ООО СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ СПКТБ «НЕФТЕГАЗМАШ»
|
УТВЕРЖДАЮ |
|
Директор ООО «СПКТБ Нефтегазмаш» |
|
______________ М.П.Семашко |
ПРЕВЕНТОР ПЛАШЕЧНО-ШИБЕРНЫЙ ППШР-2ФТ-152х21
Технические условия на капитальный ремонт
УК 39-459-2009
|
Технический директор |
|
_____________ С.А.Юнусов |
ВВЕДЕНИЕ
Настоящие технические условия (далее — УК) распространяются на капитальный ремонт (далее — ремонт) превентора плашечно-шиберного ППШР-2ФТ-152х21 (далее — превентора).
Превентор предназначен для герметизации устья нефтяных и газовых скважин в процессе их строительства и ремонта с целью обеспечения безопасного ведения работ, предупреждения выбросов и открытых фонтанов, охраны недр и окружающей среды.
Превентор герметизирует:
— устье скважины с колонной НКТ трубными плашками;
— устье скважины без колонны НКТ шиберной пластиной.
УК являются основным техническим документом для производства капитального ремонта превенторов на предприятиях нефтегазодобывающей отрасли, производящих ремонт и эксплуатирующих отремонтированное оборудование.
Общий вид превентора приведен на рисунке 1.
|
|
1 — Корпус;
2 — крышка;
3 — винт; 4 — шибер; 5 — уплотнение шибера; 6 — уплотнение верхнее и нижнее плашки; 7 — корпус плашки; 8 — болт с гайкой крышек; 9 — Уплотнение крышки; 10 — крышка; 11 — винт; 12 — стакан; 13 — рукоятка; 14 — толкатель; 15 — кольцо, защитное кольцо; 16 — болт; 17 — ступица; 18 — винт; 19 — ползун; 20 — гайка; 21 — шпонка; 22 — защитное кольцо; 23 — положение фиксации ползуном вставки (2…6); 24 — выход колонны труб НКТ; 25 — штифт; 26 — крышка
Рисунок 1 — Превентор плашечно-шиберный ППШР-2ФТ-152×21
УК разработаны на основе:
— конструкторской документации;
— «Методики расчета исполнительных размеров сопряжения деталей при капитальном ремонте бурового и нефтепромыслового оборудования»;
— опыта ремонта аналогичных изделий на ремонтных предприятиях;
— изучения материалов исследования неисправностей оборудования, поступившего на капитальный ремонт.
УК состоят из двух частей:
— часть I «Общие технические требования»;
— часть II «Специальные требования к составным частям».
ЧАСТЬ I
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 Сдача превентора в ремонт, производство ремонта, выдача из ремонта должны производиться в соответствии с требованиями настоящих УК и условий договора на ремонт.
1.2 Правила приемки в ремонт
1.2.1 Превентор принимается в ремонт представителем отдела технического контроля ремонтного предприятия путем наружного осмотра, проверкой поступивших с превентором документов (приложение А) и составлением акта на сдачу в капитальный ремонт (приложение Б), в котором должны указываться техническое состояние превентора, обнаруженные дефекты и соответствие его комплектности ведомости комплектации (приложение В) или согласно спецификации конструкторской документации.
В случае обнаружения некомплектности исполнитель обязан в пятидневный срок известить заказчика, а заказчик в месячный срок со дня получения извещения доукомплектовать превентор.
1.2.2 На сдаваемом в ремонт превенторе не должно быть деталей, отремонтированных способом, исключающим возможность их последующего использования или ремонта.
1.2.3 Допускается:
— сдавать превентор с составными частями различной конструкции в пределах конструктивных изменений, принятых предприятием-изготовителем за период выпуска;
— отсутствие отдельных крепежных деталей в количестве не более 10% от количества, предусмотренного конструкцией.
1.2.4 Превентор, сдаваемый в ремонт, должен быть:
— очищен от загрязнений;
— предохранен от механических и других повреждений при транспортировании на ремонтное предприятие.
1.2.5 В случае установления исполнителем технической невозможности производства ремонта превентора, исполнитель обязан уведомить об этом заказчика, а заказчик обязан в месячный срок после получения известия распорядиться изделием. При непоступлении от заказчика указаний, исполнитель (ремонтное предприятие) составляет акт о списании превентора и направляет заказчику.
1.2.6 Указания о порядке, способах и сроках хранения принятого в ремонт превентора устанавливаются договорными обязательствами.
1.3 Подготовка к дефектации и ремонту
1.3.1 Разборка, мойка и подготовка превентора к дефектации и ремонту должны производиться на специализированных рабочих местах и производственных участках ремонтного предприятия в соответствии с технологическими процессами, утвержденными в установленном порядке.
1.3.2 Детали и сборочные единицы, поступившие на дефектацию и ремонт, должны быть тщательно вымыты и очищены от коррозии.
1.3.3 Дефектация деталей и сборочных единиц должна производиться в соответствии с требованиями настоящих УК.
1.3.4 При дефектации превентора ремонтным предприятием должна составляться ведомость отбракованных, годных без ремонта и требующих ремонта деталей и сборочных единиц (приложение Г).
1.4 Требования к ремонту деталей и неразъемных соединений
1.4.1 Ремонт превентора должен производиться на специализированных рабочих местах и производственных участках в соответствии с технологическими процессами, утвержденными в установленном порядке.
1.4.2 Материалы, изделия покупные и поставленные в порядке кооперации, должны иметь документацию завода-изготовителя, подтверждающую их соответствие требованиям стандартов, технических условий или конструкторской документации на их изготовление.
1.4.3 Детали, бывшие в эксплуатации и используемые при ремонте повторно без восстановления, а также все новые и восстановленные детали, должны быть приняты отделом технического контроля ремонтного предприятия в соответствии с требованиями чертежей и настоящих УК.
1.4.4 Допускаются временные отклонения от требований чертежей:
— замена марок материалов, указанных в чертежах, марками, не ухудшающими качества изделия;
— замена видов заготовок (поковок, отливки и т.д.) заготовками, не ухудшающими качества изделий.
Решение о замене принимается техническим советом и утверждается главным инженером ремонтного предприятия.
1.4.5 В процессе приемки деталей и сборочных единиц должны проверяться:
— размеры — измерением при помощи универсального и специального измерительного инструмента;
— отсутствие заусенцев, забоин, вмятин, надрывов и других повреждений после механической обработки — внешним осмотром;
— шероховатость обработанных поверхностей по ГОСТ 2789 — профилометром по ГОСТ 19300 или сравнением с образцами шероховатости по ГОСТ 9378;
— твердость поверхностей вновь изготовленных и восстановленных деталей после термической обработки по методу Роквелла ГОСТ 9013, по методу Супер-Роквелла ГОСТ 22975 и по методу Бринелля по ГОСТ 9012 — прибором по ГОСТ 23677;
— качество сварных соединений — внешним осмотром, измерением и неразрушающими методами контроля (НК) по ГОСТ 3242.
1.4.6 Неуказанные предельные отклонения линейных размеров обработанных поверхностей должны соответствовать 14 квалитету и классу точности «средний» по ГОСТ 25670*.
1.4.7 Допуски расположения осей отверстий для крепежных деталей должны соответствовать ГОСТ 14140.
1.4.8 Все метрические резьбы, поля допусков которых не указаны в чертежах, должны выполняться с полями допусков по ГОСТ 16093* 7Н — для гаек, 8 g — для болтов. Сбег резьб — по ГОСТ 10549.
Резьба на деталях должна быть чистой и не иметь заусенцев, сорванных ниток, вмятин и других дефектов.
1.4.9 Основные типы и конструктивные элементы швов сварных соединений деталей, отремонтированных сваркой, должны соответствовать ГОСТ 5264, ГОСТ 14771 или ГОСТ 8713.
1.4.10 Сварка и наплавка сборочных единиц и деталей должны производиться электродами Э-60 и Э-70 по ГОСТ 9467, проволокой наплавочной по ГОСТ 10543 или проволокой сварочной по ГОСТ 2246 согласно конструкторской документации и технологическим процессам.
1.4.11 Материалы, обработанные давлением (прокатанные, кованные, выдавленные, волоченные и другие), не должны иметь раковин, рыхлот, расслоений, трещин, неметаллических включений и других дефектов.
1.4.12 Сборочные единицы, имеющие в сопряжении детали с неподвижными посадками, не требующие по УК замены (запрессованные втулки, шпильки и другие детали), разборке не подлежат, за исключением случаев, когда это требуется по условиям ремонта. Если сборочное соединение подлежит разборке, то весь износ (за счет распрессовывания) следует относить к одной детали, так как другая, сопрягаемая с ней деталь, должна быть восстановлена или изготовлена вновь с учетом сохранения характера посадки.
1.4.13 В картах дефектации УК приведены рекомендуемые способы восстановления деталей.
Выбор способа восстановления деталей производится в зависимости от технических возможностей ремонтного предприятия, допускается применение плазменного и газопламенного напыления, лазерного упрочнения и других, не указанных в УК прогрессивных методов восстановления деталей, если они освоены предприятием и гарантируют высокое качество ремонта.
1.4.14 При ремонте превентора разрешается использовать оборотный фонд обезличенных деталей и сборочных единиц, имеющихся на ремонтном предприятии.
2 ТРЕБОВАНИЯ К СОБРАННОМУ ИЗДЕЛИЮ
2.1 Отремонтированный превентор должен соответствовать требованиям конструкторской документации и настоящих УК.
2.2 Техническая характеристика превентора приведена в таблице 1.
Таблица 1
|
Параметры и характеристики |
ППШР-2ФТ-152х21 |
|
Условный проход, мм |
152 |
|
Рабочее давление, МПа (кгс/см ) |
21 (210) |
|
Пробное испытательное давление корпуса, МПа |
42 |
|
Условный диаметр уплотняемых НКТ, мм |
60-114 |
|
Допустимая осевая нагрузка, кН (т) |
|
|
— веса колонны на плашки, |
600 (60) |
|
— от давления скважины |
600 (60) |
|
Привод трубных плашек и шиберной пластины |
ручной, винтовой |
|
Возможность дистанционного управления |
есть |
|
Количество штурвалов |
3 |
|
Рабочий интервал температур |
от — 40 °С до +100 °С |
|
Соответствует требованиям ГОСТ 13862-90 «Оборудование противовыбросовое» тип К
|
для рабочей среды с содержанием — 0% и содержанием — 6% |
|
Габаритные размеры, мм: |
|
|
— длина |
810 |
|
— высота |
670 |
|
— ширина |
555 |
|
Комплект технологических инструментов |
п.2.7 |
|
Масса превентора, кг |
600 |
2.3 Все резьбовые соединения превентора должны быть надежно закреплены и равномерно затянуты без перекоса и деформации сопрягаемых деталей.
2.4 Плашки, шибер и ползуны должны перемещаться на всю длину рабочего хода без заеданий.
2.5 У плашек должно быть только два положения «Открыто» и «Закрыто».
