На чтение 28 мин. Просмотров 526 Опубликовано 10.09.2022
Содержание
- Технические характеристики
- Правила эксплуатации
- Назначение и область применения
- Габариты рабочего пространства
- Конструктивные особенности станка
- Кинематическая схема
- Механизм переключения скоростей
- Электрическая схема
- Сведения о производителе токарно-винторезного станка
- Назначение и область применения
- Основные технические характеристики
- Габариты рабочего пространства
- Расположение основных узлов и органов управления
- Расположение органов управления
- Кинематическая схема
- Механизм переключения скоростей
- Электрическая схема
- Правила эксплуатации, паспорт
- Универсальный токарно-винторезный станок модель 163
- Предназначение оборудования
- Конструкционные особенности
- Технические характеристики
- Виды движений
- Как правильно эксплуатировать
- Технические характеристики
- Универсальный токарно-винторезный станок. Технические характеристики
- Правила эксплуатации
- Предназначение оборудования
- Габариты рабочего пространства
- Конструктивные особенности станка
- Универсальный токарный станок по металлу 163
- Кинематическая схема
- Как правильно эксплуатировать
- Механизм переключения скоростей
- Электрическая схема
- Токарно-винторезный станок 1М63. Электрическая принципиальная схема.
Токарный
Тяжелый токарно-револьверный станок 163 с возможностью обработки деталей длиной 1400 мм, диаметром 630 мм и весом до 2000 кг. Выпускался с 1956 по 1972 год.
- Технические характеристики
- Правила эксплуатации
- Назначение и область применения
- Габариты рабочего пространства
- Конструктивные особенности станка
- Расположение основных узлов
- Расположение органов управления
- Кинематическая схема
- Механизм переключения скоростей
- Электрическая схема
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.

Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм;
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.
Назначение и область применения
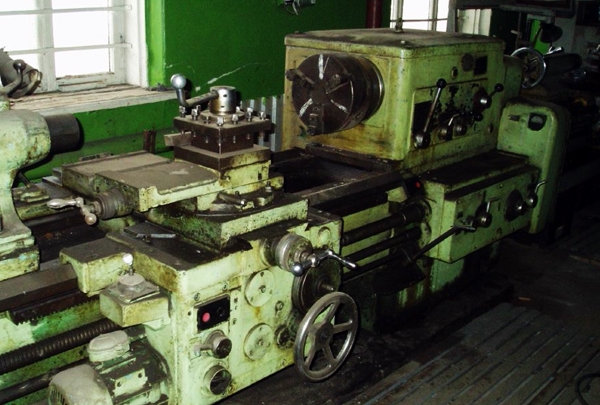
Токарно-винторезный станок мод. 163 — это крупногабаритное токарное оборудование, которое создавалось для обработки тел вращения весом до двух тонн. Он имеет виброустойчивую конструкцию и электродвигатель большой мощности, что позволяет вести точение с большими глубинами резания. Станок способен выполнять весь спектр технологических операций, характерных для универсального токарного оборудования, в том числе точение спиральных поверхностей и длинных конусов.
Читайте также: Об устройстве станка с ЧПУ и его основных узлах
Модель 163 применялась в машиностроении (и до сих пор применяется) для единичного и мелкосерийного изготовления большеразмерных деталей. Кроме того, этими станками были оснащены многие ремонтными подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из его самых важных достоинств является высокая скорость быстрых ходов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.
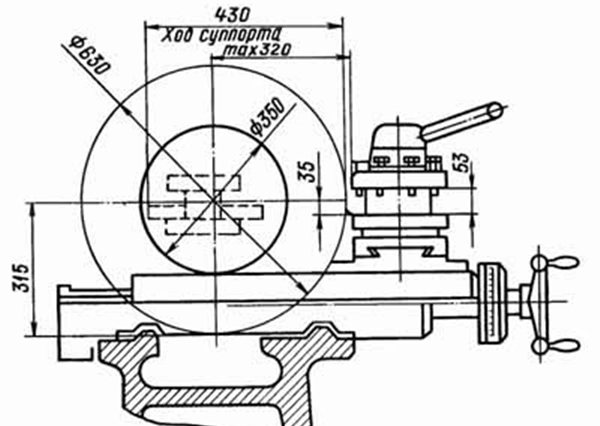
Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
Читайте также: Характеристики токарного станка ИЖ-250: паспорт и описание
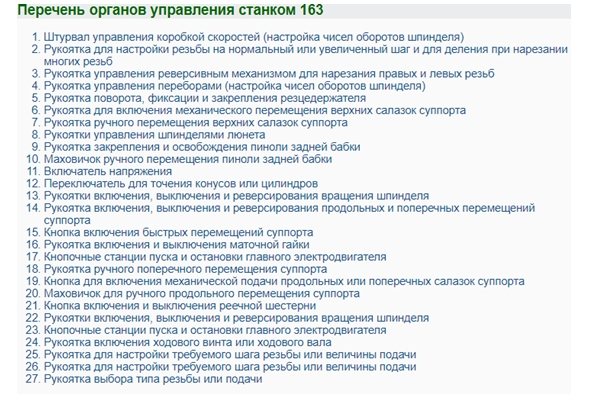
Расположение органов управления
Все основные органы управления токарным станком 163 расположены в его левой части. На верхней части корпуса передней бабки находятся рукоятки управления работой шпинделя, ниже них — ручки управления подачами и параметрами резьбы, а справа на валу — рычаг реверса шпинделя.
Органы управления на фартуке состоят их штурвала ручного хода, кнопки включения подачи салазок, кнопки включения быстрого хода, джойстика быстрых ходов и подач, кнопки пуска и останова главного двигателя. На суппорте находятся органы управления быстрыми ходами и подачами салазок, а на резцедержателе — рычаг поворота и крепления инструмента. Задняя бабка оснащена маховиком передвижения и рычагом фиксации пиноли.
Скачать схему в полном размере
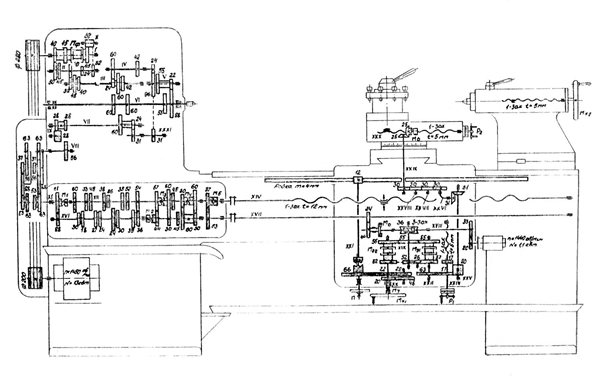
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя;
- резьбонарезания;
- продольных и поперечных подач;
- скоростных ходов суппорта.
Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.
Скачать изображение в полном размере
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей;
- питания элементов управления;
- главного шпинделя;
- привода системы СОЖ;
- подач и перемещений каретки и суппорта.
Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Скачать изображение в полном размере
Долгое время токарно-винторезный станок 163 был основным оборудованием для обработки точением крупногабаритных деталей. На его базе создано несколько новых моделей, которые и сейчас работают на крупных предприятиях и в частных мастерских.
Сведения о производителе токарно-винторезного станка
В 1944 году под Рязанью была подготовлена площадка под строительство танкового завода. Война вошла в завершающую фазу. Было принято решение переходить к производству «мирной» продукции и развивать экономический потенциал страны. На подготовленном месте начали строить станкостроительный завод.
В 1946 году в новые цеха начали завозить и устанавливать оборудование, включая 600 вагонов, привезенных из Германии. Датой выпуска первого станка считается 21 февраля 1949 года. Именно в этот день рабочий завода установил деталь на собранный 164 агрегат, и произвел пробную отработку.
Токарно-винторезный 163, разработанный московскими специалистами, начали выпускать в 1956 году и производили до 1968 года. Затем стали выпускать модели. Созданные на его базе: токарный станок 1М63 и 1М63Б.
Справка! Немного позже 163 станок стали производить на Тбилисском станкостроительном заводе. У моделей имеются незначительные отличия в отдельных элементах конструкции.
Назначение и область применения
Токарно-винторезный станок относится к группе металлорежущего оборудования. Он предназначен для обработки заготовок из:
- стали;
- чугуна;
- цветных сплавов.
На оборудовании производится обработка:
- точение цилиндрических и конических поверхностей;
- торцевание;
- отрезка;
- прорезка кольцевых канавок;
- сверловка, зенкерование в оси со стороны задней бабки;
- внутренняя расточка цилиндрическая и на конус;
- нарезка резьбы разных профилей;
- нарезка червяков.
Конструкция станка позволяет установить на суппорт фрезерную головку и производить фрезеровку по плоскости, сверловку и выборку пазов.
Важно! На станках модельного ряда 163 предусмотрена возможность подключения к ЧПУ.
Основные технические характеристики
Токарно-винторезный станок 163 разрабатывался для обработки крупногабаритных заготовок весом до 2 тонн. Максимальный диаметр короткой заготовки над станиной 630 мм, наибольший диаметр вала над суппортом – 350 мм.
Модель 163 выпускалась в 2 модификациях, они отличались длиной обрабатываемой детали:
- межцентровое расстояние 2800 мм в стандарте и1400 мм укороченный вариант;
- длина точения соответственно 1400 мм и 1260 мм.
Диаметр отверстия в шпинделе на первых партиях станков был 70 мм. Затем узел доработали, диаметр увеличился до 80 мм и 90 мм. Диаметр зажимного патрона 320 мм не изменялся. Мощность приводного двигателя 14 кВт.
Габариты рабочего пространства
Габариты рабочего пространства:
Максимальное расстояние резца от оси вращения детали в горизонтальной плоскости 320 мм.
Расположение основных узлов и органов управления
Основание станка 163 – литая чугунная станина. Сверху она имеет направляющие для перемещения суппорта и задней бабки. Впереди ходовой вал и винт.
Справка! На станках, выпускаемых Рязанским заводом, обе направляющие трапециевидной формы. У тбилисских агрегатов одна направляющая плоская.
Слева выше линии направляющих, расположена передняя бабка с коробкой скоростей и шпиндельным узлом. Ее входной вал соединен четырехрядной ременной передачей с установленным сзади двигателем. Слева выступает вперед корпус коробки подач. С торца открывается крышка ящика, в котором производится перестановка шестерен для изменения шага при нарезке резьбы.
Впереди, вдоль станины, перемещается фартук. На нем установлен суппорт с салазками и резцедержкой. Задняя бабка с нерабочего положения на правом краю, передвигается по направляющим в любое положение. Перед ней устанавливается съемный подвижный люнет для обработки длинных тонких валов.
Шкаф электрооборудования установлен слева за станиной. На станине, слева под направляющими, вплотную к коробке скоростей установлена кнопочная станция пуска и остановки станка. Рубильник включения в сеть находится на электрическом шкафу. Органы управления вынесены вперед и расположены максимально близко к узлам, которыми они управляют.
Расположение органов управления
На передней бабке расположены органы управления коробкой скоростей и скоростью вращения шпинделя:
- штурвал настройки числа оборотов шпинделя;
- рукоятка управления переборами;
- рукоятка регулировки шага резьбы;
- реверс – ручка переключения направления вращения.
На передней панели коробки подач расположены ручки:
- выбора типа резьбы;
- настройки шага резьбы и подачи;
- включения ходового винта и вала.
Для удобства управления станком и переключения режимов работы, на фартуке установлены рукоятки подач суппорта, переключения скорости и направления перемещения рабочих органов.
Задняя бабка передвигается вручную. На ней имеются ручки прижима к направляющим, перемещения и фиксации пиноли. Двигатель-насос СОЖ запускается автоматически при нажатии кнопки пуска станка.
Кинематическая схема
Механизм переключения скоростей
Токарно-винторезный станок 163 имеет 24 скорости вращения шпинделя. Все они включаются одновременным изменением положения 2 рукояток. В торце на корпусе имеются 6 окон для контроля положения настройки оборотов шпинделя.
Электрическая схема
Правила эксплуатации, паспорт
В Руководстве по эксплуатации подробно расписаны все правила обращения и работы на станке:
- техника безопасности;
- режимы работы и их настройка;
- установка на фундамент и крепление;
- первый пуск;
- регулировка оборудования;
- система смазки и график замены масла;
- перечень быстроизнашиваемых деталей.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт универсального токарно-винторезного станка 163.
Справка! Руководство по эксплуатации токарно-винторезного станка 163 отличается от стандартных документов аналогичного оборудования подробным описанием наладки и настройки режимов резания.
Универсальные токарно-винторезные станки 163 отличаются удобным управлением, надежностью и прочностью. Они признаны лучшей моделью для обработки средних и крупных заготовок при единичном изготовлении деталей. На 163 производят грубую обдирки и чистовую отработку с точностью до 0,02 мм. Станок изготовлен в полном соответствии с ГОСТ 18097-93.
Универсальный токарно-винторезный станок модель 163
- Подробности
- Категория: Токарные станки
Токарно-винторезный станок модели 163 (рис. 1) является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов и нарезание метрической, модульной и дюймовой резьбы. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (14 квт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
Скачать документацию
Кинематическая схема
Станина
(Р М Ц-1400) Станина жесткой конструкции с наклонными ребрами для отвода стружки назад имеет четыре направляющих: две одинаковых призматических направляющих для каретки и две — для задней бабки, из них одна — плоская (№ 01 рис. 7). Левая тумба имеет большие габариты; сзади к ней крепится электродвигатель главного привода, установленный на плите, имеющей регулировку для натяжения ремней. В правой тумбе помещается бак с эмульсией и электронасос охлаждения. Для фундаментных винтов сделаны лапы.
Коробка скоростей
Коробка скоростей (№ 02) установлена на левой части станины. Выверка шпинделя в горизонтальной плоскости осуществляется за счет поворота коробки вокруг штыря, запрессованного в станину под передней частью коробки, при помощи установочных винтов, находящихся снизу задней части коробки. Все шестерни кинематической цепи коробки скоростей смонтированы на пяти шлицевых валах и шпинделе, изготовлены из хромистой стали, закалены, шевингованы или шлифованы. Валы установлены на подшипниках качения. Передний подшипник шпинделя с регулируемым радиальным зазором — специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом.
Задний подшипник шпинделя — радиально-упорный, работающий в парс с упорным шарикоподшипником, воспринимающим на себя осевые усилия подачи при прямом точении. Передний конец шпинделя резьбовой. Шпиндель имеет 22 скорости от 10 до 1250 об/мин, знаменатель прогрессии — 1,26. Изменение чисел оборотов шпинделя производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку коробки скоростей. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой 116 (см. кинематическую схему рис. 9).
Задняя бабка
Задняя бабка жесткой конструкции закрепляется ка направляющих станины при помощи двух .планок тремя болтами. Поперечное смещение корпуса бабки относительно мостика произво-дится с помощью винтов и гайки, установленной в мостике. Перемещение пи ноли производится от руки с помощью маховичка. Задняя бабка перемещается вдоль направляющих станины на 4-х шариковых подшипниках, установленных в мостике (№ 03 рис. 7 и 8).
Суппорт
Супорт крестовой конструкции (№04) имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки; как то, так и другое перемещение может быть ручным, механическим, рабочим и ускоренным. Поворотная часть супорта имеет направляющие для перемещения верхней части супорта с резцовой головкой. Верхняя часть супорта также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются’ упорными шарикоподшипниками. Направляющие продольного перемещения супорта имеют текстолитовые накладки.
Фартук
Фартук закрытого типа со съемной передней стенкой (крышка) (№06). Движение супортной группе передастся фартуком от ходового винта или ходового” вала. Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. Дополнительным нажатием кнопки, встроенной в эту же рукоятку, включают ускоренный ход супорта. Благодаря наличию в фартуке обгонной муфты, включение ускоренного хода возможно при включенной подаче. Во избежание одно-временного включения маточной гайки и подачи рукоятки включения их сблокированы.
Коробка подач
Коробка подач — закрытого типа. Корригированные шестерни, установленные в коровке подач, дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных шестерен (№ 07). При перестановке сменных шестерен имеется возможность нарезания еще двух типов резьб: модульной и питчевой. Предусмотрено также прямое включение на винт (минуя механизмы коробки подач) для нарезания точных и специальных резьб. Для получения увеличенной подачи или правой резьбы предусмотрен блок шестерен, находящийся в коробке скоростей. Корпус коробки подач имеет 2 продольные расточки, в которых на подшипниках качения смонтированы валы. Шестерни изготовлены из хромистой стали и закалены. Выбор величин подач осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение на подачу осуществляется рукоятками 1 и 24. Для включения винта напрямую, рукоятку 1 надо поставить в положение “метрическая резьба”, рукоятку 2 — в положение “винт напрямую”, рукоятку 24 — „ходовой винт” (см. схему управления рис. 7; 8).
Сменные шестерни
Люнеты
Электрическая схема
Перед началом работы станка необходимо подключить его электрическую часть к цеховой сети посредством пакетного выключателя ВП (рис. 14). При повороте пакетного выключателя в положение „включено” подается напряжение на понижающие трансформаторы ТБ-0,4 и ТПБ-50 питания цепей управления электродвигателем станка, селеновых выпрямителей и лампы местного освещения, что фиксируется загоранием лампы ЛC.
Управление приводом рабочих подач и ускоренного хода
Скачать документацию
В Советском Союзе наибольшее практическое применение заслужил станок 1М63. А токарно-винторезный станок 163 является предшествующей ему версией. Это оборудование предназначено для токарной обработки крупных и средних заготовок. Данная модель также пользовалась огромной популярностью, как в самом СССР, так и за его пределами. Ведь это неприхотливая машина, нуждающаяся в минимальном внимании со стороны человека.
Предназначение оборудования
Основное предназначение такого оборудования состоит в обработке заготовок, внутренняя и наружная поверхности которых имеют коническую или иную сложную форму. Помимо этого, использование станка 163 актуально при нарезании резьбы. Он работает с различными приспособлениями, в том числе плашками и сверлами.
Универсальный токарно-винторезный станок подойдет для таких манипуляций, как:
- торцевание;
- точение цилиндрических поверхностей;
- осуществление обработки дисков и валов;
- накатывание рифленой поверхности;
- нарезание резьбы.
Особенность токарно-винторезного оборудования состоит в возможности обработки заготовок, выполненных из самых разных материалов, а также разных размеров, в том числе и достаточно крупных. Агрегат актуален как в мелкосерийном, так и в индивидуальном производстве.
Машина может работать даже в скоростном режиме, когда вращение шпинделя достигает своего верхнего предела. Для таких случаев берутся специальные твердосплавные резцы либо те, которые изготовлены из быстрорежущей стали.
Конструкционные особенности
Станки 163 с самого начала готовились для выполнения множества токарных действий. Именно этой универсальностью во многом объясняется его компоновка и выбор основных элементов.
Конструкция агрегата классическая – органы управления и сам внешний вид его полностью соответствуют времени производства.
Пара опорных тумб вместе с объемной станиной представляют собой единый элемент. В расположенной слева тумбе находится электродвигатель. Со шкивами коробки передач и приводных валов его соединяет стандартная ременная передача.
Помимо основного, в токарно-винторезном агрегате предусмотрено несколько дополнительных двигателей. Несколько из них необходимы для обеспечения работы систем охлаждения и смазки, другие ускоряют движение суппорта.
По верхним направляющим движется задняя бабка, а по боковым скользит суппорт. Вращение передается от двигателя на шпиндель посредством коробки передач, а потом к ходовому валу уже посредством коробки подач.
Станок токарно-винторезный имеет следующие эксплуатационные характеристики
- Для точения изделий конусной формы суппорт его снабжен механизмом, обеспечивающим механическое смещение.
- Выбор допустимых к выполнению операций на нем очень широк. У станка предусмотрен основной и дополнительный функционал.
- При необходимости агрегат переводится в режим работы при вращении шпинделя на высокой скорости.
- Работа может осуществляться как со специальными, так и стандартными резцами.
Для выбора нужного шага при нанесении резьбы корректируются пары шестеренчатых колес в гитаре и коробке передач токарно-винторезного станка.
Технические характеристики
По своей сути, это надежное и простое в использовании оборудование. Но для полноценного использования его возможностей и обеспечения наилучших результатов обработки необходимо проработать его технические характеристики и особенности эксплуатации.
Сам станок 163, как и любое подобное оборудование, разработанное в XX веке, отличается крупными габаритами и внушительной массой (в паспорте указаны значения 353-152-129 см и 4050 кг, соответственно). Из-за этого на указанном оборудовании может выполняться широкий перечень манипуляций.
Токарновинторезный агрегат имеет следующие характеристики:
- ограничение по длине детали до 140 см;
- частота вращения для шпинделя составляет 10–1250 оборотов ежеминутно;
- численность подач для резцовых салазок составляет 32;
- в зависимости от способа размещения заготовки при работе ее размер может составлять до 35 и до 63 см;
- диаметр отверстия в головке шпинделя – 0,7 см;
- в прямом и обратном вращении шпиндельная головка может вращаться с 22-мя и 11-ю скоростями, соответственно;
- скорость поперечного смещения 1,3 м/мин, для продольного она составляет 3,6 м/мин.
Шпиндель
При установке в коробке передач токарно-винторезного станка, оборудование будет готово для нарезания резьбы дюймовой, метрической либо питчевой.
Виды движений
В ходе работы станка 163 могут выполняться такие движения:
- Подача.
- Резание осуществляется, когда шпиндель вращается совместно с обрабатываемой заготовкой.
- Создание винтовой поверхности имеет место при продольном прямолинейном смещении суппорта.
- Вспомогательные – ручные перемещения различных элементов оборудования.
Подача – поступательное смещение суппорта прямолинейно в поперечном либо продольном направлении, под углом относительно оси шпинделя в верхней области. Аналогичным образом смещается и задняя бабка и суппорт относительно оси шпинделя.
Основным в ходе работы остается вращение шпинделя. Ременная передача обеспечивает передачу вращения от двигателя к коробке скоростей. Для передачи крутящего момента между основными рабочими валами применяются отдельные шестерни и созданные из них блоки.
Фрикционная электромагнитная муфта необходима для включения и отключения реверсирования для продольной подачи.
При нарезании резьбы той или иной разновидности имеет место движение для нанесения винтовых поверхностей. Это перемещение суппорта возвратно-поступательного типа, имеющее кинематическую связь с вращением шпинделя. Для нанесения на заготовку резьбы дюймового или метрического типа необходима установка по соответствующей схеме зубчатых колес агрегата (Сп). Чтобы нарезать питчевую или модульную резьбу выбирается схема Ср.
Как правильно эксплуатировать
Чтобы работа с токарно-винторезным станком была безопасной и высокоэффективной, требуется неукоснительное соблюдение основных правил его эксплуатации.
Непосредственно перед включением оценивается состояние основных узлов машины – суппорта, коробки передач, бабки, электродвигателей основных и дополнительных, коробки передач. Некоторые агрегаты периодически смазываются.
Суппорт токарного станка
Требования безопасности для станка 163:
- проведение инструктажа рабочих;
- использование защитных очков и рабочей формы в качестве средств защиты;
- обеспечение достаточного уровня освещенности;
- верная установка оборудования.
При соблюдении всех требований допустим запуск оборудования и выполнение необходимых манипуляций. При использовании различных режимов и приспособлений рабочие должны ознакомиться с правилами подобных операций.
Видео по теме: Токарный станок 1М63 (Дип-300)
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.

Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
Читайте также: Плазморез: принцип действия, устройство, инструкция по применению
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм;
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.

Универсальный токарно-винторезный станок. Технические характеристики
Технические характеристики станка 163 это основной показатель пригодности станка к выполнению определенных работ на станках. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками универсального токарно-винторезного станка 163. Более подробно технические характеристики станка можно посмотреть в паспорте станка 163
| Величины | ||
| Максимальный диаметр изделия устанавливаемый над станиной | мм | 630 |
| Максимальная диаметр точения над нижней частью суппорта | мм | 350 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе | мм | 65 |
| Расстояние между центрами РМЦ | мм | 2800 |
| Наибольшая длинна обтачивания | мм | 2520 |
| Высота центров | мм | 315 |
| Число скоростей вращения шпинделя | 24 | |
| Пределы чисел оборотов шпинделя | об/мин | 10…1250 |
| Мощность главного двигателя | кВт | 13 |
| Габариты станка (ДхШхВ) | мм | 4950х1740х1350 |
| Масса станка | кг | 5000 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.

Предназначение оборудования
Основное предназначение такого оборудования состоит в обработке заготовок, внутренняя и наружная поверхности которых имеют коническую или иную сложную форму. Помимо этого, использование станка 163 актуально при нарезании резьбы. Он работает с различными приспособлениями, в том числе плашками и сверлами.
Универсальный токарно-винторезный станок подойдет для таких манипуляций, как:
- торцевание,
- точение цилиндрических поверхностей,
- осуществление обработки дисков и валов,
- накатывание рифленой поверхности,
- нарезание резьбы.

Особенность токарно-винторезного оборудования состоит в возможности обработки заготовок, выполненных из самых разных материалов, а также разных размеров, в том числе и достаточно крупных. Агрегат актуален как в мелкосерийном, так и в индивидуальном производстве.
Машина может работать даже в скоростном режиме, когда вращение шпинделя достигает своего верхнего предела. Для таких случаев берутся специальные твердосплавные резцы либо те, которые изготовлены из быстрорежущей стали.
Читайте также: Самодельная струбцина из арматуры
Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
Универсальный токарный станок по металлу 163
Станок 163 — где купить, оплата, доставка, гарантия
Если Вам необходимо купить Универсальный токарный станок по металлу 163 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре в Перми в Ростове-на-Дону в Воронеже +7 (473) 202-33-64 в Красноярске +7
в Нур-Султане ;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
Читайте также: Круглопалочный станок своими руками чертежи
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Универсальный токарный станок по металлу 163 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя;
- резьбонарезания;
- продольных и поперечных подач;
- скоростных ходов суппорта.
Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.
Как правильно эксплуатировать
Чтобы работа с токарно-винторезным станком была безопасной и высокоэффективной, требуется неукоснительное соблюдение основных правил его эксплуатации.
Непосредственно перед включением оценивается состояние основных узлов машины – суппорта, коробки передач, бабки, электродвигателей основных и дополнительных, коробки передач. Некоторые агрегаты периодически смазываются.

Требования безопасности для станка 163:
- проведение инструктажа рабочих,
- использование защитных очков и рабочей формы в качестве средств защиты,
- обеспечение достаточного уровня освещенности,
- верная установка оборудования.
При соблюдении всех требований допустим запуск оборудования и выполнение необходимых манипуляций. При использовании различных режимов и приспособлений рабочие должны ознакомиться с правилами подобных операций.
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей;
- питания элементов управления;
- главного шпинделя;
- привода системы СОЖ;
- подач и перемещений каретки и суппорта.
Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Токарно-винторезный станок 1М63. Электрическая принципиальная схема.
Главный привод
Вращение главного привода осуществляется от асинхронного электродвигателя типа AО2-61-4 13 кВт (17,45 л.с. ) 1460 об/мин при 50 Гц, 1750 об/мин при 60 Гц.
Пуск электродвигателя осуществляется нажатием одной из кнопок «пуск» 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенной фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок «стоп» 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Привод подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых используются для управления перемещением каретки в продольном направлении и две — для управления перемещением суппорта в поперечном направлении.
Управление муфтами производится рукояткой крестового переключателя, установленного на фартуке станка, имеющего 5 положений: одно — вертикальное нейтральное и 4 наклонных, соответствующих направлению перемещения суппорта и каретки.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Читайте также: Ленточная пилорама производство деревообрабатывающего оборудования
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
токарную работу; конусное точение (внутреннее); конусное точение (наружное).
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
Схема 1М63
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.

Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм;
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.

Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности;
- порядок установки, монтажа и первого пуска;
- наладка и режимы работы;
- регулировка;
- система смазки;
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.

Назначение и область применения
Токарно-винторезный станок мод. 163 — это крупногабаритное токарное оборудование, которое создавалось для обработки тел вращения весом до двух тонн. Он имеет виброустойчивую конструкцию и электродвигатель большой мощности, что позволяет вести точение с большими глубинами резания. Станок способен выполнять весь спектр технологических операций, характерных для универсального токарного оборудования, в том числе точение спиральных поверхностей и длинных конусов.
Модель 163 применялась в машиностроении (и до сих пор применяется) для единичного и мелкосерийного изготовления большеразмерных деталей. Кроме того, этими станками были оснащены многие ремонтными подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из его самых важных достоинств является высокая скорость быстрых ходов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.

Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).

Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.


Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.

Расположение органов управления
Все основные органы управления токарным станком 163 расположены в его левой части. На верхней части корпуса передней бабки находятся рукоятки управления работой шпинделя, ниже них — ручки управления подачами и параметрами резьбы, а справа на валу — рычаг реверса шпинделя.
Органы управления на фартуке состоят их штурвала ручного хода, кнопки включения подачи салазок, кнопки включения быстрого хода, джойстика быстрых ходов и подач, кнопки пуска и останова главного двигателя. На суппорте находятся органы управления быстрыми ходами и подачами салазок, а на резцедержателе — рычаг поворота и крепления инструмента. Задняя бабка оснащена маховиком передвижения и рычагом фиксации пиноли.

Скачать схему в полном размере

Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя;
- резьбонарезания;
- продольных и поперечных подач;
- скоростных ходов суппорта.
Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.

Скачать изображение в полном размере
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.

Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей;
- питания элементов управления;
- главного шпинделя;
- привода системы СОЖ;
- подач и перемещений каретки и суппорта.
Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.

Скачать изображение в полном размере
Паспорт на Токарно-винторезный станок модель 163. Тбилисский Станкостроительный завод им. С.М. Кирова, 1965г.

