ
Конструкции и оборудование
автоматических линий.
Автоматические линии из агрегатных
станков применяют
для обработки корпусных деталей. Агрегатные станки автоматических линий имеют
свыше 70 % нормализованных узлов, поэтому они получили широкое распространение.
На рисунок 2 показана типовая схема автоматической линии из агрегатных станков.
Обрабатываемые заготовки, последовательно проходя через все позиции обработки,
не снимаются с транспортера. В каждой рабочей позиции заготовки фиксируются и
зажимаются в стационарных приспособлениях.
В состав автоматической линии помимо станков входят транспортная система
и система управления. Транспортная система состоит из устройства для
перемещения деталей, загрузочных, поворотных, ориентирующих устройств,
приспособлений для установки и закрепления обрабатываемых заготовок, устройств
для отвода стружки и накопителей заделов.

Рисунок 2 — Конвейеры
Устройства для перемещения деталей. В автоматических линиях для
перемещения обрабатываемых заготовок с одной рабочей позиции на другую
применяют различные транспортные средства — конвейеры, механические руки, а
также лотки и трубы и т. п. Например, для перемещения корпусных деталей, а
также деталей, закрепленных в приспособлениях-спутниках, применяют качающиеся
конвейеры. Кроме качающихся конвейеров в автоматических линиях применяют
цепные, ленточные и другие конвейеры.
Качающийся конвейер с собачками показан на рисунок 2,
а. При перемещении заготовок 2 эти конвейеры совершают возвратно-поступательное
движение вдоль линии. Качающиеся штанговые конвейеры с флажками (рисунок 2, б)
обеспечивают точное перемещение и базирование заготовок на рабочих позициях
станков линии. Качающиеся конвейеры с флажками совершают прямолинейное
возвратно-поступательное движение и вращательное движение штанги 3 с флажками 1
вокруг своей оси. Заготовки 2 перемещаются только при движении штанги вперед.
У качающегося грейферного конвейера с флажками (рисунок
2, в) штанга 3 при перемещении заготовок на линии последовательно выполняет два
возвратно-поступательных движения (в горизонтальном и вертикальном положениях).
Заготовки 2 перемещаются флажками 1.
На толкающих качающихся конвейерах (рисунок 2, г)
обрабатываемые заготовки 2 перемещаются штоком 3 гидро- или пневмоцилиндра, который
давит на заготовку, находящуюся в соприкосновении со штоком. При движении штока
вперед все находящиеся на конвейере обрабатываемые заготовки перемещаются
одновременно.
Цепные конвейеры (рисунок 2, д) применяют на многих
линиях, где требуется непрерывное перемещение заготовок в процессе их
обработки. В качестве качающихся цепные конвейеры почти не применяют. Это
объясняется тем, что точное перемещение обрабатываемых заготовок для их фиксации
при базировании и зажиме на рабочих позициях цепной конвейер не обеспечивает.
Приспособления для установки и
закрепления заготовок на автоматических линиях применяют двух видов: стационарные и
приспособления-спутники. Стационарные приспособления предназначены только для
выполнения определенной операции обработки на одном определенном агрегате
(станке). Эти приспособления выполняют следующие функции: предварительное
ориентирование заготовки, базирование, окончательное ориентирование и фиксирование
ее в этом положении, закрепление и раскрепление, направление режущих
инструментов при обработке. В стационарных приспособлениях заготовки
устанавливаются автоматически. Это осуществляется специальными питателями,
которые могут совершать относительно простые пространственные перемещения
заготовок. Следовательно, подача заготовок с конвейера в стационарное
приспособление, установка их на базовые поверхности, фиксация, закрепление,
раскрепление и перемещение из рабочей зоны станка на конвейер должны
осуществляться простыми транспортными движениями питателя. Стационарные
приспособления используют на автоматических линиях в основном для заготовок,
неподвижных при обработке (головки и блоки цилиндров двигателей и т. д.).
На многих автоматических линиях применяют
приспособления-спутники. Они служат для закрепления заготовок сложной
конфигурации, не имеющих удобных поверхностей для надежного базирования при
транспортировании и обработке. Эти приспособления сохраняют ориентацию при
транспортировании и легко базируются, фиксируются и закрепляются в рабочих
позициях линии. Установку и закрепление заготовок в таких приспособлениях, а
также освобождение и удаление готовых деталей осуществляют вручную или
автоматически с помощью специальных устройств, установленных в начале линии.
Накопительные устройства. Для уменьшения потерь
рабочего времени, связанного с наладкой отдельных станков автоматической линии,
ее разделяют на отдельные участки, каждый из которых при остановке других может
работать самостоятельно. Чтобы каждый участок линии мог работать независимо от
других, перед началом каждого из участков создают межоперационные заделы. Для
приема, хранения и выдачи деталей из межоперационных заделов на линиях
применяют специальные автоматические накопители. Накопительные устройства
делятся на два вида: транзитные (проходные) и тупиковые. Транзитные накопители
устроены так, что заготовки перемещаются в них при нормальной работе линии, т.
е. для выдачи из накопителя одной заготовки необходимо перемещать все заготовки,
находящиеся в нем. Тупиковые накопители сконструированы так, что при
бесперебойной работе двух смежных участков линии поток деталей с предыдущего
участка поступает на последующий, минуя накопитель. Накопитель включается в
работу только в случае остановки предыдущего участка линии.
Система управления автоматическими
линиями. Для
последовательной работы всех механизмов автоматических линий применяют комплекс
автоматического управления, включающий:
а) систему управления всеми движениями и очередностью
работы основных и вспомогательных механизмов;
б) систему блокирования, обеспечивающую безаварийность
работы машин, механизмов и инструментов;
в) систему регулирования, служащую для подналадки
станков и инструментов;
г) систему контроля, служащую для контроля размеров
обрабатываемых заготовок;
д) систему сигнализации, облегчающую обслуживание
линии;
е) программируемые контроллеры.
