![]() Импульсный Центратор Линия-М-20И
Импульсный Центратор Линия-М-20И
Руководство пользователя
Импульсный Центратор Линия-М-20И
Это руководство представляет собой руководство по установке линии M-20I. Для получения дополнительной информации загрузите полное руководство с веб-сайта CIRCUTOR. web сайт: www.circutor.com
ВАЖНО!
Устройство должно быть отключено от источников питания (электропитание и измерение) перед выполнением любых операций по установке, ремонту или работе с соединениями устройства. Обратитесь в сервисную службу, если вы подозреваете, что в устройстве возникла неисправность.
Устройство было разработано для легкой замены в случае неисправности.
Производитель устройства не несет ответственности за любой ущерб, возникший в результате несоблюдения пользователем или установщиком предупреждений и / или рекомендаций, изложенных в данном руководстве, а также за ущерб, возникший в результате использования неоригинальных продуктов или аксессуаров или изготовленных от других производителей.
ОПИСАНИЕ
Линия-М-20И представляет собой централизатор с 20 цифровыми входами, предназначенный для централизации логического состояния каждого сигнала или для подсчета количества импульсов, поступивших на каждый вход.
МОНТАЖ
Устройство должно быть установлено на электрической панели или корпусе, прикрепленном к DIN-рейке (IEC 60715).
ВАЖНО!
Перед установкой линии-М-20И прибор необходимо отключить от всех источников питания, как самого источника питания, так и измерения.
Справа от устройств линии-ЭДС-Облако и линии-TCPRS2 можно подключить только 20 центратора линии-М-1И.
View дополнительную информацию см. в руководствах M231B01-03-xxx и M239B01-03xxx.
Шаги, которые необходимо предпринять для подключения устройств:
- С помощью плоской отвертки снимите защитные крышки разъема расширения, расположенные сбоку устройств (рис. 1).
- Вставьте расширительный соединитель и крепежные зажимы в одно из устройств (рис. 2).
- Соедините два устройства и закрепите их, нажав на передние зажимы вниз (Рис. 3).
Рисунок 2

Рисунок 3


| светодиоды | |
| ЦП | Состояние устройства |
| Мигает (белый цвет): | |
| Питание устройства | |
| В x | Состояние цифрового входа x |
| ВКЛ (зеленый цвет): | |
| Вход активирован |
Технические особенности
| Механические характеристики Борнеса | Механические характеристики Клеммы | |
| 1… 24 | 1… 24 | 2.5 мм2 с 0.4 Нм, M2.5 плоскость / плоскость |
| DImenslones | Размеры | 52.5 x 118 х 70 мм |
| вес | Вес | 130 г |
| конверт | Ограждение | Пластик° VO самозатухающий / самозатухающий пластик VO |
| Mackin | прикрепление | Carril DIN / DIN-рейка «} |
| Нормы / стандарты | ||
| ЕН 61010-1, ЕН 61000-6-2, ЕН 61000-6-4 |
Коммутация
Цифровые входы Цифровые входы

Обозначения клеммных соединений

| 1 | Общий для цифровых входов 1-5 | 13 | Общий для цифровых входов 11-15 |
| 2 | Цифровой вход 1 | 14 | 11, цифровой вход Entrada 11/цифровой вход 11 |
| 3 | Цифровой вход 2 | 15 | 12, цифровой вход Entrada 12/цифровой вход 12 |
| 4 | Цифровой вход 3 | 16 | 13, цифровой вход Entrada 13/цифровой вход 13 |
| 5 | Цифровой вход 4 | 17 | 14, цифровой вход Entrada 14/цифровой вход 14 |
| 6 | Цифровой вход 5 | 18 | 15, цифровой вход Entrada 15/цифровой вход 15 |
| 7 | Цифровой вход 10 | 19 | Цифровой вход 20 |
| 8 | Цифровой вход 9 | 20 | Цифровой вход 19 |
| 9 | Цифровой вход 8 | 21 | Цифровой вход 18 |
| 10 | Цифровой вход 7 | 22 | Цифровой вход 17 |
| 11 | Цифровой вход 6 | 23 | Цифровой вход 16 |
| 12 | Общий для цифровых входов 6-10 | 24 | Общий для цифровых входов 16-20 |
Размеры