Паспорт, руководство, электрооборудование, акт приемки — 163_Tbilisi_Passport.djvu (12.06 MB)
Альбом запасных деталей — 163_Tbilisi_Album_detalei.djvu (13.31 MB)
Чертежи, схемы, таблицы — 163_Tbilisi_scheme.djvu (7.75 MB) и 163_Tbilisi_addict.djvu (808.37 KB)
Чертежи обоих видов (утраченные страницы: 20, 79, 191) — 163_Tbilisi_detali.djvu (2.84 MB)
Похожие файлы: Токарно-винторезный станок мод. 163, г. Тбилиси. Альбом запасных деталей, 1983г.
Ремонт токарно-винторезного станка модели 163 Тбилисского станкозавода. Альбом техдокументации, 1970г.
i 163 / ТОКАРИО - ВИНТОРЕЗНЫЙ СТАНОК
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК 163 Руководство СССР СТАНКОИМПОРТ МОСКВА
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ Универсальный токарно-винторезный станок модели 163 является скоростным станком и предназначен для выполне- ним разнообразных токарных и винторезных работ, включая точение конусов и нарезание метрической, дюймовой, мо- дульной и питчевой резьб в следующих пределах: метрические с шагом в мм от 1 до 192,/ дюймовые с числом ниток на Г' от 24 до 1/4, модульные с шагом в мм от 0,5л до 48л, питчевые в диаметральных питчах от 96 до 7/8. РАСПАКОВКА И ТРАНСПОРТИРОВКА При распаковке станка надо следить за тем, чтобы не повредить станок распаковочным инструментом, для чего вначале снимают верхнюю часть обшивки и верхние по- перечные брусья, а затем боковые и торцовые части об- шивки ящика. Транспортировку станка в упакованном и распакован- ном виде надо производить согласно схеме (рис. 1). При по- грузке и выгрузке ящика со станком нельзя наклонять ящик в стороны, допускать удары дном или боками, следует избегать сильных сотрясений и рывков при опускании и подъеме. При транспортировке распакованного станка необходимо следить за тем, чтобы канатом не были повреждены высту- пающие части станка и обработанные поверхности, для чего в соответствующих местах следует подкладывать войлочные прокладки^ 2. Диаметр штанг 3 для подъема станка должен быть не менее 50 мм. Перед подъемом распакованного ставка суппорт, люнеты и заднюю бабку желательно переместить в крайнее правое положение. В отверстие левой ножки вставить оправку 1, изготовленную по эскизу, за которую следует закрепить один конец троса. 1* з
Рис. 1. Схема транспортировки 4
ФУНДАМЕНТ СТАНКА, МОНТАЖ, УСТАНОВКА Точность работы станка в значительной мере зависит от (‘го правильной установки (монтажа). Станок устанавливается па бетонный фундамент и укреп- ляется фундаментными болтами (рис. 2). Глубина заложения фундамента выбирается в зависи- мости от грунта. Станок устанавливается по уровню с точ- ностью до 0,04 мм па 1000 мм в продольном и поперечном направлениях. После выверки фундаментные болты заливаются цемент- ным раствором; когда раствор затвердеет, гайки фундамент- ных болтов затягивают плавно и равномерно, одновременно тщательно проверяя по уровню правильность положения станка. Затем подливается цементный раствор под тумбы станка. ----иоо------‘---1 Рис. 2. Установочный чертеж: D — 6 фундаментных болтов о 16 мм; 1 открытая дверка 5
ПАСПОРТ СТАНКА Тил............... Модель .... За вод-и зго i о в н тел ь Заводской N” . Год выпуска . Назначение станка Габарит, мм: длина . ширина . высота . Вес. кг . . . . токарно -ви 1 ггг > ре;и i ы й 163 универсальный • 3530 1520 1290 4050 ОРГАНЫ УПРАВЛЕНИЯ 1—Рукоятка для установки метрических или дюймовых резьб и подач 2 и 5 Рукоятки для настройки чисел оборотов шпинделя 3 — Рукоятка для установки нормального или увеличенного шага резьбы 4 Рукоятка для установки правой или левой резьбы 6 Вытяжная кнопка для включения или выключения шестерни реечной передачи продольного перемещения суппорта 7 — Рукоятка для поворота, фиксации и закрепления резцовой го- ловки Л — Рукоятка для включения ••-или выключения автоматического пере- мещения верхних салазок суппорта 9 Кнопка на рукоятку 10 для включения быстрого перемещения суппорта 10 Рукоятка для управления быстрыми и рабочими перемещениями суппорта во всех направлениях 11 Рукоятка для закрепления пиноли зади< й бабки J2 Маховичок для перемещения пиноли задней бабки 13 - Рукоятка для ручного перемещения верхних салазок суппорта 14 и 22 Рукоятки ДЛЯ включения, останова и реверсирования шпинделя 15 Рукоятка для включения гайки ходового винта 16 и 21 Кнопочные станции пуска и останова главного привода 17 Переключатель электромагнитных му<|гг фартука для обычной работы или конусного точения 1Я Рукоятка для ручного поперечного перемещения суппорта 19 — Вытяжная кнопка для включения или выключения автоматшю- ( кого поперечного перемещения верхних салазок суппорта 20 Маховичок для ручного продольного перемещения суппорта 23 рукоятка для включения ходового впита или ходового валика 24 и 25 Рукоятка для установки величины подач и шага резьбы
26 — Выключатель вводной 27 — Кнопки включения и выключения электронасоса охлаждения 28 — Выключатель местного освещения 29 — Амперметр (указатель нагрузки) 30 — Сигнальная лампа ОСНОВНЫЕ ГРУППЫ СТАНКА I — Коробка скоростей (группа 2) II — Сменные шестерни и кожух (группа 8) III — Коробка подач (группа 7) IV — Станина (группа IB) V — Фартук (группа 6) VI — Электрооборудование (группа 18) VII — Задняя бабка (группа 3) VIII — Люнеты (группа 10) IX — Суппорт и защитное устройство (группа 4) X — Охлаждение (группа 9) XI — Принадлежности (группа 92) ОСНОВНЫЕ ДАННЫЕ Основные размеры * Наибольший наружный диаметр обрабатывае- мого изделия, мм: над станиной............ над суппортом.............. /. .... Расстояние между центрами при крайнем поло- жении задней бабки с вдвинутой пинолью, мм Высота центров, мм . . . ................ Диаметр прутка, проходящего через отверстие в шпинделе, мм.............................. Наибольшая длина обработки над суппортом (без перестановки резцовых салазок), мм . . Предельные размеры нарезаемых резьб: метрической, шаг в мм....................... модульной, шаг в мм .......... дюймовой, число ниток на 1".............. питчевой, в диаметральных питчах......... Мощность главного электродвигателя, квт . . . Суппорт 630 340 1400 315 65 1260 наименьший наибольший 1 192 0.5Л 48л 24 1/4 96 7/8 14 Резцедержатель......................................... постоянный Количество резцов в резцедержателе........................... 4 Наибольшие размеры державки резца, мм: ширина................................................... 40 высота................................................... 40 7
Перемещение на 1 оборот рукоятки, мм: продольное............................................... 300 поперечное ............................................... 5 Цена одного деления лимба, мм: продольного.................................................1 поперечного............................................. 0,05 Скорость быстрого перемещения, м/мин: продольного............................................ . 3,6 поперечного.....................................< 1,3 Резцовые салазки а > Угол поворота, град........................................+90; —45. Наибольшее перемещение, мм........................... . 220 Цена одного деления лимба, мм............................ 0,05 Перемещение на 1 оборот лимба, мм . . . /х*. ... 5 Возможность установки задней резцовой головки............. есть Задн$1я бабка Наибольшее перемещение пиноли, мм........................ 225 Поперечное смещение задней бабки. Мм..................... ±10 Зажим обрабатываемого изделия в бабках................... ручной ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ О СТАНКЕ Муфты фрикционные Местонахождение Передняя бабка Фартук Тип -пласЫнчатые электро- магнитные электромагнитные Размеры поверх- ностей трения, ж.и наименьший диаметр 65 50 65 наибольший диайетр ' 115 100 125 тджцина 1,75-2 0,75 O.s Число поверхностей тремя Пря- мой ход Обрат- ный ход Тормоз Продольный ход Попереч- нып ход пря- мой обрат- ный пря- мой обрат- ны!! 20 14 6 9 5 9 5 Материал Поверхно- стей трения сталь по стали сталь по стали Рабочая среда масло масло 8
передней b — конус 20; HI — Рис. 5. Схема органов настройки механизма главного движения Рис. 4. Габарит рабочего простран- ства. Посадочные и присоединитель- ные базы станка: I — суппорт; Н — шпиндель бабки; а — конусность I : 20; метрический 80 мм; конусность I габарит станка в плане; с — выступающие дверки; масштаб 1 : 100 *9
о МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ Регулирование механизма главного движения — ступенчатое № сту- пени Обозначение органов настройки Число оборотов шпинделя в мину- ту для вращения Эффективная мощ- ность на шпинделе, кет Наиболь- ший допу- стимый крутящий момент, кгм Слабые звенья в цепи главного движения 1 2 Положение органов настройки / ' / / прямого обрат- ного при исполь- зовании но- минальной мощности электро- двигателя допус- каемая наиболее слабым звеном 1 2 3 4 5 6 1 2 3 4 5 6 . Рис. 5 а 10 12,5 16 20 25 31,5 18 18 27 27 45 45 10,65 3,5 4,4 5,5 7,1 8,8 336 Шестерня № 24 z=: 22; т = 4 10,8 8,8 ч 10,8 330 / 336 330 7 8 9 10 И 12 1 2 3 4 5 6 | Рис. 5 б 0 7 25 31,5 40 50 63 80 45 45 72 72 112 112 10,8 10,8 10,8 10,8 262 206 166,5 131,5 Шестерня № 21 z = 24; т = 3
№ сту- пени Обозначение органов настройки Число оборотов шпинделя в мину- ту для вращения Эффективная мощ- ность на шпинделе, кет Наиболь- ший допу- стимый крутящий момент, кгм Слабые звенья в цепи главного движения 1 9 Положение органов настройки прямого обрат- ного при исполь- зовании но- минальной мощности электро- двигателя допус- каемая наиболее слабым звеном 13 1 100 180 10,8 103 14 2 125 180 10,8 82,3 15 3 160 290 10,65 10,8 6-1,4 Шестерня № 21 16 4 1 200 290 10,8 51,4 z = 24; т — 3 17 5 1 47 Рис. 5 в 250 450 10,8 41,3 18 6 315 450 10,8/ 33 19 1 400 720 11,2 / 26,7 20 2 500 720 И>2 21,4 21 3 6.30 1160 1,2 Н,2 16,7 Муфта фрик- 22 4 800 1160 11,2 13,3 ционная /7 23 5 Рис. 5 г 1000 1880 11,2 10,4 24 6 1250 1800 11,2 8,3
го МЕХАНИКА ПОДАЧ № ступе- ней Положение рукояток (обозначение рукояток, ремня) / / / L L Сменные зубчатые колеса (число зубьев) Подача на один оборот шпинделя, мм № ступе- ней Положение рукояток (обозначение рукояток, ремня) Сменные зубчатые колеса (число зубьев) Подача на один оборот шпинделя, мм 8 А ' / Б В а /•/. про- дол ь- /ная попе- реч- ная 8 А Б В а ь про- доль- ная попе- реч- ная 1 2 3 4 5 6 7 8 * п я со о со о Е( о X к <3 * ф SP S. н ф S 1 2 3 4 5 6 7 8 1 63 63 0.10 0,11 0,13 0,15 0,16 0,17 0,18 0.20 0,040 0,043 0,049 0,055 0,058 0,061 0,067 0.073 17 18 19 20 21 22 23 24 2 о сс С О X * о о = н ф S 1 2 3 4 5 б , 7 8 3 63 / / 63 1 0,43 0,47 0.53 0.60 0,63 0.67 0,73 0.80 0,16 0,17 0,20 0,22 0,23 0,24 0,27 0,29 9 10 11 12 13 14 15 16 1 2 3 4 5 6 7 8 2 0,21 0,23 0,26 0,30 0,31 0.33 0,36 0,40 0,08 0,09 0,10 0,1! 0,12 0,13 0.14 0,15 25 26 27 28 29 30 31 32 1 1 2 3 4 5 6 7 8 4 0,87 0,94 ; 1.07 1.20 1.27 1,34 1.4 / 1,60 0,32 0,34 0,39 0,44 0,47 0.49 0,54 0,59
МЕХАНИКА ПОДАЧ № ступе- 21 4-————— Положение руко- яток-. (обозначение рукояток, ремня) Г Г Сменные зубчатые колеса (чис- ло зубьев) Подача верхних резцовых салазок на один оборот шпинделя, мм № ступе- ней Положение руко- яток (обозначение рукояток, ремня) Сменные зубчатые колеса(чис- ло зубьев) Подача верхних резцовых салазок на один оборот шпинделя, мм а Ь ней 8 А у В а Ь 8 Л Б В 1 9 3 4 5 6 7 8 'Л —в =: со X С X о О X ж * О О у Е. 1 2 3 4 5 6 , 7 8 1 63 I I 63 0,033 0,036 0,041 0,046 Й,049 0,052 0,057 0,062 17 18 19 20 21 22 23 24 л —« =: я X О х х о X ж ‘Л -> sr cL н а» 1 2 3 4 5 6 7 8 3 63 63 0,13 0,14 0,16 0.18 0,20 0.21 0,23 0,25 9 10 11 12 13 14 15 16 1 2 3 4 5 6 7 8 2 0.06 0,07 0,08 0,09 0,10 0,11 0,12 0,13 25 26 27 28 29 30 31 32 s 9 3 4 5 6 7 8 1 0.27 0.29 0,33 0,37 0,40 0,42 0,46 0,50 Примечание: Рукояткам коробки подач соответствуют на схеме управления (рис. 3): А — № 1, Б — № 25, В — № 24 Наибольшая сила подачи, допускае- мая механизмом подач, кг продольная поперечная 2000 1000
ТАБЛИЦА НАРЕЗАЕМЫХ РЕЗЬБ Метрическая резьба Сменные зубчатые колеса / Положение рукояток коробки скоростей а b Рукоятка .3“ в/Положении^ .Нормальный ига г* Рукоятка .3* в положении .Увеличенный шаг6 63 63 Рукоятка .5“ в любом положении Рукоятка .5“ в положениях: а 100 —315 (4 : 1) 1 ' / / 10-31,5 или 25-80 (16 : 1) Положение рукояток коробки подач А На метрической резьбе Гх В 1 2 3 4 1 2 3 4_ 1 2 3 4 - Шаг в мм Б 1 2 3 4 5 6 / 8 1 1.25 15 1,75 9 — 2,5 3 3,5 4 5 5; 5 6 / 8 9 10 12 3,5 4 4,5 5 5:5 6 ! 8 9 10 U 12 13 14 16 18 19 20 22 24 26 28 32 36 38 40 44 48 13 16 18 19 20 22 24 26 28 32 36 38 40 44 48 52 7 (4 72 76 80 88 96 104 ПГ 128 144х 152 160 176 192 3 F - X ИС 5 А
Си Дюймовая резьба Сменные зубчатые колеса а b Положение рукояток коробки скоростей 63 63 Рукоятка ,3* в положении „Нормальный шаг* Рукоятка „3“ в положении „Увеличенный шаг“ а. Рукоятка ,5“ в любом положении Рукоятка „5“ в положениях: 100-315 (4 : 1) * 10—31,5 или 25—80 (Ю: 1) X Положение рукояток коробки подач А | На дюймовой резьбе В 4 3 2 1 4 3 2 1 4 3 2 1 Нитки на дюйм 1 3>/< 6*/2 13 3>/< 2 3*/2 7 14 7з 3‘/2 / 3 2 4 8 16 V2 1 2 4 ’/« ‘/2 1 | у X Б 4 4*/3 9 18 41/2 ( iVex 1 ’ 5 19 6 5 10 20 1‘/, 2’/г 5 1*д Рис. 5 е 7 11 22 8 3 6 12 24 СО со -S.’ г—- -* 3/в 3/< 1‘/2
Модульная резьба Сменные зубчатые колеса / / Положение рукояток коробки скоростей : / /_ / а ь с d 63 56 37 53 Рукоятка .3* в положении .Нормальный шаг" Рукоятка .3" в положении .Увеличенный шаг" Рукоятка .3" в любом положении Рукоятка .5“ в положениях: а / / 100 315 (4:1) 10-31.5 или 25-80 (16: 1) Положение рукояток коробки подач Л На метрической резьбе В 1 2 3 4 1 2 4 1 2 3 4 с Модуль •—4 V Б 1 2 3 4 5 б 7 8 0,5 1 1,25 1,5 1,75 2 2,25 2,5 2,75 3 1 1,25 1,5 1,75 2 2,25 2,5 2,75 3 3,25 3,5 4 4,5 5 5,5 6 6,5 7 8 9 10 11 12 3,25 х 3,5 4 4,5 5 5,5 6 6,5 7 8 9 10 11 12 13 14 16 18 19 20 22 24 26 28 М2 36 38 40 44 48 Hill 1111 mu и:in i ч / Рис .5 ж
Заказ to Питчевая резьба Положение рукояток коробки скоростей Рукоятка п3“ в положении .Нормальный шаг* Рукоятка .3“ в положении .Увеличенный шаг" Рукоятка .5“ в любом положении Рукоятка .5“ в положениях: 100—315 (4 : 1) 10-31,5 или 25-80 (16 : 1) Положение рукояток коробки подач А На дюймовой резьбе В 4 3 2 1 4 3 о — 1 1 ’ 3 2 1 Диаметральный питч Б 1 2 3 4 5 6 7 8 6V2 7 8 9 91/2 10 11 12 13 14 16 18 19 20 22 24 26 28 32 36 38 40 44 48 52 56 64 72 76 80 88 96 13/< 2 2>/« 2*/э 2=А 3 З’А 31/2 4 43/4 5 5*/2 6 61/2 7 8 9 10 11 12 13 14 16 18 19 20 22 24 ’/в 1 1*/8 13/8 1>/2 со го to to to to — _ w __ ►-* U CJ 00 ) Зг/2 s4l */2 43/, 5 5i/2 6 63 | 56 а | b Сменные зубчатые колеса с d 37 Рис. 5 з 53
00 Настройка станка для нарезания резьб при прямом соединении ходового винта Положение рукояток коробки подач Положение рукояток коробки скоростей Формулы настройки 23 l (X) ' 24 (В) 25 (Б) 3 5 Нормаль- ны й шаг В любом положении |<о II <3 X Рис. 5 и / a t < Ходо- вой винт Резьба метри- ческая Винт на пря- мую В любом положе- нии Увели- ченный шаг Рис. 5 к 4:1(100-315) a t ~Г= 24 t—шаг нарезаемой резьбы в мм
Рис, 6. Схема настройки гитары СВЕДЕНИЯ О РЕМОНТЕ СТАНКА Категория сложности ремонта Ремонтный цикл в часах работы станка по годовому плану Вид ремонта фактически Дата ремонта Отметка о выполнении ремонта, подпись — — — — . — ИЗМЕНЕНИЯ В СТАНКЕ № пп Узел или группа Причины изменений Краткое описание произведенных изменений Данные после изменения Изменения внесены в лист паспор- та № Дата Подпись
£ СПЕЦИФИКАЦИЯ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ КОЛЕС, ЧЕРВЯКОВ, ВИНТОВ И ГАЕК Узел № вала по схеме № no схеме Число зубцов или захо- / дов, Z Модуль или шаг, мм, т или / Угол винтовой линии, град, 3° Ширина обода, мм, В**) Мате- риал Термическая обработка Твер- дость***) Примечание Коробка 1У 40 3 18 ст. 40Х Закалка Rc =50 ТВЧ зубьев скоростей 1 Уг 45 3/ 18 ст. 40Х Закалка Rc =50 ТВЧ зубьев 1 3 45 / г 18 ст. 40Х Закалка Rc 50 ТВЧ зубьев 11 4 50 3 / 18 ст. 40Х Закалка Rc -- 50 ТВЧ зубьев 11 5 45 X / 18 ст. 40Х Закалка Rc = 50 ТВЧ зубьев н 6 40 з>../ 20 ст. 40Х Закалка Rc- 50 ТВ1! зубьев 11 7 24 3 22 ст. 40Х Закалка Rc =50 ТВЧ зубьев II 8 32 3 20 ст. 40Х Закалка Rc 50 ТВЧ зубьев 11 9 48 3 19 ст. ЮХ Закалка Rc - 50 ТВЧ зубьев X 10 32 3 55 ст. 40Х Закалка Rc 50 ТВЧ зубьев III 11 32 3 20 ст. 40Х Закалка Rc 50 ТВЧ зубьев III 12 48 3 22 ст. 40Х Закалка-— Rc = 50 ТВЧ зубьев 111 13 40 3 20 ст. 40Х Закалка j Rc = 50 ТВЧ зубьев III 14 24 3 48 ст. 20Х Цемент, и калить , Rc = 59/ ТВЧ зубьев III 15 24 3 12 ст. 40Х Закалка Rc 50 ТВЧ зубьев III 16 60 3 22Х4 ст. 40Х Закалка Rc 450 ТВЧ зубьев 111 17 42 3 22 ст. 40Х Закалка Rc -- 50 ТВЧ зубьев IV 18 60 3 22 ст. 40Х Закалка Rc =• .50 ТВЧ зубьев IV 20 42 3 22 ст. 40Х Закалка Rc = 50 ТВЧ зубьев IV 21 24 3 42 ст. 40Х Закалка Rc - 50 ТВЧ зубьев
Продолжение к Узел № нала по схеме № по схеме Число зубцов илИ захо- дов, Z Модуль или шаг, мм, т или t Угол винтовой линии, град, Ширина обода, мм, В**) Мате- риал Термическая обработка Твер- дость***) Примечание Коробка . V/ 22 96 3 28 ст. 40Х Закалка Rc=50 ТВЧ зубьев скоростей V 23 55 4 24 ст. 40Х Закалка Rc=50 ТВЧ зубьев V 24 ч 22 /4/ 52 ст. 40Х Закалка Rc—50 ТВЧ зубьев VI 25 60 2,5 16 ст. 40Х Закалка Rc —50 ТВЧ зубьев VI 26 60 / з/ 22 ст. 40Х Закалка Rc — 50 ТВЧ зубьев VI 27 55 1 24 ст. 40Х Закалка Rc — 50 ТВЧ зубьев VI 28 88 4 50 ст. 40Х Закалка Rc = 50 ТВЧ зубьев VII 29 28 2,5 16 ст. 40Х Закалка Rc —50 ТВЧ зубьев VII 30 28 2,5 16 ст. 40Х Закалка Rc —50 ТВЧ зубьев VII 32*) 60 3 16 ст. 40Х Закалка Rc — 50 ТВЧ зубьев VII 33 60 2,5 16 ст. 40Х Закалка Rc — 50 ТВЧ зубьев VIII 34 56 2,5 16 ст. 40Х Закалка Rc=50 ТВЧ зубьев IX 36 28- 2,5 34 ст. 40Х Закалка Rc — 50 ТВЧ зубьев Сменные VIII 37 63 9 15 ст. 45 Улучшение Hb - 220 шестерни 38 37 2 15 ст. 45 Улучшение Hb - 220 39 56 9 15 ст. 45 Улучшение Hb 4220 40 88 2 15 ст. 45 Улучшение Hb = 220 • > XI 41 53 2 15 ст. 45 Улучшение Hb 220 XI 42 63 2 15 ст. 45 Улучшение Hb 220
Продолжение *?______________________________________________________________________________________________________________________ t Srf --------- ------------------------------------------------------------------------------------------------------------------------- Узел N? вала по схеме № по схеме / / Число зубцов или захо- , дов, Z Модуль или шаг, .w-w, щ или t Угол винтовой линии, град, р° Ширина обода, мм, В**) Мате- риал Термическая обработка Твер- дость***) Примечание Коробка XI / 4^' 61 2 12 ст. 40Х Закалка Нс = 50 ТВЧ зубьев подач xi7 46 33 2 / 6 ст. 40Х Закалка Нс = 50 ТВЧ зубьев XI 47 33 А 12 ст. 45 Улучшение Нв = 220 XII 48 60 / 2/ / / 13 ст. 40Х Закалка Нс = 50 ТВЧ зубьев хи 49 33 ' 3^/ 12 ст. 40Х Закалка Rc - 50 ТВЧ зубьев XII 50 45 2,5 / 12 , ст. 40Х Закалка Rc—50 ТВЧ зубьев XII 51*) 38 3 • 12 ст. 40Х Закалка Нс = = 50 ТВЧ зубьев XII 52*) 26 3,5 12 ст. 40Х Закалка Rc = = 50 ТВЧ зубьев XII 53*) 35 2,75 12 ст. 40Х Закалка Rc 50 ТВЧ зубьев XII 54*) 52 2 12 ст. 40Х Закалка Rc 50 ТВЧ зубьев XII 55 54 2 13 ст. 40Х Закалка Rc - 50 ТВЧ зубьев XIII 56*) 57 1,75 12 ст. 40Х Закалка Rc 50 ТВЧ зубьев XIII 57 57 1,75 6 ст. Ю. Закалка Rc = 50 ТВЧ зубьев XIII 58 60 2 12 ст. 40Х Закалка Rc* = 50 ТВЧ зубьев XIII 59 45 2 12 ст. 40Х Закалка 1 Rt = -50 ТВЧ зубьев XIII 60 30 2 21 ст. 40Х Закалка .Rc —50 ТВЧ зубьев Х111 61 30 2 9 ст. 40Х Закалка Rc = 50 ТВЧ зубьев XIII 62 60 2 12 ст. 40Х Закалка Rc — 50 ТВЧ зубьев XIII 63 37 2 12 ст. 40Х Закалка Rc =150 ТВЧ зубьев XIV 64 37 2 6 ст. 45 Закалка Rc = 50 ^ТВЧ зубьев XV 65*) 28 2 12 ст. 40Х Закалка Rc = 50 ТВЧ зубьев XV 66 30 2 12 ст. 40Х Закалка Rc = 50 ТВЧ зубьев XV 67*) 18 3.5 12 ст. 40Х Закалка Rc = = 50 ТВЧ зубьев
Число Модуль Угол Узел № вала № по зубцов или шаг, винтовой по схеме схеме или захо- мм, т линии, дов, Z или t град, Коробка ху I 68 27 2,5 подач XV • , 69 ) 24 3 / XV ' 70*) 24 /3,5 XV 71*) 30 /2,75 XV 72*) 39 2 XV 73 36 / 2 / XV 74 44 1,75 XVI 75*) 44 1,75 XVI 76 30 2 XVI 77 45 о XVI 78 60 9 XVI 79 30 9 XVI 80 53 2 Фартук XVII 81 36 2 XVII 82 66 2 XVII 83 3 4 15° 15' XVIII 84 33 9 85 20 2 XIX 86 36 4 XIX 87 55 3 XIX 88 52 3 XIX 89 22 3
Продолжение Ширина обода, мм, В**) Мате- риал Термическая обработка Твер- дость***) Примечание 12 ст. 40Х Закалка Rc —50 ТВЧ зубьев 12 . ст. 40Х Закалка Rc = 50 ТВЧ зубьев 12 ст. 40Х Закалка Rc 50 ТВЧ зубьев . 12 ст. 40Х Закалка Rc = 50 ТВЧ зубьев 12 ст. 40Х Закалка Rc —50 ТВЧ зубьев 12 ст. 40Х Закалка Rc = 50 ТВЧ зубьев 5 ст. 45 Закалка Rc=50 ТВЧ зубьев 12 ст. 40Х Закалка Rc = 50 ТВЧ зубьев 12 ст. 40Х Закалка Rc — 50 ТВЧ зубьев 12 ст. 40Х Закалка Rc = 50 ТВЧ зубьев 12 ст. 40Х Закалка Rc = 50 ТВЧ зубьев 12 ст. 40Х Закалка Rc = 50 ТВЧ зубьев 12 ст. 40Х Закалка Rc —50 ТВЧ зубьев 16 ст. 45 Закалка Rc = 50 ТВЧ зубьев 16 ст. 45 Закалка Rc == 50 ТВЧ зубьев 80 ст. 20Х Цемент, и калить. Rc = 59 16 ст. 45 Закалка х/ Rc — 50 ТВЧ зубьев 16 ст. 20Х Цемент, и калить Rc = 59 30 ст. 45 Бр. ОЦС 6-6-3 16 ст. 45 Закалка Rc = 50 ТВЧ зубьев 16 ст. 45 Закалка Rc = 50 ТВЧ зубьев 18 ст. 45 Закалка Rc = 50 ТВЧ зубьев
to Узел № вала по схеме № по схеме Число зубцов или захо- дов, Z Модуль или шаг, мм, т или t Угол винтовой линии, град. В0 Ширина обода, мм, В**) Мате- риал Термическая обработка • Твер- дость***) i |родолжение Примечание Фартук Г* ху 90 52 3 16 ст. 45 XX /91 5Е 3 16 ст. 45 XXI 92 66 / /3 18 ст. 45 Закалка Rc— 50 ТВЧ зубьев XXI 93 35 2 10 ст. 45 Закалка Rc = 50 ТВЧ зубьев XXI 94 35 / У 10 ст. 45 Закалка Rc = 50 ТВЧ зубьев XXI 95 12 4 / 50 ст. 40Х Закалка Rc = 50 ТВЧ зубьев 96 рейка 4/ 50 ст. 45 Улучшение Нв = 220 »' XXII 97 63 3 16 ст. 45 Закалка Rc- 50 ТВЧ зубьев XXII 98 52 3 16 ст. 45 XXII 99 55 3 16 ст. 45 XXIII 100 26 3 13 ст. 45 Закалка Rc = 50 ТВЧ зубьев XIV 101 1 12 по Бр. OLIC 6-6-3 / > XX 123 20 2 14 ст^ 45 Закалка Rc = 50 ТВЧ зубьев 124 46 2 10 ст. 45 Закалка Rc = 50 ТВЧ зубьев 125 22 3 10 ст. 45 Закалка Rc 5Q ТВЧ зубьев Суппорт XXIV 102 17 3 16 ст. 45 Закалка Rc — 42 ТВЧ зубьев XXIV 103 17 3 16 ст. 45 Закалка Rc i= 42 ТВЧ зубьев XXV 104 20 3 40 ст. 45 Закалка Rc - 42 ТВЧ зубьев XXV 105 31 2 14,6 ст. 45 Закалка Rc-42 ТВЧ зубьев XXVI 106 31 2 14,6 ст. 45 Закалка Rc = 42 ТВЧ зубьев
Продолжение Узел № ,вала по схеме № по схеме Число зубцов или захо- дов, Z Модуль или шаг, мм, т или t Угол винтовой линии, град, ₽° Ширина обода, мм, В*) **) Мате- риал Термическая обработка Твер- дость***) Примечание Суппорт XXVI 107 30 2 14 ст. 45 Закалка Rc — 42 ТВЧ зубьев XXVII ^108 30 / у 14 ст. 45 Закалка Rc = 42 ТВЧ зубьев XXVIII 109 30 / 2 14 ст. 45 Закалка Rc- 42 ТВЧ зубьев XXIX 110 30 '2/ 14 ст. 45 Закалка Rc- 42 ТВЧ зубьев XXIX 111 25 2 12 ст. 45 Закалка Rc = 50 ТВЧ зубьев XXX 112 25 2 12 ст. 45 Закалка Rc — 50 ТВЧ зубеьв XXX 113 1 5 22 ст. 45 Улучшение Hb = 220 XXX 114 1 5 40 СЧЦ-2 XXIV 115 1 5 28 ст. 45 Улучшение Hb = 220 XXIV 116 1 5 60 Бр. ОЦС 6-6-3 1 Станина XIV 117 1 12 48 ст. А40 Задняя бабка 121 122 1 1 6 6 55 32 СЧЦ-2 ст. 45 1 КЗ СИ *) Зуб корригирован **) Для гаек —длина, мм; для винтов и червяков — наружный диаметр, мм ***) Указан верхним предел твердости
Список шестерен станка, корригированных сдвигом инструмента до схеме / Число зубьев Модуль Коэффициент коррекции 32 со / 3| 0,6312 51 ЗГ [ 3 0,528 52 26 3,5 / 0,408 53 35 2,75 У / 0,125 54 52 2 0,273 56 57 1,75 0,577 65 28 2 0,525 67 18 3,5 0,221 69 24 Л 0,333 70 24 3,5 0,377 71 30 2,75 0,107 72 39 • 2 0,205 75 44 1,75 0,445 Примечание
6 X Рис. 3. Схема расположения основных групп и органов управления станка Заказ 1338
25 Iff ' 26 IV 23 3530 Рис. 3. Схема расположения основных групп и органов управления- станка
Заказ 1338 Рис. 9. Схема смазки
Рис. 7. Кинематическая схема
Sri Рис. 8. Схема расположения подшипников
СПЕЦИФИКАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ у— № подг шинника по стандарту Тип подшипника Lx Габариты Место установки № позиций по схеме Коли- чество на 1 станок Класс точности d D b узел № вала 205 . / Шарнкоподшип-у * 15 Коробка скоростей IX 23 2 Н ники радиаль/ 205 ные одноряд- 25 /1-7 Коробка подач XI 29 1 Н ные 205 25 52 / Сменные шестерни 59 4 н 206 30 62 И) / • Коробка скоростей П, VII. 9, 21, 22, / н VIII, X 25, 26 206 30 62 16 Коробка подач XV, XVI 37, 39 0 ** н 207 .35 72 17 Коробка скоростей / .. 1 6 1 н 207 35 72 17 Коробка подач XII .28. 31, 35 4 н 208 40 80 18 Коробка скоростей 11, IV ^8, 13 2 н 208 40 80 18 КоробкА подач xV 38 /Х''А н 209 45 85 19 Коробка скоростей 1, II, VIII Д 4, 5/ 8 н 7, 24 210 50 90 20 Коробка скоростей IV 10, II, 14 н 210 50 90 20 Коробка подач XVI 42 2 -И'