В перечисленных системах автоматического управления
применяют электрические, гидравлические и пневматические устройства связи.
Устройства связи (цепи управления), в свою очередь, подразделяют на внешние,
внутренние, промежуточные и вспомогательные.
Внешние связи управления обеспечивают согласованную
работу нескольких независимых друг от друга участков автоматической линии. Промежуточные
связи обеспечивают согласованную работу отдельных станков какого-либо участка.
Внутренние связи представляют собой цепи управления, обеспечивающие
последовательную работу отдельных механизмов станков, входящих в автоматическую
линию. Вспомогательные связи управляют последовательностью фаз работы отдельных
агрегатов с другими системами управления. Внешние и вспомогательные связи почти
всегда бывают электрическими, а промежуточные— комбинированными (электромеханическими,
электрогидравлическими или электропневматическими). Внутренние связи —
механические, электрические, пневматические, гидравлические или
комбинированные.
На автоматических линиях применяют различные системы
управления последовательностью фаз работы основных и вспомогательных агрегатов
(централизованные, децентрализованные и смешанные), которые выбирают в
зависимости от назначения и состава оборудования, размера линии, а также
длительности цикла ее работы.
Удаление стружки. В автоматических линиях
применяют следующие способы удаления стружки: механический — с помощью
скребков, щеток, винтовых конвейеров и т. п.; гравитационный, когда стружка
подается на наклонную плоскость и скатывается в специальный стружкосборник;
смывание стружки струей жидкости; сдувание стружки сжатым воздухом; с помощью
электромагнитов.
Снабжение автоматических линий
смазочно-охлаждающими жидкостями может осуществляться несколькими способами:
а) централизованным от общезаводской системы;
б) от специально изготовленной для данной линии
станции очистки и подачи смазочно-охлаждающих жидкостей к отдельным станкам
(применяют при отсутствии централизованного способа снабжения);
в) от местных станций для очистки и подачи
смазочно-охлаждающих жидкостей (станции установлены на тех станках линии,
обработку на которых производят с охлаждением).
Роторные автоматические линии.
Автоматические роторные линии состоят из роторных станков,
связанных между собой конвейером и единым приводом. Они имеют высокую
производительность, легко переналаживаются и могут быть использованы в серийном
и массовом производстве. Роторные линии компонуют по принципу непрерывного
действия. В роторных линиях частично или полностью совмещены по времени
процессы обработки и транспортирования деталей.
На рисунке 3. показана схема автоматической роторной линии,
на которой достигнуто полное совмещение времени обработки и транспортирования
деталей. На таких линиях инструмент и заготовка в процессе обработки
одновременно двигаются и вращаются вокруг центральной оси. Заготовка на ходу
передается с рабочих (2, 4) на транспортные (3) роторы.

Рисунок 3 — Схема автоматическй роторной линии
Группа станков автоматической роторной линии показана
на рисунок 4. Необходимое вращение инструменту, заготовке, рабочему и транспортному
роторам сообщается от электродвигателя через систему зубчатых, червячных или
других видов передач. Поступательное движение инструмент или заготовка получает
либо от соответствующих копиров, либо от гидросистемы.

Рисунок 4 — Группа станков автоматической линии
Контрольные вопросы
1. Дайте определение АЛ.
2. Объясните, почему и когда в основе АЛ лежат агрегатные станки.
3. Классификация АЛ.
4.Системы управления АЛ.
5. Перечислите состав АЛ.
6. Охарактеризуйте устройства для перемещения заготовок.
7. Расскажите о приспособлениях для установки и закреплении заготовок.
8. Обоснуйте необходимость накопительных устройств.
9.
Виды снабжения АЛ СОЖ.
Что такое автоматические линии
Назначение автоматических линий (АЛ), как и любого другого оборудования, сводится к повышению производительности и увеличению прибыли. В данном случае эффективность достигается за счет многоинструментной и многопозиционной обработки деталей, сокращения доли живого труда, т. е. концентрации производства, полной автоматизации вспомогательных процессов и резкого уменьшения количества обслуживающего персонала.
Автоматические линии — это ряд автоматически управляемых станков, транспортных и контрольных механизмов, работающих по заданному технологическому процессу и представляющих собой единую систему, предназначенную для массовой обработки устойчивых по конструкции изделий АЛ используются преимущественно в массовом производстве разных отраслей промышленности, а в машиностроении они выполняют широкую номенклатуру операций: сверлильно-расточные, резьбонарезные, фрезерные, шлифовальные, токарные, зуборезные, кузнечно-прессовые, литейные, сварочные, термические, окрасочные, гальванические и др.
Впервые металлорежущие станки были соединены передающим устройством на английской фирме «Моррис моторз» в 19231924 гг. при изготовлении блоков цилиндров для автомобильных двигателей. Линия выполняла 53 операции и обрабатывала 15 блоков в час Линия обслуживалась 21 оператором, но управлялась она с помощью рычагов и поэтому была ненадежной в эксплуатации В 1928 г. фирма «А. О. Смит энд К°» построила завод в Милуоки (США), на котором было полностью автоматизировано производство автомобильных рам Изготовление рам начиналось с получения стальной полосы, которая сначала проходила через контрольную позицию, где проверялась и выправлялась. Затем по мере продвижения по автоматической станочной линии полоса резалась, гнулась, пробивалась и прессовалась, приобретая различные формы, необходимые для различных частей шасси. Так же автоматически все части собирались и клепались, затем собранные рамы обрабатывались металлическими щетками и протирались для последующей окраски. На линии, обслуживаемой 120 рабочими, главным образом наладчиками и ремонтниками, ежедневно производилось около 10 тысяч рам Таким образом, на каждую раму затрачивалось 16 человеко-минут.