CIRCUTOR SAT: 902 449 459 (ИСПАНИЯ) / (+34) 937 452 919 (из Испании)
Виал Сант Жорди, з / н
08232 — Виладекавальс (Барселона)
Тел .: (+34) 937 452 900 — Факс: (+34) 937 452 914
Эл. адрес : sat@circutor.com
Документы / Ресурсы
Рекомендации
Сборка под сварку труб
магистральных трубопроводов является
ответственной
операцией, во многом
определяющей качество получаемого
стыкового шва. Как на полевых трубосварочных
базах, так и на трассе для сборки труб
под сварку кольцевого шва применяют
наружные или внутренние центраторы.
Наружные центраторы бывают
многозвенные и жесткие. Многозвенный
центратор (рис.116) имеет звенья 2,
шарнирно соединенные
между собой в замкнутую цепь с помощью
замкового устройства с винтовым упором
3.
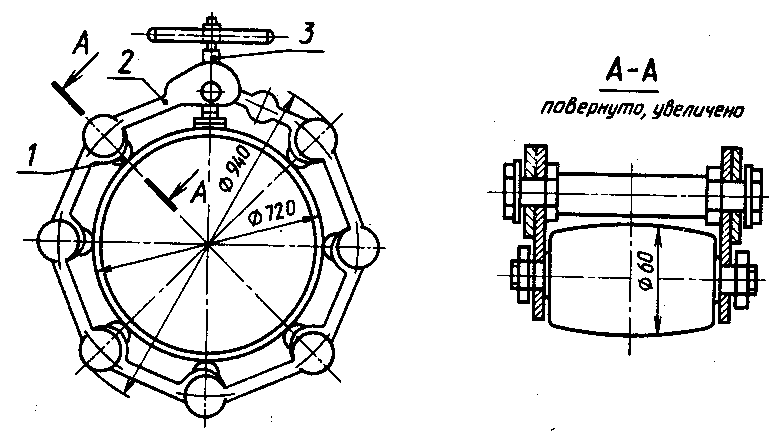
Рис.116 Многозвенный центратор
Центровка труб производится
роликами 1,
располагаемыми симметрично относительно
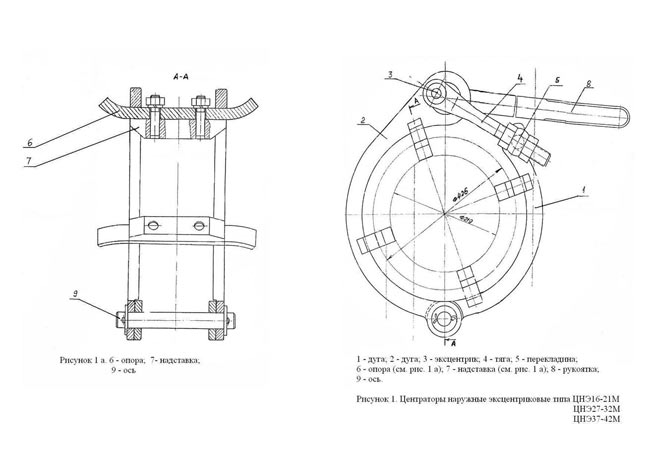
оси собираемого стыка. Жесткий центратор
(рис.117) состоит из двух стальных полуколец
3 и
5, с выступами а,
соединенных между
собой шарниром 4.
Центровку собираемых
под сварку труб производят при замыкании
полуколец вокруг стыка с помощью
накидного замка 2 и
гидравлического силового цилиндра 1.

Рис.117. Жесткий центратор
Достоинством наружных центраторов
является возможность их использования
на радиусных участках трубопровода,
на которых применение внутренних
центраторов затруднено. Однако
внутренние центраторы обеспечивают
более точное совмещение кромок труб и
возможность выполнения сварки снаружи
без предварительной прихватки.
Внутренний центратор закрепляют на
штанге или перемешают внутри трубы,
используя для этого опорные, а иногда
и приводные ролики.
Внутренние центраторы могут быть с
механическим, гидравлическим или
пневматическим приводом центрирующего
механизма.
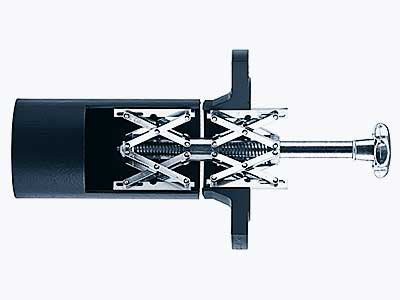
Гидравлические центраторы
имеют два ряда центрирующих элементов
(башмаков). Каждый ряд разжимается
отдельным коническим клином. В центраторе,
схема которого приведена на рис.118,
последовательное разжатие правого
и левого рядов башмаков достигается
подачей масла под давлением в полости
А
и Б.
Движение конусов
1 и 3
через ролики
передается башмакам 4
и 5,
центрирующим кромки
собираемых труб. Возвратное движение
конусов 1 и 3
обеспечивается
пружиной 2.
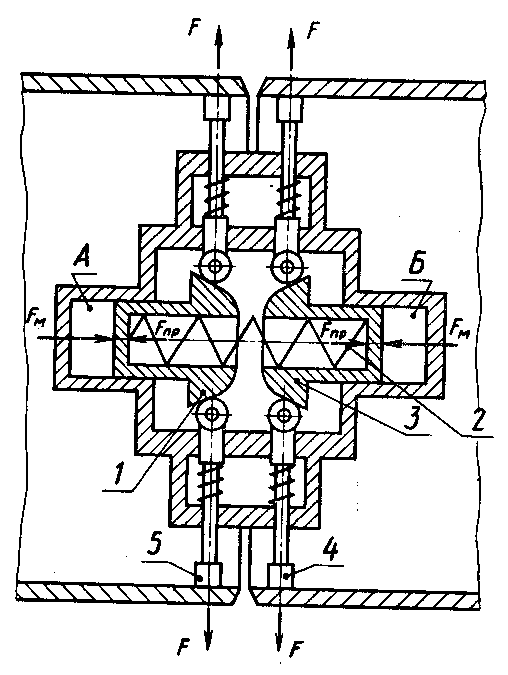
Рис.118. Схема гидравлического центратора
Конструкция центрирующего механизма
центратора ЦВ-124, выполненного по
такой схеме, показана на рис.119, а внешний
вид этого центратора — на рис.120.

