Станок продольно поперечной резки СППР1250А входит в линейку профилировочного оборудования производственного предприятия ZAKOM. Станок СППР1250А предназначен для продольно-поперечного раскроя рулонного и листового металла на заготовки.
Процесс резания на станке СППР1250А автоматизирован. Оператор производит ввод параметров длины резания и количества заготовок одного размера с пульта управления, настройка ножей для продольного резания производится вручную. Приводные и режущие валы приводятся в движение червячным мотор редуктором. Нож поперечной резки имеет независимы привод от червячного редуктора.
Содержание
- Принципы выбора линии продольной резки металла
- Предназначение
- Устройство и принцип работы
- Технические характеристики
- Разновидности
- Принципы выбора
- Преимущества и недостатки
- Производители и стоимость
- Эксплуатация
- Линия поперечной резки листового металла
- Структура линии
- Правильно-разматывающее устройство
- Ножницы
- Валковая подача
- Стапелирующее устройство
- Резка рулонной стали на производстве
- Виды рулонной стали
- Продольная резка рулонной стали на штрипсы
- Линия поперечной резки рулонной стали
- Продольно-поперечный раскрой стальных рулонов
- Почему следует обращаться именно к нам
Линии для продольной резки металла предназначены для обработки металлических рулонов: продольной или поперечной резки на листы заданных размеров с последующей укладкой в стопки. Допустима резка различных сталей, включая защищённые специальными покрытиями. Применяются в промышленности для получения заготовок или готовых деталей.
 Линия продольной резки металла
Линия продольной резки металла
Предназначение
На крупных производствах использование ручного инструмента для нарезки металлических листов из рулонов экономически невыгодно. Поэтому используются специализированные линии для резки, которые обеспечивают высокую производительность, точность обработки, возможность складирования и упаковывания.
Линии нарезки позволяют нарезать листы различной формы, выпрямлять их, срезать кромки. По сути обеспечивается полная автоматизация производства.
- штамповочные цеха;
- литейно-прокатные производства;
- предприятия, занимающиеся обработкой металла.
Устройство и принцип работы
Линии для резки металла конструктивно состоят из следующих узлов и агрегатов:
- разматывающего механизма;
- роликового стола;
- режущего инструмента: гильотины или ножи;
- конвейера;
- укладчика разрезанных листов;
- контрольных и измерительных датчиков;
- электромеханическую систему контроля и управления;
- пневматическую систему для работы механизмов.
Промышленное оборудование может оснащаться следующими комплектующими:
- тележкой для загрузки рулонов;
- механизмом для выпрямления листов;
- штабелером;
- автоматизированной системой управления.
- Закрепляется рулон.
- Разматывают вручную часть рулона, лист подают в механизм для протяжки. Ролики выставляются заранее под требуемые параметры.
- Включается линия.
- При прохождении листа через определённые датчики оператор вручную или автоматически выполняет порезку согласно заданной технологической карте.
- Нарезанные листы по конвейеру попадают в модуль для приёмки, а затем на тележку для транспортировки.
- Нарезка производится до тех пор, пока не будет размотан рулон.
 Продольная резка листового металла
Продольная резка листового металла
Технические характеристики
Линии для поперечной резки рулонных металлов имеют следующие технические характеристики:
- ширина рулона до 1,25 м;
- внутренний диаметр катушек 0,6-0,61 м;
- толщина металла от 0,3 мм до 1,2 мм;
- длина резки листов до 6 м;
- количество одновременных операций по резке до 10;
- скорость резки до 30 м/мин.;
- вес устанавливаемых рулонов 6-15 тонн;
- тип питания: одно- или трёхфазная сеть;
- погрешность при нарезке не более 1 мм на погонный метр на предельной скорости разматывания рулона;
- средняя производительность 50 тонн за рабочую смену.
Разновидности
По уровню автоматизации производственные линии бывают следующих типов:
- с ручным приводом;
- полуавтоматические;
- автоматические.
По способу резки:
- Линия для продольной резки рулонных металлов. Применяется на заводах и мелких предприятиях, где требуется нарезка рулонов вдоль листа. Обладает высокой производительностью, имеет относительно простую конструкцию.
- Линия продольно-поперечной резки металлов. Используется на предприятиях для создания готовых изделий либо заготовок сложной формы из рулонов. Имеет меньшую производительность, по сравнению с агрегатами для продольной обработки, но позволяют снизить количество дополнительного обрабатывающего оборудования.
Принципы выбора
Критерии выбора линий для резки металла:
- функциональность: способы резки, уровень автоматизации, наличие тележек для загрузки и отгрузки;
- скорость линии;
- допуски по длине, ширине и массе рулонов;
- тип питания: одно- или трёхфазное;
- допустимая толщина листов;
- наличие прокатного механизма;
- возможность установки дополнительного оборудования;
- количество одновременно выполняемых операций резки;
- производитель, срок предоставляемой гарантии, наличие услуг сервисного обслуживания;
- тип механизмов: пневматический или гидравлический.
Преимущества и недостатки
Преимущества линий для нарезки рулонных металлов:
- высокая скорость резки;
- отсутствие ограничений по типам металлов и сплавов на их основе;
- качественное выравнивание листов;
- формируются ровные кромки листов;
- возможность устанавливать дополнительное оборудование для производства конечных деталей в едином процессе;
- деформации заготовок в процессе производства полностью исключены;
- высокая надёжность механизмов и узлов;
- доступно оборудование с различным уровнем автоматизации.
Среди основных недостатков можно выделить:
- ограниченную длину от агрегата продольной резки до разматывателя, определяющую максимальный размер готовых деталей;
- крупные габариты линии, требующие наличия необходимого пространства внутри цехов;
- ограничения по толщине листов;
- сложность обслуживания гидро- или пневмолиний, компрессионного оборудования;
- для работы на линии нужен опытный персонал.
 Размеры оборудования для резки
Размеры оборудования для резки
Производители и стоимость
Производством линий для порезки металла занимаются следующие предприятия:
- ПКФ «СтройИнвест» (Россия);
- ООО «ЛиВил» (Россия);
- ООО «Саратов-Станки» (Россия);
- ООО «Липецкий станкостроительный завод» (Россия);
- ООО «ЭлектроТехнология» (Украина);
- Mariani (Италия);
- DMCTECH (Корея);
- Ashard (Франция);
- Wuxi Banket Mechanicle Equipment Co. LTD (Китай);
- Eberle (Германия).
Средние цены на оборудование в России:
- ручной порезки – от 150 тыс. руб.;
- полуавтоматическое – от 1,5 млн. руб.;
- автоматизированная линия – от 10 млн. руб.
Эксплуатация
При эксплуатации линий поперечной резки металлов необходимо соблюдать следующие правила:
- запрещено выполнять запуск установки без предварительного осмотра или при наличии повреждений механизмов;
- нужно проверять работоспособность системы аварийного останова;
- все узлы и агрегаты требуют периодической смазки, техобслуживаний и замены при критическом износе;
- протяжка листов и размотка рулонов осуществляется электродвигателем, самостоятельно разматывать запрещено;
- при работе требуется использовать средства защиты от попадания обрезков металла на открытые участки тела;
- эксплуатация оборудования должна осуществляться в рекомендуемых производителем условиях;
- недопустимо устанавливать рулоны с металлом, толщина которого превышает параметры, заявленные изготовителем оборудования;
- режущие инструменты следует поддерживать в хорошем техническом состоянии и при необходимости заменять;
- для обслуживания нужно привлекать специалистов, которые смогут провести диагностику систем управления, протяжки, размотки и резки.
При покупке важно учитывать технические характеристики, которые влияют на качество обработки металлов, возможность использования рулонов с определёнными параметрами, выполнять нарезку с нужной точностью.
Источник

В практике выполнения заготовительных операций с листовым металлопрокатом иногда требуется выполнять поперечный роспуск широкого рулона на карточки, а также разрезать лист металла на более мелкие фрагменты. Применение обычных листовых ножниц для этих целей малопроизводительно. Поэтому при значительных программах выпуска подобных заготовок устанавливают специализированные линии поперечной резки.
Структура линии
Линия поперечной резки производит разрезку рулонов на карты любой формы – от прямоугольной до ромбовидной. Её основные технические характеристики следующие:
- Максимальная ширина листа или рулона, мм – 1600.
- Наибольшая толщина листа или рулона, мм – 4.
- Наибольшее количество отрезаемых карточек – в зависимости от длины рулона, но не менее 18.
- Суммарная мощность электродвигателей всех приводов, кВт – 206.

Резка листового металла
В состав такой линии входят:
- Ножницы листовые с наклонным ножом;
- Правильно-разматывающее устройство;
- Валковая подача;
- Узел стапелирования отрезанных заготовок;
- Устройство управления.
Работа всего комплекса выполняется по заранее программируемому рабочему циклу. Он зависит от длины листа или рулона, требуемой конфигурации конечной заготовки, а также её размеров. Работой комплекса может управлять один оператор, но возможна и полностью автоматическая резка по заданной программе. В этом случае линия остановится по окончании рулонного материала в разматывателе.
Правильно-разматывающее устройство
Назначение данного узла – уменьшить до допустимого минимума коробление листа или рулона перед его заправкой в рабочую зону ножниц. Одновременно при помощи очистных щёток выполняется удаление с поверхности листа частиц технологической окалины. Данное приспособление включают лишь при роспуске на карточки горячекатаного металлопроката.

Правильно разматывающее устройство состоит из следующих узлов:
- Разматывающей катушки, барабана или рулонницы (выбор определяется шириной рулонного материала).
- Основания (станины).
- Узла смазки рулона, либо листа.
- Привода (используется электродвигатель постоянного тока, который снабжён устройством для бесступенчато изменения числа оборотов).
- Фиксатора рулона по диаметру.
- Системы контроля и управления с соответствующими датчиками.
При разматывании сравнительно лёгких рулонов необходимое усилие натяжения обеспечивается самими валками, а для размотки более тяжёлых рулонов включается электродвигатель. В состав правильной головки обычно включают нечётное число валков, например, пять – для правки, и два тянущих.
При использовании листа разматыватель отключают, и работают лишь с правильными и смазочно-очищающими узлами.
Устройство функционирует следующим образом. Исходный материал помещается на опору, после чего центрируется роликами, которые имеют возможность перемещения в пазах. Выставляется горизонтальное расположение листа или рулона, и заготовка подаётся в правильное приспособление. Оно представляет два обжимных ролика и два распрямляющих ролика, причём регулировка каждого из них может выполняться отдельно. Контроль правильности настройки производится при помощи индикаторов, либо фотоэлектрическими устройствами.
После заправки торца листа в зев правильной головки включается тяговый электродвигатель постоянного тока. Он передаёт требуемый крутящий момент через трёхступенчатую передачу: червячный редуктор, цепную передачу и открытую пару прямозубых зубчатых колёс.
Для того, чтобы лист или рулон постоянно поджимался к правильным роликам, верхняя часть корпуса устройства шарнирно соединяется с нижней, при этом для принудительного поджима в конструкции имеется специальный гидроцилиндр. После правки материал поступает в холостые валки, и далее, по направляющим – к механизму зажима. В процессе перемещения исходного материала к ножам листовых ножниц поверхность листа (либо рулона) очищается абразивными щётками.
Видео – как работает линия поперечной резки металла
Ножницы
Разделительное оборудование по своей структуре и принципу действия не отличается от ножниц, которые работают не в автоматизированном режиме. Исключение составляет подача: она электронно увязана с кинематикой работы всей линии в целом. Поэтому при неработающем приводе правильно-разматывающего устройства ножницы также отключаются.
Программирование процесса резки выполняется с визуальным контролем результата встроенном дисплее, при этом точность установки листа или рулона составляет ±0,1…0,4 мм, в зависимости от параметров исходной заготовки.
Валковая подача
Точность разрезки зависит от точности действия подающего устройства. Несмотря на то, что устройства валковой подачи обладают пониженными показателями точности, ими обеспечивается наибольшая универсальность подачи, а также снижаются толчки и удары. Они возникают в случае неравномерной подачи листа или рулона в зону реза.
Односторонняя (толкающая) валковая подача линии поперечной резки работает так. Привод правильного устройства по схеме связан с приводом валковой подачи. Поэтому перемещение исходного материала начинается в момент, когда ножевая балка ножниц находится в своём крайнем верхнем положении. По достижении листом или рулоном плоскости заднего упора, привод валковой подачи отключается, а механизм включения ножниц включается. Происходит рабочее перемещение ножевой балки с отрезкой карточки необходимых размеров.
Еще одно видео – Линия для поперечной резки горячекатанной листовой стали
Стапелирующее устройство
Предназначено для укладки с одновременным ориентированием отрезанных ножницами листовых заготовок. Процесс может быть реализован двумя способами: свободным сбрасыванием заготовки под действием собственного веса, или принудительным перемещением карточек в требуемом направлении. В линии поперечной резки чаще используется второй принцип, что снижает трудоёмкость её обслуживания, и упрощает передачу ориентированных заготовок на склад или к месту их дальнейшего применения. При простой форме заготовок используются обычные склизы, в то время, как заготовки со сложной конфигурацией стапелируются при помощи специальных направляющих элементов. Угол наклона склиза не должен быть меньше 26 0 , иначе возможно застревание на склизе отрезанной заготовки.
Источник
Резка рулонной стали на производстве

Вопросы, рассмотренные в материале:
- О видах рулонной стали
- Как происходит продольная резка рулонной стали на штрипсы
- Как работает линия поперечной резки рулонной стали
- В чем суть продольно-поперечного раскроя стальных рулонов
Даже в реалиях сегодняшнего дня резка рулонной стали на отдельные элементы является востребованной услугой. Однако каждый стальной рулон весит несколько тонн и поэтому выполнить работу качественно можно только на крупном производстве, где есть все необходимое оборудование, инструменты и станки.
В данной статье рассмотрим варианты раскроя рулонной стали, определим, какое оборудование необходимо для продольной и поперечной резки, а также подробно расскажем, как работают автоматизированные линии для резки стали в рулонах.
Виды рулонной стали

Сегодня листовая сталь применяется в производственных процессах многих промышленных предприятий. Такая популярность связана с высокими техническими характеристиками материала и простотой транспортировки.
Высокие эксплуатационные качества таких изделий достигаются путем продольной и поперечной резки рулонной стали – это позволяет получать высокоточные заготовки и транспортировать их без потери качества.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Такой тип производства позволяет изготавливать широкий ассортимент приспособлений: строительных материалов, кровельных покрытий, а также заготовок и шаблонов для различных видов производства.
Металлические листы такого вида изготавливаются посредством проката на литейно-прокатных предприятиях. В зависимости от применяемой технологии и толщины готового продукта в рулонах может получиться материал следующего типа:
- жестяной (до 2 мм);
- тонколистовой (2–4 мм);
- толстолистовой (4 мм и более).
Технология их получения различается рабочей температурой производства. Так, первые два вида материала изготавливаются при низком температурном режиме, а последний – при высоком.
Рекомендуем статьи по металлообработке
Чаще всего резка рулонной стали холодного проката производится при следующих настройках основных показателей:
- длина – до 3 000 м (в зависимости от толщины);
- толщина – от 0,25 мм до 4 мм;
- ширина – 1 250 мм.
В готовом виде вес таких рулонов достигает 6–15 тонн, поэтому для работы с ними, в частности, для резки стали, необходимо соответствующее техническое оснащение.
Продольная резка рулонной стали на штрипсы

Если сравнивать отрасли тяжелой промышленности с известной пищевой цепочкой, то металлопрокат окажется на самой ее вершине. Его изделия являются неотъемлемой частью нормального функционирования различных производств этой области – от самых крупных до средних и малых.
Сегодня большинство предприятий запрашивают рулонный материал и штрипс (металлическую полосу, еще не подвергнутую обработке). Поэтому наиболее востребованной является продольная резка рулонной стали.
Современный процесс обработки металла полностью автоматизирован. Для этого используется высокоточное оборудование, позволяющее произвести резку в соответствии с индивидуальными требованиями заказчиков.
Процесс обработки металла на линии резки рулонной стали производится в несколько этапов:
- раскрутка рулона на разматывателе;
- подача стали на дисковые ножницы;
- резка ленты на штрипсы заданной ширины;
- сматывание штрипсов в компактные бухты.
Получившиеся рулоны не требуют особого ухода, их удобно хранить и транспортировать. Такие штрипсы в процессе производства превращаются в различные материалы и приспособления, которые встречаются в повседневной жизни: каркасы, рейки, сайдинги, металлопрофиль и др.
Ключевым инструментом в резке рулонной стали являются дисковые ножницы, которые представляют собой систему из двух параллельных приводных валов – на них установлены дисковые ножи. Расстояние между ними можно менять в соответствии с конкретными требованиями заказчика.
Сталь подается в зону резки и надежно фиксируется между двух уровней ножей. Для того чтобы пошел процесс резки листа на штрипс, верхний вал прижимается к нижнему. Непрерывное синхронное движение обоих рядов дисков обеспечивает постоянную подачу стали.
Для снижения нагрузки на режущие элементы металл размягчают посредством электрического нагревания. Благодаря этому можно использовать не диски, а специальные вальцы из углеродистой стали. В таком случае процесс резки на штрипс называют не разрезанием, а развальцовыванием.

Для продольной резки рулонного металлопроката может быть использовано два вида технологий:
- С помощью агрегата продольной резки. Он состоит из нескольких станций: рельсовый транспортер, станция предварительной обработки, блок разматывания и барабан сматывания готовых изделий, система разгрузки барабана, которая автоматически удаляет отработанные рулоны, блок непосредственной резки и регулятор скорости процесса. Такая технология полностью автоматизирована и отлично подходит для работы в особо крупных масштабах.
- С помощью линии резки рулонной стали. Она включает отсек хранения рулонов, режущий комплекс и систему подачи материала. Такая технология дает наиболее точный результат, поскольку здесь можно задавать как длину, так и ширину готового изделия. Как правило, подобное оборудование устанавливают на крупных или мелких фабриках.
Более точная схема линии выглядит следующим образом:
- разматыватель;
- станок для резки стали на штрипс;
- комплекс дисковых ножей или электромеханическая гильотина (в зависимости от конструкции);
- полутораметровый стол приема готового материала;
- наматыватель (в зависимости от конструкции).
Современная обработка металла на линии резки рулонной стали полностью автоматизирована. Для регулирования процесса оператору достаточно выбрать нужную программу на пульте управления. Причем получить нужную длину и ширину прокатного металла можно не только из различных видов стали (электротехнической, оцинкованной, с полимерным покрытием), но и из цветных сплавов толщиной 0,3–1,5 мм (алюминия, меди, цинка или титана).

Одной из разновидностей продольной резки является разрезание длинномерного материала.
Длинномерный прокат, как листовой, так и арматурный, требует особой технологии обработки и соответствующего технического оснащения. Это связано, прежде всего, с большим объемом материала.
Оборудование для резки листового длинномерного металла состоит из следующих блоков: разматывателя, на который устанавливается рулон из стали, устройства подачи материала, отсека для резки и принимающего механизма. С помощью таких агрегатов можно осуществлять как продольную, так и поперечную резку длинномеров, но конструкция и технология будут несколько отличаться.
Для придания нужной конфигурации арматурного длинномерного проката ее сперва разматывают и распрямляют. Только после этого осуществляется резка. Такая технология требует соответствующего оборудования, которое сильно отличается от приспособлений для резки других видов металлопроката.
Линия поперечной резки рулонной стали

Придание листу металлопроката заданной длины и ширины с помощью ручных ножниц по металлу в промышленных масштабах неэффективно, для таких целей на предприятиях используются специальные линии резки. Благодаря этому можно не только разрезать рулонный блок на детали нужного размера, но и придать им необходимую форму.
Линия поперечной резки обладает следующими особенностями:
- толщина листа – до 4 мм;
- ширина – до 0,16 м;
- количество отрезаемых отрезков – 18 и более;
- мощность станка – 206 кВт.
Резка рулонной стали на листы поперечным способом требует наличия таких производственных узлов, как: управляющий механизм, разматыватель, валковый подающий механизм, листовые ножницы и специальный нож, установленный под углом, узел складывания готовых изделий.
Работа линии происходит в полностью роботизированном режиме, при этом управление может быть как ручное (оператором), так и автоматическое. Для запуска необходимо внести в специализированную программу данные о длине рулона или листа, а также требуемые размеры изделия.
При работе в автоматическом режиме линия сама останавливает работу, как только в рулоне заканчивается материал.