2.6 Момент затяжки гаек на крышках приводов шибера и плашек должен быть в диапазоне 80-100 Н·м. Момент затяжки гаек механизма фиксации герметизирующих вставок 500 Н.м, после затяжки гайки ППОМ-156х21.013 прихватить электросваркой по лыскам с корпусом превентора.
2.7 Комплект инструментов для работы с превентором состоит из сменных герметизирующих вставок, крепежных, герметизирующих элементов и вспомогательных приспособлений.
2.7.1 Центратор — служит для предохранения конической поверхности стволовой части превентора от повреждения при проведении спуско-подъемных операций.
2.7.2 Шаровой кран — используется для герметизации устья скважины с трубной подвеской — запорную компоновку с шаровым краном навинчивают на колонну НКТ, сводят трубные плашки превентора на дистанционном патрубке, затем при помощи рукоятки закрывают шаровой затвор.
2.7.3 Вставка N 2 — (рисунок 1 п.23 — контурной линией) — устанавливается после установки шарового затвора в открытом положении, к вставке подсоединяется подъемный патрубок сверху под размер трубного элеватора и резьбовой ниппель снизу под размер поднимаемых НКТ. Штурвалы располагается в зоне действия оператора. Вставка N 2 закрепляется в конусном отверстии превентора синхронным вращением двух рукояток ползунов по часовой стрелке.
2.7.4 Вставка N 3 — используется при монтаже линии нагнетания с запорным органом (например с краном шаровым, выдерживающим давление 21 МПа) от промывочного агрегата к вертлюгу для труб с квадратным сечением. Последовательность работ с вставкой N 3:
а) на крестовину фонтанной арматуры устья скважины устанавливается превентор и монтируют механический ротор типа Р-200, устанавливается вставка N 3 на трубу квадратного сечения, заполняется полость вставки N 3 маслом — 200 см
, закрывается и скрепляется болтами;
б) соединяется нижний переводник с колонной бурильных труб;
в) перемещается вставка N 3 до упора в конусное отверстие превентора, при этом бобышки ориентируются между ползунами основания;
г) синхронным вращением двух рукояток ползунов фиксируется положение вставки N 3;
Вставка N 3 обеспечивает герметизацию устья скважины в статическом состоянии до величины давления 21 МПа.
2.7.5 Вставка N 4 — позволяет проводить промывочные операции с продвижением НКТ:
а) монтируется линия нагнетания от промывочного агрегата к вертлюгу с запорным органом (шаровым краном);
б) устанавливается вставка N 4 на НКТ, подвешенной на элеваторе, соединяется НКТ с трубной подвеской, удаляется спайдер и опускается вставка N 4 в конусное отверстие превентора;
в) синхронно вращаются две противоположные рукоятки и ползунами фиксируется положение вставки N 4;
г) проводятся промывочные операции с продвижением НКТ.
2.7.6 Вставка N 5 (состоит из двух половин) и позволяет проводить подъемные работы:
а) устанавливается манжета без вставки на конец НКТ;
б) две половины вставки разводятся в стороны и сбоку наводятся на манжету;
в) синхронно вращаются две рукоятки ползунов основания превентора и фиксируется положение вставки N 5;
г) производятся подъемные работы при установленной в превенторе вставке N 5.
2.7.7 Вставка N 6 используется при спуске в скважину снаряда (прибора):
а) после спуска прибора в скважину на необходимую глубину, вставка раскрывается на шарнире при помощи рукояток и смыкается вокруг геофизического кабеля;
б) вставка N 6 устанавливается в конусное основание превентора и фиксируется ползунами;
в) вращением регулировочных гаек вставки N 6, путем сжатия уплотнения кабеля, кабель герметизируется;
г) вставкой N 6 можно произвести герметизацию устья скважины при установке имитатора вместо кабеля.
3 КОНТРОЛЬНЫЕ ИСПЫТАНИЯ И ПРИЕМКА ПОСЛЕ РЕМОНТА
3.1 Отремонтированный превентор должен быть принят отделом технического контроля по результатам наружного осмотра, проверки работоспособности и испытаний.
3.2 Стенд для испытаний должен иметь свидетельство об аттестации в соответствии с ГОСТ 24555-81* и признан годным для проведения гидроиспытаний по программе испытаний.
3.3 Гидроиспытания производятся на технической воде или масле типа «индустриальное» И-20 ГОСТ 20799-75*. Температура окружающей среды от +16 °С до +26 °С.
3.4 При наружном осмотре превентора проверяется:
— внешний вид и качество сборки;
— надежность крепления деталей;
— наличие и надежность стопорения соединений.
3.5 Поступающие на сборку корпус превентора и крышки должны быть предварительно испытаны на прочность двойным рабочим давлением в следующем порядке:
— превентор, без корпуса плашек и без шибера, нижним фланцем установить на посадочном фланце стенда со штуцером для подсоединения стенда.
— залить внутреннюю полость корпуса превентора испытательной жидкостью до верха.
— на верхний фланец превентора закрепить глухую вставку стенда ползунами 19 (рисунок 1) механизма фиксации вставок.
— поднять давление в превенторе до
42 МПа (начиная с 21 МПа давление поднимать ступенчато, через 5 МПа). Выдержать 10 минут.
3.5.1 Пропуски по резьбам, потение, потёки не допускаются.
3.5.2 При наличии пропусков через уплотнительные элементы превентора, резьбы давление снять, заменить неисправные элементы, собрать вновь и повторить испытания.
3.5.3 При наличии пропусков через микротрещины давление снять, превентор демонтировать и после осмотра отправить на ремонт.
3.5.4 Корпус и крышки, работающие под давлением, считаются выдержавшими испытание на прочность пробным давлением, если:
а) не обнаружены трещины, сколы, необратимая деформация;
б) не обнаружены пропуски, потёки, потения.
3.6 Проверка работоспособности превентора
Проверке подвергаются все подвижные и сопрягаемые элементы превентора путем опробования их взаимодействия вручную с визуальным контролем взаимодействия.
Все подвижные детали должны вращаться плавно, без рывков и заедания, сопрягаемые детали должны устанавливаться без перекосов и заклинивания.
3.7 Отремонтированный превентор должен быть подвергнут гидроиспытаниям давлением 21 МПа:
— на герметичность шиберной пластины;
— на герметичность трубных плашек;
— на герметичность вставок и шарового крана.
3.7.1 Подготовка оборудования к гидроиспытанию должна предусматривать:
— оснащение напорной линии опрессовочного насоса манометром с пределом измерений 50-60 МПа;
— подключение к фланцу стенда линии нагнетания от опрессовочного насоса с запорным вентилем и монтаж дренажной линии для сброса давления и опорожнения оборудования;
— изготовление цилиндрических цельнометаллических имитаторов НКТ длиною 400 мм с шероховатостью поверхности класса Ra-3,2 (на одном конце стержня с цилиндрическим уступом с диаметром, соответствующим муфте НКТ, и высотой 30 мм), имитаторы квадратных труб
* 65 и
80 мм и глухого фланца — заглушки.
3.7.2 Порядок проведения гидравлических испытаний на герметичность шиберной пластины следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— заполняется внутренняя полость водой (маслом) до полного удаления воздушных пузырей;
— вращением штурвала по часовой стрелке на 16-17 оборотов выдвигается шиберная пластина. Нагрузка на штурвал не должна превышать 100 кг. Контроль закрытия осуществляется по проточке на винте привода;
— поднимается давление до 21 МПа, отключается насос и перекрывается линия нагнетания запорным вентилем;
— в течение 10 минут наблюдается показание манометра давления и отмечаются места утечек (если такие имеются). Падение давления за 10 минут от 21 МПа до 20 МПа следует считать нормальным, а испытание удовлетворительным;
— при наличии утечек испытание прекращается, причина утечек устраняется, затем испытания возобновляются.
3.7.3 Порядок проведения гидравлических испытаний трубных плашек с имитаторами НКТ следующий:
— наполняется внутренняя полость водой (маслом) до полного удаления воздушных пузырей;
— при полностью разведенных плашках устанавливается имитатор опорным буртом снизу трубных плашек, чтобы стержень своим диаметром оказался в зоне действия плашек (вместо имитатора НКТ можно использовать шаровой кран 1КШ-50х21 с патрубком, патрубок одним концом вворачивается в шаровой кран, а на второй конец накручивается муфта), кран должен быть в открытом положении;
— заполняется внутренняя полость водой (маслом) наливом сверху и переводятся плашки в центральную зону оборудования до полного их смыкания вокруг цилиндрического имитатора. Максимальный момент при затягивании плашек составляет 50 кг·м;
— после обжатия плашками доливается вода до уровня верха шара шарового крана, и он переводится в положение «Закрыто»;
— поднимается давление до 21 МПа, останавливается насос, перекрывается линия нагнетания и производится наблюдение за показаниями манометра и местами утечек; при снижении давления за 10 минут от 21 МПа до 20 МПа испытание считается удовлетворительным;
— при падении давления без видимых утечек через уплотнительные элементы, необходимо устранить негерметичность в линии нагнетания, затем продолжить испытания.
3.7.4 Порядок гидроиспытания ползунов верхнего фланца превентора (привода фиксации вставок) следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— заполняется внутренняя полость водой (маслом) до полного удаления воздушных пузырей;
— на верхний фланец превентора через прокладку устанавливается фланец — заглушка и притягивается при помощи шпилек и гаек М27;
— при помощи гидростенда поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается насос и проводится наблюдение за манометром в течение 10 минут.
При снижении давления за данное время с 21 МПа до 20 МПа испытание считается удовлетворительным. При снижении давления, более указанного, при отсутствии видимых утечек через уплотнительные элементы, необходимо устранить негерметичность и повторить испытания.
3.7.5 Порядок гидроиспытания вставки N 2 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— вращением рукояток ползунов против часовой стрелки перемещаются винтовые упоры внутрь корпуса за контуры конусного отверстия;
— в рабочий паз под электрокабель резиновой манжеты вставки N 2 вставляется соответствующая пробка и закрывается сегмент;
— вставка N 2 устанавливается в конусное отверстие корпуса, перемещается сверху вниз в вертикальном направлении, ориентируя расположение кабельного паза вне зоны действия винтовых упоров (шаровой затвор должен быть в положении «открыто»), при этом торец вставки не доходит до торца верхнего фланца корпуса на 10 мм;
— прилагается осевая нагрузка в 100-150 кг на вставку, торец вставки при этом приближается к торцу корпуса до 5-7 мм;
— при неснятом усилии рукоятки винтовых упоров вращаются синхронно по часовой стрелке на 5-6 оборотов (несовмещение торцов вставки и поверхности фланца корпуса должно быть при этом в пределах 1 мм);
— переводится шаровой затвор в положение «закрыто»;
— поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается опрессовочный насос и проводится наблюдение за показанием манометра.
Если в течение 5 минут не наблюдается падение давления, стрелка манометра не отклоняется от цифры 21 МПа, испытание считается удовлетворительным. Если стрелка манометра указывает на падение давления, а видимых утечек через уплотнительные элементы не наблюдается, необходимо устранить негерметичности в линии нагнетании жидкости и повторить испытание.