Рис.119. Центрирующий механизм центратора
ЦВ-124
Центратор имеет электродвигатель
4
(рис.120) привода
радиально-поршневого насоса 3.
Масло из бака 1
через предохранительный
клапан 2
подается в гидросистему
центрирующего механизма 5
через гидрораспределитель
6.
Перемещение
центратора от стыка к стыку осуществляется
при помощи штанги.

Рис.120. Внутренний центратор ЦВ-124
13.1.Ручная дуговая сварка
Ручную дуговую сварку неповоротных
стыков магистральных трубопроводов
ведут поточным методом, выполняя,
многослойный шов. Такая организация
работ обеспечивает высокую
производительность, однако при этом
велика потребность в высококвалифицированных
рабочих-сварщиках. Применительно к
трубам диаметром 1420мм с толщиной стенки
17,5мм, изготовленным из стали с пределом
прочности 550-750 МПа, используют следующую
последовательность операций.
Секции труб предварительно раскладывают
на опоры вдоль трассы под углом 15-20° к
направлению линии трубопровода и
производят зачистку внутренних и
наружных поверхностей вблизи кромок
шлифовальными машинками с абразивными
кругами. Предварительный подогрев
кромок труб до температуры 150-200 °С
производят или перед стыковкой труб,
или после стыковки. Для подогрева
применяют кольцевые газовые горелки.
Сборку стыка выполняют с помощью
трубоукладчика внутреннего самоходного
центратора. Поточно-расчлененный метод
предусматривает укладку каждого
слоя отдельными звеньями сварщиков,
содержащими от двух до четырех человек
в зависимости от диаметра трубопровода.
При этом каждый из сварщиков звена
выполняет только свой определенный
участок слоя на неизменном режиме. Два
сварщика с лестниц-стремянок ведут
сварку верхней полуокружности трубы,
а два других сваривают нижнюю полуокружность
трубы.
Корневой слой варит звено
сварщиков, которое выполняет сборку
стыка. Сварку ведут в направлении сверху
вниз методом опирания электрода на
кромки труб без колебательных движений.
Применение здесь электродов с
целлюлозным покрытием обеспечивает
скорость сварки до 22 м/ч и гарантированное
образование обратного валика внутри
трубы, что исключает необходимость
подварки корня шва изнутри трубы. Однако
для таких электродов при высокой
производительности характерно
образование «карманов» со шлаком.
Поэтому после
завершения сварки корневого шва сразу
удаляют тонкими шлифовальными
кругами примерно 1/4 часть сечения шва
для вскрытия этих карманов.
Электроды с целлюлозным покрытием
обеспечивают большее относительное
удлинение и меньший предел прочности
по сравнению с электродами с основным
покрытием. В результате корень шва
менее склонен к хрупким разрушениям
и образованию трещин, что является
важным при выполнении монтажных операций
на секции, когда она присоединена к
нитке трубопровода только корневым
швом. Свободный конец секции опускают
на монтажную опору из деревянных брусьев
и пристыковывают к нему следующую
секцию трубы.
Второй слой шва («горячий проход»)
выполняет сразу после сварки корневого
шва также звено из четырех сварщиков.
Сварку производят электродами с
целлюлозным покрытием или с основным
покрытием в направлении сверху вниз
с поперечными колебаниями электрода.
Последующие слои, заполняющие и
облицовочные, выполняются электродами
с основным покрытием. После сварки
каждого слоя поверхность шва очищают
от шлака с помощью электрошлифовальных
машинок. После завершения сварки стыка
или при вынужденных перерывах в сварке
стык укрывают теплоизоляционным поясом.
Сварочные источники питания размещены
на четырех-постовой унифицированной
сварочной установке, снабженной
переносной палаткой, защищающей место
расположения свариваемого стыка от
ветра, дождя или снега. Палатка имеет
застекленные окна, дополнительное
освещение, вентилятор для отсоса газов.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Важнейшим этапом монтажа трубопровода является сварка отдельных фрагментов труб в единое целое. Осуществляется эта работа с применением специальных устройств, которые позволяют идеально точно расположить их относительно друг друга, – центраторов труб.