№ под- шипника ио стандарту Тин подшипника Габариты Место установки № позиций по схеме Коли- чество на 1 станок Класс точности d D b узел № вала 21<_ »%. 'Z 70 125 24 Коробка скоростей I 1 2 н 305 _ X. ' 25 62 s 17 Коробка подач XII, XVI 32, 41 2 н 307 80 21 Коробка подач XII 30 1 н 307 35 ее /21/ Коробка скоростей III 12 1 н 309 45 ioa 25 / Коробка скоростей IV 15 1 н 27 7 22 /У Задняя бабка 55, 56 4 н 7000105 25 47 8 Фартук / XVIII 57, 58 3 н 7000105 i 25 47 8 Коробка подач- XII, XVI 33, 40 4 7205 Роликоподшнп- 25 52 16,5 Коробка подач XXIII 34 1 н 7206 ники коничс- ские 30 62 17,5 Фартук XIX 45 1 н 7207 35 72 18,5 Фартук XX, XXII ^ 43, 48 2 н 7310 50 ПО 29,5 Коробка скоростей V 17 н 7309 45 100 26 Коробка скоростей V 16 Л _ 1 .х" /Н 943/45 Роликоподшнп- 45 55 38 Коробка скоростей III 27 1 н ники игольча- тые
№ под- /' шинника по стандарту Тип подшипника Габариты Место установки № позиций по схеме Коли- чество на 1 станок Класс точности d D ь узел № вала 36207 Шарикоподшип- ники радиаль- /35 / А 72 175 17 Фартук XIX, XX 44, 46, 47 3 Н 926722 ио-упорные ПО 30 Коробка скоростей VI 18 1 Н 8104 Шарикоподшип- ники упорные 20 35 10 Суппорт 7 XXX 53 2 Н А8122 ПО 145 25 Коробка скоростей VI 19 I Н 8204 8205 20 25 40 47 14 15 (Лнгюрт Задняя бабка XXIV 51 54 2 1 11 Н 8206 30 53 16 Фартук XVIII 52 9 м . И 8207 35 62 18 Коробка подач "XIV 36 9 в 3182128 Роликоподшип- ник радиаль- ный двухряд- ный с корот- ким цилиндри- ческим роли- ком 140 210 53 Коробка скоростей VI 20 /Ч / л А —В
КРАТКОЕ ОПИСАНИЕ КОНСТРУКЦИИ ОПИСАНИЕ КИНЕМАТИЧЕСКОЙ СХЕМЫ От главного электродвигателя, помещенного в левой ножке станка, вращение передается через клиноременную передачу на шкив фрикционного вала коробки скоростей. Получение 24 чисел оборотов шпинделя осуществляется через следующие кинематические цепи: 1. 1—4 7—12 14—18 21—22 24—28 . . . . 10 об/мин 2. 2—5 7—12 14—18 21—22 24—28 . .. . 12,5 ч 3. 1—4 8—13 14—18 21—22 24—28 . . . . 16 II 4. 2—5 8—13 14—18 21—22 24—28 S ... . . 20 II 5. 1—4 6—11 14—18 21—22 24—28 . . . . 25 и 6. 2—5 6—11 14—18 21—22 24—28 . . ./' . 31,5 и 7. 1—4 7—12 17—20 21—22 24—28 . ... 25 и 8. 2—5 7—12 17—20 21—22 24—28 . . . . 31,5 и 9. 1—4 8—13 17—20 21—22 24—28 . X . . 40 1 г 10. 2—5 8—13 17—20 21—22 24—28 .... 50 гг 11. 1—4 6—11 17—20 21—22 24—28 .... 63 1 1 12. 2—5 6—11 17—20 21—22 24—28 .... 80 If 13. 1—4 7—12 17—20 21—22 23—27 . . . . 100 If 14. 2—5 7—12 17—20 21—22 23—27 . . . . 125 1 г 15. 1—4 8—13 17—20 21—22 23—27 . . . . 160 If 16. 2—5 8—13 17—20 2122/ 23—27 .... 200 If 17. 1—4 6—11 17—20 21—22 23—27 .... 250 I r 18. 2—5 6—11 17—20 21—22 23—27 . . . . 315 19. 1—4 7—12 16—26 '♦ • • .... 400 об'мин 20. 2—5 7—12 16—26 ♦ • • • • • .... 500 11 21. 1—4 8—13 16—26 • • • • а .... 630 11 22. 2—5 8—13 16—26 а а а а .... 800 It 23. 1—4 6—11 16—26 • ’ • • • • • . . . . 1000 11 24. 2—5 6—11 16—26 • ••••• . . . . 1250 II Из получаемых 24 чисел оборотов два перекрываются. Вращение на первый вал сменных шестерен передается через следующие кинематические цепи: 1. Для настройки на нормальный шаг — непосредственно от шпинделя через шестерни 25—33, 30—34 или 25—33, 29—36—34 при работе на всех ступенях чисел оборотов шпинделя. 2/ Для настройки на увеличенный шаг и увеличенные по- ни: а) Непосредственно от третьего вала коробки скоростей через муфту 15 и шестерни 14—9—32, 30—34 или 14—9—32, 29—36—34, что дает увеличение шага в 16 раз при работе на 1—6 ступенях чисел оборотов шпинделя (10—31, 5 об/мин). б) Непосредственно от четвертого вала коробки скоро- 30
стей через шестерни 18—14—9—32f 30—34 или 18—14—9—32, 29—36—34, что дает увеличение шага в 16 раз при работе на 7—12 ступенях чисел оборотов шпинделя (25—80 об/мин) или в 4 раза при работе на 13—18 ступенях (100—315 об/мин). Метрические резьбы Через сменные шестерни 37—39—40—42 на первый вал коробки подач. Далее через механизм коробки подач: муфту 46—47, шестерни (48, 49, 50, 51, 52, 53, 54, 55) —(66, 67, 68, 69, 70, 71, 72, 73), муфту 74—75, шестерни ^(76, 77) — (58, 59), 60—78, 79—62, муфту 63—64 на винт 117/ Дюймовые резьбы Через сменные шестерни 37—39—40—42 на первый вал коробки подач. Далее через механизм коробки подач: ше- стерни 45—65, (66, 67, 68, 69, 70, 71, 72, 73)—(48, 49, 50, 51, 52, 53, 54, 55), 56—75, (76, 77) —(58, 59), 60—78, 79—62, муфту 63—64 на винт 117. Модульные резьбы Через сменные шестерни 37—£9, 38—40—41 на первый вал коробки подач. Далее через механизм коробки подач: муфту 46, 47, шестерни (48, 49, 50, 51, 52, 53, 54, 55)—(66, 67, 68, 69, 70, 71, 72, 73), муфту 74—75, шестерни (76, 77) — (58, 59), 60—78, 79—62, муфту 63—64 на винт 117. Питчевые резьбы Через сменные шестерни 37—39, 38—40—41 на первый вал коробки подач. Далее через механизм коробки подач: ше- стерни 45—65, (66, 67, 68, 69, 70, 71, 72, 73) — (48, 49, 50, 51, 52, 53, 54, 55), .56—75, (76—77) — (58, 59), 60—78, 79—62, муфту 63—64 на винт 117. Продольные подачи Через сменные шестерни 37—39—40—42 на первый вал коробки подач. Далее через шестерни метрической резьбы, шестерни 63—80 на ходовой вал и шестерни фартука 81—82, червячную пару 83—86, шестерни 87—91, муфту сцепления, шестерни, 89—92, муфту 93—94, шестерню 95 на рейку 96. При обратной подаче — от червячной пары через шестерни 88—400—90, муфту сцепления, шестерни 89—92, муфту 93—94, шестерню 95 на рейку 96. 31
Поперечные подачи От ходового валика через шестерни 81—82, червячную пару 83—86, шестерни 87—99, муфту сцепления, шестерни 97—102—104, 104—103 на винт 115. При обратной подаче—от червячной пары через шестерни 88—100—98, муфту сцепле- ния, шестерни 97—102—104, 104—103 на винт 115. Подача резцовых салазок суппорта От фартука через шестерни 97—102—104, 105—106, 107— 108—109—110, 111—112 и кулачковую муфту на винт ИЗ. Быстрые перемещения суппорта От электродвигателя через шестерни: 85—84, червячную пару 83—86 и далее через механизмы соответствующих по- дач. ОСОБЕННОСТИ УЗЛОВ Станина • Станина укреплена П-обраЗными поперечными ребрами и в верхней части имеет три призматических и одну плоскую направляющие, из которых две призмы одинакового размера служат для направления каретки, а третья меньшего размера вместе с плоской направляющей — для установки и направ- ления задней бабки и неподвижного люнета. В левой тумбе станка помещен электродвигатель главного привода. В правой тумбе станка помещается электронасос и резер- вуар для охлаждающей жидкости. Коробка скоростей Коробка скоростей крепится к левой головной части ста- нины. Приводной шкив коробки скоростей получает движе- ние от электродвигателя через клиноременную передачу. Вращение - шкивД приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением кото- рых возможно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть ско- ростей шпиндель получает непосредственно от III вала, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума. Установка определенного числа оборотов шпинделя осу- ществляется при передвижении шестерен по валикам с по- мощью двух рукояток, находящихся на лицевой части ко- 32
робки скоростей. Все шестерни выполнены из высококаче- ственной стали с соответствующей термообработкой и сидят на шестишлицевых валиках, вращающихся в шариковых и роликовых подшипниках. Передней опорой стального пусто- телого шпинделя является радиальный двухрядный регули- руемый роликоподшипник с короткими цилиндрическими роликами с конусным отверстием, а задней — радиально- упорный шариковый подшипник. Осевая нагрузка на шпиндель воспринимается шарико- вым упорным подшипником, находящимся у задней опоры шпинделя. Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта, которая включается при помощи рукояток, находящихся на станине у передней бабки и на фартуке. Торможение шпинделя производится автоматически в мо- мент выключения фрикционной7муфты с помощью электро- магнитной муфты, установленной на III валу с левого торца коробки. В коробке скоростей имеются механизмы, дающие воз- можность реверсировать движение суппорта, увеличить шага нарезаемых резьб в 4 или 16 pal. 5Задняя/бабка Задняя бабка после установки ее в нужном положении на направляющих станины закрепляется на ней с помощью двух планок и четырех болтов. Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик че- тырьмя опорными подпружиненными роликами. Для опреде- ления величины перемещения пиноли при сверлильных опе- рациях около маховика на винте установлен лимб. Задняя бабка^ снабжена специальной сцепкой, связываю- щей бабку с суппортом и позволяющей производить сверле- ние самоходом. Суппорт Суппорт крестовой конструкции снабжен быстроуста- навливающейся резцедержавкой. Каретка, поперечные са- лазки и верхние резцовые салазки имеют ручное, а также механическое перемещение в обоих направлениях. Наличие механического перемещения верхних резцовых салазок соз- дает возможность точения длинных пологих конусов без по- перечного смещения задней бабки. На нижних направляю- щих каретки наклеены текстолитовые пластины, уменьшаю- щие износ направляющих станины. 3 Заказ 1333 33
Фартук Фартук закрытого типа со съемной передней стенкой по- лучает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ. Благодаря наличию в фартуке электромаг- нитных муфт управление фартуком сосредоточено в одной крестовой рукоятке, расположенной с правой' стороны фар- тука. Направление поворота этой рукоятки совпадает с на- правлением необходимого движения подач или же быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо/ нажать на кнопку, находящуюся на самой рукоятке. Наличие в фартуке обгонной муфты дает возможность включения быстрого перемещения суппорта без выключения рабочей подачи. Электродвигатель быстрого перемещения суппорта распо- ложен на правой стороне фартука. / Работа фартука по ходовому винту и ходовому валу сбло- кирована. С целью исключения влияния механизма фартука при на- резании резьб валик реечной шестерни продольной подачи отключается от этого механизма путем вталкивания нахо- дящейся внутри валика вытяжной кнопки, которая расцеп- ляет при этом муфту внутреннего зацепления. Коробка подач Коробка подач закрытого типа — двухосная, обратимая. Путем переключения соответствующих рукояток и при необходимости установки сменных шестерен, согласно при- веденных выше схем, можно получить настройку механизма подач для нарезания нормального ряда метрических, модуль- ных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке. Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется специальный набор шестерен).
СМАЗКА УКАЗАНИЯ ПО ОБСЛУЖИВАНИЮ И КРАТКОЕ ОПИСАНИЕ СИСТЕМЫ СМАЗКИ СТАНКА Перед пуском станка необходимо: 1. Резервуары Pi, Р2 и Рз залить маслом „индустриальное 20" через отверстия для заливки масла Ль/Аг и Лз до верх- ней риски маслоуказателей Уь У2 и Уз. 2. Заполнить маслом места ежедневной смазки. 3. Смазать маслом „индустриальное 20" направляющие станины, поверхности ходового винта и валика. Для смазки станка необходимо применять только филь- трованное масло. В процессе работы станка нужно следить: 1. За работой плунжерных насосов через контрольные глазки и в случае прекращения или уменьшения подачи масла немедленно исправить смазочную систему. 2. За смазкой направляющих станины, которая осуще- ствляется от плунжерного насоса фартука через каретку при помощи распределителя Рк. 3. За работой фильтра коробки скоростей Фп. В случае уменьшения подачи масла в глазке Пь следует очистить фильтр путем проворота стержня специальным ключом через отверстие в крышке коробки скоростей для заливки масла. Не реже, чем два разах в год /требуется полная промывка (керосином) масляного фильтра. в Смазка коробки скоростей осуществляется разбрызгива- нием и принудительно от плунжерного насоса НП| через фильтр Фп. Смазка механизмов фартука и частично суппорта осуще- ствляется от плунжерного насоса НПз. Через контрольный маслораспределитель П3 масло поступает к механизмам суп- порта, к направляющим станины и маслораспределительную ванну Мз. откуда по трубкам направляется к механизмам фартука. Кроме того, смазка отдельных мест суппорта про- изводится вручную. Механизмы коробки подач смазываются от плунжерного насоса НПг через трубу, расположенную в верхней части коробки подач7 Смазка сменных шестерен фитильная. Для стока масла под шестернями предусмотрено корыто. (.‘мазка промежуточных осей сменных шестерен произво- дится вручную. Остальные трущиеся места станка смазы- ваются вручную. Для обеспечения правильной работы электромагнитных муфт фартука нужно следить за тем, чтобы в резервуар фар- тука заливалось масло „индустриальное 20" или соответ- 3* 35
аг СПЕЦИФИКАЦИЯ К СХЕМЕ СМАЗКИ № по схеме Наименование смазываемых /'х частей механизмов ** / / ' f “х. / / / Способ смазки .Марка смазоч- ного материала по ГОСТ Периодичность смазки и заполне- ние резервуара Количество масла, зали- ваемого в резервуар. л р> Р1 р> л, л3 Лз М, м., м, С. с2 С, Ci Резервуар для масла в коробке ско- ростей Резервуар для масла в коробке по/ дач Резервуар для масла в фартуке Залив масла в коробку скоростей Залив масла в коробку подач Залив масла в фартук Маслораспределитель коробки ско- ростей Маслораспределитель коробки подач Маслораспределитель фартука Спуск масла из коробки скоростей Спуск масла из коробки подач Спуск масла из фартука Спуск масла из ванны сменных ше- стерен От насоса и раз- брызгиванием От насоса Масло «индуст- риальное 20“ ГОСТ 1707-51 Менять масло первый раз че- рез 10 дней ра- боты станка, второй раз че- рез 20 дней, затем каждые 40 дней 30 3,5 2,5 /
№ по схеме Наименование смазываемых частей механизмов НПх Насос плунжерной коробки ско- ростей НГЪ а» Насос плунжерном коробки подач нп3 Насос плунжерный фартука Фп Фильтр пластинчатый4^ П, Контроль за наличием и подачей масла в коробке скоростей П2 Контроль за наличием и подачей масла в коробке подач П3 Распределение масла и контроль за наличием и подачей масла в фар- туке и суппорте У1 Маслоуказатель коробки скоро- стей У2 Маслоуказатель коробки подач Уз Маслоуказатель в фартуке Рк Распределительная колодка для смаз- ки направляющих станины
w ОС ,2 по схеме Наименование смазываемых частей механизмов т, Трубопровод/подвода масла к рас- пределительной колодке Рк Та Трубопровод для смазки Шестерни поперечного винта z / Т» Трубопровод для подвода масла к распределительной ванночке h Смазка подшипников промежуточ- ных осей сменных шестерен 2, Смазка винта, конических шесте- рен и их подшипников верхних резцовых салазок суппорта Смазка подшипников винта и пиноли задней бабки 5. Смазка подшипников ходового вала, ходового винта и вала переключения 6, Смазка подшипников приводного шкива
Способ смазки Марка смазоч- ного материала по ГОСТ Периодичность смазки и заполне- ние резервуара Количество масла, зали- ваемого в резервуар, л / Ручная набивка Вазелин техни- ческий Раз в год 0,05 Ручная Масло .индуст- риальное 20е ГОСТ 1707-51 > Раз в смену 0.04 Ручная То же То же 0,03 Фитильная • S/ * / • 0,06 Ручная набивка Вазелин техни- ческий Раз в год 0,3
J* по схеме Наименование смазываемых частей механизмов ,*4- / Способ смазки Марка смазоч- ного материала по ГОСТ Периодичность смазки и заполне- ние резервуара Количество масла, зали- ваемого в резервуар. л ч Смазка, опор винта поперечной по- дачи и валика суппорта Ручная Масло .индуст- риальное 20“ ГОСТ 1707-51 Раз в смену 0,02 81 Смазка винта поперечной подачи и подшипника конической шестерни валика суппорта /' f • То же То же 0,03 91 Смазка подшипника вертикальной оси механизма самохода верхних резцовых салазок суппорта W 0.0G ю, Смазка подшипников винта верхних резцовых салазок суппорта • - • 0,02 И, Смазка механизма поворота резце- держателя V /х 0.15 12, Смазка направляющих верхних рез- цовых салазок • 0,02 — / Примечание. Масло .индустриальное 20“ ГОСТ 1707-51 имеет вязкость 2,6—3,31 в условных градусах (Энглера) при 50 °C,
ствующее ему по вязкости. В зимнее время, в случае за- метного повышения вязкости против нормальной, рекомен- дуется использовать масло с более низкой вязкостью, напри- мер, „индустриальное 12". Применение масел с повышенной вязкостью вызывает замедленное расцепление дйсков муфт и вследствие этого, перебеги суппорта после отключения или реверсирования его движения. ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ, ПЕРВОНАЧАЛЬНЫЙ ПУСК И УКАЗАНИЯ ПО, ТЕХНИКЕ БЕЗОПАСНОСТИ ) Перед пуском станка в работу необходимо: а) Тщательно очистить станок от/ антикоррозийных по- крытий, нанесенных на наружные обработанные и неокра- шенные поверхности, с помощью авиационного бензина, уайт-спирита или керосина. б) Перед пуском станка необходимо залить в корпусы передней бабки, коробки подач и фартука необходимое ко- личество масла, а также снабдить маслом все остальные места смазки согласно указаниям, данным в разделе „Смазка". В случае работы с охлаждением налить в корыто станины 26 литров охлаждающей жидкости. Передвигать каретку, поперечные и резцовые салазки суппорта, пиноль задней бабки и включать станок для очи- стки рабочих повреждений? категорически запрещается. Ни в коем случае нельзя употреблять для очистки станка металлические предметы или наждачную бумагу. в) Предварительно ознакомившись с назначением рукоя- ток и других органов управления (рис. 3) и указаниями по пуску, данными в разделе „Электрооборудование", следует проверить от руки работу всех механизмов станка. Рукоятки фрикциона 14 и 22 (рис. 3) должны стоять в ней- тральном положении. После подключения к сети станок необходимо включить на минимальное число оборотов шпинделя и проверить на холостом ходу работу органов управления и масляных насосов через контрольные глазки, а затем можно приступить к настройке его для работы. В первый период после пуска станка не рекомендуется работать на максимальных числах оборотов шпинделя. г) Пользоваться в необходимых случаях установленным на станке защитным устройством с прозрачным экраном и строго соблюдать все основные общие и специальные пра- вила техники безопасности при работе на токарных станках. 40
Запрещается начинать работу со снятыми или открытыми за- щитными ограждениями клиноременной передачи и сменных шестерен, ограждениями и крышками электроустройств и дверками электрошкафа. Перед началом работы обязательно проверить исправность защитного заземления, изоляции электрических и токоведущих частей. НАЛАДКА СТАНКА И РЕЖИМЫ РАБОТЫ Наладка суппортной группы станка на точение коротких конусов Точение коротких конусов осуществляется движением верхних резцовых салазок суппорта, повернутых под углом, соответствующим требуемой конусности. Механическое движение резцовых салазок (вперед и на- зад) включается рукояткой 10 и рукояткой 8 (рис. 3). Наладка суппортной группы станка на обработку длинных конусов Точение длинных конусов на станке осуществляется сочетанием механических движений каретки (продольная по- дача) и верхних резцовых салазок суппорта, повернутых на определенный угол. Действие указанных подач возможно одновременно при установке переключателя 17 (рис. 3) в положение „Конусная обработка" и рукоятки 8 в положение включения механиче- ского перемещения резцовых салазок. Угол поворота/,,Р" резцовых салазок (рис. 10) подсчиты- вается по следующей формуле: Р= ±a+arcSin(3,19 • Sina), где: f>— угол поворота резцовых салазок; a — угол уклона образующей конуса обрабатываемого изделия. В формулу подставляют: 4- а при ходе резцовых салазок вперед к изделию, — а при ходе резцовых салазок назад от изделия. Для обработки некоторых наиболее часто применяемых в машиностроении конусов, расчетные значения углов уста- новки резцовых салазок даны в приведенной таблице. Руко- 41
водствуясь этой таблицей для ориентации при установке рез- цовых салазок по имеющейся градусной шкале, окончатель- ное положение последних уточняют путем пробной проточки образца. Пример расчета угла установки (3 Требуется проточить конус на детали с углом наклона образующей — а =1 08'45". Желательно работать согласно схеме (рис. 10а), т. е. с ходом салазок назад. Определяется угол поворота резцовых салазок ₽ = — а + arcSin (3,19 • Sina) 1. Из таблицы натуральных значений тригонометрических функций находят Sina = 1°08'45"=0,02000 2. Определяют значение выражения 3,19 • Sina=3,19 • 0,02000 = 0,06380 3. Из этой же таблицы определяют соответствующий угол аге Sin=0,06380 = 3°39'29" 4. Полученные значения подставляют в формулу и полу- чают: (3 = - 1°08'45" + 3°39'29" = 2°30'44" Таким образом, чтобы обработать конус, имеющий угол наклона образующей а=1 08'45" совместным движением ка- ретки вдоль станины и резцовых салазок суппорта необхо- димо последние повернуть на угол р = 2°30'44", настроить станок на механическую подачу верхнего суппорта и управ- лять его движением рукояткой 10. Отвод резца вручную от обработанной поверхности и установка его на глубину резания производится при выклю- чении механического движения суппорта (рукоятка 10 нахо- дится в вертикальном, т. е. в нейтральном положении). 42
Рис. 10 43
Установка резцовых салазок при обработке конусов, применяемых в машиностроении Конусность .к* Угол наклона образующей z конуса а Sin а 3,19 Sin а arc Sin (3.19 Sin а) Расчетное значение угла установки резцовых салазок 8 при подаче резцо- вых салазок вперед при подаче резцо- вых салазок назад 1 :100 0’17'12" 0,0051 Х> 0,01595 074'50" 1°12'02* 0°37'38* 1 :50 0°34'23* 0,01000 . ' 0,03190 У 1'49'41* 2°24'04* Г15'18* • 1 :30 0°57'18* o.oiSftf^/ 0,0^318 3 02'54' 4 00'12* 2°05'36* 1 : 20 1°25'56" 0,02500 0,07975 ' 474'27" 6'00'23* 3°08'31* 1 :16 1°47'24* 0,03124 0,09966 5’13'10" 7’30'34* 3°55’46* 1 :15 Г’54'33* 0,03831 0,10626 6’06’00’ 8 00'33* ] / у 4° 11'27" 1 :12 2°23'10* 0,0416.3 0,13280 7°37'54" / 10 0Г04" 5°14’44" 1:10 2*51'45* 0,04994 0,15931 9° 10'00* 1^01'45" /х '•чу / 6 18'15* 1:5 5°42'38* 0,09950 0,31741 18°зо'22" 24' 1300е 1247'44" 1:3 9°27'45* 0,16141 0,52447 31’37'50* 41*05'35* 22р10'05* у
РЕГУЛИРОВАНИЕ СТАНКА По истечении некоторого времени может потребоваться регулирование механизмов с целью обеспечения нормаль- ных зазоров и компенсации износа. Ниже даются указания по регулированию отдельных механизмов. Регулирование подшипников шпинделя Передний радиальный подшипник 1 с цилиндрическими роликами своим отверстием насажен на конусную шейку шпинделя. Регулирование радиального зазора этого под- РпЬ, И / шинника может производиться путем затяжки внутреннего его кольца (конус 1 : 12) с помощью гаек 2. Регулирование заднего радиально-упорного шарикового подшипника 3 вместе с упорным шариковым подшипником 4 производится с наружной стороны гайки 5. При регулирова- нии нельзя допускать перетяжку подшипников. Регулирование фрикционной пластинчатой муфты коробки скоростей При пробуксовке фрикционной муфты на рабочем ходу она должна быть немедленно отрегулирована, в противном случае от увеличенного трения диски перегреются и фрик- цион выйдет из строя. Регулировка фрикционных муфт, как прямого, так и об- ратного хода, производится нажимными гайками 1. Нажимная гайка может быть повернута лишь после того, как защелка 3 войдет в кольцо 2. Правильность регулировки 45
определяется усилием включения муфты с помощью ру- коятки управления 10-10а. Доступ к муфте обеспечивается через окно в задней стенке корпуса коробки скоростей. з Рис. 12 Установка оси шпинделя передней бабки При транспортировке или же в процессе работы может нарушиться параллельность оси шпинделя относительно на- Рис. 13 7 правляющих станины. В этом случае ослабляются все винты, соединяющие коробку скоростей со станиной, и ось шпин- деля выставляется с помощью винтов 1, ввинченных в ко- лодку 2, расположенную под коробкой скоростей с левого конца и жестко связанную с последней. 46