В 1929 г. фирма «Грехем Пейдж Моторс» (США) создала автоматическую систему на базе агрегатных станков для обработки блока цилиндров машины. Автоматическая линия, созданная фирмой «Джон Бертрам» (Канада) на основе агрегатных станков, имела главный пульт централизованного дистанционного управления При этом у каждого станка (блока) была своя панель управления. Таким образом, впервые была создана единая сблокированная автоматическая система машин.
В Советском Союзе станочная линия впервые была создана в 1939-1940 гг. на Сталинградском тракторном заводе. Она состояла из 5 станков, соединенных конвейерами, и предназначалась для обработки роликовых втулок для гусеничных тракторов Первая поточная автоматическая линия была построена на базе модернизированных станков ручного управления.
Во время Второй мировой войны и в послевоенные годы автоматические станочные линии агрегатных станков получили большое распространение на советских машиностроительных заводах В 1946 г. ЭНИМС и завод «Станкоконструкция» создали автоматическую линию станков для обработки блоков двигателей тракторов.
В этом же году была создана линия для обработки головки двигателя трактора ХТЗ. В 1947 г. созданы четыре автоматические линии для обработки блоков двигателей грузовых автомобилей ЗИЛ-150. Одна из четырех линий состояла из 8 станков типа А291, А306 и имела 8 рабочих позиций, 224 шпинделя, а также 20 электродвигателей. Управление автоматической линией производилось с центрального пульта, снабженного световой сигнализацией Протяженность линии 17,2 м С этого времени началось быстрое внедрение автоматических линий в СССР.
В конце 1955 г. на Первом государственном подшипниковом заводе (ГПЗ-1) был создан и в 1956 г. вошел в строй цех, оборудованный двумя автоматическими линиями по производству шариковых и роликовых подшипников. На линии полностью автоматизированы все операции механической и термической обработки колец, контроля, сборки, антикоррозийной обработки, упаковки изделий и удаления стружки (рис. 1). Благодаря внедрению автоматических линий производственный цикл изготовления подшипников сократился в 4-5 раз, а выработка на одного рабочего повысилась в 2 раза.
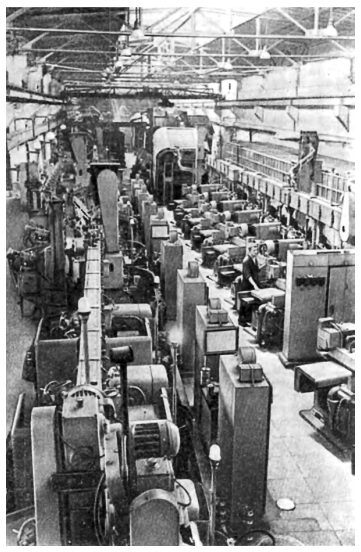
Рис. 1. Цех-автомат на ГПЗ-1
1. Классификация автоматических линий
Учитывая широкое применение АЛ в промышленности, их классифицируют по разным свойствам: по типу оборудования, расположению оборудования, типу связи между станками, способу транспортирования обрабатываемых деталей АЛ делят на жесткие (синхронные) и гибкие (асинхронные), сквозные и несквозные, ветвящиеся и неветвящиеся.
По типу оборудования различают автоматические линии, скомпонованные из специально построенных для данной АЛ, универсальных или специализированных станков Два последних типа перед встраиванием в линию должны быть модернизированы и автоматизированы.
По расположению оборудования АЛ делятся:
- на линейные, кольцевые, прямоугольные, зигзагообразные, z-образные;
- на однопоточные и многопоточные;
- с зависимыми и независимыми потоками;
- с поперечным, продольным и угловым расположением основного технологического оборудования.
Большинство компоновок имеет незамкнутую структуру, обеспечивающую более удобный доступ для обслуживания и ремонта.
По типу связей между станками АЛ делятся:
- на жесткие (синхронные). Такая межоперационная связь характеризуется отсутствием межоперационных заделов. Заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, в случае остановки любого устройства вся линия останавливается;
- нежесткие (асинхронные) . Межоперационные связи обеспечиваются наличием межоперационных заделов, размещаемых в накопителях или транспортной системе. Это дает возможность при выходе из строя любого станка работу остальных станков до истощения межоперационных заделов не останавливать
По способу транспортирования обрабатываемых деталей АЛ бывают:
- со сквозным транспортированием через рабочую зону станков — применяется в основном при обработке корпусных деталей на агрегатных станках;
- с верхним транспортированием заготовок — применяется при обработке зубчатых колес, фланцев, валов и других деталей;
- с боковым (фронтальным) транспортированием — примеряется при обработке коленчатых и распределительных валов, гильз, крупных колец;
- с роторным транспортированием — применяется на роторных АЛ, где обработка и транспортирование полностью или частично совмещены
АЛ можно разделить по способу перемещения обрабатываемых деталей с позиции на позицию:
- на спутниковые (для обработки сложных по форме деталей, которые трудно или невозможно транспортировать и закреплять в автоматическом режиме с помощью механических устройств);
- бесспутниковые (для обработки деталей, имеющих развитые базовые поверхности, гарантирующие их надежную и точную установку на транспортере и в зажимном приспособлении).
Конструкция станков, входящих в состав линий (как специально построенных для данной АЛ, так и универсальных или специализированных), при встраивании в АЛ не претерпевает существенных изменений. Доработке подвергается только система управления (работу каждого отдельного станка надо согласовать с работой всей линии), а станок снабжается устройством автоматической загрузки заготовки с транспортера. Оборудование АЛ, помимо станков, включает транспортные системы и системы управления.