Содержание статьи:
- 1 Из чего состоит и как работает устройство
- 2 Модели и цены
- 3 Виды
- 4 Наружные и внутренние
- 4.1 Наружный центратор
- 4.2 Внутренний центратор
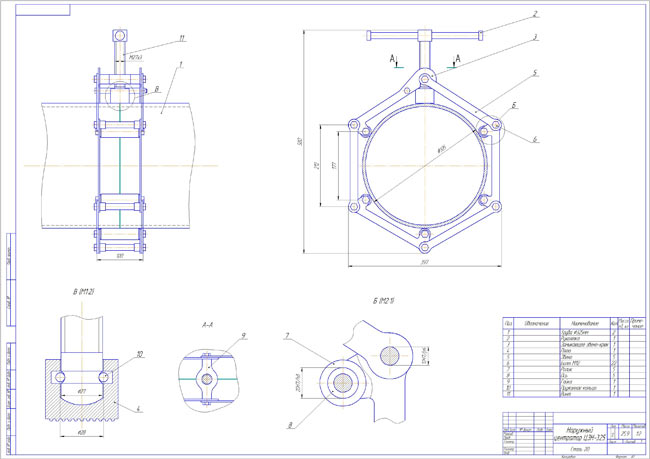
- 4.3 Чертежи устройства
- 5 Центраторы по способу крепления на трубе
- 5.1 Видео инструкция по использованию центратора-струбцины
- 6 Порядок монтажа на трубу
- 6.1 Установка внутреннего центратора
- 6.1.1 Видео пример зачистки трубы перед сваркой.
- 6.2 Установка наружного центратора
- 6.2.1 Видео инструкция по установке
- 6.1 Установка внутреннего центратора
- 7 Технические характеристики
- 7.1 Видео пример сборки центратора своими руками
- 8 Другие устройства для крепления труб при их сварке
- 9 Тиски в домашних условиях: делаем сами
- 10 Последствия неправильной сварки
Из чего состоит и как работает устройство
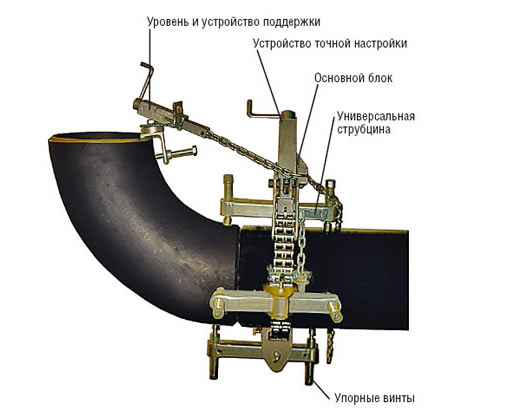
Устройство представляют собой механизм, который состоит из упорных элементов и устройств, поддерживающих трубы в неподвижном состоянии во время сварки. Примерная схема устройства представлена на рисунке.
Преимущества использования состоят в следующем:
- позволяют точно сварить трубы, что снижает риск их разрыва и обеспечивает длительный срок службы трубопровода;
- это мобильные механизмы, которые можно легко переносить для сварки труб в разных местах;
- в основном они доступны по цене;
- они многофукнциональны, поскольку позволяют работать с разными типами труб (стальные, ППУ и др.);
- они осуществляют соединение труб практически любых диаметров. В особенности они нужны для работ по монтажу магистральных трубопроводов для транспортировки воды, нефти или газа. Даже небольшие отклонения в этих системах чреваты серьезными последствиями.