Поперечное перемещение корпуса задней бабки Поперечное перемещение корпуса задней бабки при то- чении конусов или при установке оси пиноли, соосно с осью шпинделя, осуществляется с помощью ослабления и подтяги- вания двух винтов 1, расположенных по обе стороны задней бабки. При установке задней бабки в исходное положение необходимо совместить риски на корпусе и на мостике. Регулирование опорных подпружиненных роликов задней бабки В процессе работы или после ремонта может потребо- ваться регулировка степени сжатия резиновых подушек 2, Рис. 15 47
опорных подпружиненных роликов 3, вмонтированных в мо- стик задней бабки, с целью обеспечения легкости передви- жения задней бабки вдоль станины. Для этого необходимо (при удаленных болтах и планках крепления бабки к станине для доступа к задним винтам 1, расположенным над призмой) вращением винтов 1 добиться желаемой легкости передвиже- ния при одновременном сохранении прилегания сопряжен- ных направляющих поверхностей мостика задней бабки и станины. Устранение зазора в направляющих резцовых салазок суппорта При появлении зазора в направляющих резцовых салазок производится подтяжка клина 1 винтом 2, после чего поло- жение фиксируется винтом 3. Устранение зазора в направляющих поперечных салазок Зазор между направляющими каретки и поперечных са- лазок регулируется путем подтягивания клина 1 с помощью двух винтов 2, расположенных на обоих торцах салазок. Рис. 17 48
Устранение „мертвого хода" винта поперечного перемещения суппорта „Мертвый ход" винта по- перечного суппорта, возни- кающий при износе гайки 1, может быть устранен затяги- ванием винта 2, расположен- ного на верхней части по- перечных салазок. Рис. 18 Регулирование зазора в направляющей верхней и нижней половины гайки ходового винта При появлении зазора следует подтянуть планки 1 тремя винтами 2 с фрикцией последних контргайками 3. Рис. 19 Регулирование радиального зазора между и маточной гайкой Величина радиального зазора между ходовым винтом /1 и вкладышами ма- точной гайки 2 регулируется путем ввинчивания или вывинчивания винта 3, расположенного под фартуком. В отре- гулированном положении винт 3 фик- сируется гайкой 4. ходовым винтом Рис. 20 4 Заказ 1338 49
Регулирование правильности сцепления шестерен коробки подач В процессе работы или же при ремонте коробки подач может потребоваться регулирование правильности сцепле- ния шестерен, доведенного конуса и множительного меха- Рис. 21 низма. Для этого необходимо ослабить гайку 1 и провернуть отверткой винт 4, чтобы переместить ролик 2, сидящий экс- центрично на винтв4, в ту сторону, куда нужно сдвинуть подвижной венец, после чего положение фиксируется затя- гиванием гайки При регулировании нужно помнить, что ось ролика 4 должна находиться в верхней половине окружности винта 3. Некоторые указания для обеспечения нормальной работы отдельных механизмов 1. При/неисправности электромагнитных муфт фартука необходимо сделать следующее: Отключить станок. Вывернуть штуцер той муфты, которая неисправна. Схема расположения штуцеров показана па рис. 21 (вид сверху). 1 — Штуцер, питающий электромагнитную муфту продоль- ного перемещения каретки справа налево. 50
2 — Штуцер, питающий электромагнитную муфту про- дольного перемещения каретки слева направо. 3 — Штуцер, питающий электромагнитную муфту переме- щения поперечных салазок и резцовых салазок от рабочего к изделию. 4 — Штуцер, питающий электромагнитную муфту переме- щения поперечных салазок и резцовых салазок / от изделия в сторону рабочего. Рис. 22 Вывернутые штуцеры надо промыть и проверить, нет ли механических повреждений на контакте и обеспечена ли плавность перемещения контакта в щеткодержателе; следует также проверить, прилегает, ли контакт к контактному кольцу и не цепляет ли он за изоляцию кольца. После проверки и устранения обнаруженных поврежде- ний поставить на место и подключить. II. Для сохранения работоспособности тормозной элек- тромагнитной муфты требуется соблюдать следующее: 1. Постоянно следить за исправной работой масляного на- соса коробки скоростей и не допускать работы тормоза без обильно циркулирующей смазки. 2. При регулировании фрикциона строго следить, чтобы в нейтральном положении фрикциона конечный выключа- тель был замкнут. III. Для устранения возможностей попадания охлаждаю- щей эмульсии в фартук, крышка, закрывающая окно в верх- ней части каретки, уплотняется по плоскости стыка, в местах прилегания головок крепежных винтов крышки, корбиналь- нымклеем. В случае снятия крышки при ремонте необходимо снова покрыть эти поверхности клеем. 4* 51
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ м п/п Обозначение Наименование Количество комплектов на изделие Размер Примечание Входят в комплект и стоимость станка 1 6310001 Люнет неподвижный / 1 На станке 2 6310002А Люнет подвижный S J ** 1 На станке 3 6392001 Патрон 3-кулачкрвый самоцентрирую- шийся с ключом, фланцем и винтами М16 X 50, ГОСТ 5993-62 1 ТС-320 4 6392002 Патрон поводковый в сборе X 1 На станке 5 ИВ5-1а Втулка в шпиндель передней бабки 1 5/80 6 ГОСТ 2573-44 Центр передней и задней бабки 2 Морзе № 5 7 6309004 Трубопровод и арматура охлаждения Гкомпл. На станке 8 6392158 Ключ радиальный 1 180 X 195 9 ИС8-4 Ключ торцовый четырехгранный 1 А17 л J / 10 6392159 Ключ для фильтра 1 11 ГОСТ 2839-62 Ключ гаечный двухсторонний 1 17X19 12 • • • 1 27X30 13 * » в я 1 32 X 36
№ п/п Обозначение Наименование Количество комплектов на изделие Размер Примечание 14 ГОСТ 5423-54 Обертка слесарно-монтажная 1 А175Х0.7 15 ГОСТ 5423-54 • 1 0250 X 1.4 16 И92-1 Ключ для внутреннего шестигранника 1 14 17 И92-1 / • 1 8 18 ГОСТ 3106-62 Ключ односторонний для круглых гаек 1 115 X 130 19 И91-2 Ключ торцовый на шестигранник 1 30 X 200 20 ГОСТ 1284-57 Ремень клиновой 4 В = 1900 21 ИС5-10 Щипцы для развода колец К72-2 Тип А 22 ИС5-10 • • * • 1 Тип Б 23 24 ИС5-8 ГОСТ 3643-54 Щипцы для установки колец К72-3 Шприц для жидкой и. консистентной 1 1 —•Л'ип 1 25 6318001Л смазки Электрооборудование, состоящее из двух 1 ком пл. 26 • 6304004 электродвигателей, электронасоса, шка- фа управления, пульта управления, ап- парата местного освещения с необходи- мой электропроводкой Защитное устройство к суппорту 1 ком пл. / / На станке
CJI № п п Оиозначение г • Наименование Количество комплектов на изделие Размер Примечание 1 2 У п ТН-400 ж 6310002А оставляется за отдельную план Патрон 4-кулайковый с фланцем и вин- .• тами Роликовые кулачки к люнетам (в сборе) ' ч 4х; / •у по особо 1 компл. 3 компл. му заказу 0 100 Спецификация покупных деталей № н/п Обозначение (№ чертежа, нормали, ОСТ, ГОСТ) Наименование и краткая техническая характеристика Тип и основной размер Количество Примечание л Ч Г рупна 1 9 ГОСТ 1284-57 ГОСТ 8-318-57 Ремень клиновой Рукав резинотканевый В-1900 ^Вн * 16 £= 1550 4 1
СПЕЦИФИКАЦИЯ ЧЕРТЕЖЕЙ ОБЩИХ ВИДОВ УЗЛОВ И РАЗВЕРТОК* • 11а им ено на и не Обозначение Zz б Общий вид станины Развертка коробки скоростей Разрезы коробки скоростей > Общий вид коробки скоростей Общий вид задней бабки Общий вид суппорта Развертка фартука / / Внешний вид фартука / X, Хх. Внешний вид коробки ярдач / Разрезы по осям коробки подач Управление коробки подач Разрезы коробки/подач 'У / ( V L 6301В001А 6302001А •"' - 1 - й 6302002А 6302003А / / 6303001А 6304001А 6306001Б 6306002А 6307001А 6307002А 6307003А 6307004А Чертежи поставляются по особому заказу за отдельную плату 55
СПЕЦИФИКАЦИЯ ЧЕРТЕЖЕЙ ЗАПАСНЫХ ДЕТАЛЕЙ * Группа . Наименование Количе- Материал Вес чистый Приме- ство наименование, марка 1 шт. на спец, един. чанне Станина № 1В 6301А151А / Ходовой винт 1 ст. А40 25,5 25,5 Коробка скоростей № 2 6302037 6302039 6302040А 6302043А 6302047 6302154Г 6302158 6302159 6302164 6302165А 6302168Г 6302169 6302170 6392171 6302172 Вилка / / Сухарь Вилка Шестерня-муфта Диск • Муфта Коромысло Валик Шестерня я • » я 1 1 1 1 1 1 19 17 1 1 1 1 1 1 1 сч. 15-32 W я я ст. 40Х ст. 15 ст. 15 ст. 45 ст. 451 ст. 45 ст. 40Х ст. 40Х ст. 40Х ст. 40Х 0,50 2 2,0 0,052 0,75 3,90 0,1 0,1 0.675 0.049 4.950 /4,05 1,8 0.65^ 1.050 0,50 2 2.0 0,052 ‘ 0,75 3,90 1,9 1,7 0,675 0,049 4,950 5,05 1,8 0.65 1,050 / ♦ Чертежи поставляются по особому заказу за отдельную плату
Группа Обозначение ✓ / Наименование Количе- ство Материал Вес чистый Приме- чание наименование, марка 1 шт. на спец, един. Коробка скоростей № 2 6302173Б 6302177 6302179Б 6302182Б 6302183В 6302185В 6302188Г 5/80 ИВ5-1а 6302192Б 6302 ЮЗА 6302194Б 6302197Б 6302200В 6302202Б 6302204 6302208А 630221 ОБ 6302211 Шестерня Вадик Шестерня Шпиндель Втулка Шестерня Валик Шестерня я Валик Шестерня * 1 1 1 1 1 1 1 -лг 1 1 1 1 1 1 1 1 1 1 ст. 40Х ст. 45 ст. 40Х ст. 40Х ст. 40Х ст. 40Х ст. 45 ст. 40Х гст. 40Х ст. 40Х ст. 40Х ст. 40Х ст. 45 । ст. 40 X ст. 40Х ст. 45 ст. 40Х ст. 40Х 2,250 2,3 2,15 1,150 3,4 29,00 69.500 4,1 9,00 9,00 9,4 0,9 9.6 7,7 го 0,768 ' 0,39 0,95 2,250 2,3 2,15 1,150 3.4 29,00 69,500 4,1 9,00 9,00 9.4 0,9 9,6 7.7 4,9 0,768 0,39 0.95
/ / Группа Обозначение Наименование Количе- ство Материал Вес чистый Приме- чание наименование, марка 1 шт. на спец, един. <N 6302216А Шестерня 1 ст. 40Х 5,92 5,92 2 6302225А / 1 ст. 45 1,38 1,38 о 6302229Б Плунжер 1 ст. 45 0.380 0,380 о о о. 6302238Б Шестерня 1 ст. 20Х 0.51 0,51 о 6302239А 1 ст. 40Х 4,250 4,250 гз 6302241Б 1 ст. 40Х 2,1 2,1 ю о 6302249А Валик-рейка ст. 45 1,8 1.8 сх о 6302261Б Копир 1 ст. 45 5,6 5,6 6302328 Шестерня 1 ст. 40Х 1,1 1.1 Задняя бабка 6303022 Гайка ь. АСМ-3 1.2 1.2 № 3 6304028А Вилка 1 АСЧ-3'i 0,35 х 0,35 *г 6304029 Гайка 1 АСЧ-3' ,036 J 0,36 6304216 Кронштейн 1 Бр. ОЦС 6-6-3, /1,760 “ " 1.760 >- ст. 45 сх о 6304151 Винт 1 ст. 45 4.2-4 4.2 с 6304153 Шестерня 1 ст. 45 0,58 ,58 >. О- 6304154 я 1 ст. 45 0,55 0,55 6304155 • 1 ст. 45 0,31 0.31 6304166Л Резцедержка 1 ст. 45 23,34 23,34
Группа Обозначение Наименование Количе- ство Материал Вес чистый Приме- чание наименование, марка 1 шт. на спец, един. 6304168А Кулачок 1 ст. 40Х 0,550 0,550 ’j* 6304169 Муфта 1 ст. 40Х 0,4 0,4 6304173Б Фиксатор / 1 ст. 20Х 0,15 0.150 cL 6304174 Гнездо 4 ст. 20Х 0.С6 0,24 о cs 6304181 Клин 1 ст. 45 2,80 2,800 О 6304182Л Щиток х/ / х 1 ст. 3 0,46 0,46 6304190 Клин 1 ст. 45 0,32 0,32 6304505 Планка 4 текстолит „ПТ“ 0,090 0,36 6306100 Пол у гайка 2 Бр. ОЦС 6-6-3 1,0 2,0 6306106А Втулка 1 0,2 0,2 6306150В Червячный валик 1 СТ.-20Х 3,500 3.500 о 6306153 Валик-шестерня 1 ст. 40Х-- 5.670 5.670 6306166В Шестерня 1 ст. 45 0,49।/X 0,40 6306167А Червячная шестерня 1 ст. 45 3,22 3/22 Бр. ОЦС 6-6-3/ / а 6306179А Плунжер насоса 1 ст. 45 0,150 0.150 6306188А Втулка 1 ст. 35 1,2 1,2 Бр. ОЦС 6-6-3 6306189 Шпилька 1 ст. 35 0,11 0,11 ♦ 6306192А Шестерня 1 ст. 45 0.45 0,45
g Группа Обозначение • Наименование Количс- Материал Вес чистый Приме- ство наименование. 1 шт. на спец. чание марка един. CD £ 6306194 /Диск фрикционный внутренний 16 ст. 65Г 0,049 0.84 Ж 6306195 .•w . наружный 16 ст. 65Г 0,051 0,81 5. 6306218A Шестерня / / 1 ст. 20Х 0,28 0.28 a e 6306241A * 1 ст. 45 0,450 0,450 6307031Б Вилка 2 АСЧ-3 0.82 1,64 6307032A 1 и 1,00 1,00 6307033A 1 0.9 0.9 6307035A ’ - / |Г 0.9 0,9 2 6307036A • 1 0.9 0,9 •* cc 6307150 Шестерня 1 ст. 40Х 0.350 0,350 Pl c 6307151 • 1 с/ 40Х- 1,2 1,2 ГЗ 6307155 • 1 ст. 40Х', 0,99/Х 0,99 *O О 6307159 • 1 ст. 40 X 1,100 Uioo Q. О 6307157 6307158 Вал 1 1 ст. 40Х ст. 45 0,85 2 0,85 2 6307156 Шестерня 1 ст. 40Х 0,84 0,84 6307160 » 1 ст. 40Х 0,95 0,95 6307161 1 ст. 40Х 0,93 0,93
Группа/ Обозначение Наименование Количе- ство Материал Вес чистый Приме- чание наименование, марка 1 шт. на спец, един. 6307162 Шестерня 1 ст. 40Х 0,800 0,800 6307165А » 1 ст. 40Х 1,32 1,32 6307167А Я / 1 ст. 40Х 1,45 1,45 2 6307168 » - 1 ст. 40Х 0,92 0,92 д’ ГЗ — 6307169А 1 ст. 40Х 1,41 1,41 О км 6307170 Вал 1 ст. 40Х 1,450 1,450 СЭ ХО 6307171 Шестерня 1 ст. 40Х 0,540 0,540 g. tO 6307176 Плунжер 1 ст. ШХ-15 0,100 0,100 6307184 Шестерня 1 ст. 40Х 0,65 0,65 6307187 » 1 ст. 40Х 1,3 1,3 6307195 1 ст. 40 X 0,65 0,65 — X о. о 6308163А Шестерня 1 ст. 45 1,6 1,6 н (J «оо 6308164Б W 1 ст. 45 1,4 X ые № 6308165Б W 1 ст. 45 3,0 3,0 X X 0> 6308166Б W 1 ст. 45 3,0 3.0 2 О
СПЕЦИФИКАЦИЯ ЧЕРТЕЖЕЙ БЫСТРОИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ № рис. Наименование Обозначение Количе- ство Материал Вес, кг Приме- чание 1 шт. на спец, един. 22 Диск 6302158 19 ст. 15 0,1 1,9 23 / /6302159 17 ст. 15 0,114 1,7 24 Втулка 6304027 1 АСЧ-3 0,27 25 Гайка - 6304029 1 АСЧ-3 0,36 26 Фиксатор 6304173Б ст. 20Х 0,15 27 Г нездо 6304174 4 ст. 20Х 0,06 28 Кронштейн 6304216 Ч ст. 35 0,64 Бр. ОЦС 6-6-3 1,760 29 Полугайка 6306100 2 Бр. ОЦС 6-6-3 1,0 2,0 30 Червячная шестерня 6306167А 1 ст. 45 2,1,1,12 Бр. ОЦС 6-6-3 31 Втулка 6306188А 1 ст. 35 0,87 Бр. ОЦС 6-6-3 0,3 32 6306106 1 Бр. ОЦС 6-6-3 0,8
а — обдуть песком; материал — сталь 15; Т.0.15-Ц 0,5-МбО; не* параллельность торцов диска в пределах допуска на толщину; неплоскостность торцов диска не более 0,2; снять заусенцы после штамповки; рихтовать; калить под плитами; за основную толщину дисков принять 2 мм, при толщине набора больше требуемой, произвести замену некоторого количества дисков дисками толщиной 1,75 мм +0.2 а Рис. 24. Диск: р/,75-2*0'2 материал — сталь 15; Т.0.15-Ц 0.6-М60; непа- диска в пределах допуска на толщину; не- а — обдуть песком; раллельность торцов плоскостность торцов диска не более 0,2; снять заусенцы после штамповки; рихтовать; калить под плитами; за основную тол- щину принять 2 мм, при толщине набора больше требуемой, про- извести замену некоторого количества дисков дисками толщиной 1,75 мм
я / Рис. 25. Втулка: материал — АСЧ-3; V 6 — остальное; биение 0 60Х и о 40Г относительно диаметра 25А не более 0,02; биение торцов А, Б относительно о 25А не более 0,03 Рис. 26. Гайка: D — отв. под конический штифт 10X45; К41-2 сверлить и развернуть с деталью 6304022; I — профиль резь- бы; V 6 - остальное; материал — АСЧ-3; биение о 45С относительно внутреннего диаметра резьбы g 17Аз не более 0,05 мм; соосность оси О 45С и среднего диаметра резьбы 19,5 предусмотреть технологически 64
Рис. 27. Фиксатор: о — притереть с деталью 6304174; материал—сталь 20Х; Т.О.20Х-Ц1-М59; биение конической части относительно о 20С1 не более 0,61 Рис. 28 Гнездо: материал — сталь 20Х; Т.О.20Х-Ц1-М59; биение й ЗОН относительно оси конического отверстия не более 0,02 3/4 5 Заказ 1338 65
fl-5 3ZZ ЭД I С 25 30е е 57 8 8 Ф5 Кронштейн. Рис, 29. под штифт конический 8X50 К4! 2 сверлить 36 80 е 113.5 — 73,5 55,54)06 D — 2 отв. и развернуть с деталью 6304021;. D 4 _qtB. MIO сверлить под деталь 6304021; 28X5 — резьба трапецеидальная лопая; 1 профиль резьбы М2: 1; — остальное; материал — Бр.ОЦС 6-6-3 — ст. 35; непараллельхость осей отв. я 32А и трап, резьбы 28X5 по „К“ не болел» 0,03; непаралдель- ность осей отв. я 32А и трап, резьбы ы**жду гобои не более 0.03
Рис. 30. Полугайка: D — 2 отв. М10 сверлить по деталям 6306023 и 6306024; а — резьба правая однозаходная трапецеидальная с шагом 12 .мм; материал—Бр.ОЦС 6-6-3; биение и 65Н относительно резьбы не более 0,05; биение торцов К относительно я 6511 не более 0,04; снять заусенцы на витках резьбы •' Рис. 31. Червячная шестерня: а — до центра дуги R18; в — 94±0,035 до оси фрезы при нарезании; D — 3 отв. д 10 под углом 120°; колесо; модуль /и—4, число зубьев 2«36, угол зацепления а=20°; класс точно- сти-второй, размер пятна касания с эталоном; по высоте — 60%, по длине—65%; червяк: число заходов — 3; направление винтовой линии — левое, угол подъема винтовой линии 15*15'; деталь 6306150 материал — Бр.ОЦС 6-6-3 — ст.45; биение торцов К и М относительно оси не более 0,02; предельное радиальное биение венца не более 0,05; разность соседних окруж- ных шагов не более 0,02; накопленная погрешность окружного шага колеса не более 0,075; радиальное биение венца не более 0,058 ’/4 5* 67
Рис. 32. Втулка D — 0 7 сверлить при сборке; V 4 — остальное; материал — Бр.ОЦС 6-6-3 — ст.35; биение О 80Н относительно 0 60А не более 0,02; биение торца К относительно оси летали не "Орлее 0,02 Рис. 33, Втулка I—профиль смазочной канавки М2 : 1; материал — Бр.ОЦС 6-6-3; тельн6"^0-6О/у/пе более 0,02; биение торца Л относительно о 70Н горца Б относительно о 60/ не более 0,03 биение о 70Н относи* ие более 0,03; биение
ИНСТРУКЦИЯ по наклеиванию накладных направляющих каретки токарно-винторезного станка 163
ОБЩИЕ УКАЗАНИЯ Приклеивание пластмассовых направляющих является лучшим методом их крепления, т. к. позволяет увеличить жесткость стыка и обеспечивает возможность применения сравнительно тонких слоев пластмассы. Пластмассовые направляющие, как правило, приклеи- ваются при комнатной температуре. Клеевой шов после от- вердения водо-масло-теплостоек. СОСТАВ И РЕЦЕПТУРА КЛЕЯ 1. Смола ЭД-5 (ВТУ МХП М646-55), г.............................100 2. Отвердитель полиэтилен-полиамин (ВТУ МХП БУ-2656), г...................................... 10—16 3. Пластификатор — дибутилфталат,, г . .... . 20 или смесь растворителей: спирт этиловый — 40% и ацетон — 60%, см3.................../............... 30 4. Наполнитель — портлендский цемент марки 400, г . . 40—60 При увеличении количества цемента с 40 до 60 г на 100 г смолы вязкость клея возрастает. ПРИГОТОВЛЕНИЕ КЛЕЯ В смолу ЭД-5 добавляют в расчетных количествах смесь растворителей — спирт и ацетон/ или пластификатор — дибу- тилфталат. Массу тщательно/перемешивают до однородного состояния и добавляют в нее наполнитель — цемент. В приготовленную смесь перед самым употреблением клея вводят отвердитель — полиэтилен-полиамин. Полученную смесь тщательно перемешивают в течение 7—10 минут, после чего клей готов к употреблению. Примечание: а) жизнеспособность клея после введения отверди- теля — 1 час; б) наполнитель — цемент не должен содержать крупных частиц; должен быть сухим, для чего предварительно цемент высушивают в течение 72 часов при температуре 70° ±2° и держат в закрытой посуде. ПОДГОТОВКА СКЛЕИВАЕМЫХ ПОВЕРХНОСТЕЙ Поверхности каретки и пластмассы (текстолит, кордово- локнит) подготавливают к склеиванию следующим образом: I. Механическая обработка поверхностей каретки, к кото- рым приклеиваются пластмассовые накладки, а также сопря- гаемых поверхностей накладок в соответствии с требова- ниями чертежа. Обработка производится с повышенной ше- роховатостью (V3—V4) при соблюдении требований прямо- линейности. 70
Для получения сплошного и равномерного слоя прилега- ния склеиваемых поверхностей стык пластмассы и каретки должен быть плотным. П р и м еч а н и е. При ремонте станка изношенные пластмассовые на- кладки, требующие замены, следует снять зубилом, не допуская при этом повреждения поверхности каретки. 2. Обезжиривание поверхностей авиационным бензином марки В-70. 3. Сушка поверхностей на воздухе до удаления паров бензина. « Примечание: а) после обезжиривания нельзя “Касаться голыми ру- ками склеиваемых поверхностей; б) пескоструйная обработка подготавливаемых^ поверхностей каретки дает более высокие показатели прочности клеевого швЛх ТЕХНОЛОГИЯ СКЛЕИВАНИЯ Нанесение клея на-.склеиваемые поверхности Приготовленный клей наносят на обезжиренные поверх- ности при помощи стеклянной палочки, шпателя или кисти слоем толщиной 0,1—0,2 Мм, не оставляя голых мест („голод- ная склейка"). Слой клея следует наносить движением палочки (кисти) в одну сторону, не допуская образования пузырьков воз- духа. ..... / Примечание: а) зачистку клеевого соединения до момента полного отв* рдения клея производи ть салфеткой, смоченной ацетоном или спиртом. Полностью затвердевший клей удаляют механической обработкой; б) при правильном нанесении клея он должен в незначительных коли- чествах выдавливаться по кромкам клеевых швов. После нанесения слоя клея на обе поверхности, склеивае- мые поверхности соединяются и слегка притираются для вы- теснения пузырьков и равномерного распределения клея. При использовании клея, в состав которого входят растворители, сборку склеиваемых поверхностей деталей производить че- рез 15—20 минут после нанесения клея. Отвердение клея После сборки пластмассовые накладки плотно прижи- мают равномерно распределенным грузом или струбцинами • 71
и выдерживают в спокойном состоянии до полного затвер- девания клея, при соблюдении следующих условий: давление не менее 0,2 кг/см'; температура 18—35 С; время выдержки 24 часа. Примечание. В случае необходимости повышений^ теплостойкости клеевого шва, каретку после 4-часовой выдержки при температуре 18—25° выдерживают при температуре 100э 3—4 часа. Рис. 34 1 каретка: 2 — прижнмнем* приспособление; 3 бруски; 4 прокладки пз губчатой резины; 5 — текстолитовые4 Властины При различной толщине йакладок и применении грузов, для равномерной передачи нагрузки, под грузы целесооб- разно подкладывать Губчатую или листовую резину. При толщине накладок, близкой к окончательному раз- меру, каретка с приклеенными накладками может уклады- ваться в рабочем 'положении на направляющие станины. МЕРЫ ПРЕДОСТОРОЖНОСТИ ПРИ РАБОТЕ С КЛЕЕМ Меры по технике безопасности должны соблюдаться на всех этапах работы с клеем, начиная от его приготовления, включая операции нанесения клея, отвердения и очистки клеевых соединений. При приготовлении клея, склеивании и мытье посуды растворителями, следует работать в резиновых перчатках и под тягой. При работе с растворителем необходимо выполнять тре- бования пожарной безопасности: I а) не работать с огнем; б) не курить на рабочем месте. К работам, связанным с клеем и растворителями, следует допускать лишь рабочих, прошедших инструктаж по технике безопасности и производственной санитарии. 72
УСЛОВИЯ ХРАНЕНИЯ СМОЛЫ И ОТВЕРДИТЕЛЯ Эпоксидная смола и отвердитель хранятся в герметиче- ски закрытой таре в сухом прохладном помещении. Категорически запрещается попадание поды в материал. ПРОВЕРКА ПРОЧНОСТИ КЛЕЕВОГО ШВА Прочность клеевого шва определяется ударами слесарного молотка по торцам пластмассовых накладок, не допуская при этом их повреждения. Непрерывность клеевого шва определяется легким посту- киванием молотка по рабочей поверхности накладок — звук должен быть одного тона.
ОГЛАВЛЕНИЕ Назначение и область применения Распаковка и транспортировка . . . Фундамет станка, монтаж, установка I lacnopr станка................. Органы управления . . .... Основные группы станка . ... Основные данные............... Дополнительные данные о станке . Механика главного движения . Механика подач . . . . . > Таблица нарезаемых резьб . . . •> 6 6 7 7 8 10 12 1 1 Сведения о ремонте станка . ...................................19 Изменения в стайке . . . . . , ./..............................19 Спецификация зубчатых и червя чйых колес, червяков, винтов и гаек 20 Спецификация подшипников качения................................27 Краткое описание конструкции . /..................................30 Описание кинематической схемы/..................................30 Сложенности узлов . . . .....................................32 Смазка . . 7^ 35 Указания по обслуживай и id4'и краткое описание системы смазки станка 35 Спецификация к схеме смазки....................................36 Подготовка станка к первоначальному пуску, первоначальный пуск и ука- зания по технике безопасности...................................40 Наладка станка4 ц режимы работы..................................41 Регулирование станка^............................................15 Ведомость комплектации.......................................... 52 Спецификация чертежей общих видов узлов и разверток.............55 Спецификация чертежей запасных деталей..........................56 Спецификация чертежей быстроизнапшвающихся деталей..............62 Инструкция по наклеиванию накладных направляющих каретки .... 69
V*' ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК РУКОВОДСТВО ЭЛЕКТРООБОРУДОВАНИЕ СТАНКОИМПОРТ СССР МОСКВА
