Металлообрабатывающие и машиностроительные предприятия не могут обходиться без эффективного инструмента для резки металла. Иногда приходится проводить манипуляции даже в небольшой слесарной мастерской, и гильотинные ножницы уверенно справляются в различных условиях эксплуатации. Важно лишь знать, как с ними обращаться и не пренебрегать инструкцией по работе на гильотинных ножницах.
Что такое гильотинные ножницы?
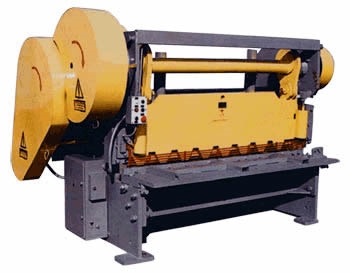
Гильотина – специализированное оборудование для разрезания металлических листов. Раскрой может быть, как продольный, так и поперечный, но вырезать с помощью гильотинных ножниц не получится. Длина заготовки практически не ограничена. Конструкция гильотины позволяет выполнить точный разрез без дефектов, защитив верхний полимерный слой.
Основные конструктивные элементы:
- станина;
- ножи.
Станина – две стойки, связанные балкой и траверсами. Она оснащена рабочим столом для подачи металла. Нижний нож, обычно, фиксирован, а верхний установлен на подвижной балке. Оба изготавливаются из высоколегированной закалённой стали. Существуют конструкции с нижним подвижным лезвием.

|
Длина |
110 – 2000 мм |
|
Толщина |
12 – 120 мм |
|
Ширина |
50 – 200 мм |
Таблица 1. Характеристики ножей гильотинных ножниц
Современные гильотинные ножницы оборудуются градуированным упором для серийного разрезания и ограничителем для примерной подгонки размеров.
Отрезанный материал подпадает на возвратный поддон. Дабы станок не перегружался его оснащают предохранительной шпилькой, которая в случае критической отметки срезается, останавливая процесс резки.
Принцип работы гильотинных ножниц
Перед началом работы со станком, необходимо изучить руководство по эксплуатации гильотинных ножниц.
Гильотину использовали ещё в 18-м веке, но применяли лишь как орудие казни. Назначение современных гильотинных ножниц изменилось, но принцип остался. Резка происходит за счёт опускания лезвия, поднятого на определённую высоту.
- Листовой металл попадает на рабочий стол через подающее устройство и выравнивается по упорам и ограничителям.
- Прижимное устройство фиксирует металл, и включается привод (гидропривод, пневмопривод, электропривод).
- Верхний нож опускается и вместе с нижним ножом разрезает материал.
- Конечный материал выбрасывается в лоток.
Инструкция по работе на гильотинных ножницах
Гильотинные ножницы – механизм повышенной опасности, поэтому работать с ним нужно соблюдая чёткие правила, прописанные в инструкции по охране труда. Важно:
- Перед началом работы надеть специальную одежду, убрать посторонние предметы и проверить исправность инструмента.
- При работе на гильотине использовать рукавицы, не совать руки под лезвия и не допускать использования затупленных ножей.
- После окончания работ почистить и смазать станок, снять спецодежду и принять душ.
Это далеко не все пункты инструкции по работе на гильотинных ножницах. Полное руководство по эксплуатации можно посмотреть здесь. Нужно помнить, что каждый станок имеет особенности, поэтому стоит ознакомиться с инструкциями по работе для гильотинных ножниц нужной модели. Они могут отличаться:
- приводом;
- типом ножей;
- допустимым размером листа;
- производительностью;
- мощностью;
- количеством операций.
Процесс разделения металла состоит из резки и ломания. Хорошая гильотина обеспечивает около 90% резки и 10% лома. Так место среза получается ровным и не требует дополнительной обработки. Затупленные ножи или неправильная настройка станка приводит к ухудшению соотношения в пользу лома, создавая грат, о который можно порезать руки.
Виды гильотинных ножниц
По типу привода гильотинные ножницы разделяют на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические;
- комбинированные.
Ручные гильотинные ножницы
Ручная гильотина широко распространена не только на большом производстве, но и в автомастерских и даже домашних гаражах. Для функционирования не нужна электроэнергия, а лезвия справляются с тонким металлом, оргстеклом, пластмассой, резиной и картоном. Идеально подходит для решения бытовых вопросов. В действие приводится путём механического воздействия на рычаг, прикреплённый к лезвию.
Гидравлические ножницы
Распространены гидроножницы на средних и крупных заводах. Высокая точность резки и адаптивность к различным размерам металла сделали такие ножницы довольно популярными. Большие машиностроительные компании тоже отдают предпочтение именно гидравлическим гильотинам с возможностью разрезать металл шириной около 6-и метров и толщиной более 20-и миллиметров. Усилие в 500 МПа прикладывается по всей длине листа. Зазор между ножами регулируется автоматически или вручную. Иногда гидроножницы оснащаются ЧПУ, облегчающим массовое производство, фотодатчиками и защитными экранами.