Модели и цены
Обзор цен на некоторые модели представлен в таблице ниже.
| Название | Цена в рублях |
центратор звенный наружный ЦЗН-41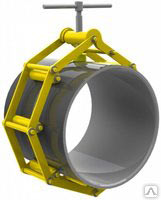 |
1500 |
центратор звенный наружный гидравлический ЦЗНГ-421 |
5000 |
центратор внутренний ЦВ 32 |
310 000 |
центратор внутренний гидравлический ЦВ 42 |
355 000 |
наружный унифицированный ЦНУ 114 |
2 200 |
центратор цепной с двумя упорными винтами «Double Jackscrew Chain Clamp» |
150 000 |
Разбег цен объясняется несколькими причинами:
- Назначение устройства – профессиональное стоит на порядок дороже бытового.
- Конструктивные особенности (наличие или отсутствие гидропривода).
- Бренд производителя.
ЭТО ИНТЕРЕСНО. Для бытовых целей вполне можно сделать центратор труб и своими руками. Для него понадобятся подручные средства и инструменты, которые нетрудно достать. К тому же этот вариант обойдется гораздо дешевле покупного.
Виды
Разделение по видам основывается на разных признаках:
- по особенностям расположения центраторов относительно свариваемых труб – внутренние и наружные;
- по способу крепления на трубе во время ее сварки – цепные, эксцентриковые, арочного типа, струбционные и звеньевые (многозвенные);
- наконец, по сферам применения центраторы можно условно разделить на бытовые и профессиональные. В первом случае они зачастую работают в ручном режиме, небольшие по размерам и применяются в прокладке домашнего водопровода (например, на даче). Во втором – речь идет о сложных, дорогих механизмах, обеспечивающих прокладку магистральных трубопроводов любых диаметров и практически в любых климатических условиях.
Наружные и внутренние
Устройства могут применяться при сварке труб практически любых диаметров. Если габариты небольшие (обычно от 20 до 2000 мм), то устройство крепится вокруг трубы, и тогда речь идет о наружном центраторе.

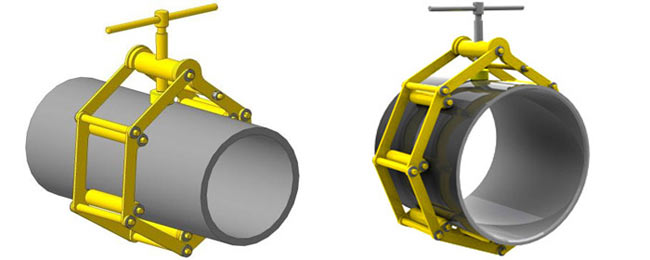
Наружный центратор
По сути это зажим для труб, который обхватывает их поверхности и обеспечивает неподвижное положение во время проведения монтажных и сварных работ.
Пример использования этого оборудования в работе можно посмотреть здесь.
Наружные центраторы для сварки труб по сравнению с внутренними имеют свои неоспоримые преимущества:
- они легкие и обладают небольшими габаритами, поэтому их можно легко перемещать в любые места;
- позволяют работать при любых погодных условиях (от -60 до +60 градусов по Цельсию);
- обеспечивают качественную сварку не только 2 труб, но и целых водопроводов;
- монтируется на трубы и демонтируется с них легко и быстро.
Единственным существенным недостатком такого устройства является то, что сварочные работы приходится вести с небольшими перерывами – сначала шов делается на свободной поверхности, затем устройство передвигается и делается новый шок и так далее.
Внутренний центратор
Если же требуется сделать сварку труб больших диаметров (как правило, более 2000 мм), то в работе используются внутренние трубные центраторы, которые крепятся не поверх них, а ставятся прямо внутрь, плотно упираясь в поверхность.

Расположение внутреннего трубного центратора выглядит следующим образом.

Поскольку такое оборудование предназначено для монтажа широких трубопроводов, то и его габариты весьма большие. Соответственно, транспортировать внутренние устройство можно только на транспорте.
Однако у них есть и свое неоспоримое преимущество в сравнении с наружными – поскольку они устанавливаются внутрь трубы, то сварочные работы могут вестись беспрерывно.
Монтажные работы всегда осуществляются с использованием дополнительного подъемного оборудования, как показано на видео.
Стандартная комплектация оборудования представлена следующими элементами:
- штангу;
- жимы для труб;
- кабель;
- манометр для контроля давления;
- электроприводный насос;
- фары.
ОБРАТИТЕ ВНИМАНИЕ. Для сварки обязательно нужен приток свежего воздуха, который охлаждает внутренние поверхности, тем самым предотвращая их сильный перегрев. Обеспечить этот процесс помогают специальные вентиляторы. Обычно они не включается в вариант базовой поставки заказываются дополнительно по желанию покупателя.
ЭТО ИНТЕРЕСНО. Внутренние центраторы для произведения сварочных работ не всегда используются в работе труб больших диаметров. Они эффективны и при монтаже небольших (до 500 мм в диаметре) труб, поскольку обеспечивают их точный монтаж друг с другом. Упор в этом случае достигается не за счет гидравлики, а благодаря обычным пружинам, как показано на рисунке ниже. Привод в этом случае работает вручную за счет поворота рукоятки.
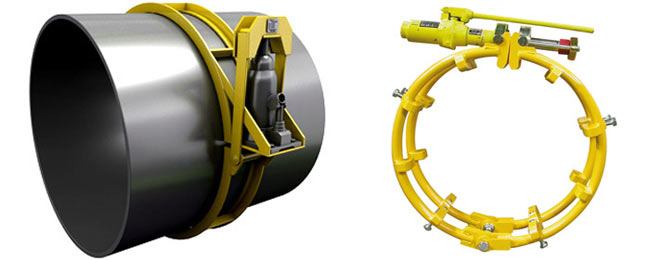
Принцип работы механизма основан на гидравлическом домкрате (показан на рисунке мелким и крупным планом), который приводится в движение за счет электричества, поэтому его часто называют электрогидравлический центратор труб.