2. Транспортные системы и механизмы АЛ
Конструкции транспортных систем и механизмов АЛ зависят по большей части от параметров обрабатываемых деталей.
Транспортные системы АЛ являются одной из их основных характеристик. Они делятся:
- по целевому назначению (на системы для межоперационного и межстаночного перемещения и для удаления стружки);
- по способу перемещения деталей (циклического и непрерывного действия);
- по методу перемещения деталей (под действием силы тяжести, принудительно и смешанным способом)
Основными видами транспорта АЛ являются:
- элементарные транспортеры;
- распределительные транспортеры (разделяющие поток заготовок на две или более части и соединяющие разделенные потоки);
- поворотные устройства (поворачивающие заготовку вокруг вертикальной или горизонтальной оси);
- подъемники (поднимающие заготовки вверх при расположении транспортера над станками);
- манипуляторы (передают заготовки с транспортера в зону обработки станка);
- транспортеры для уборки стружки и пр.
Для перемещения заготовок с одной рабочей позиции на другую применяют разные виды транспортеров: толкающие, цепные, подвесные, ленточные, роликовые, винтовые, инерционные, лотки, трубы и т. п.
Одна из модификаций шагового штангового транспортера с собачками показана на рис. 2, а. Для перемещения деталей, имеющих развитую опорную поверхность, эти транспортеры совершают возвратно-поступательное движение вдоль линии. Все детали 1, находящиеся на транспортере, за один цикл синхронно перемещаются на величину хода штанги 3 от пневмоцилиндра 4. При движении штанги 3 в обратном направлении собачки 2 проскальзывают под деталями.
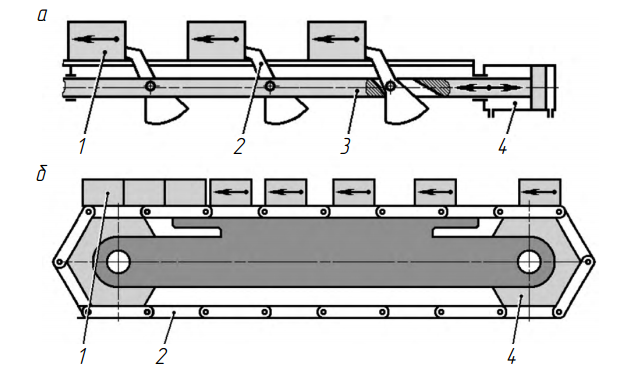
Рис. 2. Простейшие транспортные системы автоматических линий: 1 — деталь; 2 — перемещающий элемент транспортера; 3 — штанга; 4 — привод.
Цепные транспортеры (рис. 2, б) применяют на многих линиях, где надо непрерывно двигать заготовки в процессе обработки. Движение деталей 1 на таком транспортере не является синхронным. В конце транспортера детали обычно накапливаются в небольшом заделе. В качестве шаговых цепные транспортеры почти не применяют. Это объясняется тем, что обеспечить точное перемещение заготовок для их фиксации при базировании и зажиме на рабочих позициях цепной транспортер не может.
Транспортные системы бывают с жесткой, гибкой и смешанной связью.
Жесткая межоперационная связь характеризуется отсутствием или очень малой величиной межоперационных заделов. В АЛ с жесткой связью заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку синхронно через кратные промежутки времени и в случае остановки любого агрегата или устройства вся линия останавливается.
В АЛ из агрегатных станков для обработки корпусных деталей большей частью применяют транспортные системы с жесткой связью оборудования, к которым относятся шаговые конвейеры с убирающимися собачками или поворачивающимися флажками. В целях сокращения простоев в АЛ с жесткой связью применяют конвейеры с управляющимися собачками, которые позволяют производить небольшое межоперационное накопление деталей между станками.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов не прекращать. Показанные на рис. 2 штанговый и цепной конвейеры относятся к системам с жесткой и гибкой связью соответственно.
В АЛ с гибкой связью для обработки главным образом деталей типа тел вращения (кольца, фланцы, валики) чаще всего применяются транспортные системы в виде цепных, роликовых, винтовых и вибрационных конвейеров, подъемников, лотков. При гибкой связи координация перемещений деталей в линии отсутствует.
Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков АЛ, в линию встраивают накопительные устройства. Для этого сплошной поток разделяют на отдельные участки, каждый из которых при остановке других может работать самостоятельно В синхронных АЛ транспортная система практически не может быть использована в качестве накопителя заготовок Детали, находящиеся на холостых позициях линии, не могут расходоваться в период простоя отдельных станков В несинхронных АЛ накопители находятся между отдельными станками или участками В системах линий накопители находятся также между отдельными линиями.
Для обеспечения работы АЛ по обработке корпусных деталей наиболее простые накопители заделов выполняются в виде площадок-складов, расположенных на стыке участков линии. Такие накопители обслуживаются рабочими вручную.
Автоматизированные накопители заделов корпусных деталей бывают двух типов: проходные (транзитные) и тупиковые.
Проходные накопители характеризуются тем, что в них детали транспортируются и при нормальной работе, а не только при простое одной из смежных секций. Обычно в качестве проходного накопителя корпусных деталей используется транспортер для передачи заготовок из секции в секцию (рис. 3). Транспортер выполнен в виде бесконечной цепи со свободно вращающимися роликами 3. При достижении деталью 2 неподвижного упора 1 или ранее поданной детали ролики прокатываются по нижней поверхности детали 2 (см. ролик в разрезе).