По завершению испытания вставка N 2 извлекается из корпуса, для чего давление сбрасывается до атмосферного, винтовые упоры ползунов перемещаются внутрь корпуса, вставка освобождается от фиксации, включается опрессовочный насос, давлением жидкости вставка N 2 выводится из контакта с конусной поверхностью корпуса, шаровой кран переводится в положение «открыто» и вручную извлекается вставка N 2.
Примечание. Порядок опрессовки вставки N 2 с фрагментом электрокабеля аналогичен описанному выше.
3.7.6 Порядок испытания вставки N 3 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— вращением рукояток ползунов против часовой стрелки перемещаются винтовые упоры внутрь корпуса за контуры конусного отверстия;
— на имитатор квадратной трубы соответствующего типоразмера устанавливается манжета с соответствующим квадратным отверстием;
— заполняется внутренняя полость вставки N 3 гидравлической жидкостью через заливные отверстия;
— устанавливается вставка N 3 на имитатор квадратной трубы и закрепляется манжета разрезной шайбой с помощью болтов;
— на имитаторе квадратной трубы закрепляется опорная втулка и вместе со вставкой N 3 устанавливается в конусное отверстие корпуса, при этом упорную бобышку (помеченную красным цветом) необходимо расположить между винтовых упоров;
— вращением винтовых упоров, синхронно по часовой стрелке на пять-шесть оборотов каждый, фиксируется вставка в корпусе;
— при помощи гидростенда поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается опрессовочный насос и наблюдается показание манометра.
Если в течение 5 минут не наблюдается падение давления 21 МПа, то данное испытание считается удовлетворительным.
Если стрелка манометра указывает на падение давления, а видимых утечек через уплотнительные элементы не наблюдается, то необходимо устранить негерметичность в линии нагнетания жидкости и затем повторить испытание.
Снижается давление в магистрали до 5 МПа и осуществляется вращение имитатора с частотой 1 оборот в секунду. Вращение при давлении 5 МПа проводится в течение 3 минут, при необходимости подкачивается гидрожидкость для поддерживания давления до стабилизации работы уплотнителей в динамике вращения. Период стабилизации может быть более продолжительным, так как необходима приработка (притирка) трущихся пар — в течение всего этого периода подкачивается жидкость и поддерживается давление 5 МПа.
Опрессовка в режиме вращения считается достаточной, если падения давления не произошло в течение 3 минут.
По завершении испытания давление сбрасывается до атмосферного и извлекается вставка, для чего:
— винтовые упоры перемещаются внутрь конуса корпуса, освобождается вставка от фиксации;
— давлением опрессовочного стенда вставка выталкивается из конусного отверстия и извлекается.
3.7.7 Порядок испытания вставки N 4 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— вращением рукояток ползунов против часовой стрелки перемещаются винтовые упоры внутрь корпуса за контуры конусного отверстия;
— вставка N 4 устанавливается в конусное отверстие корпуса перемещением сверху вниз в вертикальном направлении;
— вращением винтовых упоров, синхронно по часовой стрелке на пять-шесть оборотов каждый, фиксируется вставка в корпусе;
— заполняется внутренняя полость гидрожидкостью до расположения винтовых упоров (ползунов).
— вставляется в центральное отверстие манжеты имитатор гладкой трубы НКТ соответствующего размера, выступом вверх, и фиксируется для восприятия осевой нагрузки снизу-вверх глухим фланцем-заглушкой;
— при помощи гидростенда поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается опрессовочный насос и проводится наблюдение за показаниями манометра.
Если в течение 5 минут не наблюдается падение давления 21 МПа, то испытание считается удовлетворительным. Если стрелка манометра указывает на падение давления, а видимых утечек через уплотнительные элементы не наблюдается, необходимо устранить негерметичность в линии нагнетания жидкости, затем операции испытания повторить.
По завершении гидроиспытаний вставка извлекается из корпуса, для чего:
— сбрасывается давление до атмосферного;
— винтовые упоры перемещаются внутрь конуса корпуса, освобождается вставка от фиксации;
— освобождается имитатор гладкой трубы НКТ от осевой фиксации, включается опрессовочный насос и давлением жидкости вставка выводится из контакта с конусной поверхностью;
— извлекается вставка N 4 из корпуса.
3.7.8 Порядок гидроиспытания вставки N 6 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— отворачиваются регулировочные гайки вставки до упора против часовой стрелки;
— испытание производится с использованием имитатора кабеля, так как конструкция кабеля не позволит оценить герметичность вставки;
— устанавливается во вставку имитатор кабеля;
— устанавливается вставка в конус корпуса таким образом, чтобы ползуны корпуса находились напротив регулировочных гаек вставки;
— вращением рукояток ползунов превентора, на 5-6 оборотов по часовой стрелке, фиксируется вставка в верхнем фланце превентора;
— синхронным вращением по часовой стрелке (2-4 оборота) регулировочных гаек поджимается уплотнитель вставки усилием 20 кг·м;
— включается опрессовочный насос и поднимается давление до 21 МПа;
— производится выдержка в течение 5 минут.
Пропуски по имитатору кабеля не допускаются.
При наличии пропусков давление сбрасывается и подтягиваются регулировочные гайки с моментом затяжки до 50 кг·м.
При неприведении вышеуказанных действий к положительному результату, изделие повторно отправляется на ремонт или отбраковывается.
3.7.9 Порядок гидроиспытания шарового крана 1КШ-50х21 следующий:
— превентор монтируется нижним фланцем на фланец гидростенда и подключается к нагнетательной магистрали;
— собирается запорная компоновка с шаровым краном 1КШ-50х21, состоящая из самого крана, подъемного и дистанционного патрубков для совместной опрессовки с превентором;
— снизу на дистанционный патрубок накручивается муфта НКТ;
— располагая муфту ниже зоны действия трубных плашек, смыкаются плашки превентора на дистанционном патрубке (усилие на штурвале превентора не должно превышать 50 кг·м);
— заполняется внутренняя полость через шаровый затвор гидрожидкостью, не доливая до верхнего края торцов крана на 20-50 мм;
— шаровый затвор переводится в положение «закрыто»;
— при помощи гидростенда поднимается давление до 21 МПа;
— перекрывается линия нагнетания, останавливается опрессовочный насос и проводится наблюдение за показанием манометра.
Если в течение 5 минут не наблюдалось падение давления от 21 МПа, то испытание считается удовлетворительным. Если стрелка манометра указывает на падение давления, а видимых утечек через уплотнительные элементы не наблюдается, необходимо устранить негерметичность в линии нагнетания жидкости и затем повторить испытание.
По завершению испытаний шаровый затвор переводится в положение «Открыто», разводятся трубные плашки превентора до упора и извлекается запорная компоновка из превентора.
3.8 По завершении испытаний производится продувка полостей превентора и комплекта испытываемых инструментов сжатым воздухом и консервация рабочих поверхностей консистентной смазкой.
3.9 Все дефекты, обнаруженные в процессе приемки и контрольных испытаний, подлежат устранению, после чего превентор предъявляется к сдаче вновь. Объем и время повторных испытаний устанавливаются начальником отдела технического контроля ремонтного предприятия.
3.10 Результаты проверки и испытаний должны быть оформлены отделом технического контроля ремонтного предприятия в виде акта и занесены в паспорт (формуляр).
3.11 Представителю заказчика предоставляется право присутствовать при приемке и испытаниях превентора.
3.12 Отремонтированный и прошедший испытания превентор пломбируется согласно чертежу.
4 ПОКРЫТИЯ, СМАЗКА И КОНСЕРВАЦИЯ
4.1 Все поверхности сборочных единиц и деталей превентора, за исключением тех, для которых предусмотрены другие виды покрытий, должны быть окрашены согласно требованиям конструкторской документации.
4.1.1 Подготовка поверхностей перед окрашиванием должна производиться по ГОСТ 9.402* и технической документации ремонтного предприятия.
4.1.2 Качество покрытия по внешнему виду должно соответствовать III классу по ГОСТ 9.032 и группе условий эксплуатации УХЛ1 по ГОСТ 9.104.
4.1.3 Окрашивание должно производиться эмалью ПФ-115 по ГОСТ 6465. Цвет окраски — красный.
Допускается применение эмалей других марок, качество которых не ниже указанных.
4.2 Трущиеся поверхности подвижных соединений перед сборкой должны быть смазаны консистентной смазкой типа Литол-24 ГОСТ 21150.
4.3 Консервация превентора должна производиться в соответствии с требованиями ГОСТ 9.014 по варианту временной противокоррозионной защиты ВЗ-4 путем нанесения консервационного покрытия или пластической смазки только на металлические поверхности.
4.3.1 Срок временной противокоррозионной защиты без переконсервации — один год.
При хранении превентора свыше срока действия консервации заказчиком должна производиться переконсервация.
5 КОМПЛЕКТНОСТЬ
5.1 Превентор, выпускаемый из ремонта, должен быть укомплектован сборочными единицами и деталями в пределах конструктивных изменений согласно ведомости комплектации (приложение В) или спецификации конструкторской документации.
5.2 При выпуске превентора из ремонта ремонтное предприятие должно прилагать к отремонтированному изделию документы, перечисленные в приложении А.
6 МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1 К отремонтированному превентору должна быть прикреплена табличка по ГОСТ 12969 и ГОСТ 12971, содержащая:
— наименование или шифр изделия;
— ремонтный номер;
— дату испытания;
— дату выпуска из ремонта (месяц, год).
6.1.1 Надпись на табличке должна выполняться травлением, ударным или электроискровым способами.
Примечание — Маркировка завода-изготовителя должна быть сохранена.
6.2 Превентор, упакованный в тару, транспортируется любым видом транспорта в соответствии с требованиями нормативных документов, правил, инструкций, действующих в соответствующих ведомствах.
Упаковка должна обеспечивать сохранность превентора при транспортировке и хранении.
6.2.1 Документация, отправляемая с превентором, должна быть вложена во влагонепроницаемый пакет из полиэтиленовой пленки по ГОСТ 10354 и привязана шпагатом к превентору.
6.2.2 При отправке железнодорожным, морским или речным транспортом на отправляемый превентор должна быть прикреплена бирка, изготовленная из фанеры или металла.
Транспортная маркировка груза — по ГОСТ 14192.
При отправке превентора самовывозом допускается бирку не прикреплять.
6.3 Условия хранения и транспортирования превентора — Ж2 по ГОСТ 15150.
7 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННОЙ САНИТАРИИ
7.1 Разборка, сборка, ремонт и испытание превентора должны производиться в соответствии с действующими и утвержденными на ремонтном предприятии инструкциями по безопасному ведению работ, разработанными в соответствии с требованиями ГОСТ 12.3.002 и «Правила безопасности в нефтяной и газовой промышленности» ПБ 08-624-03, утвержденным Постановлением Госгортехнадзора России 5 июня 2003 года N 56, а также другими нормативными документами.