Это устройство выполняет две важные функции:
- Обеспечивает максимальный упор для предотвращения колебаний трубы по время сварочных работ.
- Устраняет прогиб монтируемой трубы, который может произойти в результате опускания грунта или из-за тяжести самой трубы.
Важнейшая техническая характеристика устройства – диаметр центрируемых труб, от которого зависит и масса самого центратора. Эти данные приведены в таблице ниже.

Чертежи устройства
Центраторы по способу крепления на трубе
Наружные центраторы для сварки труб могут по-разному крепиться на трубе. Соответственно выделяют следующие их типы:
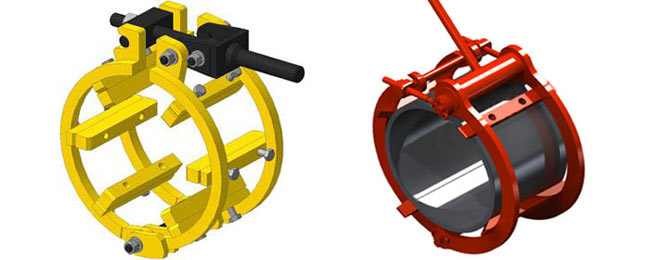
- Арочного типа самые простые, поскольку состоят из 2 клемм. Они стягиваются вместе вручную, а в случае больших нагрузок – обычным гидравлическим насосом. Сфера их применения – сварка небольших труб диаметров в пределах 900 мм.
- Многозвенные центраторы труб состоят из нескольких одинаковых звеньев, которые монтируются вручную с помощью пальцевых шарниров. Также они могут соединяться друг с другом винтом или гидроприводом, если требуется достаточно крепкое стягивание. Их сфера применения – монтаж труб диаметром до 2000 мм.
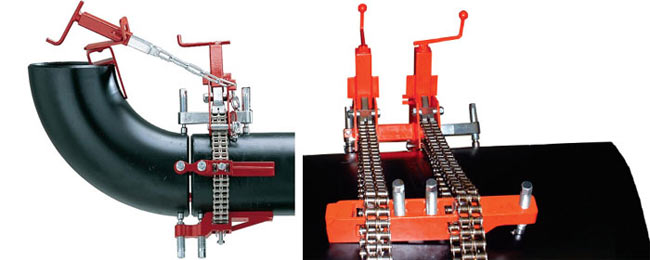
- Цепные получили свое название благодаря тому, что фиксирующий механизм в них представлен обычной цепью, с помощью которой осуществляется стягивание труб. Обычно работа производится вручную и является достаточно трудоемкой – это и есть основной недостаток этих устройств. С другой стороны, они довольно доступны по цене и долговечны.
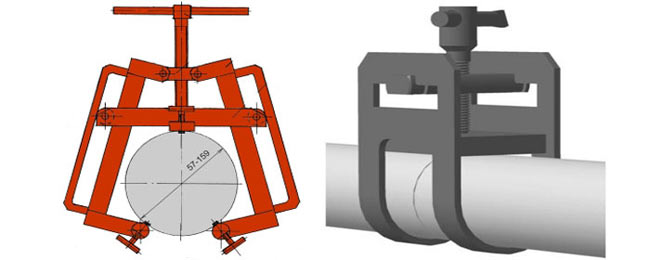
- Эксцентриковые — крепятся с помощью эксцентрикового зажима. По виду он напоминает арочный, поскольку также состоит из 2 одинаковых частей. Однако устроен проще, потому что благодаря эксцентриковому механизму удается быстрее центрировать трубу. С другой стороны, работа с ним требует достаточно высокого уровня мастера – даже в случае небольшой недоработки механизм может отойти во время сварки, и шов ляжет неточно.
- Струбционные используются для монтажа труб небольших габаритов. Это наиболее популярная разновидность, которая широко используется в бытовых целях. Дело в том, что они доступны по цене, компактны и мобильны, несложны в работе и служат достаточно долго. Струбцины могут быть исполнены в прямоугольном. трапециевидном и круглом вариантах (определяется строением трубы). Обычно нижний элемент плоский, поскольку это создает дополнительный упор во время процесса сваривания.
Видео инструкция по использованию центратора-струбцины
Порядок монтажа на трубу
Принцип монтажа центратора принципиально не зависит от конкретного вида и модели устройства. Однако есть некоторые особенности у внутреннего и наружного. Они связаны с подготовкой трубы к сварке.
Установка внутреннего центратора
Чтобы осуществить правильно крепление устройства внутреннего типа к трубам, которые нужно сварить, следует совершить следующие действия:
- Прежде всего, нужно осуществить подготовительную работу – стыки свариваемых труб должны быть хорошо зачищены от краски, засорений, ржавчины и прочих посторонних включений. Делается это с помощью инструментов или специальных химических средств. В 1 случае наиболее популярна болгарка, на которую насаждается металлическая щетка.