ЭЛЕКТРОСХЕМА СТАНКА Общие сведения На станке установлены два трехфазных короткозамкнутых асинхронных электродвигателя и электронасос охлаждения. ЭЛЕКТРОДВИГАТЕЛЬ ГЛАВНОГО ПРИВОДА Для осуществления главного движения станка служит асин- хронный электродвигатель с короткозамкнутым /ротором типа А62-4, нормального, защищенного исполнения на лапах. Характеристика электродвигателя: Мощность на валу, к.вт.............................14 Число оборотов в минуту: при номинальной нагрузке . . • / • ...............1450 при частоте тока 60 гц......................... 1750 К.П.Д. при номинальной нагрузке, % ...........88,5 Cos ср при номинальной нагрузке .................0,88 Номинальная сила тока: при напряжении 380 в, а . , ......................27,5 Номинальная сила тока: при напряжении 220 в, а . ........................47,5 Электродвигатель установлен на плите, внутри левой части станины и соединен с приводным шкивом передней бабки кли- ноременной передачей. ЭЛЕКТРОДВИГАТЕЛЬ БЫСТРЫХ ХОДОВ Для осуществления ускоренных перемещений каретки и суп- порта служит асинхронный электродвигатель с короткозамкну- тым ротором типа А032-4 закрытого, обдуваемого, фланцевого исполнения. Характеристика электродвигателя: Мощность па валу, кет...............................1 Число оборотов в минуту: при номинальной нагрузке........................1410 при частоте тока 60 гц.........................1690 К-П.Д. при номинальной нагрузке, %...............78,5 Cos ф при номинальной нагрузке...................0,79 Номинальная сила тока при напряжении 380 в, а . . . 2,4 Номинальная сила тока при напряжении 220 е, а . . . 4,2 Электродвигатель прикреплен к правой стенке фартука станка. ЭЛЕКТРОНАСОС ОХЛАЖДЕНИЯ Для подачи охлаждающей жидкости к инструменту служит электронасос типа ПА-22, погружаемый, производительностью 22 л!мин. 1
Характеристика электродвигателя насоса: Мощность па валу, кет ........... ,0,125 Число оборотов в минуту: при номинальной нагрузке.................. 2800 при частоте тока 60 гц ................. . 3450 К.П.Д, при номинальной нагрузке, %....... . 60 Cos <р при номинальной нагрузке...... . 0,82 Номинальная сила тока при напряжении 380 в, а : . . 0,42 Номинальная сила тока при напряжении 220 и, а .1 -г—ту 0,72 Электронасос установлен внутри правой части станины станка. Примечание. Электродвигатели поставляются на/рабочее напряже- ние, оговоренное в заказе. Применяемое напряжение для питания электрооборудования 1. Цепи управления питаются напряжением 127 в перемен- ного тока от понижающего трансформатора ТУ. 2. Электромагнитные муфты фартука и тормоза питаются постоянным током напряжением 24 в^от селенового выпрями- теля ВС. Электропроводка Электропроводка нахстанке выполнена в газовых трубах, резиновом шланге и металл©рукавах, защищающих провода от механических повреждений^ влаги и прочих внешних воздей- ствий. Включение станка Перед началом работы станка необходимо подключить его электрическую часть к цеховой сети нажатием кнопки „Вклю- чено" автомата Ав. При этом напряжение подается на пони- жающий трансформатор и выключатель местного освещения ВТ-1. Подача напряжения фиксируется загоранием сигнальной лампы Л Управление главным приводом станка Пуск главного электродвигателя осуществляется нажатием одной из кнопок „Пуск"— 1КУ, 2КУ (расположенных на фар- туке и около коробки подач), которая замыкает цепь питания магнитной катушки пускателя КШ (13-4). Катушка под влиянием проходящего по пей тока притяги- вает сердечник якоря и замыкает механически связанные с ним 2
главные контакты и блокконтакты. При этом главные кон- такты КП1 подключают электродвигатель 1Д к сети, а катушка пускателя питается через замкнувшийся блоккоптакт КШ (1-5), что исключает дальнейшее нажатие кнопки „Пуск". Одновременно с катушкой пускателя КШ через н. о. блок- контакт Kill (17-23) получит питание реле времени РВ. Если фрикцион не будет переведен в рабочее положение в течение времени, на которое настроено реле РВ, то последнее своими н. з. контактами РВ (4-2) обесточит катушку магнитного пус- кателя КШ с последующим остановом электродвигателя 1Д. При включении катушки РВ н. о. контактами РВ (45-47) под- ключается тормозная электромагнитная муфта 5ЭМ. Останов главного двигателя 1Д осуществляется нажатием одной из кно- пок „Стоп" — ЗКУ, 4КУ, расположенных на каретке и около коробки подач. Управление электронасосом ЗД осуществляется посредст- вом выключателя-тумблера ВТ-2, расположенного на боковой стенке электрошкафа. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ НА ПРИНЦИПИАЛЬНОЙ ЭЛЕКТРОСХЕМЕ Обозначение Наименование Тип Количество и исполнение контактов Примечание 1Д Электродвигатель глав- ного привода А62-4 — Иен. Щ2 2Д Электродвигатель быст/ рых ходов АО32-4 — Исп. Ф2 ЗД Электронасос охлажде- ния / ПА-22 — Ав Вводной выключатель АП-50ЭМТ 3 н. о. КШ Магнитный пускатель П-311М 5 н. о. КК, КО Магнитный пускатель ПМИ-1 5 н. о., 2 н. з. РВ Реле времени РВП-1М — Исп. 2 ТУ Трансформатор пони- жающий ТБС-320 — С 1эм, 23М -5- 5ЭМ Электромагнитные муф- ты ЭМ32А-Р ЭМР-4 —— 1КУ-Т-4КУ Кнопки „Пуск", .Стоп*1 КС 1-12 1 н. о., 1 Н. 3. ВТ-1; ВТ-2 ч Выключатель освеще- ния, охлаждения ТП1-2 2 и. о. КП, 7КУ Крестовый переключа- тель КПЧ-2 5 н. о. ВК, ВКФ Выключатель конечный ВК-411 1 н. о., 1 н. 3. 3
I л .пт 46 Л о КК КШ 1С„ 1С} К3 А А Jbz л„ А Л А 'С, fC2 fC3 2С, 2Cf 2С3 2С, 2С 2С3 ТУ 36 И ВТ-1 вс ~б/ ЛС 1 МО 33к>18 А3 f вк п'к£. <У-о O—Q-Q-..J 35 26 63 = 12 -^Л 2 О '/-- ~127 И /Л7У 1зку 7 6КУ 13^(,Pb2 л« 65 вс 43 18 —36 V Ли Лп КО зс2 зс„ зсп РТО ЗС3 45_____ М_ф 69 —о о—о— Обозначение по схеме Число оборотов при 50 гц при 60 гц 1Д 1450 1750 2Д 1110 1690 ЗД 2800 3450 Напряжение электродвигателей и силовой цепи должно соответ- ствовать рабочему напряжению у заказчика /7 23 ~1 1 ВТ- ___________6 О о РВ КО о РТО 25 гу З-х, 2L7j____2- ~26V ______РВ ^53 1Г -о О---- ^55 Я 57 КП SO 0=? 51 Рис. I. Принципиальная электросхема . 5ЭМ Тормоз ч1 ргтп l .5.3 1ЭМ Влево 57 ЗЗМ Вперед 55 Вправо 59 63М Назад 50
Обозначение Наименование Тип Количество и исполнение контактов Примечание ВП-1 Выключатель пакетный ВПЧ-10 —— Схема 18 МО Арматура местного ос- вещения К-2 —— А Указатель нагрузки (пе- регрузочный ампер- метр) Э421-1 лс Лампа сигнальная с ар- мату рой АС-0 А. Выключатель автомати- ческий АП-50ЭМ AnJ ^3» ^4 Выключатель автомати- ческий АО-15ЭМ — ПРОГРАММА ВКЛЮЧЕНИЯ КОНТАКТОВ ПЕРЕКЛЮЧАТЕЛЯ РЕЖИМА РАБОТЫ ВП-1 Обозначение контактов по схеме Положения переключателя токарная работа конусная обработка внутр. токарная работа конусная обработка наружная I II III IV 53-57 —' / X — — 55—59 х — — 53-59 — — X 55-57 — —— X Примечание. X Контакт замкнут ---Контакт разомкнут Управление приводом рабочих подач и приводом быстрых перемещений суппорта I. В фартуке станка расположены четыре электромагнит- ных фрикционных муфты, две из которых служат для переме- щения суппортов в продольном направлении и две — для пере- мещения его в поперечном направлении. Рабочие подачи осуществляются от главного привода, быст- рые хода — от электродвигателя 2Д. Для управления приво- дами рабочих подач и быстрых перемещений суппорта на фар- туке имеется крестовый переключатель КП на пять положений: одно вертикальное — нейтральное и четыре — наклонных, со- ответствующих направлению перемещения суппорта. 5
Наклоном рукоятки осуществляется включение электромаг- нитной муфты, передающей движение суппорту в направлении, соответствующем наклону рукоятки. Для включения электродвигателя 2Д при любом положе- нии рукоятки переключения муфт в головку рукоятки встроена пусковая толчковая кнопка 7КУ. Для включения рабочих подач в желаемом направлении следует наклонить рукоятку в этом же направлении, а для быстрого перемещения в нужном направлении — нажать на кнопку 7КУ. 2. Во избежание одновременного включения маточной гайки и электромагнитных муфт фартука предусмотрен блокировоч- ный конечный выключатель ВКФ, установленный внутри фар- тука, который размыкает цепь питания муфт при включении маточной гайки. Электрозащита 1. Защита от коротких замыканий осуществляется для всех двигателей, трансформаторов^ и электромагнитных муфт авто- матическими выключателями Ав, Аь Аг, А3, Л4. 2. Нулевая защита электродвигателя главного привода и электронасоса осуществляется катушками пускателей КШ и КО, которые при понижении напряжения до 50—60% от номи- нального отключают двигатели от сети. 3. Напряжение с электрооборудования станка снимается нажатием кнопки „Отключено4* автомата Ав. 4. Станок надежно заземляется, согласно правилам и нор- мам техники безопасности, посредством присоединения зазем- ляющего провода к винту заземлителя, расположенного на ста- нине с задней стороны станка. 5. Электродвигатель главного привода защищен от пере- грузок тепловым расцепителем автомата Ав, насос охлажде- ния— тепловым реле РТО. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ И ОБСЛУЖИВАНИЮ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА Порядок управления ^электроприводом Для пуска станка необходимо: 1. Установить деталь. 2. Включить автомат Ав. 3. Установить переключатель режимов ВП-1 в нужное по- ложение. 4. Нажать на кнопку „Пуск“ 1КУ или 2КУ (шпинделя). 5. Включить тумблер ВТ-2 насоса охлаждения. 6. Включить фрикцион. 6
Рис. 2. Монтажная электросхема: Р — ввод от сети; / — электрошкаф
Ob В — ввод; С — к электронасосу ЗД; D —к клеммнику каретки; £ — к клеммнику в нише ВК
К-2 МО-th 3M32A-P ОГО 2*1 ОГОН т 101-72 A032-h ore 3*1 КН-1011 ПГМ1*1 7КУ(К1М-2) ОГМ'1 КС1-12 вКФ OK'-hlt AC-o;MH-fh 3421-1 КН-1001 ОГвЗ*Г> ПРГ5002*6 A^2-h ПРГ-500 3«б' ОРГ-3003*6 пга 11л Ш*Г ,11а13к1 ЙК-4И / /ЛГ8 2*1 т,° 1КУ Рис. 4. Размещение электрооборудования на станке: / — заземление; II — электрошкаф; В — ввод от сети Обозначение по схеме Число оборотов при 50 гц при 60 1 Д 1450 1750 2 Д 1410 1690 3 д 2800 3450 гц Зак. 907
Для управления электромагнитными муфтами перевести рукоятку крестового переключателя КП в соответствующее по- ложение и нажать на кнопку 7КУ. Для останова насоса охлаждения выключить тумблер ВТ-2. Для останова станка нажать на кнопку ЗКУ или 4 КУ. Указания по обслуживанию станка При установке станка последний должен быть надежно за- землен и подключен к общей системе заземления цеха. При уходе за электродвигателями необходимо обращать внимание на их смазку. Промывать подшипники следует бензином, употребление керосина не допускается. Регулярно производите очистку электродвигателей и аппа- ратуры от пыли и грязи. Лучше всего для этой цели пользо- ваться пылесосом. При уходе за магнитными контакторами необходимо сле- дить за тем, чтобы все детали были свободны от пыли и грязи. Износившиеся детали должны своевременно заменяться. СПЕЦИФИКАЦИЯ ЭЛЕКТРООБОРУДОВАНИЯ Обозначение на схеме Наименование элемента электрооборудования и краткая техническая характеристика Тип Коли- чество Приме- чание 1Д Электродвигатель трехфазпо- А62-4 1 при 60 гц: 1750 об/мин. 2Д го тока, короткозамкну- тый, мощностью 14 кет, 1450 об-мин, в защищенном исполнении (Щ2) Электродвигатель. трехфаз- АО32-4 1 1690 об/мин. ЗД ного тока, короткозамкну- тый, мощностью 1 кет, 1410 об мин, в закрытом обдуваемом исполнении (Ф2) Электронасос охлаждения про- ПА-22 1 3450 об/мин. Ав / । ( А, изводителыюстыо 22 лмин, 0,125 кет, 2800 об’мин Автоматический выключатель 3-полюсный с электро- магнитными н тепловыми расцепителями на ток 40 а, в пластмассовом кожухе Автоматически)! выключатель 3-полюсный с электро- магнитным расцепителем на ток 10 д, в пластмассовом кожухе АП-50ЭМТ АП-50ЭМ 1 1 9
Обозначение на схеме Наименование элемента электрооборудования н краткая техническая характеристика Тип • Коли- чество Приме- чание А2; А4 Автоматический выключатель однополюсный с электро- магнитным расцепителем на ток 4 а, крепление на лап- ках, развернутых наружу АО-15ЭМ Ад Автоматический выключатель однополюсный с электро- магнитным расцепителем на ток 2 а, крепление на лап- ках, развернутых наружу АО-15ЭМ 1 кш Магнитный пускатель с ка- тушкой на 127 в с двумя н. о. блоккоптакгами 4П-311М 1 КО; КК Магнитный пускатель с ка- тушкой на 127 в ПМИ-1 2 РТО Реле тепловое с нагреватель- ным элементом на 0,5 а ТРН-8 1 РВ Реле времени с катушкой на 127 в РВП-1М / исп. 2 1 1ЭМ-4ЭМ Электромагнитная муфта ЭМР-4 2 компл. 5ЭМ Электромагнитная _ многодис/ ковая муфта, исполнение с гладким отверстием в кор- пусе ЭМ32А-Р 1 1ТУ Трансформатора понижающий 400 вольт-ампер, 380/36 /127/36 6,3 а '/ ТБС-320 1 ВП-1 11ереключатель пакетный 4-секционный на 10 а (по схеме № 18) для крепления со стороны рукоятки 1Э72-41 (ВПЧ-10) 1 ВТ-1; ВТ-2 Выключатель-тумблер ТП1-2 2 КП Крестовый переключатель КПЧ-2 1 В К Выключатель конечный в ко- жухе у ВК-411 1 ВКФ Выключатель конечный без / кожуха ВК-411 1 1КУ-Т-4КУ "'7 Кнопочная станция для встройки с кнопками .Пуск" v и .Стоп" без кожуха КС1-12 2 ЛЮ Кронштейн местного освеще- ния К2 1 яс Арматура сигнальная с кол- пачком зеленого цвета АС-0 1 10
Обозначение на схеме Наименование элемента электрооборудования и краткая техническая характеристика Тип Коли- чество Приме- чание ВС А Лампа миниатюрная 6,3 в, с резьбовым цоколем РЮ 13-1 Лампа для местного освеще- ния 36 в, 50 urn, с цоколем Р-27 Выпрямитель селеновый: под- водимое переменное напря- жение 36 в, выпрямленное напряжение 24 в, ток 1,2 а Указатель нагрузки (перегру- зочный амперметр) непос- редственного включения со шкалой 0-50 а Клеммы наборные на 60 а Клеммы наборные на 60 а Клеммы наборные на 10 а Клеммы наборные на 10 а Клеммы наборные на 10 а Клеммы наборные на 10 а Провод медный, жесткий, с винилитовой изоляцией чер- ного. красного, синего, жел- то-зеленого цвета сечением 1 ММ‘ То же, черного цвета сече- нием 6 MJifi Провод медный; гибкий с ви- нилитовой изоляцией чер- ного, красного, синего цве- та сечением 1 мм‘* Провод медный, гибкий с ре- зиновой изоляцией сече- нием 6 мм'1 Мн-14 ЛЮ-14 40ГМ16А2 Э421-1 КН-6003 КН-6004 КН-1001 КН-1007 КН-1011 КН-1018 ПВ ПВ пгв ПР Г-500 1 2 1 1 1 1 1 1 1 23 м 5,6 м 105,5 м 17,6 м ” V 1 Примечание. Цвета проводов могут заменяться: черны й — темно-коричне- вым; красный — оранжевым, розовым; синий — голубым, фио- летовым; желто-зеленый — зеленым, желтым .
СОДЕРЖАНИЕ Стр. Электросхема станка...................?. . ; 1 Общие сведения ........../. ............ 1 Применяемое напряжение для питания электро- оборудования ................ . /........ Электропроводка . / ......... Включение станка............../............ Управление главным приводом станка ........ Управление приводом рабочих подач и приводом быстрых перемещений суппорта............... Электрозащита .... . ...................... Указания по эксплуатации и обслуживанию электрооборудования станка ................... Порядок управления электроприводом ........ Указания по. обслуживанию станка........... Спецификация электрооборудования ... 9 «О Ci d СП СП КЗ КО № КО
Завод поставщик: Станкостроительный завод им. С. М. КИРОВА г. Тбилиси УПАКОВОЧНЫЙ ЛИСТ Наименование оборудования: Токарно-винторезный станок Модель 163. Габариты станка: длина 3580, ширина 1520, высота 1290 Габариты места: —п 4090, „ — 1760, — „ — 1640 Заказ-наряд №____________________ Заводской (серийный) №. Вес места брутто 5050 кг, нетто 4050 кг. Подробный перечень упакованных предметов Токарно-винторезный станок мод. 163 РМЦ 1400 мм . . Люнет неподвижный 6310001 3 1 ком пл. Колин. товара Единица измерения шт. Примеча- ние на станке Люнет подвижной 6310002А Патрон 3-кулачковый самоцентрирующий СТ-320 с ключом, фланцем и винтами ................................................ на станке 1 4 Патрон поводковый с пальцем шайбой и гайкой п на станке Втулка в шпиндель передней бабки ИВ 5-Г ; 5/80 шт. 1 Центр передней и задней бабок, Морзе 5 Гост 2573-44 2 Трубопровод и арматура охлаждения 6309004А комплект на станке Ключ для резцедержателя А17 ИС 8-4 1 Ключ радиальный 6392158 шт. 1 Ключ гаецный двухстороний 1719; и 1 *7 п 27Х&0; 32X36; Гост 2839-62 Гост 2839-62 ♦7 1 Отвертка А175Х0.7 Гост 5423-54 77 Отвертка А250ХМ Гост 5423-54 5» 1 Ключ Ключ для внутреннего шестигранника 8; И 92-1 . . 14; И 92-1 . . х I Ч/ радиальный 115X130 Гост, 3106-62.......... я торцевой 30X200 И 91-2 п п 1 1 Ключ Шприц для жидкой и консистентной смазки Гост 3643-54 с наконеч- - ником..................-....................................... » •» Тип, «Л. 3.» 895 J
1 2 3 4 Ремень клиновой В 1900 Гост 1284-57 Клещи для колец К72-2 Тип А;ИС5-10 Клещи для колец К72-2 тип Б;ИС5-10 ' Клещи для колец К72-3 ИС5-8 ШТ. Я 4 ) 1 1 1 ♦ • • V Электродвигатель типа А2-61-4, мощностью 13 квт. 1450 об/мин, 220/380 вольт исп. Щ. 2 Электродвигатель типа АОЛ2-21-4, мощностью 1,1 квт. 1410 об/мин. 220/380 вол'ьт исп. Ф2 / . . . Электронасос типа ПА-22 производит 22л/мин. мощностью 0,125 квт. 2800 об/мин. 220/380 вольт - • ' __ - - Электрошкаф с аппаратурой и ключом я я комплект 1 1 1 1 на станке на станке на станке на станке Электромагнитная муфта ЭМР-4 Электромагнитная муфта ЭМ-32 АР ... . шт. W 1 1 . за от- дельную плату 'Х 4'• f Арматура местного освещения типа К-2 д.. , - . / шт. 1 на станке — — / 1 • X .• » / / / г 7 Упаковку произвел I Комплектовщик отдела фйнсбыта Контролер ОТК завода 196
OWV АКТ ПРИЕМКИ ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК 163 СССР СТАНКОИМПОРТ Москва
№ проверки I. ИСПЫТАНИЕ СТАНКА НА СООТВЕТСТВИЕ НОРМАМ ТОЧНОСТИ (по ГОСТ 42-56) Что проверяется Эскиз Отклонения. .«.и допускаемое К факти- ческие Прямолинейность про- дольного перемещения суппорта в вертикаль- ной плоскости Перекосы суппорта при его продольном пере- мещении Па 1 м хода суппорта 0,02. На всей длине хода суппорта: до 2 м — 0.04 до 4 м — 0,06 (допускается только выпуклость) 1 • 004 На 1 .и хода суппорта 0,02. На Bceii длине хода cvnnopia: до2ж-Ж 1000 0.04 до 4 м — 1(ЮО соъ ооЪ
tc № проверки Что проверяется Эскиз- Отклонения, мм допускаемое факти- ческое 3 Прямолинейность про- дольного перемещения суппорта в горизон- I тальной плоскости /1 На 1 я хода суппорта 0,02. На всей длине хода суппорта: до 2 м — 0,03 до 4 .w — 0,04 (при перемещении суппорт может иметь отклонение только к оси центров станка) 4 Параллельность направ- ляющих задней бабки направлению продоль- ного перемещения суп- порта На 1 .и хода суппорта 0,02. На всей длине хода сгппорта: до 2 м - 0,025 до 4 м — 0,03 • > 5 Радиальное биение центрирующей шейки шпинделя передней бабки 0,015
Отклонения, ,w.w м проверки 'Ito проыеряется Эскиз допускаемое факти- ческое 6 7 Радиальное биение оси/ отверстия шпинделя передне»! барки Осевое биение шпинделя передней бабки Торцовое биение опор- ного буртика шпинделя передней бабки Параллельность оси шпинделя передней бабки направлению I продольного переме- щения суппорта а _ 0,()|5 я — 0,025 0,015 0.025 d 0.030 / , а — 0,015 на дли- не 300 мм (свободный конец оправки может отклоняться только вверх и в сторону резца переднего суп- порта) 0 о! еоЪ t I ч
м проверки ' меряется Эскиз Отклонения, мм допускаемое факти- ческое 10 На длине хода салазок: до 1 (№) мм — 0,03 до 300 мм — 0,01 Параллельность направ- ления 'перемещения салазок суппорта оси шпинделя’ передней бабки 11 12 Параллельность оси ко- нического отверстия шпинделя задней бабки (пиноли)направлению продольного переме- щения суппорта Параллельность пере- мещения пиноли на- правлению продоль- ного перемещения суп- порта 0,03 на длине 300 мм (свободный конец оправки может от- клоняться только вверх и в сторону резца переднего суп- порта) 0,030" в —0,012 на дли- не 100 нм (при вы- движении конец пи- ноли может откло- няться только вверх и в сторону резца переднего суппорта) 0*0 I
сл 13 14 № проверки Что промеряется Расположение осей от- верстий шпиндёля пе- редней бабки и iiiirio.ni на одинаковой высоте над направляющими станины для суппорта Осевое биение ходовой винта о Отклонения, мм Эскиз допускаемое факти- ческое 0,10 (ось отверстия пи- ноли может быть только выше оси от- верстия шпинделя передней бабки) 0,015
М проверки Что проверяется Эскиз 15 Точность передаточной цепи от шпинделя к ходовому винту без участия коробки подЗч 16 17 Правильность геометри- ческой формы наруж- ной цилиндрической поверхности образца после его чистовой обработки на станке (отсутствие: а овальности; н — конусности) Плоскостность торцовой поверхности образца после чистовой обточ- ки на станке —л» а - 0,015 в — 0,030 на дли- не 300 мм Проверка станка в работе Отклонения, мм допускаемое факти- ческое В случае проверки: а— по эталону: 0,035 на длине 100 мм; 0,05 на длине 300 мм в — по нарезанной резьбе: 0,04 на длине 100 мм; 0.06 на длине 300 мм 0,025 при диаметре об- разца 400 мм (до- пускается только во- гнутость) c-cf <
Испытание станка на соответствие нормам жесткости (по ГОСТ 7895-56) С — Направление и точка приложения силы Р в плоскостях I— I и 11—11 1 — Нагрузочное устройство 2—Индикатор для относительных перемещений Что проверяется Прилагаемая сила Р, кг Перемете лис, мм допускаемое фактическое Наибольшее допустимое пере- мещение резцедержателя от- носительно оправки, установ- ленной: / а — в шпинделе; - b -ф в пиноли 1120 а — 0,36 в - 0,47 • . ИСПЫТАНИЕ СТАНКА НА СООТВЕТСТВИЕ 'Остальным техническим Условиям и особым 5 УСЛОВИЯМ ПОСТАВКИ Станок отвечает всем предъявленным к нему требова- ниям по ГОСТ 7599-55 „Станки металлорежущие и дерево- обрабатывающие. Общие технические условия" и техниче- ским условиям на станок модели 163. 7
III. ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ К СТАНКУ Станок укомплектован согласно ведомости комплектации. IV. ОБЩЕЕ ЗАКЛЮЧЕНИЕ ПО ИСПЫТАНИЮ СТАНКА На основании осмотра и проведенных испытании станок признан годным к эксплуатации. V. ДОПОЛНИТЕЛЬНЫЕ ЗАМЕЧАНИЯ 1. Станок оборудован испытанными под напряжением: электродвигателями трехфазного переменного тока на напря- жение - вольт, электроаппаратурой на напряжение ГЛАВНЫЙ ИНЖЕНЕР ЗАВОДА Внешторгиздат. Заказ № 3950 СТ Леи. тип. № 7 „Главполиграфпрома". Зак. 1219
Сведения о производителе токарно-винторезного станка
В 1944 году под Рязанью была подготовлена площадка под строительство танкового завода. Война вошла в завершающую фазу. Было принято решение переходить к производству «мирной» продукции и развивать экономический потенциал страны. На подготовленном месте начали строить станкостроительный завод.
В 1946 году в новые цеха начали завозить и устанавливать оборудование, включая 600 вагонов, привезенных из Германии. Датой выпуска первого станка считается 21 февраля 1949 года. Именно в этот день рабочий завода установил деталь на собранный 164 агрегат, и произвел пробную отработку.
Токарно-винторезный 163, разработанный московскими специалистами, начали выпускать в 1956 году и производили до 1968 года. Затем стали выпускать модели. Созданные на его базе: токарный станок 1М63 и 1М63Б.
Справка! Немного позже 163 станок стали производить на Тбилисском станкостроительном заводе. У моделей имеются незначительные отличия в отдельных элементах конструкции.
Назначение и область применения
Токарно-винторезный станок относится к группе металлорежущего оборудования. Он предназначен для обработки заготовок из:
- стали;
- чугуна;
- цветных сплавов.
На оборудовании производится обработка:
- точение цилиндрических и конических поверхностей;
- торцевание;
- отрезка;
- прорезка кольцевых канавок;
- сверловка, зенкерование в оси со стороны задней бабки;
- внутренняя расточка цилиндрическая и на конус;
- нарезка резьбы разных профилей;
- нарезка червяков.
Конструкция станка позволяет установить на суппорт фрезерную головку и производить фрезеровку по плоскости, сверловку и выборку пазов.
Важно!
На станках модельного ряда 163 предусмотрена возможность подключения к ЧПУ.
Основные технические характеристики
Токарно-винторезный станок 163 разрабатывался для обработки крупногабаритных заготовок весом до 2 тонн. Максимальный диаметр короткой заготовки над станиной 630 мм, наибольший диаметр вала над суппортом – 350 мм.
Модель 163 выпускалась в 2 модификациях, они отличались длиной обрабатываемой детали:
- межцентровое расстояние 2800 мм в стандарте и1400 мм укороченный вариант;
- длина точения соответственно 1400 мм и 1260 мм.