Пневматическая гильотина
Ни одно крупносерийное производство не обходится без пневматической гильотины. Для её работы задействован компрессор либо центральная магистраль со сжатым воздухом. Высокая точность и скорость работы позволяет в сжатые сроки получить определённое количество качественных деталей. Принцип действия аналогичный гидроножницам.
Электромеханические ножницы
Самый точно способ резки металла достигается с использованием электромеханических гильотинных ножниц. Размеры заготовки высчитываются встроенным компьютером, а нож приводится в действие двигателем. Такие гильотины дешевле гидравлических, но потребляет большое количество электроэнергии, из-за чего используется реже.
Сравнение гильотин
|
Вид |
Толщина металла, мм |
Вид металла |
Предел прочности металла |
Ширина листа, м |
Производительность, ходов/мин |
ЧПУ |
|
Гидравлическая |
0,4 – 40 |
Нержавеющая сталь, алюминий, титан, профнастил, оцинковка, арматура, чёрная сталь |
До 500 МПа |
1 — 3 |
8 — 20 |
+ |
|
Электромеханическая |
0,25 – 12 |
(тоже, что и выше) |
До 500 МПа |
1 – 3 |
1 – 60 |
+ |
|
Пневматическая |
0,2 – 12 |
(тоже, что и выше) |
До 500 МПа |
1 – 2,5 |
1 – 60 |
+ |
|
Ручная |
0,2 – 1,5 |
Листовая сталь, профнастил, оцинковка, арматура |
До 400 Мпа |
0,1 – 2,5 |
2 – 5 |
— |
Таблица 2. Сравнение гильотинных ножниц
Сопоставив значения с таблицы и цену на станки, становится понятно, почему гидравлическая гильотина наиболее распространена. Она значительно дешевле электромеханической и пневматической, зато позволяет работать с толстым металлом, что распространено в массовом производстве. Производителей гидравлических ножниц достаточно, однако звание лучшего удерживают станки марок НА и НГ отечественных машиностроительных гигантов за счёт качественной сборки и относительной дешевизны.
Подготовка резчика
Перед тем, как вставать за станок, нужно не только выучить инструкцию по работе на гильотинных ножницах, но и пройти специальный обучающий курс по определённому виду гильотинных ножниц, после чего получить разрешение. Каждые 3 месяца резчик обязан повторно проходить инструктаж.
Инструкция по охране труда для резчика по металлу (гильотинные ножницы).pdf
Также на нашем сайте вы можете изучить статьи о сверлильных станках.
Гидравлические гильотинные ножницы
QC11Y-16×3100
Руководство по эксплуатации
Содержание
Содержание 2
A. Введение 2
В. Внешний вид станка 3
C. Описание 5
D. Технические характеристики 6
E. Транспортировка и упаковка 7
F. Заполнение масляного резервуара и смазка станка 7
G. Гидравлическая система 9
H. Эксплуатация станка 11
I Меры предосторожности и устранение неисправностей 14
J.Комплектующие гидравлической системы 17
K. Электрическая система 18
Р. Принципиальная гидравлическая схема………………………………………………………………….29
Q. Перечень компонентов гидравлической системы………………………………….31
A. Введение
До ввода станка в эксплуатацию следует изучить данное руководство и неуклонно следовать всем инструкциям. Станок должен обслуживаться обученным специалистом. Необходимо регулярно проводить техническое обслуживание станка для безопасной и долговременной работы.
В случае возникновения вопросов или неполадок необходимо связаться с представителем завода- производителя, указав модель и серийный номер станка.
Примечание:
1 Запрещено демонтировать защитные экраны с передней и задней частей станка для обеспечения безопасности.
2 Резервуар сжатого воздуха следует заполнять только азотом, во избежание поломки станка.
3 Насос нельзя поворачивать в обратном направлении. В противном случае это приведет к его поломке.
В. Внешний вид станка

C. Описание
Гидравлические гильотинные ножницы модель QC11Y предназначены для рубки листового металла. Высокое качество рубки, плюс удобство управления, удовлетворит любые высокие требования производства. Современная электрическая и гидравлическая системы. Большое количество новых и современных элементов обеспечивают большую экономичность и высокую производительность станка. Станки широко применяются в автомобильной и электротехнической промышленности, а также для изготовления металлических конструкций.
Описание гидравлических гильотинных ножниц модель QC11Y:
1 Жесткая стальная сварная конструкция обеспечивает высокую точность реза, высокую производительность и долгосрочный период эксплуатации.