7.2 Контроль методами дефектоскопии должен производиться с соблюдением «Правил эксплуатации электроустановок потребителей», утвержденных приказом Минэнерго России от 13 января 2003 года N 6 и «Межотраслевых правил по охране труда (правила безопасности) при эксплуатации электроустановок» ПОТ РМ-016-2001 (РД 153-34.0-03.150-00), утвержденных приказом Минэнерго России 27 декабря 2000 года N 163.
7.3 Сварка, наплавка и резка металлов при ремонте превентора должны производиться в соответствии с ГОСТ 12.3.003 и СП 1009-73 «Санитарные правила при сварке, наплавке и резке металлов», утвержденными Министерством здравоохранения.
7.4 Окрашивание превентора должно производиться в соответствии с требованиями ГОСТ 12.3.005.
7.5. Работы по металлопокрытиям, при восстановлении деталей превентора, должны производиться в соответствии с ГОСТ 12.3.008.
7.6 Консервация превентора должна производиться с соблюдением требований ГОСТ 9.014.
7.7 Содержание производственных рабочих мест должно соответствовать общим требованиям «Инструкции по санитарному содержанию помещения и оборудования производственных предприятий», утвержденной Главным санитарно-эпидемиологическим управлением приказом Госкомсанэпиднадзора от 31.12.66 г. N 658-66.
При ремонте превентора необходимо соблюдать следующие требования по технике безопасности и промышленной санитарии:
1) к работе по ремонту превентора допускаются лица, прошедшие медицинское освидетельствование и не имеющие противопоказаний к работе, знающие правила применения средств защиты и оказания доврачебной помощи пострадавшим, прошедшие обучение, инструктаж в установленном объеме, стажировку на конкретном рабочем месте и сдавшие экзамен на допуск к самостоятельной работе в установленном порядке.
Проверка знаний у рабочих должна проводиться ежегодно, у руководителей и специалистов — не реже одного раза в три года;
2) уровень квалификации персонала, выполняющего визуальный, измерительный, ультразвуковой и другие виды неразрушающего контроля, должен соответствовать аттестационным требованиям по конкретным методам неразрушающего контроля;
3) перед допуском к проведению визуального и измерительного контроля работники, участвующие в его выполнении, должны пройти соответствующий инструктаж по технике безопасности с регистрацией в специальном журнале;
4) при выполнении визуального и измерительного контроля в стесненных условиях и на высоте специалисты должны пройти дополнительный инструктаж по технике безопасности;
5) к работе с ультразвуковыми источниками допускаются лица не моложе 18 лет, прошедшие соответствующий курс обучения и инструктаж по технике безопасности;
6) при пользовании ультразвуковыми приборами и аппаратурой промышленного назначения допустимый уровень звукового давления на рабочем месте не должен превышать 94 дБ;
7) предельно допустимая напряженность электромагнитного поля на рабочем месте дефектоскописта не должна превышать в течение рабочего дня по электрической составляющей для частот от 60 КГц до 3 МГц — 50 В/М (ГОСТ 12.2.007.10-87);
 участки визуального и инструментального контроля, независимо от наличия естественного освещения, должны быть оборудованы искусственным освещением, в том числе розетками переменного тока для подключения переносных осветительных приборов.
участки визуального и инструментального контроля, независимо от наличия естественного освещения, должны быть оборудованы искусственным освещением, в том числе розетками переменного тока для подключения переносных осветительных приборов.
9) освещенность контролируемых поверхностей должна быть не менее 300 лк;
10) предельно допустимые уровни контакта ультразвука для персонала, работающего на ультразвуковых установках, не должны превышать по уровню виброскорости 105 дБ;
11) персонал, подвергающийся в процессе работы воздействию контакта ультразвука, подлежит периодическим медицинским осмотрам в соответствии с приказом Минздрава России N 90 от 14.03.1996 г*.;
12) лица, проводящие магнитный контроль, должны носить защитные каски, пользоваться спецодеждой, применяемой при работе на предприятии;
13) обеспечить участки и зоны работ дефектоскопических приборов и аппаратуры, испытательного оборудования средствами коллективной защиты, персонала — средствами индивидуальной защиты от пожара;
14) не допускать или максимально ограничить количество размещения или хранения пожароопасных веществ и материалов в зоне эксплуатации аппаратуры и приборов неразрушающего контроля, гидроиспытания превенторов.
7.8 Испытательные работы должны проводиться в соответствии с ГОСТ 12.2.086-83* «Гидроприводы объемные и системы смазочные. Общие требования безопасности к монтажу, испытаниям и эксплуатации».
7.9 Работу с испытательным стендом должен проводить персонал, ознакомленный с обслуживанием, эксплуатацией и устройством стенда и превентора, правилами безопасности при эксплуатации средств испытаний, инструкциями, прилагаемыми к соответствующему виду оборудования.
7.10 Погрузочно-разгрузочные работы, производимые при приемке превентора в ремонт, производстве ремонта и отправке из ремонта должны производиться в соответствии с требованиями ГОСТ 12.3.009.
7.11 Размещение и крепление превентора на подвижном составе, при транспортировании железнодорожным транспортом, должны производиться в соответствии с требованиями «Технических условий погрузки и крепления грузов», МПС, а также чертежами и схемами погрузки и крепления грузов, утвержденными грузовым отделом железной дороги.
8 ГАРАНТИИ
8.1 Ремонтное предприятие гарантирует соответствие отремонтированного превентора требованиям конструкторской документации и настоящих УК.
8.2 Послеремонтный гарантийный срок устанавливается 6 месяцев со дня ввода превентора в эксплуатацию, но не более 12 месяцев со дня отправки с ремонтного предприятия, при соблюдении потребителем условий хранения, транспортирования, монтажа, эксплуатации и выполнении регламентных работ.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Перечень документов, прилагаемых к изделию
1 Документы заказчика, прилагаемые при сдаче в ремонт:
— паспорт (формуляр) с данными по эксплуатации и ремонту;
— справка (акт) о техническом состоянии;
— аварийный акт, если изделие направляется в ремонт в результате аварии;
— сопроводительное письмо.
2 Документы, прилагаемые при выдаче изделия из ремонта:
— паспорт (формуляр) с отметкой о проведении ремонта;
— акт дефектоскопии (приложение Д);
— акт о выдаче изделия из ремонта (приложение Ж);
— акт приемо-сдаточных испытаний (приложение Е);
— ведомость комплектации (приложение В).
Примечание — Допускается вместо акта о выдаче изделия из ремонта и акта приемо-сдаточных испытаний выполнять соответствующие записи в паспорте (формуляре) изделия за подписью главного инженера и начальника ОТК.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
Акт
на сдачу в капитальный ремонт
|
(наименование изделия) |
|||||||||||||||||
|
» |
» |
20 |
г. |
||||||||||||||
|
Настоящий акт составлен представителем |
|||||||||||||||||
|
(наименование ремонтного предприятия исполнителя) |
|||||||||||||||||
|
(должность, фамилия) |
|||||||||||||||||
|
с одной стороны, и представителем |
|||||||||||||||||
|
(наименование предприятия, |
|||||||||||||||||
|
организации заказчика, должность и фамилия) |
|||||||||||||||||
|
с другой стороны в том, что произведена сдача в капитальный ремонт |
|||||||||||||||||
|
(наименование, номер, год выпуска изделия) |
|||||||||||||||||
|
паспорт N |
формуляр N |
||||||||||||||||
|
наработка с начала эксплуатации или от последнего капитального ремонта |
|||||||||||||||||
|
(мото-часы, километры пробега и т.п.) |
|||||||||||||||||
|
Техническое состояние и комплектность |
|||||||||||||||||
|
(наименование изделия) |
|||||||||||||||||
|
соответствует |
|||||||||||||||||
|
(номер аварийного или технического акта) |
|||||||||||||||||
|
Заключение |
|||||||||||||||||
|
(наименование изделия и состав комплектности) |
|||||||||||||||||
|
в капитальный ремонт принят |
|||||||||||||||||
|
(дата приемки) |
|||||||||||||||||
|
не принят |
|||||||||||||||||
|
(указать причины отказа приемки в ремонт) |
|||||||||||||||||
|
Представитель ремонтного предприятия |
|||||||||||||||||
|
(подпись) |
|||||||||||||||||
|
Представитель заказчика |
|||||||||||||||||
|
(подпись) |
|||||||||||||||||
|
М.П. ремонтного предприятия |
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Ведомость комплектации
|
Наименование |
Обозначение ООО Шадринский завод транспортного машиностроения |
Обозначение «Техноцентр» г.Тюмень |
Коли- чество, шт. |
|
Корпус |
ППШР-2ФТ-152х21.001 |
ППШР-2ФТ-152х21.001 |
1 |
|
Механизм фиксации герметизирующих вставок |
|||
|
Ползун |
ППШР-013 |
КГОМ.102 |
2 |
|
Корпус плашки |
ПТ-156х21.301М |
ППС-152х21.501-02 |
2 |
|
Шпонка |
ППОМ-156х21.012 |
КГОМ.104 |
2 |
|
Гайка |
ППОМ-156х21.013 |
КГОМ.105 |
2 |
|
Винт |
ППШР-015 |
КГОМ.106 |
2 |
|
Механизм привода плашки |
|||
|
Крышка (привода плашек)* |
ППОМ-156х21.002 |
ППШР-152х21.201 |
2 |
|
Стакан |
ППОМ-156х21.008 |
ППШР-152х21.202 |
2 |
|
Толкатель |
ППОМ-156х21.004 |
ППШР-152х21.204 |
2 |
|
Винт (привода плашки)* |
ППОМ-156х21.005 |
ППС-152х21.205 |
2 |
|
Ограничитель |
ППС-152х21.206 |
ППС-152х21.206 |
6 |
|
Кольцо защитное |
ППОМ-156х21.007 |
ППС-152х21.207 |
2 |
|
Болт |
Р-104 |
М12х25 ГОСТ 7805-70 |
4 |
|
Механизм привода шибера |
|||
|
Шибер |
ППШР-156х21.017 |
ППШР-152х21.002 |
1 |
|
Крышка (привода шибера)* |
ППШР-156х21.002 |
ППШР-152х21.301 |
1 |
|
Стакан |
ППШР-020 |
ППШР-152х21.302 |
1 |
|
Винт (привода шибера)* |
ППШР-21 |
ППШР-152-21.303 |
1 |
|
Болт |
Р-104 |
М12х25 ГОСТ 7805-70 |
|
|
Сменные части |
|||
|
Рукоятка |
Р-100СБ |
3 |
|
|
Штурвал |
ШТ-320СБ |
ППШР-152х21.400 |
3 |
|
Кардан |
К-400СБ |
ППС-400 |
3 |
|
Гайка М27 |
ППОМ-152х21.019 |
ГОСТ 28919-91 |
24 |
|
Шпилька М27х210 |
ГОСТ 28919-91 |
12 |
|
|
Корпус плашки глухой |
ПТ-156х21.301 |
ППС-152х21.501 |
|
|
Корпус плашки НКТ 60 |
ПТ-156х21.301-01 |
ППС-152х21.501-01 |
|
|
Корпус плашки НКТ 89 |
ПТ-156х21.301-03 |
ППС-152х21.501-03 |
_________________
* Наименование с учетом содержания скобок — для деталей ООО «Техноцентр» г.Тюмень.