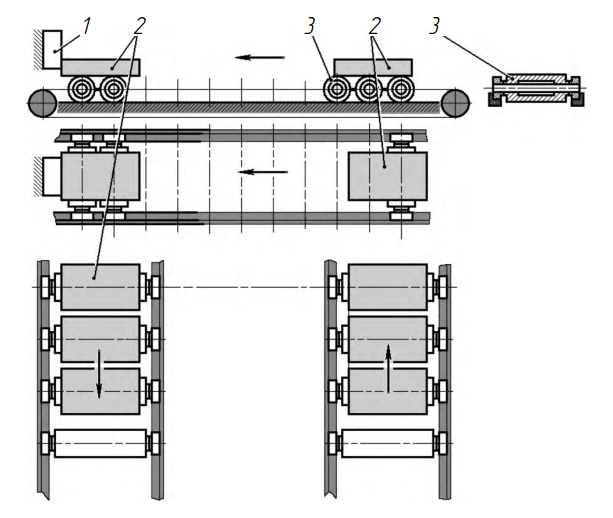
Рис. 3. Схема проходного накопителя заделов для корпусных деталей
Тупиковый накопитель (рис. 4) работает только при простое одной из смежных с ним секций. Секция 6 передает детали на позицию 8, соединенную с поперечным транспортером 5, а также с транспортером 7, предназначенным для передачи деталей в тупиковый накопитель заделов и из него Наличие деталей на позициях 2 и 8 контролируется конечными выключателями. Транспортер секции 6 выдает деталь на позицию 8 лишь при условии что на этой позиции нет детали.
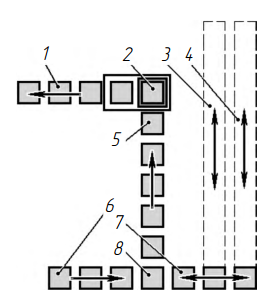
Рис. 4. Схема тупикового накопителя корпусных деталей
Транспортер секции 5 совершает ход вперед только в том случае, если на позиции 8 есть заготовка (ее он забирает), а на позиции 2 она отсутствует. Транспортер секции 1 совершает ход вперед, забирая деталь с позиции 2, лишь если на этой позиции есть деталь.
Эти условия соблюдаются при нормальной совместной работе секций. При простое секции 6 позиции 8 и 2 свободны (и транспортеры 5 и секции 1 не работают), и если на первом транспортере 3 накопителя есть деталь, то этот транспортер выдает деталь, транспортер 7 подает ее в позицию 8 и этим включаются транспортеры 5 и секции 1. Если начнет работать секция транспортера 7, то выдача деталей из накопителя прекращается. Если секция 6 не работает, то израсходуется весь запас и остановятся все транспортеры секций 6 и 1 и накопителя.
Если при нормальной работе с позиции 2 деталь не забирается секцией 1 и в накопителе есть свободная емкость, то с позиции 8 деталь забирается транспортером 7 и штанга накопителя начинает работать на накопление до тех пор, пока не начнет работать секция 1 или не окажется израсходованной емкость накопителя.
Уменьшение потерь не единственный критерий для деления линии на секции. Накопитель заделов вводится между двумя смежными станками, только если это не связано с крупными затратами Иногда накопители совсем не применяются из-за больших затрат на их устройство.
В качестве накопителей мелких деталей используются бункера.
Емкость накопителей заделов зависит от средней длительности простоя секции. Бункер для накопления мелких заготовок должен вмещать не меньше десятикратного числа заготовок, нужных для ликвидации простоя средней длительности На линиях для крупных деталей в накопителе собирают столько деталей, чтобы их хватило на время работы линии, превышающее простой в 1,5-6 раза. К чрезмерному увеличению размеров накопителей надо относиться осторожно и помнить, что незавершенное производство, создаваемое накопителями, отрицательно влияет на экономические показатели работы АЛ.
На многих автоматических линиях выполняется обработка деталей с двух сторон. Для изменения стороны обработки деталь надо повернуть. Механизмы изменения ориентации обрабатываемых деталей зависят от вида связи между станками: жесткая она или гибкая. При жесткой связи используются кантователи — поворотные столы, выполняющие эту операцию в строго определенном порядке. Во втором случае чаще используются разные загрузочные устройства или их элементы, использующие профиль детали и силы тяжести, разные упоры и ограничители.
Гидравлические механизмы поворота выполняют на основе гидроцилиндра в совокупности с зубчатой передачей и обгонной муфтой, в сочетании с мальтийским крестом или рычажно-храповым механизмом, а также на основе гидродвигателя или однополостного гидромотора. Аналогичные схемы имеют пневматические и пневмогидравлические механизмы поворота В электрических механизмах применяют асинхронные или шаговые электродвигатели Из механических механизмов поворота наиболее часто применяют рычажные, мальтийские, кулачковые и зубчатые.
После перемещения заготовки по транспортеру к станку в дело вступает загрузочное устройство. По месту расположения загрузочные устройства делятся:
- на непосредственно встроенные в автоматы и являющиеся их неотъемлемыми узлами и работающие от общего привода;
- расположенные около станков и между участками линии и имеющие самостоятельный привод
По характеру подачи деталей загрузочные агрегаты делят на непрерывные и циклические. Они приводятся в действие от механического, гидравлического или пневматического привода.
В зависимости от принятого метода накопления деталей устройства делят:
- на бункерные (мелкие детали в них располагаются навалом);
- магазинные (детали в емкости располагаются ориентированно в один ряд);
- штабельные (детали в емкости располагаются ориентированно в несколько рядов или слоев)
По конструктивному исполнению загрузочные устройства делят на цепные, фрикционные, трубчатые, дисковые и лотковые. Детали могут перемещаться под действием подающего диска, толкателя, цепи, вибрационного механизма, вращающихся щеток и других механизмов, а также под действием силы тяжести.
Среди загрузочных приспособлений как наиболее совершенные надо выделить манипуляторы и промышленных роботов.