Также можно воспользоваться обычной шлифовальной машинкой

Видео пример зачистки трубы перед сваркой.
В случае застарелых, сложно выводимых пятен краски можно также задействовать строительный фен – под действием горячих потоков воздуха краска начинает размягчаться, после чего ее легко можно удалить обычным наждаком.

В домашних условиях для зачистки можно использовать наждачную бумагу либо прибегнуть к помощи бытовой химии – например, краску можно растворить ацетоном, а затем протереть трубу досуха чистой тряпкой.
ВАЖНО. Работу с ацетоном нужно производить только на открытом воздухе в умеренно теплую погоду и вдали от источников открытого огня, поскольку вещество токсично и легко воспламеняется (достаточно +40 С).
- После проведения полной зачистки стыков нужно зафиксировать внутренний центратор на краю одной из них.
- Другая труба плотно пододвигается к первой, после чего создается предельный упор с помощью пружинного механизма (ручная подача) или гидравлических приводов.
- Удостовериться, что соединение сделано правильно и приступить к сварке.
Установка наружного центратора
Монтаж этого устройства принципиально отличается тем, что он фиксируется на внешней поверхности трубы. Соответственно, последовательно действий будет несколько другой:
- В начале также осуществляется зачистка стыков, как описано выше.
- Затем 2 отрезка подводятся друг к другу, и центратор одевается поверх них в месте соединения.
- Соединительные болты вставляются в специальные отверстия и крепко затягиваются.
- Наконец, проверяется надежность монтажа. и начинаются сварочные работы.
Видео инструкция по установке
Технические характеристики
При выборе определенной модели центратора для сварки труб нужно исходить из нескольких параметров:
- Диаметр трубы – внутренние чаще для больших, наружные – для малых (до 900 мм).
- Материал трубы – например, если они покрыта пенополиуретаном (так называемые трубы ППУ), то сваривать их можно только с помощью внутреннего устройства.
- Объемы работ – если речь идет о прокладке небольшого частного водопровода (например, в загородном доме), то достаточно цепной модели, которая является самой доступной по цене. Если же речь идет о профессиональных работах, то лучше выбирать среди звеньевых и эксцентриковых моделей. Последние являются самыми дорогими, но вместе с тем они надежнее и служат лольше.
- Давление содержимого труб на внутренние поверхности – если оно будет свыше 5 атмосфер, то для монтажа таких трубопроводов потребуется устройство с гидрозажимом.
ОБРАТИТЕ ВНИМАНИЕ. Главный фактор, влияющий на выбор – это параметры трубы (материал, диаметр, прочность). Именно из этого следует исходить при покупке центратора
Видео пример сборки центратора своими руками
Другие устройства для крепления труб при их сварке
Наряду с центраторами, которые зачастую используются в профессиональной среде, существует и несколько других устройств, позволяющих надежно фиксировать стыки при сварочных работах. Основное назначение этих устройств – поддержание трубы в нужном положении за счета создания упора в твердую поверхность. Они делятся на несколько разновидностей:
- упоры – работают по принципу обычного верстака: труба крепится к ровной поверхности (столу за счет поворота рукоятки ручного пресса)
- призмы, которые фиксируют трубы за счет механического пресса с помощью его завинчивания. Позволяют работать с бытовыми трубами практически любых диаметров.
- верстаки и подставки для труб, позволяющие регулировать высоту при сварочных работах.



Отдельным классом устройств фиксации трубы являются цепные тиски. Основой механизма является цепь, которая изготавливается из особо прочных разновидностей легированной стали. Характерная особенность устройства – возможность работать трубами любых диаметров за счет простого механизма настройки – удлинение или укорочение цепи.