Примечание. Ведомость комплектации носит рекомендательный характер и может изменяться по соглашению Заказчика и Исполнителя ремонта.
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
Ведомость дефектации
|
НА РЕМОНТ |
|||||||||
|
(наименование или номер изделия) |
|||||||||
|
ЗАКАЗЧИК |
|||||||||
|
(наименование организации заказчика) |
|||||||||
|
Наименование детали (сборочной единицы) |
Обозначение детали (сборочной единицы) |
Обнаруженный дефект, его размеры, мм |
Заключение |
||||||
|
Представитель ОТК |
|||||||||
|
(подпись) |
|||||||||
|
Дефектовщик |
|||||||||
|
(подпись) |
ПРИЛОЖЕНИЕ Д
(рекомендуемое)
Акт дефектоскопии
|
от » |
» |
20 |
г. регистрационный N |
|||||||||||
|
(наименование предприятия, где проводилась проверка) |
||||||||||||||
|
О проверке: |
||||||||||||||
|
(наименование оборудования, деталей) |
||||||||||||||
|
— в полевых условиях — в мастерских (базах) |
||||||||||||||
|
Метод неразрушающего контроля |
||||||||||||||
|
Тип прибора |
||||||||||||||
|
Оператор |
Удостоверение N |
|||||||||||||
|
(и.о.фамилия) |
||||||||||||||
|
Заводской (инвентарный) номер проверенного оборудования |
||||||||||||||
|
Эскиз |
Результаты проверки: |
|||||||||||||
|
Дефектоскопическая лаборатория |
||||||||||||||
|
(подпись) |
||||||||||||||
|
Копию акта получил |
||||||||||||||
|
(и.о.фамилия) |
(подпись) |
ПРИЛОЖЕНИЕ Е
(обязательное)
Акт
приемо-сдаточных испытаний
|
» |
» |
20 |
г. |
|||||||||||||||||
|
(наименование изделия) |
(наименование ремонтного предприятия) |
|||||||||||||||||||
|
Основные параметры и размеры: |
||||||||||||||||||||
|
1 |
||||||||||||||||||||
|
2 |
||||||||||||||||||||
|
3 |
||||||||||||||||||||
|
4 |
||||||||||||||||||||
|
5 |
||||||||||||||||||||
|
6 |
||||||||||||||||||||
|
7 |
||||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
отремонтировано, испытано, полностью укомплектовано, опломбировано, соответствует техническим условиям на капитальный ремонт |
||||||||||||||||||||
|
УК |
и признано годным к эксплуатации с |
|||||||||||||||||||
|
гарантийным сроком работы. |
||||||||||||||||||||
|
(ненужное зачеркнуть) |
||||||||||||||||||||
|
Начальник цеха |
Начальник ОТК |
|||||||||||||||||||
|
(подпись) |
(подпись) |
|||||||||||||||||||
|
принято в склад готовой продукции |
||||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
Начальник склада |
||||||||||||||||||||
|
(подпись) |
||||||||||||||||||||
|
» |
» |
20 |
г. |
ПРИЛОЖЕНИЕ Ж
(рекомендуемое)
Акт
о выдаче изделия из ремонта
|
» |
» |
20 |
г. |
|||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
Настоящий акт составлен представителем |
||||||||||||||||||||
|
(наименование предприятия заказчика) |
||||||||||||||||||||
|
(должность, фамилия) |
||||||||||||||||||||
|
действующего на основании доверенности N |
||||||||||||||||||||
|
от » |
» |
20 |
г. с одной стороны, и представителем |
|||||||||||||||||
|
(наименование ремонтного предприятия) |
||||||||||||||||||||
|
с другой стороны в том, что произведена выдача из капитального |
||||||||||||||||||||
|
ремонта |
||||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
Заключение: |
признано годным |
|||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
к эксплуатации и выдано из капитального ремонта. |
||||||||||||||||||||
|
М.П. |
Начальник ОТК |
|||||||||||||||||||
|
ОТК |
(подпись) |
|||||||||||||||||||
|
принял представитель заказчика |
||||||||||||||||||||
|
(наименование изделия) |
||||||||||||||||||||
|
(подпись) |
||||||||||||||||||||
|
сдал представитель ремонтного |
||||||||||||||||||||
|
(наименование изделия) |
предприятия |
|||||||||||||||||||
|
(подпись) |
||||||||||||||||||||
|
М.П. ремонтного предприятия |
ПРИЛОЖЕНИЕ И
(справочное)
Перечень
стандартов и технической документации, используемой при разработке настоящих УК
|
1 |
ГОСТ 2.602-95 |
ЕСКД. Ремонтные документы |
|
2 |
ГОСТ 2.105-95 |
ЕСКД. Общие требования к текстовым документам |
|
3 |
ГОСТ 8.417-81* |
ГСИ. Единицы физических величин |
ПРИЛОЖЕНИЕ К
(справочное)
Нормативные ссылки
|
Обозначение стандарта |
Наименование стандарта |
|
ГОСТ 9.014-78 |
ЕСЗКС. Временная противокоррозионная защита изделий. Общие требования |
|
ГОСТ 9.032-74 |
ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения |
|
ГОСТ 9.104-79 |
ЕСЗКС. Покрытия лакокрасочные. Группы условий эксплуатации |
|
ГОСТ 9.402-80 |
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием |
|
ГОСТ 12.3.002-75 |
ССБТ. Процессы производственные. Общие требования безопасности |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности |
|
ГОСТ 12.3.005-75 |
ССБТ. Работы окрасочные. Общие требования безопасности |
|
ГОСТ 12.3.008-75 |
ССБТ. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности |
|
ГОСТ 12.3.009-76 |
ССБТ. Работы погрузочно-разгрузочные. Общие требования безопасности |
|
ГОСТ 1033-79 |
Смазка, солидол жировой. Технические условия |
|
ГОСТ 2246-70 |
Проволока стальная сварочная. Технические условия |
|
ГОСТ 2789-73 |
Шероховатость поверхности. Параметры и характеристики |
|
ГОСТ 3242-79 |
Соединения сварные. Методы контроля качества |
|
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 6465-76 |
Эмали ПФ-115. Технические условия |
|
ГОСТ 8713-79 |
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 9012-59 |
Металлы. Метод измерения твердости по Бринеллю |
|
ГОСТ 9013-59 |
Металлы. Метод измерения твердости по Роквеллу |
|
ГОСТ 9378-93 |
Образцы шероховатости поверхности (сравнения). Общие технические условия |
|
ГОСТ 9467-75 |
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
|
ГОСТ 10354-82 |
Пленка полиэтиленовая. Технические условия |
|
ГОСТ 10543-98 |
Проволока стальная наплавочная. Технические условия |
|
ГОСТ 10549-80 |
Выход резьбы. Сбеги, недорезы, проточки и фаски |
|
ГОСТ 12969-67 |
Таблички для машин и приборов. Технические требования |
|
ГОСТ 12971-67 |
Таблички прямоугольные для машин и приборов. Размеры |
|
ГОСТ 14140-81 |
Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей |
|
ГОСТ 14192-96 |
Маркировка грузов |
|
ГОСТ 14771-76 |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 15150-69 |
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
|
ГОСТ 16093-81 |
Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором |
|
ГОСТ 19300-86 |
Средства измерения шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры |
|
ГОСТ 22975-78 |
Металлы и сплавы. Метод измерения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу) |
|
ГОСТ 23677-79 |
Твердомеры для металлов. Общие технические требования |
|
ГОСТ 25670-83 |
Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
N докум. |
Входящий N сопрово- дительного документа и дата |
Под- пись |
Дата |
|||
|
изме- ненных |
заме- ненных |
новых |
аннули- рованных |
||||||
Часть II
СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ К СОСТАВНЫМ ЧАСТЯМ
1 ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1 В разделе «Требования на дефектацию деталей и сборочных единиц общего назначения» приводятся данные, необходимые для оценки технического состояния крепежных деталей, подшипников и прокладок.
1.2 В картах технических требований на дефектацию приводятся следующие данные:
— возможные дефекты;
— способы и средства контроля;
— допустимые размеры без ремонта;
— рекомендуемые способы восстановления и ремонтные размеры.
1.3 Детали и сборочные единицы должны быть проверены по всем возможным дефектам на основании данных карт технических требований на дефектацию.
При обнаружении хотя бы одного неисправимого дефекта деталь или сборочная единица должны браковаться и дальнейшая их проверка не производится.
1.4 Дефектация деталей должна производиться измерительным контролем при помощи универсального инструмента, специальных шаблонов, калибров и приспособлений и неразрушающим контролем с использованием специальной аппаратуры и ингредиентов для обнаружения и оценки скрытых дефектов.
1.5 Размеры деталей и сборочных единиц должны контролироваться в сечениях и направлениях наибольшего износа.
1.6 По результатам дефектации детали должны быть рассортированы на следующие группы:
— детали, годные без ремонта, — цвет маркировки зеленый;
— детали, годные только при сопряжении с новыми или восстановленными деталями, — цвет маркировки желтый;
— детали, имеющие хотя бы один неисправимый дефект, — цвет маркировки красный.
1.7 В картах технических требований на дефектацию в графе «Размеры допустимые» над чертой указывается размер детали в сопряжении с новой или восстановленной деталью; под чертой — допустимый размер в сопряжении с деталью, бывшей в эксплуатации.
1.8 Если при дефектации установлено, что размер детали не вышел за пределы, указанные в графе «Размеры допустимые», то данная деталь должна маркироваться как годная без ремонта.
В том случае, когда действительный размер детали выйдет за пределы величин, указанных в графе «Размеры допустимые», то данная деталь должна восстанавливаться или браковаться в соответствии с указаниями, приведенными в графе «Рекомендуемые способы восстановления», а также деталь может восстанавливаться по освоенным прогрессивным технологиям в соответствии с техническими возможностями предприятия.
1.9 Если деталь или сборочная единица подлежит обработке до ремонтного размера, то соответственно должна быть обработана или вновь изготовлена сопрягаемая деталь.
1.10 Если в картах технических требований на дефектацию не указаны технические требования к отремонтированной детали, то такая деталь должна соответствовать требованиям конструкторской документации или ремонтных чертежей, разработанных ремонтным предприятием.
2 ТРЕБОВАНИЯ НА ДЕФЕКТАЦИЮ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ОБЩЕГО НАЗНАЧЕНИЯ
2.1 Дефектация болтов, гаек и резьбы деталей
2.1.1 Состояние резьбы должно проверяться внешним осмотром и резьбовыми калибрами.
2.1.2 На резьбе деталей не должно быть смятий, забоин, выкрашиваний, срывов более двух ниток.
2.1.3 Головки болтов и гайки не должны иметь повреждений и износа граней более 0,05
, где
— размер под ключ.
2.1.4 Дефектные резьбы в деталях должны быть восстановлены одним из следующих способов:
— калибровкой резьбы;
— нарезкой резьбы ремонтного размера;
— постановкой резьбовых пробок в отверстиях;
— нарезкой резьб номинального размера в отверстиях, смещенных относительно дефектных.