Зажимные приспособления АЛ, как уже говорилось, есть двух видов: стационарные и приспособления-спутники.
Стационарные приспособления являются частью станка АЛ. В них подают, устанавливают, закрепляют и обрабатывают заготовки с надлежащим направлением режущего инструмента. После обработки заготовку открепляют, удаляют из приспособления и передают на транспортирующее устройство для перемещения на следующий станок Стационарные зажимные приспособления обычно одноместные однопозиционные, реже многопозиционные (поворотные) и многоместные. Эти приспособления автоматических линий имеют свои особенности. Заготовки в эти приспособления подаются и устанавливаются простейшим движением транспортирующего устройства линии В качестве установочных элементов используют опорные планки и два выдвижных пальца с коническими фасками. По сложной траектории (дуги и прямые) с помощью автооператоров заготовки деталей типа тел вращения обычно подаются в центры станков.
Автоматический контроль правильности установки заготовки в приспособление предупреждает брак и аварии. Работа приспособлений жестко согласована с действиями станка и конвейера.
Приспособления-спутники представляют собой устройства, которые несут закрепленные в них заготовки по всей трассе АЛ. Их применяют для обработки заготовок сложной конфигурации, реализуя принцип постоянства установочных баз Приспособление- спутник обычно представляет собой плиту прямоугольной формы с базовыми и зажимными элементами. В начале линии на спутнике вручную устанавливают и закрепляют заготовку Дальнейшее перемещение спутника с заготовкой не отличается от перемещения корпусной заготовки. Как и у корпусной детали, у плиты приспособления-спутника есть опорная поверхность и два установочных отверстия В конце линии заготовку открепляют и снимают Приспособления-спутники, кроме повышения качества обработки заготовки, усложняют АЛ из-за необходимости их возврата, удорожают ее и вынуждают организовывать жесткую транспортную связь.
Большой проблемой на автоматических линиях является удаление стружки. Ее удаляют из рабочей зоны станков, смывая эмульсией, сдувая сжатым воздухом или перемещая подвижными элементами станков и конвейера. При обработке деталей из чугуна без охлаждения применяется отсасывание металлической стружки и графитовой пыли с помощью гидроциклонов. Удаление стружки из отверстий производится выдуванием или вытряхиванием на спецустройствах. В особенно затруднительных случаях применяют экзотические методы вроде взрыва. Для улучшения отвода сливной стружки и предотвращения ее сворачивания в клубок на режущем инструменте применяют стружколомы, с опорных поверхностей приспособлений такую стружку смывают и сдувают Для обеспечения чистоты опорных поверхностей детали моют на встроенных в АЛ моечных машинах. После удаления со станка стружку транспортируют двумя способами: конвейерами, расположенными вне линии и встроенными в линию При этом используются скребки, шнеки, виброимпульсы, смыв стружки струей СОЖ из сопел, расположенных вдоль канала для удаления стружки, с помощью электромагнитов
3. Системы управления АЛ
Завершает и объединяет в одно целое конструкцию автоматической линии система управления, которая вместе с комплексом механизмов рабочих и холостых ходов является обязательной составной частью автоматической машины, выполняющей заданный технологический процесс без участия человека Система управления определяет характер взаимодействия управляемых рабочих органов автоматической машины и объединяет:
- систему управления всеми движениями и очередностью работы основных и вспомогательных механизмов;
- системы блокирования и сигнализации, обеспечивающие безаварийность работы основных и вспомогательных механизмов;
- систему регулирования, служащую для подналадки станков и инструментов;
- систему контроля, служащую для анализа результатов обработки
В системах управления АЛ применяют электрические, гидравлические и пневматические устройства связи, которые делятся:
- на внешние (обеспечивают согласование работы независимых друг от друга участков АЛ);
- внутренние (цепи управления, обеспечивающие последовательную работу отдельных механизмов станков, входящих в АЛ);
- промежуточные (обеспечивают согласованную работу отдельных станков какого-либо участка АЛ);
- вспомогательные (согласовывают работу отдельных агрегатов с другими системами управления).
Внешние и вспомогательные связи почти всегда бывают электрическими, а промежуточные — комбинированными (электромеханическими, электрогидравлическими или электропневматиче- скими) . Внутренние связи обеспечиваются разными устройствами: механическими, электрическими, пневматическими, гидравлическими или их комбинацией. На автоматических линиях управление последовательностью фаз работы агрегатов, в зависимости от назначения и состава оборудования, размера линии, а также длительности цикла ее работы, бывает централизованным, децентрализованным или смешанным.
Система управления автоматической линии включает программоноситель, считывающее устройство, устройство ввода программы, передаточно-преобразующее устройство, исполнительное устройство, систему обратной связи. Основными программоносителями, от которых поступают команды управления АЛ, являются:
- передвижные упоры (например, в АЛ применяются силовые столы, на верхнюю плоскость которых устанавливаются шпиндельные узлы с самостоятельным приводом вращения — фрезерные, расточные, револьверные бабки Включение различных этапов цикла стола происходит по команде, поступающей от конечного выключателя после нажатия на него упора);
- распределительные валы с кулачками (например, при включении в АЛ многошпиндельных или одношпиндельных токарных автоматов, управляемых от одного или двух распределительных валов — при включении в АЛ специализированных станков);
- копиры (например, те же гидрокопировальные токарные полуавтоматы);
- перфоленты, компакт-диски, флэш-карты.
Управление каждого отдельного станка обязательно согласуется с общим управлением АЛ.
1. Общие требования охраны труда.