- Правильно-разматывающее устройство.
Оно необходимо, чтобы материал не деформировался до того, как поступит в узел непосредственной резки. Кроме того, во время работы разматывателя с поверхности материала счищаются все возможные загрязнения.
Принцип работы механических и автоматических ножниц для резки рулонной стали мало чем отличается. Главная особенность последних в том, что они являются частью линии.
Управление ножницами происходит посредством специального дисплея. Погрешность резки может достигать 0,4 мм в зависимости от характеристик металла. В случае, когда на линии происходит сбой, ножницы автоматически прекращают свою работу.
- Валковая подача.
Чтобы резка рулонного материала происходила с максимальной точностью, необходим качественный подающий механизм, который будет двигаться мягко, плавно, исключая толчки и нежелательное изменение скорости. Всем этим характеристикам отвечает валковая подача, однако ее нельзя назвать предельно точной, зато она универсальна.
Принцип работы валковой подачи следующий:
- Привод подачи связан с разматывателем, что обеспечивает их синхронное движение. Подача материала односторонняя и начинается в тот момент, когда лезвия ножниц находятся в максимально поднятом положении.
- В тот момент, когда рулон достигает конечной плоскости, ножницы для резки рулонной стали начинают смыкаться, делая отрез, соответствующий заданным параметрам.
Для легкого рулона подойдет и обычная пара валков, а для тяжелого – валки с электроприводом.
- Устройство складывания.
Стапелирующий узел, или устройство складывания, может работать в соответствии со следующими принципами: подхватывать свободно падающие заготовки либо принудительно подавать их в нужном направлении.
Второй способ часто используется при поперечной резке. Благодаря этому упрощается процесс доставки заготовок на склад, а также вся процедура обслуживания линии.
Отрезки классической конфигурации без проблем перемещаются при помощи простых направляющих (склизов), а нестандартные детали требуют специализированных склизов, установленных под углом не менее 26°. Это делается для того, чтобы изделие не застряло на линии.
Продольно-поперечный раскрой стальных рулонов

Промышленная линия для продольно-поперечной резки рулонной стали в своей конструкции имеет:
- блок управления;
- разматыватель;
- лентопротяжный механизм;
- дисковые ножи для продольной резки;
- дисковые ножи для поперечной резки и гильотину;
- роликовый стол (подающий механизм);
- наматыватель;
- систему приема и складывания готовых изделий.
Аппарат для продольного разделения металлопроката можно дополнить следующими аксессуарами:
- загрузочной тележкой с гидроприводом – для легкого перемещения и загрузки рулонных блоков;
- кромконаматывателем – для удобной намотки обрезного края стального листа;
- лентоправильным механизмом;
- разгрузочной тележкой – для легкой разгрузки рулонов;
- штабелером – для транспортировки тяжелых бухт.
При резке рулонной стали продольным агрегатом для изготовления кровельных материалов состав линии может дополняться узлами для штамповки и нанесения защитной полимерной пленки.
Агрегат для продольно-поперечной резки с ручным управлением применяется в более деликатных случаях – для рубки мягких металлов (таких как оцинкованная жесть, алюминий, медь и др.) или неметаллических рулонных соединений (бумаги, пластика и т. п.).
Наиболее трудоемкий этап процесса резки – закрепление рулонного блока в разматывателе. Без самоподъемного механизма он может занять много времени и потребовать привлечения дополнительной техники.
Перед запуском устройства необходимо убедиться в том, что разматыватель верно закреплен: выставлен правильно по отношению к станку, если нужно, дополнительно скреплен, надежно прикручен к полу болтами. Сначала заправку листа в лентопротяжный механизм осуществляют вручную. Важно точно следовать инструкции при подготовке к резке рулонной стали. Цена ошибки, допущенной на этом этапе – бракованная партия изделий.
Резка металлического листа продольным способом начинается при его подаче к станции дисковых ножей посредством лентопротяжного механизма. Требуемые параметры резки необходимо выставить заранее.
Резка материала при помощи дисковых ножей или гильотины с ручным приводом осуществляется оператором при точном соблюдении технологической карты. После совершения заданного отреза изделия поступают в приемный узел или же сразу попадают на транспортную тележку.
Резка рулонной стали таким способом не требует больших энергетических затрат и отлично подходит для нужд малого предприятия.
Более масштабные запросы производства целесообразно выполнять на специализированной линии, все процессы которой автоматизированы и требуют меньших затрат человеческих ресурсов. Задача оператора здесь заключается лишь в загрузке материала, выгрузке готовых изделий и периодическом контроле процесса.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник
На чтение 61 мин. Просмотров 3 Опубликовано 27 апреля, 2023
Содержание
- Инструкция по эксплуатации продольно резательного станка
- LiveInternetLiveInternet
- —Метки
- —Новости
- —Поиск по дневнику
- —Статистика
- Продольно-резательные станки в бумажном производстве
- Реферат: Продольно-резательный станок производительностью 350 т/сутки
- Рис. 4.3.1 Схема несущего вала
Инструкция по эксплуатации продольно резательного станка
Автоматический продольно-резательный станок
с секцией высечки типа DKG -320, 450
Инструкция по эксплуатации — краткий вариант

Смотрите также нашу страничку в Интернете: www.flexomachines.ru
Глава №1. Описание машины ротационной высечки и назначение.
Глава №2. Технические параметры рулонной машины ротационной высечки пустышек.
Глава № 3. Техника безопасности работы с рулонной машины ротационной высечки пустышек.
Глава№4. Установка рулонной машины ротационной высечки пустышек.
Глава №5. Описание контрольной панели управления рулонной машины ротационной высечки пустышек.
Глава №6.Описание контрольной системы корректировки равнения полотна.
Глава№7. Настройка рулонной машины ротационной высечки пустышек.
Глава № 8. Техническое обслуживание рулонной машины ротационной высечки пустышек.
Глава№9. Возможные неисправности и способы их устранения.
Глава№10.Принципиальная электрическая схема рулонной машины ротационной высечки пустышек.
Автоматический продольно-резательный станок типа DKG -320-450, — это рулонная машина ротационной высечки пыстышек и других самоклеющихся этикеток. Станок ротационной высечки имеет такие функциональные возможности, как установка длины, возможность работы по метражу или по отсчету этикеток, автоматическая остановка и для контроля равнения полотна установлены фотоэлектрические элементы, удаление отходов резки с помощью вентиляционной системы. Станок характеризуется прочной конструкцией, устойчивостью, высокой эффективностью, точностью при разрезании, простотой в эксплуатации и стабильностью в работе.
Станок рулонной ротационной высечки пустышек должен быть подключен к заземлению, прежде чем он будет подсоединен к источнику питания.
Глава№2 Технические параметры рулонной машины ротационной высечки пустышек .
Скорость ротационной высечки: 75 м/мин
Максимальная ширина полотна: 320 мм
Максимальный диаметр подачи: 500 мм
Максимальный диаметр намотки рулонов: 480 мм
Напряжение источника питания: 220 Вольт ± 10%
Общая потребляемая мощность: 1 кВт
Общие размеры: 1,2 (Д) х 0,8 (Ш) х 1,2 (В) м
Глава№ 3. Техника безопасности работы с рулонной машиной ротационной высечки пустышек .
Инструкция по эксплуатации содержит важную информацию о том, как правильно и безопасно работать на ротационной высечке с наибольшей эффективностью. Соблюдение Инструкции поможет избежать опасности, уменьшит стоимость ремонта и время простоя, увеличит срок службы и надёжность ротационной высечки. Любой работник, приступающий к работе на ротационной высечке, обязан изучить Инструкцию. Инструкция должна быть всегда доступна обслуживающему персоналу при использовании ротационной высечки.
Эта рулонная машина ротационной высечки пустышек спроектирована в соответствии с последними стандартами и известными правилами по безопасности. Тем не менее, могу случиться травмы, соблюдайте все Инструкции по безопасности.
Эта машина ротационной высечки должна использоваться только в соответствии с её назначением и Инструкцией, это поможет избежать поломок ротационной высечки и травм, а также порчи материала. Перед началом работ проверьте знание требований раздела по безопасности и хорошее знание Инструкции. Это особенно относится к персоналу, который работает периодически на ротационной высечке, например, во время установки или обслуживания.
В целях безопасности, длинные волосы должны быть завязаны сзади. Одежда должна быть плотно подогнана. Движущиеся части ротационной высечки могут захватить свободную одежду, что приведёт к травме.
Во время проверок и обслуживания только компетентный персонал может выполнять работы на электрических системах или электромеханическом оборудовании в сопровождении инженера – электрика, если необходимо. Если электрический шкаф, маркированный предупреждающими надписями, необходимо открыть, пожалуйста, отключите вначале сетевое питание. После полной остановки ротационной высечки откройте электрический шкаф и выполните проверки. После завершения проверок, верните крышки на место и включите питание, если это требуется.
3.1 Требования безопасности при высечке на рулонной машине ротационной высечки пустышек .
Перед пуском ротационной высекальной машины необходимо проверить исправность механизмов отделочной секции, исправность блокировочных устройств, прочность крепления штампов и правильность установки высечного клише. Перед пуском ротационной высечки проверить, не находится ли кто-либо из обслуживающего или ремонтного персонала в опасных зонах ротационной высечки и дать предупреждающий сигнал.
Во время работы ротационной высечки запрещается:
− проверять крепление штампа, чистить вращающиеся части модуля высечки, вынимать из ротационной высечки какие-либо предметы;
− работать при снятых кожухах ограждений подвижных опасных зон;
− касаться подвижных частей ротационной высечки;
− смазывать, чистить и протирать движущиеся части ротационной высечки.
Заменять вышедшие из строя элементы модуля высечки, чистить и устанавливать штампы, а также устранять неполадки в модуле можно только при выключенной ротационной высечке
Глава№4. Установка рулонной машины ротационной высечки пустышек .
После получения машины ротационной высечки пользователь должен проверить комплектность и отсутствие повреждений машины ротационной высечки и запасных частей. Избегайте резких ударов при перемещении или подъеме ротационной высечки на место установки. Используйте уровень для выравнивания машины ротационной высечки в продольном и поперечном направлении ошибка не должна превышать 0,1 мм.
Минимальное расстояние от стен или другого оборудования должна быть не менее 1 м, чтобы был подход к оборудованию при техническом обслуживании.
Недопустимо устанавливать ротационную высекальную машину вблизи источников электромагнитного излучения, таких как станции распределения энергии или трансформаторы.
Убедитесь в том, что каждая деталь правильно установлена и надежно
закреплена. Смажьте маслом движущиеся детали, каждое отверстие для масла, подшипники, шестерни . Проверьте исправность каждого контура и его подключение к цепи питания. При работе на холостом ходу проверьте каждый узел на отсутствие эффекта блокировки и постороннего шума. Ознакомьтесь с рабочими функциями каждого переключателя ротационной высечки и назначение всех кнопок на пульте управления.
Перед пробным запуском удалите антикоррозионную смазку и очистите каждую деталь. Проверьте, прочно ли затянуты винты и гайки во всех частях. Кроме того, смажьте все различные вращающиеся детали и вручную проверните ротационную высекальную машину, выполнив несколько циклов. Если все нормально, и машина может работать ровно, включите электропитание и выполните пробный запуск ротационной высечки. После холостого прогона в течение некоторого времени, если все нормально, то можно запускать ротационную высекальную машину в эксплуатацию.
Глава№ 5. Описание контрольной панели управления рулонной машины ротационной высечки пустышек .
Описание основной панели управления рулонной машины ротационной высечки пустышек(см. рис..№1)
Рис.1 Панель управления рулонной машины ротационной высечки пустышек.
Изображение панели управления (Рис.№1))
Поз.1 Питание: включение – выключение питания ротационной высекальной машины.
Поз.2 Индикация питания: индикатор будет светиться после подключения ротационной высекальной машины к источнику питания.
Поз.3: Вытяжка: включение — выключение вентилятора для удаления отходов отрезанной кромки.
Поз.4 Регулятор скорости работы ротационной высекальной машины
Поз.5Кнопка для пуска работы по заданным параметрам.
Поз.6 Кнопка для остановки цикла.
Поз.7Модуль для установки метража.
Поз.8Модуль для управления выравнивания полотна.
5-1 Модуль для установки метража.(рис№2) рулонной машины ротационной высечки пустышек
5-2 Установка параметров длины рулонной машины ротационной высечки пустышек
Глава 6.Описание контрольной системы корректировки равнения полотна рулонной машины ротационной высечки пустышек.


Внимание . Инструкция по эксплуатации здесь представлена не в полном виде, а обрезана для удобства выкладывания в интернете .
Если Вам необходима полная инструкция – отправляйте запрос по нашей электронной почте запрос сюда ..
* По дополнительным вопросам и по вопросам приобретения оборудования звоните нам сюда .. или пишите сюда: info@chinko.ru
По флексографскому печатному оборудованию смотрите следующие ссылки:
Источник
LiveInternetLiveInternet
—Метки
—Новости
—Поиск по дневнику
—Статистика
Продольно-резательные станки в бумажном производстве
Продольно-резательный станок состоит из следующих основных частей: раската с тормозом и приспособлением для регулирования натяжения и хода бумажного полотна; наката, состоящего из двух несущих барабанов, которые приводятся в движение электродвигателем с регулируемым числом оборотов; вала, на который наматывается разрезанная бумага; резательного устройства, состоящего из нескольких пар ножей; бумаговедущих валиков, а также вспомогательного устройства для снятия готовых рулонов бумаги со станка.
Продольно-резательные станки изготовляются такой же рабочей ширины, как и бумагоделательные машины, для которых они предназначаются. Станки должны работать при скорости, превышающей рабочую скорость машины не меньше чем в 2 раза для того, чтобы успеть разрезать на рулоны бумагу, поступающую с машины. Нельзя допустить, чтобы работа бумагоделательной машины тормозилась работой станка и имела из-за него простои. Поэтому станки должны быть достаточно надежными в работе.
Современные продольно-резательные станки, обслуживающие быстроходные бумагоделательные машины, проектируются на рабочую скорость 1500–2500 м/мин и выше, а для обслуживания машин средних и малых
скоростей – до 500–800 м/мин. Основные требования, предъявляемые к станку, сводятся к следующему. Станок должен обеспечить ровную и плотную намотку рулонов бумаги; чистый обрез кромок и отсутствие пыления при работе; отсутствие «нахлеста» разрезаемых полотен бумаги и легкое разъединение рулонов после разрезания; плавное изменение скорости и удобное обслуживание.
Со времени изобретения продольно-резательного станка (изобретен Бишофом в 1873 г.) он подвергается значительным усовершенствования. В настоящее время имеется несколько различных типов станков, отличающихся друг от друга конструкцией ножевого устройства, схемой заправки бумаги и методом ее намотки. Станки могут отличаться и некоторыми другими конструктивными особенностями, например системой тормоза, методом правки бумажного полотна, устройством для снятия готовых рулонов со станка и др.
Источник
Реферат: Продольно-резательный станок производительностью 350 т/сутки
В дипломном проекте приведен анализ существующих конструкций продольно-резательных станков для картоноделательных машин и рассмотрены следующие основные вопросы:
конструкции продольно – резательных станков;
существующие схемы продольно – резательных станков;
механизмы продольной резки;
компоновка и привод продольно – резательных станков.
В проекте предложен вариант продольно – резательного станка с нижней заправкой полотна картона.
В ходе разработки проекта были произведены технологические и конструктивные расчеты, разработана автоматизированная пневматическая схема регулирования плотности намотки рулонов, разработаны мероприятия по безопасности объекта (разработана схема отсоса пыли от ножей и произведен расчет пневмотранспорта отходов от ПРС), а также приведен расчет экономической эффекта от внедрения проектируемого продольно – резательного станка в производство.
Дипломный проект сопровожден необходимыми чертежами, выполненными в соответствие с существующими ГОСТами.
Технико-экономическое обоснование проекта ………..…. 10
Технологические расчеты . …………………. ……………… 44
Конструктивные расчеты ………………….……….………….. 49
Перечень используемой литературы ……. ……. ………… 90
Лесная и целлюлозно-бумажная промышленность является важной «экспортной» составляющей российской экономики. Пройдя через нелегкий этап структурной трансформации в период 1991 — 1996 г.г., лесная и целлюлозно-бумажная отрасль России в настоящее время выходит на новый этап качественного развития. Предприятия целлюлозно-бумажной промышленности России в 2000 году произвели 3,4 млн. тонн бумаги, что на 12,5% больше, чем в 1999 году. При этом объем производства картона составил 1,9 млн. тонн (21,4%). На целлюлозо-бумажную отрасль приходится 63% прибыли лесопромышленного комплекса России. При этом рентабельность отрасли в 2000 году составила 42%. Как заявляют в Минпромнауки, увеличение объемов производства произошло в связи с ростом российской промышленности в целом, что повлекло за собой повышение спроса на упаковку. По этой причине загрузка мощностей в целлюлозно-бумажной промышленности в прошлом году увеличилась на 3—5% по сравнению с 1999 годом и достигла 75%. Помимо того, немаловажную роль сыграла благоприятная конъюнктура мировых цен, которые в прошлом году превышали в среднем на 5% цены 1999 года. Согласно прогнозам экспертов министерства, темпы роста объемов производства в текущем году должны замедлиться, поскольку сейчас намечается тенденция к снижению цен на целлюлозу и картон. Тем не менее, аналитики ожидают, что в целом по отрасли рост производства превысит 10%. Как сообщили в пресс-службе компании «Илим Палп Энтерпрайз», в 2002 году эта лесопромышленная корпорация планирует увеличить производство товарной продукции на 37,2% до 2 млн. 182 тыс. тонн. Объем варки целлюлозы должен возрасти на 41% по сравнению с показателем 2001 года и составить 2 млн. 151 тыс. тонн. Увеличение выпуска товарной продукции и объема варки целлюлозы связано с тем, что в начале 2002 года в корпорацию «Илим Палп Энтерпрайз» вошел Усть-Илимский ЛПК, который в 2002 году должен выпустить 533 тыс. тонн товарной продукции, а объем варки целлюлозы составит 572,9 тыс. тонн.
Для справки: ЗАО «Илим Палп Энтерпрайз» (Санкт-Петербург) зарегистрировано 30 апреля 1992 года. Сейчас в корпорацию входят «Котласский ЦБК», «Братский ЛПК», «Санкт-Петербургский картонно-полиграфический комбинат», «Усть-Илимский ЛПК» и 42 лесозаготовительных предприятия. Ежегодный объем лесозаготовки составляет 8 млн. кубических метров. На предприятиях, входящих в ЗАО «Илим Палп Энтерпрайз», производится 61% российской целлюлозы и 77% коробочного картона.
Картонная тара – это один из стабильно растущих сегментов на рынке упаковки, что подразумевает многообразие различных упаковок, начиная c индивидуальной упаковки (коробки для шоколадных конфет, печенья, пачки сигарет) и заканчивая транспортной упаковкой (картонные коробки, ящики). Сегодня, во время социально-этического, индивидуализированного маркетинга, когда большое внимание уделяется не только качеству товара, но и качеству упаковки товара, ее дизайну, эргономичности, экологической чистоте, информативности и т.д., спрос на качественную потребительскую и транспортную картонную тару среди отечественных производителей интенсивно растет. Тем более что картон и бумага являются наиболее распространенными упаковочными материалами, как в нашей стране, так и во многих европейских странах. Например, в Германии доля картонной и бумажной тары среди упаковочных материалов составляла в 1995 году около 40%, в России в 1998 году – около 38%.
Картонная тара является продуктом лесной, деревообрабатывающей и целлюлозно-бумажной промышленности, поэтому целесообразно обратиться к данным по развитию производства в этой сфере. На рис. 1 видна динамика производства лесной, деревообрабатывающей и целлюлозно-бумажной промышленности за январь-сентябрь 2001 года. Спад производства произошел только в феврале месяце на 1,7%. Средний рост производства за январь-сентябрь 2001 года по сравнению с аналогичным периодом 2000 года составил 2,5%. Минэкономразвития и торговли РФ прогнозирует рост производства продукции этой отрасли на 2001 год – 3,9%, на 2002 год – 4,2%.

Но в таких отраслях, как лесозаготовительная и деревообрабатывающая за эти три квартала произошел спад производства на 1,9 и 1,5% соответственно. Тогда как целлюлозно-бумажная отрасль показала особенно хорошие результаты – увеличение производства на 8,2%. Недаром она приносит около 63% прибыли всей отрасли, являясь одной из наиболее рентабельных отраслей лесоперерабатывающего комплекса. Перспективным для этой отрасли является и внутренний рынок, как уже было сказано, растет спрос на картонную тару со стороны отечественных производителей, так и мировой рынок. Хотя последние тенденции мирового рынка целлюлозно-бумажной продукции несколько тревожны, еще с прошлого года цены на продукцию этой отрасли на мировом рынке снижаются. Тем не менее, на экспорт производится до 2/3 всей произведенной продукции.
Н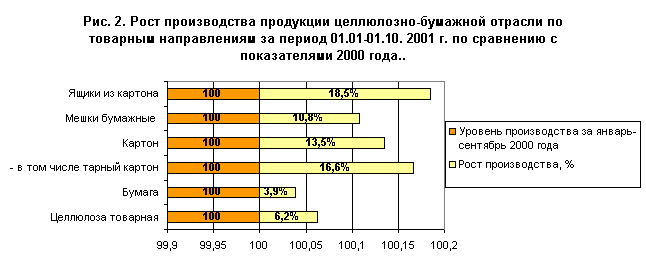 а рис. 2 отражена товарная структура целлюлозно-бумажной отрасли и динамика производства по каждому товарному направлению за три квартала 2001 года по сравнению с данными аналогичного периода 2000 года (источник — Госкомстат РФ).
а рис. 2 отражена товарная структура целлюлозно-бумажной отрасли и динамика производства по каждому товарному направлению за три квартала 2001 года по сравнению с данными аналогичного периода 2000 года (источник — Госкомстат РФ).
Производство картонных ящиков возросло на 18,5% и составило 93,7 млн. кв. м., темпы роста производства картонной тары превысили темпы роста картона в целом: производство картонной тары увеличилось на 16,6%, что составило 126 тыс. тонн.
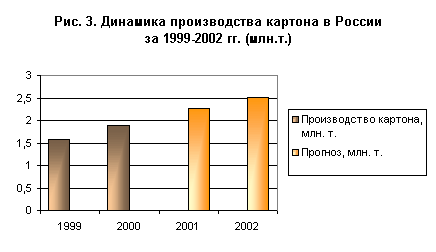
В целом за этот период было произведено картона на 13,5% больше, чем за аналогичный период прошлого года, тогда как Минэкономразвития РФ прогнозирует рост производства картона в 2002 году – на 11% (рис.3).
На внутреннем рынке в соответствии со спросом, растет и предложение картонной тары. Причем, аналитики прогнозируют и дальнейший рост производства. Наиболее крупные производственные центры этой продукции сосредоточены в Архангельской области, Алтайском и Красноярском краях — районах с оптимальным сочетанием производственного и сырьевого комплекса.
Но вместе с ростом спроса на картонную тару повышаются требования клиентов к ее качеству. Высокие стандарты качества характерны и для мирового рынка, где с падением спроса, показатель качества стал особенно актуален. Также растет спрос на качественную картонную тару и на российском рынке. Естественно, требования со стороны клиентов зависят от вида картонной упаковки, например, более высокие требования предъявляются к индивидуальным упаковкам, здесь играет роль и толщина картона, его цвет, однородность, возможность нанесения краски.
Основываясь на вышесказанном, можно прогнозировать дальнейшее динамичное развитие целлюлозно-бумажной отрасли в целом и сектора картонной тары в частности. А как следствие увеличения сегмента рынка картонной тары можно ожидать повышение рентабельности предприятий, работающих в этом направлении, и их инвестиционной привлекательности.
Несмотря на то, что в последнее время наблюдается вытеснение упаковочных картонов полимерными материалами, в некоторых сегментах отрасли картоны по-прежнему остаются незаменимыми, в силу своих преимуществ, таких как, возможность декорирования и конструирования, небольшой вес, прочность. Картоны сравнительно недороги, а главное, универсальны.
Картонная потребительская тара остается, в России, высокоэффективным видом упаковки, и поэтому за последние несколько лет производство коробочного картона в Российской Федерации увеличилось в 3,5 раза.
Коробочный картон — это второй (после гофрокартона) вид картона, входящий в группу тароупаковочного картона. Коробочный картон — это массовый вид картона, однако, его доля в общем объёме производства картона всех видов ниже, чем у гофрокартона (64%) и составляет около 18%. Вместе с тем, в ценностном выражении доля коробочного картона сопоставима с гофрокартоном. Коробочный картон используется для изготовления потребительской тары. Отдельные марки коробочного картона могут использоваться для изготовления прокладок и решеток в картонные ящики. Для того чтобы обеспечить высокое качество упаковки необходимо строго соблюдать технологию изготовления полуфабриката на всех участках его производства.
Сырьем для изготовления картона является беленая целлюлоза, макулатура или другие волокнистые полуфабрикаты, процентное соотношение для сырья может быть различным, в зависимости от марки изготовляемого картона.
Основная наматываемая продукция картон хром – эрзац макулатурный, предназначенный для изготовления коробок, пачек и другой потребительской тары с многокрасочной печатью и без нее, выпускается по ТУ 13-0281020-97-90 и коробочный картон для изготовления коробок без печати по ТУ 13-028-1020-99-90 и СТП 2-63-91.
Картон хром – эрзац макулатурный должен соответствовать требованием ГОСТ 7933.
Картон изготавливается следующих марок:
МО – мелованный для офсетного и типоофсетного способов печати.
МГ – мелованный для глубокого способа печати.
Н – не мелованный для офсетного, типоофсетного и высокого способов печати.
Картон изготовляется в рулонах, в листах, в бобинах, в коробках или пачках правильной геометрической формы, в зависимости от дальнейшего применения. Размеры по ширине и диаметру рулонов и бобин и форматы листового картона устанавливаются по согласованию с заказчиком. Картон должен вырабатываться с обрезанными кромками, которые должны быть ровными и чистыми. Число обрывов должно быть минимальным и не превышать установленных стандартов. Эти требования должны обеспечиваться проектируемым продольно-резательным станком.
Кроме того, продольно-резательные станки должны удовлетворять следующим требованиям:
— безопасность и удобство обслуживания;
Выполнение всех вышеперечисленных требований к продольно-резательным станкам обеспечивает надежную работу оборудования и высокое качество картонных полуфабрикатов. Что в свою очередь положительно влияет на конкурентоспособность выпускаемой продукции, как на отечественном, так и на зарубежных рынках сбыта.
2. Технико-экономическое обоснование проекта
Для печатания и переработки бумаги повсеместно применяют ротационные машины, в связи с этим в общем производстве бумаги ролевая бумага занимает первое место. Некоторые виды бумаги (газетная, мешочная, кабельная и др.) почти полностью выпускаются в рулонах. Ролевая бумага, не подвергающаяся отделке на суперкаландре, с наката бумагоделательной машины краном передается на установленный вслед за ней продольно-резательный станок.
Раньше бумага с наката поступала на перемоточно-сортировочный станок. На этом станке, имеющем только раскат и накат, производилась перемотка бумаги, склейка обрывов и так называемая сортировка (удаление бракованных участков полотна). В настоящее время необходимость в установке перемотно-сортировочных станков отпала вследствие улучшения качества намотки рулонов и уменьшения числа обрывов на бумагоделательной машины.
Продольно-резательные станки – наиболее быстроходные из всех машин бумажного производства: скорость их достигает 1500 – 1800 м/мин, а в отдельных случаях более 2400 м/мин. Все валы этих станков должны быть динамически уравновешены и проверены на критическую скорость.
Наиболее целесообразной в отношении общей компоновки и маневрирования во время работы является установка одного продольно-резательного станка на одну бумагоделательную машину. В этом случае производительность станка должна соответствовать производительности бумагоделательной машины, для которой он предназначен, и иметь достаточный разрыв, чтобы не лимитировать ее работу.
К конструкции продольно-резательного станка предъявляются требования равномерной плотности намотки рулонов, чистоты и гладкости их торцевых поверхностей, легкого разделения рулонов (без применения клиньев), удобной и быстрой заправки бумаги, механизированного съема и опускания рулонов и безопасности работы на станке.
2.2. Схемы продольно-резательных станков
Продольно-резательные станки, которые появились еще в конце XIX века, подразделяются на два типа: периферической и комбинированной намотки. В станках первого типа приводятся во вращение несущие валы, на которые опирается наматываемый рулон, что и обеспечивает периферическую намотку. Иногда, при скорости свыше 800 – 1000 м/мин, устанавливают отдельные электродвигатели для привода прижимного и ножевого валов, но это не меняет самого принципа наматывания.
На станках с комбинированной намоткой приводными являются не только несущие валы, но и наматываемый рулон. В этих станках одновременно используются принципы осевой и периферической намотки. Плотность намотки на этих станках можно регулировать в широком диапазоне, от тугой до мягкой (в пределах как одного, так и разных рулонов). Для этого следует изменить отношение крутящих моментов, передаваемых несущим валам и наматываемому рулону, а также величину линейного давления между рулоном и несущими валами. Соотношение крутящих моментов изменяют при помощи электродвигателей, установленных на намоточном и несущих валах, или посредством механического дифференциала с тормозом на одном из несущих валов. Станки с комбинированной намоткой не нашли широкого распространения ввиду сложности их конструкции. Они применяются лишь при необходимости перематывания на одном и том же станке различных видов бумаги, требующих как тугой, так и мягкой намотки.
Большое количество имеющихся схем периферической намотки может быть сведено к двум принципиальным схемам: с верхней и нижней заправкой бумаги. Станки с верхней заправкой имеют несколько основных конструктивных решений:
а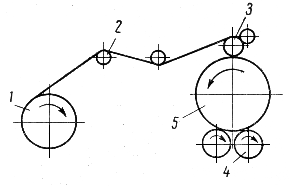 ) с ножевым валом, одновременно являющимся и прижимным (рис. 2.2.1)
) с ножевым валом, одновременно являющимся и прижимным (рис. 2.2.1)
Рис. 2.2.1 Схема продольно-резательного станка с верхней заправкой с ножевым валом;
1- разматываемый рулон; 2 — бумаговедущий вал; 3 — механизм продольной резки; 4 — несущий вал; 5 — наматываемый рулон
б) с ножевым валом и отдельно установленным прижимным валом (рис. 2.2.2)
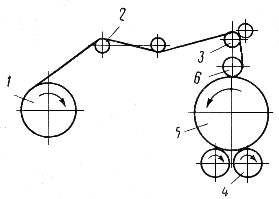
Рис. 2.2.2. Схема продольно-резательного станка с верхней заправкой с ножевым валом и отдельно установленным прижимным валом;
1- разматываемый рулон; 2 — бумаговедущий вал; 3 — механизм продольной резки; 4 — несущий вал; 5 — наматываемый рулон; 6 – прижимной вал
в) с отдельно расположенными ножами и двумя бумаговедущими валами до и после механизма продольной резки (рис. 2.2.3)
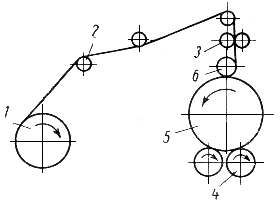
Рис. 2.2.3 Схема продольно-резательного станка с верхней заправкой с отдельно расположенными ножами и двумя бумаговедущими валами до и после механизма продольной резки;
1- разматываемый рулон; 2 — бумаговедущий вал; 3 — механизм продольной резки; 4 — несущий вал; 5 — наматываемый рулон; 6 – прижимной вал.
На всех станках с верхней заправкой бумаги разматываемый рулон устанавливают на тамбурном устройстве, где имеется тормоз, создающий необходимое натяжение бумаги. Бумага заправляется сверху по бумаговедущим валикам и расправочной дуге, проходит через механизм продольной резки, огибает прижимной вал и наматывается на намоточный валик. Наматываемый рулон опирается на два приводных несущих вала. По мере увеличения диаметра наматываемого рулона ось его перемещается кверху. Одновременно с рулоном перемещаются прижимной вал и механизм продольной резки.
Станки с нижней заправкой имеют много конструктивных решений. Чаще применяются следующие схемы станков:
а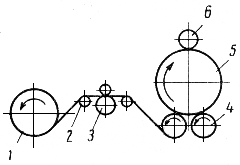 ) с заправкой между несущими валами и отдельно стоящими (рис. 2.2.4)
) с заправкой между несущими валами и отдельно стоящими (рис. 2.2.4)
Рис. 2.2.4 Схема продольно-резательного станка с нижней заправкой между несущими валами и отдельно стоящими ножами;
1- разматываемый рулон; 2 — бумаговедущий валик; 3 — механизм продольной резки; 4 — несущий вал; 5 — наматываемый рулон; 6 – прижимной вал
б) с заправкой на передний несущий вал и с ножевым валом, расположенным под несущими валами (рис 2.2.5)
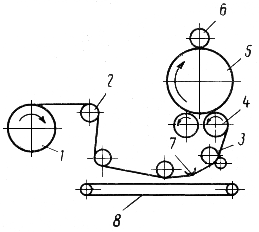
Рис. 2.2.5 Схема продольно-резательного станка с нижней заправкой на передний несущий вал и с ножевым валом;
1- разматываемый рулон; 2 — бумаговедущий валик; 3 — механизм продольной резки; 4 — несущий вал; 5 — наматываемый рулон; 6 – прижимной вал; 7 – расправочная дуга; 8 – транспортер для заправки бумаги.
в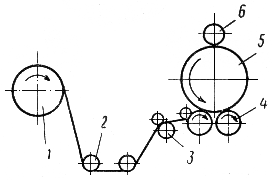 ) с пневматической заправкой и ножевым валом, расположенным впереди несущих валов (рис. 2.2.6)
) с пневматической заправкой и ножевым валом, расположенным впереди несущих валов (рис. 2.2.6)
Рис. 2.2.6 Схема продольно-резательного станка с нижней заправкой с пневматической заправкой и ножевым валом;
1- разматываемый рулон; 2 — бумаговедущий валик; 3 — механизм продольной резки; 4 — несущий вал; 5 — наматываемый рулон; 6 – прижимной вал.
На станках с нижней заправкой бумага разматываемого рулона заправляется снизу по бумаговедущим валикам, проходит через стационарно установленный механизм продольной резки, огибает передний несущий вал или заправляется между несущими валами и наматывается на намоточный валик.
Рассмотрим преимущества и недостатки принципиальной схемы станков с верхней и нижней заправкой. Следует заметить, что качество работы станка зависит не только от его схемы, но и от конструкции и надежности работы основных его узлов. При выборе схемы станка следует учитывать удобство заправки и склейки бумаги, влияние схемы на качество намотки и на разделение рулонов и условия безопасности работы на станке.
Преимуществом станков с верхней заправкой является более удобная заправка бумаги. В этом случае отпадает необходимость высоко устанавливать несущие валы и устраивать углубление под станком, как это иногда приходится делать на станках с нижней заправкой. При больших диаметрах наматываемого рулона заправка бумаги на станке с верхней заправкой при обрыве полотна на рулон диаметром больше 1000 – 1200 мм затруднительна ввиду высокого расположения механизма продольной резки. Как правило. Рулоны лучше разделяются на станках с нижней заправкой ввиду стационарного расположения на этих станках механизма продольной резки (в отличие от станков с верхней заправкой, где этот механизм по мере наматывания рулона перемещается кверху). Стационарное расположение механизма продольной резки уменьшает возможность осевого перемещения ножей, что исключает или уменьшает нахлестывание кромок полотна бумаги и облегчает разделение рулонов. На станках с нижней заправкой легче осуществить автоматическую (воздушную) заправку бумаги ввиду стационарного расположения зоны контакта рулона с несущим валом, где бумажное полотно начинает наматываться на рулон.
При выборе схемы станка следует обязательно учитывать условия безопасности работы на нем. К опасным для обслуживающего персонала участками. Где возможно попадание руки между валами, на станках с верхней заправкой относятся: участок контакта прижимного (ножевого) вала с рулоном, где бумагу при обрыве заправляют вручную, и участок контакта рулона с несущим валом с задней стороны станка.
На станках с нижней заправкой опасным является участок контакта рулона с передним несущим валом. Здесь, однако, можно установить откидное ограждение, при котором работа на таких станках менее опасна.
Наилучшие условия безопасности обеспечены на станке с нижней заправкой, при наличии воздушной заправки, исключающей ручную заправку бумаги на несущие валы, опасна лишь зона контакта рулона с верхним прижимным валом. Однако при работе станка нет необходимости подправлять бумагу на этом участке.
Все новые станки изготовляются с нижней заправкой, так как при прочих равных условиях стационарное расположение механизма продольной резки обеспечивает лучшее разделение разрезаемых рулонов.
2.3. Основные узлы продольно-резательных станков.
2.3.1. Раскат и тормоз рулона.
В целях уменьшения количества наматываемых рулонов на бумагоделательной машине и разматываемых рулонов на продольно-резательном станке диаметр наматываемого рулона на накате бумагоделательной машины достигает 2000 – 2400 мм. Разматываемый рулон бумаги диаметром до 2400 мм устанавливают на стойках, называемых раскатом. Для получения с обеих сторон бумажного полотна одинаковой ширины обрезаемых кромок рулон может перемещаться воль своей оси. На станках старой конструкции рулон перемещается относительно стоек. На современных станках для большей жесткости системы стойки перемещаются относительно шин. Наряду с ручным перемещением рулона применяется и автоматическое при помощи пневматического регулятора с соплом. Струя воздуха определенного давления попадает на чувствительную мембрану. Смещение кромки полотна перекрывает струю воздуха, что изменяет давление на мембрану. Это передается пневматическим цилиндрам, перемещающим разматываемый рулон в осевом направлении. Для этой же цели применяются и фотоэлектрические регуляторы. Принцип их действия основан на изменении количества отраженного света от кромки бумаги при смещении полотна. Этот импульс передается электродвигателям, смещающим рулон в осевом направлении. Автоматические устройства для осевого смещения рулона позволяют работать с меньшей шириной обрезаемой кромки (5-10 мм вместо 20-25 мм при ручном регулировании).
Подшипник с лицевой стороны тамбурного вала можно перемещать перпендикулярно оси рулона. Это позволяет установить рулон как параллельно, так и непараллельно несущим валам. Необходимость в непараллельной установке рулона возникает тогда, когда один конец намотан слабее, чем другой.
Для хорошего качества намотки рулона и устойчивой работы станка натяжение бумажного полотна при наматывании должно поддерживаться постоянным. Величина линейного натяжения зависит от прочности бумаги, обусловленной ее разрывной длиной и весом.
Линейное натяжение бумаги на продольно-резательном станке обычно в 5-10 раз меньше разрывного усилия.
Н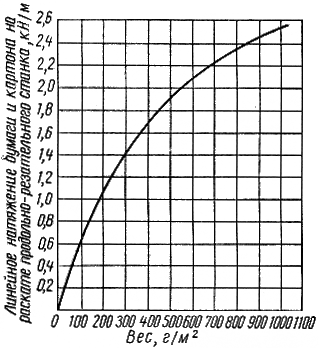 а рис. 2.3.1, по данным фирмы Блэк-Клозон, приведен график зависимости линейного натяжения бумаги и картона от веса 1 м 2 .
а рис. 2.3.1, по данным фирмы Блэк-Клозон, приведен график зависимости линейного натяжения бумаги и картона от веса 1 м 2 .
Рис. 2.3.1. График зависимости линейного натяжения бумаги и картона от веса 1 м 2
Натяжение бумажного полотна создается при помощи тормоза, соединенного с тамбурным валом рулона. Для того чтобы при обрыве полотна на станке свести к минимуму длину размотанной бумаги, с помощью этого же тормоза быстро останавливают разматываемый рулон.
На продольно-резательных станках применяют три типа тормозов: механические, вакуумные и электрические. Из механических тормозов на широких станках чаще применяют дисковые тормоза, а на узких – ленточные.
Дисковый тормоз (рис. 2.3.2) имеет неподвижный корпус, охлаждаемый проточной водой. На валу, свободно проходящем внутри корпуса, на направляющих шпонках установлены диски. Они прижимаются к торцовым поверхностям корпуса при помощи винтовой и червячной передачи и маховика, расположенного со стороны обслуживания станка. Посредством вилки или муфты тормозной вал соединен с разматываемым рулоном.
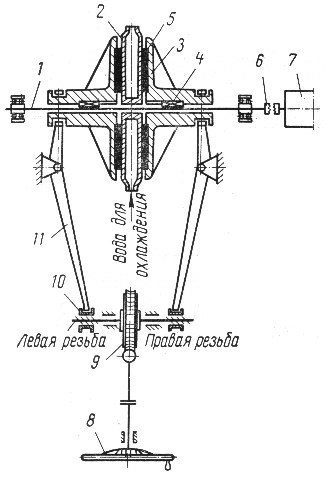
Рис. 2.3.2. Схема дискового тормоза продольно-резательного станка:
1- вал; 2 — корпус; 3 — диск; 4 — направляющая шпонка; 5 — прокладка; 6 — включающая муфта; 7 — тамбурный валик; 8 — маховик для прижима дисков; 9 — червячная передача; 11 — рычаг
Натяжение бумаги будет постоянным при уменьшении тормозного момента по мере разматывания рулона. Для этого на механических тормозах необходимо вручную уменьшать усилие прижима дисков, что осложняет эксплуатацию станка. При обрыве полотна бумаги тормозной момент необходимо быстро вручную увеличить до максимально возможного предела.
Вакуумный тормоз представляет собой ящик, в котором создается вакуум 0,19 – 0,39 кПа. Бумажное полотно, проходящее над ящиком, под действием вакуума прижимается к его поверхности.
Натяжение бумаги не зависит от радиуса разматываемого рулона и остается постоянным при неизменном вакууме. Следует учесть. Что, кроме вакуумного тормоза, необходимо установить еще и механический тормоз для торможения разматываемого рулона при обрыве бумаги
Наилучшим является электрическое торможение, осуществляемое генератором постоянного тока, соединенным с тамбурным валиком разматываемого рулона. Тормозной генератор (рис. 2.3.3) при постоянной линейной скорости бумаги развивает постоянную мощность независимо от угловой скорости рулона и поддерживает постоянное натяжение полотна.
Рис. 2.3.3. Раскат с тормозным генератором:
1 и 2 – стойки раската с лицевой и приводной сторон; 3 – маховик для перемещения рулона перпендикулярно его оси; 4 – тамбурный вал; 5 – разматываемый рулон; 6 – электродвигатель с редуктором для перемещения рулона вдоль его оси; 7 – вилка для соединения тамбурного вала с редуктором тормозного генератора; 8 – редуктор; 9 – тормозной генератор
Необходимая величина натяжения регулируется при помощи реостата. При обрыве бумажного полотна тормозной генератор автоматически и быстро затормаживает рулон. При заправке бумаги тормозной генератор работает как разгонный двигатель, вследствие чего уменьшается натяжение бумаги и отпадает необходимость в развороте рулона, как при заправке вручную. Тормозной генератор рекуперирует до 50-60% потребляемой станком мощности.
Мощность тормозного генератора раньше обычно выбирали из условия создания необходимого натяжения бумаги при работе станка. В период торможения рулона при обрыве полотна генератор работал с 2-3 – кратной перегрузкой.
Устанавливать тормозной генератор, исходя из мощности, потребной для торможения рулона во время обрыва (с учетом 3-4 – кратной перегрузки), нецелесообразно, так как его мощность будет значительной. При работе такой генератор будет загружен только на 15-20%, вследствие чего он будет малочувствительным к регулировке. Поэтому наряду с тормозным генератором целесообразно устанавливать добавочный механический тормоз, автоматически включающийся при обрыве полотна, а также увеличить длительность торможения до 20-30 секунд. Увеличение длительности торможения не вызовет значительных потерь бумаги. Наблюдения, проведенные в производственных условиях, показали, что вес размотанной бумаги значительно меньше теоретически вычисленного по средней скорости и длительности торможения, так как спустя 2-3 секунды после начала торможения бумага больше не сбрасывается с рулона, а образуются лишь несколько десятков витков слабо намотанной бумаги, которые затем срывают с рулона.
Если в период разгона станка, при переходе от заправочной к рабочей скорости, не предусмотрен принудительный привод разматываемого рулона, то в полотне бумаги возникает добавочное натяжение, которое суммируется с натяжением, создаваемым тормозным генератором.
Во избежание возникновения больших динамических натяжений при высоких скоростях станков и больших диаметрах разматываемого рулона необходимо либо увеличить длительность разгона до 90-120 секунд, либо принудительно приводить во вращение разматываемый рулон в период разгона станка.
Увеличение длительности разгона нецелесообразно. Так как при этом уменьшается производительность станка и увеличивается цикл намотки. Целесообразно, чтобы в период разгона станка тормозной генератор работал в качестве разгонного двигателя.
Для поддержания заданного натяжения бумажного полотна во время разгона и работы станка постоянным применяется в качестве датчика пружинный бумаговедущий валик, перемещение которого определяется натяжением бумаги.
2.3.2. Механизм продольной резки.
Одним из важнейших узлов станка является механизм продольной резки. Если этот механизм обеспечивает ровный и гладкий рез, то рулоны легко разделяются; кроме того, уменьшается пыление бумаги при печатании.
На продольно-резательных станках применяют два метода резки: по принципу ножниц и под давлением. При резке по принципу ножниц (рис. 2.3.4) бумага проходит между режущими кромками двух ножей: чашечного и дискового. Чашечные ножи насажены на вращающемся валу. На широких станках этот вал имеет дополнительную опору посередине для уменьшения его прогиба. На трубе, установленной поперек станка, имеются рычаги для укрепления осей, на которых вращаются дисковые ножи.
Рис. 2.3.4 Резка по принципу ножниц:
1 – вал нижних ножей; 2 – подшипники вала; 3 – шестерня для привода вала; 4 – нижний чашечный нож; 5 – верхний нож; 6 – эксцентричная ось дискового ножа; 7 – подшипники верхнего ножа; 8 – спиральная пружина для прижима ножа; 9 – рукоятка для выключения верхнего ножа; 10 – кронштейн верхних ножей.
Они прижимаются к чашечным ножам при помощи пружин и приводятся во вращение трением. Ножи соответственно необходимого формату (длине) рулона устанавливают с точностью до  перемещением чашечных ножей по валу и дисковых – по трубе. Число устанавливаемых ножей (4-8) зависит от заданной длины рулонов. На станках с верхней заправкой вал чашечных ножей приводится во вращение ременной или цепной передачей от прижимного вала, лежащего на рулоне, а на станках с нижней заправкой – от несущих валов или от ближайщего бумаговедущего валика. Для получения более чистого и гладкого реза скорость ножей должна быть на 10-20% выше скорости движения бумаги.
перемещением чашечных ножей по валу и дисковых – по трубе. Число устанавливаемых ножей (4-8) зависит от заданной длины рулонов. На станках с верхней заправкой вал чашечных ножей приводится во вращение ременной или цепной передачей от прижимного вала, лежащего на рулоне, а на станках с нижней заправкой – от несущих валов или от ближайщего бумаговедущего валика. Для получения более чистого и гладкого реза скорость ножей должна быть на 10-20% выше скорости движения бумаги.
При резке по методу давления (рис. 2.3.5) бумажное полотно охватывает нижний ножевой вал, к которому верхние дисковые ножи прижимаются пружинами или пневматическим устройством.
1 – труба ножевого вала; 2 – патрон; 3 – цапфа; 4 – корпус подшипника; 5 – подшипник; 6 – ножевое кольцо; 7 и 8 – гайка и контргайка ножевого вала; 9 – верхний дисковый нож; 10 – ось верхнего ножа; 11 – подшипники верхнего ножа; 12 – рычаг верхнего ножа; 13 – пружина для прижима ножа; 14 – кронштейн верхних ножей; 15 – труба для установки кронштейнов
Ножевой вал – трубчатый, на него надеты стальные закаленные кольца высокой твердости. На станках с верхней заправкой ножевой вал, одновременно являющийся и прижимным, лежит на рулоне, приводящем его во вращение. На станках с нижней заправкой ножевой вал приводится во вращение от несущего вала, иногда для привода ножевого вала устанавливают отдельный электродвигатель.
Метод резки по принципу ножниц, обеспечивающий более чистый и гладкий рез и большую износоустойчивость ножей, распространен больше, чем метод резки давлением. При резке методом давления затруднен подбор соотношения величин твердости колец и дисковых ножей. Если твердость колец выше твердости ножей, последние затупляются. При обратном соотношении величин твердости на кольцах образуются риски.
Чашечные и дисковые нож изготовляют из хромоникелевой стали, обладающей высокой износоустойчивостью. Твердость чашечных ножей по Роквеллу R c = 58 60, дисковых R c = 53 55. При резке бумаги без наполнителя ножи затачивают через 4 – 8 месяцев. При наличии в бумаге наполнителей срок службы ножей сокращается более чем вдвое.
Компоновка станка в значительной степени зависит от принятого метода резки. При резке по принципу ножниц бумага не может охватывать ножевой вал, на котором в отдельных местах расположены чашечные ножи. В этом случае независимо от вида заправки (верхней или нижней) необходимо, чтобы бумажное полотно при разрезании находилось в натянутом состоянии на прямом участке. Что достигается установкой двух валиков: бумаговедущего – до ножей, и прижимного – после них (на станке с верхней заправкой) или двух бумаговедущих валиков (на станке с нижней заправкой).
При резке по методу давления бумага может охватывать нижний ножевой вал, на котором по всей его длине надеты кольца. В этом случае количество бумаговедущих валиков уменьшается на один или два. Преимущества ножевого вала особенно заметны на станках с верхней заправкой, где механизм продольной резки расположен над наматываемым рулоном и перемещается кверху по мере увеличения диаметра рулона. При резке по методу ножниц бумаговедущий и прижимной валы увеличивают размеры и вес перемещающихся узлов. Ножевой вал на станках с верхней заправкой осуществляет и функцию прижимного, вследствие чего число валов уменьшается и упрощается компоновка станка.
Для использования при компоновке станка преимуществ резки по методу ножниц и ножевого вала создана конструкция ножевого вала, на кольцах которого имеется семь — восемь ножевых канавок (рис. 2.3.6) (при наличии семи-восьми ножевых канавок, используе —
1 – труба ножевого вала; 2 – патрон; 3 – цапфа; 4 – корпус подшипника; 5 – подшипник качения; 6 – крышка подшипника; 7 и 8 – затяжная гайка и контргайка ножевого вала; 9 – сплошное кольцо; 10 – разъемное ножевое кольцо; 11 – верхний дисковый нож; 12 – ось дискового ножа; 13 – спиральная пружина для прижима ножа; 14 – рукоятка для выключения верхнего ножа
мых поочередно, ножевые кольца можно шлифовать значительно реже, чем при обычных ножах). Верхний дисковый нож соприкасается с режущей поверхностью ножевой канавки. Кольца с ножевыми канавками (ножевые кольца) могут быть сплошными или разъемными. Разъемные ножевые кольца заканчиваются коническими или цилиндрическими хвостовиками, входящими в выточки сплошных колец. Всю систему разъемных ножевых и сплошных колец закрепляют на валу при помощи затяжных гаек. При изменении формата бумаги затяжные гайки отвинчивают на двойную длину хвостовика, снимают разъемные ножевые кольца, сдвигают сплошные кольца и устанавливают ножевые кольца в необходимых местах по длине вала. Однако изготовление и шлифовка разъемных ножевых колец весьма сложны. Поэтому часто их делают сплошными, а промежуточные кольца – разъемными.
На новых продольно – резательных станках сплошные ножевые кольца закрепляют при помощи шпонок, перемещающихся под давлением пневматических шлангов (рис. 2.3.7)
Ножевые кольца установлены по всей длине вала. Зазор между кольцами равен 8 – 10 мм. Так как на кольцах имеется семь – восемь ножевых канавок, то при смещении колец на величину зазора можно разрезать полотно бумаги на рулоны нужной ширины.
При разрезании пухлой бумаги малого объемного веса на станках с верхней заправкой канавки ножевого вала, опирающегося на наматываемый рулон, оставляют на бумаге отпечатки. Поэтому для такой бумаги устанавливают отдельный прижимной вал, от которого приводится во вращение ножевой вал при помощи клиноременной передачи.
Механизм продольной резки располагают как можно ближе к наматываемому рулону. Этим избегается возможное боковое смещение разрезаемых полос бумаги при их движении. При смещении полос кромки полотен бумаги нахлестываются друг на друга, что затрудняет разделение рулонов. Иногда во избежание указанного смещения полос перед наматываемым рулоном устанавливают разделители (тонкие пластинки) или сферические наконечники, которые способствуют лучшему разделению рулонов.
Рис. 2.3.7 Ножевой вал с пневматическим закреплением новых колец:
1 – цапфа; 2 – подшипники; 3 – труба вала; 4 – пневматический шланг; 5 – шпонка; 6 – сплошное ножевое кольцо; 7 – ниппель для подачи воздуха; 8 – концевые втулки
Усилие резания для бумаги весом 50 – 60 г/м 2 не превышает 0,98 – 2,94 Н на один рез. Мощность, потребная для резания бумаги, очень мала и ее при расчетах пренебрегают.
Обрезанные кромки бумажного полотна удаляются специальным вентилятором, внутри которого имеется диск, разрывающий кромки. Вентилятор направляет кромки по трубопроводам в размольный агрегат.
2.3.3. Механизмы регулирования давления между рулоном и несущими валами.
Увеличение диаметра наматываемого рулона значительно повышает производительность не только продольно-резательных станков, но и машин, на которых используется ролевая бумага (например, типографская, мешочная и др.), поэтому заметна тенденция увеличения диаметра наматываемого рулона до 1500 мм и даже до 1800 мм. Однако при увеличении диаметра рулонов должны быть учтены условия их транспортировки и возможности использования таких рулонов потребителями.
Плотность намотки рулонов на продольно-резательном станке в основном определяется линейным давлением между рулоном и несущими валами. Давление между рулоном и прижимным валом оказывает меньшее влияние на плотность намотки, так как большую часть времени наматывания оно меньше, чем давление между рулоном и несущими валами. Плотность намотки рулонов на продольно-резательных станках выше, чем на накатах, ввиду большего линейного давления между рулоном и несущими валами и наличия двух несущих валов, создающих две зоны контакта между ними и рулоном.
Давление между рулоном и несущими валами при отсутствии механизма регулирования возрастает по мере увеличения диаметра рулона, хотя и в меньшей степени, чем вес рулона.
Для обеспечения необходимого линейного давления в начальный период намотки, когда вес намотанной бумаги в рулоне значителен, применяется прижимный валик.
До недавнего времени бумагу наматывали только на картонные гильзы наружным диаметром 90 – 95 мм, надетые на намоточный валик диаметром 70 мм. Намоточный валик представляет собой тонкостенную трубу с запрессованными по концам цапфами. По окончании намотки рулона намоточный валик из него вытаскивают, что является одной из тяжелых и до сих пор почти не механизированных операций. На некоторых станках механизация этой операции сводится к тому, что рулон вместе с намоточным валиком опускают на транспортер, намоточный валик одним концом прикрепляют к специальной стойке так, что транспортер, двигаясь вместе с рулоном, стаскивает его с намоточного валика. Для уменьшения усилия вытаскивания намоточного валика из рулона бумаги начали применять раздвижные трубчатые валики. Они состоят из трех-четырех секторов, опирающихся на резиновый шланг, в который для раздвижения валика подают воздух; при вытаскивании валика воздух выпускают.
На Балахнинском комбинате впервые начали применять бесштанговую намотку, значительно облегчающую условия работы на станке. В этом случае гильзы свободно надеваются на деревянную скалку, длина которой на 100-150 мм меньше общей длины рулонов. С торцов гильзы зажимаются конусами, вращающимися на подшипниках качения. Ухудшения качества намотки при бесштанговой намотке не наблюдается. В начальный период наматывания при малом давлении прижимного вала и большом натяжении бумаги были единичные случаи выбрасывания намотанного рулона. Проведенные аналитические исследования показывают, что наибольшая возможность выбрасывания рулона – на станках с верхней заправкой, так как при этой схеме горизонтальные составляющие окружных усилий со стороны несущих валов на рулон и равнодействующая натяжения бумаги действуют в одном и том же направлении. На станках с нижней заправкой эти усилия действуют в разных направлениях, что практически исключает возможность выбрасывания наматываемых рулонов.
При диаметре наматываемого рулона 1500 и 1800 мм линейное давление рулона на несущий вал от собственного веса рулона составляет 4,9 и 7,85 кН/м. Уменьшить это давление при бесштанговой намотке нельзя, так как наматываемый рулон не может быть вывешен. Даже при наличии намоточного валика усилие вывешивания не может уменьшить линейное давление больше чем на 0,98 кН/м из-за значительных напряжений изгиба, возникающих в намоточном валике.
Качество намотки рулонов большого диаметра оказывается достаточно удовлетворительным. В связи с этим надо полагать, что между плотностью намотки и линейным давлением нет прямолинейной зависимости. Вероятно, после определенного линейного давления (предположительно 2,94 — 3,92 кН/м) дальнейшее его повышение почти не увеличивает плотности намотки. Поэтому целесообразно, чтобы прижимной вал в начале намотки обеспечивал линейное давление между рулоном и несущими валами 2,94 – 3,92 кН/м. По мере увеличения диаметра рулона до 800-1000 мм прижимной валик вывешивается соответственно увеличению веса рулонов. В этом интервале диаметра наматываемого рулона линейное давление сохраняется примерно постоянным (2,94 — 3,92 кН/м). Затем при дальнейшем наматывании прижимный вал вывешивается с постоянным усилием и вследствие увеличения веса рулона линейное давление между рулоном и несущими валами возрастает до 4,9 — 7,85 кН/м.
На современных продольно-резательных станках применяются пневматические и гидравлические механизмы вывешивания прижимного вала. Так как по мере увеличения диаметра рулона усилие вывешивания должно возрастать, устанавливаются программные регуляторы давления.
Прижимной вал (а в станках с верхней заправкой – и механизм продольной резки) необходимо поднять на 50-100 мм, чтобы можно было скатить рулон с несущих валов. После укладки на несущие валы картонных гильз опускается прижимной вал. Подъем и опускание прижимного вала ранее производились при помощи маховика и цепной передачи, а на современных станках – при помощи цилиндров механизма вывешивания.
Несущие валы продольно-резательных станков представляют собой чугунные или стальные трубы (рис. 2.3.8) диаметром 400-600 мм, в зависимости от ширины станка, и длиной на 150-200 мм больше ширины бумажного полотна, поступающего на продольно-резательный станок. Для облегчения уравновешивания валов трубы
внутри растачивают. Относительный прогиб рабочей части несущих валов не должен превышать 1 / 10 000 — 1 / 12 000 . Расстояние между центрами несущих валов на 10-15 мм больше диаметра вала. При таком близком расстоянии бумажные (картонные гильзы), укладываемые на несущие валы, в начале намотки не заклиниваются.
На некоторых станках установлены рифленые валы. Иногда рифленым является только первый по ходу бумаги вал. Рифы представляют собой спиральные канавки – правые на одной половине вала по длине, и левые — на другой.
Рифы увеличивают коэффициент трения между рулоном и несущими валами и уменьшают шум при работе станка, а также способствуют удалению воздуха между рулоном и несущими валами.
Следует учесть, что при сталкивании намотанного рулона с продольно-резательного станка он опирается только на передний несущий вал. Это удваивает нагрузку на вал, но эта нагрузка является статической, так как при ее воздействии вал не вращается, поэтому допускаемые напряжения изгиба могут быть повышены.
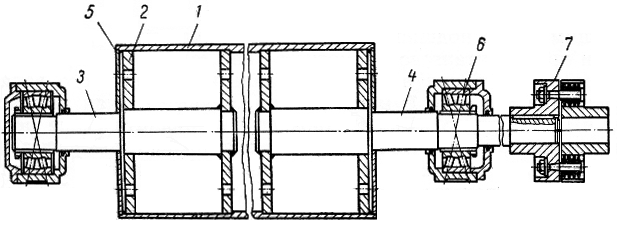
1 – цилиндр; 2 – диск сварного патрона; 3 и 4 – цапфы с лицевой и приводной сторон; 5 – щиток; 6 – подшипник качения; 7 – эластичная муфта
2.3.5. Привод и потребляемая мощность
В продольно-резательных обычной (некомбинированной) намотки приводятся во вращение оба несущих вала. При скорости станков свыше 1000 м/мин привод имеет еще бумаговедущие прижимный и ножевой валы, что уменьшает напряжение в бумаге.
Во время работы станка тяговые усилия для вращения бумаговедущего и ножевого валов невелики, и если эти валы приводятся во вращение бумажным полотном, то дополнительное натяжение, возникающее в бумажном полотне, не превышает 0,0098 – 0,0196 кН/м на один валик. Кроме того, в этих условиях при переходе от заправочной к рабочей скорости в период разгона в полотне возникает добавочное динамическое натяжение.
Так как на продольно-резательном станке имеется несколько бумаговедущих валиков, суммарное динамическое натяжение может достигнуть 0,392 – 0,49 кН/м, что недопустимо. Этим и объясняется необходимость привода бумаговедущего и ножевого валов на быстроходных станках.
Для быстрого останова бумаговедущих валов при обрыве бумажного полотна на новых станках установлены механические тормоза с пневматическим управлением, расположенные внутри вала на приводной стороне.
Заправочная скорость продольно-резательных станков обычно равна 20-25 м/мин. Увеличение скорости упрощает электрическую схему привода, но затрудняет заправку. Предел регулирования рабочей скорости составляет 1:3 и 1:5. Переход с заправочной на рабочую скорость и повышение рабочей скорости должны быть плавными. В старых конструкциях от электродвигателя приводился во вращение один несущий вал, а второй – ременной передачей первого. Однако ввиду малого межцентрового расстояния условия работы ременной передачи неблагоприятны, поэтому второй несущий вал часто фактически приводился во вращение от рулона, а не от ременной передачи. Более совершенным является привод (рис. 2.3.9) при помощи
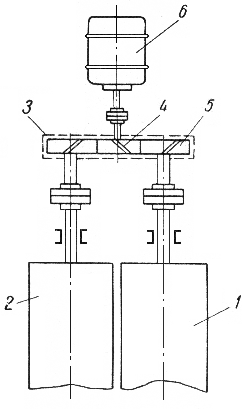
Рис. 2.3.9. Привод несущих валов от одного электродвигателя:
1 и 2 – первый и второй несущие валы; 3 – редуктор; 4 и 5 – ведущая и ведомая шестерни; 6 – электродвигатель
редуктора, приводная шестерня которого соединена одновременно с двумя зубчатыми колесами, надетыми на цапфы несущих валов.
Большая плотность намотки рулонов достигается при скорости второго по ходу бумаги несущего вала, несколько превышающей (на 1-2%) скорость первого несущего вала.
Н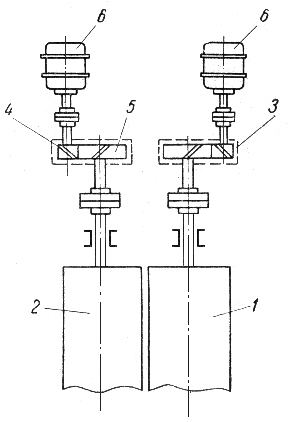 а современных станках соотношения скоростей несущих валов регулируются при помощи двух электродвигателей (рис. 2.3.10), установленных по одному на каждом несущем валу.
а современных станках соотношения скоростей несущих валов регулируются при помощи двух электродвигателей (рис. 2.3.10), установленных по одному на каждом несущем валу.
Рис. 2.3.10. Привод несущих валов двух электродвигателей:
1 и 2 – первый и второй несущие валы; 3 – редуктор; 4 и 5 – ведущая и ведомая шестерни; 6 – электродвигатель
Мощность между электродвигателями валов в этом случае распределяется неравномерно: двигатель второго несущего вала, имеющий большую скорость, потребляет и большую мощность.
Регулирование плотности намотки изменением соотношения скоростей наиболее эффективно на станках с нижней заправкой, когда угол охвата бумагой первого по ходу бумаги несущего вала составляет соответственно 180 0 и 90 0 , ввиду отсутствия скольжения между бумагой и первым несущим валом окружная скорость рулона в этом случае будет равна окружной скорости первого несущего вала. Более высокая скорость второго по ходу бумаги несущего вала увеличит при этом плотность намотки. На станках с верхней заправкой и на станках с нижней заправкой с малым углом охвата бумагой несущего вала окружная скорость рулона будет примерно равна полусумме окружных скоростей несущих валов. Тогда окружная скорость первого несущего вала будет меньше скорости рулона, а второго несущего вала – больше нее. В этом случае разная скорость несущих валов не окажет заметного влияния на плотность намотки.
Для быстрого останова станка на современных станках применяют электродинамическое торможение электродвигателей. Для возможности остановки наматываемого рулона в определенном положении соответственно месту склейки полотна бумаги устанавливается небольшой механический тормоз на одном из несущих валов.
Во многих случаях для отделочных машин целесообразна установка гидравлических или механических вариантов (редукторов с переменным передаточным числом). Стоимость вариаторов ниже стоимости электродвигателей постоянного тока с генераторами, а коэффициент полезного действия их выше и обслуживание проще.
Длина намотанной бумаги (в метрах) учитывается счетчиком метража, соединенным с несущим валом. При обрыве бумажного полотна электромагнитная муфта выключает счетчик. Импульсом для выключения служит изменение силы тока, потребляемого электродвигателем станка.
На преодоление трения в тормозе разматываемого рулона, т. е. на создание натяжения полотна бумаги, расходуется до 60-80% всей потребляемой станком мощности. Чем больше натяжение бумаги, тем больше доля мощности, расходуемой на натяжение, так как остальная потребляемая мощность почти не зависит от натяжения бумаги.
Мощность, потребляемую продольно-резательными станками, определяют методом тяговых усилий.
2.3.6. Механизмы сталкивания и опускания рулона.
После намотки рулон необходимо столкнуть с несущих валов, опустить не пол и вытащить из него намоточный валик или деревянную скалку при бесштанговой намотке. Краном снимать рулон невозможно ввиду малого диаметра цапф намоточного валика и расположения над рулоном прижимного вала. Вместо применявшихся ранее на узких станках ручного сталкивателя рулонов на современных станках устанавливают механические или гидравлические сталкиватели.
Механизм сталкивания (рис. 2.3.11) на современных станках
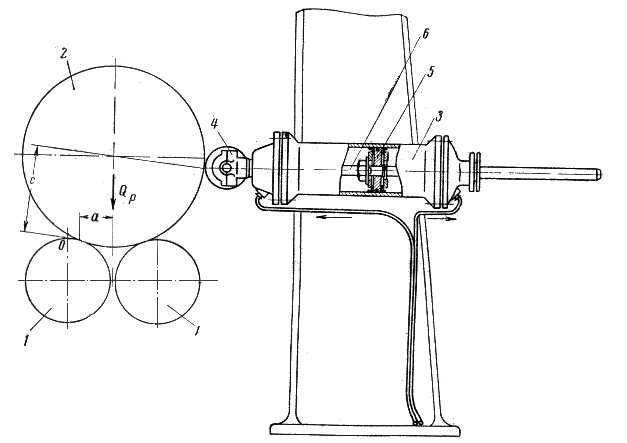
Рис. 2.3.11. Механизм сталкивателя рулона:
1 – несущие валы; 2 – наматываемый рулон; 3 – цилиндр; 4 – поперечный валик; 5 – поршень; 6 — шток
состоит из двух цилиндров, шарнирно закрепленных на станинах. Со штоками цилиндров связан валик. Расположенный поперек станка и упирающийся при сталкивании в рулоны бумаги.
Несколько наклонное расположение цилиндров уменьшает усилие сталкивания. Для станка шириной 4200 мм при диаметре цилиндра 100 мм необходимое давление воздуха в цилиндре не превышает 5 ати.
Наибольшее применение имеют два устройства для опускания рулонов: приемный стол и опускающиеся лапы.
Первое устройство (рис. 2.3.12) состоит из приемного стола, который поднимается штоком цилиндра. Воздух при подъеме стола
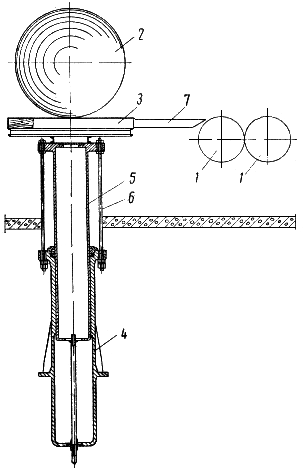
Рис. 2.3.12. Механизм опускания рулона (приемный стол поднимается штоком цилиндра):
1 – несущие валы; 2 – намотанный рулон; 3 – приемный стол; 4 – цилиндр; 5 – поршень; 6 – тяги, ограничивающие высоту подъема; 7 – выдвижная балка для перекатывания рулона.
подается во внутреннюю пустотелую часть поршня и через отверстия, имеющиеся в дне поршня, поступает в цилиндр. Опускается приемный стол под действием собственного веса и веса рулона бумаги. Воздух при этом вытесняется во внутреннюю пустотелую часть поршня, откуда по трубе выпускается через вентиль в атмосферу.
Второе устройство (рис. 2.3.13) состоит из лап, расположенных поперек станка на расстоянии 800 – 1000 мм друг от друга и закрепленных на сквозном поперечном валу. После окончания намотки лапы поднимаются, на них сталкивается рулон, затем, поворачиваясь, лапы опускают рулон на пол.
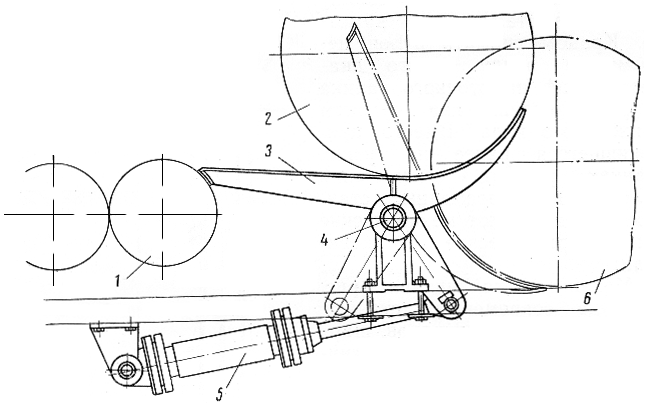
Рис. 2.3.13. Механизм опускания рулона:
1 – несущие валы; 2 – намотанный рулон; 3 – опускающиеся лапы; 4 – сквозной поперечный вал; 5 – гидравлический (пневматический) цилиндр; 6 – рулон, опущенный на пол
Сквозной вал поворачивается при помощи гидравлических (пневматических) цилиндров или от электродвигателя с червячными редукторами.
2.4. Схема и общее описание работы проектируемого станка
Для проектируемого станка выбираем следующую принципиальную схему (рис 2.4.1)
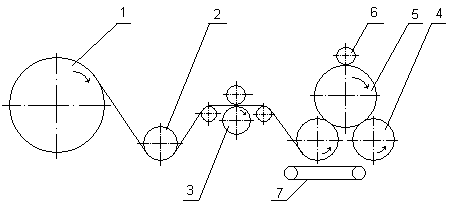
Рис. 2.4.1 Схема проектируемого продольно-резательного станка с нижней заправкой;
1- разматываемый рулон; 2 — бумаговедущий валик; 3 — механизм продольной резки; 4 — несущий вал; 5 — наматываемый рулон; 6 – прижимной вал; 7 – транспортер для заправки бумаги.
На продольно – резательном станке перематывается рулон картона, поступающий с наката картоноделательной машины. В процессе перемотки производится продольная резка на полосы стандартной ширины и намотка в рулоны требуемого диаметра.
Процесс переработки рулона на продольно – резательном станке состоит из целого ряда последовательно выполняемых операций. Рулон картона после снятия с наката картоноделательной машины, устанавливается в стойках раската. Корпуса подшипников тамбурного вала зажимаются рычагами с помощью пневмоцилиндров; тамбурный вал соединяется с генератором привода раската муфтой включения.
Разматываемое с тамбурного вала полотно картона огибает бумаговедущий вал, проходит по направляющему аппарату верхними и нижними ножами, огибает снизу несущий вал. При этом несущие валы и бумаговедущий вал работают на уровне заправочной скорости и крайние верхние ножи находятся в контакте с нижними. Резка осуществляется по принципу ножниц. Для облегчения процесса проводки бумажного полотна предусмотрен транспортер заправочной. После проводки полотна картона между несущими валами привод останавливают. На несущие валы укладывают гильзы, зажимают штоками кареток бесштанговой намотки и заправляют на них картон. Для расправления разрезаемого полотна перед несущими валами установлен расправочный вал. Необходимое линейное давление между рулоном и несущими валами в начальный период намотки создается прижимным валом. Чтобы линейное давление оставалось примерно постоянным, по мере увеличения диаметра рулона, прижимной вал вывешивается двумя пневмоцилиндрами. Для обеспечения безопасной работы на станке установлены ограждения. После заправки полотна гильзы поднимают ограждение, опускают прижимной вал, включают верхние ножи и вентилятор разрыватель. Станок включают для работы на заправочной скорости и, убедившись в нормальном ходе процесса перемотки, разгоняют до требуемого уровня рабочей скорости.
На заправочной скорости станок может работать при опущенном ограждении рулона. Переход на рабочую скорость и работа на рабочей скорости может происходить только при поднятом ограждении.
Станок по программе разгоняется, работает на заданном уровне рабочей скорости и, при достижении требуемого диаметра рулона или метража бумаги в рулоне, привод автоматически тормозится. Автоматическое управление отдельными механизмами станка осуществляется с помощью конечных выключателей, установленных на станке.
После полной остановки станка прижимной вал поднимается, разжимаются штоки кареток бесштанговой намотки, выключаются крайние верхние ножи, опускается ограждение и стол приемный. Готовые рулоны сталкиваются сталкивателем.
Для обеспечения бесперебойной работы станка устанавливается накопитель. На накопитель укладываются рулоны, снимаемые с наката машины.
3. Технологические расчеты
3.1. Определение скорости картоноделательной машины по приводу
По заданной производительности выбрать ширину машины и рассчитать рабочую скорость машины Vр:

где: Q – производительность машины, кг/сут, Q = 350000 кг/сут
b – ширина полотна на накате, м, b = 4,2 м
q – масса 1 м 2 , г/м 2 , q = 300 г/м 2
k 1 – коэффициент загрузки работы машины в течение суток (число часов фактической работы, обычно k 1 = 22,5 23), ч, k 1 =22,5
k 2 – коэффициент использования рабочего хода машины (учет холостых ходов k 2 = 0,95 0,98), k 2 = 0,95
k 3 – коэффициент выхода нетто товарной продукции из брутто всей машинной продукции (учет оборотного брака, k 3 = 0,88 0,98), , k 3 = 0,88

Рассчитать скорость машины по приводу:

Скорость по приводу уточняется согласно табл. 2 [ 3 ] и принимается, как правило, равной ближайшему большему значению.
3.2. Механизм продольной резки
На продольно-резательных станках применяют два метода резки: по принципу ножниц и под давлением. При резке по принципу ножниц бумага проходит между режущими кромками двух ножей: чашечного и дискового. При резке по методу давления бумажное полотно охватывает ножевой вал, на который надеты стальные закаленные кольца высокой твердости. К нему сверху прижимаются пружинами дисковые ножи, осуществляющие резку бумаги. Количество ножей на единицу больше количества рулонов, так как по краям устанавливаются дополнительные ножи для обрезания кромок.
Наибольшее распространение получил метод резки по принципу ножниц, обеспечивающий более чистый и гладкий рез и большую износоустойчивость ножей.
При резании по принципу ножниц установка ножей показана на рис. 3.2.1
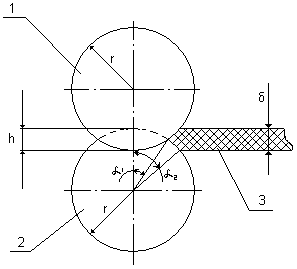
Рис. 3.2.1 Установка дисковых ножей
1 – дисковый нож; 2 – чашечный нож; 3 — бумага
Угол взаимного наклона ножей изменяется от 2 2 к 2 1 . В свою очередь, эти углы равны (при условии равенства радиусов верхнего и нижнего ножей).


где h – перекрытие ножей, 0.0014 м
— толщина бумажного полотна, 0.001 м
В расчетах принимают средний угол наклона ножей 2 ср

Величину перекрытия ножей h принимают такой, чтобы средний угол наклона 2 ср не превышал 15 0 . В противном случае появляющиеся в месте встречи ножей сила вытеснения материала может превысить силу трения бумаги о ножи, что приведет к опасности разрыва кромок полотна и его обрыву.
3.3. Определение скорости ПРС
Скорость продольно-резательного станка определяется, как минимум, тремя факторами.
В первую очередь, при определении скорости ПРС необходимо исходить из производительности (скорости) бумагоделательной машины. Как правило, БДМ обслуживает один станок. Тогда необходимая (минимальная) скорость продольно-резательного станка
где: V м – скорость БДМ по приводу, м/мин, V м = 350 м/мин;
t всп – длительность вспомогательных операций (установка и съем рулонов, заправка и склейка при обрывах и т.п.), обычно составляет 6 8 мин, t всп = 6 мин;
S – длина намотанной бумаги, м;
д лину бумаги в рулоне можно вычислить по формуле
лину бумаги в рулоне можно вычислить по формуле
где: D – наружный диаметр рулона на накате БДМ, 2.2 м;
D т – диаметр тамбурного вала, 0.42 м [ 5 ];
б – толщина бумажного полотна, 0.001 м [ 6 ].

Второй и третий факторы ограничивают максимальную скорость станка.
При вращении рулона в его наружном витке от действия центробежных сил возникают растягивающие напряжения, которые при достижении некоторой критической скорости V пр могут превысить допускаемые напряжения на разрыв. Взяв за характеристику прочности картона его разрывную длину в машинном направлении, можно определить критическую скорость, обусловленную центробежными силами
где L – разрывная длина картона в продольном направлении, 6000 м
g – ускорение силы тяжести, g=9.81 м/с 2 .

В расчетах необходимо принимать, что напряжения в картоне не должны превосходить 20% предела его прочности. Тогда допускаемая скорость наматывания

С учетом будущей модернизации КДМ, для дальнейших расчетов, принимаем скорость проектируемого станка равной V ст = 2200 м/мин. = 36.7 м/с.,
4.1. Исходные данные для расчетов:
обрезная ширина бумажного полотна, м – 4.2
скорость станка max, м/мин – 2200
скорость станка min, м/мин – 945
скорость заправочная, м/мин – 25
скорость рабочая, м/мин – 2200
диаметр несущих валов, м – 0.59
диаметр цапф несущих валов, м – 0.14
диаметр прижимного вала, м – 0.24
диаметр цапф прижимного вала, м – 0.08
коэффициент трения качения в подшипниках – 0.02
максимальный диаметр наматываемого рулона, м – 1.5
максимальный диаметр разматываемого рулона, м – 2.2
коэффициент отношения линейной скорости прижимного вала и скорости полотна – 1.02
коэффициент трения рулона по несущим валам – 0.1
4.2. Расчет мощности, потребляемой продольно-резательным станком.
В продольно-резательных станках приводными являются несущие валы, а при скорости свыше 1000 м/мин привод имеют еще бумаговедущие, прижимный и ножевой валы для компенсации добавочных динамических натяжений в бумажном полотне при разгоне станка.
Мощность, потребляемую станком определяют по формуле:
где V c т — скорость станка
Т – сумма тяговых усилий для преодоления сил трения в узлах станка

где Т 1 – тяговое усилие для преодоления трения в подшипниках несущих валов;
Т 2 – тяговое усилие для преодоления трения в подшипниках прижимного вала;
Т 3 – тяговое усилие для преодоления трения качения между рулоном и несущим валом;
Т 4 – тяговое усилие для преодоления трения между рулоном и прижимным валом;
Т 5 – тяговое усилие для преодоления трения в подшипниках тамбурного вала;
Т 6 – тяговое усилие для наматывания бумаги;
Т 7 – тяговое усилие для размотки бумаги (усилие натяжения полотна);
Т 8 – тяговое усилие для преодоления трения в подшипниках бумаговедущего вала;
где f – коэффициент трения в подшипниках, f = 0,02
d – диаметр цапфы несущего вала, м
D – диаметр несущего вала, м
Q o – общая нагрузка на несущий вал, Н
где Q – нагрузка на несущий вал от веса рулона:
где G рул – вес наматываемого рулона, Н

где b – обрезная ширина, 4.2 м
— объемный вес намотанного полотна, равный 550 кг/м 3
D рул – диаметр наматываемого рулона, равный 1.5 м
— угол между вертикалью и линией соединения центров вала и рулона, = 20 0

P д – динамическая нагрузка от возможного эксцентриситета наматываемого рулона
где В о – обрезная ширина, 4.2 м
— объемный вес намотанной бумаги равный 550 кг/м 3
V c т – скорость станка, 2200 м/мин = 36.7 м/с
g – ускорение свободного падения, 9.81 м/с 2
e – добавочная нагрузка от возможного эксцентриситета рулона, принимают равным 0.003 0.005, 0.005

G в – вес несущего вала, 1.4 10 4 Н


где f – коэффициент трения качения в подшипниках
d – диаметр цапфы прижимного вала, 0.08 м
D – диаметр прижимного вала, 0.24 м
Q – нагрузка на подшипники прижимного вала, Н
где q – линейное давление между прижимным валом и рулоном, равное 4000 Н/м [1];
b – длина рабочей части вала, 2.1 м

Поскольку прижимной вал состоит из двух секций, то имеем две пары подшипников, поэтому Т 2 = 112 Н, т.е. в два раза больше, полученного при расчете результата.
где R – коэффициент трения качения рулона бумаги по прижимному валу, равный 2
D пр – диаметр прижимного вала, мм
Q – давление между валом и рулоном, 16800 Нм

где R – коэффициент трения качения рулона бумаги по прижимному валу, равный 2
D н.в – диаметр несущего вала, 590 мм;
D р – диаметр наматываемого рулона, 1500 мм;
Q – нагрузка на несущий вал от наматываемого рулона;

где q – линейное натяжение равное 20 кг/м = 200 Н
b – ширина наматываемого рулона, 4.2 м

где f – коэффициент трения качения в подшипниках, 0.02
d – диаметр тамбурного вала, 0.42 м
D – диаметр разматываемого рулона, 2.2 м
Q – нагрузка на тамбурный вал, Н
где G бум – вес разматываемого бумажного полотна, 8.6 10 4 Н
G т.в. – вес тамбурного вала, Н
b – длина рабочей части вала, м
D н – наружный диаметр тамбурного вала, м
D вн – внутренний диаметр тамбурного вала, м



где q – линейное натяжение полотна, 20 кг/м = 200 Н/м
b – ширина разматываемого рулона

где f – коэффициент трения качения в подшипниках
d – диаметр цапф бумаговедущего вала, м
D – диаметр бумаговедущего вала, м
Q – нагрузка на бумаговедущий вал
Рис. 4.2.1 Схема нагружения бумаговедущего вала
где Q z – составляющая от натяжения бумажного полотна
G в – вес бумаговедущего вала
где – плотность стали, 7800 кг/м 3 ,
b – длина рабочей части вала, 4.45 м
D н – наружный диаметр бумаговедущего вала, м
D вн – внутренний диаметр бумаговедущего вала, м



Мощность потребляемая несущими валами:

Мощность потребляемая раскатом:


Мощность потребляемая ПРС

4. 2. Расчет механизма торможения раската
Для хорошего качества намотки рулона и устойчивой работы станка необходимо создать и поддерживать постоянным натяжения бумажного полотна. Величина линейного натяжения зависит от прочности бумаги, обусловленной ее разрывной длиной и весом.
Натяжение бумажного полотна создается при помощи генератора, который при заправке работает как двигатель, а при намотке рулона работает в тормозном режиме
Определение тормозного момента на разматываемом рулоне для создания натяжения бумажного полотна определяется по формуле:
где q – линейное натяжение бумаги, 200 Н/м
В о – обрезная ширина, 4.2 м
D р – диаметр разматываемого рулона, 2.2 м

Определение тормозного момента для быстрого останова разматываемого рулона:
где, G р – вес разматываемого рулона, Н

где b – обрезная ширина, 4.2 м
— плотность намотанной бумаги, 550 кг/м 3
D рул – диаметр разматываемого рулона, 2.2 м
D р – диаметр рулона в момент обрыва, м
g – ускорение свободного падения, 9.81 м/с 2

Определение тормозного момента в случае экстренного торможения в случае аварии или при несчастном случае определяется по формуле:

Такого тормозного момента сам двигатель создать не может, поэтому для экстренного торможения разматываемого рулона предусматриваем дисковый тормоз установленный на приводном валу раската.
Несущие валы продольно-резательных станков представляют собой чугунные или стальные трубы диаметром 400 600 мм в зависимости от ширины станка и длиной на 150 200 мм больше ширины полотна. Их расчет на прочность и жесткость производят по общепринятой методике расчета трубчатых валов. Относительный прогиб рабочей части несущих валов не должен превышать  . Особенность их расчета на прочность состоит в том, что при определении нагрузки, кроме собственного веса и давления рулона, учитывают добавочную нагрузку от возможного эксцентриситета рулона е , который принимают равным 0,003 0,005 м [ 4 ]
. Особенность их расчета на прочность состоит в том, что при определении нагрузки, кроме собственного веса и давления рулона, учитывают добавочную нагрузку от возможного эксцентриситета рулона е , который принимают равным 0,003 0,005 м [ 4 ]
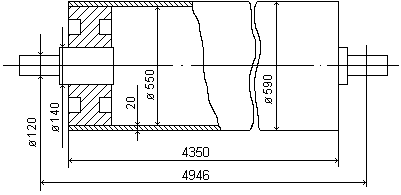
Рис. 4.3.1 Схема несущего вала
Проверка вала на критическую скорость при В 0 = 4200 мм; V ст = 2200 м/мин
где, g – ускорение свободного падения
f ст – статический прогиб вала

L – расстояние между центрами подшипников вала, 4.6 м,
b – длина рабочей части вала
Е – модуль упругости стали, 2.1 10 5 МПа = 2.1 10 11 Па
I – момент инерции поперечного сечения стального вала, м 4 ,
I 1 – жесткость сечения цапфы несущего вала.
где D 1 – диаметр несущего вала, м
d 1 – внутренний диаметр несущего вала, м

где d ц – диаметр несущего вала,

где – плотность стали, 7800 кг/м 3 ,

С учетом веса цапф принимаем вес вала равным 14000 Н
Рабочая скорость определяется по формуле:
где V – скорость бумажного полотна, 36.7 м/с
R 1 – радиус несущего вала, 0.295 м
Во избежании резонанса рабочая угловая скорость не должна превышать 60 80% критической, т. е.


4.4. Определение относительного прогиба вала
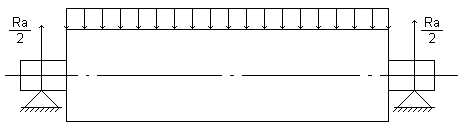
Рис. 4.4. Схема нагружения несущего вала.
Определяем силу тяжести рулона:
где D р – диаметр наматываемого рулона, 1.5 м
– плотность намотки картона равная 550 650 кг/м 3 ,

Находим усилие взаимодействия несущего вала и рулона:

где Р ст – статическая составляющая,
Р д – динамическая составляющая,
где m р – масса намотанного рулона, 4080 кг
е – эксцентриситет рулона, 0.005
р – угловая скорость наматываемого рулона
р – угловая скорость наматываемого рулона

где q 1 – давление между рулоном и несущим валом, q 1 = 4000 Н/м,
B 0 – обрезная ширина, 4.2 м


Определяем нагрузку на подшипники вала без учета усилия натяжения полотна:

где G в – сила тяжести вала,
Р 1 – усилие взаимодействия несущего вала и рулона.
с – расстояние между центрами валов
Равнодействующая всех сил будет равна:

Сила с учетом натяжения будет равна:

где – угол перехода полотна к валу.
Т о – усилие натяжения полотна,
где q – линейное натяжение бумажного полотна


Определяем прогиб рабочей части вала:
В – длина рабочей части вала,
L – расстояние между осями подшипников,
Е – модуль упругости стали, 2.1 10 5 МПа = 2.1 10 11 Па
I – момент инерции поперечного сечения стального вала, м 4 ,

Величина относительного прогиба:
4.5. Проверка подшипников несущих валов
Выбор подшипников производим по динамической грузоподъемности:
Определяем эквивалентную динамическую нагрузку:

где F r – радиальная нагрузка,
х – коэффициент радиальной нагрузки,
y – коэффициент осевой нагрузки,
к 6 – коэффициент безопасности,
к т – коэффициент температурный.
Значения «х» и «y» для этого типа подшипников равны:
п ри
ри

Определение долговечности и динамической грузоподъемности из формулы:

Для условий желаемой долговечности 100000 часов, из отношения:

По требуемой динамической грузоподъемности с дин = 675.6 кН может быть подобран радиально – сферический роликовый подшипник с обозначением 3628 с габаритными размерами 140х300х102 с расчетной долговечностью L h =100000 часов и динамической грузоподъемностью 681 кН
4.6. Расчет тамбурного вала
4.6.1. Расчет вала на критическую скорость
При работе станка разматываемый рулон расположен на тамбурном валу. Поскольку скорость ПРС может превышать скорость машины в 2 – 3 раза, возникает опасность появления резонанса колебаний тамбурного вала от статического прогиба.
Проверка вала на критическую скорость при В 0 = 4200 мм; V ст = 2200 м/мин
где, g – ускорение свободного падения, 9.81 м/с 2
f ст – статический прогиб вала с рулоном:

где G в – вес тамбурного вала, 6.37 10 3 кг
G б – вес рулона бумаги (плотность намотанной бумаги = 550 650 кг/м 3 ), 8777 кг = 86073 H
L – расстояние между осями подшипников тамбурного вала, 5.17 м;
b – ширина вала рабочая, 4.45 м;
а – длина цапфы (расстояние от центра подшипника до рабочей части вала)

Е с – модуль объемной упругости стали, Па, Е с =2,1 10 5 МПа
I c – момент инерции поперечного сечения стального тамбурного вала, м 4 ,
где D н – диаметр тамбурного вала, м
D в – внутренний тамбурного вала, м

Е б – модуль продольной упругости намотанного рулона бумаги (Е б =600 1000 МПа), 800 МПа = 0.008 10 11 Па
I б – момент инерции поперечного сечения рулона бумаги.
где D рул – диаметр рулона, м
D в – диаметр тамбурного вала, м



R 1 – радиус тамбурного вала,
Рабочая угловая скорость не должна превышать 60 80% критической, т. е.


4.6.2. Расчет тамбурного вала на жесткость
Расчет ведем из условия прочности:

В – длина рабочей части вала,
L – расстояние между осями подшипников,
Е – модуль упругости стали,
I – момент инерции поперечного сечения стального вала,
Так как натяжение полотна по сравнению с нагрузкой от веса вала и веса рулона мало, в расчете этой величиной пренебрегаем:
где G в – вес вала, 6.37 10 3 Н
G р – вес рулона, 8.6 10 4 Н



4.6.3. Расчет тамбурного вала на прочность
Расчет ведем из условия прочности:
где М изг – изгибающий момент в опасном сечении,
W – момент сопротивления поперечного сечения вала,
где Q o – общая нагрузка на вал

b – длина рабочей части вала,
l – расстояние между осями подшипников,

где D – наружный диаметр вала, м
d – внутренний диаметр вала, м

Допускаемое напряжение изгиба [ -1 ] для стальных труб не должно превышать 150 160 МПа
4.7. Расчет выталкивающего вала
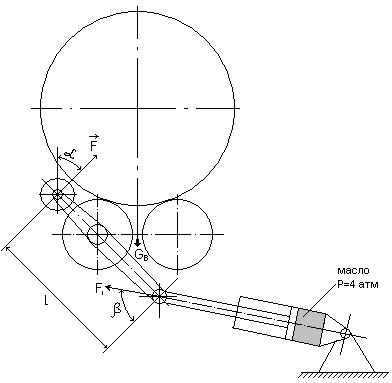
Рис. 4.7.1. Схема выталкивающего вала
где D – диаметр поршня цилиндра, равный:
Т. к. гидроцилиндров у механизма выталкивания два, то диаметр будет равен 268 мм
4.7.1. Расчет выталкивающего вала на прочность
Расчет ведем из условия прочности:
где М изг – изгибающий момент в опасном сечении,
W – момент сопротивления поперечного сечения вала,
q – распределенная нагрузка,
l – рабочая длина выталкивающего вала,

где D – наружный диаметр вала, м
d – внутренний диаметр вала, м

Допускаемое напряжение изгиба [ -1 ] для стальных труб не должно превышать 150 160 МПа
4.8. Расчет гидроцилиндров спускного устройства
Рис. 4.8.1. Схема спускного устройства
где р – давление в гидроцилиндре,
F – площадь поршня гидроцилиндра
G c .у. – вес спускного устройства,
Т. к. спускное устройство имеет два гидроцилиндра, диаметр каждого будет равен 195 мм.
5.1. Регулирование плотности намотки рулонов
Для обеспечения качественной плотности намотки рулонов на продольно – резательном станке применяется прижимной вал, который обеспечивает необходимое усилие прижима наматываемого рулона картона к несущим валам, тем самым обеспечивая постоянное линейное давление и сцепление несущих валов с наматываемым рулоном.
В начальный момент работы требуемое линейное давление между рулоном и несущим валом обеспечивается за счет прижима прижимного вала. По мере роста диаметра наматываемого рулона усилие прижима прижимного вала уменьшается пропорционально росту массы наматываемого рулона. В момент, когда необходимое линейное давление будет обеспечиваться весом намотанного рулона, возникает необходимость вывешивания прижимного вала.
Пневматические цилиндры установленные с обоих концов прижимного вала позволяют поддерживать постоянным линейное давление между рулоном и прижимным валом при различной толщине бумажного полотна с правого и левого края.
Воздух (рис. 5.1.1.) из магистрали поступает в штоковые полости цилиндров через регуляторы давления 2РД и 3РД, настраиваемые вручную независимо друг от друга для лицевой и приводной сторон. Контроль давления сжатого воздуха после регуляторов 2РД и 3РД производится по манометрам 2М и 3М, установленными как и регуляторы на пульте.
Перемещение механизма прижимного вала осуществляется пневмоцилиндрами двухстороннего действия, расположеннымми с лицевой и приводной стороны. При подъеме прижимного вала включается электромагнит воздухораспределителя 10ВРЭ, сжатый воздух через регулятор 8РД и воздухораспределитель поступает в штоковые полости цилиндров, при этом воздух из поршневых полостей сбрасывается в атмосферу через вентиль 2В9 и воздухораспределитель 9ВРЭ.
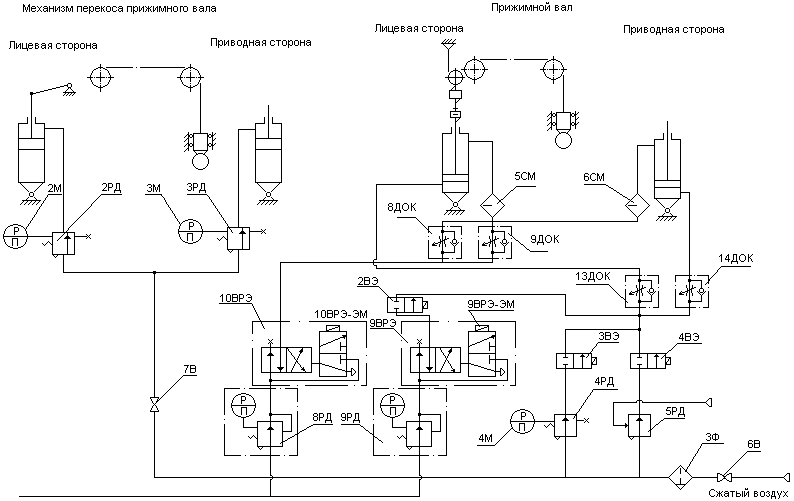
Рис. 5.1.1. Схема пневматическая принципиальная регулирования плотности намотки рулонов
При опускании прижимного вала включаются электромагниты вентиля 2ВЭ и воздухораспределителя 9ВРЭ, сжатый воздух поступает в поршневые полости пневмоцилиндров, а штоковые – соединяются с атмосферой через воздухораспределитель 10ВРЭ.
При ручном режиме работы прижим вала осуществляется регулятором давления 4РД, установленным на пульте и настраиваемым вручную по манометру 4М. При этом включается электромагнит вентиля 2ВЭ, воздух поступает в поршневые полости, а из штоковых полостей воздух через воздухораспределитель 10ВРЭ стравливается в атмосферу.
Дроссели 8ДОК, 9ДОК, 13ДОК и 14ДОК позволяют регулировать скорость подъема и опускания вала.
Для останова прижимного вала в режиме подъема или опускания в любом промежуточном положении и при необходимости снятия прижима необходимо обесточить все электромагниты.
Источник
| Название: Продольно-резательный станок производительностью 350 т/сутки Раздел: Остальные рефераты Тип: реферат Добавлен 14:53:49 16 августа 2005 Похожие работы Просмотров: 9425 Комментариев: 26 Оценило: 10 человек Средний балл: 4.2 Оценка: 4 Скачать |
| № | Модель | Описание файла | Файл |
|---|---|---|---|
| Станки бу в наличии | |||
| Токарные станки б.у | |||
| 1. | 163 бу | ||
| Специальное оборудование | |||
| Оборудование для автосервиса | |||
| 2. | 2733П | ||
| 3. | 2В733П | ||
| 4. | 2Е78П | Скачать (654 Кб) | |
| 5. | 2Е78ПН | Скачать паспорт (инструкцию) на Вертикальный отделочно-расточной станок 2Е78ПН | |
| 6. | 2М78П | Скачать паспорт (инструкцию) на Вертикальный отделочно-расточной станок 2Е78ПН | |
| 7. | 3Г833 | Скачать (6289 Кб) | |
| 8. | 3К833 | Скачать (609 Кб) | |
| 9. | 3Н833 | ||
| Оснастка и приспособления для станков | |||
| Промышленные пылесосы и стружкоотсосы | |||
| 10. | AS 1400 | ||
| 11. | AS 1600 | ||
| 12. | ПП-750/У | ||
| 13. | ПЦ-750/У | ||
| Станки и КПО после капитального ремонта | |||
| Токарно-винторезные станки после капремонта | |||
| 14. | 16К20 после капремонта | ||
| 15. | 16К40-3 после капремонта | ||
| 16. | 1М63 | ||
| 17. | 1М63Б-3 после капремонта | ||
| 18. | 1М65-5 после капремонта | ||
| 19. | 250ИТВ после капремонта | Скачать (1027 Кб) | |
| Специальное оборудование | |||
| Железнодорожное оборудование | |||
| 20. | КЖ1842.02 | ||
| 21. | ОШ-651.2.Ф3 | ||
| 22. | П6736 | ||
| 23. | П6738 | ||
| 24. | П6738Б | ||
| 25. | ПА6730 | ||
| 26. | ПА6738 | ||
| 27. | ПБ7730 | ||
| 28. | ПП6738 | ||
| 29. | РТ301 | ||
| 30. | РТ30101 | ||
| Станки и КПО после капитального ремонта | |||
| Токарно-винторезные станки после капремонта | |||
| 31. | РТ917 | ||
| 32. | РТ917 после капремонта | ||
| Специальное оборудование | |||
| Железнодорожное оборудование | |||
| 33. | РТ917-3 | ||
| 34. | РТ950Ф3-8 | ||
| Станки и КПО после капитального ремонта | |||
| Трубонарезные станки после капремонта | |||
| 35. | 1А983 после капремонта | ||
| 36. | 1М983 после капремонта | ||
| 37. | 1Н983 после капремонта | ||
| 38. | 9М14 после капремонта | ||
| 39. | 9М14Д после капремонта | ||
| Фрезерные станки после капремонта | |||
| 40. | 65А60Ф4-11 после капремонта | ||
| 41. | FSS315 после капремонта | ||
| Токарно-карусельные станки после капремонта | |||
| 42. | 1512Ф1 после капремонта | ||
| 43. | 1А512МФ3 после капремонта | ||
| 44. | 1А516МФ3 после ремонта | ||
| 45. | 1А525МФ3 после капремонта | ||
| 46. | 1Е512ПФ2 после капремонта | ||
| 47. | 1Е516ПФ2 после капремонта | ||
| 48. | 1Л532 после ремонта | ||
| 49. | 1Л532.100 после капитального ремонта | ||
| Токарные станки с ЧПУ после капремонта | |||
| 50. | 16А20Ф3 после капремонта | ||
| 51. | 16Б16Т1С1 после капремонта | ||
| 52. | 16К30Ф3 после капремонта | ||
| 53. | 16М30Ф3 после капремонта | ||
| 54. | 1740РФ3 после капремонта | ||
| 55. | 1П756ДФ3 после капремонта | ||
| 56. | РТ-755Ф3 после капремонта | ||
| Шлифовальные станки после капитального ремонта | |||
| 57. | 3А151 после капремонта | ||
| 58. | 3А423 после капремонта | ||
| 59. | 3В423 после капремонта | ||
| 60. | 3Д423 после капремонта | ||
| 61. | 3Д4230 после капремонта | ||
| 62. | 3У10 после капремонта | ||
| Горизонтально-расточные станки после капремонта | |||
| 63. | 2620 после капремонта | ||
| 64. | 2А620Ф1 после капремонта | ||
| 65. | 2А637Ф1 после капремонта | ||
| Токарные станки | |||
| Отечественные токарные станки | |||
| 66. | 163 | ||
| 67. | 165 | Скачать (3375 Кб) | |
| 68. | 16Б16П | Скачать (3316 Кб) | |
| 69. | 16В20 | Скачать (930 Кб) | |
| 70. | 16ВТ20П-21 | ||
| 71. | 16ВТ20П-22 | ||
| 72. | 16К20 |
Руководство по эксплуатации (паспорт) на токарные станки по металлу 16К20, 16К20П, 16К20Г, общие сведения, характеристики, органы управления, электросхема, электрооборудование, пневмооборудование, основные узлы и их регулирование, возможные неисправности, ремонт, кол-во стр. — 70. |
Скачать (2775 Кб) |
| 73. | 16К25 |
Руководство по эксплуатации на токарные станки 16К25, общие сведения, тех. характеристики, органы управления, электросхема, схемы, электрооборудование, пневмооборудование, основные узлы и их регулирование, возможные неисправности, ремонт, кол-во стр. — 70. Скачать паспорт (инструкцию) на Токарный станок 16К25 |
|
| 74. | 16К40 |
Краткое описание, подробные тех. характеристики, комплект поставки, посадочные и присоединительные базы, схема фундамента, кол-во стр. — 4 |
Скачать (94 Кб) |
| 75. | 16Р25П | Скачать (2026 Кб) | |
| 76. | 16ТВ16 | ||
| 77. | 16ТВ25 | ||
| 78. | 16ТВ30 | ||
| 79. | 1А616 | Скачать (6473 Кб) | |
| 80. | 1А62 | Скачать (8691 Кб) | |
| 81. | 1А64 | Скачать (215 Кб) | |
| 82. | 1В625М |
Скачать паспорт (инструкцию) на токарно-винторезный станок по металлу 1В625М |
|
| 83. | 1В625М4 | ||
| 84. | 1В625МП |
Скачать паспорт (инструкцию) на токарный станок по металлу 1В625МП |
|
| 85. | 1В62Г |
Скачать паспорт (инструкцию) на токарно-винторезный станок по металлу 1В62Г |
|
| 86. | 1И250В | ||
| 87. | 1И250ВФ1 | ||
| 88. | 1И611П | Скачать (1000 Кб) | |
| 89. | 1К62 | Скачать (5841 Кб) | |
| 90. | 1К625Д | Скачать (1878 Кб) | |
| 91. | 1К62Д | ||
| 92. | 1К62Д (РМЦ 1500 мм) | ||
| 93. | 1М63 | Скачать (6912 Кб) | |
| 94. | 1М63Н |
Скачать паспорт (инструкцию) на Токарный станок по металлу 1М63Н |
|
| 95. | 1М63Н-1 |
Скачать паспорт (инструкцию) на Токарный станок по металлу 1М63Н-1 |
|
| 96. | 1М63Н-3 | Скачать (3825 Кб) | |
| 97. | 1М65 | ||
| 98. | 1Н65 | Скачать (2154 Кб) | |
| 99. | 250.01 | ||
| 100. | 250.Ф1 | ||
| 101. | SAMAT 400 | ||
| 102. | SAMAT 400 «Вектор» | ||
| 103. | SAMAT 400 S/S | ||
| 104. | SAMAT 400LV | ||
| 105. | SAMAT 400MV | ||
| 106. | SAMAT 400SV | ||
| 107. | SAMAT 400XV | ||
| 108. | АР-83М | ||
| 109. | ГС425М | ||
| 110. | ГС526Б | ||
| 111. | ГС526Б-03 | ||
| 112. | ГС526У | Скачать (283 Кб) | |
| 113. | ГС526У-01 |
Скачать паспорт (инструкцию) на универсальный токарно-винторезный станок ГС526У-01 |
|
| 114. | ГС526У-02 |
Скачать паспорт (инструкцию) на Универсальный токарно-винторезный станок ГС526У-02 |
|
| 115. | ГС526У-03 | ||
| 116. | ГС526УВ | ||
| 117. | ГС526УД1 |
Скачать паспорт (инструкцию) на универсальный токарно-винторезный станок ГС526УД1 |
|
| 118. | ГС526УМ | ||
| 119. | ГС526УЦ |
Скачать паспорт (инструкцию) на Универсальный токарно-винторезный станок ГС526УЦ |
|
| 120. | ДИП-200 | ||
| 121. | ДИП-300 | ||
| 122. | ДИП-500 | ||
| 123. | ИЖ-250 | ||
| 124. | ИТ-1М | Скачать (1545 Кб) | |
| 125. | МК6056М | ||
| 126. | МК6057М | ||
| 127. | МК6058М | ||
| 128. | РТ117Г-1 | ||
| 129. | РТ917 | ||
| 130. | СА500 | ||
| 131. | СА630 | ||
| 132. | ТВ-10 | ||
| Токарные станки JET | |||
| 133. | GH-1440W-3 | Скачать (1015 Кб) | |
| 134. | GH-1440W3 DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-1440W-3 DRO |
|
| 135. | GH-1640ZK DRO | Скачать (1658 Кб) | |
| 136. | GH-1640ZX DRO | Скачать (833 Кб) | |
| 137. | GH-1840ZX DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-1840ZX DRO |
|
| 138. | GH-1860ZX DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-1860ZX DRO |
|
| 139. | GH-1880ZX DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-1880ZX DRO |
|
| 140. | GH-20120ZH DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-26120ZH DRO |
|
| 141. | GH-2040ZH DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-2040ZH DRO |
|
| 142. | GH-2060ZH DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-2060ZH DRO |
|
| 143. | GH-2080ZH DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-2080ZH DRO |
|
| 144. | GH-26120ZH DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-26120ZH DRO |
|
| 145. | GH-2640ZH DRO | Скачать (803 Кб) | |
| 146. | GH-2660ZH DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-2660ZH DRO |
|
| 147. | GH-2680ZH DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GH-2680ZH DRO |
|
| 148. | GHB-1324HSP | Скачать (1333 Кб) | |
| 149. | GHB-1330A | Скачать (1127 Кб) | |
| 150. | GHB-1330A DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GHB-1330A DRO |
|
| 151. | GHB-1340A |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GHB-1340A |
|
| 152. | GHB-1340A DRO |
Скачать паспорт (инструкцию) на Токарно-винторезный станок GHB-1340A DRO |
|
| 153. | JTL-618DTC DRO | Скачать (1014 Кб) | |
| 154. | RML-1440 | Скачать (2132 Кб) | |
| 155. | RML-1460 | Скачать (3515 Кб) | |
| 156. | RML-1640V | ||
| 157. | RML-1660V | ||
| Токарные станки PROMA | |||
| 158. | SPA-700P | Скачать (8678 Кб) | |
| 159. | SPC-900PA | ||
| 160. | SPD-1000P | ||
| 161. | SPE-1000PV | ||
| 162. | SPE-1000PV с УЦИ | ||
| 163. | SPF-1000P | Скачать (2193 Кб) | |
| 164. | SPF-1000P (исп. K) | Скачать (2193 Кб) | |
| 165. | SPF-1000PH | Скачать (2485 Кб) | |
| 166. | SPF-1000PH (исп. K) |
Скачать паспорт (инструкцию) на Токарно-винторезный станок SPF-1000PH (исп. К) |
|
| 167. | SPF-1000PHS | ||
| 168. | SPF-1000PS | ||
| 169. | SPF-1500P | Скачать (2193 Кб) | |
| 170. | SPF-1500P (исп. К) | Скачать (2193 Кб) | |
| 171. | SPF-1500PH |
Скачать паспорт (инструкцию) на Токарно-винторезный станок SPF-1500PH |
|
| 172. | SPF-1500PH (исп. К) |
Скачать паспорт (инструкцию) на Токарно-винторезный станок SPF-1500PH (исп. К) |
|
| 173. | SPF-1500PHS | ||
| 174. | SPF-1500PS | ||
| 175. | SPF-2000PH |
Скачать паспорт (инструкцию) на Токарно-винторезный станок SPF-2000PH |
|
| 176. | SPF-2000PH с УЦИ (исп.К) |
Скачать паспорт (инструкцию) на Токарно-винторезный станок SPF-2000PH с УЦИ (исп. К) |
|
| 177. | SPI-1000 | ||
| 178. | SPI-1000 с УЦИ | ||
| 179. | SPI-1500 | ||
| 180. | SPI-1500 с УЦИ | ||
| 181. | SPI-1500S | ||
| 182. | SPI-2000 | ||
| 183. | SPI-2000 с УЦИ | ||
| 184. | SPI-3000 | ||
| 185. | SPI-3000 с УЦИ | ||
| 186. | SPV-1000/500 | ||
| 187. | SPV-1500/500 | ||
| 188. | SPV-1500/660 | ||
| 189. | SPV-2000/660 | ||
| 190. | SPV-3000/660 | ||
| 191. | SPZ-1000 | ||
| 192. | SPZ-700 | ||
| Токарно-винторезные станки DMTG | |||
| 193. | CDE6240A | ||
| 194. | CDE6250A | ||
| 195. | CDS6232 | ||
| 196. | CDS6236 | ||
| 197. | CDS6240 | ||
| 198. | CDS6250 | ||
| 199. | CDS6250B | ||
| 200. | CDS6266B | ||
| 201. | CW61100M | ||
| 202. | CW62100C | ||
| 203. | CW62100E | ||
| 204. | CW62100M | ||
| 205. | CW62125M | ||
| 206. | CW62140M | ||
| 207. | CW62160H | ||
| 208. | CW62160M | ||
| 209. | CW62180H | ||
| 210. | CW62200H | ||
| 211. | CW6263C | ||
| 212. | CW6263E | ||
| 213. | CW6280C | ||
| 214. | CW6280E | ||
| Токарные станки ZMM BULGARIA HOLDING | |||
| 215. | C10TM | ||
| 216. | C11MT | Скачать (1589 Кб) | |
| 217. | CU1000 | Скачать (813 Кб) | |
| 218. | CU1250 | Скачать (813 Кб) | |
| 219. | CU325 | Скачать (1197 Кб) | |
| 220. | CU400 | Скачать (1793 Кб) | |
| 221. | CU400/1500 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU400/1500 | |
| 222. | CU400/2000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU400/2000 | |
| 223. | CU400M/1000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU400M/1000 | |
| 224. | CU400M/1500 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU400M/1500 | |
| 225. | CU400M/2000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU400M/2000 | |
| 226. | CU400M/3000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU400M/3000 | |
| 227. | CU400M/4000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU400M/4000 | |
| 228. | CU400M/5000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU400M/5000 | |
| 229. | CU500 |
Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500 |
|
| 230. | CU500/1500 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500/1500 | |
| 231. | CU500/2000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500/2000 | |
| 232. | CU500M/1000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500M/1000 | |
| 233. | CU500M/1500 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500M/1500 | |
| 234. | CU500M/2000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500M/2000 | |
| 235. | CU500M/3000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500M/3000 | |
| 236. | CU500M/4000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500M/4000 | |
| 237. | CU500M/5000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500M/5000 | |
| 238. | CU500MT/1000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500MT/1000 | |
| 239. | CU500MT/1500 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500MT/1500 | |
| 240. | CU500MT/2000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500MT/2000 | |
| 241. | CU500MT/3000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500MT/3000 | |
| 242. | CU500MT/4000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500MT/4000 | |
| 243. | CU500MT/5000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU500MT/5000 | |
| 244. | CU580M/1000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU580M/1000 | |
| 245. | CU580M/1500 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU580M/1500 | |
| 246. | CU580M/2000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU580M/2000 | |
| 247. | CU580M/3000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU580M/3000 | |
| 248. | CU580M/4000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU580M/4000 | |
| 249. | CU580M/5000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU580M/5000 | |
| 250. | CU630 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU630 | |
| 251. | CU630/1500 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU630/1500 | |
| 252. | CU630/2000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU630/2000 | |
| 253. | CU630/3000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU630/3000 | |
| 254. | CU630/4000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU630/4000 | |
| 255. | CU630/5000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU630/5000 | |
| 256. | CU730/1000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU730/1000 | |
| 257. | CU730/1500 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU730/1500 | |
| 258. | CU730/2000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU730/2000 | |
| 259. | CU730/3000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU730/3000 | |
| 260. | CU730/4000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU730/4000 | |
| 261. | CU730/5000 | Скачать паспорт (инструкцию) на Токарно-винторезный станок CU730/5000 | |
| 262. | CU800 | Скачать (813 Кб) | |
| 263. | CU800/3000 | ||
| 264. | CU800/4000 | ||
| Токарные станки ZMM VRATSA | |||
| 265. | CU502 | ||
| 266. | CU582 | ||
| 267. | CU662 | ||
| 268. | CU802 | ||
| 269. | CU822 | ||
| 270. | CU832 | ||
| 271. | CU932 | ||
| Токарные станки STALEX | |||
| 272. | C0632D/1000 | ||
| 273. | C0636N/1000 DRO | ||
| 274. | C0636N/750 DRO | ||
| 275. | C6140W | ||
| 276. | C6246E/1000 DRO | ||
| 277. | C6246E/1500 DRO | ||
| 278. | C6246E/2000 DRO | ||
| 279. | C6250A | ||
| 280. | C6251/1000 DRO | ||
| 281. | C6251/1500 DRO | ||
| 282. | C6251/2000 DRO | ||
| 283. | C6251/3000 DRO | ||
| 284. | C6256/1000 DRO | ||
| 285. | C6256/1500 DRO | ||
| 286. | C6256/2000 DRO | ||
| 287. | C6256/3000 DRO | ||
| 288. | C6266A/1500 DRO | ||
| 289. | C6266A/2000 DRO | ||
| 290. | C6266A/3000 DRO | ||
| 291. | C6266C/1500 | ||
| 292. | C6266C/2000 | ||
| 293. | C6266C/3000 | ||
| 294. | C6266С/1000 | ||
| 295. | CM6241/1000 | ||
| 296. | CM6241/1500 | ||
| 297. | CQ6280/1500 DRO | ||
| 298. | CQ6280/2000 DRO | ||
| 299. | CQ6280/3000 DRO | ||
| 300. | GH-1430B | ||
| 301. | GH1440B | ||
| 302. | LC1640B | Скачать (2460 Кб) | |
| 303. | LC1660B |
Скачать паспорт (инструкцию) на Токарно-винторезный станок LC1660B |
|
| 304. | LC340A | ||
| 305. | LC360B | ||
| 306. | WM660/1000 | ||
| 307. | WM660/1500 | ||
| 308. | WM660/2000 | ||
| 309. | WM660/3000 | ||
| Токарные станки KNUTH | |||
| 310. | Basic 170 Super | ||
| 311. | Basic 170 Super MT | ||
| 312. | Basic 180 Super | ||
| 313. | Basic 180 V | ||
| 314. | Basic Plus | ||
| 315. | Compass 200/1000 B | ||
| 316. | Compass 200/1500 B | ||
| 317. | Compass 200/2000 B | ||
| 318. | Compass 250/1000 B | ||
| 319. | Compass 250/1500 B | ||
| 320. | Compass 250/2000 B | ||
| 321. | DL B 465/1500 | ||
| 322. | DL B 465/3000 | ||
| 323. | DL B 465/4000 | ||
| 324. | DL B 465/5000 | ||
| 325. | DL B 550/1500 | ||
| 326. | DL B 550/3000 | ||
| 327. | DL B 550/4000 | ||
| 328. | DL B 550/5000 | ||
| 329. | DL E Heavy 1000/2000 | ||
| 330. | DL E Heavy 1000/3000 | ||
| 331. | DL E Heavy 1000/5000 | ||
| 332. | DL E Heavy 1000/8000 | ||
| 333. | DL E Heavy 500/1500 | ||
| 334. | DL E Heavy 500/3000 | ||
| 335. | DL E Heavy 500/5000 | ||
| 336. | DL E Heavy 500/8000 | ||
| 337. | DL E Heavy 620/1500 | ||
| 338. | DL E Heavy 620/3000 | ||
| 339. | DL E Heavy 620/5000 | ||
| 340. | DL E Heavy 620/8000 | ||
| 341. | DL E Heavy 800/3000 | ||
| 342. | DL E Heavy 800/5000 | ||
| 343. | DL E Heavy 800/8000 | ||
| 344. | DL S 425/1500 | ||
| 345. | DL S 425/3000 | ||
| 346. | DL S 425/4000 | ||
| 347. | DL S 425/5000 | ||
| 348. | DL S 515/1500 | ||
| 349. | DL S 515/3000 | ||
| 350. | DL S 515/4000 | ||
| 351. | DL S 515/5000 | ||
| 352. | DM 1000 A | ||
| 353. | LS 750 | ||
| 354. | Servoturn 410×1000 | ||
| 355. | Servoturn 560×2000 | ||
| 356. | Servoturn 560×3000 | ||
| 357. | Sinus 330/1500 D | ||
| 358. | Sinus 330/2000 D | ||
| 359. | Sinus 330/3000 D | ||
| 360. | Sinus 400/1500 D | ||
| 361. | Sinus 400/2000 D | ||
| 362. | Sinus 400/3000 D | ||
| 363. | Topturn 2580 | ||
| 364. | TubeTurn 135 | ||
| 365. | TubeTurn 200 | ||
| 366. | TubeTurn 225 | ||
| 367. | Turnado 230/1000 | ||
| 368. | Turnado 230/1000 V | ||
| 369. | Turnado 230/1500 | ||
| 370. | Turnado 230/1500 V | ||
| 371. | Turnado 230/2000 | ||
| 372. | Turnado 230/2000 V | ||
| 373. | Turnado 280/1500 | ||
| 374. | Turnado 280/1500 V | ||
| 375. | Turnado 280/2000 | ||
| 376. | Turnado 280/2000 V | ||
| 377. | Turnado 280/3000 | ||
| 378. | Turnado 280/3000 V | ||
| 379. | V-Turn 410/1000 | ||
| 380. | V-Turn 410/1500 | ||
| Токарные станки OPTIMUM | |||
| 381. | D660x2000/3000 | ||
| 382. | TH3309 / TH3309 DPA / TH3309 DPA Vario | ||
| 383. | TH3610 / TH3610 DPA | ||
| 384. | TH4010 / TH4010 DPA / TH4010 DPA Vario | ||
| 385. | TH4210/ TH4210 DPA/ TH4210 DPA V/ TH4215 DPA | ||
| 386. | TH4610/ TH4615/ TH4620 | ||
| 387. | TH5615 / TH5620 / TH5630 | ||
| 388. | TU 1503V | ||
| 389. | TU 8020/ TU 8030 | ||
| 390. | TU2004V | ||
| 391. | TU2304 / TU2304V | ||
| 392. | TU2404 | ||
| 393. | TU2406 / TU2406V | ||
| 394. | TU2506 / TU2506V | ||
| 395. | TU2807 / TU2807V | ||
| 396. | TU3008 / TU3008V | ||
| Токарные станки Китай | |||
| 397. | AL-1000 | ||
| 398. | AL-1000B | ||
| 399. | AL-1250B | ||
| 400. | AL-630B/10000 | ||
| 401. | AL-630B/1500 | ||
| 402. | AL-630B/2000 | ||
| 403. | AL-630B/3000 | ||
| 404. | AL-630B/4000 | ||
| 405. | AL-630B/5000 | ||
| 406. | AL-630B/6000 | ||
| 407. | AL-630B/8000 | ||
| 408. | AL-800 | ||
| 409. | AL-800B/10000 | ||
| 410. | AL-800B/1500 | ||
| 411. | AL-800B/2000 | ||
| 412. | AL-800B/3000 | ||
| 413. | AL-800B/4000 | ||
| 414. | AL-800B/5000 | ||
| 415. | AL-800B/6000 | ||
| 416. | AL-800B/8000 | ||
| 417. | AL-940B/10000 | ||
| 418. | AL-940B/1500 | ||
| 419. | AL-940B/2000 | ||
| 420. | AL-940B/3000 | ||
| 421. | AL-940B/4000 | ||
| 422. | AL-940B/5000 | ||
| 423. | AL-940B/6000 | ||
| 424. | AL-940B/8000 | ||
| 425. | CA6140 | ||
| 426. | CA6140B | ||
| 427. | CA6150 | ||
| 428. | CA6150B | ||
| 429. | CA6240 | ||
| 430. | CA6250 | ||
| 431. | CL510/1000 | ||
| 432. | CL510/1500 | ||
| 433. | CL510/2000 | ||
| 434. | CL510/3000 | ||
| 435. | CW61100 | ||
| 436. | CW61100B | ||
| 437. | CW61125B | ||
| 438. | CW6163 | ||
| 439. | CW6180 | ||
| 440. | WL630x1500 | ||
| 441. | WM330x1000 с УЦИ | ||
| 442. | WM6133Ax750 | ||
| 443. | УЦИ | ||
| Трубонарезные станки | |||
| 444. | 1А983 | ||
| 445. | 1М983 | ||
| 446. | 1Н983 | ||
| 447. | C10T.10 | ||
| 448. | C10T.12 | ||
| 449. | CKG20 | ||
| 450. | CKG35 | ||
| 451. | CT1032.6 | ||
| 452. | CT832.6 | ||
| 453. | РТ772ПМФ3 | ||
| 454. | РТ772ПМФ3-140 | ||
| 455. | СТ932.6 | ||
| Токарно-карусельные станки | |||
| 456. | 1512 | Скачать (3351 Кб) | |
| 457. | 1512Ф1 | Скачать паспорт (инструкцию) на Одностоечный токарно-карусельный станок 1512Ф1 | |
| 458. | 1512Ф2 | ||
| 459. | 1512Ф3 | ||
| 460. | 1516 | Скачать паспорт (инструкцию) на Одностоечный токарно-карусельный станок с УЦИ 1516 | |
| 461. | 1516Ф1 | Скачать (4941 Кб) | |
| 462. | 1516Ф2 | ||
| 463. | 1516Ф3 | ||
| 464. | 1525 | Скачать (8478 Кб) | |
| 465. | 1525Ф1 |
Скачать паспорт (инструкцию) на Двухстоечный токарно-карусельный станок 1525Ф1 |
|
| 466. | 1525Ф3 | ||
| 467. | 1540 | ||
| 468. | 1Л532 |
Скачать паспорт (инструкцию) на Двухстоечный токарно-карусельный станок 1Л532 |
|
| 469. | 1Л532Ф1 |
Скачать паспорт (инструкцию) на Двухстоечный токарно-карусельный станок 1Л532Ф1 |
|
| 470. | C5235 | ||
| 471. | Saturn V 100 | ||
| 472. | Saturn V 100M | ||
| 473. | Saturn V 40 | ||
| 474. | Saturn V 60 | ||
| 475. | Saturn V 60 L | ||
| 476. | Saturn V 60 M | ||
| 477. | Saturn V 80 | ||
| 478. | Saturn V 80L | ||
| 479. | Saturn V 80LM | ||
| 480. | Saturn V 80M | ||
| 481. | VDL 800 | ||
| 482. | VDL 800 CNC | ||
| 483. | VDL2500E | ||
| 484. | VDL3150E | ||
| 485. | VDL3500E | ||
| 486. | VDL4000E | ||
| 487. | VDM 1000 | ||
| 488. | VDM 1000 S | ||
| 489. | VDM 1250 | ||
| 490. | VDM 1250 S | ||
| 491. | VDM 1600 | ||
| 492. | VDM 1600 S | ||
| 493. | VDM 2300 | ||
| 494. | VDM 2300 S | ||
| 495. | VDM 2600 | ||
| 496. | VDM 2600 S | ||
| 497. | VDM 800 | ||
| 498. | VDM 800 S | ||
| 499. | Verturn 3000C | ||
| 500. | Verturn VDM 1250 CNC | ||
| 501. | Verturn VDM 1600 CNC | ||
| 502. | Verturn VDM 2300 CNC | ||
| 503. | VL1000E | ||
| 504. | VL1250E | ||
| 505. | VL1600E | ||
| 506. | VL2000E | ||
| 507. | VL800E | ||
| Токарно-револьверные станки | |||
| 508. | 1Б240П-6К | Скачать (203 Кб) | |
| 509. | HRD 42 PF | ||
| 510. | HRD 60 PF | ||
| Токарные станки с ЧПУ | |||
| 511. | 16C15П | ||
| 512. | 16C20П | ||
| 513. | 16Б16Т1 | ||
| 514. | 16ГС25CУ | ||
| 515. | 16ГС25Ф3 | ||
| 516. | 16ГС32CУ | ||
| 517. | 16ГС32СУ1 |
Оперативная система управления 16ГС32СУ1, 16ГС32СУ1Д |
Скачать (2807 Кб) |
| 518. | 16ГС40СУ1-01 | ||
| 519. | 16М30Ф3 | ||
| 520. | 16Р30Ф3 | ||
| 521. | 16С18П | ||
| 522. | 1П756ДФ3 | ||
| 523. | AK-1000B | ||
| 524. | AK-630B | ||
| 525. | AK-800 | ||
| 526. | CK6136 | ||
| 527. | CK6150 | ||
| 528. | CKE61100M | ||
| 529. | CKE61125M | ||
| 530. | CKE61160H | ||
| 531. | CKE61200H | ||
| 532. | CKE6126 | ||
| 533. | CKE6136Z | Скачать (1010 Кб) | |
| 534. | CKE6150Z | ||
| 535. | CKE6163Z | ||
| 536. | CKE6180Z | ||
| 537. | CL560/1000 | ||
| 538. | Compact 330 | ||
| 539. | Compact 480 | ||
| 540. | Compact 580 | ||
| 541. | Compact 600 | ||
| 542. | Compact 720 | ||
| 543. | Compact 850 | ||
| 544. | D320 CNC | ||
| 545. | DL CNC 1000 | ||
| 546. | DL CNC 1500 | ||
| 547. | DL CNC 3000 | ||
| 548. | Ecoturn 500/1000 | ||
| 549. | Ecoturn 500/500 | ||
| 550. | Ecoturn 630/1000 | ||
| 551. | Ecoturn 630/1500 | ||
| 552. | Ecoturn 650/1000 | ||
| 553. | Forceturn 1740 | ||
| 554. | Forceturn 1840 | ||
| 555. | Forceturn 1840F | ||
| 556. | Forceturn 1860 | ||
| 557. | Forceturn 1860F | ||
| 558. | Forceturn 1860V | ||
| 559. | Forceturn 1880 | ||
| 560. | Forceturn 2140 | ||
| 561. | Forceturn 2140F | ||
| 562. | Forceturn 2160 | ||
| 563. | Forceturn 2160F | ||
| 564. | Forceturn 2180 | ||
| 565. | Forceturn 25120 | ||
| 566. | Forceturn 2540 | ||
| 567. | Forceturn 2560 | ||
| 568. | Forceturn 2580 | ||
| 569. | Forceturn 26120 | ||
| 570. | Forceturn 26120F | ||
| 571. | Forceturn 26160F | ||
| 572. | Forceturn 26200 | ||
| 573. | Forceturn 26200F | ||
| 574. | Forceturn 2660 | ||
| 575. | Forceturn 2660F | ||
| 576. | Forceturn 2680 | ||
| 577. | Forceturn 2680F | ||
| 578. | Forceturn 30120 | ||
| 579. | Forceturn 30120F | ||
| 580. | Forceturn 30160 | ||
| 581. | Forceturn 30160F | ||
| 582. | Forceturn 30200F | ||
| 583. | Forceturn 3060 | ||
| 584. | Forceturn 3060F | ||
| 585. | Forceturn 3080 | ||
| 586. | Forceturn 3080F | ||
| 587. | Forceturn 33120 | ||
| 588. | Forceturn 33160 | ||
| 589. | Forceturn 33200 | ||
| 590. | Forceturn 3360 | ||
| 591. | Forceturn 3380 | ||
| 592. | Forceturn 35120F | ||
| 593. | Forceturn 35160F | ||
| 594. | Forceturn 35200F | ||
| 595. | Forceturn 3560F | ||
| 596. | Forceturn 3580F | ||
| 597. | Forceturn 52120 | ||
| 598. | Forceturn 52160 | ||
| 599. | Forceturn 52200 | ||
| 600. | Forceturn 52240 | ||
| 601. | Forceturn 5260 | ||
| 602. | Forceturn 5280 | ||
| 603. | Forceturn 630.15 | ||
| 604. | Forceturn 630.30 | ||
| 605. | Forceturn 630.50 | ||
| 606. | Forceturn 800.15 | ||
| 607. | Forceturn 800.30 | ||
| 608. | Forceturn 800.50 | ||
| 609. | Forceturn XL 43120 | ||
| 610. | Forceturn XL 43200 | ||
| 611. | Forceturn XL 43280 | ||
| 612. | Forceturn XL 4360 | ||
| 613. | Forceturn XL 52120 | ||
| 614. | Forceturn XL 52200 | ||
| 615. | Forceturn XL 52280 | ||
| 616. | Forceturn XL 5260 | ||
| 617. | JCL-42T | ||
| 618. | JCL-42TG | ||
| 619. | JCL-42TGM | ||
| 620. | JCL-42TM | ||
| 621. | JCL-60 | ||
| 622. | JCL-60AM | ||
| 623. | JCL-60M | ||
| 624. | JCL-60TS | ||
| 625. | JCL-60TSM | ||
| 626. | JCL-90 | ||
| 627. | JCL-90A | ||
| 628. | JCL-90M | ||
| 629. | JCL-90АM | ||
| 630. | L28 | ||
| 631. | L33 | ||
| 632. | LabTurn 2028 | ||
| 633. | LineaLunga 25D | ||
| 634. | Numturn 320 GP | ||
| 635. | Numturn 320 SI | ||
| 636. | Numturn 320 SI Eco | ||
| 637. | Numturn 420 GP | ||
| 638. | Numturn 420 SI | ||
| 639. | Numturn 420 SI Eco | ||
| 640. | Orion 10TL | ||
| 641. | Orion 10TLM | ||
| 642. | Orion 6T | ||
| 643. | Orion 6TL | ||
| 644. | Orion 6TLM | ||
| 645. | Orion 6TM | ||
| 646. | Orion 8T | ||
| 647. | Orion 8TLM | ||
| 648. | Orion 8TM | ||
| 649. | Orion G10 | ||
| 650. | Orion G10B | ||
| 651. | Orion G6 | ||
| 652. | Orion G8 | ||
| 653. | Orion G8B | ||
| 654. | Orion Q10F | ||
| 655. | Orion Q3 | ||
| 656. | Orion Q5 | ||
| 657. | Pico-Turn GP | ||
| 658. | PicoTurn SI | ||
| 659. | Proton 500/1000 B FA | ||
| 660. | Proton 500/1500 B FA | ||
| 661. | Proton 500/1500 B SI | ||
| 662. | Proton 500/2000 B FA | ||
| 663. | Proton 560/1500 | ||
| 664. | Proton 560/2000 | ||
| 665. | Proton 660/1000 B FA | ||
| 666. | Proton 660/1000 B SI | ||
| 667. | Proton 660/1500 B FA | ||
| 668. | Roturn 320 FA | ||
| 669. | Roturn 320 SI | ||
| 670. | Roturn 400 FA | ||
| 671. | Roturn 400 SI | ||
| 672. | Roturn 480 FA | ||
| 673. | SMART-42 | ||
| 674. | SMART-42T8 | ||
| 675. | SMART-42Y | ||
| 676. | SMART-60Y | ||
| 677. | SPV-400GA CNC | ||
| 678. | SPV-400H CNC | ||
| 679. | SPV-430GA CNC | ||
| 680. | SPV-430H CNC | ||
| 681. | StarChip 400 | ||
| 682. | StarChip 400 SI | ||
| 683. | TU2304 CNC | ||
| 684. | TU2406 CNC | ||
| 685. | TU2506 CNC | ||
| 686. | TU2807 CNC | ||
| 687. | TubeTurn CNC 2830 | ||
| 688. | TubeTurn CNC 3630 | ||
| 689. | Turnstar 120 C | ||
| 690. | Turnstar 200 C | ||
| 691. | Turnstar 200 S | ||
| 692. | Vulkan 4K | ||
| 693. | ВСТ-625-21 CNC 23 | ||
| 694. | ВСТ-625-21ОСУ | ||
| 695. | ВСТ-625-22 CNC 23 | ||
| 696. | ВСТ-625-22ОСУ | ||
| 697. | ГС1725Ф3 | ||
| 698. | ГС1750Ф3С1 | ||
| 699. | КСТ-510 | ||
| 700. | Т200 | ||
| 701. | ТВ-101 | ||
| 702. | ТВ-114 | ||
| 703. | ТВ-116 | ||
| 704. | ТС1625Ф3 | ||
| 705. | ТС23 | ||
| 706. | ТС25 | ||
| 707. | ТС28 | ||
| Настольные токарные станки | |||
| 708. | BD-11W | Скачать (626 Кб) | |
| 709. | ML200 | ||
| 710. | ML260 | ||
| 711. | SM-300E | ||
| 712. | Universa 550 Plus | ||
| 713. | Universa 550 V | ||
| 714. | Universa 700 | ||
| 715. | WM180V | ||
| 716. | WM250AV-Fх550 | ||
| 717. | WM250Gx500 | ||
| 718. | WM250Vx550 | ||
| 719. | WM250Vx750 | ||
| 720. | WMP250Vx550 | ||
| 721. | WMP290VFx700 | ||
| 722. | WMP300A | ||
| 723. | ТВ 16 | Скачать (1597 Кб) | |
| 724. | ТВ-11 | ||
| 725. | ТВ-4 | Скачать (187 Кб) | |
| 726. | ТВ-6 | Скачать (535 Кб) | |
| 727. | ТВ-7 | Скачать (1455 Кб) | |
| 728. | ТВ-7М | ||
| 729. | ТВ-9 | ||
| 730. | Универсал-3М | Скачать (2902 Кб) | |
| Токарные обрабатывающие центры | |||
| 731. | Gemini 225 LMS | ||
| 732. | Gemini 250 MS | ||
| 733. | Gemini 250 SY | ||
| 734. | Gemini 5i-2SP | ||
| 735. | Merkur 225 B | ||
| 736. | Merkur 225 LB | ||
| 737. | Merkur 225 LMB | ||
| 738. | Merkur 225 LMR | ||
| 739. | Merkur 225 LR | ||
| 740. | Merkur 225 MR | ||
| 741. | Merkur 225 R | ||
| 742. | Merkur 245 B | ||
| 743. | Merkur 245 LB | ||
| 744. | Merkur 245 LMB | ||
| 745. | Merkur 245 LMR | ||
| 746. | Merkur 245 LR | ||
| 747. | Merkur 245 MR | ||
| 748. | Merkur 245 R | ||
| 749. | MERKUR GOLD TURN DL 22LMB | ||
| 750. | Taurus 250 | ||
| 751. | Taurus 250M | ||
| 752. | Taurus 300 | ||
| 753. | Taurus 300L | ||
| 754. | Taurus 300LM | ||
| 755. | Taurus 300M | ||
| 756. | Taurus 400 | ||
| 757. | Taurus 400L | ||
| 758. | Taurus 400LM | ||
| 759. | Taurus 400M | ||
| 760. | Taurus 450 | ||
| 761. | Taurus 450L | ||
| 762. | Taurus 450LM | ||
| 763. | Taurus 450M | ||
| 764. | Taurus 550 | ||
| 765. | Taurus 550L | ||
| 766. | Taurus 550LM | ||
| 767. | Taurus 550M | ||
| 768. | Taurus 600L | ||
| 769. | Taurus 600LM | ||
| 770. | Taurus 650 | ||
| Специальные токарные станки | |||
| 771. | 1Е811 | ||
| 772. | 1Е812 | ||
| Фрезерные станки | |||
| Универсально-фрезерные станки | |||
| 773. | 6725ПФ1 | ||
| 774. | 67Е25ПФ1 | ||
| 775. | 67К25МPF1 | ||
| 776. | 67К25ПР | ||
| 777. | 67К25ПФ1 | ||
| 778. | 67Л25 | ||
| 779. | 67Л25ПФ1 | ||
| 780. | 6ДМ80Ш | ||
| 781. | 6ДМ82Ш | ||
| 782. | 6ДМ83Ш | ||
| 783. | 6К81Ш | ||
| 784. | 6К81ШФ1 | ||
| 785. | 6К82Ш | ||
| 786. | 6К82ШФ1 | ||
| 787. | 6Л82ШФ1 | ||
| 788. | 6Р82Ш | Скачать (985 Кб) | |
| 789. | 6Р83Ш |
Скачать паспорт (инструкцию) на Широкоуниверсальный консольно-фрезерный станок 6Р83Ш |
|
| 790. | 6Т80Ш | Скачать (5305 Кб) | |
| 791. | 6Т82Ш | Скачать (8633 Кб) | |
| 792. | 6Т82ШФ1 |
Скачать паспорт (инструкцию) на широкоуниверсальный консольно-фрезерный станок 6Т82ШФ1 |
|
| 793. | 6Т83Ш |
Скачать паспорт (инструкцию) на широкоуниверсальный консольно-фрезерный станок 6Т83Ш |
|
| 794. | 6Т83ШФ1 |
Скачать паспорт (инструкцию) на Широкоуниверсальный консольно-фрезерный станок 6Т83ШФ1 |
|
| 795. | FU350MRApUG | ||
| 796. | FU350MRApUGNC | ||
| 797. | FU450MRApUG | ||
| 798. | FU450MRApUGNC | ||
| 799. | VH450 | ||
| 800. | VH480 | ||
| 801. | VH550 | ||
| 802. | VH650B | ||
| 803. | VH780 | ||
| 804. | X715 | ||
| 805. | X8132 | ||
| 806. | X8140 | ||
| 807. | X8145 | ||
| 808. | ВМ130М | ||
| 809. | НГФ-110Ш4+ВФГ | Скачать (2225 Кб) | |
| 810. | ОРША-Ф32У | ||
| 811. | ОРША-Ф32Ш | ||
| 812. | СФ-676 | Скачать (2501 Кб) | |
| 813. | ФС-250 | ||
| 814. | ФС-300 | ||
| Вертикально-фрезерные станки | |||
| 815. | 6560 | ||
| 816. | 65А60Ф1 | ||
| 817. | 6К11 | ||
| 818. | 6К12 | ||
| 819. | 6Л12 | ||
| 820. | 6Л12-1 | ||
| 821. | 6Л13 | ||
| 822. | 6Р12 | Скачать (1214 Кб) | |
| 823. | 6Р13 |
Скачать паспорт (инструкцию) на Вертикально-фрезерный станок по металлу 6Р13 |
|
| 824. | 6Т10 | Скачать паспорт (инструкцию) на вертикальный консольно-фрезерный станок 6Т10 | |
| 825. | 6Т12 | Скачать (4323 Кб) | |
| 826. | 6Т12Ф1 | ||
| 827. | 6Т13 | Скачать паспорт (инструкцию) на Вертикально фрезерный станок 6Т13 | |
| 828. | 6Т13Ф1 | ||
| 829. | FSS350MR | ||
| 830. | FSS350MRNC | ||
| 831. | FSS450MR | ||
| 832. | FSS450MRNC | ||
| 833. | V500 | ||
| 834. | V520 | ||
| 835. | V650A | ||
| 836. | V650B | ||
| 837. | VT550 | ||
| 838. | VT630 | ||
| 839. | WM5036 | ||
| 840. | WM5042 | ||
| 841. | ВМ 127М | Скачать (3095 Кб) | |
| 842. | ВФ180 | ||
| 843. | ВФ200 | ||
| Горизонтально-фрезерные станки | |||
| 844. | 6ДМ82Г | ||
| 845. | 6К81Г | ||
| 846. | 6Л82У | ||
| 847. | 6Л82У-1 | ||
| 848. | 6Л83 | ||
| 849. | 6Л83У | ||
| 850. | 6Р82 | Скачать (2005 Кб) | |
| 851. | 6Р82Г | Скачать паспорт (инструкцию) на Горизонтально-фрезерный станок 6Р82Г | |
| 852. | 6Р83 | Скачать паспорт (инструкцию) на Горизонтально-фрезерный станок 6Р83 | |
| 853. | 6Р83Г | Скачать паспорт (инструкцию) на Горизонтально-фрезерный станок 6Р83Г | |
| 854. | 6Т80 |
Скачать паспорт (инструкцию) на горизонтальный консольно-фрезерный станок 6Т80 |
|
| 855. | 6Т82 | ||
| 856. | 6Т82Г | ||
| 857. | 6Т83 | ||
| 858. | 6Т83Г | ||
| 859. | FU350MR | ||
| 860. | FU350MRNC | ||
| 861. | FU450MR | ||
| 862. | FU450MRNC | ||
| 863. | FW350MR | ||
| 864. | FW350MRNC | ||
| 865. | FW450MR | ||
| 866. | FW450MRNC | ||
| 867. | ГФ180 | ||
| 868. | ГФ200 | ||
| 869. | НГФ-110-Ш4 | Скачать паспорт (инструкцию) на горизонтальный фрезерный станок НГФ-110Ш4 | |
| 870. | ОРША-Ф32Г | ||
| Фрезерные станки JET | |||
| 871. | JMC-1448GH DRO | Скачать (1540 Кб) | |
| 872. | JMD-1452TS DRO | Скачать (1963 Кб) | |
| 873. | JMD-26X2 DRO | Скачать (2149 Кб) | |
| 874. | JMD-939GH | Скачать (730 Кб) | |
| 875. | JTM-1050EVS2 | ||
| 876. | JTM-1050TS | Скачать (758 Кб) | |
| 877. | JTM-1050VS | Скачать (469 Кб) | |
| 878. | JTM-1230PF DRO | ||
| 879. | JTM-1230W3 | Скачать (2014 Кб) | |
| 880. | JTM-1360TS DRO | Скачать (1335 Кб) | |
| 881. | JTM-949EVS | ||
| 882. | JUM-1144 DRO | Скачать (1299 Кб) | |
| 883. | JUM-1464 DRO | ||
| 884. | JVM-836TS | Скачать (740 Кб) | |
| Фрезерные станки PROMA | |||
| 885. | FH-100 | ||
| 886. | FH-150 | ||
| 887. | FH-170 | ||
| 888. | FHV-50P |
Скачать паспорт (инструкцию) на Универсальный фрезерный станок FHV-50P |
|
| 889. | FHV-50PD | Скачать (1933 Кб) | |
| 890. | FHV-50VD | ||
| 891. | FHX-50PD | Скачать (1773 Кб) | |
| 892. | FHX-55PD | ||
| 893. | FHX-70PD | ||
| 894. | FNS-55PD | ||
| 895. | FVV-125PD | Скачать (1853 Кб) | |
| 896. | FVV-200 | Скачать (3007 Кб) | |
| 897. | FVV-210 | ||
| 898. | FVX-125W | Скачать (3041 Кб) | |
| Фрезерные станки STALEX | |||
| 899. | BF60 DRO | ||
| 900. | BFM180 DRO | ||
| 901. | LM1450 | ||
| 902. | MUF1200 Servo | ||
| 903. | MUF150 Servo | ||
| 904. | MUF1600 Servo | ||
| 905. | MUF200 Servo | ||
| 906. | MUF2000 Servo | ||
| 907. | MUF50 DRO | ||
| 908. | MUF60 DRO | ||
| 909. | MUF65 DRO | ||
| 910. | WFM 750 Servo | ||
| 911. | WFM 800 | ||
| 912. | WFM 800 Servo | ||
| 913. | X5032A | Скачать (1845 Кб) | |
| 914. | X5032A Servo DRO | ||
| 915. | X5040 DRO | ||
| 916. | X6132 | ||
| 917. | X6326B DRO | ||
| 918. | XA7140 DRO | ||
| 919. | ZX6326 | ||
| 920. | ZX6350C | ||
| 921. | ZX7550CW | ||
| Фрезерные станки KNUTH | |||
| 922. | FPK 4 | ||
| 923. | FPK 5 | ||
| 924. | FPK 6 | ||
| 925. | HBF 206 | ||
| 926. | HBF 208 | ||
| 927. | HBF 306 | ||
| 928. | HBF 308 | ||
| 929. | KB 1400 | ||
| 930. | KB 2100 | ||
| 931. | KB 2500 | ||
| 932. | KBH 2000 | ||
| 933. | MF 1 | ||
| 934. | MF 1 P | ||
| 935. | MF 1 V | ||
| 936. | MF 1 VKP | ||
| 937. | MF 1 VP | ||
| 938. | MF 5 VKP | ||
| 939. | MF 5 VP | ||
| 940. | Predator 1600 VH | ||
| 941. | Servomill 1000 | ||
| 942. | Servomill 700 | ||
| 943. | Servomill UFM 6 | ||
| 944. | Servomill UFM 8 V | ||
| 945. | Servomill UWF 10 | ||
| 946. | Servomill UWF 12 | ||
| 947. | Servomill UWF 15 | ||
| 948. | Servomill UWF 5 | ||
| 949. | Servomill WF4.2 | ||
| 950. | UBF 1250 | ||
| 951. | UFM 3 Plus | ||
| 952. | UFM 6 | ||
| 953. | UFM 8 | ||
| 954. | UWF 1 | ||
| 955. | UWF 1.1 | ||
| 956. | UWF 10 | ||
| 957. | UWF 10 S | ||
| 958. | UWF 12 B | ||
| 959. | UWF 12 S | ||
| 960. | UWF 15 B | ||
| 961. | UWF 15 S | ||
| 962. | UWF 3 | ||
| 963. | UWF 4 | ||
| 964. | UWF 4 L | ||
| 965. | UWF 5 | ||
| 966. | VFM 4 | ||
| 967. | VFM 5 | ||
| 968. | VHF 1 | ||
| 969. | VHF 1.1 | ||
| 970. | VHF 2 | ||
| 971. | VHF 3 | ||
| 972. | WF 2.1 | ||
| 973. | WF 3.1 | ||
| 974. | WF 4.1 | ||
| 975. | WF 4.2 | ||
| Фрезерные станки OPTIMUM | |||
| 976. | BF16 Vario | ||
| 977. | BF20 / BF20L / BF20LD Vario | ||
| 978. | BF30 Vario | ||
| 979. | BF46 Vario | ||
| 980. | MB4 | ||
| 981. | MB4P | ||
| 982. | MF1 Vario | ||
| 983. | MF2 Vario — DPA | ||
| 984. | MF4 Vario | ||
| 985. | MH25SV | ||
| 986. | MH25V | ||
| 987. | MH28V | ||
| 988. | MT8 | ||
| 989. | МТ100 | ||
| 990. | МТ200 | ||
| 991. | МТ50 | ||
| Фрезерные станки ARSENAL | |||
| 992. | FU 251M | ||
| 993. | FU 301 | ||
| 994. | FU 321M | ||
| 995. | FU 361 | ||
| 996. | FU 401 | ||
| 997. | FUV 251M | ||
| 998. | FUV 301 | ||
| 999. | FUV 321M | ||
| 1000. | FUV 361 |