Диаметр отверстия в шпинделе на первых партиях станков был 70 мм. Затем узел доработали, диаметр увеличился до 80 мм и 90 мм. Диаметр зажимного патрона 320 мм не изменялся. Мощность приводного двигателя 14 кВт.
Расположение основных узлов и органов управления
Основание станка 163 – литая чугунная станина. Сверху она имеет направляющие для перемещения суппорта и задней бабки. Впереди ходовой вал и винт.
Справка! На станках, выпускаемых Рязанским заводом, обе направляющие трапециевидной формы. У тбилисских агрегатов одна направляющая плоская.
Слева выше линии направляющих, расположена передняя бабка с коробкой скоростей и шпиндельным узлом. Ее входной вал соединен четырехрядной ременной передачей с установленным сзади двигателем. Слева выступает вперед корпус коробки подач. С торца открывается крышка ящика, в котором производится перестановка шестерен для изменения шага при нарезке резьбы.
Впереди, вдоль станины, перемещается фартук. На нем установлен суппорт с салазками и резцедержкой. Задняя бабка с нерабочего положения на правом краю, передвигается по направляющим в любое положение. Перед ней устанавливается съемный подвижный люнет для обработки длинных тонких валов.

Шкаф электрооборудования установлен слева за станиной. На станине, слева под направляющими, вплотную к коробке скоростей установлена кнопочная станция пуска и остановки станка. Рубильник включения в сеть находится на электрическом шкафу. Органы управления вынесены вперед и расположены максимально близко к узлам, которыми они управляют.
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
К прочтению: Характеристики вертикально-сверлильного станка 2н118
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.

Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.

Расположение органов управления
Все основные органы управления токарным станком 163 расположены в его левой части. На верхней части корпуса передней бабки находятся рукоятки управления работой шпинделя, ниже них — ручки управления подачами и параметрами резьбы, а справа на валу — рычаг реверса шпинделя.
Органы управления на фартуке состоят их штурвала ручного хода, кнопки включения подачи салазок, кнопки включения быстрого хода, джойстика быстрых ходов и подач, кнопки пуска и останова главного двигателя. На суппорте находятся органы управления быстрыми ходами и подачами салазок, а на резцедержателе — рычаг поворота и крепления инструмента. Задняя бабка оснащена маховиком передвижения и рычагом фиксации пиноли.
К прочтению: Изготовление присадочного станка для мебели

Скачать схему в полном размере
Расположение органов управления
На передней бабке расположены органы управления коробкой скоростей и скоростью вращения шпинделя:
- штурвал настройки числа оборотов шпинделя;
- рукоятка управления переборами;
- рукоятка регулировки шага резьбы;
- реверс – ручка переключения направления вращения.
На передней панели коробки подач расположены ручки:
- выбора типа резьбы;
- настройки шага резьбы и подачи;
- включения ходового винта и вала.
Для удобства управления станком и переключения режимов работы, на фартуке установлены рукоятки подач суппорта, переключения скорости и направления перемещения рабочих органов.

Задняя бабка передвигается вручную. На ней имеются ручки прижима к направляющим, перемещения и фиксации пиноли. Двигатель-насос СОЖ запускается автоматически при нажатии кнопки пуска станка.
Краткое описание системы смазки станка
Перед пуском станка необходимо:
- Резервуары P1, P2 и Р3 залить маслом „индустриальное 20″ через отверстия для заливки масла Л1, Л2, и Л3. До верхней риски маслоуказателей У1, У2 и У3;
- Заполнить маслом места ежедневной смазки;
- Смазать маслом „индустриальное 20″ направляющие станины, поверхности ходового винта и валика.
Для смазки станка необходимо применять только фильтрованное масло.
В процессе работы станка нужно следить:
- За работой плунжерных насосов через контрольные глазки и в случае прекращения или уменьшения подачи масла немедленно исправить смазочную систему;
- За смазкой направляющих станины, которая осуществляется от плунжерного насоса фартука через каретку при помощи распределителя Рк;
- За работой фильтра коробки скоростей Фп. В случае уменьшения подачи масла в глазке П1, следует очистить фильтр путем проворота стержня специальным ключом через отверстие в крышке коробки скоростей для заливки масла. Не реже, чем два раза в год требуется полная промывка (керосином) масляного фильтра.
Правила эксплуатации, паспорт
В Руководстве по эксплуатации подробно расписаны все правила обращения и работы на станке:
- техника безопасности;
- режимы работы и их настройка;
- установка на фундамент и крепление;
- первый пуск;
- регулировка оборудования;
- система смазки и график замены масла;
- перечень быстроизнашиваемых деталей.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт универсального токарно-винторезного станка 163.
Справка! Руководство по эксплуатации токарно-винторезного станка 163 отличается от стандартных документов аналогичного оборудования подробным описанием наладки и настройки режимов резания.
Универсальные токарно-винторезные станки 163 отличаются удобным управлением, надежностью и прочностью. Они признаны лучшей моделью для обработки средних и крупных заготовок при единичном изготовлении деталей. На 163 производят грубую обдирки и чистовую отработку с точностью до 0,02 мм. Станок изготовлен в полном соответствии с ГОСТ 18097-93.

Электрическая схема токарного станка 163
Управление главным приводом станка 163
Пуск главного электродвигателя осуществляется нажатием одной из кнопок «Пуск» — 1KУ, 2KУ (расположенных на фартуке я около коробки подач), которая замыкает цепь питания катушек магнитного пускателя КШ и реле времени IPB (4-13). Катушки под влиянием проходящего по ним тока притягивают сердечника якорей и замыкают механически связанные с ними главные контакты и блок-контакты. При этом главные контакт КШ подключает электродвигатель 1Д к сети, а катушки пускателя и реле времен питаются через замкнувшийся блок-контакт КШ (1-5), что исключает дальнейшее нажатие кнопки «Пуск».
Одновременно с катушками пускателя КШ и реле времени IPB через замыкающий блок-контакт IPB (17-23) получит питание реле времени РВ. Если фрикцион не будет переведен в рабочее положение в течений времени, на которое настроено реле РВ, то последнее своими размыкающими контактами РВ (2-4) обесточит катушку магнитного пускателя КШ и реле времени 1РВ с последующим остановок электродвигателя 1Д. При выключении катушки РВ замыкающим контактом (45-V7) подключаются тормозная электромагнитная муфта 5ЭМ и сигнальная лампа 2ЛС. Останов главного двигателя 1Д осуществляется нажатием одной из кнопок «Стоп» — 3КУ, 4КУ, расположенных на каретке и около коробки подач.
Управление электронасосами 2Д осуществляется посредством выключателя-тумблера ВТ-2, расположенного на боковой стенке электрошкафа.
( 1 оценка, среднее 5 из 5 )