1.1. К самостоятельной работе оператором автоматической линии допускаются лица не моложе 18 лет, прошедшие вводный, первичный инструктаж, специальное обучение безопасным методам труда, стажировку на рабочем месте, обучение оказанию первой доврачебной помощи пострадавшим от несчастных случаев на производстве, прошедшие профессиональное обучение, прошедшие инструктаж и проверку знаний на 1 группу электробезопасности и получившие допуск к самостоятельной работе.
1.2. Повторный инструктаж проводится не реже 1 раза в три месяца.
Повторные проверки знаний специальных требований безопасности труда проводится не реже 1 раза в 12 месяцев.
Повторный инструктаж на 1 группу электробезопасности проводится не реже 1 раза в 12 месяцев.
1.3. На территории предприятия необходимо соблюдать правила внутреннего трудового распорядка предприятия, быть внимательным к движущемуся
транспорту и работающим грузоподъемным машинам.
1.4. Необходимо соблюдать установленный на предприятии режим труда и отдыха. Нормальная продолжительность рабочего времени не может превышать 40 часов в неделю. Суммарное время на отдых и естественные надобности 45 минут в течении смены. Перерыв на обед — 30 мин.
1.5. При работе на автоматических линиях на оператора возможно воздействие следующих вредных и опасных производственных факторов:
-движущиеся машины и механизмы, воздействие которых могут привести к травме;
движущиеся и вращающиеся части производственного оборудования
могут привести к травме;
заусенцы и шероховатости на поверхностях оборудования, деталей,
приспособлений, инструмента могут привести к порезам;
повышенная и пониженная температура воздуха на рабочем месте может привести к простудным заболеваниям;
недостаточная освещенность рабочего места может привести к заболеванию органов зрения;
повышенное значение напряжения в электрической сети, может привести к поражению электрическим током;
смазочно-охлаждающая жидкость, воздействие которой может привести к заболеваниям кожи;
разлитая на полу моющая жидкость может привести к травме.
1.6. Для нормального безопасного производства работ на автоматических линиях необходимо применение следующие средств индивидуальной защиты:
|
№ |
Средства инд. защиты |
ГОСТ |
Срок носки мес. |
|
1 |
Костюм х/б |
27575 |
12 месяцев |
|
2 |
Ботинки кожаные |
12.4.187 |
12 месяцев |
|
3 |
Очки защитные |
12.4.013 |
до износа |
1.7.Работник должен получить противопожарный инструктаж, знать правила использования горючих и легковоспламеняющихся веществ, правила поведения при пожаре и обнаружении признаков горения. При работе на оборудовании работник должен использовать исправное электрооборудование.
1.8.При обнаружении неисправности оборудования до начала работы или во время работы , немедленно прекратить работу и сообщить мастеру. Самостоятельно устранять какие-либо неисправности, если эта работа не входит в круг Ваших обязанностей — запрещается.
1.9. Работник должен немедленно извещать своего мастера или вышестоящего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, произошедшем на производстве или об ухудшении состояния здоровья.
Необходимо соблюдать правила личной гигиены: перед едой мыть руки с мылом, не принимать пищу на рабочем месте, ходить в исправной спецодежде.
Лица, нарушившие данную инструкцию, несут ответственность в соответствии с законодательством РФ.
2. Требования охраны труда перед началомработы.
2.1. Надеть и привести в порядок полагающуюся по нормам чистую и исправную спецодежду, застегнуть обшлага рукавов, заправить одежду так, чтобы не было свисающих концов. Надеть защитные очки. Защитные очки должны быть подобраны по размеру, плотно прилегать к лицу, не иметь трещин , сколов и царапин.
2.2 Принять оборудование от сменщика. Проверить хорошо ли убрано
рабочее место. Ознакомиться с имеющимися в предыдущей смене неполадками в работе оборудования и с принятыми мерами по их устранению.
2.3 Убедиться внешним осмотром в исправном состоянии местного освещения. Отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза.
2.4 Проверить наличие и исправность подножной деревянной решетки, убедиться в ее устойчивости и отсутствии поломанных планок. Осмотреть пол ( пол должен быть ровным, без выбоин и выступающих частей плитки ), если на полу пролито масло или моющая жидкость, то его необходимо убрать.
2.5 Проверить наличие заземляющих устройств, убедиться в их надежном креплении к станкам автоматической линии, в отсутствии обрывов и оголенных проводов на оборудовании. Убедиться в исправности и надежности крепления защитного экрана, других ограждений, защитных кожухов и предохранительных устройства на станках автоматической линии.
2.6 Проверить, нет ли посторонних предметов, а также людей в рабочих зонах, убедиться, что пуск автоматической линии никому не угрожает опасностью.
2.7 Не задавать автоматической линии рабочий цикл при обнаружении
поломки режущего инструмента или в том случае, если он остался в детали.
2.8 Проверить исправность системы звуковой и световой сигнализации
2.9 Разместить безопасно, удобно, устойчиво, не перекрывая проходов используемые в работе материалы, заготовки, тару.
2.10. Не устанавливать и не обрабатывать заготовки, имеющие отклонения от чертежа по припускам, неподготовленные базы и другие отклонения
2.11.Проверить на холостом ходу работу автоматической линии. При обнаружении каких-либо недостатков на рабочем месте или неисправности оборудования сообщить мастеру или руководителю работ.
3. Требования охраны труда во время работы.
3.1. Выполнять указания изложенные в паспорте оборудования. Выполнять только ту работу, которая поручена и разрешена мастером. Вес перемещаемых деталей в ручную постоянно в течении смены для мужчин не должен превышать 15 кг, для женщин — 7кг, до двух раз в час для мужчин — 30 кг, для женщин — 10 кг. При перемещении груза превышающего норму, должны быть использованы грузоподъемные механизмы и приспособления.