Их классифицируют на несколько групп в зависимости от выполняемой работы:
- для сварки прямых участков
- для приварки врезок в трубу
- для сварки отводов труб
- для приварки фланцев (деталей для герметичного стыка труб)




Наконец, выделяют целый класс многорядных тисков, которые используются в особых случаях, например, при бурении скважин. Они могут заменить несколько обычных тисков. Конструкция цепи устроена таким образом, что тиски не застревают даже при предельной нагрузке. Чтобы поверхность трубы не получала сильных повреждений от давления цепи, ее снабжают стальными вкладышами, которые можно сменить по мере износа.

Цепные тиски – довольно популярный вариант центратора труб, поскольку обладает очевидными плюсами:
- Они просты и удобны в использовании даже в среде любителей.
- Служат долго и практически не нуждаются в обслуживании, кроме периодической смазки рабочей поверхности цепей.
- Достаточно доступны по цене (ниже приводится сравнительная таблица с обзором некоторых моделей).
| модель | диаметр трубы, мм | вес, кг | цена, руб |
| BC 210 | 10 – 77 | 3,4 | 10 500 |
| BC 410 | 10 – 115 | 6,7 | 17 000 |
| ВС 510 | 10 – 140 | 6,9 | 23 000 |
| ВС 610 | 8 – 155 | 10,9 | 32 000 |
| ВС 810 | 20 – 220 | 17,4 | 42 000 |
Краткий видеообзор различных видов тисков одного из известных производителей RIDGID можно увидеть здесь.
Тиски в домашних условиях: делаем сами
Разумеется, в крайних случаях можно обойтись самодельными приспособлениями для фиксирования труб. Вот некоторые их них:
- Струбцина – ее можно изготовить из болта, прочного толстого гвоздя и отрезка швеллера
- Тиски из шарнирной петли – нужно взять обычную петлю, загнуть ее края и зафиксировать изделие с помощью болта со специальной гайкой.
- Простейшее приспособление можно сделать из эспандера и пассатижей. Однако в этом случае нужно позаботиться о том, чтобы оно было надежно прикреплено к прочной основе, поскольку без этого условия не получится обеспечить неподвижность трубы во время сварки.
- Наконец, можно использовать обычные слесарные тиски, которые можно фиксировать к любой твердой, ровной поверхности.
Однако используя кустарные методы производства, нужно учитывать технику безопасности:
- Прежде всего, нужно понимать, что сварка – это источник повышенной температуры, а значит, все элементы конструкций не должны быть сделаны из легко воспламеняющихся материалов – например, дерева.
- Главное требование к центратору трубы – это жесткость крепления и надежность конструкции. Стоит помнить, что во время осуществления сварочных работ труба будет неизбежно раскачиваться, следовательно, самодельная система изначально должна быть очень прочной.
- Все кустарные инструменты подходят только для небольших труб, в основном для проведения прямых стыков между ними. Если предстоит работать с большими, тяжелыми по весу трубами или выполнять сложные стыки, то такие инструменты однозначно не подойдут.
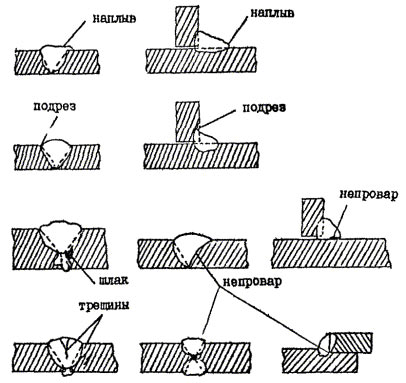
Последствия неправильной сварки
В случае неправильного выбора центратора или несоблюдения правил работы с ним может возникнуть целый комплекс последствий, которые называются дефектами сварки. К ним относятся:
- трещины;
- поры, небольшие полости;
- непровары в результате неполного охвата поверхности металла сварочным аппаратам;
- различные отклонения структуры шва – излишняя выпуклость, смещения, подрезы и другие.
Все эти дефекты неизбежно приведут к тому, что труба не прослужит долго. Последствия усугубляются характером эксплуатации и внешними факторами:
- перепад давлений внутреннего содержимого (воды, нефти, газа и др.);
- перепад температур (внутренних и внешних);
- влияние коррозии.
Проникая в микротрещины, вода и воздух значительно ускоряют процессы разложения металла (коррозии). Это приведет к тому, что труба вскоре даст течь, давление в системе упадет, соответственно, может случиться и прорыв. Поэтому грамотный выбор центратора труб и правильная его эксплуатация на всех этапах сварочных работ – неотъемлемое условие при монтаже трубопроводов всех типов.