Предложите, как улучшить StudyLib
(Для жалоб на нарушения авторских прав, используйте
другую форму
)
Ваш е-мэйл
Заполните, если хотите получить ответ
Оцените наш проект
1
2
3
4
5

-
Уже зарегистрированы? Войти
-
Регистрация
Изменение в правилах «Опознайки»
Один объект для опознания — одна тема.
Запрещается размещать групповые фотографии или несколько разных объектов для опознания.
Информация о файле
Руководство по программированию для токарной версии ЧПУ Fanuc 0i-TD/0i Mate-TD на русском языке.
CNC Manual/Fanuc/Fanuc 0i-TD
Instruction Manual and User Guide for Fanuc 0i-TD. We have 29 Fanuc 0i-TD manuals for free PDF download.
защита направляющих? можно попросить кого-нидь выложить фотографии или из инета готовую ссылку дать как это выглядит?!
инструмент тока один (4- позиция)
спасибо за код программки разбираюсь с ней 
может подскажете как центр наладчик выставляет оси X, попробую сначала на симуляторе станка (хотя он мне кажется несколько обманывает)
вот так это выглядит на симуляторе WORK под кнопкой OFSSET
<noindex>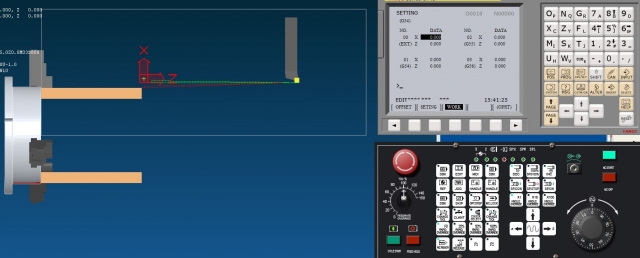 </noindex>
</noindex>
вот нашел инструкции по определению 0 по оси Z (вопрос относительно оси X нуля остается открытыми, да и в этой рекомендации могут быть не точности)
Определение нуля детали с помощью функций G54-G59.
Надо отметить, что функции G54-G59 стандартны почти во станках с ЧПУ.
Координата нуля детали по X всегда равна 0 ( ось вращения).
При этом способе нуль детали сохраняется в памяти системы ЧПУ.
Необходимо:
• Установить и закрепить заготовку в патроне.
• Определить, каким инструментом будем привязываться к нулю детали, и вызвать
его в режиме MDI с включенным корректором , например, Т0101.
• В режиме MPG подвести инструмент к торцу детали и аккуратно коснуться торца
(подрезать торец).
• НЕ ОТВОДЯ инструмент по оси Z, включить MENU OFFSET – WORK. В
открывшемся окне установить курсор в строке Z в выбранной системе координат,
например, G54. Набрать с клавиатуры Z0 или другое значение Z в зависимости от
технологических требований. Как только нажата клавиша Z, в окне появляется
программная клавиша MEASUR. При нажатии на эту клавишу система ЧПУ
вычисляет и вносит в строку координату нуля детали. Если использовать систему
координат, отличную от G54, предварительно необходимо в режиме MDI
выполнить команду, например, G56. В MENU OFFSET установить курсор в строке
Z в G56 системе координат.
Изменено 27 сентября 2011 пользователем adamst