3.2 Очистить от стружки и масла деталь, приспособление. Тщательно очистить соприкасающиеся базовые и крепежные поверхности, чтобы обеспечить правильную установку и прочность крепления. Обрабатываемые детали должны быть прочно и надежно закреплены в установочных приспособлениях или в патроне.
3.3 Установку и снятие деталей производить только тогда, когда рабочие органы станков автоматической линии находятся в исходном положении, после окончания цикла обработки детали, согласно технологической документации.
3.4.Очистку от стружки режущего инструмента, деталей, приспособлений производить специальными крючками или щетками. Очищать и поправлять режущий инструмент, обрабатываемые детали, приспособления во время работы автоматической линии запрещается.
3.5 Перед началом обработки каждой детали убедитесь, что пуск автоматической линии не угрожает жизни других работников.
3.6 Включать автоматическую линию разрешается мастеру или наладчику, обслуживающему данную линию.
3.7 Запрещается работа на автоматической линии с неисправной системой сигнализации, контроля связи и аварийных кнопок » СТОП «.
3.8 Не перелезать через транспортеры и автоматические линии, пользоваться предусмотренными для этого проходами.
3.9 Не облокачиваться, не класть руки на детали, не производить замеры во время автоматического цикла работы линии.
3.10.Не касаться движущих частей станков автоматической линии, инструмента, обрабатываемой детали. Не открывать дверцы электрораспределительных шкафов, крышки пусковых приборов. Не снимать ограждения и защитные кожухи с токоведущих частей электрооборудования.
3.11 При обнаружении на металлических частях станка автоматической
линии напряжения (ощущения электрического тока), немедленно доложите мастеру.
3.12 Охлаждающую жидкость подавать только насосом. Запрещается
охлаждать режущий инструмент мокрыми тряпками и щетками.
3.13 Выключить автоматическую линию и снять напряжение отключением вводного автомата ( рубильника ) или выключением имеющегося ключа при:
уходе от автоматической линии даже на короткое время,
временном прекращении работы,
перерывах в подаче электроэнергии,
техническом обслуживании автоматической линии,
уборке, смазке, чистке автоматической линии,
обнаружении каких-либо неисправностей в работе линии.
3.13 Работать на автоматической линии в рукавицах, перчатках или с забинтованными пальцами без напальчников запрещается.
3.14 Допускается работа в рукавицах при установке картера 130-1701015-Б2
3.15 При закреплении детали или приспособлений запрещается наращивать ключи трубой или другими рычагами.
3.16 При уборке и техническом обслуживании автоматической линии
на пульте управления линией вывесить плакат: «Не включать- работают люди!»
3.17.Следить за работой транспортера отвода стружки, не допускать его переполнения. Следить, чтобы люки стружкоуборочного конвейера были закрыты. Не допускать возможности наматывания стружки на обрабатываемую деталь.
3.18 В том случае, если в процессе работы то или иное приспособление, инструмент, предусмотренные технологией, оказались неудобными, не пользоваться другими случайными инструментами, приспособлениями до тех пор, пока этот вопрос не будет согласован с мастером или технологом цеха и не будет произведено соответствующее изменение в технологической карте. Строго соблюдать все требования, предусмотренные технологическим процессом.
3.19 Содержать рабочее место в чистоте, не мыть руки в масле, эмульсии и не вытирать их ветошью, загрязненной стружкой. Не принимать пищу на рабочем месте.
3.20. Запрещается допускать к эксплуатации автоматической линии посторонних необученных лиц.
4. Требования охраны труда в аварийных ситуациях.
4.1 При возникновении неисправностей оборудования (отказ в работе, постороннем шуме и стуке, возникновении поломок, угрожающих аварией, прекращение подачи электроэнергии, появлении постороннего запаха) необходимо прекратить эксплуатацию оборудования, выключить его. Необходимо оповестить об опасности окружающих людей и непосредственного руководителя работ и до устранения неисправностей к работе не приступать. Запрещается самостоятельно устранять неисправности. При угрозе жизни обслуживающему персоналу, находящемуся в зоне работы автоматической линии, остановку станков или линии производить аварийной кнопкой «СТОП» на пульте управления гидроприводом автоматической линии.
4.2. При пожаре или обнаружении признаков горения немедленно сообщить в пожарную команду по телефону …, сообщить мастеру или вышестоящему руководителю и приступить к тушению пожара имеющимися средствами пожаротушения. При необходимости вызвать городскую пожарную службу по телефону 112, организовать встречу пожарной команды.
4.3. При несчастном случае с Вами или другим работником прекратить работу, поставить в известность мастера оказать первую доврачебную помощь пострадавшим и обратиться в здравпункт лично или позвонить по телефону ….
Обеспечить сохранность обстановки аварии или несчастного случая, если это не представляет опасности для жизни и здоровья людей и не приведет к осложнению аварийной обстановки. При необходимости вызовите скорую медицинскую помощь по телефону 112.
4.4 При аварии систем водоснабжения, отопления и т.д. препятствующих выполнению технологических операций, прекратить работу до ликвидации аварии и её последствий.
5. Требования охраны труда по окончании работ.
5.1.По окончании работы наладчик или мастер обязан выключить напряжение автоматической линии нажатием кнопки «СТОП», отключить автомат.
5.2.Привести в порядок рабочее место, уложить детали и заготовки в отведенные места, убрать инструмент и приспособления, очистить автоматическую линию и прилегающие участки от стружки. Промасленную ветошь и другие отходы производства убрать в специально отведенные места, согласно маркировке . Очистка оборудования сжатым воздухом запрещается.
5.3 Сдать оборудование сменщику или мастеру и сообщить о всех неисправностях оборудования, которые были во время работы.
5.4 Убрать спецодежду в специально отведенное место, вымыть руки и лицо теплой водой с мылом или принять душ.