Решение о способе восстановления резьбы должно приниматься в зависимости от технической возможности ремонтного предприятия и экономической целесообразности.
2.2 Дефектация деталей, имеющих трещины
2.2.1 Трещины на деталях не допускаются, кроме оговоренных особо.
2.3 Дефектация уплотнений и прокладок
2.3.1 При капитальном ремонте обязательной замене подлежат все неметаллические уплотнения и прокладки.
2.4 Перечень деталей, подлежащих обязательной замене, приведен в таблице 1.
Таблица 1 — Перечень деталей, подлежащих обязательной замене
|
Наименование |
Обозначение |
Количество, шт. |
|
Уплотнение шибера |
ППШР-156х21.007 |
2 |
|
Кольцо уплотнительное |
ПМТ2.1-156х21.00.012 |
2 |
|
Кольцо |
ППОМ-156х21.007 |
2 |
|
Уплотнение |
ППШР-156х21.003 |
2 |
|
Кольцо |
ППОМ-156х21.011 |
2 |
|
Кольца |
ГОСТ 9833-73 или ГОСТ 18829-73 |
|
|
032-040-46-2-3 |
2 |
|
|
040-048-46-2-3 |
3 |
|
|
060-068-46-2-3 |
3 |
|
|
Манжета |
1х50х40-1 ГОСТ 14896-84 |
3 |
|
Прокладка |
П45 ГОСТ 28919-91 |
1 |
|
Уплотнение верхнее НКТ-73 |
ПТ-156х21.303СБ |
2 |
|
Уплотнение трубное НКТ-73 |
ПТ-156х21.302СБ |
2 |
|
Уплотнение трубное — для других диаметров труб — соответственно |
|
|
Рисунок 1 — Превентор ППШР-2ФТ-152х21.000СБ
|
КАРТА СОПРЯЖЕНИЙ |
Рисунок 1 |
|||||||
|
Сбо- рочная единица |
Превентор ППШР-2ФТ-152х21.000СБ |
|||||||
|
Обозна- чение сопря- жения |
Наиме- нование сопря- гаемых деталей |
Обозначение деталей по чертежу |
Размеры, зазоры, натяги, мм |
|||||
|
по чертежу |
предельно-допустимые без ремонта |
|||||||
|
размеры |
зазор (+) натяг (-) |
зазор (+) натяг (-) |
размер в сопряжении с деталью |
|||||
|
новой |
бывшей в эксплу- атации |
|||||||
|
Б |
Корпус |
ППШР-2ФТ-152х21.001 |
200 |
200,74 |
200,52 |
|||
|
+1,1 |
+1,54 |
|||||||
|
Шибер |
ППШР-156х21.017 |
199,5
|
198,76 |
198,98 |
||||
|
В |
Корпус |
ППШР-2ФТ-152х21.001 |
72 |
72,78 |
72,64 |
|||
|
+0,7 |
+0,98 |
|||||||
|
Корпус плашки |
ПТ-156х21.301М |
72
|
71,52 |
71,66 |
||||
|
Г |
Стакан |
ППОМ-156х21.008 |
40 |
40,122 |
40,092 |
|||
|
+0,151 |
+0,211 |
|||||||
|
Толкатель |
ППОМ-156х21.004 |
40
|
39,851 |
39,881 |
||||
|
Д |
Корпус |
ППШР-2ФТ-152х21.001 |
40 |
40,075 |
40,057 |
|||
|
+0,089 |
+0,125 |
|||||||
|
Ползун |
ППШР-013 |
40 |
39,914 |
39,932 |
||||
|
Е |
Ползун |
ППШР-013 |
10 |
10,84 |
10,67 |
|||
|
+0,86 |
+1,2 |
|||||||
|
Шпонка |
ППОМ-156х21.012 |
10 |
9,3 |
9,47 |
||||
|
И |
Корпус |
ППШР-2ФТ-152х21.001 |
220 |
220,5 |
220,4 |
|||
|
+0,5 |
+0,7 |
|||||||
|
Корпус плашки |
ПТ-156х21.301м |
219,5
|
219,1 |
219,2 |
||||
|
К |
Корпус |
ППШР-2ФТ-152х21.001 |
12 |
12,018 |
— |
|||
|
-0,0 |
-0,0 |
|||||||
|
Штифт |
ППОМ-156х21.016 |
12
|
12,018 |
— |
||||
|
Л |
Крышка |
ППОМ-156х21.002 |
14 |
14,19 |
14,15 |
|||
|
+0,21 |
+0,29 |
|||||||
|
Штифт |
ППОМ-156х21.016 |
14
|
13,827 |
13,867 |
||||
|
М |
Стакан |
ППШР-020 |
40 |
40,09 |
40,064 |
|||
|
+0,128 |
+0,179 |
|||||||
|
Винт |
ППШР-021 |
40 |
38,96 |
38,906 |
||||
|
П |
Втулка |
К-401 |
16,2 |
16,64 |
16,52 |
|||
|
+0,6 |
+0,84 |
|||||||
|
Крестовина |
К-402 |
16 |
15,56 |
15,68 |
||||
|
Р |
Втулка |
К-401 |
12 |
12,143 |
12,093 |
|||
|
Крестовина |
К-402 |
|||||||
|
+0,243 |
+0,343 |
|||||||
|
Ось |
К-403 |
12 |
11,7 |
11,75 |
|
|
Рисунок 2 — Корпус ППШР-2ФТ-152-21.001
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 2 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Корпус |
ППШР-2ФТ-152-21.001 |
Сталь 30ХМЛ ГОСТ 977-88 |
187…229 НВ |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 Дефектоскопия Гидроиспытание давлением 42 МПа |
— |
— |
Браковать |
— |
|
|
Риски задиры на привалочных поверхностях |
Осмотр |
— |
— |
Зачистить до устранения дефекта |
— |
|
|
Коррозионный износ стенок корпуса |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 Измерение Ультразвуковой толщиномер |
Утонение стенок не более 5% от номинальной толщины. Площадь коррозионного износа не более 10% от площади поверхности |
— |
Браковать |
— |
|
Обозначение детали или сборочной единицы |
ППШР-2ФТ-152-21.001 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
А |
Износ поверхности по размеру 72
|
Измерение Нутромер НИ 50-100-2 ГОСТ 868-82 |
72,78 72,64 |
Корпус плашки ПТ-156х21.301М |
Наплавить, обработать, выдерживая требования и размеры согласно чертежу |
— |
|
Б, М |
Повреждение или износ ниток резьбы М27-7Н |
Осмотр Измерение Пробка 8221-3101 6Н ГОСТ 17758-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
В |
Повреждение или износ ниток резьбы М52х2-7Н |
Осмотр Измерение Пробка 8222-0162 6Н ГОСТ 17759-72 8222-1162 6Н |
— |
Гайка ППОМ-156х21.013 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г |
Повреждение или износ ниток резьбы М12-7Н |
Осмотр Измерение Пробка 8221-3053 7Н ГОСТ 17758-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Д |
Износ поверхности по 40
|
Осмотр Измерение Нутромер 18-50 ГОСТ 9244-82* |
|
Ползун ППШР-013 |
Изготовить ползун с ремонтным размером |
40,5 |
|
Е |
Износ поверхности под шибер по 55±0,1 |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
55,2 |
Шибер ППШР-156х21.017 |
Изготовить ремонтный шибер |
— |
|
И, Л |
Износ конусной посадочной поверхности под клиновой шибер с конусностью 1:25 |
Измерение Шаблон специальный Щуп-70 N 2 Кл. точности 2 ТУ 2-034-225-87 |
до 1 мм относительно образующей линии |
Шибер ППШР-156х21.017 |
1. Обработать поверхность с сохранением конусности 2. Изготовить ремонтный шибер |
— |
|
К |
Износ поверхности по размеру 220+0,3 |
Измерение Штангенциркуль ШЦII-250-0,05 ГОСТ 166-89 |
220,5 220,4 |
Корпус плашки ПТ-156х21.301м |
Наплавить, обработать, выдерживая требования и размеры согласно чертежу |
— |
|
Н |
Износ конусной поверхности 187 (верхняя часть); 12 ° |
Измерение Шаблон специальный |
188,25 |
Центратор Вставки (технологические) |
Обработать до снижения образующей конусной поверхности на 1 мм с сохранением конуса 12 ° |
— |
|
П |
Смятие, износ канавок 12±0,2 (ширина сверху) х8 (глубина) х23 °±30’ ( профиль с двух сторон) |
Осмотр Измерение Штангенциркуль ШЦI-125-0,1 ГОСТ 166-89 Шаблон специальный (или ответная деталь) |
12,4 7,7, 24° |
Прокладка П 45 ГОСТ 28919-91 |
1. Зачистить, калибровать канавки 2. Заплавить, обработать согласно чертежу |
— |
|
|
Рисунок 3 — Ползун ППШР-13
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 3 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Ползун |
ППШР-13 |
Сталь 45 ГОСТ 1050-88 Допускается Сталь 40Х ГОСТ 4315-71* |
40…50 HRC 38…45 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
Б |
Износ поверхности по 40 |
Измерение Микрометр МР50-0,002 ГОСТ 4381-87 |
|
Корпус ППШР-2ФТ-152х21.001 |
Браковать |
— |
|
В |
Повреждение или износ ниток резьбы М30х2-6h LH (левая) |
Осмотр Измерение Кольца 8211-1111-6h LH ГОСТ 17764-72 |
— |
Гайка ППОМ-156х21.103 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППШР-13 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Г |
Износ шпоночного паза по размеру 10
|
Осмотр на смятие канавки Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
10,84 10,67 |
Шпонка ППОМ-156х21.012 |
Обработать шпоночный паз в паре со вторым ползуном и изготовить ремонтные шпонки |
Ремонтный размер 11,5 |
|
|
Рисунок 4 — Толкатель ППОМ-156х21.004
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 4 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Толкатель |
ППОМ |
Сталь 40Х ГОСТ 4543-71 |
34…42 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности по 40 |
Измерение Микрометр МР-50-0,002 ГОСТ 4381-87 |
|
Стакан ППОМ-156х21.008 |
Браковать |
— |
|
Б |
Повреждение или износ ниток резьбы Tr 30х3 LH 8Н |
Осмотр Измерение Калибры-пробки 8225-0525 8Н LH 8225-0646 8Н LH ОСТ 27-72-447-85* |
— |
Винт ППОМ-156х21.005 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 5 — Корпус плашки ПТ-156х21.301М
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 5 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Корпус плашки |
ПМТ2.1-156х21.02.000СБ |
Сталь 40Х ГОСТ 4543-71 |
230…260 НВ |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
Б |
Износ поверхности по 28±0,1 |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
29,0 |
Уплотнение трубное ПТ-156х21.302СБ |
Разделать в ремонтный размер, использовать уплотнение трубное с ремонтным размером, полученным наплавленной арматурой 2 мм |
30 |
|
Обозначение детали или сборочной единицы |
ПМТ2.1-156х21.02.000СБ |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Износ, смятие канавки под уплотнение верхнее R95±0,1 10 (ширина по верху) |
Измерение Калибр специальный |
R95х12,5 |
Уплотнение верхнее ПТ-156х21.303 (НКТ 73) |
Зачистить канавки, калибровать согласно чертежу |
— |
|
Г |
Износ поверхности по размеру 72 , неперпендику- лярность поверхностей стыковочным торцам более 0,016 |
Измерение Микрометр МК-75-2 ГОСТ 6507-90 Индикатор ИЧ 02 кл 1 ГОСТ 577-68 Плита 1-2 250х250 ГОСТ 10905-86 |
71,52 71,66 |
Корпус ППШР-2ФТ-152х21.001 |
Наплавить, обработать согласно чертежу |
— |
|
Д |
Износ по размеру 219,5
|
Измерение Штангенциркуль ШЦII-250-0,05 ГОСТ 166-89 |
219,1 219,2 |
Корпус ППШР-2ФТ-152-21.001 |
Наплавить, обработать согласно чертежу |
— |
|
|
Рисунок 6 — Гайка ППОМ-156х21.013
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 6 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Гайка |
ППОМ-156х21.013 |
Сталь 40Х ГОСТ 4543-71 |
28…32 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ граней под ключ 55
|
Измерение Штангенциркуль ШЦI-125-0,1 ГОСТ 166-89 |
54,2 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Повреждение или износ ниток резьбы М52х2-6е 3 |
Осмотр Измерение Кольца 8211-0162-6е ГОСТ 17763-72 8211-1162-6у ГОСТ 17764-72 |