2 Настройка зазора между ножами осуществляется при помощи маховика, значение зазора отображается на индикаторе.
3 Регулировка зазора применяется для улучшения точности и качества реза.
4 Синхронизированная гидравлическая система. При регулировке гидравлической системы осуществляется настройка необходимого угла реза в соответствии с толщиной заготовки.
5 При помощи контроллера осуществляется точное позиционирование заднего упора.
6 Гидравлические прижимы листа обеспечивают точность реза.
7 Перемещение заднего упора осуществляется при помощи ШВП.
8 Кнопки управления станком, для эксплуатации станка в различных режимах, расположены на пульте управления.
9 Возможность настройки перемещения траверсы.
10 Гидравлическая система обеспечивает плавную и бесшумную работу станка.
D. Технические характеристики
| № | Наименование | Значение | Ед.измерения | Примеч. | |
| 1 | Толщина | 16 | мм | σb≤450MПa | |
| 2 | Длина реза | 3100 | мм | ||
| 3 | Угол реза | 3 | ° | ||
| 4 | Ход | 7~30 | мин.-1 | Вкл.мин.ход | |
| 5 | Макс.ход траверсы | 210 | мм | ||
| 6 | Макс. усилие реза | 650 | кН | Вкл. отвод траверсы | |
| 7 | Макс. усилие на траверсе | 485 | кН | В зависимости
от загрузки |
|
| 8 | Макс.давление в гидросистеме | 22 | MПa | ||
| 9 | Перемещение заднего упора | 20-980 | мм | ||
| 10 | Высота рабочего стола | 900 | мм | ||
| 11 | Объём масляного резервуара | 300 | кг | ||
| 12 | Двигатель | Модель | Y2-200L-4 B35 | ||
| Мощность | 30 | кВт | |||
| Скорость вращения | 1470 | об/мин. | |||
| 13 | Насос | Модель | NT4-G50F | ||
| Производительность | 50 | мл/об. | |||
| Давление | 25 | MPa | |||
| 14 | Габариты | Длина | 3900 | мм | |
| Ширина | 2190 | мм | |||
| Высота | 2430 | мм | |||
| 15 |
Вес |
11800 | кг |
Установка для резки листового и профильного материала НГ-4/2,5, НГ-6,3, НГ-6,3/2,5, НГ-6,3/3, НГ-13, НГ-13-01, НГ-16, НГ-16-01.
(краткое содержание).
Содержание:

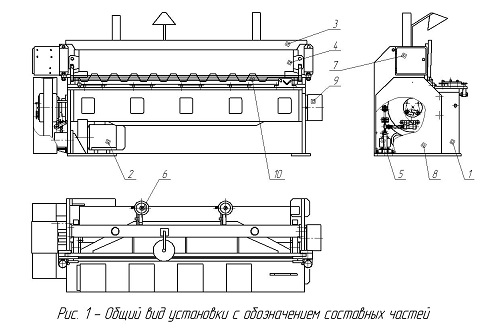
Назначение изделия и основные технические данные:
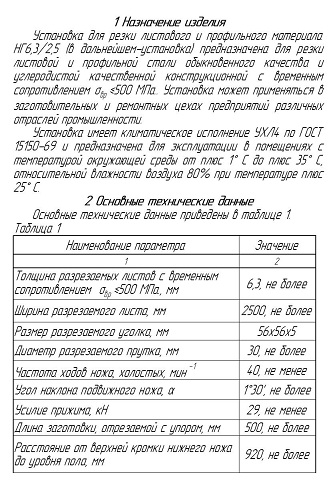
Составные части и комплект поставки:
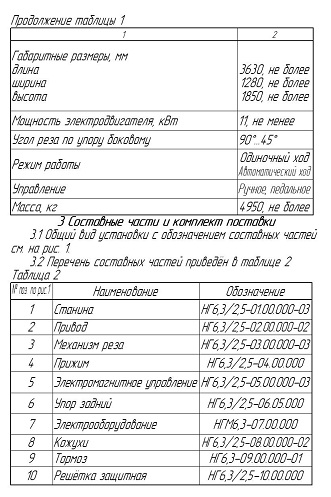
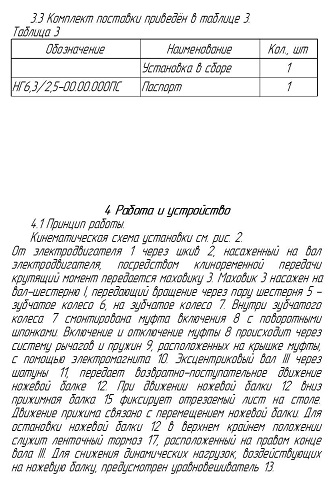
Работа и устройство:
Общий вид установки: