Формовочные и стержневые смеси
приготовляют из свежих песчано-глинистых
формовочных материалов, добавок и
отработанной смеси. В зависимости от
массы отливок расход формовочных смесей
колеблется от 500до
1300кг, а свежих материалов от 500 до1000кг на 100кг годных отливок.
Технологический процесс приготовленияформовочных смесей складывается
из следующих основных операций: 1)
предварительной обработки свежих
формовочных материалов и добавок;
предварительной обработки отработанной
формовочной смеси; 3) приготовления
смеси из предварительно подготовленных
свежих и отработанных формовочных
смесей, добавок и связующих.
Предварительная обработка свежихформовочных материалов включает
операции сушки песка, тонкого измельчения
каменного угля, просеивания песка и
угля. Отработанная смесь перед повторным
использованием охлаждается, разрыхляется,
подвергается магнитной сепарации и
просеивается.
Сушка песка и глины производится в
различных печах(трубчатых, вертикальных
и горизонтальных) и на плитах. Наиболее
распространены вертикальные и
горизонтальные сушильные печи.
Вертикальные печи применяют для сушки
кварцевых и малоглинистых песков. Для
жирных же песков и глин их не применяют
вследствие налипания материалов на
диски и плужки. Широкое применение
находят установки для сушки песка в
кипящем слое. В механизированных цехах
песок и глину сушат в барабанах с водяным
охлаждением песка после сушки.
Свежий песок сушат при 250С.
Производительность таких сушил от
5до 20т/ч и выше.
В последнее время стали применять
установки с сушкой песка горячим
воздухом. Песок из бункера загружают в
трубу, в которую снизу подается воздух,
нагретый до 200—250°С. Сырой
песок увлекается вверх со скоростью
15—17м/с и быстро высыхает.
Производительность установки может
доходить до 15т/ч сухого
песка.
Сухую глину размалывают и просеивают
до порошкообразного состояния. Глину
размалывают в бегунах или же в шаровых
мельницах. Тонкое размельчение глины
и каменного угля достигается в шаровых
мельницах. Шаровая мельница представляет
собой металлический барабан, футерованный
стальными плитками с зазорами между
ними. Глину или каменный уголь загружают
в барабан через воронку. При вращении
барабана стальные шары, находящиеся
внутри него, размалывают глину или
уголь. Размолотый материал проваливается
через зазоры между плитками и просеивается
через сито. Готовый материал высыпают
из барабана. Производительность шаровых
мельниц 100—8000кг/ч.
Вместо сухой глины часто применяют
глинистую и глиноугольную эмульсию
(раствор глины или глины и угольного
порошка в воде). При использовании
эмульсии глину и бентонит можно не
сушить и не молоть, в связи с чем отпадает
ряд операций по подготовке и транспортировке
этих материалов. Глинистая эмульсия
должна иметь плотность
1,09—1,15г/см3, ее приготовляют
следующим образом: в бак-мешалку с водой
загружают глину и перемешивают в течение
определенного времени до достижения
эмульсией заданной плотности. Готовую
эмульсию выпускают через вентиль
бака-мешалки.
Глиноугольную эмульсию приготовляют
в баке-концентраторе, в который подают
определенное количество глинистой и
глиноугольной эмульсии. После наполнения
бака-концентратора эмульсию перемешивают
до нужной плотности (1,1-1,5г/см3) и затем специальными
насосами-дозаторами автоматически
подают в бегуны или смесители.
Обработка отработанной формовочной
смеси.Отработанная формовочная
смесь, выбитая из опок, перед повторным
использованием должна быть предварительно
переработана.В
немеханизированных литейных цехах ее
просеивают на обычном сите или на
передвижной смесеприготовительной
установке, где происходит отделение
металлических частиц и других посторонних
примесей. В механизированных цехах
отработанная смесь подается из-под
выбивной решетки ленточным транспортером
в смесеприготовительное отделение.
Крупные комки смеси, образующиеся после
выбивки форм, обычно разминают гладкими
или рифлеными вальцами. Металлические
частицы отделяют магнитными сепараторами,
установленными на участках передачи
отработанной смеси с одного транспортера
на другой.
Регенерация (восстановление) заключается
в извлечении песка из отработанных
смесей и приведении его свойств в
соответствие с установленными техническими
требованиями на формовочные пески. В
зависимости от условий работы цеха
регенерацию отработанной смеси производят
различными способами: мокрым,
электрокоронным и специальным для
смесей, приготовленных на жидком стекле.
Мокрый способ регенерации применяют
главным образом в цехах, имеющих
гидравлические или пескогидравлические
установки для очистки отливок. При
мокром способе зерна песка с помощью
воды отмываются от глины и мелкой пыли,
которые потоком воды уносятся в отстойники
и далее в отход. Промытый и обеспыленный
песок оседает на дно сборника, откуда
грейфером подается в сушильную печь, а
затем просеивается и используется для
приготовления формовочных смесей.
При электрокоронной регенерации
отработанная смесь разделяется на
частицы разных размеров с помощью
высокого напряжения. Песчинки, помещенные
в поле электрокоронного разряда,
заряжаются отрицательными зарядами.
Если электрические силы, действующие
на песчинку и притягивающие ее к
осадительному электроду, больше силы
тяжести, то песчинки оседают на поверхности
электрода. Изменяя напряжение на
электродах, можно разделять песок,
проходящий между ними, по фракциям.
Регенерация формовочных смесей с жидким
стеклом осуществляется специальным
способом, так как при многократном
использовании смеси в ней накапливается
более 1—1,3%щелочи, что
увеличивает пригар, особенно на чугунных
отливках. Во вращающийся барабан
установки для регенерации подают
одновременно смесь и гальку, которые,
пересыпаясь с лопастей на стенкибарабана,механически
разрушают пленку жидкого стекла на
зернах песка. Через регулируемые жалюзи
в барабан поступает воздух, отсасываемый
вместе с пылью в мокрый пылеуловитель.
Затем песок вместе с галькой подают в
барабанное сито для отсеивания гальки
и крупных зерен с пленками. Годный песок
из сита транспортируют на склад.
Приготовление формовочных и стержневых
смесей.Очень важными операциями
являются увлажнение и перемешивание
смеси. Тщательное перемешивание смеси
необходимо для равномерного распределения
ее составляющих. При перемешивании
глина и связующее обволакивают зерна
песка, комья отдельных составляющих
разрушаются и равномерно распределяется
влага. Хорошо перемешанная смесь обладает
максимальной прочностью и газопроницаемостью.
Для перемешивания смеси применяют
лопастные смесители или бегуны.
Лопастной смеситель ‑ это машина
непрерывного действия, он может быть
встроен в автоматизированную
смесеприготовительную систему. Смеситель
часто применяют для приготовления
смесей с низким содержанием глины
(наполнительных смесей, сыпучих и т. д.)
или смесей с жидкими связующими. Смеси
с высоким содержанием глины в лопастном
смесителе плохо перемешиваются и поэтому
обладают низкими технологическими
свойствами. Такие смеси обычно приготовляют
в катковых смесителях-бегунах.
Порядок загрузки составляющих смеси.
Сначала загружают сухие материалы:
песок, глину и отработанную формовочную
смесь. Сухую смесь перемешивают примерно
1-3минуты и затем увлажняют. В случае
применения глинистой эмульсии (раствора
глины в воде или же глиноугольной
эмульсии) влажность регулируют добавлением
раствора эмульсии и воды. После увлажнения
смесь еще раз перемешивается в течение
нескольких минут. Связующие обычно
загружают последними. Продолжительность
перемешивания составляет для смеси:
наполнительной 2-3мин,
3-5минут и облицовочной
5—10мин.
Для быстросохнущих облицовочных смесей
особое значение порядок загрузки и
продолжительность перемешивания смесей.
Обычно быстросохнущие смеси приготовляют
в смешивающих бегунах. При приготовлении
этих смесей сначала в бегуны загружают
сухие материалы (отработанную смесь,
песок, добавки и пр.) и перемешивают в
течение 5минут, затем
вводят связующее и воду, все перемешивают
еще 7—10мин. Готовая смесь
должна вылежаться перед употреблением
в течение нескольких часов для равномерного
распределения в ней влаги.
При приготовлении быстросохнущих смесей
с жидким стеклом сначала загружают
песок, глину и перемешивают
2-3мин, потом добавляют едкий натр
и смесь еще раз перемешивают
3-4минуты, затем вводят жидкое стекло
и опять перемешивают 10—12минут. После этого добавляют мазут и
снова перемешивают в течение 4-5 минут.
Соседние файлы в папке Материаловедение
- #
12.08.2013294 б11240-0781.INF
- #
- #
12.08.2013265 б11240-1147.INF
- #
12.08.20133.21 Mб13240-1654.DOC
- #
12.08.2013214 б11240-1654.INF
- #
- #
12.08.2013231 б11240-1659.INF
- #
- #
- #
12.08.2013221 б11240-1858.INF
- #
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ФОРМОВОЧНЫМ СМЕСЯМ И ФОРМАМ
Формовочные смеси и формы испытывают совместные механическое, тепловое и химическое воздействия заливаемого сплава, и к ним предъявляются требования по многим критериям, рассмотренным далее.
Огнеупорность – способность формовочных смесей выдерживать высокие температуры, сохраняя целостность формы.
При выборе формовочных смесей учитывают температуру заливки сплава. Это особенно важно при изготовлении крупных толстостенных отливок, для которых время воздействия жидкого металла на форму возрастает. Температура поверхности формы при этом достигает температуры заливки металла, что может привести к оплавлению, спеканию формовочной смеси. Температуры плавления некоторых сплавов и огнеупорность формовочных смесей для них приведены в табл. 1.
Таблица 1. Огнеупорность формовочных материалов с учетом температуры плавления заливаемых сплавов
| Сплав, марка | Температура плавления сплава, °С | Огнеупорность, °С |
| Сталь, 35Л | 1500 | 1700 |
| Чугун, СЧ20 | 1170 | 1500 |
| Бронза | 1080 | 1200 |
| Алюминиевый | 600 | 800… 1000 |
Прочность – способность форм (стержней) противостоять внешнему воздействию без разрушения и без изменения геометрических параметров. Требования к прочности смесей меняются в процессе изготовления отливки. Прочность должна быть достаточной, чтобы обеспечить целостность формы при протяжке, перемещении ее на конвейере, где возможны соударения, а также при заливке, чтобы противостоять статическому и динамическому давлению и тепловому воздействию жидкого металла.
Значения прочности формовочных смесей при сжатии для сырых форм находятся в пределах σw = 0,05…0,2 Н/мм2, в том числе для ручной формовки – до 0,05 Н/мм2, для машинной – от 0,05 до 0,1 Н/мм2 и для автоматизированных формовочных линий – от 0,1 до 0,2 Н/мм2.
Для изготовления крупных отливок характерно существенное повышение металлостатического давления и теплового воздействия на форму, поэтому для исключения подутия отливок необходима либо поверхностная сушка формы (подсушенные формы), либо сушка на всю толщу формы (сухие формы). Прочность формы при этом повышается. Для обеспечения заданных геометрической точности и точности размеров отливок рекомендуется выбирать формы с учетом массы отливок: для отливок массой до 1 т используют сырые формы, отливки массой от 1 до 2 т изготавливают в подсушенных формах, а отливки свыше 2 т – в сухих формах.
Прочность смесей для стержней после теплового или химического упрочнения достигает σР = 1…3 Н/мм2, при этом прочность смесей при сжатии для стержней в неупрочненном состоянии является низкой (0,005 Н/мм2).
В процессе затвердевания и охлаждения отливки форма и стержень должны иметь хорошую податливость для предотвращения горячих и холодных трещин в отливках.
Во время выбивки необходимо обеспечить хорошее отделение формовочных смесей от отливки, т. е. их выбиваемость.
Выбиваемость, или остаточная прочность, – способность формовочных смесей отделяться от отливки при выбивке. Остаточная прочность песчано-глинистых смесей не должна превышать σОСТ = 0,2 Н/мм2.
Теплофизические свойства смесей определяют теплообмен отливки и формы, от которого зависит скорость затвердевания, а следовательно, и структура отливок, и их механические свойства, а также время выбивки отливок. Кроме того, от теплообмена отливки с формой зависит глубина прогрева формы, от которой, в свою очередь, зависит потеря активности компонентами смеси и необходимое их освежение (восстановление технологических свойств).
Теплофизические свойства формовочных материалов оцениваются коэффициентами теплоаккумуляции bФ и температуропроводности аФ:
![]() (1)
(1)
![]() (2)
(2)
где λ – коэффициент теплопроводности, Вт /(м • К); с –удельная теплоемкость, Дж/(кг•К); ρ – плотность вещества, кг/м3.
Пластичность – способность формовочных смесей деформироваться и сохранять полученную деформацию после снятия нагрузки.
Газотворность – способность формовочных смесей выделять газы при заливке металла.
Газопроницаемость – способность формовочных смесей пропускать газы.
Гигроскопичность – способность формовочных смесей адсорбировать влагу из окружающей среды, при этом часто механические свойства уплотненных смесей (особенно стержневых) снижаются.
Долговечность – способность формовочных смесей к многократному использованию.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА СМЕСЕЙ
Влажность. Вода, содержание которой определяет влажность смесей, может быть самостоятельным компонентом связующей композиции (песчано-глинистые, цементные смеси) и входить в состав одного из ее компонентов как растворитель (жидкое стекло, водорастворимые синтетические смолы, технические лигносульфонаты и др.).
В первом случае влажность влияет практически на все технологические свойства: прочность, газотворность, газопроницаемость, уплотняемость, формуемость, текучесть, прочность в зоне конденсации, высокотемпературные свойства.
Прочность при сжатии σW и газопроницаемость К связаны с влажностью зависимостью (рис. 1).
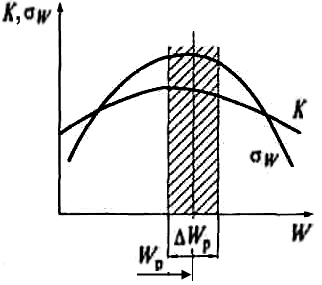
Рис. 1. Принципиальные зависимости газопроницаемости К и прочности при сжатии σW смесей от их влажности W
Прочность, и газопроницаемость с увеличением влажности возрастают и при определенной влажности достигают максимальных значений, а далее следует период их спада.
Превышение или снижение влажности ΔWР относительно рабочей WР влажности более чем на 10… 15 % приводит к поверхностным дефектам в отливках (пригар, ужимины), внутренним дефектам (газовые раковины), к снижению прочности формы и подутию отливок, снижению поверхностной прочности формы, к засору отливок.
Превышение или снижение влажности относительно рабочей приводит также к колебанию уровня контрлада полуформы после уплотнения при объемном дозировании смеси. Это связано с тем, что уплотняемость смеси напрямую зависит от ее влажности. С повышением влажности смесь в определенном интервале комкуется и становится «воздушной» с большим объемом пор, поэтому при том же уплотнении уровень контрлада понижается. При понижении влажности высота смеси после уплотнения будет превышать высоту опоки.
При установке нижней полуформы на подопечный щиток в первом случае произойдет проседание кома смеси в опоке, а во втором — его выдавливание, что приведет к дефекту отливок по геометрии. В автоматизированном производстве используют смеси пониженной влажности, при этом излишек смеси со стороны контрлада удаляется путем срезания специальными устройствами.
Во втором случае, когда вода входит в состав компонентов смеси, содержание воды характеризует концентрацию связующего или катализатора и влияет как на скорость упрочнения, так и на другие технологические свойства.
В формовочных материалах различают следующие виды воды:
– конституционная, т. е. вода, которая входит в химический состав материала. Например, для глины конституционная вода удаляется при температуре 350…700 °С, после чего связующая способность глины теряется. По этой причине из-за нагрева смеси вблизи отливки до названных температур смесь периодически необходимо освежать, а при сушке форм температура не должна превышать 400 °С;
– адсорбционная вода в песчано-глинистых смесях образуется при набухании глины вследствие внедрения молекул воды в межслоевые пространства;
– капиллярная вода удерживается капиллярными силами, силами смачивания. Вода этого вида образуется при формировании гелей (например, в СО2-процессе, при поликонденсации смол), в результате поглощения воды из влажного воздуха и в процессе ее капиллярной конденсации.
При определении влажности путем высушивания смесей при 105… 110 °С удаляются только адсорбционная и капиллярная вода. В лабораторных условиях навеску смеси (50 ± 0,01) г помещают в предварительно высушенную и взвешенную емкость, сушат при 105… 110 °С в течение 30 мин, после чего взвешивают.
Влажность, %, определяют по уравнению
W= [(m1 – m2)/m]∙100, (3)
где т1 – масса емкости с навеской до высушивания, г; m2 – то же, после высушивания, г; m – масса навески до высушивания, г. Для сокращения продолжительности испытания сушку проводят инфракрасной лампой. Для этого используют приборы модели 062M2 УЗЛО (Усманский завод литейного оборудования). Продолжительность сушки составляет 10… 15 мин.
В неавтоматизированных литейных цехах выпуск смеси из смесителей выполняет опытный оператор по показаниям ручной пробы (нем. handformgerecht), когда испытуемая смесь сжимается в руке, и далее по отпечатку на уплотненной смеси судят о влажности, а по усилию разрушения большим пальцем образца, лежащего, как на опорах, на указательном и безымянном пальцах, – о прочности.
Формуемость. Данное свойство характеризует способность формовочной смеси воспроизводить конфигурацию модели, заполнять карманы при свободной засыпке. Близким по смыслу к формуемости является понятие «сыпучесть». Чем больше влажность смеси, тем формуемость меньше. Формуемость определяют путем просеивания смеси в сетчатом барабане диаметром 100… 110 мм с размерами ячейки сетки 2,5 мм. Частота вращения барабана 60 мин-1, масса навески 200 г, время вращения 10 с. Формуемость оценивают индексом формуемости Iф, %, по уравнению
IФ = (m2/m1)∙100 (4)
где m2 – масса смеси, прошедшей через сетку; m1 – масса исходной навески. При IФ = 75… 80 % влажность смеси соответствует требованиям по готовности смеси. Индекс формуемости используется при организации автоматизированного контроля влажности.
Газотворность. Способность формовочных материалов выделять газы при нагревании называется «газотворностью». В подавляющем большинстве случаев газотворность формовочных материалов является одним из факторов, влияющих на образование газовых раковин в отливках. Источники образования газов в литейной форме связаны со следующими процессами:
– испарение влаги при заливке (при испарении 1 см3 воды выделяется 1200… 1450 см3 водяного пара);
– сгорание органических связующих;
– окислительно-восстановительные реакции на границе металл – форма.
Газотворность характеризуют двумя параметрами:
1) в случае абсолютной газотворности общим объемом газов Q, см3, выделившихся из навески смеси при нагреве, или производными от Q, а именно – удельной массовой газотворностью, см3/ г (величину Q делят на массу испытуемой смеси), и удельной объемной газотворностью, см3/см3 (величину Q делят на объем смеси);
2) температурой газификации связующих материалов.
Газотворность смеси косвенно и приближенно можно характеризовать по потерям при прокаливании (п.п.п.) веществ, которые определяются при нагреве навески (5 ±0,01) г до температуры 900 °С и удалению из навески всех видов воды, полному сгоранию органических веществ и газификации неорганических веществ. Величину п.п.п. определяют по уравнению, %:
п.п.п. = [(mИСХ – mПР) /mИСХ]100, (5)
где mИСХ – исходная масса смеси; тПР – масса смеси после прокаливания.
Наибольшее распространение получил способ газификации навески смеси в специальной трубчатой печи (рис. 2).
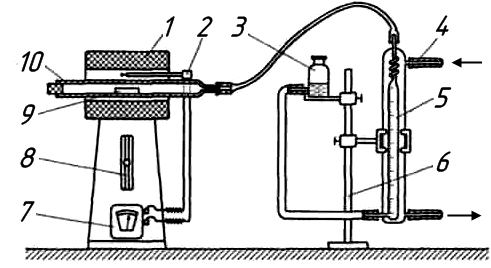
Рис. 2. Схема установки для определения газотворности: 1 – печь Марса; 2 – термопара; 3 – уравнительный сосуд; 4 – подводка охлаждающей жидкости; 5 – мерная бюретка с холодильником; 6 – штатив; 7 – гальванометр; 8 – реостат печи; 9 – лодочка с навеской; 10 – кварцевая трубка
Установка состоит из трубчатой печи 7, в которую вставляется кварцевая или фарфоровая трубка 10 внутренним диаметром 18… 20 мм. один конец трубки соединен с водоохлаждаемой мерной бюреткой 5 объемом 50… 100 см3. В другой конец трубки по достижении в ней необходимой температуры устанавливают фарфоровую лодочку 9, после чего трубку быстро закрывают пробкой и включают секундомер для отсчета объема вытесненной воды из бюретки за следующие принятые промежутки времени: 15, 30, 45, 6 с и т. д. Выделяющийся из навески массой (3± 0,1) г газ поступает в мерную бюретку, вытесняя из нее воду в уравнительный сосуд 3. Перед началом испытаний уровень воды в бюретке должен быть на нуле.
С помощью данного прибора можно определять следующие параметры:
– общий объем Q, см3, газов выделяющихся из навески при полной ее газификации (абсолютная газотворность), и его производные;
– температуру газификации связующих материалов, при которой наступает максимум газообразования.
Для сравнительного анализа связующих по их газотворности представляет интерес кинетика выделения газов. На рис. 3 представлены кривые изменения объема выделившихся газов во времени τ для связующих М (кривая 1) и льняного масла (кривая 2).
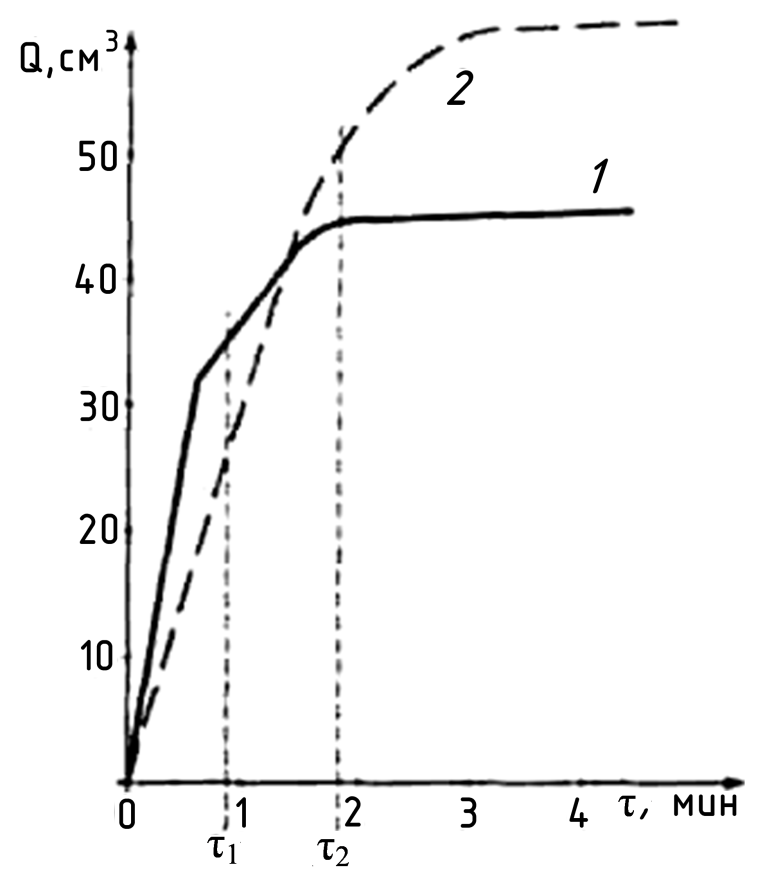
Рис. 3. Кинетика выделения газов для связующих M (кривая 1) и льняного масла (кривая 2)
Показано также время образования твердой корки тонкостенных (τ1) и толстостенных (τ2) отливок. На основании приведенных данных можно заключить, что связующее М предпочтительнее для толстостенных, а льняное масло — для тонкостенных отливок, так как к моменту образования твердой корки на отливке они выделяют меньше газов.
В табл. 2 приведены примерные значения температур газификации и величин удельной массовой газотворности некоторых связующих материалов.
Таблица 2. Температура газификации и величина газотворности различных связующих
| Связующие материалы | Примерная температура газификации, °С | Примерная удельная газотворность, см3/г |
| Карбамид формальдегидная смола | 280…320 | 410 |
| Декстрин | 330…380 | 850 |
| Патока | 380…420 | 540 |
| Сульфитная барда | 400…520 | 500 |
| Бентонит (химически связанная вода) | 200…420 | 20…100 |
| Льняное масло | 420…480 | 500 |
| Фенолформальдегидная смола | 650…750 | 460 |
Газопроницаемость. Способность форм и стержней пропускать через себя газы определяется газопроницаемостью формовочных материалов. Для характеристики газопроницаемости формовочных материалов используют уравнение, выведенное на основе закона фильтрации Дарси, согласно которому
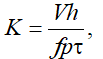 (6)
(6)
где K – газопроницаемость, см4/(гc · мин); V – объем воздуха, прошедшего через образец, V = 2000 см3; h – высота образца, h = 5 см; f – площадь поперечного сечения образца, f = 19,6 см2; p – показание манометра, см вод. ст. (гс/см2); – время прохождения 2000 см3 воздуха через образец, мин.
После подстановки цифровых значений уравнение (4.1) примет вид
K = 509,6 / (рτ). (7)
Для испытаний используется широко известный в стране и за рубежом прибор, принципиальная схема которого представлена на рис. 4.
Прибор состоит из неподвижного и подвижного резервуаров, внутри которых встроены трубки. Нижний неподвижный резервуар 9 заполнен водой, выполняющей роль гидравлического затвора. Воздух под действием массы резервуара через отверстия в трубке поступает через трехходовой кран 7 в гильзу 5, в которой находится образец 4 испытуемой смеси.
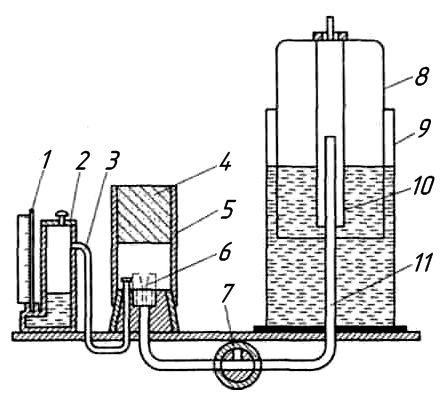
Рис. 4. Принципиальная схема прибора для определения газопроницаемости смесей: 1 – манометр; 2 – корпус резервуара манометра; 3 – трубка; 4 – образец смеси; 5 – металлическая гильза с фаской; 6 – ниппель; 7 – трехходовой кран; 8 – подвижный колокол; 9 – резервуар с водой; 10 – трубка колокола; 11 – трубка резервуара
При испытании измеряют манометрическое давление р с помощью камерного манометра 1, в камеру которого наливается вода через отверстие, закрываемое пробкой с винтовой нарезкой. Так как объем камеры больше, чем объем канала стеклянной трубки, высота уровня в этой камере принимается условно неизменной.
Образцы для испытаний на газопроницаемость имеют такие же размеры (диаметр 50 мм и высота 50 мм), что и стандартные образцы для механических испытаний. Они изготовляются в металлической гильзе с посадочным конусом. Для испытаний сухих образцов используется неразъемный патрон Фишера, имеющий по внутреннему диаметру резиновое уплотнение. На приборе газопроницаемость определяют нормальным и ускоренным способами.
При нормальном способе определения газопроницаемости через образец испытуемой смеси пропускается 2000 см3 воздуха. При этом по секундомеру фиксируют время опускания колокола и снимают показания о давлении по манометру.
Пример. При испытании образца определено манометрическое давление р = 2,8 см вод. ст. Время прохождения 2000 см3 воздуха равно 1,5 мин. Газопроницаемость в этом случае будет равна1
К = 509,6/(2,8·1,5) = 121 см4/(гс·мин).
(1Прибор, применяемый во всем мире, имеет шкалу с приведенной размерностью газопроницаемости).
В практической работе размерность опускается и принимается, что газопроницаемость измеряется величиной, равной 121 ед.
Давление под колоколом при ускоренном методе испытания должно составлять 10 см вод. ст. С этой целью на подвижный колокол надевают съемные чугунные кольца.
Наличие перед образцом калиброванного отверстия заранее определяет возможный расход воздуха. Поэтому газопроницаемость определяется только как функция давления, и необходимость отсчета времени отпадает. Давление перед образцом выравнивается в сотые доли секунды, поэтому нет необходимости дожидаться опускания колокола до отметки 2000 см3.
Заглушка с калиброванным отверстием D = 0,5 мм применяется в том случае, когда газопроницаемость смеси ожидается менее 50 ед., а в случае большей газопроницаемости устанавливается заглушка с калиброванным отверстием D = 1,5 мм.
При ускоренном методе газопроницаемость для калибров диаметров 0,5 и 1,5 мм подсчитывается по уравнениям:
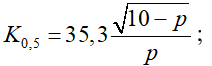 (8)
(8)
;  (9)
(9)
При испытании газопроницаемости требуется определить только манометрическое давление р (перед образцом).
Для упрощения определения газопроницаемости ускоренным способом используют специальные таблицы, которые составлены в соответствии с уравнениями (4.8) и (4.9) и приведены на неподвижном резервуаре прибора.
Испытание проводят на трех образцах, при этом принимаются только три результата, которые различаются один от другого не более чем на 10 %. К факторам, влияющим на газопроницаемость, относятся зерновой состав, плотность, влажность.
С увеличением диаметра зерен и однородности кварцевого песка газопроницаемость увеличивается, а при увеличении плотности набивки формы – уменьшается.
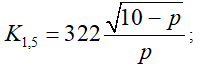
Зависимость газопроницаемости К от влажности W песчано-глинистых смесей отличается от теоретических представлений (рис. 5).
Рис. 5. Зависимость газопроницаемости формовочных смесей от влажности: 1 – теоретическая кривая; 2 – практическая кривая
Кривая 1 изображает теоретическую кривую изменения газопроницаемости — при увеличении влажности вода заполняет поры и газопроницаемость уменьшается. Реальный процесс отражает кривая 2. До точки А теоретическая 1 и практическая 2 кривые не совпадают. Практическое увеличение газопроницаемости до точки А объясняется тем, что при малой влажности вода способствует укрупнению пылевидных частиц, поры при этом увеличиваются, кроме того, при смачивании каналов снижается трение проходящих газов. При влажности более высокой, чем в точке А, каналы заполнены водой, и газопроницаемость снижается, кривые 1 и 2 на графике совпадают.
Увеличить газопроницаемость смеси названными факторами в текущем производстве практически невозможно. Поэтому реально стремятся повышать не газопроницаемость смесей, а газопроницаемость формы и стержней за счет вентиляционных каналов, наколов в форме и стержнях и применением пустотелых стержней. Особенно важно проведение мероприятий по увеличению газопроницаемости для стержней.
При выборе минимально необходимой газопроницаемости для вновь разрабатываемых смесей учитываются такие факторы, как масса и толщина стенки будущей отливки, температура заливки сплава, конструктивный параметр стержня.
Увеличение температуры заливки сплава повышает интенсивность газотворности смесей, а при увеличении массы и толщины стенки возрастает продолжительность взаимодействия жидкого металла и формы.
Поток газов от отливки к стержню по форме сужающийся (стрелки направлены внутрь стержня), а от отливки в форму – расширяющийся (рис. 6).
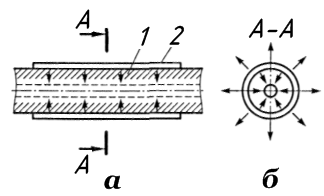
Рис. 6. Поток газов от отливки в стержень (а) и в стержень и форму (б): 1 – стержень; 2 – отливка
Поэтому при прочих равных условиях газопроницаемость стержней должна быть выше газопроницаемости формы. Для стержней при выборе минимально необходимой газопроницаемости смеси дополнительно учитывается коэффициент N конструктивной сложности стержня
N = SЗ.С/(SК.М lФ), (4.10)
где SЗ.C – площадь сечения знаков стержня; SКМ – поверхность стержня, контактируемая с металлом; lФ – длина пути фильтрации.
Для стержней первой группы сложности N = 0,002 и рекомендуемая газопроницаемость не менее 150 ед., а для стержней пятой группы коэффициент N выше 0,3 и рекомендуемая газопроницаемость не менее 40 ед.
Прочность. Важным свойством формовочной смеси является ее прочность, которую определяют как предел прочности при разрушении стандартного образца для выбранного вида нагружения. Прочность любой скелетной системы, к которой относятся формовочные и стержневые смеси, зависит от прочности связи между частицами в зоне контакта, площади и числа этих контактов. Контакт учитывается в том случае, если зерна наполнителя контактируют через пленку связующего.
Теоретически разрушение единичного контакта может быть адгезионным и развиваться по границе связующее – наполнитель и когезионным – развиваться по связующему. В частности, в песчано-глинистых смесях в большинстве случаев разрушение носит когезионный характер.
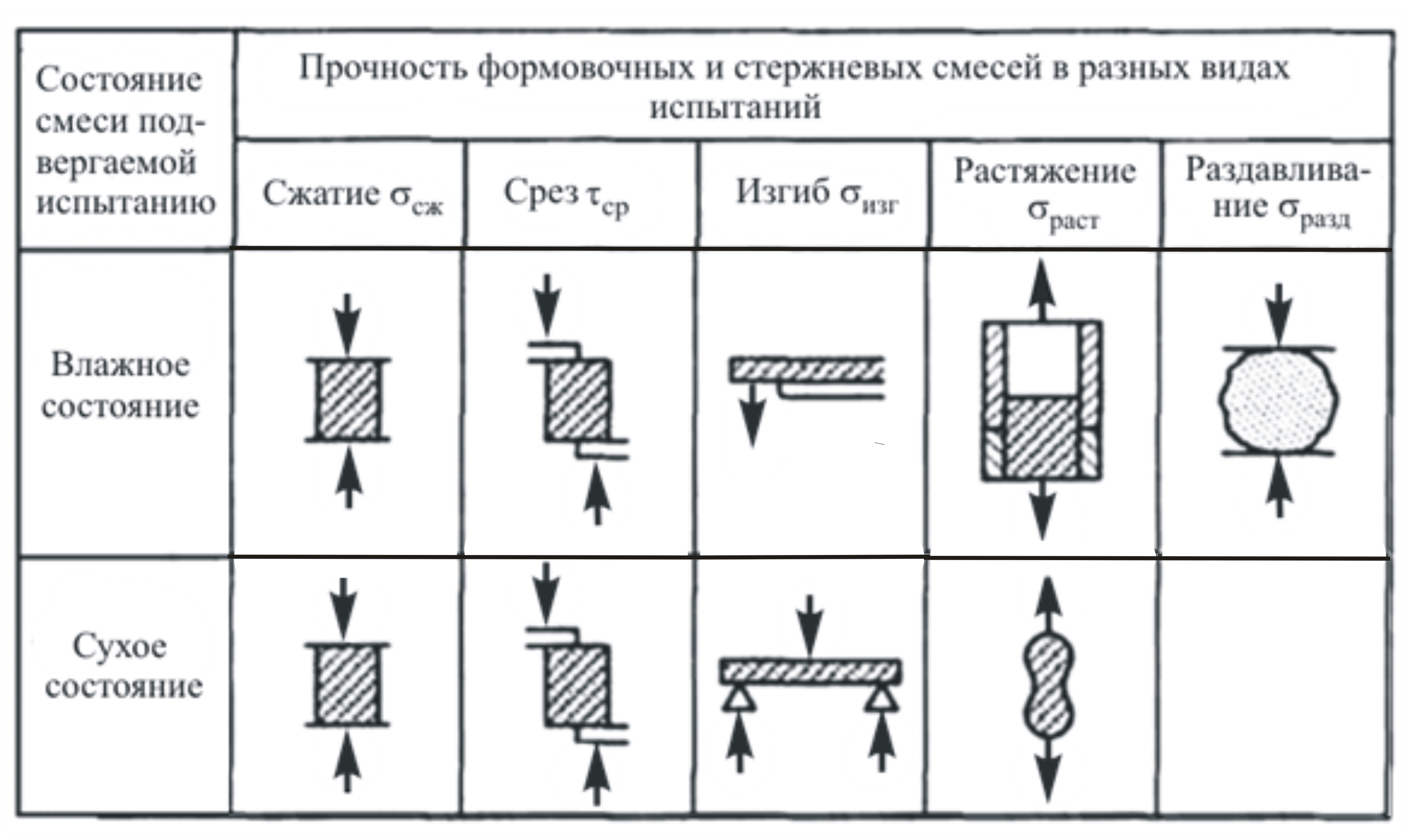
Пробы формовочных и стержневых смесей в массовом производстве отбирают для экспресс-анализа один–два раза в час. Из смеси изготовляют образцы цилиндрической формы диаметром 50 мм и высотой (50 ± 0,8) мм, а также образцы в виде восьмерок, сечение в месте разрыва которых составляет 2,5 х 2,5 см. Цилиндрические образцы испытываются на сжатие и раздавливание, а восьмерки — на растяжение (стержневые смеси). Кроме того, для стержневых смесей (ХТС и отверждаемых в нагретой оснастке) проводят испытание на изгиб образцов квадратного сечения с размерами 25 х 25 х 200 мм. В табл. 3 представлены схемы испытаний механических свойств смесей.
Таблица 3. Схемы нагружений при испытаниях механических свойств смесей
Прочность должна обеспечивать целостность форм и стержней при любом виде нагружения. Примерные значения минимальной прочности на сжатие во влажном состоянии песчано-глинистых смесей следующие: формы для АФЛ – 0,1…0,2 Н/мм2, для машинной формовки – 0,05…0,1 Н/мм2. Для стержней средней сложности массой до 40 кг холоднотвердеющие смеси (ХТС) или смеси с тепловой сушкой должны иметь предел прочности при разрыве 0,8… 1,0 Н/мм2, для стержней массой 40…250 кг этот показатель составляет 1,2… 1,5 Н/мм2. У стержней, полученных в нагреваемой оснастке, прочность при растяжении (сразу после изготовления) должна быть не менее 0,25…0,3 Н/мм2, а прочность при растяжении после охлаждения – 1,6…2,0 Н/мм2.
Прочность ХТС, отверждаемых продувкой SО2, CО2, аминами и другими реагентами, первый раз определяют через 30…60 с после продувки и далее – через заданные интервалы времени. Важной характеристикой прочности ХТС является время отверждения, которое устанавливается в зависимости от характера производства, например для единичного и мелкосерийного производств оно равно 1…2 ч. Полную информацию о времени отверждения дает зависимость прочности от времени в интервале его изменения от 0,5… 1 до 24 ч.
Для испытания механических свойств влажных и сухих образцов из формовочных и стержневых смесей используют прибор АО «ЛИТОФОРМ» модели Л.03 с набором съемных приспособлений.
Разрушение литейных форм в основном происходит при растяжении, однако этот вид испытаний достаточно трудоемкий, поэтому при оценке прочности при растяжении зачастую используют соотношения, которые получены экспериментально (например, соотношение прочностей при сжатии, срезе и растяжении может быть следующим – σСЖ : σСР : σРАСТ = 10 : 3 : 1), и по прочности при сжатии судят о прочности при растяжении. Следует отметить, что соотношение между σСЖ и σРАСТ зависит от состава смеси, уплотнения, прочности. Предел прочности при раздавливании σРАЗД в отличие от σСЖ более определенно связан с σРАСТ, и его легче определять в лабораторных условиях. Регрессионное уравнение взаимосвязи этих двух видов прочности, полученное статистической обработкой опытных данных по нескольким составам песчано-глинистых смесей, приведено к простому виду
σРАЗД = 0,66 σРАСТ. (11)
Поэтому в литейных цехах при экспресс-анализе проводят испытание прочности на раздавливание.
Осыпаемость. Склонность смеси к разрушению поверхностного слоя при истирании характеризуется осыпаемостью. Испытания проводят в течение 1 мин на барабане диаметром 100… 110 мм, образующая которого покрыта сеткой с ячейками 2,5 х 2,5 мм. Частота вращения барабана 60 мин-1. Осыпаемость, %, определяют по уравнению
OC = [(mИСХ – mИСП)/mИСХ]100 (12)
где тИСХ – исходная масса стандартного цилиндрического образца; тИСП – масса стандартного цилиндрического образца после испытания.
Поверхностная прочность смеси (осыпаемость) влияет на брак по засорам при изготовлении отливок в сырых песчано-глинистых формах. Изменение осыпаемости для смесей на других связующих также связано с понижением или повышением влажности поверхностного слоя из-за испарения и поглощения влаги гигроскопичным связующим. Для песчано-глинистых смесей изменение осыпаемости связано с уменьшением влажности поверхностного слоя из-за испарения и нарушения оптимального соотношения долей глина : вода.
Скорость этих процессов зависит от влажности смеси, влажности воздуха и от температуры. У гигроскопичных связующих при относительной влажности воздуха, превышающей 80… 85 %, влажность смеси в поверхностном слое растет, поверхностная прочность падает, и начинает проявляться значительная осыпаемость. Если связующее при хранении высыхает, то поверхностная прочность смеси зависит от его природы и способа отверждения. Самотвердеющие смеси с жидким стеклом и смолами, как правило, упрочняются при хранении. У этих смесей повышенная осыпаемость является признаком того, что стержень или форма изготовлены из смеси, частично потерявшей живучесть.
При СО2-процессе, особенно при «передуве» или пониженном содержании жидкого стекла, осыпаемость растет из-за развития напряжений в высыхающей сетке силикагеля. В производственных условиях для стабильной технологии осыпаемость не должна превышать 0,1… 0,2 %.
Твердость. Данное свойство, характеризующее сопротивление поверхности уплотненной смеси внедрению в нее более твердого тела, не может отождествляться с поверхностной прочностью, но является косвенной характеристикой других свойств смеси, например ее прочности, которая напрямую имеет взаимную связь с твердостью.
Оценка твердости производится по ГОСТ 2189 для сырых и сухих образцов и форм. Для сырых образцов и форм применяют твердомер модели 04412А(071). При проведении испытания твердомер устанавливают на плоскую поверхность цилиндрического образца (формы) и нажимают на корпус. При этом шарик под действием пружины внедряется в смесь. Сила сопротивления внедрению сжимает пружину, перемещает наконечник и приводит в движение стрелку прибора. Шкала разбита на 100 делений (единиц). Глубина внедрения шарика изменяется в пределах 0…5 мм при максимальном усилии 1,0 кгс (9,81 Н). Чем сильнее уплотнена форма, тем большие значения твердости показывает прибор. Твердомер используется для контроля уплотнения форм. Для машинной формовки твердость формы составляет 70…80 ед., для форм АФЛ – 85…95ед.
Для контроля твердости сухих форм применяют твердомер модели 04421 Усманского завода. Оценка твердости производится по сопротивлению при погружении в образец ножевого наконечника на глубину 0…2,5 мм под нагрузкой 1,1…2,0 кгс (10,8… 19,6 Н). В качестве образца используется стандартный образец – «восьмерка». Испытанию подвергается поверхность образца, обращенная при его изготовлении к нижней подставке ящика. При проведении испытаний твердомер устанавливают опорной поверхностью на образец таким образом, чтобы нож находился слева от края образца. Затем твердомер равномерно перемещают слева направо вдоль образца, плотно прижимая его к поверхности образца.
Показания твердости фиксируются по отклонению стрелки на циферблате, устроенном по тому же принципу, что и в твердомере модели 04412А(071).
Пластичность. Способность уплотненных смесей деформироваться под действием нагрузки без разрушения и сохранять полученную деформацию после снятия нагрузки называется «пластичностью». Формовочные и стержневые смеси являются преимущественно хрупкими материалами, плохо сопротивляются растяжению и ударам, чувствительны к местным напряжениям. При уменьшении пластичности осложняются операции извлечения стержней из ящиков и протяжки моделей и возникают поломки форм и стержней.
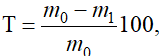
Измерение стрелы прогиба производится только при испытании на изгиб образца, изготовленного из стержневой смеси с σСЖ > 0,5… 1,0 Н/мм2. Для характеристик пластичности песчано-глинистых смесей используется показатель, называемый Shatter-index и определяемый на приборе модели 406631 РМТ фирмы «G. Fischer». При этом испытуемый образец 3 (рис. 7), выталкиваемый толкателем 1 из гильзы 2, с высоты 1830 мм падает на сетчатую наковальню 4 с размерами ячеек 13,2 мм и разрушается.
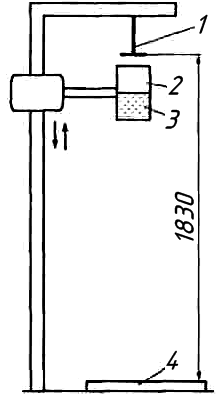
Рис. 7. Установка Shatter-control для определения пластических свойств смесей: 1 – толкатель; 2 – гильза; 3 – испытуемый образец; 4 – наковальня
Размер кусков зависит от пластичности. Масса разрушенного образца, не прошедшего через сетку, является мерой пластичности. Чем больше смеси на сетке, тем более пластичная смесь.
В производственных условиях для песчано-глинистых смесей мерой пластичности является соотношение σСЖ / σР, которое может колебаться в интервале .. 12: чем выше этот критерий, тем смесь пластичнее. Наименьшее число дефектов форм наблюдается при соотношении σСЖ / σР > 10… 12. Для холоднотвердеющих смесей (ХТС) σСЖ / σР понижается по мере отверждения, и из пластичной смесь превращается в хрупкую при значениях соотношения прочностей 5,00…2,45.
Уплотняемость. Способность смеси уменьшать объем под действием приложенной внешней нагрузки характеризует такой показатель, как уплотняемость в процентах
 (20)
(20)
где VH, VK – соответственно начальный и конечный объемы смеси, т. е. объем до и после уплотнения.
Как технологическое свойство уплотняемость используется в основном для песчано-глинистых смесей. При заданном составе уплотняемость линейно зависит от влажности.
Определение уплотняемости по методике, предложенной Ф.Гофманом (рис. 8), получило наибольшее распространение.
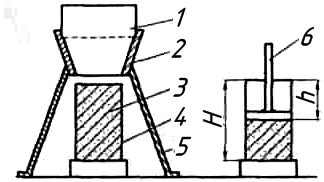
Рис. 8. Установка для определения уплотняемости смесей по Ф.Гофману: 1 – сито; 2 – воронка; 3 – смесь; 4 – гильза; 5 – подставка; 6 – копер; Н – высота гильзы; h – высота осадки смеси в гильзе
Испытуемая смесь 3 насыпается через воронку 2 и сито 1 с ячейкой 3×3 мм, установленное на треножной подставке 5, в гильзу 4 диаметром 50 и высотой 100 мм. Излишек смеси срезается. Уплотнение осуществляется тремя ударами копра 6.
Начальный VН и конечный VК объемы можно определить по уравнениям
VН = FH и VК = F(H – h). (20)
После подстановки этих значений в уравнение (21) получим уплотняемость в процентах,
 (22)
(22)
где F – площадь сечения гильзы; Н – высота гильзы; h – высота осадки смеси в гильзе.
Высота гильзы принята равной 100 мм, т.е. уплотняемость, по Гофману, численно равна высоте осадки смеси в процентах
УПЛ = h %. (23)
Насыпная плотность ρН, г/см3, смеси определяется отношением ее массы mН, засыпанной в гильзу высотой 100 мм через сито (или массой уплотненного образца после определения уплотняемости), к объему смеси, насыпанной в гильзу:
ρН = mН/196. (24)
Текучесть. Для характеристики внутреннего трения или сопротивления перемещению смеси в перпендикулярном действию нагрузки направлении используется показатель, называемый «текучестью». Для ее определения служит широко известная ступенчатая «проба Орлова», предложенная для уплотнения смеси при статическом прессовании (рис. 9).
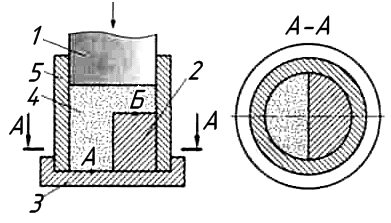
Рис. 9. Установка для определения текучести по Г. Орлову: 1 – копер; 2 – вставка; 3 – основание; 4 – смесь; 5 – гильза; А, Б – точки замера
В стандартную металлическую гильзу 5 устанавливается вставка 2, после чего засыпается смесь 4, которую уплотняют тремя ударами копра 1. Замеры твердости проводят в точках А и Б. Текучесть (Т), по Орлову, в процентах определяют как соотношение твердостей (Тв) в точках А и Б по уравнению
Т = (ТвА/ТвБ)100. (25)
Текучесть песчано-смоляных смесей определяют по методике, разработанной в АМО «ЗИЛ» (рис. 10). Навеска смеси (100 ± 0,5) г засыпается через воронку в трубу 1. Далее открывают шибер 2 прибора и сбрасывают смесь в вертикальную трубу диаметром 40 и высотой 500 мм.
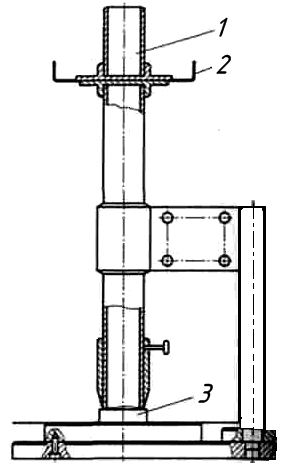
Рис. 10. Установка для определения текучести песчано-смоляных смесей по методике АМО «ЗИЛ»: 1 – труба; 2 – шибер; 3 – зазор
Смесь вытекает через зазор 3, образованный между концом трубы и опорной металлической плитой. Текучесть Т, %, определяют по уравнению
 (26)
(26)
где т0 – масса исходной навески смеси; m1 – масса смеси, оставшейся в трубе.
Живучесть. Время, в течение которого смесь сохраняет свои технологические свойства, характеризует такой важный технологический показатель, как живучесть. Допустимой является только частичная потеря свойств в пределах 15…30 % исходных значений. Живучесть определяют по падению прочности или по точке перегиба на кривой зависимости уплотняемости от времени выдержки.
В первом случае определяют прочность в зависимости от времени выдержки готовой смеси в период от перемешивания до уплотнения через определенные интервалы времени, например через 3, 5, 10 мин и т.д. За живучесть принимают время выдержки, соответствующее падению прочности не более чем на 15… 30 %.
Во втором случае уплотняемость смеси определяют по изменению высоты образца после уплотнения тремя ударами копра при постоянной массе смеси 160 г. Затем строят зависимость УПЛ – τ и находят точку перегиба, которая и определяет живучесть смеси и соответствует потери прочности меньше 15… 30 %.
Упругая деформация. Способность смесей, главным образом песчано-глинистых, изменять свои размеры после снятия уплотняющей нагрузки характеризуется упругой деформацией. Упругую деформацию можно замерить на стандартном образце в гильзе. Несмотря на малые значения (примерно 0,25 % при давлении 10 Н/мм2), упругая деформация приводит к защемлению отдельных частей формы в модели и обрыву болванов при съеме формы с модельной плиты, а также искажению рабочей полости формы и особенно ее лада. Названные явления усиливаются при использовании нежестких опок. Для повышения точности отливок и исключения возможности ухода металла по разъему опоки делают жесткими, например на АФЛ стенки опок делают коробчатыми.
Горячая прочность. После выдержки образца при заданной температуре до его полного прогрева определяют так называемую «горячую прочность». На рис. 11 приведены зависимости горячей прочности σ от температуры для песчано-глинистой (1) и песчано-смоляной (2) смеси.
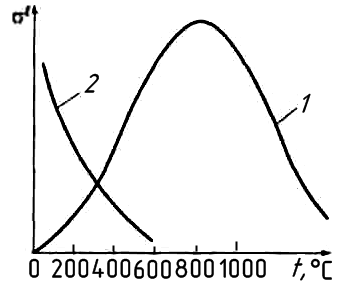
Рис. 11. Зависимости общей прочности σ’ от температуры t смеси: 1 – песчано-глинистой; 2 – песчано-смоляной
Песчано-глинистая смесь 1 имеет максимум прочности при 800… 900 °С. Характер кривой 1 объясняется процессами упрочнения и разупрочнения, происходящими в смеси при высоких температурах. Кривая 2 характеризует прочность песчано-смоляной смеси. Видно, что уже при температурах 400 °С и выше происходит резкое падение прочности, и при 600 °С прочность приближается к нулю. Тем не менее, при использовании стержней на этих смесях получают годные отливки, например, из чугуна. Чтобы ответить на вопрос, почему отливка получается годной, рассмотрим испытание на термостойкость.
Термостойкость. Данный важный показатель оценивается временем, в течение которого при нагружении давлением 0,15… 45 Н/мм2 и при температуре 600… 1000 °С испытуемый образец не разрушается. Это время затем сравнивают со временем образования твердой корки на поверхности отливки.
Если термостойкость больше времени образования твердой корки, то вероятность получения годной отливки высокая. Необходимая термостойкость зависит от толщины стенки: чем больше толщина стенки, тем больше должна быть термостойкость. При недостаточной термостойкости может возникать брак по металлизации стержней, прорыву оболочковых стержней, уходу металла и разрушению формы.
Для крупных отливок (с толщиной стенки более 100 мм) песчано-смоляные стержни не используют. Их применение возможно при более высокой, чем у кварцевого песка, теплопроводности огнеупорной составляющей (как, например, у циркона, хромита).
Термические напряжения. Непосредственной причиной дефектов расширения типа ужимин (чем больше напряжения, тем сильнее смесь склонна к образованию ужимин) являются так называемые термические напряжения. Для их определения используют цилиндрические образцы разных размеров. На этих образцах измеряется нагрузка; приложенная вдоль оси, она подавляет расширение нагреваемого образца. Значение этой нагрузки делят на площадь поперечного сечения образца и таким образом определяют собственно термические напряжения.
Свободное тепловое расширение смесей. Для определения данной характеристики смесей необходимо выполнить измерение изменения длины 1 образца при расширении в результате нагрева. На основании испытаний можно определить свободные тепловые деформации εТ, %, по изменению размера Δl образца длиной l при каждой температуре по уравнению
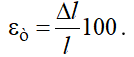 (27)
(27)
Можно также определить температурный коэффициент линейного расширения
α = ∆l/(lΔT), (28)
где ΔТ – разность текущей и начальной температур образца.
Тепловое расширение и термические напряжения ответственны за ужимины в отливках. Чем они меньше, тем меньше вероятность образования ужимин.
Податливость. Способность нагретой смеси деформироваться под действием давления характеризуется ее податливостью. При заливке сырых песчано-глинистых форм податливость является причиной подутия и ухудшения размерной точности, особенно в момент окончания заливки. Деформационная способность прочных форм и стержней (сухих и холоднотвердеющих) связана с торможением усадки и, следовательно, с образованием в отливках напряжений, горячих и холодных трещин.
Одним из способов определения деформационной способности сырых песчано-глинистых смесей является нагружение стандартного образца в гильзе нагретым до 1200 °С пуансоном. Для определения деформационной способности стержневых смесей используют дилатометры. При этом сразу после надвигания печи с заданной температурой на нагревающийся образец создается нагружение, начиная с давления 0,1 …0,3 Н/мм2 и до разрушения с записью перемещений.
Для подбора смесей в конкретных производственных условиях используют технологические пробы с целью определения склонности отливок к горячим трещинам.
В перечисленных выше испытаниях смесей на определение термических напряжений, горячей прочности, термостойкости, свободного теплового расширения и податливости используются приборы, называемые дилатометрами (от лат. dilato — расширяю), производства фирм «Dietert» (модель 753) и «G. Fischer» (модель РНТ).
Для определения термостойкости образец нагревается, к нему прикладывается нагрузка и замеряется время, в течение которого образец ее выдерживает.
Прочность в зоне конденсации. При заполнении сырой формы жидким металлом происходит испарение влаги из поверхностных слоев литейной формы. Водяные пары устремляются в глубь формы и, соприкасаясь с более холодными слоями формы, конденсируются, т. е. образуется зона конденсации влаги. Вследствие этого в слоях этой зоны возрастает влажность по сравнению с исходной и снижаются прочность и газопроницаемость. В зоне конденсации возникают напряжения отрыва сухой корки смеси от основной ее массы. Это может привести к браку по подутию отливок, к образованию «ужимин», а в условиях работы автоматических линий при использовании опок без крестовин и при перемещении формы без подопочного щитка — к разрушению форм и вываливанию отливки вместе со смесью из опоки.
Испытания прочности формовочных смесей в зоне конденсации проводят на приборе, принципиальная схема которого представлена на рис. 12.
Рис. 12. Схема прибора для испытания прочности в зоне конденсации: 1 – траверса; 2 – печь; 3 – жароупорная пластин 4 – направление разрывающего усилия; 5 – крышка; 6 – образец; 7 – гильза; 8 – выталкиватель
Образец 6 готовят в специальной гильзе 7 с крышкой 5 (смесь уплотняют на копре тремя ударами до требуемой плотности, масса уплотненной смеси – (160±15) г).
Гильзу 7 с испытуемым образцом устанавливают в приспособление, удерживающее ее. Для предотвращения влияния сил трения образца о стенки гильзы на результат испытания образец после нагрева выдвигается из гильзы выталкивателем 8. Далее образец нагревают печью 2 с электронагревом, которая поднимается и опускается на крышку гильзы. Для фиксации печи по высоте и для обеспечения постоянного зазора 0,5 мм между крышкой 5 и жароупорной стальной пластиной 3 в нижней части служит упор.
Печь укреплена на траверсе 1 и может перемещаться вниз и вверх (показано стрелками). Температура рабочей поверхности печи при испытании (900… 1000 °С) измеряется хромель-алюмелевой термопарой и регулируется трансформатором.
После нагрева в течение 25 с (при влажности испытуемого образца 4,5 %) расстояние от поверхности образца до зоны конденсации составит 5,1 мм. Когда эта зона будет находиться в образце между крышкой 5 и краем гильзы 7, печь 2 поднимают и с помощью разрывного устройства с захватами разрывают образец по зоне конденсации.
Величина прочности смеси в зоне конденсации определяется в Н/мм2, и по данному показателю бентонитовые глины подразделяются на четыре группы.
Прочность в зоне конденсации можно повысить применением активированного бентонита или простым добавлением соды в бегуны, что менее эффективно, а также добавлением в смесь волокнистых добавок, которые играют роль упрочняющих связей в зоне конденсации.
Остаточная прочность. При нагреве и охлаждении смесей важна остаточная прочность, которая характеризует их выбиваемость. Определение остаточной прочности при сжатии проводят в лабораторных условиях на стандартных образцах, которые предварительно нагревают в печи до заданной температуры, выдерживают и охлаждают вместе с печью. Рекомендуемое время выдержки для лабораторных испытаний 1 ч. Принято считать, что при остаточной прочности до 1,5…2,0 Н/мм2 смесь выбивается удовлетворительно, а при прочности более 3 Н/мм2 – плохо. Наряду с прямыми измерениями прочности для определения выбиваемости пользуются технологическими пробами, в которых образец пробивается или просверливается после нагрева и охлаждения в гильзе или опытной отливке с переменным соотношением толщин стенок стержня и отливки. В этих случаях мерой выбиваемости являете работа выбивки (метод ЦНИИТмаша) или время сквозного сверления залитого стержня.
Гигроскопичность. Способность смесей поглощать влагу из воздуха с соответствующим изменением технологических свойств характеризуется гигроскопичностью материалов. Поглощение влаги происходит вследствие наличия у связующих сорбционной способности, которой в той или иной степени обладает большинство литейных связующих. Наиболее гигроскопичны гидрофильные (водорастворимые) связующие – карбамидные, карбамидфурановые смолы, технические лигносульфонаты. С гидрофобными связующими смесь насыщается влагой медленно, с гидрофильными – быстрее. Прямое измерение гигроскопичности смеси проводят, помещая стандартные образцы в герметизированный эксикатор, частично заполненный серной кислотой. Предварительно образцы взвешивают, часть из них испытывают на прочность. В эксикаторе устанавливают необходимую относительную влажность, для чего выбирают определенную концентрацию серной кислоты. После выдержки в течение заданного времени взвешиванием определяют увеличение массы образца и его прочность.
Используют также метод, по которому образцы для определения прочности на изгиб или растяжение выдерживают непосредственно в закрытой форме из сырой песчано-глинистой смеси, а далее проводят определение его прочности.
Литейное производство достаточно простой и широко распространенный технологический процесс для получения отливок различного размера и разнообразной формы. Получение деталей методом литья практикуется в автомобилестроении, станкостроении, вагоностроении и многих прочих отраслях машиностроения.
Для получения полых или с множеством отверстий отливок используются стержневые и формовочные смеси различных составов. Экономически обосновано использование песчано-глинистых форм при массовом производстве. 
Состав смесей зависит от:
- способа формовки:
- ручная;
- машинная;
- типа металла:
- сталь;
- чугун;
- цветной металл и его сплавы;
- типа производства:
- единичное;
- серийное;
- массовое;
- типа литья;
- технологического оснащения.
Материалы, которые используются для получения формовочных смесей, подразделяются на следующие группы:
- песчаник;
- различные сорта глины;
- вспомогательные:
- связующие материалы;
- противопригарные смазки и покрытия;
- огнеупорные;
- специальные.
Глинистые пески могут содержать глины в своем составе до 50%. Делят их по количеству содержания глины на:
- тощие – до 10%;
- полужирные – до 20%;
- жирные – до 30%;
- очень жирные – до 50%.
Также используются кварцевые пески. Силикатная основа позволяет принимать в форму расплав, температура которого достигает 1700С.
Получение отливок высокого качества требует использования противопригарных покрытий и материалов мелкой фракции, чтобы предупредить образование в форме пор.
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.  Формовочные смеси делятся на три типа:
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов. Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда. Кроме них используются:
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.  Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках. Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр. Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках. Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр. Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Для изготовления стержня, например, первого класса, смесь целиком состоит кварца и крепителей. Для формовки крупных стержней используется 1/3 часть использованного и восстановленного состава.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.
Требуемые свойства
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Плохая газовая проницаемость провоцирует образование в отливке дефектов — газовых пор и раковин. Из-за чего необходим песок крупной фракции (более 50%).
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:
- пригар;
- распор;
- вскип.
 Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Приготовление смесей
Процесс приготовления формовочных и стержневых смесей проводится в три этапа. Первый этап — подготовительный. Здесь происходит подготовка еще неиспользованных материалов. Проводится сушка, дробление и последующее просеивание. На втором этапе происходит подготовка отработанного состава. Это позволяет экономить на материалах. Процесс начинается на охладительных барабанах. Происходит выбивка, размельчение, охлаждение. Формовочные смеси для литья готовятся на третьем этапе в смесителях. Широкое применение нашли катковые модели. Они используются для приготовления таких составов как:
- единые;
- стержневые смеси;
- облицовочные;
- с добавками:
- вязкие;
- жидкие;
- пылевидные.
При больших объемах выпуска производство автоматизировано. Механизация процессов отражается на снижении себестоимости продукции.
Формовочные смеси классифицируют:
– по назначению (для отливок из чугуна, стали и цветных металлов);
– по составу (песчано-глинистые, содержащие быстротвердеющие крепители, специальные);
– по применению при формовке (единые, облицовочные, наполнительные);
– по состоянию форм перед заливкой в них сплава (сырые, сухие, подсушиваемые и химически твердеющие).
Для приготовления смесей используются природные и искусственные материалы.
Основными исходными материалами являются песок и глина, вспомогательными – связующие вещества и добавки. Кроме исходных материалов для приготовления формовочных смесей используют отработанные (бывшие в употреблении) смеси.
В зависимости от назначения различают формовочные и стержневые смеси. Правильный выбор смеси имеет большое значение, так как около половины брака отливок возникает из-за низкого качества формовочных материалов и смесей.
Песок – основной огнеупорный компонент формовочных и стержневых смесей.
Обычно используется кварцевый или цирконовый песок из кремнезема SiO2.
Глина является связующим веществом, обеспечивающим прочность и пластичность, обладающим термической устойчивостью. При увлажнении вокруг глинистых частиц, несущих на своей поверхности электрический заряд, образуются гидратные оболочки, обеспечивающие легкое скольжение частиц относительно друг друга при сохранении их сцепления и без нарушения сплошности материала при деформации. Все основные технологические свойства формовочных глин определяются их минералогическим составом, размером частиц, количеством и составом присоединенных катионов. Чем меньше в глине примесей, тем выше ее термохимическая устойчивость. Широко применяют бентонитовые или каолиновые глины.
В формовочные и стержневые смеси вводят в небольших количествах (1…3 %) дополнительные связующие. Их подразделяют на органические и неорганические, растворимые и нерастворимые в воде (сульфидно-спиртовая барда, битум, канифоль, цемент, жидкое стекло, термореактивные смолы и др.).
Для предотвращения пригара и улучшения чистоты поверхности отливок используют противопригарные материалы: для сырых форм – припылы; для сухих форм – краски.
В качестве припылов используют: для чугунных отливок – смесь оксида магния, древесного угля, порошкообразного графита; для стальных отливок – смесь оксида магния и огнеупорной глины, пылевидный кварц.
Противопригарные краски представляют собой водные суспензии этих материалов с добавками связующих.
Замазки применяют для исправления поверхностных дефектов форм и стержней при их окончательной отделке. Они должны обладать хорошей пластичностью, не образовывать трещин и не отслаиваться от поверхности формы (стержня) после тепловой обработки.
Легирующие пасты, состоящие из размолотых легирующих элементов – марганца, кремния, хрома, алюминия, 10 % соды, 10 % буры, применяют с целью изменить химический состав и свойства поверхностного слоя отливок.
Смеси должны обладать рядом свойств:
- прочностью – способностью смеси обеспечивать сохранность формы без разрушения при изготовлении и эксплуатации;
- поверхностной прочностью (осыпаемостью) – сопротивлением истирающему действию струи металла при заливке;
- пластичностью – способностью воспринимать очертание модели и сохранять полученную форму;
- податливостью – способностью смеси сокращаться в объеме под действием усадки сплава;
- текучестью – способностью смеси обтекать модели при формовке, заполнять полость стержневого ящика;
- термохимической устойчивостью или непригарностью – способностью выдерживать высокую температуру сплава без оплавления или химического с ним взаимодействия;
- негигроскопичностью – способностью после сушки не поглощать влагу из воздуха;
- долговечностью – способностью сохранять свои свойства при многократном использовании.
По применению при формовке различают облицовочные, наполнительные и единые смеси.
Облицовочная смесь используется для изготовления рабочего слоя формы. Содержит повышенное количество исходных формовочных материалов и имеет высокие физико-механические свойства.
Наполнительная смесь используется для наполнения формы после нанесения на модель облицовочной смеси. Приготавливается путем переработки оборотной смеси с малым количеством исходных формовочных материалов.
Облицовочная и наполнительная смеси необходимы для изготовления крупных и сложных отливок.
Единая смесь применяется одновременно в качестве облицовочной и наполнительной. Используется при машинной формовке и на автоматических линиях в серийном и массовом производстве. Изготавливается из наиболее огнеупорных песков и глин с наибольшей связующей способностью для обеспечения долговечности. Применяются быстротвердеющие формовочные смеси с добавками цемента или жидкого стекла. Форму из этой смеси высушивают путем продувания через формовочную смесь углекислого газа. Форма становится прочной и достаточно газопроницаемой.
Широко применяются в последнее время самотвердеющие смеси. Кроме жидкого стекла в них добавляют материалы, ускоряющие процесс твердения, например, феррохромистый шлак. Смесь затвердевает на воздухе в течение 30 минут и становится прочной и газопроницаемой. Разновидностью самотвердеющих смесей являются текучие самотвердеющие смеси, применение которых исключает операцию уплотнения смеси.
Приготовление формовочных смесей
Формовочные смеси приготавливают различными способами в зависимости от их назначения и технологических свойств.
Приготовление смесей включает подготовку исходных формовочных материалов, отработанных смесей и приготовление смесей из этих материалов.
Сначала подготавливают песок, глину и другие исходные материалы.
Песок сушат при температуре около 250 0С в печах или специальных установках и просеивают в целях отделения комьев, гальки и различных посторонних включений через сита с размером ячеек 3…5 мм.
Глину сушат при температуре 200…250 0С, размельчают в два этапа: дробят на куски размером 15…25 мм в дробилках; размалывают в шаровых мельницах или бегунах до частиц размером менее 0,1 мм и просеивают через сита. Аналогично получают угольный порошок.
Подготавливают оборотную смесь. Оборотную смесь после выбивки из опок разминают на гладких валках, очищают от металлических частиц в магнитном сепараторе и просеивают.
Приготовление песчано-глинистой формовочной смеси включает несколько операций: дозирование, перемешивание компонентов смеси, увлажнение, вылеживание и разрыхление.
Сущность процесса перемешивания состоит в том, чтобы из компонентов получить однородную смесь, все зерна песка которой были бы покрыты тонким, равномерным слоем увлажненной глины или другого связующего. Перемешивание осуществляется в смесителях-бегунах с вертикальными или горизонтальными катками. Песок, глину, воду и другие составляющие загружают при помощи дозатора, перемешивание осуществляется под действием катков и плужков, подающих смесь под катки.
Готовая смесь выдерживается в бункерах-отстойниках в течение 2…5 часов для распределения влаги и образования водных оболочек вокруг глинистых частиц и устранения неравномерности распределения влаги в смеси.
Готовую смесь разрыхляют в специальных устройствах (аэраторах или дезинтеграторах), что обеспечивает высокую газопроницаемость и однородность уплотнения смеси в формах.
Готовую смесь по ленточным конвейерам подают в бункеры на формовку.
Пластичную самотвердеющую смесь на жидком стекле готовят в два этапа. На первом этапе в бегуны вводят все компоненты смеси, кроме феррохромистого шлака, песок, глину, уголь, жидкое стекло, раствор едкого натра и др. компоненты перемешивают и готовую базовую смесь по транспортерным лентам подают в бункеры на место формовки. На втором этапе в специальные барабанные или шнековые смесители из бункера подают базовую смесь и вводят дозу феррохромистого шлака, перемешивают и подают в опоку.
Исходные материалы жидких, самотвердеющих смесей подают в бункеры на формовочный участок, затем исходные материалы в определенной последовательности подают в барабанные или шнековые смесители и перемешивают. Жидкая композиция готовится отдельно. Готовую смесь подают в опоку.
Стержневая смесь
Стержневая смесь соответствует условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Она должна иметь более высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Огнеупорность – способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла.
Газопроницаемость – способность смеси пропускать через себя газы (песок способствует ее повышению).
Для обеспечения этих свойств в стержневую смесь добавляют связующие материалы и другие добавки. В качестве связующих материалов применяют синтетические смолы, естественные смолы (сланцевая смола, канифоль), поливиниловый спирт, декстрин и др.
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке (в качестве связующих материалов применяют быстротвердеющие органические и органоминеральные связующие, которые затвердевают с помощью катализаторов); жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5…12 минут с последующим выстаиванием в бункерах.
В современном литейном производстве изготовление смесей осуществляется на автоматических участках.
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.

Состав различных смесей
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.

Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Для изготовления стержня, например, первого класса, смесь целиком состоит кварца и крепителей. Для формовки крупных стержней используется 1/3 часть использованного и восстановленного состава.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.
Материаловед
Формовочные смеси классифицируют:
– по назначению (для отливок из чугуна, стали и цветных металлов);
– по составу (песчано-глинистые, содержащие быстротвердеющие крепители, специальные);
– по применению при формовке (единые, облицовочные, наполнительные);
– по состоянию форм перед заливкой в них сплава (сырые, сухие, подсушиваемые и химически твердеющие).
Для приготовления смесей используются природные и искусственные материалы.
Основными исходными материалами являются песок и глина, вспомогательными – связующие вещества и добавки. Кроме исходных материалов для приготовления формовочных смесей используют отработанные (бывшие в употреблении) смеси.
В зависимости от назначения различают формовочные и стержневые смеси. Правильный выбор смеси имеет большое значение, так как около половины брака отливок возникает из-за низкого качества формовочных материалов и смесей.
Песок – основной огнеупорный компонент формовочных и стержневых смесей.
Обычно используется кварцевый или цирконовый песок из кремнезема SiO2.
Глина является связующим веществом, обеспечивающим прочность и пластичность, обладающим термической устойчивостью. При увлажнении вокруг глинистых частиц, несущих на своей поверхности электрический заряд, образуются гидратные оболочки, обеспечивающие легкое скольжение частиц относительно друг друга при сохранении их сцепления и без нарушения сплошности материала при деформации. Все основные технологические свойства формовочных глин определяются их минералогическим составом, размером частиц, количеством и составом присоединенных катионов. Чем меньше в глине примесей, тем выше ее термохимическая устойчивость. Широко применяют бентонитовые или каолиновые глины.
В формовочные и стержневые смеси вводят в небольших количествах (1…3 %) дополнительные связующие. Их подразделяют на органические и неорганические, растворимые и нерастворимые в воде (сульфидно-спиртовая барда, битум, канифоль, цемент, жидкое стекло, термореактивные смолы и др.).
Для предотвращения пригара и улучшения чистоты поверхности отливок используют противопригарные материалы: для сырых форм – припылы; для сухих форм – краски.
В качестве припылов используют: для чугунных отливок – смесь оксида магния, древесного угля, порошкообразного графита; для стальных отливок – смесь оксида магния и огнеупорной глины, пылевидный кварц.
Противопригарные краски представляют собой водные суспензии этих материалов с добавками связующих.
Замазки применяют для исправления поверхностных дефектов форм и стержней при их окончательной отделке. Они должны обладать хорошей пластичностью, не образовывать трещин и не отслаиваться от поверхности формы (стержня) после тепловой обработки.
Легирующие пасты, состоящие из размолотых легирующих элементов – марганца, кремния, хрома, алюминия, 10 % соды, 10 % буры, применяют с целью изменить химический состав и свойства поверхностного слоя отливок.
Смеси должны обладать рядом свойств:
- прочностью – способностью смеси обеспечивать сохранность формы без разрушения при изготовлении и эксплуатации;
- поверхностной прочностью (осыпаемостью) – сопротивлением истирающему действию струи металла при заливке;
- пластичностью – способностью воспринимать очертание модели и сохранять полученную форму;
- податливостью – способностью смеси сокращаться в объеме под действием усадки сплава;
- текучестью – способностью смеси обтекать модели при формовке, заполнять полость стержневого ящика;
- термохимической устойчивостью или непригарностью– способностью выдерживать высокую температуру сплава без оплавления или химического с ним взаимодействия;
- негигроскопичностью – способностью после сушки не поглощать влагу из воздуха;
- долговечностью – способностью сохранять свои свойства при многократном использовании.
По применению при формовке различают облицовочные, наполнительные и единые смеси.
Облицовочная смесьиспользуется для изготовления рабочего слоя формы. Содержит повышенное количество исходных формовочных материалов и имеет высокие физико-механические свойства.
Наполнительная смесьиспользуется для наполнения формы после нанесения на модель облицовочной смеси. Приготавливается путем переработки оборотной смеси с малым количеством исходных формовочных материалов.
Облицовочная и наполнительная смеси необходимы для изготовления крупных и сложных отливок.
Единая смесьприменяется одновременно в качестве облицовочной и наполнительной. Используется при машинной формовке и на автоматических линиях в серийном и массовом производстве. Изготавливается из наиболее огнеупорных песков и глин с наибольшей связующей способностью для обеспечения долговечности. Применяются быстротвердеющие формовочные смеси с добавками цемента или жидкого стекла. Форму из этой смеси высушивают путем продувания через формовочную смесь углекислого газа. Форма становится прочной и достаточно газопроницаемой.
Широко применяются в последнее время самотвердеющие смеси. Кроме жидкого стекла в них добавляют материалы, ускоряющие процесс твердения, например, феррохромистый шлак. Смесь затвердевает на воздухе в течение 30 минут и становится прочной и газопроницаемой. Разновидностью самотвердеющих смесей являются текучие самотвердеющие смеси, применение которых исключает операцию уплотнения смеси.
Приготовление формовочных смесей
Формовочные смеси приготавливают различными способами в зависимости от их назначения и технологических свойств.
Приготовление смесей включает подготовку исходных формовочных материалов, отработанных смесей и приготовление смесей из этих материалов.
Сначала подготавливают песок, глину и другие исходные материалы.
Песок сушат при температуре около 250 0С в печах или специальных установках и просеивают в целях отделения комьев, гальки и различных посторонних включений через сита с размером ячеек 3…5 мм.
Глину сушат при температуре 200…250 0С, размельчают в два этапа: дробят на куски размером 15…25 мм в дробилках; размалывают в шаровых мельницах или бегунах до частиц размером менее 0,1 мм и просеивают через сита. Аналогично получают угольный порошок.
Подготавливают оборотную смесь. Оборотную смесь после выбивки из опок разминают на гладких валках, очищают от металлических частиц в магнитном сепараторе и просеивают.
Приготовление песчано-глинистой формовочной смеси включает несколько операций: дозирование, перемешивание компонентов смеси, увлажнение, вылеживание и разрыхление.
Сущность процесса перемешивания состоит в том, чтобы из компонентов получить однородную смесь, все зерна песка которой были бы покрыты тонким, равномерным слоем увлажненной глины или другого связующего. Перемешивание осуществляется в смесителях-бегунах с вертикальными или горизонтальными катками. Песок, глину, воду и другие составляющие загружают при помощи дозатора, перемешивание осуществляется под действием катков и плужков, подающих смесь под катки.
Готовая смесь выдерживается в бункерах-отстойниках в течение 2…5 часов для распределения влаги и образования водных оболочек вокруг глинистых частиц и устранения неравномерности распределения влаги в смеси.
Готовую смесь разрыхляют в специальных устройствах (аэраторах или дезинтеграторах), что обеспечивает высокую газопроницаемость и однородность уплотнения смеси в формах.
Готовую смесь по ленточным конвейерам подают в бункеры на формовку.
Пластичную самотвердеющую смесь на жидком стекле готовят в два этапа. На первом этапе в бегуны вводят все компоненты смеси, кроме феррохромистого шлака, песок, глину, уголь, жидкое стекло, раствор едкого натра и др. компоненты перемешивают и готовую базовую смесь по транспортерным лентам подают в бункеры на место формовки. На втором этапе в специальные барабанные или шнековые смесители из бункера подают базовую смесь и вводят дозу феррохромистого шлака, перемешивают и подают в опоку.
Исходные материалы жидких, самотвердеющих смесей подают в бункеры на формовочный участок, затем исходные материалы в определенной последовательности подают в барабанные или шнековые смесители и перемешивают. Жидкая композиция готовится отдельно. Готовую смесь подают в опоку.
Стержневая смесь
Стержневая смесь соответствует условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Она должна иметь более высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Огнеупорность – способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла.
Газопроницаемость –способность смеси пропускать через себя газы (песок способствует ее повышению).
Для обеспечения этих свойств в стержневую смесь добавляют связующие материалы и другие добавки. В качестве связующих материалов применяют синтетические смолы, естественные смолы (сланцевая смола, канифоль), поливиниловый спирт, декстрин и др.
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке (в качестве связующих материалов применяют быстротвердеющие органические и органоминеральные связующие, которые затвердевают с помощью катализаторов); жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5…12 минут с последующим выстаиванием в бункерах.
В современном литейном производстве изготовление смесей осуществляется на автоматических участках.
Требуемые свойства
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Плохая газовая проницаемость провоцирует образование в отливке дефектов — газовых пор и раковин. Из-за чего необходим песок крупной фракции (более 50%).
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:
- пригар;
- распор;
- вскип.

Литье в песчано-глинистую форму
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Это необходимо знать, так как химикотехнологические свойства изменяются в зависимости от температуры.
Температура технологического процесса
Температура использования гипсовой или фосфатной формовочной смеси не может быть ниже 15° C и выше 19° C, если необходимо достичь многократных стабильных результатов литья.
Поэтому величина заданной температуры по промышленному стандарту ФРГ 20-22° C впоследствии не соответствует специфике использования формовочной массы в зуботехнической лаборатории.
Индивидуальные свойства:
A) продолжительное рабочее время
Б) очень хорошее смешивание
B) очень хорошая текучесть
Г) точные и неизменные показатели расширения
Д) очень густая и стабильная консистенция
Однако формовочная смесь соответствует требованию очень густой консистенции только при хранении в температурном режиме от 15°C до 19°C. Тогда масса имеет достаточно продолжительное рабочее время независимо от комнатной температуры, очень хорошие показатели расширения, и обеспечивает получение отливки с гладкой поверхностью.
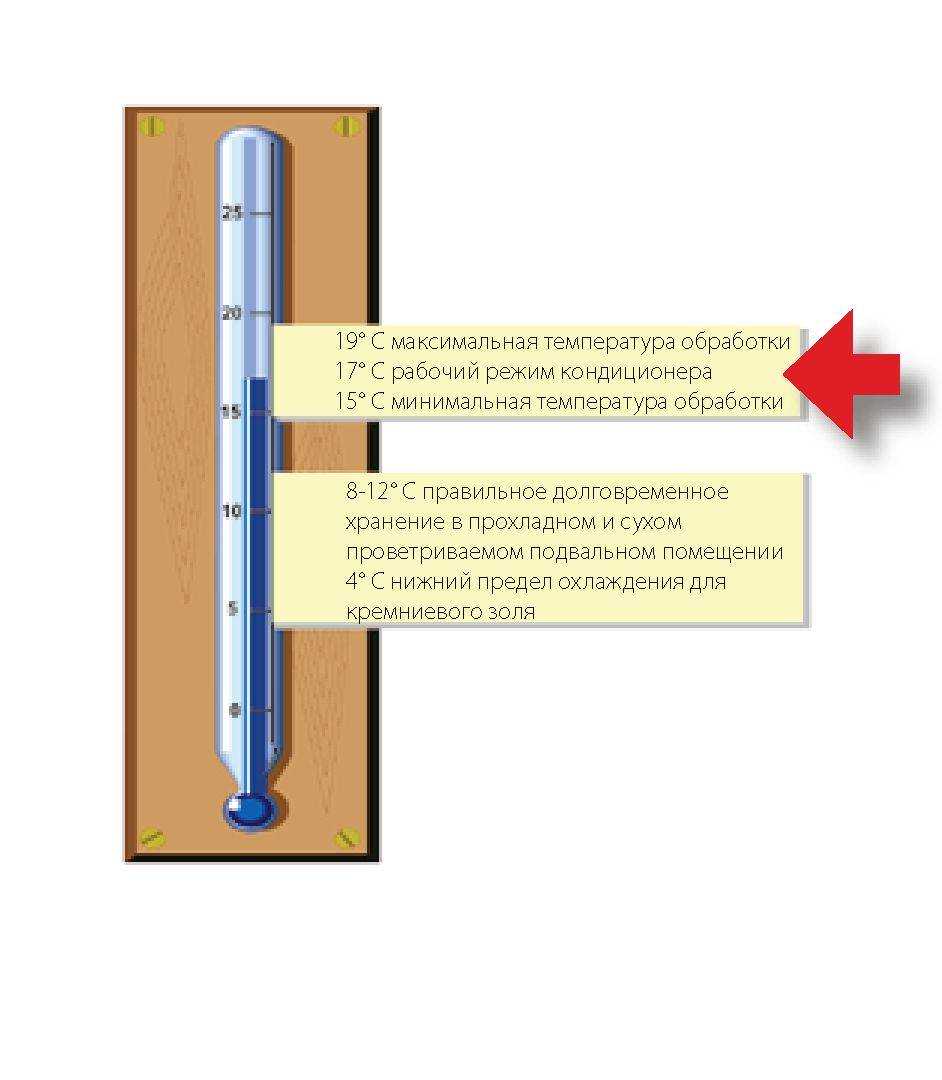
Вязкость формовочной массы
При изменении вязкости фосфатной формовочной смеси от жидкотекучей до густой консистенции вследствие уменьшения количества связующего компонента сокращается расширение при схватывании. При этом равным образом повышается тепловое расширение, так что суммарное остается неизменным. Расширение при схватывании массы всегда обладает более высокой стабильностью, чем тепловое, что повышает точность отливки.
При формовке фосфатной смесью густой консистенции получается более гладкая поверхность отливки и значительно повышается точность припасовки каркасов большой протяженности. Отмечается различие в величине расширения и разной точности литья между небольшой культей (например, клыка) по отношению к культе большого размера (например, первого или второго моляра).
Очень жидкая формовочная смесь способствует повышению шероховатости поверхности отливки и образованию газовых пор. Густая консистенция, напротив, позволяет получить точную копию поверхности.
Чем выше температура заливки сплава, тем гуще должна быть консистенция используемой формовочной смеси. Высокая плотность упаковки частиц обеспечивает получение однородной высококачественной поверхности и точное соответствие каркаса, отлитого из сплава неблагородных металлов.
Режим кондиционирования
Шкаф-кондиционер (в немецкой терминологии его называют также «винный шкаф») дает возможность установить и поддерживать идеальную для обработки температуру 17 ° C, создавая оптимальные условия для цепи химических реакций во время связывания формовочной смеси и позволяя получить стабильные результаты литья.
ВНИМАНИЕ!
Шкафы-кондиционеры доступны для приобретения на рынке электро- или бытовых товаров.
Правильно сохраняемая формовочная смесь должна быть извлечена из заводской упаковки и уложена на решетчатую полку шкафа-кондиционера для проветривания охлажденным воздухом.
Ни в коем случае нельзя хранить формовочную смесь на полу прохладной комнаты, так как она остывает только охлаждением при недостаточной вентиляции. Порошок формовочной смеси выпускают в герметичной упаковке массой от 3 до 5 кг. Если в шкафу-кондиционере воздух увлажнен, при открытом хранении массы может произойти окомкование и разделение смеси. Емкость со связующим на время хранения можно ставить на пол, но обязательно в помещении с кондиционированным воздухом.
Для упрощения контроля за температурой хранения можно порекомендовать прикрепить термометр на середине высоты двери.
Перед набором формовочной смеси для работы необходимо проверить температуру в помещении, чтобы избежать технологических ошибок.
Дозировка и обработка формовочной смеси
Важнейшее условие для повышения размерной точности — правильная дозировка. Это требование касается как соотношения объемных частей жидкости и порошка, так и точной концентрации связующей композиции.
Дозировка
Концентрат кремниевого золя для фосфатной формовочной смеси должен быть очень точно разведен дистиллированной водой, так как от этого зависит расширение. Лучше применять емкости-дозаторы с указателями на шкале в %, по массе.
Чтобы точно взять объем жидкости и предотвратить кристаллизацию кремниевого золя под воздействием кислорода воздуха, рекомендовано использовать шприц-дозатор.
Связующее для приготовления формовочной массы состоит из кремниевого золя и воды, не смешивающихся между собой, так как удельный вес (плотность) кремниевого золя выше, чем у воды. Таким образом, удельный вес связующего изменяется соответственно количеству кремниевого золя, размешанного в воде. Дозаторы здесь абсолютно не подходят, так как они позволяют работать только с очень большими допусками.
При применении дозирующей емкости или шприца связующая композиция не имеет контакта с кислородом воздуха, следовательно, отсутствует кристаллизация и плотность жидкости не изменяется. Это положительно влияет на точность показателя расширения формовочной массы. Проверяют вес мешка с формовочной смесью.
При слишком большой недостаче в весе упаковки лучше предъявить претензию производителю о снижении стоимости, чем ожидать доставки дополнительных малых порций материала.
Смешивание в вакууме
Все формовочные массы необходимо смешивать исключительно в вакууме, так как при нагревании во время процесса затвердевания воздушные пузырьки внутри смеси расширяются (в соответствие с законом физики), из-за чего впоследствии возникают большие допуски при посадке.
Также воздушные поры являются причиной образования сферических дефектов литейной поверхности («жемчужины» на поверхности), придающих внешнему виду неопрятность. Их необходимо ошлифовывать, что влечет за собой потерю металла, большой расход абразивных инструментов и увеличивает затраты рабочего времени. Работу вакуумного смесителя следует постоянно контролировать, из паза емкости для смешивания регулярно вынимать резиновый уплотнитель, чистить его и покрывать разделительной смазкой.
Необходим систематический контроль состояния шланга на проходимость (включают вакуум-насос с надетым шлангом без емкости для смешивания, закупоривают шланг и отслеживают образование вакуума). После этого извлекают жидкость и порошок из шкафа-холодильника, необходимую дозу связующего наливают в емкость вакуум-смесителя и только после этого всыпают порошок формовочной массы.
Формовочную массу нужно интенсивно размешивать шпателем до тех пор, пока не будет достигнуто равномерное увлажнение порошка и полное отсутствие сгустков.
При замедленном вакуумобразовании в смесителе, увлажненную формовочную смесь оставляют в емкости. При ускоренном вакуумобразовании сразу после включения вакуума ставят емкость на вибростол. Благодаря этому масса в ней не поднимается.
При вакуумной вибрации достаточно 15 с для выдержки.
Мешалку можно включать по истечении этого времени. Время смешивания должно быть задано в каждом конкретном случае. Его продолжительность зависит от количества фосфатных или гипсовых компонентов в формовочной смеси. Их излишек вызывает увеличение этого времени.
После смешивания формовочная масса должна оставаться еще несколько секунд под вакуумом, пока не образовался конденсат, иначе удаленный воздух снова проникнет в формовочную смесь. Пожалуйста, не снимайте сразу вакуумный рукав у шланговых устройств! Под вакуумом перекрывают гидроклапан и только тогда снимают шланг.
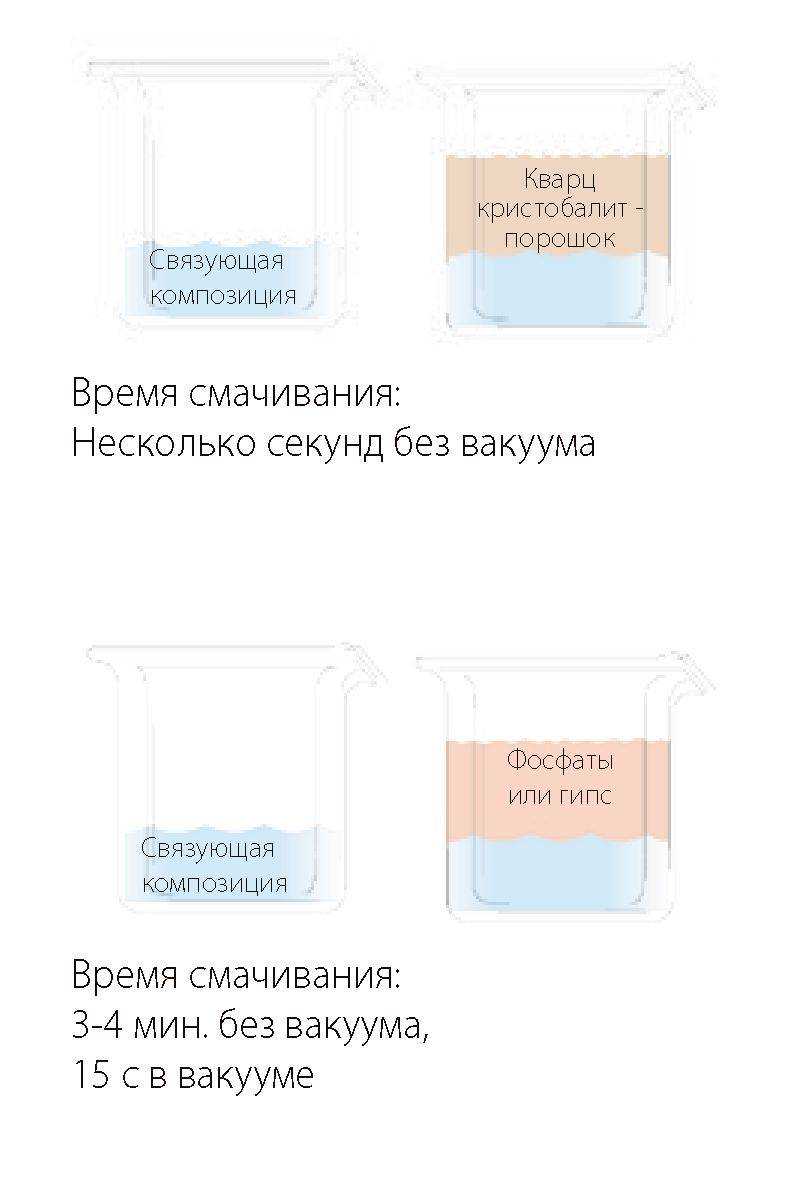
Подготовленную опоку с восковой моделью заполняют приготовленной формовочной массой на вибростоле (он должен иметь минимум 2 частоты колебаний).
Частота в 3000 колебаний: грубая вибрация (средней интенсивности) только для дублирования силиконом, полиэфиром или гелевыми массами.
Частота в 6000 колебаний: тонкая вибрация (незначительная интенсивность) при формовке восковых конструкций вне модели или вертикальном расположении литниковой системы для литья вторичных съемных протезов.
В этих случаях необходимо выбирать тонкие частоты вибрации с очень незначительной интенсивностью. Сначала формовочной массой с помощью инструмента заполняют коронки, после чего непрерывно заливают массой форму до полного покрытия восковой конструкции.
Вибростол сразу отключают или снимают с него готовую форму.
При вертикальном расположении литниковой системы для цельнолитых протезов собранную форму подвергают действию вибрации только до тех пор, пока восковой каркас не покрыт формовочной массой. После этого опоку наполняют доверху без вибростола.
Структура современных формовочных смесей очень чувствительна к воздействию вибрации в период затвердевания и ни в коем случае не позволяет ее передозировать. Реакцией на передозировку вибрационного воздействия будет образование множественных раковин или протяженных трещин.
 |
| Формовочную массу заливают на вибростолике! |
Затвердевание формовочной массы после смешивания
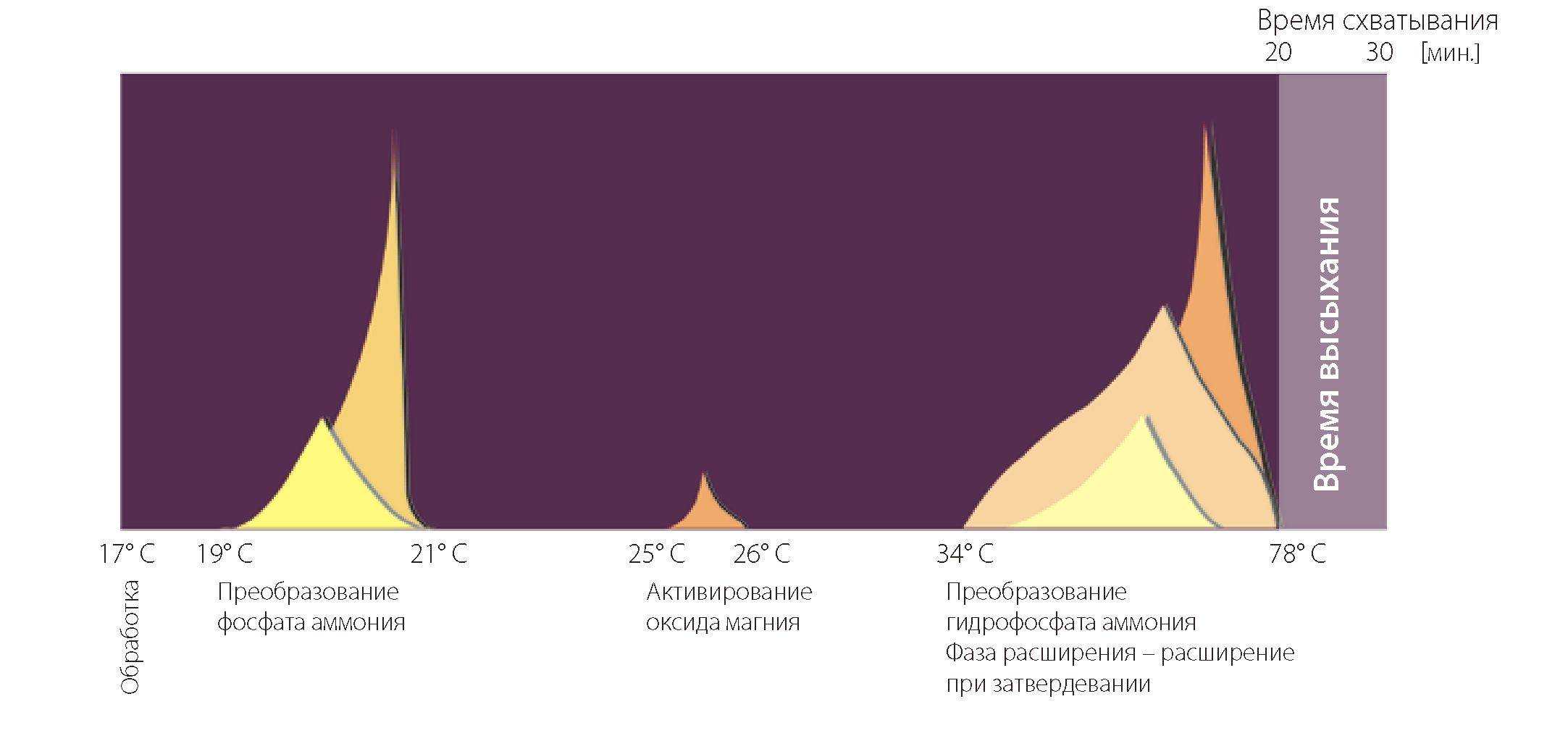
При температуре 19-21° C происходит преобразование связывающих формовочную массу фосфатов аммония.
Скорость прохождения указанного температурного диапазона при этом не играет никакой роли. Между 25 °-26°C активируется окись магния, ускоряя процесс затвердевания.
При достижении температуры 34°C в застывающей массе образуется дигидрогенфосфат аммония.
Это начало первой фазы преобразования фосфатов (расширение при схватывании), которая заканчивается при достижении наивысшей температуры, соответствующей максимальному расширению массы. Если температура формовочной смеси достигает в процессе затвердевания 78°C, то она не нуждается в дополнительном просушивании и примерно через 20 минут уже может быть помещена в муфельную печь.
В том случае, когда оптимальной температуры не достигают в течение 30 минут, период просушки при комнатной температуре составляет еще 30 минут после времени затвердевания, иначе во время нагрева формовочная смесь будет растрескиваться.

Виды смесей
Формовочные смеси для литья в зависимости от характера использования делятся на несколько основных категорий:
- Облицовочные смеси. Данный вид формовочных смесей предназначен для изготовления рабочего слоя литейной формы. Высокие физические и механические свойства таких смесей обеспечиваются повышенным процентом содержания исходных материалов для формовки (песка и глины);
- Наполнительные смеси для литья. Данные формовочные составы для литья используются для наполнения формы, после того, как на модель была нанесена облицовочная смесь. Для приготовления такой смеси исходные формовочные материалы (глина и песок) перерабатываются совместно с остатками оборотной смеси;
- Единая формовочная смесь для литья. Смесь такого типа представляет собой формовочный материал, объединяющий в себе свойства одновременно и наполнительной, и облицовочной смеси. Единые смеси используются на автоматических линиях в серийном и массовом изготовлении при машинной формовке. Долговечность таких смесей обеспечивается присутствием в составе глин с высокой связующей способностью и наиболее огнеупорных видов песков.
Смазка для форм тротуарной плитки своими руками
Применение самодельных составов для плиточных форм позволяет сэкономить на приобретении расходных материалов и не думать над тем, чем смазать форму для бетона.
Для приготовления средства возьмите жидкое моющее средство или машинное масло и разведите его с обычной водой в соотношении от 1:3 до 1:5. Точная пропорция состава зависит от желаемой густоты получаемого материала. Для приготовления эмульсии на основе масла необходимо использовать строительный миксер, вставленный в высокооборотную дрель.
Для получения солевого раствора используйте пачку поваренной соли на ведро воды. Для лучшего растворения жидкость можно нагреть, но в работе применять только охлажденный рассол.
Состав формовочной смеси для литья
Химический состав, который может иметь формовочная смесь для литья, зависит от совокупности следующих факторов:
- От рода используемого сплава и размеров отливки;
- От способа формовки и вида литья (цветное литье, стальное или чугунное);
- От характера производства и имеющихся в распоряжении производства технологических средств.
Также состав, который имеет формовочная смесь для литья, может различаться в зависимости от того, в каком состоянии она должна находиться перед заливкой. Формовочные смеси для сухих форм содержат в своем составе повышенное количество воды и глины. Кроме того, в состав таких смесей могут дополнительно вводиться такие выгорающие добавки, как торф или опилки. В составе формовочных смесей для сырых форм снижается процентное содержание оборотной смеси. Формовочные составы для литья металлов в подсушенные формы отличаются одновременным наличием и оборотных компонентов, и свежих материалов (глины и песка), и крепителей.
Статья по теме: «Производство химической продукции»
Формовочные смеси применяют для изготовления форм, а стержневые смеси — для изготовления стержней. Они состоят кварцевого песка, огнеупорной глины и различных добавок.
Свойства формовочных материалов, применяемых для изготовления смесей, играют большую роль в получении качественной отливки. А состав (стержневых и формовочных) смесей и предъявляемые к ним требования в отношении пластичности, газопроницаемости, прочности, податливости и противопригарности зависят от веса отливок и состава заливаемости металла.
Основными материалами для изготовления формовочных смесей являются бывшая в употреблении формовочная смесь (горелая или оборотная) и свежие материалы, которые служат только для замены песчаных зерен, превратившихся в пыль, и для восполнения связующей способности глины.
Формовочные смеси по способу применения подразделяются на облицовочные, наполнительные и единые. Лицевой слой формы, непосредственно соприкасающийся с жидким металлом, делают из смеси большой прочности и приготовляют более тщательно. Такая смесь называется облицовочной
.Её составляют с использованием 30-50 % материалов. Остальную часть формы делают из другой смеси менее высококачественной и более дешевой. Эта смесь называется
наполнительной
. Она состоит из, оборотной смеси с добавкой 1-3 % песка для восстановления газопроницаемости глины и для повышения прочности. При массовом производстве Формы обычно изготовляют из однородной смеси, называемой единой. Она состоит из 90-95 % обратной смеси с добавкой песка и глины для её освежения.
Составы формовочной смеси различны для форм, подвергаемых перед заливкой сушке, и для форм, заливаемых всырую (табл.1). При изготовлении формы с последующей их сушкой применяют формовочные смеси с 10 — 20 % глины. Для формовки всырую применяют формовочные смеси, содержащие от 2 до 10 % глины.
Таблица 1 — Соотношение исходных материалов в формовочных смесях
| Вид литья | Состав и вес, % | |||
| оборотная смесь | свежие материалы: песок и глина | каменный уголь | мазут | |
| для литья всырую | ||||
| Чугунное | 75-90 | Остальное | 2-3 | — |
| Стальное | 50-75 | -«- | — | — |
| Бронзовое | -«- | — | 1-1,5 | |
| Латунное | 60-80 | -«- | — | -«- |
| Алюминиевое | -«- | — | — | |
| для литья в сухую | ||||
| Чугунное | 40-60 | Остальное | — | — |
| Стальное | 50-75 | -«- | — | — |
| Бронзовое | 60-70 | -«- | — | — |
Основой составляющей формовочной смеси является кварцевый песок, в котором содержание кремнезема для стального литья должно быть не менее 97%, для чугунного — 90-95% и цветного- 80-90%. В зависимости от содержания кремнезема, глинистой составляющей и вредных примесей все пески делятся на к в а р ц е в ы е (К)г л и н и с т ы е . К кварцевым пескам откосятся пески, содержащие не менее 90-97 % SiO2 и не более 2 % глинистой составляющей (ГОСТ 2138-56).Пески, содержащие глинистых веществ до 50 %, относятся к глинистым. Глинистые пески делятся на несколько классов: тощие Т (от 2 до10% глины), полужирные П ( от 10 до 20 % глины), жирные Ж ( от 20 до 30 % глины), очень жирные ОЖ ( от 30 до 50 % глины).
В зависимости от величины и формы зерен кварца пески делятся на несколько групп. Например, средний песок, относящийся по ГОСТ 2138-56 группе 02, состоит из зерен величиной 0,315; 0,2 и 0,16 мм. Для форм стального литья применяются кварцевые средние и мелкие пески К02А, К016А. Для чугунного и цветного литья —
— полужирные пески П02А, П01бА. Размеры зерен 0,3150,2 и 0,16 им.
К категории глин относятся пески, содержащие свыше 50 % глинистой составляющей. Они представляют собой породы, состоящие из тонкодисперсных частиц водных алюмосиликатов.
Огнеупорные глины придают формовочным смесям пластичность во влажном состоянии и повышенную прочность и газопроницаемость в сухом виде.
Стержневые смеси состоят в основном из кварцевого песка с минимальным содержанием глинистых составляющих и связующих материалов.
Стержни во время заливки формы металлом находятся в менее благоприятных условиях, чем форма. В большинстве случаев стержни почти со всех сторон (за исключением знаков) окружены расплавленным металлом. Поэтому материал стержней должен обладать большей, чем материал формы, газопроницаемостью, прочностью, податливостыо, противопригарностью. Кроме того, стержни должны обладать, возможно, меньшей газотворностью, не должны быть гигроскопичными и легко выбиваться из затвердевшей отливки.
По составу стержневые смеси разделяют на песчано-глинистые и песчано-масляные. Песчано — глинистые смеси, содержащие 96-97 % кварцевого песка и 3-4 % глины, применяют в основном при изготовлении крупных стержней на каркасах. Песчано-масляные состоят ив кварцевого песка (100 %) с добавкой (1,5-3 % от общего веса) связующих веществ ( крепителей) (табл.2).
Таблица 2 — Соотношение исходных материалов в стержневых смесях
| Состав в вес. % | Связующие материалы в % к весу зерновой части смеси | |
| Кварцевый песок | Глина | |
| Для чугунного литья | ||
| — | Растительное масло, олифа 0,8-1,6 | |
| Рематол 4 ГУ 2-4 | ||
| 96-97 | 3-4 | Торфяной или древесный пек |
| Для стального литья | ||
| — | Рематол 1,2-3 | |
| Рематол 4 ГУ 1,5-3 | ||
| 96-97 | 3-4 | Торфяной или древесный пек |
В формовочные и стержневые смеси для увеличения газопроницаемости и пластичности добавляют опилки, каменноугольную пыль и другие добавки. В качестве связующих материалов используют олифу, растительные масла, древесный или торфяной пек, барду сульфитного щелока. Эти вещества повышают прочность формовочных и стержневых смесей.
В последние годы широко начали применяться быстротвердеющие смеси с добавкой жидкого стекла (табл.3). Формы и стержни из быстротвердещих смесей с жидким стеклом обеспечивают резкое улучшение качества поверхности отливок и устранение пригара.
В зависимости от требований, предъявляемых к формовочным смесям, для их изготовления используют различные марки жидкого стекла ( ГОСТ 8264-56).Жидкое стекло марки А применяется, если смесь должна сохранять длительное время свои пластические свойства; марки В — когда необходимо быстрое затвердевание смеси. Во всех остальных случаях применяется жидкое стекло марки Б.
Таблица 3 — Соотношение исходных материалов в быстротвердеющих смесях
| Номер смеси | Состав в вес. % | ||||
| Кварцевый песок | Отработанная смесь | Формовочная глина | Едкий натр | Жидкое стекло | Мазут |
| 95-97 | — | 3-5 | 0,5-1,5 4,5-6,0 | 0,5 | |
| 50-70 | 30-50 | — | |||
| — | — |
Для средних по весу отливок используют сухой мелкозернистый кварцевый песок марок КО16А, КО16Б, КО1А, а для мелких отливок — среднезернистый марки K025А (ГОСТ 2138- 56).
Формовочная глина (ГОСТ 3226-65) сушится, дробится, размалывается и просеиваемся через сито с ячейками 0,5-1мм. Отработанную смесь вводят для повышения прочности быстротвердеющей смеси во влажном состоянии,
Едкий натр (10-20 % -ный растворNaO2) повышает прочность смеси в сухом состоянии и сохраняет пластические свойства смесей в течение длительного времени.
Для облегчения выбивки стержней из отливок в состав смеси вводится до- 3 % боксита, размолотого до 0,5-1,0 мм. Чтобы уменьшить прилипаемостъ смеси к моделям и стержневым ящикам ,в состав ее добавляют до 0,5 % мазута.
При приготовлении быстротвердеющих смесей в бегуны загружают сначала песок, затем отработанную смесь, размолотую глину и боксит. Сухие материалы перемешивают в течение 2 мин, после чего последовательно вводят едкий натр, жидкое стекло и мазут. Продолжительность контролируется по достижению заданной прочности смеси во влажном состоянии. Чем продолжительнее перемешивание, тем выше прочность во влажном состоянии и ниже прочность смеси после затвердевания. Избыточная продолжительность перемешивания может вызвать полную потерю смесью пластических свойств.
При формовке модели, модельные плиты, модели литниковой системы, выпоров и прибылей протирают керосином.
Готовую форму продувают углекислым газом С02.Углекислый газ, взаимодействуя с жидким стеклом, образует пленки геля кремниевой кислоты, которые способствуют упрочнению смесей.
Если форма изготовлена из смеси 3 (табл.З), то ее продувают СО2 до удаления модели из формы. Подвод углекислого газа осуществляется через отверстия диаметром 2-3 мм в пустотелой модели. Длительность продувки 15-20 сек. Если форма изготовлена из смеси 1 или 2, то ее продувают СО2 после удаления модели из формы.
Изготовление форм и стержней. Условия и методы уплотнения формовочной смеси
Целью уплотнения формовочной смеси является достижение такой ее плотности и прочности, при которой литейная форма не изменяет свои размеры под влиянием статического, динамического и химико-термического воздействия заливаемого в нее металла и обеспечивает получение точной отливки с гладкой поверхностью.
Существует много методов уплотнения смеси в опоках:
- ручная набивка опок при помощи трамбовок;
- встряхивание с последующим уплотнением верхних слоев формы;
- встряхивание с одновременным прессованием (рис. 5);
- прессование;
- прессование с одновременной вибрацией;
- надув;
- надув с последующим прессованием;
- пескометная набивка.
Существует также ряд специальных методов уплотнения форм.
В соответствии с методами уплотнения формовочные машины можно разделить на следующие группы:
- встряхивающие;
- встряхивающе-прессовые;
- прессовые;
- вибропрессовые;
- пескодувно-прессовые;
- пескодувные (пескострельные);
- пескометы;
- импульсные.

Рис. 5. Вибропрессовая формовочная машина модели 226: 1 — штифтоподъемный механизм; 2 — прессовый поршень; 3 — плунжер вибратора; 4 — стол; 5 — станина-колонка; 6 — прессовая траверса; 7 — коленный клапан
По методу извлечения модели из формы различают машины со штифтовым подъемом, с протяжной рамкой, с поворотом полу- формы на 180°.
По конструктивной компоновке и методу агрегатирования формовочные машины разделяются на однопозиционные, двухпозиционные челночные, многопозиционные проходного типа, многопозиционные карусельного типа; по степени автоматизации — на неавтоматические и полуавтоматические; по виду привода — на пневматические, гидравлические, пневмогидравлические, электромагнитные и механические.
Вибропрессовая машина с поршневым прессующим механизмом модели 226. Большинство прессовых формовочных машин, работающих с низким удельным давлением прессования 0,2…0,4 МПа, используются в мелкосерийном производстве. Они снабжаются вибраторами и представляют литой прессовый цилиндр (см. рис. 5), в котором перемещается прессовый поршень 2, несущий на себе стол 4 машины.
Прессовый механизм крепится к станине-колонке 5, на которой установлена прессовая траверса 6. Штифтоподъемный механизм 7 выполнен в блоке с прессовым цилиндром. Пуск воздуха в прессовый цилиндр во многих машинах производится автоматически при установке траверсы и подготовленного комплекта (модель, опока, смесь) в рабочее положение. С этой целью некоторые машины снабжаются автоматическим клапаном давления, который выключает машину по достижении заданного давления прессования.
В вибропрессовых машинах цилиндр вибратора обычно составляет одно целое с прессовым поршнем и размещается в средней его части. В цилиндр запрессована чугунная втулка, которая служит направляющей для плунжера вибратора 3 и обеспечивает воздухораспределение в ходе его работы.
Основные технологические циклы в литейном производстве
Производство отливок — сложный многостадийный процесс с многократным перемещением большого количества различных материалов, смесей, стержней, форм, модельно-опочной оснастки, отливок, отходов и др.
Можно выделить несколько главных потоков, обеспечивающих реализацию следующих технологических циклов (рис. 1):
- подготовка формовочных материалов и приготовление смесей;
- изготовление форм и стержней;
- подготовка шихтовых материалов, получение жидкого металла и заливка его в формы;
- выбивание, очистка и окончательная обработка отливок. Сумма последовательных технологических циклов определяет производственный цикл изготовления отливок.
Смесь для изготовления облицовочного слоя форм при литье алюминиевых сплавов
Союз СоветскикСоциалистическихРеспубликОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИ ЕТЕЛЬСТВУ и 780944(22) Заявлено 26,01.79 (21) 2717239/22-02с присоединением заявки НовГосударственный комитет СССР по делам изобретений и открытий(54) СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОГО СЛОЯФОРМ ПРИ ЛИТЬЕ АЛЮМИНИЕВЫХ СПЛАВОВИзобретение относится к литейномупроизводству, а именно к составамоблицовочных смесей для изготовленияФорм при производстве алюминиевоголитья,5Наивысшие значения механическихсвойств отливок иэ алюминиевых сплавов обеспечиваются при литье их вметаллические Формы(кокиль), Приэтом свойства образцов, вырезанныхиэ отливок, близки по своим значениям к свойствам отдельно отлитых образцов или даже превосходят их 11 .Однако в металлических формахвозможно получение годных отливок 15лишь из сплавов эвтектического типа,т.е. застывающих одновременно во всемобъеме и имеющих узкий интервал кристаллизации. В таких отливках при литье в кокиль не возникают внутренние 20напряжения, приводящие к образованию,горячих трещин. Для борьбы с усадочной пористостью применяют металлические холодильники, изготовленные из чугуна, стали или алюминияОднако применение холодильников обуславливает резкий перепад температур по зонам отливки и зачастую приводит к образованию горячих трещин под холодильниками или между ними. При литье в металлические формы алюминиевых сплавов, имеющих широкий 25 интервал кристаллизации, например сплавы Ал 119, ВАли др., получение годных отливок затруднено из-эа больших внутренних напряжений, возникающих при усадке отливок, что приводит 30 почти к 100-ному браку отливок потрещинам.Экономически целесообразно применение кокильного литья лишь в случаеизготовления большого количества от»ливок. Поэтому, несмотря на увеличение применения специальных способов .литья(литье в кокиль и пр.),обеспечивающих получение отливок повышеннойпрочности, литье в песчаные формынаходит еще до сих пор широкое применение, в частности при литье сплавовАл 119 и ВАл, При этом возникаюттрудности в получении годных отливок,в частности из-за замедленной скорос .ти кристаллизации в отливках образу-ется усадочная порйстость, в результате чего резко снижаются их механические свойства и возможно возникновение горячих трещин,780944 Таблица 1 цевыжирны Ква пол песокй 5,5 53 0 40 2 92,Электро рунднат калия 5 3 орци 4,од зут Более эффективцымявляется выборформовочной облицовочной смеси,соэ-«дающей условия для ускоренного и равномерного охлажденияжидкого металла.Наиболее близйой предлагаемой является смесь для изготовления облицовочного слоя форм при литье алюминиевых сплавов, содержащая кварцевый пе;сок полужирный, электрокорунд, водуи мазут Я; -Активная захолаживающая роЛь электрокорунда при применении его вформовочной смеси обьясняется высокой теплопроводностью, близкой к теплопроводности металла,Однако известная рецептура формовочной смеси, способствующая некото рому повышенйю качества отливок, не»обеспечивает одновременного повыаения механических свойств отливок.Цель изобретения — повышение механических свойств металла отливки,сййжение склонности к трещинообразоваййю и обеспечение высокого качества»отлиикй,Для достижения указанной цели .»смесь для изготовления облицовочногослоя форм при литье алюминиевых сплавов, включающая кварцевый песок полужирный, электрокорунд и воду;»дополнительно содержит фторцирконат калия при следующем соотношении ингредиентов, вес.З:Электрокорунд 30-50Вода 4-5 .Фторцирконат калия 0,5-3,0Кварцевый песок полужирный ОстальноеФторцирконат калия взаимодействуетс расплавленным металлом, восстановленный из соли цирконий диффундируетв поверхностный слой расплавленного металла, измельчает зерно и-вызывает поверхностйое микролегирование. Трещины в отливках, как правило, начинают развиваться с поверхности отливки, поэтому иэмельчение структуры поверхностного слоя отливки резко снижает склонность к образованию трещин.Взаимодействие калия циркония фтористого с алюминием идет по следующей химичеомой реакции 10 ЗКЕ гГ 6 +4 АЙ =4 АЙГь+бКГ+32 г.Содержание в рецептуре Фторцирконата калия по нижнему пределу обуславливается тем, что при количестве ниже 0,5 его влияние становится неэффективным, а содержание его выше вер»хнего предела вызывает бурное взаимодействие, сопровождающееся сильнымгаэовыделением, что может привести кобразованию газовых раковин в отлив ке.При содержании электрокорунда ниже нижнего предела не обеспечиваетсятребуемого уровня механических свойств отливки, а при количестве его вы ше верхнего предела усложняется работа со смесью ввиду ее большого удельного веса и повышенной осыпаемостиоблицовочного слоя форм.Известно, что в процессе охлаждеЗ 0 ния с металлом отливки взаимодействует лишь слой формовочной смеси толщиной не более 20-30 мм, поэтомупредлагаемая формовочная смесь применяется только как облицовочная, а 35 затем Форму набивают смесью Обычногосостава. В табл, 1 приведены составы предлагаемых(РМ 1-3) и известной(Р 4)облицовочных смесей.40,6-42,7 мула изобретен эготовления облицовоч при литье алюминиевых ающая кварцевый песок ектрокорунд и воду, щ а я с я тем, что, с я механических свойст и, снижения склонност ованию и обеспечения тва отливки, она додержит фторцирконат; ующем соотношении ком ф енд 30-50 н с це ме вы по 35 ка по,5-3,0 онат калияй песок полуОстальное Источие во вн и инфор ание пр эе и экспе нов г римов В. ик литей ких спла 74, с.41 ьство СС О, 1973. Колобнев Иков А. В,етное литьашиностроАвторское13 кла В ф., К Справоч е иэ ле ниеф, 1 свидете 22 С 1/ Мелька,О М 366 Составитель С. Тепляковедактор А. Маковская Техред Ж.Кастелевич Корректор И. Иус Подписи Тираж 889рственного коэобретений иЖ, Раушс 8033/7ВНИИПИ Госупо делам113035, Моск итета С ткрытий ая наб. 4/5 ул. Проектная,илиал ППП»Патент»,г В табл. 2 приведены показателимеханических свойств алюминиевого йэ данных табл. 2 видно, что предлагаемая облицовочная смесь обеспечивает получение более высоких механических свойств металла отливки при проведении испытаний как отдельно отлитых образцов, так и образцов,вырезанных непосредственно .иэ отливки.Склонность к трещинообразованию и качество отливок оценивались путем заливки сплавом ВАлдетали «Кронштейн».При получении серии укаэанных деталей в формах с известной облицовочной смесью в отливках отмеченО наличие микротрещин ликвационного характера и газовых раковин, в то время как при получении аналогичных деталей в формах с предлагаемой облицовочной смесью отливки свободны от укаэанных дефектов.Таким образом, предлагаемая облицовочная формовочная смесь обеспечивает условия для направленной и ускоренной кристаллизации отливки, способствует получению высокого качества литья, без пористости,горячих трещин, микронадрывов и способствует повышению механических свойств металла отливки иэ алюминиевых сплавов сплава ВАлТ 5 в зависимости отматериала облицовочного слоя формы Смесь для ио слоя формавов, включужирный, элл и ч а юью повышениалла отливкрещинообраэокого качеснительно соия при следентов, вес.ЭлектрокоруВодафторциркКварцевыжирный
Смотреть
Заливание алюминия в форму
Перед тем как окончательно собрать форму, необходимо тщательно осмотреть ее и убедиться в отсутствии комков земли. Литье алюминия даст отличный результат только в том случае, если углубление будет идеально повторять изделие. Стык, образующийся между нижней и верхней опоками, рекомендуется замазать глиной, чтобы жидкий металл не перелился за края углублений. После этого верхняя опока накладывается на нижнюю и фиксируется коксами.

Алюминий нужно расплавить в жестяной банке, поставив ее на горящую печь. Когда металл перестает прилипать к опущенной в него кочерге, его можно снимать с огня и заливать в форму через литник.
Дождавшись остывания, надо извлечь деталь из земли. Обычно после этого проводится дополнительная обработка изделия, включающая обрезание лишних выступающих краев и обтачивание.
Литье алюминия – процесс очень увлекательный и полезный. Благодаря такой технологии мелкие детали можно изготавливать самостоятельно, что позволит получить приятные эмоции и сэкономить деньги.

Виды смесей
Формовочные смеси для литья в зависимости от характера использования делятся на несколько основных категорий:
- Облицовочные смеси. Данный вид формовочных смесей предназначен для изготовления рабочего слоя литейной формы. Высокие физические и механические свойства таких смесей обеспечиваются повышенным процентом содержания исходных материалов для формовки (песка и глины);
- Наполнительные смеси для литья. Данные формовочные составы для литья используются для наполнения формы, после того, как на модель была нанесена облицовочная смесь. Для приготовления такой смеси исходные формовочные материалы (глина и песок) перерабатываются совместно с остатками оборотной смеси;
- Единая формовочная смесь для литья. Смесь такого типа представляет собой формовочный материал, объединяющий в себе свойства одновременно и наполнительной, и облицовочной смеси. Единые смеси используются на автоматических линиях в серийном и массовом изготовлении при машинной формовке. Долговечность таких смесей обеспечивается присутствием в составе глин с высокой связующей способностью и наиболее огнеупорных видов песков.
Технология литья
Изготовление «болванки»
Задача состоит в том, чтобы расплавить парафин и залить его в форму с определенными линейными параметрами. После его остывания из отвердевшей массы несложно вырезать точную копию требуемой детали. Самый простой способ – взять коробку из-под обуви. В принципе, такую «опалубку» несложно сделать из картона, фанеры, скрепив всю конструкцию клейкой лентой.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
- Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет». Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.
Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Состав формовочной смеси для литья
Химический состав, который может иметь формовочная смесь для литья, зависит от совокупности следующих факторов:
- От рода используемого сплава и размеров отливки;
- От способа формовки и вида литья (цветное литье, стальное или чугунное);
- От характера производства и имеющихся в распоряжении производства технологических средств.
Также состав, который имеет формовочная смесь для литья, может различаться в зависимости от того, в каком состоянии она должна находиться перед заливкой. Формовочные смеси для сухих форм содержат в своем составе повышенное количество воды и глины. Кроме того, в состав таких смесей могут дополнительно вводиться такие выгорающие добавки, как торф или опилки. В составе формовочных смесей для сырых форм снижается процентное содержание оборотной смеси. Формовочные составы для литья металлов в подсушенные формы отличаются одновременным наличием и оборотных компонентов, и свежих материалов (глины и песка), и крепителей.
Статья по теме: «Производство химической продукции»
Холоднотвердеющие формовочные и стержневые смеси
В настоящее время разработано более 100 составов холоднотвердеющих смесей для изготовления форм и стержней. Все многообразие XTC можно классифицировать по виду связующего, по способу отверждения (ввод катализатора в смесь при ее приготовлении, продувка формы или стержня реагентами), по длительности цикла отверждения (с длительным циклом- 30-45 мин и коротким циклом — 5-180 с) и по реологическим свойствам смеси (пластичные, сыпучие, жидкоподвижные).
По виду связующего можно выделить смеси с неорганическими (жидкое стекло, фосфаты, кристаллогидраты), органическими (смолы, ЛCT и др.) и комбинированными связующими (органическими и неорганическими).
Жидкостекольные смеси.
Это наиболее широко применяемые холоднотвердеющие смеси. Для обеспечения твердения смесей с жидким стеклом используются продувка CO2, ввод в смесь двухкальциевых силикатов, жидких эфиров, ферросилиция, выдержка на воздухе.
СО2-процесс. Освоение жидкостекольных смесей, отверждаемых продувкой CO2, было начато в 1950-х гг. Эти смеси явились первыми холоднотвердеющими смесями, позволившими во многих случаях исключить сушку форм и стержней, повысить производительность труда и качество отливок, снизить их себестоимость.
На практике применяются следующие способы продувки форм и стержней углекислым газом:
• продувка через отверстия в модели и стенках стержневого ящика;
• продувка через каналы в форме по контуру модели или в знаковой части стержня (до извлечения из оснастки);
• установка на полуформу или стержневой ящик со стержнем герметизированной камеры, из которой CO2 поступает в рабочее пространство формы или стержень;
• выдержка стержней в камере, наполненной CO2.
Для продувки форм и стержней применяют чистый, пищевой углекислый газ либо углекислый газ, разбавленный воздухом или дымовыми газами (до концентрации CO2 50-60 %). Прочность смеси и скорость твердения увеличиваются при повышении температуры газа.
Важными параметрами смесей являются модуль и плотность жидкого стекла, а также его содержание в смеси. В процессе продувки прочность смеси повышается до некоторой величины, а затем уменьшается. С увеличением модуля жидкого стекла длительность продувки до достижения максимальной прочности сокращается, но при этом снижается величина максимальной прочности. Поэтому при необходимости отверждать формы и стержни быстро при малом сроке их хранения следует применять жидкое стекло с модулем 2,6-3.
С увеличением модуля жидкого стекла падает живучесть смеси. Для сохранения пластических свойств смеси в течение нескольких суток целесообразно применять жидкое стекло с модулем 2,3-2,6. При изготовлении крупных форм и стержней, обладающих высокой прочностью, следует использовать жидкое стекло с модулем 2-2,3.
Оптимальные вязкость и содержание влаги в жидком стекле обеспечиваются при его плотности 1480-1520 кг/м3. При большей плотности ухудшается распределение жидкого стекла по зернам песка, а при меньшей плотности снижается прочность смеси.
Обычно в смесях содержится 5-7 % жидкого стекла. При меньшем содержании прочность смесей мала, а при большем ухудшается выбиваемость смеси. Для СО2-процесса следует применять пески с минимальным содержанием глины, которая снижает прочность в обработанном состоянии.
XTC с жидким стеклом нетоксичны, обладают хорошей податливостью. На стальном литье при их применении получается легкоудаляемый пригар, даже без окраски формы. К недостаткам этих смесей следует отнести их плохую выбиваемость и затрудненную регенерацию. Составы и свойства типичных жидкостекольных смесей приведены в табл. 5.34.
Твердение смеси при тепловой сушке и провяливании. При сушке XTC на жидком стекле образуется прочная структура стекловидной пленки силикатов натрия. Оптимальная температура сушки составляет 150 °С, длительность — 0,5-1,5 ч. Максимальная прочность (11 МПа) достигается при остаточной влажности 0,3 %. При пропускании горячего воздуха через смесь длительность сушки сокращается до 30-40 мин. При высушивании смеси жидкое стекло теряет влагу. При 200 °C потери влаги составляют 93 %. По мере обезвоживания жидкого стекла формируется весьма прочная стекловидная структура в виде кремнекислородного каркаса.
На практике применяют комбинацию продувки смесей CO2 с последующей тепловой обработкой при 200 °С. При этом с повышением длительности продувки CO2 эффективность последующей сушки падает, что приводит к уменьшению прочности с увеличением продолжительности предварительной продувки CO2. При выдержке на воздухе XTC с жидким стеклом твердеют медленно (от 7 до 24 ч). Сравнительные данные А.М. Лясса по прочности и продолжительности отверждения XTC различными способами приведены в табл. 5.35.
Отверждение двухкальциевыми силикатами. Жидкостекольные ХТС, в которых для отверждения применяют двухкальциевые силикаты (ферро-хромовый шлак и нефелиновый шлам), бывают двух видов: пластичные и жидкие самотвердеющие смеси.

Жидкие самотвердеющие смеси.
Они обладают высокой жидкотекучестью, позволяющей ей качественно заполнять стержневые ящики и пространство между опокой и моделью под действием собственного веса без применения внешних воздействий. Обеспечение высокой текучести основано на применении ПАВ. Все поверхностно-активные по отношению к воде вещества имеют асимметричную молекулярную структуру. Их молекула состоит из двух значительно отличающихся по своим свойствам частей: полярной гидрофильной группы с большим сродством к воде — на одном конце молекулы и длинной неполярной гидрофобной углеродоводородной группы — на другом.
Полярные группы чаще всего имеют вид -ОН, -NH2, -СООН, -SO2OH, -SO3Na, -O-SO2OH и др. Молекулы ПАВ самопроизвольно адсорбируются из растворов на различных поверхностях раздела жидких, газообразных и твердых фаз. Адсорбция ПАВ на границе «жидкость — газ» приводит к снижению поверхностного натяжения жидкости и при замешивании воздуха — к пенообразованию. На рис. 5.42 схематично показаны строение молекулы ПАВ, расположение молекул на поверхности воды и процесс образования пены.
Текучесть смеси при применении ПАВ объясняется пенообразованием и снижением поверхностного натяжения воды, приводящим к уменьшению сил связи между смоченными зернами наполнителя. К ПАВ, используемым в ЖСС, предъявляются следующие основные требования: высокая пенообразующая способность и умеренная устойчивость пены (пена должна опадать за относительно короткое время, 5-20 мин).
Пенообразующая способность и устойчивость пены зависят от длины углеводородного радикала и количества содержащихся в нем атомов углерода. Низкомолекулярные ПАВ (при малом числе атомов углерода в углеводородном радикале) обладают низкой пенообразующей способностью с малой устойчивостью пены, а высокомолекулярные — высокой пенообразующей способностью с высокой устойчивостью пены. Поэтому для получения пенообразователей с оптимальными свойствами необходимо сочетать, по крайней мере, два вещества, выбираемые из низших и высших гомологов ПАВ.

• натриевые соли сульфокислот, получаемые из продуктов перегонки нефти (ДС-РАС — детергент советский рафинированный алкиларилсульфонат). Структурная формула ДС-РАС показана ниже. В этой формуле R -углеводородный радикал, содержащий 8-12 атомов углерода:
• смесь сульфокислот, получаемых при сульфирировании керосинового или газойлевого дистиллята (контакт Петрова). В структурной формуле контакта Петрова R — радикал, содержащий 8-20 атомов углерода:
• мылонафт (нерастворимые в воде натриевые мыла нафтеновых кислот). Формула мылонафта CnH2n-22O2Na (n колеблется от 8 до 20);
• смачиватель HE (некаль) — натриевая соль сульфирированного продукта конденсации нафталина с бутиловым спиртом;
• КЧНР — контакт черный нейтрализованный (получается из кислого гудрона);
• НЧК — нейтральный черный контакт, по структуре близкий к ДC-PAC.
ДС-РАС обладает высокой пенообразующей способностью с повышенной устойчивостью пены. Для снижения устойчивости пены (уменьшения времени ее опадания ДС-РАС комбинируют с НЧК, который образует быстроопадающую пену и является пеногасителем. Контакт Петрова обладает повышенной, но меньшей, чем ДС-РАС, пенообразующей способностью, и образует малоустойчивую пену. Для повышения устойчивости пены контакт Петрова комбинируют с мылонафтом. КЧНР обладает оптимальной устойчивостью пены. Для повышения устойчивости пены при применении НЧК его комбинируют со смачивателем HE.
В состав ЖСС входят жидкая композиция (ПАВ, жидкое стекло и вода), наполнитель, отвердитель и различные добавки для регулирования технологических и рабочих свойств смеси.
Состав и количество жидкой композиции должны обеспечивать общую влажность смеси в пределах 4,5-5 %. Содержание жидкого стекла в смесях составляет 6-7 % при использовании в качестве отвердителя феррохромового шлака и 3,5-4,5 % при применении нефелинового шлама. В качестве пенообразователей используют следующие ПАВ: контакт Петрова (0,5 %) + мылонафт (до 0,15 %) или ДС-РАС (0,1-0,15 %). В состав жидкой композиции вводят 1,5-2 % воды. Жидкое стекло должно иметь модуль 2,6-2,9 при плотности 1,46-1,52 г/см3. Общее содержание жидкой композиции в смесях — 5,5-10 % (сверх 100 % твердой составляющей).
В качестве наполнителей для ЖСС используют кварцевые пески групп 016-04 с содержанием глинистой составляющей не более 2 %. Могут применяться и другие наполнители указанного гранулометрического состава. Для обеспечения твердения смесей в них вводят 3-5 % феррохромового шлака или нефелинового шлама. Феррохромовый шлак имеет следующий минералогический состав: 2СаО * SiO2 — 70 %, MgO * Al2O3 и FeO(Al, Сr)2O2 — 20-25 %. Содержание CaO в феррохромовом шлаке должно быть не менее 48 %, влажность — не более 1,5 %, удельная поверхность частиц шлама — не ниже 1800-2000 см2/г.
Нефелиновый шлам (побочный продукт производства глинозема из нефелиновых руд) содержит 80-85 % 2СаО * SiO2. В нем должно содержаться не менее 53 % CaO (с удельной поверхностью зерен 7500-8000 см2/г).
Твердение смесей является следствием обменных реакций между жидким стеклом и силикатом кальция. Первым этапом является растворение силиката кальция в жидком стекле. В растворе происходит взаимодействие в соответствии с реакцией
Раствор оказывается пересыщенным образующимися гидросиликатами. Выделяясь из раствора, они обеспечивают связку зерен наполнителя. Состав образующихся гидросиликатов по мере твердения смеси изменяется в сторону повышения их основности, постепенно приближаясь к равновесному составу. Одновременно изменяется состав жидкой фазы, модуль которой M понижается. Равновесные составы образуются после длительного периода твердения — 1-3 суток. Образование гидросиликатов в процессе твердения смеси сопровождается поглощением SiO2 из жидкой фазы. Поэтому ее модуль изменяется от 2,9 (при модуле жидкого стекла 2,9) в начале твердения до 0,5 в конце. Формирование прочности смеси находится в прямой зависимости от количества образовавшегося гидросиликата.
Нарастание прочности ЖСС во времени характеризуется наличием инкубационного периода ти, величина которого зависит от продолжительности достижения предельной растворимости гидросиликатов в жидком стекле. С повышением концентрации жидкого стекла в смеси эта продолжительность увеличивается, что приводит к возрастанию ти. Увеличение количества отвердителя и его удельной поверхности ведет к снижению ти. С величиной ти связана живучесть смеси. Для обеспечения качественного заполнения опок и стержневых ящиков живучесть смеси должна быть не менее 2-3 мин. Характер изменения пластической прочности ЖСС в процессе твердения показан на рис. 5.43.

К недостаткам ЖСС относятся высокая прилипаемость к поверхностям модели или стержневого ящика, трудная выбиваемость, хотя и лучшая, чем у обычных жидкостекольных смесей, большая пригораемость из-за высокой пористости форм. ЖСС имеет повышенную склонность к деформации и разрушению при температурах выше 900 °С, поэтому во избежание обгара форм время их заливки для отливок толщиной 80-100 мм не должно превышать 2,5 мин, а для отливок толщиной 100-200 мм — 2 мин.
Для уменьшения прилипаемости ЖСС к оснастке ее рабочие поверхности окрашивают краской или лаком и применяют разделительные покрытия (мазут, керосин и т. п.). Для устранения прилипания к металлической оснастке используют разделительное покрытие, состоящее из 94-97 % дизельного топлива, стеариновой кислоты и церезина.
Для обеспечения получения качественной поверхности отливок применяют водные противопригарные краски, а для борьбы с пригаром на поверхности массивных узлов наносят двухслойную краску — проникающую краску на основе дисперсных (10-20 мкм) огнеупорных материалов с последующим нанесением обычной покровной краски.
Вопросы улучшения выбиваемости жидкостекольных смесей будут рассмотрены ниже. Типичные составы ЖСС приведены в табл. 5.36, а их основные характеристики — в табл. 5.37.

Пластичные самотвердеющие смеси (табл. 5.38, 5.39) приготовляют в две стадии. Сначала готовят базовую смесь без феррохромового шлака. На участке формовки ее в количестве, необходимом для изготовления одной формы, подают в смеситеель, где перемешивают с 2-5 % феррохромового шлака. Затем смесь в течение 45-60 с подается в опоку и распределяется по модели, как облицовочная. После заполнения опоки наполнительной смесью форма уплотняется встряхиванием. После удаления модели через 30 мин на поверхность формы наносят покрытие, а через 4—6 ч заливают форму сплавом.

Жидкостекольные XTC с жидкими отеердителями. Прочие виды отеердителей.
Рассмотренные выше способы отверждения жидкостекольных смесей обеспечивают их необходимую прочность при повышенном (5-7 %) расходе жидкого стекла, что приводит к ухудшению выбиваемости смеси и увеличению ее пригораемости к отливкам.
Применение жидких отвердителей (сложные органические эфиры или альдегиды, фтористые отвердители, кремниевая кислота и т. д.) позволяет снизить расход жидкого стекла до 2,5-4% ив 1,5-2 раза улучшить выбиваемость форм и стержней. С применением этой технологии в Англии изготовляется 600 тыс. т отливок в год, а в США — 150 тыс. т. Наиболее распространенными жидкими отвердителями являются сложные органические эфиры или альдегиды. Такие отвердители, как диацетин, триацетин, люноацетин, — эфиры уксусной кислоты и глицерина или этиленгликоля. Отвердитель пропиленкарбонат представляет собой сложный эфир угольной кислоты и пропиленгликоля. Живучесть XTC с этим отвердителем -7-15 мин, прочность на сжатие через 1 ч твердения при содержании жидкого стекла 2,5-3,0 % составляет 1—1,5 МПа. Смеси с эфирами отличаются высокой текучестью и хорошо уплотняются с применением вибрации. Эти смеси могут быть жидкоподвижными и пластичными. К недостаткам смесей с жидкими отвердителями относятся их относительно малая живучесть, а также повышенная гигроскопичность.
Механизм действия сложных эфиров сводится к следующему. В щелочной среде происходит гидролиз (омыление) сложного эфира с образованием спирта и кислоты. Кислота вызывает гелеобразование жидкого стекла. При применении пропиленкарбоната образуется угольная кислота, которая при взаимодействии с жидким стеклом образует гель кремниевой кислоты Si(OH)4:
В общем виде реакция гидролиза сложного эфира имеет вид где R — углеводородный радикал.
Расход жидкого отвердителя в смесях составляет 10-12 % от массы жидкого стекла. Номенклатура жидких отвердителей непрерывно расширяется. В качестве примера можно привести следующий состав жидкостекольной смеси с жидким эфиром: 96-97 % кварцевого песка, 3-4 % жидкого стекла, 0,3-0,4 % жидкого эфира. Через час твердения прочность этой смеси на сжатие достигает 0,3-0,7 МПа.
Среди простых методов отверждения жидкостекольных смесей следует отметить продувку нагретым воздухом, вакуумирование, применение в качестве отвердителей ферросилиция, микрокапсул с водным раствором CaCl2, натриевых квасцов, продувку HCl, SO2 и SO3 и др. Механизм действия всех отвердителей сводится к образованию при взаимодействии с жидким стеклом геля кремниевой кислоты Si(OH)4. Например, при применении ферросилиция гель образуется по реакции
Важной проблемой при применении жидкостекольных смесей является улучшение их выбиваемости. Для этого используют ввод специальных добавок в смесь и изготовление пустотелых (оболочковых) стержней. Неорганические добавки (глина, оксиды и гидроксиды алюминия, шамот, боксит, фосфаты, перлит, вермикулит и др.) повышают температуру начала спекания смеси. Добавки применяют в количестве 0,2-0,5 %.
Большинство органических добавок снижают прочность смесей после прогрева до 800 °C и улучшают выбиваемость чугунных отливок. Чаще всего используются каменноугольный порошок, кокс, древесные опилки, графит, смолы, ЛСТ, различные нефтепродукты. Такие органические добавки, как резольные и каменноугольные смолы, мазут, при содержании в смесях в количестве 0,5-1 % снижают их прочность при нагреве до 1200 °C и улучшают выбиваемость стержней из чугунных отливок. В настоящее время разработано много способов улучшения выбиваемости жидкостекольных смесей.
Холоднотвердеющие смеси с лигносульфонатами.
XTC с лигносульфонатами обладают в отличие от жидкостекольных смесей хорошей выбиваемостью. Чаще всего применяются XTC с лигносульфонатами, отверждаемые хромовым ангидридом CrO3. Под действием окислителя (CrO3) образуются свободные феноксирадикалы лигносульфонатов, которые формируют сетчатую структуру, связывающую зерна наполнителя. Чаще всего применяются жидкоподвижные самотвердеющие смеси. Для повышения термостойкости смеси в нее добавляют глину в количестве до 3 %. При большом глиносодержании снижается текучесть ЖСС. По этой же причине содержание отработанной нерегенерированной смеси не должно превышать 30 %.
Предварительно готовят две жидкие композиции, состоящие:
1) из ЛCT, ПАВ и воды (плотность 1130-1150 кг/м3);
2) СrО3 и воды в соотношении 1 : 2 (плотность 1290 кг/м ).
Хромовый ангидрид является токсичным веществом, поэтому подготовка композиции должна осуществляться в отдельном помещении при применении высокомеханизированного и автоматизированного оборудования.
ЖСС с ЛCT готовят в смесителях периодического и непрерывного действия, отдавая предпочтение последним. Во время приготовления ЖСС сначала в течение 1-2 мин перемешивают песок, глину, отработанную смесь, затем заливают композицию 1, а через 1-2 мин заливают композицию 2 и перемешивают в течение 1-1,5 мин до достижения смесью текучести.
Для восстановления газопроницаемости стержни и формы подвергают сушке при 160-180 °C до остаточной влажности 1,5 %. При сушке гель обезвоживается и становится хрупким, а пленки пены растрескиваются, что повышает газопроницаемость. Прочность смеси увеличивается не сразу, а через 10-20 мин.
Примеры составов ЖСС сЛCT и СrО3 и их характеристики приведены в табл. 5.40, 5.41. Для уменьшения количества или исключения из состава смесей токсичного хромового ангидрида разрабатываются новые отвердители этих смесей. Например, при добавке хлорида меди CuCl2 * 2Н2O, сульфата меди CuSO4 * 5Н2O и хлорида железа FeCl3 * 6Н2O в количествах соответственно 0,1; 0,2; 0,4 % можно снизить содержание CrO3 в два раза. При применении в качестве отвердителя смеси персульфата аммония ((NH4)2S2O8) и феррохромового шлака CrO3 вообще исключается из состава смесей.

Холоднотвердеющие смеси с синтетическими смолами.
Широкое применение синтетических смол в качестве связующих материалов для формовочных и, главным образом, стержневых смесей при любом характере производства объясняется возможностью получения высокой прочности при минимальном (1-2 %) расходе связующего, возможностью в широких пределах регулировать прочность и скорость твердения смеси. XTC со смолами имеют высокую текучесть и легко уплотняются на пескодувных и пескострельных машинах, вибрацией и прессованием при небольшом давлении. Стержни из этих смесей имеют хорошую податливость, выбиваемость, регенерируемость и малую гигроскопичность. При применении XTC со смолами сокращается цикл производства и улучшается качество поверхности отливок. Для исключения их прилипаемости к оснастке ее покрывают фторолоновым или кремнийорганическим покрытием.
С точки зрения термостойкости смесей, уменьшения их газотворности и обеспечения высокой прочности при минимальном расходе связующего предпочтительными являются фенолоформальдегидные и карбидоформальдегидные смолы с большим содержанием фурилового спирта.
Для приготовления смесей применяют обогащенные кварцевые пески с содержанием глинистой составляющей менее 0,1 %. С целью снижения расхода смолы ее активируют, вводя в нее 0,1-0,2 % силана, этилсиликата, обрабатывая электрическими полями. Для уменьшения расхода смолы целесообразно предварительно перемешивать песок с отвердителем, затем высушивать до влажности 0,2-0,4 % и после этого вводить смолу.
Недостатком XTC со смолами является высокая стоимость смесей. При применении этих смесей выделяются токсичные вещества (фенол, формальдегид), что повышает требования к соблюдению условий обеспечения безопасности жизнедеятельности работников.
Продолжительность отверждения зависит от реакционной способности смолы, вида и количества отвердителя, их соотношения и температуры. Обычно она колеблется от нескольких секунд до одного-трех часов. Для отверждения смесей применяются следующие способы:
1. Добавка в смесь 65-85% растворов кислот: паратолуолсульфоновой, ортофосфорной (ОК), бензосульфокислоты (БСК) и др. Фосфорная кислота применяется в XTC с карбамидоформальдегидными и карбамидофурановыми смолами. XTC с фенольными и фенолофурановыми смолами отверждаются сульфокислотами. Продолжительность твердения смеси -20-60 мин. Содержание отвердителя — 40-70 % от массы смолы.
Отверждение XTC сопровождается значительным тепловым эффектом (42-63 Дж/г смеси). Поэтому продолжительность отверждения зависит от массы стержня и материала оснастки. Лучше сохраняется тепло, а следовательно, и больше скорость твердения смеси при применении деревянной оснастки. Для ускорения отверждения XTC металлическую оснастку целесообразно нагревать до 30-40 °С.
2. Отверждение аминами. Этот метод применяется при использовании фенолформальдегидных смол и сводится к продувке стержня в течение 5-15 с третичными аминами, например триэтиламином (C2H5)3N или триметиламином (CH3)3N либо смесью аминов. Расход амина составляет 0,07 % от массы стержня. В смесь кроме смол вводят изоцианаты. В результате взаимодействия смолы с изоцианатом и амином образуются полиуретаны.
3. Продувка смеси сухим воздухом. При этом из смолы удаляется растворитель и низкомолекулярные продукты поликонденсации. Время продувки составляет 1,5-4,5 мин. Влажность воздуха должна быть не более 15%. Этот способ применяется для изготовления стержней массой 6-50 кг.
4. Вакуумирование. При вакуумировании происходит отсос продуктов, образующихся при поликонденсации смолы.
5. Продувка SO2 (SO2-npоцеcc). В смесь кроме фурановой и эпоксидной смол вводится перекисное соединение, которое окисляет SO2 до SO3. В качестве перекисных соединений применяют пероксид водорода, простой эфир, альдегид и др.
Существуют и другие методы отверждения XTC со смолами.
Наиболее широко применяются XTC с фурановыми смолами (мочевиноформальдегидные, карбамидоформальдегидные смолы, модифицированные фуриловым спиртом). Из фурановых смол наиболее распространены мочевиноформальдегидные, модифицированные 40-90 %-м раствором фурилового спирта. В качестве отвердителей чаще всего используют фосфорную кислоту, реже — органические сульфокислоты.
На практике применяются также XTC с фенолоформальдегидными, алкидными, полиэфирными и другими смолами. Для обеспечения повышенной живучести, что очень важно для индивидуального и мелкосерийного производства, разработаны составы XTC с водоэмульсионной смолой марки СФЖ-301 и глиной (табл. 5.42, 5.43), которые обеспечивают живучесть в пределах 30-100 мин. Типичные составы XTC на основе различных смол, их характеристики приведены в табл. 5.44, 5.45.


При работе со смолами необходимо строго соблюдать правила техники безопасности. Смолы и отвердители должны храниться в герметичной таре при температуре не ниже 10 °С. При работе необходимо использовать защитные очки и рукавицы. Так как при отверждении XTC и при контакте ее с металлом выделяются токсичные газы, должны применяться эффективные методы очистки воздуха.
Холоднотвердеющие смеси с фосфатными связующими.
XTC с железофосфатными, магнийфосфатными и алюмофосфатными связующими все шире применяются для изготовления песчаных форм для чугунного и стального литья. Эти смеси имеют высокую термостойкость (до 1150 °С), выделяют мало газов, хорошо выбиваются из отливок, нетоксичны, недефицитны, легко регенерируются. Характеристика различных фосфатных связующих дана ранее. Наибольшую термостойкость (до 1380 °С) имеют магнийфосфатные связующие. Они пригодны для изготовления крупных стальных отливок. Типичные составы смесей на фосфатных связующих и их характеристики приведены в табл. 5.46-5.49.

Необходимое оборудование
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.
Производство форм
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.