— |
Винт ППОМ-156х21.005 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ-156х21.013 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы М45х2-6Н |
Осмотр Измерение Пробка 8222-1162 6Н ГОСТ 17760-72 8222-0162 6Н ГОСТ 17759-72 |
— |
Винт ППШР-015 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 7 — Винт ППШР-015
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 7 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Винт |
ППШР-015 |
Сталь 40Х ГОСТ 4543-71 |
28…32 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Смятие граней, срыв по 27
|
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
26,44 |
Рукоятка Р-100СБ |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Повреждение или износ ниток резьбы М30х2-6Н LH (левая) |
Осмотр Измерение Пробка 8221-3111 6Н LH ГОСТ 17758-72 |
— |
Ползун ППШР-013 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ-156х21.013 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы М10х1-7Н |
Осмотр Измерение Пробка 8221-3046 7Н ГОСТ 17758-72 |
— |
Масленка 1.3 Ц6 ГОСТ 19853-74 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г |
Повреждение или износ ниток резьбы М45х2-6е |
Осмотр Измерение кольца 8211-0147 6е ГОСТ 17763-72 8211-1147 6е ГОСТ 17764-72 |
— |
Гайка ППОМ-156х21.013 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 8 — Винт ППШР-021
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 8 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Винт |
ППШР-021 |
Сталь 40Х ГОСТ 4543-71 |
28…32 HRC ТВЧ h1…2 50…54 HRC |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
Изогнутость винта |
Измерение Индикатор ИЧ02 кл.1 ГОСТ 577-68 |
0,03 |
Шибер ППШР-156х21.017 |
Править, восстановить требования согласно чертежу |
— |
|
|
В, Ж |
Повреждение или износ ниток резьбы специальной 4х3х8 шаг (левый) |
Осмотр Измерение Кольца специальные |
— |
Шибер ППШР-156х21.017 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППШР-021 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Г |
Износ поверхности по 40 |
Измерение Микрометр МР-50-0,002 ГОСТ 4381-87 |
|
Стакан ППШР-020 |
Браковать |
— |
|
Д |
Повреждение или износ ниток резьбы Тг44хЗ-7е |
Осмотр Измерение Калибры-кольца 8215-0546 7е 8215-0646 7е ОСТ 27-72-448-85* |
— |
Стакан ППШР-020 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Е |
Смятие, срыв граней по 27
|
Осмотр Измерение Микрометр МК50-2 ГОСТ 6507-90 |
26,58 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 9 — Шпонка ППОМ-156х21.012
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 9 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Шпонка |
ППОМ-156х21.012 |
Сталь 45 ГОСТ 1050-88 |
30…40 HRC |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности по 10 |
Измерение Микрометр |
|
Ползун ППШР-13 |
Браковать |
— |
|
Б |
Повреждение или износ ниток резьбы М12-6е |
Осмотр Измерение Кольца 8211-0053 6е ГОСТ 17763-72 8211-1053 6е ГОСТ 17764-72 |
— |
Корпус ППШР-2ФТ-152х21.001 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
В |
Износ, смятие канавки 2 мм под отвертку |
Осмотр |
2,5 |
— |
Зачистить, углубить канавку |
— |
|
|
Рисунок 10 — Крышка ППОМ-156х21.002
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 10 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Крышка |
ППОМ-156х21.002 |
Сталь 30ХМЛ ГОСТ 977-88 |
187…229 НВ |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 Гидроиспытание давлением 42 МПа |
— |
— |
Браковать |
— |
|
|
А |
Повреждение или износ ниток резьбы M68х2-6g |
Осмотр Измерение Проба 8222-0202 6g ГОСТ 17759-72 8222-1202 6g ГОСТ 17760-72 |
— |
Стакан ППОМ-156х21.008 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ-156х21.002 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Б |
Износ поверхности 14
|
Измерение Нутромер НИ10-18-2 ГОСТ 868-82 |
|
Штифт ППОМ-156х21.016 |
Изготовить штифт ремонтного размера |
15 |
|
В |
Повреждение или износ ниток резьбы М12-8Н |
Осмотр Измерение Пробка 8221-3053 8Н ГОСТ 17758-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 11 — Стакан ППОМ-156х21.008
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 11 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Стакан |
ППОМ-156х21.008 |
Сталь 40Х ГОСТ 4543-71 |
230…280 НВ |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Повреждение или износ ниток резьбы М68х2-7е |
Осмотр Измерение Кольца 8211-0202 7е ГОСТ 17763-72 8211-1202 7е ГОСТ 17764-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Повреждение или износ ниток резьбы К1/8″ ГОСТ 6111-52 |
Осмотр Измерение Калибр 1/8″ р-р 2 ГОСТ 6485-69 |
— |
Масленка 1..3.Ц6 ГОСТ 19853-74 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ-156х21.002 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы Tr 44х3-7Н |
Осмотр Измерение Пробка 8225-0646 7Н 8225-0546 7Н ОСТ 27-72-447-85 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г |
Износ поверхности 40
|
Осмотр Измерение Нутромер 18-50 ГОСТ 9244-75 |
|
Толкатель ППОМ-156х21.004 |
Браковать |
— |
|
Д |
Износ граней под ключ |
Осмотр |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 12 — Винт ППОМ 156х21х005
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 12 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Винт |
ППОМ-156х21.005 |
Сталь 40Х ГОСТ 4543-71 |
230…280 НВ |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Б |
Повреждение или износ ниток резьбы Tr 30х3 LH-7е |
Осмотр Измерение Калибры-кольца 8215-0525 7е LH 8215-0625 7е LH ОСТ 27-72-448-85 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППОМ 156х21.005 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы Tr 44х3-7е |
Осмотр Измерение Калибры-кольца 8215-0546 7е 8215-0646 7е ОСТ 27-72-448-85 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г, Д |
Износ, смятие граней под ключ 27 10,5
|
Осмотр Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
26 11,3 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 13 — Шибер ППШР-156х21.017
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 13 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Шибер |
ППШР-156х21.017 |
Сталь 40Х ГОСТ 4543-71 |
37…41 HRC |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения Дефектоскопия |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Повреждение или износ ниток резьбы специальной 4,4х3х8 шаг (левый) |
Осмотр Измерение Калибр специальный |
— |
Винт ППШР-021 |
См.требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Износ поверхности по 199,5
|
Измерение Микрометр МК-200-2 ГОСТ 6507-90 |
198,76 198,98 |
Корпус ППШР-2ФТ-152х21х001 |
Наплавить, обработать согласно чертежному размеру |
— |
|
Обозначение детали или сборочной единицы |
ППШР-156х21.017 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Износ конусной поверхности 1:125 |
Измерение Калибр специальный Штангенциркуль ШЦI-125-0,1 ГОСТ 166-89 |
1 мм от образующей линии |
ППШР-2ФТ-152х21х001 |
Шлифовать, не допуская выхода за пределы функционирова- ния шибера |
— |
|
|
Рисунок 14 — Крышка ППШР-156х21.002
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 14 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Крышка |
ППШР-156х21.002 |
Сталь 45 ГОСТ 1050-88 |
— |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности 14
|
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
14,9 |
Штифт ППОМ-156х21.016 |
Изготовить штифт ремонтного размера |
15,5 |
|
Обозначение детали или сборочной единицы |
ППШР-156х21.002 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Б |
Повреждение или износ ниток резьбы М12-8Н |
Осмотр Измерение Пробка 8221-3052 8Н ГОСТ 17758-72 |
— |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
В |
Повреждение или износ ниток резьбы М68х2-8Н |
Осмотр Измерение Пробки 8222-0202 8Н ГОСТ 17759-72 |
— |
Стакан ППШР-020 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 15 — Центратор КГОМ.501
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 15 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Центратор |
КГОМ.501 (НКТ 60); КГОМ.501-01 (НКТ 73); КГОМ.501-02 (НКТ 89); КГОМ.501-03 ( 95); КГОМ.501-04 ( 114) |
Сталь 45 ГОСТ 1050-88 |
— |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности под НКТ |
Измерение Нутромеры ГОСТ 868-82 НИ 50-100-2 НИ 100-160-2 |
НКТ+5 |
НКТ |
Браковать |
— |
|
Обозначение детали или сборочной единицы |
КГОМ.501(НКТ 60); КГОМ.501-01 (НКТ 73); КГОМ.501-02 (НКТ 89); КГОМ.501-03 ( 95); КГОМ.501-04 ( 114) |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Б |
Износ поверхности по конусу — угол 12° |
Осмотр Измерение Микрометр МК 175-2 МК 200-2 ГОСТ 6507-90 Калибр специальный |
до 1 мм от образующей линии |
Корпус ППРШ-2ФТ-152х21.001 |
Шлифовать, сохраняя угол 12° и поверхность под ползуны в рабочем диапазоне |
— |
|
|
Рисунок 16 — Стакан ППРШ-020
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 16 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Стакан |
ППШР-020 |
Сталь 40Х ГОСТ 4543-71 |
28…32 HRC |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 Дефектоскопия |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности по 40
|
Измерение Нутромер 18-50 ГОСТ 9244-75 |
|
Винт ППШР-021 |
1. Наплавить, обработать согласно чертежу 2. Браковать |
— |
|
Б |
Повреждение или износ ниток резьбы М68х2-7е |
Осмотр Измерение Кольца 8211-0202 7е ГОСТ 17763-72 8211-1202 7е ГОСТ 17764-72 |
— |
Корпус ППШР-2ФТ-152х21.001 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
ППШР-020 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
В |
Повреждение или износ ниток резьбы К1/8″ ГОСТ 6111-52 |
Осмотр Измерение Калибр 1/8″ р-р 2 ГОСТ 6485-69 |
— |
Масленка 1.3.Ц6 ГОСТ 19853-74 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Г |
Повреждение или износ ниток резьбы Tr 44х3-7Н |
Осмотр Измерение Калибры — пробки 8525-0546 7Н 8223-0646 7Н ОСТ 27-72-447-85 |
— |
Винт ППШР-021 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 17 — Штифт ППОМ-156х21.016
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 17 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Штифт |
ППОМ-156х21.016 |
Сталь 20 ГОСТ 1050-88 |
— |
2 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
А |
Износ поверхности по 14
|
Измерение Микрометр МР 25-0,002 ГОСТ 4381-87 |
|
Крышки ППОМ-156х21.002 ППШР-156х21.002 |
Браковать |
— |
|
Б |
Износ поверхности по 12 |
Измерение Микрометр МР 25-0,002 ГОСТ 4381-87 |
12,018 |
Корпус ППШР-2ФТ-152х21.001 |
Браковать |
— |
|
|
Рисунок 18 — Штурвал ШТ-320
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 18 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Штурвал |
ШТ-320СБ |
Сталь 20 ГОСТ 1050 |
— |
3 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Трещины в сварных швах |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Разделать заварить, зачистить |
— |
|
|
Обломы спиц штурвала |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Разделать, установить новую спицу, заварить, зачистить |
— |
|
Обозначение детали или сборочной единицы |
ШТ-320СБ |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
А |
Повреждение или износ ниток резьбы М12-7Н |
Осмотр Измерение Пробка 8221-3053 7Н ГОСТ 17758-72 |
— |
Болт ППШ-Б-152х21.401 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Б |
Срыв граней под ключ 27
|
Осмотр Штангенциркуль ШЦI-125-0,01 ГОСТ 166-89 |
*27,3 |
Рукоятка ШТ-322 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
|
Рисунок 19 — Переходник П-001
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 19 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Переходник |
П-001 |
Сталь 30 ГОСТ 1050-88 |
— |
6 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Б |
Износ поверхности по 13
|
Измерение Нутромер НИ 10-18-2 ГОСТ 868-82 |
13,8 |
— |
Браковать |
|
|
В |
Срыв граней под ключ 27
|
Осмотр Измерение Микрометр МК50-2 ГОСТ 6507-90 |
26,0 |
Рукоятка Р-100СБ |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
П-001 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Г |
Износ отверстий под ключ 10
|
Осмотр Измерение Штангенциркуль ШЦ-125-0,05 ГОСТ 166-89 |
10,7 |
— |
Углубить отверстие на 2 мм |
|
|
Рисунок 20 — Рукоятка Р-100 СБ
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 20 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Рукоятка |
Р-100СБ |
Сталь 40Х ГОСТ 4543-71 |
— |
3 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Трещины в сварных швах |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Разделать, заварить, зачистить |
— |
|
|
А |
Износ или повреждения ниток резьбы М12-7Н |
Измерение Пробка 8221-3053 7Н ГОСТ 17758-72 |
— |
Болт ППШ-Б-152х21.401 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Обозначение детали или сборочной единицы |
Р-100СБ |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Б |
Срыв граней под ключ 27
|
Осмотр Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
27,3 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
В |
Изогнутость оси рукоятки |
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
5 |
— |
Править |
— |
|
|
Рисунок 21 — Крестовина К-402
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 21 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Крестовина |
К-402 |
Сталь 45 ГОСТ 1050 |
— |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Скручивание поверхности |
Плита 250х250 1-2 ГОСТ 10905-86 Индикатор ИЧ 02 кл.1 ГОСТ 577-68 |
0,05 на длине крестовины |
Втулка К-401 |
1. Править 2. Браковать |
— |
|
Обозначение детали или сборочной единицы |
К-402 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
А, В |
Износ поверхности 16
|
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
15,56 15,68 |
Втулка К-401 |
Браковать |
— |
|
Б |
Износ поверхности по 12 |
Измерение Нутромер 10-18 ГОСТ 9244-75 |
|
Ось К-403 |
Браковать |
— |
|
|
Рисунок 22 — Втулка К-401
|
КАРТА ТЕХНИЧЕСКИХ ТРЕБОВАНИЙ НА ДЕФЕКТАЦИЮ |
Рисунок 22 |
|||||
|
Наименование детали или сборочной единицы |
Обозначение |
Материал |
Твердость |
Количество |
||
|
Втулка |
К-401 |
Сталь 45 ГОСТ 1050-88 |
— |
1 |
||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Трещины любого характера и расположения |
Осмотр Лупа ЛП-1-4
ГОСТ 25706-83 |
— |
— |
Браковать |
— |
|
|
Б |
Износ поверхности 16,2
|
Измерение Штангенциркуль ШЦI-125-0,05 ГОСТ 166-89 |
16,64 16,52 |
Крестовина К-402 |
Браковать |
— |
|
В |
Износ поверхности по 12 |
Измерение Нутромер 10-18 ГОСТ 9244-75 |
|
Ось К-403 |
Браковать |
— |
|
Обозначение детали или сборочной единицы |
К-401 |
|||||
|
Обозна- чение поверх- ности |
Возможный дефект |
Способ установления дефекта и измерительный инструмент |
Размеры допустимые, мм |
Обозначение сопрягаемой детали |
Рекомендуемый способ восстановления |
Ремонтный размер, мм |
|
Г |
Износ или повреждения ниток резьбы М12-7Н |
Измерение Пробка 8221-3053 7Н ГОСТ 17758-72 |
— |
Болт ППШ-Б-152х21.401 |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
|
Д |
Срыв граней под ключ 27
|
Осмотр Измерение Микрометр МК50-2 ГОСТ 6507-90 |
27,3 |
— |
См. требования на дефектацию резьбовых соединений п.2.1 |
— |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Всего листов (страниц) в документе |
N докум. |
Входящий N сопрово- дительного документа и дата |
Под- пись |
Дата |
|||
|
изме- ненных |
заме- ненных |
новых |
аннули- рованных |
||||||
Описание:
Превентор плашечный сдвоенный с ручным приводом плашек1ППС-2ФТ-152×21 «Гарант-Т». Предназначен для герметизации устья нефтяных и газовых скважин с целью предотвращения нефтегазоводопроявлений (НГВП) при выполнении текущего или капитального ремонта скважин.
Верхний фланец превентора предназначен для работы с технологическими вставками комплекса 1КГОМ с рабочим давлением не более 21 МПа!
Технические характеристики:
Условный проход, мм — 152
Рабочее давление, МПа — 21
Пробное давление корпусных деталей на прочность, МПа — 42
Допустимая нагрузка на плашки:
от веса колонны, кН — 560
от давления в скважине, кН — 160
Диаметр уплотняемых труб, мм — 33-114
Фланцевые соединения — 180×21 ГОСТ 28919-91
Габаритные размеры (длина х ширина х высота), мм — 810 х 400 х 630
Масса, кг — 550
Привод плашек — ручной винтовой, с возможностью дистанционного управления.
Общая информация
Превенторы плашечные сдвоенные модернизированные Рр-21 МПа типа ППС
|
|
В превенторах, в обозначении которых имеется буква «Т», имеется возможность использования герметизирующих вставок КГОМ. В верхнем фланце данных превенторов выполнен конусообразный проход и боковые винтовые упоры (ползуны) для фиксации герметизирующих вставок.
Важное: герметизирующие вставки используются при давлении до 21 МПа, независимо от рабочего давления превентора.
Характеристики
| Диаметр условного прохода, мм | 152, 156, 160 |
| Рабочее давление, МПа | 21 |
| Допустимая нагрузка на плашки от веса колонны, кН | 600 |
| Допустимая нагрузка на плашки от давления скважины, кН | 200 |
| Диаметр уплотняемых труб, мм | 48-114 |
| Габариты, Д х Ш х В, мм | 810х420х650 |
| Масса, кг, не более | 500 |
Заказать
Телефон:+79872939144
Закажите товар или задайте вопрос по данному продукту.




Превенторы
Превенторы плашечные сдвоенные модернизированные
Рр-21 МПа типа ППС
Превенторы с ручным приводом плашек. Предназначены для текущего и капитального ремонта скважин, а также геофизических работ. Имеют цельнолитой корпус из легированной стали с грузовыми крюками для удобства транспортировки. Простота и эффективность конструкции обеспечивают легкость вращения штурвалов и малое число оборотов до полного закрытия плашек. Толкатели плашек изготавливаются из нержавеющей стали.
| Диаметр условного прохода, мм | 152, 156, 160 |
| Рабочее давление, МПа | 21 |
| Допустимая нагрузка на плашки от веса колонны, кН | 600 |
| Допустимая нагрузка на плашки от давления скважины, кН | 200 |
| Диаметр уплотняемых труб, мм | 48-114 |
| Габариты, Д х Ш х В, мм | 810х420х650 |
| Масса, кг, не более | 500 |
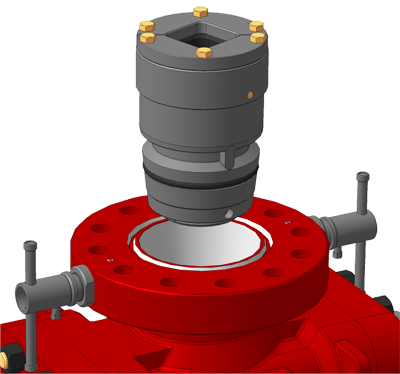 |
В превенторах, в обозначении которых имеется буква «Т», имеется возможность использования герметизирующих вставок КГОМ. В верхнем фланце данных превенторов выполнен конусообразный проход и боковые винтовые упоры (ползуны) для фиксации герметизирующих вставок. Важное: герметизирующие вставки используются при давлении до 21 МПа, независимо от рабочего давления превентора. |
Превенторы плашечные сдвоенные модернизированные
Рр-35 МПа типа ППС
У превенторов с рабочим давлением 35 МПа другое исполнение корпуса, все остальные детали, включая плашки, аналогичны. На нижнем фланце возможно выполнение отверстий под шпильки в виде эллипсов, для удобства присоединения к различным видам арматуры. Дополнительно может быть изготовлены полости для обогрева плашек жидким или газообразным теплоносителем в зимнее время.
| Диаметр условного прохода, мм | 152, 156, 160 |
| Рабочее давление, МПа | 35 |
| Допустимая нагрузка на плашки от веса колонны, кН | 600 |
| Допустимая нагрузка на плашки от давления скважины, кН | 280 |
| Диаметр уплотняемых труб, мм | 48-114 |
| Габариты, Д х Ш х В, мм | 880х420х650 |
| Масса, кг, не более | 600 |
Конструкция плашек обеспечивает сочетание прочности с наиболее эффективной системой уплотнения. Простая технология ремонта и минимальный набор запасных частей позволяют производить ремонт даже в условиях необорудованных мастерских.